
A NEW HOT WORK TOOL STEEL FOR HIGH
TEMPERATURE AND HIGH STRESS SERVICE
CONDITIONS
A. Grellier, M. Siaut
Aubert & Duval Holding
Paris / Les Ancizes
France
Abstract
For hot work applications, the widely used H11 and H13 grades have been
improved in many derived compositions including chromium, molybdenum,
vanadium as major hardening alloying elements. These steels are not enough
resistant when strong friction or close thermal contact with the part or molten
metal during service promotes at the same time high cyclic stresses and in-
creased tool surface temperature. A new steel including tungsten and cobalt
as alloying elements has been designed for better structure stability, resistance
to softening, and higher fatigue resistance with acceptable toughness at high
temperature. Hardness level may be adjusted within the 42-52 HRC range.
Mechanical properties inside the 550-650
◦
Cinterval, and creep resistance are
significantly enhanced from reference grades.
Applications in forging dies, die casting dies, extrusion dies will be de-
scribed proving the performance of this material in severe conditions, and its
resistance to thermal fatigue.
INTRODUCTION
The five per cent chromium tools steels family, and especially H11 and
H13 grades are to- day widely used for various applications all over the world,
applications including forging tools, die casting moulds (copper, light alloys,
etc.), extrusion dies, moulds for glass industry. This extended area of appli-
cations is possible because these materials offer a good hardness/toughness
compromise at working temperature. For every service condition, the bal-
39

40
6TH INTERNATIONAL TOOLING CONFERENCE
ance between the properties may be adjusted by the heat treatment conditions
that confer room temperature hardness in the HRC 42 – 52 range. Failures
occur from different mechanisms like thermal fatigue, wear, creep, soften-
ing, more or less interactive and sometimes gross cracking may be observed.
Generally the material surface is submitted to cyclic temperatures vari-
ations and, during the top phase of the cycle, the structure softens and the
mechanical resistance of the alloys decreases. Softening has for a long time
been assessed by the loss of hardness measured at room temperature between
a freshly heat treated sample and the same sample after 50 hours exposition
inside the range of service for instance 520 to 600
◦
C . The single tempera-
ture exposure does not give a full description of softening. D. Delagnes et al.
[1] demonstrated that softening is the result of the combination of thermal
and mechanical effects during isothermal fatigue tests on H11 grade in the
500-600
◦
C range. This "cyclic de-consolidation" is also confirmed when
temperature and stress vary at the same time like during thermo-mechanical
fatigue experiments [2].
If the cyclic range amplitude of stress an temperature remains in reason-
able intervals, performance of the tool is considered acceptable as far as the
resulting cycling strain amplitude can be allowed by the material: its tough-
ness is high enough to face to the cyclic plastic strain. But in severe service
conditions, when stress increases, and when surface temperature jumps well
above 500
◦
C during long close contact time at every cycle, these conven-
tional 5% chromium steel become too sensitive to softening and the tool life
decreases drastically.
BASIC CONCEPT FOR A NEW STEEL
Mechanical resistance and resistance to heating of the steel during service
is determined by dislocations and crystal defects morphology, distribution,
and stability. This stability depending itself on carbides precipitates size and
distribution, and on their resistance to coarsening and coalescence. Trans-
mission Electron Microscopy gives some information about this precipitates
and their chemical composition even if, probably, the tiniest of them which
are efficient for dislocations pinning are not well identified. Roughly, it
seems that chromium has a detrimental effect because chromium-rich car-
bides like M
23
C
6
have a high kinetic for coarsening. So, a basic idea for
improving steel performance is partial substitution of chromium by other
elements forming MC or M
2
C type precipitates. For instance, molybdenum
A New Hot Work Tool Steel for High Temperature and High Stress Service Conditions
41
Table 1.
Compositions of reference grades and new tool steel
Steel Designation
C
Si
Cr
Mo
V
W
Co
H10
W.Nr.1.2365
0,32
0,3
3,0
2,8
0,5
H11
W.Nr.1.2343
0,39
1,0
5,2
1,3
0,4
H13
W.Nr.1.2344
0,40
1,0
5,2
1,3
1,0
W.Nr.1.2367
0,38
0,4
5,0
3,0
0,5
H12
W.Nr.1.2606
0,36
1,0
5,2
1,5
0,3
1,3
H19
0,38
0,4
4,4
0,4
2,0
4,1
4,2
H21
W.Nr.1.2581
0,30
0,3
3,0
0,4
9,0
New Steel SMR4
0,35
0,3
3,0
1,8
0,7
2,2
2,2
content increase is an alternative to promote M
2
C formation and diminution
of chromium content delays the transformation from MC and M
2
C carbide
towards M
23
C
6
form [3].
