
Możliwość modelowania procesu skrawania jako procesu
adiabatycznego
Trojanowski Paweł
W pracy przedstawiono wyniki badań związanych z wpływem grubości skrawania a i prędkości
skrawania v na kryterium Peklaet’a, czyli na możliwość modelowania procesu skrawania jako procesu
adiabatycznego.
1. Wprowadzenie
Zdolność metali do przeciwstawiania się deformacji plastycznych określa nie tylko ich skład chemiczny
i strukturalny lecz także warunki deformacji, a w szczególności stan naprężeń w strefie deformacji, prędkości
deformowania i deformacji, warunki temperaturowe w strefie skrawania. Podczas rozciągania metale
charakteryzujące się względne niewysoką plastycznością, tj. ulegają zniszczeniu przy niezbyt dużym stopniu
deformacji. Jednakże w procesie skrawania plastyczność metalu znacznie wzrasta, ponieważ w strefie
pierwotnych odkształceń plastycznych elementarne objętości warstwy skrawanej znajdują się w warunkach
ciśnienia hydrostatycznego, równomiernego ściskania ze wszystkich stron i jednoczesne znajdują się pod
działaniem układu naprężeń stycznych. Oprócz tego zwiększeniu plastyczności sprzyja nagrzewanie się
deformowanej objętości metalu w czasie skrawania. Wcześniej uważano że dla skrawania charakterystyczne są
wysokie prędkości deformacji. Rozpatrzmy ich wpływ na naprężenia poślizgu
s
. W wyniku badań ustalono trzy
charakterystyczne obszary zmian prędkości deformacji v
def
, w każdym z nich na swój sposób wpływa ona na
zdolność do przeciwstawiania się deformacji plastycznych przez metal.
Pierwszy obszar charakteryzuje się występowaniem w procesie deformacji zjawiska rekrystalizacji tj.
pełnej zmiany struktury krystalicznej powstałej po deformacji. Jest to możliwe wówczas gdy temperatura w
strefie skrawania jest bliska temperaturze rekrystalizacji, a prędkość deformacji względne nie wielka. W
obszarze tym przy zwiększeniu prędkości skrawania rośnie opór deformacji ponieważ procesy sprzyjające
osłabieniu mechanicznemu zachodzą w mniejszym stopniu. W drugim obszarze rekrystalizacji nie obserwuje się,
a wpływ prędkości związany jest tylko ze zjawiskiem odprężania – pełnego lub częściowego usunięcia skutków
deformacji plastycznych bez spowodowania zmian struktury krystalicznej. Takie warunki obserwuje się przy
występowaniu temperatur znaczne niższych niż temperatura rekrystalizacji lub przy znaczne wyższych
prędkościach deformacji, kiedy rekrystalizacja nie zdąży zajść.
W obu obszarach przebieg procesu deformacji jest zbliżony do izotermicznego ponieważ ciepło
wydzielające się w strefie deformacji w czasie deformacji praktycznie w pełni zostaje odprowadzone z tej strefy
do stref sąsiednich i nie powoduje nagrzewania się warstw deformowanych.
W trzecim obszarze przy znaczne zwiększonej prędkości deformacji występują zjawiska
adiabatycznego nagrzewania deformowanych warstw metalu ciepłem wydzielającym się podczas deformacji
ponieważ, wydzielające się ciepło nie nadąża z odprowadzaniem ze strefy deformacji. W tym przypadku (przy
v
def
> 10
4
...10
5
ms
-1
) opór deformacji zmniejsza się w raz ze wzrostem prędkości. Taki proces jest
charakterystyczny dla tworzenia wióra ciągłego przy którym proces deformacji lokalizuje się w bardzo wąskiej
nie przekraczającej setnych części milimetra a temperatura okazuje się dostateczne wysoka. Należy zauważyć ze
na warunki przejścia od izotermicznego procesu deformacji do adiabatycznego równocześnie z prędkością
wpływają także przewodnictwo cieplne i temperaturowe deformowanego metalu – czym są one niższe tym przy
niższych prędkościach występuje nagrzewanie się deformowanych warstw.
