CNC
Odpowiedzi na pytania dr Iżykowskiego
1
CNC
|
201
2
-05
-15
CNC
Odpowiedzi na pytania dr Iżykowskiego
1.
GŁÓWNE ELEMENTY I ZESPOŁY
FUNKCJONALNE OBRABIARKI NC
napędy główne;
napędy posuwu;
połączenia prowadnicowe;
układy hydrauliczne i pneumatyczne;
układy elektryczne;
zespoły mechaniczne i manipulacyjne;
urządzenia pomocnicze;
urządzenia sterujące i pomocnicze.
2.
PODSTAWOWE ASPEKTY WPROWADZANIA
BUDOWY MODUŁOWEJ MASZYN
TECHNOLOGICZNYCH
2
CNC
|
201
2
-05
-15
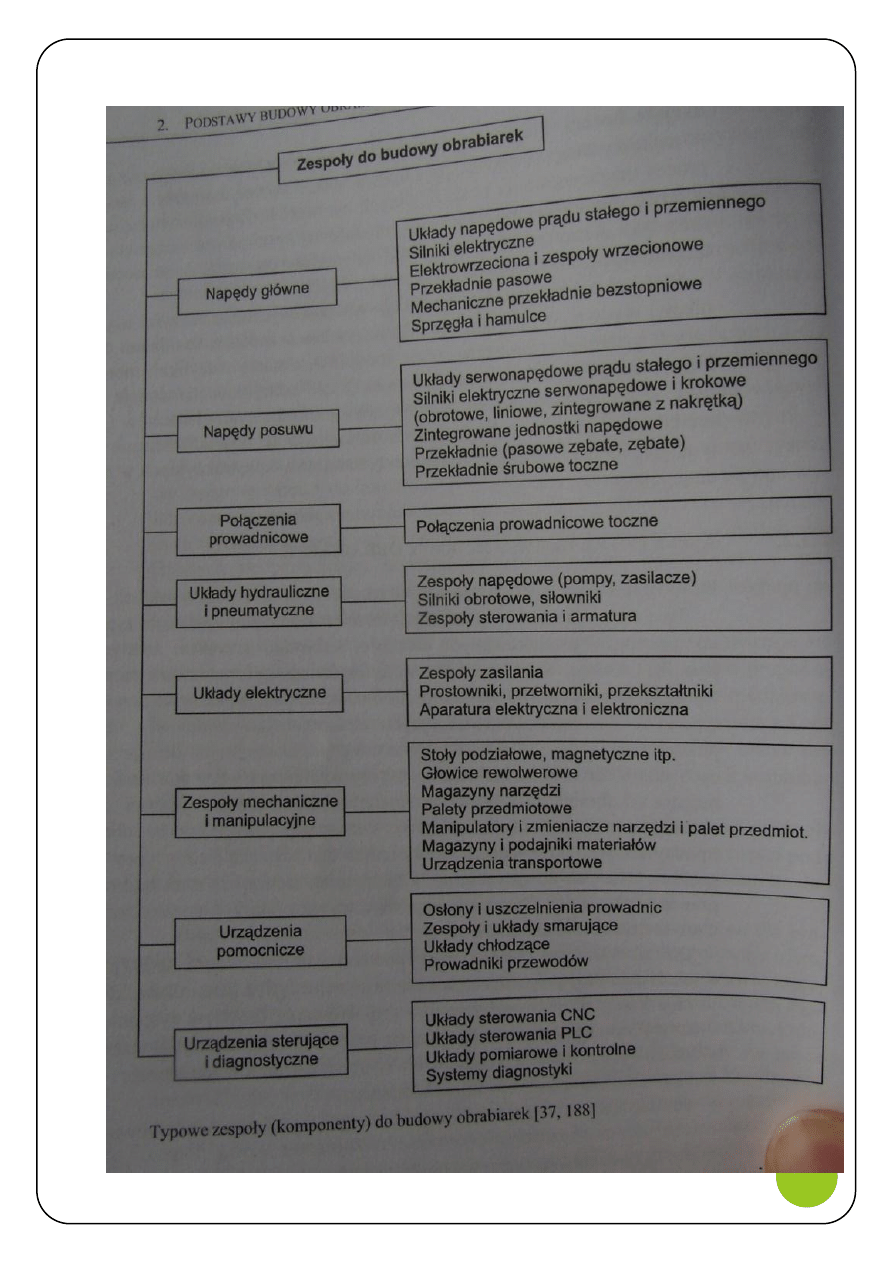
Budowę modułową obrabiarek można rozpatrywać w
dwóch aspektach. Pierwszy aspekt to budowa obrabiarek z
wykorzystaniem typowych komponentów produkowanych
obecnie w bardzo szerokim asortymencie. Zastosowanie
sterowania numerycznego było powodem zaostrzenia
wymagań w stosunku do dokładności obrabiarek, co
poskutkowało powstaniem typowych rozwiązań
konstrukcyjnych elementarnych modułów i podzespołów
pokazanych na poniższym rysunku.
3
CNC
|
201
2
-05
-15
4
CNC
|
201
2
-05
-15
Obecnie producent obrabiarek w dużej części składa
obrabiarkę z kupowanych modułów i zespołów.
Producenci, projektując własne rozwiązania, stwarzają
możliwość wykonania urządzenia wytwórczego - począwszy
od pojedynczej obrabiarki, przez autonomiczne stacje
obróbkowe, do dużego złożonego systemu -
ukierunkowane na spełnienie potrzeb klienta i
zaoferowania mu rozwiązania optymalnego i
ekonomicznego.
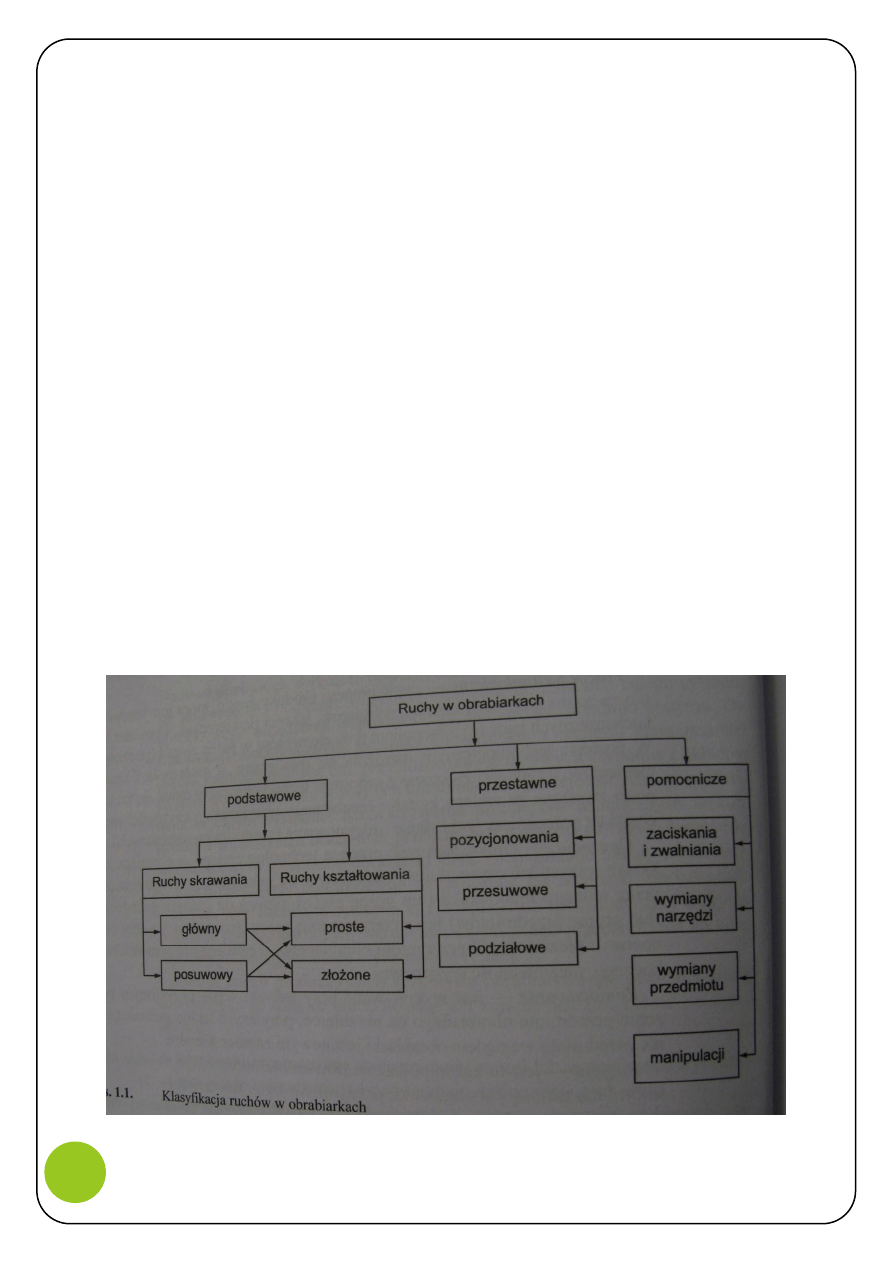
3.
