CZ
ĘŚĆ
I. Zamienno
ść
1
S.
ś
ebrowska-Łucyk
r. akad. 2003/2004
Materiały pomocnicze do przedmiotu
POMIARY I ANALIZA WYMIAROWA
Zamienność części maszyn
Zamienność to właściwość niezależnie wykonywanych części lub zespołów umożliwiająca
ich złożenie przy montażu lub wymianie części zużytych i zapewnienie poprawnej współ-
pracy z innymi zespołami. Zachowanie dokładności geometrycznej jest jednym z warunków
zamienności części maszyn.
Składniki dokładności geometrycznej
a) dokładność wymiarów (liniowych i kątowych),
b) dokładność wzajemnego położenia powierzchni,
c) dokładność kształtu,
d) falistość i chropowatość.
Uwaga: a) i b) dotyczą równocześnie dwu lub więcej powierzchni (wyjątek wymiar średnicy),
natomiast c), d) dotyczą jednej powierzchni.
Wymagania mogą być formułowane niezależnie w odniesieniu do poszczególnych skład-
ników dokładności lub zależnie (przykłady: tolerancje złożone kształtu i położenia, zasada
powłoki przylegającej E, zasada maksimum materiału M).
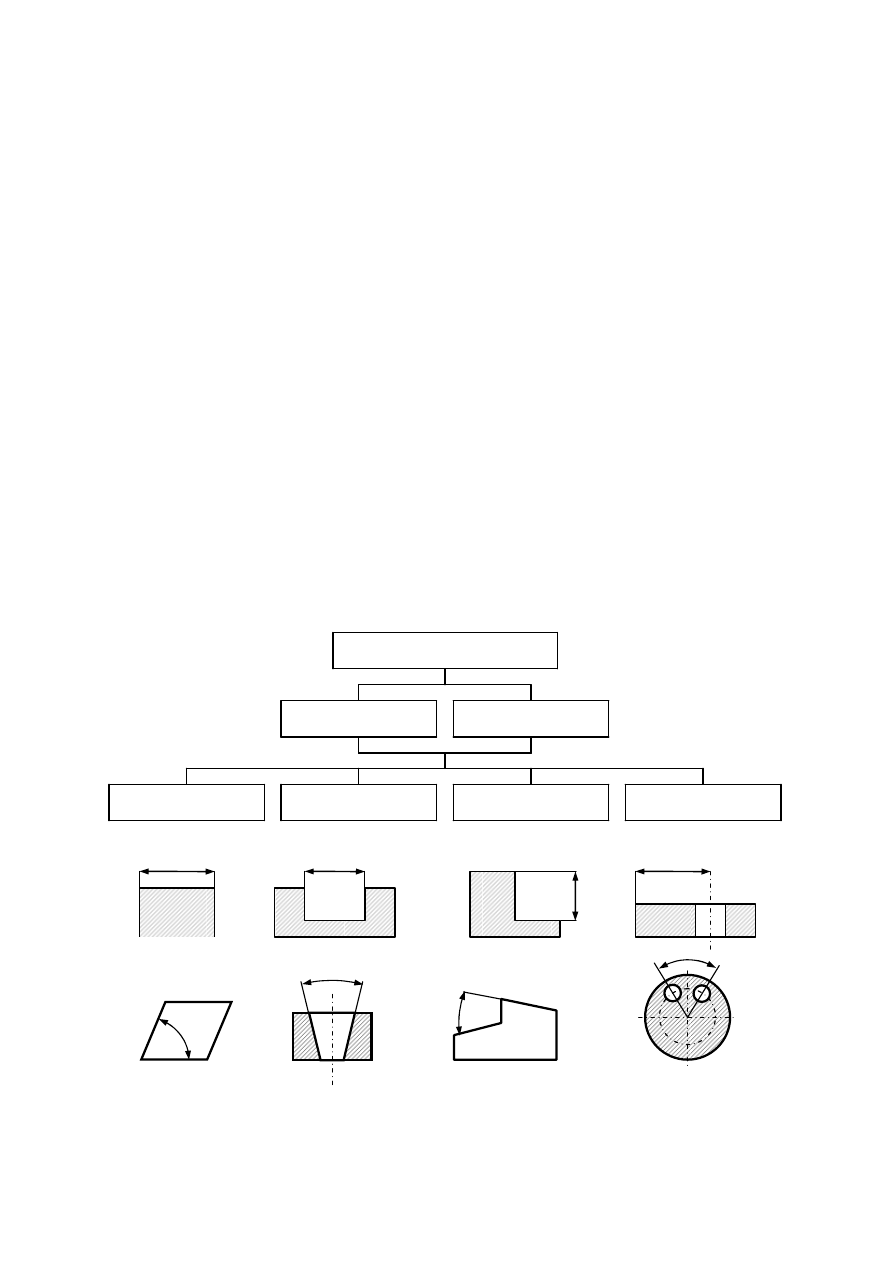
Wymiary
LINIOWE
K
Ą
TOWE
ZEWN
Ę
TRZNE
WEWN
Ę
TRZNE
MIESZANE
PO
Ś
REDNIE
RODZAJE WYMIARÓW
W. zewn
ę
trzny W. wewn
ę
trzny W. mieszany
W. po
ś
redni
CZ
ĘŚĆ
I. Zamienno
ść
2
Wymiary graniczne (dolny, górny) - dwa wymiary (najmniejszy A i największy B), pomiędzy
którymi powinien zmieścić się wymiar rzeczywisty.