Dlatego stosuje się modelowanie procesu skrawania, które pomaga sprawdzić dla jakich wartości
głębokości i prędkości skrawania występuje proces adiabatyczny. Pomaga to także w optymalizacji warunków
skrawania dla procesu adiabatycznego.
2. Wyniki badań
W rzeczywistych warunkach obróbki mamy głownie proces adiabatyczny [1], przy tym wiadomo, że
proces adiabatyczny występuje przy kryterium Pekleat’a wynoszącym Pe
10.
Kryterium Pekleat’a można obliczyć ze wzoru:
,
10
l
v
Pe
w
(1)
gdzie:
v
w
– prędkość spływu wióra, równa
a
w
k
v
v
;
(2)
v – prędkość skrawania;
k
a
– współczynnik zgrubienia wióra, równy
sin
cos
a
k
;
(3)
– kąt poślizgu,
– kąt natarcia;
l – długość styku wiór – ostrze;
– współczynnik przewodności temperatury, równy
C
;
(4)
– współczynnik przewodności cieplnej;
C – ciepło właściwe,
– gęstość materiału obrabianego;
sec
1
tg
k
a
l
a
(5)
a – grubość skrawania.
Do badań były przyjęte materiały: stal 45, stal 00H117N14M2 i stop tytanu Ti6A14V. Ich właściwości
przedstawiono w tablicy 1.
Tablica 1. Materiały badane
Właściwości
Stal 45
Stal 00H17N14M2
Stop Ti6A14V
Gęstość
[g/cm
3
]
7,821
7,9
9,92
Ciepło właściwe C [J/kg
K]
481
500
523
Współczynnik przewodności cieplnej
[W/m
K]
48,1
14,65
6
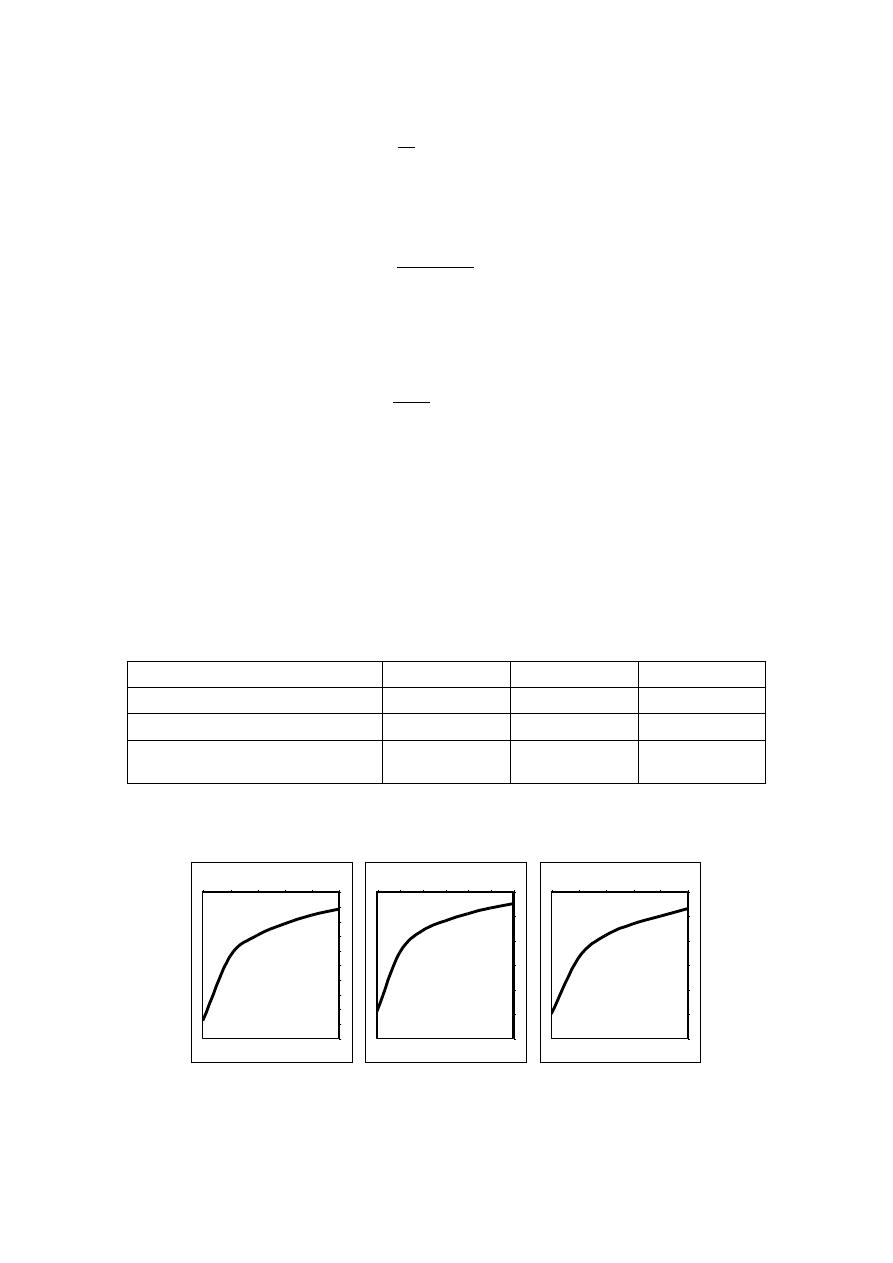
Z przeprowadzonych badań otrzymano następujące wykresy (rys. 1 – 3):
