K O M I S J A B U D O W Y M A S Z Y N P A N – O D D Z I A Ł W P O Z N A N I U
Vol. 27 nr 1
Archiwum Technologii Maszyn i Automatyzacji
2007
ANDRZEJ MODRZYŃSKI
ZAAWANSOWANE TECHNOLOGIE TOPIENIA METALI
W ODLEWNICTWIE STOPÓW ŻELAZA
Topienie metali w odlewniach stopów żelaza jest najbardziej energochłonnym etapem procesu
produkcyjnego. Około połowa energii zużywanej w odlewni jest przeznaczona na przygotowanie
ciekłego metalu. W związku z tym szczególna uwaga powinna być skierowana na taki dobór
agregatów metalurgicznych, aby zapewniały one maksymalne wykorzystanie dostarczonej energii
i emitowały do otoczenia najmniejszą ilość szkodliwych zanieczyszczeń i pyłów. W artykule
przeanalizowano nowoczesne sposoby topienia metali w odlewniach stopów żelaza i przedstawio-
no nowe rozwiązania konstrukcyjne jednostek do topienia, sprzyjające zwiększeniu efektywności
tego procesu i ograniczeniu emisji szkodliwych zanieczyszczeń do otoczenia.
Słowa kluczowe: topienie stopów żelaza, sprawność energetyczna procesu, emisja szkodli-
wych zanieczyszczeń
1. WSTĘP
Odlewnictwo jest jedną z gałęzi przemysłu, która cechuje się dużym zuży-
ciem energii. Na topienie metali przypada prawie połowa (ok. 55%) ogólnej
ilości energii zużywanej przy produkcji odlewów. Celem niniejszego artykułu
jest przegląd stosowanych metod topienia stopów żelaza z uwzględnieniem
optymalizacji zużycia energii przypadającej na topienie metali. Omówiono tech-
nologie topienia stopów żelaza obecnie stosowane w odlewniach oraz znajdujące
się na etapie wdrażania do zastosowań przemysłowych.
Podstawowym celem operacji topienia metali w odlewniach jest nagrzanie me-
talu do temperatury likwidusu, przegrzanie do wymaganej temperatury w zależno-
ści od stosowanej metody wykonania odlewów oraz dokonanie zabiegów uszla-
chetnienia metalu w piecu (zabiegi rafinacji, ewentualnej modyfikacji i sferoidy-
zacji oraz korekta składu chemicznego). Straty energii w czasie topienia są spo-
wodowane różnymi czynnikami, takimi jak:
− zastosowana metoda doprowadzenia energii do ciekłego metalu,
∗
Dr hab. inż. – Instytut Technologii Materiałów Politechniki Poznańskiej.
A. Modrzyński
66
− przewodnictwo, promieniowanie i konwekcja ciepła z układu metalur-
gicznego do otoczenia,
− straty metalu w procesie topienia,
− straty ciepła wywołane wysoką temperaturą gazów odlotowych.
Niski współczynnik sprawności cieplnej stosowanych do tej pory pieców
(patrz tabl. 1) wymaga podjęcia w trybie pilnym prac badawczo-wdrożeniowych