Wymiar maksimum materiału MML - odpowiadający największej ilości materiału: górny (B)
wałka a dolny (A) otworu
Wymiar minimum materiału - odpowiadający najmniejszej ilości materiału: dolny wałka
a górny otworu
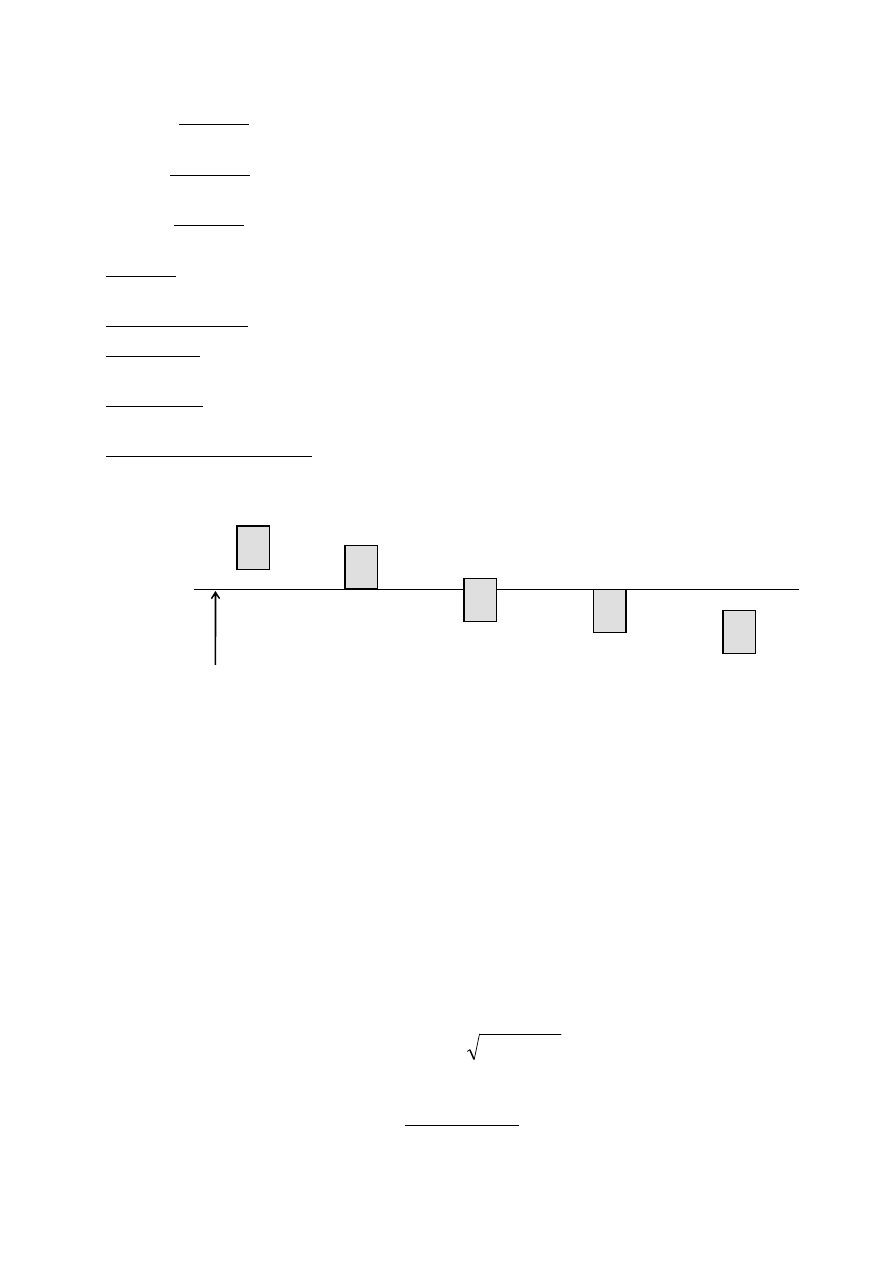
Odchyłka - różnica pomiędzy rozpatrywanym wymiarem (zaobserwowanym, granicznym)
a odpowiadającym mu wymiarem nominalnym; może być dodatnia ujemna lub równa zeru.
Odchyłki graniczne dolna i górna (écart inférieur: EI, ei; écart supérieur: ES, es)
Tolerancja T - dopuszczalny zakres zmienności wymiarów; różnica pomiędzy górnym i dol-
nym wymiarem granicznym, inaczej pomiędzy górną i dolna odchyłką; jest zawsze dodatnia.
Linia zerowa - prosta odpowiadająca wymiarowi nominalnemu, względem której graficznie
przedstawia się położenie i wartość pól tolerancji
Pole tolerancji wymiarowej - obszar zawarty między prostymi równoległymi do linii zerowej
odpowiadający wymiarom lub odchyłkom granicznym.
T
0
0
D
ei >0
ei = 0
ei <0
ei < 0
ei <0
es >0
es >0
es >0
es = 0
es <0
Tolerowanie jednostronne i dwustronne
Układ tolerancji wymiarów (wg PN-EN 20286-1:1996)
Klasy dokładności wymiarowej
Ustalono 20 klas:
01 0 1 2 ...5...18
Zastosowania klas dokładności:
01-7 przy wyrobie narzędzi pomiarowych
5-12 w pasowaniach części maszyn
12-18 dla wielkich luzów i powierzchni swobodnych
Wymiary z zakresu 0-500 mm są reprezentowane przez 13 wartości; dla wymiarów powyżej
3 mm są one wyznaczone jako średnie geometryczne z przedziałów:
D
D
D
s
=
min
max
Wartości wyznaczające przedziały: 0, 3, 6, 10, 18, 30, 50, 80, 120, 180, 250, 315, 400,
500 (ponad, do np. (3, 6 >)
Wartości tolerancji określone są przez wzory liczbowe: T jest wyrażone w
µ
m, D
s
w mm
Np. dla klasy IT01
T = 0,3+0,008D
s
CZ
ĘŚĆ
I. Zamienno
ść
3
dla klasy IT1
T = 0,8+0,2D
s
klasy IT1 - IT5
tolerancje tworzą postęp geometryczny
dla klas IT5 - IT18
ITx = a
x
.i
i
- jednostka tolerancji
a
x
- współczynnik klasy, przyjmuje wartości z szeregu Renarda R5
a
x
x
=
−
10
5
1
x
5
6
7
8
9
10
11
12
13
14
15
16
17
18
a
x
7
10
16
25
40
64
100
160
250
400
640 1000 1600 2500
i = 0,45
3
√
D
s
+0,001D
s
Przykład
Obliczyć tolerancję elementu:
x = 7
D = 55 mm
D
min
= 50 mm
D
max
= 80 mm
D
s
= 63,2 mm
i = 0,45*(63,2)
1/3
+ 0,001*63,2 = 1,857
a
7
= 16
T = 16*1,857 = 29,70
≈
30
µ
m
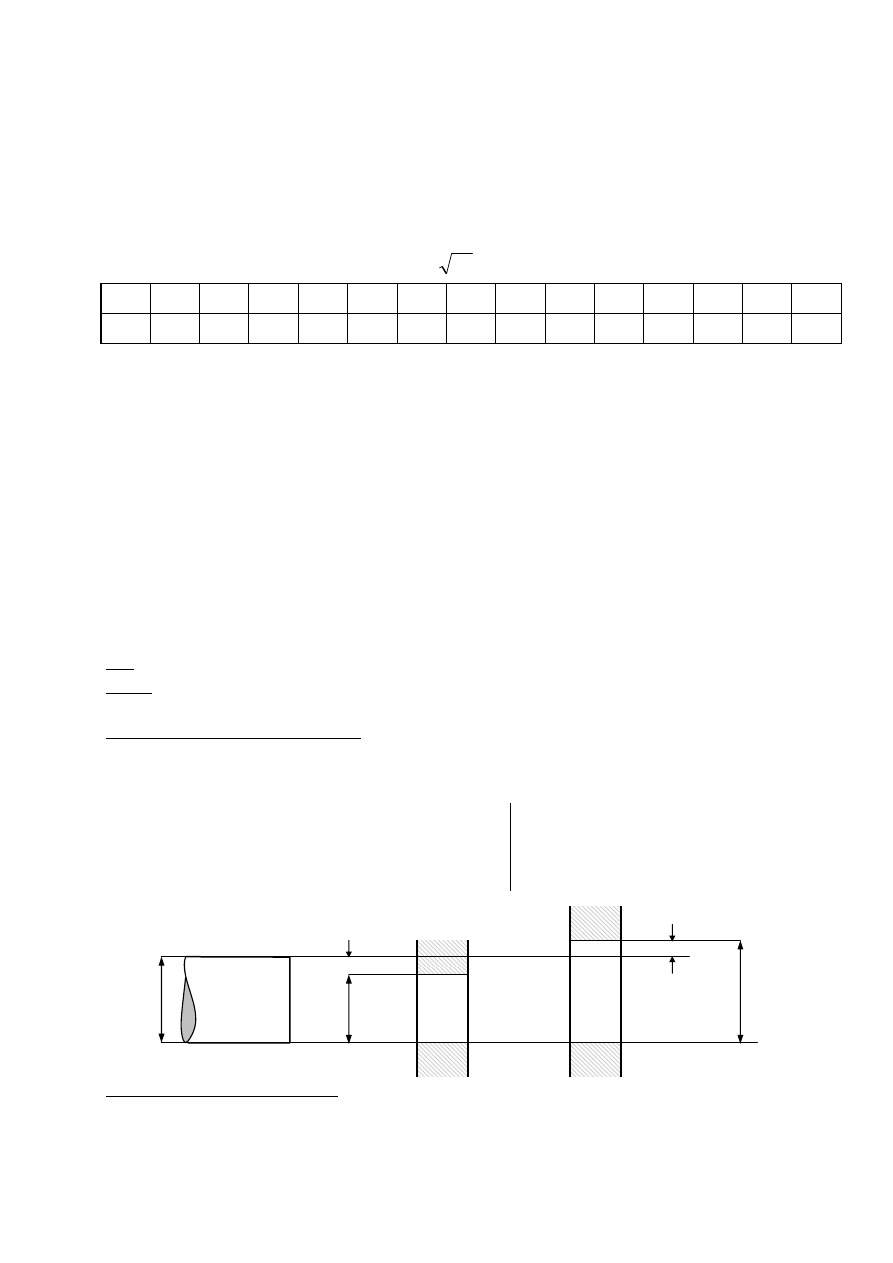
Pasowania elementów
Pasowanie to relacja między wymiarami dwóch łączonych elementów przed ich połączeniem,
wynikająca z ich różnicy; skojarzenie dwóch części charakteryzowane różnicą wymiarów;
charakter współpracy.
