
KOMUNALNE OSADY ŚCIEKOWE
- podział, kierunki zastosowań oraz
technologie przetwarzania, odzysku i
unieszkodliwiania
(
wyciąg z pracy zrealizowanej w Instytucie Inżynierii
Środowiska pod kierunkiem
prof.dr hab.inż. Marty Janosz-Rajczyk,
a sfinansowanej ze środków Narodowego Funduszu
Ochrony Środowiska i Gospodarki Wodnej
na zamówienie Ministra Środowiska)
Częstochowa, kwiecień 2004

Spis treści:
1. Wprowadzenie
2.Pojęcie komunalnych osadów ściekowych
3.Gospodarka osadami ściekowymi powstającymi w komunalnych oczyszczalniach
ścieków
3.1. Dane statystyczne dotyczące gospodarki osadowej
3.2. Informacje dotyczące gospodarki osadowej zawarte w wojewódzkich planach
gospodarki odpadami
3.3. Stan gospodarki osadowej w województwach zachodniopomorskim i
podkarpackim
3.4. Analiza gospodarki osadowej zawarta w KPOŚK
3.5. Gospodarka komunalnymi osadami ściekowymi w KPGO
4.Analiza techniczno-ekonomiczno-ekologiczna metod zagospodarowania odpadów
z oczyszczalni ścieków możliwych do zastosowania w Polsce
4.1.Przyrodnicze wykorzystanie osadów ściekowych
4.2.Kompostowanie osadów ściekowych
4.3.Suszenie osadów ściekowych
4.4.Spalanie osadów
4.5.Procesy alternatywne
5. Proponowane metody ostatecznego zagospodarowania osadów ściekowych
6.Podsumowanie i wnioski końcowe
7.Materiały wykorzystane do opracowania

Spis skrótów:
KPGO
krajowy plan gospodarki odpadami
KPOŚK
krajowy program oczyszczania ścieków komunalnych
BZT
5
biologiczne zapotrzebowanie tlenu
ChZT
chemiczne zapotrzebowanie tlenu
IOŚ
Instytut
Ochrony
Środowiska
WKF
o
wydzielone otwarte komory fermentacyjne
WKF
z
wydzielone zamknięte komory fermentacyjne
GUS
Główny Urząd Statystyczny
SIGOP
System Informatyczny Gospodarki Odpadami w Polsce
WIOŚ
Wojewódzki Inspektorat Ochrony Środowiska
WPGO
wojewódzki plan gospodarki odpadami
NFOŚiGW
Narodowy Fundusz Ochrony Środowiska i Gospodarki Wodnej
WFOŚiGW
Wojewódzki Fundusz Ochrony Środowiska i Gospodarki Wodnej
RLM
równoważna liczba mieszkańców
IUNG
Instytut Uprawy Nawożenia Gleboznawstwa

1. WPROWADZENIE
Powstające w procesie oczyszczania ścieków osady pod względem ilościowym
stanowią niewielki procent odpadów wytwarzanych w gospodarce komunalnej. Jednak
zagrożenia jakie ze sobą niosą nie pozwalają na ich pominięcie przy planowaniu procesu
oczyszczania ścieków. W projektowanych i budowanych przed 1990 r. oczyszczalniach
ścieków, działania dotyczące gospodarki osadowej ograniczały się do magazynowania
osadów na terenie oczyszczalni (w lagunach i poletkach osadowych). Sytuacja ta zmieniła
się na początku lat 90 – tych. Realizowane projekty oczyszczalni ścieków zawierały
również koncepcje gospodarki osadowej, zaś istniejące oczyszczalnie modernizowano.
Jak podano w Krajowym Programie Oczyszczania Ścieków Komunalnych [1] od 1995
r. wybudowano 302 oczyszczalnie, najwięcej w woj. wielkopolskim – 44, najmniej w woj.
lubelskim – 6. W latach 2000-2002 oraz w początkach 2003 r. zmodernizowano 181
oczyszczalni. W tej grupie nie uwzględniono oczyszczalni wybudowanych po 1995 r.,
które następnie były modernizowane w roku 2000 lub później. Duża grupa oczyszczalni
została zmodernizowana w latach 1990-1994. Większość analizowanych oczyszczalni jest
stosunkowo nowa, a pozostałe podlegają modernizacji i rozbudowie lub przewidziane są
do likwidacji. W przeważającej liczbie oczyszczalni ilość dopływających ścieków jest
znacznie mniejsza od projektowanej przepustowości, a w wielu z nich nie przekracza 50%
przepustowości hydraulicznej.
Analiza przedstawiona w Krajowym Programie Oczyszczania Ścieków Komunalnych
wykazała, że w aglomeracjach istnieją 683 oczyszczalnie ścieków, z których odpływy
spełniają wymagania rozporządzenia Ministra Środowiska z dnia 29 listopada 2002r. w
sprawie warunków, jakie należy spełnić przy wprowadzaniu ścieków do wód lub do ziemi
oraz w sprawie substancji szczególnie szkodliwych dla środowiska wodnego, a tym
samym dyrektywy 91/271/EWG pod względem jakości ścieków. 377 oczyszczalni stanowi
rozwiązanie docelowe zapewniające pełną lub częściową obsługę aglomeracji do 2015 r.
Natomiast 306 oczyszczalni zapewnia obsługę istniejących w tych aglomeracjach
systemów kanalizacyjnych, lecz dla zapewnienia obsługi w okresie do 2015r. będą
wymagały rozbudowy.
O nowoczesności analizowanych obiektów świadczy fakt, że 500 oczyszczalni to
obiekty z podwyższonym usuwaniem substancji biogennych, pracujące w układach
trójfazowych, dwufazowych, hybrydowych, cyklicznych, semicyklicznych oraz w układach
jednofazowych ze strącaniem chemicznym fosforu. Część z nich to oczyszczalnie małe, w
których podstawą oceny efektów ekologicznych są tylko takie wskaźniki jak BZT
5
, ChZT i
zawiesiny.

Rosnące potrzeby w zakresie unormowania gospodarki odpadami w tym osadami
ściekowymi wymagają opracowania uwzględniającego ich specyfikę i charakter w oparciu
o skład doprowadzanych na oczyszczalnię ścieków.
Obecnie w kraju najważniejszym aktem prawnym dotyczącym gospodarki odpadami
jest ustawa z dnia 21 kwietnia 2001 r. o odpadach (Dz.U. Nr 62, poz. 628 z późn. zm.).
Obowiązują również rozporządzenia regulujące w sposób szczegółowy proces
postępowania z odpadami:
-
rozporządzenie Ministra Środowiska z dnia 27 września 2001 r. w sprawie katalogu
odpadów (Dz.U. Nr 112, poz.1206),
-
rozporządzenie Ministra Gospodarki z dnia 29 stycznia 2002 r. w sprawie rodzajów
odpadów innych niż niebezpieczne oraz rodzajów instalacji i urządzeń, w których
dopuszcza się ich termiczne przekształcanie (Dz.U. Nr 18,poz.176, z późn.zm.)
-
rozporządzenie Ministra Gospodarki z dnia 21 marca 2002 r. w sprawie wymagań
dotyczących prowadzenia procesu termicznego przekształcania odpadów (Dz.U. Nr
37, poz.339, z późn.zm.)
-
rozporządzenie Ministra Środowiska z dnia 1 sierpnia 2002 r. w sprawie komunalnych
osadów ściekowych (Dz.U. Nr 134, poz.1140 i Nr 155, poz.1299),
-
rozporządzenie Ministra Gospodarki z dnia 30 października 2002 r. w sprawie rodzaju
odpadów, które mogą być składowane w sposób nie selektywny (Dz.U. Nr 191, poz.
1595),
-
rozporządzenie Rady Ministrów z dnia 18 marca 2003 r. w sprawie opłat za
korzystanie ze środowiska (Dz.U.Nr 55, poz.477),
-
rozporządzenie Ministra Środowiska z dnia 24 marca 2003 r. w sprawie
szczegółowych wymagań dotyczących lokalizacji, budowy, eksploatacji i zamknięcia,
jakim powinny odpowiadać poszczególne typy składowisk odpadów (Dz.U. Nr 61,
poz.549),
-
rozporządzenie Ministra Środowiska z dnia 9 kwietnia 2003 r. w sprawie sporządzania
planów gospodarki odpadami (Dz.U. Nr 66, poz.620),
-
rozporządzenie Ministra Środowiska z dnia 4 sierpnia 2003 r. w sprawie standardów
emisyjnych z instalacji (Dz.U. Nr 163, poz. 1584),
-
rozporządzenie Ministra Środowiska z dnia 11 grudnia 2001 r. w sprawie wzorów
dokumentów stosowanych na potrzeby ewidencji odpadów (Dz.U. Nr 152, poz. 1736),
-
rozporządzenie Ministra Środowiska z dnia 11 grudnia 2001 r. w sprawie zakresu
informacji oraz wzorów formularzy służących do sporządzania i przekazywania
zbiorczych zestawień danych (Dz.U. Nr 152, poz. 1737),
-
rozporządzenie Ministra Środowiska z dnia 11 grudnia 2001 r. w sprawie niezbędnego
zakresu informacji objętych obowiązkiem zbierania i przetwarzania oraz sposobu

prowadzenia centralnej i wojewódzkiej bazy danych dotyczącej wytwarzania i
gospodarowania odpadami (Dz.U. Nr 152, poz.1740).
2. POJĘCIE KOMUNALNYCH OSADÓW ŚCIEKOWYCH
Z uwagi na rodzaj oczyszczanych ścieków wyodrębnia się osady z oczyszczalni
ścieków komunalnych, a także przemysłowych.
Osady z oczyszczalni ścieków komunalnych charakteryzują się znaczną zdolnością
do zagniwania, w związku z zawartością łatwo rozkładalnych substancji organicznych;
niską zdolnością do oddawania wody przy jej dużej zawartości, często również obecnością
bakterii chorobotwórczych i pasożytów. Natomiast osady pochodzące z oczyszczalni
komunalno-przemysłowych trudniej zagniwają, ze względu na swój skład, lecz na ogół
lepiej się odwadniają. Ponadto zawierają zwykle więcej domieszek specyficznych: metali
ciężkich i innych substancji niebezpiecznych.
Osady powstają na różnych etapach oczyszczania ścieków. W procesie
sedymentacji w osadnikach wstępnych otrzymuje się osad wstępny. Osad wtórny
wydzielany jest w osadnikach wtórnych. Z reguły są to osady wytworzone w procesach
biologicznego oczyszczania ścieków. Osady te zawraca się do obiegu oczyszczania
ścieków jako osady recyrkulowane lub usuwa z obiegu do dalszej przeróbki jako osady
nadmierne. Przy stosowaniu koagulacji lub neutralizacji ścieków z użyciem związków
chemicznych powstają osady chemiczne. W wyniku zmieszania osadów wstępnego i
wtórnego otrzymuje się mieszaninę tych osadów.
W
przypadku
ścieków komunalnych w zależności od wielkości aglomeracji można
rozróżnić następujące schematy postępowania (rys.1):
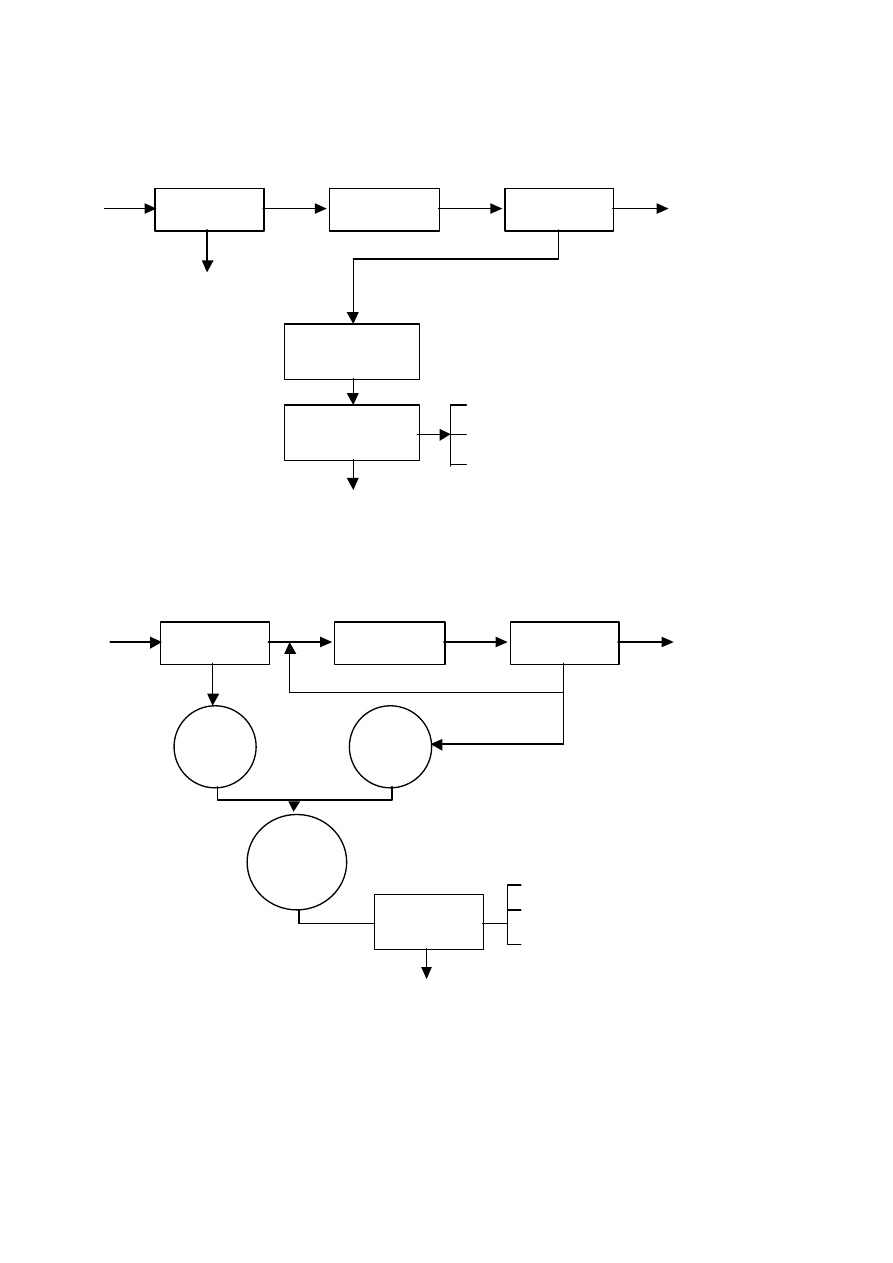
a)
b)
Osadnik
wstępny
Bioreaktor
Osadnik
wtórny
Zagęszczacz
mechaniczny
Zagęszczacz
grawitacyjny
WKF
Odwadnianie
osadów
do 25% s.m.
Higienizacja (wapnowanie) – składowanie
Kompostowanie – wykorz ystanie przyrodnicze
Suszenie do 85% s.m . – wykorzystanie
przyrodnic ze ewentualnie energetyczne
osad recyrkulowany
osad nadmierny
wody filtracyjne
Q
ść
Q
ść
Odbiornik
Osadnik
wstępny
Bioreaktor
Osadnik
wtórny
Odwadnianie
osadów
do 25% s.m.
wody filtracyjne
Q
ść
Q
ść
Odbiornik
Stabilizacja
tlenowa
Higienizacja (wapnowanie) – składowanie
Kompostowanie – wykorzysta nie przyrodnicze
Suszenie max 85% s.m. – wykorzystanie przyrodnicze
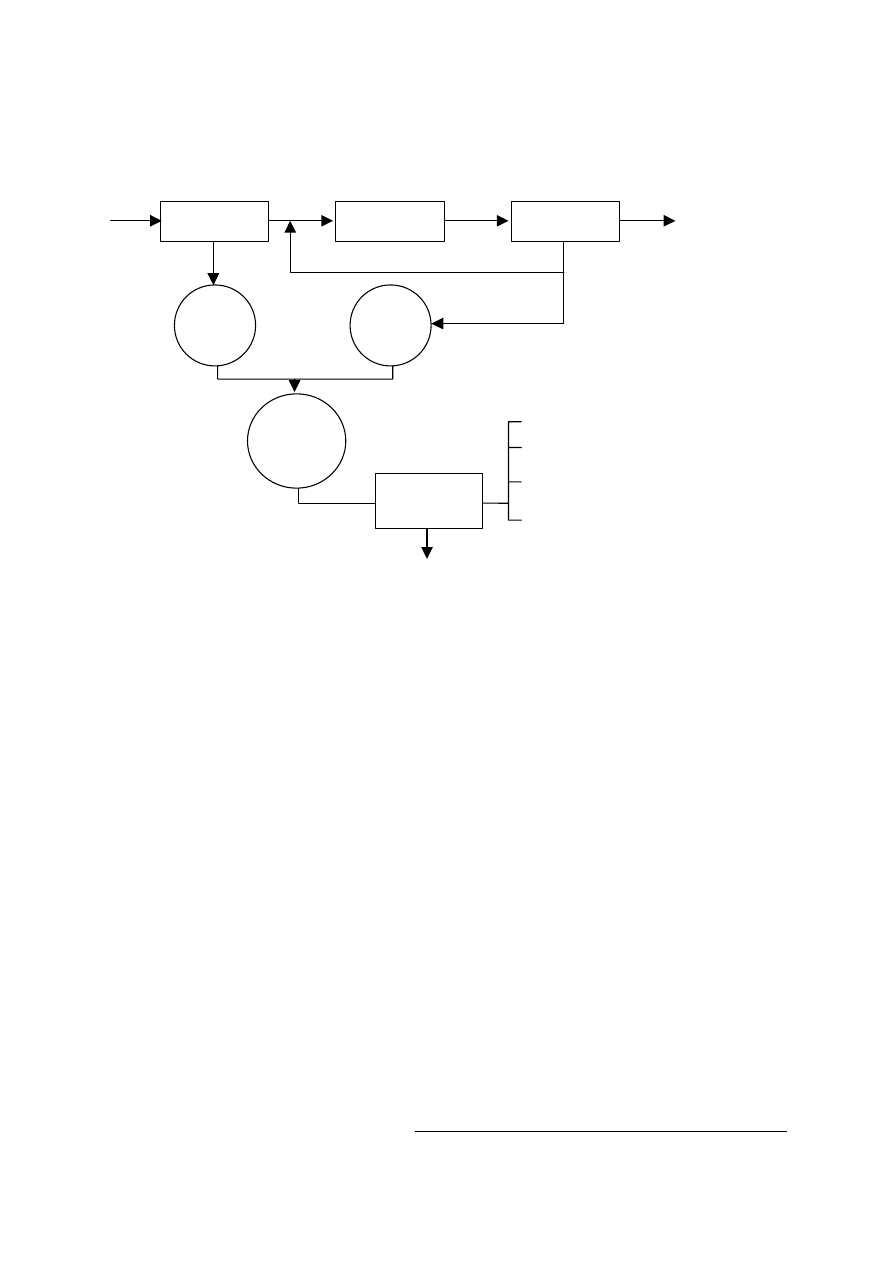
c)
Rys.1. Schemat blokowy ciągu technologicznego przeróbki osadów ściekowych w
zależności od wielkości aglomeracji: a) dla aglomeracji od 2000 do 15 000 LRM, b) dla
aglomeracji od 15 000 do 100 000 LRM c) dla aglomeracji powyżej 100 000 LRM
Związki organiczne zawarte w osadach, ulegają łatwemu rozkładowi i wydzielają
przykre zapachy. Stąd też podstawowym celem przeróbki osadów jest mineralizacja
związków organicznych, prowadząca do stabilizacji osadów oraz zmniejszenia ich
objętości, co osiąga się w procesach odwadniania oraz suszenia.
Wymienione osady wstępne, wtórne, chemiczne czy mieszane są osadami
surowymi. Natomiast osady po kolejnych stopniach przeróbki zalicza się do
następujących grup:
•
osady zagęszczone – po procesie zagęszczania,
•
osady stabilizowane w procesach beztlenowych (przefermentowane),
•
osady ustabilizowane w procesach tlenowych,
•
osady odwodnione - po operacjach odwadniania,
•
osady zhigienizowane – po pasteryzacji, wapnowaniu lub suszeniu.
Jednocześnie ustawa z dnia 27 kwietnia 2001 r. o odpadach wprowadza pojęcie
komunalnych osadów ściekowych jako pochodzących z oczyszczalni ścieków osadów z
Osadnik
wstępny
Bioreaktor
Osadnik
wtórny
Zagęszczacz
mechaniczny
Zagęszczacz
grawitacyjny
Wysokosprawne
metody
stabilizacji
beztlenowej
Odwadnianie
osadów
do 25% s.m.
Higienizacja (wapnowanie) – składowanie
Kompostowanie – wykorzystanie przyrodnicze
Suszenie do 85% s.m. – spalanie
(wykorzystanie do celów energetycznych)
Suszenie od 85% - 90% s.m. – wykorzystanie
do celów przyrodniczych
osad recyrkulowany
osad nadmierny
wody filtracyjne
Q
ść
Q
ść
Odbiornik

komór fermentacyjnych oraz innych instalacji służących do oczyszczania ścieków
komunalnych oraz innych ścieków o składzie zbliżonym do składu ścieków komunalnych,
do których można zaliczyć ścieki pochodzące z:
•
przetwórstwa mleka,
•
przetwórstwa owoców i warzyw,
•
produkcji i butelkowania napojów bezalkoholowych,
•
przetwórstwa ziemniaków,
•
przemysłu mięsnego,
•
browarów,
•
produkcji alkoholu i napojów alkoholowych,
•
produkcji pasz zwierzęcych z surowców roślinnych,
•
produkcji żelatyny i klejów ze skór i kości zwierzęcych,
•
słodowni,
•
przetwórstwa ryb,
•
produkcji tłuszczów roślinnych i zwierzęcych,
•
cukrowni [2].

3. GOSPODARKA OSADAMI ŚCIEKOWYMI POWSTAJĄCYMI W
KOMUNALNYCH OCZYSZCZALNIACH ŚCIEKÓW
Odpady
powstające w oczyszczalniach ścieków klasyfikowane są
w strumieniu odpadów z grupy 19 - zgodnie z rozporządzeniem Ministra Środowiska
z dnia 27 września 2001 r. w sprawie katalogu odpadów. Do odpadów powstających
w komunalnych oczyszczalniach ścieków należą: skratki (kod 19 08 01), odpady
z piaskowników (kod 19 08 02), odpady z procesów stabilizacji i odwadniania osadów
w tym ustabilizowane komunalne osady ściekowe (kod 19 08 05).
Gospodarka
osadami
ściekowymi nie jest w chwili obecnej w pełni monitorowana.
Udostępniane informacje dotyczą ilości wytwarzanych osadów w przeliczeniu na suchą
masę oraz procesów z jakich osady pochodzą. Zgodnie z rozporządzeniem Ministra
Środowiska w sprawie zakresu informacji oraz wzorów formularzy służących do
sporządzania i przekazywania zbiorczych zestawień danych, zbiorcze zestawienie danych
o komunalnych osadach ściekowych powinno zawierać informacje dotyczące składu i
właściwości komunalnych osadów ściekowych:
-
odczyn pH,
-
procentową zawartość suchej masy,
-
procentową zawartość substancji organicznych,
-
procentową zawartość azotu ogólnego, w tym azotu amonowego, w suchej masie,
-
procentową zawartość fosforu ogólnego w suchej masie,
-
procentową zawartość wapnia i magnezu w suchej masie,
-
liczbę żywych jaj pasożytów jelitowych Ascaris sp., Trichuris sp., Toxocera sp. w
suchej masie,
-
zawartość metali ciężkich: ołowiu, kadmu, chromu, miedzi, niklu, rtęci i cynku w
mg/kg suchej masy,
-
postać komunalnych osadów ściekowych.
Istotna jest również informacja dotycząca sposobu wykorzystania osadów.
3.1. Dane statystyczne dotyczące gospodarki osadami ściekowymi
W informacjach i opracowaniach statystycznych dotyczących ochrony środowiska
podawanych przez GUS [3, 4, 5] zawarte są informacje dotyczące ilości osadów
wytwarzanych w komunalnych oczyszczalniach ścieków w latach 2000-2002 oraz
o sposobach ich wykorzystania (tab.1 i 2) w poszczególnych województwach.
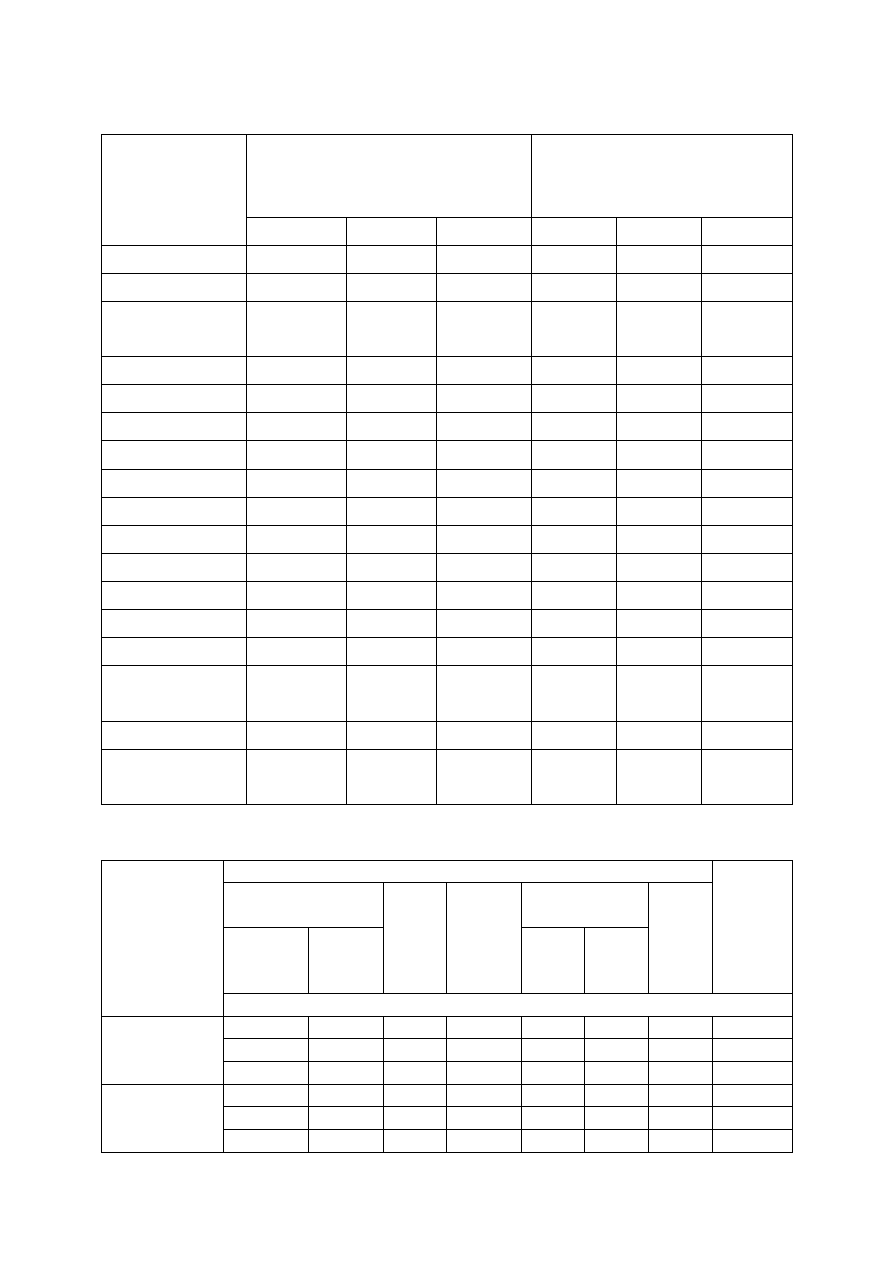
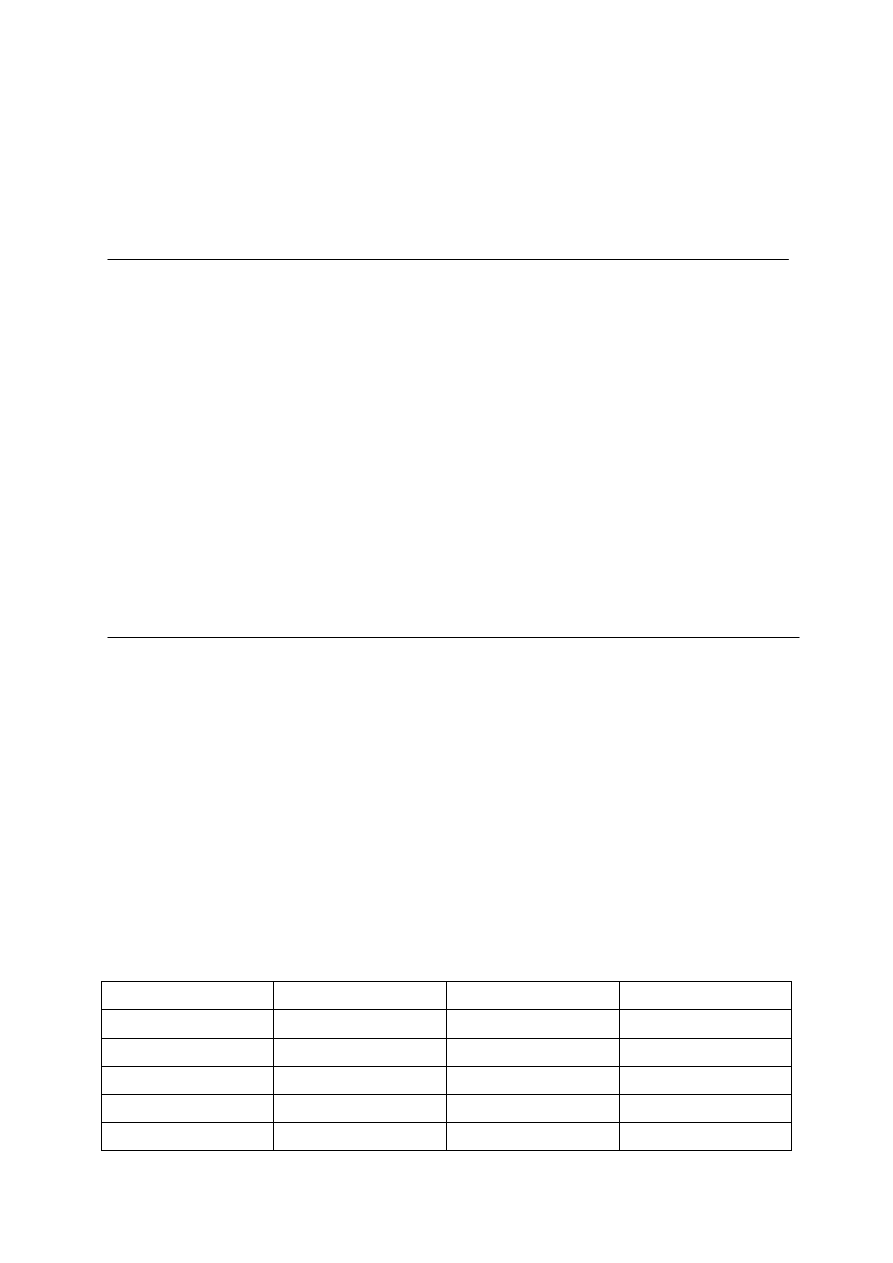
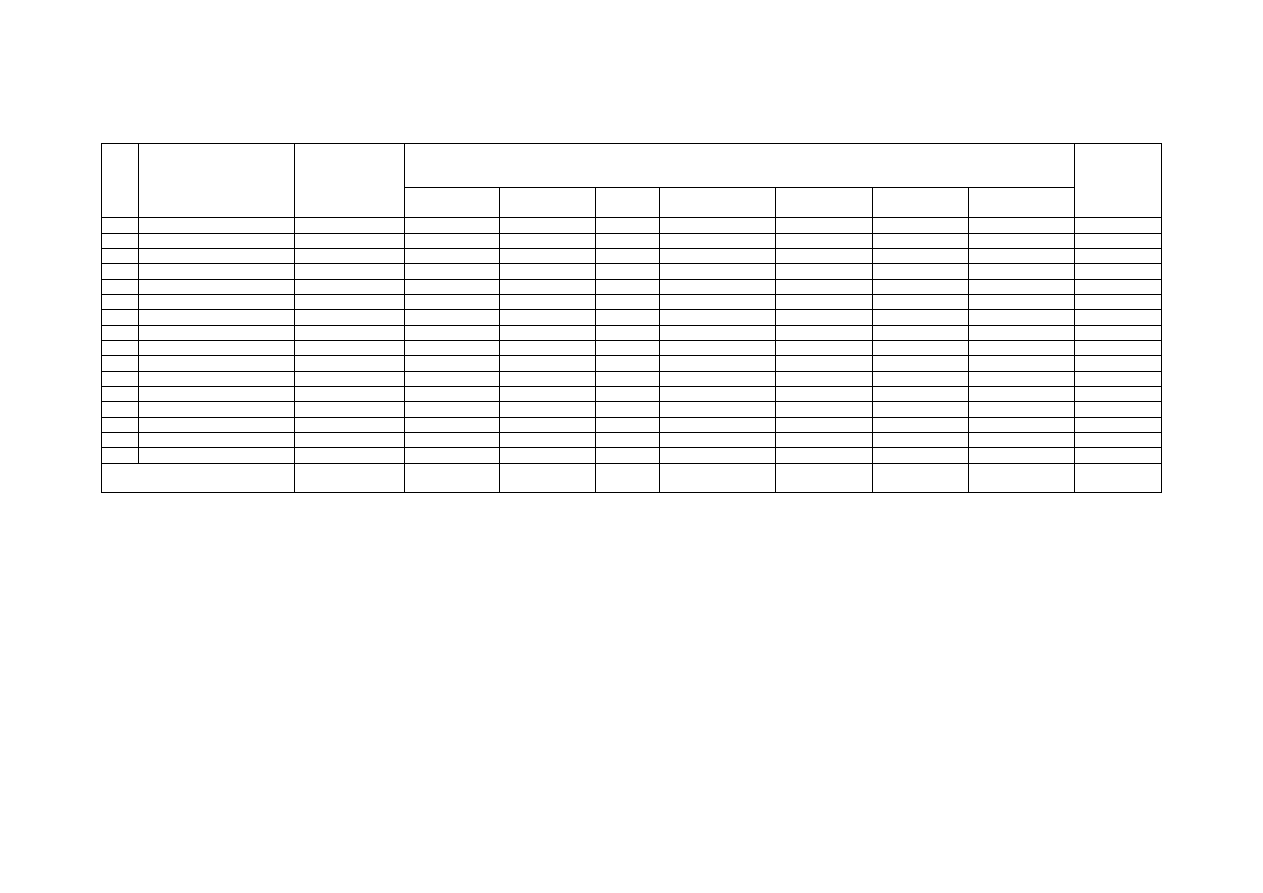
Tab.1. Zestawienie ilości osadów wytwarzanych w latach 2000-2002
Osady wytworzone w ciągu roku
W Mg s.m.
Osady nagromadzone na terenie
oczyszczalni (stan w końcu roku)
w Mg s.m.
Województwa
2000 2001 2002 2000 2001 2002
Polska 359819 397216
435737
675011
728897 744977
1. dolnośląskie 26369
35030
37981
50233
50627 49372
2.kujawsko-
pomorskie
20934 23625
25848
60849
73954 73363
3. lubelskie
20375
21010
22982
117590
118575
120183
4. lubuskie
11846
13388
13347
29224
30856 33920
5. łódzkie 25490
28808
31560
44977
59076 75463
6. małopolskie 21365 21946
24421
90336
97580 97154
7. mazowieckie
36719 42881
46778
64303
51711 53019
8. opolskie
9844
9729
10384
5678
6106 2464
9. podkarpackie
21827 21370
19712
38489
46141 46870
10.podlaskie
12830
12831
12919
26404
25245 25055
11.pomorskie 33444
32392
30646
14824
19868
10154
12.śląskie 36133 44322
48747
35508
28941
12440
13.świętokrzyskie
11261 9992
9054
27517
29409 27834
14.warmińsko-
mazurskie
22727 21769
28735
40558
49544 60430
15.wielkopolskie 29943
39267
54241
17245
29107 48251
16.zachodniopo-
morskie
18712
18856
18382
11276
12157 9005
Tab.2. Zestawienie sposobów i ilości osadów wykorzystanych w latach 2000-2002
Osady wytworzone w ciągu roku
Wykorzystane
na cele
Składowane
Przemy-
słowe
Rolnicze
Kompos
-towane
Przekształ
-cone
termicznie
Razem Na
terenie
oczyszcz
Inne
Osady
wykorzys-
tane z
nagroma-
dzonych
Województwa
w Mg s.m.
28274 50628
25528
5904
151618
- 97867 105906
24220 49302
27591
6937
198630
131174 90536
56802
Polska 2000
2001
2002
25823 67002
26541
6779
192487
136223
11710 83222
952 2201
391
38
18848
- 3939
5339
1076 2932
711
0
24575
4748 5736
3657
dolnośląskie 2000
2001
2002
2757 2335
144
-
24104
4098 8641 4737
1469
1390
3555
100
12560
-
1860
1658
52 697
3137
0
14688
13459 5051 3788
kujawsko- 2000
pomorskie 2001
2002
66
1450
3628
-
13428
11535 7276 12413
2865 5899
4449
859
5436
- 867 3441
1662 7022
5279
0
6502
4418 545 3114
lubelskie 2000
2001
2002
628 8737
11
-
6198
3788 7408
2060
351
1719
1596
-
8046
-
134 387
359
1674
1554
0
8885
4118 918 272
lubuskie 2000
2001
2002
376 2270
384
-
7383
4811 2934
413
2071 4476
1671
60
15138
- 2074
3025
1001 4726
1856
0
18161
15566 3064
1194
łódzkie 2000
2001
2002
2 5866
1092
-
19220
17516 5380
1170
1307 557
104
697
13975
- 4725
2965
630 445
121
1315
11849
10361 7586
2253
małopolskie 2000
2001
2002
351 357
1500
1524
7308
6084
13381 2242
937 6444
1819
51
7821
-
19647 9361
2335 8865
2530
50
12185
9282
16916 8499
mazowieckie 2000
2001
2002
1084
15264
3224
50
11911
9856
15245 8221
176 831
540
-
4517
- 3780
1456
437 790
509
0
4660
1639 3333
1211
opolskie 2000
2001
2002
166 2138
667
200
5228
952
1985 4588
853 951
-
-
6722
-
13301 2031
525
1097
123
0
8161
5011
11464
1154
podkarpackie2000
2001
2002
1645 839
579
-
6634
3305
10015 2479
269 2474
36
27
8960
-
1064 3445
517 3556
216
27
7596
6056 919 5005
podlaskie 2000
2001
2002
3387 3773
194
-
4859
4016 706 5440
524 927
5369
3799
7780
-
15045 25527
2068 991
4533
5507
18437
13896 856 7388
pomorskie 2000
2001
2002
267
1848
6449
4967
15715
12528
1400
11367
9578
184
176
4
8919
-
17272
11150
9130
1362
790
2
12129
7108 20909
10635
śląskie 2000
2001
2002
13060
1865
1039
35
8875
7045 23873
8014
971 3226
10
-
5414
-
1640
1096
896
1601
28
12
4105
38 3350
1014
święto- 2000
krzyskie 2001
2002
305 2051
6
-
4194
4026 2498
3517
556 2720
376
3
11592
- 7480
2539
11 3564
550
0
16524
11733
1120 2255
Warmińsko- 2000
mazurskie 2001
2002
11 5519
1372
-
20999
17769 834 6551
4004
11285
2273
6
8353
- 4022 27156
3098 2841
2499
2
24796
17130 6031 3593
wielkopol- 2000
skie 2001
2002
894 5266
3437
2
30888
25952
13754 7929
1391 5344
3163
260
7537
-
1017 27156
423 7139
3157
22
5377
2833 2738
1770
zachodnio- 2000
pomorskie 2001
2002
824 7424
2815
1
5543
2897
1775 2081

Z analizy przedstawionych tabel wynika, iż wzrasta ilość osadów wytwarzanych w
komunalnych oczyszczalniach ścieków. Ilość osadów nagromadzonych na terenie
oczyszczalni wzrosła w 8 województwach i zmalała również w 8 województwach.
W
10 województwach odnotowano spadek wykorzystania osadów na cele
przemysłowe, natomiast w 12 województwach nastąpił wzrost ilości osadów
wykorzystywanych na cele rolnicze. Przyczyną takich zmian może być polepszenie jakości
wytwarzanych osadów, a co za tym idzie zwiększenie możliwości ich rolniczego
wykorzystania. Termiczne przekształcanie osadów generalnie nie jest realizowane,
wyjątek stanowią województwa: małopolskie i pomorskie.

