Jerzy Warych
Aparatura
chemiczna i
procesowa
OFICYNA WYDAWNICZA
POLITECHNIKI WARSZAWSKIEJ
WARSZAWA 1996

Opiniodawca
Michał Dyląg
Opracowanie redakcyjne
Danuta Sowińska
© Copyright by Oficyna Wydawnicza Politechniki Warszawskiej. Warszawa 1996
ISBN 83-86569-88-3
Oficyna Wydawnicza Politechniki Warszawskiej, ul. Polna 50, 00-644 Warszawa, tel. 25-75-18
Wydanie l. Nakład 500 + 30 egz. Ark. wyd. 26,47. Ark. druk. 22,25. Papier offset, kl. III 80 g.
Oddano do składu w lutym 1996 r. Druk ukończono w październiku 1996-r. Zam. nr 174/95
Drukarnia Oficyny Wydawniczej, ul. Kopińska 12/16, 02-321 Warszawa, tel. 23-39-77

SPIS TREŚCI
1. Wstęp . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9
2. Schematy technologiczne i elementy konstrukcyjne aparatów . . . . . . . . . . . . . . . . . .
12
2.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12
2.2. Schematy technologiczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.3. Elementy konstrukcyjne aparatów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
2.4. Rurociągi i armatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27
3. Materiały konstrukcyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28
3.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28
3.2. Materiały metalowe i ich stopy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29
3.3. Materiały niemetalowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35
4. Magazynowanie ciał stałych, cieczy i gazów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36
4.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36
4.2. Magazynowanie ciał stałych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36
4.3. Magazynowanie cieczy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45
4.4. Magazynowanie gazów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
48
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
50
5. Przenośniki i dozowniki ciał stałych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
51
5.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
51
5.2. Dźwignice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
51
5.3. Przenośniki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
52
5.3.1. Przenośniki cięgnowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
52
5.3.2. Przenośniki bezcięgnowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
56
5.3.3. Przenośniki pneumatyczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
61
5.3.4. Przenośniki hydrauliczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
64
5.4. Podajniki-dozowniki ciał stałych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
65
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
68
6. Pompy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
69
6.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
69
6.2. Pompy wyporowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
70
6.3. Pompy wirowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
76
6.3.1. Charakterystyka pomp wirowych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
77
6.3.2. Pompy wirowe specjalne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
82
6.4. Pompy strumieniowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
83
6.5. Metody specjalne przetłaczania cieczy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
84
6.6. Pompy próżniowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
85
6.7. Dobór pomp . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
89
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
89
7. Sprężarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
90
7.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
90
7.2. Sprężarki wyporowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
91
3

7.3. Sprężarki wirowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
95
7.4. Dobór sprężarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
96
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
98
8. Rozdrabniarki i młyny . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
99
8.2. Rozdrabniarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
102
8.3. Młyny . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
105
8.4. Dobór metody rozdrabniania i rozdrabniarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 1 1
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 1 1
9. Klasyfikatory, przesiewacze i separatory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 1 2
9.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 1 2
9.2. Klasyfikacja pneumatyczna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 1 3
9.3. Klasyfikacja hydrauliczna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 1 5
9.4. Przesiewacze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 1 7
9.5. Separatory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
124
9.6. Dobór metody rozdziału i urządzeń . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
126
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
126
10. Mieszalniki i mieszarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
127
10.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
10.2. Mieszanie gazów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
127
10.3. Mieszanie cieczy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
128
10.3.1. Mieszanie gazem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
128
10.3.2. Mieszanie pompami . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
129
10.3.3. Mieszanie w rurociągach . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
129
10.3.4. Mieszalniki statyczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
129
10.3.5. Mieszalniki mechaniczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
130
10.4. Mieszarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
135
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
141
11. Aparatura do procesów granulacji . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
142
1 1 . 1 . Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
142
11.2. Granulatory mieszalnikowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
143
11.3. Granulatory ciśnieniowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
146
11.4. Granulatory termiczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
148
11.5. Granulatory natryskowe i dyspersyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
149
11.6. Granulacja w cieczy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
153
11.7. Dobór metody i aparatu do granulacji . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
153
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
153
12. Aparatura do rozdzielania ciekłych układów niejednorodnych . . . . . . . . . . . . . . . . . .
154
1 2 . 1 . Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
154
12.2. Odstojniki-klarowniki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
155
12.3. Filtry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
158
12.4. Wirówki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
166
12.4.1. Wirówki sedymentacyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
167
12.4.2. Wirówki filtracyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 7 1
12.4.3. Dobór wirówek . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172
12.5. Hydrocyklony . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
174
12.6. Specjalne metody rozdzielania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
175
12.7. Dobór filtru . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 176
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
177
13. Odpylacze i odkraplacze gazów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
178
12.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
178
13.2. Komory pyłowe i odpylacze inercyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 180
4

13.3. Cyklony . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 8 1
13.4. Odpylacze filtracyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
185
13.5. Elektrofiltry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
188
13.6. Odpylacze mokre — skrubery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
190
13.7. Odkraplacze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
194
13.8. Dobór odpylacza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
196
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
197
14. Wymienniki ciepła . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
198
14. 1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
198
14.2. Nośniki ciepła . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
199
14.3. Wymienniki bezprzeponowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
201
14.4. Wymienniki przeponowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
206
14.4.1. Wymienniki płaszczowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
206
14.4.2. Wymienniki rurowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
207
14.4.3. Wymienniki spiralne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
208
14.4.4. Wymienniki płaszczowo-rurowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
14.4.5. Wymienniki płytowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 1 2
14.4.6. Wymienniki niemetalowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 1 4
14.4.7. Kondensatory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
216
14.5. Regeneratory ciepła . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 1 8
14.6. Dobór wymiennika ciepła . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
219
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
219
15.Wyparki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
221
15. 1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
221
15.2. Wyparki z cyrkulacją naturalną . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
222
15.3. Wyparki z cyrkulacją wymuszoną . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
225
15.4. Wyparki cienkowarstewkowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
226
15.5. Baterie wyparne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
229
15.6. Wyparki mechaniczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
231
15.7. Dobór wyparki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
232
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
233
16. Krystalizatory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
234
1 6 . 1 . Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
234
16.2. Krystalizatory z chłodzeniem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
236
16.3. Krystalizatory z odparowaniem rozpuszczalnika . . . . . . . . . . . . . . . . . . . . . . .
243
16.4. Krystalizatory z reakcją chemiczną i wysalaniem . . . . . . . . . . . . . . . . . . . . . . .
244
16.5. Rekrystalizatory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
245
16.6. Dobór krystylizatora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
246
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
246
17. Aparatura procesów destylacji i rektyfikacji . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
247
17.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
247
17.2. Aparaty destylacyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
247
17.3. Aparaty rektyfikacyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
251
17.3.1. Kolumny półkowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
255
17.3.2. Kolumny z wypełnieniem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
262
17.3.3. Wyposażenie wnętrza kolumn . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
264
17.3.4. Dobór elementów kontaktu w kolumnach . . . . . . . . . . . . . . . . . . . . . .
266
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
267
18. Absorbery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
268
18. 1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
268
18.2. Absorbery powierzchniowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
268
5

18.3. Absorbery z wypełnieniem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
271
18.4. Absorbery barbotażowo-półkowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
273
18.5. Absorbery natryskowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
277
18.6. Dobór absorbera . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
280
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
280
19. Adsorbery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
281
19.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
281
19.2. Adsorbery z warstwą nieruchomą . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
283
19.3. Adsorbery z warstwą ruchomą . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
286
19.4. Adsorbery fluidyzacyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
288
19.5. Adsorbery cieczy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
289
19.6. Dobór adsorberów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
292
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
292
20. Aparatura procesów ługowania i ekstrakcji . . . . . . . . . . . . . . . . . . . . . . . . . . .
293
20.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
293
20.2. Aparatura do ługowania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
293
20.3. Ekstraktory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 297
20.3.1. Ekstraktory mieszalnikowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
297
20.3.2. Ekstraktory kolumnowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
298
20.3.3. Ekstraktory wirówkowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
301
20.4. Dobór aparatury ekstrakcyjnej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
303
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
303
21. Suszarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
304
21.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
304
21.2. Suszarki konwekcyjne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
305
21.2.1. Suszarki komorowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
305
21.2.2. Suszarki tunelowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
306
21.2.3. Suszarki taśmowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
307
21.2.4. Suszarki talerzowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
307
21.2.5. Suszarki bębnowe — rotacyjne . . . . . . . . . . . . . . . . . . . . . . . . . .
308
21.2.6. Suszarki rozpyłowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
309
21.2.7. Suszarki fluidalne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 1 3
21.2.8. Suszarki pneumatyczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
315
21.2.9. Układy kombinowane . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
316
21.3. Suszarki przeponowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
317
21.4. Suszarki promiennikowe (radiacyjne) . . . . . . . . . . . . . . . . . . . . . . . . . . . .
322
21.5. Suszarki dielektryczne i mikrofalowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
323
21.6. Suszarki specjalne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
324
21.7. Dobór suszarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
325
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
326
22. Piece . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
327
22.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
327
22.2. Piece komorowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
328
22.3. Piece tunelowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
329
22.4. Piece szybowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
330
22.5. Piece półkowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
330
22.6. Piece obrotowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
331
22.7. Piece pyłowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
332
22.8. Piece fluidalne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
334
22.9. Piece rurowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
335
6

22.10. Piece elektryczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
339
22.11. Dobór pieca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 339
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
339
23. Reaktory chemiczne i biochemiczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 340
23.1. Wprowadzenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 340
23.2. Reaktory zbiornikowe z mieszadłem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343
23.3. Reaktory rurowe
. . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 345
23.4. Reaktory z wypełnieniem (katalityczne) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 345
23.5. Reaktory fluidalne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 347
23.6. Reaktory ciśnieniowe (autoklawy) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
343
23.7. Bioreaktory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 351
23.8. Dobór reaktora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
354
Literatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 354
Literatura uzupełniająca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355

Niniejsza praca stanowi nieco rozszerzoną wersję wykładów prowadzonych
przez autora dla studentów III roku studiów Wydziału Chemicznego Politechniki
Warszawskiej, jako druga część przedmiotu inżynieria i aparatura chemiczna, po
wysłuchaniu wykładów z podstaw inżynierii chemicznej i procesowej.
Treść pracy stanowi podstawowy materiał z aparatury chemicznej i procesowej
w kształceniu inżynierów chemików, z ukierunkowaniem na dalsze samodzielne
studia w rozwiązywaniu zagadnień procesowo-aparaturowych,
Z pracy korzystać mogą również studenci innych kierunków, w tym: inżynierii
chemicznej, biotechnologii, mechaniczno-energetycznego, inżynierii sanitarnej i
środowiska i in.
Składam serdeczne podziękowanie studentom Wydziału Chemicznego Poli-
techniki Warszawskiej, Alvinowi Gajadhurowi i Arkadiuszowi Mizerskiemu za
cenne uwagi na etapie tworzenia niniejszej pracy.
Pragnę podziękować również swoim najbliższym za wyrozumiałość i wsparcie
podczas pisania tej pracy.
Autor

1. WSTĘP
Jeden z kierunków w dziedzinie nauk technicznych, zwany technologią che-
miczną, zajmuje się sposobami przetwarzania odpowiednich surowców w pożądane
produkty. Zestaw, ciąg wykonywanych w tym celu czynności nazywa się
procesem technologicznym. Duża różnorodność produktów chemicznych narzuca
dużą liczbę procesów technologicznych. Większość produktów przemysłu
chemicznego i przetwórczego otrzymuje się jednak w wyniku prowadzenia
stosunkowo niedużej liczby procesów podstawowych, fizycznych i chemicz-
nych, powtarzających się w różnych odmianach, w różnych procesach techno-
logicznych. Procesy podstawowe związane z przemianami fizykochemicznymi
określa się jako procesy jednostkowe. Wyróżnia się następujące procesy pod-
stawowe i jednostkowe:
1. Mechaniczne — magazynowanie, transport (przenoszenie), rozdrabnianie,
klasyfikacja i przesiewanie, flotacja, mieszanie, separacja (filtracja, wirowanie).
2. Cieplne — chłodzenie, ogrzewanie, kondensacja i skraplanie, wrzenie,
odparowanie, zatężanie.
3. Dyfuzyjne — destylacja, rektyfikacja, absorpcja, adsorpcja, ekstrakcja i
ługowanie, suszenie, nawilżanie, krystalizacja, sublimacja.
4. Procesy z reakcją chemiczną, związane z wymienionymi i dodatkowo z
przemianami chemicznymi, jak np.: utlenianie i redukcja, nitrowanie, chloro-
wanie, itd.
Jak wiadomo, do realizacji procesów mechanicznych jest konieczne dopro-
wadzenie energii mechanicznej z zewnątrz. Do przebiegu procesów cieplnych i
dyfuzyjnych jest niezbędny odpowiedni gradient temperatury i stężenia.
Wymienione procesy prowadzi się w różnego rodzaju aparatach i urządze-
niach. Aparat lub urządzenie stanowi zespół przedmiotów (części), skonstruo-
wany w celu prowadzenia odpowiednich procesów, z możliwością spełnienia
wymagań procesowych. Istnieje wiele podziałów aparatów na grupy, związane z
pełnioną funkcją w procesie technologicznym i cechami konstrukcyjnymi. O
kształcie aparatu procesowego decydują w największym stopniu właściwości
substancji biorących udział w procesie i warunki fizyczne jego przebiegu. Są to
między innymi:
1. Stan skupienia substancji procesowych.
2. Wzajemna aktywność substancji.
3. Temperatura procesu.
4. Intensywność wymiany ciepła.
9

5. Ciśnienie.
6. Aktywność korozyjno-erozyjna.
7. Sposób prowadzenia procesu.
Aparatem typowym, stosowanym w większości procesów, jest aparat typu
zbiornikowego. Wiele z nich podlega normalizacji pod względem kształtu i
wymiarów, przez co uzyskuje się duże oszczędności w projektowaniu.
Proces technologiczny jest realizowany w jednym lub częściej w szeregu
aparatów i urządzeń, tworzących tzw. ciąg technologiczny. Ze względu na
charakter pracy i przetwarzania substancji w wymienionym ciągu, aparaty i
urządzenia podzielić można na pracujące w sposób okresowy, ciągły lub mieszany.
W procesie okresowym wszystkie jego stadia przebiegają w całej przestrzeni
roboczej aparatu i w miarę postępu przemiany parametry procesu jak np.
temperatura, ciśnienie, stężenia, itd., zmieniają się. Praca aparatu przebiega w
powtarzających się cyklicznie etapach: doprowadzenie surowca, przeprowadzenie
procesu, usunięcie (wyładowanie) produktów.
W procesie ciągłym dostarczanie surowców i odbiór produktów odbywa się
nieprzerwanie i wszystkie stadia procesu przebiegają jednocześnie w różnych
miejscach ciągu, określanego również mianem instalacji technologicznej. W
każdym z tych miejsc panują różne warunki, niezmienne w czasie lub zmieniające
się nieznacznie. Taki przebieg procesu określa się jako stacjonarny. Proces
ciągły charakteryzuje się na ogół większą wydajnością, odniesioną do jednostki
objętości lub powierzchni aparatury, co jest również miarą intensyfikacji
prowadzenia procesu. W procesach ciągłych jest ułatwiona kontrola i
automatyzacja aparatów i urządzeń oraz całego ciągu technologicznego.
Otrzymuje się lepszy, bardziej jednolity produkt. W dużym, tzw. wielotonażo-
wym przemyśle chemiczno-przetwórczym, dominują procesy ciągłe, okresowe
natomiast w przemyśle: farmaceutycznym, barwnikarskim, tworzyw sztucznych,
chemii spożywczej i gospodarczej itp.
W układzie mieszanym instalacja technologiczna pracować może w sposób
ciągły, natomiast aparaty i urządzenia wchodzące w jej skład w sposób
okresowy.
Przystępując do projektowania procesu technologicznego lub doboru aparatów
i urządzeń do jego realizacji, jako podstawowe wykonuje się: obliczenia statyki
procesu, bilanse masowe i energetyczne, a następnie obliczenia kinetyczne.
Bilanse masowe i energetyczne są jednym z kryteriów oceny racjonalności
stosowania zarówno danego procesu technologicznego, jak i poszczególnych
aparatów i urządzeń. Racjonalność polega między innymi na jak najlepszym
wykorzystaniu surowców i możliwie najmniejszej masie produktów ubocznych,
nie mających wartości użytkowych. Ważnym zagadnieniem jest również jak
najlepsze wykorzystanie energii. Celem wymienionych analiz i obliczeń jest
określenie optymalnych stanów pracy, odpowiedniej powierzchni lub objętości
roboczej aparatów, a następnie podstawowych ich wymiarów. 'Mając na wzglę-
10

dzie jak najlepsze wykorzystanie surowców i energii, dążąc do intensyfikacji
procesów, należy jednocześnie zwracać uwagę by uzyskane efekty nie odbywały
się zbyt dużym kosztem. Procesy technologiczne wymagają często przybliżeń.
Czynienie ich zbyt doskonałymi jest często zbędne, jeśli uwzględni się szybkie
tempo zmian w technologii. Rozwiązanie doskonałe w krótkim czasie staje się
nieekonomiczne, zbyt kosztowne.
2. SCHEMATY TECHNOLOGICZNE I
ELEMENTY KONSTRUKCYJNE APARATÓW
2.1. WPROWADZENIE
Projektowanie procesu technologicznego stanowi złożony problem, wymagający
analizy wielu różnorodnych zagadnień, wykonania niekiedy wielu symulacji i
obliczeń. Projekt jest wykonywany w wielu stadiach i wariantach nim stanie się
rozwiązaniem ostatecznym, w którym zostaną zastosowane właściwe rozwiązania
konstrukcyjno-aparaturowe. Ogólne omówienie tych zagadnień jest przedmiotem
rozważań w niniejszym rozdziale.
2.2. SCHEMATY TECHNOLOGICZNE
Schemat technologiczny jest kluczowym dokumentem w procesie projektowania.
Stanowi on rysunek, na którym — za pomocą symboli przedstawiających proste
lub złożone procesy jednostkowe oraz ich powiązanie — przedstawia się przebieg
procesu technologicznego. Schemat taki
musi być jasny, zwarty, dokładny i
kompletny. Istnieją różnego rodzaju
schematy. Najprostszą formę stanowi tzw.
schemat blokowy, na którym procesy lub
aparaty przedstawiane są jako kwadraty
(prostokąty) lub koła. Sposób ten jest
przydatny do przedstawienia procesu w
uproszczonej formie w raportach,
monografiach lub podręcznikach. Jako
dokument inżynierski ma on ograniczone
zastosowanie. W wielostadiowym
projektowaniu
technologicznym zaleca się wykonywanie trzech rodzajów schematów: ideowego,
wstępnego i technicznego. Schemat ideowy przedstawia proces w najprostszej
postaci, w kolejności wymaganej do przeprowadzenia procesu technologicznego.
Jest przy tym zalecane posługiwanie się symbolami przedstawionymi na rys. 2.1.
W pole prostokąta wpisuje się zasadnicze nazwy: procesu, przetwarzanej substancji
lub wytwarzanego produktu oraz symbole i Wartości podsta-
Rys. 2.1. Symbole schematu ideowego: pro-
cesy jednostkowe bez- i z reakcją chemiczną
pod ciśnieniem: a) normalnym (atmosferycz-
nym), b) wyższym od atmosferycznego, c)
niższym od atmosferycznego
12
wowych parametrów procesu. Posługując się wymienionymi symbolami spo-
rządza się schemat ideowy, w którym symbole umieszcza się jeden pod drugim,
poczynając od góry. Jeżeli proces składa się z kilku ciągów, to jest wskazane
rysowanie ciągów równolegle obok siebie. Ciągi pomocnicze rozmieszcza się
obok głównego ciągu technologicznego. Poszczególne symbole łączy się liniami
obrazującymi drogę przepływu strumieni masowych, zaznaczając kierunek
strzałką. Strumienie pomocnicze są oznaczane linią o połowę cieńszą i
wprowadzone do prostokąta od góry z lewej strony, odprowadzane zaś od dołu i
z prawej strony. Dla czynników pomocniczych jest zarezerwowana linia cienka
przerywana lub punktowa. Wszystkie linie na schemacie powinny być
ponumerowane z wyjaśnieniem ich znaczenia. Przykładowy schemat przedsta-
wiono na rys. 2.2.
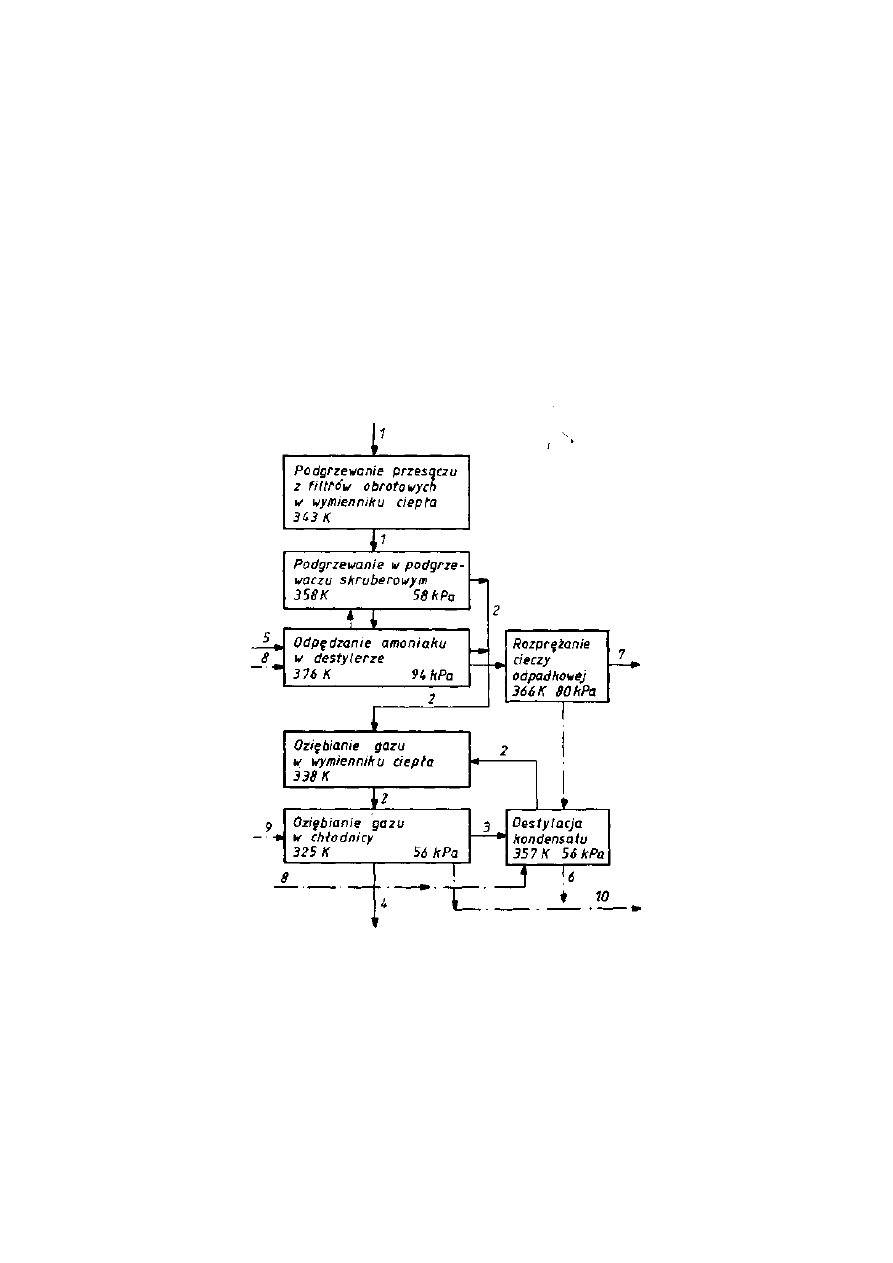
Rys. 2.2. Schemat ideowy procesu regeneracji amoniaku przy produkcji sody kalcynowanej: l —
przesącz z filtrów, 2 - gaz zawierający amoniak, 3 - woda amniakalna, 4 — gazy do absorpcji
amoniaku, 5 — mleko wapienne, 6 — woda podestylacyjna, 7 - ciecz odpadowa, 8 — para
grzejna, 9 - woda chłodząca, 10 - woda odlotowa z chłodnicy
Wstępny schemat technologiczny przedstawia proces za pomocą odpowiednich
symboli aparatów i urządzeń. Jeżeli na schemacie ideowym jeden symbol--
prostokąt oznaczał proces jednostkowy, co mogło odpowiadać nawet kilku
13
aparatom i urządzeniom, to na schemacie wstępnym są one wyodrębnione i
przedstawione oddzielnymi symbolami. Symbole schematu są przedstawione w
normie branżowej BN-72/2200-01. Symbole graficzne i oznaczenia literowo-
cyfrowe układów pomiarowych i automatyki, stosowane w projektowaniu i
użytkowaniu schematów pomiarowych i automatyzacji procesów technologi-
cznych są przedstawione w normie PN-70/M-42007. Oprócz wymienionych są
również znormalizowane nazwy pojęć, symbole i określenia procesów podsta-
wowych inżynierii chemicznej, norma PN-76/C-01350. Na schemacie wstępnym
nie jest wymagane określenie wielkości aparatów i urządzeń. Niektóre
wymagania mogą być jednak już określone, co może być odpowiednio ozna-
czone na symbolu. Wykonując schemat wstępny, symbole szereguje się w ko-
lejności odpowiadającej przebiegowi procesu, w kierunku od lewej ku prawej
stronie arkusza. Jeśli ciągi technologiczne są długie i schemat nie mieści się na
jednej linii, to kontynuuje się go pod spodem, także od lewej ku prawej stronie.
Ciągi instalacji pomocniczych rysuje się według tych samych zasad równolegle
— powyżej lub poniżej głównego ciągu technologicznego. Symbole schematu
oznacza się numerami, których objaśnienie podaje się w opisie (tabeli) wraz z
dodatkowymi informacjami na temat parametrów procesowych i ewentualnie
materiałów konstrukcyjnych. Poszczególne symbole łączy się odpowiednimi
liniami oznaczającymi strumienie materiałów. Przykładowy schemat przedstawia
rys. 2.3.
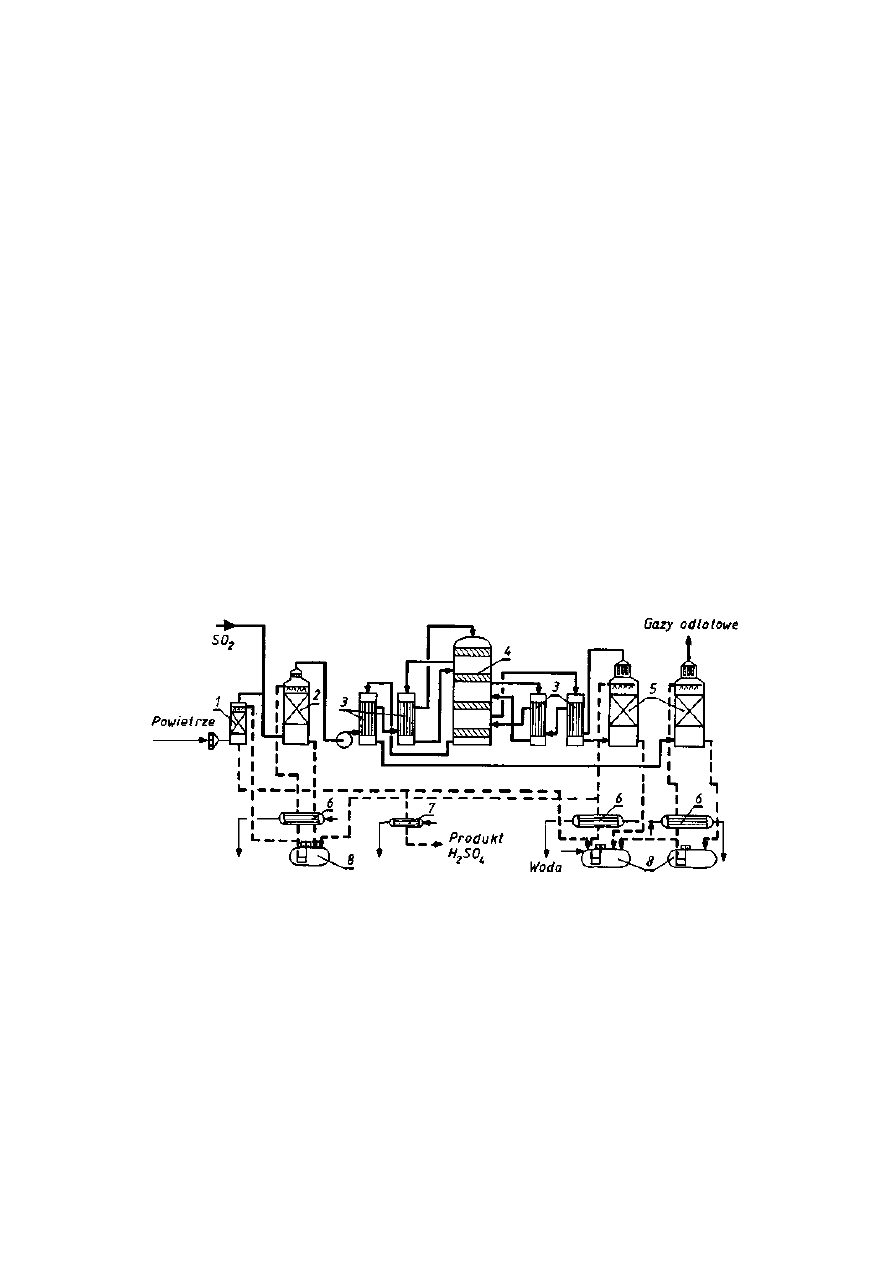
Rys. 2.3. Schemat wstępny procesu wytwarzania kwasu siarkowego: l — kolumna odpędowa
(desorber), 2 — wieża susząca, 3 — wymienniki ciepła, 4 — reaktor katalityczny, 5 — absorbery, 6
— chłodnice kwasu obiegowego, 7 — chłodnica produktu, 8 — zbiorniki przepompowe
Schemat techniczny technologiczny jest dalszym etapem na drodze grafi-
cznego, już ścisłego, przedstawienia przebiegu procesu. Przebieg produkcji jest
przedstawiony za pomocą uproszczonych rysunków lub wymienionych symboli.
Rysunki są wykonywane w skali. W skali są również podawane poziomy, na
których są rozmieszczone aparaty i urządzenia. Sposób rysowania jest podobny
do schematu wstępnego, z tym że na przewodach (rufociągach) podaje
14
się średnice i ewentualnie długość. Zaznaczone są również miejsca, w których
odbywać się będzie pomiar ciśnienia, temperatury, stężenia itd. Podczas spo-
rządzania schematu technicznego powinny być już określone: liczba, rodzaje,
typy i wymiary aparatów i urządzeń. Sporządzanie schematu może być skom-
plikowane i czasochłonne, zwłaszcza w odniesieniu do złożonych procesów
technologicznych. Obecnie do sporządzania schematów w projektowaniu proce-
sowym korzysta się z techniki komputerowej, opierając się na programach w pełni
symulujących proces lub tylko proste bilanse masowe. Te ostatnie są szczególnie
przydatne, jeżeli proces zawiera szereg recyrkulowanych strumieni. Programy takie
są rozprowadzane na rynku przez wyspecjalizowane firmy komputerowe.
2.3. ELEMENTY KONSTRUKCYJNE APARATÓW
Zespół przedmiotów—części (elementów) zestawionych według odpowied-
niego schematu, określonego konkretnymi potrzebami i wymaganiami prowa-
dzonych procesów fizykochemicznych tworzy aparat procesowy. Dodatkowe
nazwy aparatu są związane ze specyficznym przeznaczeniem i rodzajem pro-
wadzonych w nim procesów, stąd nazwy np. reaktor, piec, filtr, suszarka, wy-
miennik ciepła, itd.
O kształcie aparatu decydują właściwości substancji biorących udział w pro-
cesie i warunki fizyczne jego przebiegu, wymienione we wstępie. Z kryteriów
tych wynika duża liczba różnorodnych aparatów,
mniejsza jednak od liczby procesów, jakie mogą być
w nich prowadzone. Jeden i ten sam aparat może
służyć różnym celom o podobnym charakterze.
Możliwy jest więc podział aparatów na grupy o
podobnej konstrukcji. Występowanie w
poszczególnych grupach powtarzających się
elementów—części umożliwia ich unifikację pod
względem kształtów i wymiarów. To ujednolicenie
nosi nazwę normalizacji. Zalecane rozwiązania
konstrukcyjne są przedstawione w postaci norm,
które dotyczą zarówno elementów aparatury, jak i
całych aparatów.
Aparatem typowym, stosowanym w większości
procesów technologicznych jest aparat typu
zbiornikowego. Normalizacja dotyczy tu tzw. średnic
nominalnych zewnętrznych, den, pokryw i ciśnień
nominalnych (roboczych) i obejmuje
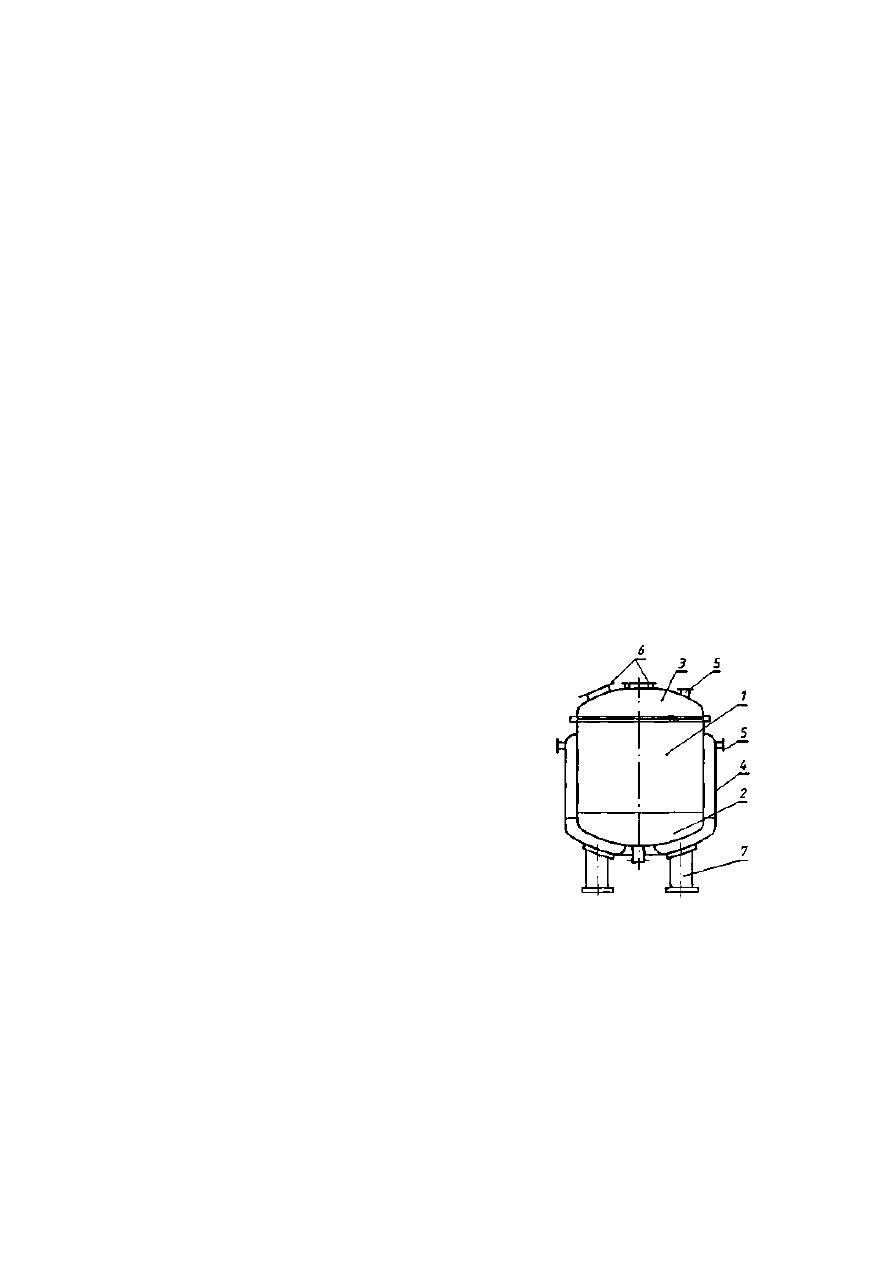
Rys. 2.4. Schemat podstawowy
aparatu procesowego: l — po-
włoka (korpus), 2 - dno, 3 -
pokrywa, 4 — płaszcz, 5 —
króćce, 6 — włazy (luki), 7 -
podpory
zbiorniki spawane, nitowane i odlewane. Oprócz tego jest stosowanych wiele
innych kształtów, wynikających w największym stopniu ze stanu fazowego
15
substancji procesowych, jak np. komorowy, kolumnowy, bębnowy, płaszczowo-
rurowy, rurowy. Elementy konstrukcyjne aparatów procesowych (rys. 2.4)
stanowią ściany zwane powłoką, korpusem lub płaszczem, dna, pokrywy,
płaszcze, króćce, kołnierze, dławnice, włazy, wzierniki, cieczowskazy, podpory i
in. Aparaty przeznaczone do pracy pod podwyższonym ciśnieniem, a zwłaszcza
do przechowywania i transportu sprężonych gazów, których ciśnienie w
temperaturze 425 K jest wyższe od 0,1 MPa, podlegają przepisom bez-
pieczeństwa zbiorników pod ciśnieniem. Nie dotyczy to jednak zbiorników
(aparatów), w których ciśnienie jest wyższe niż 70 kPa, lecz iloczyn ciśnienia i
objętości jest < 30 kPa m
3
. Gdy wartości tego iloczynu są większe, wówczas
aparaty podlegają dozorowi Urzędu Dozoru Technicznego (UDT).
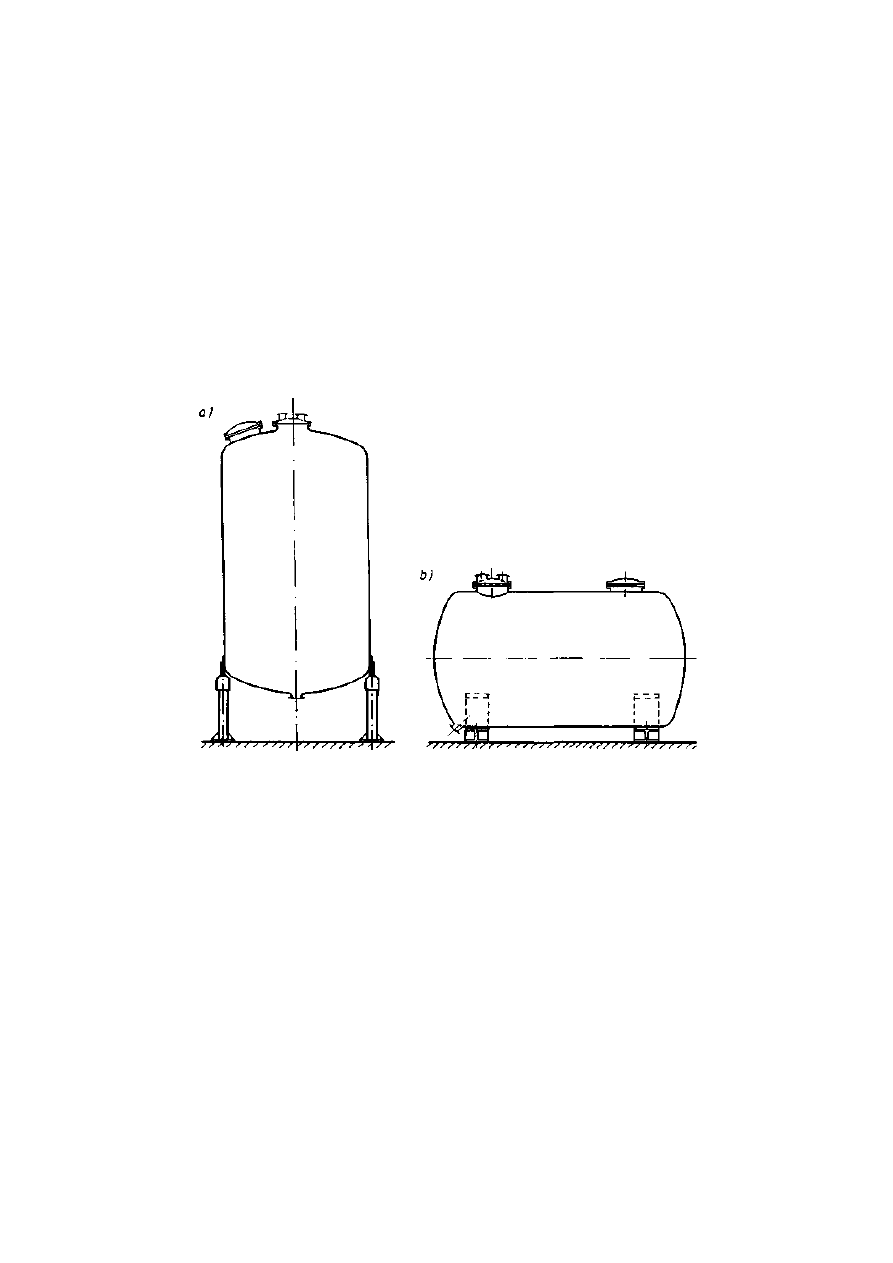
Rys. 2.5. Aparaty—zbiorniki w położeniu: a) pionowym, b) poziomym
Powłoki są najistotniejszymi i najbardziej materiałochłonnymi częściami aparatu
procesowego. Kształt powłoki, zależnie od przeznaczenia i wymagań
konstrukcyjnych może być cylindryczny, kulisty, stożkowy, prostopadło-
ścienny, itd. Największe zastosowanie znajdują powłoki cylindryczne, ze względu
na prostotę wykonania i małe zużycie materiału konstrukcyjnego. W zależności od
przeznaczenia są stosowane w usytuowaniu (położeniu) pionowym lub poziomym
(rys. 2.5). W powłokach cylindrycznych poziomych stosunek długości do średnicy
wewnętrznej nie przekracza zwykle 10. W powłokach pionowych stosunek
wysokości do średnicy wewnętrznej jest na ogół większy niż 30. Wykonanie
powłok cylindrycznych przez walcowanie arkuszy blachy jest typowe dla aparatów
pracujących pod ciśnieniem do 10 MPa, a także pod ciśnieniem normalnym i w
próżni. Ścianka powłoki, aby była odpowiednio wytrzymała, powinna być
dostatecznie gruba. Minimalna grubość
16
powłoki zależy przede wszystkim od różnicy ciśnień pomiędzy wnętrzem aparatu
a środowiskiem zewnętrznym, średnicy powłoki i właściwości tworzywa
konstrukcyjnego w temperaturze pracy aparatu. Zalecane wzory obliczeniowe dla
różnych przypadków są zawarte w odpowiednich normach, przepisach UDT i
podręcznikach [1-4]. Zalecane minimalne grubości ścianek (bez uwzględnienia
korozji) dla aparatów o średnicy wewnętrznej (w mm): 400 — 2 mm, 400±1000
— 3 mm, 1000±2000 — 4 mm, 2000±4000 — 5 mm.
Oprócz powłok cylindrycznych są również spotykane sferyczne, stosowane
głównie w konstrukcjach zbiorników o dużej pojemności, > 100 m
3
, a także jako
część pośrednia (przejściowa) z cylindrycznej do stożkowej, w niektórych
korpusach aparatów. Ze względu na zużycie materiału powłoki sferyczne są
najbardziej ekonomicznym kształtem aparatu, lecz trudności w wykonaniu i
eksploatacji tego typu aparatów ograniczają ich zastosowanie.
Powłoki stożkowe są stosowane tylko dla niektórych typów aparatów, a także
jako część przejściowa w aparatach cylindrycznych o zmiennej średnicy.
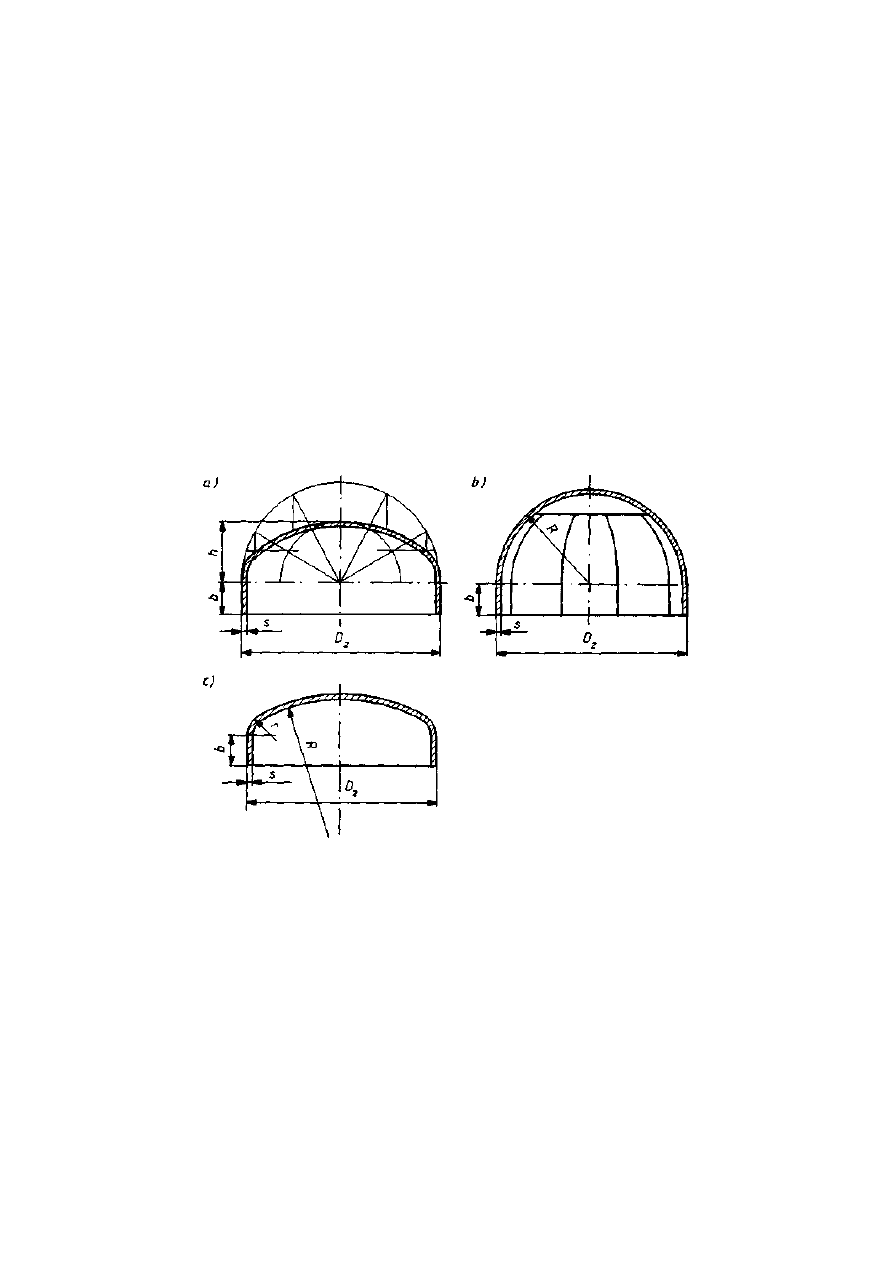
Rys. 2.6. Dna aparatów: a) eliptyczne, b) półkuliste, c) sferyczne
Oprócz walcowanych z blachy, powłoki są również wykonywane jako kute
cylindryczne; grubościenne, gdy D
Z
/D
W
> 1,1 zasadniczo dla aparatów o ciśnieniu
wewnętrznym > 10 MPa. Powłoki cylindryczne odlewane z takich materiałów jak
żeliwo i szkło są wykonywane do ciśnień 0,6 MPa i temperatury S 650 K. Tego
rodzaju aparaty są często wewnątrz emaliowane, gumowane itp. Z zasady pracują
w pozycji pionowej.
Dnem jest nazywana część aparatu, która ogranicza powłokę (korpus) bądź z
dołu, bądź z boku (jeśli aparat jest poziomy) i jest połączona nierozłącznie lub
tworzy jedną całość z powłoką. Stosowane są następujące dna: elipsoidalne,
półkuliste, sferyczne, stożkowe i płaskie. Zastosowanie tego czy innego
17
rodzaju dna jest uzależnione od kształtu powłoki, właściwości przetwarzanych
substancji i ciśnienia w środowisku procesu.
Dna elipsoidalne (rys. 2.6a), mają kształt elipsoidy obrotowej i są najczęściej
stosowanym dnem w aparatach cylindrycznych zarówno pionowych, jak i
poziomych. Znormalizowane dna elipsoidalne są wykonywane z różnych ma-
teriałów i stosowane wtedy, gdy ciśnienie wewnętrzne lub zewnętrzne jest >
150 kPa. Są zwykle wykonywane z krótką częścią cylindryczną o wysokości 15-
150 mm, zależnie od grubości ścianek aparatu. Grubość ścianek wynika z
przeznaczenia aparatu i z warunku ciśnienia wewnętrznego < 10 MPa.
Dna półkuliste (rys. 2.6b), wykonywane z kilku arkuszy blachy, zwykle z
krótką częścią cylindryczną są stosowane w aparatach cylindrycznych o
średnicy > 4 m, niezależnie od ciśnienia w aparatach poziomych i w pionowych
gdy ciśnienie > 150 kPa, temperatura < 500 K.
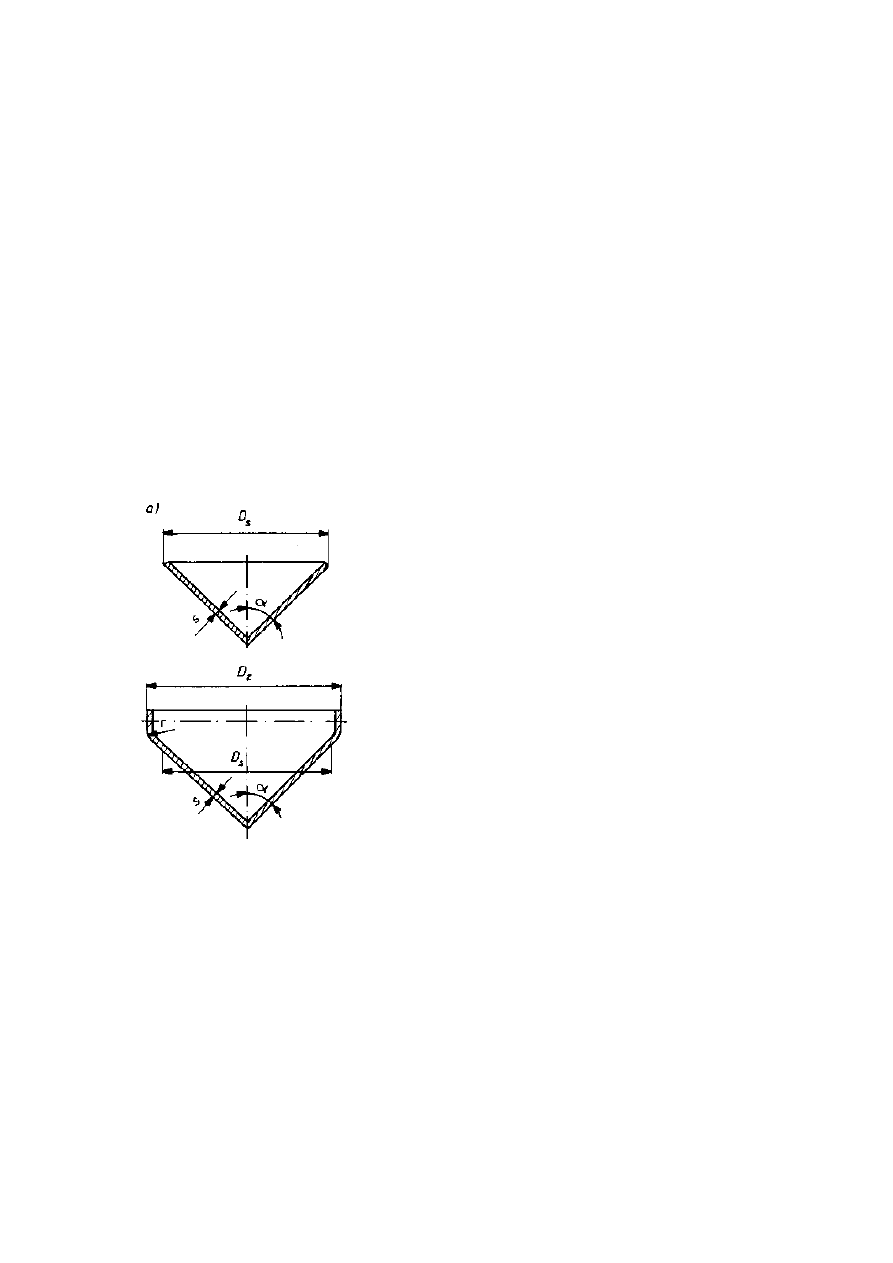
Dna stożkowe (rys. 2.7), są stosowane przede wszystkim jako dolna część
aparatów pionowych cylindrycznych, gdy w aparacie znajduje się substancja
stała, zawiesina lub bardzo lepka ciecz. Dla całkowitego opróżnienia tych apa-
ratów ten kształt dna jest najbardziej odpowiedni. Kąt
wierzchołkowy den stożkowych zawiera się zwykle w
zakresie 60-90°, a niekiedy dochodzi nawet do 150°.
Dna płaskie okrągłe są najczęściej stosowane w
aparatach cylindrycznych bezciśnieniowych. W
aparatach ciśnieniowych — tylko tych o małej średnicy.
Dna płaskie okrągłe mogą być wykonywane bez
wyoblenia lub z wyobleniem obrzeży (rys. 2.8). Dna
płaskie o dużej średnicy są często wzmacniane
żebrami. Grubość den płaskich w tych samych
warunkach pracy aparatu jest większa od grubości
den wypukłych.
Pokrywy (rys. 2.9) w odróżnieniu od den
stanowią zwykle oddzielną część aparatu, z za-
daniem zamknięcia korpusu od góry, z boku, od dołu
lub zamknięcia innych elementów w postaci otworów
jak włazy, luki itp. Pokrywy płaskie są stosowane do
zamykania otworów o dowolnym kształcie
(przekroju). Gdy wymiary są duże i ciśnienie
podwyższone są wzmacniane żebrami. Pokrywy
sferyczne i eliptyczne służą do zamykania otworów okrągłych, pokrywy
półkuliste — otworów prostokątnych.
Płaszcze w aparatach procesowych są przeznaczone do zewnętrznego ogrze-
wania lub chłodzenia substancji przetwarzanych lub przechowywanych (maga-
zynowanych), głównie ciekłych. Grubość ścianki płaszcza wynika z warunków
pracy aparatu, określających wytrzymałość płaszcza.
b)
Rys. 2.7. Dna stożkowe: a) bez
części cylindrycznej, b) z częścią
cylindryczną
18
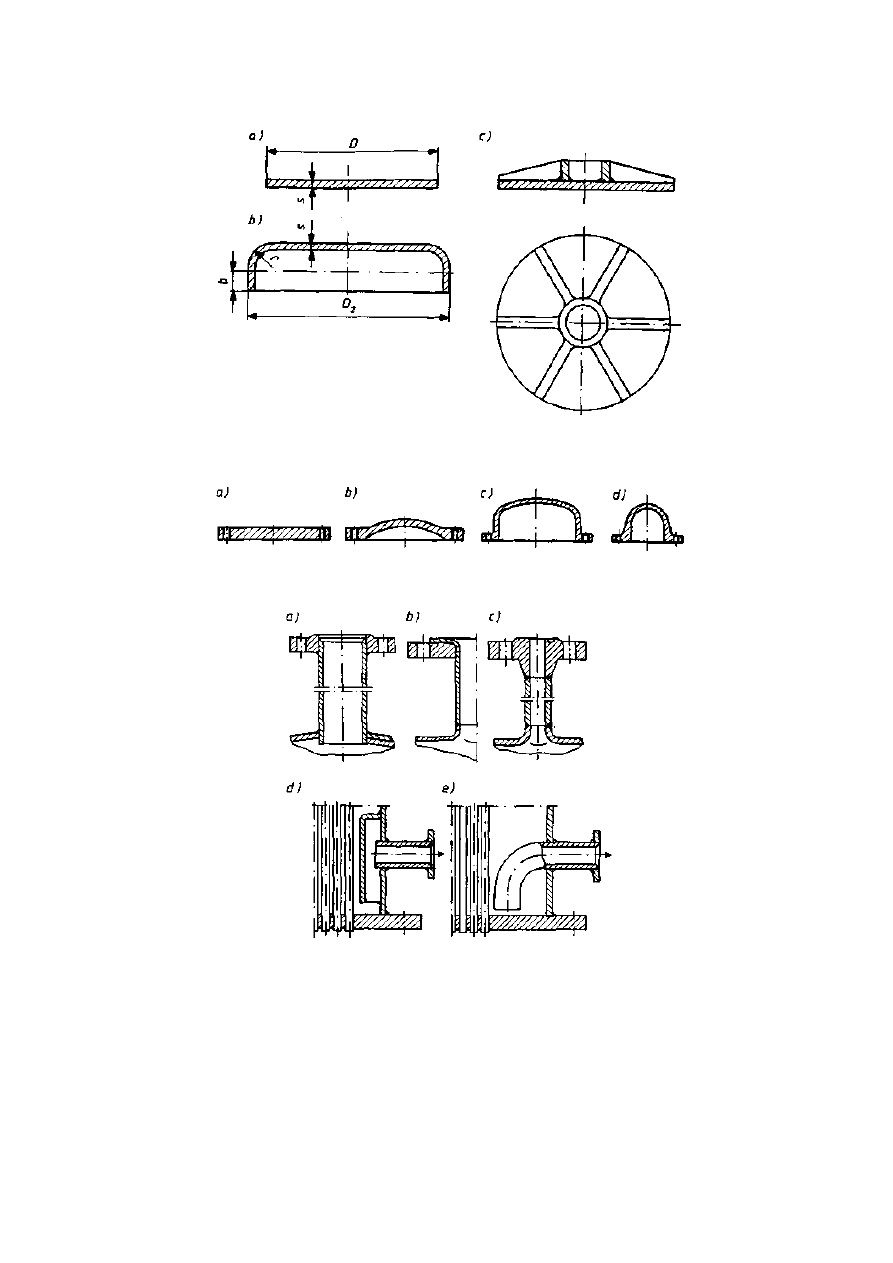
Rys. 2.10. Króćce aparatów: a) wspawany ze wzmocnieniem ścianki lub bez wzmocnienia, b)
przyspawany z wywinięciem ścianki i luźnym kołnierzem, c) przyspawany z wywiniętymi ściankami i
kołnierzem szyjkowym, d), e) króćce wspawane do odprowadzenia kondensatu
z wymiennika ciepła
Króćce (rys. 2.10), stanowiące krótkie odcinki przewodów-rur, umieszczone w
otworach płaszcza, pokrywach, dnach aparatu i połączone z nimi na stałe, zwykle
poprzez przyspawanie, służą do wprowadzenia i odbioru substancji,
19
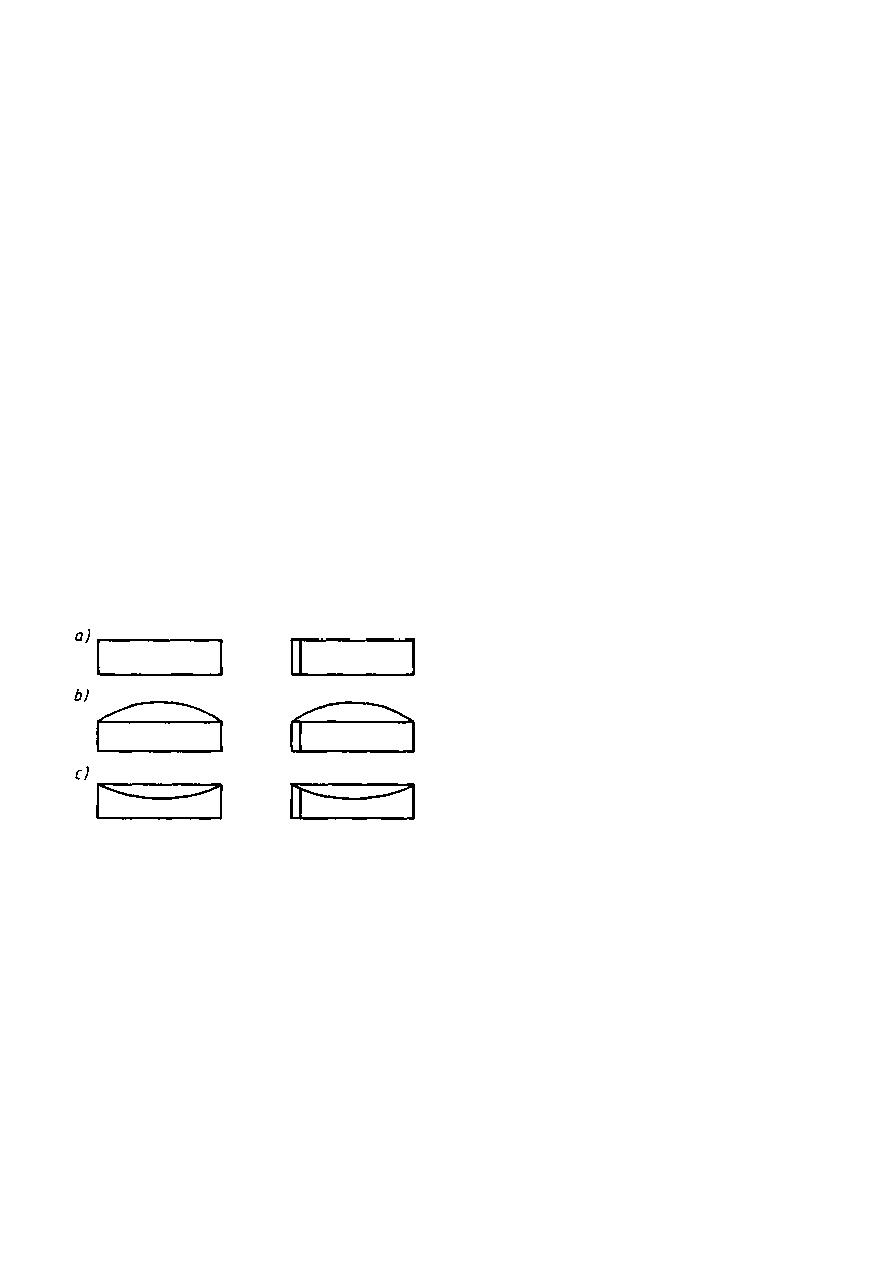
Rys. 2.8. Dna płaskie: a) bez wyoblenia, b) z wyobleniem, c) użebrowane
Rys. 2.9. Pokrywy: a) płaskie, b) sferyczne, c) elipsoidalne, d) półkuliste
przyłączenia rurociągów oraz wprowadzenia i przyłączenia do aparatu elementów
roboczych i pomiarowych. Króćce w aparatach odlewanych są wykonywane łącznie
z korpusem. Otwory do mocowania króćców osłabiają ścianki aparatu i połączenia
takie muszą być często wzmacniane. W połączeniach rozłącznych króćce są
zaopatrzone w kołnierze. Długość króćca powinna być możliwie mała,
wystarczająca jednak dla swobodnego mocowania śrub dociskających kołnierz
króćca do kołnierza rury lub innego elementu aparatu. Króćce do odprowadzenia
cieczy z aparatu i całkowitego jego opróżnienia są zwykle umieszczone w dnie,
ścianie bocznej lub króciec stanowi tzw. syfon.
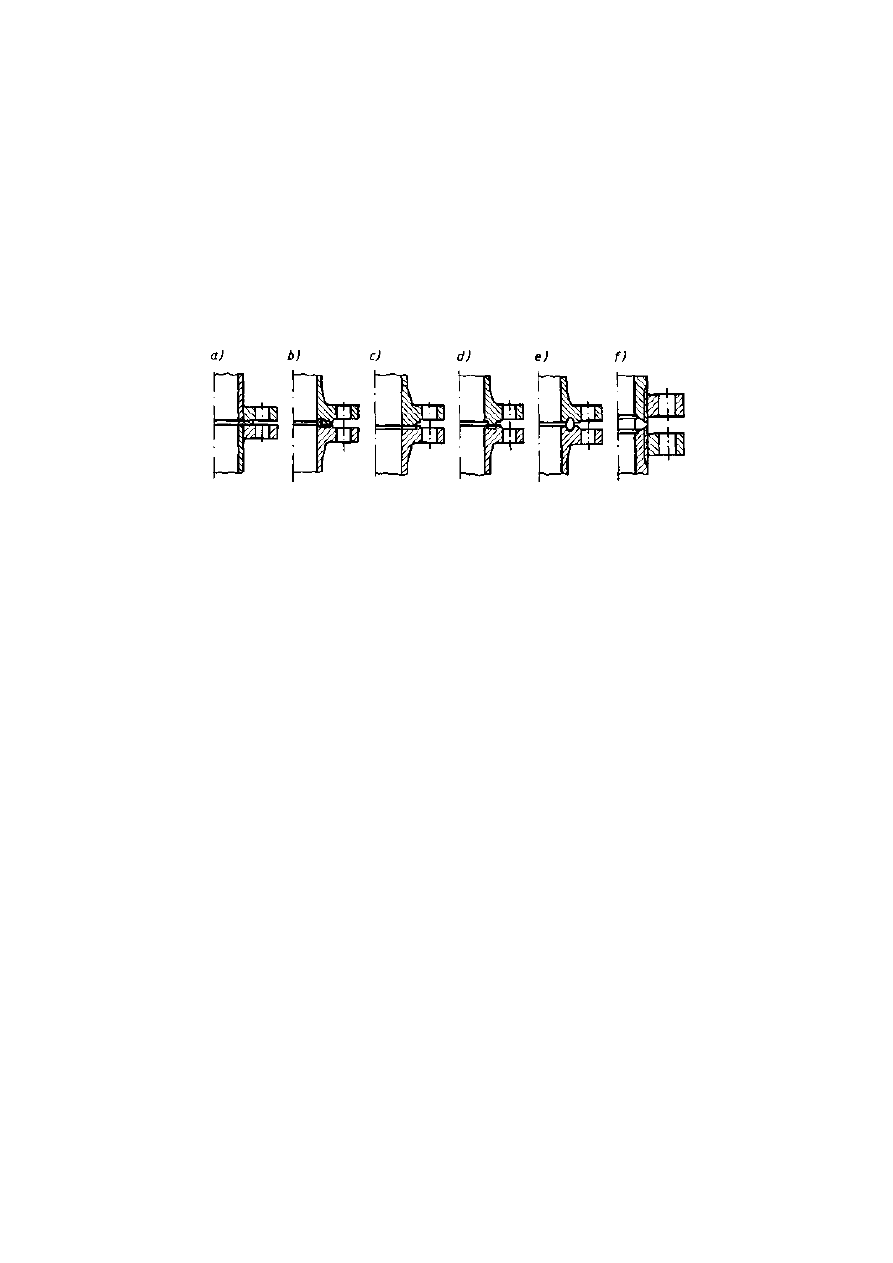
Rys. 2 . 1 1 . Kołnierze: a) płaski, b) płaski z rowkami, c) wpust i wypust, d) rowek i występ, e) z
pierścieniem szlifowanym, f) z uszczelnieniem soczewkowym
Kołnierze i połączenia kołnierzowe (rys. 2.11) , służą do rozłącznego po-
łączenia oddzielnych części aparatu, łączenia rur z aparatem i odcinków rur z
sobą, aparatu z przyrządami pomiarowo—kontrolnymi i z innymi urządzeniami, jak
zawory, zasuwy, pompy i in. Ponadto służą jako elementy do mocowania pokryw
włazów i luków, a także jako połączenia oddzielnych części aparatów—korpusów,
jeśli mają one znaczną wysokość. Szczelność zapewnia uszczelka umieszczona i
ściśnięta pomiędzy powierzchniami czołowymi kołnierza. Uszczelki są
wykonywane z różnych materiałów niemetalowych i metali, co zależy od ciśnienia,
temperatury i właściwości substancji znajdujących się w aparacie lub w przewodzie
(rurociągu). Oprócz kołnierzy połączonych na stałe z króćcem lub płaszczem, są
również stosowane kołnierze luźne, stosowane gdy ciśnienie < 20 MPa.
Technologia wykonania kołnierzy zależy od rodzaju materiału, konstrukcji, sposobu
połączenia z aparatem i ciśnienia wewnętrznego. W aparaturze spawanej niskiego
ciśnienia p
n
< 1,6 MPa kołnierze są przyspawane lub odlewane łącznie bądź z
korpusem aparatu, bądź z innymi jego elementami. Kołnierze są tu łączone za
pośrednictwem śrub lub niekiedy tzw. szpilek, zwykle w wykonaniu standardowym.
Średnica śrub łączących i odległość między nimi (podziałka) są znormalizowane.
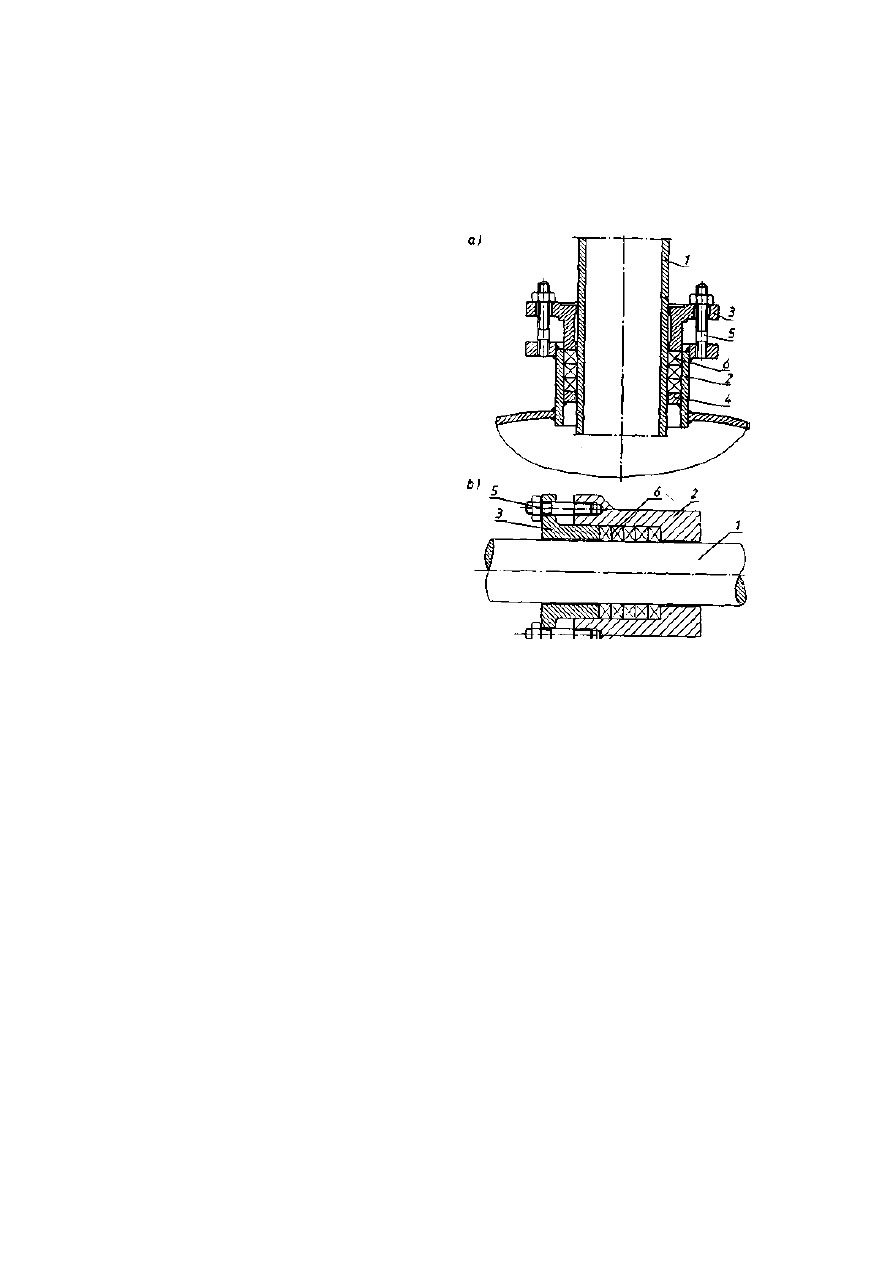
Uszczelnienie przejść rurowych i obracających się wałów odbywa się m. in. za
pośrednictwem dławnic (rys. 2.12). Zasadniczymi częściami takiego uszczelnienia
są korpus dławnicy, tuleja dociskowa i szczeliwo. Jako szczeliwo stosuje się wiele
materiałów włóknistych, nasyconych olejami naturalnymi lub syntetycznymi,
woskiem, grafitem, gumą i in. W warunkach wysokiego ciśnienia i temperatury, do
uszczelnienia obracających się wałów są stosowane uszczel-
20
nienia pierścieniowe, wykonane z materiałów o małym współczynniku tarcia, takie
jak miękkie metale, grafit lub tworzywa sztuczne.
W aparatach zamkniętych o średnicy większej niż 0,8 m są wykonywane
włazy, umożliwiające wejście do środka aparatu w celu jego kontroli, okresowego
oczyszczenia, przeglądu i remontów
wnętrza.
Do obserwacji przebiegu procesu w
aparatach zamkniętych służą tzw.
wzierniki, stanowiące otwory w ścianie
aparatu z kołnierzami, pomiędzy którymi
jest umieszczona profilowana płyta
szklana, odpowiednio uszczelniona z
kołnierzem. W celu polepszenia
widoczności wzierniki są podświetlane.
W aparatach typu zbiornikowego, do
obserwacji poziomu cieczy są instalowane
wskaźniki poziomu, zwane
cieczowskazami (wodowskazami),
działające na zasadzie naczyń połączonych.
W podwyższonym ciśnieniu są stosowane
cieczowskazy płaskie, z tzw. szkłem
refleksyjnym z drobnymi nacięciami
rowkowymi, dzięki czemu uzyskuje się
wyraźny obraz poziomu cieczy.
Aparaty ustawiane są na funda-
mentach lub specjalnych konstrukcjach
nośnych, podporach. Aparaty pionowe z
płaskim dnem ustawia się bezpośrednio na fundamentach. Kształt podpory zależy
od ciężaru aparatu, kształtu i wysokości. Podpory aparatów poziomych
cylindrycznych, stojące na fundamentach, mają kształt siodła obejmującego nie
mniej niż 2/3 obwodu aparatu.
2.4. RUROCIĄGI I ARMATURA
W przemyśle chemicznym, rurociągi są nieodłączną częścią instalacji tech-
nologicznej i stanowią ok. 30% jej kosztu. Od ich sprawności w znacznej mierze
zależy ciągłość pracy instalacji, jakość produktów i warunki pracy. Rurociągami
przesyła się substancje o różnych właściwościach fizykochemicznych, np. gazy,
ciecze, ciekłe polimery, materiały stałe sypkie, mieszaniny wielofazowe.
Temperatura tych substancji może wynosić od ujemnej (minusowej) do bardzo
wysokiej, ciśnienie natomiast zmienia się od próżni do kilkudziesięciu
21
Rys. 2.12. Dławnice: a) do rur, b) do wałków, l
— rura (wałek), 2 — króciec (obudowa), 3 —
tuleja dociskowa, 4 — pierścień oporowy, 5
— śruby (szpilki), 6 — szczeliwo