nad zwiększeniem efektywności ich sprawności cieplnej.
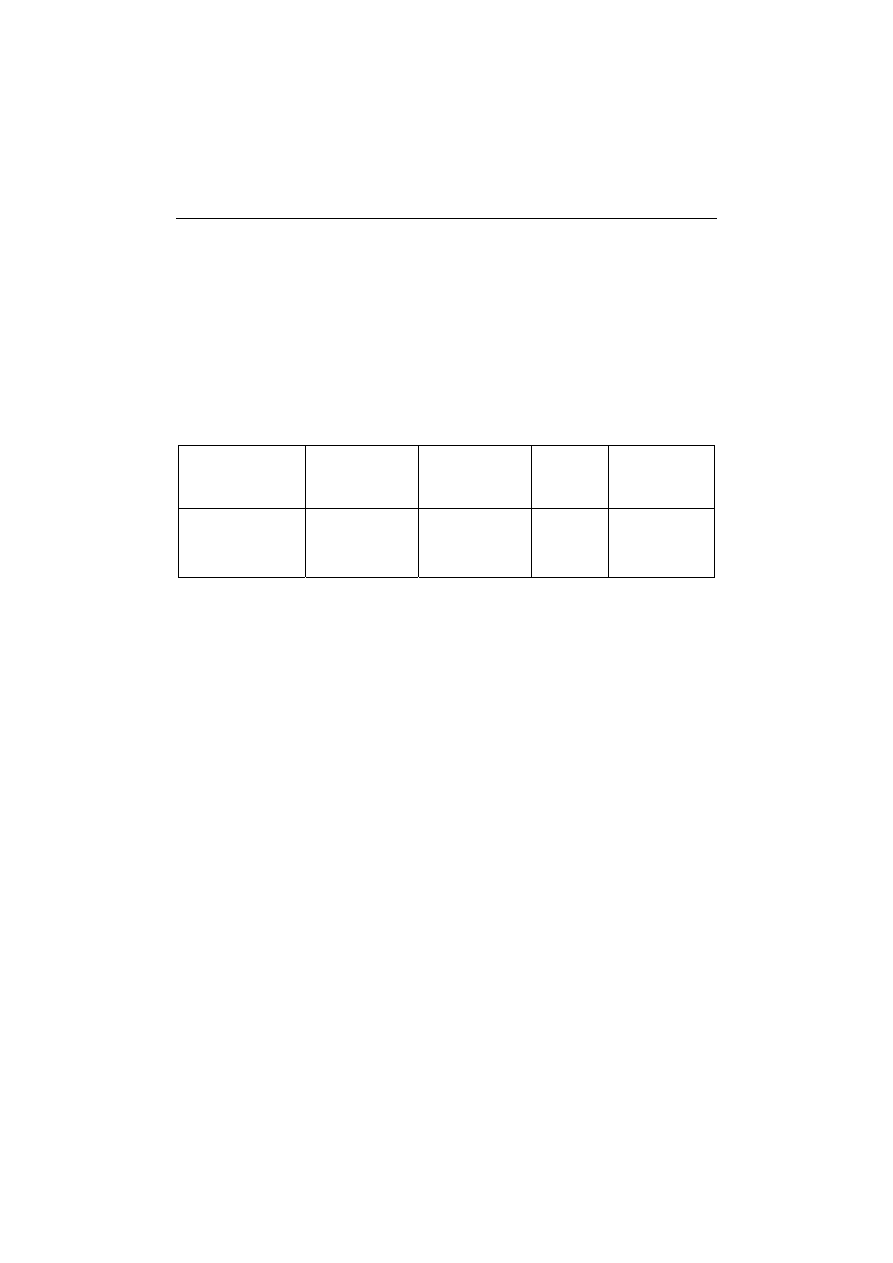
Tablica 1
Straty topienia i współczynnik sprawności termicznej typowych pieców do topienia metali [2]
Efficiency and metal loss for different furnaces [2]
Typ pieca
do topienia metali
Typowa
pojemność
(wydajność)
pieca
Topiony stop
Straty
topienia
[%]
Współczynnik
sprawności
termicznej
[%]
Żeliwiak
1–20 Mg/ h
Fe-C (żeliwo) 3–12
40–50
Piec elektryczny
typu DC*
1,5–100 Mg
Fe-C (staliwo)
5–8
35–45
Piec indukcyjny*
1 kg – 50 Mg
staliwo i żeliwo
0,75 – 3
50–76
* W rzeczywistości należy uwzględnić straty energii występujące podczas wytwarzania energii
elektrycznej i straty jej przesyłania.
Nowoczesne metody doprowadzenia energii do metali, takie jak:
− wykorzystanie energii słonecznej,
− grzanie z zastosowaniem mikrofal,
− wykorzystanie grzania promieniowaniem podczerwonym,
− grzanie łukiem plazmowym, elektronowiązkowe oraz laserowe,
pozwalają na uzyskanie bardzo wysokich współczynników wykorzystania ener-
gii podczas przekazywania jej do topionego metalu, natomiast ich wdrożenie do
produkcji wymaga dużych nakładów kapitałowych oraz nowej powierzchni pro-
dukcyjnej. Te nowe technologie nie zawsze spełniają oczekiwania odlewni pod
względem wydajności godzinowej jednostek do topienia metali.
Pewną racjonalizację zużycia energii można uzyskać, wykorzystując już za-
instalowane w odlewni piece przez:
− zastosowanie tlenu do wzbogacania procesu spalania paliw,
− wstępne nagrzewanie wsadu,
− usprawnienie dystrybucji ciekłego metalu,
− odzyskiwanie ciepła z gazów odlotowych.
Sprawność pieca pracującego w odlewni może być zwiększona o 25–30%
przez wykorzystanie jednej lub kilku z wymienionych wyżej metod. W tablicy 2
przedstawiono szacunkowe oceny zmniejszenia zużycia energii w nowych, za-
awansowanych technologiach topienia metali.
Zaawansowane technologie topienia metali…
67
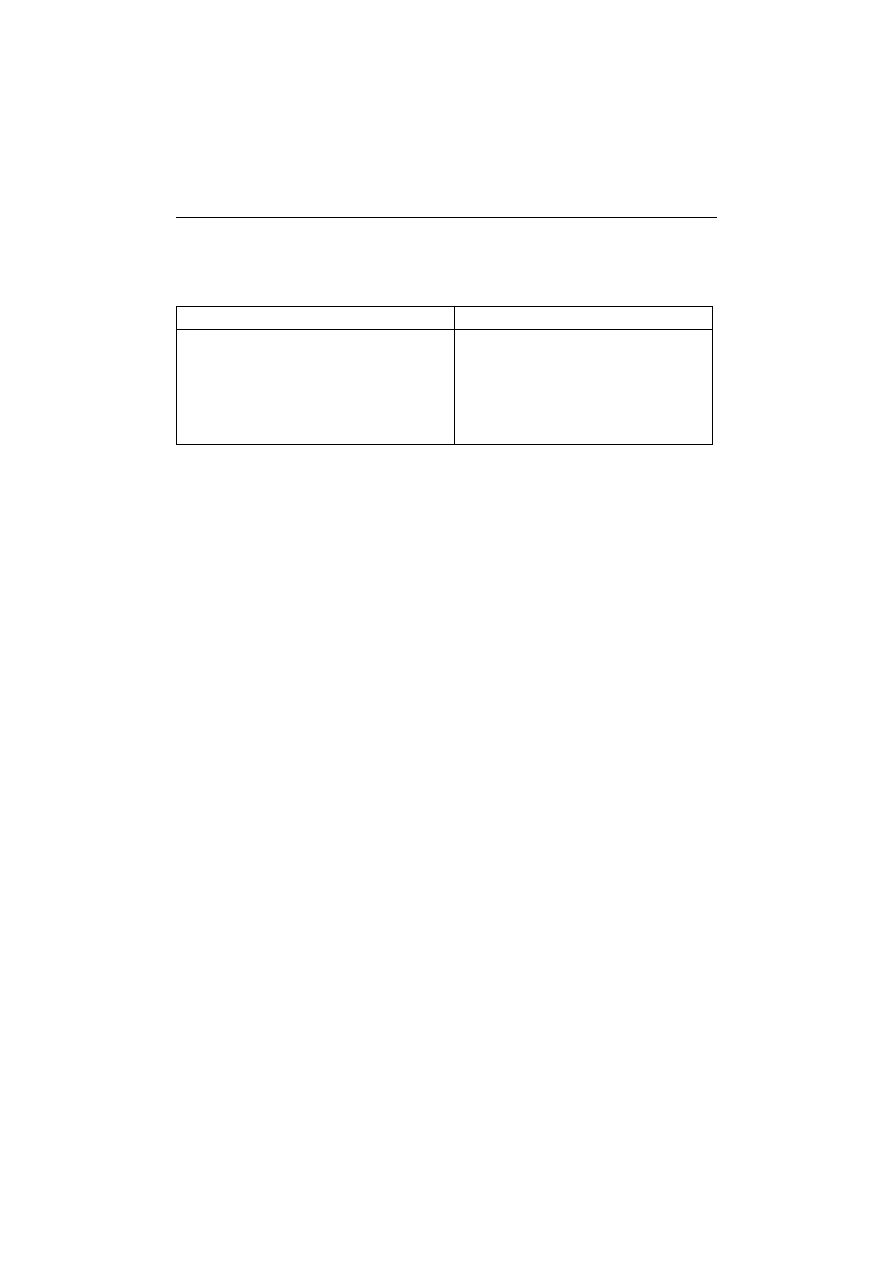
Tablica 2
Szacunkowe oceny zmniejszenia zużycia energii w nowych, zaawansowanych technologiach
topienia metali [1]
Estimated energy savings from new advanced melting technologies [1]
Zastosowany zabieg
Oszacowana oszczędność energii
Podgrzewanie wsadu
5–10%
Chłodzenie pieca
5–10%
Przegrzanie powietrza
10–20%
Mieszanie ciekłego metalu
5–30%
Usprawnienie dystrybucji
0–30%
Technologie wzbogacania procesu spalania
tlenem gazowym
0–40%
Możliwość wykorzystania jednej lub kilku z powyższych metod w celu ra-
cjonalizacji zużycia energii zależy od specyfiki odlewni i stosowanych w niej