Many alternative grades have been tested by steel producers, derived from
H11 or H13 alloys by adjusting the balance between, on one hand chromium,
and on the other molybdenum or vanadium. Table 1 shows for instance H10
with lower chromium and more molybdenum and DIN 1.2367 which corre-
sponds to H11 with higher molybdenum content. These grades have found
successfully specific applications but they all fail by excessive softening
when conditions become severe.
Tungsten is an alternative addition element to form more stable carbides
like M
6
C type and strengthen the steels. H12 grade has a too low level
of tungsten to form specific precipitates and really modify significantly the
properties from the reference H11 steel. On the opposite, H19 and H21,
with a higher content become very brittle. The objective for the new SMR4
steel have been:
keep the general features of the conventional H11 & H13
increase resistance to softening to allow an increase of about 40/50
◦
C for
compatible service temperature
42
6TH INTERNATIONAL TOOLING CONFERENCE
keep an acceptable toughness.
The balance between carbide former elements has been carefully adjusted;
the tungsten percentage is low enough to avoid formation of primary eutectic
carbides during solidification, and interdendritic segregation. Cobalt addi-
tion participates also in softening resistance enhancement.
Of course, the final quality of the product requires a very tight process
control in the steel- mill:
raw material selection and refining route for low inclusions content and
low impurities like sulfur, phosphorus, tin and other tramp elements.
remelting for improved cleanness, low interdendritic segregation and
banding, and fine solidification structure
thermo-mechanical processing for fine grain structure and isotropic
properties.
heat treatment and particularly quenching control.
PROPERTIES OF THE NEW STEEL
For heat treatment practice, austenizing temperature must be adjusted in
the 1040 to 1080
◦
C range for carbide element-formers solutioning. Quench-
ing in high pressure gas medium must be as drastic as possible. Two temper-
ing cycles are recommended in the 560 to 680
◦
C interval to adjust hardness
inside the 42 to 52 HRC hardness range. Practically, the hardness levels
under 45 HRC have in fact little application interest.
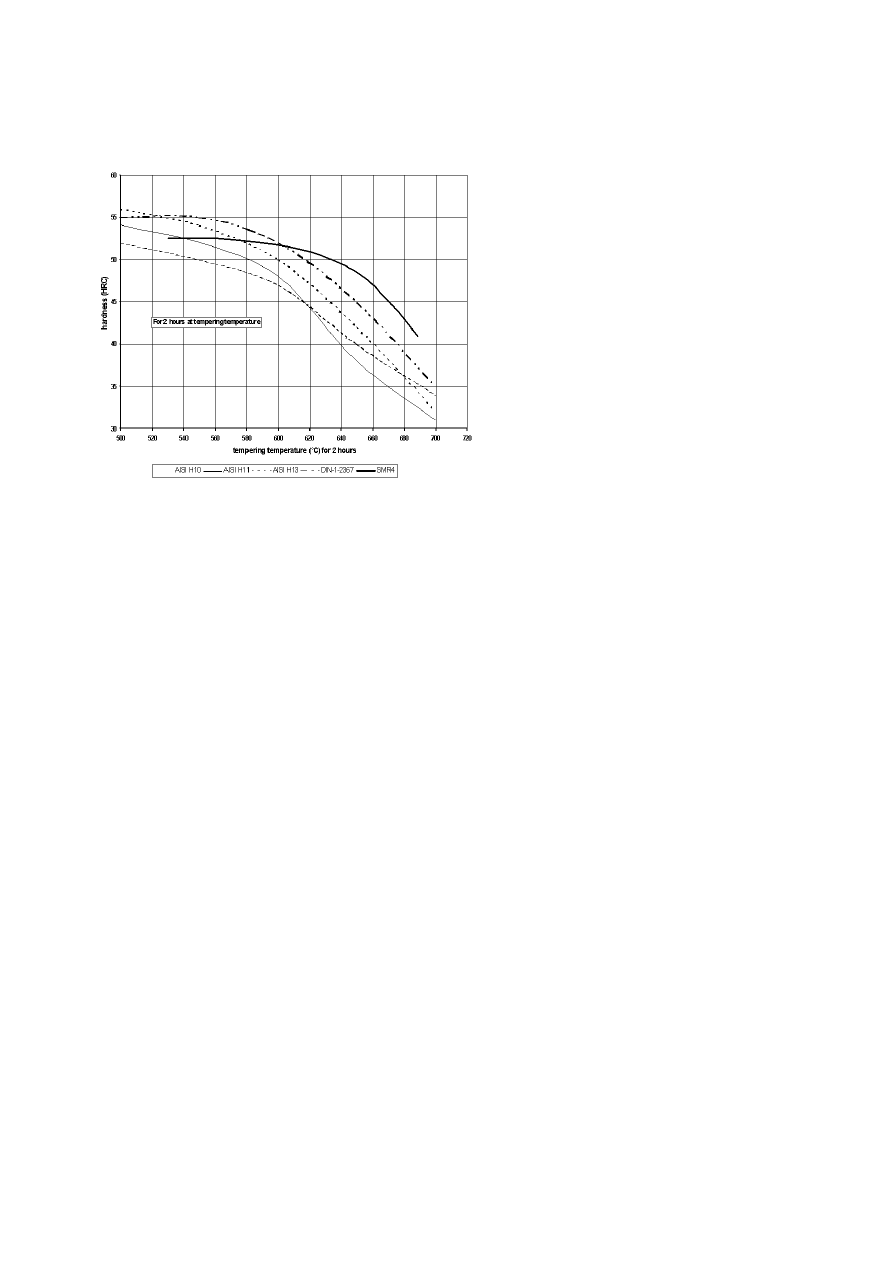
Figure 1 illustrates the hardness level evolution versus tempering temper-
ature for reference steels and the new grade. Obviously, the later is more
resistant to softening and this property is a first condition for use at increas-
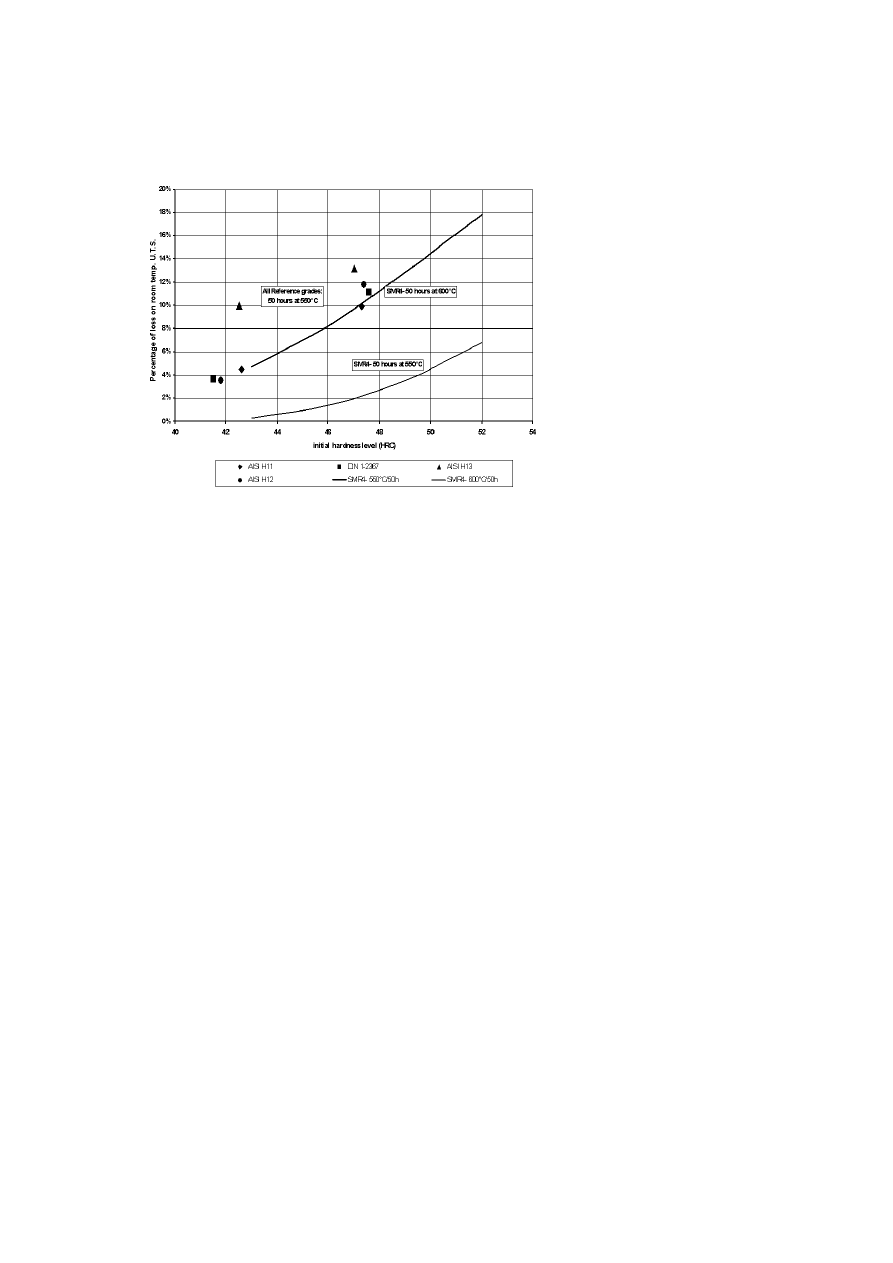
ing service surface temperature. An other approach for softening resistance
measurement consist in measuring the loss of hardness or Tensile U.T.S.