megapaskali. Substancje te mogą być obojętne chemicznie, kwaśne lub zasadowe,
gorące i wybuchowe, zestalające się i wydzielające osady, wybuchowe i
toksyczne — niebezpieczne dla zdrowia. Wykonuje się je ze stali węglowych i
stopowych, żeliwa, miedzi i jej stopów, aluminium, ołowiu, szkła i ceramiki, gumy,
tworzyw sztucznych, grafitu i in. Na rurociąg działa ciśnienie, pod którym znajduje
się przepływająca substancja, obciążenie wynikające z ciężaru własnego i
armatury, masy transportowanej substancji, naprężeń wynikających ze zmian
temperatury.
Zarówno produkcja rur, jak i innych elementów związanych z rurociągiem jest
znormalizowana. Obejmuje to łączenie części rurociągu, podawanie i odbiór
substancji, regulację przepływu. Te dodatkowe elementy noszą nazwę armatury.
W normalizacji brane są pod uwagę ciśnienie, temperatura i materiał
konstrukcyjny. Znormalizowane są średnice wewnętrzne rur od l do 4000 mm
mimo różnej grubości ścianek. Nie odnosi się to jednak do materiałów
niemetalowych stosowanych do niewysokich temperatur. Rury wykonuje się bez
szwu — walcowane lub ciągnione, ze szwem — zgrzewane lub spawane. Rury
łączy się z sobą i armaturą nierozłącznie lub rozłącznie. Do pierwszych należy
spawanie, zgrzewanie, roztłaczanie i sklejanie, do drugich natomiast połączenia
gwintowe, kołnierzowe i kielichowe. Wybór typu połączenia zależy od materiału
łączonych części, rodzaju przesyłanej substancji, częstości rozłączeń, temperatury
i ciśnienia, zagrożenia wybuchowego i pożarowego. Najbardziej są
rozpowszechnione połączenia kołnierzowe gładkie na powierzchni czołowej lub
wpustowe, w celu uzyskania wysokiej szczelności. Dobór średnicy rur odpowiada
najmniejszej możliwej średnicy podczas przepływu swobodnego i grawitacyjnego i
ekonomicznej
średnicy rurociągu podczas przesyłania urządzeniami
wymuszającymi przepływ, takimi jak pompy, sprężarki. Typowe prędkości liniowe
stosowane do doboru średnicy rurociągów odpowiadają m. in. podczas
przesyłania cieczy o zwykłej lepkości zbliżonej do wody — 1-3 m/s, gazów i par
— 15-30 m/s, pary wysokociśnieniowej o ciśnieniu > 0,8 MPa, — 30-60 m/s.
Naprężenia termiczne są czynnikiem, który w największym stopniu musi być
brany pod uwagę podczas projektowania sieci rurociągów. Naprężenia te są
niwelowane za pomocą odpowiednich kompensatorów. Samokompensację
zapewnia się poprzez umocowanie rurociągu pod kątem lub tak, by poszczególne
odcinki miały swobodę wydłużeń. Rurociągi są montowane lub układane na
oporach (podporach). Odstęp podpór zależy od średnicy i materiału rury, a także
ciężaru rurociągu wraz z transportowaną substancją. Dla rur stalowych o średnicy
do 250 mm odległość podpór wynosi 3-6 m. Rurociągi podpierane lub
podwieszane na tzw. estakadach są mocowane w specjalnych uchwytach
(obejmach) metalowych. Rurociągi izoluje się m. in. w celu zapobieżenia stratom
ciepła. Jako materiały izolacyjne są stosowane: wełna mineralna, tworzywa
sztuczne, pumeks, magnezyt i inne, owijane taśmą lub arkuszami blachy. W
przypadkach specjalnych rurociągi są ogrzewane wodą, parą lub innymi
nośnikami ciepła za pośrednictwem płaszczy lub elektrycznie (oporowo).
22
Wszystkie rurociągi, z wyjątkiem niemetalowych, maluje się zarówno w celu
ochrony przed korozją, jak i w celach informacyjnych, dla ułatwienia eksploatacji i
bezpieczeństwa. Odpowiednim przesyłanym substancjom odpowiadają
następujące kolory: azot — czarny, amoniak — żółty, woda — zielony, wodór —
ciemnozielony, para wodna nasycona — czerwony, próżnia — biały, powietrze
sprężone — szary.
Na rurociągach i aparatach, jak już wspomniano, jest instalowana armatura
tzw. zaporowa służąca bądź do otwierania lub zamykania przekroju, bądź
regulacji strumienia przepływu. Regulacja ta może odbywać się ręcznie lub
automatycznie (elektrycznie), pneumatycznie lub hydraulicznie. Konstrukcja i
materiał armatury zależą od wielkości strumienia przepływu, właściwości
fizykochemicznych przesyłanych substancji oraz temperatury i ciśnienia. Zasad-
nicze typy zaworów to: krany (kurki), zawory — grzybkowe (talerzowe), kulowe,
membranowe, motylkowe, zasuwy.
Krany i kurki mają dobrze dotarte powierzchnie, zawory kulowe natomiast
dobrze wykonane powierzchnie robocze. Zaletą ich jest możliwość szybkiego
otwarcia i zamknięcia przekroju. Mało przydatne są natomiast do regulacji
przepływu, gdyż przekrój przelotowy zmienia się nierównomiernie. Są one
stosowane na przewodach: powietrza sprężonego, próżni, przesyłania cieczy pod
ciśnienieniem do 1,0 MPa.
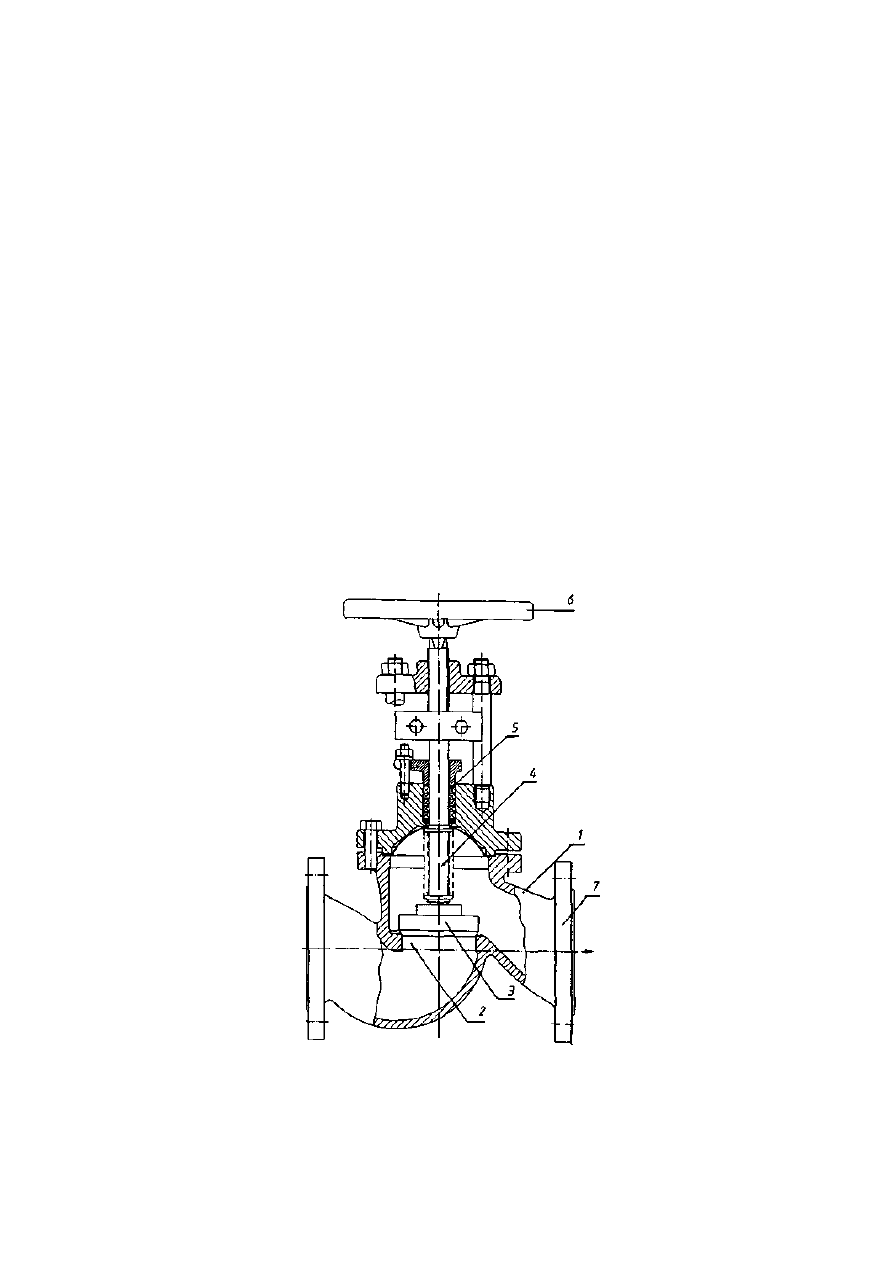
Rys. 2.13. Zawór grzybkowy: l — korpus zaworu, 2 — siedzenie grzybka, 3 — grzybek, 4
— trzpień, 5 — dławnica, 6 — pokrętło, 7 — kołnierz
23
Zawory grzybkowe (talerzowe) są najbardziej rozpowszechnionym typem
armatury, montowanym na rurociągach ciepłej i zimnej wody, pary i kondensatu,
sprężonego powietrza oraz innych cieczy i gazów, a także ich mieszanin. Zawór
stanowi zwykle korpus odlewany, podzielony na dwie części (rys. 2.13). W
korpusie znajduje się gniazdo, trzpień gwintowany zakończony grzybkiem lub
talerzem, które służą do zamykania gniazda poprzez obrót pokrętła. Przejście
trzpienia przez korpus jest uszczelnione dławicą lub innym sposobem. Zawory
wyparły krany przy średnicach rur > 80 mm i p
n
> 1,6 MPa. Zawory są również
stosowane do regulacji przepływu, lecz charakteryzują się większymi oporami
przepływu niż krany.
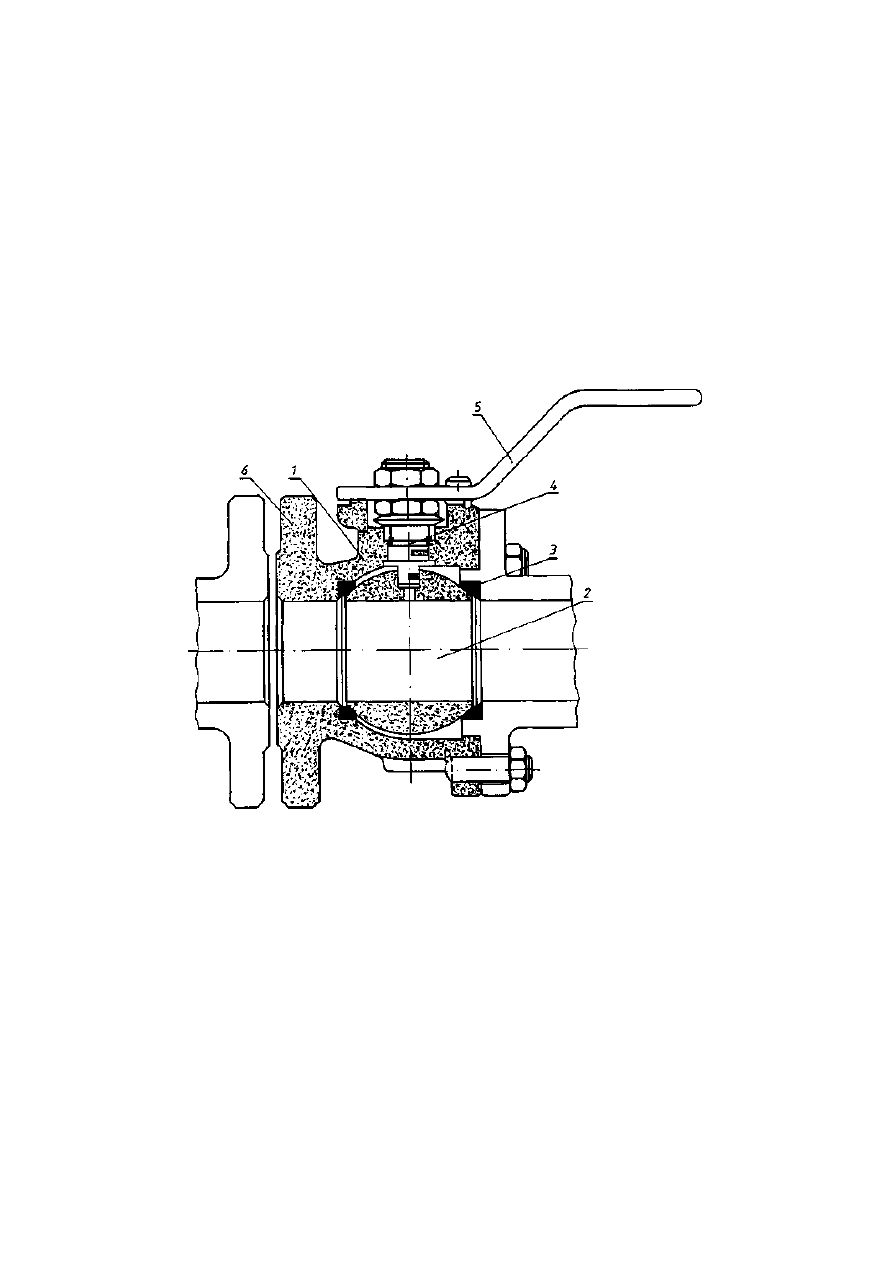
Rys. 2.14. Zawór kulowy: l — korpus, 2 - perforowana kula, 3 - uszczelnienie, 4 — trzpień,
5 — dźwignia, 6 — kołnierz
Zawory kulowe (rys. 2.14) mają element zaporowy w postaci kuli, w której
znajduje się cylindryczny kanał przelotowy. Powierzchnia boczna kuli, bardzo
gładka, jest zwykle uszczelniona za pomocą pierścienia teflonowego, podobnie
jak trzpień zakończony dźwignią lub pokrętłem. Zawory kulowe niejednokrotnie
wyparły krany i kurki. Zawory w wymienionych konstrukcjach nie są przydatne
jako elementy zaporowe dla strumieni zawiesin. W takim przypadku są stosowane
zawory membranowe (rys. 2.15), z elastyczną membraną; poprzez jej deformację
(ściskanie) zmienia się przekrój przepływu. Do regulacji przepływu gazów i
oparów są stosowane zawory motylkowe (rys. 2.16).
24
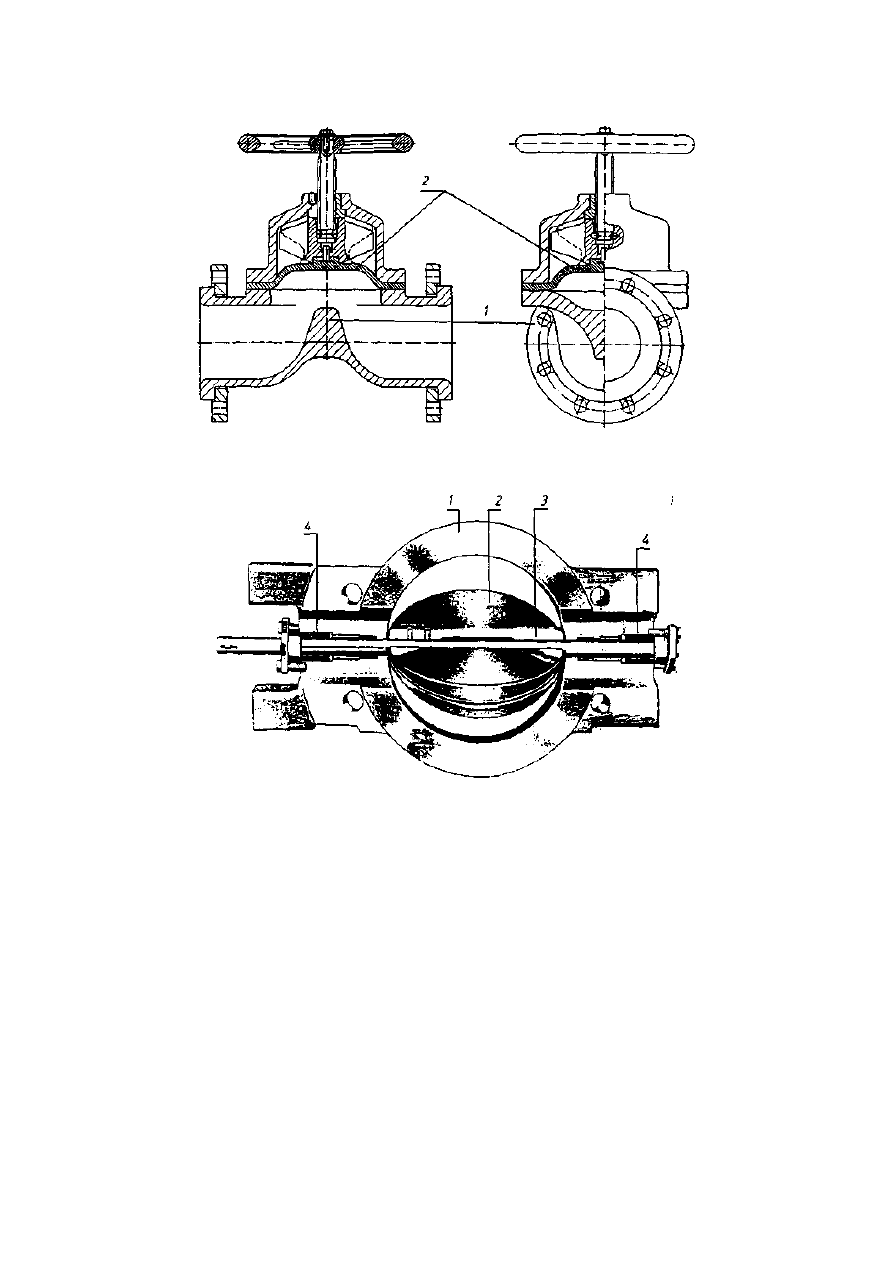
Rys. 2.16. Zawór motylkowy: l - korpus (obudowa), 2 - dysk obrotowy w zakresie 0±90°, 3 —
trzpień-walek, 4 — uszczelnienie dławicowe
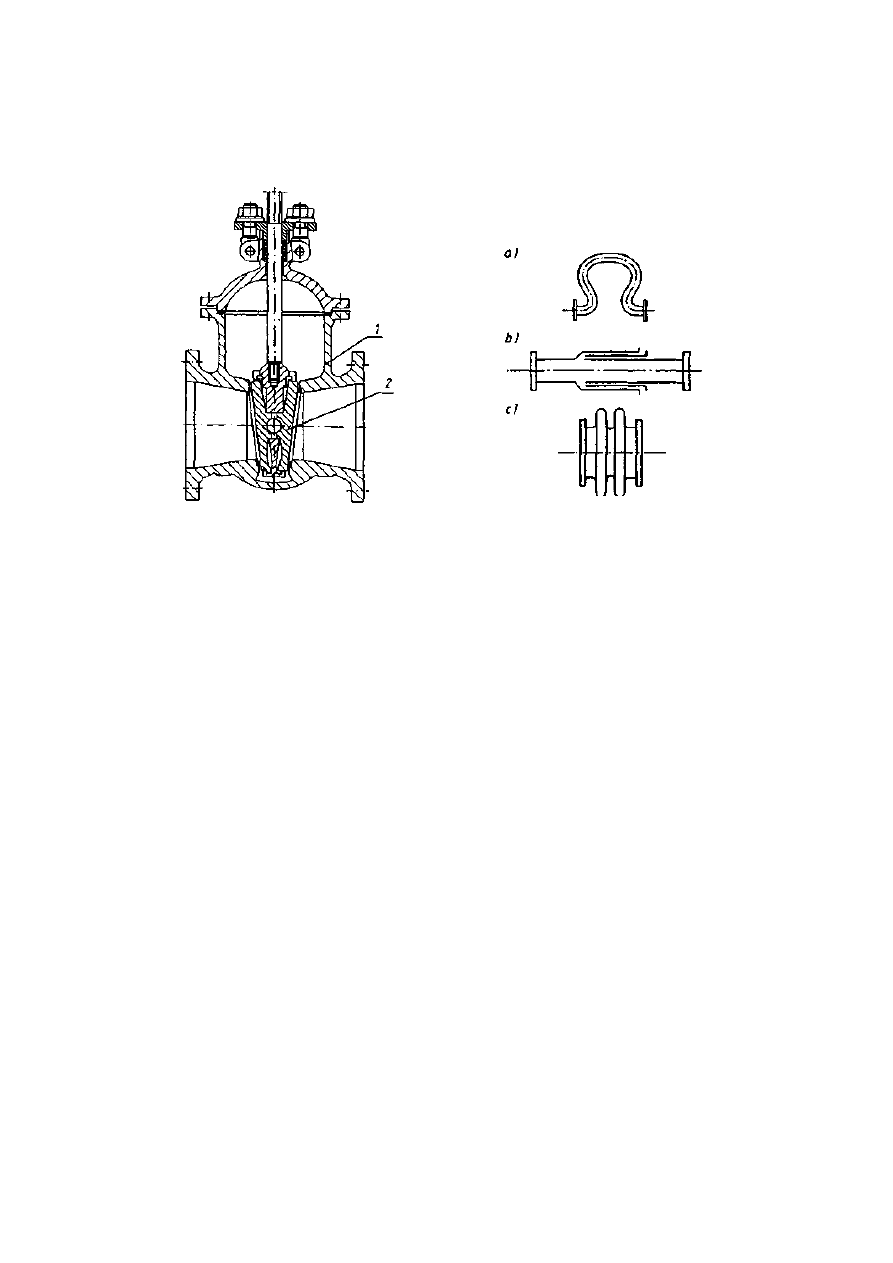
Zasuwy mają element otwierająco-zamykający w formie klina, umieszczony w
klinowym gnieździe korpusu (rys. 2.17). Powierzchnia boczna klina i gniazda są
dopasowane do siebie (szlifowane). Zasuwy są zwykle stosowane na rurociągach
o średnicy > 50 mm jako armatura zaporowa i regulacyjna podczas przesyłania
gorącej i chłodnej wody, sprężonego powietrza, produktów naftowych i in.
Ponadto wyróżnia się zawory specjalne, do których należą: zawory zwrotne —
umożliwiające przepływ płynu tylko w jedną stronę, zawory redukcyjne —
służące do obniżenia ciśnienia i podtrzymania ciśnienia w aparaturze (rurociągu)
niezależnie od zmian w źródle zasilania, zawory bezpieczeństwa —
zabezpieczające aparaturę procesową przed wzrostem ciśnienia powyżej wartości
dopuszczalnych. W razie wzrostu ciśnienia ponad dopusz-
25
Rys. 2.15. Zawór membranowy: l - korpus, 2 — membrana
czalną granicę następuje odpływ (upust) części płynu do zbiornika lub kanału
spustowego.
Rys. 2.17. Zasuwa: l - korpus,
2 - klin suwliwy
Rys. 2.18. Kompesatory wydłu-
żeń termicznych: a) lirowy,
b) dławicowy, c) membranowy
(soczewkowy)
Jako materiał konstrukcyjny zaworów są stosowane tworzywa metalowe i
niemetalowe. Od pewnego czasu zawory wykonywane są również z materiałów
ceramicznych, z racji ich odporności na erozję w środowisku korozyjnym, gdy
klasyczne materiały zawodzą. W skład tych materiałów wchodzą: aluminium,
cyrkon, azotek krzemu i węglik krzemu.
Kompesatory wydłużeń termicznych (rys. 2.18), w aparaturze procesowej i
na rurociągach są stosowane wówczas, gdy wzdłuż drogi przepływu substancji
istnieje gradient temperatury, elementy instalacji procesowej przenoszące duży
strumień ciepła są mocowane na sztywno, a także wtedy, gdy części aparatury są
wykonane z różnych materiałów konstrukcyjnych. Ich zadaniem jest zapobieżenie
bądź naprężeniom termicznym, niszczącym szczelność połączeń aparatu lub
rurociągu, bądź zniszczeniu konstrukcji.
Garnki kondensacyjne stanowią samoczynnie działające zawory, otwierające
się w obecności kondensatu (lub niekondensujących gazów) i zamykające się w
obecności pary (rozdz. 14).
Na schemacie technologicznym rurociągi i armatura stanowią połączenia
głównych i pomocniczych aparatów instalacji procesowej. Projektowanie układu
rurociągów i specyfikacja układu pomiarowo-kontrolnego są zazwyczaj
wykonywane przez wyspecjalizowane zespoły, firmy projektowe. Rurociągi są
oznaczane jako linie ciągłe o małej grubości i są numerowane. W opisie jest
podawany rozmiar rur i materiał konstrukcyjny, położenie i dane techniczne
zaworów — typ i rozmiar oraz wyposażenie.
26

LITERATURA
[ 1 ] BN-82/2203-01, Zbiorniki i aparaty stalowe spawane ciśnieniowe. Wytyczne projektowania
i wykonania oraz badania odbiorcze. [2] BN-68/2230-01, Aparaty typu kolumnowego. Wytyczne
projektowania, wykonania i badania
przy odbiorze.
[3]
ΤΓΤΖΕ
H., WlLKE H.-P., Elemente des Apparatebaues. Springer Verlag, Berlin 1992. [4] ESCORE
A.K., Mechanical Design of Process Systems. Vol. 2, Gulf Publ. Comp Houston
1986.

3. MATERIAŁY KONSTRUKCYJNE
3.1. WPROWADZENIE
Natura procesów chemicznych ι związane z tym często agresywne chemicznie
środowisko, wysoka temperatura i ciśnienie mają istotny wpływ na rodzaj
materiału konstrukcyjnego stosowanego do budowy aparatury procesowej i jej
wyposażenia. Dobór właściwego materiału jest zagadnieniem bardzo istotnym i
jednocześnie złożonym. Najprościej byłoby dobrać najlepszy materiał do naj-
gorszych warunków. Jest to jednak rozwiązanie najdroższe i nie zawsze najlepsze
dla środowiska procesu. Prostej metody nie ma. Biorąc pod uwagę postępy w
technologii wytwarzania nowych tworzyw konstrukcyjnych i zapobieganiu korozji
oraz warunki prowadzenia procesów, w grę wchodzić mogą setki materiałów. By
dobrać właściwy materiał do określonych warunków procesu chemicznego i
wytrzymałościowych należy rozważyć wiele czynników. Dobrany materiał
powinien spełniać określone wymagania przez okres eksploatacji przy
minimalnych kosztach. Najistotniejszymi właściwościami są następujące:
1. Wytrzymałość na rozciąganie i ściskanie oraz twardość.
2. Określone właściwości w wysokiej i niskiej temperaturze.
3. Odporność korozyjna.
4. Właściwości specjalne.
5. Wytwarzanie i dostępność.
6. Koszt.
Warunki procesów chemicznych — agresywne chemicznie środowisko, wy-
sokie temperatura i ciśnienie — drastycznie przyspieszają korozję. Ogólnie
twierdzi się, że w takim środowisku szybkość korozji podwaja się podczas
każdego wzrostu temperatury o 10 stopni.
Jest wiele zasad postępowania umożliwiających racjonalny wybór materiału
konstrukcyjnego [4], do których należą m. in.:
1. Analiza procesu i poznanie mechanizmu korozji w jego środowisku.
2. Konsultacje z ekspertem.
3. Wykonanie testów doświadczalnych.
4. Analiza ekonomiczna materiałów proponowanych do zastosowania. Ogólnie,
materiały stosowane w budowie aparatury chemicznej i procesowej dzieli się na
metalowe i niemetalowe.
28
3.2. MATERIAŁY METALOWE I ICH STOPY
Pośród materiałów metalowych wyróżnia się przede wszystkim stale, których
klasyfikacja ogólna jest przedstawiona w normie PN-57/H-01000.
Stal stanowi stop żelaza z węglem i ewentualnie z innymi pierwiastkami o
zawartości węgla do 2%. Gatunek stali jest określony składem chemicznym i
dodatkowo, jeśli to konieczne, właściwościami wytrzymałościowymi, chemicznymi i
fizycznymi. Stale ogólnie dzieli się na węglowe i stopowe.
Stal węglowa (niestopowa) obejmuje gatunki, w których najmniejsze za-
wartości pierwiastków stopowych nie przekraczają następujących wartości (w
%): Mn — 0,8, Si — 0,4, Ni — 0,3, Cr — 0,3, W — 0,2, Co' — O,2, Cu — 0,2, Al
— 0,1, Mo — 0,05, V — 0,05, Ti — 0,05 i nie zawierają one innych, celowo
dodanych składników. Stale te dzieli się na niskowęglowe (do 0,25% C),
średniowęglowe (0,25-0,6% C) i wysokowęglowe (> 0,6% C).
Stal jest określana mianem stopowej wtedy gdy zawartość chociażby jednego z
wymienionych pierwiastków jest równa lub większa od podanych. Stale te dzieli
się na nisko- i wysokostopowe. Przeważnie jednak dzieli się je na grupy, w
zależności od dominującego udziału pierwiastka stopowego, np. stale chro-
mowe, niklowe, manganowe, chromowo-niklowe, niklowo-chromowo-molibde-
nowe i in.
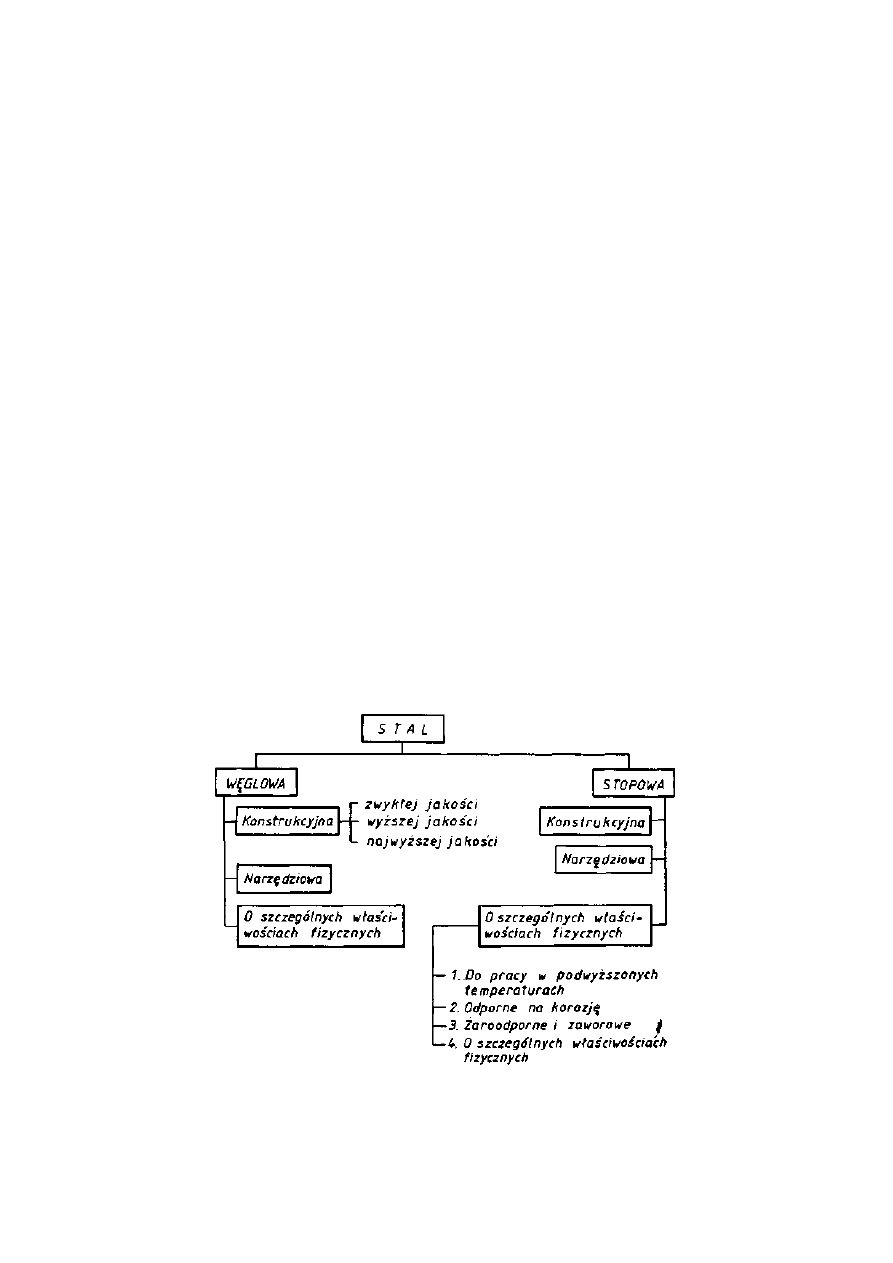
Gatunki stali dzieli się ponadto na grupy na podstawie składu chemicznego,
stopnia czystości, sposobu wytwarzania, przeznaczenia i in. Schemat podziału
stali, z uwzględnieniem gatunków istotnych dla przemysłu chemicznego i prze-
twórczego, przedstawia rys. 3.1.
29
Rys. 3.1. Schemat podziatu gatunków stali

W grupie stali węglowych konstrukcyjnych zwykłej jakości wyróżnia się
następujące gatunki:
1. O określonej wytrzymałości, oznaczane symbolem St oraz liczbą określającą
numer kolejny gatunku, świadczący o wytrzymałości na rozrywanie, np. StO-314-
540 N/mm
2
, St7-687-h834 N/mm
2
.
2. O określonym składzie chemicznym, oznaczane symbolem MSt oraz liczbą
określającą numer kolejny gatunku, np. MStO-MSt7.
3. O określonej wytrzymałości i składzie chemicznym, oznaczane wymie-
nionymi symbolami z dodatkowymi literami, umieszczonymi z prawej strony
określającymi szczególne jej właściwości, jak np. strukturę metalograficzną
MSt3X, spawalność St2S i in.
Stale węglowe konstrukcyjne wyższej jakości są oznaczane liczbą dwucyf-
rową, określającą średnią zawartość węgla w setnych częściach procenta.
Dodatkowe oznaczenia z prawej strony określają szczególne właściwości i pod-
wyższoną zawartość metali, np. 55, 40 lub 15G, 60G, 0,5X.
Pierwiastki stopowe w stali są oznaczane znakami literowymi: G — mangan,
H — chrom, J — glin, K — kobalt, M — molibden, N — nikiel, Nb — niob, S —
krzem, T — tytan, V — wanad, W — wolfram.
Spośród stali stopowych w budowie aparatury procesowej największe za-
stosowanie znajdują stale o szczególnych właściwościach, w tym odporne na
korozję. Wyróżnia się w tym stale nierdzewne i kwasoodporne. Kluczową rolę w
omawianych stalach odgrywają chrom, nikiel i molibden. W zasadzie pierwiastki
te określają strukturę, właściwości mechaniczne i odporność korozyjną stali.
Pewne właściwości mogą być również polepszane lub modyfikowane przez
dodatek małej ilości innych pierwiastków. Według budowy strukturalnej stale
nierdzewne i kwasoodporne klasyfikuje się na: austeniczne, ferrytowe,
podwójne (duplex — mieszanina austenitu i ferrytu), martenzytowe. Dodatkowa
klasyfikacja może być oparta na sposobie wytwarzania.
Stale nierdzewne — to zasadniczo stale chromowe z minimalną zawartością
chromu (12%), przy czym odporność na korozję zwiększa się wraz ze wzrostem
zawartości chromu. Nierdzewność zależy również od zawartości węgla; im
zawartość jego jest mniejsza, tym większa odporność stali na korozję. Stale
nierdzewne nie są odporne na działanie większości kwasów nieorganicznych,
stężonych roztworów kwasów organicznych i soli kwaśnych.
Stale kwasoodporne są odporne na działanie kwasów organicznych i więk-
szości nieorganicznych, z wyjątkiem kwasów solnego (HC1) i siarkowego
(H
2
SO
4
). Są to zasadniczo stale chromowo-niklowe o zawartości chromu (H) 17-
20%, niklu (N) 8-14% i możliwie najmniejszej zawartości węgla (C). Dodatki
innych pierwiastków stopowych, jak: tytanu, molibdenu, wolframu, niobu i in.
modyfikują właściwości i zwiększają odporność korozyjną stali na działanie
szczególnego środowiska.
30

Gatunki stali nierdzewnych i kwasoodpornych są oznaczane zestawem symboli
literowych pierwiastków stopowych i ich procentową zawartością, wyrażoną w
liczbach całkowitych. Gdy gatunki różnią się zawartością węgla, wówczas jest to
oznaczane na początku symbolu, np.
OH13, maksymalna zawartość węgla 0,08%, chromu 13%,
OH13J, C
max
= 0,08%, Cr = 13%, Al = 0,10%,
2H17N2, C
śr
= 0,2, Cr = 17%, Ni = 2%,
H18N10MT, C = 0,1, Cr = 18, Ni = 10%, Mo = 1%, Ti = 1%.
Stale żaroodporne w wysokiej temperaturze odznaczają się dobrymi właś-
ciwościami mechanicznymi i odpornością korozyjną na działanie gazów spali-
nowych. Są to zasadniczo stale chromowo-niklowe o zawartości węgla C =
_0,1-0,4%; chromu Cr = 13-30%; niklu Ni = 1-20%. W celu zwiększenia
wytrzymałości jest dodawany molibden w ilości 0,5-1,0% lub wolfram do ok. 2%.
Żaroodporność stal zawdzięcza obecności chromu, który przeciwdziała jej
utlenianiu i polepsza się wraz ze wzrostem jego zawartości. Obecność niklu
podnosi wytrzymałość i sprzyja tworzeniu się struktury austenicznej stali. Sto-
sowane ponadto dodatki, jak krzem (do 3%), glin (do 5%) podnoszą odporność na
utlenianie. Temperatura robocza graniczna stali odpowiada 1100-1400 K, gdy
zawartość chromu wynosi 25-30%.
Do stali stopowych o szczególnych właściwościach fizycznych zalicza się m.
in.:
Inwar, zawierający C = 0,3%; Cr = 0,2%; Ni = 37%; charakteryzujący się w
zakresie temperatur 223-373 K współczynnikiem rozszerzalności liniowej
zbliżonym do zera,
Platynit, stal o zawartości niklu ok. 44%, charakteryzująca się małym współ-
czynnikiem rozszerzalności liniowej, zbliżonym do szkła,
Elinwar, stal o małym module sprężystości, stosowana do wyrobu sprężyn.
Do grupy tej zalicza się również stale o specjalnych właściwościach cieplnych,
magnetycznych, mechanicznych, m. in. odporne na ścieranie i uderzenie.
Pozostałe gatunki stali, przedstawione schematycznie na rys. 3.1, znajdują
mniejsze zastosowanie w budowie aparatury chemicznej i procesowej. Informacje o
tego rodzaju stalach są zawarte w opracowaniach [1], [2].
Dobór właściwej stali kwasoodpornej dla środowiska o wysokiej agresywności,
z racji dużej liczby materiałów i szybkiego postępu w inżynierii materiałowej jest
dość skomplikowany, jeśli weźmie się pod uwagę wymienione wcześniej czynniki
[3], [4]. Przykładowe zestawienie stali stopowych, stosowanych w środowisku
sody kaustycznej, wodorotlenku sodu (NaOH) przedstawiono w tabl. 3.1.
Wyszczególnione materiały są odporne na działanie roztworu NaOH o stężeniu do
50%, w temperaturze do 375 K. Wymienione materiały nie wyczerpują listy,
możliwych do stosowania w tym przypadku. Wiele innych materiałów, w tym wiele
niemetalowych, znajduje tu również zastosowanie.
31
T a b e l a 3.1
Stopy stosowane w środowisku sody kaustycznej
Skład %
Materiały
Ni
Cr
Fe
Cu
Ti
Nazwa handlowa
Nikiel
99,6
Nikiel 200
Stopy Ni-Cu
67
15
31
Monel 400
Stopy Ni-Cr-Fe
76
15
8
Inkonel 600
32
21
46
Inkoloy 800
Stale kwasoodporne
chromoniklowa
10
18
72
SS304
chromowa
17
83
SS430
chromoniklowa
12
18
70
SS316L
Tytan, gat. 1
99
Tytan Gr 2
Metale nieżelazne i ich stopy są stosowane w szczególnie niekorzystnych
warunkach procesowych i korozyjnych [4].
Miedź posiada dobre przewodnictwo cieplne i elektryczne, odporność na ko-
rozję, łatwość przetwarzania. Ze stopów miedzi stosowany szeroko mosiądz stanowi
stop z cynkiem (5-45%). Dodatki ołowiu, antymonu, glinu polepszają właściwości
antykorozyjne mosiądzu. Brąz stanowi stop miedzi z cyną (2-13%). Jest on
twardszy, o większej wytrzymałości od mosiądzu i bardziej odporny na korozję.
Jest odpowiedni dla warunków redukujących rozpuszczalniki organiczne, w tym
chlorowęglowodory, kwasy organiczne, wodorotlenki do temperatury otoczenia,
wody do stanu wrzenia. Stopy miedzi z niklem, (5-30%) są odporne na korozję w
solance i w wodzie morskiej.
Nikiel i stopy o dużej zawartości niklu zapewniają dużą odporność na korozję
i wytrzymałość w wysokiej temperaturze i są stosowane zarówno do wyrobu
aparatury procesowej w wielu gałęziach przemysłu, jak i wyrobów codziennego
użytku. Spośród wielu wymienić można m. in.: Nickel 200, (o zawartości 99% Ni);
stopy o zaw. 50-99% Ni z miedzią — Monel 400, z chromem — Iconel 600; o
zawartości 30-50% Ni — Incoloy 825, Hastelloy G-3. Stopy niklu z miedzią
charakteryzują się większą odpornością na warunki redukujące niż nikiel i
bardziej niż miedź są odporne na środowisko utleniające. Są odporne na wodę
morską i kwas fluorowodorowy.
Aluminium i jego stopy, w tym z miedzią, 2,5-5,5%; manganem, magnezem
mają dobrą odporność na środowiska utleniające, mieszaniny alkoholi z wodą,
aldehydy, niektóre kwasy organiczne, tłuszcze, oleje, wodę utlenioną,
siarkowodór, > 85% HNO
3
(kwas azotowy) w temperaturze otoczenia. Nie są
odporne na alkalia.
32

Ołów charakteryzuje się dużą ciągliwością, dobrymi właściwościami od-
lewniczymi; może być spawany i lutowany. Jest stosowany do budowy rurociągów
i aparatury odpornej na kwasy i in. Znaczenie mają stopy z antymonem,
cyną i in.
Magnez i jego stopy z aluminium, cynkiem i in. znajdują mniejsze zasto-
sowanie.
Metale trudnotopliwe i ich stopy: wolfram, tytan, tantal, cyrkon, molibden,
niob, beryl, cyrkon mają w wysokiej temperaturze dobrą wytrzymałość mecha-
niczną i odporność w środowiskach korozyjnych i utleniających wobec wielu
agresywnych chemicznie substancji. Ograniczenia w stosowaniu wynikają z ich
wysokiego kosztu.
3.3. MATERIAŁY NIEMETALOWE
Oprócz tworzyw metalowych istotne znaczenie w przemyśle chemicznym i
przetwórczym mają tworzywa niemetalowe, do których należą następujące:
drewno, cegła, granit oraz elastomery współczesne, jak np: polimery, szkło i
ceramika, grafit oraz różnego rodzaju kompozyty tworzyw.
Polimery z racji właściwości antykorozyjnych i małej gęstości są prefero-
wane w wielu konstrukcjach aparatury procesowej jak np.: zbiorniki, zasobniki,
przewody i kanały wentylacyjne, rurociągi, skrubery, zawory, pompy i wiele in.
Zastosowanie znajdują zarówno tworzywa termoplastyczne, jak i termou-
twardzalne. Z powszechnie stosowanych wymienić można: PVC, polietylen,
polipropylen, poliestry, żywice epoksydowe, teflon i wiele innych.
Szkło wytwarzane w wielu gatunkach, m. in. jako borokrzemowe i krzemowe
znajduje zastosowanie w laboratoriach i w przemyśle do wyrobu rur, zbiorników,
aparatów procesowych i tzw. osprzętu. Jest ono odporne na korozję i
naprężenia termiczne i jest przezroczyste. Szkło nie jest odporne na alkalia,
fluorki i fosforany; znajduje zastosowanie jako wykładzina zbiorników reaktorów
stalowych, co zapewnia dużą wytrzymałość i odporność korozyjną, lecz
wymaga ostrożnego obchodzenia się. Gdy jest konieczna większa odporność na
uderzenia, co dotyczy m. in. takich elementów aparatury jak mieszadła, półki,
przelewy, przesypy (wysypy) i inne, wówczas jest stosowane szkło krystalizo-
wane. Włókna szklane, wzmocnione różnego rodzaju tworzywami, są również
stosowane jako kompozyty do wyrobu aparatury procesowej.
Tworzywa ceramiczne są stosowane do wyrobu elementów aparatury w ca-
łości, jako odlewy lub w postaci wykładzin (cegły, płytki, kształtki . Tworzywa te
to cement, kamień, tlenki metali, węgliki metali, azotki. Wyroby ceramiczne mają
dużą odporność na ścieranie i korozję, również w wysokiej temperaturze.
Odporność korozyjną określa zasadniczo skład i budowa fizykochemiczna
ceramiki.
33

Grafit, jako tworzywo konstrukcyjne i wykładzina, znajduje zastosowanie
wtedy, gdy jest wymagana duża odporność.korozyjna w wysokiej temperaturze, w
dobrej przewodności cieplnej. Wytwarzane są również kompozyty grafitu z innymi
materiałami ceramicznymi w różnych zastosowaniach, także grafit jest
impregnowany, np. odporną chemicznie gumą i innymi tworzywami.
Materiały kompozytowe w przemyśle chemicznym są stosowane już od wielu
lat do wyrobu rurociągów i zbiorników dla wysokokorozyjnych cieczy i gazów, a
także: kolumn, wymienników ciepła, pomp, wentylatorów i wielu innych. Szerokie
ich rozpowszechnienie wynika głównie z dużej odporności korozyjnej, a także
zdolności do stosunkowo prostego modyfikowania ich właściwości przez różnego
rodzaju dodatki zmieniające, np. właściwości termo-izolacyjne, palne i inne.
Rodzaj żywicy, określany jako tzw. matryca, oraz włókna i jego orientacja, tj.
usytuowanie przestrzenne, dają duże możliwości kombinacji w projektowaniu
kompozytów. Kompozyty dzielą się na rozproszone (nieciągłe) i ciągłe. Jako
matryce są stosowane trzy grupy żywic:
— estry winylowe, charakteryzujące się wysoką odpornością korozyjną,
— nienasycone poliestry,
— żywice epoksydowe.
Najczęściej stosowanym kompozytem wzmacniającym są włókna szklane
glinoborokrzemowe, magnezoglinoborokrzemowe i specjalne dla warunków
korozyjnych. Dla środowiska kwasu HF są stosowane włókna węglowe (grafi-
towe). W innych przypadkach są stosowane również włókna aramidowe, poli-
estrowe, polietylenowe i inne. Prócz tego są stosowane dodatki modyfikujące
właściwości elektryczne, palność, izolacyjność (hałas). Dobór odpowiednich
materiałów kompozytowych do budowy aparatury procesowej wymaga, podobnie
jak w materiałach metalowych, szczegółowej analizy, związanej ze specyfiką jego
zastosowania, która obejmuje:
— oddziaływanie chemiczne środowiska,
— minimum i maksimum stężenia substancji,
— zakres pH w układzie,
— temperaturę pracy i zakres temperatur,
— możliwość erozji (ścierania) i uwarunkowania mieszania,
— odporność termiczną i palną,
— wymagania izolacji termicznej.
Do ochrony przed korozją w środowisku procesu, w aparacie procesowym, jak
i przed korozją atmosferyczną, zwłaszcza stali węglowych, są często stosowane
powłoki ochronne z szerokiego zakresu farb i lakierów, opartych w dużym stopniu
na żywicach organicznych i silikonowych. Dobór pokryć wymaga analizy wielu
czynników, m. in. adhezji do podłoża, odporności korozyjno-chemicznej, giętkości,
twardości, stabilności temperatury, odporności na wilgoć, stabilności koloru,
żywotności itp. Odporność pokryć organicznych nie przekracza zwykle 420 K. Do
pokryć odpornych na wysokie temperatury są zwykle stosowane farby i pokrycia
silikonowe.
34

Odporność korozyjna wyznacza trwałość instalacji procesowej, o czym de-
cyduje się właściwie na etapie projektowania elementów aparatury i sposobu
prowadzenia procesu. Korozja może być wywołana i zachodzić według różnych
mechanizmów [3]. Korozja metali ma zwykle naturę elektrochemiczną.
LITERATURA
[1] CHUDZIKIEWICZ R.,
PROWANS
S., Materiałoznawstwo dla chemików, Wyd. Politechniki
Szczecińskiej, Szczecin 1990. [2] CiSZEWSKl B.,
PRZETAKIEWICZ
W., Nowoczesne materiały w
technice, Bellona, Warszawa
1993.
[3] Maty poradnik mechanika, Wyd. 18. T. l, WNT, Warszawa 1994.
[4] Ochrona przed korozją, Poradnik, red. J. Czermiński, Wyd. Kom. i Łącz. Warszawa 1986. [5]
DiLLON C.P., Corrosion Control in the Chemical Process Industries, McGraw-Hill, New
York 1986. [6] DeCLERK D.H.,
PATARCITY
A.J., Guidelines for selecting corrosion-resistant
materials,
Chem. Engineering, 1986, Nov. 24, 46-63.

4. MAGAZYNOWANIE CIAŁ STAŁYCH,
CIECZY I GAZÓW
4.1. WPROWADZENIE
Magazynowanie różnego rodzaju substancji stanowi część ciągu technologi-
cznego i wynika z faktu, że dostawy surowców często nie są ciągłe i odbiór
produktów gotowych nie jest natychmiastowy. Magazyny stanowią wyodręb-
nione powierzchnie, pomieszczenia, a także różnego rodzaju pojemniki (zbiorniki)
otwarte lub zamknięte. Pomieszczenia i sposoby magazynowania, a także
czynności z tym związane są dostosowane do właściwości fizykochemicznych
materiałów magazynowanych (przechowywanych, gromadzonych, składowanych).
Rozumie się przy tym, że właściwości te nie ulegają drastycznej zmianie i są
zapewnione warunki bezpieczeństwa materiału i środowiska. Podział sposobów
magazynowania jest związany w największym stopniu ze stanem skupienia
substancji.
4.2. MAGAZYNOWANIE CIAŁ STAŁYCH
Do określenia sposobu magazynowania ciała stałego, jest konieczna znajo-
mość charakterystyki materiału, na którą mają wpływ:
— rodzaj substancji chemicznej,
— rozmiar i kształt ziaren,
— gęstość nasypowa,
— właściwości przepływowe, kąt naturalnego zsypu i tarcia,
— właściwości aerodynamiczne, przejście w stan fluidalny i transportu pne-
umatycznego,
— zawartość wilgoci,
— zawartość substancji lotnych,
— właściwości elektryczne, palne i eksplozyjne.
Materiały stałe sypkie są zdolne w spoczynku przenosić obciążenia zmienne.
Kąt tarcia spoczynkowego materiałów stałych sypkich jest większy od zera,
dlatego podczas wysypu na powierzchnię tworzą stożki. Przepływ (wysyp)
materiałów stałych sypkich jest odmienny od wypływu cieczy. Wiele materiałów
sypkich po przyłożeniu siły ściskającej uzyskuje taką samą siłę wiążącą, co
pozwala zachować im taki sam kształt pod obciążeniem, z tworzeniem skle-
36
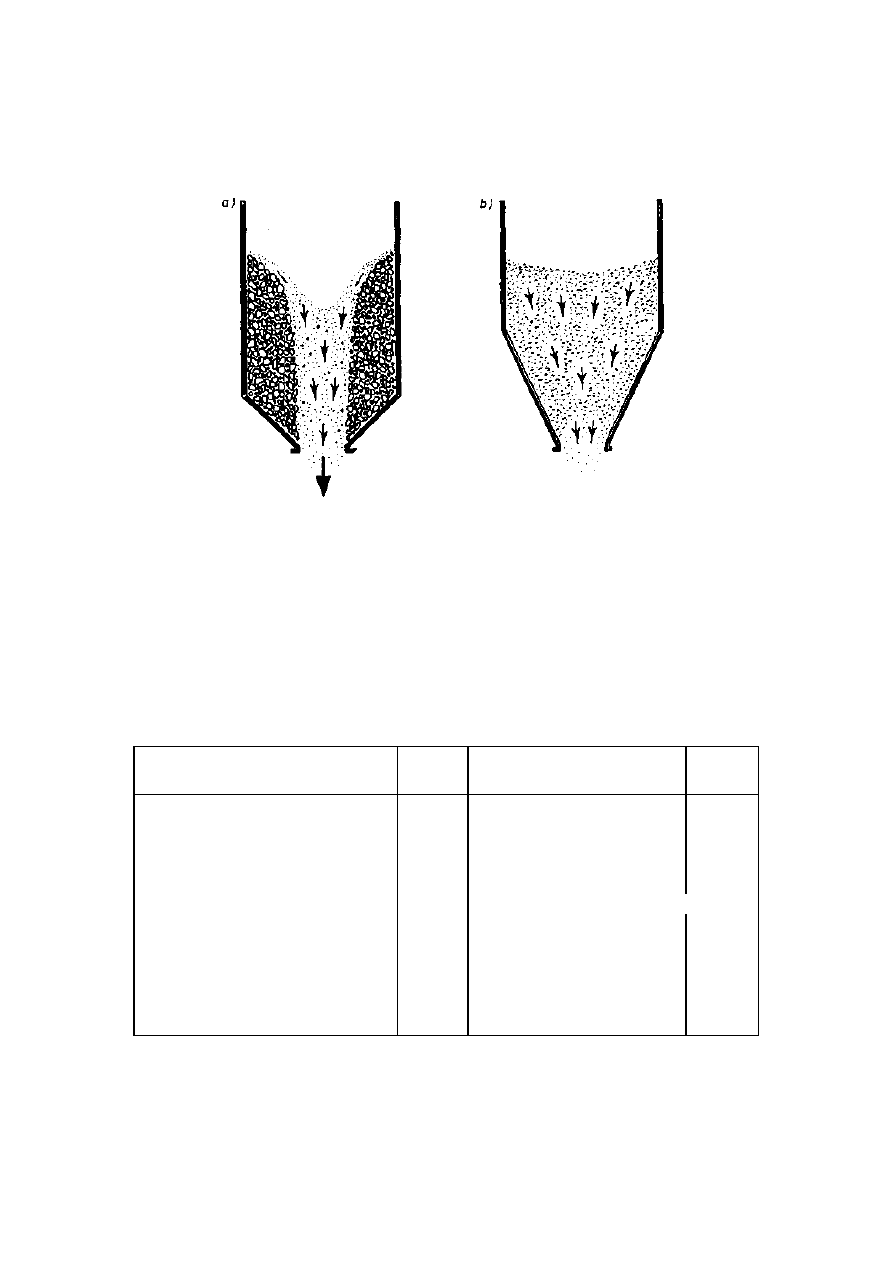
Rys. 4.1. Schemat zbiornika z materiałem tworzącym przy wysypie: a) lej, b) sklepienie
Z wymienionych właściwości jedną z istotnych jest gęstość nasypowa, określająca
objętość magazynowania, lecz jednocześnie utrudniająca ocenę magazynowanej
masy, gdyż jest wielkością zmienną. Właściwości przepływowe są określone
rozmiarem i kształtem ziaren, a także kątem tarcia, kąt naturalnego zsypu
natomiast (tabl. 4.1), określa kształt górnej powierzchni magazynowanego ma-
teriału.
T a b e l a 4.1
Kąt naturalnego zsypu niektórych materiałów stałych
Materiał
Kąt [deg]
Materiał
Kąt [deg]
Węgiel — antracyt
27
Soda kalcynowana ciężka
42
Węgiel kamienny
35
Soda kalcynowana lekka
59
Koks
30-45
Siarka granulowana
35
Żwir, ziarna okrągłe
30
Sól kuchenna
36
Żwir, ziarna o ostrych krawędziach
40
Ruda żelaza
35-45
Glina miękka
10
Granulat tworzyw sztucznych
Glina sprasowana
20-25
— wiskoza
10
Piasek — glina, sprasowane
40-50
octan celulozy
16
Piasek suchy
25-35
fluorowęglowodory
6
Piasek wilgotny
30-45
nylon
9
Piasek mokry
20-40
vinyl
10
Cement
37,5
Wiele materiałów ma zdolność przechodzenia w stan ekspansji po wprowa-
dzeniu do nich gazu, co ułatwia wysyp i mieszanie. Zawartość wilgoci może
37
pienia lub leja (rys. 4.1). Właściwości tej nie ma ciecz. Materiał sypki należy
rozpatrywać jako plastyczny, w odróżnieniu od cieczy, które są lepkosprężyste.