Luz
S
- różnica wymiarów otworu i wałka, gdy średnica otworu jest większa od średnicy wałka.
Wcisk
N
- ujemna różnica wymiarów otworu i wałka, gdy średnica otworu jest mniejsza od
ś
rednicy wałka.
Wskaźnik (determinant) pasowania
P
P = D
o
- D
w
W układzie pasowań „wałek” oznacza pow. zewnętrzną, „otwór” - pow. wewnętrzną.
WCISK
N
P
P
=
−
<
0
LUZ
S
P
P
=
>
0
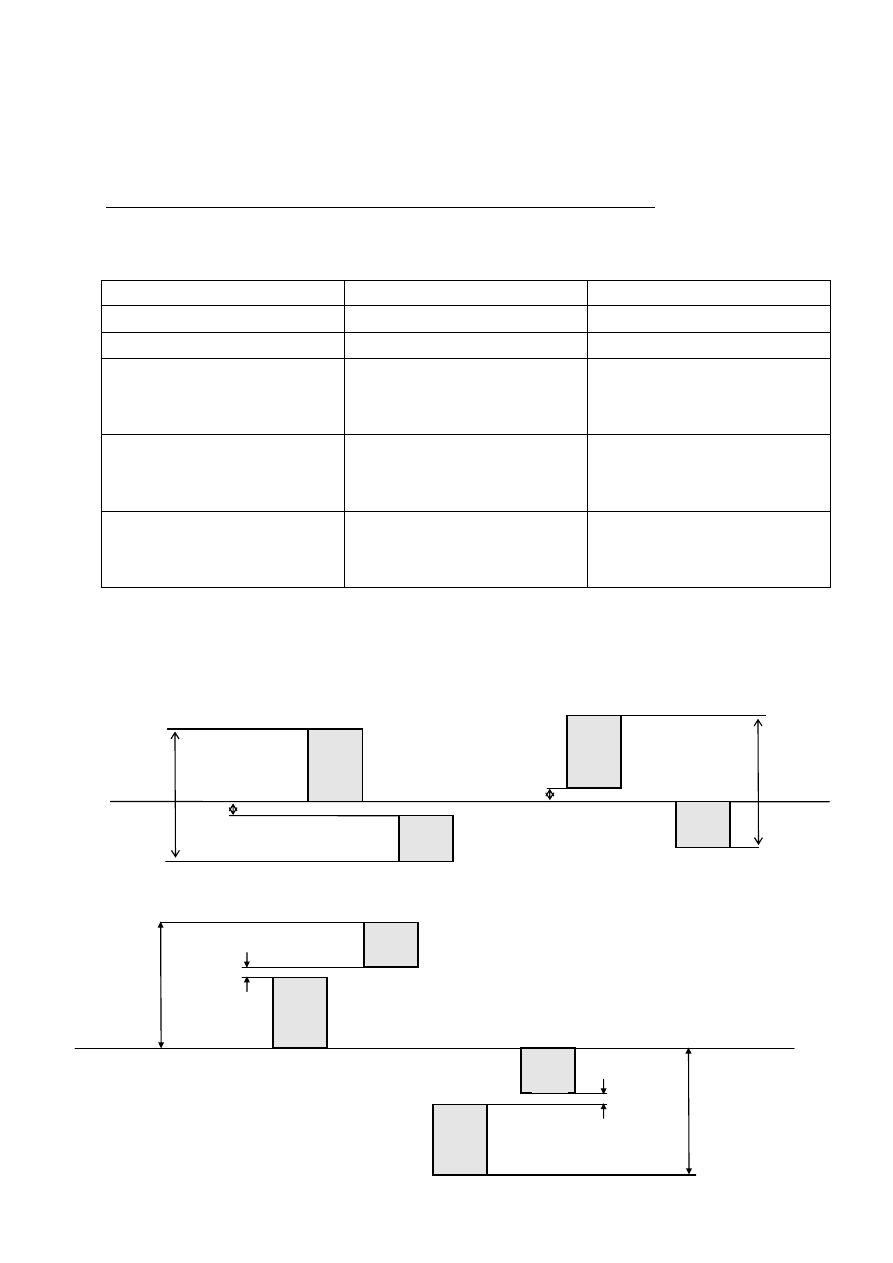
Graniczne wskaźniki pasowania:
P
max
= B
o
- A
w
= Es - ei
P
min
= A
o
- B
w
= EI – es
D
w
D
o
D
o
N
S
CZ
ĘŚĆ
I. Zamienno
ść
4
Pasowanie jest określone jednoznacznie przez podanie:
a) granicznych wskaźników pasowania lub
b) średniego wskaźnika pasowania P
m
i tolerancji pasowania T
p
.
P
m
= 0,5(P
max
+P
min
)
T
p
= P
max
- P
min
= T
o
+ T
w
Wartość tolerancji wymiaru jest równa różnicy odchyłek granicznych. Położenie pola tole-
rancji w układzie tolerancji i pasowań charakteryzuje odchyłka podstawowa (oprócz pola j i js
jest to odchyłka bliższa linii zerowej).
Położenie pola tolerancji oznacza się symbolem literowym - wałki małym, otwory dużym.
Jest 28 położeń pól dla D<=10 mm.
Dla wałków są to:
a b c cd d e ef f fg g h js j k m n p r s t u v x y z za zb zc
1
5
10
15
20
25
28
Dla D> 10 mm jest 25 położeń (bez cd ef fg)
25 położeń * 20 klas dawałoby aż 500 par odchyłek granicznych.