3.2. Informacje dotyczące gospodarki osadowej zawarte w wojewódzkich
planach gospodarki odpadami
W latach 2003-2004 uchwalono wojewódzkie plany gospodarki odpadami. Plany te
zawierają m. in. analizę aktualnej gospodarki osadowej w poszczególnych
województwach. Analiza ta jest opracowana głównie na podstawie danych GUS. Poza tym
wykorzystuje raporty WIOŚ, dane uzyskane z powiatów, ankiet. Kompilację tych
informacji zaczerpniętych z wojewódzkich planów gospodarki odpadami przedstawiono
poniżej. Przedstawione informacje dotyczą komunalnych oczyszczalni ścieków.
Plan gospodarki odpadami dla woj. dolnośląskiego [6]
Bilans ilościowy osadów ściekowych wytwarzanych w woj. dolnośląskim
opracowano na podstawie danych pochodzących z KPGO, danych GUS, bazy SIGOP, bazy
wojewódzkiej, opracowań branżowych, dokumentacji technicznych i innych materiałów.
Dostarczone do Urzędu Marszałkowskiego zestawienia ilości wytworzonych w 2002 roku
ustabilizowanych osadów ściekowych w 55 oczyszczalniach wykazują całkowitą masę
wytworzonych osadów na poziomie 113 559 Mg.
Wg bazy SIGOP na podstawie danych z 20 powiatów, wytworzona ilość osadów w
2002 roku wynosiła 165 218 Mg. Z czego ok. 52% osadów unieszkodliwiano przez
składowanie na składowiskach, a 31,3 % poddano odzyskowi. W bazie SIGOP brak jest
danych o postępowaniu z 22 869 Mg osadów. Dane dotyczące ilości składowanych
osadów ściekowych potwierdzają się także w informacjach uzyskanych z bazy
wojewódzkiej.
Szczegółową analizę postępowania z osadami ściekowymi przeprowadzono dla 71
oczyszczalni, które wytworzyły w 2002 roku łącznie 146 771 Mg osadów ściekowych. Jej
podstawą były dane z bazy wojewódzkiej, uzupełnione dodatkowymi informacjami
uzyskanymi bezpośrednio z oczyszczalni lub opracowań dotyczących oczyszczalni.
Wg danych sposoby postępowania były następujące:
- rekultywacja terenów nierolnych
47 709 Mg/rok,
- rekultywacja i zagospodarowanie terenów oczyszczalni
14 168 Mg/rok,
- rolnictwo, uprawa roślin, szkółkarstwo
7 884 Mg/rok,
- produkcja kompostu metodą agrotechniczną
3 368 Mg/rok,
- magazynowanie na terenie oczyszczalni
504 Mg/rok,
- składowanie na własnym składowisku
42
006
Mg/rok,
- składowanie na składowisku komunalnym
20 256 Mg/rok,
- nieokreślone
10 876 Mg/rok.
Prognozę ilości osadów ściekowych przedstawiono następująco (Mg s.m./rok):
-
2005 – 41 281,
-
2010 – 60 576,
-
2015 – 64 190.
Dla roku 2005 przyjęto do obliczeń jednostkową ilość osadu 53 g s.m./Md, co daje 19,4
kg s.m./Mrok, natomiast dla lat 2010-2015 przyjęto 65 g s.m./Md oraz 23,725 kg
s.m./Mrok.
Plan gospodarki odpadami dla województwa kujawsko-pomorskiego [7]
Wojewódzka baza danych SIGOP zawiera informacje dotyczące ilości odpadów
powstających w województwie w grupie „19” obejmującej również osady ściekowe. Ilość
osadów ściekowych wytwarzana w województwie kujawsko-pomorskim szacowana jest
na 153608 Mg.
Sposoby
postępowania z osadami na terenie województwa obejmowały:
- kompostowanie
10 752,5 Mg/rok – 7%,
- rolnicze wykorzystanie
21 505,1 Mg/rok – 14%,
- przemysłowe wykorzystanie
12 288,6 Mg/rok – 8%,
- składowanie
64
515,4 Mg/rok – 42%,
-
inne
44
546,0
Mg/rok.
Prognozuje
się wzrost ilości osadów do 215 050 Mg w roku 2006, oraz do 291 900
Mg w roku 2014.
Plan gospodarki odpadami dla województwa lubelskiego [8]
Wg danych GUS w roku 2000 w oczyszczalniach ścieków komunalnych woj.
lubelskiego powstało 20 375 Mg s.m. osadów, a w roku 2001 - 21 010 Mg s.m.
Sposoby postępowania z osadami w roku 2001 były następujące:
- cele przemysłowe
1 662 Mg s.m.,
- cele rolnicze
7 022 Mg s.m.,
- kompostowanie
5 279 Mg s.m.,
- przekształcanie termiczne ----------------
- składowanie
6 502 Mg s.m.,
-
inne
4
418 Mg s.m.
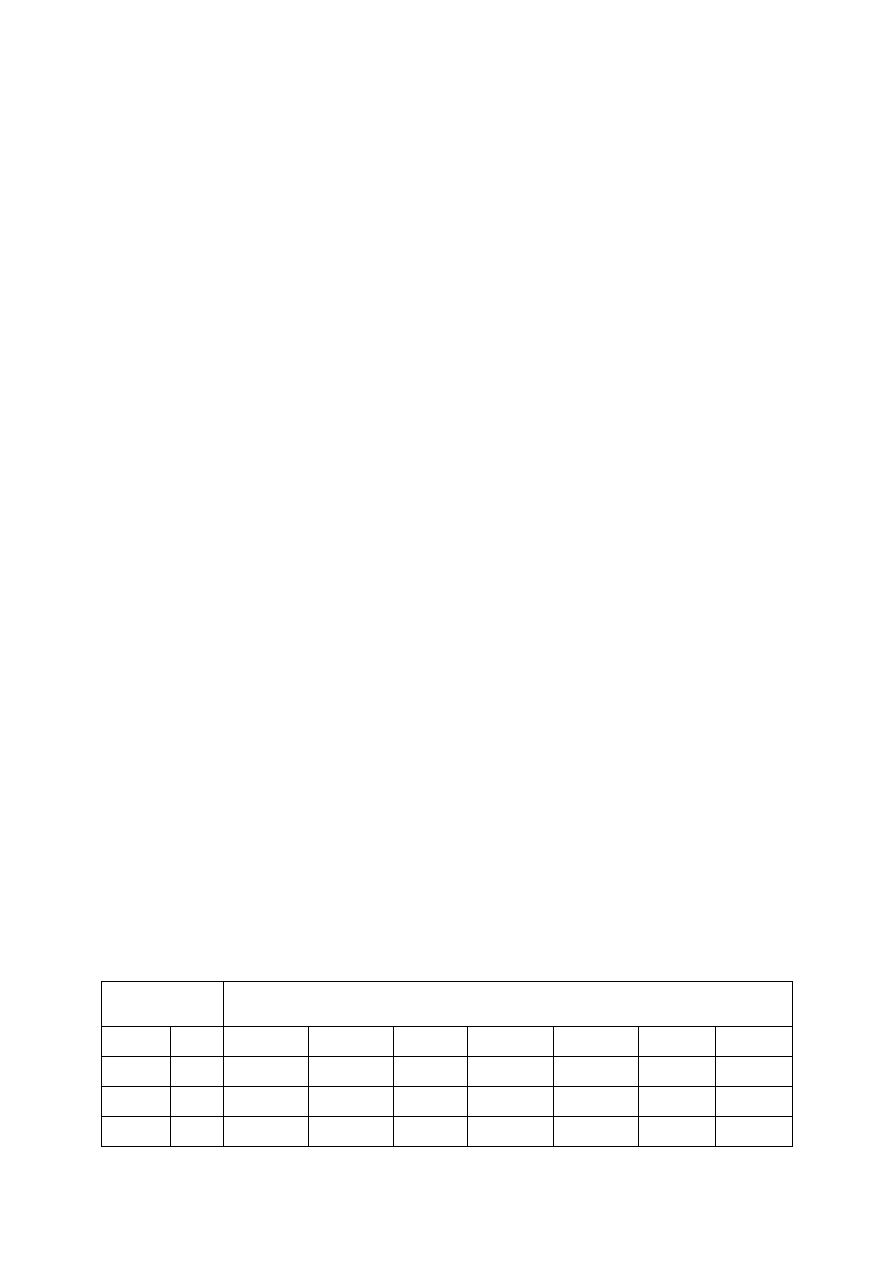
Na podstawie wskaźników podanych w krajowym planie gospodarki odpadami
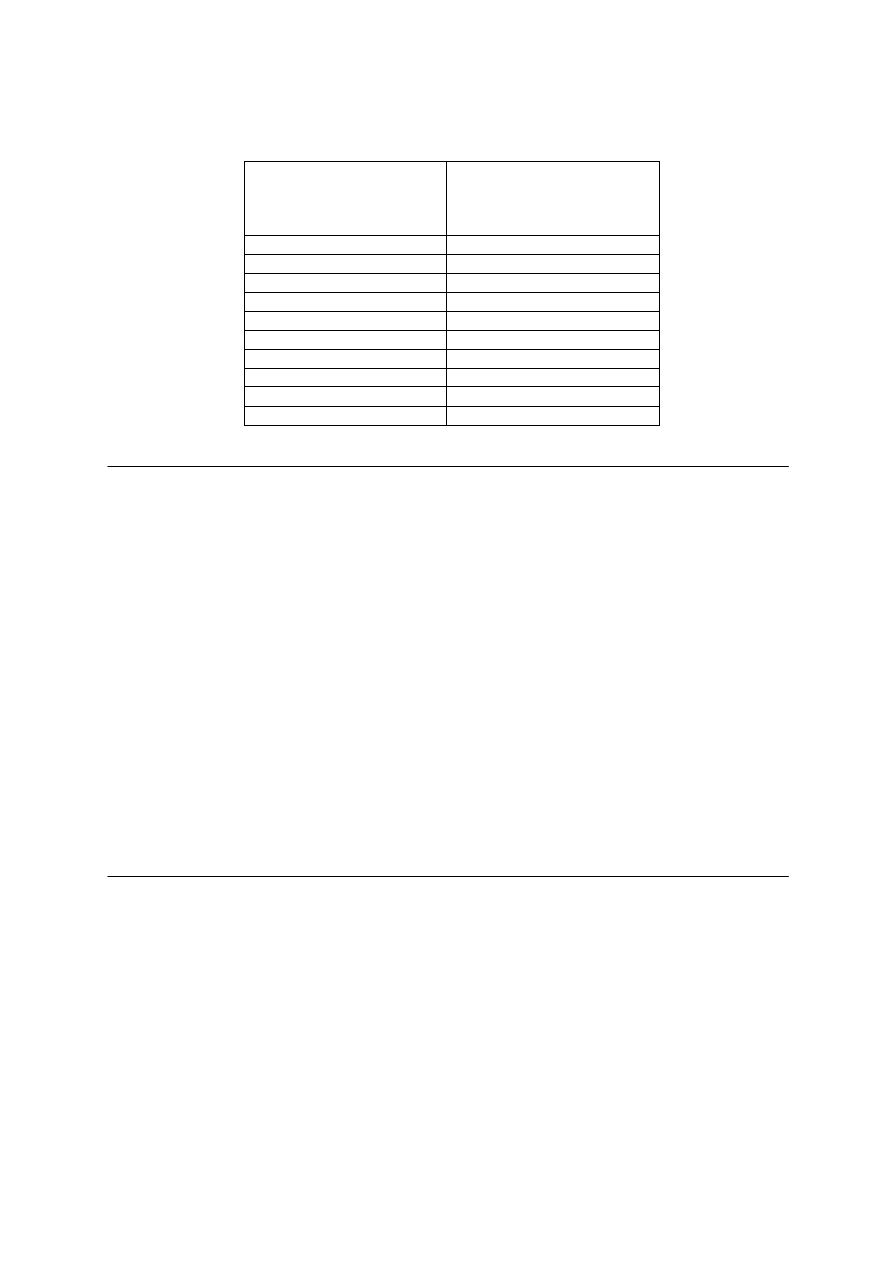
obliczono prognozowaną masę osadów ściekowych do roku 2014.
Rok
Tereny miejskie
Tereny wiejskie
Razem
2003 25
011
27 725
52 736
2004
25 085
27 574
52 659
2005 25
161
27 414
52 575
2006
25 252
27 256
52 508
2010
25 756
26 574
52 330
2014 26
317
25 911
52 228
Plan gospodarki odpadami dla województwa lubuskiego [9]
W
oczyszczalniach
ścieków komunalnych obsługujących 59,8% mieszkańców
województwa lubuskiego w roku 2001, wytworzonych zostało 13 388 Mg s.m. osadów
ściekowych.
Sposoby
postępowania z osadami na terenie województwa obejmowały:
- kompostowanie
1 552 Mg s.m.,
- rolnicze wykorzystanie
1 674 Mg s.m.,
- przemysłowe wykorzystanie
359 Mg s.m.,
- składowanie
8
885
Mg
s.m.
Na podstawie KPGO przedstawiono prognozowaną ilość osadów ściekowych do
roku 2015:
-
rok 2005 – 38 845 Mg s.m./rok,
-
rok 2010 – 44 833 Mg s.m./rok.
Plan gospodarki odpadami dla województwa łódzkiego [10]
W planie gospodarki odpadami dla województwa łódzkiego podano ilość osadów
ściekowych wytworzonych w roku 2001. Przedstawione wartości obliczono na podstawie
raportu WIOŚ, a następnie porównano je z danymi z rocznika GUS i przedstawiono
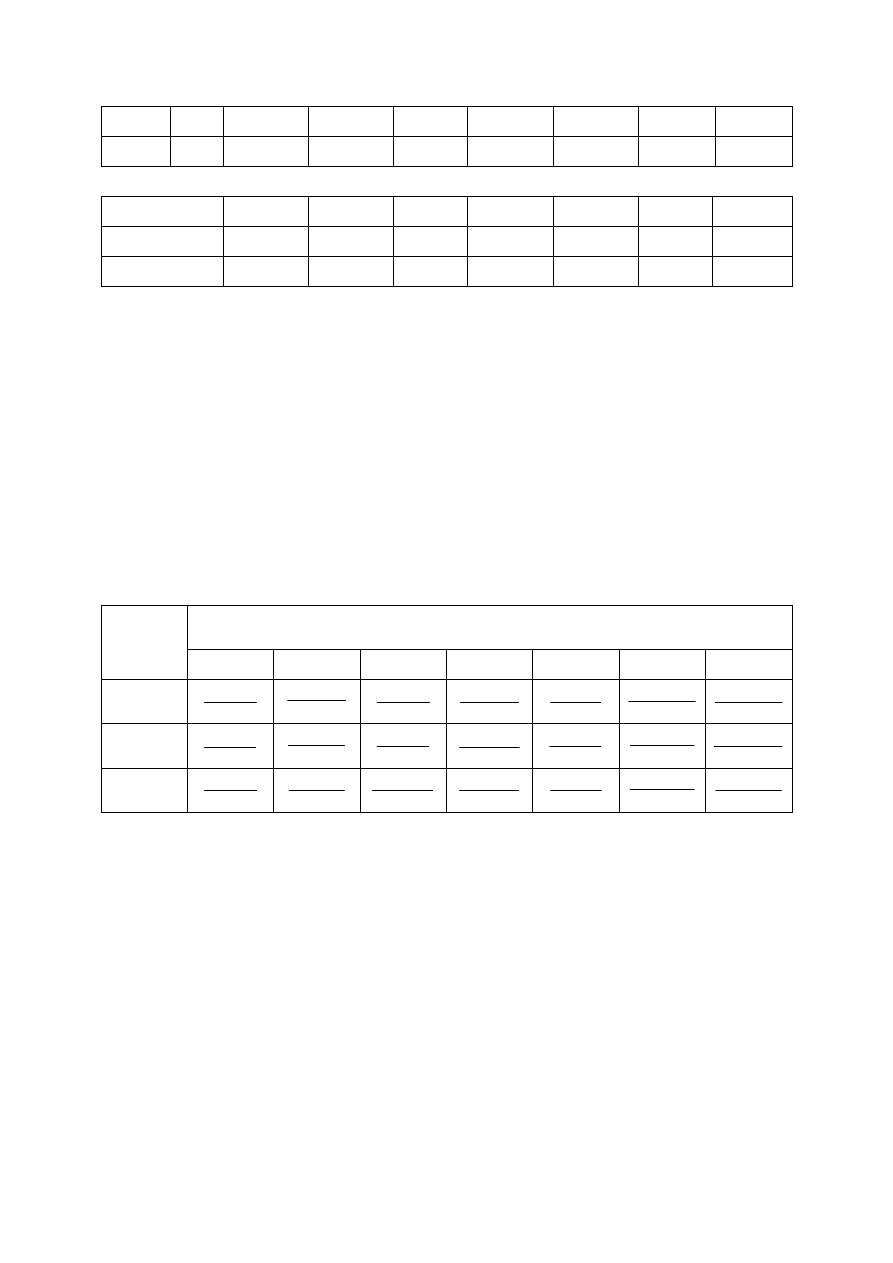
w poniższym zestawieniu.
Osady ściekowe
Obliczenia na podstawie
raportu WIOŚ
Dane z rocznika GUS
2001r.
Mg sm/d
92
79
Mg sm/rok
33 410
28 808
Mg/d (osadu odwodnionego)
366
316
Mg/rok (osadu odwodnionego)
133 639
115 232
m
3
/d (osadu odwodnionego)
469
401
m
3
/rok (osadu odwodnionego)
171 332
146 271
Wyniki obliczeń różnią się w niewielkim stopniu, spowodowane jest to
prawdopodobnie różnicą w ilości oczyszczanych ścieków podawaną przez te źródła, a
także tym, iż część małych oczyszczalni wykorzystująca jako stopień oczyszczania
biologicznego - stawy trzcinowe – w praktyce nie produkuje osadów, dlatego rzeczywista
ilość jest mniejsza.
Większość oczyszczalni na terenie województwa nie podaje informacji na temat
zagospodarowania osadów. Przewiduje się, iż głównym sposobem postępowania z

osadami jest ich składowanie, wylewanie na poletka osadów nieodwodnionych bądź
składowanie osadów po fermentacji i odwodnionych mechanicznie. Niewielka liczba
oczyszczalni podaje, że wytworzone osady bezpośrednio wykorzystywane są rolniczo,
bądź wykorzystywane są po poddaniu procesowi kompostowania.
Plan gospodarki odpadami dla województwa małopolskiego [11]
Wg danych GUS w oczyszczalniach ścieków komunalnych województwa
małopolskiego w roku 2001 powstało 21946 Mg s.m. osadów, natomiast w roku 2000 ok.
21 365 Mg. Sposoby postępowania z osadami były następujące:
- wykorzystanie rolnicze
445 Mg s.m.,
- wykorzystanie przemysłowe
630 Mg s.m.,
-
kompostowanie
121 Mg s.m.,
- przekształcanie termiczne
1 315 Mg s.m.,
- składowanie
11 849 Mg s.m.,
-
inne
7
586
Mg
s.m.
Prognoza ilości osadów wytwarzanych do roku 2014 w Mg s.m./rok dla woj.
małopolskiego jest następująca:
- 2003
26 956,
- 2004
28 818,
- 2005
30 683,
- 2006
32 546,
- 2007
34 410,
- 2008
36 273,
- 2009
38 137,
- 2010
40 000,
- 2011
40 546,
- 2012
41 092,
- 2013
41 638,
- 2014
42 184.
Plan gospodarki odpadami dla woj. mazowieckiego [12]
W wojewódzkim planie gospodarki odpadami przedstawiono ilość osadów
ściekowych z komunalnych oczyszczalni ścieków opartą na danych GUS-u wynoszącą
42 881 Mg s.m. (rok 2002).
W oparciu o dane GUS-u przedstawiono również sposób postępowania z osadami
ściekowymi w roku 2002 (w Mg s.m.):
- wykorzystanie na cele przemysłowe 2
335,
- wykorzystanie na cele rolnicze
8 865,
-
kompostowanie
2
530,
- przekształcanie termiczne
50,
- składowanie poza oczyszczalnią
2
903,

- składowanie na terenie oczyszczalni
9 282,
- inne sposoby
16 916.
Według wskaźników podanych w KPGO, jeden mieszkaniec obsługiwany przez
oczyszczalnię odpowiada produkcji rocznej osadów na poziomie od 11,4 kg s.m. do 34,8
kg s.m. (w zależności od technologii oczyszczania ścieków) przy średniej 19,4 kg s.m. W
związku z tym, prognozowane ilości osadów ściekowych w poszczególnych okresach
prognostycznych będą następujące:
-
w roku 2005 – 48 255 Mg s.m.,
-
w roku 2010 – 59 769 Mg s.m.,
-
w roku 2015 – 64 405 Mg s.m.
Plan gospodarki odpadami dla województwa opolskiego [13]
W województwie opolskim jak podaje WPGO w roku 2001 powstało 9 729 Mg s.m.
osadów ściekowych, co stanowi niecałe 2,5 % osadów powstających w Polsce.
Ilość osadów wykorzystywanych stanowi 17,9% ogólnej ilości wytwarzanych
osadów. Sposoby postępowania z osadami są następujące:
- kompostowanie
509 Mg s.m.,
- wykorzystanie rolnicze
790 Mg s.m.,
- wykorzystanie przemysłowe
437 Mg s.m.,
- składowanie
4 660 Mg s.m.,
-
inne
3
333
Mg
s.m.
Zakłada się, że do 2014 roku w województwie opolskim oczyszczaniem ścieków
będzie objęte około 85% mieszkańców. Spowoduje to zwiększenie ilości powstających
osadów ściekowych w 2006 roku do około 11 061 Mg i 16 390 Mg w roku 2014.
Plan gospodarki odpadami dla województwa podkarpackiego [14]
Zgodnie z informacjami podanymi w wojewódzkim planie gospodarki odpadami
w roku 2001 w woj. podkarpackim wytworzono 21 747,7 Mg osadów ściekowych
(zdecydowanie najwięcej wytworzono w Rzeszowie – ok.26%).
Wg WIOŚ podstawowym sposobem postępowania z wytworzonymi osadami
ściekowymi było w roku 2001 ich wykorzystanie na cele nieprzemysłowe (61% - 13
158,9 Mg), głównie do rekultywacji terenów pogórniczych w powiecie tarnobrzeskim.
Około 34% osadów – 7 448,1 Mg – składowano na składowiskach. Niewielką ilość osadów
wykorzystano na cele przemysłowe. Minimalne ilości osadów są kompostowane bądź
przekształcane termicznie.
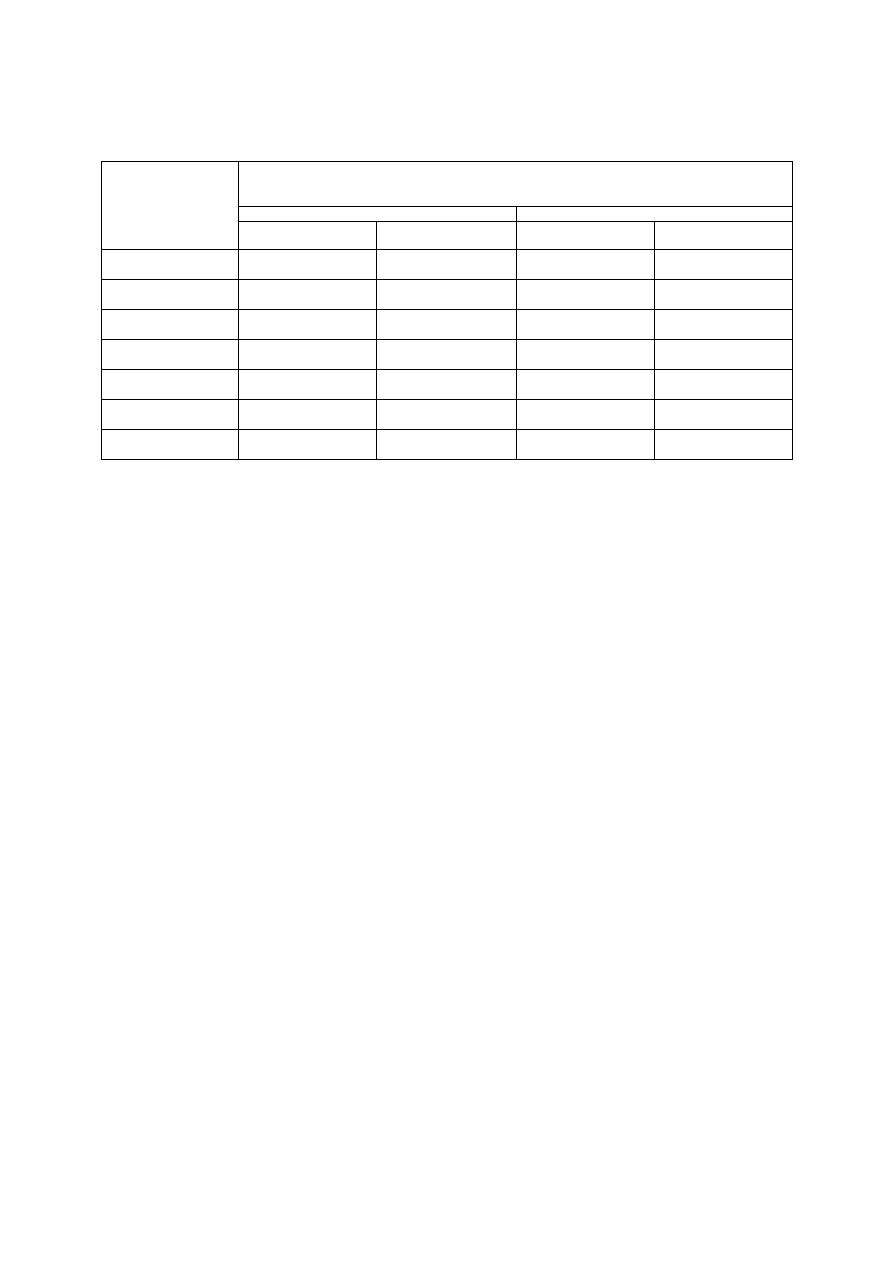
Wykorzystując wskaźniki omówione w KPGO w woj. planie gospodarki odpadami
oszacowano masę osadów ściekowych na lata 2003-2014:
Lata Ilość osadów przy
wskaźniku 27,725
kg/mieszkańca/rok
(Mg s.m.)
2001 (wg WIOŚ) 21 747,40
2003 23
943,02
2004 25
040,68
2005 26
138,34
2006 27
236,00
2007 29
073,00
2008 30
910,00
2009 32
747,00
2010 34
584,00
2014 42
092,00
Plan gospodarki odpadami dla województwa podlaskiego [15]
Zgodnie z danymi GUS w 2001 roku w komunalnych oczyszczalniach ścieków
województwa podlaskiego powstało 12 831 Mg osadów ściekowych, natomiast wg
informacji uzyskanych z powiatów, w oczyszczalniach tych wytworzono 15 579 Mg s.m.
osadów ściekowych.
Sposoby wykorzystania wytworzonych osadów są następujące:
- wykorzystanie rolnicze
3 556 Mg s.m.,
- wykorzystanie przemysłowe
517 Mg s.m.,
- kompostowanie
216 Mg s.m.,
- przekształcanie termiczne
27 Mg s.m.,
- inne
919 Mg s.m.
W planie nie przedstawiono prognozy ilości osadów powstających w województwie
do roku 2014. Zacytowano jedynie KPGO, w którym przewiduje się dwukrotny przyrost
masy osadów.
Plan gospodarki odpadami dla województwa pomorskiego [16]
W planie gospodarki odpadami przytoczono dane GUS-u, wg których w roku 2001
w oczyszczalniach ścieków komunalnych woj.pomorskiego powstało 33 444 Mg s.m.
osadów. Natomiast wg danych Pomorskiego Urzędu Wojewódzkiego, w roku 2002
powstało już 65 700 Mg s.m. osadów.
Sposoby postępowania z osadami ściekowymi w roku 2001 (wg GUS-u) były
następujące (w Mg s.m.):
- wykorzystanie przemysłowe
524,
- wykorzystanie rolnicze
927,
- kompostowanie
5 369,
- przekształcanie termiczne
3 799,
- składowanie
7
780,
-
inne
15 045,
- osady nagromadzone na terenie oczyszczalni 14 824.
W województwie pomorskim przy pięciu oczyszczalniach ścieków (w Słupsku,
Tczewie, Swarzewie, Chojnicach i Brusach) istnieją kompostownie osadów i odpadów
komunalnych. W Grupowej Oczyszczalni Ścieków Dębogórze w Gdyni istnieje spalarnia o
mocy przerobowej zapewniającej unieszkodliwianie całej masy osadów, w oczyszczalni
w Swarzewie spalaniu wspólnie z węglem i drewnem poddaje się niewielką część
powstających osadów.
Zakłada się, iż tendencje wzrostowe ilości osadów w woj.pomorskim będą
podobne jak sugeruje to KPGO, w którym przewiduje się dwukrotny wzrost ilości osadów
do roku 2014.
Plan gospodarki odpadami dla województwa śląskiego [17]
Wg danych GUS w roku 2001 na terenie województwa śląskiego wytworzono
44 322 Mg s.m. osadów ściekowych. Ilości i sposoby zagospodarowania osadów były
następujące:
- wykorzystanie rolnicze
1 362 Mg s.m.,
- wykorzystanie przemysłowe
9 130 Mg s.m.,
- kompostowanie
790 Mg s.m.,
- przekształcanie termiczne
2 Mg s.m.,
- składowanie
12 129 Mg s.m.,
-
inne
20
909
Mg
s.m.
Przewidywana
ilość komunalnych osadów ściekowych powstających w ciągu roku
kształtuje się następująco:
-
rok 2005 – 54 914 Mg s.m.,
-
rok 2010 – 73 580 Mg s.m.,
-
rok 2015 – 92 327 Mg s.m.
Plan gospodarki odpadami dla województwa świętokrzyskiego [18]
W roku 2001 wytworzono w województwie świętokrzyskim 9 992 Mg s.m. osadów
ściekowych. Sposoby wykorzystania wytworzonych osadów ściekowych są następujące:
- wykorzystanie przemysłowe
896 Mg s.m.,
- wykorzystanie rolnicze
1 601 Mg sm.,
- kompostowanie
28 Mg s.m.,
- przekształcanie termiczne
12 Mg s.m.,
- składowanie
4
105 Mg s.m.,
-
inne
3
350
Mg
s.m.
Prognoza
sporządzona na podstawie danych dla województwa świętokrzyskiego
zakłada wolniejszy przyrost masy powstających osadów w skali roku. Zgodnie
z tendencją krajową w roku 2014 nastąpi dwukrotne zwiększenie ilości powstających
komunalnych osadów ściekowych. Uwzględniając specyfikę województwa prognozuje się
wolniejszy przyrost masy osadów. W roku 2014 masa powstających osadów ściekowych
wyniesie od 15 000 do 16 500 Mg.
Plan gospodarki odpadami dla województwa warmińsko-mazurskiego [19]
W województwie warmińsko-mazurskim w roku 2001 wytworzonych zostało 21
769 Mg s.m. osadów ściekowych. Sposoby zagospodarowania wytworzonych osadów były
następujące:
- wykorzystanie przemysłowe
11 Mg s.m.,
- wykorzystanie rolnicze
3 564 Mg s.m.,
- kompostowanie
550 Mg s.m.,
- składowanie
16 524 Mg s.m.,
- inne
1 120 Mg s.m.
Przewiduje
się, że w województwie warmińsko-mazurskim przybywać będzie ok.
2% osadów ściekowych w skali roku, co odpowiada:
2006 r. – 22,4 tys. Mg/rok,
2010 r. – 22,9 tys. Mg/rok,
2014 r. – 23,3 tys. Mg/rok.
Plan gospodarki odpadami dla województwa wielkopolskiego [20]
W roku 2000 w oczyszczalniach ścieków województwa wielkopolskiego
wytworzono 29 943 Mg s.m. osadów ściekowych. Sposoby postępowania z osadami były
następujące:
- wykorzystanie przemysłowe
4 004 Mg s.m.,
- wykorzystanie rolnicze
11 285 Mg s.m.,
- kompostowanie
2 273 Mg s.m.,
- przekształcanie termiczne
6 Mg s.m.,
- składowanie
8 353 Mg s.m.,
- inne
4 022 Mg s.m.
Prognoza ilości osadów ściekowych do roku 2014 w Mg s.m./rok dla województwa
wielkopolskiego:
- 2006
49 000 Mg,
- 2010
65 000 Mg,
- 2014
70 000 Mg.

Plan gospodarki odpadami dla województwa zachodniopomorskiego [21]
W roku 2002 w oczyszczalniach ścieków komunalnych woj.zachodniopomorskiego
wytworzono 20 000 Mg osadów ściekowych. Wszystkie wytworzone osady zostały
wykorzystane do celów nieprzemysłowych w tym:
- wykorzystanie rolnicze
5 300 Mg,
- kompostowanie
4 600 Mg,
- składowanie
7
300
Mg,
-
inne
2
800
Mg.
W okresie 2001-2015 roku nastąpią znaczące zmiany w wytwarzaniu osadów
ściekowych. Przewiduje się, że do roku 2015 blisko 100% ścieków, kierowanych będzie
do oczyszczalni ścieków komunalnych, stosujących biologiczne oczyszczanie
z podwyższonym usuwaniem biogenów. Doprowadzi to do powstania dodatkowych
osadów ściekowych w ilości 8 000 Mg s.m./rok.

3.3. Stan gospodarki osadami w województwie zachodniopomorskim i
podkarpackim
Szeroka analiza aktualnej gospodarki osadowej została opracowana w dwóch
województwach: zachodniopomorskim oraz podkarpackim.
W województwie zachodniopomorskim w wyniku realizacji projektu „Wsparcie
Techniczne dla Województwa Zachodniopomorskiego w Zakresie Gospodarki Osadowej”
(projekt ten jest częścią DANCEE – duńskiej pomocy na rzecz ochrony środowiska
w Europie wschodniej) opracowano raport dotyczący osadów ściekowych wytwarzanych
na terenie województwa zachodniopomorskiego oraz metod ich przekształcania [22].
Zgodnie z tym raportem całkowita ilość osadów ze ścieków komunalnych
wytwarzanych w województwie w 2002r. wyniosła 19200 Mg s.m./rok, co odpowiada
94000 m
3
/d. Czternaście największych oczyszczalni wytworzyło 60% osadów ogółem.
Prawie wszystkie oczyszczalnie ścieków stosują oczyszczanie biologiczne.
Beztlenową stabilizację stosuje się w 21 oczyszczalniach, wytwarzających 40% osadów
ze ścieków komunalnych. Pod względem ilości przerabianych osadów, najczęściej
stosowaną metodą odwadniania jest odwirowywanie. Wirówki stosowane są w 18
oczyszczalniach wytwarzających 60% osadów ściekowych ogółem. Prasy taśmowe
stosowane są natomiast w 23 oczyszczalniach, wytwarzających 20% osadów ściekowych.
Poletka do suszenia osadu stosowane są w licznych mniejszych oczyszczalniach ścieków
(44), ale zapewniają przetwarzanie niewielkiej ilości osadów (11%). Poza trzema
najczęściej stosowanymi metodami, inne technologie, takie jak filtry workowe, prasy
komorowe, etc. stosowane są w mniejszym zakresie. Szacuje się, że około 70% osadów
ściekowych w województwie poddawanych jest dodatkowej obróbce przed ostatecznym
zagospodarowaniem. Najczęściej stosowaną metodą jest kompostowanie, które
stosowane jest w 27 oczyszczalniach ścieków, wytwarzających 34% ogólnej ilości osadów
ściekowych. Kompostowanie prowadzone jest na kilka sposobów, od prostego
składowania na pryzmach i długich okresach między kolejnym przerzucaniem, do
najnowocześniejszych metod intensywnego kompostowania. Stabilizacja z użyciem
wapna jest drugą najczęściej stosowaną metodą wykorzystywaną w 28 oczyszczalniach,
wytwarzających 33% osadów ściekowych. Do innych metod stosowanych w mniejszym
zakresie należy mineralizacja roślinna (wierzba wiciowa) i długotrwałe składowanie
(poletka osadowe).
Pod względem zawartości metali ciężkich i patogenów, zgodnie z normami
zawartymi w rozporządzeniu dotyczącym osadów ściekowych, jakość osadów ze ścieków
komunalnych w województwie jest generalnie bardzo dobra. Spośród 57 oczyszczalni
ścieków, gdzie wykonano stosowne analizy, 56 spełniała normy określone dla osadu

ściekowego przeznaczonego do wykorzystania w rolnictwie. Wspomniane wyżej 56
komunalnych oczyszczalni ścieków wytwarza ponad 80% całkowitej ilości osadów ze
ścieków komunalnych w województwie. Pozostałe oczyszczalnie ścieków nie zostały
objęte analizami, ponieważ brak było stosownych informacji. Z drugiej strony
oczyszczalnie te należą do bardzo małych i wytwarzają mniej niż 14% osadu ogółem.
Około połowa wszystkich osadów powstających w województwie jest
wykorzystywana w rolnictwie. Do głównych metod unieszkodliwiania należą składowanie
(28%) i rekultywacja składowisk odpadów (10,2%). Do innych metod należy długotrwałe
składowanie przy oczyszczalniach ścieków oraz wykorzystanie do różnego rodzaju prac
rekultywacyjnych, jednak metody te wykorzystywane są w niewielkim stopniu.
W przypadku 21 małych oczyszczalni ścieków, wytwarzających 3,2% osadu ogółem, nie
udało się uzyskać informacji na temat unieszkodliwiania [22].
Dla województwa opracowano prognozy ilości osadów ściekowych na lata 2002 do 2015.
Opracowano trzy scenariusze dotyczące osadów ściekowych w przyszłości:
•
scenariusz 1 - niski wzrost,
•
scenariusz 2 - średni wzrost,
•
scenariusz 3 - wysoki wzrost.
Parametry użyte do scharakteryzowania każdego ze scenariuszy obejmowały:
•
wzrost liczby ludności,
•
zasięg sieci kanalizacyjnej (odsetek mieszkańców podłączonych systemem
kanalizacyjnym do oczyszczalni ścieków),
•
skuteczność oczyszczania ścieków.
Poza tym wszystkie oczyszczalnie objęte prognozą zostały podzielone na trzy grupy,
w zależności od stopnia urbanizacji terenu, na którym się znajdują:
M: Obszary miejskie, MW: Obszary miejsko-wiejskie, W: Obszary wiejskie.
Klasyfikacja lokalizacji oczyszczalni jako lokalizacji miejskiej była taka sama dla
wszystkich trzech scenariuszy i klasyfikacja ta umożliwiła przydzielenie określonych
wartości poszczególnym parametrom charakteryzującym scenariusze dla
poszczególnych kategorii urbanizacji.
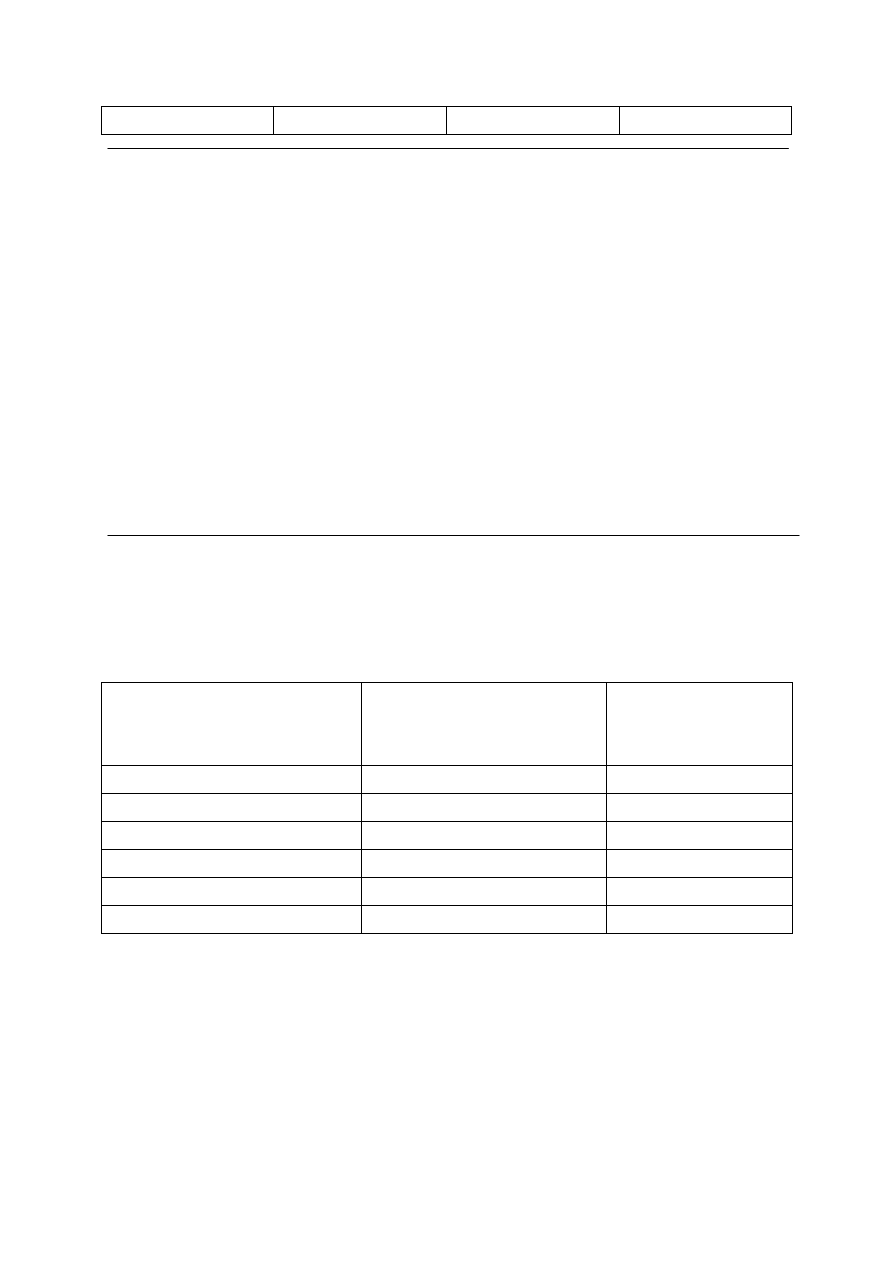
Przy zastosowaniu powyższej metodologii otrzymano następujące prognozy dotyczące
ilości osadu ze ścieków komunalnych:
Opis
Ilość osadu
(Mg s.m./rok)
Obj. osadu
(m
3
/rok)
2002 – stan obecny
Stan opisany
19 200
93 800
2015 – scenariusz 1 Wzrost liczby ludności zgodny z
prognozami GUS. Umiarkowany
procentowy wzrost pokrycia siecią
kanalizacyjną. Status quo jeżeli chodzi
o technologię oczyszczania ścieków.
24 400
118 600
2015 – scenariusz 2
Wzrost
liczby
ludności
jak w
scenariuszu 1. Większy procentowy
wzrost pokrycia siecią kanalizacyjną.
Umiarkowana poprawa technologii
oczyszczania ścieków.
27 800
134 300
2015 – scenariusz 3
Wzrost
liczby
ludności
jak w
scenariuszu 1. Pełna zgodność w
wymaganiami UE dotyczącymi pokrycia
siecią kanalizacyjną i technologii
oczyszczania ścieków.
30 300
146 200
Jak wynika z obliczeń w ramach scenariusza 3, najwyższy spodziewany wzrost produkcji
osadu do roku 2015 wyniesie 11 100 Mg s.m./rok co odpowiada wzrostowi nieco ponad
58% w stosunku do rocznej produkcji osadu w 2002r.
Informacje zebrane w toku badań ankietowych wskazują, że większość małych
oczyszczalni ścieków nie planuje w przyszłości zmiany technologii przetwarzania
i unieszkodliwiania osadów ściekowych. W przeciwieństwie do małych oczyszczalni,
oczyszczalnie w dużych miastach dokonały bardziej wnikliwej analizy procesu
przetwarzania osadów ściekowych, co przyczyniło się do sporządzenia bardziej lub mniej
sprecyzowanych planów. Plany te przewidują wprowadzenie radykalnych zmian w trzech
oczyszczalniach obsługujących duże miasta.
W Szczecinie i Stargardzie Szcz. planuje się, że osad będzie spalany. Ponieważ
zakłada się, że do roku 2015 Szczecin najbardziej przyczyni się do wzrostu ilości osadów
ściekowych powstających w województwie ze względu na wzrost ilości oczyszczanych
ścieków, oznacza to, że większość wytwarzanej dodatkowej ilości osadów w 2015 r.
będzie spalana. Jeżeli plany spalania osadu ściekowego ze Szczecina i Stargardu Szcz.
zostaną wdrożone, w roku 2015 nieco ponad 1/3 ogólnej ilości osadu w
województwie, zakładając realizację scenariusza 3, poddawana będzie spalaniu.
Koszalin realizuje budowę kompostowni z zamiarem kompostowania wszystkich
osadów ściekowych powstających w oczyszczalni obsługującej Koszalin. Po
kompostowaniu osady te wykorzystywane będą do celów rolniczych. Oznacza to, że 3
000 Mg s.m., która trafia na składowisko, będzie do 2015 r. wykorzystywana rolniczo.

Stan gospodarki osadowej w województwie podkarpackim przedstawiono
w opracowaniu „Gospodarka komunalnymi osadami ściekowymi w województwie
podkarpackim” [23]. W opracowaniu tym podano, że w województwie podkarpackim
w roku 2001 wytworzono 22 000 Mg s.m. ustabilizowanych komunalnych osadów
ściekowych (wg danych zebranych na podstawie ankiet od zarządzających
oczyszczalniami). W 16 kontrolowanych oczyszczalniach wytworzono natomiast:
•
1 337,44 Mg skratek,
•
2 393,62 Mg piasku,
•
17 225,28 Mg s.m. ustabilizowanych komunalnych osadów ściekowych.
Cyklem kontrolnym zostały objęte oczyszczalnie, które w 2001 r. wytworzyły około
80% ogólnej ilości ustabilizowanych komunalnych osadów ściekowych wytworzonych
w województwie.
Sposoby
postępowania z wytworzonymi odpadami w kontrolowanych
oczyszczalniach były następujące:
-
skratki składowano na komunalnych składowiskach odpadów,
-
piasek był składowany bądź wykorzystywany na komunalnych składowiskach
odpadów jako warstwa przekładkowa,
-
ustabilizowane komunalne osady ściekowe wykorzystywane były do rekultywacji
terenów pogórniczych lub wykorzystywane bądź składowane na komunalnych
składowiskach odpadów.
Tylko oczyszczalnie ścieków w Rzeszowie, Jaśle i Jarosławiu wykorzystywały w 2001
i 2002 roku wytworzone osady do rekultywacji gruntów na terenach oczyszczalni lub
strefy sanitarnej.
Wytworzone w oczyszczalniach w 2001 r. ustabilizowane osady ściekowe w łącznej
ilości 17 225,28 Mg s.m. wykorzystane zostały:
-
w ilości 9 396,19 Mg s.m. tj. 54% - do rekultywacji terenów,
-
w ilości 2 055,36 Mg s.m. tj. 13% - jako warstwa izolacyjna na komunalnych
składowiskach odpadów,
-
pozostała ilość 5 773,73 Mg s.m., tj 33% deponowana była na składowiskach
odpadów lub magazynowana na terenie oczyszczalni.

3.4. Analiza gospodarki osadami ściekowymi zawarta w KPOŚK
Ilość wytwarzanych osadów ściekowych
W
materiałach Krajowego Programu Oczyszczania Ścieków Komunalnych [1]
przedstawiono dane pochodzące z 16 województw, zawarte w ankietach opracowanych
przez jednostki samorządowe. Na podstawie tych danych (częściowo skorygowanych)
oraz danych IOŚ z roku 2002 dokonano obliczenia jednostkowych wskaźników ilości
osadów dla poszczególnych oczyszczalni, wskaźników średnich dla każdego województwa
oraz wskaźnika krajowego. Wskaźniki te obliczono jako iloraz ogólnej ilości suchej masy
powstających osadów oraz ilości oczyszczanych ścieków w czasie 24 godzin (doby)
i wyrażono je w kg s.m./m
3
ścieków. Wartości wskaźników dla każdego województwa
przedstawiono w poniższej tabeli.
Tab.3. Wartości jednostkowych wskaźników ilości osadów dla poszczególnych
województw
Ilość
Ścieków
Ilość
Osadów
Wskaźnik ilości
osadów ściekowych
w kg/m
3
ścieków
Województwo
RLM
m
3
/d Mg
s.m./d
min max średni
1.dolnośląskie
1854147 361124
95,349
0,043
0,609 0,264
2.kujwsko-
pomorskie
2051449 295158
78,231
0,050
0,681 0,265
3.lubelskie
1088247 160401
44,925
0,049
0,671 0,280
4.lubuskie 941867 108986
30,641
0,076
0,654 0,281
5.łódzkie
1560645 363839
87,330
0,071
0,641 0,240
6.małopolskie
1888167 405611
51,538
0,029
0,750 0,127
7.mazowieckie 3027061 461980
111,811
0,018
0,771 0,242
8.opolskie 572510
97894
26,612
0,065
0,383 0,272
9.podkarpackie 860536 156996
46,760
0,044
0,750 0,298
10.podlaskie
1019327 105690
30,756
0,114
0,709 0,291
11.pomorskie 2321777 375360
104,979
0,064
0,600 0,280
12.śląskie 3141718 582480
130,147
0,050
0,627 0,223
13.świętokrzyskie 566586 109701
19,359
0,030
0,640 0,176
14.warmińsko-
mazurskie
1051517 179706
49,436
0,054
0,883 0,354
15.wielkopolskie 2600943 349291
102,701
0,050
0,690 0,294