być korzystna, gdy powoduje rozpraszanie ładunków elektrycznych i jednocześnie
niekorzystna, gdy powoduje wzrost kohezji i adhezji ziaren. Pod wpływem
temperatury zmianie mogą ulegać właściwości powierzchniowe materiału, np.
tworzyw termoplastycznych. Wiele materiałów stałych zawiera na swej po-
wierzchni zaadsorbowane gazy, które w określonych warunkach mogą desorbo-
wać, stanowiąc zagrożenie toksyczne lub eksplozyjne. Generowanie w trakcie
transportu ładunków elektrycznych grozić może pożarem lub wybuchem pyłu. Te
ciała stałe, na które czynniki atmosferyczne nie wywierają wpływu, przechowuje
się, zwłaszcza w dużych ilościach, na placach składowych, stanowiących
magazyn otwarty lub tzw. składowisko w postaci pryzm — prostopadłościanów
o przekroju stożkowym lub trapezowym. W ten sposób są magazynowane tzw.
materiały masowe jak węgiel, rudy, piasek, materiały budowlane, drewno,
wyroby stalowe itd. Teren przeznaczony na tego rodzaju magazyn powinien być
uprzednio przygotowany, tj. odwodniony i utwardzony, z wyodrębnieniem
miejsca na różne materiały i drogi transportowe. W razie konieczności magazyny
te mogą mieć rampę wyniesioną ponad poziom poruszania się środków transportu.
Jeżeli materiały są wrażliwe na warunki atmosferyczne, to przechowuje się
je na placach osłoniętych dachem i niekiedy ścianami bocznymi, w tzw. wiatach.
Gdy istnieje konieczność zabezpieczenia materiałów przed szkodliwym dzia-
łaniem środowiska zewnętrznego, wtedy są stosowane magazyny zamknięte.
Magazyny zamknięte są to budynki wykonane z lekkich konstrukcji stalowych
lub aluminiowych, cegły, prefabrykatów betonowych lub z drewna. Bywają
zarówno parterowe, jak i piętrowe, z podpiwniczeniem lub bez. W tego rodzaju
magazynach większość materiałów jest przechowywana w opakowaniach.
Infrastruktura, zwana też wyposażeniem magazynu, zapewnia właściwe śro-
dowisko składowania, organizację i mechanizację transportu wewnętrznego,
odpowiednie zabezpieczenia bhp i przeciwpożarowe. W skład infrastruktury
zewnętrznej magazynu wchodzą rampy i drogi komunikacyjne. Jeśli koszt skła-
dowania i poboru materiału z magazynu jest większy od kosztu jego utrzymania
lub gdy nie jest możliwe jego przechowywanie w klasycznym magazynie, to
stosuje się zasobniki, zwane też silosami lub bunkrami. Zasobniki służą do
magazynowania ciał stałych sypkich i w kawałkach. Zasobniki mogą mieć
przekrój poprzeczny kołowy, kwadratowy, prostokątny lub sześciokątny. Bunkry
nadziemne, zwane też zbiornikami są stosowane zwykle do przechowywania
materiałów przez krótki okres, łatwo i szybko dostępnych dla procesu. Zbiornik
jest zwykle wyposażony w układ wyładowczy, zapewniający stałą szybkość
wyładowania materiału ze zbiornika i zasilania odpowiedniego przenośnika.
Wysyp materiału z zasobnika (zbiornika) jest jednym z zasadniczych kryteriów
jego konstrukcji. To z kolei zależy od rodzaju i właściwości przepływowych
materiału, według których dzielą się one na: sypkie (niekohezyjne), niesypkie
(kohezyjne) i samofluidyzujące, o ograniczonej kohezyjności.
38
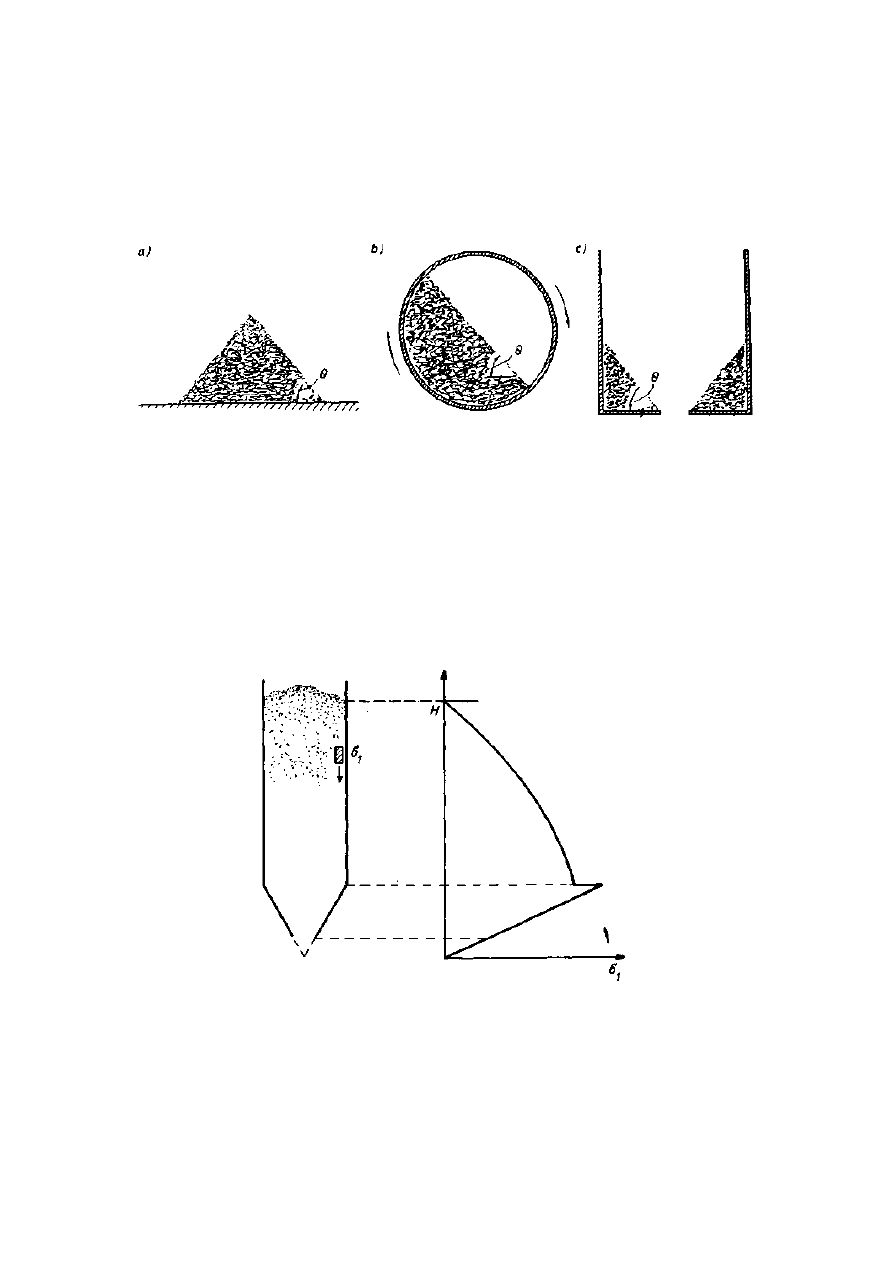
Do charakterystyki materiałów sypkich wystarczy jeden parametr — kąt tarcia
wewnętrznego Θ, zwany też kątem naturalnego zsypu (rys. 4.2). Dla materiałów
kohezyjnych jest ponadto wymagana znajomość współczynnika kohezji, siły
ściskania, naprężenia ścinającego.
Rys. 4.2. Kąt wewnętrzny tarcia: a) na powierzchni płaskiej, b) w cylindrze obrotowym,
c) w zbiorniku z płaskim dnem
Materiały samofluidyzujące, mieszane z powietrzem, tracą tarcie wewnętrzne,
uzyskując właściwości tzw. pseudocieczy. Drobne proszki na dużej powierzchni są
zdolne adsorbować gazy, co redukuje tarcie wewnętrzne do zera. W razie
trudności z wysypem do przestrzeni między materiałem a ścianą zbiornika, która
stanowi strefę krytyczną, gdzie mogą powstawać bryły lub tzw. mostki,
wdmuchiwane jest powietrze sprężone w sposób przerywany (impulsowy) przez
okres milisekund, co powoduje skierowanie materiału do otworu odlotowego.
Rys. 4.3. Rozkład naprężeń ściskających w warstwie materiału stałego wzdłuż wysokości
zbiornika ">
W trakcie wysypu naprężenie ściskające materiał Oj, działające na element
warstwy, zmienia się od zera na górnej warstwie do maksimum w pobliżu
39
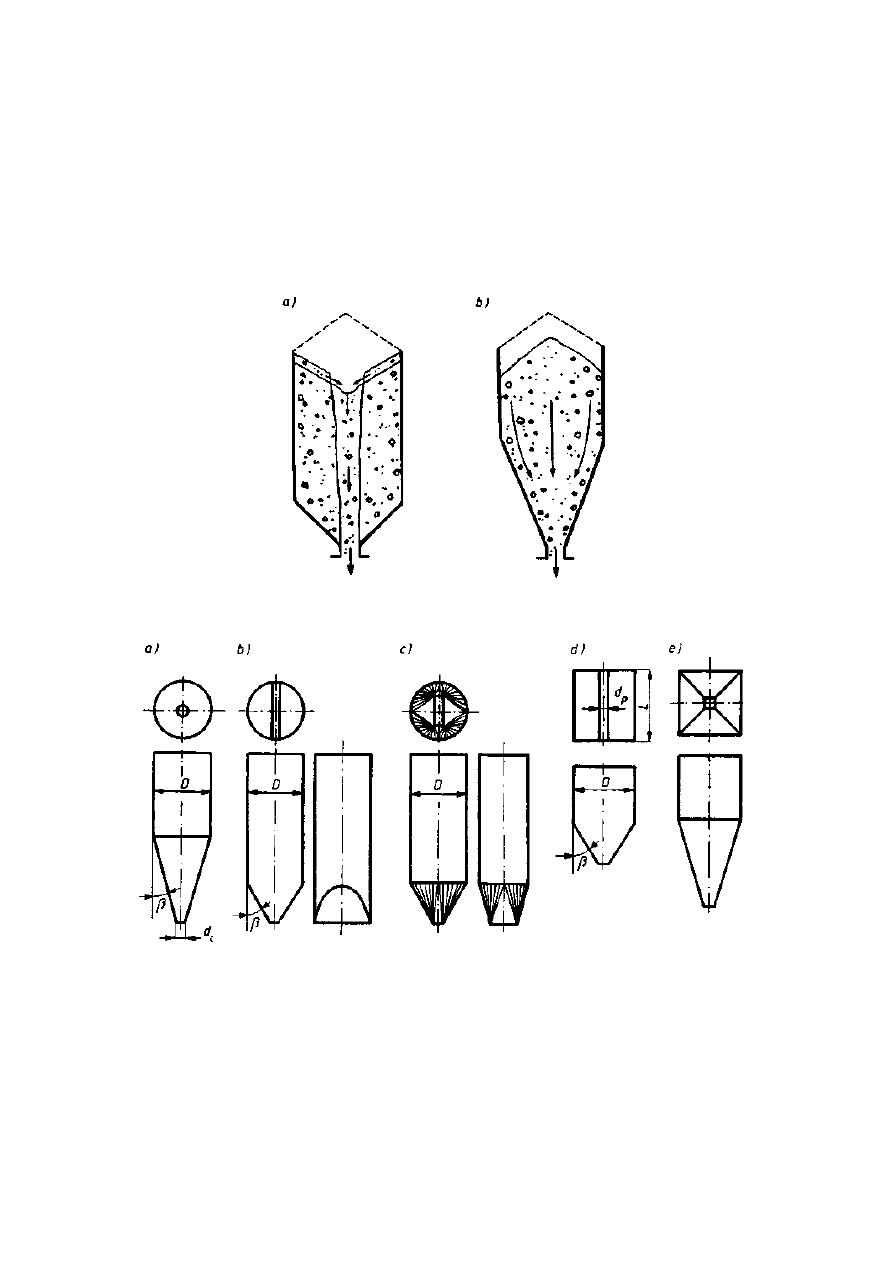
przejścia części cylindrycznej w stożkową, po czym maleje liniowo do zera (rys.
4.3). Podczas wysypu korzysta się z właściwości, że opór ścinania na ścianie
zbiornika jest mniejszy niż między cząstkami (ziarnami) materiału. Wysyp ze
zbiorników jest klasyfikowany bądź jako przepływ rdzeniowy (lejkowy) bądź
masowy (tłokowy) (rys. 4.4). Wysyp rdzeniowy może być akceptowany wtedy gdy
segregacja nie ma znaczenia. Podczas wysypu masowego wszystkie cząstki
(ziarna) przesuwają się do otworu wysypowego. Ten rodzaj
Rys. 4.5. Typowe zbiorniki z wysypem masowym: a) z prostym dnem stożkowym, b) z wysypem
szczelinowym, c) z wysypem prostokątnym, d) z dnem klinowym, e) z dnem piramidalnym
wysypu jest najbardziej pożądany. W praktyce jednak spotyka się blokowanie
wysypu masowego (rys. 4.1), co jest charakterystyczne dla materiałów kohezyj-
nych. Problem może być zminimalizowany przez właściwe zaprojektowanie kąta
pochylenia dna i rozmiaru otworu wysypowego lub dla bardzo kohezyj-nych
materiałów wykorzystanie tzw. pomocy wyładowczych.
40
Rys. 4.4. Wysyp ze zbiornika: a) rdzeniowy, b) masowy
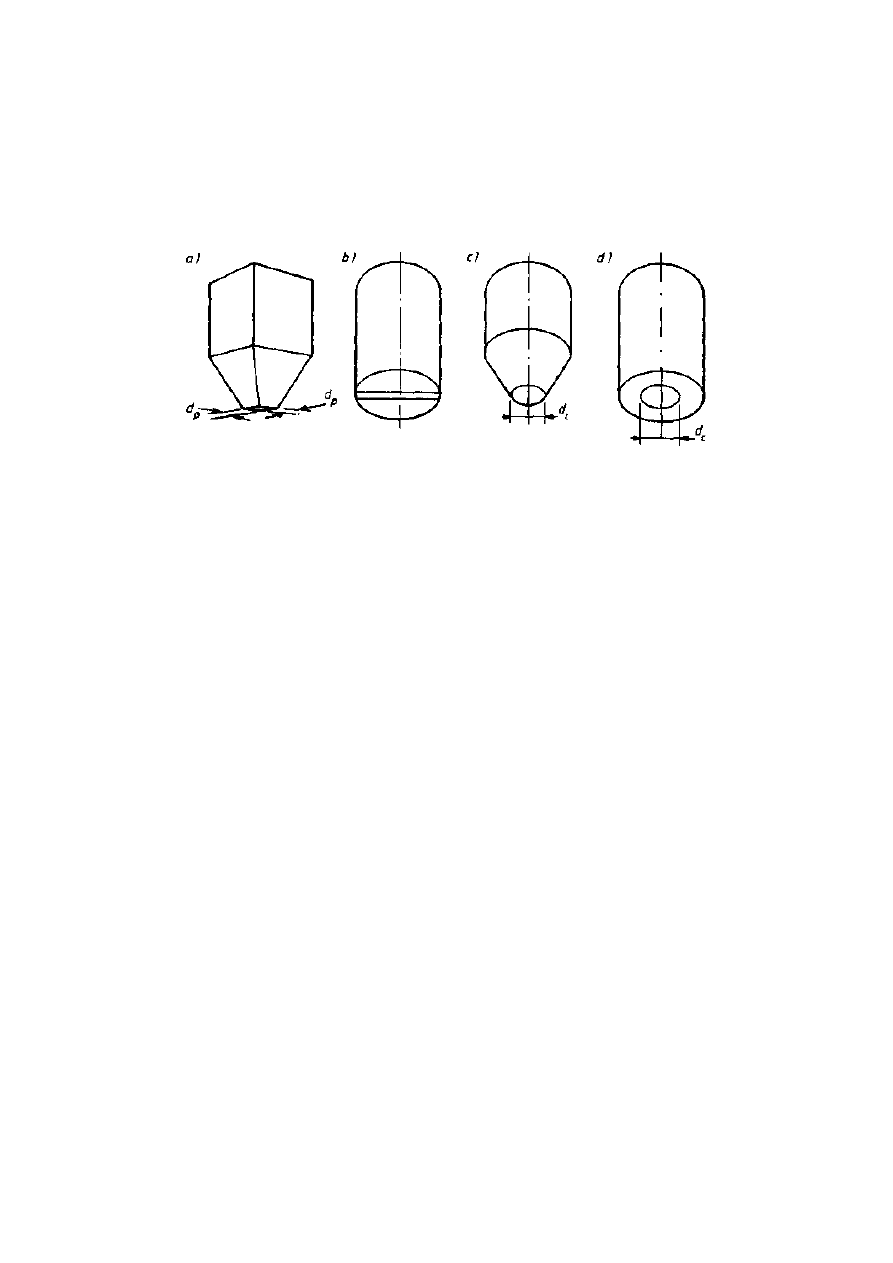
Typowe zbiorniki z wysypem masowym przedstawiono na rys. 4.5. Dla
określonego materiału stałego sypkiego połowa kąta P
c
dna stożkowego z otworem
wysypowym kołowym będzie mniejsza niż odpowiedniego dna klinowego i
piramidalnego. Ponadto średnica d
c
dna stożkowego jest typowo dwukrotnie
Rys. 4.6. Zbiorniki z wysypem rdzeniowym: a) piramidalny z otworem kwadratowym, b) cylin-
dryczny z dnem płaskim i otworem szczelinowym, c) stożkowy, d) cylindryczny z dnem płaskim
i otworem kołowym
większa od minimum szerokości szczeliny d dna klinowego. Minimum szerokości
szczeliny wysypu płaskiego wynosi L = 3d . Typowe zbiorniki z wysypem
rdzeniowym (rys. 4.6) mają dna płaskie lub zwężające się. Wymiary otworu
wysypowego i kąty pochylenia dna są tu większe niż w wysypie masowym, lecz
kąty pochylenia dna są większe niż w wysypie masowym. Wykresy zależności
wysypu rdzeniowego i masowego w zbiornikach stożkowych i klinowych
przedstawia rys. 4.7. Kąt tarcia φ pomiędzy ścianą zbiornika a materiałem zależy
od gładkości ściany, temperatury, wilgotności materiału, stanu korozji i erozji
zbiornika, czasu przebywania materiału w zbiorniku. Kombinacją kątów φ i β
można dobrać dla danego zbiornika warunki wysypu masowego, a także określić
maksymalny kąt rozwarcia dna, który daje wysyp masowy. Dla zbiorników
klinowych zakres wysypu materiałów jest bardzo wąski (rys. 4.7b), co świadczy,
że profil ten jest bardziej odpowiedni dla wysypu. W celu uniknięcia sklepienia i
blokady otworu, zbiorniki stożkowe muszą mieć średnicę otworów dwa razy
większą od szerokości klina. Zbiorniki klinowe zapewniają również większą
wydajność wysypu.
Wszystkie materiały stałe sypkie mają pewne maksimum wysypu w odnie-
sieniu do danego rozmiaru otworu. Maksimum strumienia wysypu drobnych
proszków wzrasta proporcjonalnie do powierzchni otworu wysypowego. Na
wielkość strumienia wysypującego się materiału mają również wpływ rozmiar i
kształt ziaren oraz wysokość materiału w zbiorniku, Niejednokrotnie czas
przebywania materiału może być krytyczny dla wysypu: Brak jest równań ogól-
nych do obliczenia strumienia wysypującego się materiału. Wiele równań
empirycznych jest cytowanych w pracy [1].
41
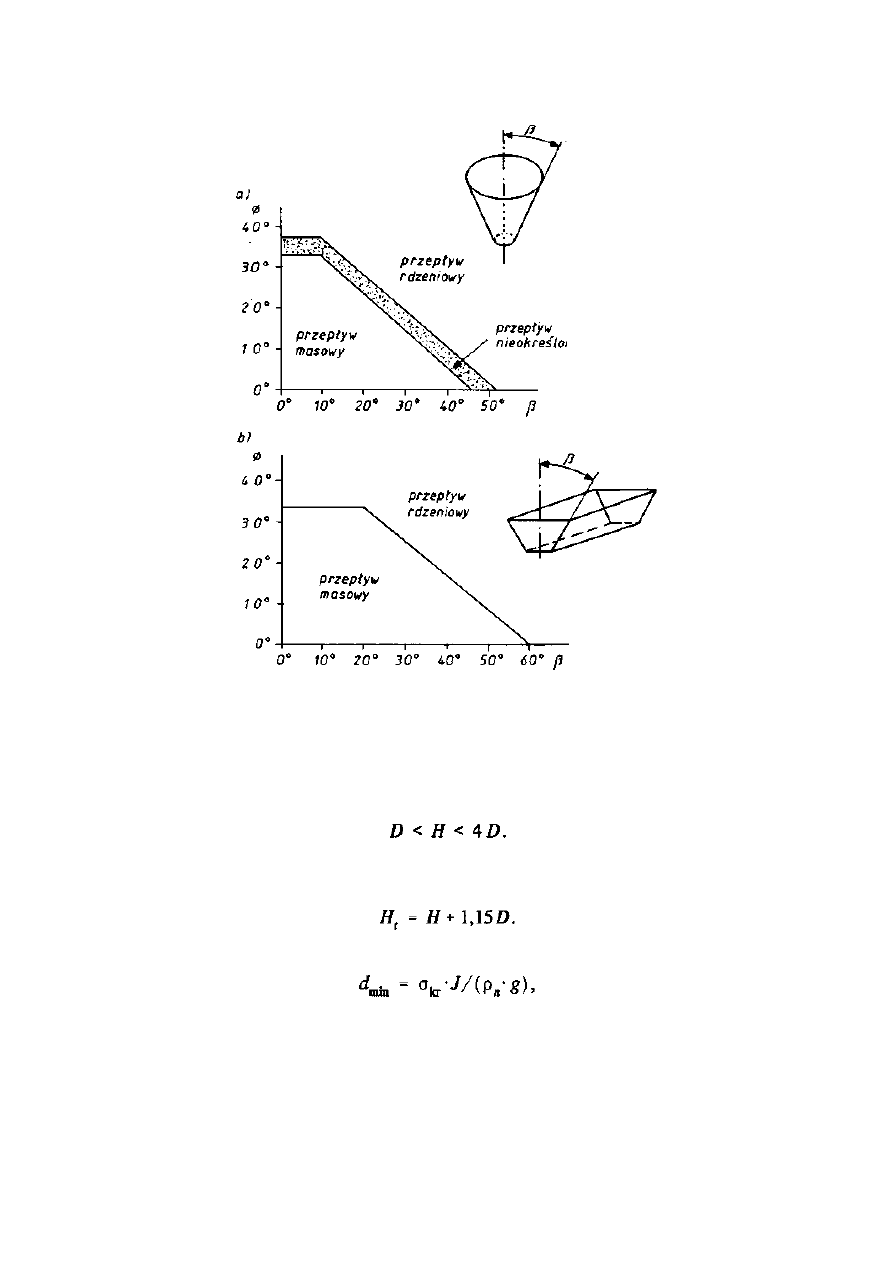
Rys. 4.7. Zależność pomiędzy kątem tarcia wewnętrznego materiału φ i nachyleniem dna β a
rodzajem wysypu ze zbiorników: a) stożkowych, b) klinowych
Istnieją równie kombinacje zasobników (zbiorników) o różnych rodzajach
wysypów. Zależności pomiędzy typowymi wymiarami zasobników w wysypie
masowym (rys. 4.8) odpowiadają warunkowi:
Całkowita wysokość zbiornika stożkowego wypełnionego materiałem tak, że θ =
β = 30°, łącznie z dnem i przestrzenią nad materiałem wynosi
gdzie p
n
— gęstość nasypowa materiału, g — przyspieszenie ziemskie, J —
współczynnik zależny od kształtu dna i jego nachylenia, bezwymiarowy,
zmienny w zakresie 1,0-2,7, σ
kr
— naprężenie ściskające, odpowiadające
warunkom początkowym wysypu.
42
Wymiar otworu odlotowego w zbiorniku wynosi
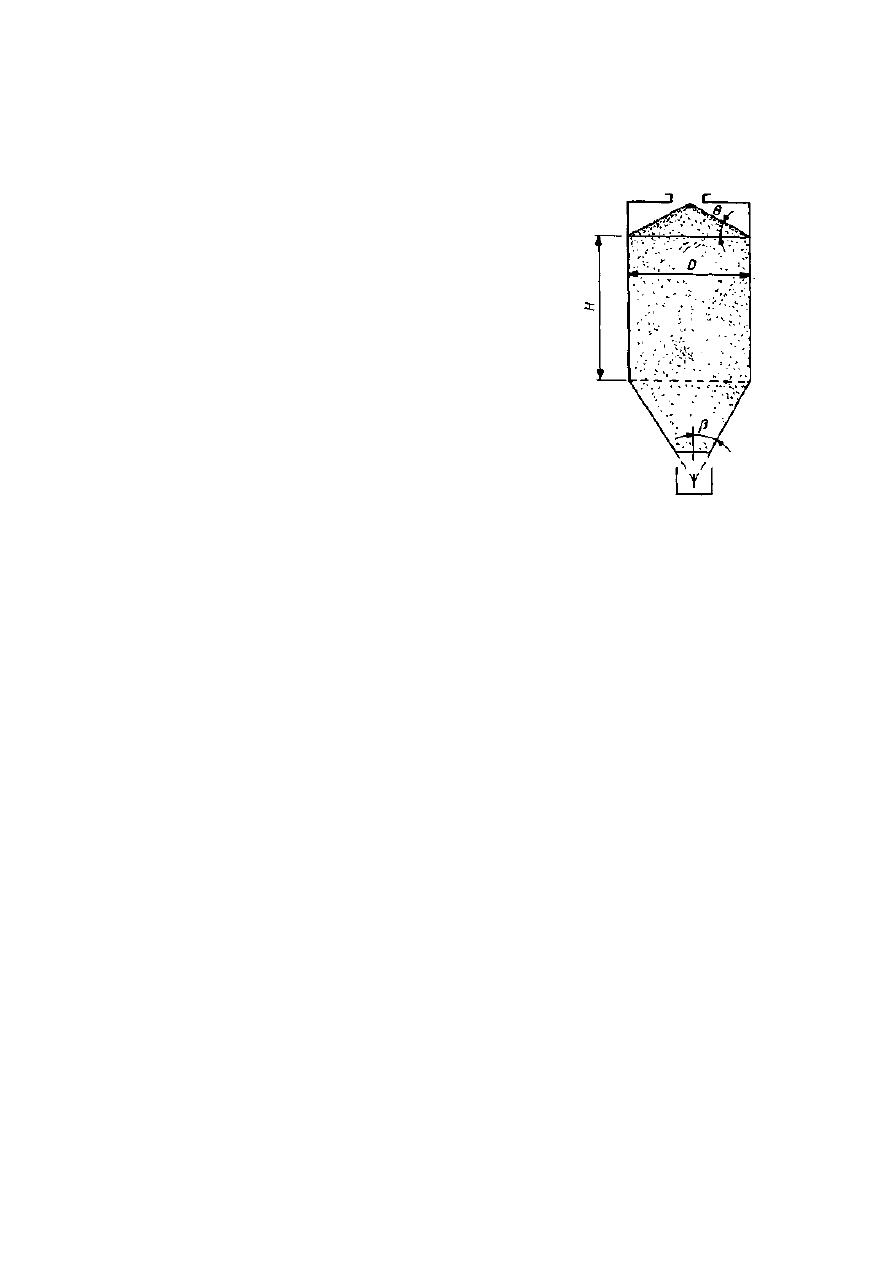
Do magazynowania dużych mas produktów stałych w postaci ziaren i proszków
są stosowane silosy. Pojemność ich dochodzi do 100 000 m
3
i więcej, przy
zasilaniu i odbiorze do kilku tysięcy metrów sześciennych
na godzinę. Silos przedstawiony na schemacie (rys. 4.9),
tzw. Eurosilo, jest stosowany np. do okresowego
magazynowania dużej ilości skrobi, ale może być również
stosowany do przechowywania gipsu odpadowego,
sody, soli, cukru, nawozów, węgla, popiołu i in. Materiał
jest podawany grawitacyjnie, w centrum rurą
teleskopową, po czym jest mechanicznie rozprowadzany
promieniowo, w warstwie poziomej. Odprowadzanie
odbywa się mechanicznie z dołu. W celu magazynowania
proszków bardzo kohezyjnych konstrukcja silosu może
być modyfikowana. Silosy betonowe do magazynowania
materiałów sypkich w postaci ziaren i proszków
przedstawia rys. 4.10. Silosy są wykonywane z materiałów
metalowych, w tym również z wykładziną, z betonu,
tworzyw sztucznych zbrojonych, tzw. kompozytów. Silosy
pracują zwykle w cyklu automatycznym i są wyposażone
w urządzenia o dużym stopniu pewności działania i
zabezpieczające w najwyższym stopniu przed pożarem i
wybuchem pyłu.
W celu zapewnienia kontroli odprowadzanego strumienia materiału zbiorniki
wyposaża się w podajniki (dozowniki), podające materiał według objętości lub
masy, w sposób okresowy lub ciągły. Najczęściej są stosowane: podajnik i waga
taśmowa, podajnik ślimakowy i wibracyjny, omawiane w rozdz. 5.
Gdy grawitacyjny wysyp materiału ze zbiornika nie jest możliwy, wtedy są
stosowane tzw. pomoce wyładowcze:
— pneumatyczne, przez aerację dna powietrzem sprężonym podczas prze-
pływu ok. 0,1 m
3
/min na l m
2
przekroju poprzecznego zbiornika i ciśnieniu do
0,7 MPa,
— wibracyjne, w postaci drgań w zakresie 14-1300 Hz wywołanych wibra
torami elektromagnetycznymi, pneumatycznymi lub mechanicznymi, umiesz
czonymi w różnych punktach dna zbiornika, gdy amplituda wynosi od ok. O
do 60 mm, [1].
Oprócz tego są stosowane zbiorniki z ruchomym dnem, które jest połączone
elastycznie z płaszczem zbiornika. W zbiorniku umieszcza się ponadto drgające
stożki i różnego rodzaju kształtki, których częstość drgaii wynosi ok. 25 Hz. W
dużych zbiornikach i silosach są stosowane metody mechanicznego wyła-
dowania za pomocą ślimaków, również w układach planetarnych.
Zasilanie materiałem zbiorników magazynowych odbywa się przenośnikami
mechanicznymi i pneumatycznie (omawiane w rozdz. 5).
Rys. 4.8. Schemat zbiornika
- zasobnika do określenia
objętości magazynowanego
ciała stałego
43
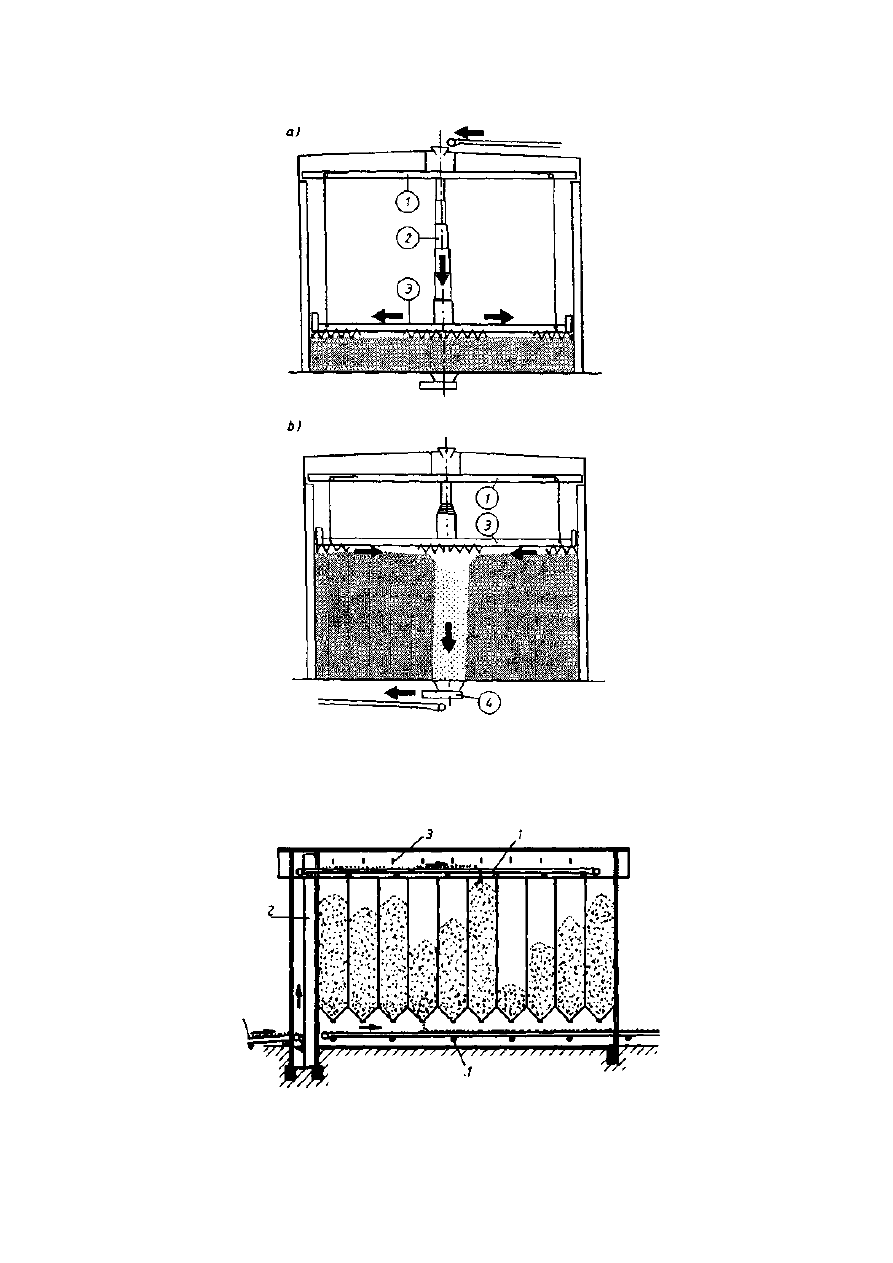
Rys. 4.9. Silos — metalowy (Eurosilo): a) ładowanie, b) wyładowanie, l - most obrotowy, 2 —
przewód zsypowy, teleskopowy, 3 — ślimak dystrybucyjno-wyrównujący, 4 - urządzenie
wyładowcze
Rys. 4.10. Silos betonowy do magazynowania materiałów sypkich: l — zasilanie (przenośnik
taśmowy), 2 — przenośnik kubełkowy, 3 — zgarniaki

Zarówno podczas transportu materiałów sypkich, jak i ich przesypywania
następuje generowanie pyłu do środowiska gazu w zbiorniku. Jest to zjawisko
niepożądane i wiąże się z niebezpieczeństwem zapylenia środowiska strumie-
niem gazu odlotowego, stratami produktu, pożaru i eksplozji. Do odpylania
strumieni gazów odlotowych ze zbiorników magazynowych są zwykle stosowane
odpylacze suche, cyklony i filtry tkaninowe.
Przy doborze zbiornika (zasobnika) materiału stałego powinny być prze-
strzegane następujące zasady ogólne:
1. Powierzchnia wewnętrzna zbiornika powinna być gładka.
2. Kąt pochylenia dna powinien zapewnić wysyp masowy.
3. Zbiornik powinien mieć wentylację odlotową.
4. Zbiornik powinien być wyposażony w instalację powietrza sprężonego,
dopływ wody do mycia i otwory inspekcji wnętrza.
4.3. MAGAZYNOWANIE CIECZY
Substancje ciekłe są magazynowane w różnego rodzaju zbiornikach. Sposób
magazynowania (przechowywania) cieczy zależy w największym stopniu od jej
objętości i właściwości, takich jak prężność par, korozyjność, palność i wybu-
chowość. Pojemność zbiorników zmienia się od litrów do kilkudziesięciu tysięcy
metrów sześciennych. Usytuowanie ich może być podziemne, półpodziemne i
naziemne.
Zbiorniki podziemne są stosowane przede wszystkim do magazynowania
cieczy łatwo palnych i wybuchowych i podlegają specjalnym przepisom pod
względem konstrukcji i eksploatacji, ze względu na bezpieczeństwo i ochronę
środowiska.
Zbiorniki półpodziemne mają dno poniżej terenu i zagłębienie zwykle większe
od połowy wysokości.
Zbiorniki naziemne mają dno umieszczone powyżej, na poziomie lub poniżej
terenu, lecz nie wyżej niż na połowie jego wysokości. Zbiorniki są wykonywane
z różnorodnych materiałów: stali węglowych (również z wykładziną odporną na
korozję) i stopowych, stopów metali, aluminium, betonu, tworzyw ceramicznych
i sztucznych, kompozytów. Zbiorniki magazynowe cieczy, oprócz bezwzględnie
wymaganej wytrzymałości konstrukcji zbiornika i odporności korozyjnej powinny
spełniać również wiele wymagań ogólnych:
— powinny być szczelne,
— powinny być wyposażone w urządzenie określające poziom cieczy,
— zaopatrzone w króćce do napełniania zbiornika, umieszczone powyżej
poziomu cieczy i jego opróżniania, umieszczone możliwie najniżej, z wyjątkiem
dużych zbiorników,
— wyposażone w przyrządy do pomiaru ciśnienia, temperatury i poboru
próbek,
45
— jeśli ciśnienie jest wyższe od atmosferycznego, to powinny być wyposażone
w zawór bezpieczeństwa oraz dwa samoczynne zawory umożliwiające tzw.
oddychanie zbiornika i utrzymanie w nim stałego ciśnienia,
— gdy pojemność wynosi ponad l m
3
, wtedy powinien być właz do kontroli
wnętrza i napraw,
— zbiorniki wysokie powinny być wyposażone w schody lub drabinki. Pod
względem kształtu zbiorniki magazynowe cieczy (rys. 4.11), dzieli się na
cylindryczne, kuliste, kroplokształtne, prostopadłościenne.
Rys. 4 . 1 1 . Zbiorniki magazynowe cieczy: a) cylindryczny pionowy, b) cylindryczny poziomy,
c) kulisty d) kroplokształtny
Zbiorniki cylindryczne dzielą się na pionowe i poziome. Zbiorniki pionowe,
stosowane zwykle jako naziemne, mają pojemność większą niż 200 m
3
. Zbiorniki
mogą mieć dna płaskie, półkuliste, elipsoidalne, stożkowe. Są one ustawiane w
odpowiednich halach lub na placach otwartych, na fundamentach zależnych od
warunków terenowych, wielkości i przeznaczenia zbiornika. Średnice wynoszą od
kilku do ponad 100 m. Pojemność dochodzi do 200000 m
3
. Wysokość, ze
względu na nośność podłoża, nie przekracza zwykle 25 m i maleje gdy średnica
ma ponad 80 m. Zbiorniki cylindryczne do magazynowania cieczy o niskim
ciśnieniu par w temperaturze otoczenia mają dachy stałe stożkowe lub czasze
eliptyczne. Dla magazynowania cieczy łatwo wrzących i palnych są stosowane
zbiorniki z dachami pływającymi na powierzchni cieczy, mające uszczelnienia
krawędzi dachu z płaszczem, zmniejszające straty produktu na skutek
odparowania 90-95%.
Zbiorniki cylindryczne poziome są stosowane we wszystkich możliwych
usytuowaniach względem terenu. Długość ich dochodzi do 20 m i jest zwykle
sześciokrotnie większa od średnicy. Dennice zbiornika mogą być płaskie lub
46
wyoblone, zależnie od ciśnienia, które nie przekracza zwykle 0,4 MPa i l kPa
przy próżni. Zbiornik jest najczęściej umieszczany na dwóch podporach siodło-
wych, osadzonych na fundamencie lub konstrukcji wsporczej. Pojemność zmienia
się od kilku do ok. 100 m
3
.
Zbiorniki kuliste charakteryzują się równomiernością rozkładu naprężeń pod
wpływem ciśnienia wewnętrznego. Naprężenia te są tu dwukrotnie mniejsze niż
naprężenia obwodowe w zbiorniku cylindrycznym. Dlatego grubość ścianki
powłoki może być tu również dwukrotnie mniejsza. Powłoka kulista jest spa-
wana z uprzednio wyprofilowanych na kształt kuli segmentów. Zbiorniki te są
stosowane do magazynowania cieczy lotnych pod ciśnieniem 0,3-0,7 MPa.
Trudności montażowe i sposobu podparcia zbiornika powodują, że mimo wy-
mienionych zalet, zbiorniki te nie są szeroko stosowane. Znaczne obciążenie
fundamentów oraz wysokie ciśnienie w dolnej połowie powłoki powodują, że
pojemność tych zbiorników nie przekracza 15000 m
3
.
Do magazynowania cieczy pod wyższym ciśnieniem są stosowane zbiorniki w
kształcie kropli leżącej na niezwilżalnym podłożu — kroplokształtne. Pojemność
ich dochodzi do 20 000 m
3
. Mimo zalety, którą jest równomierne wykorzystanie
materiału powłoki, trudności w wykonaniu powodują jednak ograniczone ich
zastosowanie.
Zbiorniki prostopadłościenne mające płaskie ściany, charakteryzują się tym, że
dla określonej pojemności i wysokości zajmują najmniej miejsca. Pod względem
zużycia materiałów w stosunku do pozostałych są najmniej ekonomiczne i
najmniej wytrzymałe. Stosowane są do magazynowania niewielkich objętości
cieczy.
Do magazynowania substancji w niskiej temperaturze, poniżej 225 K, są
stosowane zbiorniki tzw. dwuściankowe (rys. 4.12). Zbiornik wewnętrzny, jest
wykonywany z materiału odpornego na działanie
niskich temperatur i przechowywanej substancji.
Obciążenie zewnętrzne przenosi natomiast płaszcz
zewnętrzny, wykonany najczęściej ze zwykłej stali
węglowej. W przestrzeni pierścieniowej,
utworzonej przez oba zbiorniki, jest umieszczona
izolacja. Zbiorniki cylindryczne w tej postaci mają
zastosowanie ograniczone do niewielkich ciśnień.
Większe zastosowanie mają zbiorniki kuliste
dwuściankowe, ze względu na mniejsze zużycie
materiału konstrukcyjnego i izolującego, mniejsze
straty ciepła.
Ciecze bardzo lepkie lub mające tendencje do
zestalania się przechowuje się w zbiornikach
izolowanych termicznie i ogrzewanych stale lub
okresowo, kondensatem lub parą, zwykle za pośrednictwem wymienników
ciepła płaszczowo-rurowych lub wężownicowych, omawianych w rozdz. 14.
Rys. 4.12. Zbiornik magazynowy
cieczy, chłodzony, z podwójnymi
ścianami: l — zbiornik zewnętrzny
izolowany, 2 — przestrzeń pusta
lub izolacja, 3 — zbiornik
wewnętrzny, 4 — dach izolowany,
5 - fundament izolowany i
ogrzewany
47
4.4. MAGAZYNOWANIE GAZÓW
Magazynowanie gazu jest związane z różnym jego przeznaczeniem. Zbiorniki
magazynowe gazów dzielą się na: niskociśnieniowe — o zmiennej pojemności i
wysokociśnieniowe — o stałej pojemności. Pierwsze dzielą się ponadto na mokre i
suche.
Pośród zbiorników niskociśnieniowych są rozpowszechnione zbiorniki o
zmiennej pojemności mokre, zwane dzwonowymi (rys. 4.13a), które w dużym
stopniu wyparły zbiorniki cylindryczne suche (rys. 4.13b). Gaz jest tu
przechowywany pod nadciśnieniem wywieranym przez unoszone kolejno człony
płaszcza, połączone teleskopowo. Nadciśnienie to wzrasta wraz z liczbą kolejnych
wysuniętych dzwonów. Pierwszy dzwon od dołu jest zanurzony w cylindrycznym
basenie wypełnionym wodą. Kolejno dalsze dzwony w dolnej części cylindra
teleskopu są zanurzone w pierścieniowym korycie wypełnionym wodą, która
uszczelnia połączenie. Wielkość nadciśnienia w takich zbiornikach nie przekracza
4 kPa. Pojemność wynosi od ok. 1000 do 50000 m
3
, średnica basenów 12-50 m.
Całkowita wysokość dochodzi do 40 m. W zbiornikach mokrych gaz kontaktuje się
z wodą, co ogranicza ich zastosowanie do przypadków, gdy nasycenie gazu parą
wodną nie stanowi przeciwwskazania. Zbiorniki te są tańsze w eksploatacji od
zbiorników suchych, lecz ciśnienie w nich jest ograniczone, muszą być ogrzewane
zimą, konstrukcja ich jest ciężka i narażona w większym stopniu na korozję.
Rys. 4.13. Zbiorniki magazynowe gazu: a) mokry: l — dzwony teleskopowe, 2 — zamknięcie
hydrauliczne, wodne, 3 - konstrukcja wsporcza; b) suchy: l - rozdzielacz cieczy, 2 — tarcza,
3 — uszczelnienie cieczowe, 4 — pompa
Zbiorniki suche stanowią pionowe cylindry lub graniastosłupy, wewnątrz których
znajduje się ruchomy tłok (rys. 4.13b). Gaz jest magazynowany pod tłokiem, który
podczas napełniania zbiornika podnosi się, podczas opróżniania — opada.
Przestrzeń nad tłokiem jest połączona z atmosferą. Prześwit między ścianą a
tłokiem uszczelnia się, by gaz nie przedostawał się do tej przestrzeni.
48

Stosowane są uszczelnienia olejowe i przeponowe (suche). Ciśnienie hydrosta-
tyczne słupa oleju w korycie powinno przewyższać ok. półtorakrotnie różnicę
ciśnień na tłoku, która wynosi zwykle 1-5 kPa.
Uszczelnienie przeponowe stosowane w zbiornikach cylindrycznych jest
wykonywane z tworzyw elastycznych, syntetycznych i sztucznych. Zbiorniki
suche, zwane też tłokowymi, są wykonywane ze stali i montowane na terenie
otwartym. Pojemność ich zmienia się od kilku do setek tysięcy metrów sześ-
ciennych. Zbiorniki suche są mniej materiałochłonne niż mokre i mniej narażone
na korozję, lecz bardziej skomplikowane w budowie i eksploatacji.
Zbiorniki magazynowe wysokociśnieniowe o stałej objętości stanowią zbiorniki
cylindryczne poziome, pionowe i kuliste, rzadziej sferoidalne. Im wyższe
ciśnienie gazu i większa objętość zbiornika, tym większa objętość gazu może
być zmagazynowana. Ze względu na wytrzymałość wielkości te są jednak ogra-
niczone. Ciśnienie nie przekracza zwykle 3 MPa, objętość natomiast 30 000 m
3
.
Większe zastosowanie znajdują zbiorniki kuliste, gdyż w porównaniu z cylindry-
cznymi są one tańsze w eksploatacji, zajmują mniej miejsca, na ich wykonanie
zużywa się mniej materiału, gaz nie jest narażony na kontakt z substancjami
zanieczyszczającymi, takimi jak woda, oleje i smary, a także na mieszanie z po-
wietrzem. Zbiorniki te podlegają zwykle specjalnym procedurom projektowania,
wykonania i nadzorowi UDT [3], [4].
Specjalną grupę zbiorników o stałej objętości stanowią pojemniki, służące do
magazynowania i transportu gazów. Pojemniki mają zwykle kształt cylindryczny
i objętość od kilku ac kilkuset decymetrów sześciennych. W dużych
pojemnikach wartość ciśnienia jest ograniczona; w celu jego zmniejszenia
obniża się temperaturę gazu, doprowadzając do jego skroplenia. Obniżenie
temperatury stwarza dodatkowe wymagania dla materiału konstrukcyjnego
pojemnika. Są stosowane stale stopowe i stopy specjalne. W bardzo niskich
temperaturach (do magazynowania np. wodoru — 20 K, helu — 4 K, neonu —
27 K) są stosowane stale austeniczne miedź, aluminium i in. Tankowcami, w
stanie skroplonym w zbiornikach kulistych są transportowane np. amoniak,
metan, etan, etylen itp. Jednymi z najbardziej rozpowszechnionych pojemników są
tzw. butle gazowe, a wśród nich butle o pojemności 40 dm
3
. W tego rodzaju
pojemnikach ciśnienie nie przekracza zwykle 15 MPa. Gazy znajdują się w nich w
stanie sprężonym, np. powietrze, tlen, azot, wodór, gazy szlachetne lub w stanie
skroplonym — amoniak, dwutlenek węgla, chlor albo rozpuszczone w
rozpuszczalnikach — amoniak w wodzie, dwutlenek węgla w wodzie, acetylen w
acetonie.
Istnieją specjalne instrukcje eksploatacji i przechowywania butli gazowych.
Specjalnym przepisom podlega również transport i magazynowanie substancji
stwarzających zagrożenie dla środowiska. Podlegają im substancje wybuchowe
lub wytwarzające mieszaniny wybuchowe, gazy poił zwiększonym ciśnieniem,
substancje palne, żrące, cuchnące, trujące itp. Według odpowiednich kryteriów są
ustalane zarówno klasy niebezpieczeństwa, jakie te substancje stwarzają, jak i
środki, jakie muszą być przedsięwzięte dla zachowania bezpieczeństwa.
49