Pole tolerancji normalne: pole tol. wałka lub otworu z odchyłkami podstawowymi i toleran-
cjami odpowiednio wybranymi z układu tolerancji, przeznaczone do stosowania w ogólnej budo-
wie maszyn.
Pola tolerancji uprzywilejowane - do stosowania w pierwszej kolejności (po 17 pól):
dla wałków: a11, b11, c11, d9, e8, f7, g6, h6, h7, h9, h11, js6, k6, n6, p6, r6, s6
dla otworów: A11, B11, C11, D10,E9, F8, G7, H7, H8, H9, H11, Js7, K7, N7, P7, R7, S7
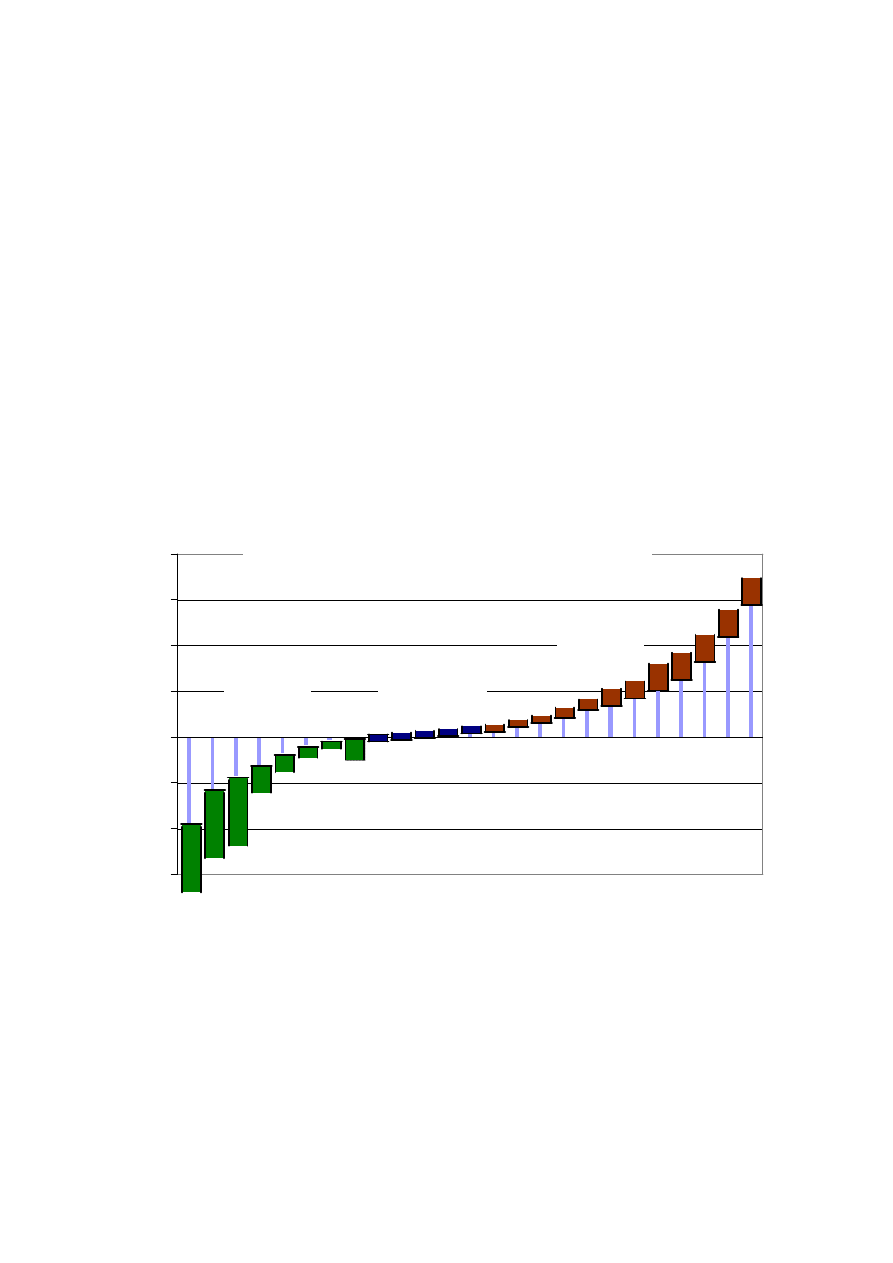
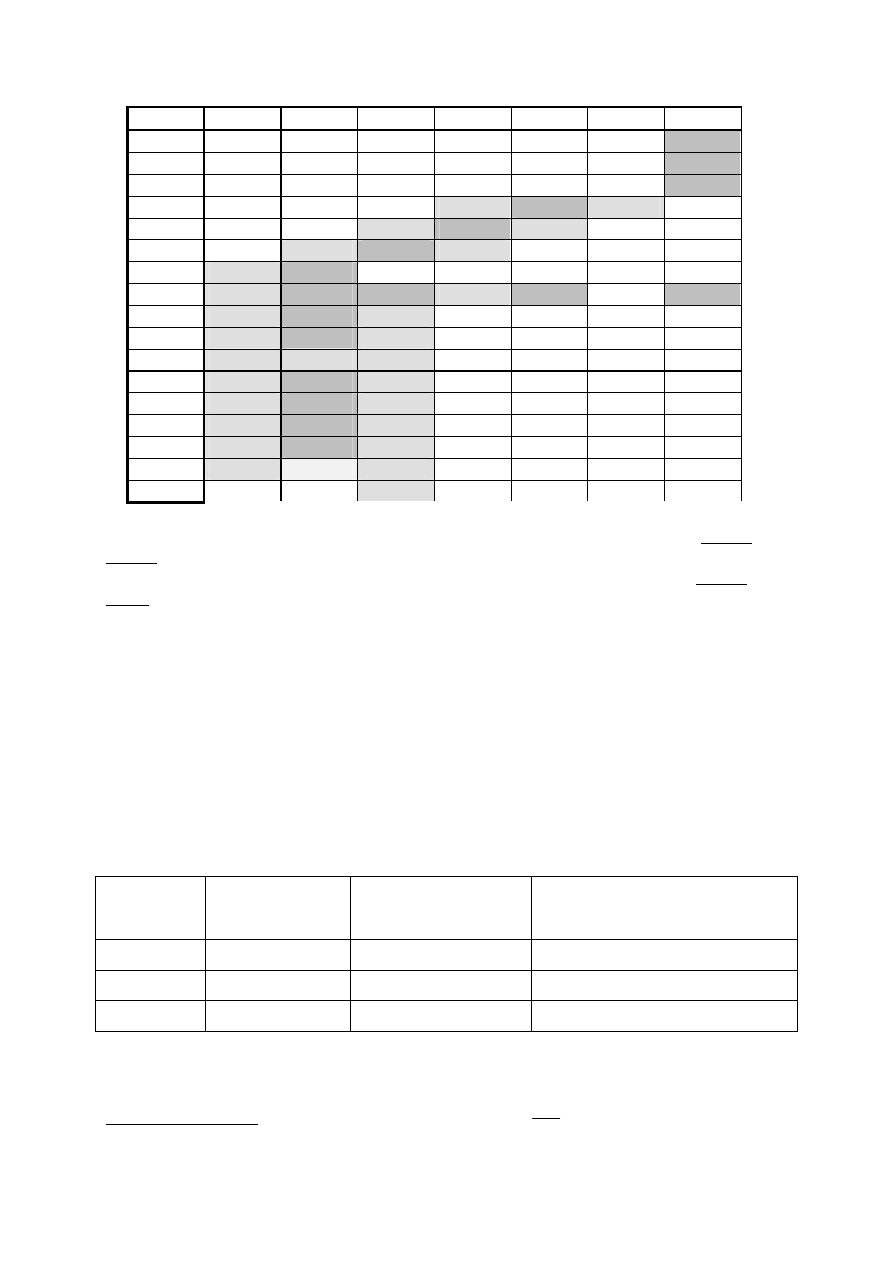
Poło
ż
enia pól tolerancji wałków w
µ
m
D = 80 - 100 mm
-600
-400
-200
0
200
400
600
800
a
b
c
d
e
f
g
h js
j
k m n
p
r
s
t
u
v
x
y
z za zb zc
lu
ź
ne
m ieszane
ciasne
CZ
ĘŚĆ
I. Zamienno
ść
5
5
6
7
8
9
10
11
a
b
c
d
e
f
g
h
j
k
m
n
p
r
s
t
u
Otwór H (zwany otworem podstawowym) wybrano za podstawę układu pasowań stałego
otworu (SO)
Wałek h (zwany wałkiem podstawowym) wybrano za podstawę układu pasowań stałego
wałka (SW).