KLASYFIKACJA RUCHÓW REALIZOWANYCH
PRZEZ ZESPOŁY OBRABIARKI
5
CNC
|
201
2
-05
-15
Ruchy podstawowe - są to ruchy wykonywane przez
elementy i zespoły robocze obrabiarki (wrzeciona, suwaki,
suporty, stoły i inne) wraz z narzędziem lub przedmiotem
obrabianym, niezbędne do przeprowadzenia procesu
skrawania i nadania przedmiotowi obrabianemu żądanego
kształtu. Ruchy podstawowe dzieli się na ruchy skrawania
oraz ruchy kształtowania.
3.1.
RUCHY SKRAWANIA
to:
ruch główny
- warunkujący przebieg procesu skrawania
i decydujący o szybkości skrawania oraz
ruch posuwowy
- niezbędny do usunięcia warstwy
materiału z powierzchni przewidzianej do obróbki.
3.2.
RUCHY KSZTAŁTOWANIA
to względne ruchy narzędzia i przedmiotu, w wyniku
których powstaje powierzchni o żądanym kształcie. Ruchy
kształtowania są jednocześnie ruchami skrawania,
natomiast ruchy skrawania (główny oraz posuwowy) nie
zawsze odgrywają rolę ruchów kształtowania. Ruchy
podstawowe (główny oraz posuwowy), podczas których
odbywa się skrawanie, nazywa się ruchami roboczymi,
natomiast te same ruchy (o identycznych parametrach),
gdy nie towarzyszy im skrawanie, noszą nazwę ruchów
jałowych (dobieg oraz wybieg narzędzia).
6
CNC
|
201
2
-05
-15
3.3.
RUCHY PRZESTAWNE
mają na celu zmianę wzajemnego położenia narzędzia oraz
przedmiotu oraz przedmiotu obrabianego przed
rozpoczęciem i po zakończeniu obróbki bądź w przerwach
między zabiegami. Są to ruchy pozycjonowania w
dokładnie zadane położenie, przesuwowe - do zgrubnie
zadanego położenia i podziałowe, np. obrót głowicy
rewolwerowej.
3.3.
RUCHY POMOCNICZE
Ruchy pomocnicze - ruchy różnych elementów i zespołów
obrabiarki oraz jej wyposażenia (podajników oraz
manipulatorów) wypełniające funkcje pomocnicze, przed
rozpoczęciem obróbki, w trakcie trwania operacji
obróbkowej i po zakończeniu obrobki.
4.
NORMALIZACJA PRĘDKOŚCI OBROTOWYCH
ORAZ POSUWOWYCH OBRABIAREK
W celu ułatwienia projektowania budowy oraz eksploatacji
obrabiarki ciągi prędkości obrotowych i posuwowych
zostały znormalizowane. Podstawę normalizacji stanowią
szeroko stosowanie w technice ciągi Renarda, które są
ciągami geometrycznymi o ilorazie „fi” określonym
zależnością.
m
10
, gdzie
6
20
;
5
;
3
20
;
10
;
20
;
40
m
, dla ciągów tych
otrzymuje się odpowiednio:
2
;
58
,
1
;
41
,
1
;
26
,
1
;
12
,
1
;
06
,
1
. Jako
7
CNC
|
201
2
-05
-15
podstawowy do stopniowania prędkości ruchów głównych
oraz posuwowych przyjmuje się ciąg R20.
5.
KLASYFIKACJA OBRABIAREK, WYMAGANIA I
CECHY WSPÓŁCZESNYCH MASZYN NC
A.
CECHY
niezależne, indywidualne napędy posuwu dla każdej
sterowanej osi,
indywidualne układy pomiarowe dla każdej
sterowanej osi,
automatyczne urządzenia do wymiany narzędzi i
przedmiotów,
przekłądnie śrubowo-toczne do napędu ruchów
posuwowych,
prowadnice toczne,
głowice i magazyny wielonarzędziowe,
jeden lub więcej suportów narzędziowych,
automatycznie wysuwany konik (sterowany
numerycznie),
konstrukcja typu compakt ( mało miejsca),
8
CNC
|
201
2
-05
-15
mechaniczne usuwanie wiórów.
B.
KLASYFIKACJA ZE WZGLĘDU NA PRZEZNACZENIE
- ogólnego zastosowania – do stosowania w szerokim
zakresie robót, o dużej uniwersalności,
- specjalizowane- obrabiarki najczęściej produkcyjne,
posiadające określony, stosunkowo wąski zakres robót,
- specjalne- przeznaczone do obróbki ściśle określonego
przedmiotu, najczęściej o prostej budowie,
zautomatyzowane
C.
KLASYFIKACJA ZE WZGLĘDU NA MOŻLIWOŚCI
OBRÓBKOWE
- uniwersalne – charakteryzuja się duża różnorodność
wykonywanych operacji ( stosowane gł. W produkcji
jednostkowej i małoseryjnej)
- produkcyjne- stosowane w produkcji seryjnej o mniejszym
zakresie wykonywanych operacji, mających jednak większą
wydajność od obrabiarek uniwersalnych o podobnym
przeznaczeniu
- uproszczone – zakres wykonywanych operacji jest
zawężony w porównaniu do obrabiarek uniwersalnych i
produkcyjnych o podobnym przeznaczeniu.
9
CNC
|
201
2
-05
-15
6.
OGÓLNE WYTYCZNE DLA WYBORU
OBRABIARKI
Na początku należy zdefiniować minimalne wymogi i
dokonać wyboru wstępnego. Warunkiem realizowania
przez obrabiarkę zaplanowanego procesu technologicznego
jest dokładna znajomość zadań nakładanych na maszynę.
dla obrabiarek przewidzianych do zastosowania
produkcji najważniejsze będą kryteria określające
wydajność obrabiarki, takie jak: moc napędu
głównego, prędkość obrotowa wrzeciona, prędkość
posuwu i szybkiego przesuwu, a w przypadku krótko
trwających zabiegów obróbkowych - niewielki czas
wymiany narzędzi;
dla obrabiarek stosowanych w narzędziowniach
najważniejsze będą kryteria określające
elastyczność technologiczną oraz zakres zadań,
wyposażenie dodatkowe a także dokładność i
powtarzalność pozycjonowania.
Istnieją też problemy podjęcia decyzji o wyborze obrabiarki
z określonej grupy:
10
CNC
|
201
2
-05
-15
określone zadanie technologiczne można wykonać
na tańszej frezarce trójosiowej przy kilkukrotnej
zmianie mocowania lub na znacznie droższej
pięcioosiowej przy jednokrotnym zamocowaniu;
obróbka przedmiotów wymagających zabuegów
tokarskich i frezarskich może być dzisiaj realizowana
w jednej operacji na: tokarce z głowicą
rewolwerową z narzędziami obrotowymi, centrum
tokarsko-frezarskim, centrum frezarskim do obróbki
z pręta lub w dwóch operacjach - na tokarce i
frezarce.
Sformalizowanie podejmowania decyzji, w przypadku
podanych przykładów jest bardzo trudne, stąd też
proponuje się tu tylko metodykę systematycznego wyboru
obrabiarki należącej do określonej grupy, np. do grupy
tokarek kłowo-uchwytowych do realizacji zadanego
procesu technologicznego. Spośród metod oceny oraz
doboru cech urządzeń technicznych, do doboru obrabiarek
skrawających wydają się być przydatne następujące
metody:
punktacji wagowej;
wnioskowania rozmytego;
systemy ekspertowe.
11
CNC
|
201
2
-05
-15
7.
KLASYFIKACJA NAPĘDÓW GŁÓWNYCH W
OBRABIARKACH - PODSTAWOWE WYMAGANIA
1.
Klasyfikacja napędów głównych w obrabiarkach -
podstawowe wymagania.
2.
Napędy główne obrabiarek dzielimy na:
3.
Elektryczne:
i.
elektromechaniczne
4.
silniki asynchroniczne
5.
stopniowa skrzynka prędkości lub przekładnia
bezstopniowa
i.
element wykonawczy (wrzeciono)
ii.
prądu stałego
6.
regulator prędkości, tyrystorowy zasilacz prądu
stałego
7.
komutatorowy silnik prądu stałego
i.
przekładnia zwielokratniająca
ii.
element wykonawczy (wrzeciono)
iii.
prądu przemiennego:
8.
regulator prędkości, układ prostowniczy, falownik
9.
z silnikiem synchronicznym
10.
z silnikiem asynchronicznym
i.
element wykonawczy (wrzeciono)
11.
Hydrauliczne, pneumatyczne:
i.
zasilacz hydrauliczny lub pneumatyczny ,
elektrozawory
12.
silnik obrotowy
12
CNC
|
201
2
-05
-15
13.
element wykonawczy (wrzeciono)
14.
silnik liniowy
15.
Podstawowe wymagania co do napędów
głównych dzielimy na:
16.
Wymagania ogólne – dotyczą wszystkich
rodzajów napędów stosowanych w obrabiarkach,
maszynach i urządzeniach technologicznych i
obejmują:
17.
Wymagany zakres prędkości obrotowych silnika
18.
Dostatecznie duża moc lub moment napędowy
silnika, wystarczający do wykonania pracy (pokonania
obciążeń zewnętrznych) i pokonania oporów
wynikających z sił tarcia napędzanych mechanizmów i
obciążeń wewnętrznych
19.