pieców do topienia metali.
2. PRZEGLĄD METOD TOPIENIA METALI W ODLEWNIACH STOPÓW
ŻELAZA
W typowej nowoczesnej odlewni całkowite zużycie energii rozkłada się w
następujących proporcjach na typowe etapy procesu produkcyjnego:
− topienie metali – 55%,
− wytwarzanie form – 12%,
− wytwarzanie rodzeni – 8%,
− wykańczanie odlewów – 7%,
− obróbka cieplna – 6%,
− inne – 12%.
Z powyższych danych wynika, że najbardziej energochłonnym etapem jest
topienie metali. Energia niezbędna do tego procesu pochodzi ze spalania gazu
ziemnego (60%), z zamiany energii elektrycznej na ciepło (27%) oraz ze spala-
nia koksu i miału koksowego (12%). Udział innych źródeł energii nie przekracza
1%.
Proces topienia metali można podzielić na następujące charakterystyczne
etapy:
− przygotowanie wsadu i załadunek do pieca,
− topienie metalu,
− rafinacja i obróbka ciekłego metalu,
− przetrzymywanie ciekłego metalu w piecu,
− spust,
− rozlewanie i transport ciekłego metalu.
A. Modrzyński
68
Podgrzewanie i suszenie wsadu w przypadku wytapiania stopów żelaza i
aluminium jest często stosowanym zabiegiem. Pozwala on na usunięcie wilgoci i
łatwo parujących substancji ze wsadu, zapobiega ryzyku eksplozji w piecu po
wprowadzeniu wsadu, wstrzymuje proces tworzenia żużla okresu topienia i
ogranicza proces pochłaniania przez metal wodoru. Pozwala to też ograniczyć
zapotrzebowanie na energię w okresie topienia. W niektórych odlewniach do
podgrzewania wsadu są wykorzystywane gazy odlotowe z pieców do topienia
metali. Procesowi ładownia wsadu do już nagrzanego pieca towarzyszą znaczne
straty energii. Najlepsze z tego punktu widzenia są piece pracujące w ruchu cią-
głym.
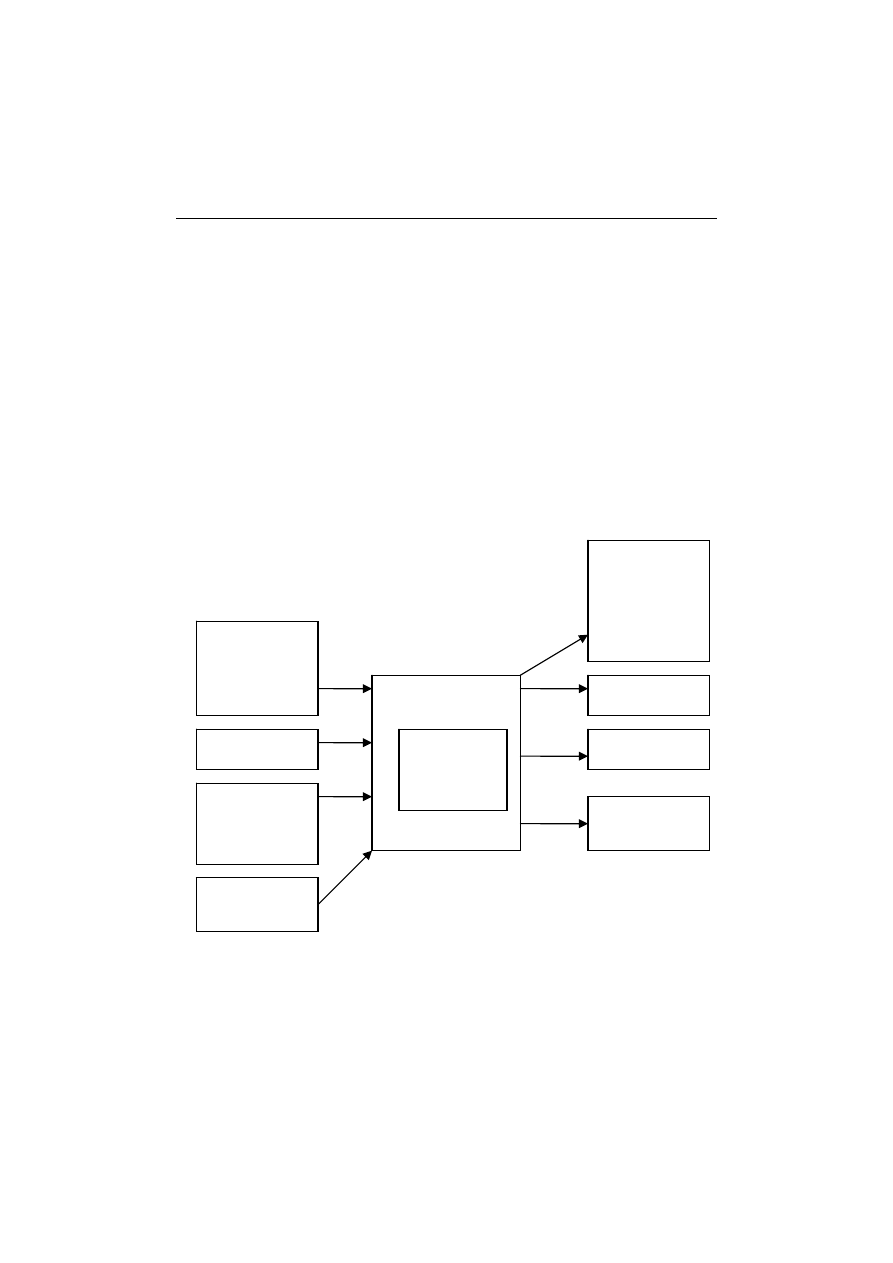
Proces topienia metalu odbywa się w wysokiej temperaturze w bardzo agre-
sywnym środowisku (układzie), na które składają się: ciekły metal, żużel, wy-
murówka ogniotrwała pieca, gazy z otaczającej atmosfery i gazowe produkty
spalania paliwa. W ogólnym przypadku topienie metali może być przedstawione
schematycznie jak na rys. 1.
Piec do
topienia metali
350–1700
o
C
Straty na skutek:
promieniowania,
konwekcji i
przewodnictwa
ciepła
ENERGIA:
gaz ziemny,
paliwa ciekłe,
paliwa stałe,
prąd elektryczny
Powietrze
Topniki i
pierwiastki
stopowe
Podstawowy
wsad
Gazy odlotowe
Żużel
Ciekły metal
Rys. 1. Schemat procesu topienia
Fig. 1. Schema of melting process
Z punktu widzenia optymalizacji zużycia energii bardzo ważna jest konstruk-
cja pieca (geometria, pojemność, wydajność, rodzaj stosowanego paliwa, typ