Zasady tworzenia pasowań normalnych
1) układ SO lub SW (występuje element podstawowy h lub H)
2) klasy dokł. otworu i wałka różnią się nie więcej niż o 2
3) w budowie maszyn klasy 5-12
Ad 1. Układ SO jest stosowany powszechnie, ze względu na normalizację wierteł i rozwier-
taków. Ogranicza nadmierną różnorodność sprawdzianów.
Układ SW należy stosować tylko wtedy, gdy przynosi to oczywiste korzyści ekonomiczne
(np. montaż kilu elementów o różnych odchyłkach na jednym wałku z ciągnionego pręta nie
obrabianego skrawaniem.
Ad 2. Zwykle otwór jest wykonany o klasę mniej dokładnie, co jest ekonomicznie
uzasadnione.
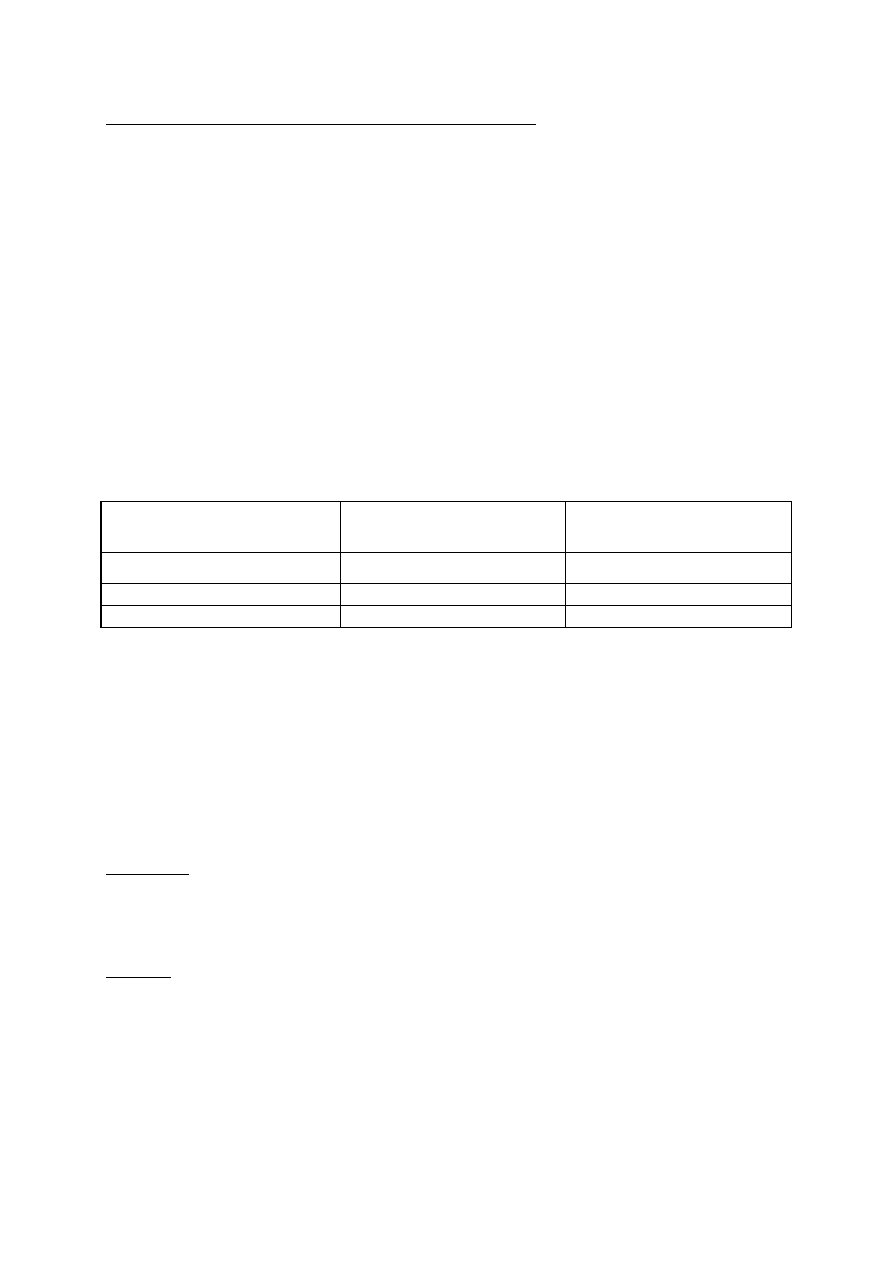
Rodzaj
pasowania
Oznaczenie
literowe
Znak granicznych
wskaźników
pasowania
Wskaźniki graniczne
a luzy i wciski graniczne
luźne
a-h
i
A-H
0
min
max
≥
>
P
P
min
min
max
max
S
P
S
P
=
=
mieszane
js-n
i
Js-N
min
max
0
P
P
>
>
max
min
max
max
N
P
S
P
−
=
=
ciasne
p-zc
i
P-Zc
min
max
0
P
P
>
≥
max
min
min
max
N
P
N
P
−
=
−
=
Tolerancja pasowania T
p
T
p
= T
o
+ T
w
Oznaczanie pasowań
52H7/g6
lub
6
7
52
g
H
CZ
ĘŚĆ
I. Zamienno
ść
6
TWORZENIE PASOWAŃ RÓWNOWAśNYCH
Pasowania o tym samym charakterze: luzy lub wciski graniczne są sobie równe.
Warunki uzyskania równoważnych pasowań stałego otworu i stałego wałka
ITo1=ITo2 = ITo
ITw1=ITw2 = ITw
Dla wymiarów 3 mm < D
≤
500 mm dodatkowe warunki podano w tabeli.