Niezawodność oraz łatwość obsługi i konserwacji:
obecnie coraz częściej wymaganie to przyjmuje formę
bezobsługowości pracy napędu.
20.
Małe gabaryty i mała masę napędu
21.
Nowoczesne napędy obrabiarek powinny
cechować się:
22.
Dużą sztywnością charakterystyki mechanicznej
,czyli małym spadkiem prędkości obrotowej wału
silnika przy wzroście momentu obciążenia
23.
Dużym zakresem bezstopniowej zmiany prędkości
obrotowej silnika do n=20 000-40 000 obr/min
24.
Takim przebiegiem dopuszczalnego obciążenia w
funkcji prędkości obrotowej ,jaki jest dostosowany do
technologicznej charakterystyki obciążenia obrabiarki.
13
CNC
|
201
2
-05
-15
25.
Szybkim rozruchem ,zwłaszcza przy wysokich
prędkościach obrotowych w celu krótkiego dojścia do
zadanej prędkości i skrócenia czasów pomocniczych
26.
Zdolnością do pracy serwonapędowej tzn.
możliwością pozycjonowania przy hamowaniu.
27.
Wymagania szczegółowe
8.
KLASYFIKACJA NAPĘDÓW POSUWOWYCH W
OBRABIARKACH - PODSTAWOWE
WYMAGANIA
Napędy ruchu posuwowego w obrabiarkach dzielimy na:
· Elektryczne
a) silnik prądu stałego (z zasilaczem tranzystorowym lub
tyrystorowym)
- komutatorowy (obrotowy)
- bezkomutatorowy (liniowy lub krzyżowy)
b) silnik prądu przemiennego (z układem prostowniczym
lub falownikiem)
- synchroniczny (obrotowy lub liniowy)
- asynchroniczny (obrotowy lub liniowy)
c) silnik skokowy (z impulsowym zasilaczem
elektrycznym)
- obrotowy
- liniowy
· Elektrohydrauliczne
a) silnik obrotowy
b) siłownik liniowy
14
CNC
|
201
2
-05
-15
Podstawowe wymagania dzielimy na:
Wymagania ogólne (pyt 7)
Wymagania szczegółowe:
Szeroki zakres bezstopniowej zmiany prędkości
silnika ,umożliwiający realizacje zarówno
posuwu roboczego w zakresie 0-4m/min jak i
szybkiego przesuwu ok.20-40m/min
Szybki rozruch i hamowanie ,czyli duże
przyspieszenie i opóźnienie ruchu ,które są
uwarunkowane dużym momentem rozwijanym
przez silnik w stanach przejściowych i małymi
momentami bezwładności napędzanych
elementów
Duża sztywność mechanicznych elementów
przenoszących napęd od silnika do zespołu
przesuwowego obrabiarki i duża odporność na
pojawienie się zjawiska utyku ,czyli ciernych
drgań relaksacyjnych
Małe opory ruchu uwarunkowane niewielkimi
siłami tarcia w połączeniach prowadnicowych i
przekładniach, co jest istotne szczególnie ze
względu na zjawisko utyku oszczędność energii
przy ruchach przesuwowych
Wysoka równomierność ruchu, zwłaszcza dla
małych prędkości posuwu
15
CNC
|
201
2
-05
-15
Duża dokładność pozycjonowania czyli mały
elementarny krok umożliwiający zrealizowanie
elementarnego przemieszczenia rzędu 2
mikrometry.
9.
ELEKTROWRZECIONA - ZASTOSOWANIE
Obrabiarki typu hexapod posiadają elektrowrzeciona.
Wrzeciona ze zintegrowanym napędem znajdują
zastosowanie w centrach obróbczych, tokarkach,
frezarkach, szlifierkach oraz wiertarkach do głębokich
otworów. Ich zwarta budowa umożliwia konstrukcję
maszyn z rozszerzoną kinematyką, przy zredukowanej
liczbie komponentów i dogodniejszej obsłudze. Rozwój
elektrowrzecion umożliwił obróbkę z obecnie osiąganymi
prędkościami skrawania, niemożliwymi w przypadku
stosowanych wcześniej wrzecion z napędem pasowym.
Jednakże wysokie momenty obrotowe oznaczają duże
obciążenia wrzeciona od strony napędzanej, co może
powodować zakłócenia w pracy łożysk nieustalonych. W
elektrowrzecionach napęd znajduje się w wyjątkowo
korzystnym pod względem rozkładu sił oraz masy miejscu,
dzięki czemu siły poprzeczne, w stosunku do osi wrzeciona
praktycznie nie istnieją.
Wysoka prędkość obrotowa wrzeciona . W celu uzyskania
dużych prędkości skrawania w obrabiarkach do obróbki
HSC są stosowane elektrowrzeciona o wysokich
16
CNC
|
201
2
-05
-15
prędkościach obrotowych z łożyskowaniem w łożyskach
hybrydowych z kulkami ceramicznymi. Prędkość obrotowa
wrzecion powinna osiągać 30 000- 60 000 obr/min
Elektrowrzeciona stosuje się w obrabiarkach które mogą
obrabiać przedmioty na gotowo bez obróbki wykańczającej
przy dużym skróceniu czasu obróbki w stosunku do obróbki
konwencjonalnej. Zastosowanie elektrowrzecion w
obrabiarkach takich jak frezarki i tokarki a także średniej
wielkości szlifierki uniwersalne jest technicznie
uzasadnione jeśli zostanie zapewnione uzyskanie
odpowiednio dużej mocy napędu .
10.
SILNIKI LINIOWE - ZASTOSOWANIE
Silniki liniowe stosuje się do napędów posuwu zapewniają
dużą dokładność pozycjonowania i bardzo duże prędkości i
przyspieszenia ruchu posuwowego. Umożliwiają skrócenie
czasu obróbki. Silnik liniowy ma ograniczoną siłę posuwu
dlatego nie może być stosowany w obrabiarkach do
ciężkich przedmiotów, brak samohamowności nie pozwala
stosować silników liniowych do układów posuwu
pionowego.
Napęd silnikiem liniowym
MOŻE
być stosowany tam, gdzie:
nie występuje pulsacja obciążenia;
mamy źródło (elektryczne) dużej mocy, ze względu na
duży pobór prądu przez silnik liniowy;
17
CNC
|
201
2
-05
-15
potrzeba relatywnie dużej siły pociągowej;
oczekujemy dużych prędkości;
oczekujemy dużych przyspieszeń;
wymagana jest duża niezawodność maszyny.
Napęd silnikiem liniowym
NIE MOŻE
być stosowany tam,
gdzie:
występuje pulsacja obciążenia;
obrabiarka nie ma zapewnionego skutecznego
odprowadzania ciepła;
nie mamy źródła (elektrycznego) dużej mocy (silnik
liniowy asynchroniczny cechuje się dużym
zapotrzebowaniem prądowym);
obrabiane mają być przedmioty ciężkie;
nie mamy możliwości stosowania chłodzenia napędu
posuwu cieczą;
posuw miałby się odbywać wzdłuż osi pionowej.
11.
STEROWANIE AUTOMATYCZNE - ISTOTA,
RODZAJE CZYNNOŚCI
18
CNC
|
201
2
-05
-15
Sterowaniem nazywa się kierowanie pracą maszyn i
urządzeń przez wpływanie na parametry i przebieg ich
pracy w celu zrealizowania zamierzonego działania .
Z punktu widzenia automatyzacji pracy obrabiarek , układy
sterowania (regulacji) realizują elementarne funkcje
sterowania , takie jak:
włączanie i wyłączanie silników napędowych
włączanie i wyłączanie ruchów głównych ,
przestawczych i pomocniczych a także sterowanie ich
przebiegiem (kierunkiem, prędkością)
nastawianie i kontrolowanie przemieszczeń
wykonywanych przez zespoły robocze
nastawianie i kontrolowanie dopuszczalnych obciążeń
podawanie i, mocowanie i wymienianie przedmiotów
obrabianych a także narzędzi i oprzyrządowania
nadzorowanie przebiegu pracy maszyny
Cechą charakterystyczną zautomatyzowanych obrabiarek i
maszyn technologicznych jest cykliczność pracy tzn.
poszczególne ruchy i czynności odbywają się w ściśle
określonej kolejności i powtarzają się dla kolejnych
wytwarzanych jednakowo przedmiotów.