Zaawansowane technologie topienia metali…
69
pracy pieca), rodzaj zastosowanego źródła ciepła, sposób przekazywania energii
do topionego metalu, sposób odprowadzania gazów odlotowych z przestrzeni
roboczej pieca, zabiegi wykonywane na ciekłym metalu oraz to, jak długo ciekły
metal musi być przetrzymany w piecu i jaki jest czas spustu.
Zabiegi rafinacyjne mogą obejmować odgazowanie metalu, usuwanie z cie-
kłego metalu niepożądanych stałych wtrąceń (najczęściej tlenków), modyfikację,
sferoidyzację i korektę składu chemicznego metalu.
Przetrzymywanie ciekłego metalu w piecu nie jest korzystnym etapem w jego
pracy, ponieważ dostarczana energia jest zużywana na utrzymywanie metalu w
stanie ciekłym. W idealnych rozwiązaniach ciekły metal po uzyskaniu założonej
temperatury i składu chemicznego powinien być natychmiast dostarczony na
stanowisko zalewania form, aby ograniczyć czas zbędnego przetrzymywania
metalu w piecu do topienia lub przetrzymywania ciekłego metalu. W momencie
spustu ciekły metal jest usuwany z wnętrza pieca i przelewany do kadzi rozlew-
niczej, a następnie zalewane są formy. Piece przechylne pozwalają na bezpo-
średni spust metalu do kadzi rozlewniczej, z której metal może być przelany do
mieszalnika (pieca przetrzymującego metal) lub do dozownika pozwalającego
zalewać formy odlewnicze.
Transport ciekłego metalu powinien się odbywać w kadziach podgrzanych do
odpowiedniej temperatury.
3. SPRAWNOŚĆ ENERGETYCZNA PROCESU TOPIENIA
Sprawność energetyczną procesu topienia oblicza się z wzoru:
,
na
energetycz
d
t
E
E
=
η
gdzie:
teoretyczna ilość energii potrzebna do stopienia i przegrzania metalu,
−
t
E
−
d
E
bieżąca ilość energii zużyta na stopienie, obróbkę, przegrzanie oraz
przetrzymywanie ciekłego metalu w piecu.
Do czynników wpływających w sposób istotny na sprawność energetyczną
procesu topienia można zaliczyć:
− straty kominowe,
− straty metalu,
− straty promieniowania,
− straty wywołane przewodnictwem cieplnym i konwekcją,
− straty spowodowane wymianą/usuwaniem żużla z powierzchni ciekłego
metalu.
W tablicy 3 przedstawiono oszacowanie strat energii w przypadku topienia
stopów żelaza.
A. Modrzyński
70
Tablica 3
Oszacowanie strat energii podczas topienia stopów żelaza [7]
Heat loss during melting ferrous alloys [7]
Przyczyna strat energii
Oszacowanie strat
[%]
Straty kominowe
0–50
Żużel/krople metalu
0–10
Promieniowanie – przewodzenie – konwekcja
10–50*
Ciekły metal
40–80**
* Straty ciepła przez ściany pieca.