Położenie pola
Warunek
Przykład
A, B ...H
zawsze
A /h
≡
H /a G /h
≡
H /g
Js
ITo = ITw
Js7 / h7
≡
H7 / js7
J, K, M
ITo
≤
8
ITo
≥
9
ITo = ITw + 1
ITo = ITw
H8/ m7
≡
M8 / h7
H9/ m9
≡
M9 / h9
N
ITo
≤
8
ITo
≥
9
ITo = ITw + 1
nie ma możliwości
H7/ n6
≡
N7 / h6
-----
P, R ... ZC
ITo
≤
7
ITo
≥
8
ITo = ITw + 1
ITo = ITw
H7/ p6
≡
P7 / h6
H8/ p8
≡
P8 / h8
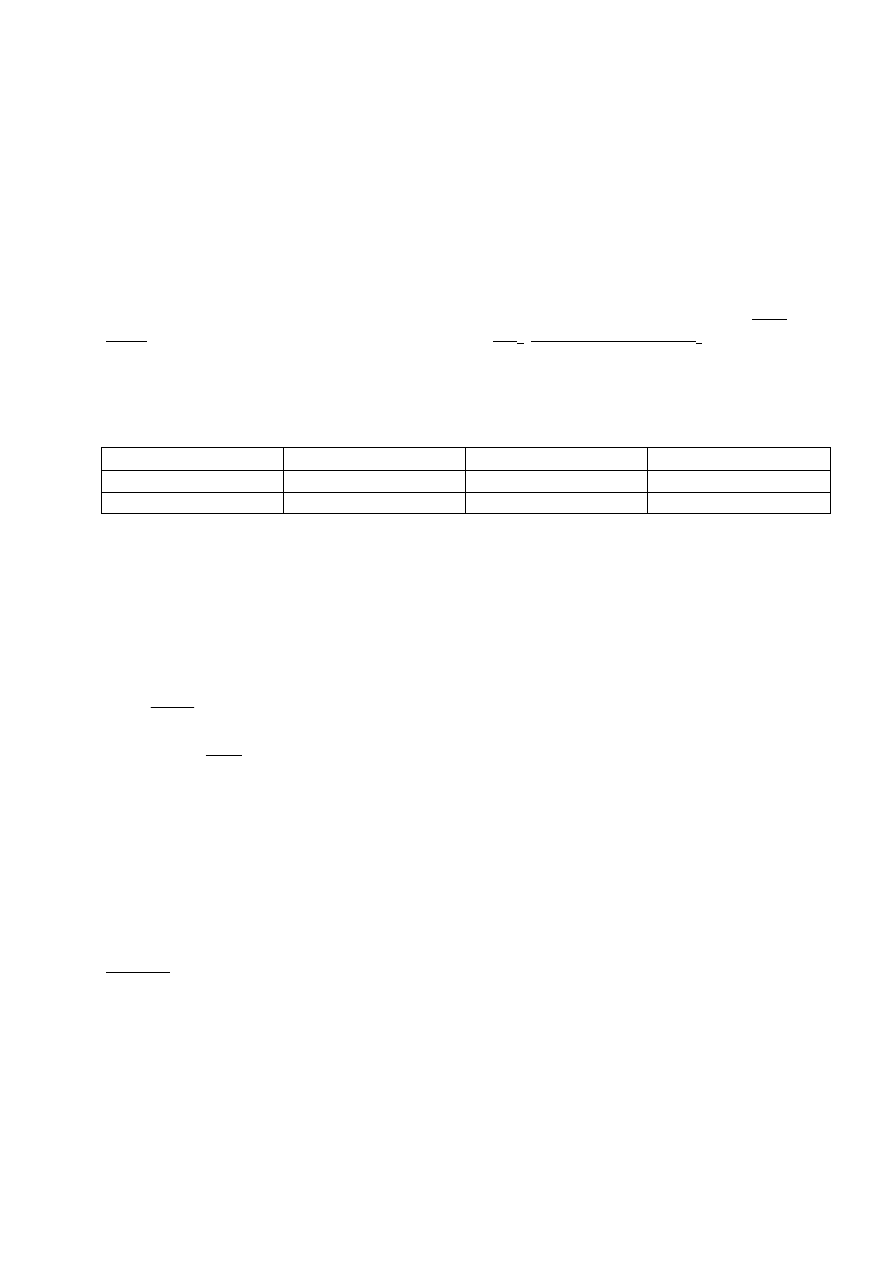
PASOWANIA RÓWNOWA
ś
NE W UKŁADZIE STAŁEGO OTWORU I STAŁEGO WAŁKA
Pasowania lu
ż
ne
Pasowania ciasne
'
7
6
'
max
max
min
max
min
min
P
P
IT
IT
P
P
P
P
=
+
+
=
=
P
min
0
0
P
max
’
H7
G7
h6
P
max
P
min
’
g6
P
min
0
0
P
max
’
H7
R7
h6
P
max
P
min
’
r6
CZ
ĘŚĆ
I. Zamienno
ść
7
Układ tolerancji k
ą
tów (wg PN-77/M-02136)
Ustalono 17 klas dokładności tolerancji kątów oznaczonych symbolami od AT1 do AT17.
Tolerancja kąta AT (angle tolerance) może być wyrażona:
•
w jednostkach kątowych AT
α
(
µ
rad,
o
,
’, ’’),
•
długością odcinka AT
h
prostopadłego do ramienia kąta; odcinek leży naprzeciw kąta AT
α
w odległości L
1
krótszego ramienia kąta od wierzchołka kąta AT
α
,
•
różnicą średnic stożka AT
D
odniesioną do długości nominalnej stożka L.
Wartość tolerancji kąta rośnie ze wzrostem numeru klasy (analogicznie do klas dokładności
wymiarów liniowych). AT
α
nie zależy od wartości kąta, natomiast zależy od długości krót-
szego ramienia kąta L
1
(lub od długości stożka L); AT
α
maleje ze wzrostem L
1
(L) - patrz
przykład w tablicy. Ustalono 13 przedziałów długości nominalnych L i L
1
; granice
przedziałów tworzą ciąg R5.
Przykłady
L i L
1
w mm
AT
α
1
AT
α
7
AT
α
17
ponad 16 do 25
6”
1’40”
2
o
ponad 100 do 160
2,5”
40”
1
o
20
’
Budowa oznaczenia tolerancji kąta:
•
symbol literowy (AT, AT
α
, AT
h
, AT
D
)
•
symbol liczbowy klasy dokładności
Przykłady oznaczania:
AT 5 , AT
α
8
Sposoby tolerowania:
2
14
AT
±
°
15
Dla L
1
= 100 mm jest to równoważne zapisowi 15
°
±
0
o
20’ lub
100
63
,
0
15
±
°
Tolerancje ogólne (wg PN-91/M-02168)
W tabliczce lub jej pobliżu umieścić następujące dane:
a)
ISO 2768
b)
symbol klasy tolerancji ogólnej
c)
nr Polskiej Normy (PN-91/M-02168) w nawiasach
Symbole ogólnych klas dokładności
f
- dokładna
m
- średnio dokładna
c
- zgrubna
v
- bardzo zgrubna
Przykład:
ISO 2768-m (PN-91/M-02168
)
CZ
ĘŚĆ
I. Zamienno
ść
8
Klasyfikacja nierówno
ś
ci powierzchni (makro i mikrostruktura)
Przyczyny:
Odchyłki kształtu - niedokładność wykonania i zużycie powierzchni roboczych łóż,
suportów, przyrządów obróbkowych, odkształcenia wywołane efektami cieplnymi
Falistość - drgania swobodne i wymuszone (nierównomierna praca przekładni zębatych,
łożysk, niewyważenie wirujących mas)
Chropowatość: a) odwzorowanie nierówności krawędzi skrawającej, b) odkształcenia
plastyczne, c) tarcie powierzchni przyłożenia narzędzia o pow. obrabianą, d) tarcie wióra.