19
CNC
|
201
2
-05
-15
20
CNC
|
201
2
-05
-15
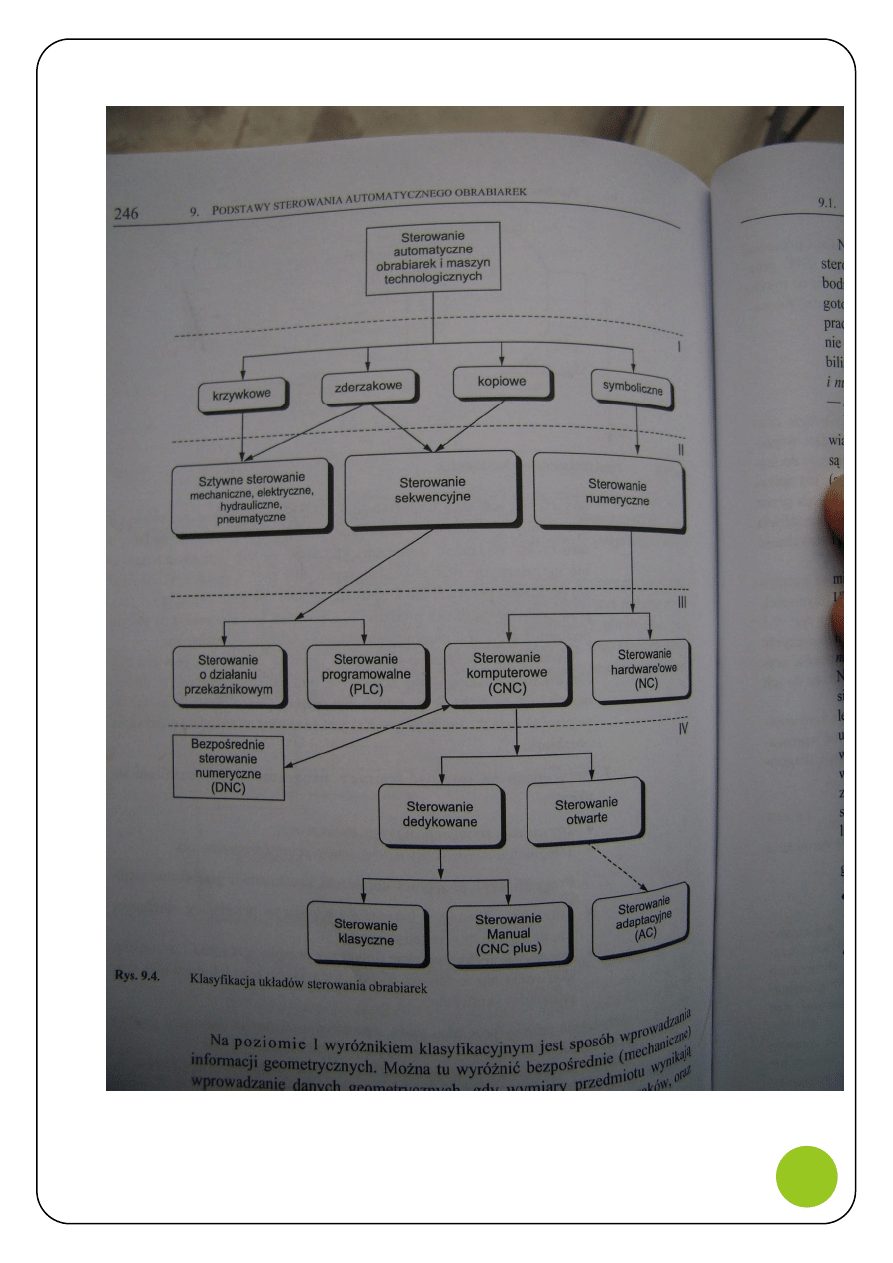
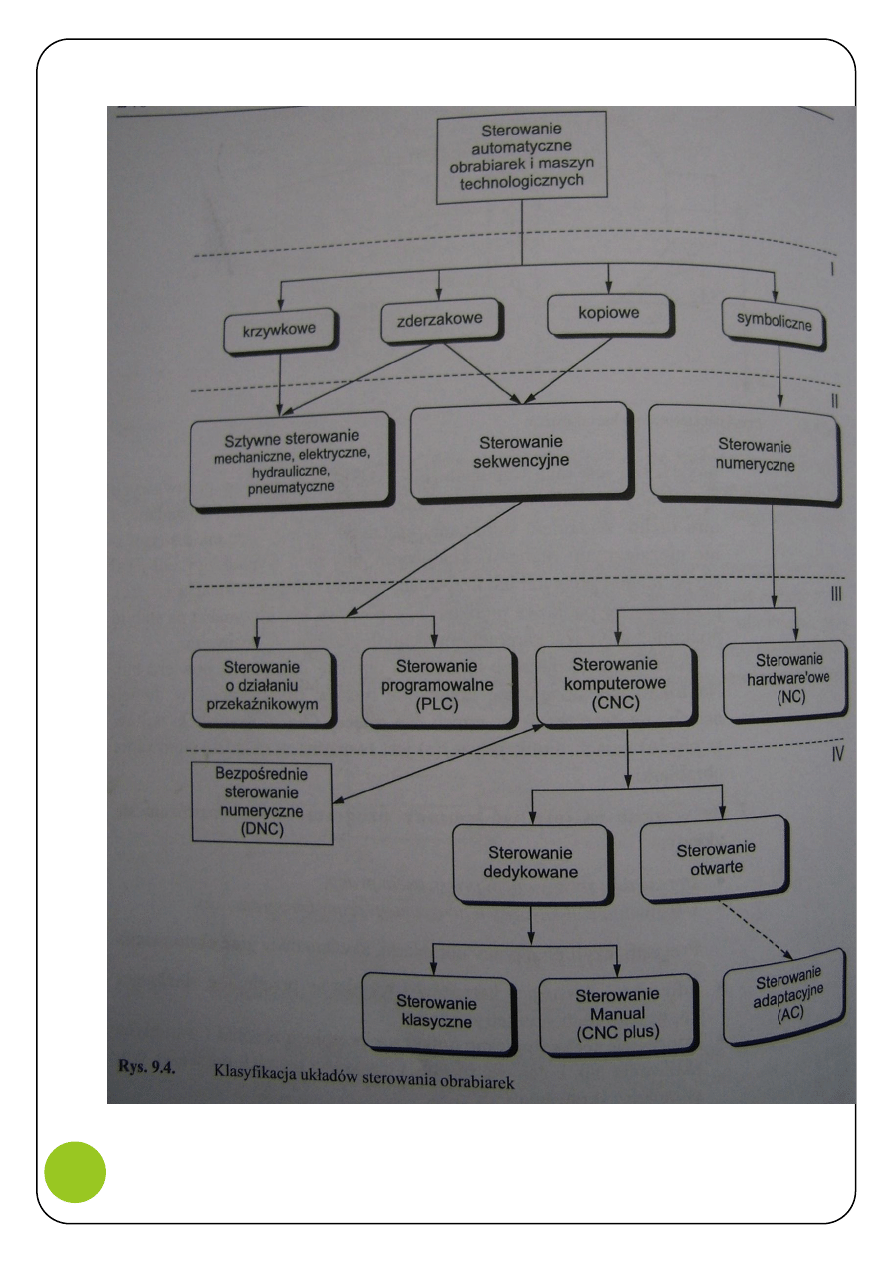
Na poziome I wyróżnikiem klasyfikacyjnym jest sposób
wprowadzania informacji geometrycznych.
Na poziomie II wyróżnikiem klasyfikacyjnym jest
elastyczność układu sterowania , czyli łatwość zmiany toru
narzędzia względem przedmiotu.
Na poziome III wyróżnikiem klasyfikacyjnym jest
nowoczesność rozwiązań układów sterowania.
Na poziome IV wyróżnikiem klasyfikacyjnym jest
zastosowane oprogramowanie systemowe i związany z tym
sposób programowania obróbki i przetwarzania informacji.
12.
PROGRAMOWANIE OBRÓBKA - ISTOTA,
RODZAJE INFORMACJI
Programowanie obrabiarek może odbywać się ręcznie
według instrukcji ISO lub maszynowo (z wykorzystaniem
komputera i programów CAD/CAM).Programowanie
obrabiarek sterowanych numerycznie wg instrukcji ISO
polega na zapisaniu w postaci symbolicznej – w języku
obrabiarki, wszystkich ruchów i czynności jakie muszą być
w niej wykonane aby otrzymać przedmiot o żądanym
kształcie wymiarach i chropowatości powierzchni. Język
obrabiarki składa się ze słów i składni. Słowa są to grupy
znaków alfanumerycznych oznaczonych przez adresy.
Informacje zawarte w jednym słowie sterują pojedynczymi
21
CNC
|
201
2
-05
-15
funkcjami obrabiarki np. liniowymi lub kątowymi
przemieszczeniami , prędkością posuwu czy prędkością
obrotową wrzeciona , wyborem narzędzi.
13.
KLASYFIKACJA UKŁADÓW STEROWANIA
OBRABIAREK I MASZYN TECHNOLOGICZNYCH
22
CNC
|
201
2
-05
-15
23
CNC
|
201
2
-05
-15
14.
PORÓWNANIE STEROWAŃ NC ORAZ CNC ZE
WZGLĘDU NA REALIZOWANE ZADANIA
Układy sterowania numerycznego lat 60 i 70
ubiegłego wieku miały strukturę Hardware’ową
oznaczaną jako NC. Układy te były
wyspecjalizowanym komputerem , realizującym
tylko jeden sztywny program wewnętrzny .
Współczesne układy sterowania sterowania
numerycznego mają strukturę komputerową i są
oznaczane jako układy CNC. Podstawowa różnica
między sterowaniem NC a CNC polega na tym , że w
tym pierwszym nie wykorzystuje się mikroprocesora
i programu sterującego pracą całego sterowania lecz
sztywno połączone ze sobą bloki funkcjonalne . W
skład układu sterowania CNC wchodzi mikroprocesor
wraz z pamięcią oraz wewnętrzny program obsługi .