16.zachodniopo-
morskie
1123871 168367
35,818
0,048
0,636 0,213
Wartości obliczonych wskaźników w poszczególnych województwach są
zróżnicowane. Średnia ich wartość wynosi od 0,127 kg s.m./m
3
w woj. małopolskim do
0,354 kg s.m./m
3
w woj.warmińsko-mazurskim. Wartość średniego wskaźnika
krajowego wynosi 0,247 kg s.m./m
3
– wynik ten przyjmuje się jako miarodajny do
szacowania ilości osadów w kraju.
Wartość jednostkowego wskaźnika ilości osadów jest uzależniona od:
-
stężenia ścieków dopływających do oczyszczalni, szczególnie wartości BZT
5
i ilości
zawiesin,
-
technologii oczyszczania, stopnia ustabilizowania osadów,
-
reagentów stosowanych w procesie oczyszczania ścieków i przeróbki osadów.
Znaczne obniżenie wartości wskaźnika jednostkowego może wystąpić jedynie
w przypadku zastosowania takich procesów jak suszenie czy spalanie osadów.
Stosowane sposoby zagospodarowania osadów ściekowych
Procesy ostatecznego zagospodarowania osadów ściekowych poprzedzone są ich
przeróbką mającą na celu stabilizację, zmniejszenie masy i objętości osadów. Sposoby
przeróbki osadów pochodzących z ankietowanych komunalnych oczyszczalni ścieków
przedstawione w materiałach Krajowego Programu Oczyszczania Ścieków Komunalnych
zawarto w tabeli nr 4.
Stabilizacja tlenowa, jako jedyny proces stabilizacji osadów, stosowana jest w 444
oczyszczalniach (54,5% analizowanych obiektów)[1]. Do grupy tej należą oczyszczalnie o
mniejszej przepustowości z uproszczonym układem oczyszczania ścieków, bez osadników
wstępnych. W 205 oczyszczalniach stabilizacja osadu prowadzona jest
w osadnikach Imhoffa lub WKF
O
, 94 duże oczyszczalnie wyposażone są w zamknięte
komory fermentacyjne (WKF
Z
) – 11,5% analizowanych obiektów. Dane o sposobach
zagospodarowania w ankietowanych obiektach były niepełne (w 54 przypadkach nie
zamieszczono informacji o sposobach przeróbki osadów).
Wg KPOŚK mechaniczne urządzenia do odwadniania osadów posiadają 473 obiekty –
58,2%. Wśród urządzeń tych największa liczbę stanowią prasy taśmowe. W mniejszych
obiektach stosowane są głównie workownice.
Higienizacja osadów poprzez wapnowanie stosowana jest w 177 oczyszczalniach
(głównie mniejszych) w sposób ciągły lub okresowo. Jednak nie wszystkie obiekty
posiadają instalacje do wapnowania, w małych oczyszczalniach osad przesypywany jest
wapnem na poletkach.
Zgodnie z analizą przedstawioną w Krajowym Programie Oczyszczania Ścieków
Komunalnych sposoby zagospodarowania osadów ściekowych pochodzących
z ankietowanych oczyszczalni ścieków obejmowały:
-
nawożenie gleb w rolnictwie,
-
rekultywację terenów przemysłowych, składowisk odpadów, kształtowanie terenów
krajobrazu miejskiego oraz terenów oczyszczalni,
-
produkcję mieszanek osadowych, kompostu i roślin (wierzba, trzcina, trawy itp.),
-
składowanie na składowiskach odpadów komunalnych,
-
magazynowanie na terenie oczyszczalni, w tym w stawach i lagunach,
-
wywóz do innej oczyszczalni
-
spalanie.
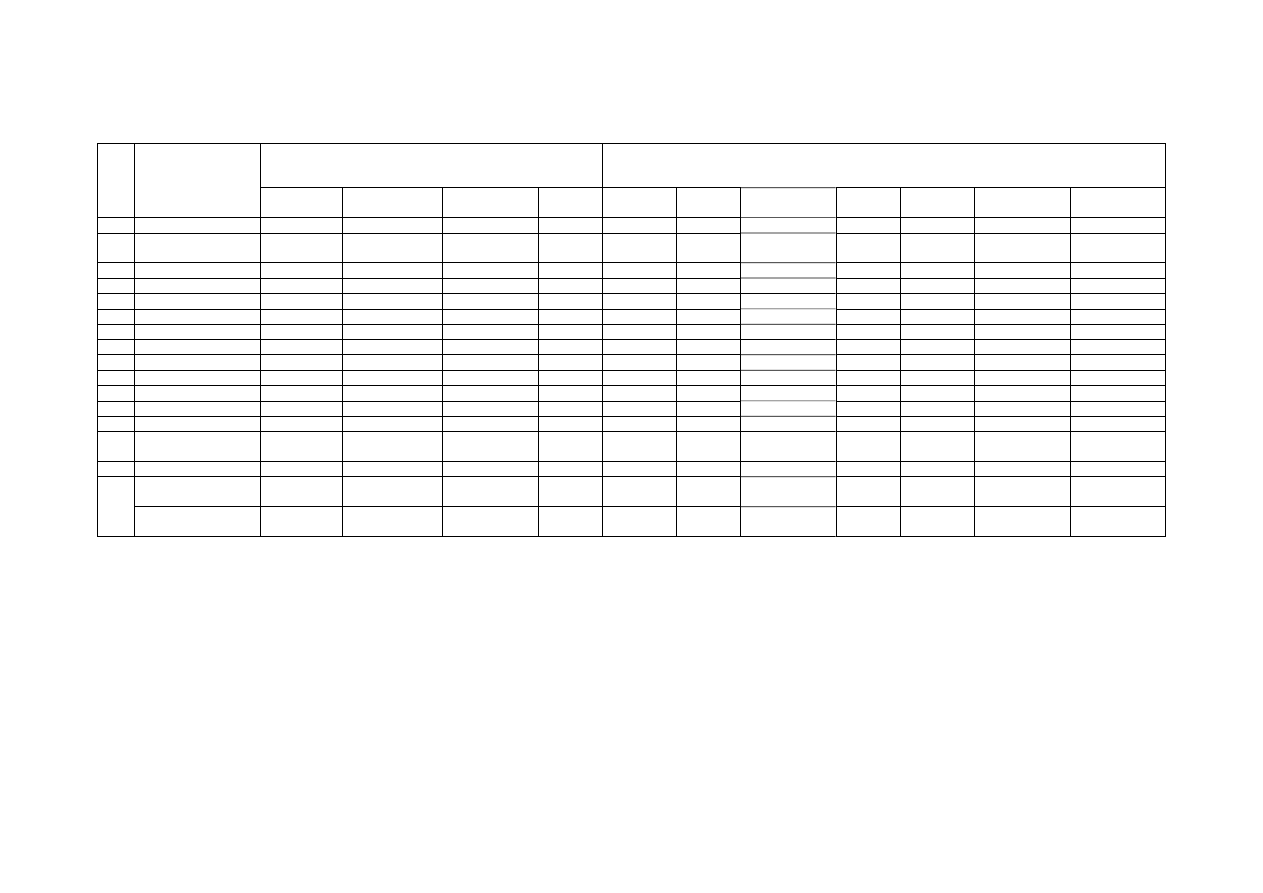
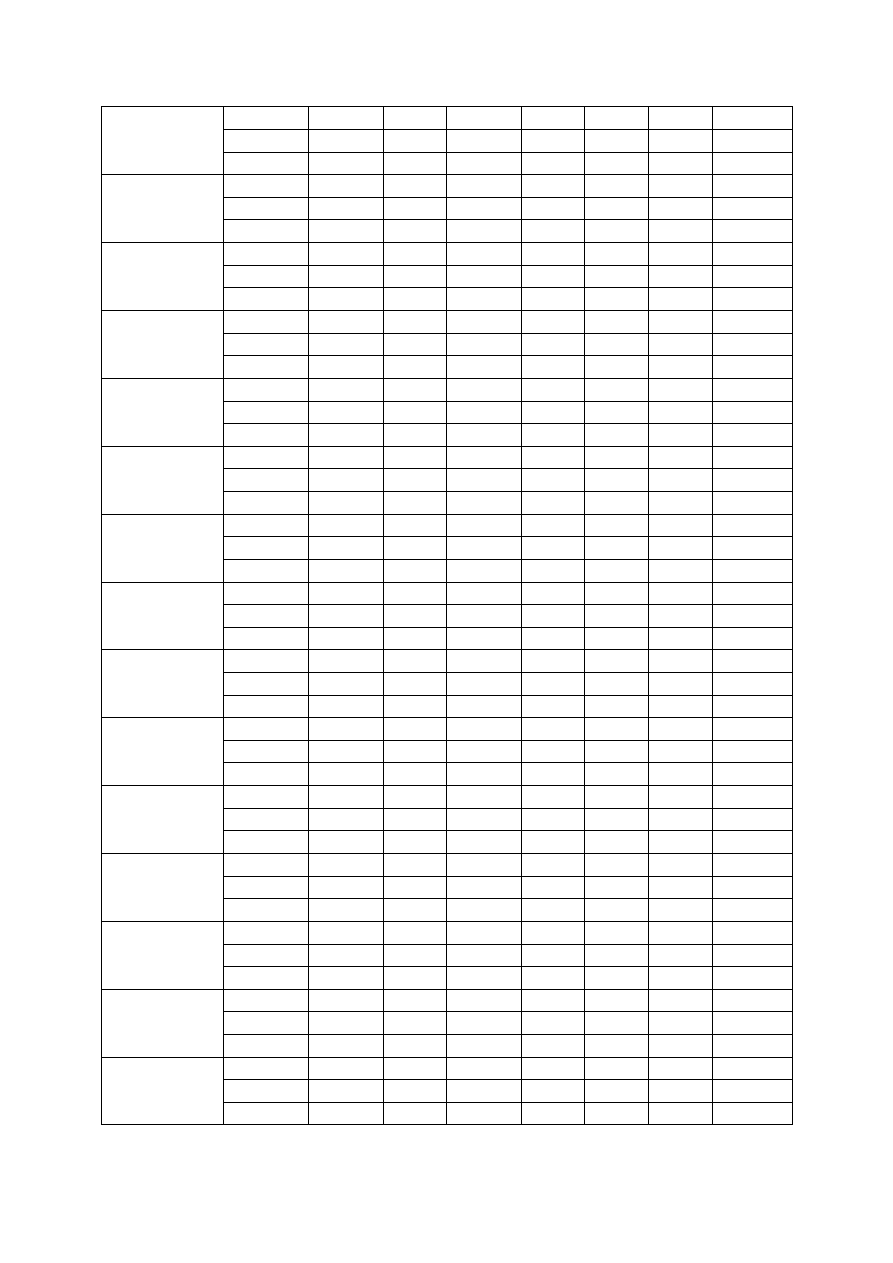
Tab.4. Ocena gospodarki osadami z komunalnych oczyszczalni ścieków – sposoby przeróbki osadów
Liczba analizowanych oczyszczalni
Liczba oczyszczalni wykorzystujących procesy:
Lp.
Województwo
> 2000 RM Wybudowane
po 1995r.
Modernizacja
2000-2002
PUB
1
Stabilizacj
i tlenowej
WKFZ
WKFO lub os.
Imhoffa
inne
2
Brak
danych
Odwadniania
mech.
3
Higienizacji
4
1. Dolnośląskie 76
35
18
47
32
5 29
2
8
49
16
2. Kujawsko-
pomorskie
53 29
5
30
26
4 15
3
5
32
15
3. Lubelskie
28
6
13
16
11
7 9
-
1
17
8
4. Lubuskie
35
25
2
28
24
3
5
2
1
21
7
5.
Łódzkie 37
10
9
24
19
3
13
-
2
27
16
6. Małopolskie 54
15
11
28
25
9
17
-
3
24
12
7. Mazowieckie
67
12
26
39
38
11
12
-
6
41
17
8. Opolskie
24
9
3
14
12
3
5
1
3
13
4
9. Podkarpackie
46
25
9
24
22
8
9
3
4
29
6
10. Podlaskie
23
7
9
18
13
3
3
1
3
18
6
11. Pomorskie
51
17
6
33
38
4 5
1
3
32
13
12. Śląskie 97
17
19
42
41
15 37
2
2
31
6
13. Świętokrzyskie 25 7
5
16
15
3
5
-
2
12
4
14. Warmińsko-
mazurskie
45 23
9
37
34
5 6
-
-
32
13
15. Wielkopolskie
102 44
29
73
63
7 24
1
7
62
23
16. Zachodniopomor-
skie
51
21
8
31
31
4
11
1
4
33
11
Razem
814 302
181
500
444
94 205
17
54
473
177
1
oczyszczalnie z podwyższonym usuwaniem substancji biogennych, w tym reaktory cykliczne (SBR), semicykliczne, dwufazowe lub ze strącaniem fosforu
2
np.mineralizacja osadu w stawach lub lagunach
3
także półmechaniczne w mniejszych obiektach
4
wapnowanie, w tym również pyły dymnicowe i popioły
Tab.5. Ocena gospodarki osadami z komunalnych oczyszczalni ścieków – sposoby zagospodarowania osadów
Liczba oczyszczalni wykorzystujących osady:
L.p.
Województwo
Liczba
analizowanych
oczyszczalni
w rolnictwie
do
rekultywacji
różnie
1
magazynowanie
2
do produkcji
3
składowanie wywóz
do
innych oczysz.
Brak danych
1. Dolnośląskie 76
5
20
3
3
2
39
-
4
2. Kujawsko-pomorskie
53
9
13
13
-
5
11
1
1
3. Lubelskie
28
7
6
4
1
-
7
-
3
4. Lubuskie
35
10
8
5
-
3
7
-
2
5. Łódzkie 37
10
10
6
-
-
10
1
-
6. Małopolskie 54
4
24
11
1
2
8
2
2
7. Mazowieckie
67
12
21
10
1
4
17
-
2
8. Opolskie
24
3
8
4
-
1
6
1
1
9. Podkarpackie
46
4
14
4
-
4
16
-
4
10. Podlaskie
23
11
3
5
-
1
3
-
-
11. Pomorskie
51
9
5
9
-
4
20
1
3
12. Śląskie 97
5
57
10
1
1
13
3
7
13. Świętokrzyskie 25
5
6
2
-
1
10
-
1
14. Warmińsko-mazurskie 45
15
5
8
-
1
11
1
4
15. Wielkopolskie
102
17
22
20
4
7
29
3
-
16. Zachodniopomorskie
51
13
9
5
-
2
17
3
2
Razem
814
139
231
119
11
38
224
16
36
1
wykorzystanie osadów na kilka sposobów, np.: w rolnictwie i do rekultywacji, do rekultywacji i składowanie, itp.
2
np.w stawach, lagunach lub składowiskach na terenie oczyszczalni,
3
np.: do produkcji kompostu, mieszanek osadowych, wierzby i trzciny na plantacjach itp.
Analiza gospodarki osadowej w ankietowanych obiektach przeprowadzona w
KPOŚK pozwala na stwierdzenie, że wytwarzane osady są głównie wykorzystywane do
rekultywacji - osady z 231 obiektów (w tym aż 57 na terenie woj.śląskiego).
Porównywalna liczba oczyszczalni (224 obiekty) składuje osady na składowiskach
odpadów komunalnych. Osady ze 139 oczyszczalni wykorzystywane są do nawożenia
gleb w rolnictwie (najwięcej obiektów w woj. wielkopolskim – 17). Niewielka liczba
oczyszczalni wykorzystuje osady do produkcji kompostu i mieszanek osadowych (38
obiektów). W niektórych oczyszczalniach stosowane są dwa sposoby zagospodarowania
osadów (np. rekultywacja i składowanie).
Sposoby postępowania z osadami z komunalnych oczyszczalni ścieków w
poszczególnych województwach przedstawiono w tabeli nr 5.
Jakość wytwarzanych osadów ściekowych
W Krajowym Programie Oczyszczania Ścieków Komunalnych dokonano również
oceny jakości osadów z punktu widzenia możliwości ich wykorzystania (Instytut Ochrony
Środowiska – Warszawa 1998-2002 oraz Politechnika Białostocka , Bernacka i inni 2002).
Ocenę tę przeprowadzono dla pięciu grup oczyszczalni, obsługujących:
- do 2 tys. RM – grupa I,
- 2-10 tys. RM – grupa II,
- 10-50 tys. RM – grupa III,
- 50-100 tys. RM – grupa IV,
- powyżej 100 tys. RM – grupa V.
W ocenie nie uwzględniono wskaźników biologicznych osadów. Badania sanitarne
osadów będące w posiadaniu eksploatatorów analizowanych oczyszczalni pochodziły
z różnych lat i zwykle dotyczyły innych partii osadów niż badane w Instytucie. Jednak
według uzyskanych informacji osady, które były wykorzystywane w rolnictwie, bądź do
rekultywacji, spełniały wymagania krajowe w zakresie wskaźników sanitarnych.
W większości wypadków ewentualnymi czynnikami limitującymi wykorzystanie osadów
nie są wskaźniki sanitarne lecz zawartość metali ciężkich.
Tab.6. Zawartość metali ciężkich w osadach z oczyszczalni ścieków województwa
podlaskiego w latach 1998-2000 [1]
Oczyszczalnie
Maksymalna i minimalna zawartość metali ciężkich w osadach w mg/kg s.m.
Grupa
Liczba
Ołów
Kadm
Chrom
miedź
nikiel
rtęć
cynk
I
32
0,4 - 92,8
0,08-16,0 2,8-196,0
2,6-128,8 0,4-25,0 0,11-2,45 28-2200
II
5
2,6 – 67,1 0,28-4,90 7,1-2855 16,8-107,0 7,3-21,6 0,10-3,80 58-2436
III 6
16,3-194,0 0,77-4,12
19,8-62,0
23,0-123,0 6,9-16,1 0,21-5,15 257-1614
V
1 27,8-29,3
1,14-2,20 5,4-16,1 94,0-131,2 6,0-8,1
1,0-3,4 910-976
I-V 44
0,4-194,0 0,08-16,0 2,8-2855 2,6-131,2 8,0-8,1 0,10-5,15 28-2436
Dopuszczalna zawartość metali ciężkich w osadach w mg/kg sm wg Rozporządzenia Ministra Środowiska z dnia
1 sierpnia 2002 r. w sprawie komunalnych osadów ściekowych (Dz.U.Nr 134, poz.1140) do wykorzystania:
W rolnictwie
500
10
500
800
100
5
2500
Na cele nierolne
1000
25
1000
1200
200
10
3500
Do innych celów
1500
50
2500
2000
500
25
5000
Osady, w których występowały przekroczenia zawartości metali ciężkich lub podwyższone
ich zawartości, pochodziły z oczyszczalni różnej wielkości zarówno z zupełnie małych, jak
i z większych. Decydował o tym przede wszystkim udział ścieków z zakładów usługowych
lub przemysłowych.
Spośród 15 oczyszczalni, z których pobierano osady do badań przeprowadzonych
w Instytucie Ochrony Środowiska, trzy mieściły się w grupie III, cztery w grupie IV
i osiem w grupie V. Ekstremalną i średnia zawartość metali ciężkich w osadach badanych
w latach 1998-1999 i 2001-2002 podano łącznie w tabeli 7.
Tab.7. Zawartość metali ciężkich w osadach z piętnastu oczyszczalni ścieków badanych
w latach 1998-2002 [1]
Minimalna, maksymalna i średnia zawartość metali ciężkich w osadach w mg/kg s.m.
Rok badań
ołów Kadm chrom miedź nikiel rtęć Cynk
1998
126
372
50
−
4
,
13
6
,
69
7
,
1
−
332
986
29
−
381
1343
72
−
89
358
11
−
42
,
2
63
,
6
95
.
0
−
2347
4640
603
−
1999
122
311
46
−
1
,
9
5
,
34
0
,
1
−
305
933
43
−
412
2530
95
−
76
335
15
−
41
,
2
55
,
7
02
,
1
−
2291
4180
740
−
2001-2002
79
279
12
−
2
,
11
8
,
83
6
,
1
−
249
1279
47
−
233
483
135
−
56
275
14
−
6
,
2
11
,
9
61
,
0
−
2071
5124
801
−
Zawartość metali ciężkich w osadach zależy bardziej od udziału ścieków
przemysłowych w ogólnej masie ścieków niż od wielkości oczyszczalni, na co wskazują
również badania osadów z oczyszczalni województwa podlaskiego.
Analiza statystyczna zbioru danych z lat 1998-1999 (n=150) i 2001-2002 (n=75)
wykazała, że zawartość metali ciężkich w osadach – z wyjątkiem rtęci – zmniejszyła się,
zarówno przy 50 jak i 90 procentowym prawdopodobieństwie występowania (tab. 8)
Tab.8. Prawdopodobieństwo występowania zawartości metali ciężkich w osadach
ściekowych badanych w latach 1998-1999 i 2001-2002 [1]
Prawdopodobieństwo występowania
50% 90%
Badane
substancje
w mg/kg s.m.
1998-1999 2001-2002
1998-1999 2001-2002
Ołów
100
63
255
123
Kadm 4,6
4,6
24,6
20,5
Chrom 270
195
782 730
Miedź 222
210
783
349
Niekiel 43
29
197
142
Rtęć 2,02
2,19
4,21 4,25
Cynk 2240
1817
3350 3298
Biorąc pod uwagę 90 procentowe prawdopodobieństwo występowania
poszczególnych metali w osadach należy liczyć się z ograniczeniem możliwości ich
wykorzystania w rolnictwie. Metalami limitującymi ten sposób wykorzystania są przede
wszystkim kadm i cynk, także ołów i nikiel, a w przypadku osadów z niektórych
oczyszczalni województwa podlaskiego- także kadm i rtęć. Jednak te osady, które nie
spełniają najostrzejszych wymagań z uwagi na zawartości metali ciężkich, zgodnie
z przepisami krajowymi mogłyby być wykorzystane do rekultywacji gruntów na cele
nierolne lub do uprawy roślin przeznaczonych na kompost, a także do uprawy roślin nie
przeznaczonych do spożycia i do produkcji pasz.
Podobnie jak w przypadku zawartości metali ciężkich w osadach, tak i zawartość
mikrozanieczyszczeń organicznych zależy nie od wielkości oczyszczalni lecz lokalizacji
obiektu, a przede wszystkim udziału ścieków przemysłowych i ich rodzaju. Zawartość
chlorowcopochodnych związków organicznych AOX w osadach badanych w latach 1998-
2002 była stosunkowo mała i nie ulegała istotnym zmianom.
Analiza
statystyczna
zawartości AOX w osadach z czternastu oczyszczalni
wykazała, że w latach 1998-1999 i 2001-2002 zawartość tych związków w 50% próbek
nie przekraczała odpowiednio 225 i 232 mg Cl/kg s.m., a w 90% próbek wynosiła 300
i 304 mg Cl/kg s.m. wraz z wartościami niższymi (tabela 9).
Tab.9. Prawdopodobieństwo występowania zawartości AOX, WWA i PCB w osadach
ściekowych badanych w latach 1998-1999 i 2001-2002 [1]
Prawdopodobieństwo występowania
50% 90%
Badane związki
w mg/kg sm
1998-1999 2001-2002
1998-1999 2001-2002
AOX 225
232
300
304
Suma 16 WWA
7,6
6,5
16,4
11,6
Suma 7 PCB
0,13
0,03
0,32 0,09
Zawartość wielopierścieniowych węglowodorów aromatycznych WWA w osadach
ściekowych zmieniała się w okresie badań w zależności od oczyszczalni. Generalnie
można stwierdzić, że zawartość węglowodorów aromatycznych w osadach ściekowych
uległa stopniowemu obniżeniu. W roku 1999, w porównaniu z rokiem 1998, w
największym stopniu obniżyła się zawartość fluorantenu i pirenu, węglowodorów
czteropierścieniowych. Jak wynika z analizy statystycznej wyników badań w latach 2001-
2002 zawartość sumy WWA w 90% próbek osadów wynosiła 11,6 mg/kg s.m., podczas
gdy w latach 1998-1999 - 16,4 mg/kg s.m. W ciągu dwóch lat zawartość WWA w
osadach zmniejszyła się więc około 30%. W latach 1998-2002 zawartość poszczególnych
kongenerów, a tym samym i sumy siedmiu polichlorowanych bifenyli PCB w badanych
osadach była stosunkowo mała i uległa wyraźnemu zmniejszeniu. W większości próbek
osadów w latach 2001-2002 zawartość poszczególnych kongenerów nie przekraczała
0,01 mg/kg s.m. Było to prawdopodobnie wynikiem ograniczenia stosowania PCB,
zarówno w przemyśle (farby, lakiery), jak i w środkach impregnujących, grzybobójczych i
płynach hydraulicznych. Także w znacznym stopniu zmienił się system składowania i
unieszkodliwiania odpadów zawierających PCB.
3.5.Gospodarka komunalnymi osadami ściekowymi w KPGO
Przedstawione do osiągnięcia cele w gospodarce komunalnymi osadami ściekowymi
wynikające z KPGO [24] dotyczyły:
- zwiększenia stopnia kontroli obrotu komunalnymi osadami ściekowymi w celu
zapewnienia maksymalnego bezpieczeństwa zdrowotnego i środowiskowego,
- zwiększenia stopnia przetworzenia komunalnych osadów ściekowych,
- maksymalizacja stopnia wykorzystania substancji biogennych zawartych w osadach
przy jednoczesnym spełnieniu wszystkich wymogów dotyczących bezpieczeństwa
sanitarnego i chemicznego.

W KPGO preferowanym kierunkiem postępowania w celu zagospodarowania
osadów jest kompostowanie, poprzedzające ich wykorzystanie do rekultywacji składowisk
i terenów poprzemysłowych o wysokim stopniu zanieczyszczenia. Założono, że ten
kierunek powinien być preferowany w oczyszczalniach posiadających powiązania
z zakładami kompostowania odpadów komunalnych i z zakładami wytwarzającymi
znaczne ilości odpadów organicznych (zakłady wytwarzające korę, trociny). Założono, że
ilość osadów kompostowanych może wzrosnąć nawet do 20% ich całkowitej masy
wytworzonej w kraju (obecnie ok. 14%).
Przewidziano
także, że w związku z wdrożeniem dyrektywy osadowej w Polsce,
stworzone będą warunki do przejęcia kontroli nad obrotem komunalnymi osadami
ściekowymi oraz nastąpi dalsze rozpoznanie zawartości zanieczyszczeń organicznych
w osadach. Stąd też założono, że w roku 2014 bezpośrednie wykorzystanie osadów
komunalnych w rolnictwie zmaleje do 12% ich wytworzonej masy. Jednocześnie zmaleje
wykorzystanie komunalnych osadów ściekowych niekompostowanych do innych
przyrodniczych celów z obecnych 17% do 14%.
Dlatego
też do nawożenia i użyźniania gruntów w roku 2014 używane będzie 26%
osadów bez kompostowania oraz 20% osadów po procesie kompostowania co daje 46%
osadów.
Założono także, że w roku 2010 ilość komunalnych osadów ściekowych przekształcanych
termicznie wzrośnie do 5% (obecnie ok.2%) a w roku 2014 do 8%. Przewidziano, że ilość
składowanych osadów wzrośnie z obecnych 42,14% do 45% w roku 2010 i spadnie do
39% w 2014 r.
Zgodnie z KPGO przewidziano w 2014 następującą strukturę wykorzystania
i unieszkodliwiania osadów ściekowych:
- nawożenie w rolnictwie – 12%,
- wykorzystanie w rekultywacji – 14%,
- kompostowanie – 20%,
- termiczne – 8%,
- składowanie – 39%,
- wykorzystanie
przemysłowe – 7%.
Warunkiem prawidłowego rozwoju sposobów stosowania osadów na gruntach,
obejmujących także procesy ich przygotowania do tych celów, jest:
- wdrożenie systemu kontroli osadów,
- utworzenie wyspecjalizowanych jednostek organizacyjnych, których celem byłoby
właściwe zagospodarowanie osadów ściekowych.
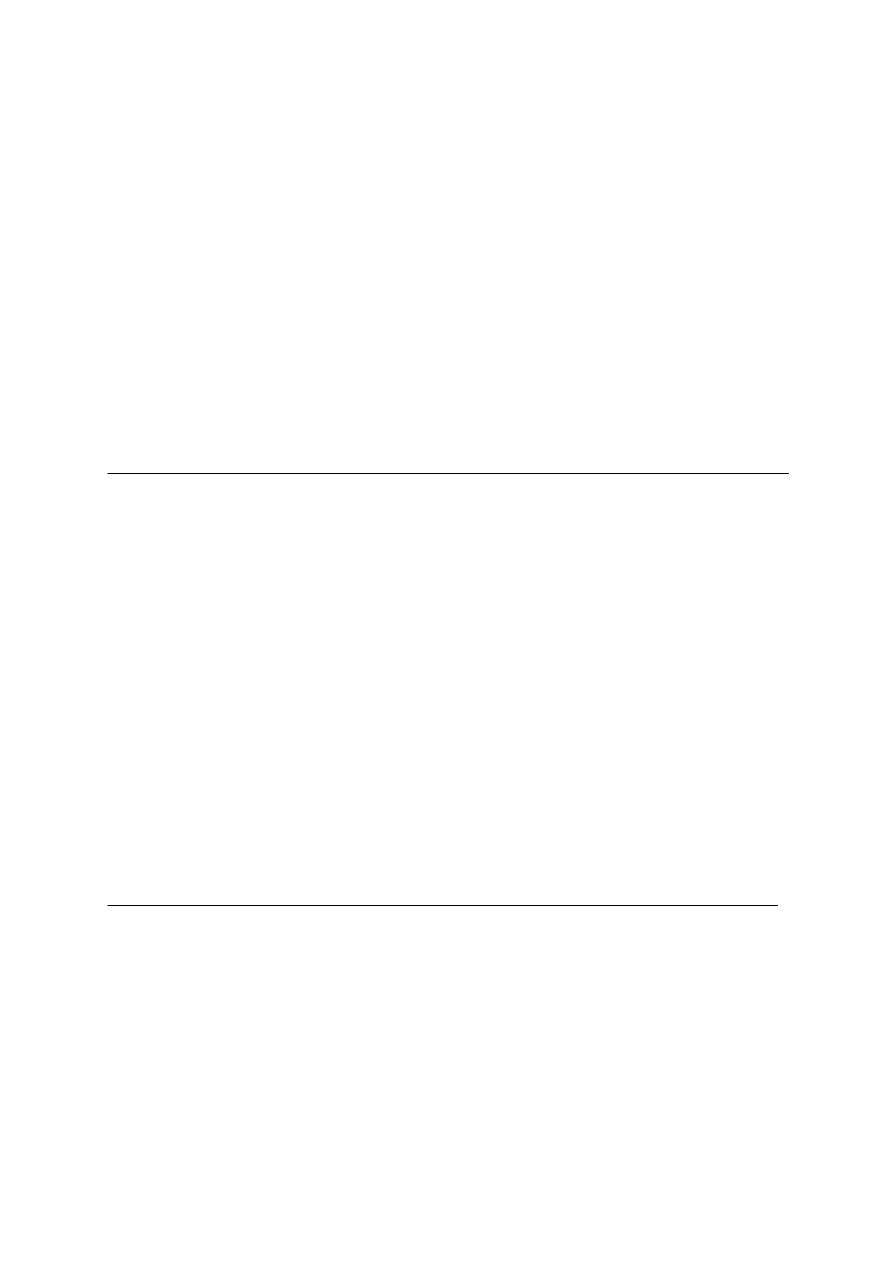
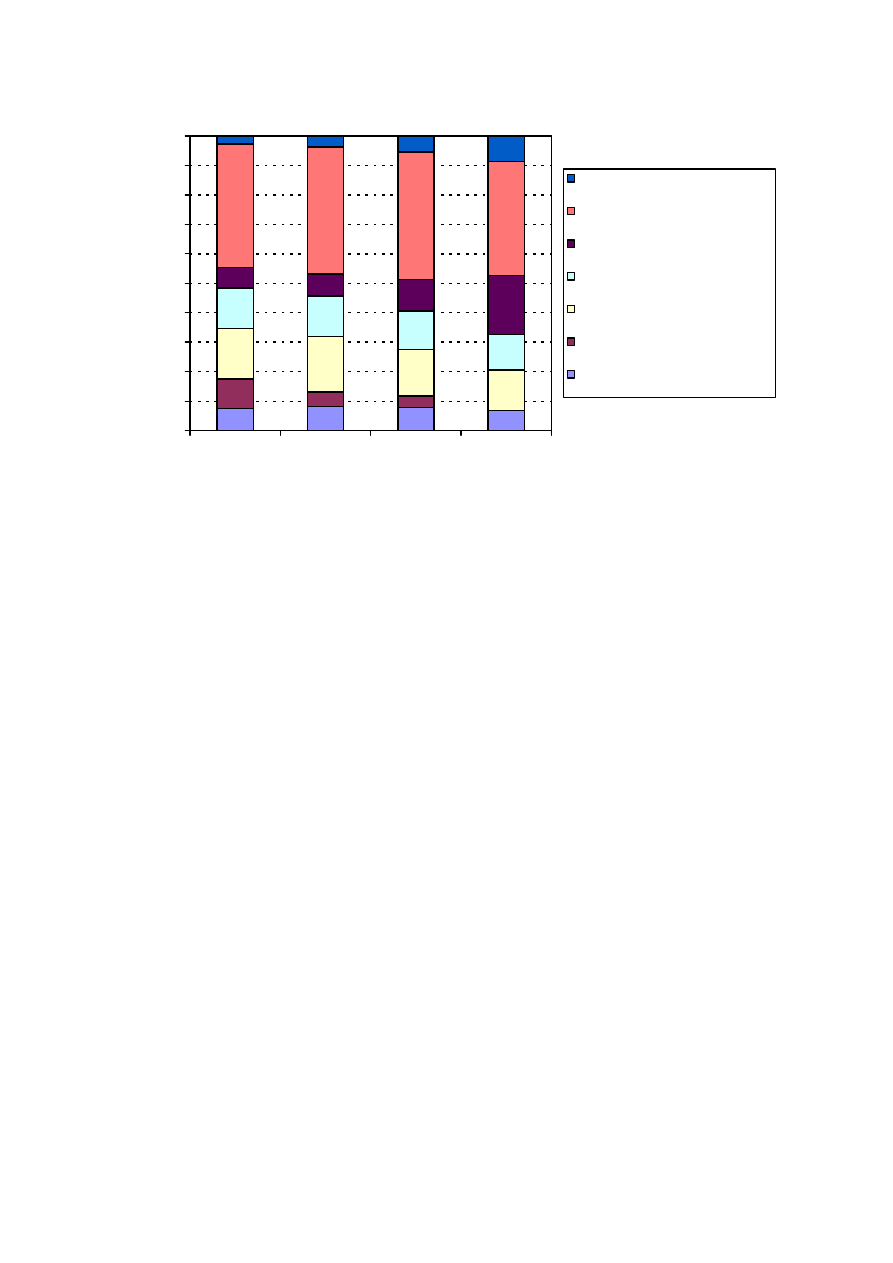
Krajowy plan gospodarki odpadami prezentuje zmiany w strukturze unieszkodliwiania
i wykorzystania osadów z komunalnych oczyszczalni ścieków w sposób następujący:
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2000
2005
2010
2014
Unieszkodliwianie termiczne
Składowanie
Kompostowanie przed
wprowadzeniem do gruntu
Wykorzystane na gruntach rolnych
bez kompostowania
Wykorzystane do nawożenia i
użyźniania innych gruntów
Inne sposoby wykorzystania bez
kompostowania
Wykorzystane przemysłowe bez
przetwarzania
Rys.2. Zmiany w strukturze unieszkodliwiania i wykorzystania osadów z komunalnych
oczyszczalni ścieków wg klasyfikacji GUS [24]
4. ANALIZA TECHNICZNO – EKONOMICZNO - EKOLOGICZNA METOD
ZAGOSPODAROWANIA ODPADÓW Z OCZYSZCZALNI ŚCIEKÓW
MOŻLIWYCH DO ZASTOSOWANIA W POLSCE
Uwarunkowania wyboru sposobu zagospodarowania osadów ściekowych
Wybór ostatecznej metody zagospodarowania osadów ściekowych jest
uwarunkowany wieloma czynnikami. Problem zagospodarowania osadów ściekowych
powinien być zintegrowany z procesem oczyszczania ścieków. Decydując się na
konkretny sposób zagospodarowania osadów należy rozważyć aspekty techniczne,
ekonomiczne, ekologiczne i uwarunkowania lokalne.
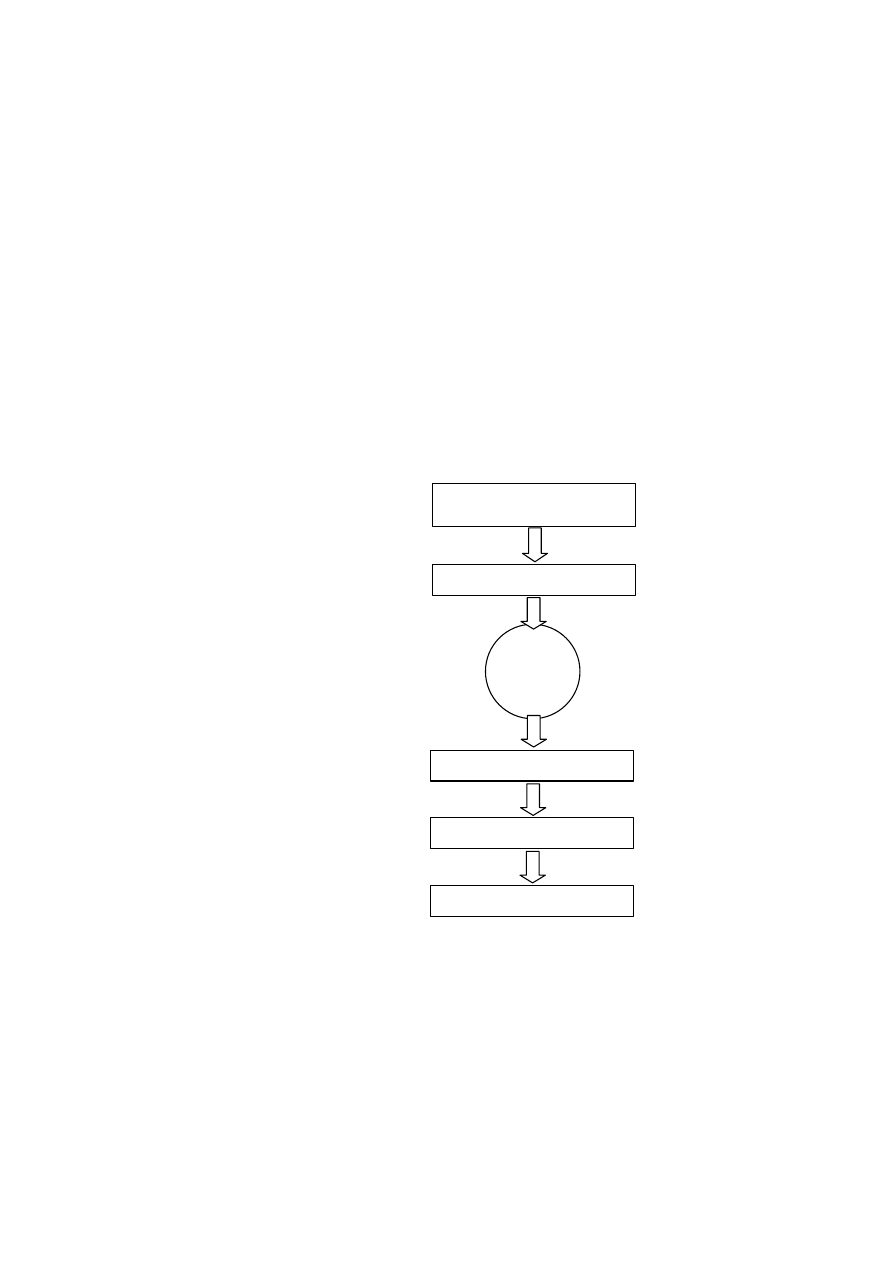
Koncepcja przeróbki osadów [25] powinna bazować na holistycznej analizie
wszystkich aspektów gospodarki osadowej na terenie objętym planem. Główne etapy
przygotowania planu gospodarki osadowej przedstawiono na poniższym rysunku.
Identyfikacja obszaru objętego planem
Identyfikacja oczyszczalni
Przygotowanie inwentaryzacji osadu
Ocena możliwości rolniczego
wykorzystania
Opis niezbędnych nowych urządzeń
technologicznych
Przygotowanie planu procedur
administracyjnych
Przygotowanie ostatecznego
Planu Gospodarki Osadowej
Synergizm we
wspólnym
zagospodarowaniu
Identyfikacja metod
przeróbki
Metody przeróbki
Opinia społeczna
Identyfikacja miejsc
przeróbki
Ocena
ekonomiczna
Raport „Ocena
oddziaływania na
środowisko”
PODSTAWOWA PRACA
PLANISTYCZNA
NAKREŚLENIE PODSTAWOWEJ
STRATEGII
PRZYBLIŻENIE KONCEPCJI
OKREŚLENIE URZĄDZEŃ
TECHNICZNYCH
OKREŚLENIE SYSTEMU
I PROCEDUR
ADMINISTRACYJNYCH
UKOŃCZENIE PLANU
GOSPODARKI OSADOWEJ
Rys.3. Ilustracja głównych etapów przygotowania planu gospodarki osadowej [25]
Wybór końcowej metody zagospodarowania osadów jest wynikiem oceny
wszystkich kryteriów.
Obszar objęty planem obejmujący zwykle szereg mniejszych i kilka większych
oczyszczalni pozwoli na przeróbkę całej ilości osadu w jednej, bądź dwu instalacjach
centralnych. Tak zorganizowane przedsięwzięcie zapewni korzyści pod względem

inwestycyjnym i eksploatacyjnym. A jeśli osad ma być wykorzystywany rolniczo pozwoli
określić odpowiednie i wystarczające tereny rolne w granicach obszaru objętego planem.
Ważną kwestią jest również dobór miejsca przeróbki i związany z nim transport osadów
(odległość, warunki drogowe, natężenie ruchu oraz gęstość zaludnienia wzdłuż dróg
transportu). Problem transportu obejmuje zarówno transport z mniejszych oczyszczalni
ścieków do centralnej instalacji przeróbki osadów, jaki i również transport końcowego
produktu do miejsc zagospodarowania. Oznacza to, że miejsce przeróbki osadu powinno
znajdować się stosunkowo blisko obszarów, gdzie ma nastąpić ostateczne
zagospodarowanie osadu [25].
Na etapie planowania należy również zwrócić uwagę na wpływ wybranej koncepcji
zagospodarowania osadów na środowisko. Należy opracować raport zawierający ocenę
oddziaływania na środowisko, która powinna dać pozytywną ocenę przedsięwzięcia.
W chwili obecnej w kraju stosowane są dwa sposoby zagospodarowania osadów:
wykorzystanie przyrodnicze oraz składowanie. Wprowadzanie obostrzeń prawnych
spowoduje ograniczanie składowania osadów, zaś wykorzystanie rolnicze w dużej mierze
uzależnione jest od zawartości metali ciężkich oraz organizmów chorobotwórczych.
W tym przypadku unieszkodliwianie osadów może być realizowane z wykorzystaniem
metod termicznych.
Wybór termicznej metody zagospodarowania osadów ściekowych wymaga również
przeprowadzenia szerokiej analizy. Do najważniejszych uwarunkowań należą [26]:
•
Określenie zakresu obszaru czy regionu, dla którego powinna być opracowywana
koncepcja zagospodarowywania osadów ściekowych, następnie określenie ich
strumienia, podstawowych właściwości fizykochemicznych oraz wartości opałowej.
Zakres ten powinien zostać wykonany w ramach opracowań ujętych w wojewódzkim
bądź powiatowym planie gospodarki odpadami. W przypadku wskazania termicznego
przetwarzania jako optymalnego niezbędne są kolejne analizy:
-
określenie możliwego do uzyskania, a jednocześnie energetycznie uzasadnionego
stopnia mechanicznego odwodnienia komunalnych osadów ściekowych
przeznaczonych do termicznego przetwarzania,
-
analiza wskazania lokalizacyjnego dla planowanej instalacji suszenia i termicznego
przetwarzania osadów, jej odległości od zakładu oczyszczania ścieków wraz z
logistyką i kosztami transportu osadów,
-
wielokryterialna analiza celowości zastosowania określonej technologii suszenia
osadów wraz z analizą technicznych i ekonomicznych aspektów determinujących
wybór optymalnej technologii suszenia osadów,
-
wielowariantowa analiza zaawansowanych i technicznie dojrzałych technologii
termicznego przetwarzania osadów ściekowych – przy założeniu koncepcji
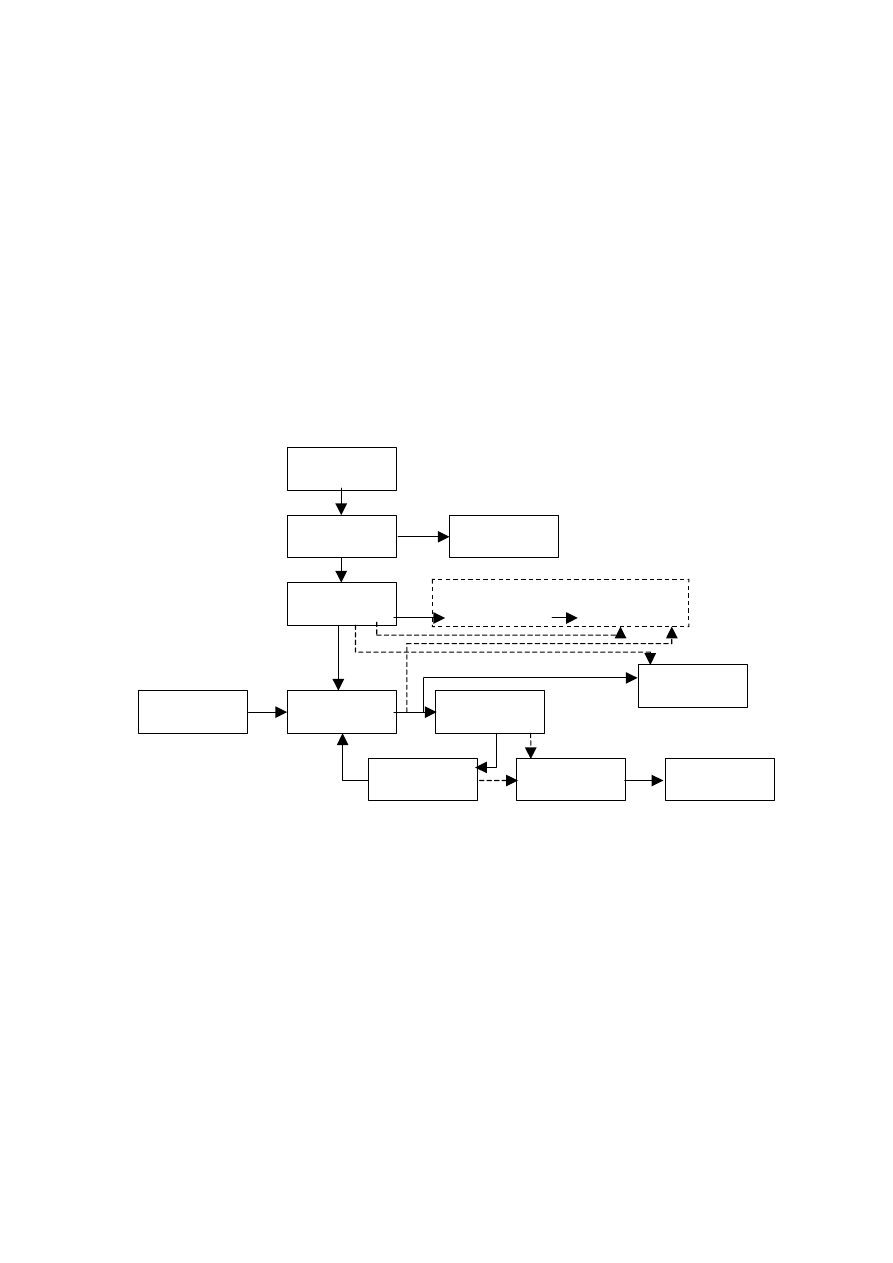
bezpośredniego spalania osadów ściekowych lub koncepcji ich współspalania z innymi
paliwami,
-
analiza efektywności energetycznej procesu spalania osadów w powiązaniu
z procesem ich suszenia, w tym przeprowadzenie bilansu potwierdzającego
możliwość ewentualnego wykorzystania energii wytwarzanego biogazu nie tylko dla
potrzeb technologicznych oczyszczalni ścieków czy potrzeb gospodarczych (c.o.,
c.w.u.), lecz także dla potrzeb suszenia osadów,
-
analiza ekonomiczna obejmująca określenie nakładów inwestycyjnych i kosztów
eksploatacyjnych wraz z analizą źródeł finansowania inwestycji,
-
analiza akceptacji społecznej dla planowanej inwestycji.
Poszczególne etapy omawianej analizy przedstawia poniższy rysunek.
PROCES
OCZYSZCZANIA
ŚCIEKÓW
OSADY
ŚCIEKOWE
MECHANICZNE
ODWADNIANIE
PROCES
OSUSZANIA
OSADÓW
ZEWNĘTRZNE
ŹRÓDŁO CIEPŁA
INTEGRALNY
PROCES
SPALANIA
WŁASNE
ŹRÓDŁO CIEPŁA
BILANS
ENERGII
DODATKOWE
ŹRÓDŁO CIEPŁA
DLA ZAKŁADU
SPALANIE
LUB
WSPÓŁSPALNIE
DEPONOWANIE
KOMPOSTOWANIE
PRZYRODNICZE
WYKORZYSTANIE
Rys.4. Algorytm zagospodarowania osadów ściekowych przy użyciu metod termicznych
[27]
Podstawowe uwarunkowania determinujące wybór technologii termicznego
przetwarzania osadów ściekowych to [28]:
-
właściwości paliwowe osadów ściekowych określające możliwość ich autotermicznego
spalania, czyli spalania bez użycia paliwa wspomagającego. O możliwości
autotermicznego spalania osadów decyduje stopień ich uwodnienia, udział substancji
palnej w masie osadów oraz zawartość substancji mineralnych. Najczęściej warunek
autotermicznego spalania nie jest możliwy do uzyskania bez zastosowania
w częściowym choćby zakresie suszenia osadów,

-
zastosowany wcześniej proces częściowego lub całkowitego suszenia osadów
ściekowych. Suszenie osadów realizowane jako samodzielny proces termiczny
i prowadzone w szerokim zakresie odparowania wody, zdecydowanie poszerza krąg
możliwości zagospodarowania osadów w tym wybór technologii spalania bądź
współspalania osadów,
-
ekonomicznie uzasadnione możliwości transportu odwodnionych mechanicznie
osadów do zakładu ich termicznego przetwarzania.
Dokonując wyboru technologii termicznego przetwarzania należy kierować się zasadą
BAT, determinującą wybór technologii odpowiadającej najwyższemu dostępnemu
poziomowi techniki i inżynierii ochrony środowiska.
Wapnowanie osadów ściekowych
Możliwość wykorzystania wapna do niszczenia organizmów chorobotwórczych
opiera się na wykorzystaniu ciepła, które wywiązuje się podczas reakcji hydratacji tlenku
wapna wodą zawartą w osadach. Proces ten zachodzi zgodnie z równaniem [29]:
CaO + H
2
O
→
Ca(OH)
2
+ 1160 kJ/kg CaO
Poza temperaturą istotnym czynnikiem wpływającym na biobójczość procesu jest
również wysoki odczyn wapnowanych osadów. Wiadomo, że wysokie stężenia zarówno
jonów wodorowych, jak i wodorotlenowych powodują zmiany w jonizacji białek, co w
konsekwencji prowadzi do zahamowania procesów życiowych organizmów [30].
Dodatkowo, podczas wapnowania następuje szybkie uwalnianie amoniaku, który przenika
przez błony komórkowe i zwiększa likwidację organizmów patogennych.
Wapno może być dodawane do osadów w formie tlenku lub wodorotlenku
wapniowego, jak również istnieje możliwość wykorzystania do tego celu pyłów
z wapienników lub z pieców cementowych. Dodawanie wapna do osadów ściekowych to
nie tylko higienizacja, ale również możliwość ustabilizowania osadów oraz polepszenie ich
zdolności do odwadniania [31]. Na podkreślenie zasługuje fakt, że wapnowanie osadów
nie jest procesem zbyt kosztowym, natomiast wapno jest reagentem łatwo dostępnym na
naszym rynku.
O skuteczności procesu wapnowania w aspekcie inaktywacji organizmów
chorobotwórczych, decyduje odpowiednia wartość odczynu i temperatury oraz
utrzymanie ich na odpowiednim poziomie przez określony czas. Wysoką efektywność
w likwidacji patogenów gwarantuje pH powyżej 11 utrzymywane przez 2 godziny oraz
temperatura powyżej 52
°
C przez przynajmniej 12 godzin. Uzyskanie takich warunków
jest możliwe przy zastosowaniu odpowiedniej ilości wapna, która ściśle zależy od
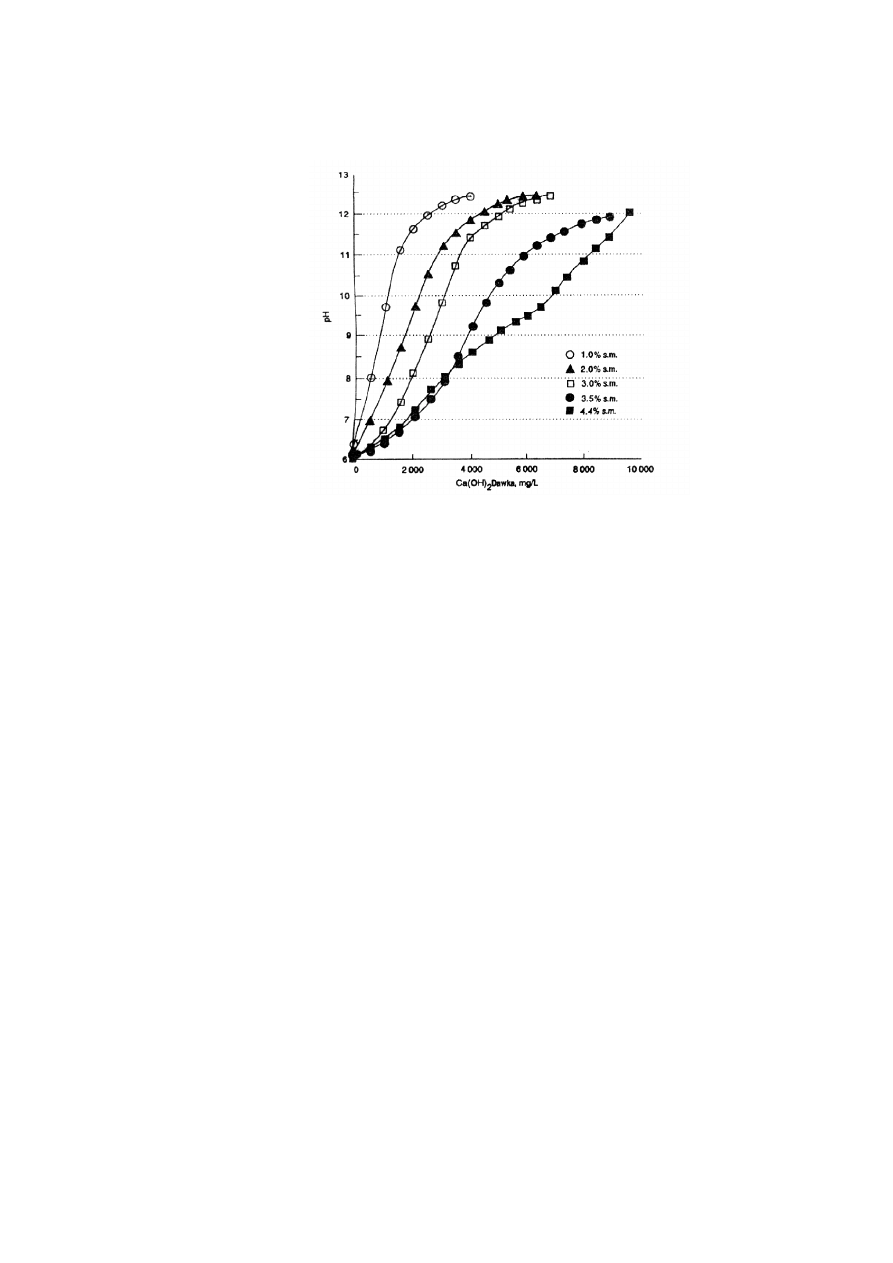
zawartości suchej masy w osadzie [31]. Wpływ zawartości suchej masy na efektywność
podnoszenia odczynu przedstawia rysunek 5.
Rys.5. Wpływ zagęszczania osadu mieszanego – wstępnego i po złożach biologicznych na
dawkę wapna niezbędną do uzyskania pH=12 [31]
Kompleksowe badania nad wykorzystaniem wapna do odkażania osadów,
przedstawione w pracy [32] potwierdziły wysoką skuteczność tej metody. Do
eksperymentów badawczych wykorzystano trzy rodzaje osadów z pięciu oczyszczalni
ścieków, o różnym stopniu uwodnienia. Podczas procesu prowadzono jednocześnie
pomiary temperatury, analizę składu fizyczno-chemicznego osadów oraz dokonywano
oznaczeń zawartości w nich bakterii oraz jaj robaków pasożytniczych przed i po procesie
odkażania. Odkażanie prowadzono przy użyciu tlenku wapnia, jak i wapna
hydratyzowanego. Efektem tych badań był wysoki stopień niszczenia patogenów, który
wynosił średnio od 95% do blisko 100%. Dobór dawki wapna został ustalony w oparciu o
sprawność cieplną procesu i ściśle zależał od zawartości suchej masy w osadzie. W
przypadku osadu o 21% s.m. dawka wapna wynosiła 0,9 kg CaO/kg s.m. w przypadku
osadów o s.m 3,84% dawka reagentu wynosiła 5,7 kg CaO/kg s.m. oraz 4,46 kg CaO/kg
s.m. dla osadów o uwodnieniu 95,52%. Oznaczenia zawartości suchej masy wykonywane
zarówno przed, jak i po procesie wapnowania potwierdziły, że istnieje możliwość
wykorzystania wapna nie tylko do higienizacji osadów, ale również do częściowego
odwadniania. Badania [32] dowiodły także, że na efekty ogrzewania osadów ma wpływ
rodzaj osadów, a ściślej rzecz biorąc jego struktura. Lepszą efektywność procesu
uzyskano dla osadów o strukturze ziarnistej, czyli dla osadów wstępnych i
przefermentowanych natomiast osad stabilizowany tlenowo o strukturze kłaczkowatej
ogrzewał się dwukrotnie wolniej, przez co sprawność cieplna procesu była odpowiednio
niższa.