Tolerancja kształtu - największa dopuszczalna odchyłka kształtu.
Tolerancja położenia - największa dopuszczalna odchyłka położenia.
Normy:
PN-92/M-01144 Rysunek techniczny maszynowy. Tolerancje kształtu i położenia. Oznacze-
nia graficzne. Proporcje i wymiary.
PN-88/M-01145 Rysunek techniczny maszynowy. Tolerowanie kształtu i położenia. Ozna-
czenia na rysunkach.
Tolerowanie kształtu i poło
ż
enia na rysunkach wg PN-87/M-01145
Oznaczenie graficzne tolerancji kształtu i położenia zawiera:
•
ramkę tolerancji, znak (symbol) tolerancji - 1. pole,
•
wartość tol. w mm lub jednostkach kątowych (dla tolerancji nachylenia) - 2. pole (może
być poprzedzona znakiem kształtu pola tolerancji, po niej może być: linia ukośna
i długość lub wymiary obszaru cząstkowego, symbol M w kółku, gdy tolerancja zależy od
wymiaru, symbol P w kółku gdy pole zewnętrzne tolerancji położenia),
•
literowe oznaczenie elementu (-ów) odniesienia - 3. pole i dalsze.
Poniżej lub powyżej ramki dane uzupełniające (np. tylko wypukłość, 8xH11)
Ramki umieszczać w położeniu poziomym i łączyć z linią zarysu elementu linią prostą lub
łamaną wyprowadzoną od lewej strony ramki (wyjątkowo dopuszcza się pionowe ułożenie
ramki i wyprowadzenie linii z prawej strony).
Linię zakończyć strzałką zwrócona w kierunku, w którym odchyłka ma być mierzona.
Jeżeli tolerancja odnosi się do osi lub płaszczyzny symetrii, strzałkę linii łączącej umieszczać
na przedłużeniu linii wymiarowej odpowiedniego wymiaru (średnicy, szerokości).
W przeciwnym razie - strzałkę umieszczać w pewnej odległości od linii wymiarowej.
Jeżeli tolerancja odnosi się do osi wspólnej lub płaszczyzny symetrii wspólnej, strzałkę linii
łączącej prowadzić do osi wspólnej.
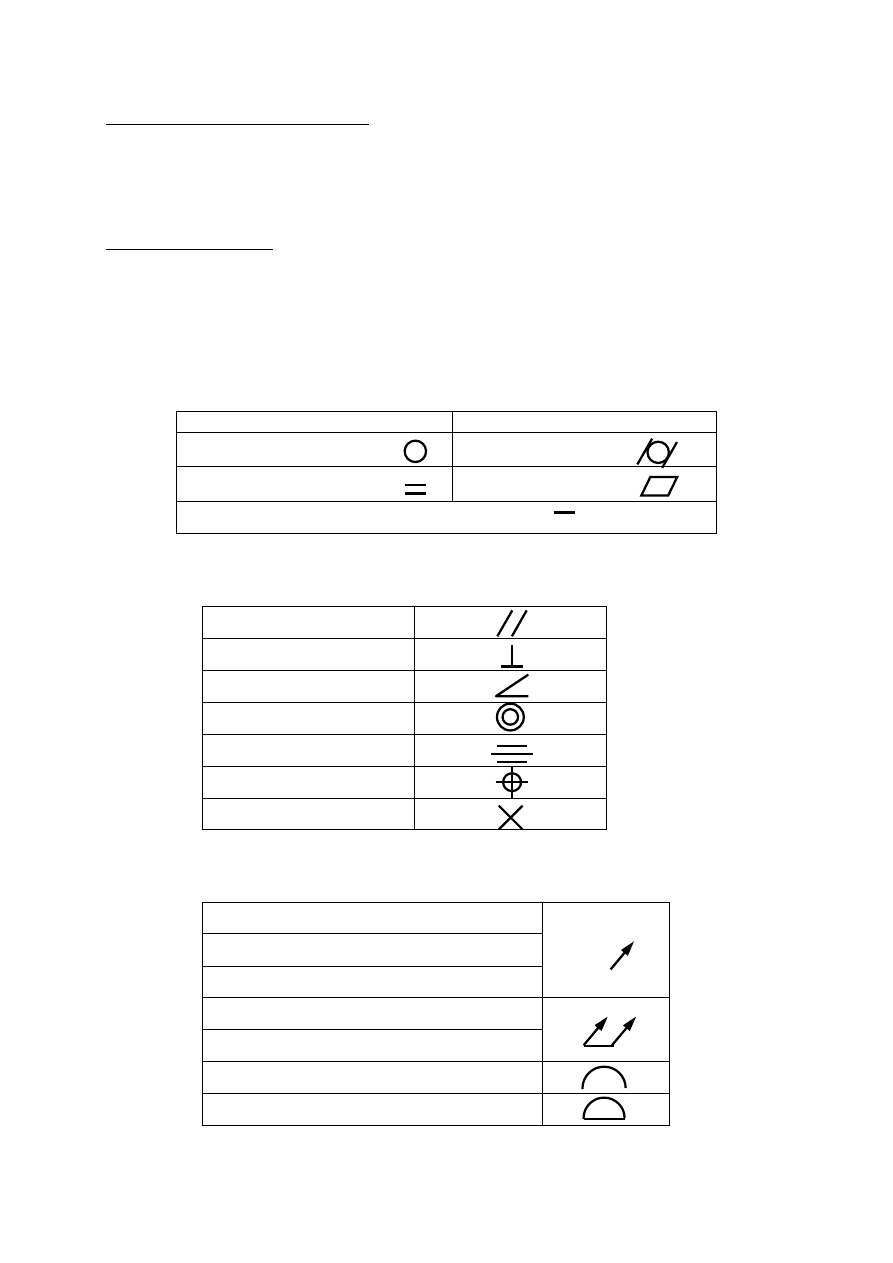
Znak kształtu pola tolerancji
Ο
- pole tol. kołowe lub walcowe, tol. wyrażona średnicowo
R
- pole tol. kołowe lub walcowe, tol. wyrażona promieniowo
T
- pole tol. ograniczone dwiema prostymi lub płaszczyznami, tol. wyrażona średnicowo
T/2
- pole tol. ograniczone dwiema prostymi lub płaszczyznami, tol. wyrażona promieniowo
Ο
- pole tol. kuliste
CZ
ĘŚĆ
I. Zamienno
ść
9
Tolerancja w obszarze cząstkowym. Jeżeli tolerancja dotyczy obszaru cząstkowego położo-
nego dowolnie w granicach obszaru cząstkowego, to wymiary obszaru cząstkowego należy
wpisywać za wartością tolerancji i oddzielać ukośna linią. Jeżeli dotyczy obszaru cząstko-
wego położonego w określonym miejscu elementu, obszar ten należy oznaczyć linią
punktową cienką (kropka-kreska) i zwymiarować.