** Zawiera także straty związane z wytwarzaniem energii elektrycznej i jej przesyłem.
Podczas topienia mogą być emitowane do środowiska zanieczyszczenia. Ich
źródłem może być:
− dostarczanie energii niezbędnej do topienia,
− rafinacja i obróbka ciekłego metalu.
Pierwszy rodzaj zanieczyszczeń może być emitowany w odlewniach (spala-
nie paliw stałych, ciekłych lub gazowych) lub w zakładach produkujących ener-
gię elektryczną. Proces rafinacji ciekłego metalu, zabieg modyfikacji czy sfero-
idyzacji i korekta jego składu chemicznego również mogą być źródłem emisji do
środowiska szkodliwych związków.
W rozwiniętych krajach ok. 60% energii niezbędnej do topienia wytwarza się
przez spalanie gazu ziemnego, a około 27% przez zamianę prądu elektrycznego na
ciepło. W wyniku spalania gazu ziemnego emituje się stosunkowo najmniejszą ilość
szkodliwych substancji. Podstawowymi produktami jego spalania są: CO
2
, SO
2
i
pyły. W tablicy 4 przedstawiono bilans emisji szkodliwych zanieczyszczeń (w kilo-
gramach) do środowiska przy dostarczeniu do pieca energii o wartości 1 TJ.
Tablica 4
Emisja szkodliwych zanieczyszczeń przy wytwarzaniu 1 TJ energii z różnych paliw [3]
Fossy fuel emission levels [3]
Emisja szkodliwych
zanieczyszczeń [kg]
przy wytwarzaniu 1 TJ
energii
z różnych paliw
Gaz
ziemny
Ropa Węgiel
Dwutlenek węgla 53
74 94
Tlenek węgla 18
15
94
Tlenki azotu
42
203
207
Dwutlenek siarki
0,45
0,51
1,18
Pyły 3,17
43
1,25
Rtęć 0
0,003
0,007
Z przytoczonych powyżej danych wynika, że najmniejsza ilość szkodliwych
zanieczyszczeń jest emitowana przy spalaniu gazu ziemnego.
Zaawansowane technologie topienia metali…
71
4. DOBÓR METODY TOPIENIA DO POTRZEB OKREŚLONEJ ODLEWNI
Dobierając metodę topienia do potrzeb określonej odlewni, należy uwzględ-
nić takie czynniki, jak:
− dostępna powierzchnia,
− rodzaj wytapianych stopów,
− zapotrzebowanie na ciekły metal,
− rodzaj stosowanych żużli,
− emisja szkodliwych zanieczyszczeń do środowiska,
− remonty bieżące,
− dostępne środki inwestycyjne,
− żądana jakość metalu,
− koszty obsługi,
− dostępność wytypowanego pieca na rynku i przewidywany okres jego
eksploatacji.
Ponieważ na rynku występują odlewnie znacznie różniące się zatrudnieniem i
programem produkcyjnym, nie ma jednej recepty wyboru pieca do topienia metali.
Sprawność energetyczna nie jest jedynym kryterium decydującym o wyborze
pieca. W krajach, w których energia jest droga (np. kraje europejskie), sprawność
energetyczna może być podstawowym kryterium. Bardzo często przy wyborze
jednostki do topienia metali odlewnie uwzględniają konieczne nakłady inwesty-
cyjne. Piec w sposób optymalny dobrany do potrzeb określonej odlewni zapewnia
odpowiednią wydajność procesu topienia oraz pozwala:
− wytwarzać metal wysokiej jakości,
− na dokładną kontrolę jakości ciekłego metalu,
− na ograniczenie strat topienia,
− ograniczyć emisję szkodliwych zanieczyszczeń do środowiska,
− prowadzić proces z możliwie dużym współczynnikiem sprawności ener-
getycznej.
5. WSPÓŁCZEŚNIE STOSOWANE I WCHODZĄCE DO EKSPLOATACJI
PIECE ODLEWNICZE
5.1. Żeliwiaki
Niżej opisano współcześnie stosowane w odlewniach stopów żelaza piece do
wytapiania ze wskazaniem możliwości zwiększenia ich sprawności energetycz-
nej. Scharakteryzowano niektóre nowe technologie wprowadzane do zakładów
produkcyjnych.
A. Modrzyński
72
Żeliwiaki są podstawowymi jednostkami do topienia żeliwa, szczególnie w
produkcji wielkoseryjnej. Na świecie około 60% odlewów z żeliwa wytwarza się
w żeliwiakach. Sprawność energetyczna topienia w żeliwiaku wynosi od 40 do
70%. W ostatnich latach w celu lepszego wykorzystania tego pieca w odlew-
niach żeliwa i zwiększenia jego sprawności energetycznej i wydajności wpro-
wadzono takie zmiany konstrukcyjne, jak:
− żeliwiaki z płaszczem chłodzonym wodą (kampanijne),
− podgrzewanie dmuchu do 650°C [5] (i pozbawienie go wilgoci) z wyko-
rzystaniem energii zawartej w gazach odlotowych oraz z zewnętrznych źródeł,
co prowadzi do zmniejszenia zużycia koksu,
− wzbogacanie tlenem (objętościowo 2–20%) dmuchu powietrza dostarcza-
nego przez dysze w dużych instalacjach żeliwiakowych,
− dodatkowe źródła ciepła w postaci palników paliwowych z systemem
wprowadzania przez nie do strefy topienia pyłów generowanych w odlewni [6]
(pył żeliwiakowy, pyły z oczyszczalni i wydziału regeneracji mas) – w tym roz-
wiązaniu istnieje możliwość wprowadzania do strefy topienia pylastych żelazo-
stopów i szybkiego korygowania składu chemicznego,
− wprowadzenie do nadzorowania pracy żeliwiaka systemów komputerowych
oraz inteligentnych systemów i programów opartych na sieciach neuronowych.