Dla ułatwienia rozpoznawania oraz ochrony przed korozją butle, w zależności
od rodzaju gazu, są malowane różnego rodzaju farbami i barwnymi paskami, co
jest normowane [5]. Butle są również zaopatrzone w napisy informujące o rodzaju
magazynowanego gazu i dopuszczalnym ciśnieniu. Butle podlegają legalizacji i w
określonych odstępach czasu są poddawane próbie wytrzymałościowej, co również
jest uwidocznione na butli.
LITERATURA
[ 1] Bulk Solids Handling. An Introduction to the Practice and Technology. Ed. by C.R. Woodcock
and J.S. Mason, Chapman and Hall, New York 1987. [2] ZIÓŁKO J., Zbiorniki metalowe na ciecze i
gazy. Arkady, Warszawa 1986. [3] BN-81/2201-06, Zbiorniki i aparaty chemiczne.
[4] Urząd Dozoru Technicznego. Przepisy Dozoru Technicznego. DT/Z/63. [5]
PN-75/M-69210, Oznaczenia butli do gazów sprężonych.
5. PRZENOŚNIKI I DOZOWNIKI CIAŁ STAŁYCH
5.1. WPROWADZENIE
W przemyśle chemicznym i przetwórczym transport substancji łączy się ' ściśle
z procesem technologicznym, obejmując czynności związane z przenoszeniem
surowców, półproduktów i wyrobów gotowych. Dostawy z zewnątrz (z innych
zakładów i oddalonych źródeł zaopatrzenia) materiałów niezbędnych do przebiegu
produkcji i wywóz produktów są realizowane przez transport zewnętrzny.
Środkami transportu zewnętrznego są samochody, pociągi, statki itp. Ruch i
przenoszenie wszelkich materiałów w obrębie zakładu (fabryki) nosi natomiast
nazwę transportu wewnętrznego. Stosowanymi środkami tego transportu są
dźwignice do przenoszenia ciał stałych ruchem przerywanym i przenośniki —
do przenoszenia ciał stałych ruchem ciągłym. Sposób transportu zależy od
rozmiaru ziaren i postaci opakowania, rodzaju pojemnika, rodzaju i rozmiaru
pomieszczeń magazynowych, odległości i wysokości pomiędzy magazynem a
miejscem przebiegu procesu oraz jego specyficznych wymagań. Ze względu na
sposób przenoszenia materiału wyróżnia się przenośniki cięgnowe,
bezcięgnowe i z czynnikiem pośredniczącym — pneumatyczne i hydrauliczne.
Do przenoszenia materiałów na stosunkowo krótkie odległości — co jest
określane jako podawanie, zasilanie lub dozowanie — są stosowane przenośniki
małych wymiarów i urządzenia specjalnej konstrukcji, zwane podajnikami i
dozownikami.
5.2. DŹWIGNICE
Dźwignice są to urządzenia pracujące okresowo, służące do podnoszenia
lub przenoszenia ciał stałych. Zalicza się do nich cięgniki (wciągniki, wciągarki,
wyciągi), wózki, suwnice, żurawie i in. Cięgniki stanowią dźwignice proste,
którymi za pomocą odpowiedniego uchwytu (haka, chwytaka) przymocowanego
do cięgna (liny, łańcucha) można przesuwać lub podnosić ładunek. Wózki
(spalinowe, elektryczne) są stosowane do\przenoszenia różnego rodzaju ładunków
w płaszczyźnie poziomej lub nieznacznie pochylonej. Są one jednym z najbardziej
rozpowszechnionych środków transportu wewnętrznego w okresowym ruchu
materiałów na małe odległości — w halach produkcyjnych i maga-
51
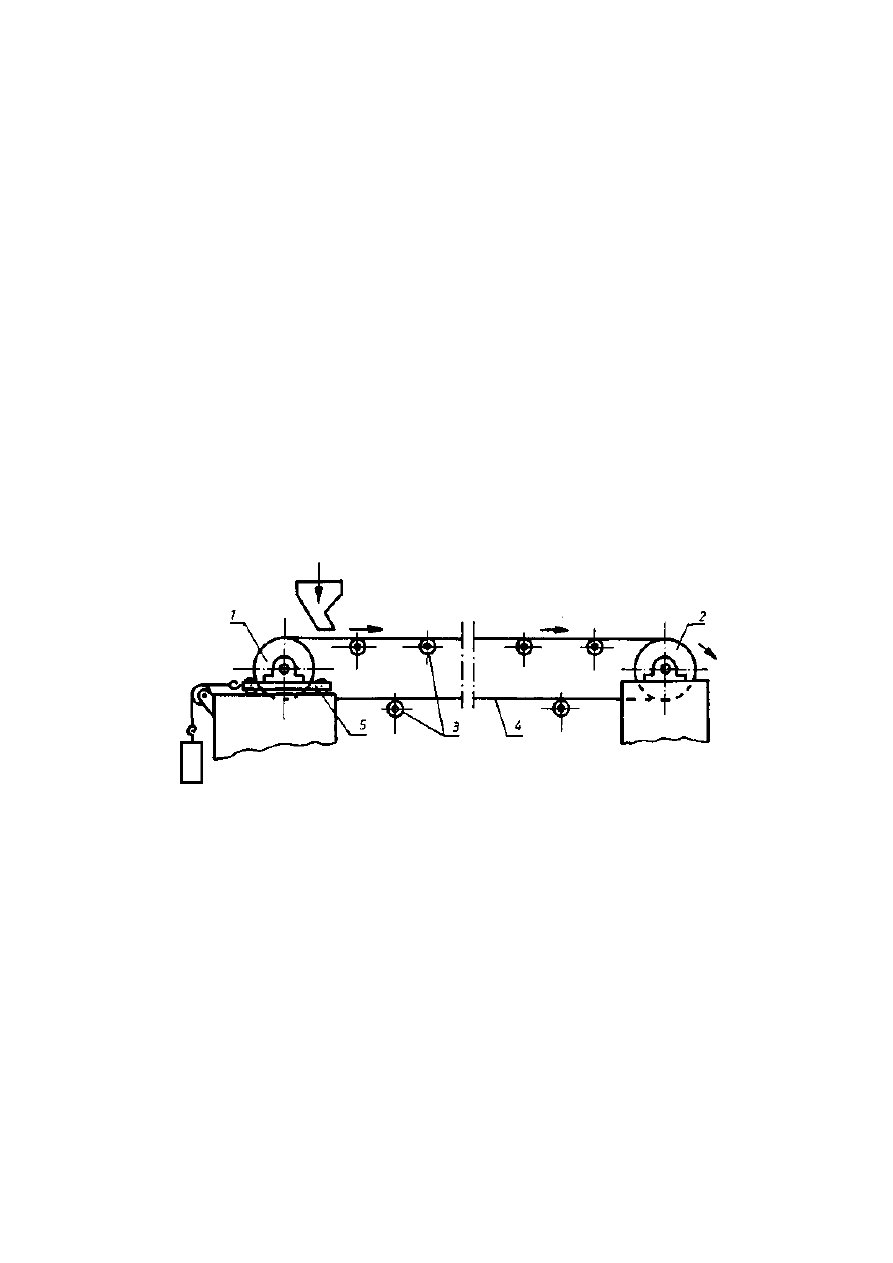
zynowych i in. Suwnice są dźwignicami złożonymi, dającymi możliwość transportu
w przestrzeni określonej przez wysokość podnoszenia chwytaka, drogę jazdy
wózka i mostu suwnicy. Suwnice są używane do obsługi hal fabrycznych,
magazynów, placów składowych, wyładunku i załadunku innych urządzeń
transportowych, jak np. wagonów, samochodów, statków i in. Żurawie przenoszą
ładunek wzdłuż łuku kołowego i mogą obsługiwać przestrzeń objętą walcem,
którego wysokość jest wysokością podnoszenia, promień podstawy natomiast —
wysięgiem. Zastosowanie ich jest podobne jak suwnic.
5.3. PRZENOŚNIKI
5.3.1. PRZENOŚNIKI CIĘGNOWE
Transport ciał stałych przenośnikami cięgnowymi odbywa się za pośred-
nictwem cięgna, które stanowi taśma, łańcuch lub lina. Materiał może być
przenoszony bezpośrednio na cięgnie lub za pomocą elementu nośnego przy-
mocowanego do cięgna. Wyróżnia się następujące przenośniki cięgnowe:
taśmowe, członowe, zgarniakowe, kubełkowe.
Rys. 5.1. Przenośnik taśmowy: l — bęben napinający, 2 - bęben napędowy, 3 — rolki pod-
trzymujące, 4 - taśma, 5 — napinacz wózkowy
Przenośniki taśmowe (rys. 5.1) posiadają cięgno, stanowiące taśmę teks-
tylno-gumową, stalową lub z siatki drucianej, opięte na dwóch bębnach, napi-
nającym (1) i napędowym (2). Taśma (4) jest podtrzymywana przez ruchome,
obrotowe rolki (3). Napięcie taśmy zapewniają napinacze stanowiące ruchomy
wózek (5) (rys. 5.1), napinacz śrubowy (rys. 5.2a) lub obciążenie powrotnej strony
taśmy odpowiednim ciężarem (rys. 5.2b). Ułożenie taśmy zależy od jej szerokości
(rys. 5.3), rodzaju transportowanego materiału i wydajności przenośnika. Transport
materiału odbywać się może w poziomie i pod kątem zależnym od współczynnika
tarcia materiału.
Prędkość przesuwu taśm tekstylno-gumowych, w zależności od rozmiarów
ziaren materiału wynosi 0,5-2,0 m/s. Taśm siatkowych i z blachy stalowej
52
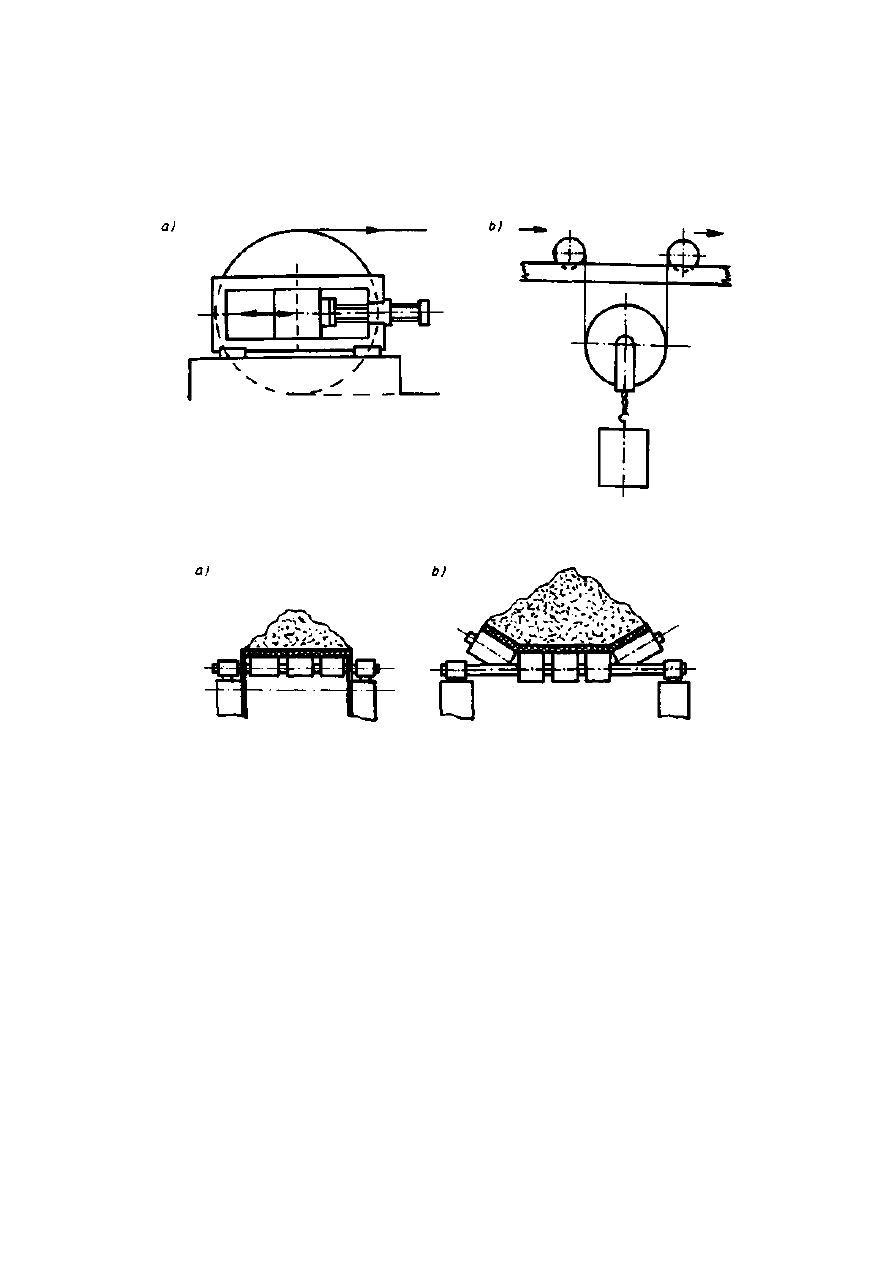
0,2-1,5 m/s. Mniejsze prędkości przesuwu są stosowane dla materiałów drob-
noziarnistych, pylących, większe dla gruboziarnistych. Wyładowanie może nastąpić
w dowolnym miejscu zgarniakami (pługami) lub wózkiem zrzutowym
Rys. 5.2. Napinacz taśmy: a) śrubowy, b) ciężarowy
Rys. 5.3. Ułożenie taśmy: a) płaskie, b) nieckowe
(rys. 5.4) lub na końcu przenośnika podczas zmiany kierunku ruchu taśmy na
bębnie napędowym (2), (rys. 5.1). Taśma stykająca się bezpośrednio z przeno-
szonym materiałem musi być odporna na jego działanie i wytrzymała na me-
chaniczne uderzenia i rozciąganie. Końce taśm są wulkanizowane lub spinane
odpowiednimi klamrami metalowymi. Taśmy gumowane i powlekane substancjami
termoodpornymi mogą pracować w zakresie temperatur ok. 250-650 K. Wymiary
taśm gumowanych są znormalizowane. Ich szerokości dochodzą do kilku metrów,
a długość przenośnika nawet do 1000 m. Taśmy siatkowe są stosowane do
przenoszenia materiałów o dużej wilgotności, sypkich, o ostrych krawędziach i o
wysokiej temperaturze (600-700 K). Wykonuje się je z drutu stalowego lub
fosforobrązu, o przekroju kołowym lub prostokątnym. Są one trwałe, mają łatwość
łączenia końców. Do przenoszenia materiałów o wysokiej temperaturze i ostrych
krawędziach są również stosowane taśmy stalowe o grubości taśmy 0,8-1,0 mm.
Są wykonywane ze stali węglowej lub stopowej walcowanej na zimno, odznaczają
się dużą wytrzymałością, twardością i małymi
53
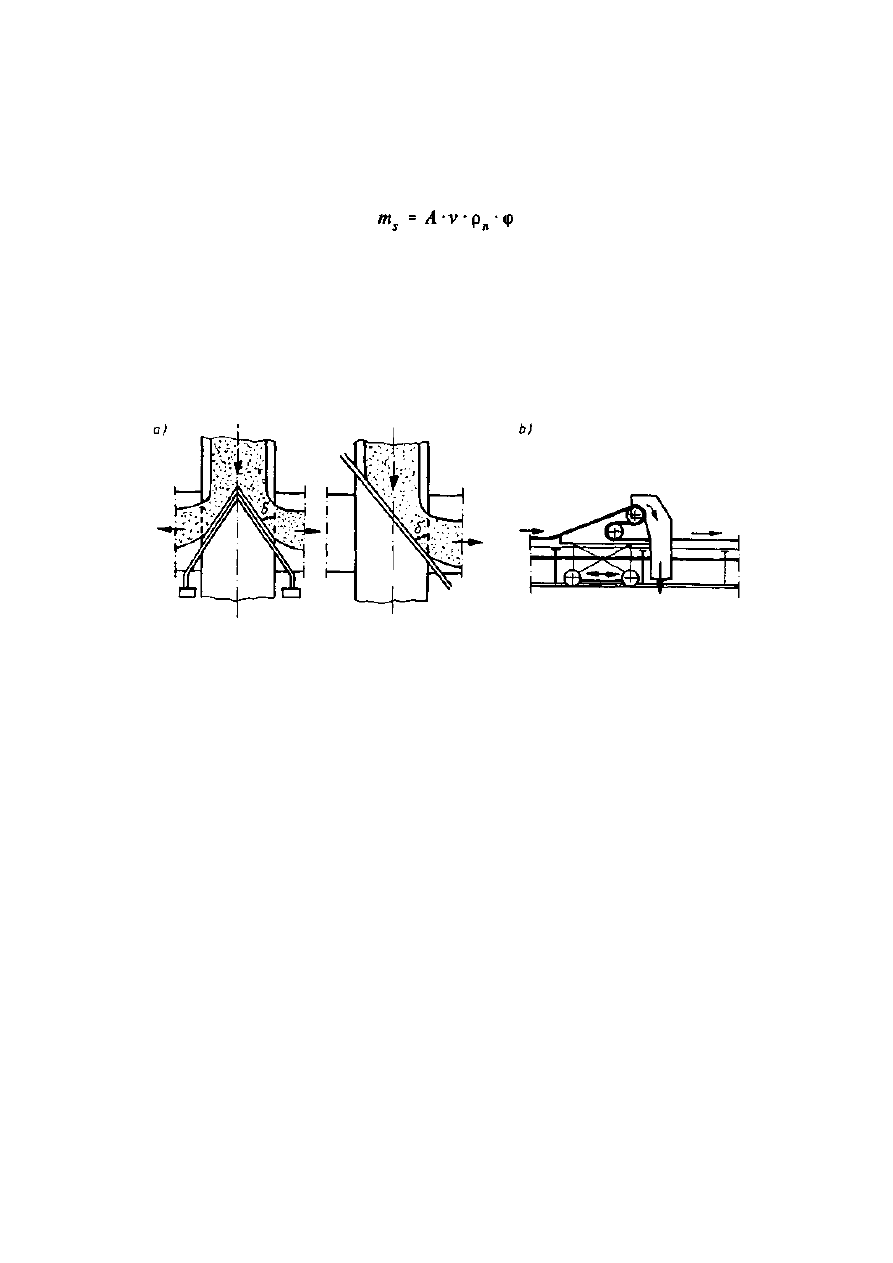
wydłużeniami pod działaniem dużych obciążeń. Przenośnik charakteryzują
parametry: wydajność i zapotrzebowanie mocy. Wydajność przenośników taś-
mowych można obliczyć ze wzoru
w którym A — pole przekroju poprzecznego materiału na taśmie,
v — prędkość przesuwu taśmy,
p — gęstość nasypowa materiału,
φ — współczynnik zależny od kąta pochylenia taśmy, równo-
mierności dozowania materiału na taśmę, pola przekroju
materiału, zmienny w zakresie 0,4-0,75.
Rys. 5.4. Sposoby rozładowania taśmy: a) zgarniak dwu- i jednostronny, b) wózek zrzutowy
Zapotrzebowanie mocy zależy od wielu zmiennych i jest obliczane zwykle za
pomocą wzorów empirycznych. Ogólne zużycie mocy jest związane z transportem
materiału na odległość i wysokość i sprawnością techniczną przenośnika i układu
napędowego.
Zasada działania przenośników członowych jest taka sama jak taśmowych, z
tym że elementy nośne — człony (płyty), korytka, są przymocowane do dwóch
równoległych cięgien, lin lub łańcuchów. Elementy te zachodzą na siebie
uniemożliwiając przesypywanie się materiału. Ze względu na znaczny ciężar
zastosowanie ich jest ograniczone do stosunkowo krótkich odcinków, gdy prędkości
przenoszenia są małe. Mogą jednak przenosić ciężkie ładunki, również w
pojedynczych sztukach i kawałkach, gorące i zbrylone, o właściwościach
ścierających. Jedynym miejscem rozładowczym jest tu koniec przenośnika.
Przenośniki zgarniakowe przesuwają materiał w nieruchomym korycie,
otwartym lub zamkniętym, za pomocą zgarniaków przymocowanych do cięgna.
Wyróżnia się przenośniki zgarniakowe zgrzebłowe i łańcuchowe. W przenośnikach
zgrzebłowych zgrzebła w kształcie krążków, prostokątów, itp. (rys. 5.5a, b),
przymocowane do liny lub łańcucha pchają przenoszony materiał w korycie.
Przenośniki te mogą przenosić materiał w płaszczyźnie poziomej i pochylonej do
45°. Długość ich nie przekracza 150 m. Wadą ich jest znaczne zużycie energii i
szybkie zużywanie koryt w wyniku ścierania. W przenośni-
54
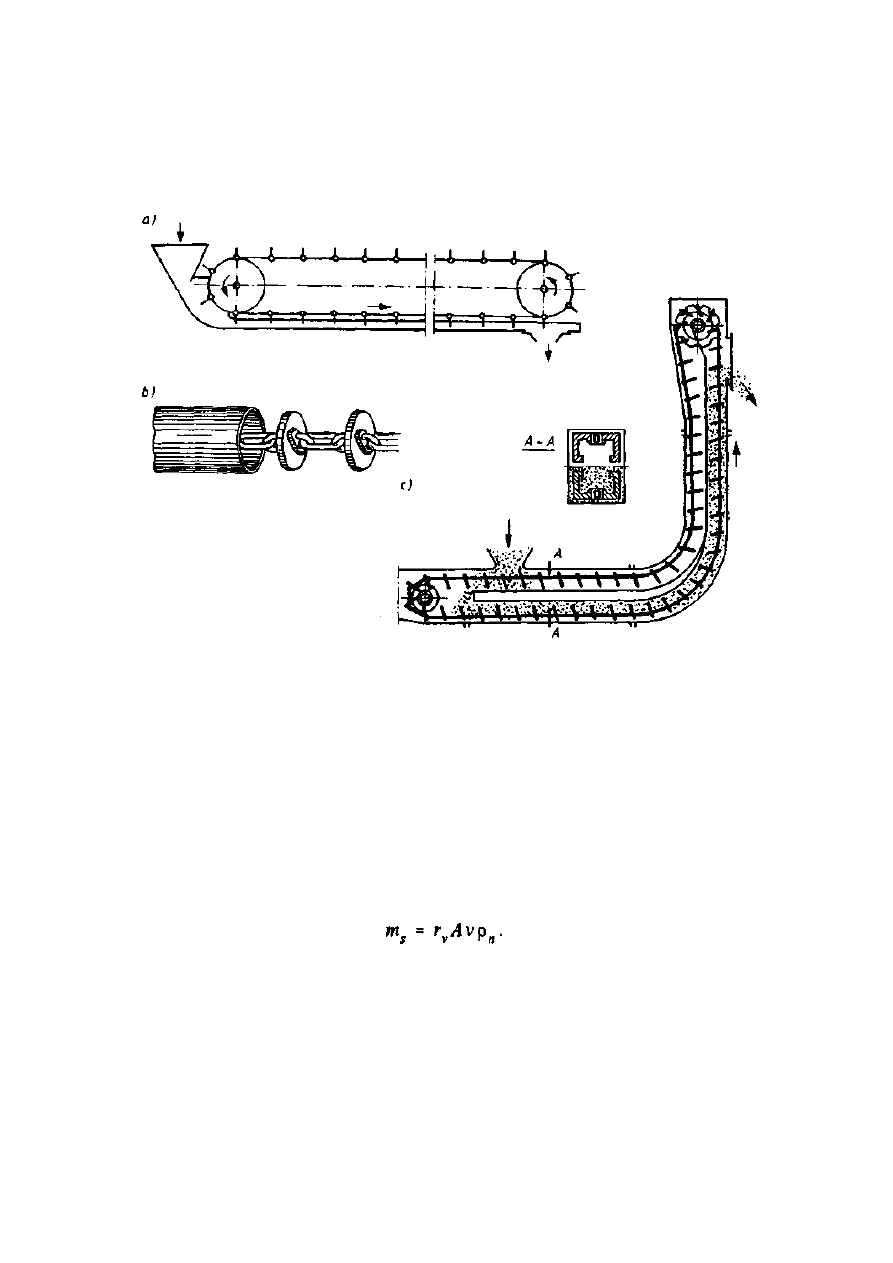
kach zgarniakowych łańcuchowych typu Redlera (rys. 5.5c) cięgno stanowi
specjalnej konstrukcji łańcuch o profilowanych ogniwach, np. w kształcie litery E,
poruszający się w zamkniętym korycie. Materiał jest tu transportowany
Rys. 5.5. Przenośniki zgarniakowe: a) ze zgarniakami prostokątnymi, b) fragment przenośnika
tarczowego (krążkowego), c) przenośnik Redlera
w wyniku większego tarcia między ziarnami materiału niż między materiałem a
ścianką koryta. Zasilanie i rozładunek przenośnika może się odbywać w dowolnym
miejscu. Przenośniki te są stosowane do transportu we wszystkich kierunkach w
przestrzeni, na niezbyt duże odległości, materiałów sypkich, pylących, o małym
współczynniku tarcia, również w wysokiej temperaturze. Prędkość przesuwu
materiału nie przekracza tu 0,4-0,5 m/s. Wydajność przenośników jest funkcją
przekroju warstwy przenoszonego materiału A, prędkości łańcucha v i
współczynnika prędkości r
v
, który jest definiowany jako stosunek przeciętnej
prędkości materiału do prędkości łańcucha, stąd
Dla przenośników poziomych r
v
jest zbliżony do jedności lecz dla nachylonych i
pionowych wynosi 0,6-0,85, zależnie od rodzaju i drogi transportu.
Przenośniki kubełkowe są stosowane do transportu pionowego i okrężnego
materiałów ziarnistych i w kawałkach. Materiał przenoszony jest porcjami w
kubełkach przymocowanych do cięgna, łańcucha lub taśmy. Cięgno z kubełkami
jest opięte na kołach łańcuchowych lub bębnach, z których górne są
55
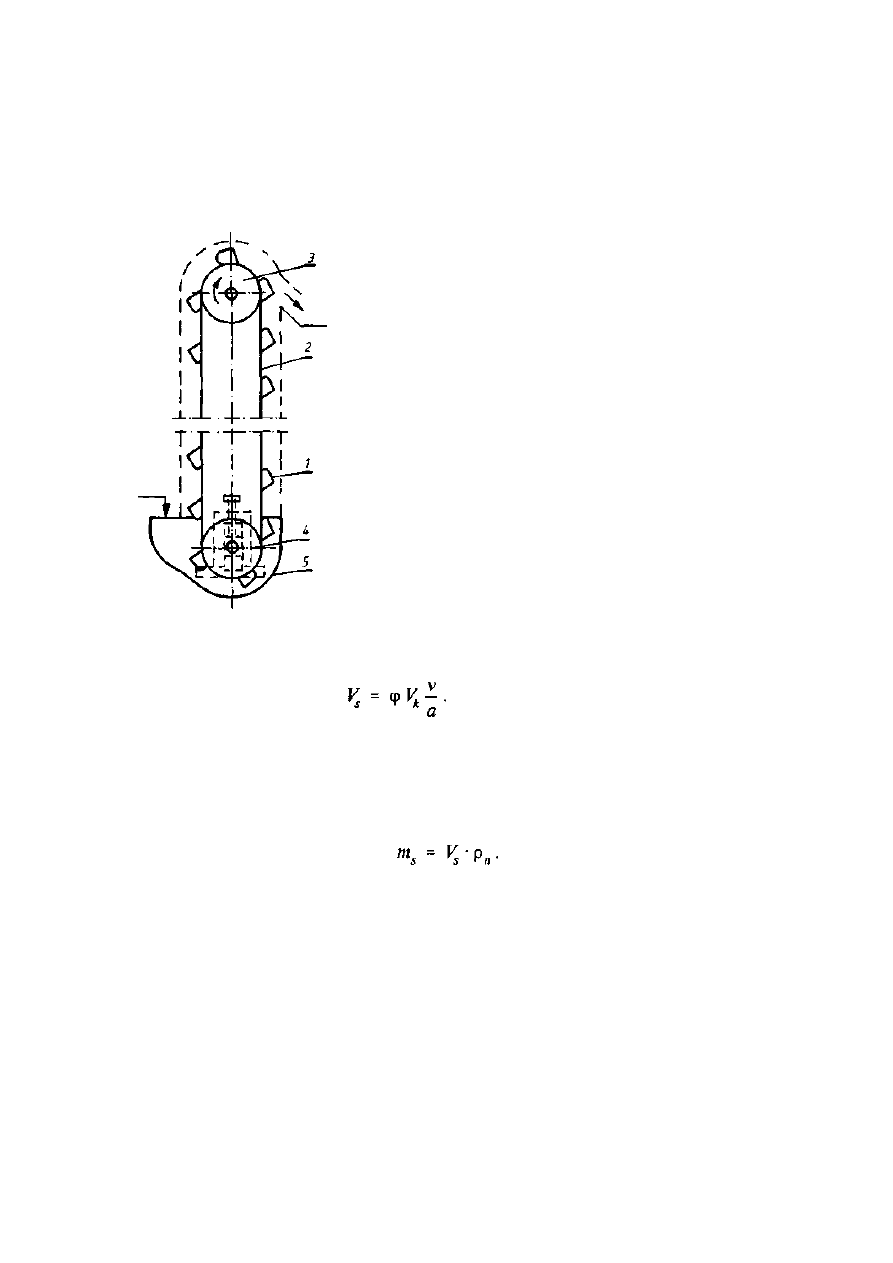
napędzane odpowiednim silnikiem. Wyróżnia się kubełki głębokie i płytkie z dnem
cylindrycznym oraz ostrokątne grzbietowe, stosowane do materiałów
gruboziarnistych, ścierających się i kruchych, umocowane na cięgnie jeden po
drugim, bez odstępów. Wymiary i pojemności kubełków są znormalizowane.
Całość zamknięta jest obudową zaopatrzoną w dolnej
części w otwór załadunkowy i wyładunkowy w części
górnej (rys. 5.6). Napełnianie kubełków odbywa się
samoczynnie przez naczerpywanie materiału w dolnej
części obudowy lub nasypywanie odpowiednim
dozownikiem. Wyładowanie, wysyp z kubełków,
następuje podczas zmiany kierunku ruchu cięgna z
kubełkami pod działaniem siły ciężkości (prędkość
cięgna 0,25-1,0 m/s), gdy prędkość przesuwu cięgna
jest większa, tj. 1,0-3,0 m/s, wówczas również w wyniku
działania siły odśrodkowej. Przenośniki kubełkowe są
stosowane do transportu na wysokość do 50 m i mają
wydajność do ok. 400 m
3
/h. Oprócz zalet, do których
zalicza się dużą wydajność i możliwośó transportu
materiałów pylących, przenośniki te mają wiele wad,
które stanowią: duży ciężar konstrukcji, duże zużycie
elementów nośnych na skutek erozji i korozji,
konieczność równomiernego zasilania.
Objętość strumienia materiału można określić
wzorem
w którym φ — współczynnik wypełnienia kubełka wynoszący 0,4-0,75, V
k
—
objętość kubełka, v — prędkość cięgna z kubełkami, a —
podziałka; odległość pomiędzy kubełkami.
Wydajność przenośnika wynosi
Zapotrzebowanie mocy do transportu wynika z wydajności przenośnika przeno-
szącego strumień masy materiału i oporów tarcia, jakie występują podczas
załadunku i na drodze transportu.
5.3.2. PRZENOŚNIKI BEZCIĘGNOWE
Przenośniki bezcięgnowe nie mają cięgna. Zasadnicze rodzaje przenośników
bezcięgnowych stanowią przenośniki ślimakowe (śrubowe) i wibracyjne.
56
Rys. 5.6. Przenośnik kubeł-
kowy: l — kubełki, 2 —
cięgno, 3,4 — bębny (koła
łańcuchowe), 5 — obudowa
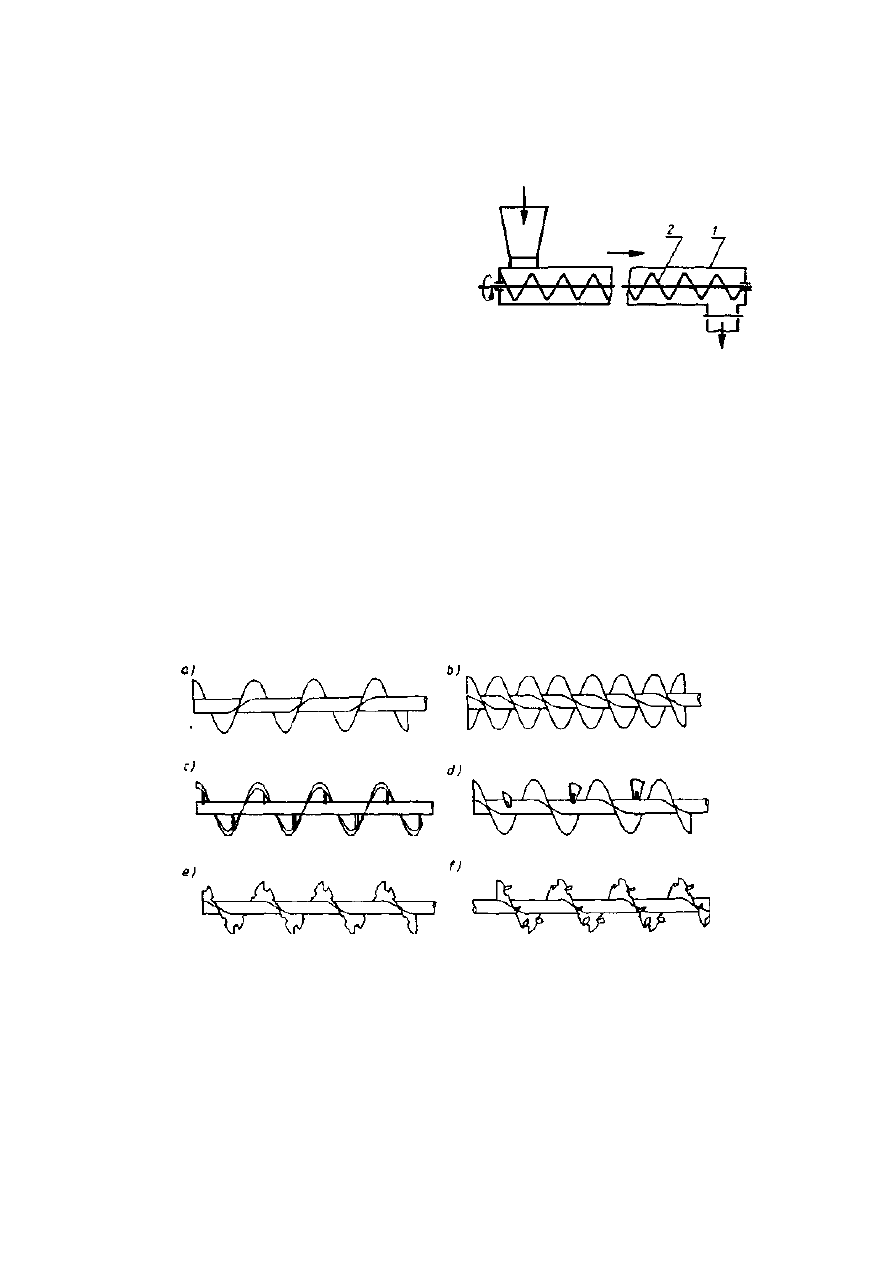
Zasada działania przenośników ślimakowych polega na przesuwaniu materiału
w korycie otwartym lub zamkniętym za pomocą obracającego się wału o
powierzchni śrubowej (rys. 5.7). Materiał
podawany do koryta, na skutek działania
siły ciężkości i tarcia o ścianki i dno
koryta, nie wykonuje ruchu obrotowego ze
ślimakiem, lecz jest przezeń przesuwany
do otworu wyładowczego. Stopień
wypełnienia koryta wynosi 0,1-0,5,
zależnie od rodzaju materiału i jego
postaci. Przenośniki
ślimakowe są
stosowane do przenoszenia na niewielkie
odległości materiałów sypkich, drobnoziarnistych, ciastowatych, nie mających
właściwości ścierających i w dużym stopniu adhezyjnych, mogących oblepiać
części robocze przenośnika i blokować przepływ materiału. Różnorodność
materiałów powoduje istnienie wielu wzorów stosowanych ślimaków (rys. 5.8).
Ślimaki o gwincie jedno- i dwuzwo-jowym (rys. 5.8a, b), są stosowane do
przenoszenia materiałów sypkich, lekkich. Do przenoszenia materiałów
ciastowatych, adhezyjnych i wilgotnych są stosowane ślimaki wstęgowe (rys.
5.8c). Jeśli podczas transportu odbywa się mieszanie, mieszanie i chłodzenie
lub ogrzewanie, to stosuje się ślimaki łopatkowe, ślimaki ze zwojami bądź
wycinany mi, -bądź zaginanymi po wycięciu (rys. 5.8d,e,f).
Rys. 5.8. Rodzaje ślimaków: a),b) o gwincie jedno- i dwuzwojowym, c) ślimak wstęgowy, d) ślimak
łopatkowy, e),f) ze zwojami wycinanymi i zaginanymi
Prędkości obrotowe ślimaków, podczas przenoszenia materiałów sypkich
mało erozyjnych, wynoszą od kilkudziesięciu do 2000 obr/min. Długość ślima-
ków-przenośników dochodzi do kilkudziesięciu metrów, przy czym unika się
57
Rys. 5.7. Przenośnik ślimakowy: l — ko-
ryto, 2 — ślimak
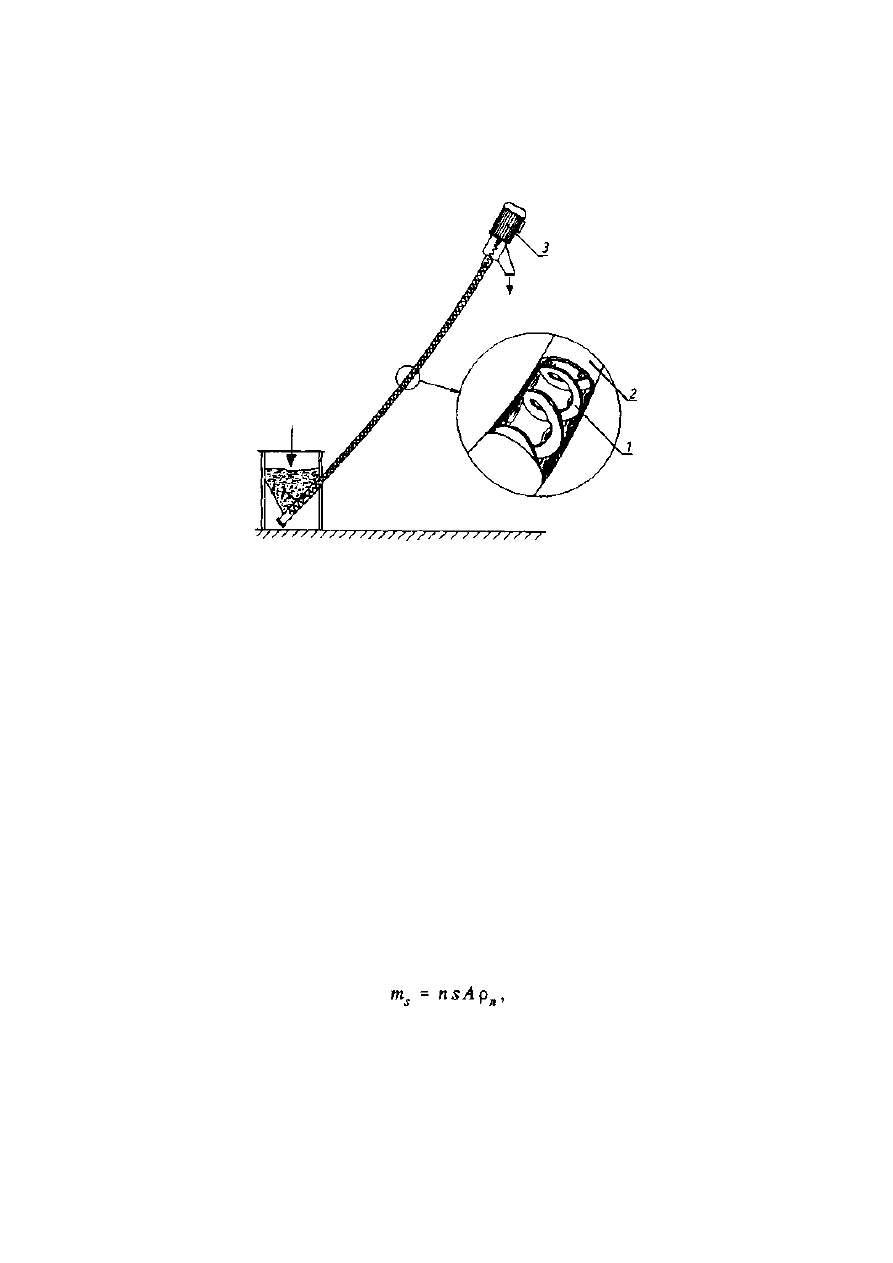
Rys. 5.9. Przenośnik ślimakowy z giętkim ślimakiem wstęgowym: l — ślimak wstęgowy,
2 - przewód elastyczny, 3 - napęd
Oprócz wymienionych istnieją również konstrukcje tzw. ślimaków otwartych
giętkich, podobne w budowie do spirali wykonanej z taśmy metalowej,
transportujące materiał w giętkich przewodach o średnicy 40-80 mm (rys. 5.9). Są
one stosowane do przenoszenia niewielkich strumieni materiałów na małe
odległości. Przenośniki ślimakowe mogą przenosić materiał w poziomie, pod
kątem i w pionie. W tym ostatnim przypadku przenośnik ma nieco inną budowę
zabezpieczającą przed wysypem materiału po wyłączeniu ruchu. Zasilanie i
odbiór materiału może się odbywać w dowolnym miejscu przenośnika. Dzięki
zwartej i prostej konstrukcji przenośniki ślimakowe zajmują mało miejsca i są
zdolne do przenoszenia szerokiego zakresu różnych materiałów. Do wad tych
przenośników należy zaliczyć trudności w przenoszeniu materiałów w nieregu-
larnych kawałkach, włóknistych i adhezyjnych, ograniczoną długość transportu,
niezbyt wysoką sprawność przenoszenia.
Do projektowania i doboru przenośnika ślimakowego są istotne jego wielkość i
prędkość obrotów ślimaka (rys. 5.10). Strumień masy przenoszonego materiału
wynosi
gdzie n — liczba obrotów, s — skok linii śrubowej.
Przekrój transportowanej warstwy materiału A, wyraża się średnicami: d
r
rdzenia i d
z
zewnętrzną ślimaka, a więc
58
łączenia i podpierania ślimaków w korycie, ze względu na możliwość blokowania
przepływu materiału.
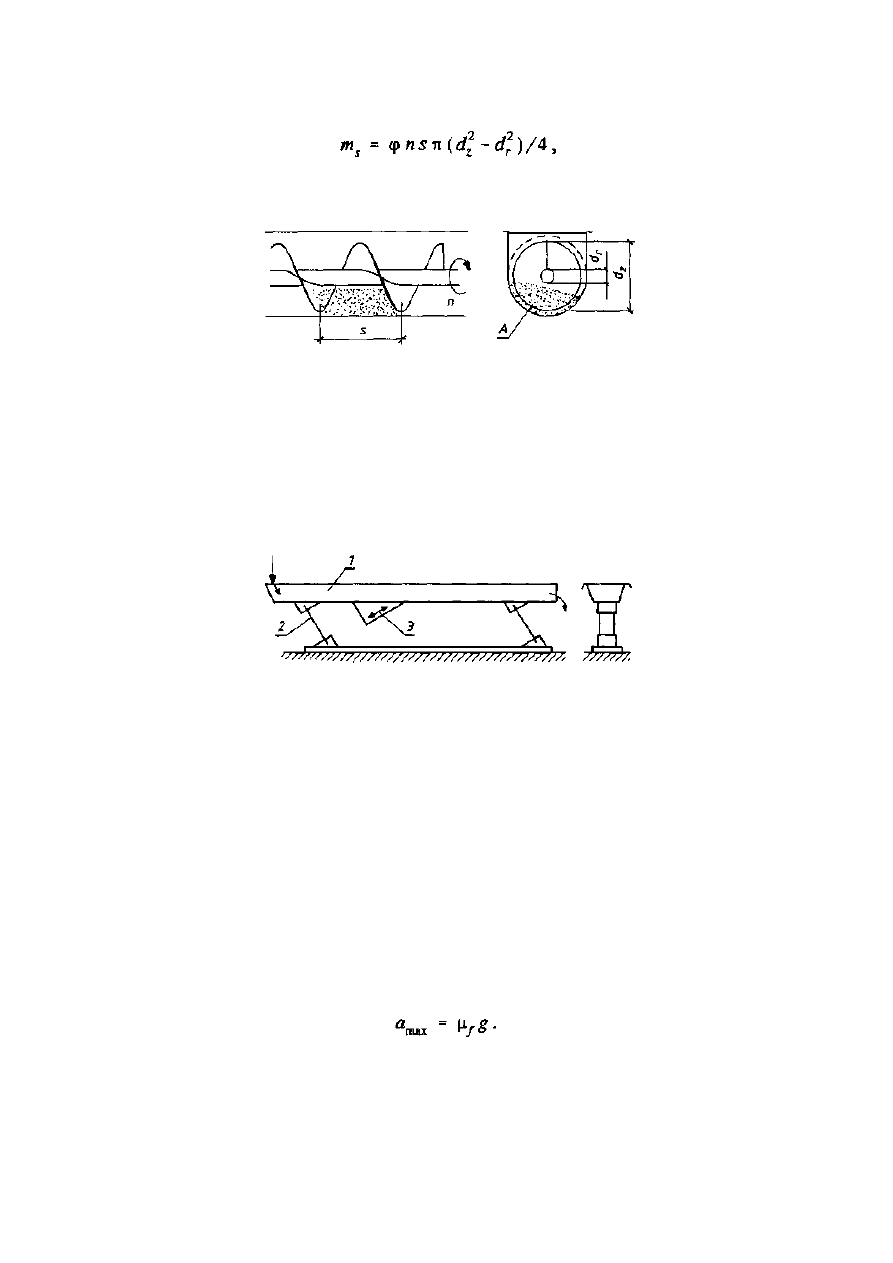
Rys. 5.10. Wielkości określające wydajność przenośnika ślimakowego
Zużycie mocy jest sumą mocy niezbędnej zarówno do transportu materiału
na odległość i ewentualnie na wysokość, z określoną szybkością jak i pokonania
oporów tarcia pomiędzy ruchomymi częściami przenośnika.
Przenośniki wibracyjne są stosowane do przenoszenia wielu rodzajów ma-
teriałów stałych, od cząstek mikronowych do ziaren-kawałków. Przenośnik
wibracyjny (lub wstrząsowy) zawiera koryto (rynnę) opartą lub podwieszoną
Rys. 5 . 1 1 . Schemat przenośnika wibracyjnego: l — koryto (rynna), 2 - wsporniki sprężyste,
3 — wibrator
na sprężynach lub płaskownikach sprężystych, która jest wprowadzana w drgania p
stosunkowo dużej częstości i małej amplitudzie przez odpowiedni wibrator (rys.
5.11). Działanie wibracji powoduje podrzucanie cząstek materiału do góry i ruch
ich do przodu tak, że poruszają się one wzdłuż rynny serią krótkich skoków.
Pośród przenośników wibracyjnych wyróżnia się również tzw. przenośniki
wstrząsowe, działające na zasadzie ruchu rynny wraz z materiałem w kierunku
do przodu, po czym zatrzymania się w pozycji odpowiadającej wielkości skoku i
szybkiego powrotu do tyłu. Przenoszony materiał na skutek wypadkowego
działania sił tarcia wewnętrznego, bezwładności i tarcia o ściany rynny nie wraca z
powrotem, lecz jest przesuwany wzdłuż rynny, do przodu. Maksimum
przyspieszenia ruchu zależy od współczynnika tarcia µ, masy materiału o
powierzchnię
gdzie φ — współczynnik napełnienia koryta — 0,15-0,45.
Częstość drgań wynosi tu 1-2 Hz podczas skoku (suwu) rynny do ok. 250
mm. Dla typowych przenośników wibracyjnych wielkości te wynoszą od-
59
powiędnie: częstość — 3-20 Hz, skok (amplituda) — poniżej 25 mm. Przenośniki
wstrząsowe są stosowane do transportu na niewielkie odległości materiałów
granulowanych i w kawałkach, o stosunkowo dużej gęstości, nie mających silnych
właściwości erozyjnych. Omawiane przenośniki są również stosowane jako
podajniki (dozowniki). Podajniki różnią się od przenośników jedynie wymiarami,
długość podajników wynosi 2-3 m, przenośników natomiast ponad 10 m, przy
szerokości do 4 m.
Przeciętna prędkość masy materiału wzdłuż rynny może być wyrażona jako
gdzie k — współczynnik efektywności przenoszenia; zależy od kąta wibracji
(drgań) β, współczynnika tarcia µ, i dynamiki ruchu materiału i zmienia się
od O do l ,0, λ — amplituda, / — częstość.
Prędkość rzeczywista u
s
musi uwzględniać charakterystykę materiału, tj.
rozmiar cząstek i ich gęstość, zmienną grubość warstwy 1-300 mm, kąt po-
chylenia rynny do poziomu dochodzący do ok. 15°. Strumień masy przenoszo-
nego materiału, gdy jest znana powierzchnia przekroju warstwy, oblicza się
podobnie jak w odniesieniu do omówionych już przenośników.
Przenośniki wibracyjne według sposobu przekazywania wibracji do rynny
(koryta) podzielić można następująco: z napędem mechanicznym bezpośrednim,
za pośrednictwem mechanizmu korbowego lub mimośrodu stanowiącego
niewyważoną masę wprawianą w ruch obrotowy (rys. 5.12a); z napędem elek-
tromagnetycznym, w którym drgania są ograniczone do dodatniej połówki si-
nusoidy (rys. 5.12b), z napędem hydraulicznym lub pneumatycznym, stoso-
wanym w szczególnych przypadkach zagrożenia pożarowego lub eksplozją i in.
Rys. 5.12. Przenośniki wibracyjne: a) z napędem bezwładnościowym, b) z napędem elektro-
magnetycznym; l - napęd, 2 - sprężyny, 3 - rynna (koryto)
Przenośniki z napędem korbowym są stosowane do przenoszenia stosunkowo
dużych mas materiałów, gdy mała częstość i duża amplituda drgań jest
odpowiednia. Wadą ich jest niewyważenie i przenoszenie się drgań na funda-
menty. Ograniczenie tej wady osiąga się przez zrównoważenie drgających mas
lub zainstalowanie zamiast jednej dwóch rynien, tworzących układ zbilansowany.
Przenośniki, w których drgania są wymuszone ruchem obrotowym w prze-
ciwnych kierunkach nie wy ważonych mas, wywołują drgania liniowe prostopa-
60
die do osi napędu (rys. 5.12a). Wibrator może być montowany u dołu rynny lub
na górze. Rynna może być podparta lub podwieszona na sprężynach lub
płaskownikach sprężystych. Typowe parametry drgań są następujące: częstość ok.
15 Hz, amplituda 1 - 1 0 mm zależna w dużym
stopniu od obciążenia rynny materiałem.
Częstość drgań przenośników z napędem
elektromagnetycznym wynika z częstotliwości
prądu. Poprzez odpowiednie prostowanie prądu
częstość można zmniejszyć. Amplituda jest
mała, 0,1-3 mm, więc prędkości przenoszenia
nie przekraczają 0,3 m/s.
Oprócz opisanych przenośników, stoso-
wanych zwykle do transportu poziomego,
istnieją również przenośniki zwane elewatorami
spiralnymi (rys. 5.13), oparte na tej samej
zasadzie przenoszenia. Przenośnik
jest zaopatrzony w rynnę, nawiniętą na pionowym metalowym rdzeniu (rurze) w
postaci helikoidy, pod niewielkim kątem. Drgania są przyłożone do rdzenia u
dołu przenośnika. Wysokość podnoszenia wynosi 10 m i więcej.
5.3.3. PRZENOŚNIKI PNEUMATYCZNE
Przenośniki pneumatyczne są stosowane do transportu na znaczne odległości
we wszystkich kierunkach w przestrzeni materiałów sypkich, lekkich, nie zbry-
lających się w rurociągach zamkniętych. Zasada działania przenośników pne-
umatycznych polega na porywaniu i przenoszeniu materiału przez strumień
powietrza do miejsca wyładunku, które następuje w wyniku gwałtownego
zmniejszenia prędkości lub kierunku ruchu gazu. Wyróżnia się przenośniki
pneumatyczne ssące, tłoczące i ssąco-tłoczące.
Przenośniki ssące pracują za zasadzie wytworzenia w rurociągu próżni i
zasysaniu materiału bezpośrednio ze zbiorników lub hałd (rys. 5.14). Zasysanie
odbywa się za pośrednictwem dyszy umożliwiającej regulację strumienia ciała
stałego. Przeniesiony materiał jest wyładowywany w zbiorniku (3) w wyniku
działania na cząstki ciała stałego sił bezwładności. Drobne cząstki, uniesione
strumieniem gazu, są wydzielane w bardziej sprawnych odpylaczach, w cyklonach
(4), filtrach tkaninowych lub obu tych aparatach jednocześnie. Oczyszczone
powietrze jest zasysane wentylatorem (5) lub innego rodzaju sprężarką. Instalacja
na drodze transportu musi być szczelna, by poprzez tzw. podsysanie powietrza
atmosferycznego nie następowało zmniejszanie próżni. Zdolność przenoszenia
dochodzi do ok. 100 m. Materiał może być pobierany z kilku źródeł i
transportowany do jednego miejsca.
Rys. 5.13. Przenośnik spiralny — bez-
władnościowy: l — wibrator, 2 —
sprężyny, 3 — rynna spiralna
61
Rys. 5.14. Instalacja ssąca transportu pneumatycznego: l - zasysanie powietrza, 2 — zasob-nik-
podajnik, 3 - zbiornik-separator, 4 - filtr, 5 - sprężarka (wentylator)
Przenośniki tłoczące transportują materiał dzięki działaniu siły nacisku,
wywieranej przez sprężone powietrze (rys. 5.15). Powietrze tłoczone sprężarką (2)
jest podawane do podajnika (3), mechanicznego zwykle celkowego (skrzy-
dełkowego) lub ślimakowego, albo iniekcyjnego. Wytworzona mieszanina gaz--
cząstki ciała stałego jest przesyłana rurociągiem lub zespołem rurociągów do
miejsca wyładunku, który następuje analogicznie jak w instalacji ssącej. Możli-
wość wytworzenia tu znacznie większej siły napędowej do transportu, tj. różnicy
ciśnień powoduje, że mogą być przenoszone większe masy materiałów na
odległość do 2 km.
Rys. 5.15. Instalacja tłocząca transportu pneumatycznego: l - zbiornik materiału, 2 — sprężarka, 3
— podajnik, 4 - zasuwy, 5 — zasobniki produktu, 6 - filtry
Omawiane instalacje mogą być łączone i stanowić przenośnik ssąco-tłoczą-cy,
gdy istnieje konieczność transportu z kilku miejsc i na znaczne odległości. Układ
zamknięty (rys. 5.16) jest specjalnym przypadkiem transportu pneumatycznego.
Dotyczy to układu w którym jest stosowany inny gaz niż powietrze i musi być on
recyrkulowany. Przykładem może być transport produktów spożywczych,
wrażliwych na wilgoć, przenoszonych dwutlenkiem węgla lub azotem. W takim
układzie są również transportowane materiały toksyczne, radioaktywne,
eksplozyjne i in.
62
Rys. 5.16. Układ zamknięty transportu pneumatycznego: l — sprężarka (wentylator), 2 — za-
sobnik, 3 — podajnik, 4 — cyklon, 5 — filtr tkaninowy
W projektowaniu i doborze instalacji transportu pneumatycznego zasadnicze
znaczenie ma strumień masy przenoszonego materiału, wyrażany w kilogra-
mach lub tonach na godzinę. Stosunek strumienia masy przenoszonego materiału
do powietrza, zwany obciążeniem przenośnika, jest drugim istotnym parametrem.
Transport odbywać się może w „fazie gęstej", gdy ten stosunek dochodzi do
kilkuset lub w „fazie rozcieńczonej", gdy wynosi on 5-15. Znając przepływ
powietrza i prędkość transportu oblicza się średnicę rurociągu z zależności
gdzie m
c
— strumień masy powietrza,
U
G
—
prędkość liniowa powietrza, p
G
—
gęstość powietrza.
Prędkość przepływu powietrza zależy od charakterystyki materiału i wynosi 6-
35 m/s. W celu zapewnienia stabilnych warunków transportu jest konieczne
zachowanie odpowiedniego minimum prędkości, tak by przepływ odbywał się
całym przekrojem rurociągu [1]. Spadek ciśnienia gazu w instalacji ssącej jest
ograniczony do ok. 60 kPa. W przenośnikach tłoczących o standardowych
wykonaniach podajników ciśnienie nie przekracza 0,1 MPa, w specjalnych zaś
0,7 MPa. Obliczenie spadku ciśnienia podczas transportu pneumatycznego jest
przedmiotem wielu rozważań, w tym również inżynierii chemicznej [2]. Spadek
ten może być wyrażony ogólnie następująco:
gdzie ∆ρ
σ
— spadek ciśnienia gazu,
α — współczynnik straty ciśnienia zależny od charakterystyki ciała
stałego i obciążenia materiałem Φ . W przybliżeniu
α ·» Φ dla prędkości transportu ponad 20 m/s.
63
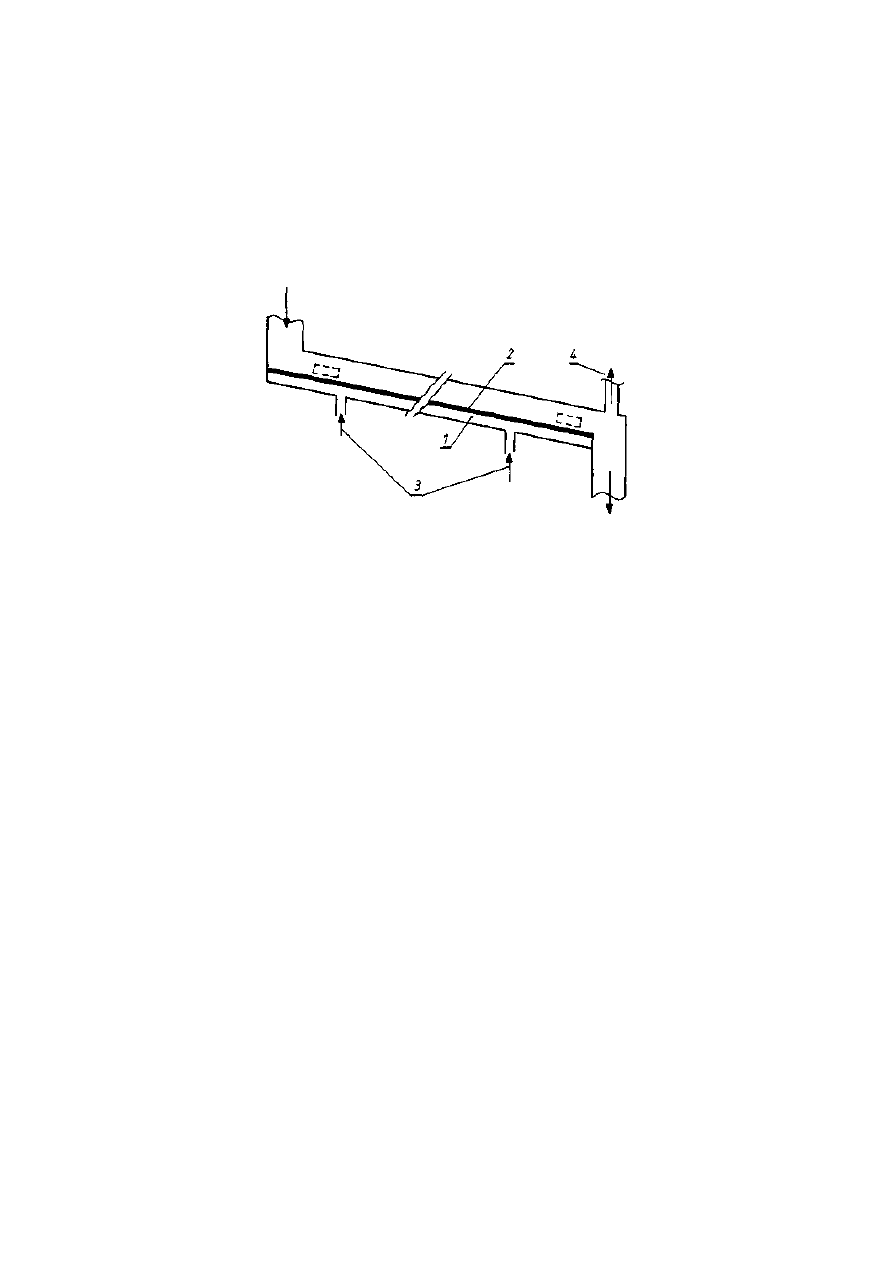
Do zalet transportu pneumatycznego zalicza się:
— prostotę w projektowaniu, wykonaniu i obsłudze,
— możliwość pracy w układzie zamkniętym,
— możliwość automatyzacji i zdalnego sterowania.
Za wady natomiast uważa się ograniczenie transportu zasadniczo do ciał
stałych nieerozyjnych oraz znaczne zużycie energii.
Rys. 5.17. Przenośnik fluidalny: l - rynna (koryto), 2 - przegroda porowata, 3 - powietrze do
fluidyzacji, 4 — powietrze do odpylania
Przenoszenie materiałów stałych sypkich na niewielkie odległości odbywać się
może również z zastosowaniem zjawiska fluidyzacji. Strumień powietrza
przepływając przez porowate dno rynny (rys. 5.17), nachylone w kierunku
drogi transportu pod odpowiednim kątem, fluidyzuje i zapewnia ciągły przepływ
materiału w kierunku końca rynny. Kąt pochylenia rynny zależy od zdolności
materiału do fluidyzacji jednorodnej. Porowate dno rynny jest wykonywane z
tkanin bawełnianych lub poliestrowych, z porowatych płytek ceramicznych lub z
tworzyw sztucznych, siatek metalowych. Przenośnik fluidalny, w zależności
od rodzaju materiału i innych uwarunkowań, może pracować z rynną otwartą
lub zamkniętą. W drugim przypadku, częściej spotykanym, przenośnik jest
wyposażony w urządzenia odpylające. Kąt pochylenia rynny dla materiałów
sypkich wynosi ok. 3°, dla kohezyjnych proszków natomiast 7-10°. Pozostałe
zasadnicze parametry projektowe stanowią: długość — do kilkudziesięciu
metrów i szerokość rynny — zwykle 0,2-1,0 m oraz zapotrzebowanie na
powietrze określone wymaganiami fluidyzacji. Spadek ciśnienia gazu wynosi
2,5-5,0 kPa.
5.3.4. PRZENOŚNIKI HYDRAULICZNE
Przenośniki hydrauliczne służą do transportu ciała stałego za pomocą prze-
pływającej cieczy, w postaci zawiesiny. Przenoszony materiał nie powinien być
rozpuszczalny i nie powinien reagować z cieczą. Transport hydrauliczny jest
stosowany do przenoszenia w rurociągach dużych strumieni mas na dalekie
odległości węgla, rud żelaza, miedzi, kamienia wapiennego, fosforytów itp.
64
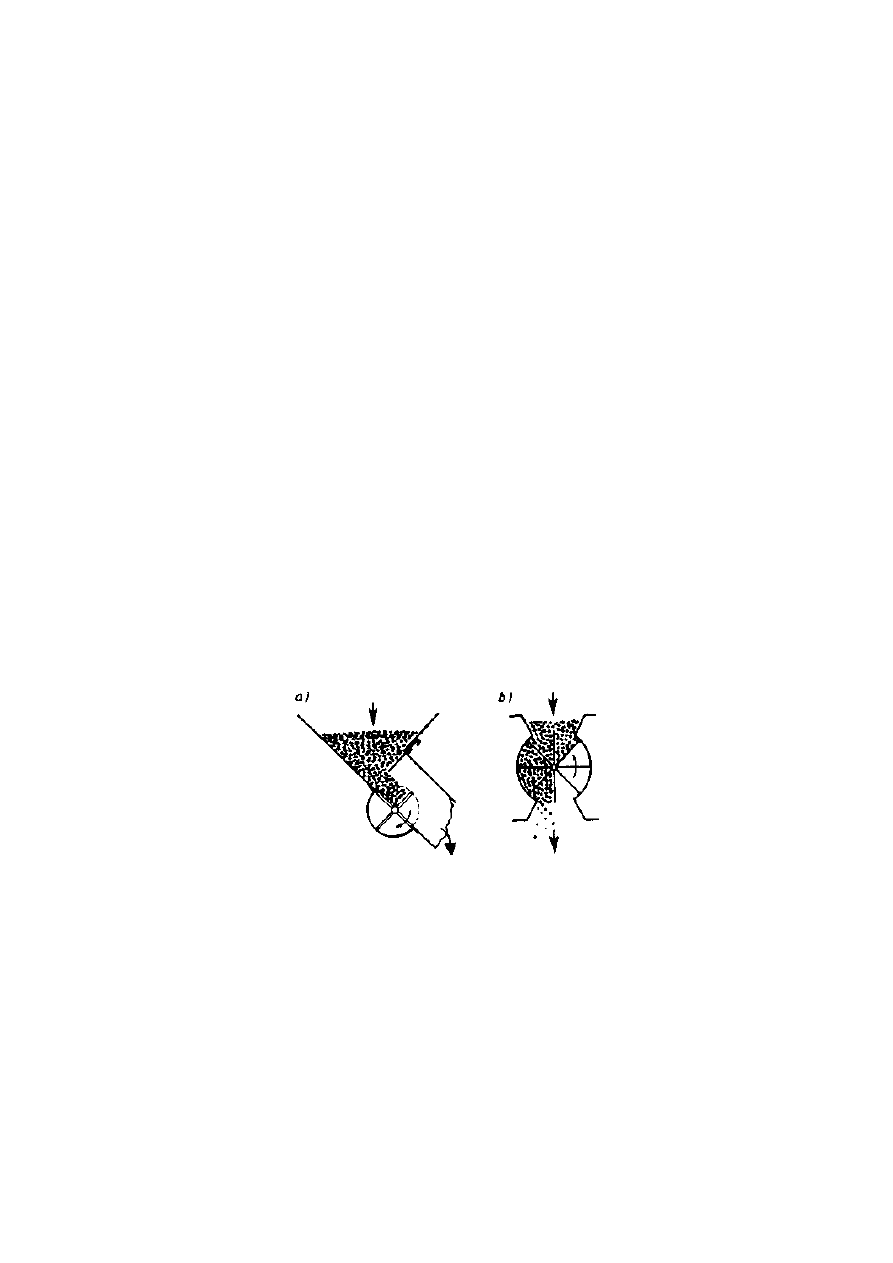
Zasadniczy element instalacji stanowią pompy zdolne do wytworzenia wysokiego
ciśnienia podczas wymaganego przepływu zawiesiny, często zawierającej cząstki
w wysokim stopniu erozyjne. Zawiesina do transportu, o określonym stężeniu, jest
przygotowywana przez zmieszanie cząstek z wodą w mieszalniku. Rurociągi są
wykonywane ze stali węglowych i stopowych, odpornych na korozję i erozję o
grubości ścianek 5-15 mm (również z wykładziną z gumy lub tworzyw sztucznych),
betonu zbrojonego, tworzyw sztucznych. Separacja wody z zawiesiny na końcu
drogi transportu odbywa się w wyniku sedymentacji lub filtracji cząstek.
Zastosowanie transportu hydraulicznego jest w dużym stopniu ograniczone do
przemysłu przetwórczego surowców mineralnych. W innych jest stosowane
rzadziej, ze względu na koszt wody i kłopoty eksploatacyjne w warunkach
zimowych.
5.4. PODAJNIKI — DOZOWNIKI CIAŁ STAŁYCH
Urządzenia służące do odmierzania określonej objętości lub masy materiału w
sposób okresowy lub ciągły i podawania do odpowiednich aparatów, rurociągów
itd. noszą nazwę podajników lub dozowników. Z definicji wynika podział
dozowników na objętościowe i masowe.
Do dozowników objętościowych należy duża grupa, w której znajdują się
dozowniki taśmowe, skrzydełkowe, ślimakowe, talerzowe, wibracyjne i inne.
Do/owniki taśmowe są podobne do omawianych już przenośników taśmo-
wych, z tym że mają mniejsze wymiary. Nadają się do dozowania kilku składników
w celu wytworzenia mieszaniny o określonym składzie.
Rys. 5.18. Podajniki skrzydełkowe (celkowe): a) skrzydełkowy, b) celkowy — zamknięty
Dozowniki skrzydełkowe (celkowe) (rys. 5.18) są stosowane do podawania i
dozowania materiałów stałych sypkich ze zbiorników, spełniając jednocześnie rolę
zamknięcia wielu aparatów procesowych.
Dozowniki ślimakowe (rys. 5.19) są podobne w budowie do omawianych już
przenośników ślimakowych. Dla równomiernego podawania objętości materiału
skok linii śrubowej i średnica ślimaka w dozownikach zwiększają się w kierunku
podawania.
65
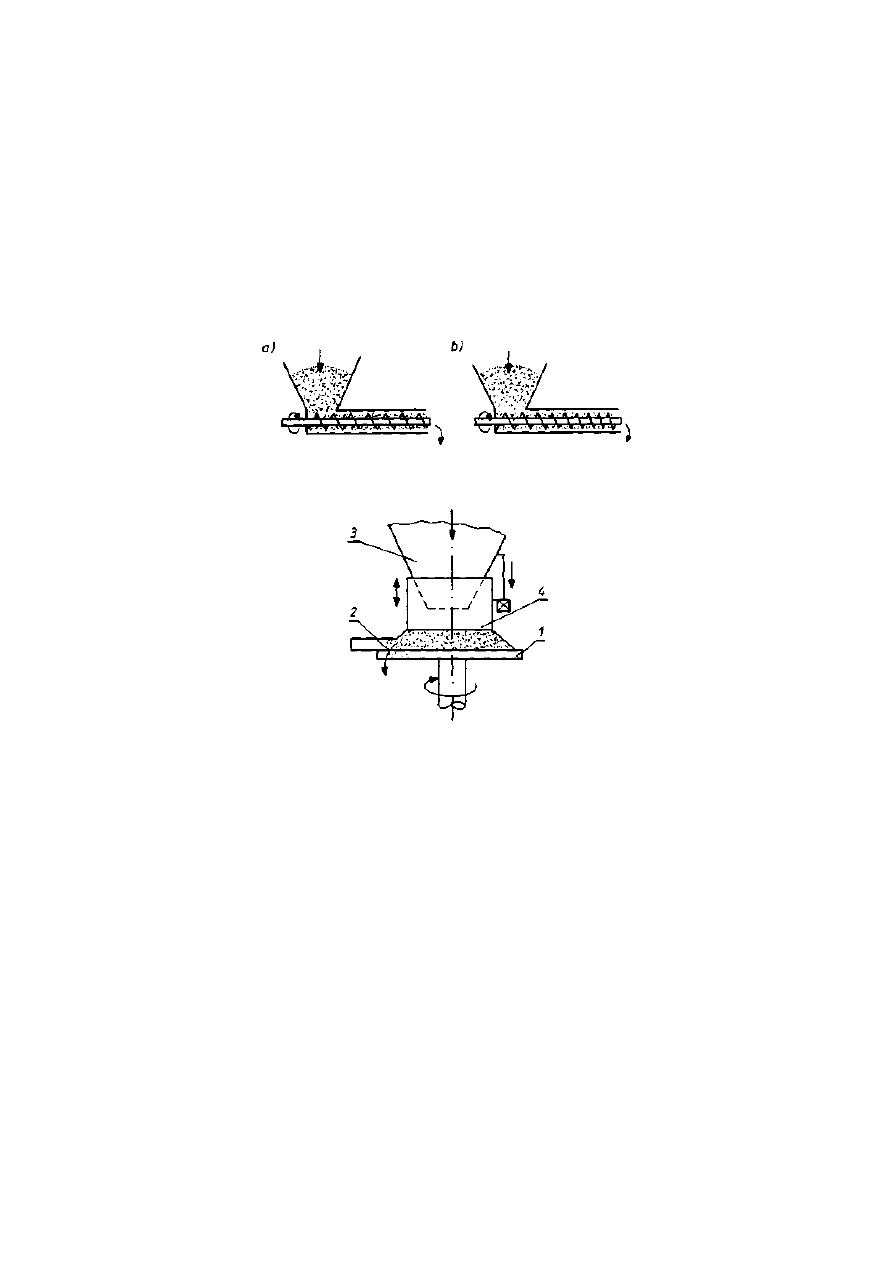
Dozowniki talerzowe (rys. 5.20) są stosowane do ciągłego i równomiernego
dozowania materiałów sypkich o rozmiarach ziaren do 30 mm. Zasadnicze
elementy dozownika stanowią pozioma obracająca się tarcza (1) oraz zgar-niak
(2) ustawione pod otworem wysypowym zbiornika (3). Wysypujący się materiał
tworzy na tarczy stożek, którego wielkość jest regulowana odległością pierścienia
(4) od tarczy. Jeśli prędkość obrotowa tarczy jest mniejsza od krytycznej, to
zgarniak (2) w postaci klina, przesuwa materiał do obwodu tarczy, skąd opada do
rynny zsypowej. Wydajność dozowników talerzowych dochodzi do 20 m
3
/h.
Rys. 5.20. Dozownik talerzowy: l - tarcza obrotowa, 2 — zgarniak, 3 - zasobnik,
4 - pierścień regulacyjny
Dozowniki wibracyjne działają na zasadzie podobnej jak przenośniki wi-
bracyjne, lecz mają mniejsze wymiary i są zazwyczaj napędzane wibratorami
elektromagnetycznymi. Są stosowane do podawania i dozowania drobnoziarnistych
materiałów sypkich, z wydajnością do 30 m
3
/h.
Dozowniki objętościowe nie zapewniają dużej dokładności dozowania, ze
względu na zmiany gęstości nasypowej materiałów, która w zależności od wil-
gotności i rozmiarów ziaren zmienia się w szerokich granicach, nawet w przypadku
tego samego materiału. Dozowanie według masy zwane również dozowaniem
masowym, zapewnia dokładność rzędu 0,1-0,5%. Do dozowania są stosowane
różnego rodzaju wagi. Ważenie odbywa się w sposób ręczny, półautomatyczny lub
automatyczny. W dozowaniu ręcznym i półautomatycznym pojemnik, w którym jest
odważana masa, jest ustawiony na wadze. W dnie pojemnika, najczęściej
stożkowym, znajduje się otwór, który jest zwykle zamknięty zasuwą, a który po
odważeniu materiału otwiera się wysypując odwa-
66
Rys. 5.19. Podajnik ślimakowy: a) standardowy, b) z malejącym skokiem
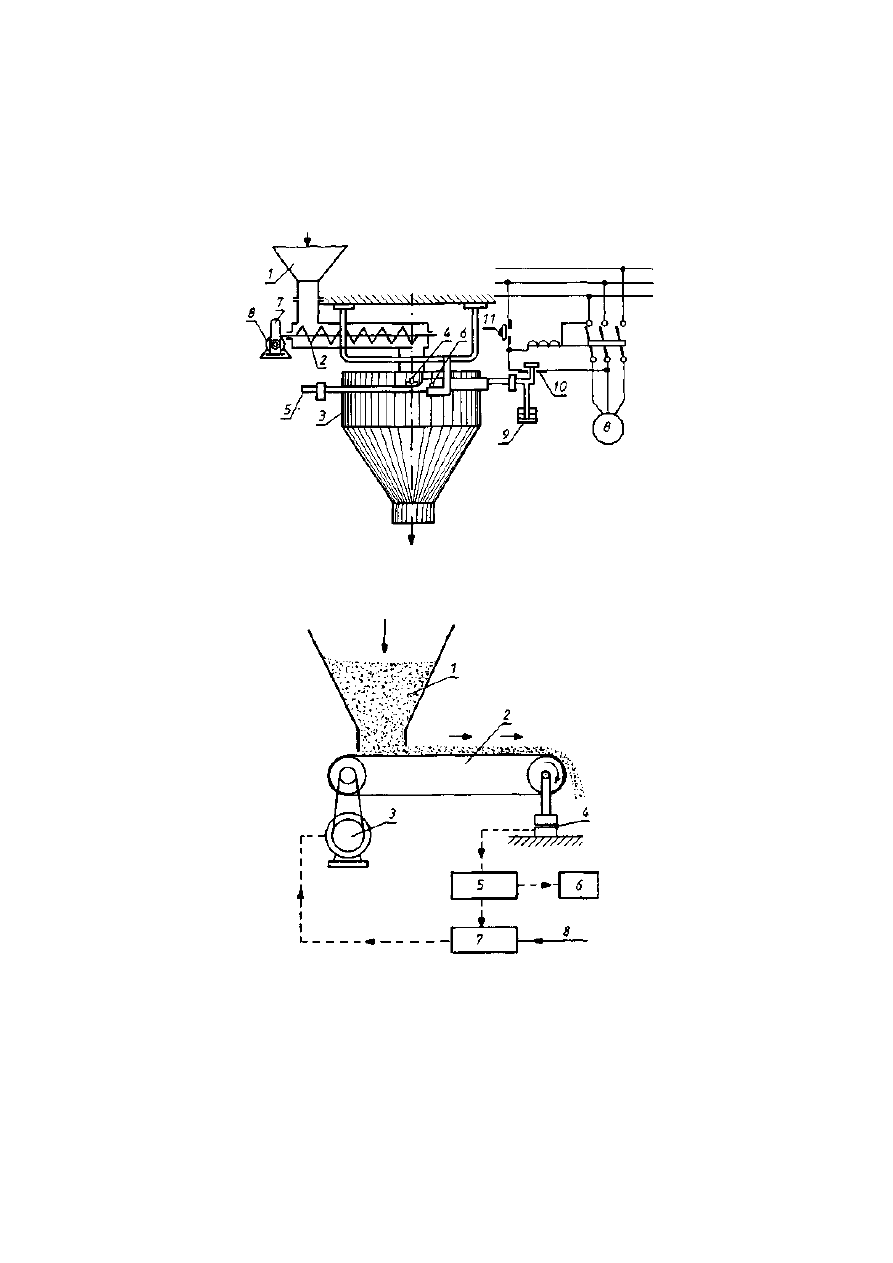
żoną porcję. W dozowaniu półautomatycznym podawanie porcji do pojemnika
odbywa się automatycznie, lecz wyładunek ręcznie. Schemat dozownika pół-
automatycznego przedstawia rys. 5.21. Dozowany materiał ze zbiornika (1)
podajnikiem ślimakowym (2) jest podawany do pojemnika (3), który opiera się
Rys. 5.21. Dozownik półautomatyczny: l — zasobnik, 2 — podajnik, 3 — pojemnik, 4,6
— pryzmaty, 5 — dźwignia, 7 — przekładnia, 8 — silnik, 9 — obciążniki, 1 0 , 1 1 — styki
Rys. 5.22. Schemat dozowania masowego (wagowego): l — zasobnik, 2 — podajnik taśmowy,
·> — napęd o zmiennej liczbie obrotów, 4 — czujnik, 5 — pomiar dozowania, 6 - wskaźnik
dozowania, 7 — kontrola podawania, 8 — sygnał zadany
dwoma pryzmatami (4) na lewym ramieniu dźwigni wagi (5), opartej z kolei na
Pryzmatach (6). Na prawym ramieniu dźwigni (5) podwiesza się ciężarki (9),
Których masa odpowiada odważanej (dozowanej) porcji. Po osiągnięciu położe-
67