Nietypowe wymagania można przedstawić jako tekst w wymaganiach technicznych, podając:
•
nazwę tolerancji
•
wskazanie elementu którego tolerancja dotyczy
•
wartość tolerancji w mm
•
element(y) odniesienia (dla tolerancji położenia i tol. złożonej kształtu i położenia)
Tolerancje kształtu
2-D
3-D
okr
ą
gło
ś
ci
walcowo
ś
ci
przekroju wzdłu
ż
nego
płasko
ś
ci
prostoliniowo
ś
ci
Tolerancje poło
ż
enia
równoległo
ś
ci
prostopadło
ś
ci
nachylenia
współosiowo
ś
ci
symetrii
pozycji
przecinania si
ę
osi
Tolerancje zło
ż
one kształtu i poło
ż
enia
bicie promieniowe
bicie osiowe
bicie w wyznaczonym kierunku
bicie promieniowe całkowite
bicie osiowe całkowite
kształtu wyznaczonego zarysu
kształtu wyznaczonej powierzchni
CZ
ĘŚĆ
I. Zamienno
ść
10
Szeregi dokładności kształtu i położenia (PN-80/M-02138)
Ustalono 16 szeregów tolerancji kształtu i położenia. Szereg nr 1 jest najbardziej dokładny.
Zakres wymiarów do 10 000 mm podzielono na 16 przedziałów wyznaczonych przez ciąg
wartości: 0, 3, 10, 18, 30, 50, 120, 250, 400, 630... (trochę inaczej niż przy tolerowaniu
wymiarów)
1. Wartości tolerancji kolejnych szeregów dla jednego przedziału wymiarów nominalnych
tworzą ciąg R5 (mnożnik 1.6), np. dla przedziału 50-120 są to wartości (w
µ
m): 1, 1.6, 2.5,
4, 6, 10, 16, ...1000.
2. Wartości tolerancji jednego szeregu dla kolejnych przedziałów wymiarów nominalnych
tworzą ciąg R10 ( mnożnik 1,25)
3. Wartości tol. prostoliniowości i płaskości jednego szeregu są proporcjonalne do L
1/2
(gdzie
L- średnia geometryczna granic przedziałów)
4. Wartości tolerancji okrągłości, walcowości i zarysu przekroju wzdłużnego dla D<= 250
mm są proporcjonalne do D
1/3,
dla D>250 mm do D
1/2
(D - średnia geometryczna z
przedziałów)
5. Względna dokładność geometryczna (w tabeli wartości)
T
F
= k*T
T
P
= k*T
Poziom względnej dokładności
geometrycznej
Toler. prostol., płaskości
równoległ.
Toler. okrągł,. walcowości,
przekroju wzdłużnego
A wysoki
0,25
0,12
B podwyższony
0,4
0,2
C normalny
0,6
0,3
TOLERANCJE GEOMETRYCZNE ELEMENTÓW BEZ TOLERANCJI
INDYWIDUALNYCH -
TOLERANCJE OGÓLNE
Termin tolerancje geometryczne obejmuje tolerancje położenia i tolerancje kształtu. Ustala się
3 klasy tolerancji ogólnych dla elementów nie mających indywidualnie podanych tolerancji
geometrycznych:
H (wysoka dokładność), K (średnia), L (niska).
Dotyczy to głównie elementów wykonanych obróbką skrawaniem. Przy wyborze klasy
tolerancji należy wziąć pod uwagę odpowiedni
poziom zwyczajnej dokładności
warsztatowej.
Stosowanie
Gdy funkcja elementu dopuszcza tolerancję równą lub większa od ogólnej, nie należy
podawać jej indywidualnie lecz zapisać na rysunku jak to podano w przykładach. Tolerancje
indywidualne podaje się wtedy, gdy muszą być mniejsze od ogólnych. Wyjątkowo podaje się
tolerancje indywidualną większą od ogólnej, jeśli jej zastosowanie obniży koszty produkcji.
Korzyści
a)
uproszczenie oznaczeń na rysunkach, lepsza czytelność,
b)
zmniejszenie liczby zabiegów kontrolnych,
c)
ułatwienie służb sterowania jakością - zwraca się uwagę na elementy o małych toleran-
cjach,
d)
sprawniejsze uzgodnienie zamówień przy kooperacji: poziom zwyczajnej dokładności
znany jest przed zawarciem umowy, brak jednoznaczności przy odbiorze (dokumentacja
zawiera wszystkie dane).

CZ
ĘŚĆ
I. Zamienno
ść
11
Korzyści uzyskuje się tylko wtedy, gdy istnieje pewność, że tolerancje ogólne nie zostaną
przekroczone. W związku z tym zakład powinien:
-
określić za pomocą pomiarów swój poziom zwyczajnej dokładności warsztatowej,
-
przyjmować tylko dokumentację z tolerancjami ogólnymi równymi lub większymi niż
odpowiadające poziomowi zwyczajnej dokładności warsztatowej danego zakładu,
-
sprawdzać wyrywkowo, czy poziom zwyczajnej dokładności warsztatowej nie zmienia się.
PRZYKŁADY oznaczania tolerancji geometrycznych ogólnych
ISO 2768-mK (PN-91/M-02168)
W tym przypadku obowiązują tolerancje niezwymiarowanych kątów prostych wynikające
z PN-91/M-02168/02 a nie PN-91/M-02168/01
ISO 2768-K (PN-91/M-02168)
W tym przypadku nie obowiązują tolerancje ogólne wymiarów
ISO 2768-mK-E (PN-91/M-02168)
W tym przypadku dla wszystkich powierzchni walcowych lub równoległych powierzchni
płaskich obowiązuje dodatkowo spełnienie warunku powierzchni granicznej E.
Postępowanie z wyrobem niezgodnym z wymaganiami
Przekroczenie tolerancji ogólnych nie powinno prowadzić bezpośrednio do odrzucenia
wyrobu, o ile nie utracił on zdolności spełniania przewidzianej dla niego funkcji.
Wyszukiwarka
Podobne podstrony:
met2-zamiennosc
Jak zamienić prądnicę na alternator w URSUSIE C 330
IC zamienniki eu ru tomsk id 20 Nieznany
met2
Katalog części zamiennych Komar typ 2320, 2328, 2330, 2350, 2360, 2361
Produkty zamienne, DIETETYKA, DIETETYKA, Różne
Zamienniki mulin linki
Projekt zamiennośći selekcyjnej, MiBM, Nauczka, 4 semestr, Metrologia, Projekt 2
Jak zamieniÄ w tekscie treÅÄ na innÄ tylko pomiÄdzy znacznikami
Zamieniam się w słuch, Zamieniam się w słuch
doc wielo stronnicowy zamiennik z zajęć
Poczwarka zamienia się w biedronkę, Edukacja społeczno-przyrodnicza
met2, Studia - Socjologia - Semestr II, metodologia
darmowy ebook zamien swoja pamiec w superkomputer! szybka nauka, programowanie mozgu (fragm) F23KU
Mechatronika, Turbina wiatrowa, Turbina wiatrowa - urządzenie zamieniające energię kinetyczną wiatru
LAMPY elektronowe zamienniki
Zamienić przymus na preferencję czyli psychoterapia A Ellisa, Artykul
więcej podobnych podstron