Coraz częściej, szczególnie w dużych odlewniach, można spotkać nowe kon-
strukcyjne rozwiązania tych pieców, takie jak:
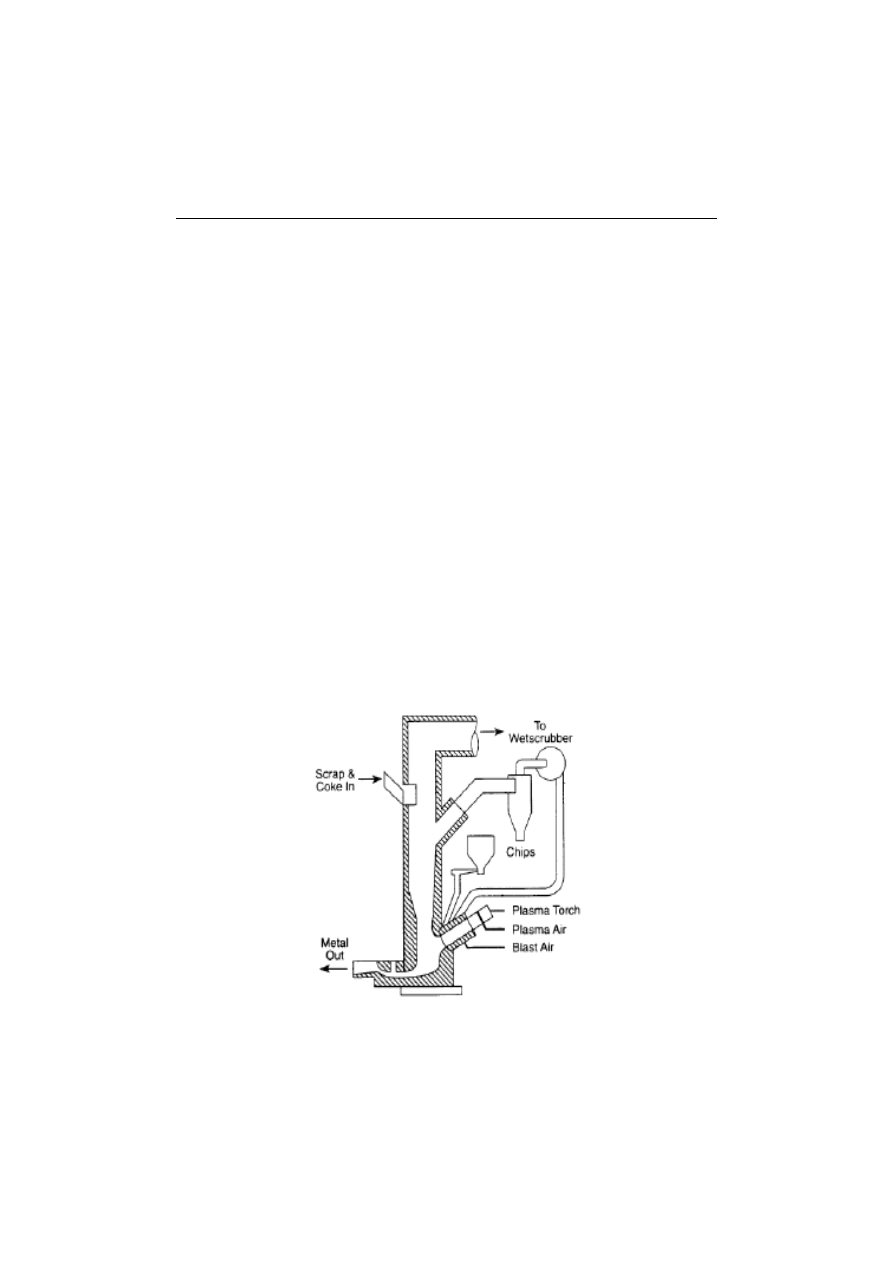
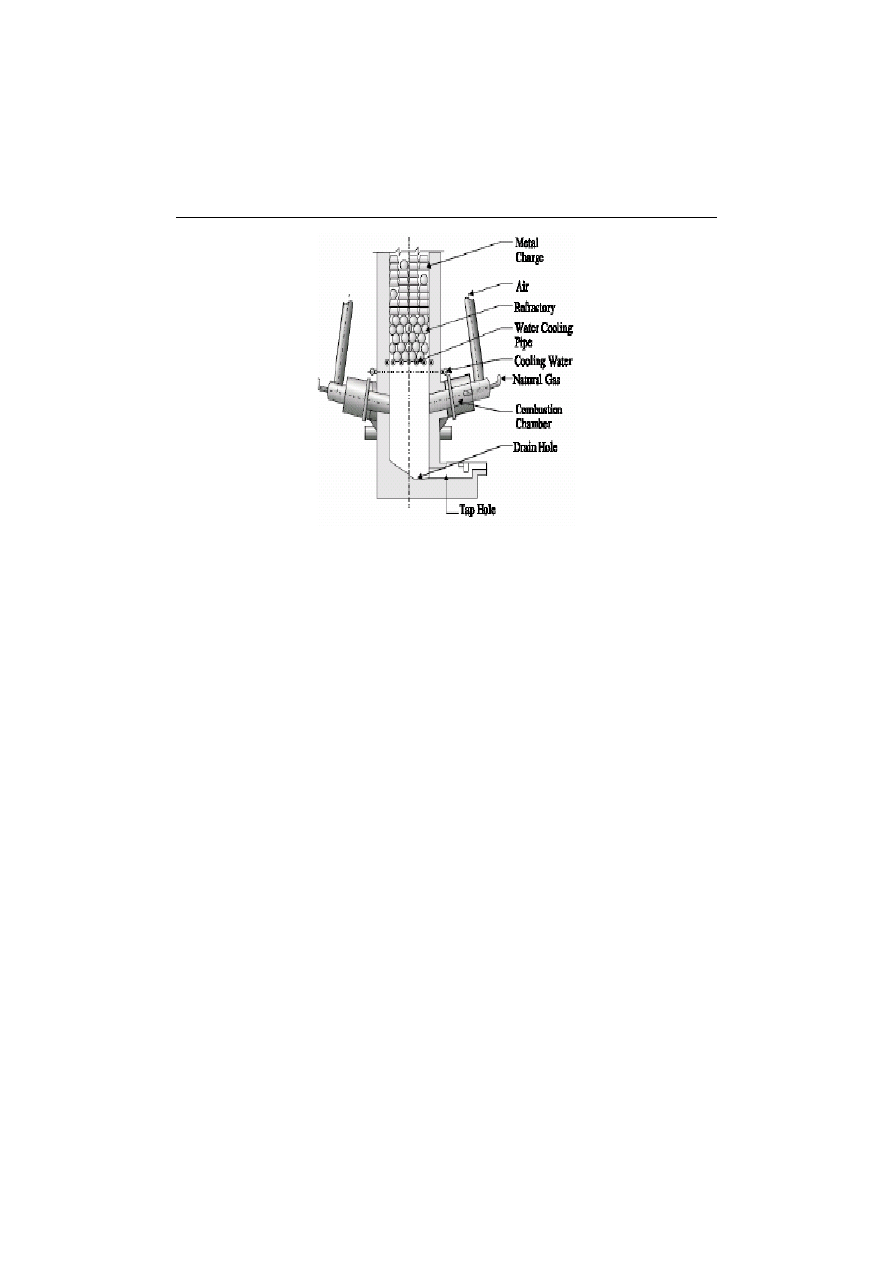
− żeliwiaki plazmowe [8] – rys. 2,
− żeliwiaki bezkoksowe [9] – rys. 3.