W badaniach nad pryzmowaniem osadów przefermentowanych z wapnem [33]
wykazano, że poza właściwościami biobójczymi, dodawanie wapna polepsza strukturę
osadów, która staje się gruzełkowata. Podnosi to znacznie walory masy osadowo-
wapiennej w przypadku przyrodniczego wykorzystania.
W praktyce spotyka się trzy sposoby mieszania osadów ściekowych z wapnem:
1. Najmniej popularnym rozwiązaniem jest metoda polegająca na dozowaniu
wapna do uwodnionego osadu w trakcie wprowadzania osadów do gleby.
2. Drugim sposobem jest wapnowanie uwodnionych osadów przed ich
mechanicznym odwadnianiem. Sposób ten powoduje kondycjonowanie osadów, co w
rezultacie prowadzi do uzyskania placka osadowego o większej zawartości suchej masy w
stosunku do wapnowania osadów po ich odwadnianiu. Ponadto zaletą tej metody jest to,
że odwadniany osad jest ustabilizowany i już częściowo zhigienizowany [34].
Wykazano również [35], że stosując tę metodę, można zmniejszyć całkowitą ilość wapna
o 10%, zmniejszyć ilość polielektrolitu w trakcie mechanicznego odwadniania oraz
zredukować o około 10% ilość osadów kierowanych do ostatecznego unieszkodliwiania.
3. Najczęściej spotykaną w praktyce metodą stabilizacji osadów z wykorzystaniem
wapna jest metoda trzecia, która polega na dodawaniu wapna palonego w postaci CaO do
osadów po mechanicznym odwodnieniu. Tego typu instalacje są szeroko spotykane na
całym świecie. Ilość wapna niezbędnego do podniesienia pH i temperatury można
wyliczyć lub znaleźć na nomogramach sporządzonych z empirycznych wzorów. Na
rysunku 6 przedstawiono nomogram pozwalający określić współczynnik dozowania wapna
w zależności od zawartości suchej masy w osadach odwodnionych oraz wymaganej
końcowej zawartości suchej masy po wapnowaniu stosowany przez firmę EMO przy
projektowaniu instalacji do wapnowania osadów [36].
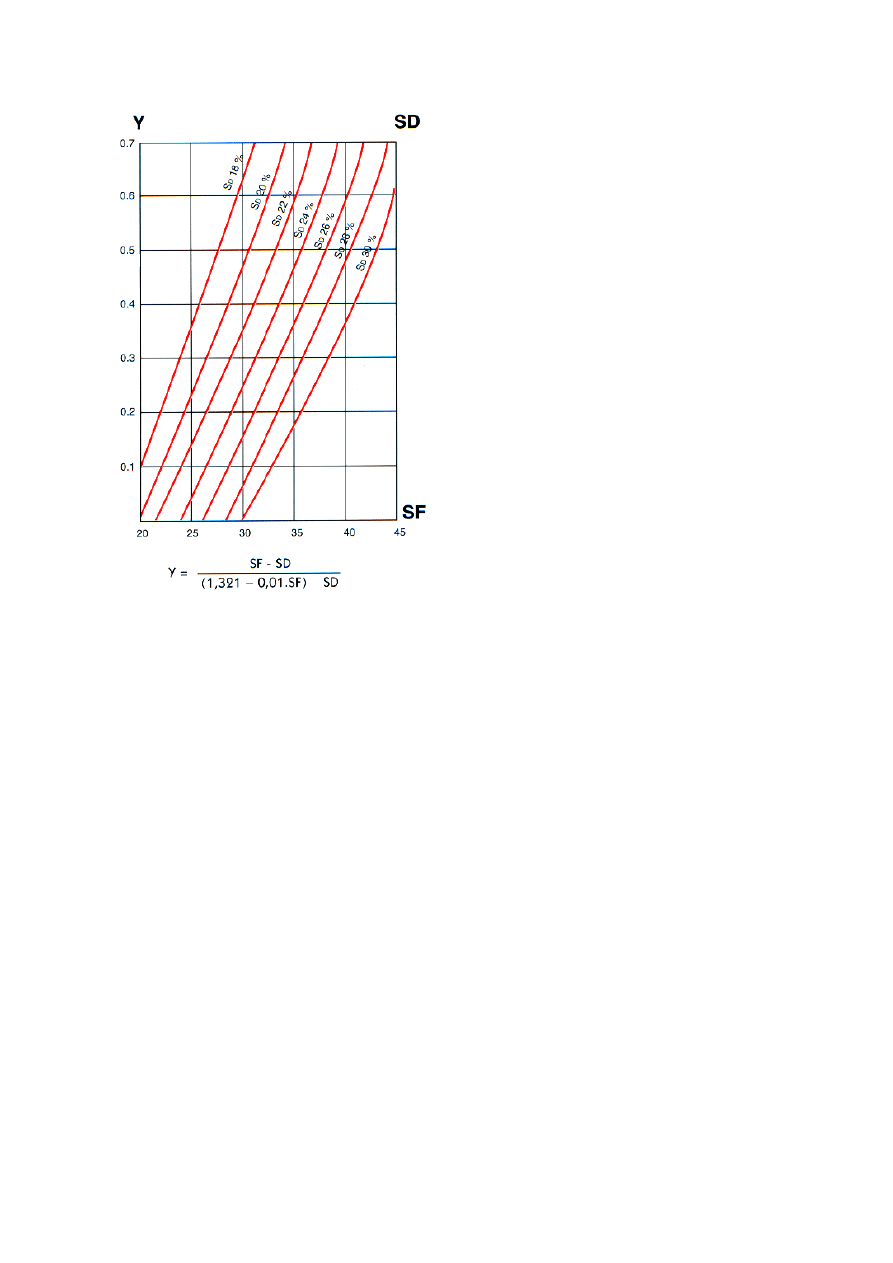
SF – wymagana końcowa zawartość suchej masy
mieszanki wapniowo-osadowej
SD – zawartość suchej masy po odwadnianiu
Y – współczynnik dozowania wapna wyrażony w
kg CaO/kg s.m./h
Rys.6. Nomogram – wapnowanie osadów
Stosowane dawki wapna zależą od szeregu czynników, w tym: wymaganego stopnia
higienizacji, rodzaju osadu, stężenia s.m osadu. Teoretycznie 1 kg CaO pochłania
w procesie hydratacji 0,32 kg wody, tworząc 1,32 kg wapna hydratyzowanego Ca(OH)
2
,
które reagując z dwutlenkiem węgla tworzy 1,78 kg CaCO
3
plus 0,32 kg wody oraz
2215kJ energii [34]. Szybkość procesu hydratacji zależy m.in. od rodzaju wapna. Typowa
instalacja wapnowania osadów odwodnionych składa się zwykle z: silosu
magazynującego wapno, układu ekstrakcji i dozowania, mieszarki, układu
doprowadzającego osady odwodnione oraz systemu odprowadzania mieszanki osadów
z wapnem. Magazynowanie wapna ma miejsce zazwyczaj w silosach, których pojemność
ustalana jest na etapie projektu.
Określona przez dozownik ilość wapna wraz z osadami wprowadzane są następnie
do mieszarki. Obecnie, w tego typu urządzeniach spotyka się trzy techniki mieszania. Są
to: typ pługowy, typ dwuosiowy z łopatkami oraz typ z pompą rozdrabniająco-mieszającą
[36]. Typ pługowy umożliwia dokładne wymieszanie produktów i utworzenie jednorodnej
mieszanki osadowo-wapniowej. Typ dwuosiowy z łopatkami pozwala na otrzymanie
mieszanki w kształcie granulek, co umożliwia wykorzystanie uzyskanego produktu do
zastosowań w rolnictwie. Z kolei system z pompą polecany jest raczej dla instalacji
o małej wydajności i nieznacznej zawartości suchej masy w osadach.

Warunki klimatyczne Polski, gdzie ilość opadów przewyższa parowanie oraz duży
udział gleb piaszczystych, wpływają na zakwaszenie gleb. Zakwaszenie gleb jest
procesem wyjątkowo niekorzystnym zarówno dla produkcji rolniczej, jak i dla zachowania
stabilności środowiska naturalnego. Działalność człowieka przyczynia się do pogłębienia
tego zjawiska (m.in. emisja związków siarki i azotu). Nadmierne zakwaszenie gleb jest
podstawowym czynnikiem ich degradacji chemicznej. Przejawem tego procesu jest
wzrost koncentracji toksycznego manganu i glinu dla roślin, postępujące zubożenie gleb
w magnez oraz towarzyszące tym zmianom zachwianie równowagi jonowej w środowisku
glebowym. W warunkach silnego zakwaszenia gleb następuje ponadto uruchomienie
metali ciężkich, co zwłaszcza w rejonach zanieczyszczonych takimi pierwiastkami, jak:
cynk, kadm, ołów, nikiel jest groźne z powodu zwiększonego ich dostępności dla roślin.
Biorąc pod uwagę ujemne skutki nadmiernego zakwaszenia gleb dla efektywnego ich
zagospodarowania oraz potrzebę tworzenia warunków do produkcji nieskażonej żywności
- wapnowanie powinno stać się priorytetowym zadaniem. Przy wapnowaniu gleb
kwaśnych ważny jest rodzaj wapna. Formy tlenkowe, ze względu na bardzo szybkie
działanie, stosować należy tylko na gleby ciężkie. Wapno węglanowe wykazuje powolne
działanie, stąd zaleca się je na wszystkie rodzaje gleb, a szczególnie na gleby lekkie.
Dawka i częstotliwość nawożenia wapnem zależy od stopnia zakwaszenia gleby. Na
glebach lekkich wapnowanie zaleca się częściej, gdyż wapń jest wypłukiwany szybciej niż
na glebach ciężkich o dużej pojemności sorpcyjnej i wysokiej zawartości próchnicy. Aby
wapnowanie przyniosło oczekiwane korzyści powinno być poprzedzone analizą wyników
laboratoryjnych prób glebowych. W roku 1996 w Instytucie Nawozów Sztucznych w
Puławach opracowana została technologia zagospodarowania osadów ściekowych z
komunalnych oczyszczalni ścieków polegająca na przetwarzaniu ich na granulowany
nawóz mineralno-organiczny (wapniowy) służący do odkwaszania gleb, poprawy ich
struktury, a także dostarczający roślinom podstawowych składników odżywczych oraz
makro i mikroelementów w ilościach porównywalnych z innymi nawozami organicznymi
typu obornik, gnojowica itp. Komponentami tego nawozu są osady ściekowe o
uwodnieniu 60-70%, sproszkowane wapno palone (czynnik higienizujący) oraz wapno
rolnicze węglanowe (wypełniacz umożliwiający uzyskanie konsystencji mieszaniny, którą
można zgranulować). Technologia ta została wdrożona w oczyszczalni ścieków w
Nałęczowie [37]. Natomiast Przedsiębiorstwo Wodociągów i Kanalizacji Sp. z.o.o. w
Mińsku Mazowieckim przeprowadziło prace badawczo-wdrożeniowe nad wykorzystaniem
w rolnictwie odwodnionych mechanicznie osadów ściekowych, wymieszanych z wapnem
tlenkowym. Dodatek wapna do osadów obok higienizacji powoduje ich dalsze
odwodnienie i nadaje osadom konsystencję sypkiego granulatu, co ułatwia mechaniczny
wysiew w polu przy pomocy siewników do nawozów mineralnych i wapna. W 1993 r.
przedsiębiorstwo przygotowało koncepcję rolniczego wykorzystania osadów

wymieszanych z wapnem, która została pozytywnie zaopiniowana przez IUNG w
Puławach oraz uzyskała pozytywne postanowienie państwowego Wojewódzkiego
Inspektora Sanitarnego w Siedlcach i Wydziału Ochrony Środowiska Urzędu
Wojewódzkiego w Siedlcach, dotyczące wykorzystania w nawożeniu gruntów ornych
osadu z dodatkiem wapna. W trakcie prac doświadczalnych mieszanka wapniowo-
osadowa otrzymała nazwę "WAPNOS" [38].
4.1. Przyrodnicze wykorzystanie osadów ściekowych
Przyrodnicze zagospodarowanie osadów ściekowych jest metodą pozwalającą
wykorzystać ich właściwości nawozowe. Charakteryzuje się niskimi kosztami, jednak jej
zastosowanie wiąże się z ograniczeniami wynikającymi ze składu chemicznego
i sanitarnego osadów. Poza tym osady wytwarzane są przez okres całego roku, zaś
możliwość ich zastosowania występuje znacznie rzadziej. Wymaga to odpowiedniego
systemu magazynowania osadów i odpowiedniej liczby odbiorców. Dlatego decyzja
o przyrodniczym wykorzystaniu osadów ściekowych musi być poprzedzona wnikliwą
analizą wielu czynników.
Uwarunkowania techniczne przyrodniczego zagospodarowania osadów związane są
z formą, w której są aplikowane:
1. osadów odwodnionych,
2. osadów nieodwodnionych,
3. osadów wysuszonych,
4. osadów po procesie kompostowania.
Stosowanie osadów nieodwodnionych wymaga zastosowania odpowiedniej techniki
umożliwiającej wstrzykiwania osadów bezpośrednio do gleby.
W rozporządzeniu Ministra Środowiska w sprawie komunalnych osadów
ściekowych określono warunki, jakie muszą być spełnione przy wykorzystywaniu osadów
ściekowych, dawki tych osadów, które można stosować na gruntach oraz zakres,
częstotliwość i metody referencyjne badań osadów oraz gruntów, na których osady mają
być stosowane. W chwili obecnej osady z większości polskich oczyszczalni spełniają
wymogi rozporządzenia. Jednak przewidywane zaostrzenia norm dotyczących rolniczego
wykorzystania osadów (projekt dyrektywy osadowej) prawdopodobnie spowodują
ograniczenia w stosowaniu osadów. Realna będzie jedynie aplikacja osadów w celach
rekultywacyjnych.
Ograniczenia w stosowaniu osadów ściekowych wynikają z zawartości metali ciężkich
ze względu na ich toksyczne oddziaływanie na organizmy żywe oraz zdolność do
bioakumulacji.

Ważnym problemem który może istotnie ograniczyć stosowanie osadów
ściekowych w rolnictwie jest zawartość mikrozanieczyszczeń organicznych [39].
W osadach zidentyfikowano ponad 100 związków organicznych (w znacznej części
uznawanych za toksyczne) w stężeniach powyżej 0,01 mg/kg s.m. Są to przede
wszystkim fenole i chlorofenole, pozostałości pestycydów, heksachlorobenzen,
polichlorowane bifenyle, polichlorowane dibenzodioksyny, polichlorowane dibezofurany
oraz nitrozoaminy. Obecności tych substancji w osadach stanowi duże zagrożenie dla
zdrowia przy konsumpcji plonów wyhodowanych na glebie nawożonej takimi osadami
ściekowymi. Podobne zagrożenie stwarza obecność patogenów – bakterii
chorobotwórczych, pierwotniaków, grzybów pleśniowych i pasożytów. Stosowane
procesy higienizacji osadów (wapnowanie, pasteryzacja, kompostowanie) nie zawsze są
skuteczne.
Wnoszenie do gleby składników zgromadzonych w osadach ściekowych jest
właściwe nie tylko z gospodarczego punktu widzenia, lecz także niezbędne do zachowania
i odtwarzania ekologicznej równowagi. Skład mineralny i organiczny osadów
z komunalnych oczyszczalni ścieków jest zbliżony do glebowej substancji organicznej,
zwanej próchnicą [40]. Dzięki temu możliwe jest przyrodnicze wykorzystanie osadów
ściekowych. Pod pojęciem przyrodniczego użytkowania osadów ściekowych rozumie się
stosowanie tych osadów do [41]:
•
nawożenia gleb i roślin,
•
rekultywacji gleb zdegradowanych i bezglebowych gruntów,
•
roślinnego utrwalania bezglebowych gruntów narażonych na erozyjne działanie wody
i wiatru,
•
produkcji kompostu na wyżej wymienione cele.
W przypadku podjęcia decyzji o rolniczym zagospodarowaniu osadów ściekowych
problem stanowi konieczność znalezienia odbiorców zainteresowanych tego rodzaju
produktem w odległości opłacalnego transportu. W przypadku spełnienia przez osad
ściekowy kryteriów rolniczego wykorzystania należałoby znaleźć w pobliżu oczyszczalni
tereny o odpowiedniej powierzchni. Oczywiście obszar ten może ulec zmniejszeniu, jeżeli
założymy, że tylko część powstających osadów będzie wykorzystywana rolniczo.
Dokonanie właściwej oceny możliwości wykorzystania osadów w rolnictwie wymaga
zebrania następujących danych: charakterystyki gleb, rodzaju upraw. Przy przyrodniczym
zagospodarowaniu analizą obejmuje się nie tylko osady ściekowe, ale także glebę, na
której mają być one stosowane.
Rekultywacja gruntów polega na nadaniu lub przywróceniu zdegradowanym
i zdewastowanym gruntom rolnym, leśnym lub gruntom bezglebowym wartości
użytkowych lub przyrodniczych przez właściwe ukształtowanie rzeźby terenu,
poprawienie właściwości fizycznych i chemicznych, uregulowanie stosunków wodnych,

odtworzenie gleb, umocnienie skarp oraz odbudowanie lub zbudowanie niezbędnych
dróg.
Gruntami bezglebowymi są:
•
utwory geologiczne pozbawione pokrywy glebowej wskutek różnego rodzaju ziemnych
robót, erozji wodnej i wietrznej, masowych ruchów ziemi,
•
zwałowiska i nasypy naturalnych mas ziemnych,
•
składowiska mineralnych odpadów przemysłowych,
•
składowiska odpadów komunalnych,
•
gleby silnie zdegradowane.
Przywrócenie gruntom zdegradowanym wartości użytkowej polega na wykonaniu
właściwych zabiegów technicznych, agrotechnicznych i biologicznych, a także
zapobieżeniu dalszej degradacji środowiska.
Ekologiczno-użytkowa (agroekologiczna) wartość gleby ukształtowanej z zastosowaniem
osadów ściekowych zależy od [41]:
•
glebotwórczych właściwości (zwięzłości, chemizmu) rekultywowanego gruntu,
•
ilości i jakości zastosowanego osadu ściekowego na jednostkę powierzchni - głównie
masy organicznej i składników nawozowych,
•
zawartości w osadzie toksycznych metali ciężkich i chorobotwórczych organizmów,
•
poprawności wykonania prac rekultywacyjnych.
Osady kierowane do rekultywacji powinny:
•
spełniać normy na zawartość metali ciężkich,
•
być ustabilizowane, czyli mieć zmniejszoną zagniwalność,
•
być zhigienizowane - zawartość żywych jaj pasożytów może wynosić do 300 na kg
s.m. i braku bakterii Salmonella,
•
być odwodnione do stopnia wymaganego przez metodę transportu i aplikacji,
•
być w stanie, który utrudni migrację metali z otrzymanej mieszaniny.
Osady ściekowe można także wykorzystać do upraw leśnych w celu produkcji drewna i
sadzonek. Drzewa, krzewy i byliny o dużej dynamice wzrostu i wysokiej produktywności
(z jednostki powierzchni) mogą być uprawiane na osadowych i osadowo-gruntowych
podłożach zawierających nadmierne ilości metali ciężkich. Niejadalne i niepaszowe
przeznaczenie tych roślin sprawia, że zawartość metali ciężkich nie ma znaczenia dla
użytkowej wartości plonów. Również zawartość składników mineralnych (azot, fosfor,
potas, wapń) nie pomniejsza użyteczności plonów przeznaczonych na cele: energetyczne,
celulozowo-papiernicze, rzemieślnicze. W produkcji sadzonek drzew i krzewów (zwanej
szkółkarską), wymagającej podłoży zasobnych w próchnicę i składniki pokarmowe, także
nie przeszkadza nadmiar metali ciężkich. To samo dotyczy plantacji drzew choinkowych.
W intensywnej uprawie topoli, wierzby, bylin może być stosowany osad:
•
płynny do ciągłego zasilania roślin w składniki pokarmowe i wodę,

•
ziemisty do intensywnego użyźniania wierzchniej warstwy gleby lub rekultywowanego
terenu,
•
osad mazisty (lub ziemisty) do ukształtowania warstwy pokrywającej grunt mineralny.
Największe dawki osadu na jednostkę powierzchni stosuje się w wariancie ostatnim.
Grubość nakładanej warstwy wynosi co najmniej 30 cm i może osiągać nawet 100 cm.
Po odwodnieniu do postaci ziemistej grubość warstwy osadowej zmniejszy się o 35-50%.
Mając wstępnie wytypowane tereny do przyrodniczego zagospodarowania osadów
ściekowych należy dokonać ich wnikliwej analizy. Należy zatem uwzględnić ograniczenia
przyrodniczego użytkowania osadów ściekowych na rozważanych terenach. W środowisku
przyrodniczym osady nie powinny być stosowane [42]:
•
w parkach narodowych, krajobrazowych i na obszarach chronionego krajobrazu,
•
na terenach ochrony ujęć wody i źródeł,
•
na terenach zalewowych i bagiennych,
•
na gruntach o dużej przepuszczalności, w których poziom wód gruntowych występuje
1,5 m od powierzchni terenu oraz na obszarach bezpośredniego spływu do wód
powierzchniowych,
•
w odległości mniejszej niż 50 m od publicznych ujęć wody, domów mieszkalnych
i zakładów produkcji żywności,
•
w odległości mniejszej niż 25 m od indywidualnych ujęć wody, na plantacjach warzyw
i owoców, które bezpośrednio stykają się z ziemią, do bezpośredniego nawożenia
warzyw oraz ziemniaków i roślin korzeniowych w uprawie polowej.
Ze względu na zmienny stopień zagrożenia dla środowiska naturalnego skład, sposób
dozowania i wielkość dawek osadów przeznaczonych do przyrodniczego
zagospodarowania muszą podlegać ścisłej kontroli.
Główne zalety i wady przyrodniczego wykorzystania osadów są następujące [39]:
Zalety:
-
wykorzystanie właściwości nawozowych zawartych w osadach,
-
wykorzystanie substancji organicznych zawartych w osadach do wzbogacenia
warstwy humusowej gleby,
-
tani sposób zagospodarowania osadów.
Wady:
-
duże nakłady inwestycyjne na instalacje magazynowania osadów,
-
wykorzystanie uzależnione od znalezienia odbiorców i zgody właściwych organów,
-
brak wiedzy o zawartości organicznych mikrozanieczyszczeń i patogenów w osadach
i ich wpływu na łańcuch pokarmowy,
-
perspektywa zaostrzenia przepisów dotyczących jakości osadów ściekowych
dopuszczonych do wykorzystania,

-
możliwe uwalnianie odorów w procesie wprowadzania osadów do gleby,
-
utrudnienia w zakresie kontroli przestrzegania wymogów prawnych odnośnie jakości
osadów (w szczególności zawartości zanieczyszczeń).
Przy szacowaniu kosztów inwestycyjnych i eksploatacyjnych przedsięwzięcia muszą być
dodatkowo wzięte pod uwagę następujące koszty:
-
koszt transportu z oczyszczalni do instalacji magazynowania,
-
koszty budowy i eksploatacji instalacji magazynowania,
-
koszty transportu z instalacji składowania do odbiorcy indywidualnego,
-
koszty instalacji rozprowadzania osadów po polu,
-
koszty analiz jakości osadów,
-
koszty analiz jakości gleby,
-
koszty administracyjne wydania zgody na rolnicze wykorzystanie osadów.
W krajach Unii Europejskiej średni koszt wykorzystania rolniczego osadów ściekowych
wynosi od 75 do 200 euro/Mg suchego osadu, w zależności od uwarunkowań lokalnych
(Uhre, 1997).
4.2. Kompostowanie osadów ściekowych
Kompostowanie osadów ściekowych jest procesem wielofunkcyjnym,
zapewniającym: stabilizację osadów, zniszczenie organizmów chorobotwórczych,
redukcję masy i uwodnienia. Substancja organiczna, po przetworzeniu na kompost może
być wykorzystana jako materiał nawozowy, strukturotwórczy i rekultywacyjny. Kompost
może być wykorzystany do rekultywacji gleb zdegradowanych, a także w gospodarce
leśnej. Jest cennym nawozem organicznym mogącym zastąpić obornik i inne nawozy
organiczne w produkcji ogrodniczej, w szczególności w rejonach podmiejskich, gdzie
występuje ich niedobór. Kompost również wykazuje przydatność w zakładaniu i
konserwacji zieleni miejskiej.
Substancje organiczne zawarte w kompoście wpływają na fizyczne i chemiczne
właściwości gleby, poprawiają stosunki wodno-powietrzne oraz zasobność gleb w
składniki pokarmowe. Mikroorganizmy znajdujące się w masie kompostowej wzbogacają
mikroflorę i mikrofaunę glebową, wpływając na intensyfikację życia biologicznego gleby
oraz procesów glebotwórczych. Wprowadzanie do gleb substancji pokarmowych
zawartych w kompoście (azotu, fosforu, potasu) - nawet przy jednoczesnym stosowaniu
nawozów sztucznych - stanowi naturalną rezerwę tych składników, uruchamianą w
momentach występowania ich deficytu w glebie [43]. O wartości nawozowej kompostów
decydują również mikroelementy, które w masie kompostowej dokładnie
zhomogenizowanej, są rozmieszczone równomiernie i nie powodują miejscowego
przedawkowania, wpływającego szkodliwie na rośliny. Kompost posiada również
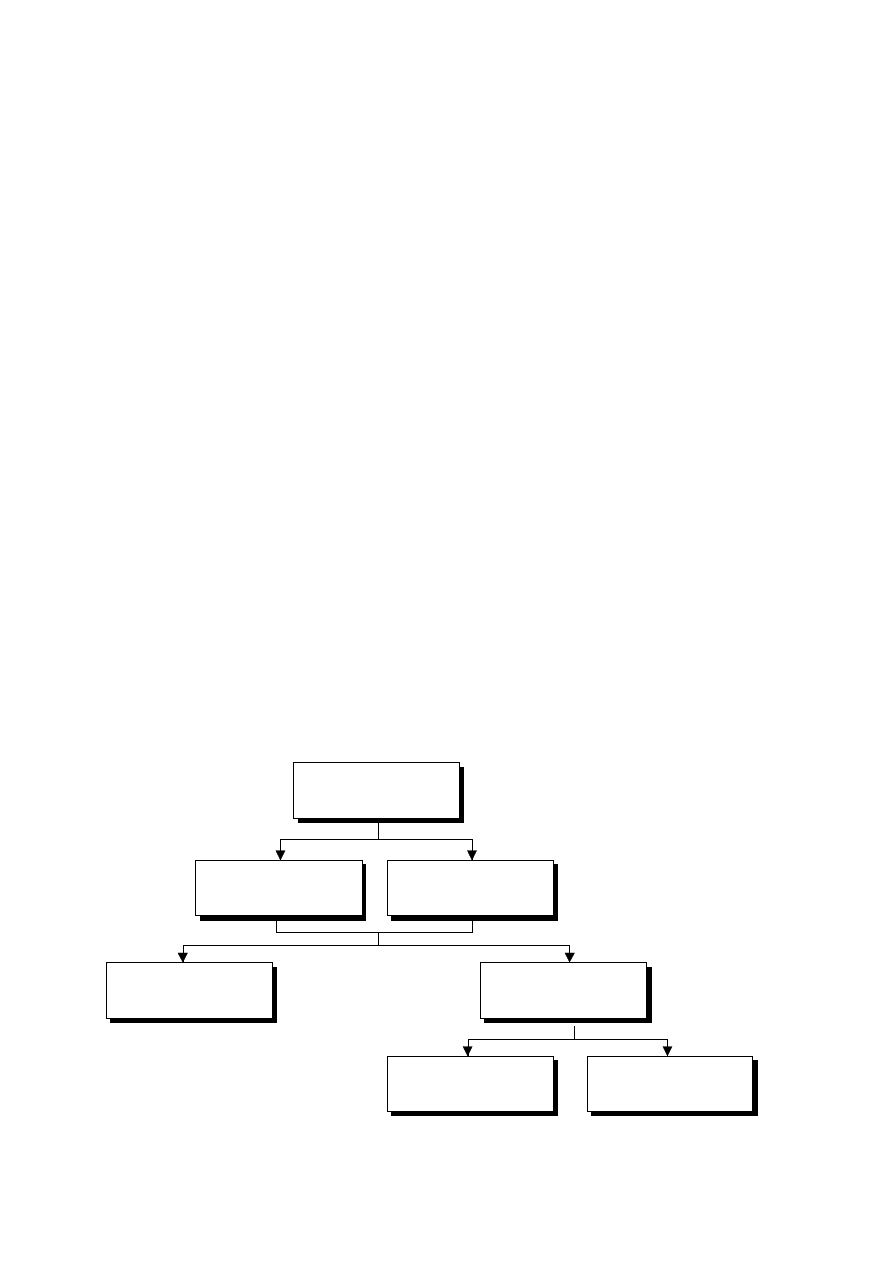
właściwości strukturotwórcze, poprawiające strukturę nawożonej gleby i to zarówno gleb
ciężkich - przez poprawę ich przewietrzania, jak i lekkich - poprzez poprawę kapilarnej
pojemności wodnej. Wysoka temperatura procesu kompostowania zapewnia
bezpieczeństwo kompostu pod względem sanitarnym, który musi spełniać również
wymagania pod względem zawartości metali ciężkich.
W oczyszczalniach ścieków, gdzie przeróbka osadów obejmuje proces fermentacji
i odwadniania, kompostowanie może być zastosowane jako proces końcowego
uszlachetniania osadów, pozwalający na uzyskanie materiału o wysokich cechach
jakościowych, który może być wykorzystany przyrodniczo (przy założeniu, że spełnia on
wymagania dotyczące zawartości metali ciężkich), bądź sprzedany potencjalnym
odbiorcom. Kompostowanie osadów, pozwala na uzyskanie produktu dojrzałego,
zhumifikowanego, całkowicie stabilnego, o zapachu ziemi i luźnej strukturze ułatwiającej
stosowanie do nawożenia, dłuższego magazynowania bądź dogodnego transportu.
Kompostowanie osadu wymaga wymieszania go ze środkiem strukturotwórczym,
np. trocinami, wiórami bądź innymi odpadami, aż do uzyskania 40-50% s.m. mieszaniny.
Stąd bardzo korzystne jest połączenie dwóch odpadów w procesie kompostowania np.
osadów i organicznej frakcji odpadów komunalnych będącej źródłem węgla, poprawiając
tym samym stosunek C:N, który powinien wynosić ok. 30:1.
Kompostowaniu mogą być poddawane osady nieustabilizowane, ustabilizowane,
odwodnione, nieodwodnione. Kompostowanie osadów surowych jest korzystne ze
względu na dużą zawartość substancji organicznych będących źródłem węgla
organicznego, jednak takie osady mogą być skażone organizmami chorobotwórczym.
Mogą one być zredukowane w procesie kompostowania, jednak jeżeli kompost ma
odpowiadać standardom sanitarnym, często wymagana jest stabilizacja osadów.
Kompostowanie
osadów ściekowych
Z dodatkiem materiału
strukturotwórczego
Kompostowanie
w pryzmach, stosach
Kompostowanie
w reaktorach
Bez dodatku materiału
strukturotwórczego
Kompostowanie
statyczne
Kompostowanie
dynamiczne
Rys.7. Technologie kompostowania osadów ściekowych

Osady przefermentowane, odwodnione są bezpieczne pod względem sanitarnym,
jednakże proces fermentacji metanowej pozbawia ich części substancji organicznych,
co stwarza konieczność dodawania łatwo rozkładalnych odpadów organicznych. Osady
uwodnione przeznaczone do kompostowania wymagają dodatkowego materiału w celu
osiągnięcia pożądanej zawartości wody i stworzenia odpowiednich warunków
napowietrzania. Przy zawartości wody powyżej 60%, w trakcie kompostowania tlenowego
zaczynają występować lokalne procesy beztlenowe. Najczęściej do kompostowania
kieruje się osady surowe odwodnione do 18-25 % s.m.
Z punktu widzenia technologii kompostowanie osadów ściekowych można prowadzić
w pryzmach lub reaktorach bez lub z dodatkami materiału strukturotwórczego (rys.7).
Do stosowanych obecnie metod kompostowania należą:
•
metoda pryzmowa oraz stosu napowietrzanego,
•
kompostownie w urządzeniach mechanicznych - m.in. ORGANIC-90, HORSTMANN,
STRABAG/HARTEX.
Najczęściej stosowaną metodą kompostowania jest metoda pryzmowa. Metoda ta
polega na usypywaniu pryzm z osadów zmieszanych z materiałem strukturotwórczym
oraz okresowym przewracaniu ich celem napowietrzania. Przebieg procesu w każdej
pryzmie powinien być kontrolowany przez pomiar temperatury, wilgotności oraz
przestrzeganie terminów przesypywania materiału w pryzmie. Celem redukcji
nieprzyjemnych zapachów poleca się kompostowanie w stosie, gdzie powietrze zasysane
jest przez pryzmę. Stos można traktować jako reaktor otwarty, w którym poprzez
napowietrzanie kontroluje się: temperaturę, natlenianie, wilgotność kompostującej
biomasy. Kompostowanie w takim stosie charakteryzuje się wieloma zaletami. Są to
m.in. mniejsza ilość nieprzyjemnych zapachów, dobra higienizacja i stabilizacja osadów.
Do wad niestety zaliczyć należy większe zapotrzebowanie na powierzchnię terenu.
Trudności z kontrolą zapachów w kompostowniach otwartych oraz usprawnienia
technologii mieszania powodują, że ostatnio poleca się coraz częściej kompostowanie
w reaktorach zamkniętych.
Podstawowe zalety i wady kompostowania osadów ściekowych zestawiono poniżej [39]:
Zalety:
-
redukcja objętości materiału, który musi być transportowany z oczyszczalni do
rolników,
-
ułatwienie w odniesieniu do zagospodarowania osadu – kompostowania i
magazynowanie mogą być położone w innym miejscu niż oczyszczalnia, jak również
mogą znajdować się na terenie oczyszczalni,
-
ułatwienie w stosowaniu (w rolnictwie) ze względu na mniejszą zawartość wody,