between a virgin material and the same after for instance 50 hours aging
at 550
◦
C . Figure 2 demonstrates the better stability of the SMR4 grade:
roughly, it may be considered that the compatible service temperature is
increased of about 50
◦
C .
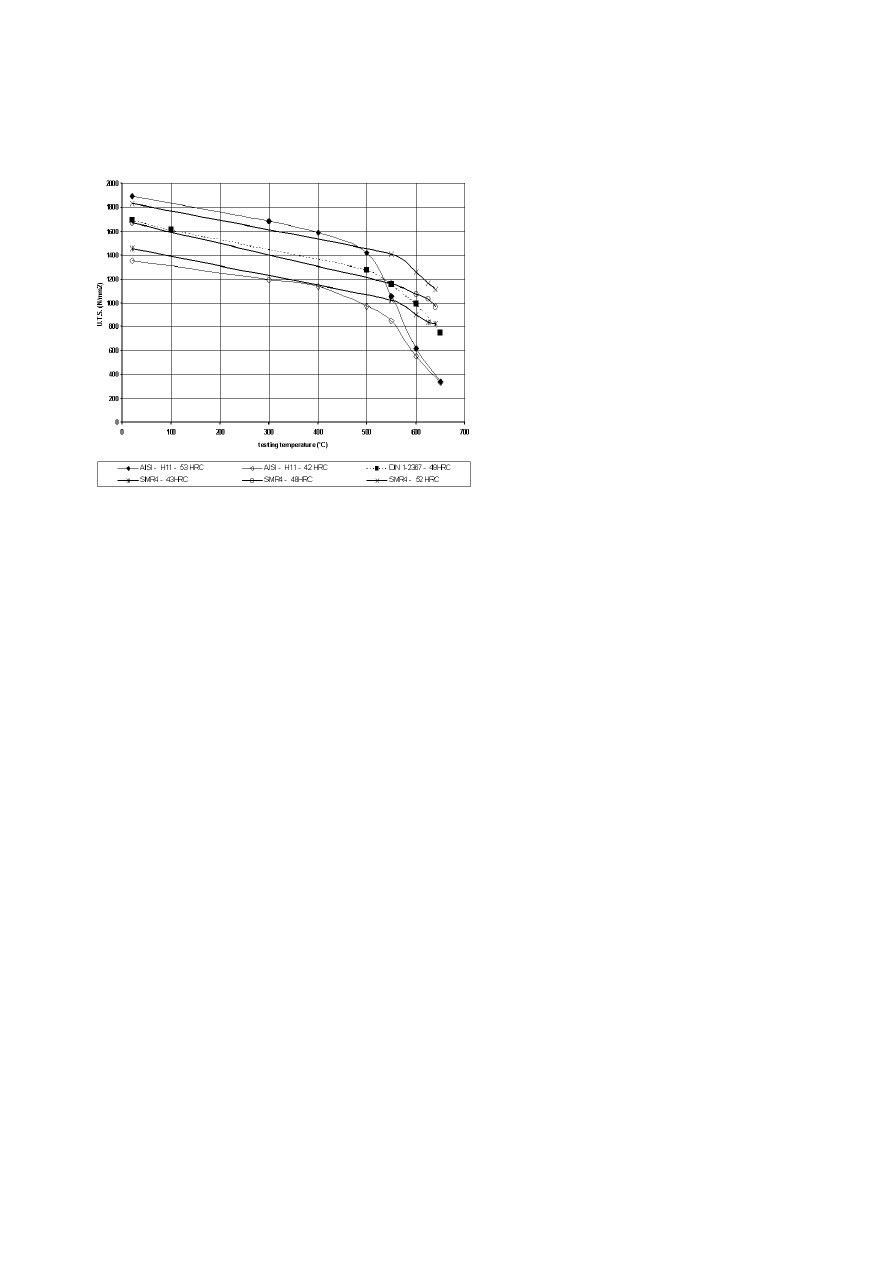
Figure 3 confirms these properties by description of U.T.S. loss when
the testing temperature increases: while AISI H11 (and also H12 and H13
with similar properties) shows a quick depletion of U.T.S. as soon as 500
◦
C is
A New Hot Work Tool Steel for High Temperature and High Stress Service Conditions
43
Figure 1.