nią równowagi, dźwignia (5) rozwiera styki (10), co przerywa dopływ prądu do
silnika napędzającego (8). Odważoną porcję usuwa się, otwierając otwór wy-
sypowy pojemnika (3). Aby odważyć następną porcję, włącza się silnik (8),
zamykając obwód stykiem (11).
W warunkach pracy ciągłej stosuje się dozowniki automatyczne o działaniu
okresowym lub ciągłym. Dozowniki o działaniu okresowym są przeznaczone do
odważania porcji materiału o określonej masie i działają na tej samej zasadzie co
wagi mechaniczne i elektroniczne. Zbiornik opróżnia się samoczynnie, przez obrót
zbiornika, otwarcie dna lub częściowy obrót i otwarcie ściany bocznej. W
dozowaniu ciągłym, najczęściej stosowanym podajnikiem jest podajnik taśmowy, a
w przypadku mniejszej dokładności — ślimakowy lub celkowy. Schemat ogólny
dozowania ciągłego przedstawia rys. 5.22. W układzie tym strumień materiału jest
podawany na przenośnik taśmowy, oparty z jednej strony na czujniku
piezoelektrycznym. Nacisk masy materiału wywołuje odpowiedni sygnał
elektryczny; przetwarzany na zmianę prędkości (zwiększenie lub zmniejszenie)
przesuwu taśmy dozownika i jednocześnie stanowi sygnał kontrolny, porównawczy
z wartością zadaną strumienia masy materiału.
LITERATURA
[1]
MARCUS
R.D.,
LEUNG
L.S.,
KLINZING
G.E.,
RIZIK
F„ Pneumatic Conveying of Solids,
Chapman and Hull, London, 1990. [2] KOCH R., NOWORYTA A., Procesy mechaniczne w
inżynierii chemicznej, WNT, Warszawa
1992. [3]
KRAUS
M.N., Pneumatic Conveying Systems for Bulk Materials, 3rd ed., Prentice Hall,
Englewood Cliffs, New Jersey 1991.
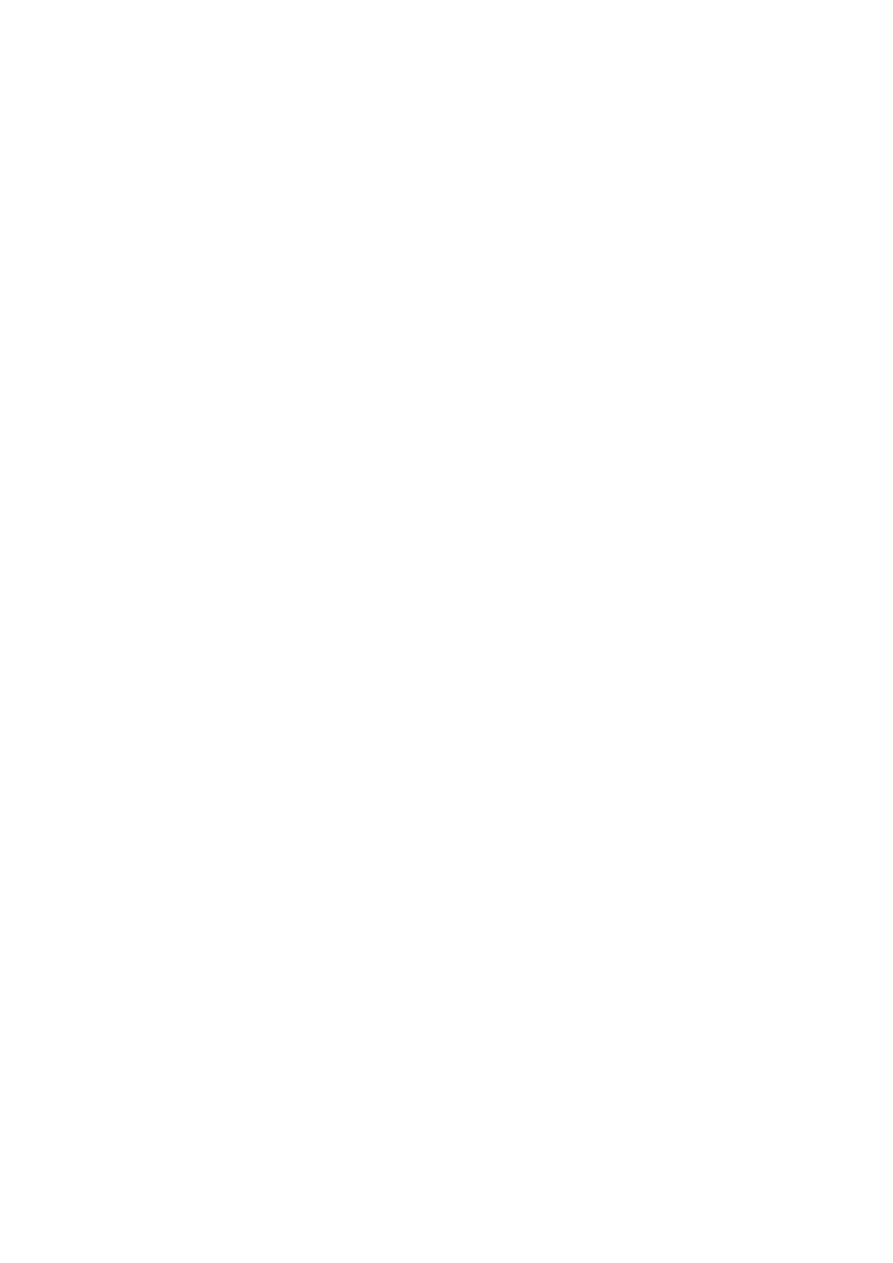
6. POMPY
6.1. WPROWADZENIE
Przepływ (transport) cieczy i ciekłych układów niejednorodnych jest ściśle
związany z procesami technologicznymi: z doprowadzeniem surowców i pół-
produktów, odbiorem produktów gotowych, wymuszeniem ruchu cieczy w apa-
ratach procesowych itp.
Ruch płynów, jak wiadomo, jest oparty na prawach mechaniki, do których
sformułowania jest niezbędna znajomość właściwości fizycznych płynu oraz
bilansu masowego i energetycznego przepływu. Podstawowym równaniem bi-
lansowym przepływu jest równanie Bernoulliego, w którym dla płynu rzeczy-
wistego uwzględnia się nieodwracalność związaną z oporami przepływu. Jako
podstawowe jest również traktowane równanie oporów Darcy'ego-Weisbacha
[1], [2].
Pompy, jako urządzenia do przesyłania cieczy rzeczywistych, dzielą się w
zależności od sposobu przekazywania energii do cieczy i wymuszenia jej ruchu
na wyporowe, wirowe i strumieniowe.
W pompach wyporowych na ciecz zamkniętą w cylindrze (korpusie) pompy
jest wywierany nacisk organu roboczego, tłoka lub rotora, w czego wyniku ciecz
zwiększa energię ciśnienia wydatkowaną następnie na drodze przepływu. Ten
sposób przekazywania energii do cieczy wymaga oddzielenia przestrzeni
ssawnej od tłocznej, co jest realizowane za pomocą co najmniej jednej pary
zaworów; ssawnego i tłocznego lub stosowanie odpowiedniej konstrukcji tłoka-
rotora w pompach rotacyjnych. Ciśnienie wytwarzane przez pompy wyporowe
jest teoretycznie nieograniczone, dlatego przepływ wywołany przez te pompy
może być dławiony w ograniczonym zakresie.
W pompach wirowych organem roboczym jest wirnik, który zanurzony w
cieczy zamkniętej w korpusie pompy wywiera na nią nacisk i jednocześnie
wprawia ją w ruch obrotowy. W wyniku ciecz uzyskuje energię kinetyczną, która
ulega zamianie na energię ciśnienia na wylocie z pompy, w dyfuzorze. Przepływ
cieczy przez pompę wirową może być promieniowy — odśrodkowy, osiowy lub
złożony. Stąd nazwy pomp wirowych — odśrodkowe i osiowe. Energia
przekazywana do cieczy w pompach wirowych jest ograniczona i zależy od
rodzaju i liczby obrotów wirnika. Dławienie przepływu nie stwarza
niebezpieczeństwa gwałtownego wzrostu ciśnienia, jak w pompach wyporo-
wych. Charakterystyczną cechą pomp wirowych jest dużo większa wydajność niż
pomp wyporowych.
69
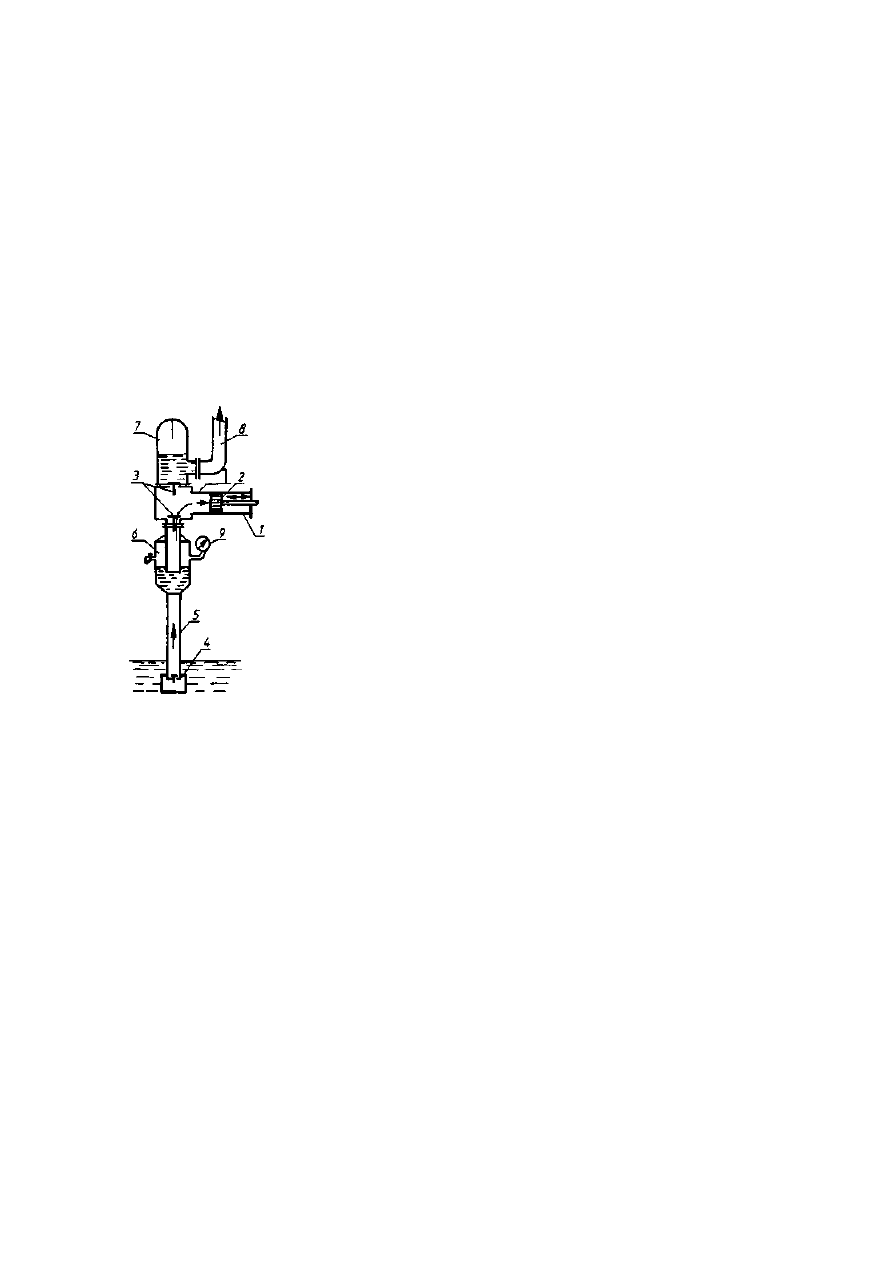
W pompach strumieniowych do przesyłania cieczy, tj. ssania lub tłoczenia,
wykorzystuje się zjawisko Venturiego.
Szczególny rodzaj pomp stanowią pompy próżniowe, stosowane do usuwania
gazów z przestrzeni opróżnianej — wytwarzania próżni. Mimo że służą do
przesyłania gazu do atmosfery lub próżni wstępnej w wyniku działania sił ssania,
to jednak ze względu na budowę i zasadę działania są zaliczane do pomp.
6.2. POMPY WYPOROWE
Pompy wyporowe dzielą się na pompy tłokowe o ruchu posuwisto-zwrot-
nym tłoka, nurnika lub membrany i pompy rotacyjne.
Pompy z posuwisto-zwrotnym ruchem tłoka mają cylinder z
umieszczonym wewnątrz tłokiem pojedynczym lub
podwójnym, który jest napędzany silnikiem elektrycznym,
pneumatycznie za pomocą pary lub powietrza sprężonego
lub hydraulicznie. Zasysanie cieczy do cylindra i jej
wytłaczanie odbywać się może w oddzielnych suwach, w
pompach jednostronnego działania (rys. 6.1) lub
jednocześnie w obu suwach, w pompach dwustronnego
działania (rys. 6.2). Różnica ciśnień w pompach tłokowych nie
przekracza zwykle 14 MPa, ze względu na możliwość
odchyleń linii tłoka, nieszczelności i szybkie zużycie pompy.
Duże różnice ciśnienia mogą być przenoszone przez
pompy, gdzie rolę
tłoka spełnia gładki cylinder
przymocowany do drąga tłokowego, zwany nurnikiem (rys.
6.3). W przeciwieństwie do klasycznego tłoka, nurnik ma
zwykle tę samą średnicę co drąg tłokowy. Uszczelnienie
nurnika jest zlokalizowane w korpusie pompy. Pompy
nurnikowe, stosowane do ciśnień > 70 MPa, mają zwykle
jednostronne działanie. Pompy z posuwisto-zwrotnym
ruchem tłoka klasyfikuje się również według liczby
cylindrów jako pojedyncze (simplex), podwójne (duplex)
itd. Pompy te są nazywane również, ze względu na napęd,
parowymi (rys. 6.4).
Pompy membranowe (rys. 6.5) są specjalnym typem
pomp posuwisto-zwrotnych w których ruch (przepływ)
cieczy następuje w wyniku drgań membrany, mającej postać płaskiego dysku
lub przewodu rurowego. Drgania membrany są wywoływane mechanicznie,
pneumatycznie lub hydraulicznie. Tego rodzaju pompy, jako hermetyczne z
zaworami pierścieniowym, są zwykle stosowne jako dozujące i specjalnego
przeznaczenia. Wydajność pompy zmienia się przez zmianę prędkości napędu
70
k
Rys. 6.1. Pompa tłokowa
jednostronnego działania:
l - korpus (cylinder), 2 -
tłok, 3 -zawory (ssawny
i tłoczny), 4 - kosz
(smok) ssawny, 5 —
przewód ssawny, 6 —
powie-trznik ssawny, 7
— powietrznik tłoczny,
8 -przewód tłoczny, 9 -
wakumetr
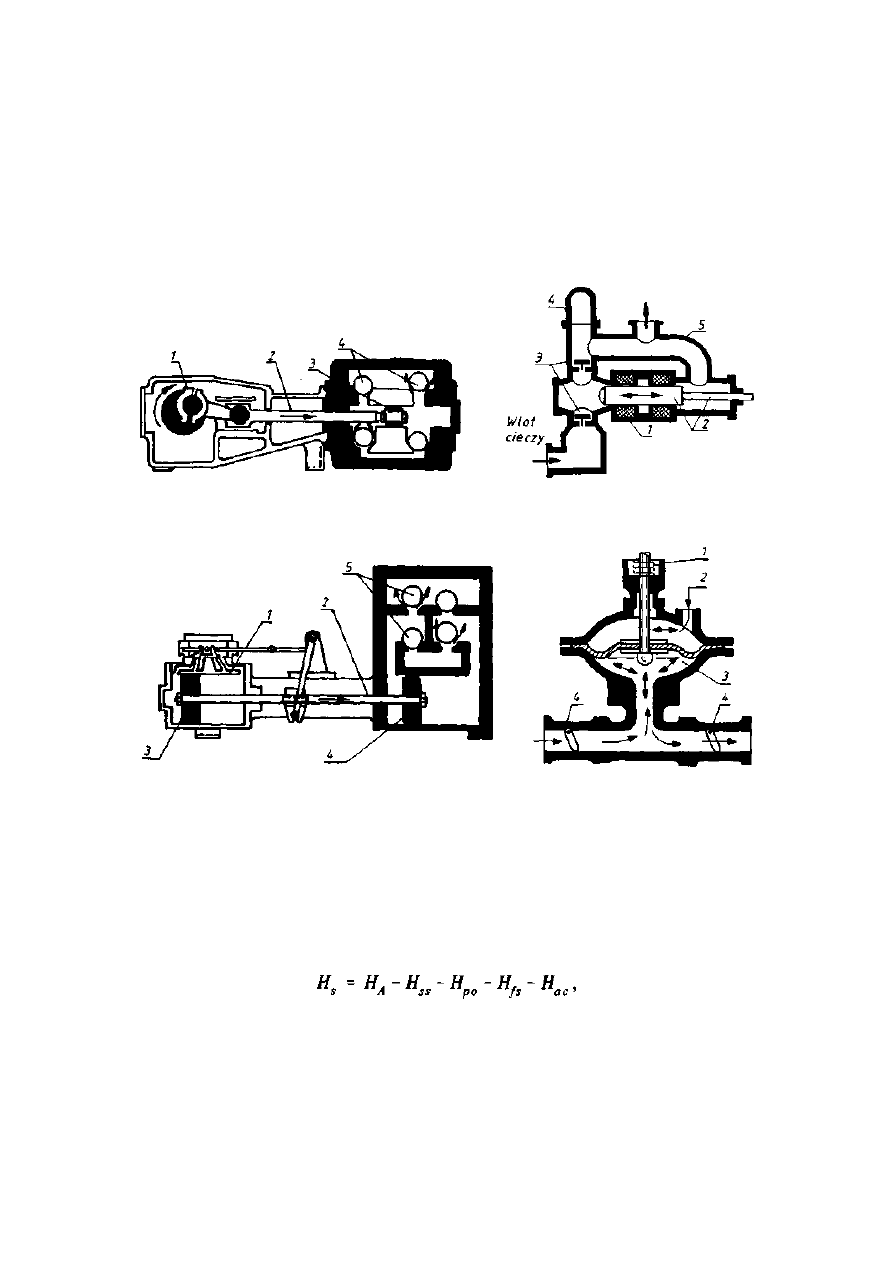
i skok tłoka. Liczba skoków wynosi zwykle < 200/min. Pompy membranowe, ze
względu na odizolowanie cieczy procesowej od organu roboczego, są odpowiednie
do precyzyjnego dozowania cieczy nawet rzędu mililitrów na godzinę (ml/h), jak
również do przetłaczania cieczy: niebezpiecznych, o wysokich temperaturach,
wysokolepkich, a także zawiesin i szlamów. Napęd hydrauliczny zapewnia
ciśnienie tłoczenia do ok. 350 MPa.
Rys. 6.2. Pompa tłokowa dwustronnego działania: l
— napęd, 2 — tłoczysko, 3 - tłok, 4 - zawory
Rys. 6.3. Pompa tłokowa różnicowa: l
— korpus, 2 — tłok-nurnik, 3 — za-
wory, 4 — powietrznik, 5 — bocznik
Rys. 6.4. Pompa tłokowa sprzężona z maszyną parową:
l — maszyna parowa, 2 — tłoczysko (wspólne), 3 —
tłok maszyny, 4 - tłok pompy, 5 - zawory
Rys. 6.5. Schemat pompy membra-
nowej: l - sprężyna, 2 — wlot
płynu roboczego, 3 — membrana, 4
— zawory płytkowe (klapowe)
Wielkość charakteryzująca pompy wyporowe, wysokość ssania H
s
, wyrażana
zwykle w metrach słupa cieczy jest funkcją właściwości fizycznych cieczy i jakości
wykonania przewodu ssawnego. Wysokość ta stanowi ciśnienie bezwzględne
ponad ciśnienie par cieczy na wlocie do pompy
gdzie H
A
— ciśnienie hydrostatyczne w zbiorniku ssawnym, H
ss
— wysokość statyczna ssania,
71
Wylot
H — ciśnienie hydrostatyczne oparów cieczy,
H, — opory tarcia w przewodzie ssawnym.
Istotny składnik w tym równaniu stanowi wysokość przyspieszenia cieczy H
ac
.
Energia wymagana do przyspieszenia cieczy jest funkcją długości przewodu
ssącego l
s
, przeciętnej prędkości liniowej cieczy u, prędkości ruchu organu ro-
boczego pompy n, typu pompy i względnej sprężystości cieczy i rurociągu K
gdzie C — współczynnik — 0,4 - dla pompy simplex pojedynczego działania,
— 0,2 — dla pompy duplex pojedynczego działania,
— 0,115 — dla pompy duplex podwójnego działania, K
— współczynnik sprężystości względnej cieczy: dla gorącej wody —
1,4; dla gorącego oleju — 2,5, g —
przyspieszenie ziemskie.
Wysokość przyspieszenia H
ac
jest niekiedy tak duża, że jest niemożliwe
uzyskanie wymaganej wielkości H
s
. Wielkość H
ac
może być zmniejszona przez
zwiększenie średnicy i zmniejszenie długości przewodu ssawnego lub
zmniejszenie prędkości ruchu tłoka. Inne rozwiązanie stanowi instalowanie
stabilizatora przepływu na linii ssania, co umożliwia zmniejszenie długości
przewodu l
s
do maksimum 10 średnic przewodu. Teoretyczna maksymalna wy-
sokość ssania wynosi 10,3 m, a rzeczywista dla zimnej wody ok. 6,7 m. Opory
przepływu H. są liczone dla przepływu maksymalnego. Stabilizatory (powie-
trzniki), umożliwiające zmniejszenie pulsacji ciśnienia i zmiany przepływu są
instalowane również po stronie tłocznej pompy. Prędkość liniowa ssania po-
winna mieścić się w zakresie 0,3-0,9 m/s na linii rurociągu możliwie najkrótszej,
prędkość po stronie tłocznej — 1,5-4,6 m/s.
W pompach rotacyjnych zarówno kształt tłoka (rotora) jak i ruch cieczy w
korpusie pompy jest obrotowy. Ruch ten, w porównaniu z posuwisto-zwrotnym,
jest bardziej wyrównany, nie występują straty energii związane z przy-
spieszeniem cieczy i nie ma konieczności instalowania stabilizatorów. Pompy
rotacyjne, poprzez ruch obrotowy rotora, pobierają stałą objętość cieczy po
stronie ssawnej i przenoszą ją w przestrzeni pomiędzy rotorem a statorem na
stronę tłoczną, przeciw ciśnieniu w przestrzeni wyładowania. Pompy rotacyjne
nie mają możliwości zasysania cieczy i zmian wydajności w prosty sposób. Są
odpowiednie do przetłaczania płynów nieniutonowskich, o właściwościach
zarówno smarujących, jak i ścierających. Rotor stanowić mogą koła zębate (rys.
6.6), różnego rodzaju krzywki (rys. 6.7) lub bębny (wirniki) z ruchomymi lub
nieruchomymi łopatkami (rys. 6.8). Pompy te są stosowane wtedy, gdy
wydajność < 150 m
3
/h, różnica ciśnień natomiast poniżej 3 MPa. Schemat działania
pompy rotacyjnej z podwójnym rotorem przedstawia rys. 6.9. Pompy z
podwójnym rotorem są stosowane do przetłaczania cieczy o wysokiej lepkości, z
wydajnością do 170 m
3
/h, gdy różnica ciśnień wynosi 1,4 MPa i próżnia
72
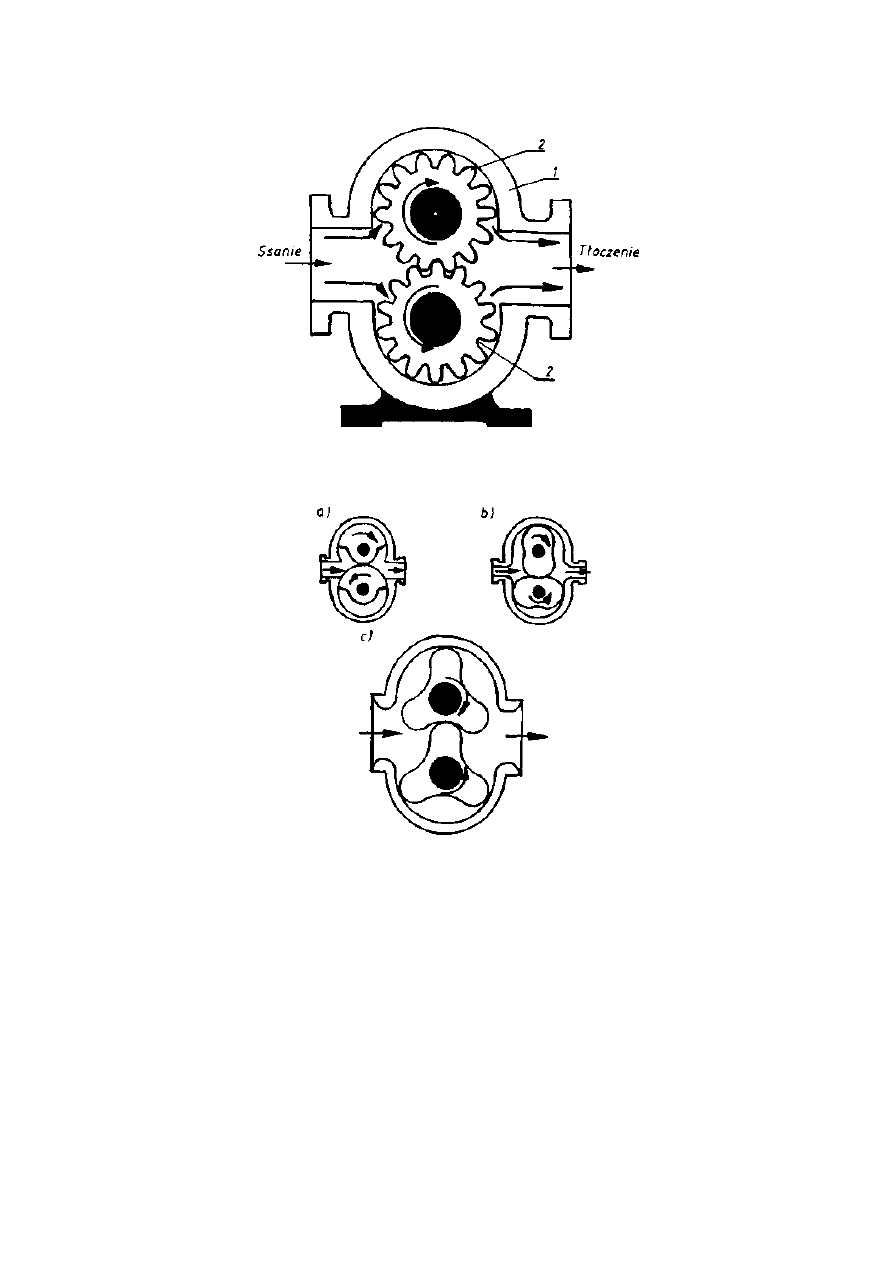
Rys. 6.7. Pompy z rotorami krzywkowymi: a) pojedynczym, b) podwójnym, c) potrójnym
odpowiada ciśnieniu ok. 90 kPa. Pompy ślimakowe (śrubowe) zawierają jeden
(rys. 6.10), dwa lub trzy ślimaki. W pompach z pojedynczym ślimakiem ślimak
obraca się w statorze mającym kształt linii śrubowej o podwójnym skoku. Stator
jest wykonywany z materiału elastycznego lub jest nim wykładany. Pompy te są
stosowane do przetłaczania cieczy lepkich, również z niewielką zawartością
cząstek stałych. Pompy zarówno z podwójnym, jak i potrójnym ślimakiem są
stosowane do cieczy o właściwościach słabo smarujących, erozyjnych i ko-
rozyjnych, zapewniając przepływ mało pulsacyjny. Przy wydajności typowej dla
pomp rotacyjnych pompy ślimakowe wytwarzają ciśnienie do ok. 21 MPa.
73
Rys. 6.6. Pompa zębata: l - korpus, 2 — koła zębate
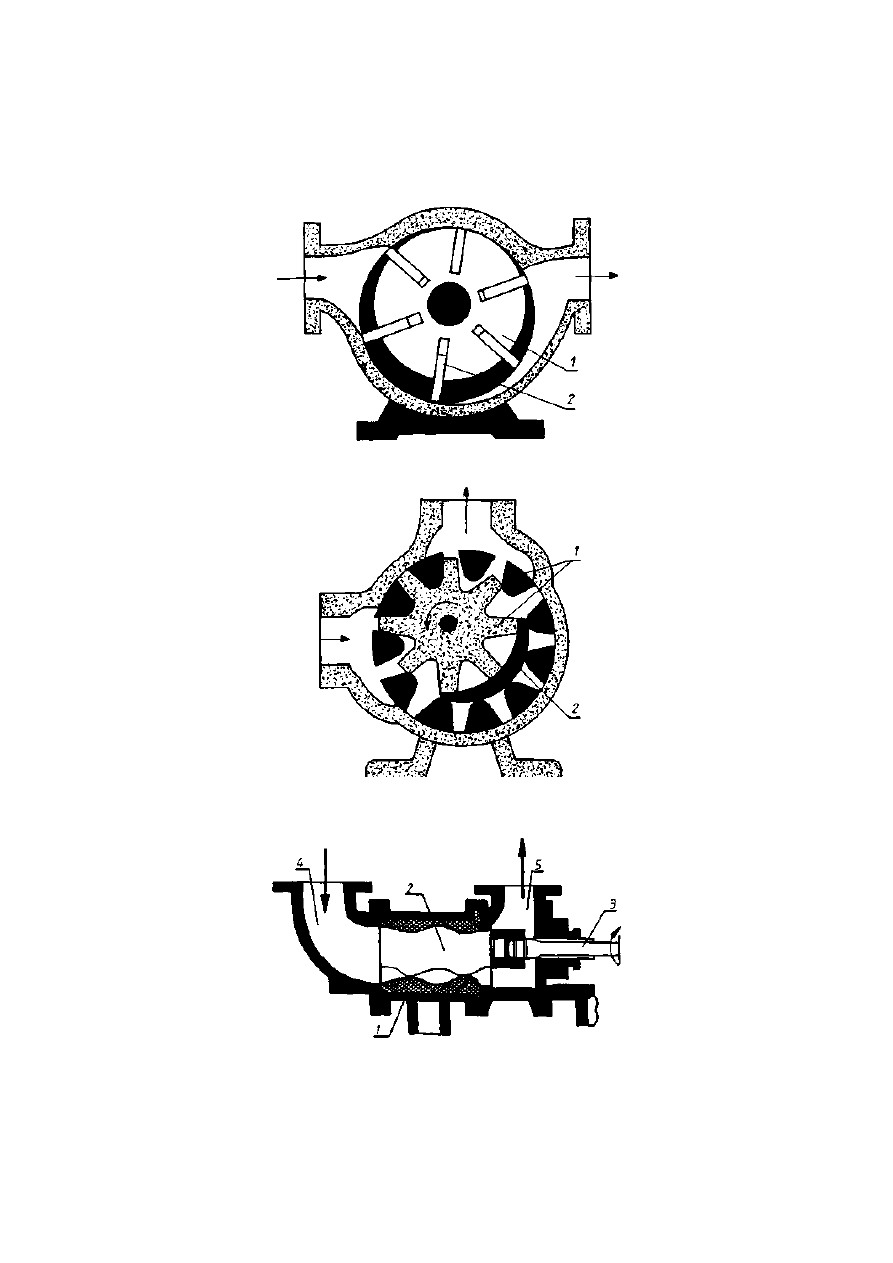
Dla przetłaczania cieczy niesmarujących, jak np. woda, paliwa ciekłe i in. są
również stosowane pompy krzywkowe z oddzielnym napędem krzywek, by
ograniczyć kontakt pomiędzy rotorami.
Rys. 6.9. Pompa rotacyjna z podwójnym rotorem: l — rotory zębate, 2 — przesłona uszczelniająca
Rys. 6.10. Pompa śrubowa (ślimakowa): l - stator, 2 — rotor—ślimak, 3 - wał przegubowy, 4 —
komora ssania, 5 — komora tłoczenia
74
Rys. 6.8. Pompa rotacyjna łopatkowa: l — rotor-wirnik, 2 — łopatki ruchome (przesuwne)
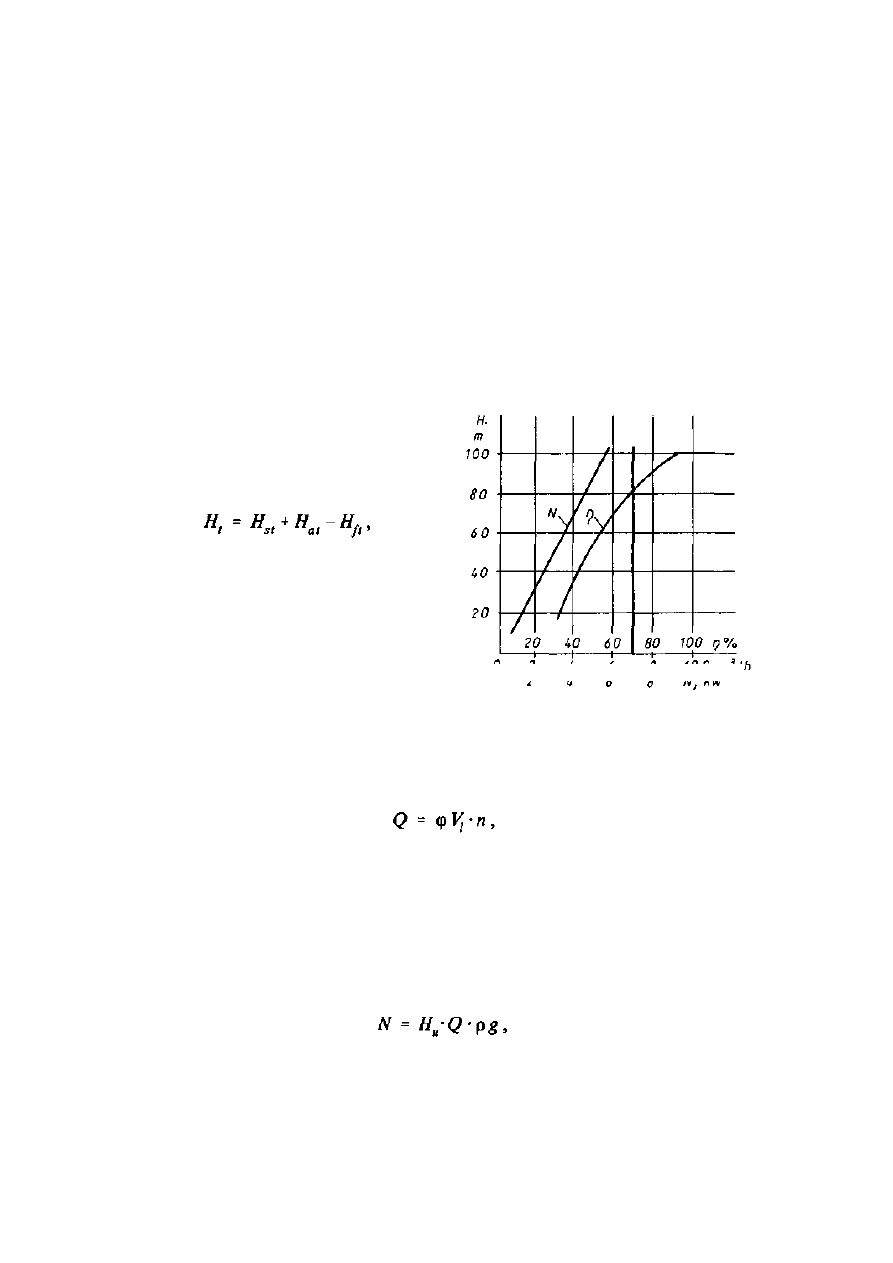
Wydajność pomp rotacyjnych jest funkcją prędkości obrotów rotora, lepkości i
różnicy ciśnień w pompie. Pompy te charakteryzują się stosunkowo wysoką
sprawnością, rzędu 70-95% i są wtedy preferowane, gdy koszt energii jest
decydujący. Szybkie zużywanie się niektórych elementów stanowi wadę tych
pomp.
Do pomp wyporowych są również zaliczane pompy perystaltyczne, w których
ciecz jest przetłaczana porcjami z przestrzeni ssawnej do tłocznej, na zasadzie
ściskania elastycznego przewodu rurowego pomiędzy dwoma obrotowymi
rolkami a kołem z bieżnią półcylindryczną. Pompy są stosowane do przetłaczania
cieczy wysokolepkich jak np.: kleje, tłuszcze, koloidy, a także zawiesin, gdy są
stosowane odpowiedniego rodzaju rury elastyczne. Wydajność nie przekracza 25
m
3
/h, wysokość podnoszenia 10 m.
Wysokość tłoczenia H
(
, wytwarzana
przez pompy wyporowe jest ograniczona
jedynie wytrzymałością i szczelnością
pompy (rys. 6.11). Wysokość tłoczenia
określa następujące wyrażenie:
w którym H
st
— wysokość statyczna
tłoczenia,
H
at
— straty energii kine-
tycznej,
H
ft
— opory tarcia w
przewodzie tłocznym.
Całkowita wysokość podnoszenia jest
równa sumie wysokości H
s
i H
f
.
Wydajność pomp wyporowych Q zależy od rodzaju organu roboczego pompy,
tj. jego kształtu i objętości wypieranej cieczy V
l
oraz liczby suwów lub obrotów
rotora w jednostce czasu n
gdzie φ — współczynnik
sprawności objętościowej pompy
— 0,75-0,98.
Regulacja wydajności odbywać się może przez zmianę wielkości skoku i liczby
suwów tłoka lub obrotów rotora, a także recyrkulację części cieczy do przestrzeni
ssawnej pompy.
Zużycie mocy N, jako energia dostarczona do cieczy, niezbędna dla jej
przepływu
gdzie H
u
— wysokość użyteczna podnoszenia,
Rys. 6.11. Charakterystyka pomp wyporowych
75
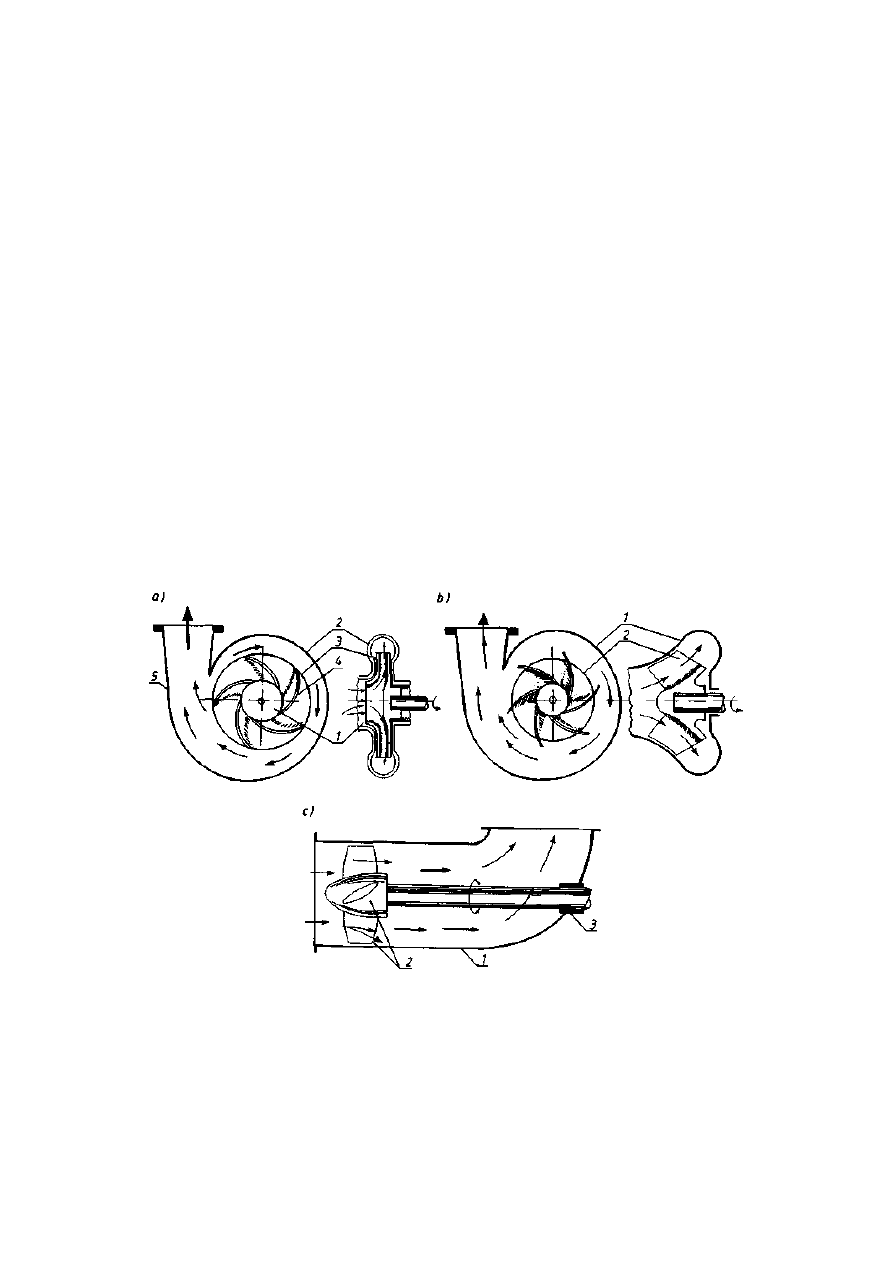
ρ — gęstość cieczy, g —
przyspieszenie ziemskie.
Obliczając rzeczywiste zapotrzebowanie mocy należy uwzględnić ponadto
sprawność pompy, która wynosi 0,7-0,95 i układu napędowego.
6.3. POMPY WIROWE
Pompy wirowe w zależności od kierunku przepływu cieczy w obrębie wirnika
dzielą się na odśrodkowe, diagonalne i osiowe (rys. 6.12). Zasadniczą część
pompy stanowi wirnik (3). Wirnik osadzony na wale łożyskowanym w korpusie
pompy (2), ma zwykle dwie tarcze, pomiędzy którymi są umieszczone łopatki (4)
proste lub wygięte do tyłu, w stosunku do kierunku obrotów. Ciecz dopływa osiowo
i wpływa do otworu środkowego tarczy (1). Korpus (kadłub) pompy zawiera kanał
wylotowy (5) zakończony króćcem, zwany dyfuzorem. W korpusie wypełnionym
cieczą, łopatki obracającego się wirnika wywierają napór na ciecz i wprowadzają ją
w ruch obrotowy. W wyniku działania siły odśrodkowej ciecz porusza się od środka
do obwodu zewnętrznego wirnika. Zwiększa się przy tym zarówno prędkość jak i
ciśnienie cieczy. Na wylocie z pompy energia kinetyczna cieczy ulega zamianie na
energię ciśnienia.
Rys. 6.12. Pompy wirowe: a) odśrodkowa; l — wlot — ssanie, 2 — korpus, 3 - wirnik,
4 — łopatki, 5 — dyfuzor; b) diagonalna; l - korpus, 2 — wirnik; c) osiowa; l — korpus,
2 — wirnik, 3 — uszczelnienie - dławicowe
W pompach diagonalnych (rys. 6.12b) ciecz, również dopływa osiowo do
wirnika, lecz odpływa pod kątem.
76
W pompach osiowych, zwanych też śmigłowymi (rys. 6.12c), ciecz prze-
pływa przez wirnik równolegle do jego osi. Wzrost ciśnienia zarówno w pom-
pach diagonalnych, jak i osiowych osiąga się przez instalowanie na wylocie z
pompy odpowiednich kierownic.
Jeśli wysokości podnoszenia są większe niż 50 m to są stosowane pompy
wielostopniowe. Odpowiednia liczba wirników jest osadzona wówczas szere-
gowo na jednym, wspólnym wale. Ciecz przepływa kolejno przez każdy wirnik
(stopień), gdzie zwiększa swoją energię niezbędną do przepływu.
6.3.1. CHARAKTERYSTYKA POMP WIROWYCH
Z bilansu sił działających na element płynu doskonałego, podczas przepływu
przez wirnik z nieskończoną liczbą łopatek, otrzymuje się równanie Eulera,
określające przyrost energii l kg masy cieczy, wyrażony w jednostkach wysokości
słupa cieczy #
rAoo
gdzie «j, M
2
— prędkości wirowania cieczy z wirnikiem, odpowiednio na
wlocie i wylocie z wirnika,
Cj, C
2
— prędkości bezwzględne cieczy odpowiednio na wlocie i wylocie
z wirnika.
W równaniu nie ma właściwości cieczy, dlatego wysokość podnoszenia
pomp wirowych nie zależy od rodzaju cieczy. Wytwarzane ciśnienie nato-
miast, zgodnie z zależnością p = Hpg, zależeć będzie od rodzaju cieczy.
Równanie to, po uwzględnieniu związków pomiędzy wektorami prędkości
elementu cieczy i wirnika przyjmuje postać
gdzie w
2
— prędkość względna cieczy na wylocie z wirnika,
β
2
— kąt nachylenia łopatek wirnika zawarty między styczną do
końca łopatki a styczną do obwodu wirnika w tym miejscu.
Jak wynika z równania, wysokość podnoszenia zależy od kształtu łopatek
wirnika, określonego kątem ich pochylenia β. Ze względu na większą
sprawność energetyczną są stosowane wirniki z łopatkami wygiętymi do tyłu (β
< 90°) lub prostymi (β =90°).
Przesyłając rurociągiem, za pośrednictwem pompy wirowej, określoną objętość
cieczy, należy dostarczyć do pompy odpowiednią energię, niezbędną do:
podniesienia cieczy na wysokość statyczną (geometryczną), pokonania różnicy
ciśnień na powierzchni cieczy w zbiorniku ssawnym i tłocznym, pokonania
oporów tarcia i miejscowych. Wysokości podnoszenia w różnych wariantach
zasilania cieczą przedstawia rys. 6.13.
77
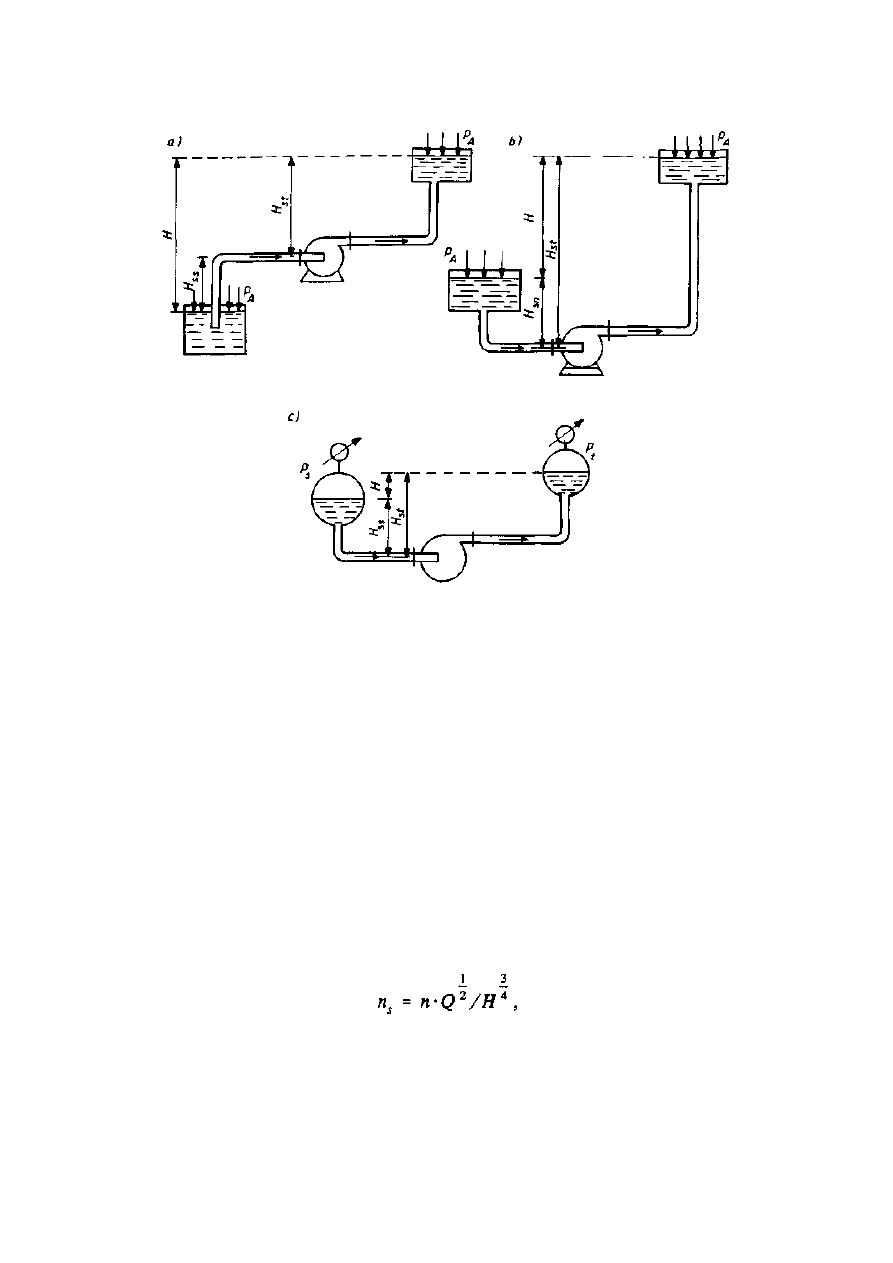
Rys. 6.13. Wysokości podnoszenia pomp: a) przy zasysaniu cieczy, b) przy napływie cieczy,
c) w układzie ciśnieniowym
Wydajność pomp wirowych zależy od przekroju swobodnego wirnika dla
przepływu cieczy, prędkości promieniowej cieczy i współczynnika strat objęto-
ściowych w obrębie pompy. Ocena wydajności pomp wirowych, gdy prędkość
obrotów wirnika jest inna, jest oparta na prawach prawdopodobieństwa, według
których wraz ze zmianą liczby obrotów n zmienia się także:
wydajność Q proporcjonalnie do n, Q
1
/Q
2
= n
l
/n
2
,
wysokość H w zależności z n
2
, H
l
/H
2
= (n
2
/n
v
)
2
, zużycie
mocy N w zależności z n
3
, Ν
2
/Ν
γ
= (η
2
/η
γ
γ.
Podobieństwo takie istnieje również w stosunku do średnicy wirnika. Dwie
pompy, geometrycznie podobne, będą miały podobne charakterystyki. W kon-
cepcji pomp geometrycznie podobnych stosuje się tzw. wyróżnik szybkobież-
ności (prędkość właściwa) wiążący trzy wymienione parametry charaktery-
styczne
n
s
określa obroty pompy geometrycznie podobnej, która jeżeli wydajność Q wynosi
l m
3
/h, to daje wysokość H — Im. Wielkość n
s
jest pomocna w definiowaniu
kształtu wirnika, odpowiadającego maksimum sprawności w jednym
78
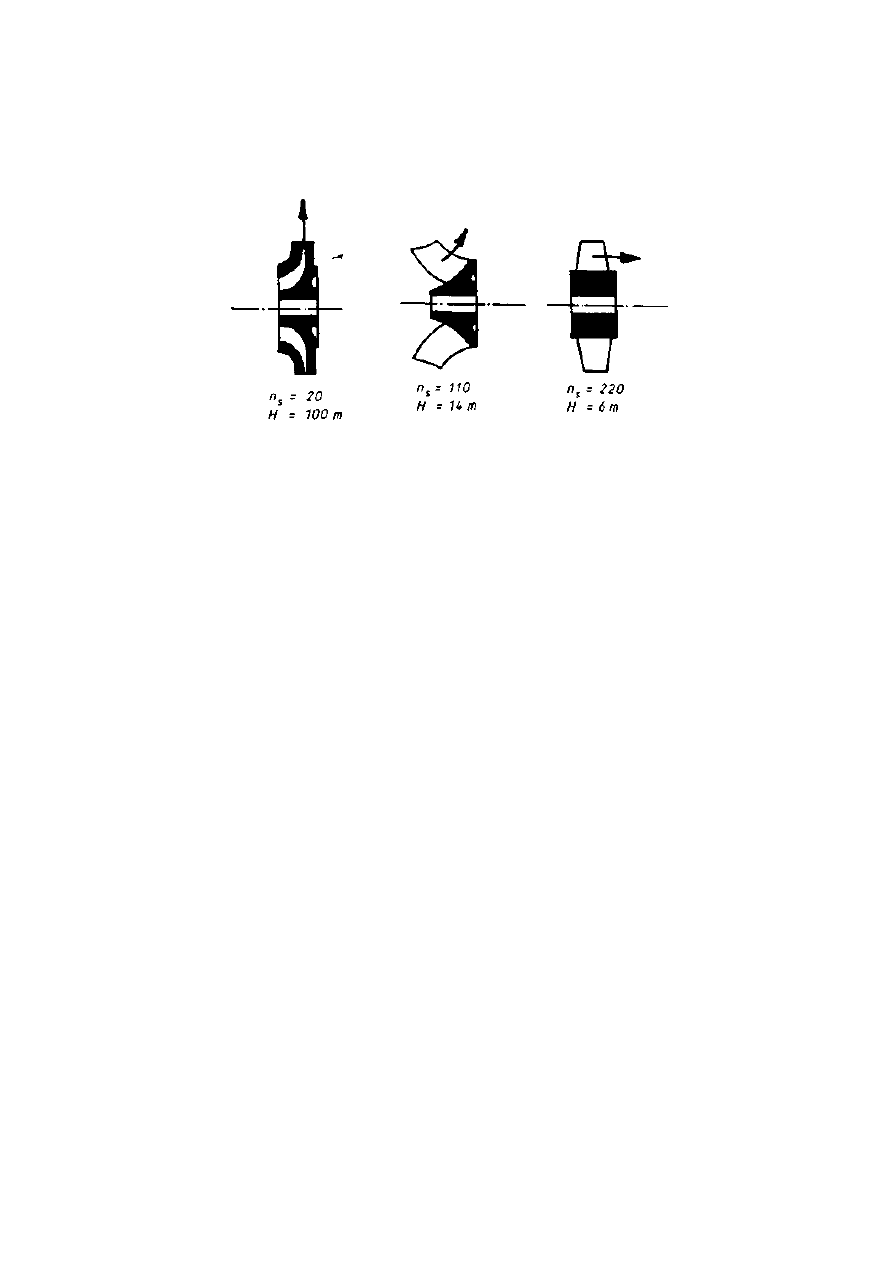
punkcie trójwymiarowym; prędkość — wysokość — wydajność. Kształty wirników
pomp odśrodkowych, diagonalnych i osiowych, odpowiadające różnym
Rys. 6.14. Kształty wirników pomp wirowych przy różnych obrotach właściwych
wartościom n
s
przedstawia rys. 6.14. Im większa jest wartość n
s
dla danych
warunków, tym lepsza sprawność pompy η i mniejsze zużycie mocy N. Jedną z
przyczyn znacznych strat mocy pomp w warunkach eksploatacji jest ich prze-
wymiarowanie zarówno ze względu na Q jak i na H. Korzystniej jest stosować
dwie małe pompy niż jedną dużą, przewymiarowaną. Pompy pracujące z
obniżoną wydajnością mają mniejszą żywotność niż pracujące w obszarze
maksimum η . Podobny związek, określony mianem indeksu zasysania, istnieje
również dla zasysania cieczy. Pompy wirowe charakteryzują się ograniczoną
wysokością zasysania wynikającą ze zjawiska kawitacji, które zachodzi wtedy,
gdy ciśnienie w obrębie wirnika spada poniżej ciśnienia cząstkowego par cieczy i
tworzą się pęcherzyki, które po przeniesieniu do strefy o wyższym ciśnieniu
ulegają skraplaniu. Towarzyszy temu hałas, wibracje, spadek wysokości
podnoszenia i sprawności pompy. Prowadzi to do erozji i zniszczenia wirnika w
krótkim czasie. Podczas przesyłania cieczy lotnych oprócz Q
max
i H istotną
wielkością jest również H
smin
. Obecność powietrza lub innego gazu w cieczy
zmniejsza wydajność i wysokość podnoszenia pompy. Gazy przenikają do
cieczy na skutek napowietrzania jej przez wiry na powierzchni swobodnej
cieczy i przez nieszczelności pompy. Gdy udział objętościowy gazu w cieczy
przekroczy 6%, wtedy pompa przestaje podawać ciecz. By uniknąć kawitacji i
przerwania strugi cieczy i jednocześnie zwiększyć wielkość H
s
należy:
— podwyższyć poziom cieczy po stronie ssawnej, stosować napływ cieczy,
(rys. 6.13a,b),
— obniżyć położenie pompy w stosunku do lustra cieczy,
— zmniejszyć opory dla przepływu w przewodzie ssawnym,
— chłodzić ciecz.
Regulacja wydajności pomp wirowych może być wykonywana przez zmianę
liczby obrotów wirnika, dławienie przepływu (wypływu) cieczy po stronie tło-
cznej i poprzez recyrkulację (tzw. bypass) cieczy do przestrzeni ssawnej. Wraz
79
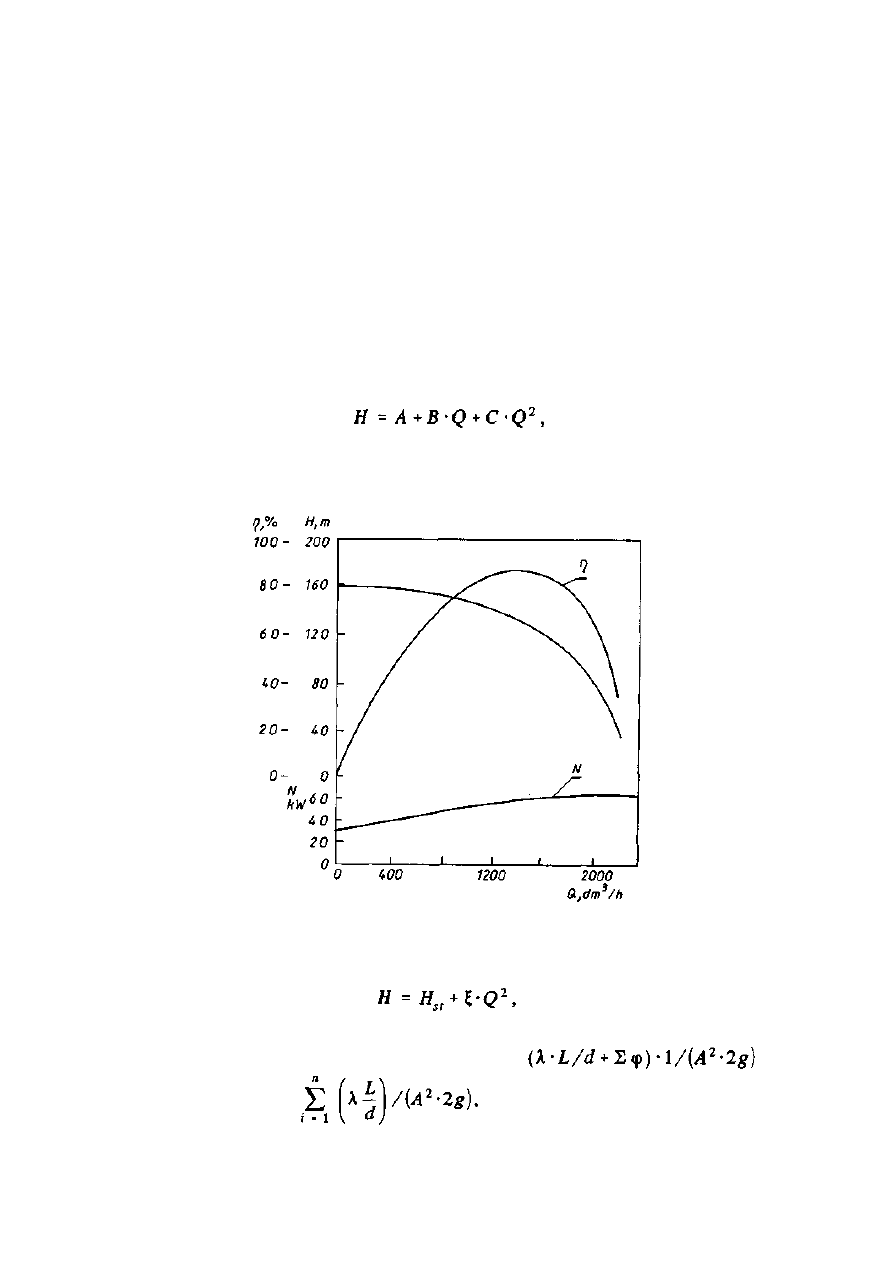
ze zmianą wydajności pompy zmienia się wysokość podnoszenia H, a tym
samym zapotrzebowanie mocy N i sprawność pompy η . Zależność pomiędzy
wymienionymi, charakterystycznymi parametrami pompy określa się mianem
charakterystyk pompy (rys. 6.15) przepływowej H =f(Q), zużycia mocy N = f
(Q), sprawności h = f(Q), które są odniesione do stałej liczby obrotów wirnika n
= const. Pełna charakterystyka uwzględnia również zmianę obrotów lub
średnicy wirnika (rys. 6.16). Aktualna wydajność, tj. strumień objętości cieczy
odpowiadający wysokości użytecznej podnoszenia H
u
w układzie pompa —
rurociąg (sieć rurociągów) wynika z charakterystyki przepływowej pompy (pomp)
i charakterystyki oporów rurociągu (rys. 6.17). Układ ten może być analizowany
graficznie lub analitycznie. Charakterystykę przepływową pompy wirowej wyraża
równanie
w którym stałe A, B, C, opisujące krzywą charakterystyki, wyznaczyć można z
analizy krzywej lub na podstawie danych producenta pompy.
Rys. 6.15. Charakterystyki pompy wirowej - odśrodkowej przy stałych obrotach
Charakterystykę rurociągu przedstawia równanie
w którym ξ — współczynnik oporów wynosi
L — długość rurociągu, 80
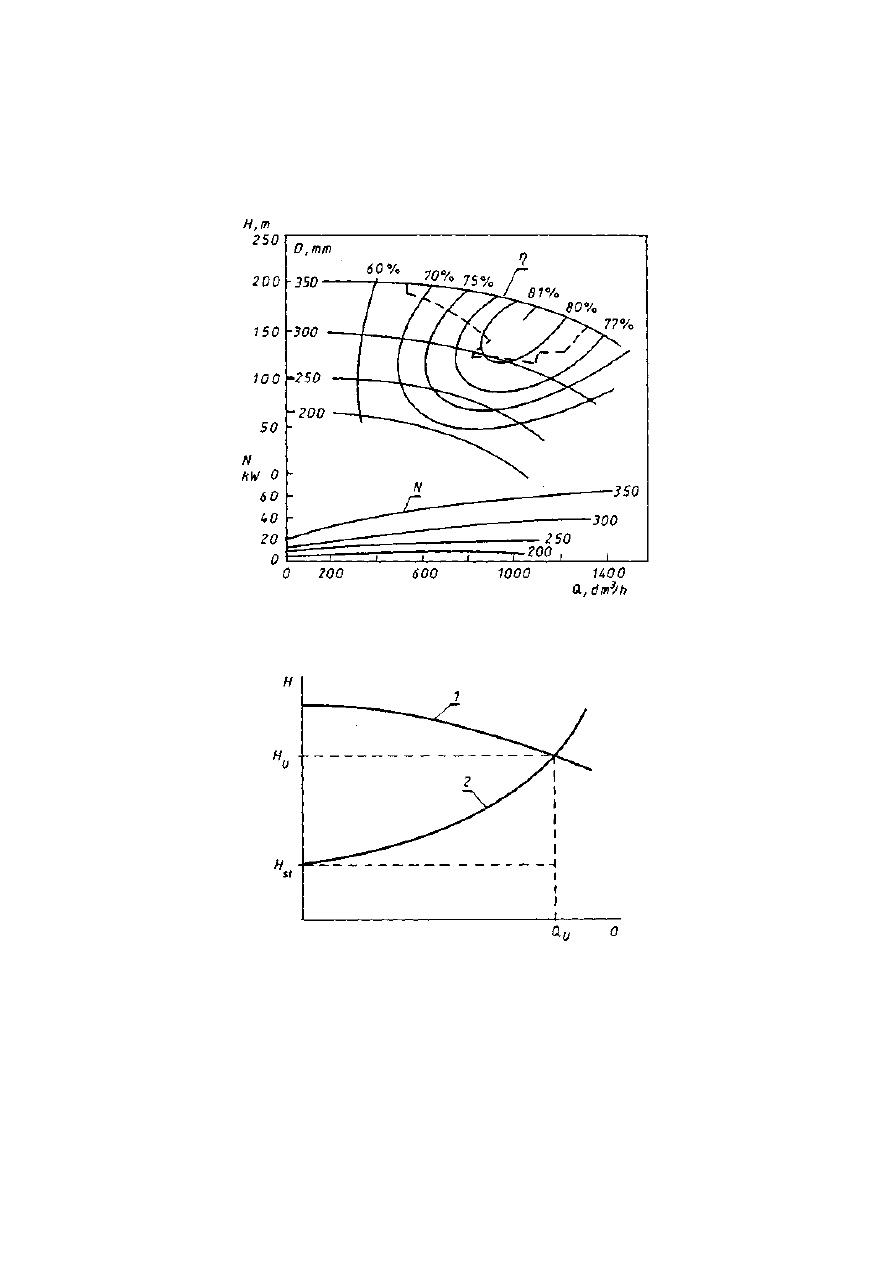
d — średnica rurociągu, φ — współczynnik
oporów miejscowych, A — przekrój poprzeczny
rurociągu, g — przyspieszenie ziemskie.
Rys. 6.16. Charakterystyka pompy ods'rodkowej przy różnych średnicach wirnika z nałożonym
wierzchołkiem sprawności i zużyciem mocy
Rys. 6.17. Współpraca pompy odśrodkowej z siecią rurociągów: l - charakterystyka przepływowa
pompy, 2 — charakterystyka rurociągu
W punkcie współpracy współrzędne (H
tt
, Q
u
) spełniają jednocześnie oba
•ównania (rys. 6.17). Zmiana charakterystyki rurociągu, wskutek zmiany oporów
przepływu, będzie powodowała zmianę punktu współpracy w kierunku
81
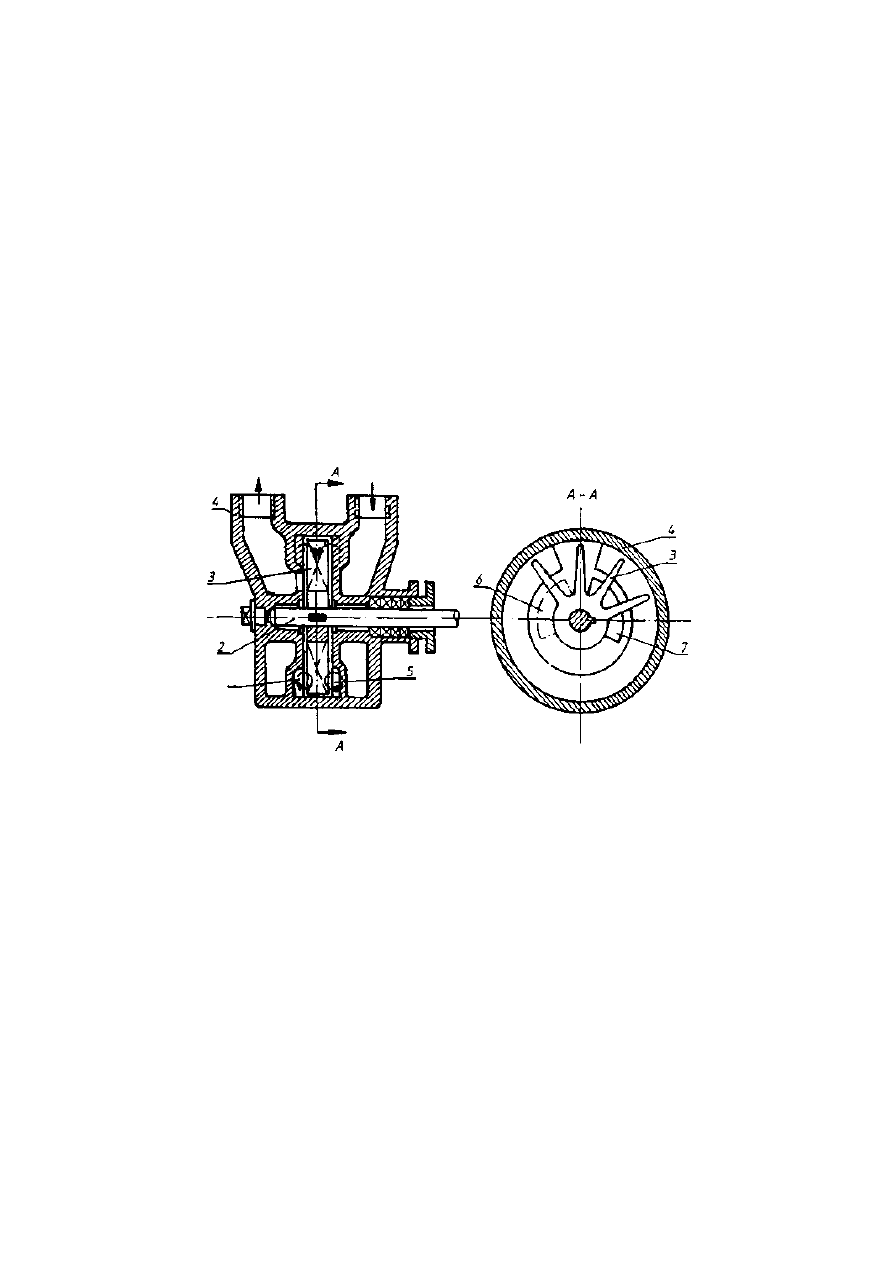
zmniejszenia lub zwiększenia wydajności. Również zmiana liczby obrotów
wirnika i związane z tym równoległe przesunięcie charakterystyki pompy w górę
lub w dół, powoduje zmianę punktu współpracy. Współpraca pomp z
rurociągiem odbywać się również może, bądź w układzie, gdy więcej niż jedna
pompa zasila rurociąg, bądź gdy pompy tłoczą ciecz do rozgałęzionej sieci
rurociągów, szeregowo-równoległej. Sporządzanie zastępczej charakterystyki
pomp pracujących w układzie szeregowym polega na sumowaniu ich wysokości
podnoszenia gdy wydajność jest stała, sumowaniu wydajności — gdy praca jest
równoległa i stała wysokość podnoszenia.
6.3.2. POMPY WIROWE SPECJALNE
Oprócz pomp wirowych standardowych istnieją również tzw. pompy samo-
zasysające, mające zdolność zasysania mieszaniny gaz-ciecz. Pompy te mają
króciec wlotowy i odlotowy cieczy, umieszczony powyżej osi pompy i prze-
Rys. 6.18. Pompa samozasysająca: 1,5 — pierścieniowe kanały boczne, 2 — wał, 3 — wirnik, 4 —
korpus, 6,7 — szczelina ssawna i tłoczna
strzeń separacyjną w korpusie, w której do rozdzielenia cieczy i gazu wykorzy-
stuje się różnice gęstości cieczy i gazu. Po separacji ciecz spływa kanałami
bocznymi z powrotem do pompy, gaz natomiast uchodzi do przewodu tłocznego.
Jednymi z bardziej rozpowszechnionych tego rodzaju pomp są tzw. pompy
hydroforowe (rys. 6.18) z wirnikami gwiaździstymi i kanałami bocznymi, których
wydajność od rzędu litrów dochodzi do ok. 30 m
3
/min, gdy wysokość podnoszenia
dochodzi do ok. 150 m.
Do przesyłania cieczy agresywnych chemicznie i toksycznych są stosowane
pompy hermetyczne, bezdławicowe, zamknięte wraz z silnikiem napędowym w
szczelnej obudowie (rys. 6.19). Pompy tego rodzaju są również wykonywane jako
wielostopniowe i samozasysające. Pompy te nie mogą jednak pracować na sucho
(bez obecności cieczy), gdyż grozi to przegrzaniem i zniszczeniem pompy.
Ponadto obecność zanieczyszczeń stałych prowadzić może do zabloko-
82
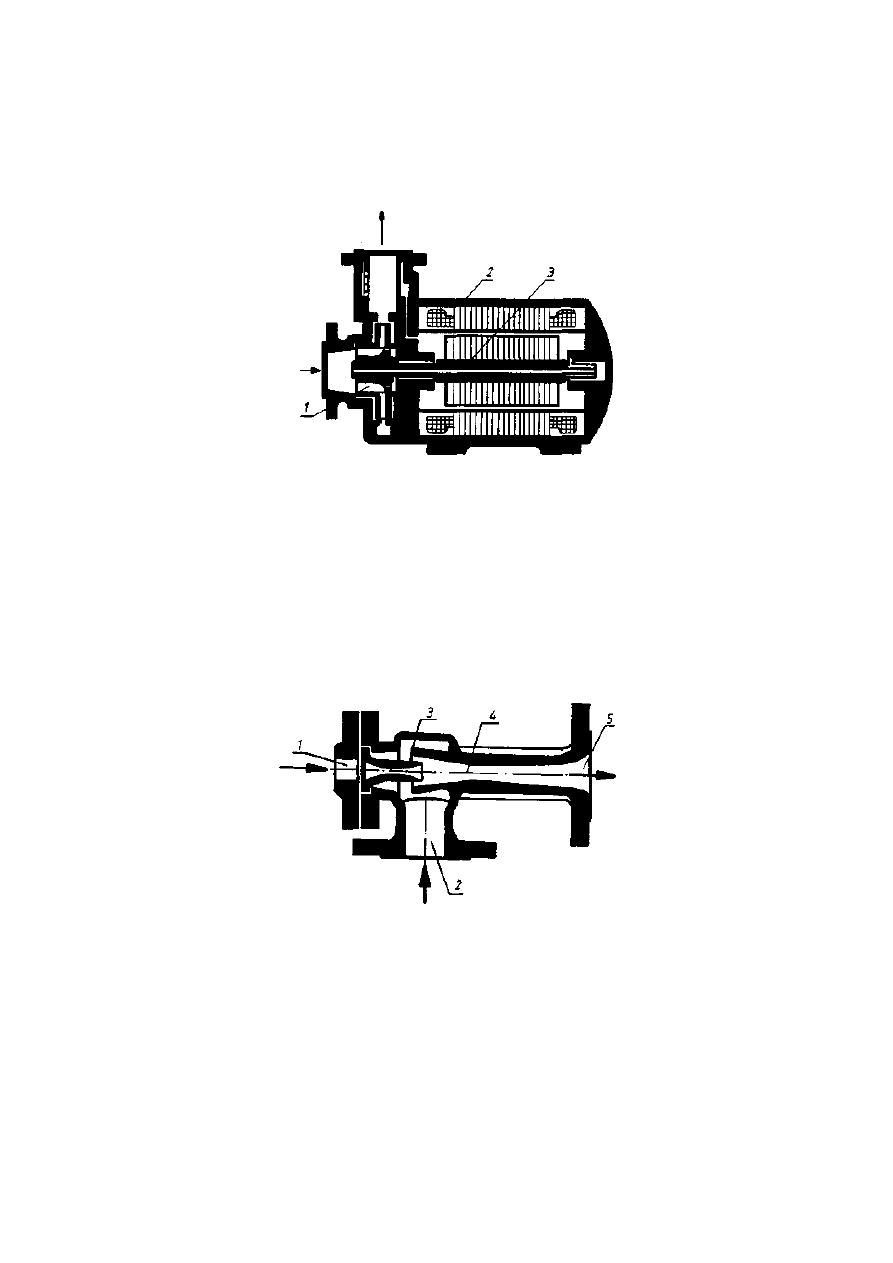
wania otworów smarujących i blokady pompy. W takich przypadkach ciecze są
filtrowane i także chłodzone, jeśli mają zbyt wysoką temperaturę. Wysokość
podnoszenia dochodzi tu do 300 m.
Rys. 6.19. Pompa bezdławicowa — hermetyczna: l - wirnik pompy, 2 — stojan silnika elek-
trycznego, 3 - wirnik silnika
6.4. POMPY STRUMIENIOWE
Zasada działania pomp strumieniowych opiera się na wykorzystaniu zjawiska
Venturiego w rurze Venturiego, w której poprzez zmianę pola przekroju dla
przepływu następuje zamiana energii płynu z energii ciśnienia na kinetyczną
Rys. 6.20. Pompa strumieniowa — parowa (strumienica): l — wlot pary, 2 — wlot cieczy, 3 —
dysza zasilająca, 4 — komora mieszania, 5 - dyfuzor
i odwrotnie. Jako płyny robocze stosowane są najczęściej woda, para wodna,
powietrze lub inne. Pompy służące do zasysania płynów noszą nazwę ejektorów,
do przetłaczania zaś — iniektorów. Zasadniczym elementem pompy strumieniowej
(rys. 6.20), są dysze (1) i (4) i dyfuzor (5). Podczas wypływu z dyszy ( 1 ) czynnika
roboczego jego prędkość liniowa wzrasta, ciśnienie zaś maleje. W wyniku tego
następuje zassanie płynu z przewodu (2), wymieszanie
83
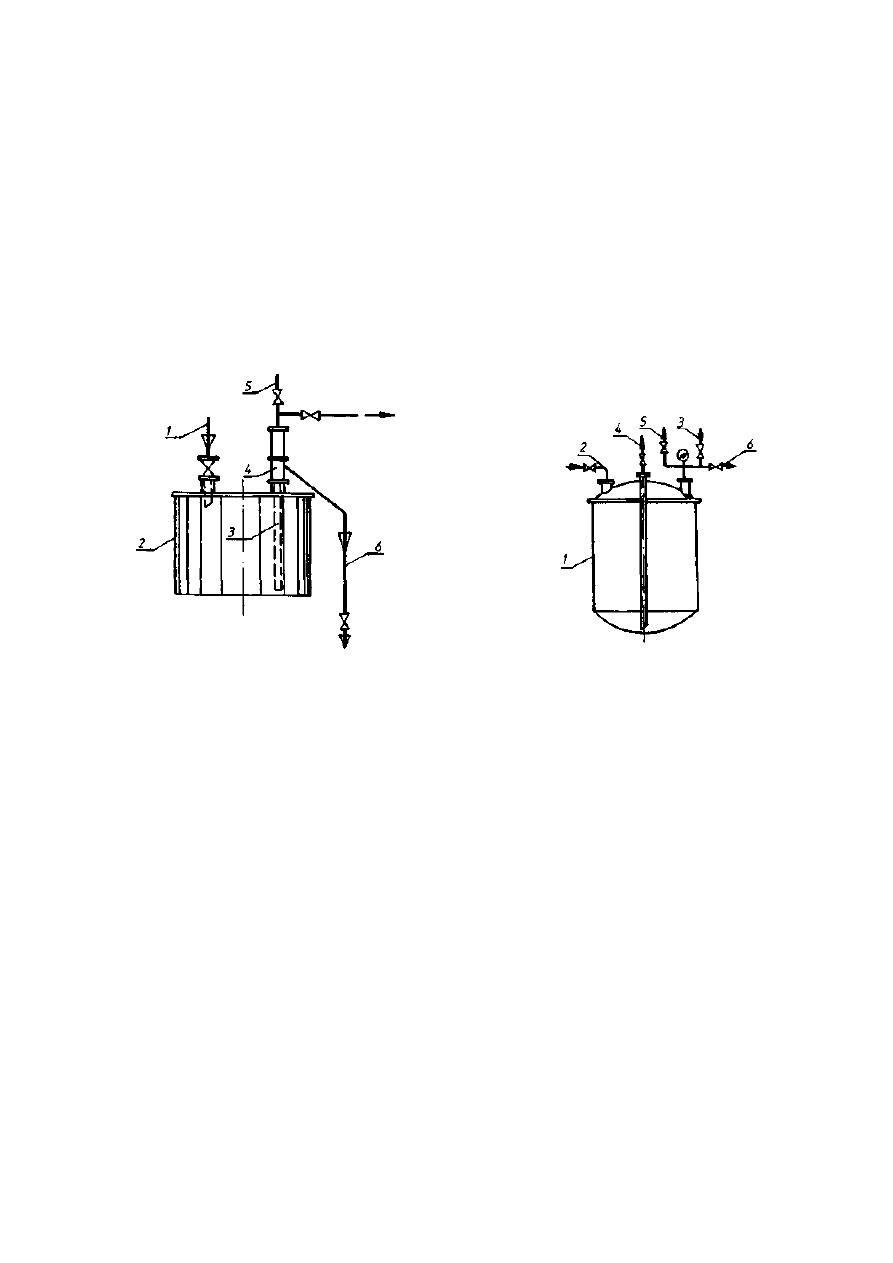
z czynnikiem roboczym w dyszy (4) i wlot do dyfuzora (5), w którym ciśnienie
mieszaniny wzrasta. Pompy mogą pracować w układzie wielostopniowym. Mimo
zalet, jakie stanowią prostota konstrukcji i obsługi, to jednak bardzo mała
sprawność energetyczna sprawia, że częściej są one stosowane jako aparaty
procesowe niż jako samodzielne pompy.
6.5. METODY SPECJALNE PRZETŁACZANIA CIECZY
Do specjalnych sposobów przetłaczania (przesyłania) cieczy zalicza się:
syfonowanie (lewarowanie) cieczy, przetłaczanie i podnoszenie powietrzne.
Rys. 6.21. Zestaw do syfonowania cie-
czy: l — zasilanie, 2 — zbiornik, 3 —
przewód ssący, 4 - trójnik, 5 - pod-
łączenie do atmosfery, 6 — odprowa-
dzenie cieczy
Rys. 6.22. Przetłaczarka cieczy: l
— zbiornik, 2 — zasilanie
cieczą, 3 — powietrze sprężo-
ne, 4 — odpływ cieczy, 5 —
odpowietrzenie, 6 — ssanie
W syfonowaniu cieczy (rys. 6.21) korzysta się z zasady równoważenia ciś-
nienia przez odpowiedniej wysokości słup cieczy podczas obniżania ciśnienia i
zjawisko ciągłości strugi. Obniżenia ciśnienia w trójniku (4) powoduje wzrost
poziomu cieczy w przewodzie (3), aż do momentu ciągłego wypływu przewodem
(6) do poziomu niższego. Sposób stosowany do okresowego przetłaczania
niewielkich objętości cieczy ze zbiorników nie mających urządzeń spustowych,
cieczy agresywnych chemicznie i niebezpiecznych dla środowiska.
Podobne zadanie spełniają przetłaczarki cieczy (rys. 6.22), w których ko-
rzysta się z działania ciśnienia gazu na powierzchnię zwierciadła cieczy. Zbiornik
(1) posiada przewód odpływowy cieczy (4), zanurzony w niewielkiej odległości od
dna i przewód powietrza sprężonego (3) lub innego gazu. Powietrze sprężone
wytłacza ciecz przewodem (4), strumieniem zależnym od ciśnienia powietrza.
84
Rys. 6.23. Podnośnik powietrzny: l - zbiornik, 2 - wlot cieczy, 3 — odpowietrzenie, 4 - odpływ
cieczy, 5 - separator, 6 — przewód podnośnika, 7 - mieszalnik, 8 — powietrze sprężone
czy o mniejszej gęstości jest większa. Do rury podnośnika (6) zanurzonej w
cieczy jest doprowadzany gaz bełkotką (7). Wytworzona mieszanina ciecz--gaz,
w której ciecz stanowi fazę ciągłą ma gęstość mniejszą od gęstości cieczy i
wznosi się na wysokość separatora (5). Wysokość podnoszenia zależy tu od
głębokości zanurzenia rury (6) i gęstości mieszaniny ciecz-gaz i nie przekracza
0,6 m. Podnośniki są stosowane do przetłaczania cieczy zanieczyszczonych i
wysoko korozyjnych.
6.6. POMPY PRÓŻNIOWE
Pompy próżniowe służą do usuwania gazów i par z przestrzeni, w której panuje
ciśnienie równe lub mniejsze od atmosferycznego, poprzez ich zasysanie,
sprężanie i wytłaczanie do atmosfery lub próżni wstępnej. Wraz z upływem czasu
pracy pompy (lub pomp) ciśnienie w przestrzeni opróżnianej obniża się i
jednocześnie spada wydajność pompy. Wielkość próżni wyraża się jednostkami
ciśnienia, często w milimetrach słupa rtęci (mm Hg) lub w tortach (Tr), gdy
ciśnienie jest wyrażone w milimetrach słupa rtęci odniesionych do warunków
normalnych. W zależności od ciśnienia wyróżnia się próżnię: niską — do 0,1 Pa,
wysoką — 10
-1
-10
-4
Pa, bardzo wysoką — 10
-4
-10
-8
Pa i ultrawysoką — ponad 10
-8
Pa. Wielkości charakteryzujące pompy próżniowe różnią się od opisujących pompy
klasyczne, już wcześniej omówione. Zasadnicze parametry są następujące:
1. Ciśnienie początkowe, jakie musi panować w przestrzeni opróżnianej, by
pompa mogła pracować właściwie. W próżni wysokiej lub bardzo wysokiej
odpowiada to ciśnieniu na wlocie do pompy wytwarzającej próżnię wstępną.
85
W podnośnikach powietrznych (rys. 6.23) korzysta się z zasady, zgodnie z
którą podczas równoważenia tej samej wartości ciśnienia wysokość słupa cie-
2. Ciśnienie końcowe (graniczne), jakie pompa pozwala uzyskać w szczelnie
zamkniętej przestrzeni.
3. Szybkość pompowania, określana jako objętość gazu usunięta w jednostce
czasu. Wielkość ta maleje w miarę obniżania się ciśnienia w przestrzeni
opróżnianej tak, że w ciśnieniu końcowym spada do zera.
4. Skuteczność pompy umożliwia jakościowe porównywanie pomp próżnio-
wych i jest określana jako stosunek aktualnej szybkości pompowania do mak-
symalnej.
5. Wydajność określa zdolność pompy do usuwania gazu i jest miarą obję-
tości gazu usuwanego w jednostce czasu, zazwyczaj wyrażana w jednostkach
[Tr dm
3
/s].
Usuwanie gazu z przestrzeni opróżnianej zachodzić może na następujących
zasadach:
1. Wzrostu objętości pod tłokiem lub rotorem, jak w pompach wyporowych.
2. Porywania cząsteczek gazu przez obracające się powierzchnie stałe.
3. Porywanie cząsteczek gazu przez strumień cieczy lub gazu (oparów). W
pompach działających według zasady pierwszej po n cyklach ssania ciśnienie w
przestrzeni opróżnianej p
k
wynosić będzie
gdzie p
Q
— ciśnienie początkowe,
Vmax — objętość cylindra,
V
Q
— objętość usuwana.
Im stosunek V
mia
/V
0
będzie większy, tym mniejsza będzie wymagana liczba cykli
n do uzyskania p
k
. Teoretycznie po n -
∝ osiągnie się p
k
≈
0. W rzeczywistości, na
skutek nieszczelności i obecności par oleju uszczelniającego pompy, dochodzi się
do p
k
= 0,1-0,01 Tr.
Rys. 6.24. Pompa obrotowa olejowa z suwakiem w wirniku: l — stator, 2 — wirnik, 3 - suwak, 4 —
króciec ssący, 5 — wlot gazu — zawór zwrotny
86
Do tego rodzaju pomp należą m. in. pompy obrotowe, zwane również pom-
pami olejowymi, w których wielkość przestrzeni ssania ograniczona jest tzw.
suwakami, umieszczonymi w wirniku lub statorze. Istnieje duża liczba rozwiązań
konstrukcyjnych tego rodzaju pomp [3]. Jednym z przykładowych, prostszych
rozwiązań stanowi pompa z suwakiem w wirniku (rys. 6.24). Wirnik (2) w postaci
bębna z dwoma ruchomymi suwakami (łopatkami) (3) jest umieszczony
mimośrodowo w statorze (1). Zarówno bęben, jak i suwaki przylegają szczelnie do
powierzchni bocznej statora, co tworzy trzy odgrodzone od siebie przestrzenie A,
B, C. Podczas obrotu wirnika, zgodnie ze strzałką (rys. 6.24), objętość obszaru A
wzrasta i gaz jest zasysany, jednocześnie
przestrzeń C maleje i gaz jest usuwany do
środowiska zewnętrznego poprzez zawór zwrotny
(5). Części trące pompy są smarowane
mikrowarstewką oleju i w oleju, jako czynniku
chłodzącym jest zanurzona cała pompa. Pompa
działając pod ciśnieniem atmosferycznym
umożliwia uzyskanie ciśnienia końcowego, rzędu
setnych części tora. Wadą tego rodzaju pomp jest
obecność par oleju w przestrzeni opróżnianej.
Szybkość pompowania danej pompy zależy
od prędkości obrotów wirnika, które zmieniają się
od kilkuset do ok. tysiąca obr/min. Pompy mogą być łączone równolegle, w celu
zwiększenia prędkości pompowania lub szeregowo, w celu zwiększenia próżni
końcowej (rys. 6.25).
Do wytwarzania tzw. próżni te-
chnicznej, tj. ciśnienia w przestrzeni
opróżnianej rzędu od kilkudziesięciu do
kilkuset pascali, jako pompy próżniowe
są stosowane sprężarki wyporowe
tłokowe i rotacyjne, pompy z
pierścieniem cieczowym i pompy
strumieniowe, omawiane w rozdz. 7.
Wymienione pompy są zdolne do
sprężania gazu do ciśnienia wyższego
niż atmosferyczne i nie wymagają próżni
wstępnej.
Do uzyskania ciśnienia poniżej 0,01
Tr są stosowane pompy pracujące na
zasadzie porywania cząsteczek gazu,
które może zachodzić efektywnie, gdy w
układzie panuje
niskie ciśnienie i droga swobodna cząsteczek jest długa. Do pomp pracujących na
tej zasadzie należą pompy molekularne (rys. 6.26). Cząsteczki gazu, będą-
87
Rys. 6.25. Współpraca szeregowa
pomp olejowych
Rys. 6.26. Pompa molekularna: l — stator,
2 — wirniki, 3 — przegroda, 4 — kanały
ce w bezładnym ruchu molekularnym uderzają o szybko poruszającą się po-
wierzchnię (rys. 6.27), uzyskują dodatkową prędkość w kierunku ruchu tej
powierzchni, wytwarzają różnicę ciśnień (p
B
~p
A
)· Różnica ta jest proporcjonalna
do długości drogi / , prędkości powierzchni v i lepkości gazu µ i odwrotnie
proporcjonalna do kwadratu odległości h
pomiędzy powierzchnią ruchomą a nieruchomą
Pompy molekularne różnią się szczegółami
wykonania kanałów i liczbą wirników. Próżnia
końcowa zależy m. in. od wielkości próżni
wstępnej i dochodzi do 2·1(Γ
10
Tr. Zaletą pomp molekularnych jest brak
obecności w przestrzeni opróżnianej niepożądanych par i oparów. Wadę stanowi
natomiast mała szybkość pompowania, zależna od rodzaju gazu, nie
przekraczająca zazwyczaj 500 dm
3
/s, przy próżni wstępnej 10~
2
Tr oraz wysokiej
precyzji wykonania wirnika i statora, ze względu na rozmiar szczeliny między
nimi. Szczelina ta wynosi rzędu setnych części milimetra, obroty wirnika wynoszą
natomiast ok. 27 tyś. obr/min.
Jak już wspomniano, jako pompy próżniowe
mogą być również stosowane pompy
strumieniowe ejekcyjne, które działając na
zasadzie zasysania (porywania) cząsteczek gazu z
przestrzeni opróżnianej przez strumień cieczy lub
pary, mogą pracować od ciśnienia
atmosferycznego. W układach wielostopniowych
z chłodzeniem i kondensacją między-stopniową
można uzyskać próżnię końcową rzędu kilku
kilopascali. Pompy te znajdują zastosowanie w
procesach próżniowych: destylacji, krystalizacji,
suszenia i in.
Na podobnej zasadzie działają
pompy
dyfuzyjne, lecz wymagają próżni wstępnej, co
najmniej rzędu l Tr. Istotnym elementem pomp
dyfuzyjnych są dysze, biorące bezpośredni udział w
zasysaniu cząsteczek gazu za pomocą strumieni
par rtęci lub różnego rodzaju olejów wytwarzanych
specjalnie dla pomp próżniowych. Jednymi z
szerzej stosowanych są oleje silikonowe, oprócz
wielu innych, o różnych nazwach handlowych. Są
stosowane dysze proste, w których pary czynnika
zasysającego nie zmieniają swego kierunku i
dysze
Rys. 6.27. Kanał zasysający pompy mo-
lekularnej
Rys. 6.28. Schemat pompy dyfuzyjnej
olejowej: l — olej, 2 - grzejnik, 3 —
dysza, 4 — chłodzenie, 5 — wlot
cząsteczek gazu, 6 — odrzutniki, 7 —
odlot do próżni wstępnej
co
oo