Sterowanie CNC wykorzystuje komunikację szynową
co oznacza , że przesłana informacja musi być
zaadresowana . Sterowanie CNC stanowi połączenie
koncepcji sterowania numerycznego (NC w sensie
jego najważniejszych funkcji) i możliwości
komputera ( w sensie układu do przetwarzania
danych).
15.
CECHY NOWOCZESNYCH UKŁADÓW
STEROWANIA CNC
Są dwa zasadnicze typy układów sterowania CNC
24
CNC
|
201
2
-05
-15
Układy dedykowane i układy o strukturze otwartej
Dedykowane układy sterowania CNC są przeznaczone do
określonych grup obrabiarek – tokarek, frezarek , szlifierek
itp. Ich budowa charakteryzuje się tym , że poszczególne jej
elementy składowe powiązane są ze sobą i stanowią
zamkniętą całość. Dedykowane układy sterowania zwane
CNC Manual dają możliwość tzw. programowania
interaktywnego, które nie wymaga od użytkownika
znajomości danego języka programowania , norm ani
kodów.
Otwarte układy sterowania CNC mają co najmniej kilka
ważnych cech a to jest :
otwartość dla obsługującego
elastyczna struktura – otwartość dla wytwórców
maszyn , przez możliwość wskazania indywidualnego
życzenia i jego odpowiednie dopasowanie
otwartość w wyborze sprzętowym – dzięki budowie
modułowej istnieje możliwość zmiany różnych
komponentów bez potrzeby wymiany całego zestawu
otwartość dla kompatybilności systemów pracy CNC –
umożliwienie importowania istniejącego
oprogramowania standardowego
25
CNC
|
201
2
-05
-15
rozbudowana i różnorodna komunikacja sieciowa –
otwartośc konfiguracji interfejsów wejścia i wyjścia
uruchomienie nadzór i serwisowanie za pomocą
jednego oprogramowania
Działanie sterowania otwartego opiera się na idei CNC
przez zastosowanie w układach sterowania numerycznego
płyty głównej komputera PC. Wprowadzenie komputera
umożliwia zrealizowanie następujących zadań:
wspomagania programowania obrabiarek NC
automatycznego generowania programów sterujących
pracą obrabiarek – dzięki możliwości zainstalowania
jednego z systemów CAM
w elastycznych systemach wytwórczych sterowanie
przebiegiem wytwarzania.
Układy o strukturze otwartej mają możliwość rozbudowy ,
modyfikacji i modernizacji. Budowane są z podzespołów ,
przez co są rozwiązaniem uniwersalnym i elastycznym.
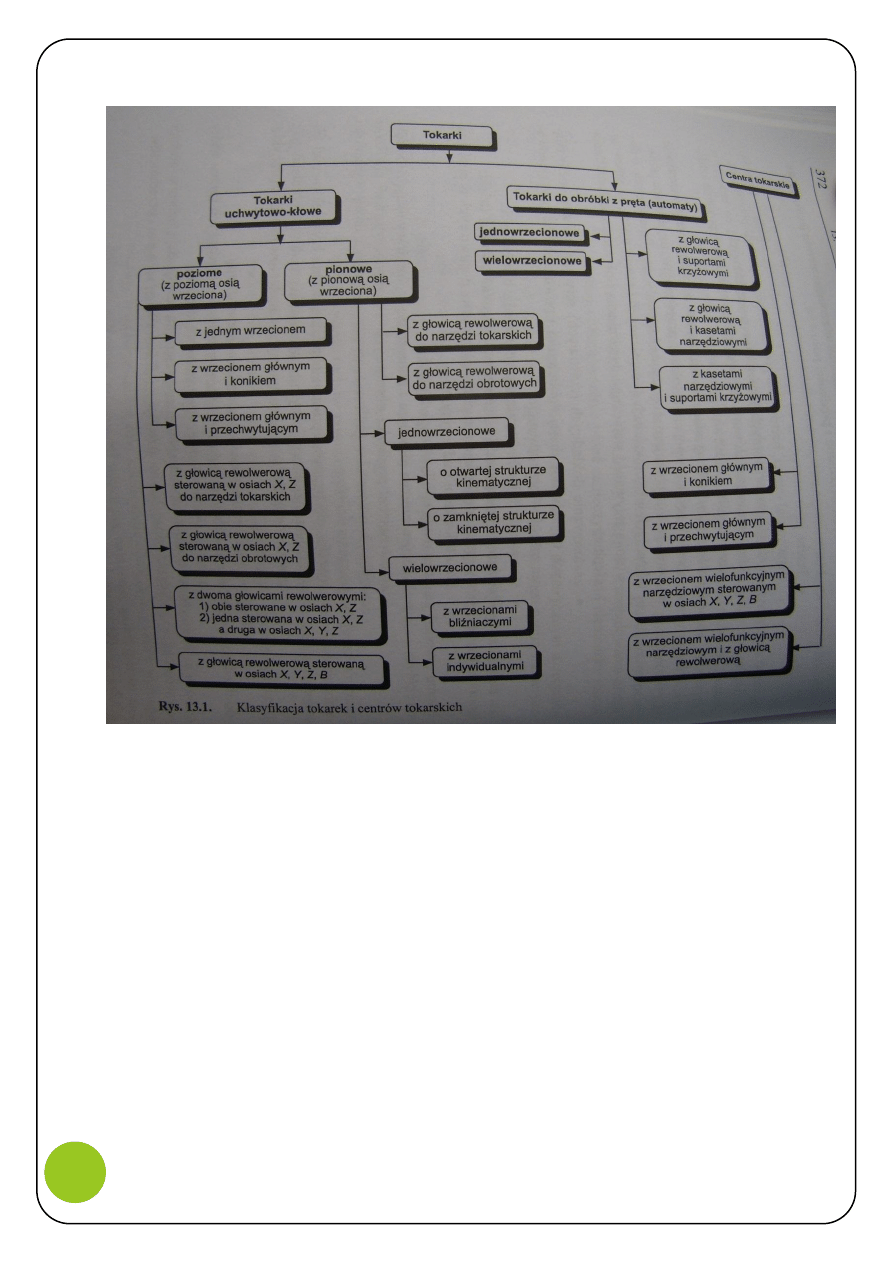
16.
PODZIAŁ TOKAREK - CECHY KONSTRUKCYJNE
TOKAREK CNC
26
CNC
|
201
2
-05
-15
Tokarki CNC i tokarskie centra obróbkowe są więc
obrabiarkami wielozabiegowymi i charakteryzują się
następującymi cechami:
zasadniczy obrotowy kształt przedmiotu uzyskuje się
w wyniku obróbki tokarskiej , stąd układ roboczy i
budowa są oparte na zasadach działania
tokarek(przedmiot obrabiany ustalony , zamocowany i
napędzany przez wrzeciono, zespoły narzędziowe
wykonują ruchy posuwowe)
27
CNC
|
201
2
-05
-15
można na nich wykonywać , oprócz zabiegów
tokarskich, inne zabiegi wykorzystaniem narzędzi
obrotowych (frezów , wierteł , gwintowników i innych)
przy nieruchomym lub obracającym się wrzecionie
przedmiotowym
są wyposażone w jedną lub dwie wielopozycyjne
głowice rewolwerowe lub magazyn swobodnych
narzędzi , wprowadzanych do pracy automatycznie (
centra tokarskie)
tokarki z przeciwwrzecionem mają możliwość obróbki
przedmiotu z drugiej strony po przejęciu go przez
wrzeciono przechwytujące .przekazywanie przedmiotu
z wrzeciona głównego do przechwytującego odbywa
się podczas pracy przy zsynchronizowanych obrotach
obu wrzecion
w przestrzenie roboczej centrum znajduje się jeden
wielofunkcyjny suport narzędziowy zapewniający
mocowanie narzędzi stałych (noży tokarskich ) i
obrotowych (wierteł , frezów).
Tokarki pionowe mają zintegrowany napęd główny
(elektrowrzeciono) , który ma mniejszą masę niż
suport z głowicą narzędziową.
17.
AUTOMATY WIELOWRZECIONOWE -
PODZIAŁ, BUDOWA ORAZ PRZEZNACZENIE
TECHNOLOGICZNE
28
CNC
|
201
2
-05
-15
17.1.
Automaty tokarskie wielowrzecionowe - sterowane
numerycznie tokarki, przeznaczone do obróbki z pręta mają
zastosowanie w wielozabiegowych operacjach obróbki z
materiału prętowego w produkcji wielkoseryjnej i
masowej. Wrzeciona przedmiotowe są łożyskowane w
bębnie integrującym .
17.2.
Tokarki pionowe wielowrzecionowe –integracja
funkcji obróbkowych i manipulacyjnych. Taka
obrabiarka staje się samo obsługującą się stacją
obróbkową i jest technicznym przykładem realizacji „Lean
production” , gdyż jest bardzo tanim rozwiązaniem w pełni
zapewniającym pracę bezobsługową. Wrzecienniki
wykonują ruchy posuwowe w dwóch osiach . Wrzeciennik
może też przemieścić się poza obszar obróbczy i podać/
oddać przedmiot z /do magazynu. Tokarki z pionowym
wrzecionem stosuje się do obróbki stosunkowo małych
przedmiotów z automatyzacją ich zmiany. Budowane są z 1
, 2 lub 3 wrzecionami .