Influence of tempering temperature on hardness.
exceeded and full collapse at 600
◦
C , the new composition keeps a significant
resistance up to more than 600
◦
C , DIN 1-2367 showing an intermediate
evolution. Microstructure softening is a combined action of temperature
and stress. In true service conditions, the material is submitted of the two
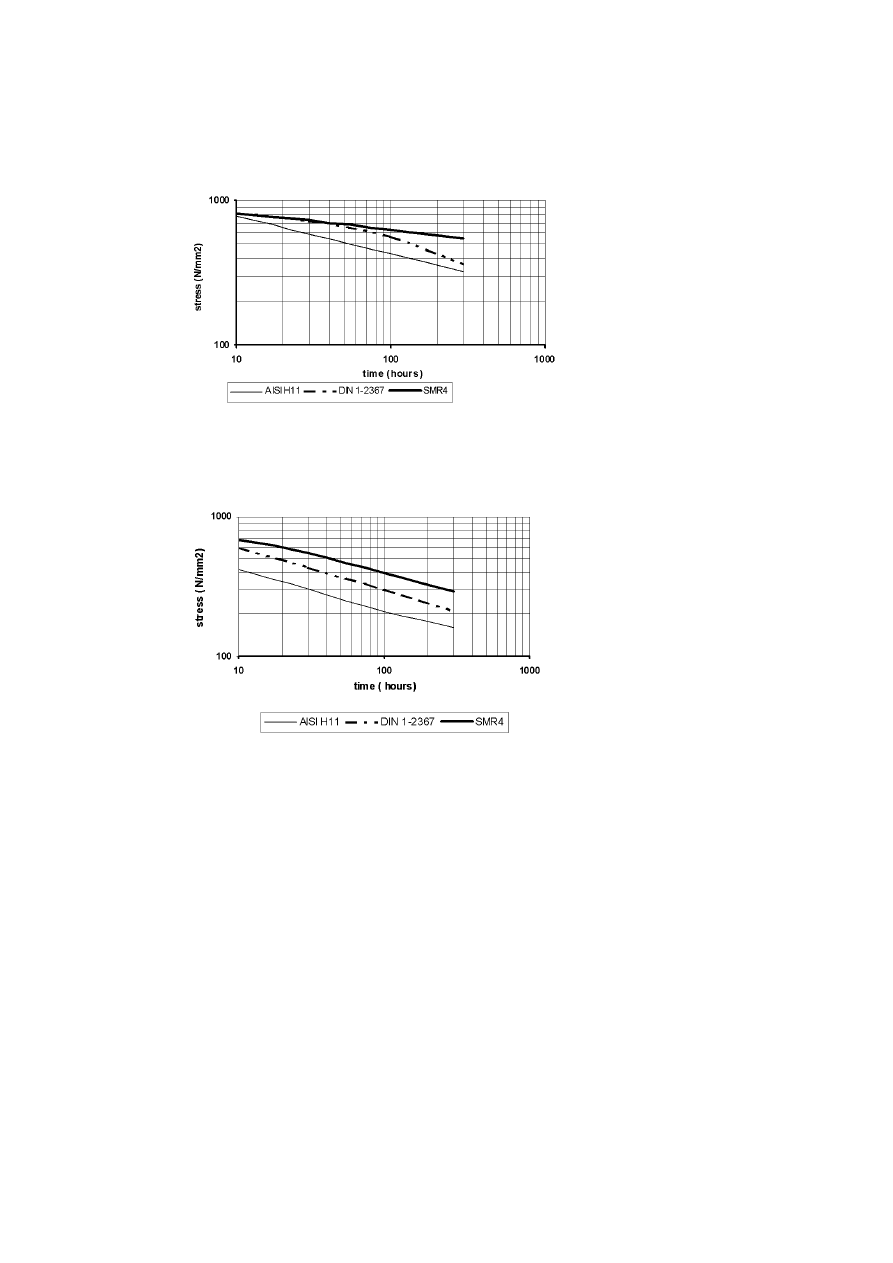
effects, each of them showing a cyclic evolution. Creep an stress-rupture
tests which combine the consequences of temperature and stress are a first
step to roughly classify materials, even if the cyclic parameter is not present
; time to rupture in a simple stress-rupture test may be approximately linked
to creep deformation speed. Creep, and consequently, stress relaxation when
the heated surface of the tool is closely maintained in contact with material
to be transformed is not significant for 5% Chromium steels for temperatures
below 500
◦
C , but must be taken in account above. Figures 4a and 4b show
the better stress-rupture resistance of the new steel. Better creep resistance
44
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 2.