parasolowate, gdzie następuje zmiana kierunku o 180°. W pompie dyfuzyjnej
olejowej (rys. 6.28) strumień pary oleju wytworzony w podgrzewanym zbiorniku
przepływa przez tzw. prowadnicę pary do dyszy parasolowatej po wypływie, z
której porywa cząsteczki gazu dyfundujące z próżni wstępnej. Pary oleju, ulegając
dalej skropleniu na chłodzonych ściankach pompy, uwalniają cząsteczki
pompowanego gazu do próżni wstępnej, spływając z powrotem do zbiornika oleju.
Odrzutniki w górnej strefie chłodzenia przesłaniają drogę cząstkom oleju w
kierunku wysokiej próżni. Odrzutniki są również montowane na prowadnicy par
oleju w celu odsunięcia ich od gorącej powierzchni. Klasyczne pompy dyfuzyjne
chłodzi się wodą lub powietrzem. Pompy służące natomiast do wytwarzania
ultrawysokiej próżni w strefie separacji mgły i oparów oleju są chłodzone ciekłym
azotem, lub opary są sorbowane na sitach molekularnych. Ogrzewanie
elektryczne, w zależności od szybkości pompowania, wymaga mocy rzędu od
kilkuset watów do kilku kilowatów. Szybkość pompowania dochodzi do ok. 10
m
3
/s, próżnia końcowa zaś do 10~
9
Tr. Pompy dyfuzyjne są również konstruowane
jako wielostopniowe, w celu zmniejszenia różnicy ciśnień w stopniu ostatnim, który
decyduje o próżni końcowej lub umożliwienia pracy pompy w wyższym ciśnieniu
próżni wstępnej.
6.7. DOBÓR POMP
Dobierając pompy należy brać pod uwagę wymaganą wydajność oraz wyso-
kość podnoszenia, po uwzględnieniu wymagań wynikających z właściwości
fizykochemicznych przesyłanych układów ciekłych i procesu technologicznego.
Mając na uwadze wymienione wcześniej właściwości pomp, należy kierować się
ponadto zasadą niezawodności działania i minimum ekonomicznym pracy pomp.
LITERATURA
[ 1 ] Lobanoff V., Ross R., Centrifugal Pumps: Design and Application, 2nd Ed., Gulf Publ.,
Houston, TX 1992.
[2] Koch R., Noworyta A., Procesy mechaniczne w inżynierii chemicznej, WNT, Warszawa 1992.
[3] Katalog SWWO871. Pompy przemysłowe. T. l i 2. Wyd. 4. Wydanie Przemysłu Maszynowego
WEMA, Warszawa 1988.
89
7. SPRĘŻARKI
7.1. WPROWADZENIE
Sprężanie gazu, tj. zmniejszanie objętości gazu w celu wykorzystania jego
energii ciśnienia do wykonania pracy lub przesyłania gazu na odległość jest
realizowane w maszynach — urządzeniach zwanych sprężarkami.
Sprężarki są podobnie klasyfikowane jak pompy: na wyporowe i wirowe.
Wyporowe, zwane często kompresorami są stosowane do sprężania stosunkowo
małych strumieni objętości gazu do wysokich ciśnień. Sprężarki wirowe
natomiast do sprężania dużych strumieni gazów do niewielkich ciśnień. Do
sprężarek wirowych zalicza się również wentylatory, służące do przesyłania
gazów pod niewielkim ciśnieniem. Sprężanie gazu zachodzi od ciśnienia ssania
p
s
do ciśnienia tłoczenia p
t
. Stosunek tych ciśnień p,/p
s
= ε określany jest
mianem stopnia sprężenia lub wprost sprężem. Sprężanie gazu odbywać się
może według przemiany izotermicznej, adiabatycznej lub w warunkach
rzeczywistych według przemiany politropowej. Pracę sprężania politropowego
określa równanie
w którym n —
wykładnik politropy,
Zj —
współczynnik ściśliwości na wlocie do sprężarki,
R —
stała gazowa, 8,314 kJ/kmol K,
jTj
— temperatura gazu na wlocie [K],
M
— masa molowa [kg/kmol],
P
2
i p
l
— ciśnienie odpowiednio na wlocie i wylocie.
Temperatura gazu sprężonego wynosi
gdzie Z — średni współczynnik ściśliwości.
Moc sprężania gazu wynosi
90
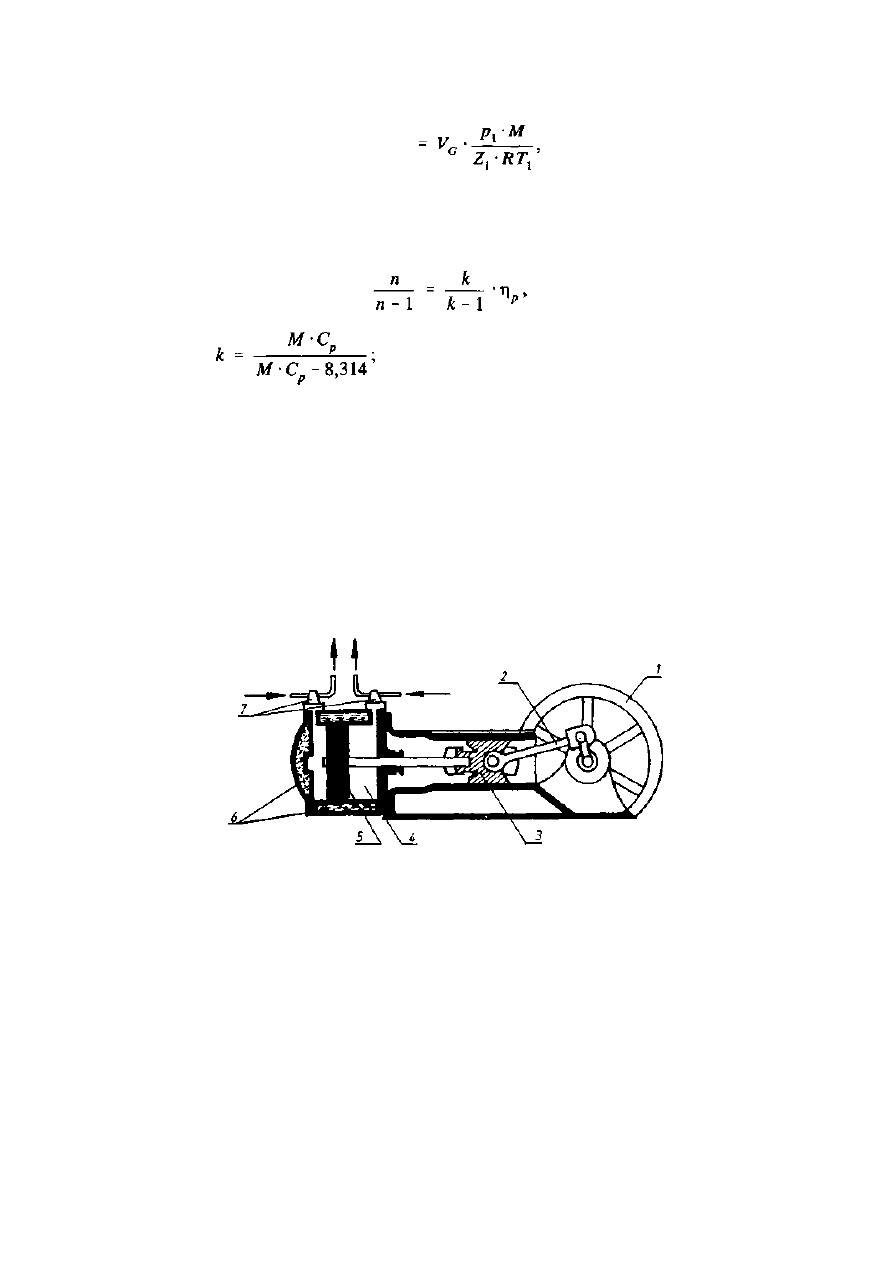
gdzie m
c
— strumień masy gazu
V
G
— strumień objętości gazu,
η — sprawność sprężania politropowego = 0,75.
Współczynnik sprawności sprężania politropowego jest odnoszony do sprężania
adiabatycznego w zależności
w której
C —- ciepło właściwe gazu przy stałym
ciśnieniu, [kJ/(kg K)]. Obliczając całkowitą moc
należy uwzględnić sprawność mechaniczną sprę-
żarki i układu napędowego lub straty energii spowodowane tarciem, które wy-
noszą 1,5-3% mocy doprowadzonej.
7.2. SPRĘŻARKI WYPOROWE
Sprężarki wyporowe pracują na tej samej zasadzie co i pompy wyporowe.
Różnica wynika z rodzaju płynu, który tutaj stanowi ściśliwy gaz. Ciśnienie
wytwarzane przez sprężarki wyporowe zawiera się w zakresie od niskiej próżni
Rys. 7.1. Sprężarka tłokowa — kompresor podwójnego działania: l — koło zamachowe, 2 — kor-
bowód, 3 — wodzik, 4 — cylinder, 5 — tłok, 6 — ciecz chłodząca, 7 — zawory ssąco-tłoczące
do kilku tysięcy megapaskali. Zasadniczy element roboczy sprężarek tłokowych
stanowi tłok sprężający gaz w cylindrze zaopatrzonym w jedną lub dwie pary
zaworów, ssawny i tłoczny. Rozwiązania konstrukcyjne tłoków zależą od ciśnienia
roboczego, rodzaju gazu, układu cylindrów i wielkości sprężu. Tłoki mają
pierścienie uszczelniające, smarowane w celu zmniejszenia tarcia o ścianki
cylindra. Gdy wykluczona jest obecność par oleju w sprężonym gazie są
stosowane pierścienie z tworzyw węglowych lub specjalne tłoki z uszczelnieniem
labiryntowym. Wraz ze wzrostem stopnia sprężania wzrasta temperatura
91
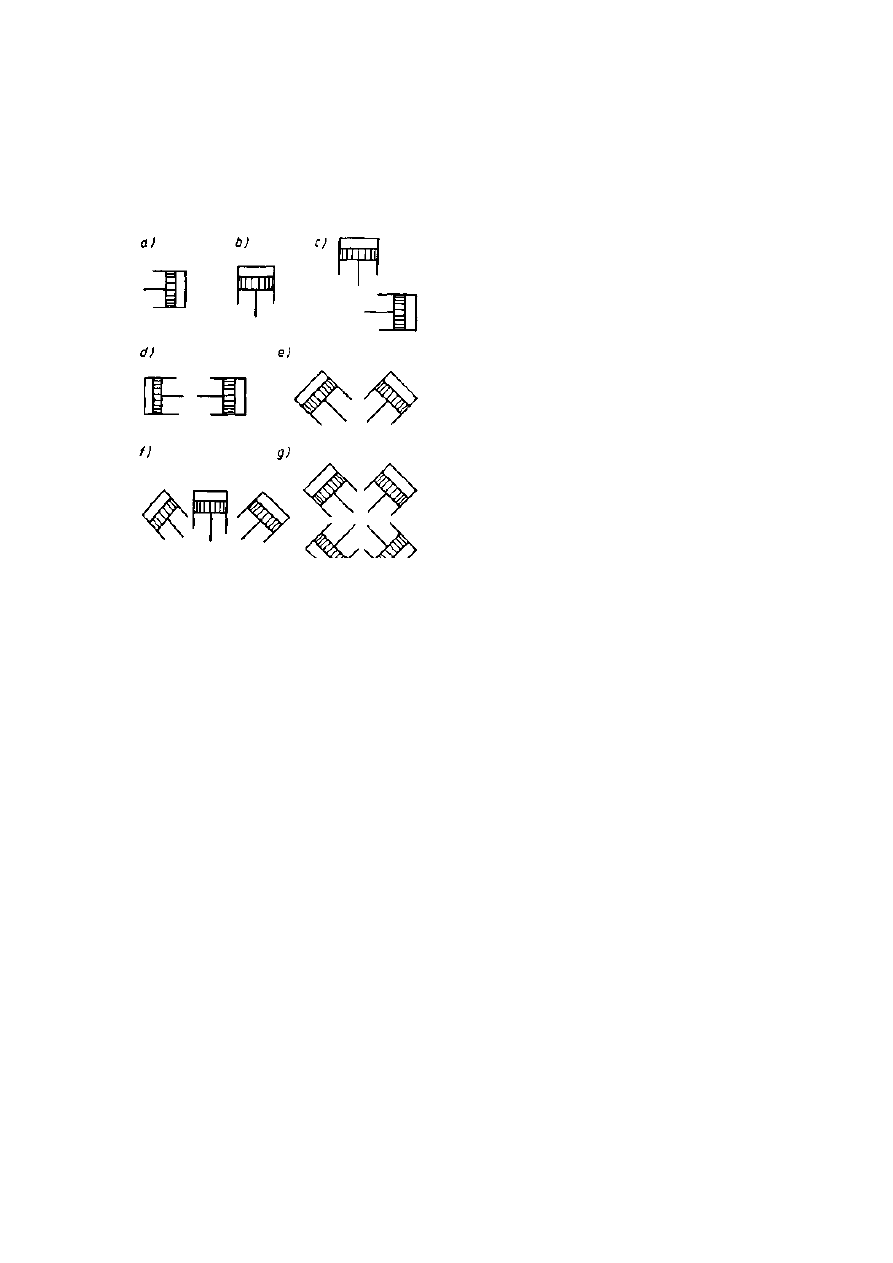
sprężanego gazu, co powoduje pogorszenie jakości smarowania i rozkład oleju,
ponadto udział tzw. przestrzeni martwych wzrasta i ogranicza wydajność sprę-
żarki. Cylindry sprężarek stacjonarnych o znacznej wydajności są chłodzone
powietrzem lub wodą (rys. 7.1). Wymienione względy powodują, że sprężanie
gazu do dużych ciśnień prowadzi się w kilku
stopniach. Liczba stopni w sprężarkach
wielostopniowych zależy od ogólnego
stopnia sprężania, który z kolei wynika ze
stopnia sprężania pojedynczych sprężarek;
dla dużych i średnich sprężarek wynosi on
4-5, a dla małych, o pracy okresowej 7-8.
Liczba stopni nie przekracza zwykle
siedmiu. Ciśnienia końcowe w poszcze-
gólnych stopniach dobiera się tak, aby
ogólne zużycie mocy było najmniejsze.
Konfigurację przestrzenną i wzajemne
usytuowanie cylindrów w sprężarkach
jedno- i wielostopniowych przedstawia rys.
7.2. Układy cylindrów w kształcie
litery V (We), W (Wu) i gwiaździstym
zapewniają zwartość konstrukcji i są
stosowane w sprężarkach małych ł średniej
wielkości. Sprężarki o dużej wydajności są
budowane w układzie bokser (rys. 7.2d). Dalsze podziały sprężarek tłokowych
(kompresorów) są związane z następującymi wielkościami:
— wytwarzanego ciśnienia — niskociśnieniowe do 2,5 MPa,, średniociśnie-
niowe — do 10 MPa i wysokociśnieniowe > 1 0 MPa,
— wydajnością odniesioną do zasysanego gazu — małe <600 m
3
/h, średnie
<3000 m
3
/h i duże - ponad 3000 m
3
/h,
— rodzajem sprężanego gazu — powietrzne, freonowe, amoniakalne i inne.
Gaz w sprężarkach wielostopniowych jest chłodzony między stopniami i na
odlocie, jeśli to konieczne. Chłodzenie zmniejsza zapotrzebowanie mocy do
sprężania i zapewnia bezpieczeństwo prowadzonych procesów. Obecność w
chłodzonych gazach kondensujących oparów i możliwość ich kondensacji
powodują, że wydzielona ciecz musi być usunięta z gazu przed skierowaniem do
dalszego sprężania.
Sprężarki membranowe (rys. 7.3) działają na podobnej zasadzie jak pompy
membranowe. Sprężanie zachodzi na skutek zmian położenia elastycznej
membrany, wymuszonego ciśnieniem płynu, na który nacisk wywiera tłok. Są
stosowane do sprężania wielu gazów używanych w technice, w tym głównie
agresywnych chemicznie, toksycznych, palnych i wybuchowych, takich jak np.
amoniak, wodór, butan, propan, etylen, chlor, chlorek winylu, freony, dwutle-
Rys. 7.2. Układy cylindrów sprężarek: a)
poziomy, b) pionowy, c) kątowy, d) typu
bokser, e) typu V, f) typu W, g) gwiaździsty
92
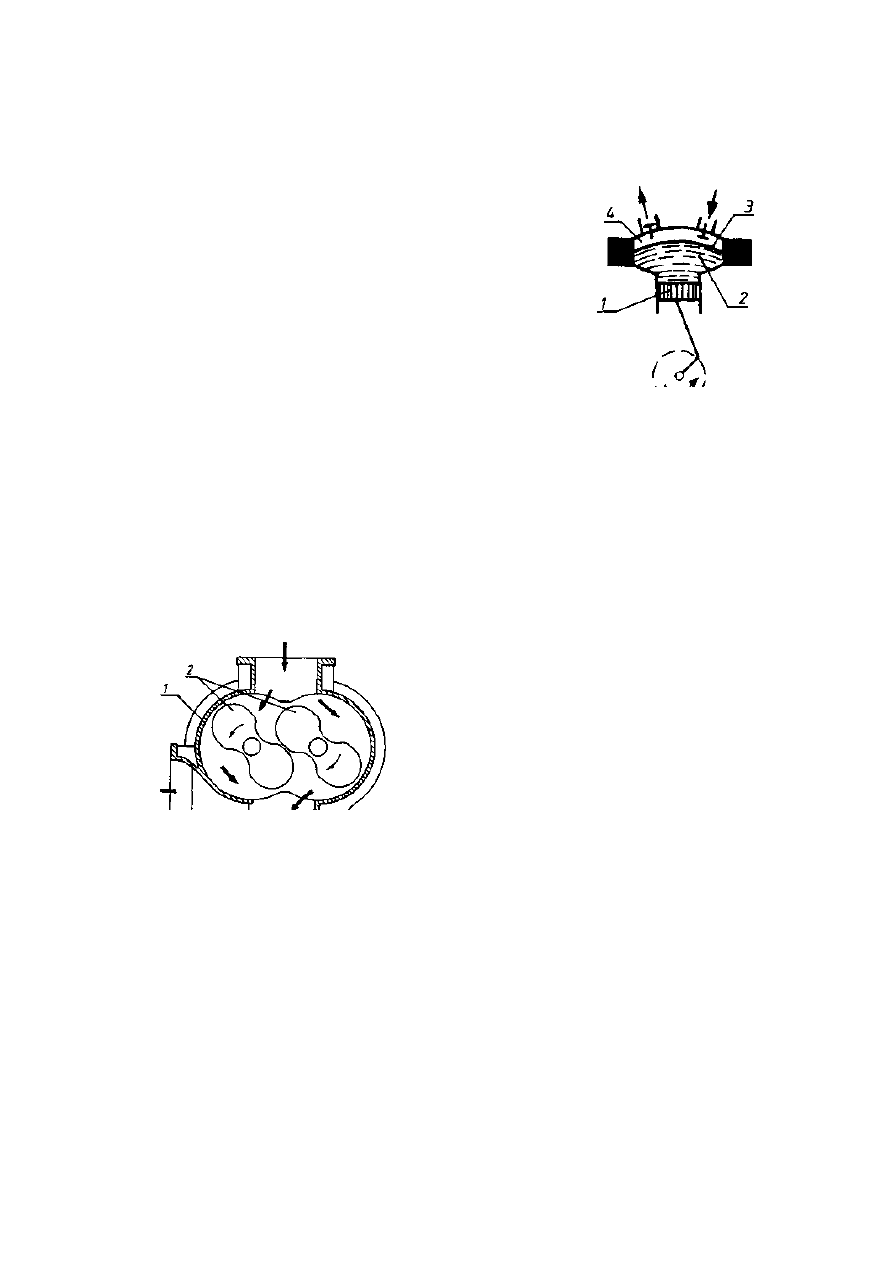
nek siarki i tlenki azotu, acetylen, gazy radioaktywne i in. Wytwarzane ciśnienie
jest ograniczone wytrzymałością mechaniczną membrany i w układzie wie-
lostopniowym dochodzi do 100 MPa. Wydajność sprężarek
zarówno tłokowych, jak i membranowych może być
zmieniana przez zmianę liczby obrotów wału napędowego
(liczby suwów tłoka, skoków membrany), wielkości skoku,
zawrócenie części gazu sprężonego do przestrzeni ssawnej,
dławienie przepływu. Gdy pobór strumienia gazu sprężonego
jest zmienny, wtedy sprężarki wyporowe są zaopatrzone w
tzw. zbiorniki wyrównawcze, które wyrównują zmiany
strumienia objętości gazu sprężonego.
Sprężarki rotacyjne są stosowane do sprężania gazów do
niskich i średniej wielkości ciśnień. Wirujące rotory z
prędkościami dochodzącymi do kilkudziesięciu tysięcy
obrotów na minutę nie wymagają smarowania. Zasysany
gaz jest izolowany od przestrzeni ssawnej, przetłaczany lub
sprężany do przestrzeni o wyższym ciśnieniu do przestrzeni
wysokiego ciśnienia. Sprężarki rotacyjne o ciśnieniu sprężonego gazu <0,3 MPa
są określane mianem dmuchaw. Istnieje wiele konstrukcji sprężarek rotacyjnych.
Jedną z bardziej rozpowszechnionych jest dmuchawa Rootsa (rys. 7.4). W
korpusie umieszczone są dwa (lub trzy) rotory krzywkowe, zamontowane na
równoległych wałach, które wirują w przeciwnych kierunkach przesuwając gaz w
kierunku normalnym do ich osi. Zsynchronizo-
wany napęd, umieszczony na zewnątrz,
zapewnia dobry kontakt rotorów między sobą i
jednocześnie ze ścianką cylindra. W trakcie
wirowania, z przestrzeni ssawnej są pobierane i
odcinane objętości gazu, stanowiące przestrzeń
między rotorami a korpusem i przenoszone do
przestrzeni tłocznej, gdzie ulegają sprężeniu.
Do sprężania gazu do wyższych ciśnień są
stosowane sprężarki łopatkowe z ruchomymi
łopatkami (rys. 7.5), zapewniające ciągły
ustalony przepływ gazu. W korpusie walcowym, mimośrodowo jest umieszczony
wirnik z łopatkami promieniowymi, których liczba dochodzi do kilkudziesięciu.
Podczas obrotu wirnika objętości ograniczone łopatkami i ścianką cylindra na
przemian zwiększają się i zmniejszają, co powoduje zasysanie i sprężanie gazu
przesyłanego do przestrzeni tłocznej. Sprężarki jednostopniowe mają wydajność
do ok. 100 m
3
/min przy ciśnieniu dochodzącym do 0,5 MPa, a dwustopniowe do
ok. l ,2 MPa. Sprężarki te wymagają chłodze-
Rys. 7.3. Schemat sprę-
żarki membranowej: l —
tłok, 2 - płyn - „prze-
nośnik ciśnienia", 3 —
membrana, 4 - gaz
Rys. 7.4. Sprężarka rotacyjna Roots'a: l
— korpus, 2 — rotory
93
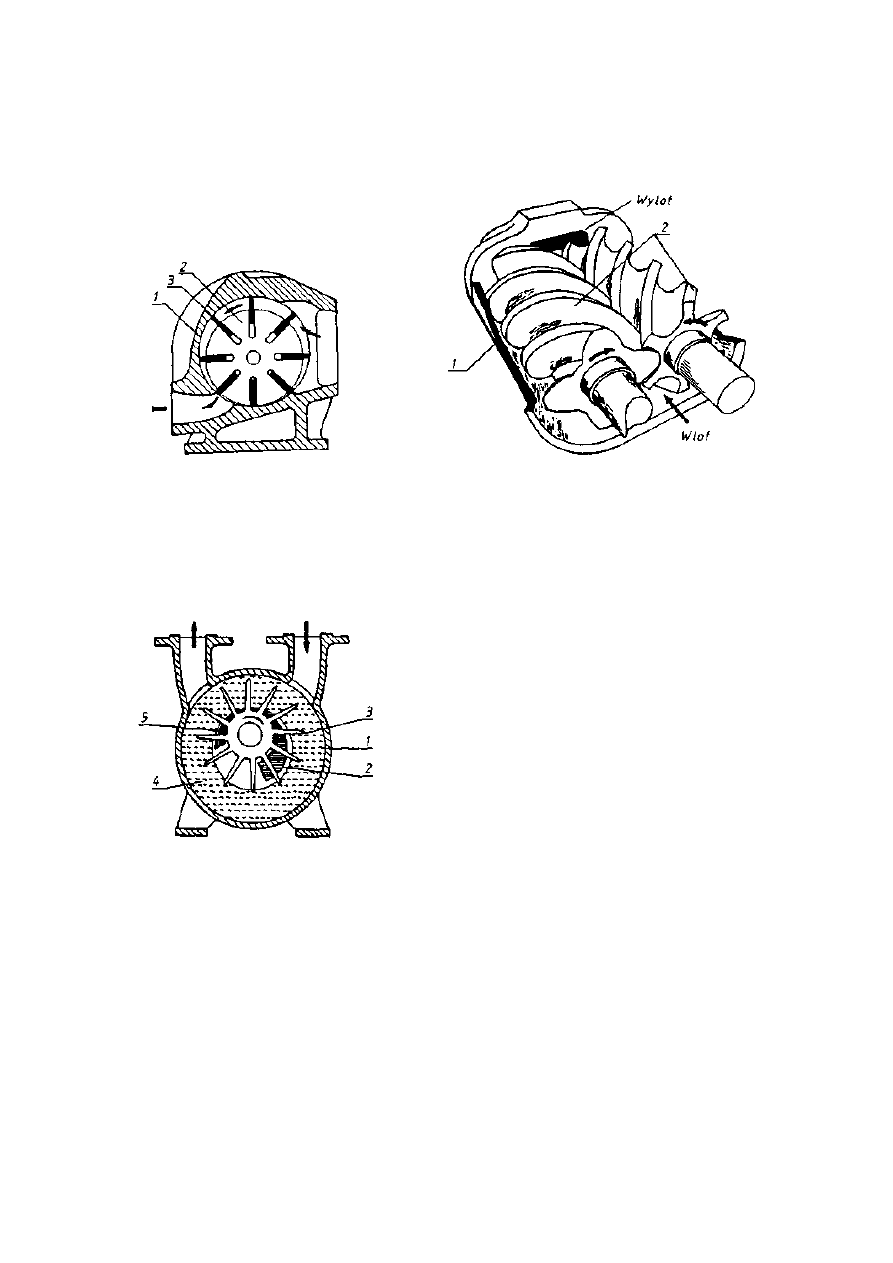
nią, ze względu zarówno na tarcie łopatek o ścianki cylindra, jak i efekt sprężania
gazu.
Rys. 7.5. Sprężarka wirnikowa -
łopatkowa: l - korpus, 2 - wirnik, 3
— ruchome łopatki
Rys. 7.6. Schemat sprężarki śrubowej: l —
korpus, 2 - ślimaki
Do sprężania gazów do średnio wysokich ciśnień są stosowane sprężarki
śrubowe (rys. 7.6). Zasysany gaz, izolowany od przestrzeni ssawnej jest sprę-
żany i przetłaczany promieniowo i osiowo przez dwa rotory, ślimaki zamknięte
w korpusie ciśnieniowym sprężarki. Objętość gazu
wzdłuż drogi przetłaczania zmniejsza się i wzrasta
jego ciśnienie. Przepływ osiowy gazu powoduje
napływ świeżej porcji gazu i proces powtarza się.
Na wylocie cała porcja gazu jest usuwana do
przestrzeni tłocznej. Sprężarki dostosowane są do
ciśnienia ok. 1,5 MPa i stopni sprężania do 15-20.
Wydajność jest regulowana odpowiednim zaworem
umieszczonym w dolnej części kadłuba, wielkością
strumienia zasysanego gazu, który może się
zmieniać od l m
3
/min do ponad 100 m
3
/min.
Obecność oleju jest związana z koniecznością
uszczelnienia ślimaków, smarowaniem łożysk,
chłodzeniem sprężarki i in. Chłodzenie oleju
odbywa się w wymienniku ciepła przeponowym,
stanowiącym zwykle integralną część sprężarki. Temperatura sprężonego gazu nie
przekracza 365 K.
Do wytwarzania próżni i do przetłaczania gazu są stosowane również sprę-
żarki z pierścieniem cieczowym, zwane też pompami (rys. 7.7). Wirnik łopat-
kowy, umieszczony mimośrodowo w korpusie, wprawia w ruch obrotowy ciecz
wypełniającą korpus. W trakcie wirowania ciecz (zwykle woda) tworzy pier-
Rys. 7.7. Sprężarka (pompa) z pier-
ścieniem cieczowym: l — korpus, 2 —
szczelina ssawna, 3 — wirnik, 4 —
pierścień cieczy, 5 — szczelina tłoczna
94
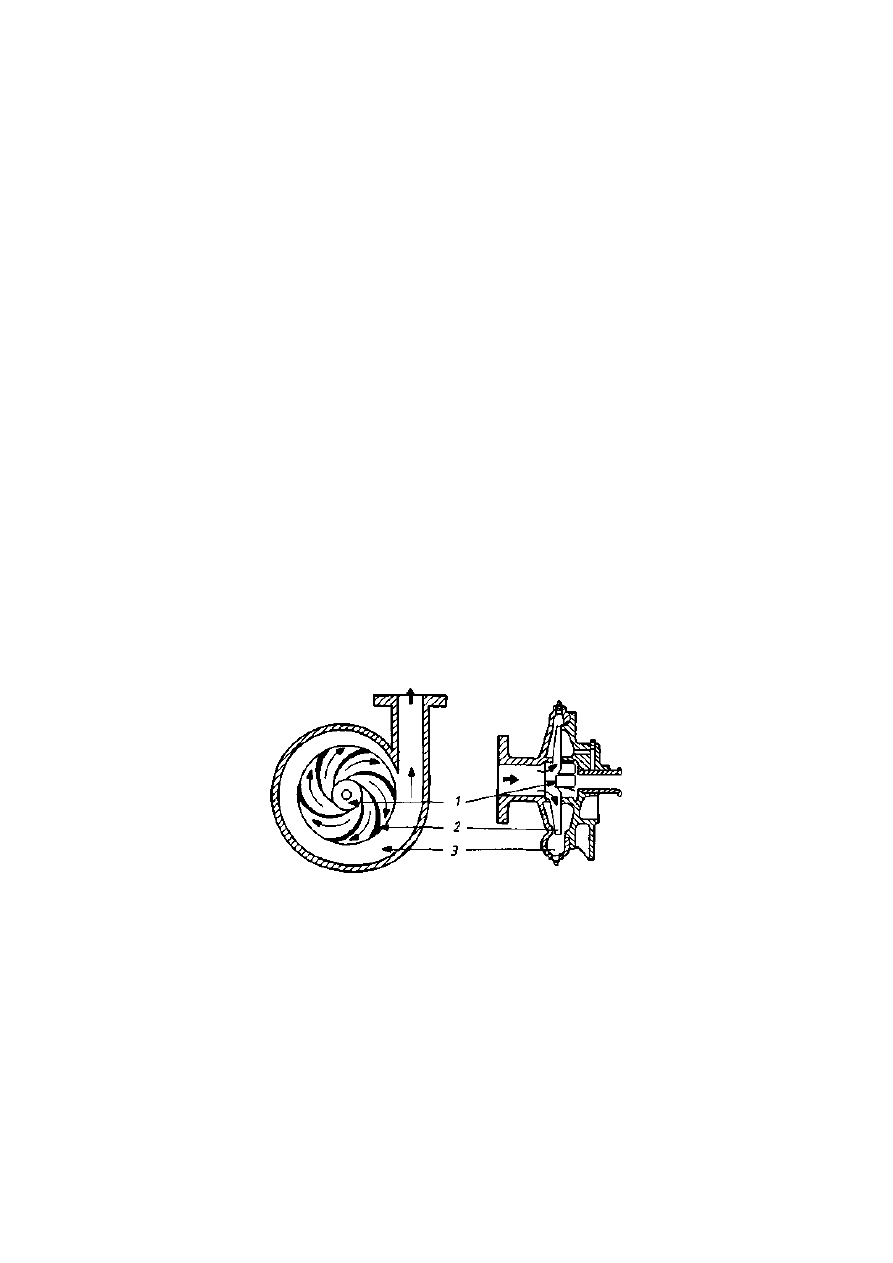
ścień koncentryczny z osią cylindra. Ponieważ wirnik umieszczony jest mimo-
środowo, więc przestrzeń pomiędzy łopatkami a pierścieniem cieczy zmienia się
tak, że gaz może być zasysany króćcem ssawnym i po sprężeniu wytłoczony do
przewodu tłocznego. Ciecz chłodzi sprężany gaz i do cieczy w nieznacznym
stopniu są wydzielane zanieczyszczenia w postaci cząstek aerozolowych i
rozpuszczalnych gazów, co nie zawsze jest pożądane. Rodzaj cieczy zależy od
sprężanego gazu. Sprężarki te są zdolne wytworzyć ciśnienie do 0,23 MPa w
układzie dwustopniowym, z wydajnością od l m
3
/min do 70 m
3
/min. Wadę ich
stanowi nasycanie gazu parą wodną.
Sprężarki rotacyjne są stosowane do zasilania sieci powietrza sprężonego i
układów automatyki pneumatycznej, do transportu pneumatycznego, w procesach
suszenia, w przemyśle fermentacyjnym, farmaceutycznym, spożywczym,
elektronice, mieszaniu, spalaniu i in. Powietrze musi być tu czyste, o zawartości
par oleju poniżej 0,01 ppm, bez obecności cząstek aerozolowych o rozmiarach
ponad 0,01 µm i punkcie rosy dla pary wodnej w zakresie 270-233 K lub bardzo
czyste — w przemyśle elektronicznym, farmaceutycznym, spożywczym i in., co
wymaga stosowania specjalnych filtrów.
7.3. SPRĘŻARKI WIROWE
W sprężarkach wirowych korzysta się z zależności pomiędzy energią kine-
tyczną i ciśnienia, do zwiększenia ciśnienia gazu. Gaz wpływa do sprężarki
osiowo (rys. 7.8). Wirujący wirnik z łopatkami, wywierając nacisk na gaz,
Rys. 7.8. Sprężarka wirowa-promieniowa: l - wlot do wirnika, 2 - wirnik, 3 - ślimak-
-dyfuzor
powoduje jego przepływ na obwód i odpływ z dużą prędkością do otaczającego
dyfuzora. W dyfuzorze mającym kształt ewoluty (ślimaka), przekrój przepływu i
objętość gazu w kierunku wylotu zwiększają się, co prowadzi do wzrostu ciśnienia
gazu. Obroty wirnika i jego wytrzymałość ograniczają wysokość wytwarzanego
ciśnienia, w jednym stopniu. Gdy ciśnienie jest zbyt niskie, wtedy gaz jest
kierowany na drugi i dalsze stopnie sprężania, odpowiednimi kierownicami.
Wysokość ciśnienia wytwarzanego przez sprężarkę zależy od
95
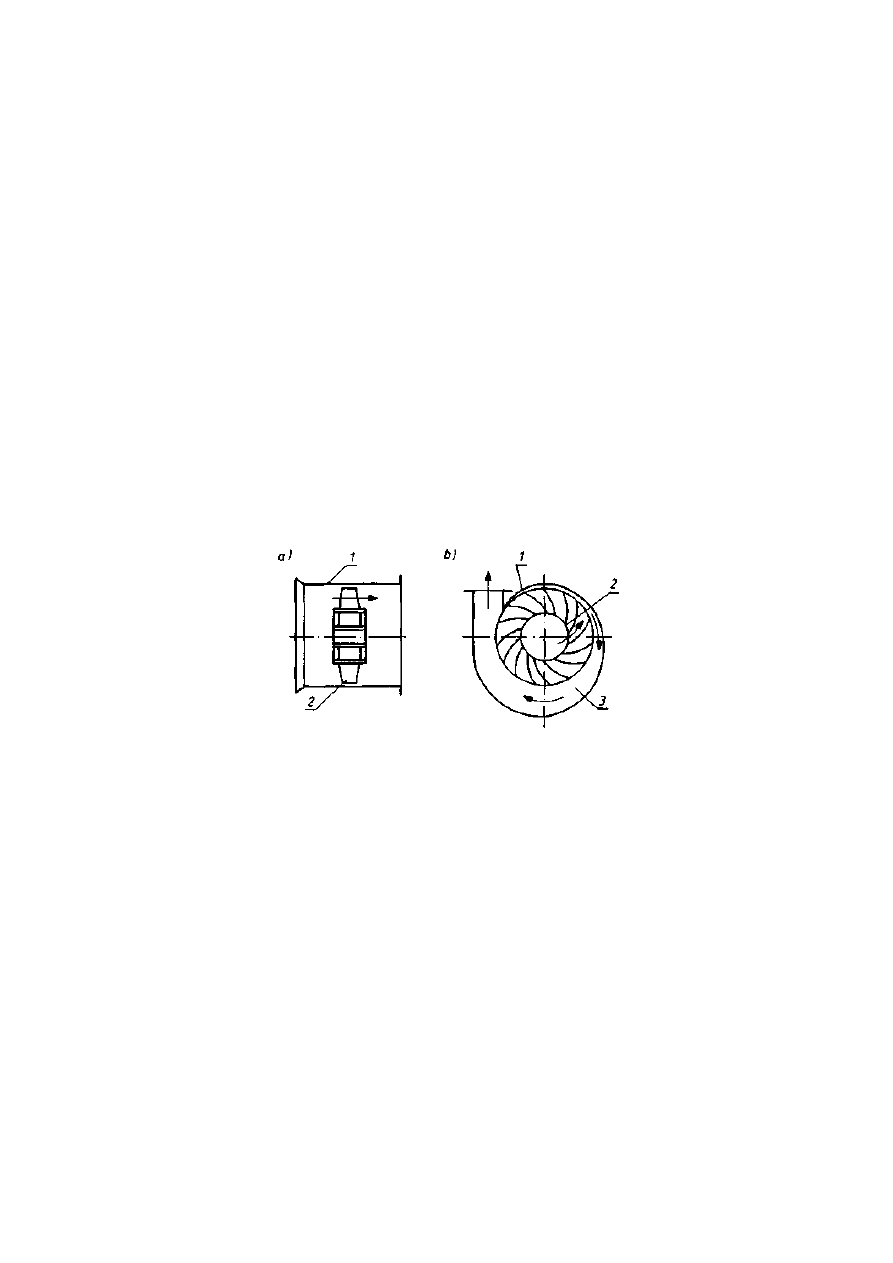
prędkości obrotowej i średnicy wirnika. Wirnik o większej średnicy i prędkości
wytwarza większe ciśnienie. Zarówno spręż, jak i wydajność są również związane
z kształtem wirnika. Wirniki sprężarek wysokociśnieniowych są bardziej smukłe i
są zamknięte. Wydajność sprężarek wirowych danego rodzaju wirnika i stałej
prędkości wirnika jest ograniczona. Gdy wydajność spadnie poniżej 50-70%
nominalnej, wtedy przepływ staje się niestabilny i występują wibracje sprężarki.
Wydajność ograniczona jest również od góry, poprzez dławienie przepływu na
odlocie ze sprężarki. Sprężarki wirowe zapewniają gaz sprężony, wolny od par
oleju, lecz o ciśnieniu ograniczonym do kilkudziesięciu megapaskali w układzie
wielostopniowym, zwanym turbosprężarkami. Wydajność ich jest jednak bardzo
duża i dochodzi do 280 m
3
/s w turbosprężarkach osiowych, ciśnienie osiąga 0,2-
0,6 MPa. Sprężany gaz jest zwykle chłodzony przeponowo wodą między
stopniami. Jeśli liczba stopni jest duża, to średnica wirników maleje wraz z
kierunkiem wzrostu ciśnienia.
Sprężarki wirowe o niewielkim sprężu, niewiele większym od 10 kPa, służące
w zasadzie do przesyłania gazów na niewielkie odległości, są nazywane
wentylatorami.
Rys. 7.9. Wentylatory: a) osiowy, b) promieniowy; l — korpus, 2 - wirnik, 3 - dyfuzor
Wyróżnia się wentylatory osiowe i promieniowe. Specjalne zastosowanie
mają wentylatory z przepływem gazu w obrębie wirnika, helikoidalnym i dia-
gonalnym. Wentylatory osiowe (rys. 7.9a) sprężają gaz w bardzo małym stopniu,
<1 kPa, lecz charakteryzują się dużą wydajnością. Większy spręż zapewniają
wentylatory promieniowe (rys. 7.9b), w standardowych wykonaniach do ciśnienia
10 kPa. W konstrukcjach specjalnych, przepływ gazu w obrębie wirnika może być
również wielostrumieniowy (rys. 7.10). Tego rodzaju wentylatory promieniowe, o
wydajnościach dochodzących do setek tysięcy metrów sześciennych na godzinę i
ciśnienia sprężonego gazu do 50 kPa są stosowane w przemyśle chemicznym,
cementowym, spożywczym, hutnictwie, energetyce i in. Charakterystyki
przepływów, sprawności i mocy wentylatorów są analogiczne jak pomp wirowych.
Różnice wynikają z odmiennych właściwości gazu. Charakterystyki te są
odnoszone do powietrza o temperaturze 293 K, przy ciśnieniu 100 kPa i
wilgotności względnej 50%.
96
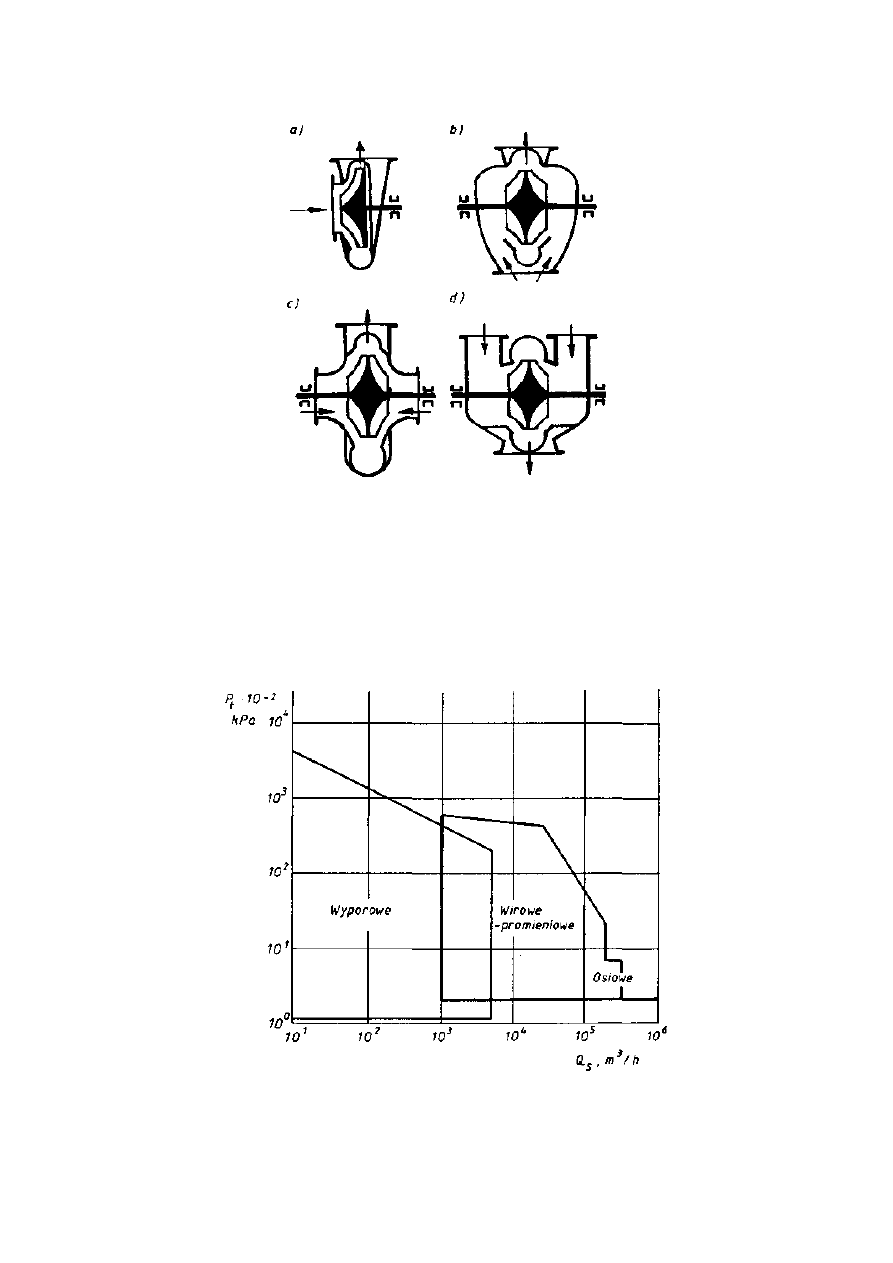
Rys. 7.10. Przepływ gazu w wentylatorach promieniowych specjalnych: a) jednostrumieniowy, b)
dwustrumieniowy, c) dwustrumieniowe ssanie i wypływ, d) podwójne ssanie i dwustrumie-
niowy wypływ
7.4. DOBÓR SPRĘŻARKI
Dobór sprężarki do określonego celu jest zagadnieniem złożonym, w którym
należy uwzględnić przede wszystkim:
97
Rys. 7.11. Zakres pracy sprężarek