W tokarkach tych nie ma czasu przestoju obrabiarki
potrzebnego na zamocowanie przedmiotu. Głowice
narzędziowe przystosowane są do mocowania narzędzi o
ruchu obrotowym (wiertła, frezy).
Na automatach wielowrzecionowych można
obrabiać jednocześnie kilka przedmiotów. Przedmioty
obrabiane są przez narzędzie pojedyncze lub zespołowe
zamocowane w suportach poprzecznych i w suportach
wzdłużnych
29
CNC
|
201
2
-05
-15
Rozróżnia się automaty wielowrzecionowe pracujące
metodą równoległą , kolejną i kolejno równoległą.
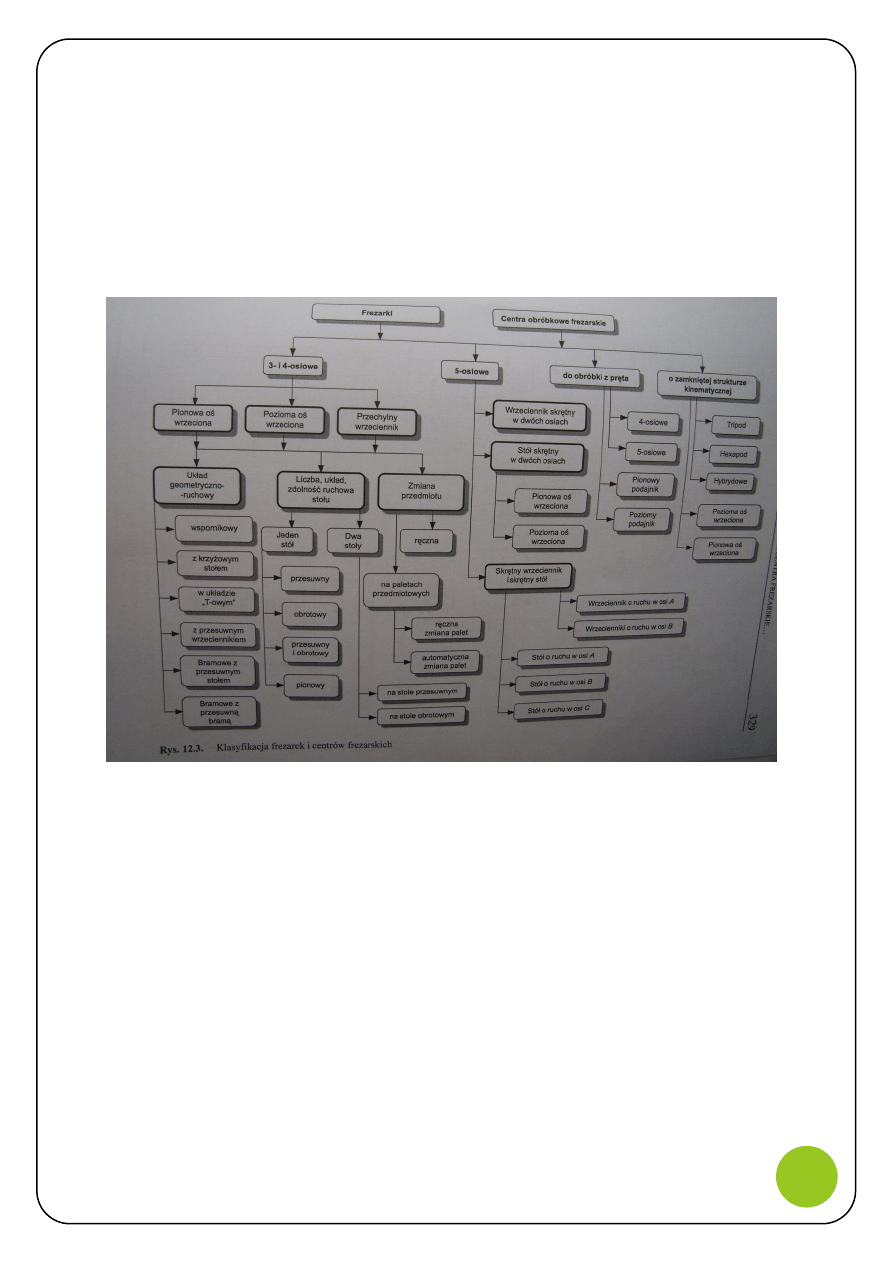
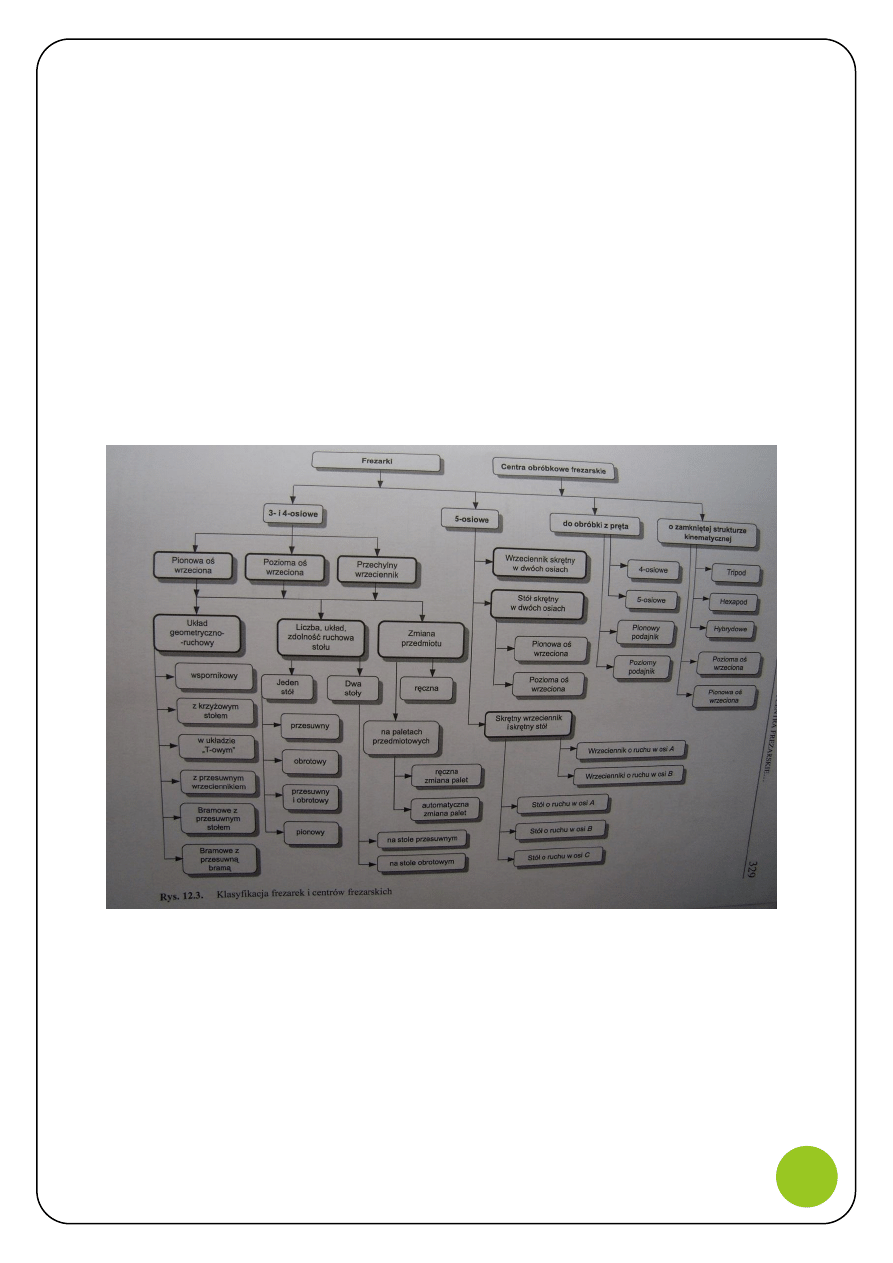
18.
PODZIAŁ, BUDOWA ORAZ PRZEZNACZENIE
TECHNOLOGICZNE FREZAREK
Przeznaczeniem frezarek jest obróbka płaszczyzn oraz
powierzchni kształtowych ( rowków , kanałków ,
powierzchni kształtowych) za pomocą frezów walcowych ,
walcowo-czołowych , głowic frezowych oraz różnego
rodzaju frezów kształtowych . Na frezarskim centrum
obróbkowym odbywa się pełna obróbka części klasy korpus
, tzn. obok wymienionych zabiegów frezarskich jest
wykonywana obróbka wszystkich otworów. Dzięki
zastosowaniu narzędzi wieloostrzowych i dużych prędkości
skrawania frezowanie umożliwia obróbkę z dużą
wydajnością .
30
CNC
|
201
2
-05
-15
Budowa modułowa
Wyposażenie w różne rozwiązania magazynu
narzędzi oraz palet przedmiotowych
Wielowariantowość układów ruchowych ,
określonych liczbą , położeniem i ruchami
sterowanych osi
Możliwość obróbki z różnych stron wieloma
narzędziami, aby wykonać przedmiot na gotowo
Ułatwione odprowadzanie wiórów
Zintegrowane napędy główne (elektrowrzeciona) o
dużym zakresie prędkości obrotowych .