Softening: Percentage of loss on room temperature U.T.S. caused by tempering
during 50 hours at 550
◦
C.
is of course evidence of better mechanical properties, but also the proof of
superior structure stability.
All these properties demonstrate the improved resistance to tempering
and to high temperature service.
Conclusion: The working temperature is raised of about 50
◦
C compared
to regular steels (H13 type).
SOME APPLICATION EXAMPLES FOR SMR4 GRADE
This steel application area is defined by the domains where the reference
5% Chromium steels fail because maximum temperature or maximal stress
are too high; the minimum temperature of service cycles must not also be
too low because room temperature toughness is of course a little lower.
A New Hot Work Tool Steel for High Temperature and High Stress Service Conditions
45
Figure 3.
Tensile properties: Influence of temperature on U.T.S. for new steel SMR 4 and
two reference grades.
EXTRUSION DIES FOR COPPER ALLOYS
The extrusion of tubes in copper alloys made by regular steels (H 13)
is today improved by using SMR4, and the results are more than 25/30 %
higher in tool life.
DIE CASTING OF COPPER ALLOYS
The best results obtained with cavities made of SMR4 are in manufac-
turing many parts, like door- handles, where the result is improved by more
than 4 times.
46
6TH INTERNATIONAL TOOLING CONFERENCE
(a) Time to rupture at 550
◦
C.
(b) Time to rupture at 600
◦
C.
Figure 4.
Stress-rupture testing.

A New Hot Work Tool Steel for High Temperature and High Stress Service Conditions
47
FORGING DIES
SMR4 is used to make the punch part of the die to transform steels, to
obtain pieces of power transmission for the car industry. The result is about
25 % more, compared to regular steels (see Fig. 5).
Figure 5.
Punch for manufacturing of couplings (Temperature: 875
◦
C).
REFERENCES
[1] D. DELAGNES, F. REZAI-ARIA, C. LEVAILLANT, A. GRELLIER: Influence of
temperature and initial hardness on fatigue behaviour an life of a 5% Cr hot work tool
steel – proceedings of the 5
th
International Conference on Tooling, September 1999
–Leoben.

48
6TH INTERNATIONAL TOOLING CONFERENCE
[2] A. OUDIN, F. REZAI-ARIA: Thermomechanical fatigue behaviour of a tempered
martensitic 5% chromium steel – proceedings of the 5
th
International Conference on
Tooling, September 1999 –Leoben.
[3] B. LETHINEN. W. ROBERTS: Microstructural changes during tempering of hot-work
tool steels – A comparison of AISI H13 and QRO80 .- Swedish Institute for Metals
Research 114 28 Stockholm-Sweden.
Wyszukiwarka
Podobne podstrony:
42 577 595 Optimized Heat Treatment and Nitriding Parametres for a New Hot Work Steel
46 643 656 Vacuum HT of Hot Work Steel
46 643 656 Vacuum HT of Hot Work Steel
10 129 139 New Tool Steel for Warm and Hot Forging
23 299 318 Optimizing Microstructure for High Toughness Cold Work Steels
2 17 26 Hot Work Steels with Improved Properties for Die Casting
94 1363 1372 On the Application of Hot Work Tool Steels for Mandrel Bars
41 565 575 Thermal Fatique in New Lower Hardening Temperature Hot Work Steels
23 299 318 Optimizing Microstructure for High Toughness Cold Work Steels
A new comminution device for high quality chip production
A New Hybrid Transmission designed for FWD Sports Utility Vehicles
więcej podobnych podstron