Fig. 2. Żeliwiak plazmowy [8]
Fig. 2. Plasma Cupola [8]
Zaawansowane technologie topienia metali…
73
Rys. 3. Żeliwiak gazowy [9]
Fig. 3. Cokeless gas-melting Cupola [9]
Żeliwiaki plazmowe są wyposażone w plazmotron, który jest zainstalowany
w strefie dysz w specjalnej komorze mieszania. Taka zmiana konstrukcji żeli-
wiaka pozwala zwiększyć jego wydajność o ok. 60% przez intensyfikację proce-
su spalania i zwiększenie ilości ciepła doprowadzonego do jego wnętrza. Pręd-
kość dmuchu i jego zdolność do penetracji może być mniejsza dzięki dużej ener-
gii wprowadzonej przez plazmotron. Prowadzi to mniejszego zanieczyszczenia
środowiska i stwarza możliwość stosowania gorszych gatunków koksu. Drobno
zmielony antracyt może być zastosowany do nawęglania wytapianego metalu
bez negatywnego wpływu na szybkość topienia i jakość wytapianego żeliwa.
Ponieważ warunki w piecu są mniej redukcyjne, materiał wsadowy powinien
być drobny. Warunek ten spełnia wsad złożony z wiórów żeliwnych, w których
nie zaszedł proces zgaru krzemu. Przemysłowy żeliwiak tego typu, wyposażony
w plazmotrony o mocy 1,5 MW zainstalowane w każdej z sześciu dysz, pracuje
w odlewni General Motors w Ohio. W żeliwiaku tym jako wsad zużywa wióry
żeliwne w ilości 75% masy wsadu.
W żeliwiakach bezkoksowych jako paliwo stosuje się naturalny gaz, propan,
ropę oraz sproszkowany węgiel (zamiast koksu). Tego typu żeliwiaki są stoso-
wane w kilku odlewniach zlokalizowanych w Europie i Indiach. W żeliwiaku
tego typu wsad spoczywa na ceramicznych kulach podpartych na specjalnym
ruszcie chłodzonym wodą. Kule pełnią funkcję wymiennika ciepła. Poniżej są
zamontowane palniki pracujące w warunkach częściowo redukcyjnych, aby
zmniejszyć straty wywołane procesem utleniania wsadu. Gorące gazy poprzez
warstwę ceramicznych kuli nagrzewają topiony wsad w piecu. Topiony wsad
spływa do kotliny, gdzie jest gromadzony do momentu spustu. Środek nawęgla-

A. Modrzyński
74
jący jest wprowadzany (wdmuchiwany) do metalu zgromadzonego w kotlinie.
Zawartość CO w gazach odlotowych jest ograniczona do 1% (podczas gdy w
klasycznym żeliwiaku wynosi 12–20%). Żeliwo z takiego żeliwiaka charaktery-
zuje się małą zawartością siarki, a ilość wytworzonego żużla jest poważnie
ograniczona. Żeliwiak tego typu pozwala wytapiać żeliwo o temperaturze do-
chodzącej na rynnie do 1400
°C. Dalsze przegrzanie i nawęglanie odbywa się
najczęściej w piecu elektrycznym współpracującym z tego typu żeliwiakiem.
W żeliwiaku koksowym z zimnym dmuchem (przy rozchodzie koksu 12%), w
którym wytwarza się żeliwo o temperaturze 1450
°C na rynnie, tylko 40% wy-
tworzonej energii jest wykorzystane w procesie topienia. Żeliwiak gazowy opa-
lany naturalnym gazem w ilości 50 N
⋅m
3
/t pozwala uzyskać temperaturę żeliwa
na rynnie 1380
o
C przy wykorzystaniu ok. 70% dostarczonej energii.
5.2. Piece elektryczne łukowe
Topienie w żeliwiaku i piecu indukcyjnym złomu stalowego uzyskanego
w wyniku złomowania samochodów oraz żelaza uzyskanego w wyniku redukcji
bezpośredniej rud żelaza jest trudne technologicznie. W tych przypadkach nieza-
stąpione jest zastosowanie pieca elektrycznego łukowego prądu zmiennego.