Magazyny narzędzi i układy automatycznej
wymiany narzędzi o krótkich czasach wymiany
Wysoka dokładność obróbki dzięki stosowaniu:
korpusów o dużej sztywności i stabilności
termicznej i znakomitym tłumieniu.
Szynowych prowadnic tocznych z niskim
współczynnikiem tarcia i brakiem tendencji do
występowania utyku
Liniowych silników napędu posuwów o wysokich
prędkościach ruchu posuwowego
31
CNC
|
201
2
-05
-15
Pomiaru przedmiotów i ustawiania narzędzi z
użyciem sond pomiarowych
19.
PODZIAŁ, BUDOWA ORAZ PRZEZNACZENIE
TECHNOLOGICZNE WYTACZARKO-FREZAREK NC
Wytaczarki są to obrabiarki przeznaczone do obróbki
otworów o wysokiej dokładności wykonania. Wielkością
charakterystyczną wytaczarki jest największa średnica
wytaczania, a wielkościami pomocniczymi są wymiary
powierzchni roboczej stołu lub wymiary gabarytowe
przedmiotu obrabianego. Wytaczarki umożliwiają
wykonywanie otworów dokładnych - zaliczają się do piątej
klasy dokładności i o małej chropowatości powierzchni - Ra
0,08 mm. Wytaczarki umożliwiają wykonywanie otworów
dokładnych - zaliczają się do piątej klasy dokładności i o
małej chropowatości powierzchni - Ra 0,08 mm.
Charakterystyczną cechą tych obrabiarek jest duża
prędkość obrotowa wrzecion oraz małe posuwy i mała
głębokość skrawania. Jako narzędzia stosuje się
specjalne wytaczadła z ostrzami diamentowymi, z
węglików spiekanych lub spieków ceramicznych. Pod
względem konstrukcyjnym rozróżnia się wytaczarki z
poziomą lub pionową osią wrzeciona oraz jedno- lub
wielowrzecionowe. Wytaczarki zwłaszcza
wielowrzecionowe, szerokie zastosowanie znalazły w
przemyśle motoryzacyjnym. Ze względu na budowę
32
CNC
|
201
2
-05
-15
rozróżniamy dwa podstawowe typy wytaczarek:-
wytaczarki poziome-wytaczarki pionowe. Wytaczarki
poziome są przeznaczone głównie do obróbki krótkich
otworów przedmiotów mocowanych na przesuwnym
stole. Wytaczarki pionowe zazwyczaj są stosowane do
obróbki długich otworów w przedmiotach, które mają
kilka otworów w równoległych osiach. Dotyczy to np.
obróbki otworów pod tuleje cylindrowe w blokach
silników samochodowych. Wytaczarki przeznaczone do
produkcji wielkoseryjnej mają dwa lub trzy wrzeciona i
zwykle pozwalają na obróbkę dwustronną. Stół jest na
ogół jest napędzany hydraulicznie, a wrzeciona za
pomocą przekładni pasowych. Specjalne odmiany
wytaczarek- budowane na zamówienie- są również
stosowane do obróbki dużych przedmiotów np. silników
okrętowych. Wytaczarki współrzędnościowe są
przeznaczone do precyzyjnej obróbki otworów, których
dokładne rozmieszczenie osi jest określone w przyjętym
układzie współrzędnych prostokątnych X,Y,Z. Zakres
zabiegów wykonywanych na tych obrabiarkach
obejmuje: wiercenie i wytaczanie otworów, toczenie
poprzeczne lub frezowanie niewielkich płaszczyzn,
gwintowanie i szlifowanie otworów oraz trasowanie i
sprawdzanie wymiarów przedmiotów obrabianych na
innych obrabiarkach. Wytaczarki współrzędnościowe są
stosowane do obróbki otworów w przyrządach i
uchwytach oraz na oddziałach produkcyjnych do
33
CNC
|
201
2
-05
-15
małoseryjnej obróbki dokładnych przedmiotów. W celu
zapewnienia wymaganej dokładności obróbki ustawia
się je w pomieszczeniach klimatyzowanych o
temperaturze 20-+ 1oC oraz zabezpiecza przeciw
drganiom. Pod względem konstrukcyjnym rozróżnia się
wytaczarki współrzędnościowe- jedno- lub dwustojakowe-
z wrzecionem o pionowej lub poziomej osi obrotu. Do
najbardziej rozpowszechnionych wytaczarek należą
odmiany z pionową osią wrzeciona. Najlżejsze odmiany
tych wytaczarek mają wrzeciennik przesuwny wraz ze
stojakiem, średnie mają wrzeciennik przesuwny na
jednym stojaku, a najcięższe mają osadzony na belce
wspartej na dwóch stojakach. Wytaczarki
współrzędnościowe z wrzecionem poziomym mają
budowę zbliżoną do wytaczarko-frezarek. Są one
szczególnie przydatne do obróbki korpusów. Układ
pomiarowy wytaczarki współrzędnościowej umożliwia
ustawianie przemieszczeń wzdłuż osi współrzędnych z
dokładnością do 1 mikrona. Najbardziej
rozpowszechnione są układy pomiarowe optyczne, w
których pomiar polega na odczytaniu na ekranie
mikroskopu położenia przemieszczanego zespołu
względem nieruchomego wzorca kreskowego płaskiego
lub walcowego z naciętą rysą śrubową. Układy
pomiarowe elektryczne są wyposażone w czujniki
indukcyjne lub pojemnościowe, które przesuwane
względem nieruchomego wzorca w postaci dokładnej
34
CNC
|
201
2
-05
-15
śruby lub listwy z występami, określają położenie
przemieszczanego zespołu. Wytaczarko frezarki stanowią
grupę obrabiarek których podstawowymi zabiegami
obróbkowymi jest wytaczanie otworów i frezowanie
płaszczyzn, a przeznaczeniem produkcyjnym obróbka
korpusów. Zastosowanie wyposażenia normalnego i
specjalnego umożliwia wykonywanie różnorodnych
zabiegów obróbkowych. Z tego względu wytaczarko-
frezarki należą do najbardziej uniwersalnych obrabiarek i
są stosowane przede wszystkim w produkcji
jednostkowej i małoseryjnej. Wielkościami
oznaczeniowymi wytaczarko-frezarek są: średnica
wrzeciona, wymiary powierzchni roboczej stołu, posuw
stołu oraz wrzeciennika. Wytaczarko-frezarki są
budowane w różnych odmianach konstrukcyjnych,
spośród których najczęściej są stosowane: - wytaczarko-
frezarki ze stołem krzyżowym i nieprzesuwnym
stojakiem, które są wykonywane ze wspornikiem
wytaczadła lub ze skróconym łożem, tzn.
bezwspornikowe. Wytaczarko-frezarki z przesuwnym
stojakiem które mogą mieć łoże poprzeczne lub mogą
być wykonane jako płytowe z przesuwnym stojakiem.
Wytaczarko-frezarki z łożem poprzecznym mają
sztywniejszy stół i są stosowane przede wszystkim do
robót frezarskich. Natomiast wytaczarko-frezarki płytowe
są przeznaczone do obróbki ciężkich i dużych
przedmiotów ustawianych na stałej płycie.
35
CNC
|
201
2
-05
-15
Charakterystyczną cechą wytaczarko-frezarek jest
rozwiązanie zespołu wrzecionowego, wyposażonego w
dwa współosiowe wrzeciona. Poniżej rysunek
przedstawia jednobieżny napęd wrzeciona. Wrzeciona
wytaczarko-frezarek mogą mieć napęd dwubieżny lub
jednobieżny. W przypadku napędu dwubieżnego obydwa
wrzeciona są ułożyskowane niezależnie i mogą się
obracać z różnymi prędkościami. Takie rozwiązanie
umożliwia jednoczesną obróbkę przy zastosowaniu
różnych parametrów skrawania dla narzędzi osadzonych
we wrzecionie wewnętrznym oraz dla narzędzi osadzonych
na tarczy planującej połączonej na stałe z wrzecionem
zewnętrznym. W przypadku napędu jednobieżnego,
który ze względu na większą dokładność obróbki jest
obecnie częściej stosowany, wrzeciono wewnętrzne nie
ma niezależnego łożyskowania i obraca się z taką samą
prędkością jak wrzeciono zewnętrzne. Wysuwane
wrzeciono wewnętrzne służy do wytaczania,
gwintowania itp., dlatego jego końcówka jest
przystosowana do mocowania narzędzi w wewnętrznym
gnieździe stożkowym(Morse a, metrycznym lub ze
stożkiem o zbieżności 7:24). Niewysuwne wrzeciono
zewnętrzne jest przeznaczone do osadzania głowic
frezowych lub tarczy planującej i z tego względu ma
końcówkę walcową z zabierakami czołowymi lub
stożkową ze stożkiem krótkim. Tarcze planujące mają
rowki teowe służące do mocowania przyrządów
36
CNC
|
201
2
-05
-15
obróbkowych i mogą być wyposażone w suporty
poprzeczne. Przykładowe zamocowania narzędzi
przedstawia powyższy rysunek. Większość stosowanych
obecnie wytaczarko-frezarek ma sterowanie centralne
ręczne lub zdalne. Elementy sterujące są umieszczone na
wrzecienniku lub (w obrabiarkach cięższych np. rys 1) na
wiszącej tablicy sterowniczej. Do pomiaru przemieszczeń
zespołów roboczych stosuje się liniały i tarcze z podziałką
lub urządzenia odczytowe optyczne. W wytaczarko-
frezarkach coraz częściej stosowane sterowanie
automatyczne, które może obejmować tylko
elektroniczny odczyt przemieszczeń albo cały sterowany
numerycznie program pracy obrabiarki, niekiedy z
automatyczną wymianą narzędzi.