-
kontrola kompostu na końcu procesu kompostowania; w przypadku stabilnego
procesu ustabilizowana jakość kompostu,
-
kontrola zawartości azotu i fosforu do poziomu wymaganego przez zastosowanie
rolnicze,
-
kontrola parametrów higienicznych produktu przed zastosowaniem rolniczym.
Wady:
-
koszty kompostowania są wyższe od prostego wprowadzania osadów do gleby w celu
wykorzystania rolniczego,
-
napowietrzanie podczas kompostowania wymaga energii,
-
potrzebny jest rynek zbytu na kompost; istnieją inne konkurencyjne środki
stosowane do ulepszenia gleby, które mogą być tańsze, lub łatwiejsze w użyciu,
-
brak wiedzy o zawartości organicznych mikrozanieczyszczeń i patogenów w osadach
ściekowych i ich wpływu na łańcuch pokarmowy.
Przy szacowaniu kosztów inwestycyjnych i eksploatacyjnych przedsięwzięcia muszą być
dodatkowo wzięte pod uwagę następujące koszty:
-
koszt transportu osadu do instalacji kompostowania,
-
koszty inwestycyjne kompostowni,
-
koszty eksploatacyjne kompostowni,
-
koszty kontroli jakości kompostu,
-
koszty marketingu,
-
koszty transportu kompostu z kompostowni do odbiorcy.
W krajach Unii Europejskiej średni koszt kompostowania osadów ściekowych wynosi od
120 do 400 euro/Mg suchego osadu, w zależności od uwarunkowań lokalnych (Uhre,
1997).
4.3. Suszenie osadów ściekowych
Suszenie osadów ściekowych jest procesem pośrednim, przekształcającym osady
w produkt o określonych parametrach ułatwiających ich ostateczne zagospodarowanie.
Polega na wytworzeniu z mechanicznie odwodnionego osadu trwałego produktu
o zawartości około 90% s.m., który może być wykorzystywany jako nawóz organiczny
np. w postaci granulowanej lub paliwo energetyczne. W wyniku suszenia objętość
mechanicznie odwodnionego osadu maleje cztero- do pięciokrotnie. Wysuszony
termicznie osad jest pozbawiony organizmów chorobotwórczych, stąd też, jeśli nie
zawiera nadmiernej koncentracji metali ciężkich może być wykorzystywany w wyżej
wymieniony sposób.
W wyniku termicznego suszenia osadów wytwarzany jest materiał, który nie stanowi
zagrożenia dla zdrowia, nie ulega rozkładowi biologicznemu w trakcie przechowywania.
Proces suszenia nie zmienia w zasadzie składu chemicznego osadu, stąd też właściwości
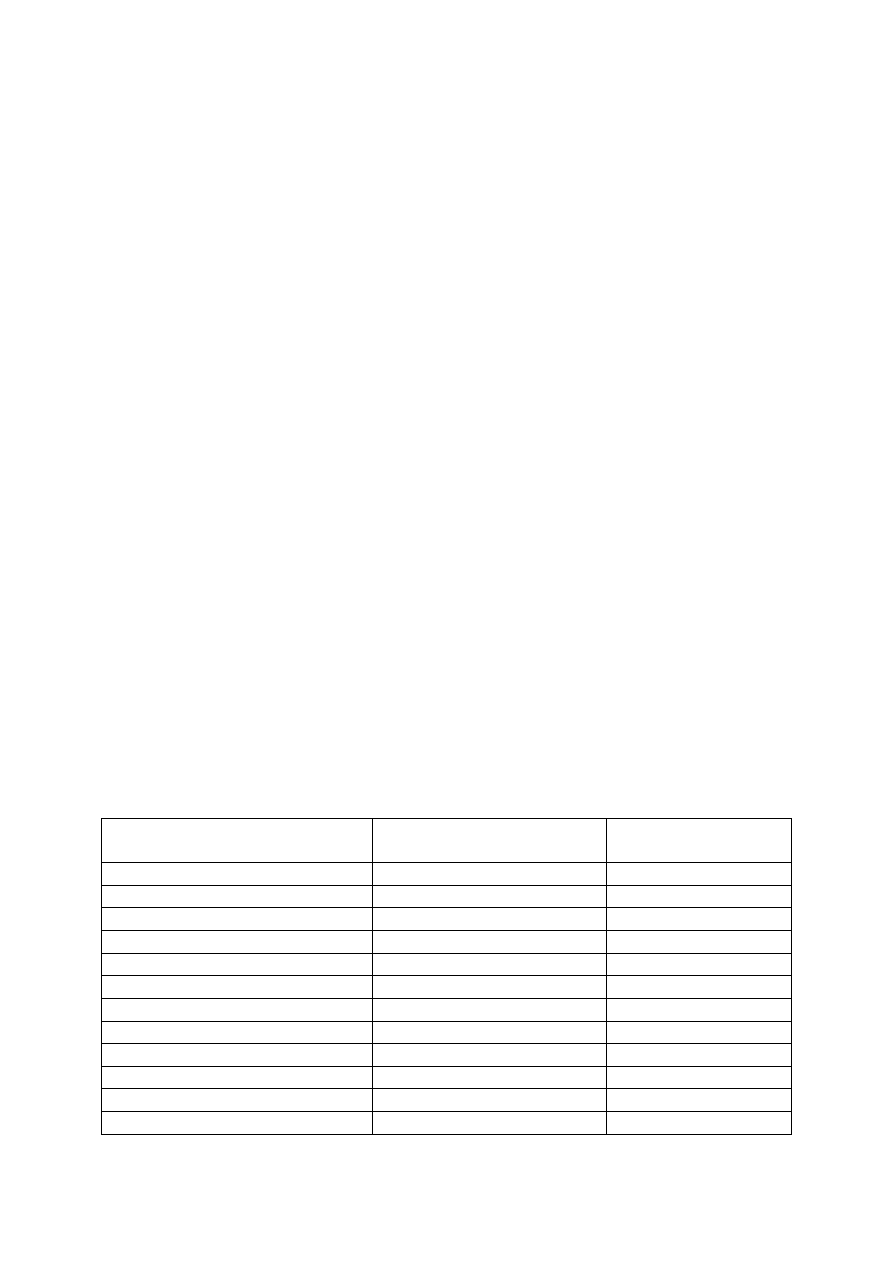
nawozowe pozostają bez zmian, a kaloryczność osadu wzrasta, w wyniku obniżenia
zawartości wody. W zależności od zastosowanej technologii suszenia uzyskuje się osad
o różnych właściwościach. Suszarki bębnowe i talerzowe pozwalają uzyskać granulat
twardy, odporny na ścieranie i zawierający minimalną ilość pyłu. W suszarkach
taśmowych otrzymuje się osad mniej twardy, ilość pyłu jest większa. Dlatego wybierając
technologię suszenia należy brać pod uwagę sposób końcowego wykorzystania osadu
[44].
W zależności od technologii, wysuszone osady posiadają formę:
•
okrągłych, regularnych, twardych granulek o średnicy 2-6 mm, nierozmywających się
w wodzie, prawie bezwonnych;
•
nieregularnie ciętych „makaroników”, twardych o średnicy 2-6 mm, długości 1-2 cm,
nierozmywających się w wodzie, prawie bezwonnych;
•
nieregularnych kawałków, prawie bezwonnych, jednakże o mniejszej twardości aniżeli
wyżej opisane, z tendencją do tworzenia pyłu podczas przesypywania czy transportu.
Wysuszone termicznie osady charakteryzują poniższe parametry:
•
zawartość
suchej
masy
85-92%
•
zawartość pyłu
<
100
µ
m
poniżej 1%
•
ciężar
nasypowy
650-750
kg/m
3
•
wartość kaloryczna:
osad surowy mieszany, wstępny + wtórny
20 000 kJ/kg sm
osad beztlenowo stabilizowany, mieszany wstępny +wtórny
11 000 kJ/kg sm
Skład chemiczny osadu (tab.10) w zasadzie nie ulega zmianie podczas procesu suszenia.
Zmiany występują jedynie w przypadku gdy temperatura w jakiej suszone są osady
przekroczy 85
°
C, następuje wówczas zwęglanie substancji organicznych.
Tab.10. Skład chemiczny suszonego termicznie osadu komunalnego wg Jacobsa.
Wartości minimalne
g/kg sm
Wartości maksymalne
g/kg sm
Związki organiczne
488
720
Związki mineralne
512
280
Azot
21
67
Fosfor P
2
O
5
25
112
Potas K
2
O 0,13
0,21
Magnez Mg
0,3
0,8
Arsen As
0,008
0,012
Kadm Cd
0,003
0,008
Kobalt Co
0,002
0,020
Chrom Cr
0,072
0,430
Miedź Cu
0,228
0,580
Ołów Pb
0,098
0,650
Rtęć Hg
0,0006
0,007
Molibden Mo
0,005
0,020
Nikiel Ni
0,028
0,156
Selen Se
0,001
0,010
pH 6,5
7,5
Podczas suszenia osady ulegają częściowej pasteryzacji (temp.85
°
C przez około
30 minut). Natomiast osady podgrzane podczas suszenia metoda kontaktową do 100-
140
°
C podlegają nawet częściowej sterylizacji [44].
Charakterystyka mikrobiologiczna osadu suszonego w bębnowej suszarce konwekcyjnej:
•
bakterie coli (posiew na płytce) 37
°
C
41 000
•
bakterie Salmonella
nie wykryto
•
ilość form przetrwalnikowych w 100 g sm osadu:
Cryptosporidial
10/100g
Giardia
5/100g
•
ilość żywych jaj przedstawicieli fauny pasożytniczej w 100 g sm osadu:
Taenia
10/100g
Ascaris
10/100g
Cryptosporidial oocyst
10/100g
Osady ściekowe poddawane są procesowi termicznego suszenia w celu ułatwienia ich
dalszego wykorzystania. Mogą być magazynowane przez nieograniczony czas, a także
transportowane jako materiał niestwarzający zagrożenia na drogach publicznych.
Wg [39] suszenie osadów ściekowych pozwala na osiągnięcie 8-10% wilgotności
w produkcie końcowym. Z technicznego punktu widzenia istnieją dwa sposoby
rozwiązania instalacji (dostępne na rynku) – suszarnia pionowa i suszarnia pozioma.
Suszenie przy użyciu suszarki pionowej jest korzystniejsze ze względu na jednoczesne
suszenie osadu i tworzenie się granulek (niektóre suszarki poziome dodatkowo wymagają
osobnego urządzenia do granulowania wysuszonego osadu, które zużywa znaczną ilość
energii elektrycznej) poza tym suszarka pionowa zajmuje mniej powierzchni niż suszarka
pozioma. Proces suszenia prowadzony jest przeważnie w temperaturze poniżej 100ºC
(zazwyczaj 80-85º).
Suszenie jest procesem, który poprawia walory aplikacyjne osadów ściekowych
w przypadku rolniczego wykorzystania.
Rozróżnia się proces suszenia całkowitego, w którym uzyskiwana zawartość s.m.
wynosi powyżej 85% oraz suszenie częściowe, w którym zawartość s.m. jest niższa niż
85%. Kryterium rozróżniającym proces suszenia jest rodzaj stosowanej suszarni:
•
do suszenia wyłącznie częściowego,
•
do suszenia w zakresie od częściowego do całkowitego bez mieszania produktu
wysuszonego z mokrym,
•
do suszenia całkowitego z mieszaniem produktu wysuszonego z mokrym.
Przebieg procesu suszenia zależy od:
•
przewodności cieplnej wysuszonego materiału na powierzchni,
•
przesuwającej się wgłąb suszonego materiału powierzchni parowania,
•
możliwości dyfuzji pary powstającej na wewnętrznej powierzchni parowania.
Prędkość suszenia zależna jest od wielu czynników:
•
temperatury,
•
wilgotności,
•
prędkości i kierunku przepływu nośnika ciepła,
•
wielkości odkrytej powierzchni osadu,
•
mieszania osadów,
•
czasu przetrzymania w suszarni,
•
sposobu utrzymania osadów w kontakcie z czynnikiem grzewczym.
Proces suszenia przebiega zgodnie z podanymi poniżej etapami (rys.8) [45]:
1. suszenie wstępne – temperatura osadów wzrasta do stałej wartości,
2. suszenie zasadnicze – stan ustalony (suszenie ze stałą prędkością), prędkość
odparowania wody z powierzchni cząstek jest w zasadzie niezależna od rodzaju
osadów, jest to najdłużej trwające stadium, jego czas zależy od różnicy
wilgotności panującej na powierzchni mokrej cząstki i w fazie gazowej oraz ilości
wody niezwiązanej, zawartej wewnątrz cząstki,
3. suszenie końcowe – okres, w którym rozpoczyna się suszenie ze zmniejszającą się
prędkością prowadzącą do osiągnięcia uwodnienia równowagowego, zależnego od
temperatury suszenia oraz wilgotności powietrza.
Termiczne suszenie osadów jest kosztowne i energochłonne – wymaga dostarczenia
znacznej ilości energii. Zazwyczaj stosowanymi źródłami energii do suszenia są: para,
biogaz, gaz ziemny, olej opałowy czy ciepło odpadowe (tab.11).
Tab. 11. Rodzaj czynnika grzewczego stosowanego w różnych typach suszarek
Zastosowanie
Ciśnienie
Bar
Temperatura
°
C
Gazy spalinowe
Suszarnie bębnowe ~1
≤
850
Spaliny z bloku elektro-
ciepłowniczego
Suszarnie fluidalne
~1
≤
350
Powietrze Suszarnie
bębnowe
Suszarnie taśmowe
~1
≤
450
≤
160
Para wodna
Suszarnie cienkowarstwowe, tarczowe
Suszarnie fluidalne
5-11
≤
20
150 – 180
≤
200
Woda pod ciśnieniem
Suszarnie cienkowarstwowe, tarczowe
j.w.
j.w.
Suszarnie fluidalne
Olej opałowy
Suszarnie cienkowarstwowe, tarczowe
Suszarnie fluidalne
3-4
≤
200
≤
250
Promieniowanie Suszarnie
promiennikowe,
Na podczerwień
~1
<
50
Energochłonność procesu zależy w największym stopniu od uwodnienia osadów.
Zapotrzebowanie energii cieplnej do suszenia w zależności od zawartości suchej masy
w osadzie odwodnionym przedstawia rysunek 9 oraz dane zawarte w tabeli 12. Z
podanych zależności wynika, że osady powinny być odwodnione do co najmniej 20%
s.m., czyli konieczne staje się ich odwadnianie z wykorzystaniem urządzeń
mechanicznych, przy czym im więcej suchej masy zawierają osady po odwadnianiu tym
lepiej. Przykładowo do wysuszenia 1 tony osadów o zawartości 20% s.m. potrzeba
dostarczyć od 60 - 70% więcej energii niż do wysuszenia do 90% s.m. osadu
o zawartości 35% s.m.
W celu umożliwienia całkowitego wysuszenia osadu do zawartości „wilgoci
resztkowej” i jednoczesnego uniknięcia fazy kleistej osady poddawane suszeniu powinny
być mieszane z całkowicie wysuszonym osadem. Zalety recyrkulacji:
•
mieszanie ze sobą zmiennych ilości wysuszonych materiałów pozwala na buforowanie
nierównomierności stężenia suchej masy w odwodnionym osadzie,
•
mieszanie mokrego osadu z osadem wysuszonym pozwala na uzyskanie granulatu
o małej ścieralności, dużej powierzchni zewnętrznej i małym rozrzucie uziarnienia.
W ten sposób uzyskuje się dobre parametry przebiegu procesu suszenia oraz produkt
o dobrej jakości,
•
recyrkulacja wysuszonego osadu umożliwia związanie pyłów powstających podczas
całkowitego suszenia, które są zwykle zagrożeniem dla całego procesu.
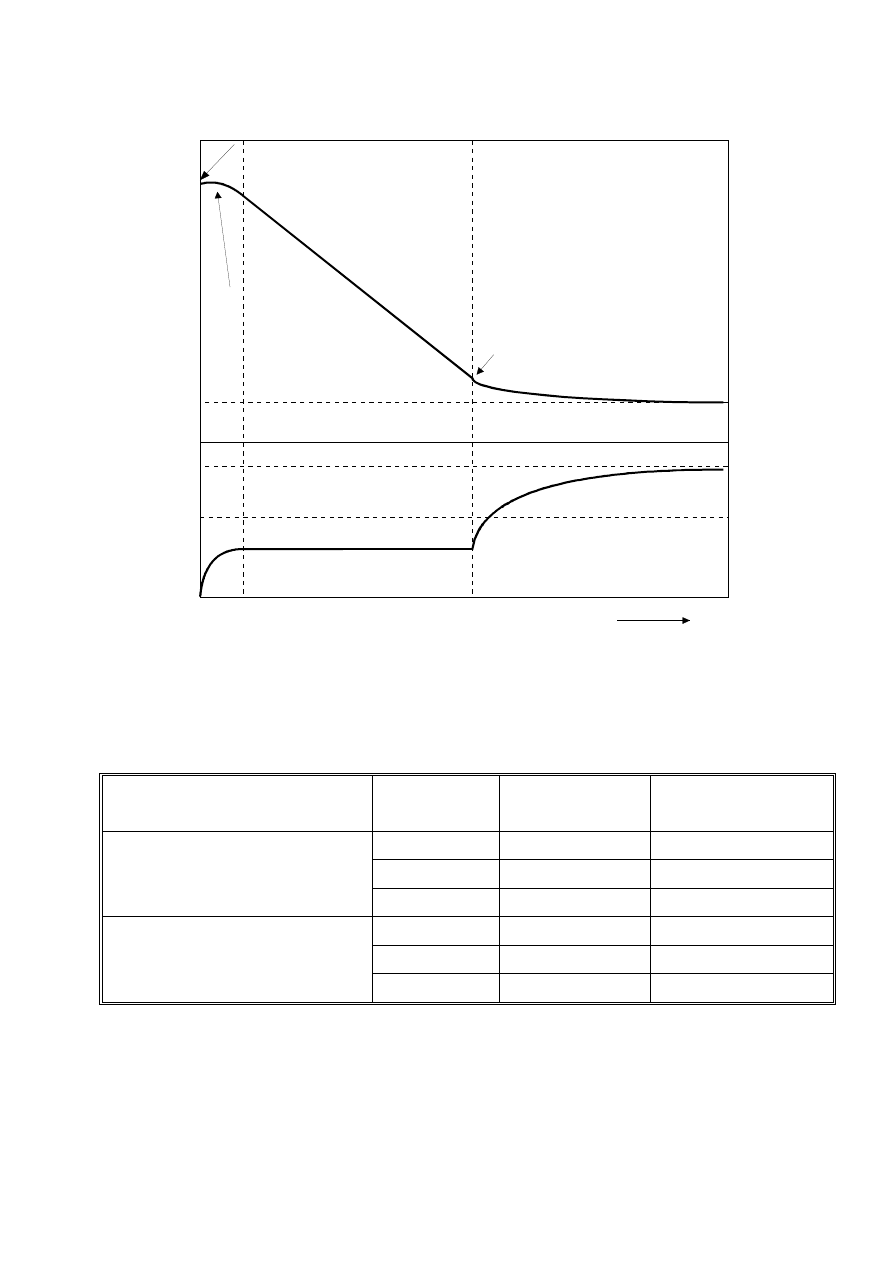
Czas suszenia
Te
mp
er
at
ur
a o
sa
du
(
C
)
U
w
od
ni
en
ie
(
%
)
Suszenie zasadnicze
Suszenie końcowe
wilgotność
krytyczna
uwodnienie osadu
80%
Faza podrzewania
osadu
wilgotność
równowagowa np 10%
Temperatura czynnika
grzewczego
Temperatura
pasteryzacji
Rys.8. Przebieg procesu suszenia
Tab. 12. Zapotrzebowanie paliw do suszenia osadów ściekowych w nowoczesnych
suszarkach z odzyskiem ciepła
Zawartość s.m. w
osadzie poddawanym wysuszeniu
do 90% s.m.
Rodzaj paliwa
Wartość
energetyczna,
kJ/kg
Ilość paliwa do
wysuszenia 1 t osadu
Olej
opałowy
42000
55 –60 kg
20
Gaz ziemny
29000
75 – 85 N m
3
Biogaz
23000
105 – 115 N m
3
Olej
opałowy
42000
40 – 45 kg
35
Gaz ziemny
29000
60 – 65 N m
3
Biogaz
23000
80 - 86 N m
3
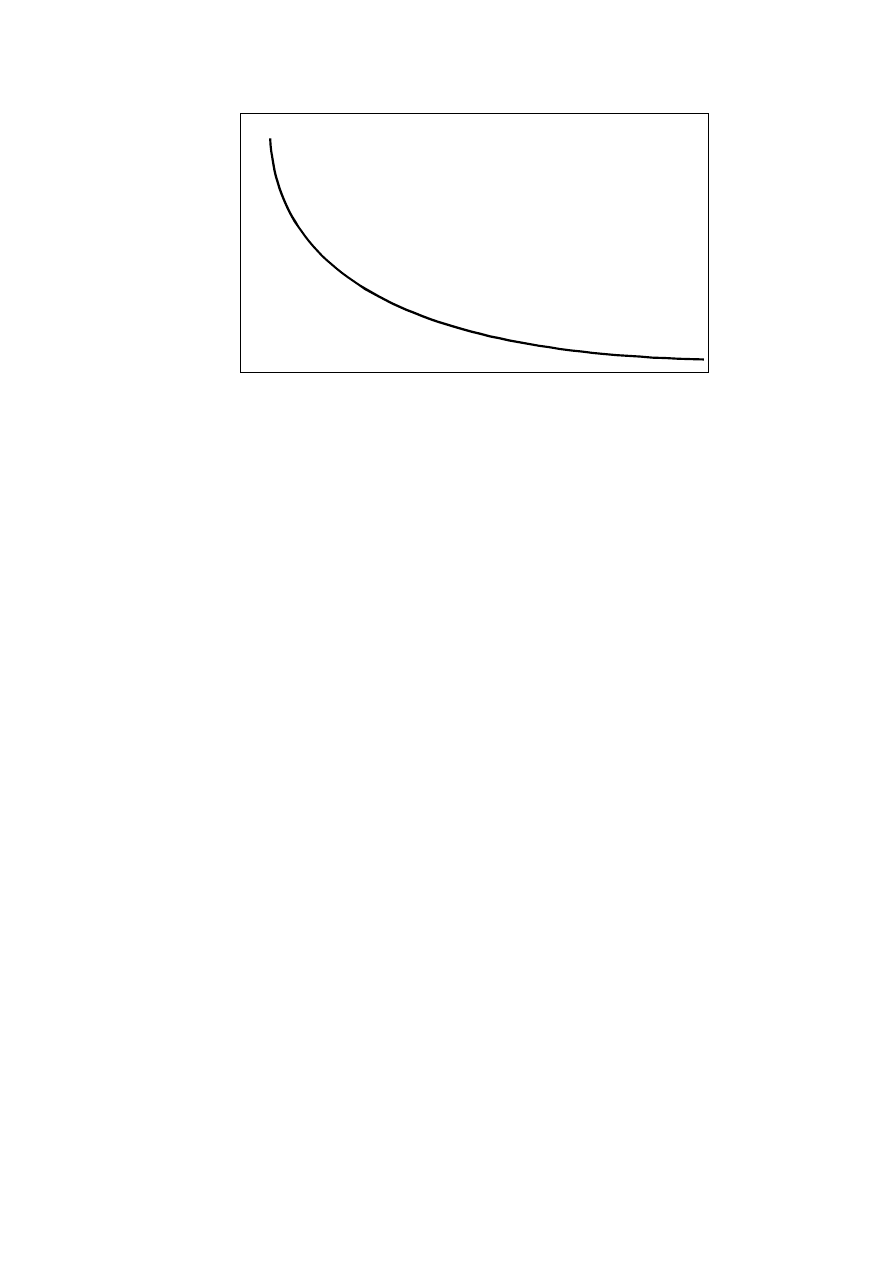
0
25
50
75
100
0
5
10
15
20
25
30
35
40
45
50
Zawartość suchej masy w osadzie [%]
Z
ap
otr
ze
bo
w
an
ie
en
er
gii c
ie
pln
ej
M
J/
t s
.m
.
Rys.9. Zapotrzebowanie energii cieplnej do suszenia osadów ściekowych
Ilość energii potrzebna do suszenia osadów zależy również od rozwiązań
technicznych suszarni tj. typu suszarki, sposobu odzysku ciepła, szczegółowych
rozwiązań technicznych doprowadzenia gazów lub innych mediów grzewczych oraz
charakterystyki osadu.
Istnieje wiele rozwiązań technicznych stosowanych w suszarniach osadów.
Instalacje te różnią się układem dostarczenia ciepła, przygotowania osadów do suszenia
i systemem oczyszczania gazów. Główny podział suszarek oparty jest na sposobie
przenoszenia ciepła do cząstek suszonego osadu. W oparciu o ten aspekt dokonano
podziału suszarek na dwa podstawowe typy: konwekcyjne (bezpośrednie), w których
czynnik grzewczy styka się bezpośrednio z materiałem poddawanym suszeniu oraz
kontaktowe, w których substancja transportująca ciepło jest oddzielona ogrzewaną
powierzchnią od suszonego materiału (rys.10). Wyróżnia się również suszarnie
promiennikowe wykorzystujące proces przenoszenia ciepła bez użycia paliwa, za pomocą
promieniowania elektromagnetycznego lub promieniowania podczerwonego.
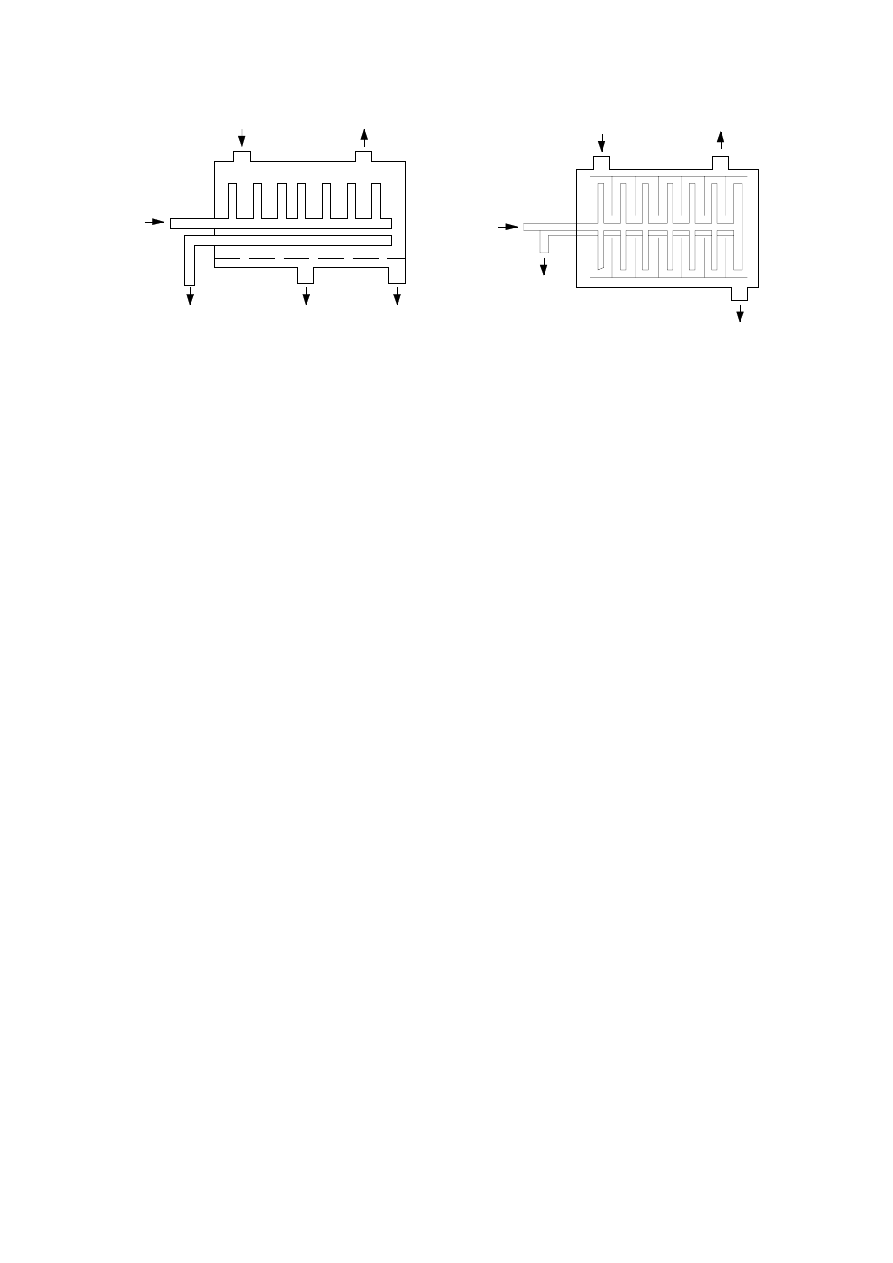
Osad
Gazy
Para
Kondensat
Ciepło
Osad
W ysuszony
Para
Kondensat
Osad
Wysuszony
Osad
Gazy
a)
b)
Rys.10. Zasada działania różnych typów suszarek: a) konwekcyjna, b) kontaktowa
W przypadku suszarek konwekcyjnych ciepło przenoszone jest zgodnie z następującym
równaniem:
q = k
⋅
(t
g
- t
f
)
⋅
A
gdzie: q - strumień ciepła przeniesionego konwekcyjnie, W
k - współczynnik konwekcyjnej wymiany ciepła, W/m
2
⋅
°
C,
t
g
- temperatura gazu,
°
C,
t
f
- temperatura powierzchni cząstek osadu,
°
C,
A - powierzchnia cząstek osadu kontaktującego się z gazem, m
2
.
Z kolei w suszarkach kontaktowych ciepło przenoszone jest przez powierzchnie
ogrzewaną rozdzielającą czynnik grzewczy od materiału ogrzewanego zgodnie
z równaniem:
q’ = k’
⋅
(t
m
- t
f
)
⋅
A
gdzie: q’ - strumień ciepła przeniesionego kontaktowo, W
k’ - współczynnik kontaktowego przenoszenia ciepła, W/m
2
⋅
°
C,
t
m
- temperatura powierzchni grzewczej,
°
C,
t
f
- temperatura powierzchni cząstek osadu,
°
C,
A - powierzchnia grzewcza, m
2
.
Obecnie coraz częściej odchodzi się od stosowania suszarek konwekcyjnych.
Przyczynami, które spowodowały zaniechanie technologii suszenia bezpośredniego są:
•
problemy z przyjmowaniem osadów o zmiennej formie plastycznej do wnętrza suszarki
właściwej, gdyż w procesie następuje często generowanie bloków osadu o znacznej

objętości i niejednorodnej wilgotności tzn. spieczone na zewnątrz oraz nieznacznie
wysuszone wewnątrz,
•
trudności w uzyskaniu jednorodnego produktu suszenia osadu i opanowanie w sposób
stabilny procesu, gdyż bardzo często tworzy się bądź faza plastyczna wewnątrz
suszarki, bądź tworzy się niejednorodny produkt z nadwyżką produktu suchego
stwarzającego możliwość pirolizy, w wyniku której następuje otwarte palenie się
w obecności czynnika ciepłonośnego przy bezpośrednim kontakcie w temperaturze
powyżej 500
°
C,
•
poważne trudności eksploatacyjne z powodów podanych wyżej, w wyniku których
nastąpiło zatrzymanie instalacji (Bourg, St. Maurice) lub też wybuchy pyłów (Montreal,
Genewa, Toulouse). Trudności te potwierdzone zostały też w jedynej instalacji
prototypowej tego typu w Polsce w oczyszczalni ścieków w Gdyni-Dębogórze,
•
duże zanieczyszczenie gazów odlotowych związkami lotnymi i pyłem.
Cytując za [39] można przedstawić wady i zalety procesu suszenia osadów:
Zalety:
-
usunięcie wody, co oznacza znaczne zmniejszenie masy osadów do
zagospodarowania,
-
możliwość zastosowania w rolnictwie (przy spełnieniu określonych kryteriów),
-
możliwość wykorzystania jako paliwo alternatywne w cementowniach, elektrowniach,
elektrociepłowniach i ciepłowniach oraz w spalarniach.
Wady:
-
suszenie osadów z przeznaczeniem na paliwo jest bardziej efektywne energetycznie,
jeżeli prowadzone jest na terenie spalarni, z wykorzystaniem ciepła odpadowego,
-
wysuszony materiał nadal może charakteryzować się zawartością metali ciężkich,
mikrozanieczyszczeń organicznych i patogenów.
Koszt suszenia osadów ściekowych w krajach Unii Europejskiej w nowoczesnych
suszarko-granularkach wynosi od 150 do 400 euro/Mg suchej masy (Uhre, 1997).

Przykłady technologii suszenia osadów ściekowych
Firma Veolia Water Systems [46] proponuje proces suszenia konwekcyjnego
średniotemperaturowego - BIOCON
®
. System ten proponowany jest do suszenia
osadów z komunalnych i przemysłowych oczyszczalni ścieków. Osady podawane do
suszenia powinny zawierać nie mniej niż 18% s.m. Osad podawany do suszarni
rozprowadzany jest cienkimi pasmami na powierzchni taśmy perforowanej, przez którą
przedmuchiwane jest ciepłe powietrze. W procesie tym występują trzy strefy suszenia:
-
suszenie w temperaturze ok.180ºC,
-
suszenie w temperaturze ok.90ºC,
-
suszenie w temperaturze ok. 50ºC.
Całkowity czas zatrzymania osadu w suszarce wynosi ok.1 godziny. Źródłem ciepła może
być olej grzewczy, gorąca woda, ciepło z chłodzenia generatorów gazowych, para
niskoparametrowa ewentualnie inne ciepło odpadowe dostępne na oczyszczalni ścieków.
Proces jest bezpieczny i nie stwarza zagrożenia wybuchem.
Osad wysuszony w procesie BIOCON
®
posiada ok. 90% s.m. i postać niejednorodnego
granulatu. Istnieje możliwość odzysku ok. 30% energii włożonej do procesu w postaci
ciepłej wody obiegowej. Ciepło to może być wykorzystane do ogrzewania osadu
w komorach fermentacji. Wysuszony osad jest całkowicie zhigienizowany i może być
stosowany jako nawóz lub spalany. Osad jest przystosowany do rozsiewania za pomocą
standardowych urządzeń rozsiewających nawóz.
System ten zastosowany jest w Randers (Dania), Hundested (Dania), Falun (Szwecja),
Mora (Szwecja).
Interesującą alternatywą dla suszenia wysokotemperaturowego jest proces suszenia
z wykorzystaniem powietrza zewnętrznego wg firmy Klein [47]. Opuszczający
urządzenie do mechanicznego odwadniania osad zostaje w ślimaku łopatkowym tak
rozdrobniony, że powstaje granulat o średniej wielkości ziarna około 5 mm. Granulat ten
zostaje równomiernie rozłożony na taśmie filtracyjnej z dużymi oczkami, która poziomo
bardzo wolno przemieszcza się wzdłuż suszarni. Powietrze pobierane z otoczenia,
odsysane wentylatorem przechodzi przez taśmy z nałożonymi warstwami granulatu.
Wilgoć zawarta w zgranulowanym osadzie przekazywana jest na zasadzie wymiany masy
w temperaturze otoczenia. Według danych eksperymentalnych wszystkie rodzaje osadów
mogą zostać odwodnione do 35 - 80% s.m. podczas suszenia trwającego od 1 do 1,5
godziny.
Suszarnie powietrzem zewnętrznym składają się z dwóch kondygnacji, powietrze
zewnętrzne przepływa więc przez obie warstwy granulatu do momentu nasycenia się
wilgocią. Wysuszenie do 80% s.m. jest osiągane w tej konstrukcji w ciągu maksymalnie

1,5 godziny, przy przeciętnych warunkach pogodowych tj. przy relatywnej wilgotności
powietrza do 80% i temperaturze powietrza ponad 10
°
C. Przy wyższej wilgotności
i mniejszej temperaturze spada zdolność suszenia powietrzem zewnętrznym, w tym
przypadku konieczne jest dodatkowe ogrzewanie poprzez grzejnik olejowy lub gazowy
względnie ogrzewanie elektryczne, które podgrzewa powietrze wchodzące do około 10
°
C
i tym samym zapewnia odpowiedni efekt suszenia. Wysuszony granulat zostaje za
pomocą podajnika ślimakowego usunięty z suszarni i bezpyłowo magazynowany. Część
granulatu, której ilość zależna jest od stopnia łatwości odwadniania danego osadu, jest
oddzielana, mielona i zawracana z powrotem do systemu, bowiem warunkiem
granulowania osadu jest zmieszanie substancji suchej z osadem uwodnionym. Po
czynności suszenia osad zawiera 80-90% s.m., a jego uziarnienie wynosi szacunkowo 1-3
mm. Suszenie zimnym powietrzem wykazuje szereg zalet wobec suszarek termicznych,
głównie z uwagi na zapotrzebowanie energii. Nie występują również żadne emisje
substancji szkodliwych, jakie mają miejsce przy suszeniu termicznym. Powietrze
zasysane przez suszarkę może być bez obróbki następczej odprowadzane bezpośrednio
do otoczenia. Nie ma ono zapachu, nie wykazuje zwiększonej zawartości zarodków i jest
wolne od substancji szkodliwych oraz nie stwarza uciążliwości zapachowych.
Suszarnie SWISS COMBI TECHNOLOGY [48] wykorzystują zamknięty obieg suszenia
osadów z ogrzewaniem pośrednim, praktycznie bez emisji odorów i zanieczyszczeń.
Osady ściekowe w procesie suszenia przekształcają się w pasteryzowany granulat, który
może być zastosowany jako źródło energii w cementowniach i kotłowniach węglowych,
bądź jako nawóz wykorzystywany do upraw rolniczych, parków, lasów, pól golfowych
i rekultywacji terenów.
Wysuszony osad:
•
zawiera ponad 90% substancji stałych i minimalną ilość pyłu,
•
charakteryzuje się brakiem pasożytów i w znacznej mierze bakterii chorobotwórczych,
•
wytwarzany jest w postaci ziaren o wielkości dostosowanej do potrzeb odbiorcy,
•
ziarna nie ulegają deformacji podczas transportu i w kontakcie z wodą,
•
może być sprzedawany luzem lub opakowany.
W zastosowanej technologii osad odwodniony mechanicznie mieszany jest
z poprzednio wysuszonym osadem i suszony w bębnie obrotowym gorącymi gazami. Po
opuszczeniu bębna suchy osad jest oddzielany od gazów i segregowany. Tylko
jednorodny granulat o wielkości kilku milimetrów stanowi produkt końcowy. Pozostałe
frakcje są wykorzystywane do mieszania z mokrym osadem. Pary i gazy z bębna
obrotowego, po usunięciu pyłów są kierowane do wymiennika ciepła a ich nadmiar jest
schładzany. Powstały kondensat o temperaturze 80-90
°
C po oddaniu ciepła jest
odprowadzany do kanalizacji. Pozostałe, nieskondensowane gazy są spalane

w temperaturze 800
°
C wraz z paliwem użytym do ogrzewania wymiennika ciepła.
Krążące w obiegu zamkniętym gazy, po opuszczeniu bębna i odpyleniu są podgrzewane
w wymienniku ciepła. Do wymiennika może być dostarczane ciepło odpadowe w postaci
pary, spalin ze spalarni odpadów, turbin gazowych i innych źródeł a także ciepło ze
spalania biogazu, gazu ziemnego i oleju opałowego. Suszenie odbywa się w szczelnej
instalacji, w znacznej części pracującej w podciśnieniu. Emitowane gazy nie mają
kontaktu z suszonym osadem i stąd nie są zagrożeniem dla środowiska.
Urządzenia stosowane do suszenia osadów
Suszarki pośrednie, wzbudzające coraz większe zainteresowanie, charakteryzuje
rozdział osadu od czynnika grzewczego. Niestety suszarnie z pośrednim ogrzewaniem
zużywają więcej energii, lecz za to emisja zanieczyszczeń jest znacznie mniejsza,
szczególnie w suszarkach z zamkniętym obiegiem gazów. Do najbardziej znanych
rozwiązań w zakresie suszarek pośrednich należą:
•
suszarki cienkowarstwowe,
•
suszarki obrotowe (bębnowe),
•
suszarki komorowe łopatkowe,
•
suszarki komorowe łańcuchowe łopatkowe,
•
suszarki komorowe tarczowe,
•
suszarki wielopółkowe,
•
suszarki fluidalne.
Niektóre z nich (np. bębnowe, fluidalne, taśmowe) mogą pracować zarówno
w systemie suszenia pośredniego jaki i bezpośredniego. Do suszarek konwekcyjnych
należy suszarka typu CENTRIDRY, suszarka powietrzna firmy KLEIN. Inny typ suszarni
reprezentują suszarnie słoneczne.
Suszarnia cienkowarstwowa (zbudowana z poziomego stojana o podwójnych ściankach
oraz wirnika) - w suszarni tego typu ciepło doprowadzane jest przez podwójny płaszcz
cylindra w postaci nasyconej pary wodnej. Przyspawane do wirnika łopatki rozprowadzają
odwodniony osad na wewnętrznych ścianach stojana i zeskrobują wysuszony osad ze
ścian. Ukształtowanie wirnika powoduje spiralny transport suszonego osadu wzdłuż
powierzchni grzewczych. Ruchome łopatki wirnika powodują ciągłe mieszanie osadu
i rozbijanie aglomeratów powstających w fazie kleistej. Z powodu ciągłej wymiany
warstwy osadu na powierzchniach grzewczych, jego małych ilościach i stałego mieszania
możliwe jest bezproblemowe przejście przez fazę kleistą. Parametrami wysuszenia są:
zawartość s.m. w osadzie doprowadzanym oraz ilość doprowadzanego osadu.

Suszarnia tarczowa (zbudowana ze stojana oraz ruchomego wirnika z zamontowanymi,
dwuściennymi tarczami) – w urządzeniu tym wał i tarcze ogrzewane parą nasyconą
o ciśnieniu ok.10 bar lub ogrzanym olejem. Mały rozstaw tarcz umożliwia uzyskanie dużej
powierzchni grzewczej. Umożliwia to budowę urządzeń o stosunkowo niewielkich
rozmiarach. Wolne obroty wirnika (prędkość liniowa ~ 1 m/s) zapewniają dobre
wymieszanie osadu i wytwarzanie ciągle zmiennych powierzchni suszenia. Tarcze
suszarni narażone są na duże zużycie i korozję. Opary usuwane są przez kolumnę
w górnej części stojana. Przekrój kolumny określa prędkość przelatujących gazów, która
musi umożliwić transport pyłów zawartych w oparach. Stopień wysuszenia regulowany za
pomocą stopnia recyrkulacji oraz ilością osadu doprowadzanego do suszarni.
Kombinacja suszarni cienkowarstwowej i tarczowej – realizując kombinację suszarni
cienkowarstwowej i tarczowej wykorzystuje się zaletę suszarni cienkowarstwowych
polegającą na bezproblemowym przejściu przez fazę kleistą. Po osiągnięciu 55-60% s.m.
osad podawany jest bezpośrednio do suszarni tarczowej. Zaletą tej kombinacji jest brak
recyrkulacji osadu wysuszonego i zmniejszenie wymiarów suszarni tarczowej.
Suszarnia bębnowa – głównym elementem urządzenia jest obrotowy bęben, w którym
następuje właściwe suszenie. Osady transportowane są przy pomocy gorącego gazu lub
przez odpowiednie nachylenie bębna. Wysuszony osad kierowany jest na sita. Większe
ziarna są mielone i wraz z odsianym pyłem zawracane do mieszalnika. Sterowanie
procesem następuje na podstawie pomiaru temperatury osadu. Wielkością sterowaną jest
moc cieplna dostarczana przez palnik. Struktura uzyskanego granulatu zależna jest od
mieszalnika wysuszonego osadu recyrkulowanego, umieszczonego przed suszarnią.
Suszarnia fluidalna – zasada działania polega na wytworzeniu za pomocą strumienia
powietrza lub gazu warstwy fluidalnej. Cząstki osadów utrzymywane są w zawieszeniu
i intensywnie mieszane przez co uzyskuje się lepszą wymianę ciepła i lepszy transport
masy na skutek kombinowanego suszenia kontaktowego (na rurach z parą w warstwie
fluidalnej) oraz suszenia konwekcyjnego przez podgrzane wirujące powietrze lub gaz.
W warstwie fluidalnej suszony osad nabiera struktury granulkowatej o wielkości ziaren od
1 do 5 mm. Otrzymany produkt nie zawiera pyłu i dlatego może być składowany
w silosie. Sterowanie odbywa się na podstawie temperatury złoża. Ilość dostarczanego
ciepła regulowana jest przez ilość wprowadzanego osadu w ten sposób, że w złożu
fluidalnym ustala się temperatura 85
°
C (94% s.m.).
Suszarnia CENTRIDRY – metoda ta łączy odwadnianie i suszenie. Doprowadzany płynny
osad może być wysuszony do uzyskania wartości s.m. w granicach 50-95%. Płynne

osady odwadniane są w wirówce. Odwodnione osady spadają na tarczę rozbijającą, która
powoduje rozpad osadu na drobne części. Nośnik ciepła zasysany jest do komory
suszenia przeciwprądowo. Proces suszenia zachodzi w ciągu bardzo krótkiego czasu (kilka
sekund). Ciepło dostarczane do obiegu gazów pochodzi ze spalania gazu. Opary
opuszczające suszarnię przechodzą przez cyklon. Powstający produkt odznacza się dużą
różnorodnością uziarnienia. Sterowanie procesem odbywa się za pośrednictwem
ciśnienia, temperatury, strumienia dopływu mokrego osadu, poziomu napełnienia
i obrotów wirówki.
Suszarnia taśmowa – suszarka podzielona jest na komory oddzielone blachami ze
specjalnymi otworami. Na wejściu do suszarni konieczne jest zainstalowanie granulatora,
który na początku ustala późniejszą strukturę uziarnienia wysuszonego osadu. Osady
przeciskane są przez blachę z otworami i zrzucane bezpośrednio na taśmę suszarni.
Suszony osad układany jest na perforowanej, nierdzewnej taśmie transportowej
i ogrzewany od spodu gorącym gazem. Gorący gaz wdmuchiwany jest dmuchawami do
poszczególnych komór od dołu komory suszarni i odciągany z oparami w górnej części.
Proces suszenia przebiega w temperaturach 120-130
°
C. Wysuszony osad ma postać
podłużnych ziaren o średnicy ok. 3-5 mm. Sterowanie odbywa się poprzez: ilość
doprowadzanego ciepła.
Suszarnia powietrzna – suszony osad podawany jest w sposób ciągły na perforowaną
taśmę tworząc luźną warstwę nasypową o wysokości 3-5 cm. Suszony osad przebywa
w suszarce ok.1-1,5 h i jest w sposób ciągły przedmuchiwany silnym strumieniem
powietrza atmosferycznego. W zależności od konstrukcji suszarni możliwe jest
wysuszenie ok. 2-8 m
3
/h osadu do zawartości sm 70-90%. Zasada suszenia bazuje
wyłącznie na naturalnym suszeniu przez otaczające powietrze. Dlatego też wymagane są
bardzo duże jego ilości. Poza tym przy temperaturze niższej niż 10
°
C i wilgotności
względnej większej niż 80% tworzą się niekorzystne warunki dla takiej technologii
suszenia.
Suszarnia BLUE-TEC – pracuje na zasadzie przekazywania ciepła przy pomocy
promieniowania podczerwonego. Odwodniony i podzielony na porcje osad podawany jest
na wolno poruszającą się taśmę transportową. Osady przechodzą przez komorę
parowania dzięki czemu uzyskuje się stężenie suchej masy wynoszące od 80 do 95 %.
Czas przebywania osadu w suszarni wynosi od 10-15 minut, w zależności od ustalonej
prędkości przesuwu taśmy transportującej.

Suszarnia słoneczna – wykorzystuje przyjazną środowisku energię słoneczną, wysuszony
osad jest masowo i objętościowo zredukowany. Jest produktem łatwym do
magazynowania. W przeciwieństwie do tradycyjnych metod suszenia, koszty
inwestycyjne i eksploatacyjne są stosunkowo niskie. Dla efektywnego suszenia osadów
należy wziąć pod uwagę następujące czynniki: temperaturę suszącego powietrza,
wilgotność suszącego powietrza, prędkość strumienia powietrza nad osadem ściekowym,
strukturę powierzchniową suszonego osadu, temperaturę osadu. Czynniki te dzięki
mikroprocesorowemu sterowaniu utrzymywane są w optymalnych proporcjach
w stosunku do aktualnych warunków atmosferycznych i właściwości osadu ściekowego.
Komora suszarni jest zwykle załadowywana przy pomocy koparek (alternatywą jest
przenośnik taśmowy lub ślimakowy). Osad przeznaczony do suszenia nie wymaga
wstępnego odwadniania. Osad w suszarni rozprowadzany jest przez elektrycznego kreta.
Urządzenie to jest samosterującym robotem ze stali szlachetnej, które miesza, zmienia
kierunek jazdy i rozdrabnia suszony osad.
Suszenie przebiega automatycznie i do osiągnięcia wymaganej zawartości s.m., proces
ten nie wymaga żadnych zabiegów i ingerencji ze strony personelu. Odbiór wysuszonego
osadu następuje przy pomocy koparki.
Suszarnie słoneczne są zamknięte, szczelne, odporne na wiatr, grad i śnieg. Umieszczone
wewnątrz wentylatory nawiewne zapewniają w każdym momencie optymalną prędkość
strumienia powietrza nad osadem ściekowym. Klapy wentylacyjne zapewniają
odpowiednią wymianę powietrza, wentylatory wyciągowe umożliwiają napływ dużej ilości
powietrza. Drenażowe podłoże umożliwia bezobsługowe odwadnianie osadu [49].
W zakresie proponowanych technologii można polecić instalacje do suszenia
osadów. W pracy przeprowadzono przykładowo porównanie dwóch metod suszenia
osadów ściekowych.
Technologia suszenia firmy GPPU S.A.[50]
OPIS TECHNOLOGII SUSZENIA OSADÓW PRODUKCJI GPPU S.A. ORAZ KOTŁOWNI NA
SUSZONY GRANULAT OSADU
Instalacja przeznaczona jest do suszenia biologicznego osadu nadmiernego i wstępnego
pochodzącego z oczyszczalni ścieków komunalnych i przemysłowych. Osady po
odwodnieniu mechanicznym posiadają od 12% do 30% zawartości suchej masy (zależnie
od zastosowanych urządzeń), są źródłem emisji uciążliwych odorów oraz stanowią
zagrożenie sanitarne. Należy je traktować jako odpad niebezpieczny. W produkowanej
przez GPPU instalacji osad podawany jest do suszarni za pomocą podajnika ślimakowego

lub pompy szlamowej, poprzez śluzę uniemożliwiającą dostanie się zewnętrznego
powietrza do procesu suszenia. Suszenie odbywa się w warunkach podciśnieniowych
przeponowo przy pomocy gorącej pary, z jednoczesną sterylizacją suszonego produktu.
Para technologiczna nie kontaktuje się bezpośrednio z osadem i jej czysty kondensat jest
zwracany w całości. W wyniku procesu otrzymujemy stabilny granulat o zawartości 60 –
97% s.m. (zależnie od dalszego przeznaczenia), o charakterystyce zbliżonej nieco do
mielonego i prasowanego torfu.
Jako źródło pary do suszenia proponuje się:
•
własną kotłownię dostarczoną wraz z instalacją suszarni lub
•
kotłownię na granulowany suszony osad lub
•
kotłownię na biogaz lub
•
spalarnię odpadów komunalnych lub przemysłowych lub
•
inne konwencjonalne źródło pary.
Produktem ubocznym suszenia jest niewielka ilość ścieków (skroplony ulot z suszarni)
kierowanych ponownie do oczyszczalni oraz niewielka ilość gazów odpadowych,
kierowanych do spalenia w źródle pary. Osuszony produkt może być spalony,
magazynowany (nie wydziela przykrych zapachów), wykorzystywany na różne sposoby,
zależnie od zawartości trwałych szkodliwych związków w osadzie podawanym do suszenia
(np. metali ciężkich). W częstych przypadkach niskiej zawartości tych metali możliwe
i celowe jest rolnicze wykorzystanie suszonego osadu.
Cały proces jest sterowany centralnym sterownikiem komputerowym w sposób
zapewniający wizualizację ekranową przebiegu procesu i stanu poszczególnych urządzeń,
jak również umożliwiający wydruki raportów i archiwizację danych z przebiegu procesu.
OPIS ZASADNICZYCH WĘZŁÓW TECHNOLOGICZNYCH
Magazynowanie wstępne
Instalacja jest wyposażona w zespół magazynowania wstępnego pełniący następujące
zasadnicze funkcje:
•
buforowanie przed podaniem osadu do suszarni, co dzięki zastosowaniu układu wolno
mieszającego zapewnia uśrednienie parametrów osadu podawanego do suszenia.
Funkcja ta jest bardzo istotna z uwagi na nierównomierną zwykle na przestrzeni doby
skuteczność i wydajność urządzeń do odwadniania mechanicznego oraz możliwość
przyjmowania osadu dowożonego, o zmiennej charakterystyce i rozładowywanego
z samochodów w relatywnie bardzo krótkim czasie,

•
zapewnienie równomiernego zasilania suszarni i stabilnej, przewidywalnej
temperatury nadawy.
Suszenie
Stosowana jest udoskonalona suszarka cienkowarstwowa, w której gorący rotor,
o bardzo dużym momencie pędu rozprowadza osad po gorącej pobocznicy płaszcza
suszarki transportując go jednocześnie ruchem spiralnym w kierunku „suchego” końca,
przy czym wstępują też strefy z częściowym ruchem powrotnym (rodzaj wewnętrznej
recyrkulacji). Znaczne zwiększenie efektywności energetycznej procesu uzyskano przez
odejście od zwykłego walcowego kształtu pobocznicy, a także empirycznie wyznaczone
urzeźbienie powierzchni rotora dzięki czemu w poprzecznym przekroju suszarki
występują strefy intensywnego mieszania jak i strefy gdzie warstwa osadu osiąga
grubość zaledwie kilku milimetrów. Sprzyja to dodatkowo, w strefie środkowej suszarni,
„prześwietlaniu” warstwy promieniowaniem elementów grzejnych o temp. ok. 180
o
C.
Duży moment pędu i bezwładność cieplną rotora, bardzo istotne dla płynnego
i ekonomicznego przebiegu procesu, uzyskano przy stosowaniu wolnych obrotach rotora
przez jego bardzo dużą masę i celowe jej rozmieszczenie (masa rotora jest ponad
piętnastokrotnie większa od łącznej masy wsadu przebywającego w urządzeniu).
W końcowym odcinku suszarki, przed usunięciem przez szczelną śluzę celkową, osad jest
granulowany. Suszenie odbywa się podciśnieniowo i bez dostępu powietrza. Podciśnienie
znacznie podnosi efektywność usuwania pary z osadu (jest jakby przedłużeniem
mechanicznego procesu odwadniania, który zawsze podnosi ekonomiczność energetyczną
procesu termicznego), a także eliminuje możliwość niekontrolowanej ucieczki odorów
z procesu suszenia.
Brak
dostępu powietrza jest implikacją zasady suszenia podciśnieniowego, ma
jednak ten dodatkowy aspekt, że mieszanina wewnątrz suszarki – suchy osad i para
wodna, jest niepalna. Czas retencji osadu w suszarce, w atmosferze pary nasyconej
wynosi ok. 40 min. Przy czym w strefie początkowej, bardzo gwałtownego parowania ze
stosunkowo chłodnego wsadu para (ulot) osiąga temperaturę ok. 100
o
C, a w strefie
środkowej wyższą (urządzenie posiada 4-8 stref na długości o niezależnej regulacji
temperatury i wydajności cieplnej, co pozwala w szerokim zakresie wpływać na stopień
przegrzewania wsadu w odcinku środkowym).
Omówione wyżej zamknięcie energetyczne procesu w suszarce (czysty kondensat pary
technologicznej suszarka zwraca w 100% pod regulowanym ciśnieniem umożliwiającym
wykorzystanie go do rutynowych procesów technologii pary) jest dopełniane przez bardzo
dokładną izolację termiczną całej suszarki, uwzględniającą zarówno tradycyjną izolację
z wełny mineralnej jak i warstwy odblaskowe dla promieniowania. Kondensacja brudnej

pary (ulotu) jest realizowana w szczelnym zespole separacji ulotu. Do przestrzeni
osadowej suszarki wydziela się z suszonego osadu tylko brudna para i niewielka ilość
odgazów (biogaz), która zawsze uwalnia się z suszonego osadu. W przestrzeni osadowej
suszarki występuje atmosfera pary nasyconej w danych warunkach, bez udziału
powietrza, co eliminuje groźbę zjawisk elektrostatycznych. Możemy zatem całą brudną
parę skroplić w szczelnym urządzeniu, a bardzo niewielkie ilości wspomnianych wyżej
gazów, które się nie skroplą całkowicie spalić w źródle pary. Praktycznie brak z procesu
jakiejkolwiek emisji. Jako czynnik chłodzący do wykraplania pary stosuje się klarowny
ściek (ok. 7m
3
/tonę osadu). Zespół wykraplania wytwarza częściowo podciśnienie
potrzebne do pracy suszarki wykorzystując zjawisko quenchu. Zespół jest połączony
z wymiennikiem odzysku ciepła odpadowego wytwarzającym ciepłą wodę o nastawnej
temperaturze w zakresie 40-70
o
C (najlepiej 50-60
o
C z wykorzystaniem np. do
podgrzewania WKF) pozwalającą odzyskać praktycznie całe ciepło kondensacji brudnej
pary, co domyka bilans cieplny instalacji. Gazy wydzielone z osadu podczas suszenia są
separowane i po odkropleniu i sprężeniu wentylatorem, spalane w płomienicy
pracującego kotła parowego. Ich udział w strumieniu spalin jest śladowy.
Magazynowanie pośrednie
Granulat po opuszczeniu strefy suszarki jest transportowany układem transporterów
ślimakowych, nadal bez dostępu powietrza. Najkorzystniej, ze względów energetycznych
jeżeli podamy go bez wystudzenia do paleniska kotłowni na granulat (jeżeli taka
występuje) dlatego też zastosowano układ dystrybucyjny pozwalający podać do kotłowni
całą potrzebną porcje paliwa wprost „na gorąco”, a nadwyżka jest przekazywana do
silosu magazynowania pośredniego. W przypadku okresowego niedoboru paliwa jest on
uzupełniany wprost ze wspomnianego silosu jednak przy normalnej pracy i zawartości
s.m. na wejściu do suszarki ponad 20% występuje nadwyżka granulatu, o ile nie
będziemy ciepła wykorzystywać do celów innych niż suszenie.
Konwencjonalna kotłownia parowa
Instalacja, niezależnie od kotłowni na wysuszony osad, jest wyposażona w kompletną
kotłownię parową opalaną biogazem (gazem) lub olejem opałowym.
Zastosowano parę jako technologiczny czynnik suszarniczy ponieważ jest najbardziej
efektywnym medium grzewczym. Można wprawdzie stosować olej grzewczy, który
pozwala podgrzać się bezciśnieniowo do odpowiedniej temperatury. Producent nie musi
wówczas posiadać umiejętności konstruowania urządzeń ciśnieniowych. Jednak olej jest
dielektrykiem, a ponieważ jego pojemność cieplna w porównaniu z ciepłem kondensacji

pary, jest bardzo mała trzeba, dla przeniesienia wystarczającego strumienia ciepła
stosować bardzo szybki przepływ tego czynnika, konstruujemy więc rodzaj maszyny
elektrostatycznej, co można uznać za niepożądane.
Ponadto para może, w ramach jednego ciągu technologicznego, służyć do napędzania
turbozespołu i do innych zastosowań technologicznych, które można skojarzyć
z suszarnią. Kotłownia jest wyposażona w wysokosprawny trzy ciągowy kocioł
płomienicowo-płomieniówkowy z opłonkowymi komorami nawrotnymi, po jednym kotle
za każdą linię suszenia.
Kotłownia na suszony granulowany osad
Poza maksymalnie energooszczędnym procesem suszenia drugim czynnikiem
decydującym o niskich kosztach eksploatacji instalacji jest kotłownia wytwarzająca ciepło
do suszenia w oparciu o produkt suszenia – granulowany osad. Proces odzysku energii
z granulatu jest realizowany następująco:
•
osad, prosto spod suszarki lub z odkładu, jest wprowadzany do przedpaleniska
wyposażonego w specjalnie dostosowany mechaniczny ruszt pochyły, gdzie następuje
zgazowanie materii organicznej w temp. ok. 800-900
º
C, z kontrolowanym niedoborem
tlenu, połączone z częściowym spaleniem. Czas pobytu (wędrówki) granulatu przez
przedpalenisko odpowiada czasowi pełnego zgazowania (ok. 20 min.). Granulat,
w wyniku podciśnieniowego suszenia bez dostępu powietrza jest, pomimo zawartości
ponad 90% s.m., stosunkowo słabo zapalny i wymaga strefy rozpalania. Za strefą
rozpalania występuje sekwencja zmieniających się stref rozżarzania paliwa i stref
konsumpcji resztek tlenu co pozwala na utrzymanie stabilnego, spokojnego procesu,
przy niskim stopniu natlenienia, który w innym przypadku skończył by się
zgaśnięciem paliwa. Proces przebiega na tyle spokojnie, że usuwany spod
przedpaleniska mineralny popiół zachowuje częściowo postać granulatu osadu. Palne
gazy są, z nadmiarem powietrza i przy bardzo znacznej turbulencji, dopalane
w płomienicy kotła parowego w temp. średnio ok. 1100º C, przy czym w płomienicy
utrzymywany jest spiralny ruch wirowy co bardzo wydłuża czas pobytu cząstek
w strefie płomienia,
•
kocioł jest trzy ciągowy, płomienicowo-płomieniówkowy, z opłonkowymi komorami
nawrotnymi, dostosowany konstrukcyjnie tak, że płomienica wraz z pierwszą komorą
nawrotną pozwala na wystarczający czas retencji w temp. ponad 1000ºC
z kontrolowanym nadmiarem tlenu dla pełnego zniszczenia wszystkich
węglowodorów,

•
ciągi płomieniówkowe są tak dobrane, aby zapewnić gwałtowne schłodzenie spalin do
temp. ok. 200ºC. Urządzenie realizuje klasyczne już zasady dwustopniowego
spalania, uważane za najbezpieczniejsze z punktu widzenia ochrony środowiska,
zachowując dobrą sprawność energetyczną (zawartość O
2
w spalinach na poziomie
7-11%). Spaliny są następnie poddane dokładnemu oczyszczeniu (FSOS).
Dzięki opisanej wyżej konstrukcji uzyskano wysoką energetyczną sprawność trzy
ciągowego kotła gazowego (wzorcowa zawartość O
2
, niska strata kominowa) zachowując
zasady bezpiecznego ekologicznie spalania. Oczyszczanie spalin jest realizowane przez
baterię cyklonów (dla większych instalacji może być elektrofiltr) oraz fluidalną stację
oczyszczania spalin GPPU gdzie następuje bardzo dokładne ich oczyszczenie. Stacja
pracuje w oparciu o metodę oczyszczania w trójfazowym złożu fluidalnym (typoszereg FS
300/x). Stacja składa się z następujących podstawowych zespołów:
•
wymiennik ciepła – degradowanie temperatury i wilgotności,
•
kolumna schładzająca i skruber I stopnia – wstępne oczyszczenie,
•
skruber fluidalny – dokładne, wielostopniowe oczyszczanie i następnie mycie czystą
wodą,
•
osadnik produktu oczyszczania,
•
filtr węglowy – stopień suchy.
Spaliny wchodzące do stacji podlegają wstępnemu schładzaniu w zespole wymiennika
ciepła. W kolumnie schładzającej następuje precyzyjna regulacja temperatury
i wilgotności spalin do parametrów wymaganych w głównym procesie oczyszczającym.
Zasadnicze oczyszczanie następuje w skruberze fluidalnym. Następnie spaliny ulegają
odkropleniu. Po procesie oczyszczenia temperatura spalin jest ponownie podnoszona,
a spaliny poprzez suchy filtr węglowy są odprowadzone do komina w temp. ok. 105
o
C.
Stacje typu FS 300/x są stosowane, prócz kotłowni na osad, również w spalarniach
odpadów niebezpiecznych produkcji GPPU i wykazują bardzo wysoką, potwierdzoną
pomiarami sprawność, zapewniając emisję znacznie poniżej wymogów dyrektyw UE.
Popiół z procesu zgazowania granulatu jest równomiernie odbierany i podawany,
z zachowaniem szczelności do urządzenia kondycjonującego. W urządzeniu
kondycjonującym następuje schłodzenie i zwilżenie popiołu połączone ze współbieżnym
mieszaniem. Urządzenie jest przystosowane do mieszania popiołu z cementem dla
zestalania, jednak popiół z osadu może zasadniczo być zużyty bez zestalania cementem.