0
5
10
15
20
25
30
35
40
45
50
0,1
0,2
0,3
0,4
0,5
0,75
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
0
10
20
30
40
50
60
0,1
0,2
0,3
0,4
0,5
0,75
1
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
0
10
20
30
40
50
60
0,1
0,2
0,3
0,4
0,5
0,75
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
= -10
= 0
= 10
Rys. 1. Wpływ grubości a i prędkości skrawania v na wielkość kryterium Pekleat’a. dla stali 45
0
5
10
15
20
25
30
0,05
0,1
0,2
0,3
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
0
5
10
15
20
25
30
35
0,05
0,1
0,2
0,3
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
0
5
10
15
20
25
30
35
0,05
0,1
0,2
0,3
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
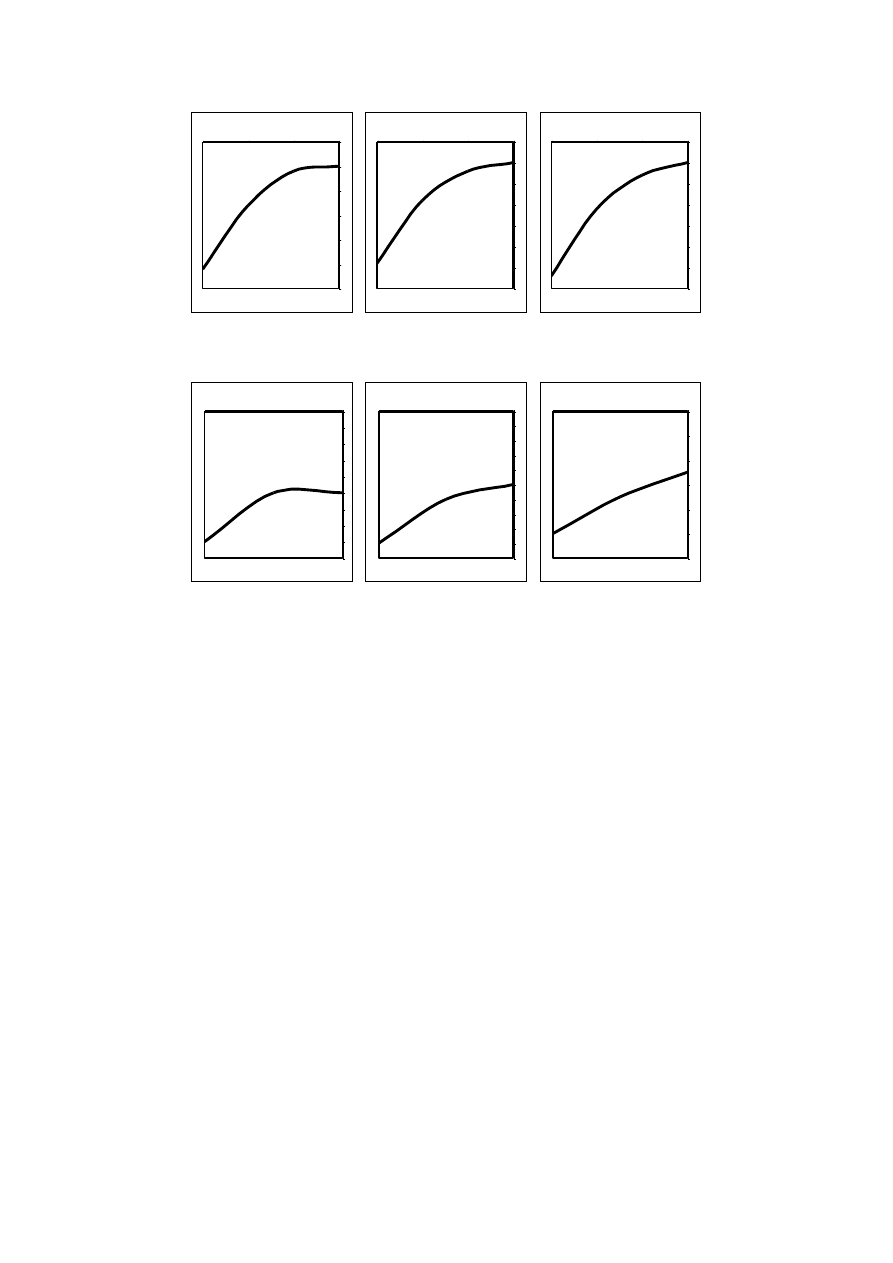
= -10
= 0
= 10
Rys. 2. Wpływ grubości a i prędkości skrawania v na wielkość kryterium Pekleat’a. dla stali 00H17N14M2
0
1
2
3
4
5
6
7
8
9
0,05
0,075
0,1
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
0
1
2
3
4
5
6
7
8
9
10
0,05
0,075
0,1
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
0
2
4
6
8
10
12
0,05
0,075
0,1
a [mm]
v [m/min]
Proces
izotermiczny
Proces
adiabatyczny
= -10
= 0
= 10
Rys. 3. Wpływ grubości a i prędkości skrawania v na wielkość kryterium Pekleat’a dla stopu tytanu Ti6A14V
3. Podsumowanie