Prawie 87% zainstalowanych w odlewniach jednostek jako podstawowy mate-
riał stosuje złom stalowy pochodzący z recyklingu. Duża powierzchnia ciekłego
metalu po roztopieniu wsadu przyczynia się do dużych strat ciepła przenikające-
go przez trzon, ściany i sklepienie pieca. Prawie standardem jest wdmuchiwanie
tlenu gazowego w celu spowodowania „gotowania” ciekłego metalu.
Obecnie do produkcji wdraża się nowy typ pieca elektrycznego łukowego,
zwanego DC (Direct Current) [4]. Jest on przystosowany do pracy ciągłej. No-
wa koncepcja zastosowania wirującego łuku elektrycznego pozwala na bardzo
efektywne nagrzewanie wsadu i użycie złomu złej jakości jako materiału wsa-
dowego. Piece tego typu pozwalają uzyskiwać wydajność dochodzącą do 80 t/h
i wytapiać staliwo oraz żeliwo.
5.3. Piece indukcyjne
Nowoczesne piece indukcyjne dużej pojemności w chwili obecnej mogą z
powodzeniem konkurować z procesem wytapiania żeliwa w żeliwiaku. Pozwala-
ją przy tym na łatwe uzyskanie założonego składu chemicznego. Wymagają
jednak stosowania lepszych materiałów wsadowych niż te, które z powodzeniem
są stosowane w żeliwiakach. Zapewniają dużą homogeniczność wytopionego
metalu. Są jednak mniej uciążliwe dla środowiska (mniej par metali ciężkich
oraz mniej emisji szkodliwych gazów do otoczenia).
Zaawansowane technologie topienia metali…
75
Nowe konstrukcje pieców indukcyjnych [10], wyposażonych w nowoczesne
urządzenia sterujące (średniej częstotliwości) współpracujące z kanałowymi
piecami indukcyjnymi rdzeniowymi do przetrzymywania metali, w sposób wy-
datny przyczyniają się do zwiększenia wydajności wydziałów topienia metali.
Te nowe jednostki pozwalają na maksymalne wykorzystanie mocy w czasie
całego cyklu topienia z dostateczną kontrolę ruchu metalu w piecu. Najnowsze
konstrukcje pozwalają uzyskiwać wydajność 60 t/h, a małe jednostki wyposażo-
ne w zasilacze dużej mocy (700–1000 kW
⋅h/t) pozwalają roztopić wsad w czasie
30–35 min. Piece te są fabrycznie wyposażone w:
− systemy załadowcze wsadu,
− obudowy i materiały ceramiczne, które zapewniają minimalne straty na
skutek przewodzenia i promieniowania po roztopieniu,
− komputerowe systemy kontroli i diagnostyki pracy pieca,
− zasilacze umożliwiające jednoczesne zasilanie dwóch jednostek,
− zmechanizowane systemy pozwalające na łatwą wymianę wyłożenia
ogniotrwałego pieca,
− nowoczesne materiały ogniotrwałe do wykonania wyłożenia ogniotrwałe-
go, które wydłużają czas pracy pieca nawet do 400 wytopów.
LITERATURA
[1] Albany Research Center, Improving Energy efficiency in Aluminum Melting, Presentation at
2005 Aluminum Portfolio Review.
[2] DOE/CMC, http://cmc.aticorp.org/datafactors.html.
[3] EIA, Natural Gas issues and Trends, 1998.
[4] Energetics, Inc. Energy and Environment Profile of the U.S. Steel Industry, Prepared for
U.S. Department of Energy , August 2000.
[5] Melting More Efficiently, Foundry Management and Technology , April 2005, s. 234–248.
[6] Niehoff T. B., Smith S. P., Saha D., Cupola operating System for Dust Injection and Im-
proved Process Flexibility, AFS Transaction, 1988, s. 427–433.
[7] Peaslee K. D., Lekakh S., Randall B., Thermal Efficiently of Steel Melting, in: Proc. of
58
th
T&O Conference, SFSA 2004.
[8] Peck W. J., Provis W. H., Buczkowski B. A., Karp A. D., Dighe E. V., Plasma-Fired Cu-
pola: An innovation in Iron Foundry Melting, AFS Trans. Paper, 90
th
Casting Congress, May
11–15, 1986.
[9] Schurman E., Heine W., Contribution to melting of Cast Iron in Cokeless, Natural Gas-
Fired Cupola Furnace, AFS Trans., 1988, vol. 96, s. 693–698.
[10] Sharplees R.Q., Induction Melting: Moving into 21
th
century, AFS Trans., 1989, vol. 97, s.
797–803.
Praca wpłynęła do Redakcji 10.04.2007 Recenzent: prof. zw. dr hab. inż. dr h.c. Zbigniew Górny

A. Modrzyński
76
HIGH EFFICIENCY TECHNOLOGY FOR MELTING FERROUS ALLOYS
IN FOUNDRY
S u m m a r y
The melting process of ferrous alloys in foundries is highly energy intensive stage. Near half
of energy which is consumed by foundry has been spent on melting process . So, the foundry
management ought to take into special consideration melting equipments . It ought to has high
energy efficiency and low emission level of impurities and dust to the environment . The analysis
of new melting processes in iron alloys foundry with point of view of energy consumption optimi-
zation and protecting environment have been presented in this paper .
Key words: iron alloys melting, energy efficiency, energy supply emission
Wyszukiwarka
Podobne podstrony:
07 Modrzynski
EŚT 07 Użytkowanie środków transportu
07 Windows
07 MOTYWACJAid 6731 ppt
Planowanie strategiczne i operac Konferencja AWF 18 X 07
Wyklad 2 TM 07 03 09
ankieta 07 08
Szkol Okres Pracodawcy 07 Koszty wypadków
Wyk 07 Osprz t Koparki
zarządzanie projektem pkt 07
Prezentacja NFIN 07
więcej podobnych podstron