Opis technologii suszenia osadów firmy Klimapol [51]
Instalacja zbudowana jest z 2 linii suszenia pneumatycznego wyposażonych
w suszarki fluidalne SFO-930/3.7 firmy Klimapol. Wydajność obu linii zapewnia
wysuszenie 40 ton w ciągu doby osadu o uwodnieniu 80% do zawartości suchej masy
min. 90%. Taką wydajność można uzyskać przy pracy instalacji 16 godzin w ciągu doby.
Suszarka pneumatyczna umożliwia suszenie osadów odwodnionych mechanicznie
(od około 18% s.m.) do poziomu ponad 90% s.m. Suszarka pneumatyczna podzielona
jest poziomym sitem fluidyzacyjnym na:
•
część znajdującą się pod nim (komora nadmuchu),
•
część bezpośrednio nad nim (komora suszenia),
•
komorę powietrzną znajdującą się nad komorą suszenia.
Czynnikiem suszącym jest powietrze o temperaturze około 150ºC, które wtłaczane jest
do komory nadmuchu przez wentylator. Gorące powietrze przepływając przez specjalne
sito i znajdującą się w nim warstwę osadu powoduje jego intensywne mieszanie,
unoszenie nad sitem, a w końcu przejście w stan fluidyzacji. Komora suszenia podzielona
jest poziomo położonymi na przemian przegrodami, które wymuszają meandryczny ruch
osadu. Nad pierwszą sekcją sita znajduje się urządzenie podająco-dozujące odwodniony
mechanicznie osad. Dozownik współpracuje z pompą ślimakową osadu, która umożliwia
precyzyjne sterowanie strumieniem suszonego osadu. Wydajność pomp zależy od
temperatury przed i za suszarką i jest dobierana tak aby uzyskać jak najlepsze
wykorzystanie energii cieplnej. Na końcu komory znajduje się wysyp suchego produktu
zaopatrzony w zastawkę regulującą grubość warstwy osadu. Poprzez podpiętrzenie złoża
zwiększa się czas zatrzymania materiału w suszarce i tym samym stopień jego
wysuszenia. W ten sposób możliwa jest prosto i skuteczna regulacja wilgotności
produktu. Końcowa faza procesu suszenia osadu odbywa się w specjalnym zespole
dosuszającym z regulowaną prędkością przesuwu produktu. Wysuszony produkt w formie
granulek o średnicach ok. 5 mm można odbierać w dowolny sposób z suszarki. W trakcie
suszenia osad jest także termicznie higienizowany. Rozdrobniony osad znajdując się
w zawieszeniu (w stanie fluidyzacji) nie ma bezpośredniego kontaktu z urządzeniem,
a więc nie przykleja się do niego. Poszczególne granulki osadu wytwarzane w dozowniku
są owiewane silnym strumieniem gorącego powietrza przez co na ich powierzchni
w bardzo krótkim czasie wytwarza się “skorupka” suchego osadu. Dzięki temu możliwe
jest suszenie osadu odwodnionego mechanicznie do końcowej wilgotności poniżej 10%
bez recyrkulacji części produktu. Rozdrobniony osad w stanie fluidyzacji przypomina
wrzącą ciecz. Podawany przez dozownik przepływa samoczynnie w kierunku wysypu.

Jedyne mechaniczne urządzenie mające kontakt z osadem to mieszadła i dozowniki
celkowe w samej suszarce oraz urządzenia wchodzące w skład układu dozującego:
pompa
ślimakowa oraz dozownik rozdrabniający z opatentowanym sitem
samooczyszczającym się. W całej instalacji oprócz wymienionych elementów występują
jeszcze wentylatory układu nadmuchowo-wyciągowego.
Frakcja pylista, która stanowi około 1 do 2% produktu, zatrzymywana jest na
mechanicznych urządzeniach odpylających, które pozwalają usunąć pył z „wilgotnego
powietrza”. W instalacji przewidziany jest skraplacz służący do usunięcia z powietrza
suszącego odparowanej wody oraz aerozoli. W urządzeniu tym następuje także
rozpuszczenie w kondensacie oparów części zanieczyszczeń gazowych. Kondensat oparów
odprowadzany jest do kanalizacji i poddawany oczyszczaniu w pełnym cyklu
technologicznym oczyszczalni.
Powietrze
suszące krąży w suszarce w obiegu zamkniętym. Ze względu na
możliwą po pewnym czasie kumulację gazów w obiegu suszącym niewielką część
powietrza (około 5% całego obiegu) może być oddzielana i spalana w płomieniu palnika
nagrzewnic powietrza. Jednocześnie obieg jest uzupełniany odpowiadającą ilością
świeżego powietrza z zewnątrz.
Linia osadu
Odwodniony do poziomu 20% suchej masy osad będzie podawany do dwóch
silosów zlokalizowanych w hali suszarek. Z silosu osad podawany będzie do kosza
zasypowego z łamaczem mostka. Pompa śrubowa o regulowanej wydajności podawać
będzie osad do podajników fluidyzacyjnych suszarek.
W komorze suszenia fluidalnego osad jest suszony strumieniem gorącego
powietrza do poziomu nie mniej niż 90% suchej masy i zgarniaczem (P=1,0 kW) osad
w ilości ok. 0,185 kg/h odprowadzany jest do zespołu dosuszania, skąd podajnikiem
ślimakowym odprowadzany jest do zbiornika granulatu. Komory suszące suszarek
fluidalnych wyposażone będą w klapy eksplozyjne. Do komór nadmuchowych suszarek
doprowadzane będzie powietrze suszące o temperaturze roboczej około 150
o
C.
Pył odseparowany z powietrza będzie dostarczany do układu przenośników osadu
wysuszonego lub do osobnego kontenera. Po odpyleniu powietrze suszące doprowadzane
będzie do zespołu usuwania wilgoci wyposażonego w chłodnicę, łapacz kropel oraz wannę
kondensatu. Przewiduje się doprowadzenie do każdej chłodnicy wody technologicznej (20
m
3
/h min. 6 bar o temperaturze max. 15
o
C) i odprowadzenie tej samej ilości wody
podgrzanej do temperatury 40
o
C.
Przepływ powietrza wymuszać będą wentylatory (wyciągowy i nadmuchowy), które będą
regulowały temperaturę oraz ciśnienie w układzie. Pomiędzy wentylatorami zamontowane
zostaną zespoły klap umożliwiające dowolne mieszanie powietrza suszącego
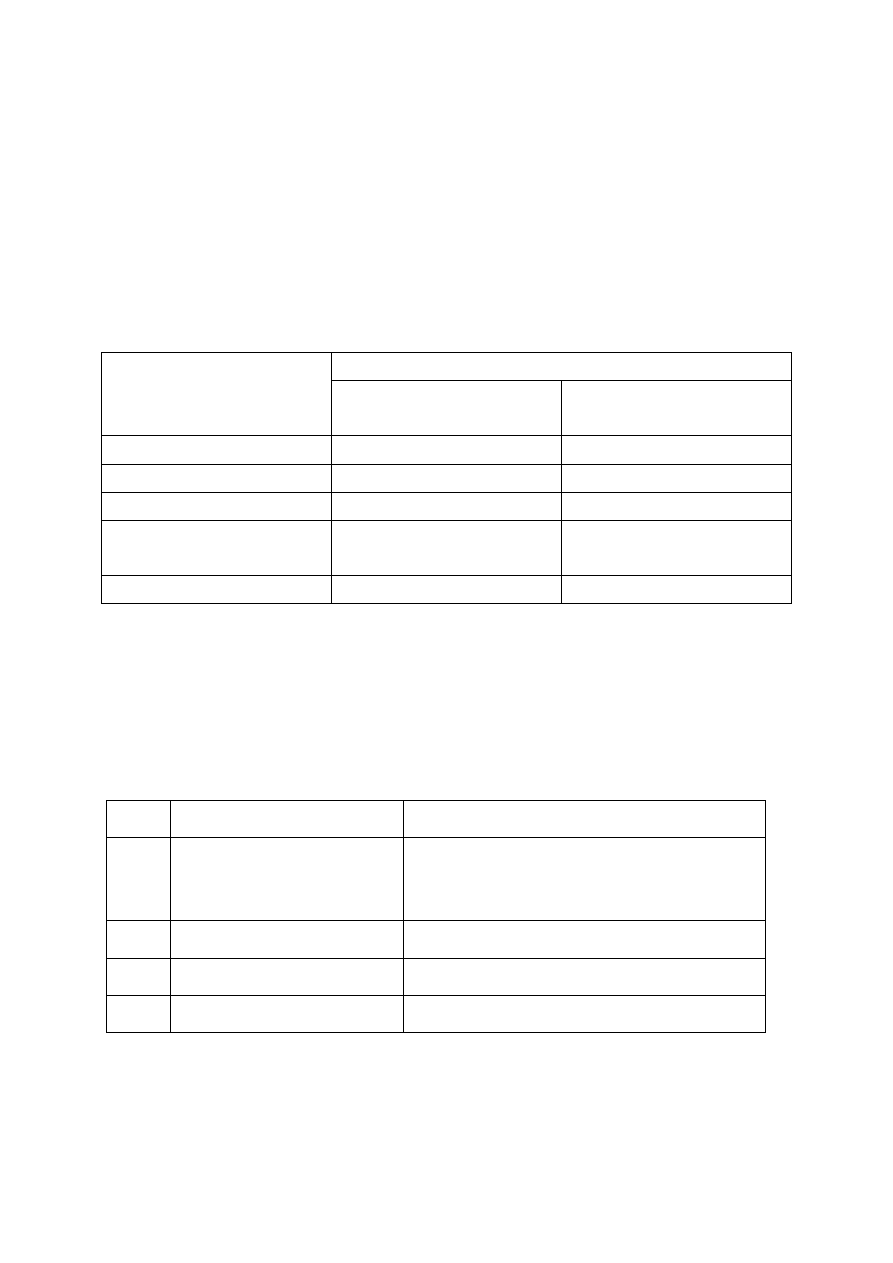
z zewnętrznym oraz całkowitą hermetyzację lub rozhermetyzowanie obiegu powietrza
suszącego. Obiegi powietrza suszącego wyposażone będą w zespoły czujników do
pomiaru temperatury powietrza suszącego przed i za złożem fluidalnym oraz za
chłodnicą. Układy odpylania wyposażone będą w pomiar straty ciśnienia w celu
sygnalizacji prawidłowej pracy. Za wentylatorami nadmuchowymi umieszczone będą
czujniki sygnalizujące brak przepływu powietrza suszącego.
Ocena kosztów inwestycyjnych
Tab.13. Koszty inwestycyjne wg technologii GPPU oraz technologii Klimapolu
Cena
Wyszczególnienie
Urządzenia wg GPPU
Urządzenia wg Klimapol
i Pyrokat
Budynek suszarni
870 000
1. 492 950
Urządzenia (w tym):
8. 421 000
7. 514 630
Suszarnia
6. 924 000
6. 344 630
Instalacja do mineralizacji
granulatu
1. 497 000
1.170.000
razem 9.291 000
9.007 000
Porównanie danych techniczno-technologicznych
Zastosowanie suszarni Klimapolu spowoduje następujące zużycie energii i czynników
technologicznych:
Tab.14. Zużycie energii oraz czynników technologicznych
Lp. Parametr
1.
Moc elektryczna
Zainstalowana
Szczytowego obciążenia
225,93 kW
158,15 kW
2. Woda
technologiczna
100 m
3
/h
3.
Lekki olej opałowy
170 kg/h
4. Biogaz
276
Nm
3
/h
Natomiast odprowadzanych mediów:
Tab.15. Odprowadzane media
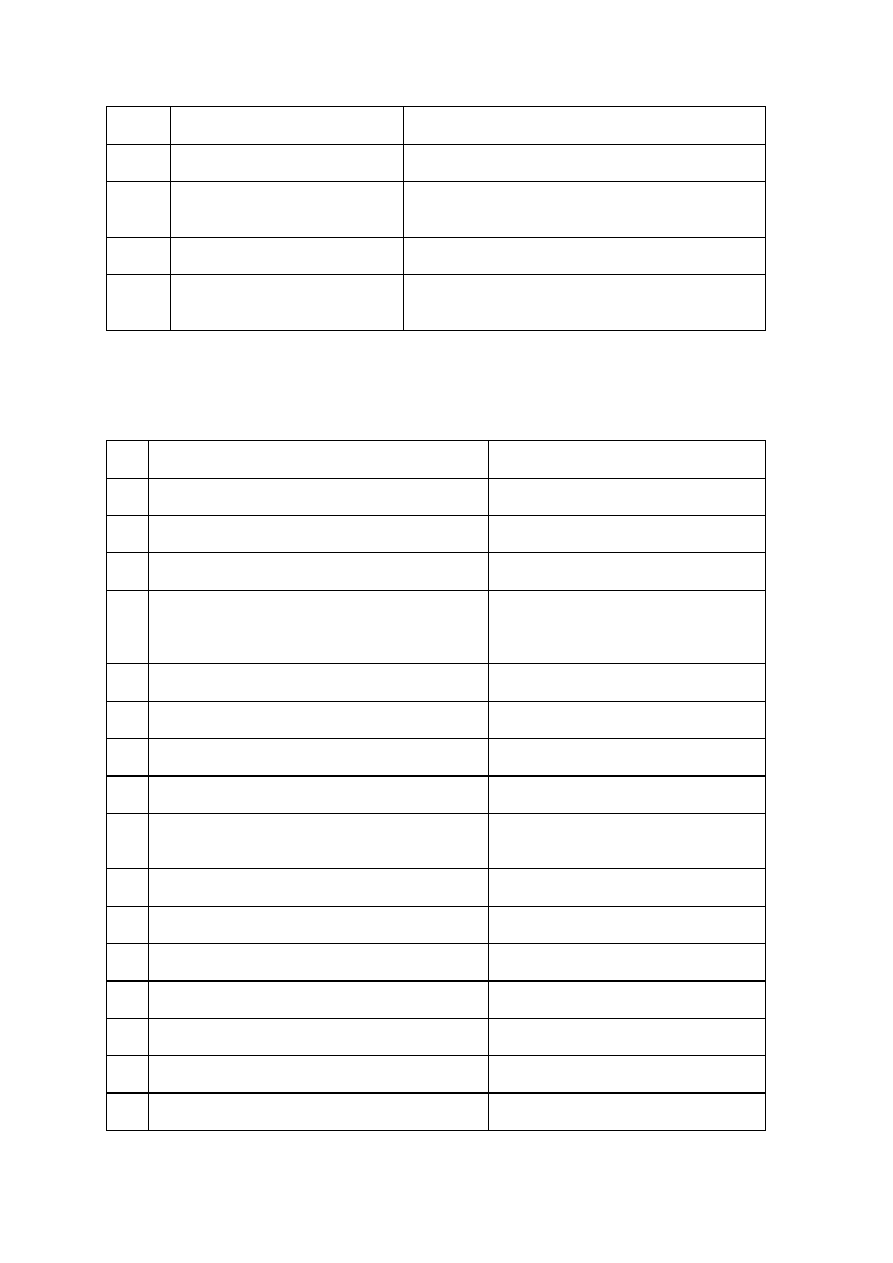
Lp. Parametr
1.
Ciepła woda technologiczna
100 m
3
/h (p=1 bar, temp. ok. 40
oC
)
2.
Osad wysuszony
0,66 m
3
/h (granulat z udziałem frakcji
pylistej)
3.
Ścieki technologiczne
1600 l/h (ścieki o temp. Ok. 36
o
C)
4.
Gazy spalinowe
2 MW, temp. 350
o
C (paliwo – olej opałowy lub
biogaz)
Parametry pracy kształtują się następująco:
Tab.16. Parametry pracy
Lp.
Parametr
1. Założony czas pracy
16 h/dobę
2. Ilość linii technologicznych w budynku
2 bez rezerwy na rozbudowę
3. Zdolność odprowadzania wody
1600 l/h
4. Założona wydajność suszarni (osad o
uwodnieniu wstępnym 80% i końcowym
90%)
40 m
3
/d
5. Końcowa postać osadu
Granulat o stałej wielkości + pył
6. Temperatura w suszarni
ok. 150
o
C
7. Czas przetrzymania osadu w suszarni
Brak danych
8. Higienizacja osadu
Tak
9. Temperatura kondensatu odprowadzanego
do kanalizacji
40
o
C
10. Zużycie energii elektrycznej
158 · 16 = 2.528 kW/d
11. Jednostkowe zużycie energii elektrycznej
63,2 kWh/1 m
3
osadu
12. Zużycie biogazu
276· 16 = 4416 m
3
/d
13. Jednostkowe zużycie biogazu
110,4/1 m
3
/d
14. Zużycie oleju opałowego
2720 kg/d
15. Jednostkowe zużycie oleju opałowego
68 kg/1 m
3
osadu
16. Hałas w odległości 1 m od urządzenia
Brak danych
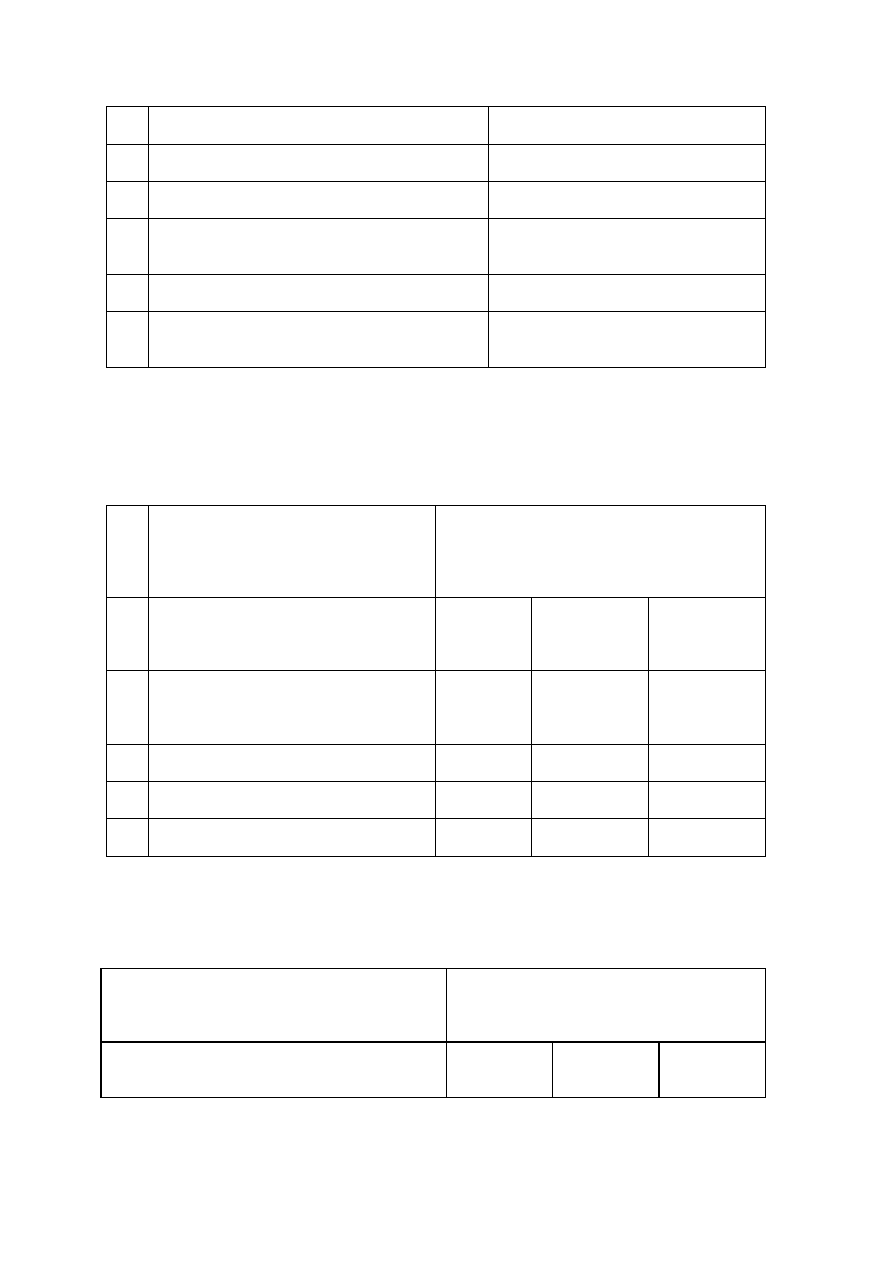
17. Temperatura w hali
Brak danych
18. Pojemność zbiornika nadawy
Brak danych
19. Pojemność zbiornika osadu wysuszonego
Brak danych
20. Temperatura czynnika grzewczego z
instalacji odzysku ciepła
40
o
C
21. System kontroli i monitoringu
Pomiary temperatury i ciśnienia
22. System zabezpieczenia przed wybuchem
Dekompresja poprzez klapy
eksplozyjne
Wg danych technicznych z firmy GPPU – Gdańsk zużycie energii i czynników
technologicznych wynosić będzie:
Tab.17. Zużycie energii i czynników technologicznych
Lp. Zużycie energii i czynników
technologicznych
(Parametr)
Wynosi
dla 1.7 m
3
/h
1.
Moc elektryczna zainstalowana
szczytowego obciążenia
210 kW
110 kW
2.
Woda technologiczna – ściek
klarowny, tj. oczyszczony
8,5 m
3
/h
15
o
C
204 m
3
/dobę 68000
m
3
/rok
3.
Woda technologiczna – zwykła 0,08
m
3
/h 1,92 m
3
/dobę 640
m
3
/rok
4.
Lekki olej opałowy 0*
5. Biogaz
0*
* Dla pracy z kotłem na granulat występuje nadwyżka energii cieplnej ca. 320 MJ/h wartość dla postoju
kotłowni na granulat (ok. 12 dni/rok).
Natomiast odprowadzanych mediów:
Tab.18. Odprowadzane media
Odprowadzane media:
Wynoszą dla wydajności 1,7 m
3
/h
Ciepła woda technologiczna -CW grzewcza
50/70
o
C lub 70/90
o
C **
3,4 GJ/h
81,6
GJ/dobę
27 200
GJ/rok
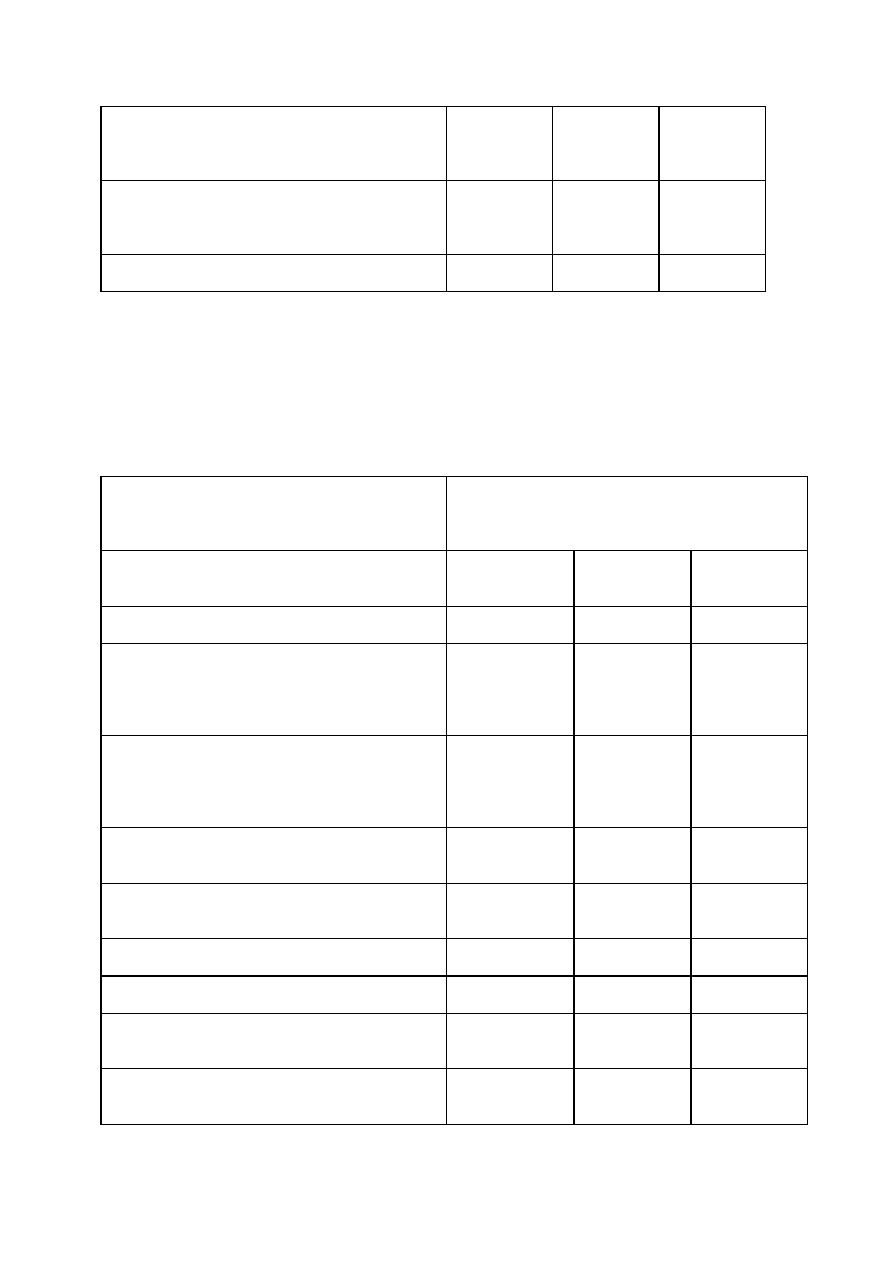
Osad wysuszony
370 kg/h
92% s.m.
8,9 t/dobę
2 960 t/rok
Ścieki technologiczne (tj. ściek oczyszczony
pobrany do chłodzenia + skropliny
odparowane z osadu ****)
ok. 10 m
3
/h
35
oC
240
m
3
/dobę
80 000
m
3
/rok
Gazy spalinowe
105
o
C ***
**Bezpośredni odzysk w temp. 65
o
C , zastosowano dwustopniowe wymienniki dla dogrzewania kondensatem
technologicznym spod suszarki oraz parą wtórną (kondensat, odmulanie, odsalanie) z możliwością prod.
niezależnie czynnika 50/70 lub 70/90 zależnie od potrzeb rozbioru.
***Wartość dla kotłowni na granulat, dla kotła rozruchowego na olej/biogaz 140
o
C,
****Istnieje możliwość chłodzenia w obiegu zamkniętym, jednak rozwiązanie z oczyszczonym ściekiem jest
tańsze w eksploatacji, ponadto sprawia, że reszta energii odpadowej zawarta w ciepłym ścieku wraca do
procesu oczyszczalni, a nie do atmosfery.
Parametry pracy kształtują się następująco:
Tab.19. Parametry pracy
Parametry:
Wynoszą:
Założony czas pracy
8000h/rok
24h/dobę
Ilość linii technologicznych w budynku
1
Zdolność odparowania wody
maksymalna
2,1 t/h
nominalna
1,4t/h
50,4 t/dobę
33,6 t/dobę
16 800 t/rok
11 200 t/rok
Założona wydajność suszarni
(osad o uwodnieniu wstępnym 80% i
końcowym 90%)
maksymalna
2,2 t/h
nominalna
1,7t/h
52,8 t/dobę
40,8 t/dobę
17 600 t/rok
13 600 t/rok
Końcowa postać osadu
stabilny
granulat
Temperatura w suszarni (temp. Osadu po
fazie podgrzania)
100
o
C
Czas przetrzymania osadu w suszarni
40 min
Higienizacja osadu
całkowita
Temperatura kondensatu odprowadzanego
do kanalizacji
35
o
C
Zużycie energii elektrycznej (dla 1,7 m
3
/h
osadu)
73kWh/h
1752
kWh/dobę
584 MWh/rok
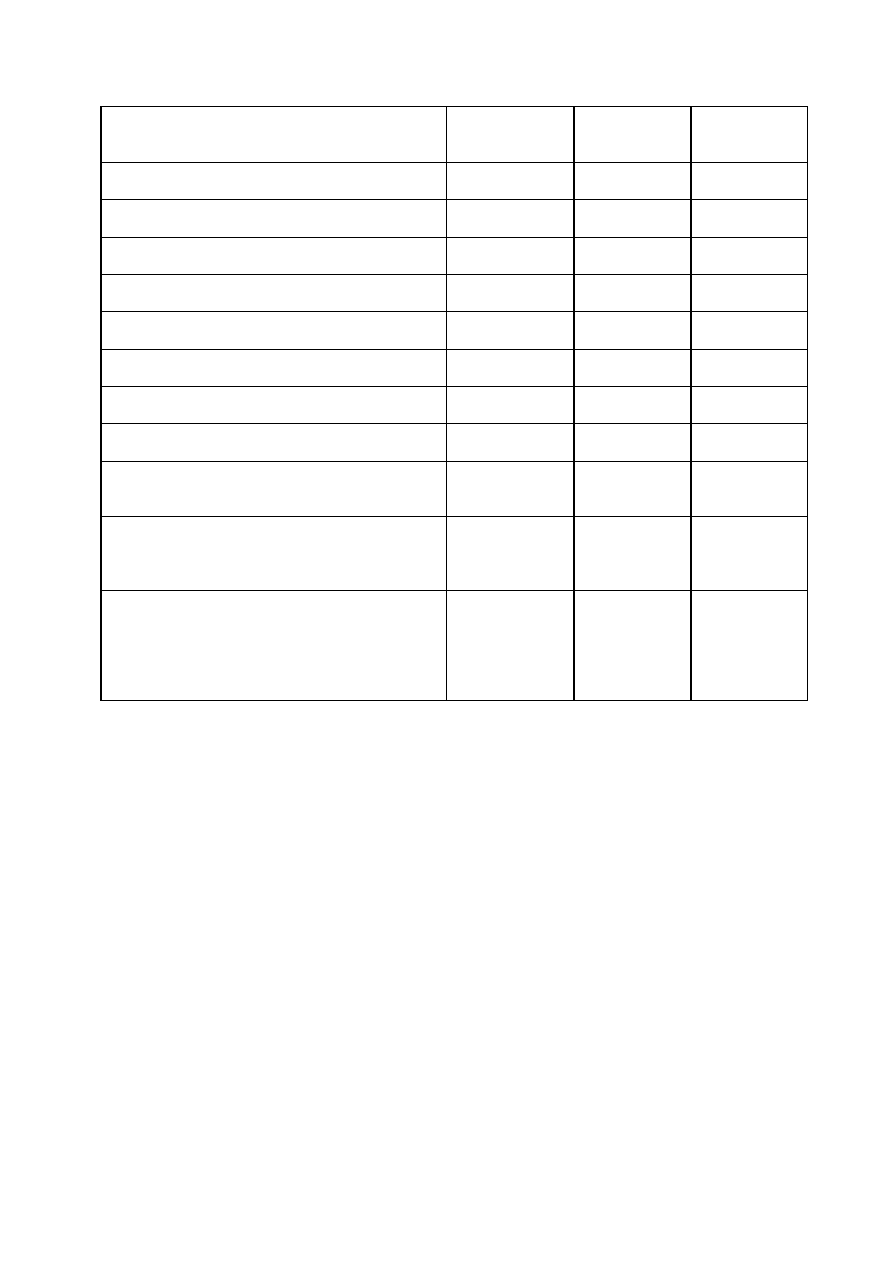
Jednostkowe zużycie energii elektrycznej
43Wh/kg
osadu
Zużycie biogazu
0 *
Jednostkowe zużycie biogazu
brak danych
Zużycie oleju opałowego 0*
Jednostkowe zużycie oleju opałowego brak
danych
Hałas w odległości 1 m od urządzenia 82
dB
Temperatura w hali
25
o
C
Pojemność zbiornika nadawy
50m
3
Pojemność zbiornika osadu wysuszonego
30m
3
Temperatura czynnika grzewczego z
instalacji odzysku ciepła
50/70 i 70/90
System kontroli i monitoringu
komputerowy z
wizualizacją
ekranową
System zabezpieczenia przed wybuchem
ciągły
monitoring:
temperatury,
O
2
, CO i CO
2
,
oraz metanu.:
* Dla pracy z kotłem na granulat występuje nadwyżka energii cieplnej ca. 320 MJ/h wartość dla postoju
kotłowni na granulat (ok. 12 dni/rok).
Zużycie paliw przy postoju kotłowni na granulat
Lekki olej opałowy Ok. 90 kg 25 t/rok – tylko przy braku biogazu
Lekki olej opałowy
jednostkowe
53-55kg /t
Albo:
Biogaz (21 MJ/kg)
195 Nm3
Ok. 50 000 Nm
3
/rok
Biogaz jednostkowe
115 Nm3/t
Wg danych przedstawionych wyżej obydwie technologie mają swoje wady i zalety.
Proponowane instalacje umożliwiają wysuszenie całej ilości osadu powstającego na
terenie oczyszczalni ścieków do zawartości suchej masy 90 % (przy założeniu uwodnienia
początkowego 80 % tj. zawartości suchej masy 20 %).

Propozycja Klimapolu obejmuje instalację dwóch linii technologicznych przy jednej
GPPU – Gdańsk. Wydajność suszenia obu propozycji jest podobna i wynosi
~ 40 m
3
/d, jednakże przy pracy 16 godzin na dobę dla Klimapolu, a przy GPPU –
24 godziny na dobę. Produkt końcowy to granulat o stałej wielkości plus pył
w przypadku urządzeń Klimapolu, a produkt stabilny w przypadku GPPU – Gdańsk.
Jednostkowe zapotrzebowanie energii elektrycznej wynosi dla Klimapolu
63,2 kWh/m
3
osadu przy 43 kWh/tonę osadu.
Instalacja Klimapolu nie przewiduje odzysku energii cieplnej i zasilania
wymienników ciepła przy WKF czynnikiem grzewczym z chłodzenia suszarni o temp.
70
o
C. O instalacji GPPU – Gdańsk brak danych w tym zakresie, stąd trudno w tym
miejscu na porównanie dotyczące tej sprawy. Jednakże ilość produkowanej ciepłej wody
technologicznej 100 m
3
/h (Klimapol) daje możliwość zmian w instalacji tak aby otrzymać
wodę o parametrach 50/70 i wykorzystać ją do odzysku ciepła przy 40 m
3
/h (GPPU).
Natomiast jednostkowe zapotrzebowanie energii elektrycznej, biogazu czy oleju
opałowego jest większe dla Klimapolu niż GPPU – Gdańsk.
Podsumowując, technologia zaproponowana przez GPPU –Gdańsk polega na
suszeniu osadów ściekowych w suszarce przeponowej cienkowarstwowej, podciśnieniowo
i bez dostępu powietrza. Otrzymany granulat spalany jest w kotłowni, wykorzystywanej
jako wytwornik ciepła do suszenia. Natomiast technologia firmy Klimapol przewiduje
suszenie osadu cyrkulującym powietrzem w urządzeniu zamkniętym, a następnie
mineralizację osadu przy pomocy pirolizy zaproponowanej przez firmę PYROKAT
w oparciu o technologię firmy Hendri-Gras Chemical BV – Holandia, technologii opartej na
procesie zgazowania w temperaturze 450 – 500
o
C, z uwzględnieniem problemu
odparowanej wody z procesów suszenia oraz gazów odlotowych. W opisie technologii
PYRO-KAT stwierdza się, że wykonane analizy gazu odlotowego po oczyszczeniu przez
dopalacz katalityczny i końcowy adsorber pozwoliły na uzyskanie następujących
wyników:
brak metanu, fenoli, dioksyn, furanów,
zawartość NO
x
< 20 mg/Nm
3
,
zawartość związków organicznych < 10 mg/Nm
3
,
zawartość merkaptanów < 2 ppm,
HCl < 5 mg/Nm
3
,
SO
2
< 5 mg/Nm
3
,
CO < 5 mg/Nm
3
.
Ponadto wykonano analizy metodą rezonansu atomowego i spektroskopii masowej
pozostałości po procesie utylizacji i otrzymano głównie CaO, Al
2
O
3
, SiO
2
, Fe
2
O
3
oraz
śladowe ilości Cd, Cr, Mn, Cu, Ni, Co. W sumie te związki stanowią ok.

2,5 do 3 % masy wsadu przeznaczonego do utylizacji. Zmierzona zawartość węgla
organicznego nie przekracza 1 % wagowego.
Bilans energetyczny oraz koszty eksploatacyjne
Bilans energii elektrycznej dla instalacji Klimapolu wynosi:
- węzeł odwadniania mechanicznego
- węzeł
suszenia
- węzeł mineralizacji osadów
- węzeł WKF + pompownia
- 61 kW
- 158 kW
- 64 kW
283 kW
- odzysk energii w węźle bioreaktora
- 103,5 kW
Razem - 179,5 kW
Bilans ciepła w układzie suszenia i mineralizacji osadów przedstawia się następująco:
Powietrze
70 000,00 m
3
/h
Ilość 0,922
110
o
C
Gęstość
64 540,00 kg
Ciepło właściwe
1 009,00 J/kg
Temperatura końcowa
150,00
o
C
Temperatura początkowa 70,00
o
C
Ilość ciepła
5 209 668,80 kJ/h
1 347,13 kW
Straty
10,00 %
Ilość ciepła potrzebna
1 496,66 kW
Ogrzewanie i odparowanie wody
Ilość wody
0,4630 kg/s
1 670,00 kg/h
Ogrzewanie od 20 – 100
o
C
154,78 kW
Odparowanie
1 032,41 kW
Ogrzewanie suchej masy
Ilość suchej masy
0,0926 kg/s
6,30 kW
Zapas
13,37 %
Razem ciepło suszenia osadów
1 193,48 kW
Sprawność suszenia 90%
1 276,45 kW
Minimalna ilość powietrza
17,15 m
3
/s

61 743,96 m
3
/h
Bezpieczna ilość powietrza nadmiar 5%
64 831,16 m
3
/h
Ilość ciepła w powietrzu
1 498,05 kW
Ciepło z bigazu 65% metanu, 125 m
3
/h
1 084,62 kW
Różnica temperatur do uzyskania z biogazu,
85 % sprawności
57,780
o
C
C max (80
o
C)
17 305,46 W/deg
Przepływ powietrza gorącego
8 000,00 m
3
/h
2,22 m
3
/s
C min (185
o
C)
1 857,66 W/deg
C min/C max
0,1073
NTU max
3,01
Sprawność wymienników z wykresu
94,50 %
Zmiana temperatury czynnika grzewczego
207,90
o
C
Temperatura końcowa 72,10
o
C
Zmiana temperatury powietrza
22,3
o
C
Suma zmian
80,1
o
C
Jednocześnie w celu określenia kosztów eksploatacyjnych posłużono się następującymi
danymi:
- węzeł odwadniania mechanicznego
(35 m
3
/d – 20 % s.m.)
- energia elektryczna - 7,6 kWh/m
3
- woda pitna - 0,013 m
3
/m
3
- węzeł suszenia – 158 kW x 16 h/40 m
3
(40 m
3
/d)
- energia elektryczna - 63,2 kWh/m
3
- woda pitna - 0,08 m
3
/m
3
- paliwo (olej) - 0 (ciepło ze
spalania
granulatu)
- węzeł WKF + pompownia
- energia elektryczna - 2,86 kWh/m
3
biorąc pod uwagę ceny (bez VAT):
- woda
- 1,62 zł
- energia elektryczna
- 0,21 zł/kWh
- olej opałowy -
1,20 zł/kg
łączny koszt eksploatacji dla instalacji Klimapolu wynosi 15,61 PLN/m
3
osadu (20 %
s.m.).
Bilans energetyczny i koszty eksploatacji dla instalacji proponowanej przez GPPU –
Gdańsk w oparciu o dane uzyskane z firmy wynoszą:

Bilans energii elektrycznej wynosi:
- węzeł odwadniania mechanicznego
- 61 kW
- węzeł
suszenia
-
110 kW
- węzeł WKF + pompownia
- 64 kW
Razem
-
235
kW
Bilans ciepła w układzie suszenia przedstawia się następująco:
- przyjęto, że oprócz własnego osadu będą też wykonywane usługi suszenia osadu
dowożonego i na tej podstawie ustalono wymagania na dobę: 40 m
3
osadu
o zawartości 20 % s.m. na wejściu, min. 90 % s.m. na wyjściu.
Bilans cieplny:
- 40
m
3
osadu o zawartości 20 % s.m. na wejściu należy doprowadzić do stanu co
najmnie:
90 % s.m.
→
8 : 0,9 = 8,89 ton granulatu
w tym: 8 ton s.m.
0,89
tony
wody
Ciepło do podgrzania 40 ton osadu (32 tony wody + 8 ton s.m.) do temp. 100
o
C
(przyjęto temp. początkową 20
o
C)
Podgrzanie
wody
Q
1
= m•C
w
•∆T = 32000•4,18•80 = 10.700,8 MJ
Podgrzanie
s.m.
Q
2
= 8000•0,84•80
= 537,6 MJ
Ciepło do odparowania 32 – 0,89 = 31,11 ton wody
C
p
= 2 256 kJ/kg
Q
3
= 31110•2256
=
70.184,2 MJ
Stąd dla teoretycznej 100% sprawności
Razem
=
81.422,6 MJ
81.422,6 MJ = 22,62 MWh/dobę
Sprawność cieplna suszarki CSO 93 % stąd:
Do suszarki trzeba dostarczyć 22,62 : 0,93 ≈ 24,32 MWh/dobę tj. 87,55 GJ/dobę.
Źródło ciepła:
Dla kotłowni na granulat 8,9 t/d granulatu o kaloryczności min. 12.000 kJ/kg
uzyskana energia ze spalania:
12.000 • 8900/3600 = 29,7 MWh/d tj. 106,80 GJ/d
sprawność źródła wraz z ekonomizerami: 92 %
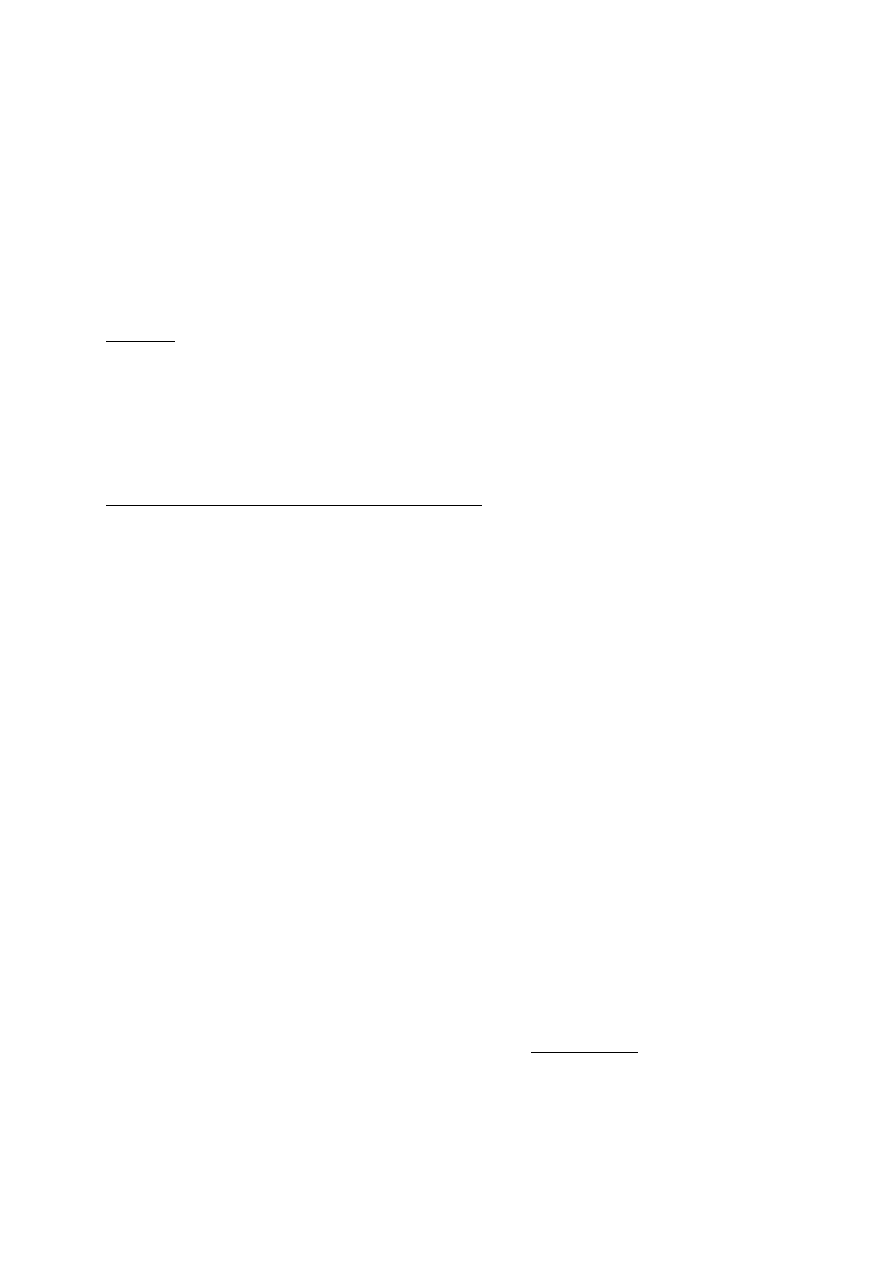
106,80 • 0,92 = 98,26 GJ/d w parze technologicznej 183
o
C, 1,0 Mpa
do procesu potrzeba 87,55 GJ/d, stąd pozostaje 10,71 GJ/d
nadwyżki ciepła w parze technologicznej,
Odzysk ciepła z procesu suszenia odbywa się ze sprawnością ca. 81 % - 82 %
Stąd: 87,55 • 0,81 + 10,71 = 81,6 GJ/d w wodzie 50/70 lub 70/90,
tj. ok. 984 m
3
/dobę wody grzewczej.
Zestawienie bilansowe:
Na dobę:
Ciepło wytworzone z granulatu
- 106,8 GJ
Ciepło uzyskane z granulatu (para technol.)
- 98,3 GJ
Ciepło użyte do suszenia (para technol.) - 87,6 GJ
Ciepło odzyskane + nadwyżka (C.W.T.) - 81,8 GJ
Na 1 m
3
osadu 20 % s.m. na wejściu do suszarki:
Ciepło wytworzone z granulatu
- 2,67 GJ
Ciepło uzyskane z granulatu (para technol.)
- 2,46 GJ
Ciepło użyte do suszenia (para technol.) - 2,19 GJ
Ciepło odzyskane + nadwyżka (C.W.T.) - 2,05 GJ
Dla określenia kosztów eksploatacyjnych podano:
- węzeł odwadniania mechanicznego
- energia elektryczna - 7,6 kWh/m
3
- woda pitna - 0,013 m
3
/m
3
- węzeł suszenia
-
110 kW x 24 h/40 m
3
- energia elektryczna - 66 kWh/m
3
- woda pitna - 0,08 m
3
/m
3
- paliwo (olej) - 0
- węzeł WKF + pompownia
- energia elektryczna - 2,86 kWh/m
3
biorąc pod uwagę ceny (bez VAT):
- woda
- 1,62 zł
- energia elektryczna
- 0,21 zł/kWh
- olej opałowy -
1,20 zł/kg
łączny koszt eksploatacji dla instalacji GPPU – Gdańsk wynosi:
Energia elektryczna = (7,6 + 66 + 2,86) kWh • 0,21 =
16,06 zł/m
3
Woda = (0,013 + 0,08) m
3
• 1,62
= 0,15 zł/m
3
16,21 zł/m
3
czyli 16,21 zł/m
3
osadu (20 % s.m.)