Wytaczarko frezarki służą do obróbki dokładnej otworów,
płaszczyzn doń przynależnych. Zapewniają dużą dokładność
rzutowania wytwarzanych otworów (2-10µm).
Dzielą się one na:
łożowe;
ze stołem krzyżowym;
skrócone bez wspornika;
ze stołem wzdłużnym;
wzdłużne;
37
CNC
|
201
2
-05
-15
płytowe;
ze stojakiem przesuwno-skrętnym;
ze stojakiem krzyżowo-skrętnym.
20.
CENTRA OBRÓBKOWE - PODZIAŁ, BUDOWA
ORAZ PRZEZNACZENIE
Pod nazwą centrum frezarskie rozumie się obrabiarkę
sterowaną numerycznie zapewniającą , w zakresie jej
możliwości technologicznych wykonanie w jednym
zamocowaniu przedmiotu o dużej liczbie zabiegów
obróbkowych za pomocą różnych narzędzi w takim zakresie
38
CNC
|
201
2
-05
-15
aby po obróbce uzyskać przedmiot w pełni lub w dużej
części obrobiony .
Centra obróbkowe tokarskie są praktyczną realizacją idei
obróbki kompletnej przedmiotu w jednym zamocowaniu
przez integrację kilku różnych sposobów obróbki w jednej
maszynie wielozabiegowej . W centrach tych są
integrowane nie tylko klasyczne sposoby skrawania
(toczenie , frezowanie ,wiercenie , nacinanie gwintów) lecz
także takie sposoby jak szlifowanie , frezowanie
obwiedniowe , dłutowanie , hartowanie , spawanie oraz
pomiar w czasie procesu.
21.
CECHY NOWOCZESNYCH CENTRÓW
OBRÓBKOWYCH
nowoczesne napędy (elektrowrzeciona, silniki
liniowe);
wysoka sztywność (statyczna, dynamiczna i
termiczna);
automatyczna wymiana narzędzi z korekcją
położenia i rejestracją stanu;
automatyczna wymiana przedmiotów (systemy
paletowe);
nowoczesne systemy sterowania (CNC);
39
CNC
|
201
2
-05
-15
zintegrowane systemy pomiarowe;
nowoczesne układy diagnostyki i nadzorowania;
wysoka produktywność i niezawodność.
22.
CECHY ELASTYCZNEJ AUTOMATYZACJI
Elastyczna automatyzacja produkcji realizowana jest przy
użyciu nowoczesnych technik komputerowych, istnieje
wiele form między innymi:
- obrabiarki sterowane numerycznie;
- elastyczne systemy produkcji;
- komputerowo wspomagane systemy transportowo-
magazynowe;
- CAQ komp. wspomagane procesy zapewnienia jakości;
- CAP komp. wspomaganie procesów projektowania
produkcji;
- CAN komp. wspomaganie wytwarzania;
- CAD/CAM;
- CAE komp. wspomaganie prac inżynierskich;
Wszystkie te procesy zmierzają do integracji i
automatyzacji elementów funkcji związanych z realizacją
procesów produkcyjnych. Komputerowa integracja
dalszych sfer działalności przedsiębiorstwa prowadzi do
powstania systemu CIM-komp. zintegrowane wytwarzanie.
Elastyczny system produkcyjny – to zintegrowany
40
CNC
|
201
2
-05
-15
komputerowo kompleks maszyn i urządzeń
technologicznych, sterowanych numerycznie, urządzeń
warsztatowych oraz automatycznych urządzeń
poznawczych, diagnostycznych, minimalną obsługą ręczną,,
krótkimi czasami przezbrojeń; mogący produkować
dowolny wyrób, należący do określonej klasy wyrobów w
ramach swych określonych możliwości oraz zgodne z
ustaloną kolejnością systemu ten cechuje się
automatyzacją, integracją i elastycznością.
Rozwój elastyczności systemu produkcyjnego
Obróbka konwencjonalna Obrabiarki sterowane
numerycznie Centra obróbkowe Paletyzowane centrum
obróbkowe Autonomiczne stanowiska obróbkowe
Elastyczny system produkcji
Transport detali
Magazyn detali Magazyn detali Magazyn detali
Zmiana detali Zmiana detali Zmiana detali
Kontrolo i diagnostyka Kontrola i diagnostyka
Obróbka ręczna, manipulacja obróbka obróbka obróbka
obróbka Obróbka
Zmiana narzędzi Zmiana narzędzi Zmiana narzędzi Zmiana
narzędzi
Magazyn narzędzi Magazyn narzędzi Magazyn narzędzi
Magazyn narzędzi
Transport narzędzi
Budowa elastyczności systemu produkcji:
41
CNC
|
201
2
-05
-15
1.
Podsystem wytwarzania
2.
Podsystem pomocy warsztatowej
3.
Podsystem przepływu strumienia materiałowo-
energetycznego
4.
Podsystem strumienia informacyjnego
5.
Podsystem sterowania
6.
Podsystem kontroli i diagnostyki
7.
Podsystem przepływu przedmiotu pracy
8.
Podsystem przepływu pomocy warsztatowej
9.
Podsystem zasilania i usuwania odpadów
10.
Podsystem transportu
11.
Podsystem magazynowania
12.
Podsystem manipulacji
23.
STRUKTURY MASZYNOWE W OBSZARZE
ELASTYCZNEGO WYTWARZANIA
Zestaw kilku zautomatyzowanych stanowisk
technologicznych lub stacji obróbkowych (maszyn
technologicznych, obrabiarek CNC , centrów obróbkowych)
umożliwiających zastosowanie różnych technik
wytwarzania ( obróbka skrawaniem , obróbka plastyczna ,
obróbka cieplna , powlekanie powierzchni ) ,
uzupełnionych stanowiskami nieobróbkowymi (mycia ,
suszenia , kontroli jakości) , połączonych ze sobą
zautomatyzowanymi urządzeniami transportu
przedmiotów w taki sposób , że na poszczególnych
42
CNC
|
201
2
-05
-15
stanowiskach możliwa jest obróbka różnych przedmiotów
przechodzących różnymi drogami przez system.
Klasyczne rozwiązanie elastycznego systemu do obróbki
korpusów :
Dwa poziome centra obróbkowe;
Magazyn buforowy i stanowisko wymiany palet;
Wózek szynowy;
Robot bramowy;
Stanowisko załadunku i rozładunku palet;
Stanowisko załadunku kaset narzędziowych;
Stacja ustawiania narzędzi;
Centralny układ sterowania.
24.
ZAKRESY STOSOWANIA MASZYN I UKŁADÓW
WIELOMASZYNOWYCH
25.
FILARY ROZWOJU OBRABIAREK
SKRAWAJĄCYCH
1.
szybsze elastyczne przezbrajanie i nastawianie programu
sterowania na nowe przedmioty obrabiane w małych
seriach;
2.
niskie koszty produkcji;
3.
zmiany układu strukturalnego tokarek;
43
CNC
|
201
2
-05
-15
4.
możliwość wykonywania różnych zabiegów
obróbkowych, nie tylko tokarskich;
5.
wysoka dokładność wymiarowo kształtowa;
6.
zwiększona wydajność i niezawodność;
7.
ekologia i BHP;
8.
duża różnorodność konstrukcji w zależności od potrzeb
klientów;
9.
wielowariantowość układów geometryczno-ruchowych;
10.
nowe układy geometryczno-ruchowe;
11.
zintegrowanie napędy główne (elektrowrzeciona).
12.
magazyny narzędzi i układy automatycznej wymiany
narzędzi o dużej pojemności i krótkich czasach wymiany
13.
Automatyzacja wymiany przedmiotów obrabianych
14.
Otwarte układy sterowanie CNC
15.
Inteligente układy nadzorujące i diagnostyczne
44
CNC
|
201
2
-05
-15
Wyszukiwarka
Podobne podstrony:
cnc w 3 budowa obrabiarek cnc
Projekt ABB, CNC
7---Karta instrukcji obróbki cieplnej, OPERATOR CNC, TECHNOLOG CNC, KARTY TECHNOLOGICZNE
11 Operacje, CNC, wycinanie
CNC
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
CNC DROGOSZ 1
sciaga CNC duża
ver 10 rozkad urzadzenia i systemy wytw cnc
Generating CNC Code with Edgeca Nieznany
10 Obrobka na tokarce CNC 0
cnc 1 v1 0 pl H56LQWVAJFQUA7XLCRGXFM7R4CYBGMWS2CEF3RY
Cykl 2 cw 1 tokarka CNC (2)
enkodery akcesoria cnc
skróty cnc
Haines CNC page 04
CNC na MOSFet
CNC 07 30 301 00 Blok łożyskujący x
więcej podobnych podstron