1. Wielkość strumienia sprężanego gazu, jego właściwości i wymagany
spręż.
2. Charakterystykę sieci gazu sprężonego.
3. Zapotrzebowanie mocy.
4. Warunki lokalizacyjne i inne.
O wyborze właściwej sprężarki z kilku możliwych powinno decydować mi-
nimum kosztów ogólnych, stanowiących sumę kosztów inwestycyjnych i eks-
ploatacyjnych. Zakres pracy poszczególnych sprężarek przedstawia wykres (rys.
7.11).
LITERATURA
[1] JORGENSEN R., Fan Engineering, 8th ed., Buffalo Forge Co., Buffalo 1983. [2] KOCH R.,
NOWORYTA Α., Procesy mechaniczne w inżynierii chemicznej, WNT, Warszawa 1992.
8. ROZDRABNIARKI I MŁYNY
8.1. WPROWADZENIE
Zmniejszanie rozmiarów ciała stałego, połączone ze zniszczeniem jego stru-
ktury jest nazywane rozdrabnianiem lub niekiedy kruszeniem. Celem rozdrab-
niania jest wytworzenie produktu o pożądanych rozmiarach, zakresie rozmiarów
lub separacja składników ciała stałego. W zależności od wielkości rozdrobnienia
(rozmiarów), cząstki ciała stałego dzieli się na klika grup (tabl. 8.1). W rozdrab-
nianiu istotna jest budowa i siły wiązań wewnętrznych ciała stałego, co określa
podatność materiałów na rozdrabnianie, a zwłaszcza odporność na ściskanie,
zginanie, ścieranie, uderzenie i ścinanie. Podczas rozdrabniania siły te muszą być
pokonane przez siły zewnętrzne wprowadzone do układu. Podział ciał stałych
według skali twardości Mohsa przedstawia tabl. 8.2. Najczęściej wytrzymałość na
ściskanie i ścieranie wzrasta wraz z twardością materiału, odporność na uderzenie
natomiast maleje. Istotna jest również wilgotność materiału ponad 2-3%
masowych. W klasyfikacji maszyn do rozdrabniania bierze się pod uwagę rodzaj
przyłożonych sił i wielkość wywołanych naprężeń (rys. 8 . 1) oraz stopień
rozdrabniania. Stopień rozdrabniania n jest określany stosunkiem średniej średnicy
ziaren przed rozdrabnianiem do średniej średnicy ziaren po rozdrobnieniu. W
zależności od stopnia rozdrobnienia wyróżnia się rozdrabnianie: wstępne n < 5;
średnie n = 5-10; drobne n = 10-50; bardzo drobne n > 50.
T a b e l a 8.1
Stosowane nazwy cząstek ciała stałego
w zależności od ich rozmiarów
Stopień rozdrobnienia
Rozmiar, mm
Grube
> 100
Sredniogrube
10
Sredniodrobne
1
Drobne
0,1
Superdrobne
0,025
Ultradrobne
0,010
Koloidalne
< 0,005
Podział ten ma charakter orientacyjny i jest przydatny w klasyfikacji i doborze
maszyn rozdrabniających. Z natury ciał stałych wynika, że nie jest możliwe ich
rozdrabnianie od bardzo dużych kawałków do bardzo drobnych w jednej
99
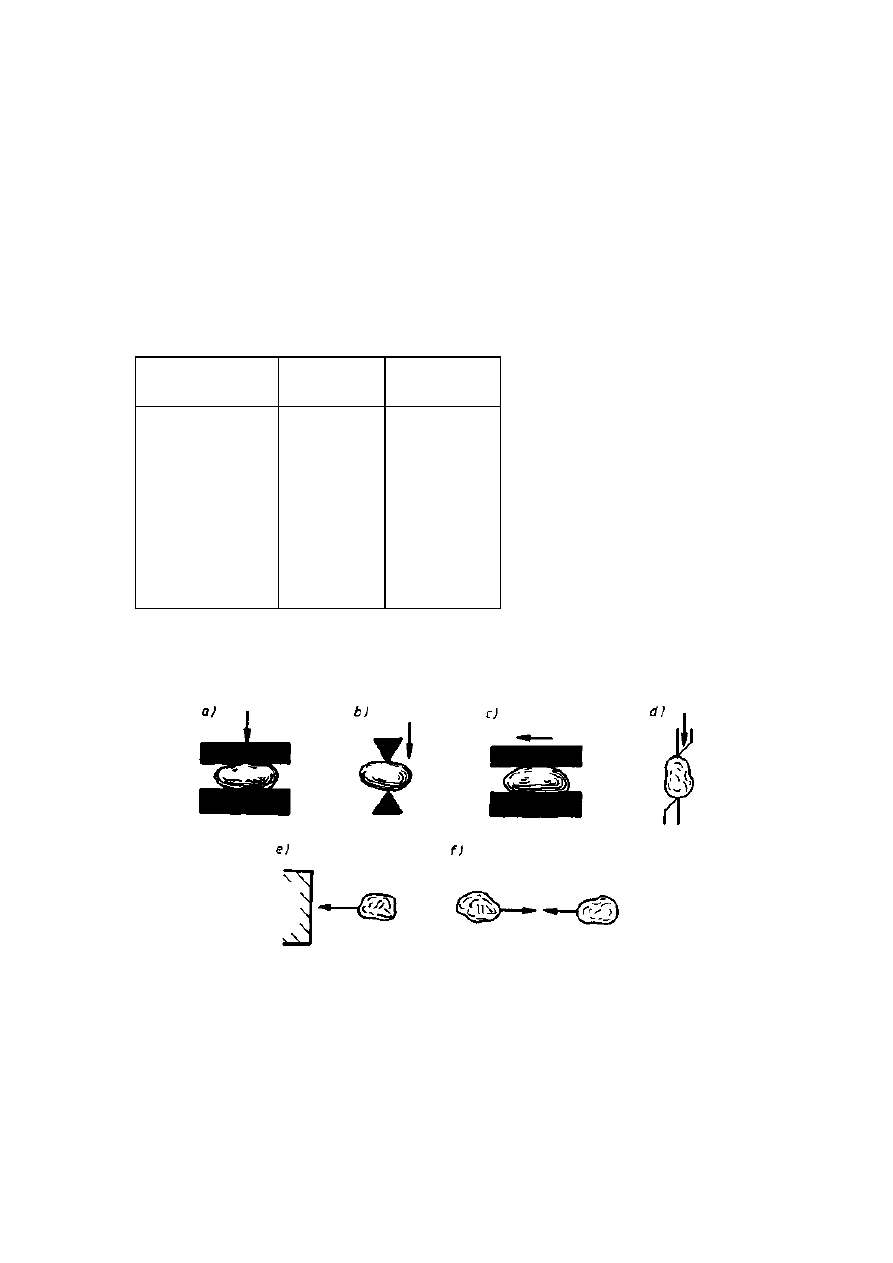
rozdrabniarce. Rozdrabnianie musi być prowadzone etapami, zgodnie z wy-
mienionymi stopniami rozdrabniania. Rozdrabnianie może być prowadzone
okresowo lub w sposób ciągły. Rozdrabnianie ciągłe jest stosowane dla dużych
strumieni mas materiałów. Jest ono bardziej ekonomiczne i zapewnia lepszą
kontrolę produktu rozdrabniania na skutek jednoczesnej klasyfikacji ziaren
produktu. Rozdrabnianie może być prowadzone na sucho lub na mokro, gdy udział
cieczy, zwykle wody, jest taki, że surowiec stanowi zawiesinę lub szlam.
T a b e l a 8.2
Skala twardości materiałów wg Mohsa
Stopień twardości
Wartość skali
Mohsa
Materiał
Miękki
1
Talk
2
Gips lub sól
3
Kalcyt
Średniotwardy
4
Fluoryt
5
Apatyt
6
Skaleń
Twardy
7
Kwarc
8
Topaz
9
Korund
10
Diament
Naprężenia pomiędzy dwoma powierzchniami ciała stałego, prowadzące do
rozdrabniania, powstają w wyniku przyłożenia sił nacisku (ciśnienia) lub tarcia
(rys. 8.1a,b,c). Tego rodzaju siły są stosowane w rozdrabniarkach zwanych
Rys. 8.1. Zasadnicze sposoby rozdrabniania: a) zgniatanie, b) rozłupywanie, c) ścieranie, d)
ścinanie, e) uderzenie (zderzenie), f) wzajemne zderzenie
łamaczami. Łamacze szczękowe i stożkowe stosowane są do rozdrabniania
wstępnego dużych brył, kawałków rud, minerałów i in., kruszarki walcowe
natomiast do rozdrabniania mniejszych kawałków. Uderzenie, zderzenie bez-
władnościowe (rys. 8.1d,e) jest stosowane do rozdrabniania średniego i drobne-
100
go materiałów kruchych, krystalicznych w rozdrabniarkach (młynach) młotko-
wych, młynach kulowych, prętowych i strumieniowych. Ścinanie (rys. 8. l f)
jest stosowane do rozdrabniania ciał stałych miękkich i włóknistych w młynach i
krajalnicach wyposażonych w wirujące noże tnące. Ścisły podział maszyn
rozdrabniających nie jest możliwy, gdyż, zwłaszcza w wyższych stopniach
rozdrabniania, to samo urządzenie może pracować w różnych zakresach.
Istotne znaczenie ma zapotrzebowanie mocy do rozdrabniania. Teoretycznie
moc ta jest proporcjonalna do wielkości nowo wytworzonej powierzchni związanej
ze zmianą średnicy ziaren. Na tej zasadzie opiera się teoria Rittingera, według
której zapotrzebowanie energii do rozdrabniania L.
gdzie L. — energia jednostkowa niezbędna do wytworzenia jednostki po-
wierzchni, określana mianem liczby Rittingera, ∆ F — przyrost
powierzchni.
Wartość Lj zależy od rodzaju materiału i jego wytrzymałości. Jeżeli jest znana
analiza granulometryczna surowca i produktu, to energię do rozdrabniania określić
można z zależności
gdzie m
s
— masa rozdrabnianego materiału, p
s
— gęstość, x
t
— ułamki masowe frakcji,
«
/
— współczynnik określający stosunek powierzchni właściwej ziaren
danej frakcji do powierzchni właściwej kuł wykonanych z tego samego
materiału, d . i d
si
— średni rozmiar ziaren danej frakcji, odpowiednio
produktu
i surowca.
Teoria Rittingera jest słuszna dla materiałów sprężystych stosujących się do
prawa Hooke'a.
Istnieją również inne teorie, z których bardziej znane to:
— teoria Kicka, według której energia rozdrabniania jest proporcjonalna do
nowo wytworzonej objętości, co jest słuszne dla materiałów plastycznych,
— teoria Bonda jest uogólnieniem wymienionych teorii i zakłada ona, że
energia rozdrabniania jest proporcjonalna do średnicy rozdrabnianych ziaren
w potędze d
2
.
Energia dostarczona do rozdrabniarki jest zawsze większa niż wynika to z
obliczeń według wymienionych teorii. Efekty bezwładności i straty tarcia w
rozdrabniarkach wymagają o wiele większej energii do wytworzenia nowej
powierzchni. Rozdrabniarki są maszynami o bardzo małej sprawności energety-
cznej, która dodatkowo maleje wraz ze stopniem rozdrabniania materiału. Nie
należy dlatego rozdrabniać surowca bardziej niż to konieczne i prowadzić proces
w miarę możliwości z separacją produktu.
101
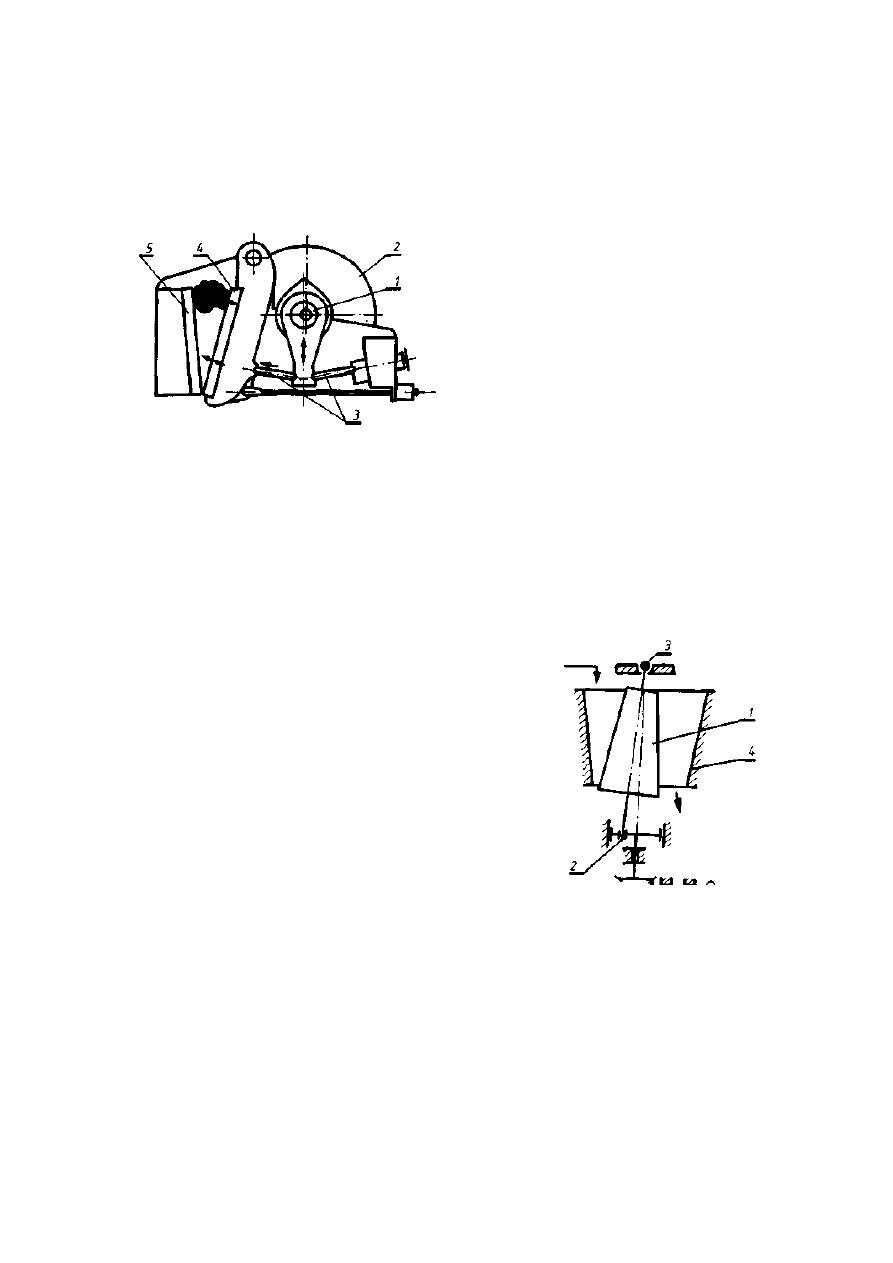
8.2. ROZDRABNIARKI
Rozdrabniarki służą zasadniczo do rozdrabniania wstępnego i średniego.
Głównymi mechanizmami rozdrabniania są tu ściskanie, rozłupywanie, uderzenie,
ścinanie, w mniejszym stopniu natomiast
ścieranie i zderzenia wzajemne cząstek.
Do rozdrabniarek zalicza się m. in.
łamacze, gniotowniki, rozdrabniarki
młotkowe, rozdrabniarki udarowo-
prętowe.
W łamaczach szczękowych surowiec
jest wprowadzany pomiędzy dwie szczęki,
z których jedna jest nieruchoma, druga
zaś ruchoma
(rys. 8.2). Szczęka ruchoma jest
napędzana mechanizmem mimośrodo-
wym, osadzonym na osi koła zama-
chowego. Gdy szczęka ruchoma zbliża się
do nieruchomej, następuje wtedy ściskanie i zgniatanie materiału; rozdrobnione
kawałki (ziarna) wypadają jako produkt szczeliną w dolnej części łamacza.
Szczęki są pokryte płytami odpornymi na ścieranie, ze stali manganowej. Energię
biegu jałowego magazynuje koło zamachowe, zapewniając bardziej równomierną
pracę łamacza. W celu zabezpieczenia łamaczy przed
zniszczeniem, gdy pomiędzy szczęki dostanie się
bardzo twardy materiał, np. kawałek metalu, płyty
rozporowe są zabezpieczone sworzniami ścinanymi po
przekroczeniu naprężeń dopuszczalnych. Kawałki
surowca kierowanego do rozdrabniania mają zwykle
średnicę ponad 100 mm. Liczba skoków szczęki wynosi
100-300/min. Przeciętna liczba skoków wymagana do
rozdrobnienia wynosi 8-10.
Łamacze stożkowe rozdrabniają materiał, który
znajdzie się pomiędzy dwoma powierzchniami
stożkowymi (rys. 8.3). Stożek wewnętrzny kruszący
obraca się mimośrodowo w stosunku do osi stożka
nieruchomego — zewnętrznego. Łamacze stożkowe
mają różną konstrukcję stożków i kąt rozwarcia, w
zależności od przeznaczenia, określonego głównie
stopniem rozdrabniania. Karbowana powierzchnia
stożków powoduje, że materiał jest zgniatany i łamany. Rozdrobniony materiał
wysypuje się szczeliną pomiędzy stożkami, która może być regulowana. Praca
łamaczy stożkowych jest bardziej równomierna; są one bar-
Rys. 8.2. Łamacz szczękowy: l - mimośród, 2 —
koło zamachowe, 3 — płyty rozporowe, 4 —
szczęka ruchoma, 5 — szczęka nieruchoma
Rys. 8.3. Schemat łamacza
stożkowego: l — stożek kru-
szący, 2 — mimośród, 3 —
łożysko, 4 — stożek wewnę-
trzny
102
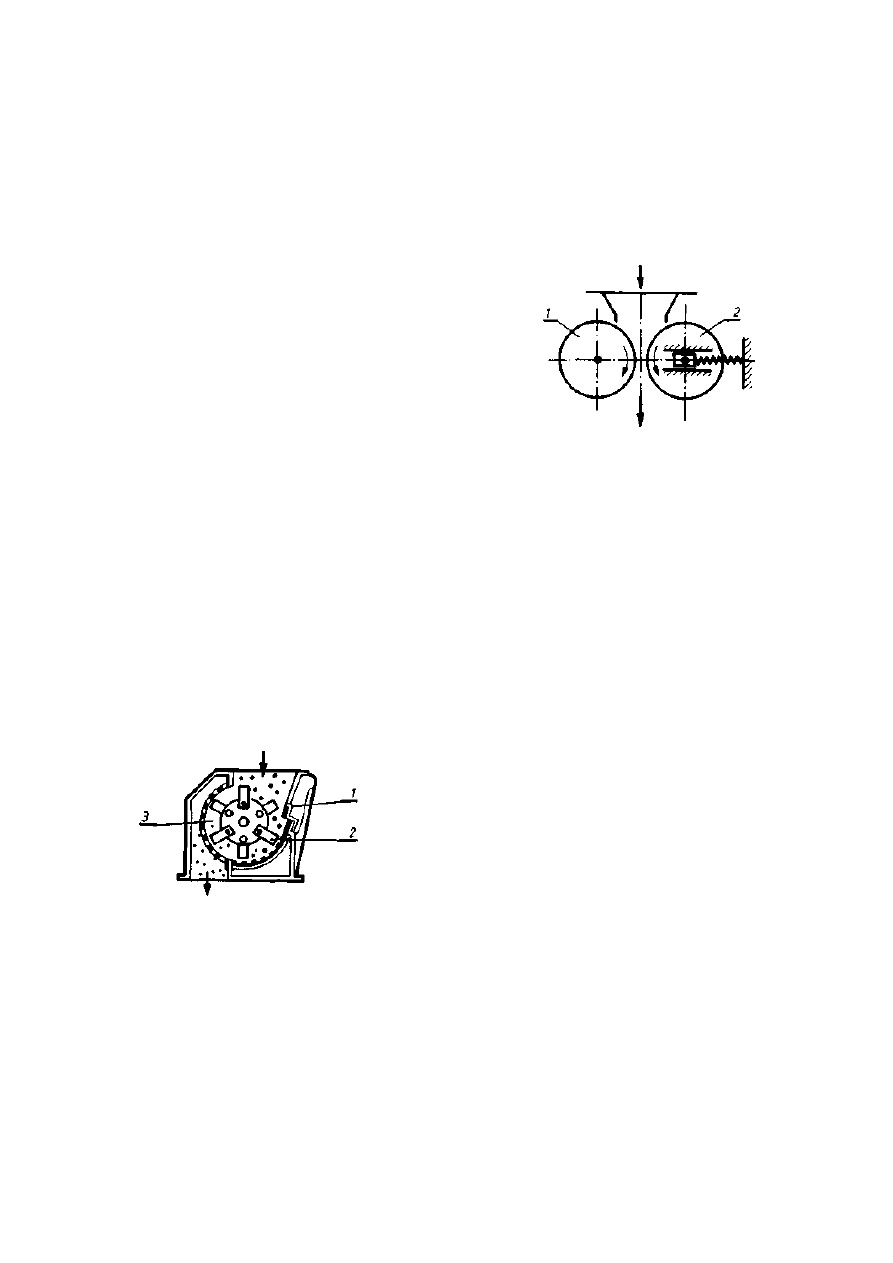
dziej wydajne i zużywają mniej mocy. Łamacze stożkowe są stosowane do
rozdrabniania kawałków o kształcie bardziej płaskim i dają produkt o ziarnach
bardziej zaokrąglonych.
Rozdrabniarki walcowe, zwane również gniotownikami, stanowią zasadniczo
dwa walce obracające się w przeciwnych kierunkach, z których jeden ma
możliwość przesuwu w płaszczyźnie poziomej, drugi
zaś — nie (rys. 8.4). Surowiec jest podawany na
walce, gdzie przez odpowiednią szczelinę
zapewniającą właściwy kąt uchwytu, materiał jest
wciągany pomiędzy walce, ściskany i rozłupywany i
jako rozdrobniony wypada przez szczelinę.
Szerokość szczeliny może być regulowana i
jednocześnie docisk sprężynowy wału ruchomego
zabezpiecza przed zniszczeniem urządzenia. W
zależności od rodzaju rozdrabnianego materiału i
stopnia rozdrabniania powierzchnie walców mogą
być gładkie lub
karbowane, pokryte kolcami. Walce mogą obracać się z taką samą, lub z różnymi
prędkościami, w zakresie 50-900 obr/min. Układ rozdrabniania stanowić może
więcej niż jedna para walców w ustawieniu jeden nad drugim. Rozdrabniarki
walcowe charakteryzują się prostotą konstrukcji, lecz ich wadą jest szybkie
zużywanie powierzchni walców. Walce zębate mogą rozdrabniać większe kawałki,
dochodzące do średnicy 350 mm.
W rozdrabniarkach młotkowych kawałki ziarna materiału stałego są roz-
drabniane, zasadniczo przez uderzenie. Rozdrabniarki te są również zwane
młynami, gdy stosowane są do rozdrabniania drobnego, gdzie udział sił ściera-
jących i ścinających jest dominujący. W roz-
drabniarce młotkowej (rys. 8.5), ciężkie bloki
metalowe, zwane młotkami, połączone są prze-
gubowo z szybko obracającym się wirnikiem.
Prędkości obrotów w dużych rozdrabniarkach
dochodzą do 900 obr/min, a najmniejszych do
16000 obr/min. Masa pojedynczego młotka może
dochodzić do klikuset kilogramów w roz-
drabniarkach do rozdrabniania wstępnego. Kawałki
surowca poprzez lej są podawane do przestrzeni z
wirującymi młotkami, gdzie w wyniku uderzenia
przez młoty są odrzucane na płyty odbojowe
wewnętrznej obudowy. Proces powtarza się, aż do momentu, gdy ziarna
uzyskają rozmiary umożliwiające przesyp przez ruszt klasyfikacyjny. Zmiana
rusztu, tzn. rozmiarów otworów, umożliwia regulację stopnia rozdrabniania.
Rys. 8.4. Schemat kruszarki wal-
cowej: l — walec nieruchomy,
2 - walec przesuwny
Rys. 8.5. Schemat rozdrabniarki
młotkowej: l - obudowa z płyt
pancernych, 2 — wirnik z młot-
kami, 3 — ruszt klasyfikacyjny
103
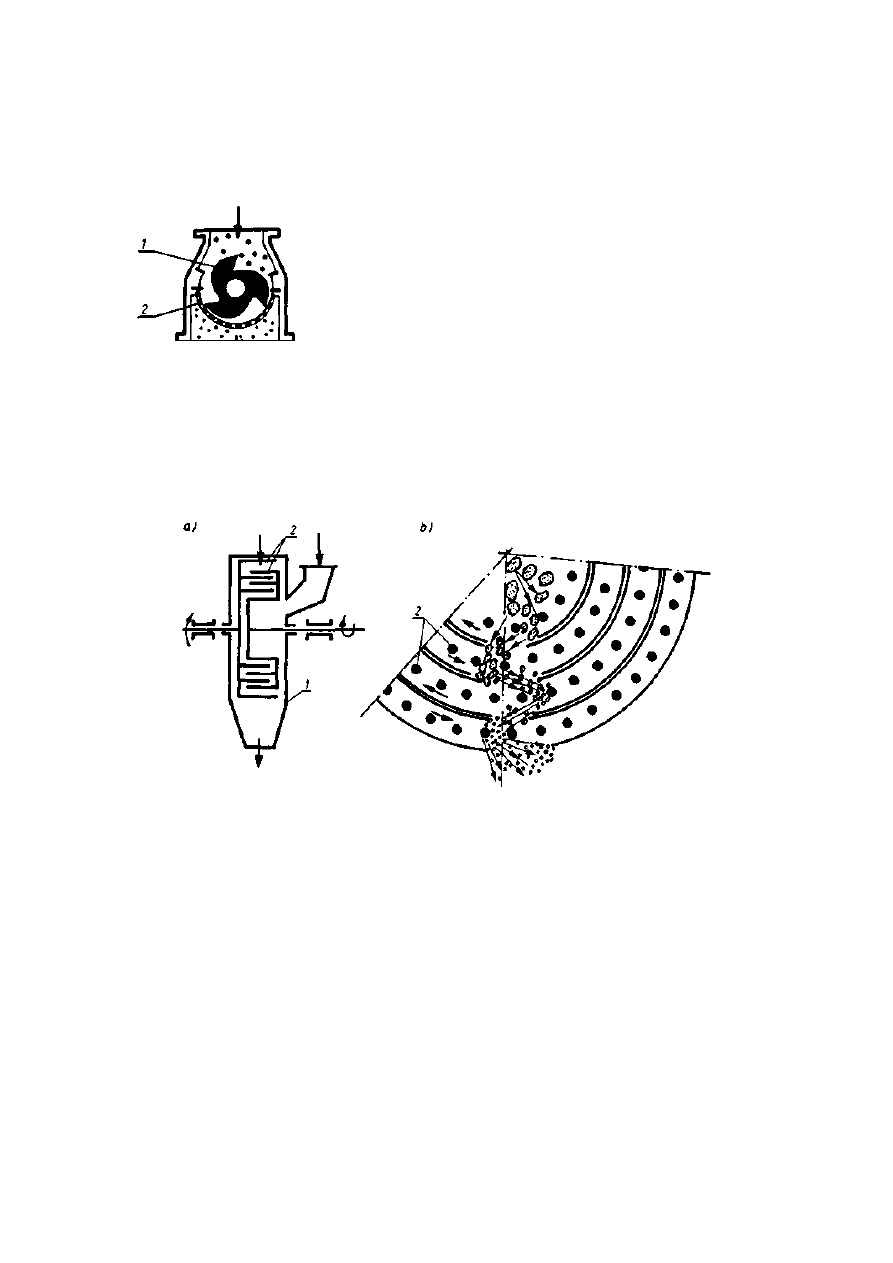
Do rozdrabniania materiałów miękkich, ciągliwych, adhezyjnych, termoplas-
tycznych i włóknistych, takich m. in. jak celuloza, drewno, papier, bawełna,
tworzywa sztuczne i in. są stosowane rozdrabniarki nożowe, zwane młynkami
tnącymi lub krajarkami (rys. 8.6). Rozdrabniarka zawiera
noże, wykonane ze stali stopowych w liczbie 3-16,
zamontowane na obracającym się wale tak, że wirują w
odpowiedniej odległości od noży nieruchomych. Krajarki
wielonożowe, wysokoobrotowe umożliwiają uzyskanie
produktu o rozmiarach cząstek rzędu 100-200 µm.
Rozdrabniarki młotkowe są konstruowane jako jedno- i
dwuwirnikowe. W tych ostatnich wirniki obracają się w
przeciwnych kierunkach i uzyskuje się większy stopień
rozdrabniania, dochodzący do 40. Zaletę rozdrabniarek
młotkowych stanowi szeroki zakres zasto-
sowań, możliwość regulacji stopnia rozdrabniania, wadę natomiast szybkie
zużywanie się części ruchomych, zapylenie środowiska i hałas oraz duże zużycie
mocy.
Rys. 8.7. Dezintegrator: a) zasada rozdrabniania, b) schemat dezintegratora: l — obudowa,
2 — wirniki z prętami (zębami)
Rozdrabniarki udarowo-prętowe, zwane też dezintegratorami i dysmem-
bratorami są stosowane do rozdrabniania materiałów kruchych, włóknistych. W
dezintegratorach rozdrabnianie materiału następuje w przestrzeni między dwoma
— niezależnie napędzanymi i obracającymi się w przeciwnych kierunkach —
tarczami, w których rozmieszczonych jest wiele koncentrycznych prętów (zębów)
(rys. 8.7). Każdy szereg zębów (z wyjątkiem najbliższego i najdalszego od osi)
jednej tarczy wchodzi pomiędzy dwa szeregi zębów drugiej tarczy (rys. 8.7b).
Surowiec jest doprowadzany poprzez lej w pobliże środka tarcz (rys. 8.7a) i w
wyniku działania siły odśrodkowej zostaje odrzucony pomiędzy wirujące zęby. W
wyniku uderzenia i ścierania kawałki materiału są
104
Rys. 8.6. Młynek tnący
(krajarka): l - wirujące
noże, 2 — ruszt klasyfi-
kujący
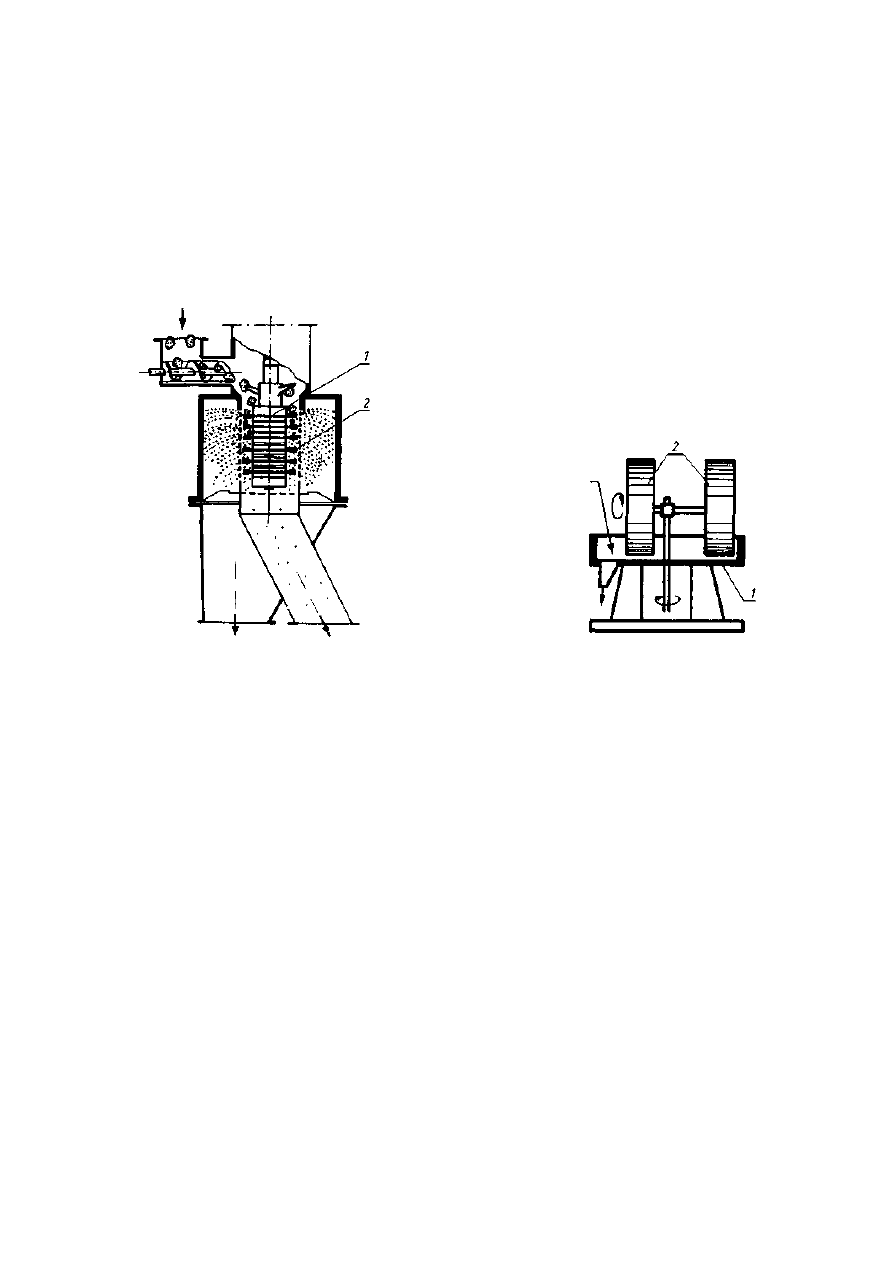
rozdrabniane i wydostając się na zewnętrzny szereg zębów opadają do wylotu.
Dysmembratory posiadają tylko jedną tarczę ruchomą, obracającą się z dużymi
prędkościami i wykonywane są jako poziome i pionowe (rys. 8.8). Pręty (zęby)
mają tu kształt noży, w wyniku czego materiał jest rozdrabniany przez ścinanie i
rozrywanie, a w mniejszym stopniu przez uderzenie. Stosowane są do
rozdrabniania materiałów włóknistych, również wilgotnych. Wadą rozdrabniarek
udarowo-prętowych jest szybkie zużycie prętów i duże zużycie mocy.
Rys. 8.8. Dysmembrator pionowy: l
— łopatki nieruchome, 2 — wirnik z
prętami
Rys. 8.9. Gniotownik: l —
misa, 2 — kota gniotące
Rozdrabniarki rolkowe, zwane gniotownikami, są jednymi z najstarszych
rozdrabniarek. Są wykonywane w wersjach jedno- i wielorolkowych, w celu
rozdrabniania wstępnego i średniego. W wersji dwurolkowej (rys. 8.9) w misie
metalowej z rozdrabnianym materiałem znajdują się umieszczone mimośrodowo
dwie rolki-koła gniotące, toczące się po powierzchni misy. Średnice kół dochodzą
do 2 m, ich szerokość natomiast do 0,3-05 m. Surowiec znajdujący się pomiędzy
obracającymi się kołami i misą jest kruszony i ścierany i przesuwany do otworu
wysypowego lub produkt przesypuje się przez szczeliny umieszczone w dnie
misy. Istnieją również konstrukcje z misami obrotowymi i również kruszarki z
rolkami zębatymi. Rozmiar ziaren produktu zależy od odległości pomiędzy rolkami
a dnem misy.
8.3. MŁYNY
Rozdrabnianie do najmniejszych rozmiarów jest prowadzone w młynach, w
których dominujące są ścieranie i uderzenie. Istnieje wiele klasyfikacji mły-
105
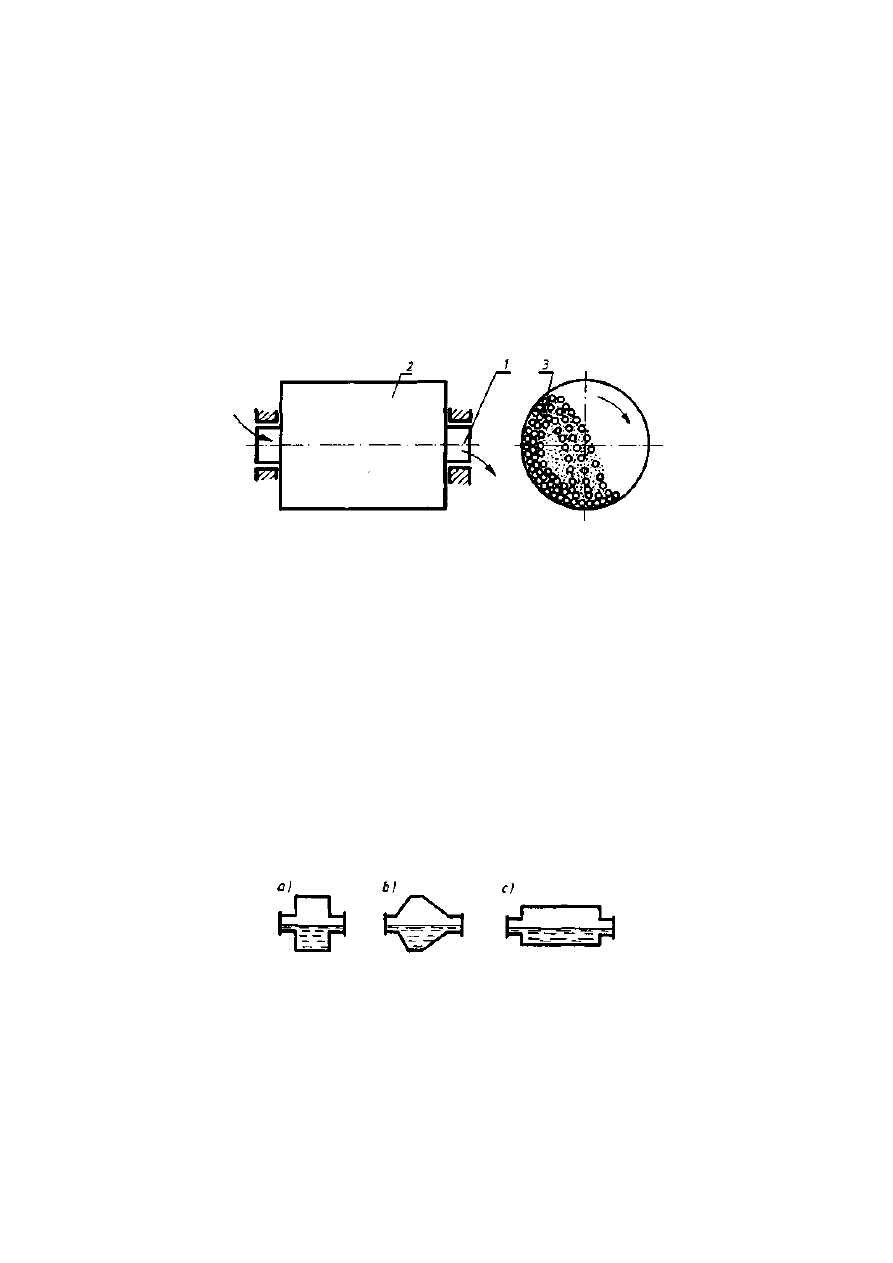
nów. Kryterium uwzględniające sposób działania i obciążenie młyna uwzględnia
także liczbę Froude'a, zdefiniowaną stosunkiem siły bezwładności powstającej w
wyniku wirowania bębna o promieniu R z przyspieszeniem kątowym ω do siły
ciężkości, Fr = R· ω
2
/g. Zgodnie z tym kryterium młyny dzieli się na wolnobieżne
— Fr < 2; średniobieżne — Fr = 2-10; szybkobieżne — Fr > 10. Młyny
wolnobieżne należą do młynów grawitacyjnych, gdyż udział siły grawitacji w
rozdrabnianiu jest dominujący. Należą do nich młyny kulowe, prętowe. Do
młynów średniobieżnych należą obrotowo-wibracyjne, do szybkobieżnych zaś
młyny rolkowo-pierścieniowe, wibracyjne.
Rys. 8.10. Schemat młyna kulowego: l — czopy drążone, 2 — bęben, 3 — kule
Młyny kulowe są najbardziej rozpowszechnionymi maszynami stosowanymi do
rozdrabniania drobnego, począwszy od małych młynków laboratoryjnych do
młynów przemysłowych o średnicy do kilku metrów, pracujących w sposób
okresowy lub ciągły. Rozdrabnianie polega na zgniataniu i ścinaniu oraz uderzaniu
i ścieraniu. Podczas obrotu młyna z prędkością n = (0,65—0,80) n
kr
uzyskuje się
maksymalny efekt, związany ze spadaniem kuł lub innego kształtu mielników.
Stopień wypełnienia kulami wynosi 20-50%. Surowiec do młyna (rys. 8.10) o
działaniu ciągłym, jest doprowadzany przez wydrążony wał, na którym jest
osadzony bęben. Napęd bębna następuje z przekładni zębatej, poprzez wieniec
zębaty osadzony na bębnie. Wewnątrz bębna, po stronie wylotowej, zazwyczaj
jest umieszczona przegroda separująca, przez którą do otworu wylotowego
przesuwają się cząstki dostatecznie rozdrobnione. W zależności od
Rys. 8 . 1 1 . Typy młynów kulowych: a) bębnowy, b) stożkowy, c) rurowy
kształtu bębna młyny bębnowe dzielą się na cylindryczne krótkie i długie (rurowe)
oraz cylindryczno-stożkowe (rys. 8.11). W młynach krótkich, w których stosunek
długości bębna do średnicy nie przekracza 2, kule mają jednakową średnicę, tym
mniejsze im mniejsze są ziarna surowca. W młynach rurowych długich, o stosunku
długości do średnicy 3-6, rozdrabnianie zachodzi
106
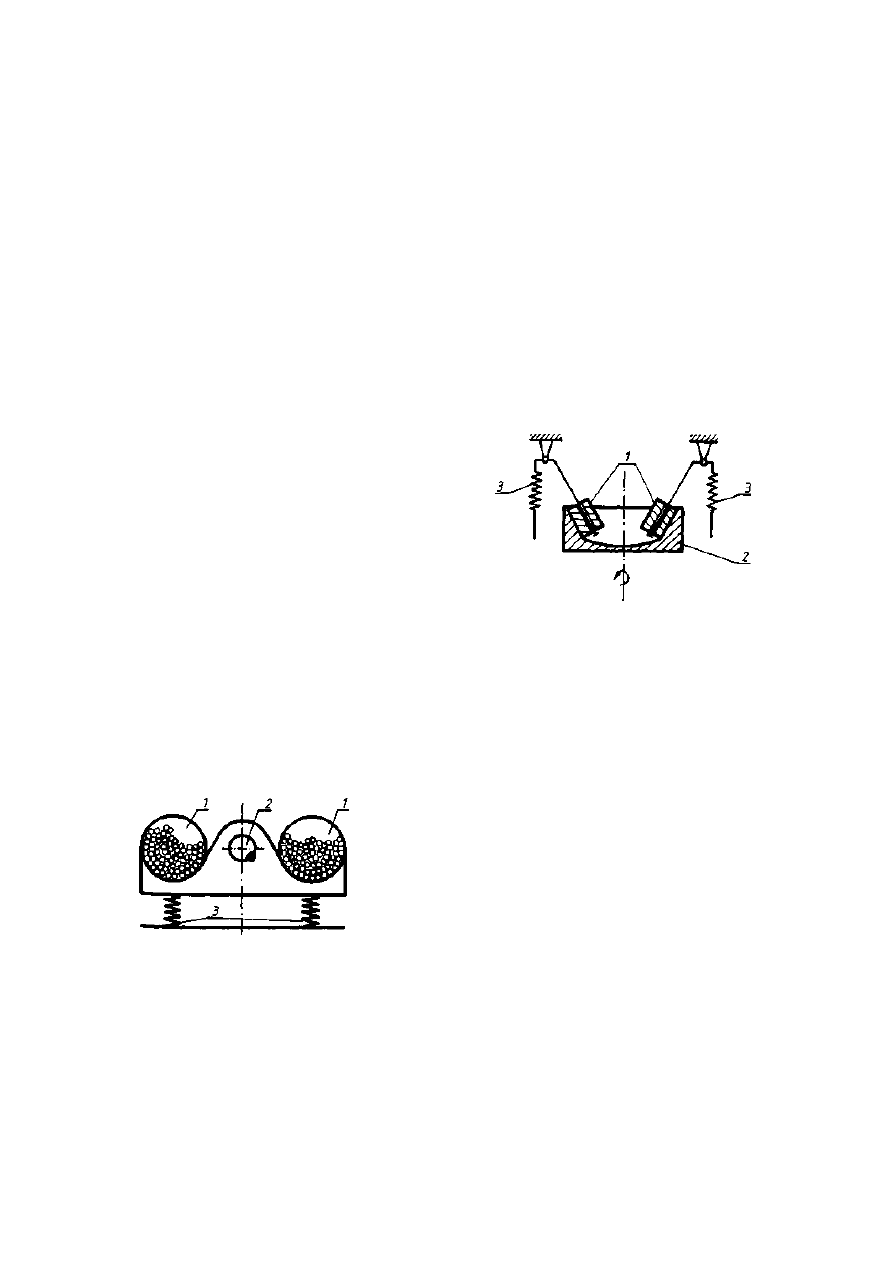
stopniowo w kolejnych przestrzeniach, zawierających kule o coraz mniejszej
średnicy, rozdzielonych perforowanymi przegrodami. W młynach cylindryczno-
stożkowych surowiec podawany jest do krótszej części stożkowej o kącie roz-
warcia 120° i odprowadzany jako produkt z dłuższej części o kącie 60°. Bęben
wypełniony jest kulami o różnej średnicy, które grupują się tak, że duże znajdują
się w części cylindrycznej, małe zaś w wydłużonej części stożkowej. Młyn jest
nachylony do poziomu pod niewielkim kątem. Rozdrabnianie następuje
stopniowo ze wzrostem energii od wlotu do wylotu. Poważny problem stanowi
ścieranie się kuł i płyt wewnętrznych młyna. Kule o średnicy 2,5-15 cm, wpro-
wadzane do młyna, zużywają się w proporcji 2,5-1,5 kg/t produktu. Zużycie
wykładzin wykonanych ze stali stopowych, żeliwa itp. wynosi 0,05-0,25 kg/t
produktu. Ochronę przed wycieraniem stanowią wykładziny gumowe, poliuretanowe
lub ceramiczne. Ubytek liczby kuł uzupełnia się, najczęściej raz na dobę 1-4 kule.
Mielenie może być prowadzone również na
mokro, co zapobiega zapyleniu środowiska i
innym niepożądanym efektom, lecz separacja
cząstek ze szlamu i ich suszenie jest wadą tego
sposobu. Wadę młynów kulowych stanowi też
duże zużycie mocy, rzędu 250-400 kW/t
produktu. Do rozdrabniania minerałów
niemetalicznych typu węgla, kredy, talku,
suchych chemikaliów itp., gdy wymagane są
cząstki produktu w dużym stopniu jednorodne
w zakresie rozmiarów 30-800 µm stosowane
są młyny pierścieniowo-rolkowe (rys. 8.12).
Młyn pracuje w pozycji pionowej, rozdrabnianie zaś odbywa się w wyniku
toczenia się rolek wewnątrz poziomego nieruchomego pierścienia lub odwrotnie.
Pierścień jest wykonywany ze stali odkuwanej, rolki natomiast z hartowanego
stopu żelaza.
Młyn posiada zazwyczaj klasyfikację wewnętrzną
ziaren produktu, opartą na zasysaniu wzdłuż osi od
góry strumienia aerozolu, z najmniejszymi cząstkami,
które separowane są na zewnątrz młyna z których
cząstki dużych rozmiarów mogą być zawracane do
młyna. Młyny te mogą pracować również w
atmosferze innej niż powietrze.
Do rozdrabniania bardzo drobnego są stosowane
młyny wibracyjne, w których wykorzystuje się
drgania masy kuł o małej średnicy rzędu
Rys. 8.12. Zasada działania młyna rolko-
wego: l — rolki, 2 — misa obrotowa, 3
— docisk rolek
Rys. 8.13. Schemat młyna wibra-
cyjnego: l - pojemniki z kulami, 2
— napęd, 3 — podparcie
sprężyste
5-80 mm, umieszczonych w bębnach cylindrycznych podpartych na sprężynach lub
innego rodzaju amortyzatorach (rys. 8.13). Stopień wypełnienia bębna kulami i
surowcem wynosi 80-90%, gdy pojemność bębnów wynosi do
107
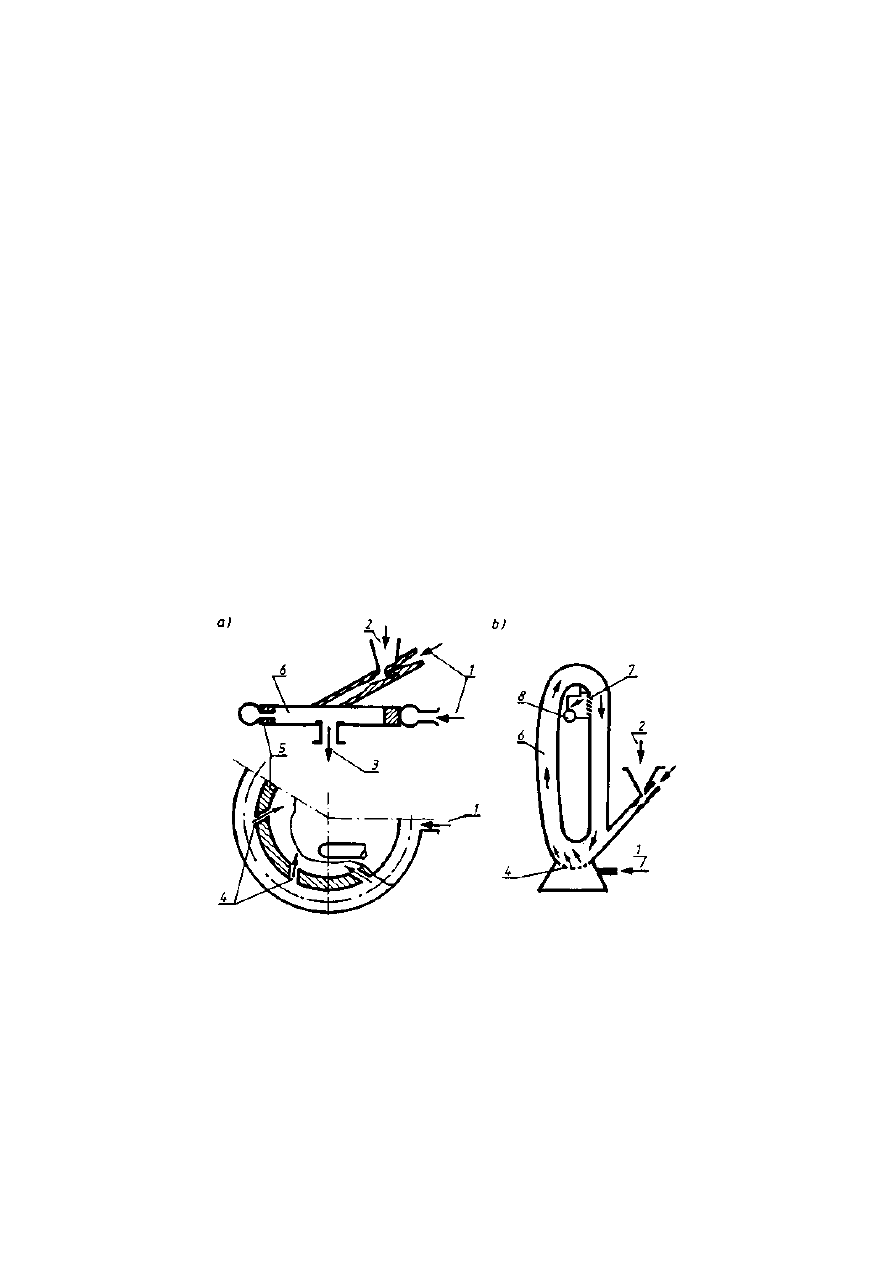
ok. 0,5 m
3
. Drgania bębna o amplitudzie 1-4 mm są wywołane obrotami wału
napędowego z osadzonym mimośrodem z prędkościami 1500-3000 obr/min.
Rozmiar ziaren surowca powinien być mniejszy niż l mm. Produkt posiada
rozmiary cząstek dochodzące do l µm. Rozdrabnianie następuje w wyniku
uderzenia i ścierania przez kule. Wyładowanie materiału następuje przez perfo-
rowne dno bębna lub przez odsysanie strumieniem powietrza. Rozdrabnianie
może być prowadzone zarówno na sucho, jak i na mokro. Młyny wibracyjne
pracują również w sposób ciągły w ustawieniu szeregowym, jeden nad drugim.
Młyny uderzeniowo-strumieniowe nie zawierają żadnych obracających się
elementów rozdrabniających, ruch materiału jest wywołany przepływem i ciś-
nieniem gazu. Rozdrabnianie następuje w wyniku przyspieszania ruchu cząstek
ciała stałego przez strumień powietrza lub pary wypływających z dysz i zderzeń
wzajemnych lub ze stałą przegrodą. W młynach, w których udział zderzeń z
przegrodą lub kanałem przepływu jest dominujący, mogą być rozdrabniane ziarna,
od kilku milimetrów, ze względu na możliwość wysokiego stopnia rozdrabniania.
Surowiec do młyna jest podawany grawitacyjnie i zasysany przez dysze lub
odpowiednimi podajnikami. Młyn może zawierać jedną lub wiele dysz,
umocowanych pod kątem w stosunku do cylindrycznej (owalnej) komory
rozdrabniającej. Zasadniczymi typami tego rodzaju młynów (rys. 8.14) są spiralne,
pętlicowe (pierścieniowe), uderzeniowe, zderzeniowe, fluidalne.
Rys. 8.14. Młyny strumieniowe: a) spiralny, b) pętlicowy: l - powietrze, 2 - surowiec, 3 -produkt, 4
— dysze, 5 — płyty, 6 - komory rozdrabniające, 7 — przegrody separacyjne, 8 -
wylot produktu
Młyny spiralne (rys. 8.14a), zasysają surowiec do płaskiej, cylindrycznej
komory, w której cząstki są rozdrabniane w wyniku zderzeń wzajemnych i ze
ściankami komory. Z komory wypływają cząstki rozdrobnione o małej masie,
większe pozostają do czasu wymaganego rozdrobnienia.
108
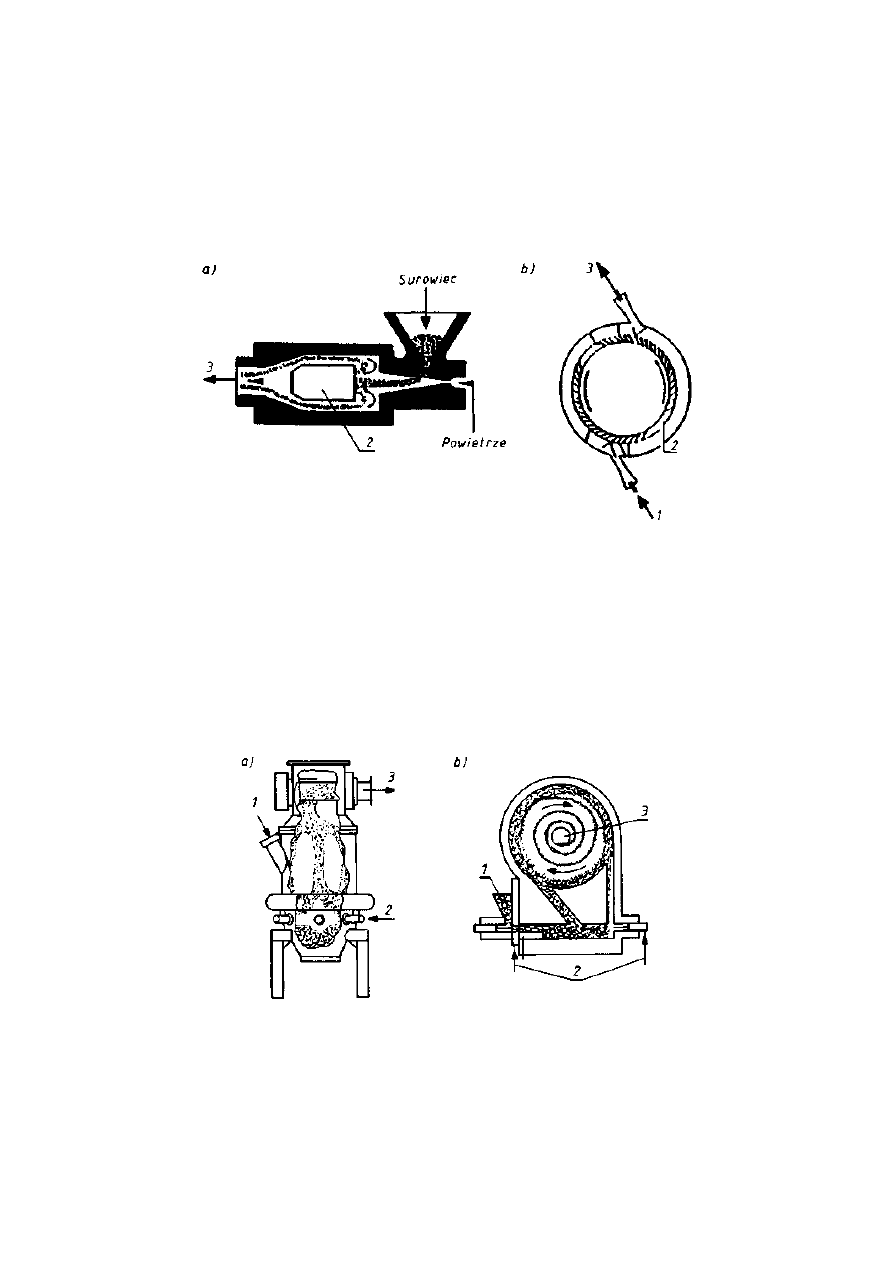
Młyn pętlicowy (rys. 8.14b) jest pionową wersją młyna spiralnego, w którym
wykorzystuje się siły grawitacji i odśrodkowe do klasyfikacji produktu. Materiał
podany injektorem ulega rozdrobnieniu w dolnej części, klasyfikacji zaś w górnej
części młyna, skąd cząstki o dużych rozmiarach są zawracane do obiegu, do
rozdrabniania.
Rys. 8.15. Młyny uderzeniowe: a) z przegrodą nieruchomą, b) z przegrodą ruchomą: l — gaz plus
surowiec, 2 — przegrody, 3 — produkt, gaz plus cząstki stałe
W młynach uderzeniowych (rys. 8.15) strumień mieszaniny gaz-cząstki
ciała stałego uderza z dużą prędkością o przeszkodę (przegrodę) nieruchomą
lub ruchomą (obrotową), ustawioną na drodze przepływu. W wyniku uderzenia
następuje rozdrobnienie materiału i otrzymuje się produkt o szerokim zakresie
rozmiarów cząstek, które są wydzielane z gazu i klasyfikowane na zewnątrz
młyna.
Rys. 8.16. Młyny zderzeniowe: a) zderzenie strug gazu plus cząstki stałe z klasyfikacją produktu, b)
zderzenie bez klasyfikacji; l - surowiec, 2 - powietrze, 3 - produkt
Młyny zderzeniowe (rys. 8.16) działają na zasadzie mieszania gazu z cząstkami
surowca w dyszy powietrznej i następnie wzajemnego, czołowego zde-
109
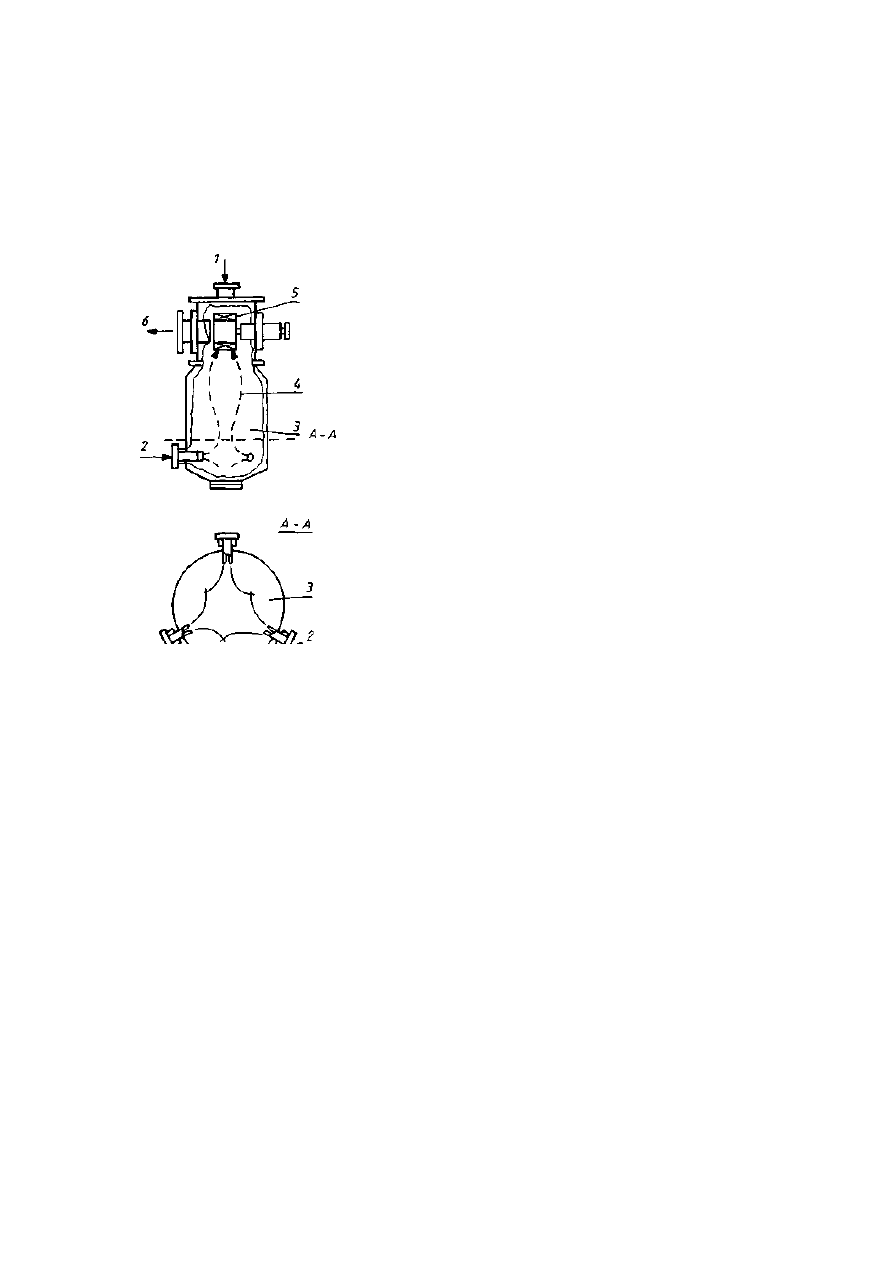
rzania się strumieni dwufazowych gaz-cząstki ciała stałego, wypływających z
dysz. Przenikanie się strumieni i zderzenia pomiędzy cząstkami prowadzą do ich
rozdrobnienia.
W młynach strumieniowo-fluidalnych (rys. 8.17) surowiec podawany jest od
góry bezpośrednio do złoża fluidalnego, w komorze rozdrabniania. Złoże
jest wytworzone strumieniem gazu skierowanym
przeciwnie w dolnej części młyna. Gaz porywając
materiał ze złoża przyspiesza go do dużych prędkości.
Rozdrabnianie zachodzi w wyniku zderzeń
wzajemnych cząstek i ze ścianami komory młyna.
Mieszanina gaz-cząstki przepływa do wysoko
sprawnego klasyfikatora powietrznego, znajdującego
się w górnej części młyna, który odrzuca duże cząstki
z powrotem do złoża, małe natomiast wypływają na
zewnątrz do filtra tkaninowego. Młyny stosowane są
do rozdrabniania drobnego i bardzo drobnego
materiałów sypkich ścierających, takich jak korund,
ceramika, szkło, toner i termoplastycznych, takich jak
żywice, tworzywa sztuczne, proszki fluorescencyjne i
inne. Zaletą ich jest zminimalizowanie ścierania ścian
młyna i zmniejszenie zużycia energii o 15-20% w sto-
sunku do wymienionych młynów.
Do rozdrabniania cząstek super- i ultradradro-
bnych, stanowiących zwykle konglomeraty i aglo-
meraty, a także do wytwarzania emulsji, są stosowane
młyny koloidalne. Rozdrabnianie prowadzi się na
mokro i polega ono na ścinaniu w cieczy i rozbijaniu
aglomeratów w zawiesinie. Wyróżnia się młyny
koloidalne: stożkowe, tarczowe i turbinowe. W młynie stożkowym (rys. 8.18)
zawiesina pod ciśnieniem rzędu 1,5-2,0 MPa jest podawana otworem
centrycznym od dołu, między powierzchnie boczne wirującego wirnika
stożkowego i statora. Powierzchnie te tworzą szczelinę rzędu setnych części
milimetra. Rozmiar szczeliny jest regulowany śrubą mikrometryczną. Wirnik
obraca się z prędkością ok. 125 m/s. W młynach tarczowych (rys. 8.19) tarcze z
powierzchnią płaską lub karbowaną tworzą szczelinę, przez którą od osi do
obwodu przepływa zawiesina lub emulgowana ciecz, ulegając rozdrabnianiu, w
wyniku działania dużych sił ścinających.
Rozdrabnianie może być również prowadzone w młynach turbinowych, w
których rozdrabnianie zachodzi głównie w wyniku udaru tzw. kolców osadzonych
na wirniku w kształcie turbiny, wirującej z prędkością ok. 190 m/s. Zawiesina jest
cyrkulowana przez młyn do uzyskania określonego rozmiaru cząstek.
Rys. 8.17. Młyn strumieniowo--
fluidalny: l — surowiec, 2 —
powietrze, 3 — złoże fluidalne,
4 — tor powietrza i produktu,
5 - klasyfikator, 6 — produkt
110
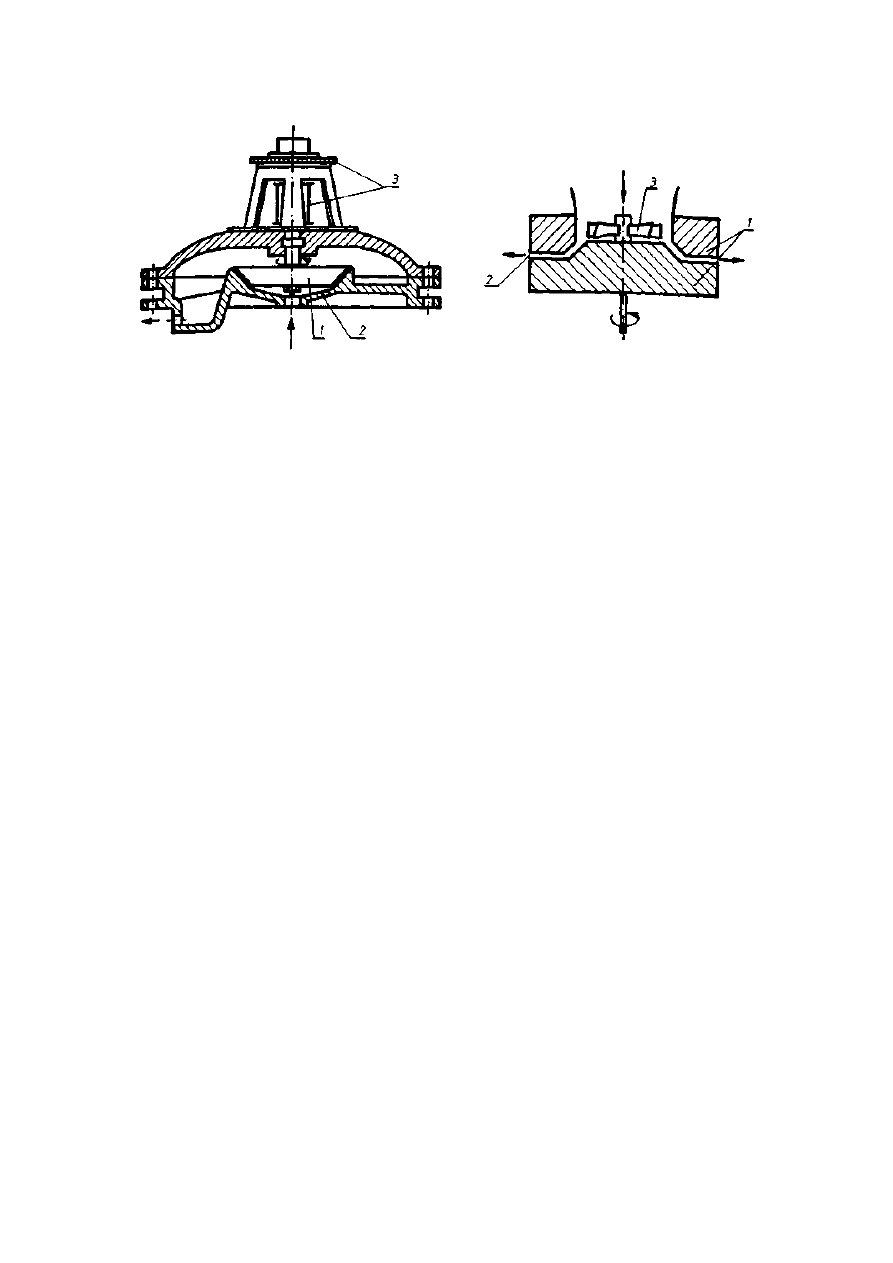
Rys. 8.18. Młyn koloidalny stożkowy: l — wirnik
stożkowy, 2 - misa (stator), 3 - napęd z
nastawną śrubą mikrometryczną
Rys. 8.19. Schemat młyna koloidalnego
tarczowego: l — tarcze płaskie, 2 —
szczelina, 3 — mieszadło
8.4. DOBÓR METODY ROZDRABNIANIA I
ROZDRABNIARKI
Projektowanie procesu rozdrabniania, oprócz znajomości właściwości fizycz-
nych materiału, wymaga również danych rozkładu rozmiarów cząstek, wydaj-
ności i in. Dobór właściwej rozdrabniarki i jej wielkości jest kluczowy dla
sprawności energetycznej. Zastosowanie wysoko sprawnego klasyfikatora po-
prawia wydajność procesu i jednocześnie ogranicza emisję cząstek aerozolo-
wych do atmosfery. Pod uwagę musi być brany również poziom wytwarzanego
hałasu. Rozdrabnianie, jak wiadomo, wymaga dużego nakładu energii, która w
95% ulega rozproszeniu na ciepło, co może stwarzać kłopoty z materiałami mało
odpornymi na ciepło. Specjalnej uwagi wymagają materiały w postaci proszku,
palne i wybuchowe; konieczna jest znajomość ich stężeń wybuchowych,
ewentualnych źródeł zapłonu i granicznej zawartości tlenu. W przypadkach
krytycznych rozdrabnianie prowadzi się w atmosferze gazu inertnego. W
rozdrabnianiu materiałów bioaktywnych istotny jest materiał konstrukcyjny
młyna, jego właściwości wytrzymałościowe i korozyjne.
LITERATURA
U]
PRASHER
C.I., Crushing and Grinding Process Handbook. J. Wiley & Sons, Chichester
1987. [2] KOCH R., NOWORYTA A., Procesy mechaniczne w inżynierii chemicznej. WNT,
Warszawa
1992. [3]
NAWROCKI
J.,
RYNCARZ
A.,
WĘGLARCZYK
J., Teoria i praktyka rozdrabniania. Skrypt Polit.
Śląskiej, Gliwice 1989.
111