Doświadczenia z dotychczasowych zastosowań obu technologii
Z dostępnych wiadomości wynika, że instalacja do suszenia osadów ściekowych
firmy Klimapol pracowała na oczyszczalni w Lublinie przez ok. 1,5 roku. Celem
zainstalowania było przeprowadzenie kompleksowych badań dla określenia docelowego
rozwiązania utylizacji osadów. Na podstawie przeprowadzonych badań stwierdzono, że
najkorzystniejszą metodą utylizacji osadów ściekowych w Lublinie jest termiczne suszenie
zmieniające je w paliwo z możliwością wykorzystania w cementowni Rejowiec lub
elektrociepłowni „Bogdanka”. Technologia suszenia została zaakceptowana przez zespół
specjalistów do dofinansowania ze środków unijnych.
Stwierdzono, że wysuszony osad charakteryzował się dobrymi właściwościami
fizyko-chemicznymi (zawartość s.m. – 97 %) jest bezpieczny pod względem
bakteriologicznym oraz posiada dobre własności mechaniczne. Cały proces pozbawiony
jest uciążliwości zapachowych a BZT
5
w kondensacie powstającym w procesie suszenia
osadu utrzymuje się na poziomie ok. 100 mg BZT
5
/dm
3
.
W zakresie zastosowania technologii GPPU – Gdańsk zapoznano się
z doświadczeniami oczyszczalni ścieków w Nowym Targu, a także na podstawie publikacji
[52]. Doświadczenia eksploatacyjne przedstawiają się następująco: cyt. „Instalacja
została dostarczona w dwóch etapach. We wrześniu 2000 r. dostarczono, a w
październiku uruchomiono jako niezależną instalację suszarnię osadu, która rozpoczęła
pracę w oparciu o kocioł rozruchowy zasilany olejem opałowym, a produktem końcowym
był granulat o zawartości 90 – 95 % s.m. W następnym etapie dostarczono kotłownię na
granulat osadu nadmiernego wraz z fluidalną stacją oczyszczania spalin. Na początku
grudnia 2000 r. połączono obydwie instalacje, co umożliwiło suszenie osadu a następnie
spalanie granulatu i odzyskiwanie energii cieplnej do zasilania suszarni. Obydwie
instalacje mogą pracować jako niezależne ciągi technologiczne. Spaliny przed
wyemitowaniem do atmosfery są oczyszczane we fluidalnej stacji oczyszczania spalin
metodą mokrą. Opary z procesu suszenia są wykraplane w wykraplaczu ściekiem
oczyszczonym i wraz z odciekami z procesu oczyszczania spalin zawracane do
oczyszczalni ścieków. Produktem końcowym spalania jest popiół, w ilości 20-krotnie
mniejszej w stosunku do objętości osadu wchodzącego do procesu.
Na podstawie dotychczasowej eksploatacji suszarni w oparciu o kocioł olejowy
stwierdzono, że na wysuszenie 1 t osadu o zaw. 12-14 % s.m. do poziomu ok. 95 % s.m.
potrzeba ok. 60 litrów oleju opałowego. Wysuszony granulat nie wykazuje własności
higroskopijnych i nie ulega podczas normalnego składowania ponownemu uwodnieniu. W
trakcie eksploatacji instalacji w palenisku utworzyły się spieki i szlaka
z soli chromu i substancji mineralnych, które wymagały uciążliwego czyszczenia

paleniska, a to z kolei wymuszało jego wyłączenie. Problem ten został jednak
wyeliminowany. Na podstawie dwuletnich doświadczeń można określić koszty utylizacji
1 m
3
osadu (uwzględniające koszty osobowe, energii, mediów, transportu, opłat
środowiskowych, konserwacji i remontów) bez kosztów amortyzacji, dla różnego sposobu
prowadzenia procesu. I tak koszt suszenia 1 m
3
osadu w oparciu o kocioł olejowy opalany
O.O. wynosi ok. 145 zł/m
3
, koszt suszenia osadu i spalania granulatu z uzupełnieniem
energii cieplnej ze spalania oleju opałowego wynosi ok. 95 zł/m
3
. Natomiast koszt
suszenia i spalania granulatu w warunkach autotermiczności procesu wynosi ok. 55
zł/m
3
.
W latach 1996-1999 osad był wywożony do termicznego przetwarzania w spalarni
odpadów w cenie 350 – 500 zł/m
3
. W wyniku zastosowanej na oczyszczalni ścieków
technologii termicznej przeróbki osadu nadmiernego udało się radykalnie zmniejszyć
ilość powstającego odpadu oraz wyeliminowano niekorzystne oddziaływanie zapachowe”
(koniec cyt.).
Do uznania projektantów i decydentów zawsze pozostaje wybór technologii w zależności
od wymagań.
4.4. Spalanie osadów ściekowych
Z uwagi na ograniczenia związane z przyrodniczym zagospodarowaniem osadów
ściekowych spowodowane zawartością metali ciężkich, proponuje się rozważenie
termicznych metod przekształcania osadów.
Istotnym argumentem przemawiającym za stosowaniem metod termicznych jest
pełne opanowanie podstaw procesów, łącznie z technikami oczyszczania powstających
produktów. O realności stosowania termicznych metod unieszkodliwiania osadów
decydują w głównej mierze same odpady: ich skład chemiczny oraz procentowa
zawartość substancji palnych. Do cech paliwowych należą: ciepło spalania, zawartość
wilgoci, zawartość substancji lotnych i mineralnych. Wymienione czynniki wpływają
zarówno na przebieg samego procesu, jego bilans energetyczny, jak i skład gazów
odlotowych. Udział substancji organicznej zawartej w osadzie jest wskaźnikiem
informującym o właściwościach paliwowych przy wykorzystaniu osadów w procesach
termicznych. Wartość opałowa zależna jest od rodzaju osadów ściekowych. Na podstawie
badań określono, że ciepło spalania suchego osadu surowego zawierającego 70%
substancji lotnych wynosi 16 750 - 17 170 kJ/kg, osadu czynnego 14 650 - 15 490
kJ/kg, a osadu przefermentowanego o zawartości 50% substancji palnych około
10 470 kJ/kg. W przypadku, gdy jedna trzecia masy osadów ściekowych stanowi część
niepalną to wartość opałowa suchego osadu wynosi około 14 MJ/kg. Wartość opałowa

osadu przefermentowanego jest zwykle niższa od osadu przed fermentacją o około
2 MJ/kg [53]. Jeżeli wartość opałowa związków organicznych w osadach ściekowych nie
zawsze wystarcza do odparowania zawartej w nich wody, to wówczas osady mogą być
termicznie przetwarzane tylko z dodatkowym paliwem takim jak węgiel, olej opałowy,
biogaz czy słoma. Korzystając z doświadczeń praktycznych można stwierdzić, że osady
ściekowe mogą spalać się autotermicznie, jedynie wówczas gdy są odpowiednio
odwodnione. W związku z tym proces termiczny zawsze powinno poprzedzać odwadnianie
oraz ewentualne podsuszanie osadów ściekowych.
Dla określenia wartości opałowej osadów ściekowych, w zależności od zawartości
w nich składników palnych, mineralnych i uwodnienia można posługiwać się
nomogramem przedstawionym na rysunku 11. Nomogram sporządzono dla osadów
o cieple spalania 21 MJ/kg [54]. Na osi odciętych odłożono udziały masowe substancji
mineralnych, a na osi rzędnych uwodnienia. Nachylenie krzywej charakteryzuje
zawartość substancji palnej. Obszar zakreskowany oznacza przedział, w którym wartość
opałowa jest niedostateczna do odparowania wilgoci. Z kolei poszczególne linie oznaczają
ułamek ciepła spalania, jaki przy danym uwodnieniu i udziale części niepalnych stanowi
wartość opałowa.
Ograniczenia w stosowaniu termicznych metod przekształcania osadów
ściekowych, jak i innych odpadów wynikają przede wszystkim z powstających odpadów
wtórnych, które wymagają specjalnego traktowania, z uwagi na to, że nie są obojętne dla
środowiska. Ilość i jakość zanieczyszczeń zależna jest od składu chemicznego osadów,
technologii procesów spalania i oczyszczania spalin. Ocena poszczególnych technologii
uzależniona jest od badań emisji zarówno składników stałych jak i gazowych. Europejskie
uwarunkowania dotyczące spalania odpadów zostały zawarte w Dyrektywie 2000/76/WE.
Uwarunkowania polskie zawiera rozporządzenie Ministra Środowiska z dnia 4 sierpnia
2003 r. w sprawie standardów emisyjnych z instalacji.
10
20
30
40
50
60
70
80
90
100
10
20
30
40
50
60
70
80
90
100
M [%]
W [%]
W
tp
= 21 [MJ/kg s.m.]
W
t
=0.1
W
tp
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
Rys.11. Zależność wartości opałowej osadów od udziału substancji mineralnej M,
uwodnienia W przy W
tp
=21 MJ/kg s.m.
W instalacjach spalania [39] osady podawane są przenośnikami do zbiorników
osadu odwodnionego usytuowanego w bliskim sąsiedztwie budynku suszarni i spalarni.
Ze zbiornika, osady przenoszone są do mieszalnika a następnie do suszarki, z której
kierowane są do spalania. Popioły i osady z mokrego oczyszczania spalin podawane są do
worków, wywożone i poddawane dalszej obróbce.
Do technologii realizujących w sposób bezpośredni proces spalania osadów
ściekowych, spalania „mono” zalicza się [55]:
! spalanie w złożu fluidalnym – technologie te należą do najbardziej technicznie
zaawansowanych rozwiązań konstrukcyjnych, najczęściej stosowane są technologie
spalania w złożu stacjonarnym, coraz częściej w złożu cyrkulacyjnym oraz w tzw.
złożu wirowym. Technologie te są bardzo dobrze opanowane pod względem
technicznym, są wysokoefektywne energetycznie, posiadają szereg potwierdzonych
aplikacji w energetyce zawodowej, opartej na paliwach węglowych. Umożliwiają
spalanie osadu odpowiednio odwodnionego mechanicznie (tam, gdzie transport
uwodnionych osadów nie stanowi zbyt dużych kosztów), jak również częściowo
osuszonego czy też w postaci granulatu lub kombinacji osadu odwodnionego jedynie
mechanicznie i osadu granulowanego.
! spalanie w piecach z mechanicznym rusztem ruchomym – technologie dobrze
rozwinięte technicznie, czerpiące doświadczenia z konwencjonalnych instalacji do
spalania stałych odpadów komunalnych. Charakteryzują się prostotą konstrukcji
i dobrą efektywnością energetyczną.

! spalanie w piecu obrotowym – do którego osady wprowadzane są najczęściej
przeciwprądowo, co zapewnia wstępne ich osuszenie przed zasadniczym procesem
spalania.
! spalanie w różnych odmianach pieców półkowych, połączone najczęściej z procesem
osuszania osadów (jednak piece półkowe dziś to już archaik).
Technika fluidalna zastosowana w zakresie spalania już w latach sześćdziesiątych,
stworzyła następujące możliwości poprawy tego procesu:
•
intensyfikację wymiany ciepła między warstwą fluidalną, a powierzchnią ogrzewalną
w niej zanurzoną, co prowadzi do znacznego zmniejszenia powierzchni ogrzewalnych
i całkowitych gabarytów kotła,
•
spalania paliw o znacznej zawartości balastu, palenisko fluidyzacyjne może spalać
paliwo o dużej rozpiętości frakcyjnej paliw (0-10 mm),
•
obniżenie temperatury spalania 800-900
°
C, w zależności od temperatury mięknięcia
popiołu, powoduje z jednej strony znaczne zmniejszenie strat materiału rur powstałych
na skutek działania korozji, z drugiej zaś strony zmniejsza w znacznym stopniu emisję
do otoczenia tlenków azotu,
•
utrzymanie stałego profilu temperatury w całej objętości komory.
W ostatnich latach znacznie rozwinięto technologie cyrkulacyjnej warstwy
fluidalnej, która to w stosunku do konwencjonalnych systemów z pęcherzykową warstwą
fluidalną, ma wiele zalet takich, jak: większa elastyczność, łatwiejsze powiększenie skali
do jednostek o dużych rozmiarach, dobre wyniki odsiarczania metodami suchymi, niskie
emisje NO
x
i duża elastyczność w stosunku do stosowanych paliw oraz zmiany obciążeń
kotła.
Piec fluidalny jest zasadniczo cylindryczną lub prostokątną komorą. W dolnej
części znajduje się ruszt, a nad nim piaskowe złoże fluidalne. Osady poddawane
procesowi spalania wprowadza się do złoża fluidalnego. Tu, zawarte w osadach składniki
organiczne zaczynają się palić i w postaci drobnych cząstek unoszone są przez
mieszaninę parowo-spalinową ze złoża fluidalnego i ponad nim wypalają się do końca.
Wymagania dotyczące całkowitej likwidacji substancji organicznych zostają praktycznie
spełnione w 100%. Na skutek mechanicznego działania ziaren złoża fluidalnego
powstające aglomeraty popiołu zostają rozdrobnione. Szybkie, wyrównanie się
temperatury i wysoki współczynnik wymiany ciepła powoduje, że spalanie przebiega
intensywnie i równomiernie. Czas przebywania w przestrzeni dopalania jest dostatecznie
długi i wystarcza do całkowitego wypalania. Duża intensywność spalania powoduje, że
wartość opałowa paliwa zostaje całkowicie wykorzystana, a objętość pozostałości
zredukowana do minimum. Do instalacji powinny być doprowadzone osady o jak
największej zawartości suchej masy, z uwagi na autotermiczną realizację procesu

spalania. Oznacza to zazwyczaj konieczność podsuszania mechanicznie odwodnionych
osadów.
Działający w berlińskiej oczyszczalni ścieków reaktor ze złożem fluidalnym
utylizuje dziennie 5 tys. m
3
osadów o zawartości 3-3,5% s.m. Cała instalacja ma trzy
jednostki, każda po cztery punkty zasilania paliwem. W celu utrzymania 35 tonowego
złoża w temperaturze 750
°
C dodaje się olej przemysłowy. W instalacji tej następuje
odzysk ciepła [56].
W
wiedeńskiej oczyszczalni ścieków zdecydowano się na spalanie osadów
ściekowych z wykorzystaniem techniki fluidalnej. W ten sposób utylizowana jest cała
produkcja osadów wynosząca 210 t s.m./d. Osady wstępne wraz z nadmiernymi
kierowane są do zagęszczaczy, następnie są podgrzewane, odwadniane i wprowadzane
do warstwy fluidalnej kotłów. W oczyszczalni pracują trzy kotły fluidalne: dwa
o wydajności 120 t s.m./d, a trzeci 160 t s.m./d. System oczyszczania spalin składa się
z następującego ciągu: elektrofiltr, reduktor NO
x
, płuczka, suchy filtr z węglem
aktywnym. Uzyskiwane emisje substancji zanieczyszczających są dużo poniżej wartości
granicznych wg prawodawstwa austriackiego. Popiół z procesu spalania wykorzystywany
jest do produkcji mieszanki betonowej stanowiącej zabezpieczenie składowiska odpadów.
Spalanie osadów na złożu fluidalnym może być realizowane w procesie PYROFLUID
TM
zaproponowanym przez firmę Veolia Water Systems [46]. W procesie tym spalane są
osady z przemysłowych i komunalnych oczyszczalni ścieków. Proces jest najbardziej
ekonomiczny dla większych oczyszczalni, powyżej 100 000 RM. Osad podawany jest do
złoża mineralnego utrzymywanego w stanie fluidyzacji w temperaturze ok. 500ºC.
Cząstki organiczne w kontakcie z gorącym złożem ulegają natychmiastowemu
spopieleniu. Spaliny z procesu spalania kierowane są do górnej części pieca, gdzie
przebywają ponad 2s w temperaturze ponad 850ºC. Następnie spaliny ulegają
schłodzeniu i oczyszczeniu.
Ciepło ze schładzania spalin ogrzewa powietrze utrzymujące stan fluidyzacji złoża.
Schłodzone spaliny mogą być oczyszczane metodą suchą, półsuchą lub mokrą. Typ
oczyszczania spalin dobierany jest w zależności od składu osadu.
W procesie następuje spalenie całości materii organicznej zawartej w osadzie. Efekt
usuwania pyłów ze spalin wynosi 99,9%. Metale ciężkie obecne w ściekach usunięte są
ze spalin w procesie ich oczyszczania. Odzysk ciepła ze schładzania splin wynosi
ok.70%. Proces spalania odpowiada wymaganiom dyrektywy 2000/76/EC. Instalacje
takie pracują w Lundtofte (Dania), Toulon Cap Sicie (Francja).
Przeprowadzona analiza techniczna pozwala na stwierdzenie, że piece fluidalne są
najczęściej stosowane do spalania osadów ściekowych. Ich zaletą jest elastyczność

pracy, przy zmniejszonej ilości osadów automatycznie ulega zmniejszeniu ilość
doprowadzanego powietrza. Nie stanowią utrudnienia w czasie remontów ze względu na
to, że w piecu nie ma żadnych części ruchomych. Stosowany w urządzeniach czas
przebywania w przestrzeni dopalania nad złożem jest dostatecznie długi i wystarcza do
całkowitego wypalenia masy osadu [39].
Spalanie osadów w kotle rusztowym może być realizowane w procesie BIOCON
®
firmy Veolia Water Systems [46]. Spalaniu w tym systemie mogą być poddane osady
z komunalnych i przemysłowych oczyszczalni ścieków wysuszone do ok. 90% s.m. Kocioł
BIOCON
®
stanowi modułowe rozszerzenie suszarni BIOCON
®
. Komora spalania
wyposażona jest w trzy punkty podawania powietrza oraz ruszt ruchomy chłodzony
wodą. Spaliny ulegają dopalaniu w komorze dopalającej, w temperaturze ponad 850ºC
i przy czasie zatrzymania 2 s. Spaliny mogą być oczyszczane metoda suchą, półsuchą lub
mokrą i opuszczają instalację przez komin. Popiół i żużel paleniskowy usuwany jest
okresowo zdolnej części pieca przez specjalne pochyłe dno.
Proces spalania odpowiada wymaganiom dyrektywy 2000/76/EC. W wyniku spalania
uzyskuje się maksymalną redukcję objętości osadów. Pozostałość po spaleniu
pozbawiona jest związków organicznych i może być składowana lub wykorzystywana
jako komponent do produkcji pewnych rodzajów materiałów budowlanych.
Ciepło wydzielone w procesie spalania osadów może być wykorzystane do zasilania
suszarki osadów. Przy odpowiednim stosunku wartości kalorycznej osadu oraz stopnia
jego odwodnienia, proces może być autotermiczny, tzn. nie wymagane jest dostarczenie
dodatkowego paliwa. Skojarzony układ suszenia i spalania BIOCON
®
jest korzystnym
energetycznie rozwiązaniem gospodarki osadowej dla małych i średnich oczyszczalni
ścieków.
Alternatywnie do kotłów fluidalnych spotyka się instalacje do spalania osadów, w których
elementem bazowym są piece obrotowe. Obrotowy piec bębnowy zbudowany jest
z zewnętrznego stalowego bębna wyłożonego materiałem ceramicznym. Piec pochylony
jest pod określonym kątem i obraca się z nieznaczną prędkością. Poprzez rotację osady
ściekowe podlegają mieszaniu i stopniowo przechodzą przez kolejne strefy podlegające
suszeniu, odgazowaniu, spalaniu i schładzaniu popiołu. Proces spalania przebiega
w temperaturze 800-1000
°
C. Osady i spaliny prowadzone mogą być współprądowo lub
przeciwprądowo. Jednakże w praktyce stosuje się system pracy we współprądzie, z uwagi
na mniejsze niebezpieczeństwo wydmuchów lub wybuchów.
Zaletą procesu spalania w piecach obrotowych jest stabilność cieplna w stosunku
do zmian obciążenia i wielkości podawanego materiału. Wadą natomiast, z uwagi na duże
rozmiary części ruchomych jest ich wrażliwość na zmianę obciążenia cieplnego. Ponadto

dotkliwą wadą jest również niekorzystny bilans energetyczny bowiem oprócz znacznych
strat na skutek promieniowania występują straty ciepła unoszone z dużymi ilościami
spalin, z uwagi na konieczność pracy tego typu instalacji ze znacznym nadmiarem
powietrza wymaganym do całkowitego spalania. Ponadto konieczne jest stosowanie
dużych ilości drogiej wymurówki żarowytrzymałej, której żaroodporność ze względu na
możliwość lokalnego przegrzania musi być większa od średniej obliczeniowej [54]. Piece
obrotowe wymagają odpadów o wysokiej kaloryczności.
Pionierską instalacją do spalania osadów była instalacja z piecem półkowym
wybudowana w USA w 1961. Średnica pierwszej instalacji wynosiła około 8 metrów,
a wysokość 14 metrów i składała się z 14 palenisk.
Osady w instalacjach półkowych są dostarczane na najwyższe paleniska, gdzie
przebiega proces suszenia, a następnie przesuwane są na niższe półki, na których
zachodzi proces pirolizy i spalania. Każda półka wyposażona jest w zgrzebła (od 2-4)
zamontowane na wirniku, chłodzone powietrzem, transportujące osady na coraz niższą
półkę. Wirnik obraca się ze stałą prędkością dzięki czemu osady wprawiane są w ciągły
ruch. Ponadto jego zadaniem jest dostarczanie zimnego powietrza do zgrzebeł. Proces
spalania rozpoczyna się za pomocą palników wbudowanych w strukturę pieca.
Główna zaleta piecy półkowych to dobre wykorzystanie energii, a wada koszt
dodatkowego paliwa niezbędnego do prowadzenia procesu. W instalacji istnieje ryzyko
palenia się osadów na górnych paleniskach przeznaczonych do suszenia osadów [56].
Projektem
pośrednim łączącym zalety pieca półkowego i reaktora ze złożem
fluidalnym jest „Etagenwirbler” firmy Lurgi. W instalacji tej piec półkowy znajduje się
ponad reaktorem ze złożem fluidalnym i spełnia funkcją suszarki. Piec ma wydajność
2 t/h i składa się z pięciu palenisk. Taka instalacja funkcjonuje od 1981 r. w oczyszczalni
ścieków we Frankfurcie. Podczas suszenia 50% wilgotność z osadów jest usuwana co
umożliwia redukcję powierzchni paleniska w tej instalacji do 50% w porównaniu
z konwencjonalnymi FCB [56].
Problemem, który zawsze towarzyszy procesom spalania jest uwalnianie szkodliwych
substancji do atmosfery. Emisja dioksyn towarzyszy wszystkim procesom spalania,
w których występuje substancja organiczna oraz związki chloru. Dlatego spalanie
osadów ściekowych podlega takim samym ograniczeniom w zakresie emisji
zanieczyszczeń jak spalanie odpadów przemysłowych i komunalnych, i dlatego spalarnia
musi być wyposażona w bardzo wysokoskuteczny i wielostopniowy system oczyszczania
spalin zawierający układ SCR (bądź SNCR – niekatalityczna redukcja tlenków azotu) oraz
adsorbery z węglem aktywnym [57]. Oprócz dioksyn do atmosfery w procesach spalania

uwalniane są: SO
2
, NO
x
, HCl, HF, metale ciężkie oraz związki organiczne. Determinuje to
stosowanie sprawnego systemu oczyszczania spalin obejmującego:
- układ odpylania (elektrofiltr lub/i filtry tkaninowe),
- układ mokrego oczyszczania gazów – dwustopniowy, płuczka kwaśna i alkaliczna,
- układ redukcji tlenków azotu (SCR lub SNCR), który będzie redukował emisję dioksyn,
- układ adsorberów z węglem aktywnym [39].
Oprócz gazów w procesach spalania powstają jeszcze stałe produkty poprocesowe:
popioły oraz placki filtracyjne po mokrym oczyszczaniu spalin w których kumulują się
substancje niebezpieczne zawarte w odpadach, które traktowane są jak odpady
niebezpieczne i wymagają odpowiedniego postępowania.
Budowa samodzielnego zakładu termicznej utylizacji osadów z oczyszczalni ścieków wiąże
się z poniesieniem wysokich nakładów inwestycyjnych i jest sensowna jedynie
w przypadku dużych oczyszczalni ścieków. Koszty można obniżyć przez współspalanie
osadów ściekowych z różnymi rodzajami paliw.
Spalanie osadów ściekowych może być prowadzone na drodze spalania
z odpadami komunalnymi w spalarniach odpadów, współspalania w cementowniach, w
elektrowniach i elektrociepłowniach.
Zastosowanie
technologii
spalania z odpadami komunalnymi jest uzasadnione
tam, gdzie już istnieje bądź jest planowana spalarnia odpadów
i ekonomicznie jest uzasadniony transport odwodnionych osadów [26]. Wg danych
literaturowych zaletą takiej, efektywnej energetycznie, kombinacji spalania odpadów
komunalnych i osadów ściekowych jest możliwość wykorzystania, części strumienia ciepła
z procesu spalania odpadów komunalnych do osuszania osadów. Warunkiem jest
odpowiednio wysoka wartość opałowa odpadów komunalnych. Ponadto w dużym stopniu
wykorzystywana jest infrastruktura spalarni odpadów dla realizacji procesu współspalania
osadów, np. wspólny węzeł oczyszczania spalin, odżużlacz, składowanie i przerób żużla
oraz popiołów.
Jednak wg [39] rozwiązanie to może wiązać się z problemami wynikającymi
z odmiennej charakterystyki i tym samym odmiennych wymagań, jakie musi spełnić
instalacja termicznej utylizacji. Do spalania odpadów komunalnych najlepsza instalacją
jest spalarnia rusztowa z rusztem posuwisto-zwrotnym lub walcowym. Większość
europejskich spalarni odpadów komunalnych ma właśnie taką konstrukcję. Do osadów
ściekowych najczęściej stosowane są instalacje fluidalne, gdyż konstrukcje tego typu
najlepiej nadają się do spalania wilgotnych, maziowatych osadów. Spalanie odpadów
komunalnych w instalacjach fluidalnych wymaga uprzedniego, dokładnego rozdrobnienia
odpadów, co wpływa na koszty inwestycyjne i eksploatacyjne. W 1998 roku szwedzka

firma Kvaerner Pulping uruchomiła w Szkocji dużą spalarnię odpadów komunalnych
i osadów ściekowych o wydajności 225 000 Mg/rok wyposażoną w kotły fluidalne.
Podobną instalację firma ta wybudowała w Szwecji. Brak jednak danych o ekonomice
tego procesu.
Doświadczenia techniczne [39] wykazują, że możliwe jest bezpieczne
współspalanie osadów ściekowych (w postaci wysuszonej) stosowanych jako paliwo
zastępcze, uzupełniające strumień paliwa kopalnego w piecach cementowych (do
wypalania klinkieru) oraz w elektrowniach, elektrociepłowniach, kotłowniach.
Warunkiem
współspalania osadów w piecach obrotowych w przemyśle
cementowym jest wstępne całkowite osuszenie osadów (co wiążę się ze zużyciem
energii na ich wysuszenie) i ich odpowiednio wysoka wartość opałowa [28]. Zaletą
procesu współspalania jest immobilizacja znacznej ilości zanieczyszczeń w klinkierze.
Dlatego metoda ta polecana jest dla osadów charakteryzujących się znaczną zawartością
metali ciężkich.
Warunki
panujące w piecach cementowych pozwalają na bezpieczne spalanie
bardzo wielu odpadów organicznych. Wymagania stawiane odpadom przez przemysł
cementowy są następujące [39]:
- wartość opałowa paliwa odpadowego (wysuszonego osadu ściekowego) nie może być
niższa od 11,5 MJ/kg – tylko w takim przypadku cementownia może zmniejszyć
zużycie paliwa kopalnego –węgla,
- zawartość chloru nie może przekraczać 5% (masowo) masy wprowadzanych
odpadów.
Główne zalety spalania osadów ściekowych w piecach cementowych to:
- temperatura spalania w piecach cementowych przekracza 1450ºC osiągając
niejednokrotnie 1800ºC, co zapewnia całkowitą destrukcję materii organicznej,
- czas przebywania gazów w piecu cementowym wynosi od 4 – 10 sekund
(w temperaturze powyżej 1450ºC, co jest czasem znacznie dłuższym niż w przypadku
konwencjonalnych spalarni osadów ściekowych,
- proces spalania prowadzony jest w środowisku silnie alkalicznym dzięki czemu
wiązaniu chemicznemu ulegają kwaśne składniki gazów spalinowych, powstałe
podczas spalania odpadów (HCl, HF, SO
2,
Cl
2
),
- bardzo duża bezwładność cieplna wyklucza awaryjną, niekontrolowaną emisję
zanieczyszczeń np. na skutek chwilowego zaniku płomienia,
- niepalne części paliw odpadowych, w tym metale ciężkie ulegają wbudowaniu
w strukturę wypalanego klinkieru, przez co ich emisja jest minimalna,
- brak obserwowanego wpływu dodatku paliw na emisje zanieczyszczeń z pieca
cementowego,
- spaleniu
mogą być poddawane zarówno odpady stałe jaki i ciekłe [39]

W cementowni Rejowiec badano spalanie osadów jako paliwo zastępcze. W 1999 roku
cementownia zutylizowała 2833 ton tego rodzaju odpadu. Spalanie w piecach
cementowych powoduje całkowity rozkład oraz spalenie części palnych wprowadzanych
do pieca, w tym trwałych niebezpiecznych związków organicznych. Stopień destrukcji
tych związków znacznie przekracza poziom 99,99%.
Współspalanie osadów w obiektach energetycznych jest metodą dobrze
rozwiniętą technicznie i z dobrymi efektami stosowaną w wielu krajach np. w Niemczech.
Wg [58] za stosowaniem tej metody w gospodarce osadowej przemawiają względy
techniczne – wykorzystanie istniejącej infrastruktury elektrociepłowni, względy prawne –
metoda ta jest dopuszczona dyrektywą 2000/76/EC oraz zapisami prawa krajowego, jak
również względy ekonomiczne.
Współspalanie osadów może być realizowane w dwóch rodzajach kotłów, w kotłach
rusztowych oraz pyłowych. Większe doświadczenie eksploatacyjne (pewność ruchowa
i niezawodność), a przede wszystkim spełnienie wymagań prawnych odnośnie
dopuszczalnych emisji, temperatury procesu i czasu przebywania spalin charakteryzuje
proces współspalania osadów ściekowych w kotłach energetycznych wyposażonych
w palniki pyłowe. W oparciu o doświadczenia głównie niemieckich elektrociepłowni oraz
realia krajowe autorzy [27, 59] sformułowali następujące stwierdzenia:
- opalane
węglem pyłowe kotły energetyczne są powszechnie stosowane w krajowej
energetyce zawodowej, stanowią bloki pracujące w obciążeniu podstawowym, przez
co eksploatowane są w odpowiednio dużym wymiarze godzin w skali roku,
- duża moc cieplna stosowanych w kraju typowych kotłów energetycznych, spalających
znaczne ilości paliw kopalnych, powoduje, że współspalanie w kotłach pyłowych wraz
z węglem procentowo niewielkich ilości osadu – przeważnie w granicach około 5%
strumienia masy spalanego węgla w przeliczeniu suchą na masę osadu – staje się
interesującym zakresem dla termicznego przetwarzania osadów ściekowych
pochodzących
z dużych oczyszczalni ścieków,
- proces
współspalania osadów ściekowych w kotłach pyłowych został bardzo dobrze
opanowany technicznie (elektrociepłownie w Niemczech) [60] i jego adaptacja do
warunków krajowej energetyki nie powinna stwarzać większych problemów
technicznych,
- nakłady inwestycyjne związane z dozbrojeniem istniejących bloków energetycznych,
a także koszty eksploatacyjne współspalania osadów w pyłowych kotłach
energetycznych są niewątpliwie niższe niż przy zastosowaniu profesjonalnych
instalacji pojedynczego spalania osadów. Doświadczenia niemieckie wskazują, że
koszty eksploatacyjne są około trzy razy mniejsze niż w przypadku bezpośredniego
spalania osadów w instalacjach specjalnie do tych celów zakupionych [60],
- prowadzenie procesu współspalania osadów ściekowych zgodnie z wymaganiami
dyrektywy 2000/76/EC w sprawie spalania odpadów wymaga spełnienia stosunkowo
ostrych jak dla energetyki zawodowej norm emisji pyłu, SO
2
, NO
x
, oraz określonych
metali ciężkich, a w szczególności rtęci, krajowe bloki energetyczne niewyposażone
w efektywne instalacje odsiarczania spalin oraz instalacje redukcji tlenków azotu nie
będą w stanie sprostać tym wymaganiom, stąd też nakłady inwestycyjne na
dozbrojenie tych bloków muszą być zdecydowanie wyższe, co znacznie komplikuje
efektywność ekonomiczną planowanego przedsięwzięcia, emisja zanieczyszczeń musi
również spełniać ograniczenia zawarte w rozporządzenia Ministra Środowiska
w sprawie standardów emisyjnych z instalacji,
- od strony technicznej nie ma przeszkód, aby współspalać zarówno wysuszony, jak
i uwodniony osad ściekowy. Należy jednak brać pod uwagę akceptację społeczną
mieszkańców sąsiadujących z elektrownią czy elektrociepłownią, która w przypadku
osadu uwodnionego będzie zdecydowanie mniejsza. Aspekt akceptacji społecznej jest
jednym z ważniejszych uwarunkowań realizacji procesu współspalania osadów
ściekowych i nie powinien zostać pominięty w ogólnych studiach związanych
z realizacją projektu współspalania osadów ściekowych
,
- osady ściekowe pochodzące z komunalnych oczyszczalni ścieków, wykazują
minimalne właściwości toksyczne w stosunku do innych rodzajów odpadów, przez co
proces ich współspalania – realizowany zgodnie z odpowiednimi wymaganiami
prawnymi – może być całkowicie bezpieczny dla środowiska naturalnego. Kierowanie
do współspalania osuszonego i zhigienizowanego osadu oddala ponadto zagrożenie
sanitarne, jaki związane jest z utylizacją osadu uwodnionego,
- proces wspólspalania osadów ściekowych rodzi często pytanie o skład chemiczny
popiołów, stosowanych
jako materiał budowlany i związane z tym ewentualne
zagrożenie dla dalszego sposobu zagospodarowania popiołów, niemieckie
doświadczenia wykazują, że zachowanie odpowiedniej proporcji pomiędzy
strumieniem masy węgla i osadu nie powoduje zmian właściwości popiołów
w aspekcie ich budowlanego wykorzystania.
Podsumowując zagadnienia dotyczące spalania, proces ten ma następujące wady i zalety
[39]:
Zalety:
- znacząca redukcja objętości osadów po spaleniu,
- brak
ograniczeń czasowych w przetwarzaniu osadów ściekowych,
- energetyczne wykorzystanie odpadów,

- mała wrażliwość na zmienność składu osadów,
- wykorzystanie wtórnych produktów ze spalania – popiołów i materiałów inertnych,
które mogą być wykorzystane jako materiał filtracyjny, do asfaltów, betonów
i produkcji cegieł,
- niezawodność systemu,
- minimalizacja odorów pochodzących z osadów – system zamknięty, wysoka
temperatura.
Wady:
- wysoki koszt budowy spalarni,
- wysokie koszty eksploatacyjne,
- w przypadku współspalania osadów ściekowych z paliwami kopalnymi mogą wystąpić
kłopoty z dotrzymaniem norm emisji.
W analizie kosztów inwestycyjnych i eksploatacyjnych musza być wzięte pod uwagę:
- koszt systemu składowania osadów wilgotnych,
- koszt pieca do spalania osadów,
- koszt systemu oczyszczania gazów (wysoki – ze względu na bardzo ostre wymagania
dotyczące czystości gazów odlotowych),
- koszty operacyjne - personel, paliwo wspomagające, elektryczność, chemikalia do
systemu oczyszczania gazów, napraw, podatki itp.,
- koszt transportu osadów do spalarni,
- koszt kontroli pracy spalarni (rozbudowana automatyka),
- koszty pomiarów emisji zanieczyszczeń ze spalarni (bardzo wysokie koszty pomiarów
emisji PCDD/PCDF),
- koszt przeróbki lub uzdatniania wtórnych odpadów z procesu spalania,
- koszt marketingu wtórnych produktów ze spalania.
W krajach Unii Europejskiej średni koszt spalania osadów ściekowych wynosi od 220 do
400 euro/Mg suchego osadu, w zależności od uwarunkowań lokalnych oraz stopnia
nowoczesności instalacji (przede wszystkim stopnia rozbudowy systemu oczyszczania
spalin,[Uhre, 1997]).
4.5. Inne procesy
Oprócz omówionych wcześniej technologii, do unieszkodliwiania osadów
ściekowych mogą być stosowane technologie alternatywne wykorzystujące procesy
mokrego utleniania, pirolizy i zgazowania.
Jednak niewiele technologii wykorzystujących procesy pirolizy czy zgazowania,
bądź ich kombinacji ma zastosowanie w przemyśle. Zastosowanie ich wiąże się z dużym

ryzykiem inwestycyjnym, gdyż technologie te wymagają dostarczenia dużych ilości
energii do realizacji procesu termicznego przekształcania osadów.
Mokre utlenianie
W liniach technologicznych procesy termiczne przeróbki i stabilizacji osadów
ściekowych stosowane są od dawna. Można tu wymienić fermentację termofilową do czy
„spalanie na mokro” czyli tlenową mineralizację związków organicznych w temperaturze
200-220ºC w tzw. procesie Zimmermanna. Fermentacja termofilowa znana jest co
najmniej od 70 lat, zaś proces Zimmermanna od ponad 35 lat [61].
Celem fermentacji termofilowej było skrócenie czasu stabilizacji i podwyższenie
stopnia rozkładu substancji organicznych w środowisku redukcyjnym. Celem procesu
Zimmermanna – chemiczne spalanie na mokro, a więc proces utleniania substancji
organicznej. Proces termicznej synerezy znanej pod nazwą procesu PORTEOUS zaczął się
rozpowszechniać z końcem lat 60-tych. W procesie tym, stosowanym do osadów już
ustabilizowanych chodziło głównie o termiczne rozszczepienie substancji koloidalnych
nadal zawartych w osadzie, a przez to zupełne wyeliminowanie lub znaczne obniżenie
dawki koagulantów lub polielektrolitów przed mechanicznym odwadnianiem osadów.
Działaniu temperatury przypisywano podobne właściwości co polielektrolitycznym
flokulantom, a więc denaturację białek i destabilizację koloidów, zmianę postaci cieczy
osadowej z koloidalnej i częściowo chemicznie związanej do wody wolnej
i międzycząsteczkowej, a przez to obniżenie oporu właściwego osadu. Proces PORTEOUS
wydawał się początkowo na tyle atrakcyjny, że takich instalacji wybudowano w latach 70-
tych w Europie co najmniej kilkadziesiąt. Równolegle do denaturacji białek miało miejsce
uwalnianie znacznej części ładunku zanieczyszczeń do cieczy osadowej. Nie były
rzadkością stężenia ChZT rzędu kilkudziesięciu kg w jednym m
3
. Oznaczało to nie tylko
poważne wtórne obciążenie ładunkiem biologicznej części oczyszczalni, ale i trudności
w usuwaniu tego ładunku w warunkach tlenowych. Procesowi tlenowego oczyszczania
towarzyszyło uwalnianie odorów z grupy skatoli i merkaptanów. Mimo znaczących
efektów odwadniania osadów w komorowych prasach filtracyjnych, w latach 80-tych
zaniechano stosowania procesu PORTEOUS.
Mokre utlenianie jest procesem stosowanym do unieszkodliwiania nadmiernego
osadu czynnego. Metoda ta polega na utlenianiu zawiesiny nadmiernego osadu czynnego
w temperaturze 200-250ºC, pod ciśnieniem 2,0–8,0 MPa. W warunkach tych komórki
osadu czynnego i ich aglomeraty ulegają termicznej destrukcji i rozpadowi, a związki
organiczne zawarte w roztworze utleniają się przede wszystkim do CO
2
i wody. Osad
czynny w takich warunkach ulega całkowitemu spopieleniu [39].
Skuteczność tej metody opiera się na dwóch korzystnych cechach tego systemu
reakcyjnego: po pierwsze wraz ze wzrostem temperatury powyżej 393 K rośnie

w znaczący sposób rozpuszczalność tlenu w roztworach wodnych, a po drugie
podwyższanie temperatury zwiększa szybkość reakcji chemicznych i poprawia
efektywność wytwarzania wolnych rodników w układzie [62]. Proces mokrego utleniania
może stać się atrakcyjną alternatywą dla klasycznego, wysokotemperaturowego spalania
osadów, nie wymagającą odwadniania i suszenia. Wytworzone w procesie ciepło może
mieć zastosowanie do ogrzewania wejściowego strumienia oczyszczanej zawiesiny. Mokre
utlenianie może być prowadzone przy niskich temperaturach (120-423 K) jak
i w wysokich powyżej 523 K. W niskich temperaturach stopień usunięcia OWO jest jednak
niewielki i wynosi 10-20%. Wraz ze wzrostem temperatury szybkość reakcji i stopień
usunięcia węgla organicznego wzrasta osiągając wartość 80% w temperaturach 553-
573K.
Proces mokrego utleniania w chwili obecnej jest powszechnie stosowany
w przemyśle. Do prowadzenia procesu proponuje się m.in. następujące instalacje:
instalacja VERTECH, instalacja typu ZIMPRO.
Metoda VERTECH oparta jest na procesie mokrego utleniania, podczas którego
następuje utlenianie substancji organicznych lub nieorganicznych pod wysokim
ciśnieniem i w wysokiej temperaturze [63]. W tych warunkach zachodzą procesy
chemiczne powodujące degradację związków chemicznych do produktów prostych tzn.
gazów i substancji nierozkładalnych. Proces przebiega w fazie ciekłej. Przez zastosowanie
katalizatorów warunki reakcji mogą być zmienne oraz może być ulepszona wydajność
procesu. Do prowadzenia procesu wprowadzane jest powietrze i czysty tlen. Celem
reakcji w urządzeniu jest uzyskanie jak najdalej posuniętego utleniania całkowitego,
a ewentualnie uzyskane resztkowe substancje organiczne mogą być zredukowane przy
pomocy innych technologii. W technologii VERTECH zasadniczym elementem instalacji
jest reaktor umieszczony w głębokim na 1200 m betonowym szybie o średnicy 95 cm.
Do szybu wprowadzony jest stalowy płaszcz na głębokość 400 m., gdzie mogą
występować cieki wodne. Dodatkowa warstwa betonu zapobiega bezpośredniemu
przedostawaniu się osadu do wód gruntowych. Ciśnienie niezbędne do prowadzenia
procesu wynoszące od 85 do 110 barów uzyskuje się pod naporem hydrostatycznym
warstwy osadowej. Na dnie reaktora uzyskuje się temperaturę 280ºC.Reakcja utleniania
zaczyna się w temperaturze 175ºC, którą uzyskuje się w instalacji na określonej
głębokości. Osady ściekowe wprowadzane są przez rurę wewnętrzną. Na określonej
głębokości doprowadzony zostaje czysty tlen (około 300-900m) i przez wykorzystanie
kombinowanego systemu ogrzewająco-chłodzącego następuje rozruch. Rozprężanie,
odgazowanie odbywa się w dwóch stopniach tzn. zawiesina opuszcza reaktor przy
temperaturze 65ºC i ciśnieniu 15 barów i rozpręża się do ciśnienia atmosferycznego.
Następnie rozprężona zawiesina zostaje schłodzona do około 35ºC i doprowadzana jest
do prasy filtracyjnej, gdzie następuje proces filtracji bez udziału koagulantów. Powstały

osad ma uwodnienie około 50% i może być przerabiany dalej. Z kolei filtrat kierowany
jest do oczyszczania na oczyszczalni ścieków. Powstałe w procesie gazy pod względem
objętościowym stanowią tylko około 10% ilości powstającej przy otwartym spalaniu.
W celu oczyszczenia, gazy zostają poddane katalitycznemu utlenieniu w reaktorze ze
złożem stałym. Dzięki tej technologii istnieje określona alternatywa usuwania osadów
ściekowych, która prezentuje zalety ekologiczne i gospodarcze. Technologia ta została
wypróbowana w Stanach Zjednoczonych na skalę techniczną, a w Apeldoorn (Holandia)
zbudowano instalację prototypową. W trakcie prób na tej instalacji uzyskano wysoki
stopień redukcji masy substancji organicznych zawartych w osadach ściekowych [63].
Do popularnych instalacji należy instalacja ZIMPRO. W instalacji tej utlenianie
przebiega w temperaturze ok.250ºC-300ºC, pod ciśnieniem 70-150 bar. Do utleniania
zazwyczaj używa się powietrze, w wyjątkowych wypadkach tlen. Sprężone powietrze
wtłaczane jest do strumienia osadów. Mieszanina osadów i powietrza jest ogrzewana
w wymienniku, po czym przepływa przez reaktor pionowy gdzie następuje wymagany
stopień oksydacji. Większość związków zawartych w odpadach zostaje utleniona, inne
zmieniają swój charakter ze związków nierozkładalnych na związki biodegradalne. Proces
jest egzotermiczny. Ciepło wydzielające się w czasie reakcji chemicznych powoduje
ogrzanie dopływającego osadu do wymaganej temperatury za pomocą wymiennika
ciepła. Proces mokrego utleniania dla osadów zawierających różne zanieczyszczenia może
mieć indywidualne schematy operacyjne. Zastosowanie procesu powoduje redukcję
globalnego ChZT zawartego w osadzie o ok. 80%, zaś innych zanieczyszczeń typu fenole,
siarczki i merkaptany do granicy wykrywalności. Utleniony produkt może zostać
wykorzystany ponownie jako wsad do produkcji lub poddany dalszemu procesowi
oczyszczania metodą konwencjonalną [46].
Piroliza
Piroliza jest metodą transformacji termicznej substancji organicznych
w środowisku całkowicie pozbawionym tlenu bądź przy niewielkiej jego obecności,
w podwyższonej temperaturze. Proces ten prowadzi do wydzielania produktów, takich
jak: gaz, olej i koks pirolityczny, ma charakter endotermiczny [64]. W zależności od
temperatury prowadzenia procesu wyróżnia się pirolizę niskotemperaturową (450-700
°
C)
i wysokotemperaturową (900-1100
°
C).
Proces pirolizy można podzielić również na:
- Slow pyrolysis – proces prowadzony w niskich temperaturach z dużym uzyskiem fazy
stałej,
- Fast pyrolysis – proces optymalizowany pod kątem uzysku dużej ilości ciekłych
i gazowych produktów.
W procesie pirolizy uzyskuje się:

- fazę gazową, tzw. gaz pirolityczny, który zawiera przede wszystkim parę wodną,
wodór, metan, etan i ich homologi, wyższe węglowodry alifatyczne (C
2
-C
4
), tlenek
i dwutlenek węgla oraz inne związki gazowe jak: H
2
S, NH
3
,HCl, HF, HCN.
-
fazę stałą, tzw. koks pirolityczny, substancje obojętne oraz pyły ze znaczną
zawartością metali ciężkich itp.
- fazę płynną, którą stanowią kondensaty wodne i oleiste, składające się z mieszaniny
olejów i smół, wody oraz składników organicznych [65].
Produkty ciekłe są złożoną miksturą węglowodorów i wymagają dalszego przetwarzania
przed wykorzystaniem. Z kolei wytwarzany gaz charakteryzuje się wyższą wartością
kaloryczną niż ten uzyskiwany w procesie zgazowania. Wartość ta kształtuje się na
poziomie 15-30 MJ/Nm
3
.
Składniki te mogą być przeznaczone do dalszego wykorzystania. Ilość i skład
powstających produktów zależy głównie od rodzaju i składu odpadów, górnego zakresu
stosowanych temperatur oraz czasu przebywania w reaktorze pirolitycznym [66].
Piroliza
może być prowadzona w:
- reaktorach szybowych i ze złożem fluidalnym, w których ruch masy odbywa się
pionowo,
- reaktorach obrotowych oraz piecach przepychowych i innych piecach dwukomorowych
z kontrolowanym powietrzem, w których ruch masy odbywa się poziomo lub wsad się
nie przemieszcza [66].
Reaktory te mogą pracować pod ciśnieniem atmosferycznym albo pod obniżonym lub
zwiększonym ciśnieniem.
W termicznym przetwarzaniu odpadów piroliza jest wykorzystywana do:
- unieszkodliwiania odpadów z bezpośrednim spaleniem (dopaleniem) powstałego gazu
procesowego (pirolitycznego) oraz uzyskaniem mało toksycznej fazy stałej (popiołu
lub żużla albo bogatego w węgiel koksu pirolitycznego),
- wytworzenie z odpadów gazu opałowego i ewentualnie także paliwa stałego
lub płynnego, nadających się do spalania w urządzeniach energetycznych,
- wydzielenie z odpadów cennych związków chemicznych możliwych do zastosowania
w różnych procesach przemysłowych.
Na procesie pirolizy oparta jest technologia Oil From Sludge [67] Istotą tego procesu
jest poddawanie osadów ściekowych o zawartości 95% suchej masy, działaniu
temperatury 450
°
C przez okres dłuższy niż 30 minut przy ciśnieniu atmosferycznym.
W wyniku tego działania następuje chemiczne przekształcenie organicznych związków
zawartych w osadach w proste łańcuchy węglowodorowe i stałe produkty zwęglania.
W procesie tym powstają również gazy niekondensujące się NCG, które wraz z ze stałymi
produktami zwęglania mogą być źródłem energii niezbędnej do suszenia osadów.