Kryterium Pekleat’a pozwala na określenie dla jakich warunków skrawania występuje proces
adiabatyczny: dla stali 45 – v > 10...40 m/min; dla stali 00H17N14M2 – v >5...20 m/min; dla stopu Ti6A14V – v
> 5...8 m/min w zależności od wielkości a i
.
4. Literatura
[1] Ящерицын П.И., Еременко М.Л., Фельдштейн Е.Э. Теория резания. «Вышэйшая школа», Минск
1990, с. 159 – 165.
Wyszukiwarka
Podobne podstrony:
NUMERYCZNE MODELOWANIE PROCESU Nieznany
NUMERYCZNE MODELOWANIE PROCESU Nieznany
modelowanie procesˇw transportowych
03 modelowanie procesu
Metody modelowania procesow 2012 cz III
Modelowanie cybernetyczne [w] Problemy modelowania procesów dydaktycznych, 1978
02ZPsn Determinanty org proceso Nieznany (2)
26(2009) art23 Modelowanie id 3 Nieznany
6 Mimezis model modelowanie id Nieznany (2)
12 Opracowanie koncepcji proces Nieznany (2)
Eknometryczne modelowanie procesów finanasowych, EkoModProcFin w 1,2, Wykład 1
,systemy operacyjne, procesy i Nieznany (2)
chomik Sprawozdanie, matematyczne modelowanie procesów biotechnologicznych, Lista 3 Równania różnicz
4 Techniki modelowania procesow biznesowych i informacyjnych
BADANIE MODELOWE PROCESU SEDYMENTACJI, Uczelnia, Semestr 6, Inżynieria Chemiczna, BADANIE MODELOWE P
chomik mb lab 2, matematyczne modelowanie procesów biotechnologicznych, Lista 3 Równania różniczkowe
więcej podobnych podstron