Otrzymana natomiast ciecz węglowodorowa może stanowić surowiec wtórny do
wykorzystania w przemyśle chemicznym lub petrochemicznym.
Układ przeróbki osadów w procesie OFS sprowadza się do 5 etapów:
•
mechaniczne odwadnianie osadów,
•
suszenie osadów,
•
przekształcenie substancji organicznych zawartych w osadach metodą OFS,
•
otrzymanie stałych produktów zwęglania,
•
odzysk energii podczas spalania stałych produktów zwęglania i gazów oraz
oczyszczanie gazów w suszarni i ich kontrola.
Układ ten pozbawiony jest instalacji do usuwania z osadów organizmów patogennych,
gdyż wirusy i bakterie są całkowicie niszczone w procesach: suszenia, pirolizy, spalania.
O wydajności procesu OFS decyduje wielkość otrzymanych produktów. Skład
chemiczny oraz ich własności paliwowe determinują możliwość wykorzystania
otrzymanego kondensatu w przemyśle, a także możliwość odzysku ciepła przez spalanie
koksiku i dopalanie powstałych w procesie gazów. Zawartość substancji organicznych w
osadzie poddawanym termicznej utylizacji decyduje o wartości opałowej powstałych
produktów. Na odprowadzenie wody potrzeba, dużych ilości ciepła, czyli energii, która
musi pokryć wartość opałową związków organicznych zawartych w osadzie. Wskutek
fermentacji osad traci około połowy swej wartości opałowej, którą oddaje w postaci gazu.
Jednak zmniejsza się przy tym zawartość wody, a gazy z fermentacji, jeżeli nie są
używane do ogrzewania komór, stanowią dodatkowy materiał opałowy. Z tego względu
przefermentowany osad nadaje się do termicznej przeróbki równie dobrze jak i surowy.
Wysokie koszty budowy i eksploatacji komór fermentacyjnych przemawiają jednak za
stosowaniem odwodnionego osadu surowego, co w ogólnym bilansie kosztów przeróbki
i utylizacji osadów przynosi znaczne oszczędności. Za stosowaniem osadu surowego
w technologii OFS przemawiają również efekty prowadzonych badań wg których różna
jest wydajność procesu z surowych i po termicznej przeróbce osadów. Produkcja
węglowodorów w formie płynnej jest znacznie wyższa z osadów surowych niż z osadów
przefermentowanych. Podobnie kształtuje się wartość oznaczonej lepkości względnej.
Natomiast ilość stałych produktów zwęglania jest znacznie niższa. Z osadu surowego
uzyskuje się 44-66% koksiku, a z osadu przefermentowanego 41-73%. Ilość gazu
powstałego po kondensacji oraz wody poreakcyjnej nie zależy od rodzaju osadu.
W chwili obecnej brak jednak informacji o działającej w dużej skali aplikacji
przemysłowej.
Zgazowanie
Zgazowanie polega na przekształceniu w wysokich temperaturach węgla
zawartego w danym surowcu lub paliwie stałym w paliwo gazowe, składające się głównie

z tlenku i dwutlenku węgla, wodoru, metanu, azotu i pary wodnej. W odróżnieniu od
procesu odgazowania, zgazowanie odbywa się najczęściej przy pewnym udziale tlenu
(dostarczającego energię) i wody. Procesy pirolizy i zgazowania znajdują powszechne
zastosowanie w różnych gałęziach przemysłu. Procesem zgazowania obejmuje się
głównie paliwa stałe (węgiel kamienny, lub brunatny) w celu wytworzenia
niskokalorycznego gazu opałowego, gazu syntezowego wykorzystywanego w przemyśle
chemicznym lub gazu wysokometanowego (po dodatkowej metanizacji katalitycznej),
który może być skierowany bezpośrednio do sieci gazociągowej. Zgazowanie można
prowadzić różnymi metodami oraz w różnych warunkach ciśnienia i temperatury, ale
przeważnie odbywa się to z udziałem określonych ilości tlenu i pary wodnej. W procesie
tym zachodzą głównie reakcje węgla z parą wodną i tlenem oraz z powstającym
dwutlenkiem węgla i wodorem, a także reakcje wtórne pomiędzy wytwarzającym się
tlenkiem węgla a para wodną [66].
Ostatnio stosowanym rozwiązaniem w zakresie unieszkodliwiania osadów
ściekowych spotykanym na oczyszczalniach ścieków jest budowa własnych kotłowni
zbudowanych na bazie kotłów c.o. opalanych osadem ściekowym. Tego typu rozwiązanie
zostało zastosowane m.in. w Polsce na oczyszczalni ścieków w Swarzewie [68], gdzie
osady ściekowe poddaje się procesowi zgazowywania. Proces prowadzony jest
w kotłach wyprodukowanych w elbląskiej firmie FUWI Gaz. Firma FUWI zajmowała się
głównie produkcją kotłów do zgazowywania mokrego drewna w szczapach. Obecnie
podjęła produkcję kotłów do zgazowywania osadów ściekowych, z pełną atestacją
urządzeń i opatentowaniem rozwiązań. W przypadku Swarzewa zainstalowano kocioł
grzewczy wodny niskotemperaturowy typu E/I-OS o mocy 0,3 MW opalany paliwem,
które stanowią osady z domieszką miału węglowego w stosunku masowym 2/3 osady
i 1/3 węgiel. Mieszanka ta ma ciepło spalania około 12 MJ/kg. Ciepło spalania jest około
dwukrotnie niższe niż przy miale węglowym, natomiast wilgotność mieszanki jest ponad
2,5-krotnie wyższa. Kocioł ma konstrukcję stalową w kształcie prostopadłościanu,
stojącą, wyposażoną w dyszę i regulację powietrza do spalania lotnych części osadów
oraz w aparaturę sterująco-zabezpieczjącą. Kocioł spawany jest z blach o grubości 4 i 6
mm, ocieplony wełną mineralną i obudowany blachą 1 mm. Główne zespoły kotła to:
komora zgazowania, komora spalania, wymiennik ciepła, stabilizator spalin oraz zespół
sterująco-zabezpieczający.
Spaliny uzyskane w trakcie procesu wykorzystywane są do ogrzewania komory
paleniskowej oraz wodnych ścian płaszcza kotła. Ruszt wykonany jest ze stalowych rur,
przez które przepływa woda chłodząca. Powietrze do spalania doprowadzane jest
wentylatorem, który jest sterowany automatycznie dwoma regulatorami temperatury.
Czujnik temperatury wody umieszczony jest w króćcu wody gorącej. Czujnik temperatury

spalin umieszczony jest w kominie. Zamknięty cykl spalania trwa do 12 godzin i polega
na zgazowaniu i spaleniu substancji organicznych zawartych w osadach ściekowych
wzbogaconych miałem węglowym. Po zamknięciu pieca spalanie przeprowadza się
warstwowo od góry ku dołowi. Równomierne spalanie uzyskuje się poprzez strefowo
nadmuchiwane powietrze na obwodzie komory spalania. Powstające w procesie
wytlewania gazy gromadzą się w górnej części komory spalania, mieszają się tu
z doprowadzanym powietrzem, a następnie przeprowadza się je przez ceramiczny
stabilizator, przez co osiąga się całkowite spalanie wszystkich gazów i dezodoryzację
spalin. Temperatura stabilizatora kształtuje się na poziomie 1400
°
C.
Na oczyszczalni ścieków w Balingen (Niemcy) istnieje stacja pilotowa
zgazowania osadów ściekowych [69]. Instalacja ta posiada maksymalną
przepustowość 150 kg/h. Do gazyfikatora wprowadzane są osady wysuszone do 85%
s.m. Kluczowym elementem jest reaktor pracujący w temperaturze 880ºC
charakteryzujący się długim czasem kontaktu w celu zapewnienia całkowitej destrukcji
części smołowych. Czynnikiem zgazowującym jest powietrze podgrzane do temperatury
350ºC. Gaz opuszczający reaktor wstępnie ulega chłodzeniu poprzez wymiennik ciepła,
służący do podgrzewania świeżego powietrza, a następnie wprowadzany jest do wieży
chłodniczej gdzie gaz jest schładzany poprzez spryskiwanie wodą oraz poprzez
ogrzewanie nowych partii osadów wprowadzanych do reaktora gazyfikacji. Kondensacji
pary w gazie udało się uniknąć stosując profile temperaturowe. Zadaniem wieży jest
również związanie związków organicznych, w szczególności części smołowych
i zawrócenie ich z powrotem do reaktora. Zarówno gaz oraz osady ściekowe w wieży
kierowane są z góry na dół przy czym gaz kierowany jest na filtry. Za filtrem gaz jest
częściowo schładzany i skraplany. Częściowe osuszenie gazu poprawia znacząco jakość
gazu. Skropliny są oczyszczane za pomocą filtra z węglem aktywnym i zawrócone do
wieży, poprawiając bilans wodny. Gaz jest dostarczany do silnika, który jest również
nową konstrukcją pozwalającą na bezpośrednie spalanie gazu niskokalorycznego.
W trakcie rozpoczynania ora zamykania pracy instalacji gaz może być spalany
w pochodni gazowej zanim wytworzony gaz nie uzyska stałej jakości.
System Krepro
Innym sposobem termicznego unieszkodliwiania osadów ściekowych może być system
Krepro proponowany przez szwedzką korporację Kemira Group. Proponowana metoda
prowadzi do otrzymania z osadów ściekowych :
•
frakcji fosforowych w formie nawozu fosforowego,
•
biopaliwa,
•
wytrąconych chemikali,

•
węgla organicznego.
Zasada działania procesu Krepro polega na prowadzeniu zagęszczonego osadu przez
zbiornik mieszania wstępnego, do którego dostarczany jest kwas siarkowy w celu
utrzymania stałego odczynu pH=1,5-2. Jest to zbiornik hydrolizujący. Po procesie
hydrolizy osad jest podgrzewany w wymienniku ciepła do temperatury około 100
°
C, skąd
prowadzony jest do reaktora.
W reaktorze w temperaturze 140
°
C i przy ciśnieniu 4 barów następuje reakcja
rozkładu – degradacji w czasie 30-45 minut. Po upływie tego czasu osad schładzany jest
do temperatury około 50
°
C, a następnie podawany do zbiornika rozprężającego.
Po zbiorniku osad przepływa na wirówkę dekantacyjną, w której następuje oddzielenie
masy organicznej od rozpuszczonych w cieczy metali i fosforanów. Otrzymana masa
organiczna stanowi produkt o wysokich walorach energetycznych, zaś filtrat podawany
jest procesowi alkalizacji z udziałem soli żelaza i w efekcie wytrącone zostają związki
fosforu w postaci fosforanu żelazowego. Otrzymany fosforan żelazowy podawany jest do
odwadniania do wartości suchej masy około 35%. Frakcja ta zawiera niskie stężenie
metali ciężkich i może być użyta wprost jako nawóz, zaś filtrat z tej wirówki, którego
zawartość stanowi głównie odzyskany koagulant jest zawracany do procesu oczyszczania
ścieków [70].
Technologie wykorzystujące procesy pirolizy, zgazowania i spalania
Celem nadrzędnym technologii WGT, w odróżnieniu od technologii OFS, jest
produkcja czystego wysokokalorycznego gazu pirolitycznego. Proces WGT jest procesem
hybrydowym łączącym zgazowanie z pirolizą. Podsuszone osady wprowadzane są do
zbiornika, pełniącego rolę dozownika, do którego doprowadzany jest gaz inertny celem
wyeliminowania tlenu w procesie. Następnie osady kierowane są do poziomego,
cylindrycznego, obrotowego reaktora, który jest pośrednio ogrzewany do temperatury
750-850
°
C. Zastosowanie tej temperatury powoduje zgazowanie substancji organicznej,
tak że otrzymany gaz jest „krakowany” do postaci wodoru i węglowodorów o krótkich
łańcuchach. Powstały w procesie koksik jest oddzielany w gorącym cyklonie, a gaz
pirolityczny przed oczyszczaniem jest poddawany procesowi schładzania. Wartość
kaloryczna otrzymanego gazu jest ściśle uzależniona od wsadu oraz parametrów
procesowych. W przypadku osadów surowych o zawartości 70-80% substancji
organicznych wartość ta wynosi ok. 28-32 MJ/Nm
3
.
Technologia The Sekundärrohstoff Verwertungszentrum [71] łączy proces pirolizy,
spalania i zgazowania. Technologia ta jest przystosowana do przetwarzania odpadów z
tworzyw sztucznych, elektronicznych, niebezpiecznych oraz wysuszonych osadów
ściekowych. Po odzyskaniu składników metalicznych odpady są kruszone, mielone,

kompresowane i poddawane zgazowaniu przy temperaturze 1300
°
C. Gazy z procesu po
oczyszczeniu z lekkich olejów i smoły służą do produkcji metanolu i energii. Technologia
ta posiada instalację w miejscowości Schwarze Pumpe o wydajności ok. 400000 Mg/rok
dla mieszanki: odpady –węgiel (w tym około 50 000 Mg osadów ściekowych).
Technologia Krupp Uhde PreCon wykorzystuje proces zgazowania. Skruszony materiał
po usunięciu części metalicznych i składników nieorganicznych jest suszony do zawartości
10% wilgoci i wprowadzany do reaktora ze złożem fluidalnym pracującym przy
temperaturze 700-1000
°
C.
Technologia Schwel – Brenn – Verfahren przeznaczona do przekształcania odpadów
komunalnych, wykorzystuje procesy pirolizy i wysokotemperaturowego spalania.
Skruszone odpady stałe mogą być mieszane z wysuszonymi osadami ściekowymi
i podawane do pieca obrotowego, gdzie następuje proces pirolizy przy temperaturze
450
°
C. Pozostałości poprocesowe, w których jest około 30 % węgla, podaje się do kotła
gdzie wraz z gazem poprocesowym podlegają spaleniu przy temperaturze około 1300
°
C.
Odzyskiwane ciepło jest zużywane do podgrzewania odpadów i wytwarzania energii.
Technologia ta obecnie została zaniechana przez koncern Simensa po niepowodzeniu
instalacji w Fürth.
Technologia Recycled Clean Products ma oddzielne kotły do zeszkliwiania i spalania
oraz dodatkowy etap do odzysku produktów. Osady ściekowe mogą tutaj stanowić
10-15% całości wsadu. Pozostałość w postaci żużla jest dobrym dodatkiem do produkcji
cementu. Gaz uzyskiwany w kotle do odzysku produktów przechodzi do złoża fluidalnego,
gdzie jest gwałtownie chłodzony przez materiał złoża do 1000
°
C i spalany. Metale ciężkie
podczas tego etapu są zatrzymywane w jednostce oczyszczania gazów.
Technologia The Noell Conversion wymaga zgazowania a następnie pirolizy. Proces
zgazowania prowadzony jest pod wysokim ciśnieniem, powyżej 3,5 MPa i wysokiej
temperaturze, powyżej 2000
°
C. W kolejnym etapie odpady są kruszone i poddawane
pirolizie przy temperaturze 550
°
C, po czym nastepuje oddzielenie kamieni i metali.
Zatrzymany materiał jest mielony i poddawany gazyfikacji. Gaz pirolityczny jest
chłodzony w celu oddzielenia kondensatu i skompresowany kierowany jest do palnika.
Metoda Thermoselect posiada 3 aplikacje w skali technicznej (Karlsruhe – 225 000
Mg/rok, Chiba i Mutsu w Japonii – 60000 – 80000 Mg/rok) jest to quasi-pirolityczna
instalacja do termicznego unieszkodliwiania odpadów komunalnych. Istotą jej działania
oparta jest na szeregowym wykorzystaniu procesu pirolizy i procesu zgazowania jej

stałego produktu. Proces rozpoczyna się zagęszczaniem, prasowaniem odpadów, w celu
utworzenia pakietów, które transportowane są do kanału o temperaturze 600
°
C,
w którym następuje skoksowanie i odparowanie wody. W wyniku tego procesu uzyskuje
się koks, który z mineralnymi i metalicznymi pozostałościami scala się w brykiety.
Następnie scalone brykiety podawane są do reaktora, gdzie w temperaturze 2000
°
C
i z dopływem czystego tlenu następuje zgazowanie węgla. Pozostałe składniki ulegają
stopieniu, a po schłodzeniu mają postać surówki metali oraz materiałów mineralnych.
Materiały mineralne w postaci granulatu mogą znaleźć zastosowanie przy budowie dróg
jako dodatek do asfaltu. Metale ciężkie zostają scalone w materiale mineralnym przez co
są trudne do wypłukania. Wysoka temperatura w reaktorze niszczy związki organiczne,
w tym dioksyny i furany. Spaliny o temperaturze 1200
°
C są uderzeniowo chłodzone wodą
do 90
°
C. Gwałtowny sposób chłodzenia oraz brak tlenu uniemożliwia ponowne
powstawanie dioksyn i furanów. Uzyskany gaz po oczyszczeniu w wielostopniowej kąpieli
i dodatkowo oczyszczony węglem aktywnym może być wykorzystywany do wytwarzania
energii elektrycznej czy ogrzewania.
Technologia ta wymaga jednak bardzo kalorycznych osadów i posiada bardzo niską
sprawność energetyczną ok.11% (wg Pająka).

5. PROPONOWANE METODY OSTATECZNEGO ZAGOSPODAROWANIA
OSADÓW ŚCIEKOWYCH
Realizacja procesu oczyszczania ścieków w małych, średnich i dużych
oczyszczalniach ścieków wymaga zastosowania określonych procesów w zakresie
gospodarki osadowej. Ostateczne zagospodarowanie osadów ściekowych musi być
poprzedzone procesami przeróbki osadów, w wyniku których osiąga się przede wszystkim
ich stabilizację oraz odwodnienie. Do procesów przeróbki osadów ściekowych
realizowanych na oczyszczalni ścieków należą: zagęszczanie, stabilizacja, odwadnianie,
wapnowanie, suszenie.
Po procesach przeróbki osady muszą być ostatecznie zagospodarowane. Zgodnie z
ustawą z dnia 27 kwietnia 2001 r. o odpadach posiadacz odpadów jest obowiązany w
pierwszej kolejności do poddania ich odzyskowi, a jeżeli z przyczyn technologicznych jest
on niemożliwy lub nie jest uzasadniony z przyczyn ekologicznych lub ekonomicznych, to
odpady należy unieszkodliwiać w sposób zgodny z wymaganiami środowiska oraz planami
gospodarki odpadami. Pod pojęciem odzysku rozumie się wszelkie działania
niestwarzające zagrożenia dla życia, zdrowia ludzi lub dla środowiska, polegające na
wykorzystaniu odpadów w całości lub w części, lub prowadzące do odzyskania z odpadów
substancji, materiałów lub energii i ich wykorzystania, określone w załączniku nr 5 do
ustawy (oznaczone symbolem R). Pod pojęciem unieszkodliwiania odpadów rozumie się
poddanie odpadów procesom przekształceń biologicznych, fizycznych lub chemicznych
określonym w załączniku nr 6 do ustawy (oznaczone symbolem D), w celu
doprowadzenia do stanu, który nie stwarza zagrożenia dla życia, zdrowia ludzi lub dla
środowiska.
Ostateczne zagospodarowanie osadów ściekowych może być realizowane w
procesach:
-
rolniczego wykorzystania do nawożenia gleb i roślin – bezpośrednio lub po
przekompostowaniu osadów,
-
rekultywacyjnego wykorzystania - bezpośrednio lub po przekompostowaniu
osadów,
-
termicznego przekształcania, przy czym powstające odpady wtórne są
wykorzystywane lub składowane (w zależności od rodzaju osadów oraz procesu
termicznego przekształcania)
-
składowania.

6. PODSUMOWANIE
Przeprowadzona w opracowaniu analiza technik przetwarzania osadów ściekowych
pozwala na stwierdzenie, iż każda z omawianych technologii ma swoje wady
i zalety. Wybór konkretnej metody uzależniony jest od analizy wielu czynników,
uwarunkowań lokalnych i obowiązujących aktów prawnych.
Analiza jakości osadów przeprowadzona w opracowaniu pozwala na stwierdzenie,
że osady generalnie nie spełniają norm dotyczących ich rolniczego wykorzystania.
Metalami limitującymi ten sposób wykorzystania są przede wszystkim kadm i cynk, także
ołów i nikiel, a w przypadku osadów z niektórych oczyszczalni także kadm i rtęć. Jednak
te osady kwalifikują się w większości do przyrodniczego wykorzystania w celach
rekultywacyjnych.
Dokument roboczy UE dotyczący osadów ściekowych w okresie długofalowym
przewiduje znaczne zaostrzenie dopuszczalnych poziomów zawartości metali ciężkich.
W efekcie może to spowodować ograniczenia w przyrodniczym wykorzystaniu osadów
ściekowych. Jednak nie wykluczy go całkowicie, gdyż zdaniem autorów na obszarach
gdzie wytworzone osady ściekowe spełniają określone wymogi, znajdą się potencjalni
odbiorcy i odpowiednie tereny, przyrodnicze wykorzystanie osadów powinno być
realizowane.
Zdaniem autorów w warunkach polskich możliwe jest stosowanie metod
termicznych unieszkodliwiania osadów ściekowych przy zastosowaniu technologii
spełniających wymagania rozporządzenia Ministra Środowiska w sprawie emisji z
instalacji oraz rozporządzenia Ministra Gospodarki w sprawie wymagań dotyczących
prowadzenia procesu termicznego przekształcania odpadów oraz w sprawie rodzajów
odpadów innych niż niebezpieczne oraz rodzajów instalacji i urządzeń, w których
dopuszcza się ich termiczne przekształcanie. Realizacja inwestycji dotyczących
termicznych metod przekształcania osadów musi być poprzedzona wnikliwa analizą
techniczno-ekologiczno-ekonomiczną. Inwestycje te musza być zaplanowane dla
określonych obszarów.
Podstawowym kryterium, które będzie decydowało o wyborze metody są nakłady
inwestycyjne, a także koszty eksploatacyjne. Stosunkowo niedrogą metodą jest
przyrodnicze wykorzystanie osadów ściekowych, ograniczane jednak coraz ostrzejszymi
normami prawnymi. Dlatego obecnie występują tendencje skłaniające ku termicznym
metodom przeróbki osadów ściekowych, które charakteryzują się jednak wyższymi
kosztami inwestycyjnym i eksploatacyjnymi. Suszenie osadów ściekowych jako metoda
pośrednia, umożliwia ich przyrodnicze wykorzystanie (jeżeli pozwala na to ich skład) bądź
pozwala na ich dalszą przeróbkę w procesie spalania.
O ile nakłady inwestycyjne dla poszczególnych technologii nie są na ogół dostępne
i stanowią tajemnicę oferenta, to koszty eksploatacyjne poszczególnych rodzajów metod
(technologii) można określić, biorąc pod uwagę dane literaturowe [39]:
Metoda unieszkodliwiania
osadów ściekowych
Koszt
Składowanie osadów ściekowych
Suszenie osadów ściekowych
Wykorzystanie osadów ściekowych do rekultywacji
gruntów
Wykorzystanie w rolnictwie osadów ściekowych
Kompostowanie osadów ściekowych
40-300 euro/Mg
150-400 euro/Mg
75-200 euro/Mg
*
75-200 euro/Mg
120-400 euro/Mg
*przyjęto takie jak w rolnictwie
W pracy starano się dokonać oceny techniczno-ekonomiczno-ekologicznej dwóch
metod suszenia osadów ściekowych.
W stosunku do metody składowania osadów ściekowych autorzy opracowania są
bardzo ostrożni z uwagi na Dyrektywy UE .
Dokumentem regulującym zasady składowania odpadów w Unii Europejskiej jest
dyrektywa 1999/31/EC. Celem przyjęcia dyrektywy było min. ograniczenie wytwarzania
biogazu na składowiskach odpadów poprzez ograniczenie ilości odpadów ulegających
biodegradacji. Biogaz wytwarzany na składowiskach odpadów jest źródłem emisji metanu
do atmosfery, przyczyniającego się do wzrostu efektu cieplarnianego. Z definicji
podanych w art.22 dyrektywy wynika, że osady ściekowe, jako odpady ulegające
biodegradacji, nie mogą zostać zaliczone do odpadów obojętnych. Zostały także
wyłączone z pojęcia „odpady płynne”. Z zakresu działania tej dyrektywy wyłączono
rozrzucanie osadów ściekowych na glebie w celu jej użyźnienia lub rekultywacji, w tym
szlamu kanalizacyjnego i osadów z oczyszczalni ścieków oraz podobnej materii. W myśl
tej dyrektywy składowanie osadów ściekowych powinno być ograniczone z uwagi na dużą
zawartość substancji organicznych ulegających rozkładowi.
Wg hierarchii określonych celów w zakresie gospodarowania osadami w myśl
ustawy o odpadach do składowania mogą być kierowane tylko te odpady, których
unieszkodliwianie w inny sposób było niemożliwe z przyczyn ekologicznych lub
ekonomicznych. W ustawie określono szereg zakazów, przy czym najważniejszy wydaje
się ten, mówiący o tym, że zakazuje się składowania odpadów występujących w postaci
ciekłej, w tym odpadów zawierających wodę w ilości powyżej 95% masy całkowitej
z wyłączeniem szlamów.
Odnosi
się to także do metod dotyczących wykorzystania osadów ściekowych w
rolnictwie a także do rekultywacji terenu. W tym drugim przypadku – rekultywacja

osadów zagadnienia formalne i prawne porusza oprócz ustawy o odpadach, także ustawa
o nawożeniu i nawozach oraz w sprawie warunków wykorzystania kompostu.
Dlatego też wydaje się celowym rozważenie metody przekształceń termicznych
osadów ściekowych, które w zasadzie nie są omówione odrębnie. W tym zakresie
projektanci, jak również inwestorzy, kierują się przepisami określonymi w ustawie z dnia
27 kwietnia 2001 r. o odpadach, a dotyczących rozdziału 6, w którym napisano, że
termiczne przekształcanie osadów ściekowych może mieć miejsce w spalarniach odpadów
niebezpiecznych, spalarniach odpadów innych niż niebezpieczne i komunalne, a także
w spalarniach odpadów komunalnych. Dodatkowo, w przypadku odpadów innych niż
niebezpieczne (do nich zalicza się komunalne osady ściekowe) dopuszcza się ich
termiczne przekształcenie w instalacjach innych niż spalarnie odpadów.
Ujęte to zostało w rozporządzeniu Ministra Gospodarki z dnia 21 marca 2002 r.
w sprawie wymagań dotyczących prowadzenia procesu termicznego przekształcania
odpadów. W rozporządzeniu tym określono wymagania dotyczące prowadzenia procesów
termicznego przekształcania, w tym spalania. Jednocześnie oprócz tego, do osadów
ściekowych odnoszą się przepisy zawarte w rozporządzeniu Ministra Gospodarki z dnia 29
stycznia 2002 r. w sprawie rodzajów odpadów innych niż niebezpieczne oraz rodzajów
instalacji i urządzeń, w których dopuszcza się ich termiczne przekształcanie. W
rozporządzeniu tym pod kodem 19 08 05 umieszczono ustabilizowane komunalne osady
ściekowe, które mogą być przekształcane termicznie w piecach cementowych
obrotowych, piecach wapienniczych obrotowych lub w kotłach energetycznych i
przemysłowych o mocy powyżej 50 MW.
W opracowaniu zwrócono uwagę na metodę suszenia osadów ściekowych, która
wydaje się na obecnym etapie jedną z metod, którą można zalecić do stosowania.
Jednocześnie można zauważyć, że suszenie osadów ściekowych jest metodą, którą
można dalej prowadzić w kierunku spalania czy zgazowania a także wykorzystania w
rolnictwie. To ostatnie zastosowanie jest jednak związane z ryzykiem dotyczącym
zanieczyszczeń, które po procesie suszenia dalej w osadzie pozostają. Dotyczy to metali
ciężkich jak również zanieczyszczeń organicznych. Jednakże wydaje się, że zalety tego
procesu przeważają nad wadami.
Do podstawowych wad tego procesu niewątpliwie należy duże zapotrzebowanie na
energię. By je zmniejszyć prowadzi się analizy dotyczące celowości wykorzystania
wysuszonych osadów jako paliwa nie tylko np. w cementowniach, ale także
w ciepłowniach czy elektrociepłowniach. Oczywiście powstaje tu także ryzyko dotyczące
sposobów oczyszczania spalin, a także możliwości spalania innych odpadów. Te cele
przemysłowe są warte rozważenia pomimo tego, że spalanie budzi protesty społeczne.

W tym zakresie wydaje się celowym prowadzenie szerokiej konsultacji społecznej
dotyczącej nieuzasadnionych obaw dotyczących zdrowotnego charakteru metody.
Zaletą jednak, jest w zasadzie możliwość wykorzystania osadów ściekowych
wysuszonych do każdego procesu: zgazowania, spalania, kompostowania, wykorzystania
rolniczego. Jednocześnie wysuszone osady ściekowe nadają się do transportu i nie
stwarzają zagrożenia sanitarno-epidemiologicznego.
136
7. Materiały wykorzystane do opracowania:
1. Krajowy Program Oczyszczania Ścieków Komunalnych – projekt, materiały
niepublikowane
2. Rozporządzenie Ministra Środowiska z dnia 29 listopada 2002 r. w sprawie warunków
jakie należy spełnić przy wprowadzaniu ścieków do wód lub do ziemi oraz w sprawie
substancji szczególnie szkodliwych dla środowiska wodnego (Dz.U.2002.212.1799)
Zał.nr4 „Sektory przemysłowe, z których odprowadzane są ścieki biologicznie
rozkładalne”
3. Ochrona Środowiska 2000, Główny Urząd Statystyczny, Informacje i opracowania
statystyczne, Warszawa 2001.
4. Ochrona Środowiska 2001, Główny Urząd Statystyczny, Informacje i opracowania
statystyczne, Warszawa 2002.
5. Ochrona Środowiska 2002, Główny Urząd Statystyczny, Informacje i opracowania
statystyczne, Warszawa 2003
6. Plan gospodarki odpadami dla województwa dolnośląskiego,
www.umwd.pl
7. Plan gospodarki odpadami dla województwa kujawsko-pomorskiego,
www.kujawsko-
pomorskie.pl
8. Plan gospodarki odpadami dla województwa lubelskiego,
www.lubelskie.pl
9. Plan gospodarki odpadami dla województwa lubuskiego,
www.lubuskie.pl
10. Plan gospodarki odpadami dla województwa łódzkiego,
www.lodzkie.pl/lodzkie/srod/wpgo_wl.pdf
11. Plan gospodarki odpadami dla województwa małopolskiego,
www.malopolsla.pl/ochrona+srodowiska/aktualnosci/programy/wpgo.htm
12. Plan gospodarki odpadami dla województwa mazowieckiego,
www.mazovia.pl
13. Plan gospodarki odpadami dla województwa opolskiego,
www.umwo.opole.pl
14. Plan gospodarki odpadami dla województwa podkarpackiego,
www.pbpp.podkarpackie.pl
15. Plan gospodarki odpadami dla województwa podlaskiego,
www.wrotapodlasia.pl/pl/ochrona_srodowiska/programy_plany/
16. Plan gospodarki odpadami dla województwa pomorskiego,
www.woj.-pomorskie.pl
17. Plan gospodarki odpadami dla województwa śląskiego,
www.silesia-
region.pl/planrozwoju/gospodarkaodpadami
18. Plan gospodarki odpadami dla województwa świętokrzyskiego,
www.sejmik.kielce.pl/wpgo/pdf/wpgo2003.pdf
19.
Plan gospodarki odpadami dla województwa warmińsko-mazurskiego,
www.warmia.mazury.pl
20.
Plan gospodarki odpadami dla województwa wielkopolskiego,
www.wielkopolska.mw.gov.pl
21. Plan gospodarki odpadami dla województwa zachodniopomorskiego,
www.bip.um-
zachodniopomorskie.pl
22. Gospodarka osadami w województwie zachodniopomorskim – raporty techniczne,
www.osady
.net.p
23. Gospodarka komunalnymi osadami ściekowymi w województwie podkarpackim. WIOŚ
w Rzeszowie, Biblioteka Monitoringu Środowiska.
24. Krajowy plan gospodarki odpadami (Monitor Polski, Dziennik Urzędowy RP, nr 11,
Uchwała Nr 219 Rady Ministrów z dnia 29 października 2002 r. w sprawie krajowego
planu gospodarki odpadami.
25. Joergensen Per Elberg, Christensen Knud, Morks Andrzej: Plany gospodarki osadami
ściekowymi, Poradnik praktyczny, kwiecień 2003, wydawca: Stowarzyszenie Gmin
„Ekorozwój Dorzecza Narwi”, Łomża.
26. Pająk T., Wielgosiński G.: Współczesne technologie suszenia i spalania osadów
ściekowych – kryteria i uwarunkowania wyboru technologii, Nowe spojrzenie na osady
ściekowe – odnawialne źródła energii, Międzynarodowa konferencja naukowo-
techniczna, 3-5 lutego 2003 Częstochowa, 491-500 str.

137
27. Pająk T.: Spalanie i współspalanie osadów ściekowych – podstawowe uwarunkowania,
mat. V Międzynarod. Konf. nt. Osady ściekowe i odpady komunalne –
zagospodarowanie, spalanie i współspalanie, Organizator: Grupa Konsultingowo-
Projektowa ABRYS, Szklarska Poręba, wrzesień 2002, 123-131
28. Pająk T.: spalanie i współspalanie osadów ściekowych, Zeszyty komunalne,
1(01)2003 str. 35-42
29.
Aiba S., Humprey A.E., Millis N.F.: Inżynieria biochemiczna. Wydanie II. WNT
Warszawa 1977
30. Kunicki-Goldfinger W.: Życie bakterii. PWN Warszawa 1994
31. Reimers R.S., Oleszkiewicz J.A., Goldstein G.L.: Podstawy chemicznej higienizacji
osadów. Mat. Międzynar. Seminarium Szkoleniowego nt.: Podstawy oraz praktyka
przeróbki i zagospodarowania osadów. LEM Kraków 1998
32. Marcinkowski T.: Odkażanie osadów ściekowych tlenkiem wapniowym. Gaz, Woda i
Technika Sanitarna. Nr. 5 LXI, 1995
33. Bernacka J. i inni: Zastosowanie wapna w procesie higienizacji przefermentowanych
osadów ściekowych. Mat. Konf. nt.: Eksploatacja oczyszczalni ścieków. Sielpia 1985
34. Oleszkiewicz J.: Gospodarka osadami ściekowymi. Poradnik decydenta. LEM s.c.
Kraków 1998
35. Christy R.W.: Sludge Disposal Using Lime. Water and Environment & Technology,
1990
36. Materiały reklamowe firmy EMO
37. Nastaj S: Wykorzystanie kompostów i innych materiałów organicznych w procesie
utylizacji osadów ściekowych. Mat. Konf.Nauk.Tech. nt.: Kompostowanie i
użytkowanie kompostu. Puławy-Warszawa 1999
38. Koć J.: Wapienne uzdatnianie osadu z oczyszczania ścieków w Mińsku Mazowieckim.
Mat. II Konf. Nauk.-Tech. nt.: Przyrodnicze użytkowanie osadów ściekowych. Puławy-
Lublin-Jeziórko 1997
39.
Zarzycki R., Wielgosiński G.: Osady ściekowe – najważniejsze problemy
zagospodarowania. Techniczne problemy zarządzania środowiskiem w Łodzi pod
redakcją Romana Zarzyckiego. PAN oddział w Łodzi Komisja Ochrony Środowiska i
Gospodarki Wodnej, 2003, str.139-165
40. Bączalska D., Ocena możliwości składowania skratek pochodzących z Grupowej
Oczyszczalni Ścieków we Włocławku na miejskim wysypisku komunalnym, Materiały
Konferencji Naukowo-Technicznej nt. Osady ściekowe w praktyce, Częstochowa-
Ustroń 1998
41.
Siuta J., Warunki i sposoby przyrodniczego użytkowania osadów ściekowych,
Materiały Międzynarodowego Seminarium Szkoleniowego nt. Podstawy oraz praktyka
przeróbki i zagospodarowania osadów, Kraków 1998
42.
Siuta J., Przyrodnicze użytkowanie osadów ściekowych, Materiały Konferencji
Naukowo-Technicznej nt. Przyrodnicze użytkowanie osadów ściekowych, Puławy-
Lublin-Jeziórko 1997
43. Cofta J., Kompostownia systemu DANO, Przegląd Komunalny 1998, nr 9
44.
Gromiec M.J., Korczak-Niedzielska M.: Wykorzystanie suszonych termicznie
komunalnych osadów ściekowych, Mat.Konf. Nauk.-Tech. nt. Osady ściekowe –
technologie, wspomaganie decyzji, Częstochowa 2000
45.
Korczak-Niedzielska M., Gromiec M.J., Suszenie osadów ściekowych, Mat. Konf.
Nauk.-Techn. nt. Osady ściekowe w praktyce, Częstochowa-Ustroń 1998
46.
www.veoliawatersystem.pl
47. Prospekt reklamowy firmy KLEIN
48. Prospekt reklamowy firmy SWISS COMBI TECHNOLGY
49.
Prospekt reklamowy suszarni słonecznych firmy THERMO-SYSTEM,
www.thermo-
system.com
50. Materiały własne Instytutu Inżynierii Środowiska
51. Materiały własne Instytutu Inżynierii Środowiska
52. Kniotek W.: Instalacje do termicznej utylizacji osadu nadmiernego w oczyszczalni
ścieków w Nowym Targu. Przegląd Komunalny 1/136 z 2003 r.

138
53.
Schubering A., Kompleksowe rozwiązanie problemu odwadniania szalmu, aż do
uzyskania suchego granulatu, Symp. Nauk.-Tech. nt. Nowoczesne technologie
ochrony środowiska w Austrii, Warszawa 1992
54.
Oleszkiewicz J.A., Reimers R.S., Suszenie osadów ściekowych, Materiały
Międzynarodowego Seminarium Szkoleniowego nt. Podstawy oraz praktyka przeróbki
i zagospodarowania osadów, Kraków 1998
55. Wielgosiński G., Pająk T.: Unieszkodliwianie osadów ściekowych metodami
termicznymi – pułapki i zagrożenia. Przegląd Komunalny 12 (147)/2003, str.56-57
56. Werther J., Ogada T.: Sewage sludge combustion, Progress in energy and combustion
science, 1999, s. 55-116
57. Wielgosiński G.: Powstawanie dioksyn w procesach termicznej utylizacji odpadów –
materiały konferencji „Dioksyny w przemyśle i środowisku” , Kraków, 2001
58. Pająk T., Wielgosinski G.: Współspalanie osadów ściekowych w kotłach
energetycznych – uwarunkowania prawne i techniczne. Nowe spojrzenie na osady
ściekowe – odnawialne źródła energii, Międzynarodowa konferencja naukowo-
techniczna, 3-5 lutego 2003 Częstochowa, str.223-229
59. Wielgosiński G: Współczesne tendencje w zagospodarowaniu osadów ściekowych,
mat. V Międzynarod. Konf. nt. Osady ściekowe i odpady komunalne –
zagospodarowanie, spalanie i współspalanie, Organizator: Grupa Konsultingowo-
Projektowa ABRYS, Szklarska Poręba, wrzesień 2002, 41-59
60. Steier K., Współspalanie osadów ściekowych w elektrowniach opalanych węglem
kamiennym i brunatnym,Mat. V Międzynarodowej Konf. nt. Osady ściekowe i odpady
komunalne – zagospodarowanie, spalanie i współspalanie, Organizator: Grupa
Konsulringowo-Projektowa ABRYS, szklarska Poręba, wrzesień 2002
61. Kempa E.S. Ocena techniczno-ekologiczno-ekonomiczna projektu „Modernizacji węzła
gazowo-osadowego w oczyszczalni ścieków Bydgoszcz-Kapuściska z zastosowaniem
instalacji Cambi. 2003 r
62.
Imbierowicz M.: Mokre utlenianie, Zaawansowane utlenianie w wodzie pod- i
nadkrytycznej pod redakcją Romana Zarzyckiego PAN o. w Łodzi Komisja Ochrony
Środowiska, Łódź, 2002, str.20-65
63. Prospekt reklamowy firmy Mannesmann Anlagenbau. Utlenianie na mokro osadów
ściekowych, Dusseldorf
64. Pająk T.: Quasi-pirolityczne technologie spalania odpadów komunalnych, Paliwa z
odpadów, Praca zbiorowa pod re. J.W. Wandrasza i J. Nadziakiewicza, Wydawnictwo
Helion, Gliwice 1997
65. Rosik-Dulewska Cz.: Podstawy gospodarki odpadami, Wydawnictwo naukowe PWN,
Warszawa 2000
66. Oleniacz R.: Zastosowanie procesów pirolizy i zgazowania do termicznej utylizacji
odpadów, Ochrona Powietrza i problemy odpadów, vol.33, nr3, maj-czerwiec 1999
67. Prospekt reklamowy OFS. Kanada – Australia 1991
68.
Kowalik P., Energetyczne wykorzystanie osadów ściekowych w oczyszczalni w
Swarzewie, Materiały Konferencji Naukowo-Technicznej nt. Osady ściekowe w
praktyce, Częstochowa-Ustroń 1998
69.
http://www.kopf-ag.de
70. Bień J.B., Bień J.D., Unieszkodliwianie osadów ściekowych za pomocą metod
termicznych, Materiały Konferencji Naukowo-Technicznej nt. Osady ściekowe w
praktyce, Częstochowa 1998
71. Bień J.B., Sanitsky M., Bień J.D., Białczak W.: Termiczne metody utylizacji osadów
ściekowych Leksykon Techniki Komunalnej zeszyt III, 2002
72. Bień J.B., Bień J.D., Matysiak B.M., Metody zagospodarowania i unieszkodliwiania
osadów ściekowych, Przegląd Komunalny 1998, nr 5(80)
Wyszukiwarka
Podobne podstrony:
03 75 komunalne osady ściekowe
OSADY ŚCIEKOWE, Studia, 1-stopień, inżynierka, Ochrona Środowiska, Od Agaty
oczyszczanie ścieków, biogazu; ścieki przemysłowe, osady ściekowe, odpady stałe
sem III GO egz Osady ściekowe, UCZELNIA ARCHIWUM, UCZELNIA ARCHIWUM WGiG, WGiG Rok II sem III (2012-
Osady ściekowe i ich utylizacja
OSADY SCIEKOWE
Wzor karty ewidencji komunalnych osadow sciekowych
OSADY SCIEKOWE 2
osady ściekowe, osady ściekowe
sem III GO egz Osady ściekowe
Osady ściekowe, teoria i praktyka, wydanie 2 pop i uzup , January Bień, Częstochowa 2007
osady ściekowe
Gospodarka komunalnymi osadami ściekowymi w województwie opolskim
1 5 Osady ściekowe z Oczyszczalni ścieków w Sitkówce
banaszkiewicz, gospodarka odpadamiP, projekt zakładu gospodarki odpadami komunalnymi oraz odpadami z
więcej podobnych podstron