9. KLASYFIKATORY, PRZESIEWACZE I SEPARATORY
9.1. WPROWADZENIE
W wyniku rozdrabniania i innych procesów fizykochemicznych otrzymuje się
zwykle mieszaninę ziaren cząstek ciała stałego o różnych rozmiarach i kształtach.
Wartość użytkowa jako produktu i przydatność takiej mieszaniny w technologii
procesowej jest ograniczona. Często wymagane są ziarna o ściśle określonym
rozmiarze lub zakresie rozmiarów. Rozdział mieszaniny cząstek stałych na klasy
(frakcje) ziarnowe, charakteryzujące się górnym, dolnym lub zakresem rozmiarów
nosi nazwę klasyfikacji. Klasyfikacja może być wykonywana:
— w strumieniu gazu i nosi nazwę klasyfikacji pneumatycznej,
— w strumieniu cieczy i zwana jest klasyfikacją hydrauliczną,
— na sitach — określana jest mianem przesiewania,
— specjalnymi metodami.
Klasyfikacja pneumatyczna, zwana też powietrzną, odnosi się do cząstek o
różnych rozmiarach lub zakresach rozmiarów tego samego materiału, gdy istnieje
konieczność separacji z mieszaniny cząstek zbyt dużych lub zbyt drobnych.
Charakterystyka fizyczna cząstek — sferyczność, gładkość powierzchni,
wilgotność i zdolność do dyspersji — wpływa na zdolność do klasyfikacji i sposób
jej dokonania. Klasyfikacja pneumatyczna jest oparta na separacji cząstek
mieszaniny w strumieniu gazu (powietrza) w wyniku różnej prędkości opadania
(sedymentacji).
Klasyfikacja hydrauliczna jest oparta na różnicach w prędkości opadania,
zwykle grawitacyjnego, cząstek ciała stałego w cieczy.
Klasyfikacja na sitach, zwana przesiewaniem, polega na przechodzeniu przez
oczka (otwory) sita cząstek określonych rozmiarów, które są określane jako
przesiew (podziarno) i zatrzymywaniu pozostałych, stanowiących odsiew
(nadziarno). Przesiewanie jest stosowane jako operacja podstawowa, w celu
otrzymywania produktów o określonych rozmiarach lub jako operacja pomocnicza,
związana z przebiegiem innych procesów. Do realizacji przesiewania jest
konieczna znajomość właściwości przesiewanego materiału, przewidywanego
zakresu rozmiarów surowca i wymagań odnośnie do rozdziału produktu. Proces
może być prowadzony na sucho lub na mokro. W przesiewaniu mokrym ciecz
(woda) jest celowo wprowadzana, po to, aby zmniejszyć niekorzystne efekty
oddziaływań międzyziarnowych i wymycia drobnej frakcji.
1 1 2
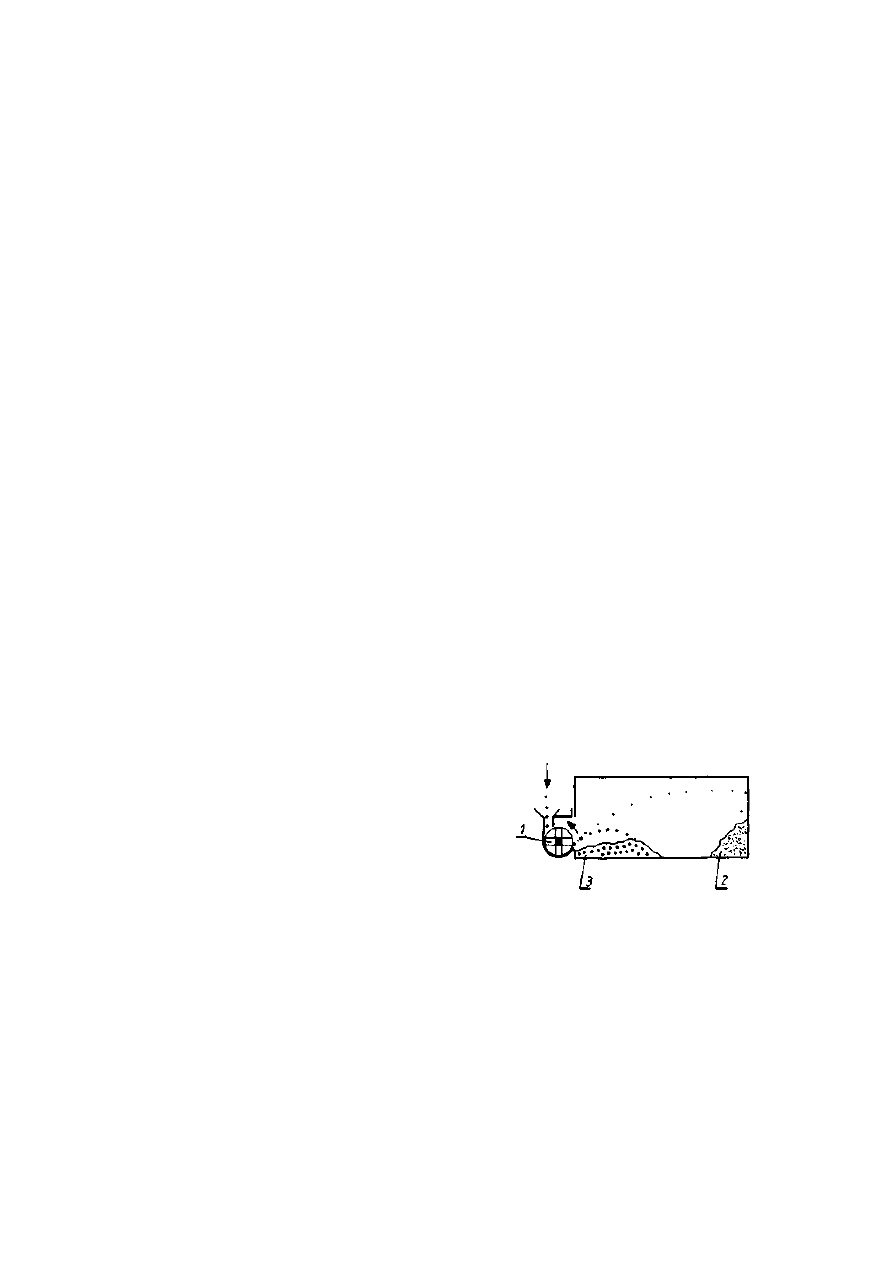
W metodach specjalnych klasyfikacji, dotyczących cząstek różnych mate-
riałów, korzysta się z właściwości elektromagnetycznych i powierzchniowych
cząstek.
9.2. KLASYFIKACJA PNEUMATYCZNA
Prędkość opadania cząstek ciała stałego w gazie, jak wiadomo, zależy od
gęstości, rozmiaru i kształtu cząstek. Klasyfikowany materiał jest podawany do
strumienia przepływającego gazu, w którym cząstki podlegają wywiewaniu
(elutracji), działaniu wiru swobodnego lub wymuszonego, które działają oddzielnie
lub w kombinacji. Cząstki podlegają działaniu sił masowych i oporu. W zależności
od wielkości i kierunku działania tych sił, cząstki poruszają się po różnych
trajektoriach w kierunku przestrzeni separacji. Cząstki o mniejszej masie,
mniejszych rozmiarów lub stawiające większe opory będą przepływać wraz z
gazem. Cząstki te stanowią tzw. lżejszą lub drobniejszą frakcję. Cząstki o większej
masie i rozmiarach wypadają z gazu i stanowią produkt. Klasyfikacja z
wykorzystaniem wiru swobodnego zachodzi analogicznie jak w cyklonach, tj.
cząstki duże są kierowane ku ścianie cyklonu, drobne natomiast wypływają z
gazem odlotowym. Rozmiar cząstek jest kontrolowany prędkością przepływu i
wymiarem przestrzeni separacji. Wir wymuszony jest bardziej skomplikowany, lecz
dokładność rozdziału jest większa. Wymuszenie osiąga się przez stosowanie
wirnika. Cząstki cięższe dążą do obwodu, drobniejsze natomiast przepływają wraz
z gazem przez łopatki wirnika. Jakość rozdziału zmienia się przez zmianę
prędkości gazu i wirowania wirnika. Klasyfikatory dzieli się na ogólnie na
przepływowe, z recyrkulacją częściową i całkowitą (zamkniętą).
Klasyfikatory przepływowe są stosowane dla substancji wrażliwych na pod-
wyższoną temperaturę, w całkowicie cyrkulacyjnych natomiast strumień powietrza
jest mały, dlatego do wydzielenia cząstek z gazu
konieczne są filtry o małych wymiarach. Zakres
rozmiarów ziaren klasyfikowanych grawitacyjnie
dochodzi do 200 µm, odśrodkowych zaś zawiera
się w zakresie 1-100 µm. Klasyfikacja jest
stosowana wtedy gdy przesiewanie na sitach nie
jest efektywne ze względu na wydajność,
dostępną przestrzeń instalacyjną lub zakres
rozdziału.
Klasyfikacja jest często ostatnim etapem w
procesie rozdziału, gdy jest pożądana frakcja
górna, środkowa lub dolna. Efektywność klasyfikatorów jest mierzona wydajnością
produktu pożądanego, sprawnością rozdziału, ostrością rozdziału, tj. rozkładem
rozmiarów cząstek wokół pożądanego przeciętnego rozmiaru.
Najprostszą konstrukcję stanowi klasyfikator rzutowy (rys. 9.1) z poziomym
przepływem gazu, wykorzystujący różnice prędkości opadania ziaren
1 1 3
Rys. 9.1. Klasyfikator rzutowy: l —
koło rzutowe, 2 - ziarno drobne,
3 — ziarno grube
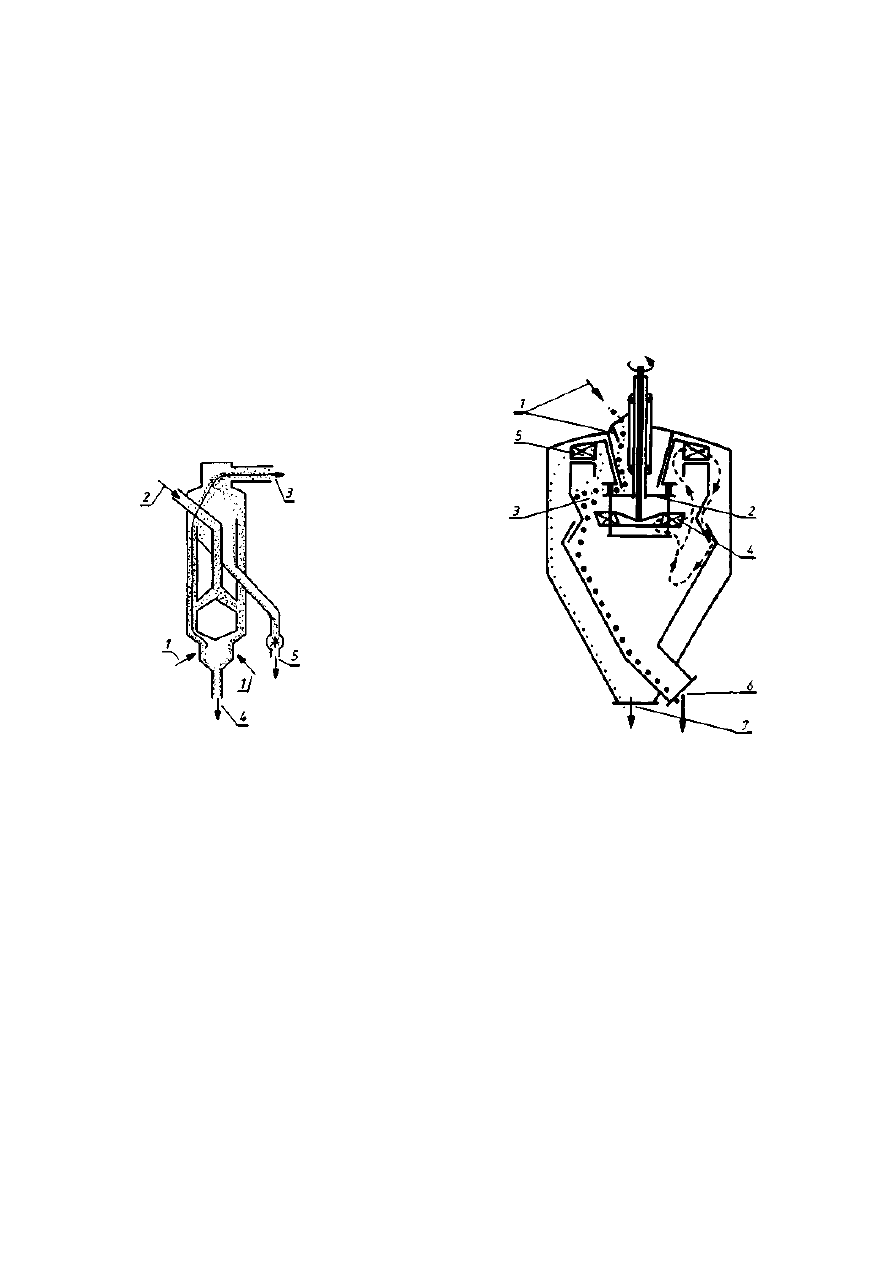
w strumieniu powietrza. Ziarna grube opadają najszybciej, lżejsze, uniesione z
gazem, opadają dalej.
W klasyfikatorze pionowym (rys. 9.2) klasyfikacja na ziarna grube, średnich
rozmiarów i drobne następuje w wyniku wywiewania (elutracji) ziaren małych i
opadania w strumieniu powietrza, przepływającym do góry ziaren o dużych
rozmiarach. Klasyfikatory tego rodzaju, zwane również grawitacyjnymi, są
stosowane do wstępnej separacji surowców masowych, o rozmiarach od ułamków
milimetra do milimetrów, takich jak minerały, metale, koks, węgiel, kreda, nawozy
sztuczne, tworzywa sztuczne itp.
Rys. 9.2. Klasyfikator pio-
nowy: l - wlot powietrza, 2
— surowiec, 3 -ziarno
drobne, 4 — ziarno grube,
5 — ziarno średnich
rozmiarów
Rys. 9.3. Klasyfikator rozpraszający: l -
dopływ surowca, 2 — talerz roz-
praszający, 3 — komora klasyfikacji, 4
— wentylator główny, 5 — wentylator
pomocniczy, 6 — frakcja gruba, 7 —
frakcja drobna
W klasyfikatorach rozpraszających (rys. 9.3) surowiec jest podawany na
wirujący talerz, który rozprasza ziarna w przekroju aparatu. Cyrkulację powietrza od
góry i na zewnątrz zapewnia wentylator. Powietrze unosi pył do stożka
zewnętrznego, skąd jest usuwany z obiegu. Powietrze cyrkulacyjne natomiast,
odpowiednimi szczelinami wraca z powrotem do stożka wewnętrznego. Ziarna
grube wypadają ze strumienia powietrza powrotnego (czystego) do części stoż-
kowej i usuwane są na zewnątrz. Na podobnej zasadzie działają klasyfikatory
przepływowe, w których grube cząstki, w części wypadają z gazu zasysanego
wirnikiem wentylatora, pozostałe zaś są odrzucane na ścianki klasyfikatora. Drobne
natomiast są unoszone z gazem odlotowym.
114
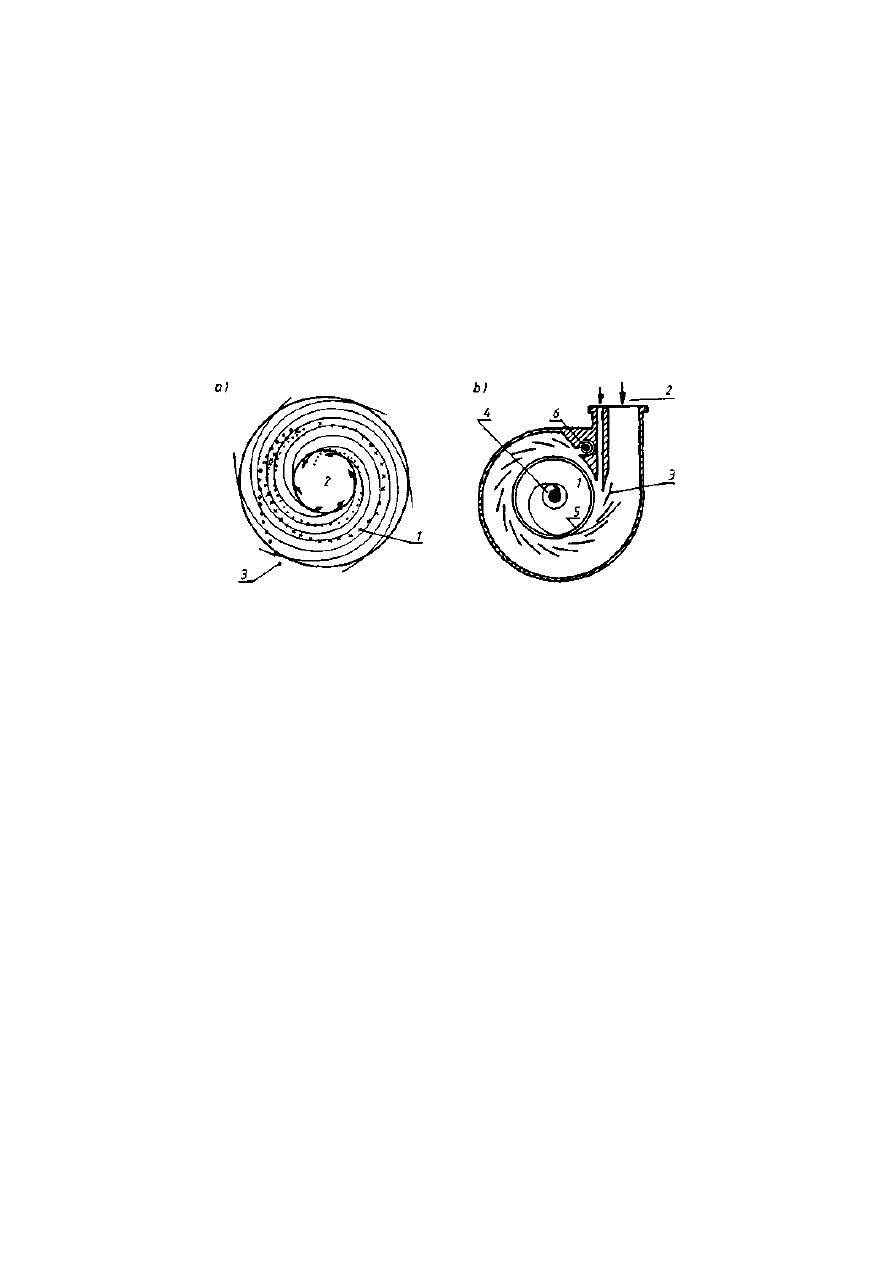
W klasyfikatorach spiralnych (rys. 9.4a) korzysta się z zasady, że małe
cząstki poruszają się w strumieniu powietrza wolniej niż duże, ponadto, mając
mniejszą bezwładność, łatwiej zmieniają kierunek przepływu niż cząstki duże.
Cząstki surowca są podawane na wirujący wirnik (pierścień) (rys. 9.4b). Po-
wietrze wpływa stycznie i stopniowo promieniowo wpływa do wirnika. Na cząstki
działają siły grawitacji, oporu aerodynamicznego, odśrodkowa i siły zderzeń.
Kombinacja tych sił, w powiązaniu ze średnicą i masą cząstek, prowadzi do
separacji cząstek w odpowiedniej przestrzeni klasyfikatora, skąd są one
odprowadzane na zewnątrz jako produkt. Drobne cząstki unoszone ze strumieniem
gazu są wydzielane w odpylaczu zewnętrznym.
Rys. 9.4. Klasyfikator spiralny: a) zasada klasyfikacji odśrodkowej, ziarno: l — graniczne, 2 —
drobne, 3 — grube; b) klasyfikator: l - komora klasyfikacji, 2 — wlot powietrza, 3 — łopatki
kierujące, 4 — odlot ziaren drobnych, 5 — pierścień wirujący, 6 — odprowadzenie ziaren
grubych (ślimak)
9.3. KLASYFIKACJA HYDRAULICZNA
Klasyfikacja hydrauliczna, zwana również klasyfikacją na mokro, w naj-
prostszym przypadku opiera się na opadaniu, sedymentacji grawitacyjnej w
zbiorniku-osadniku (klarowniku). Rozdział na frakcje nie jest tu ostry, lecz
wymagana duża powierzchnia odstawania stanowi wadę metody oprócz innych
niedogodności związanych ze stosowaniem cieczy. Z działania sił odśrodkowych
korzysta się w hydrocyklonach. Do klasyfikacji cząstek mikronowych stosuje się
wirówki. Klasyfikacja na mokro może być prowadzona również na sitach.
W klasyfikatorze przepływowym pionowym przepływ wody odbywa się od
góry (rys. 9.5) lub od dołu. Z mieszaniny ziaren podawanej do cieczy, ziarna
drobne są unoszone i opuszczają klasyfikator korytem przelewowym, cząstki
większych rozmiarów natomiast opadają na dno zbiornika. Segregacja tego
rodzaju może być prowadzona również w wielu stopniach, na większą liczbę
frakcji niż tylko dwie.
115
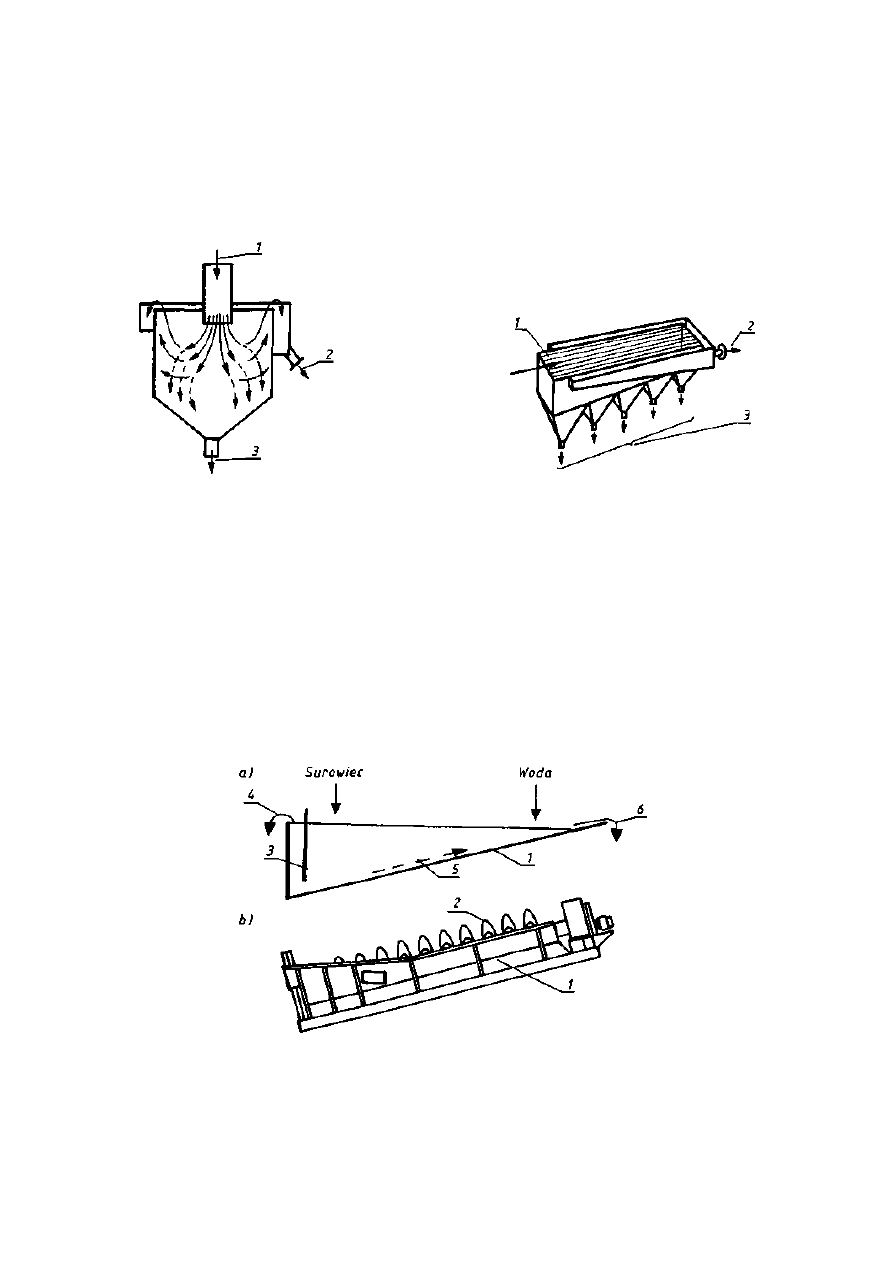
Klasyfikator przepływowy poziomy (rys. 9.6) segreguje cząstki mieszaniny ze
strumienia przepływającej zawiesiny. Tor opadających ziaren jest wypadkową ruchu
poziomego i opadania grawitacyjnego. Ziarna o największej prędkości opadania
zbierają się w pojemnikach najbliżej wlotu, najdrobniejsze
Rys. 9.5. Klasyfikator przepły-
wowy — pionowy: l — za-
wiesina, 2 — frakcja drobna,
3 — frakcja gruba
Rys. 9.6. Klasyfikator przepływowy —
poziomy: l - zawiesina, 2 — frakcja
drobna, 3 - frakcja gruba
są natomiast unoszone z aparatu. W praktyce przemysłowej klasyfikacja hy-
drauliczna jest stosowana do wzbogacania rud metali, minerałów, węgla i in. Na tej
samej zasadzie jest oparte działanie klasyfikatorów mechanicznych: grabiowych i
spiralnych, w których grabie lub ślimak, zanurzone w sedymen-tującej zawiesinie
pod niewielkim kątem (rys. 9.7) wyprowadzają osad, stanowiący ziarna cięższe,
osadzony na dnie koryta klasyfikatora, nad powierzchnię cieczy. Ziarna lżejsze
odpływają z cieczą.
Rys. 9.7. Klasyfikator spiralny - ślimakowy: a) zasada działania, b) klasyfikator - widok;
l — koryto, 2 - ślimak, 3 — przegroda, 4 - przelew (ciecz + ziarna drobne), 5 — droga
ziaren grubych, 6 — ziarna grube — produkt
116
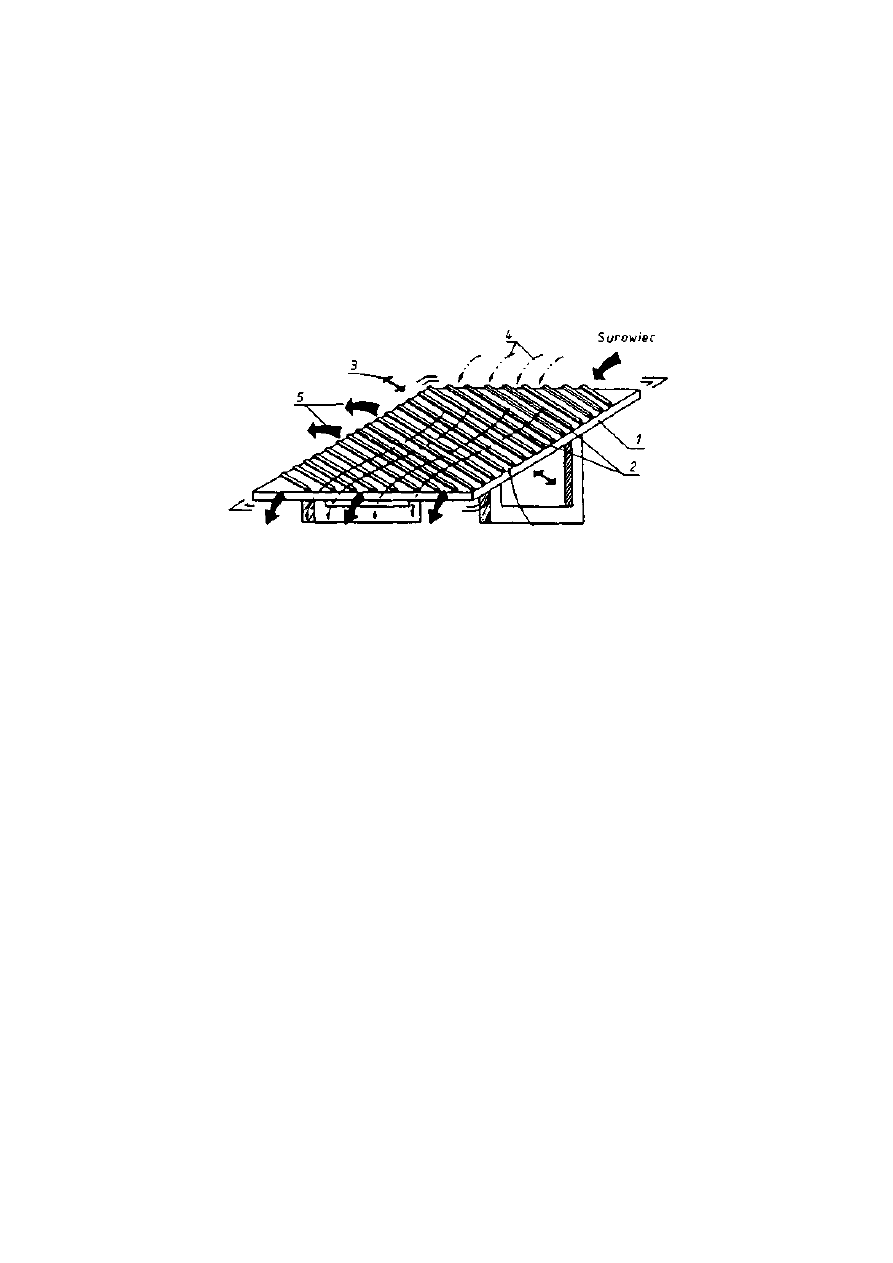
Rozdzielanie mieszaniny ziaren materiałów o różnej gęstości jest prowadzone w
osadzarkach. Rozdzielanie na frakcje następuje w wyniku ruchu oscylacyjnego
zawiesiny, wywołanego posuwisto- zwrotnym ruchem tłoka, wywierającego nacisk
na powierzchnię cieczy. Ziarna cięższe opadają wówczas na dno osadzarki,
drobne natomiast gromadzą się przy powierzchni cieczy i są odprowadzane
przelewem. Rozdzielanie mieszanin wieloskładnikowych prowadzi się w
osadzarkach wielokomorowych. Osadzarki są stosowane podczas wzbogacania rud
i węgla kamiennego.
Protiukt
Rys. 9.8. Stół koncentracyjny: l — stół, 2 — powierzchnia rowkowana, 3 — kierunek wibracji
stołu, 4 — natrysk wody, 5 — odpady
Mieszaniny materiałów o różnej gęstości i ziarnach mniejszych niż ok. 3 mm
są rozdzielane na stołach koncentracyjnych (rys. 9.8). Stół jest nachylony na
bok, pod kątem 2-10° i wykonuje ruch posuwisto-zwrotny, do przodu wolny,
powrotny zaś, do tyłu, szybki. To powoduje przesuwanie się materiału do przodu.
Ziarna o małej gęstości pozostają w zawiesinie i spływają wraz z wodą. Ziarna o
większej gęstości osiadają w rowkach (bruzdach) stołu i przesuwają się wraz z
nim. Materiał o większej gęstości przesuwa się więc do przodu, lżejszy natomiast
spływa z wodą po pochyłości stołu i przelewa się do koryta, umieszczonego pod
krawędzią stołu.
W klasyfikacji hydraulicznej, jak już wspomniano, stosuje się również działanie
pola sił odśrodkowych, w aparatach zwanych hydrocyklonami, co omówiono
szerzej w rozdz. 12.
9.4. PRZESIEWACZE
Zasadniczy element aparatów stosowanych do przesiewania — przesiewa-czy
— stanowi sito osadzone w ramie (rzeszocie) i jego napęd zapewniający ruch
drgający sita. Szeroki zakres i różnorodność rozmiarów ziaren-cząstek oraz
warunki fizyczne rozdziału sprawiają, że nie ma możliwości przesiewania w
szerokim zakresie rozmiarów ziaren na pojedynczym sicie. Podobnie jak
1 1 7
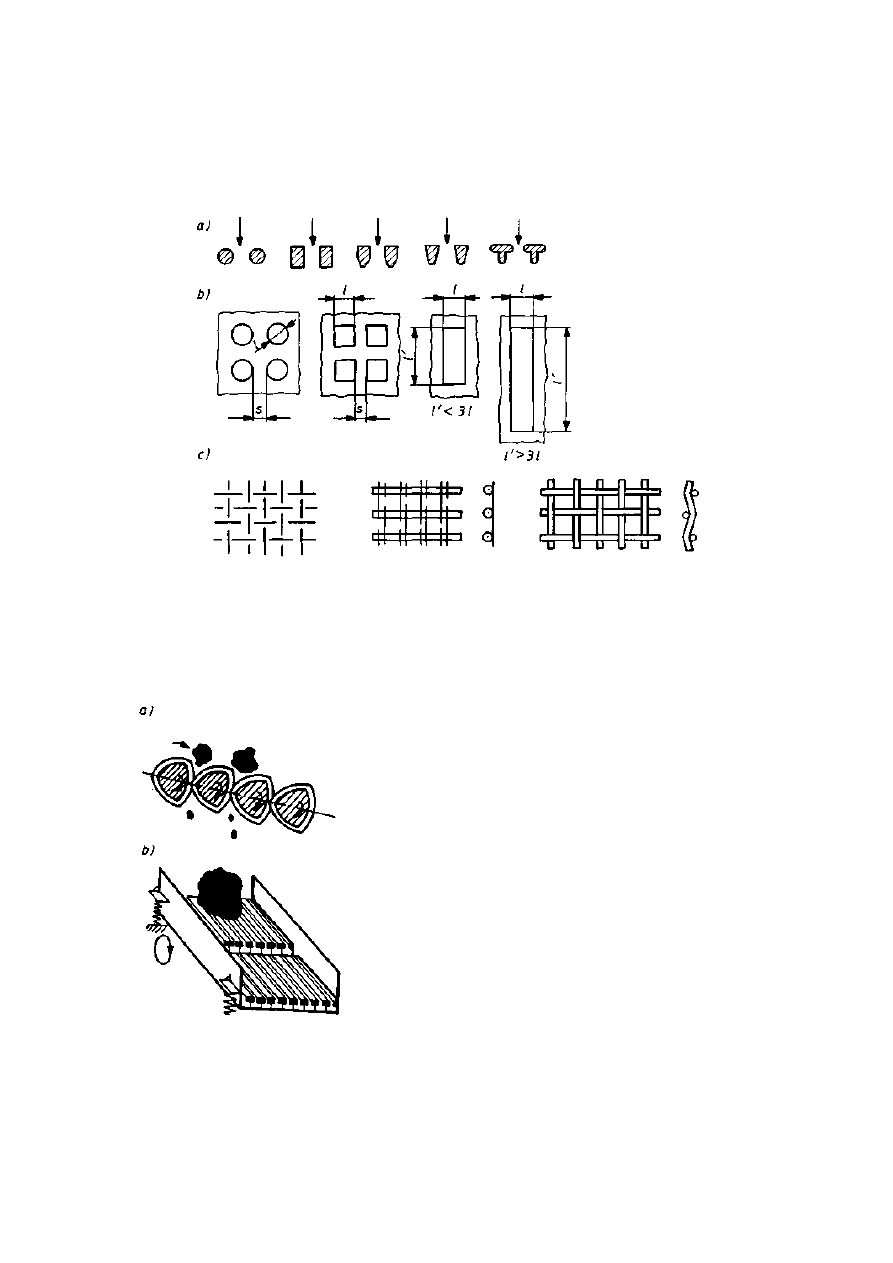
podczas rozdrabniania, wyróżnia się przesiewanie wstępne, które dotyczy mate-
riałów w kawałkach oraz drobne i bardzo drobne. Sita wykonywane są jako:
rusztowe, płyty perforowane i siatki (rys. 9.9).
Rys. 9.9. Rodzaje sit: a) rusztowe, b) płyty perforowane, c) siatki
Sita rusztowe wykonuje się z listew, prętów lub wałków metalowych, uło-
żonych równolegle w określonej odległości od siebie. Kształt szczeliny pomiędzy
rusztami wynika z kształtu przekroju prętów i zapewnia swobodny przesyp
kawałków i ziaren materiału. Ruszta zamocowane w
odpowiedniej ramie są nachylone do poziomu w
kierunku ruchu materiału, pod kątem większym od
kąta tarcia — 30-50°. Zwiększenie wydajności
przesiewanego materiału osiąga się przez ruch
obrotowy lub drgający prętów albo sita (rys. 9.10).
Sita w postaci perforowanych płyt (rys. 9.9b), o
różnego kształtu otworach są wykonywane z
materiałów metalowych i tworzyw sztucznych. Są one
stosowane do przesiewania dużych strumieni mas
materiałów sypkich o znacznej zawartości kawałków
dużych rozmiarów.
Siatki (rys. 9.9c) są wykonywane z drutów
metalowych, włókien sztucznych i naturalnych; mogą
być tkane, plecione, skręcane, wiązane itp. Sposób
wykonania siatek związany jest z rodzajem
przesiewanego materiału i sposobem przesiewania.
Rys. 9.10. Przesiewacze rusztowe:
a) tarczowo-obrotowy, b) prę-
towo-drgający
118
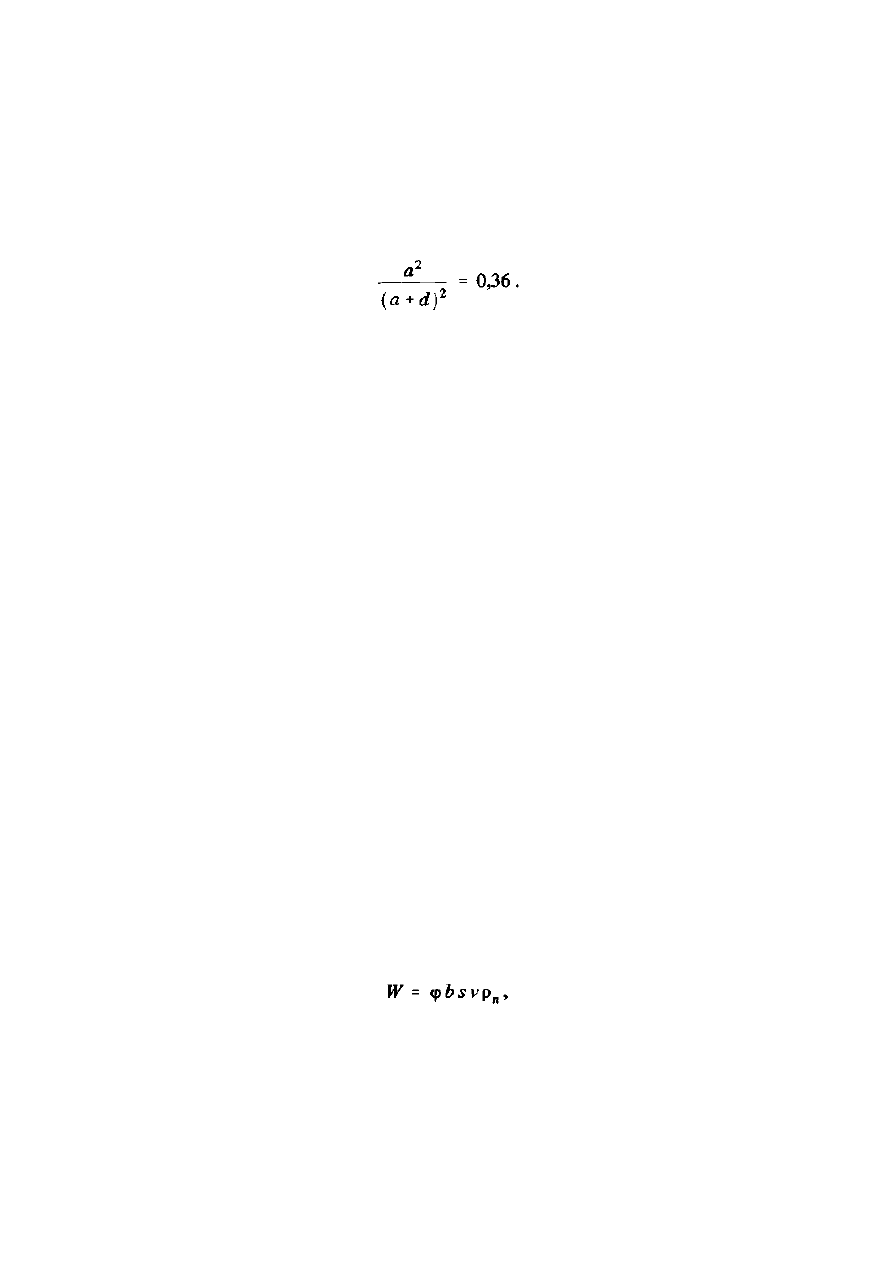
Otwory (oczka) w sitach są wykonywane według określonych zasad, które są
znormalizowane i noszą nazwę skali sit. W układzie miar metrycznym sita
znormalizowane charakteryzuje tzw. liczba prześwitu, określona stosunkiem
powierzchni otworów (oczek) do całkowitej powierzchni sita lub numerem sita,
który odpowiada liczbie oczek sita na długości l cm. Liczba prześwitu jest
związana z krawędzią oczka a i średnicą drutu d zależnością
W systemie anglosaskim za podstawę do tworzenia szeregu sit przyjmuje się
sito o zawartości 200 oczek (otworów) na długości l cala i średnicy drutu 0,053
mm. Stosunek krawędzi oczek sit następujących po sobie — moduł sit — wynosi
√
2 w sitach Tylera. W celu zwiększenia dokładności rozdziału jest
stosowany moduł (
√
2)
1/2
. Numeracja sit jest oparta na wymienionej liczbie
oczek na długości l cala, tj. liczbie mesh. Zestawienie szeregu sit znormalizo-
wanych według norm metrycznych, anglosaskich (brytyjskich BS i amerykań-
skich) przedstawiono w tabl. 9.1.
Przesiewanie na sicie zachodzić może wtedy, gdy występuje ruch surowca
względem sita. Sito może być nieruchome, lecz nachylone do poziomu pod
kątem większym od kąta tarcia, może poruszać się w płaszczyźnie poziomej lub
nachylonej do poziomu. Płaszczyzna sita stanowić może prostokąt lub koło.
Ruch materiału na sicie zależy w dużym stopniu od rodzaju napędu wymusza-
jącego ruch, drgania sita i zamocowania ramy sita.
Przesiewanie może być prowadzone przez jedno lub kilka sit w układzie
posobnym, nadsobnym lub mieszanym (rys. 9.11). Ze względu na kształt
powierzchni wyróżnia się sita płaskie i cylindryczne. Powszechnie stosowane są
sita płaskie. W przesiewaczach płaskich (rys. 9.12) rama z sitem jest podparta
lub podwieszona na elementach sprężystych: płaskownikach, sprężynach,
amortyzatorach. Drgania ramy z sitem są wymuszone ruchem obrotowym mi-
mośrodu, wirowaniem niewyważonych mas lub za pomocą elektromagnesu.
Przesiewany surowiec przemieszcza się na sicie ze stałą prędkością, w przesie-
waczach przemysłowych 0,5-75 m/s, dlatego czas przesiewania jest proporcjo-
nalny do długości sita, wydajność zaś do szerokości. Efektywność przesiewania
zależy od rozmiaru i postaci otworów sita i ziaren mieszaniny, zawartości tzw.
trudnych cząstek o kształcie różniącym się znacznie od kuli, gęstości ziaren,
prędkości ruchu ziaren i grubości warstwy na sicie, wilgotności surowca i
obecności dodatków. Stosunek szerokości do długości sita wynosi zazwyczaj b /L
= 2,0-3,0. Wydajność przesiewacza wynosi
gdzie φ —współczynnik rozdrobnienia surowca =0,9,
s —
grubość warstwy materiału na sicie,
v —
prędkość ruchu materiału na sicie,
p
n
— gęstość nasypowa materiału.
1 1 9
Grubość warstwy materiału na sicie nie powinna przekraczać 4 rozmiarów
oczek sita. Efektywność przesiewania jest duża na początku sita, w wyniku
przesypywania dużej liczby drobnych ziaren w krótkim czasie. Ziarna o rozmiarach
w stosunku do oczek sita 0,75 przesypują się łatwo, natomiast te o stosunku 0,75-
1,0 trudno, co wymaga dłuższego czasu przesiewania. Im więc
T a b e l a 9.1
Charakterystyka sit znormalizowanych według norm niemieckich DIN, angielskich BS
i amerykańskich ASTM
Sita wgBS410:1976
Sita wg U.S.Standard ASTM, Eli-81
Rozmiar oczek wg
DIN4188
[mm]
mesh
rozmiar oczka
[mm]
nr sita
rozmiar oczka
[mm]
1,0
16
0,991
16
1,19
0,8
20
0,833
18
1,00
0,63
24
0,701
20
0,84
0,5
28
0,589
25
0,71
0,4
32
0,495
30
0,59
0,315
35
0,417
35
0,50
0,25
42
0,351
40
0.42
0,20
48
0,295
45
0,35
0,16
60
0,246
50
0,297
0,125
65
0,208
60
0,250
0,10
80
0,175
70
0,210
0,09
100
0,147
80
0,177
0,08
115
0,124
100
0,149
0,071
150
0,104
120
0,125
0,063
170
0,089
140
0,105
0,056
200
0,074
170
0,088
0,05
250
0,061
200
0,074
0,045
270
0,053
230
0,062
0,04
325
0,043
270
0,053
0,036
400
0,038
325
0,044
0,028
-
-
-
-
0,020
-
-
-
-
więcej większych rozmiarów ziaren w mieszaninie, tym czas przesiewania musi
być dłuższy. Materiały suche, 2-4% wilgoci, przesiewają się dobrze. Wraz ze
wzrostem zawartości wilgoci przesiewanie staje się jednak coraz trudniejsze i
prowadzi do zalepiania oczek sita. Takie materiały przesiewa się na mokro,
stosuje się ogrzewanie sit do temperatury 375-425 K lub są stosowane sita
specjalne, tzw. strunowe.
120
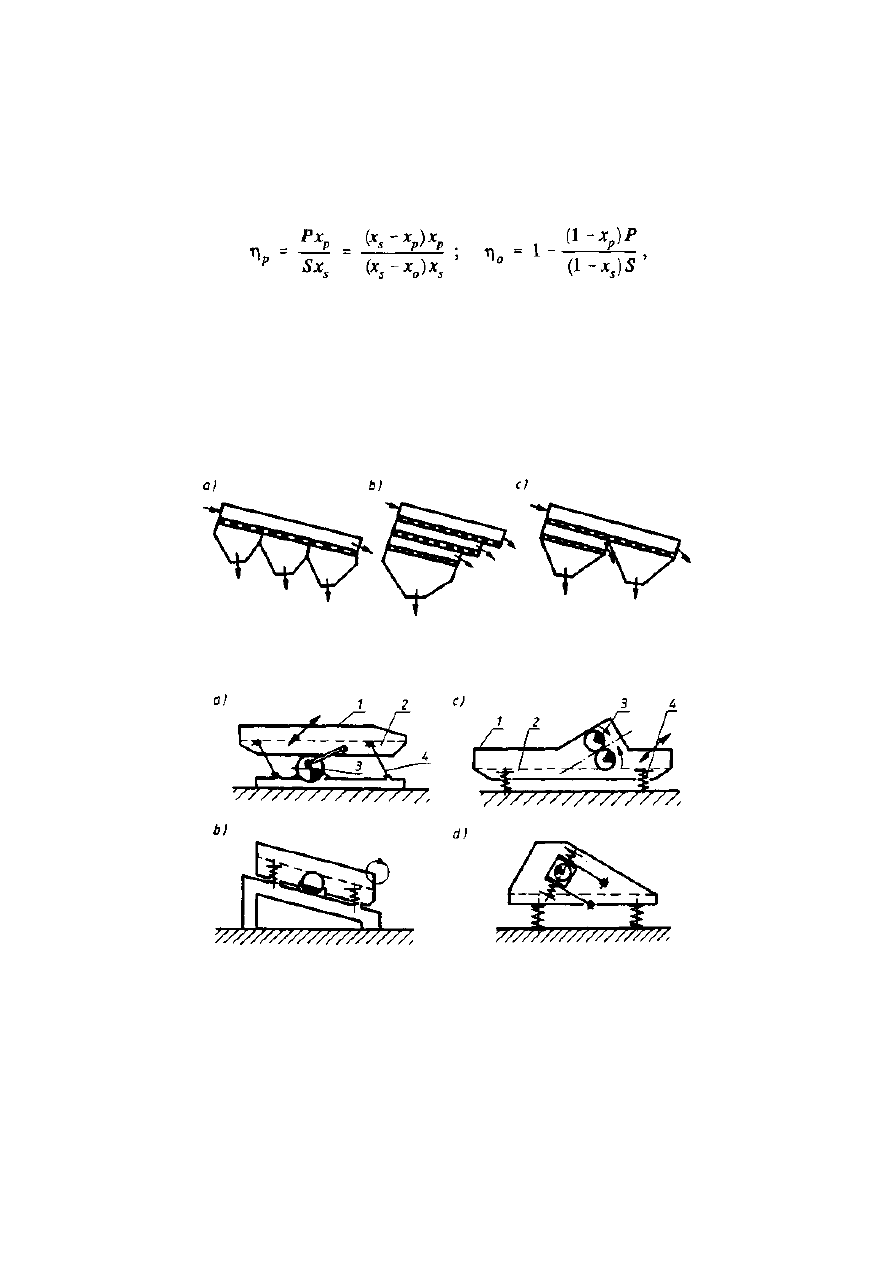
Sprawność przesiewacza jako urządzenia klasyfikującego jest iloczynem
sprawności przesiewania η i odsiewania η
0
. Sprawność ta jest wyznaczana z
danych bilansu masowego materiału pożądanego, znajdującego się w surowcu S,
kierowanym do przesiewania, w przesiewie P i w odsiewie O.
gdzie χ , χ , x
0
— ułamki masowe materiału pożądanego odpowiednio w surowcu,
przesiewie i odsiewie.
Ułamki masowe wyznacza się na podstawie analizy sitowej surowca, prze-
siewu i odsiewu, wykonanej na sitach analitycznych, zestawionych w układzie
nadsobnym, zgodnie z danymi tab. 9.1 dla określonych wymagań rozdziału na
frakcje ziarnowe. W skład zestawu wchodzą ponadto tzw. denko (pojemnik dla
najmniejszej frakcji) i pokrywka obudowy sita pierwszego od góry w zestawie.
Rys. 9 . 1 1 . Sposoby przesiewania wielokrotnego: a) posobne, b) nadsobne, c) kombinowane
Rys. 9.12. Przesiewacze płaskie: a) wahliwy, b) wstrząsowy, c) wibracyjny, d) wibracyjno-rezo-
nansowy: l — obudowa (rzeszoto) sita, 2 - sito, 3 — napęd, 4 — elementy sprężyste
Do przesiewania dużych strumieni mas materiałów, których rozmiary ziaren są
zawarte w zakresie od l mm do ok. 200 mm są stosowane przesiewacze z sitami z
blach perforowanych i siatek.
W przesiewaczach wahliwych (rys. 9.12a) rama z sitem porusza się ruchem
jednostajnie przyspieszonym w płaszczyźnie poziomej lub nachylonej
121
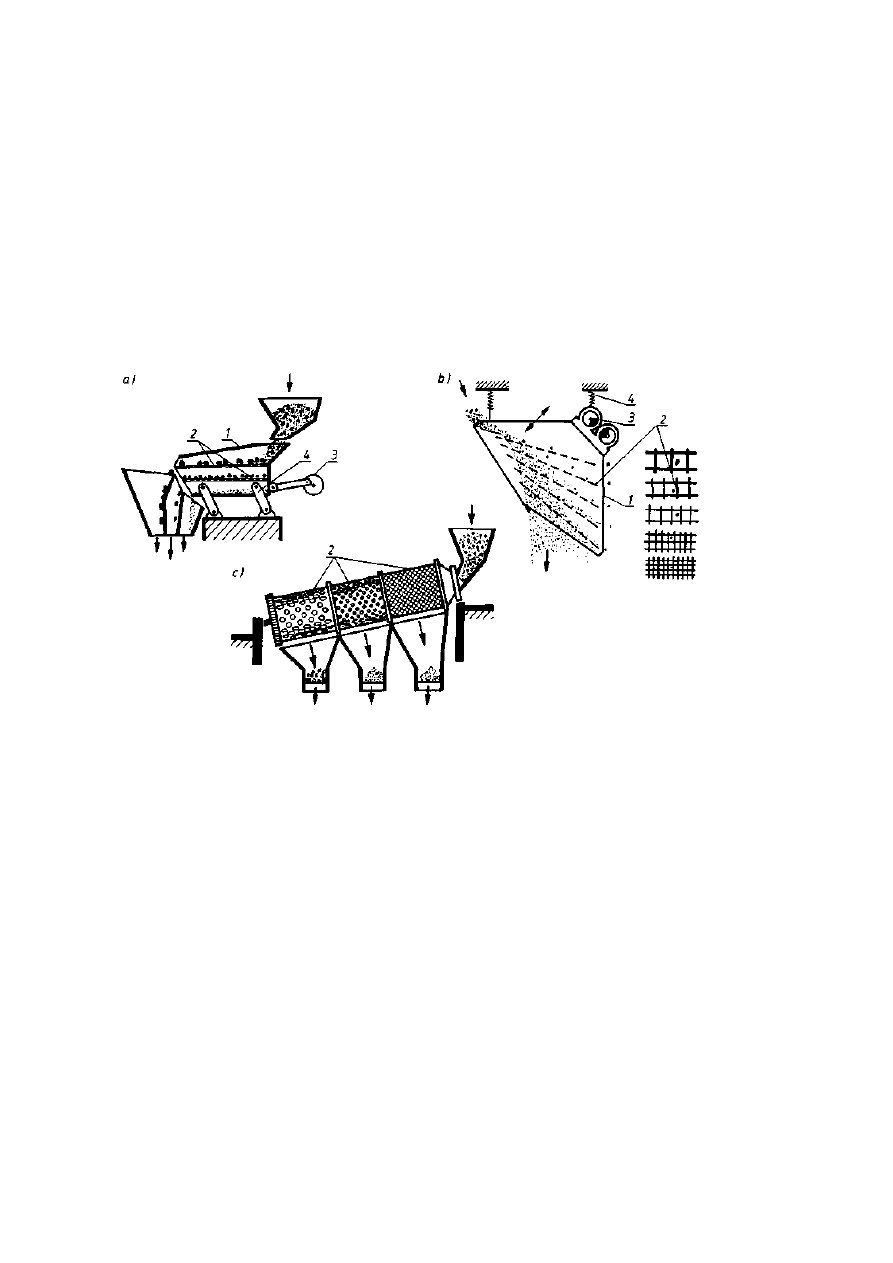
pod kątem 7-16°, co powoduje ruch i klasyfikację ziaren materiału według
rozmiarów tak, że mniejsze przesypują się przez oczka sita stanowiąc przesiew,
duże natomiast zsuwają się z powierzchni sita na końcu przesiewacza stanowiąc
odsiew. Przesiewacz wahliwy do wielokrotnego przesiewania przedstawia (rys.
9.13a). Wirowanie mimośrodu z prędkością 400-450 obr/min zapewnia częstość
100-150 drgań/min, gdy amplituda wynosi 20-40 mm. Wydajność przesiewania,
określona jako strumień masy przesiewu zależy od częstości i amplitudy drgań i
kąta nachylenia sita. Oprócz zalet przesiewacza, którymi są duża wydajność,
sprawność przesiewania i zwartość konstrukcji, wadę stanowi niezrównoważenie
konstrukcji, co powoduje przenoszenie drgań na fundamenty i inne budowle.
Rys. 9.13. Przesiewacze wielokrotne: a) wahliwy, b) wibracyjny, c) bębnowy; l — obudowa, 2 —
sita, 3 — napęd, 4 — elementy sprężyste
Przesiewacze wstrząsowe (rys. 9.12b) mają dwie samorównoważące się
tarcze (koła) z mimośrodowo umieszczonymi ciężarkami, osadzone na wspól-
nym wale napędowym, obracającym się z prędkością 600-1500 obr/min, po
przeciwnych stronach ramy sita. Rama z sitem (lub dwoma, trzema) jest nachylona
do poziomu pod kątem 20-30°, opiera się na sprężynach metalowych lub
amortyzatorach gumowych lub jest podwieszona jak na rys. 9.13b podczas
przesiewania wielokrotnego. Drgania są kołowe w płaszczyźnie pionowej, pro-
stopadłej do powierzchni sita. Przesiewacze te są stosowane do klasyfikacji
drobnych ziaren. W czasie przesiewania ziarna przesuwając się w dół sita (sito
pochylone) są podrzucane, wstrząsane, mieszane, (amplituda jest stała, ok. 3
mm, co umożliwia klasyfikowanie drobnych ziaren w grubej warstwie na sicie).
122
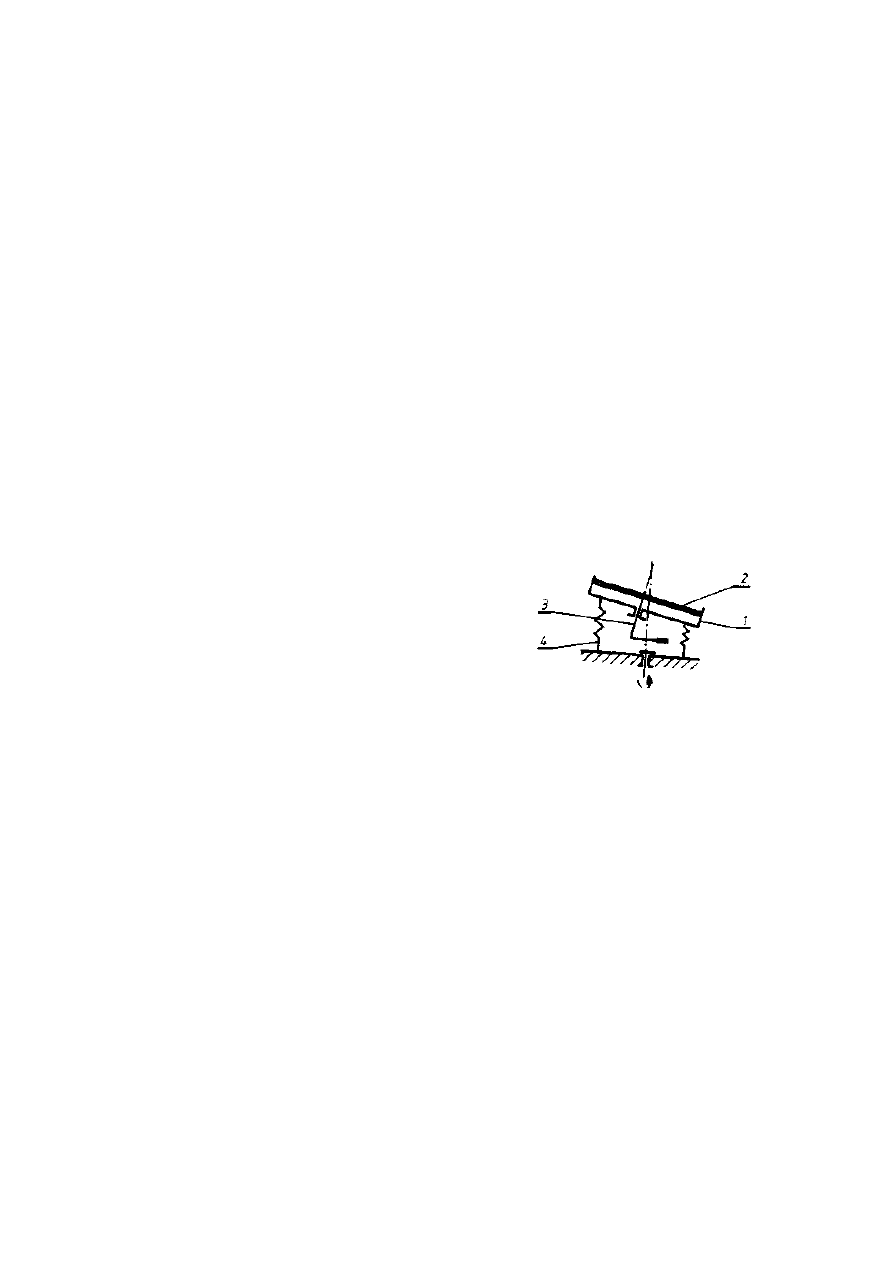
Przesiewacze wibracyjne (rys. 9.12c) różnią się od wstrząsowych parametrami
drgań sita. Kierunek drgań może być poziomy lub nachylony do poziomu. Częstość
drgań zawiera się w granicach 900-1500 drgań/min. Drgania powodują ruch
materiału na sicie, jego podrzucanie i energiczne wstrząsanie. Wibratory stanowią
obracające się mimośrody, niezrównoważone koła lub elektromagnesy (drgania
rdzenia w zmiennym polu elektromagnetycznym). Przesiewacz może mieć jedno
lub kilka sit. Rozmiary przesiewanych ziaren zmieniają się od bardzo małych, rzędu
dziesiątków mikrometrów w analizie sitowej do ok. 250 mm w warunkach
przemysłowych. Głównymi zaletami przesiewaczy wibracyjnych, oprócz
zrównoważenia konstrukcji są duża wydajność, sprawność i małe wymiary.
Przesiewacze wibracyjno-rezonansowe (rys. 9.12d) mają zarówno ramę, jak i
napęd podparte sprężyście, wprawiane w drgania w wyniku wirowania
niewyważonych mas wibratora. Gdy okresy drgań napędu i własne konstrukcji
przesiewacza będą jednakowe, to drgania te określane są mianem rezonanso-
wych. Do napędu przesiewacza potrzebna jest wówczas mała moc, konieczna
głównie do pokonania oporów tarcia, a nie do przyspieszenia mas drgających.
Częstość drgań dochodzi do 500/min, amplituda do 20 mm. Przesiewacze te
służą do klasyfikacji dużych i średniej wielkości kawałków z dużą wydajnością, do
500 t/h.
Przesiewacze płaskie kołowe (rys. 9.14) są
napędzane za pomocą jednego lub dwóch wałów
korbowych ustawionych pionowo, które poruszają
skrzynie z osadzonymi w niej sitami. Ruch
poszczególnych punktów sita odbywa się po okręgu
lub torze zbliżonym do okręgu, przypominając ruchy
wykonywane podczas przesiewania ręcznego.
Istnieje wiele odmian konstrukcyjnych przesiewaczy
kołowych, różniących się głównie rodzajem i
parametrami drgań.
Przesiewacze bębnowe (rys. 9.13c) posiadają
sita, które stanowią powierzchnie boczne walca, stożka lub graniastosłupa
wielościennego, wykonane z perforowanej blachy, tworzyw sztucznych lub siatki.
Bęben może być przymocowany do centralnego wału lub spoczywać na rolkach
oporowych. W obu przypadkach bęben jest nachylony do poziomu pod kątem 4-
7°, z wyjątkiem przesiewaczy stożkowych, jest wprawiany w ruch obrotowy z
prędkością 0,6-1,25 m/s. Wymieniona prędkość, która powinna zawierać się w
zakresie 0,33—0,45 prędkości krytycznej, powoduje że materiał podnoszony na
pewną wysokość zsypuje się w dół, przesuwa do wylotu i jednocześnie jest
klasyfikowany na frakcje w układzie posobnym (rys. 9.13c) lub nadsobnym, gdy
bębny sitowe są umocowane koncentrycznie na jednym wale. Sito o największych
oczkach stanowi wówczas bęben wewnętrzny o najmniejszej średnicy, o naj-
mniejszych natomiast — zewnętrzny.
123
Rys. 9.14. Przesiewacz płaski —
kołowy: l — obudowa, 2 — sito, 3
— napęd, 4 — elementy sprężyste
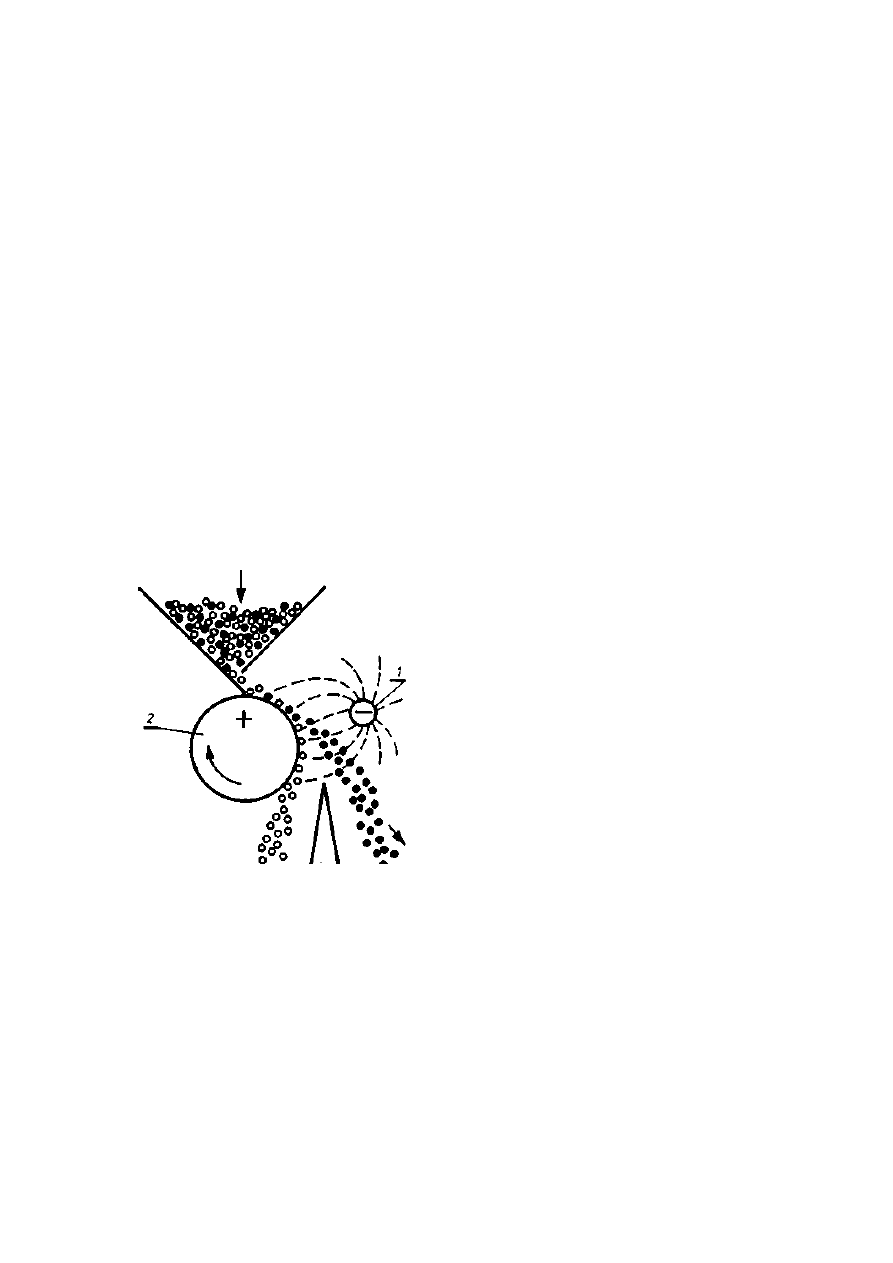
Przesiewacze bębnowe wielositowe znajdują zastosowanie w klasyfikacji
materiałów średnio- i drobnoziarnistych. Bębny są zamknięte obudową, podłą-
czoną od góry do kanału odciągowego, którym strumień powietrza zapylonego
jest kierowany do odpylacza.
Zaletą przesiewaczy bębnowych jest prostota konstrukcji, lecz wady — mała
wydajność odniesiona do powierzchni sita, rozdrabnianie materiału i blokowanie
oczek sit, znaczne ścieranie powierzchni sit oraz zapylanie środowiska —
powodują, że stosowane są rzadko i często w połączeniu z innymi procesami, jak
np. rozdrabnianie.
9.5. SEPARATORY
Korzystając z właściwości elektromagnetycznych i powierzchniowych pro-
wadzi się rozdzielanie mieszaniny, separację cząstek w separatorach elektrosta-
tycznych, magnetycznych i w Holownikach.
Separacja elektrostatyczna dotyczy cząstek o rozmiarach poniżej 2 mm
mających ładunek elektryczny lub różnicę stałych dielektrycznych w stosunku do
środowiska. Układ separujący stanowi zespół dwóch elektrod; ujemną —
przyciągającą cząstki i dodatnią —
polaryzacyjną. Surowiec jest podawany na
obracający się bęben, który jest ładowany lub
uziemiony, w jego pobliżu (rys. 9.15) jest
umieszczona elektroda przeciwnego znaku.
Punkt, w którym cząstki opuszczają bęben,
zależy od wielkości ładunku elektrycznego,
niezbędnego do odchylenia toru cząstek, tak
by nastąpiła ich separacja. Selektywność
separacji zależy od przewodnictwa cząstek, a
także ich gęstości, rozmiarów i kształtu.
Separacja magnetyczna dotyczy
materiałów ziarnistych o rozmiarach
milimetrowych średnio- i silnie magne-
sujących się, będących ferro- i parama-
gnety karni. Separatory magnetyczne
stosowane są do:
—
usuwania z ładunku surowca lub produktu o niewielkiej masie materiałów
magnetycznych, stanowiącej jej zanieczyszczenie,
— zatężania materiału magnetycznego w procesach przeróbki rud metali, które
może być prowadzone na sucho lub mokro.
Rys. 9.15. Zasada działania separatora elek-
trostatycznego: l — elektroda aktywna, 2 -
bęben obrotowy (uziemiony), 3 - roz-
dzielacz
124
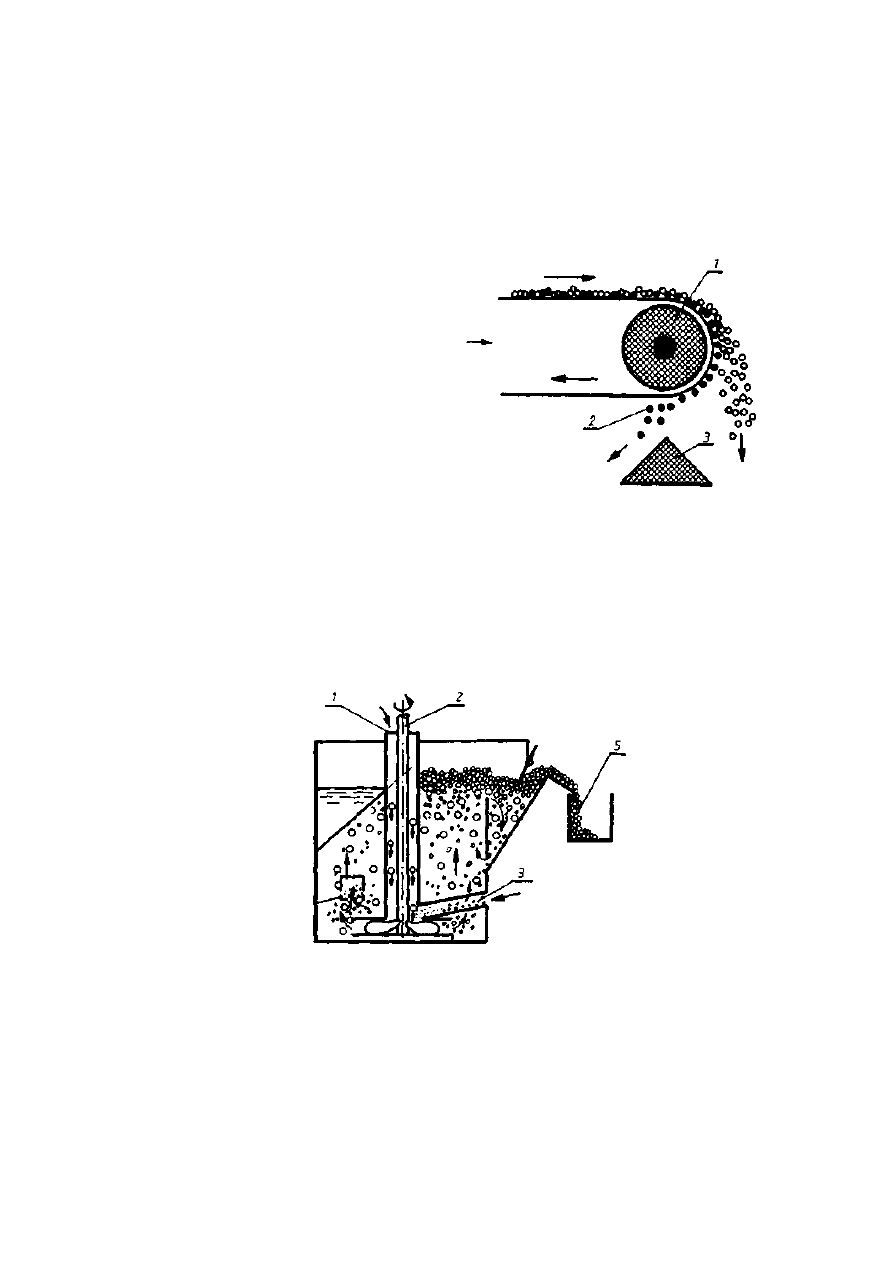
W separatorze magnetycznym suchym (rys. 9.16) mieszanina transportowana
na taśmie, podczas zmiany kierunku na bębnie magnetycznym, jest odrzucana siłą
odśrodkową, która w największym stopniu działa na cząstki niemagnetyczne.
Cząstki mające właściwości magnetyczne są przyciągane siłami pola
magnetycznego do powierzchni taśmy. Gdy natężenie pola osłabnie, wtedy cząstki
odpadają z powrotnej strony taśmy.
W separatorach, tzw. mokrych, wy-
dzielenie cząstek następuje ze szlamu,
który podaje się pomiędzy obracający się
namagnesowany bęben a stałą przegrodę.
Cząstki niemagnetyczne spływają po
przegrodzie z głównym strumieniem
szlamu, magnetyczne natomiast, osadzone
na powierzchni bębna, są przenoszone do
strefy, gdzie działanie pola magnetycznego
ustaje, skąd wypadają do odpowiedniego
pojemnika.
Flotacja
polega na rozdzielaniu
mieszaniny cząstek ciała stałego różnych
materiałów, w dużym stopniu
rozdrobnionych (50-600 µm), korzysta się przy tym z różnic w ich zwilżalności
przez ciecz, zwykle wodę. Do modyfikowania powierzchni cząstek, do wody, a
ściślej mówiąc do zawiesiny o stężeniu 25-35%, są dodawane różnego rodzaju
substancje stanowiące tzw. aktywatory (promotory) powierzchni, regulatory pH,
flokulanty, środki dyspergujące.
Rys. 9.17. Flotownik: l — powietrze, 2 — mieszadło, 3 — surowiec, 4 — złoże odpadowe,
5 — koncentrat
Standardowy flotownik stanowi zbiornik z mieszadłem mechanicznym, pod który
doprowadza się powietrze rozpraszane bełkotką na drobne pęcherzyki (rys. 9.17).
Na skutek różnic we własnościach powierzchniowych jedne cząstki adsorbując
wodę są przez nią zwilżane i opadają na dno zbiornika, inne — ad-
125
Rys. 9.16. Zasada działania separatora mag-
netycznego: l - bęben magnetyczny, 2 -
materiał magnetyczny, 3 - rozdzielacz

sorbując powietrze w postaci pęcherzyków — są przez nie unoszone na po-
wierzchnię cieczy, gdzie tworzą warstwę piany. Proces jest prowadzony w sposób
ciągły tak, że piana odpływa przelewem. Po tak zwanym zgaszeniu piany
pozostałe cząstki stanowią jeden z produktów rozdziału.
W procesie flotacji jest istotne rozproszenie powietrza na dużą liczbę pę-
cherzyków o najmniejszej średnicy. Dlatego oprócz flotowników z mechanicznym
rozpraszaniem powietrza, mieszadłem turbinowym, są stosowane flotowniki
ciśnieniowe i elektroflotowniki.
Działanie flotowników ciśnieniowych opiera się na wysokiej rozpuszczal-
ności powietrza w wodzie, wraz ze wzrostem ciśnienia. Po nasyceniu cieczy
powietrzem ciśnienie redukuje się, co uwalnia dla flotacji dużą liczbę pęche-
rzyków o średnicy poniżej 100 µm. Sposób jest stosowany do zagęszczania
rozcieńczonych zawiesin i rozdzielania cieczy w przemyśle papierniczym, odzysku
tłuszczów i protein itp.
W elektroflotacji pęcherzyki gazu generowane w zawiesinie elektrolitycznie
osadzają się na rozproszonych cząstkach, które unoszą się na powierzchnię.
Ponieważ pęcherzyki mają bardzo małą średnicę, są więc efektywne dla bardzo
drobnych cząstek zawiesiny. Elektrody stanowi perforowana płyta ołowiano-
tytanowa, umieszczona poziomo, w niewielkiej odległości od dna flotownika.
Zagęszczony szlam, w którym zawartość ciała stałego może dochodzić do 95%
jest w sposób ciągły usuwany z powierzchni cieczy przy pomocy wolno-
obrotowych zbieraków szczotkowych. Metoda ta jest stosowana do zagęszczania
rozcieńczonych zawiesin i koloidów, zawierających zwłaszcza małe ilości
substancji organicznych.
9.6. DOBÓR METODY ROZDZIAŁU I URZĄDZEŃ
Dobór metody i urządzeń do klasyfikacji i separacji cząstek ciała stałego zależy
przede wszystkim od właściwości fizycznych materiału, w tym głównie rozmiaru,
zakresu rozmiarów w mieszaninie, gęstości ziaren, czynnika kształtu i powierzchni,
właściwości elektromagnetycznych oraz pożądanej postaci i stanu fizycznego
produktu po procesie. Znaczenie ma również wielkość strumienia masy surowca i
wiele innych uwarunkowań techniczno-organizacyjnych i ekonomicznych. Oprócz
tego, zwłaszcza w metodach hydraulicznych i flotacyjnych, znaczenie mają
właściwości chemiczne stosowanych materiałów w modyfikacji właściwości
powierzchniowych separowanych materiałów.
LITERATURA
[ 1 ] RUMPF H., Particle Technology, Chapman and Hall, London 1990.
[2]
CLARKE
A.M., WILSON D.J., Foam Flotation. Theory and Application, Dekker, New York
1983. [3] KOCH R., NOWORYTA A., Procesy mechaniczne w inżynierii chemicznej, WNT,
Warszawa,
1992.
126

10. MIESZALNIKI I MIESZARKI
10.1. WPROWADZENIE
Celem mieszania jest uzyskanie jednorodności w jedno- lub wielofazowym
środowisku, pod względem składu (stężenia) składników, gęstości, temperatury
lub innych właściwości mieszaniny. Mieszanie jest zasadniczym sposobem
zwiększenia intensyfikacji procesów wymiany ciepła i masy i przyspieszenia
reakcji chemicznych. Zarówno duża różnorodność składników i faz podlegających
mieszaniu, jak i wymagania jakości sprawiają, że istnieje duża liczba metod i
konstrukcji mieszadeł i mieszalników. Optymalizacja wiąże się tu z uzyskaniem
wymaganego stopnia wymieszania w krótkim czasie i minimalnym nakładzie
energii.
Konstrukcja urządzeń mieszających jest określona w pierwszym rzędzie
stanem fizycznym faz mieszaniny i ich właściwościami. Stan skupienia sub-
stancji odgrywa decydującą rolę. Zdolność do mieszania maleje w następującym
szeregu: gaz, ciecz, ciało stałe. Urządzenia do mieszania w fazie ciekłej są zwane
mieszadłami (mieszalnikami), do ciał stałych sypkich zaś — mieszarkami, do
cieczy lepkich, stężonych zawiesin, szlamów i past natomiast — za-
gniatarkami. W układzie wielofazowym obecność fazy o mniejszej zdolności do
mieszania określa zdolność mieszaniny do mieszania.
10.2. MIESZANIE GAZÓW
Mieszanie gazów zachodzi łatwo na skutek dyfuzji molekularnej i może być
przyspieszone przez zwiększenie udziału dyfuzji burzliwej, z zastosowaniem
tzw. promotorów burzliwości, tzn. półek sitowych, różnego rodzaju przegród,
wypełnień lub mieszadeł mechanicznych. Można także doprowadzić do bezpo-
średniego, mniej lub bardziej czołowego, zderzenia strumieni gazu. Mieszanie
gazów na krótkiej drodze jest realizowane w palnikach gazowych, bezpośrednio lub
przez odparowanie cieczy lotnej do strumienia gazu (np. w gaźnikach sa-
mochodowych). Mieszanie w fazie gazowej może być związane z wytworze-
niem strumienia aerozolu z cząstkami stałymi lub ciekłymi. Mieszanie to wy-
konuje się w dyszach lub generatorach specjalnego typu. Aerozol z cząstkami
stałymi wytwarza się dyszami pneumatycznymi (patrz rozdz. 20) lub w tzw.
iniektorach (palnikach pyłowych). Hydrozole otrzymuje się dyszami hydrauli-
cznymi, pneumatycznymi lub innymi urządzeniami (rozdz. 20).
127
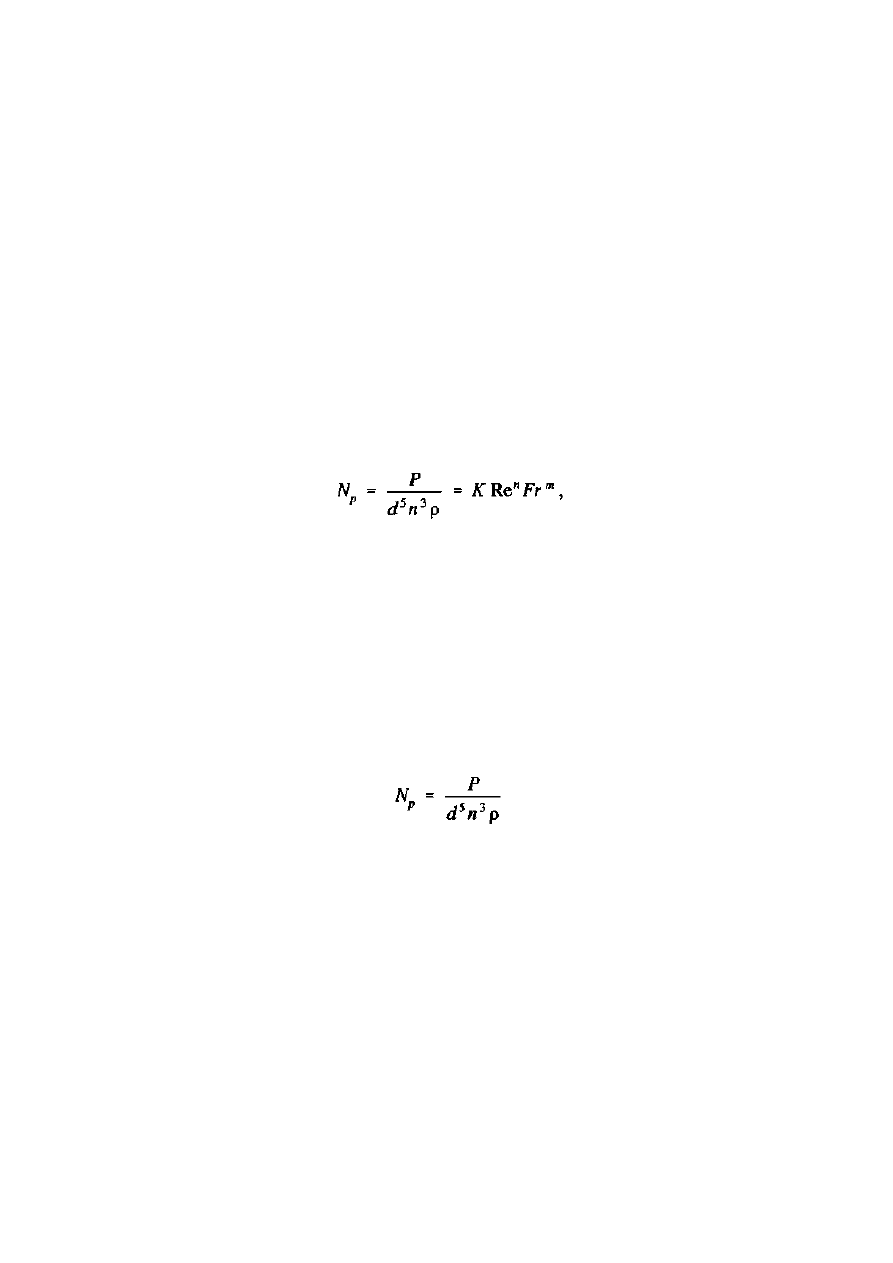
10.3. MIESZANIE CIECZY
Mieszanie cieczy jest bardziej utrudnione, gdyż dyfuzja molekularna jest dużo
wolniejsza. Przyspieszenie ruchu cieczy uzyskuje się przez zainstalowanie
urządzeń wymuszających nie uporządkowany ruch cieczy w mieszalniku lub
innym aparacie procesowym. Szeroko są stosowane mieszadła mechaniczne, lecz
w określonych warunkach znajdują zastosowanie również inne sposoby, jak np.:
mieszanie strumieniem gazu (barbotaż) lub cieczy, przepływ cieczy przez pompę,
przepływ w rurociągu z umieszczonymi w nim przegrodami, tzw. mieszalniki
statyczne.
Podczas mieszania w cieczy siły działające na płyn zmieniają się w zakresie od
dominacji sił lepkości (mała liczba Re) do dominacji sił bezwładności (liczba Re
odniesiona do mieszania jest duża). Kryterium mocy mieszania W , wyrażone jako
stosunek zapotrzebowania mocy do mieszania P do średnicy mieszadła d
5
, liczby
obrotów n
3
i gęstości cieczy p określa równanie
w którym wartości współczynników K, n, m dla różnych typów mieszadeł
standardowych, geometrii układu zbiornik—mieszadło i simpleksów podobieństwa
geometrycznego są podawane w literaturze [1]—[3]. W zakresie laminarnym Re <
50 pracują mieszadła do
cieczy Jjardzo lepkich, takie jak ramowe, kotwicowe,
śrubowe i inne, montowane blisko ścian zbiornika. W zakresie przejściowym 50 <
Re <1000 przepływ cieczy w obrębie mieszadła jest burzliwy, lecz w dalszej
odległości — laminarny. Instalowanie przegród, promotorów burzliwości staje się
istotne. Gdy Re > 1000, wtedy przepływ jest całkowicie burzliwy w zbiorniku z
przegrodami. Przepływ i zapotrzebowanie mocy do mieszania, w tym zakresie, są
niezależne od liczby Re, zgodnie z zależnością
10.3.1. MIESZANIE GAZEM
Najprostszym sposobem mieszania cieczy o małej lepkości jest barbotaż
gazu przez warstwę cieczy, w postaci pęcherzyków o małej średnicy genero-
wanych przez różnego rodzaju bełkotki. Stanowią je perforowane rury, dyski
(talerze) i innego rodzaju kształtki metalowe, ceramiczne, z tworzyw sztucznych
oraz membrany. Membrany, w przeciwieństwie do innych mieszadeł, mają
zdolność samoczynnego zamykania porów gdy powietrze nie przepływa, co
zabezpiecza przed blokowaniem porów. Rozproszony strumień pęcherzyków
gazu, podczas przepływu, generuje w cieczy prądy konwekcyjne i wiry powo-
128

dujące względny ruch elementów cieczy, tj. mieszanie. Intensywność mieszania
określa strumień objętości gazu przepływający przez l m
2
powierzchni swo-
bodnej cieczy, który wynosi zazwyczaj (0,6-2,0)-lO"
2
m
3
/(m
2
-s). Mieszanie małych
strumieni cieczy może być realizowane również w iniektorach. Mieszanie cieczy
gazami ogranicza się do dużych zbiorników, gdy ciecz ma właściwości
korozyjne i małą lepkość lub gdy gaz jest jednym z substratów w procesie, np.
biologicznego oczyszczania ścieków, w bioreaktorach itp.
10.3.2. MIESZANIE POMPAMI
Mieszanie pompami, zwykle wirowymi, odśrodkowymi lub śmigłowymi polega
na cyrkulacji lub recyrkulacji cieczy lub zawiesiny przez pompę. Jest to sposób
stosowany do mieszania dużych strumieni objętości cieczy różniących się
znacznie gęstością. Kombinacja mieszania iniektorowego z przepływem przez
pompę (jet mixing) jest stosowana do mieszania dużych objętości cieczy o małej
lepkości, w takich procesach m. in. jak rozpuszczanie, krystalizacja,
floktulacja, ługowanie, neutralizacji ścieków i inne.
10.3.3. MIESZANIE W RUROCIĄGACH
Mieszanie cieczy o małej lepkości może być wykonywane w rurociągach.
Wymagana długość strefy kontaktu strumieni wynosi 10-20 średnic rurociągu,
gdy lepkość cieczy wynosi < 50 mNs/m
2
, przepływy i gęstości cieczy natomiast są
zbliżone. Jeśli w rurociągu jest umieszczony iniektor wprowadzający jedną z
cieczy na środek przewodu lub zasysający ciecz pierścieniowo, to mieszanie
zachodzi w strefie unoszenia cieczy na skutek dyfuzji burzliwej. Sposób ten
jest stosowany wtedy, gdy strumienie przepływu się różnią i daje dobre rezultaty
przy długości ok. 80 średnic przewodu. Długość ta może być zmniejszona przez
umieszczenie w rurociągu półek lub wypełnień zakłócających przepływ.
10.3.4. MIESZALNIKI STATYCZNE
Mieszalniki statyczne stanowią wiele nieruchomych, odpowiednio skierowanych
elementów powierzchniowych, półek lub zwojów spiralnych, umieszczonych w
przewodzie, zwykle rurowym (rys. 10.1). Wpływający płyn jest dzielony na dwie
lub większą liczbę warstw przepływających przez każdy element. Warstwy te
ciągle się rozdzielają i łączą aż do momentu otrzymania mieszaniny jednorodnej
na odlocie. Rodzaj, kształt i liczbę elementów mieszających określają: zakres
przepływu, lepkość, zawartość ciała stałego, wymagany stopień wymieszania.
Podczas mieszania cieczy o małej lepkości spadek ciśnienia wynosi ok. 20-35
kPa. Są stosowane zarówno do mieszania gazów, jak i cieczy lepkich.
Mieszalniki statyczne są stosowane do mieszania gazów, zwłaszcza przed
reaktorami, np. do utleniania amoniaku tlenem z powietrza w produkcji kwasu
azotowego, syntezy bezwodnika maleinowego, ksylenu, styrenu, chlorku winylu i
in. W zastosowaniu do mieszania cieczy natomiast obejmują
129
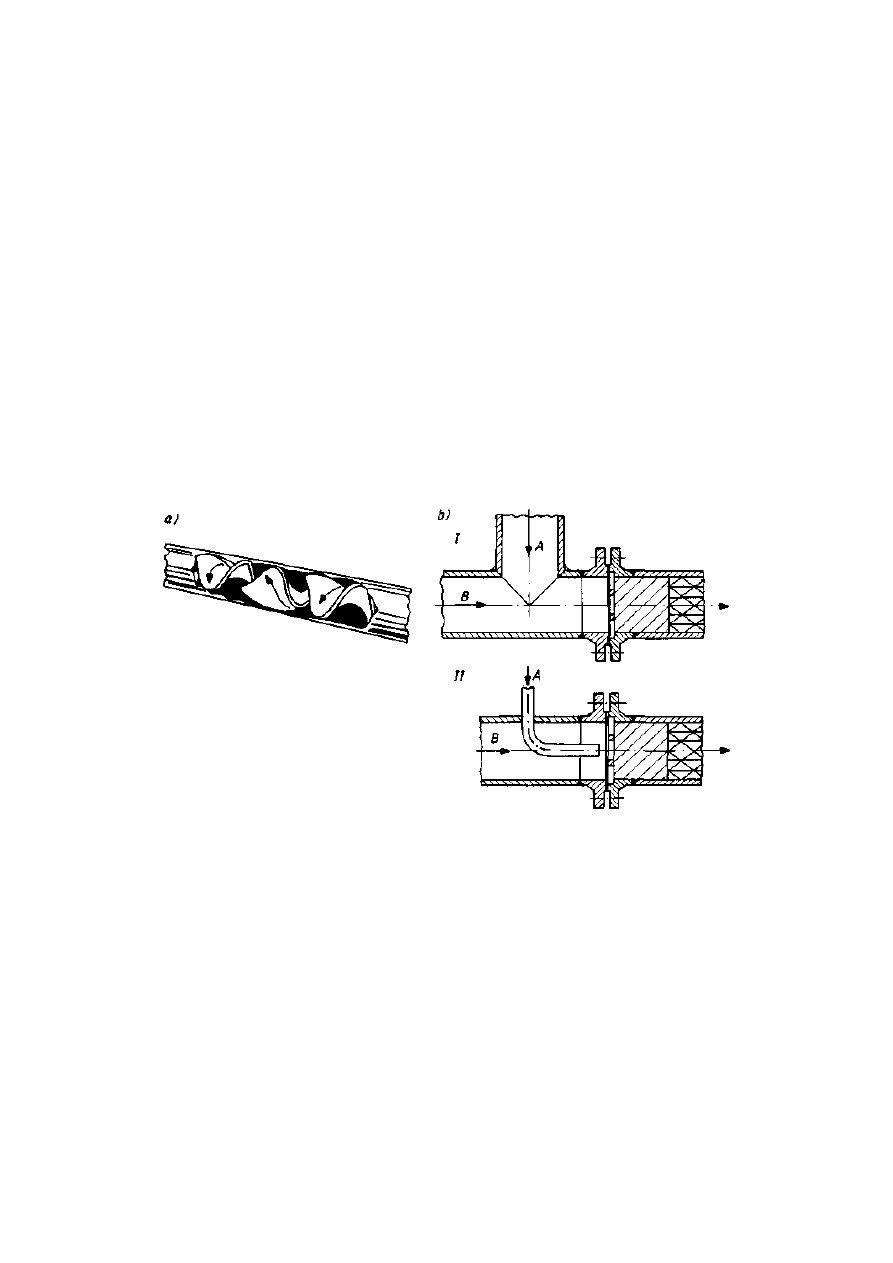
m.in. procesy oczyszczania wód, kondycjonowania szlamów itp. Mieszalniki
statyczne są również stosowane w układach gaz—ciecz w procesach absorpcji
gazów, w układzie ciecz—ciecz natomiast w procesach ekstrakcji amin, węglo-
wodorów z wody itd., a także jako reaktory przepływowe w procesach z nie-
bezpieczeństwem degradacji produktów (np. procesy petrochemiczne, chloro-
wania, sulfonowania, polimeryzacji i in.). Dzielenie się i łączenie oraz ruch
obrotowy na każdym elemencie zwoju wypełnienia powoduje szybkie mieszanie
promieniowe. Właściwy dobór statycznych elementów mieszających jest
określony zakresem przepływu, lepkością, zawartością ciała stałego i stopniem
wymieszania. Zaletą mieszalników statycznych jest brak części ruchomych i
konieczności doprowadzania dodatkowej energii. Rozchód energii określa
zasadniczo spadek ciśnienia podczas przepływu. W wielu zastosowaniach energia
ta jest mniejsza niż w mieszalnikach mechanicznych i wynosi dla małych
lepkości cieczy 20-35 kPa. Gdy mieszalniki są stosowane w procesach wymiany
masy, również z reakcją chemiczną, wtedy stosunek wymiarów rurociągu
powinien wynosić L /D = 6-20.
Rys. 10.1. Mieszalnik statyczny: a) obraz przepływu w przewodzie rurowym, b) wprowadzenie
strumieni objętości; I — współmiernych, II — niewspółmiernych
10.3.5. MIESZALNIKI MECHANICZNE
Zbiornik — mieszalnik wyposażony w odpowiednie mieszadło jest często
stosowanym aparatem do mieszania cieczy, sporządzania roztworów i zawiesin.
Mieszanie zachodzi na skutek ruchu masy cieczy, a w skali mikro w wyniku
ruchu wirów wywołanych ruchem mieszadła. Ruch masy cieczy jest istotny
podczas mieszania cieczy rozpuszczalnych i zawiesin, mieszanie burzliwe nato-
miast w procesach wymiany ciepła i masy, gdzie efekty ścinania są istotne.
Rodzaj stosowanego mieszadła zależy od parametrów wcześniej wymienionych.
Podstawowe typy mieszadeł to mieszadła promieniowe i osiowe. Promieniowe
130
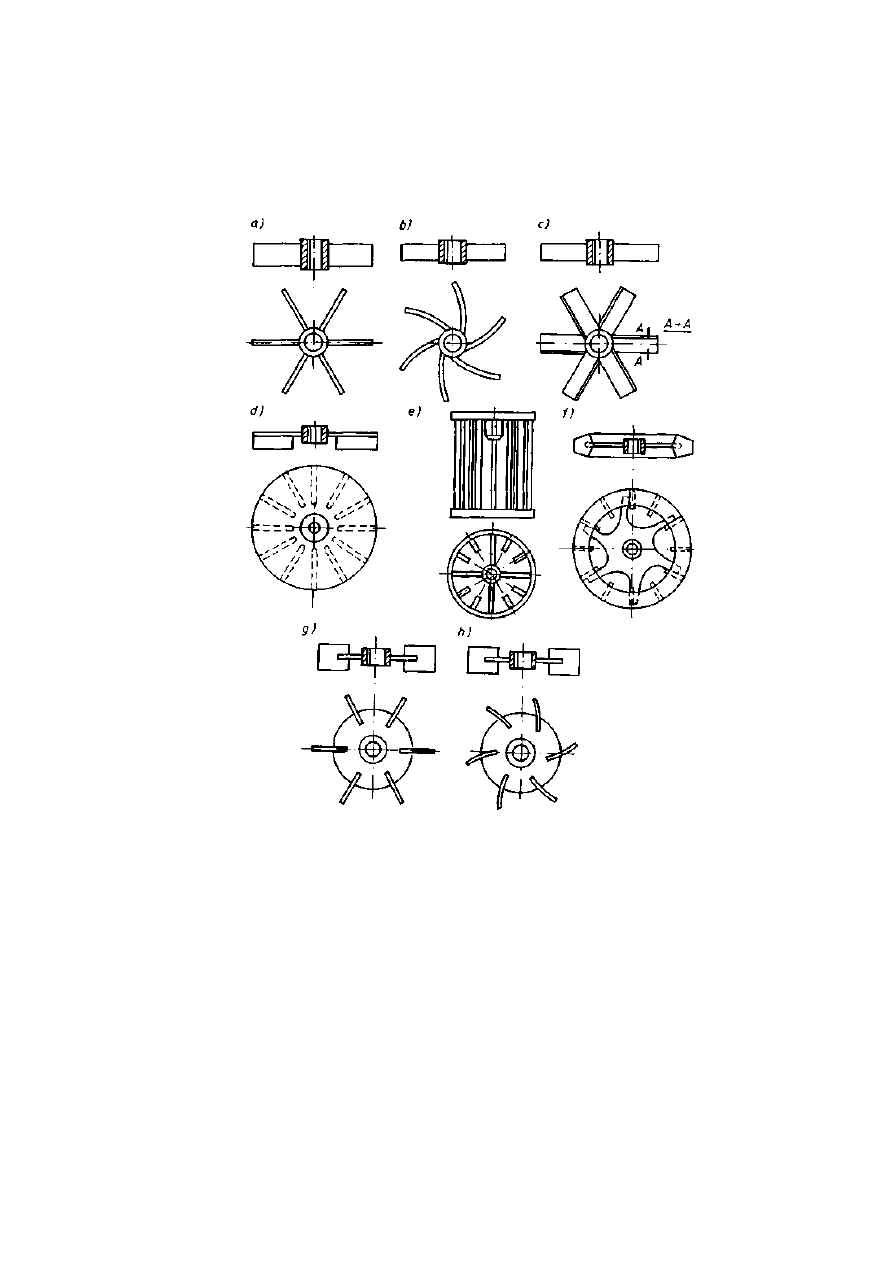
wytwarzają przepływ cieczy poziomy promieniowy, skierowany do ściany zbiornika
(mieszalnika). Mieszadła osiowe wytwarzają przepływ równoległy do wału
mieszadła.
Rys. 10.2. Mieszadła turbinowe z łopatkami: a) prostymi, b) wygiętymi, c) nachylonymi, d) ta-
lerzowe, e) klatkowe, f) zakryte, g,h) tarczowe odkryte z łopatkami prostymi i wygiętymi
Do mieszadeł promieniowych zalicza się mieszadła turbinowe, (rys. 10.2),
które stanowią płaskie dyski z łopatkami prostymi lub profilowanymi, w obudowie
otwartej lub zamkniętej zależnie od zastosowania. Stosowane są tam, gdzie są
wymagane duże siły ścinające, burzliwość i duża powierzchnia kontaktu gaz—
ciecz. Liczba łopatek prostych, pod kątem lub wygiętych może dochodzić do
dziesięciu, lecz nie przekracza zwykle sześciu. W mieszalnikach turbinowych
stosunek średnicy mieszadła do mieszalnika wynosi ok. 0,6 przy wysokości słupa
cieczy równej średnicy mieszalnika.
1 3 1
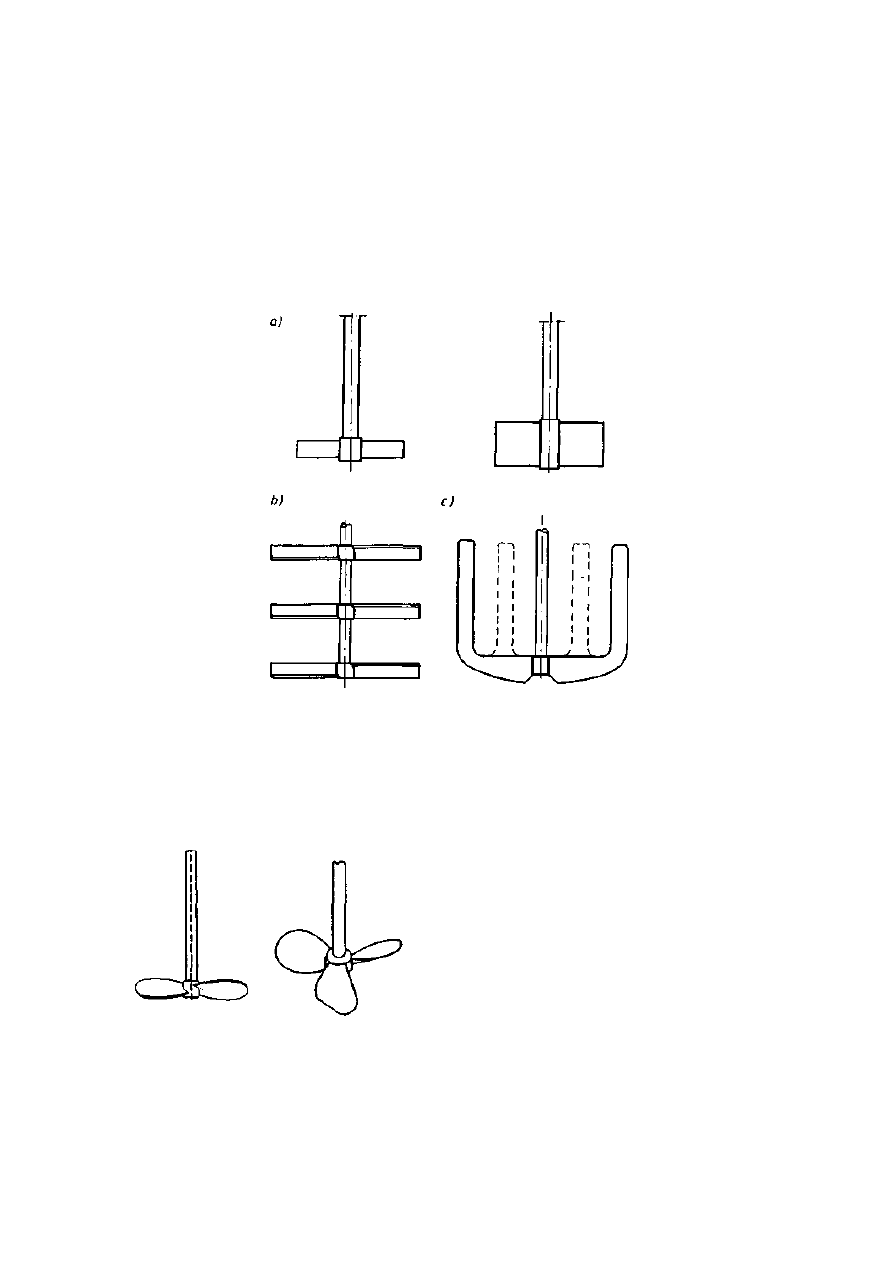
Należące do tej grupy mieszadła łapówę i kotwicowe zawierają dwie lub
większą liczbę łap otwartych. Są one stosowane do mieszania cieczy lepkich i
zawiesin o lepkości do 40-50 Pa-s przy obrotach 5-45 obr/min. Mieszadła łapówę
stosowane do mieszania zawiesin w zależności od stosunku gęstości cząstek ciała
stałego do cieczy mają różne pochylenie łap w stosunku do kierunku obrotów
mieszadła. Mieszadła kotwicowe (rys. 10.3) są umieszczane blisko ścian zbiornika i
stosunek ich średnicy do średnicy zbiornika wynosi
≥0,95.
Rys. 10.3. Mieszadła łapówę i kotwicowe: a) łapówę proste, b) wielołapowe, c) kotwicowe
(palcowe)
Mieszadła osiowe śmigłowe (rys. 10.4) są stosowane zazwyczaj w małych
mieszalnikach do wytwarzania ruchu burzliwego cieczy w najbliższym sąsiedztwie
mieszadła. W dużych zbiornikach są zwykle montowane na ścianie zbiornika.
Typowe prędkości obrotowe mieszadeł
śmigłowych wynoszą 60-130 obr/min w
zakresie lepkości cieczy (50-l500)-lO
-3
Pa-s. Cyrkulację osiową generują również
mieszadła łopatkowe nachylone do
poziomu pod kątem 30, 45 i 60 stopni, o
różnym stosunku wysokości do średnicy łap.
Stosowane są tam, gdzie przepływ cieczy
limituje przebieg procesu. Do grupy mieszadeł
osiowych należą również mieszadła spiralne,
ślimakowe, wstęgowe stosowane do mieszania cieczy lepkich przy 5-45 obr/min
oraz
Rys. 10.4. Mieszadło dwu- i trzyśmigłowe
132
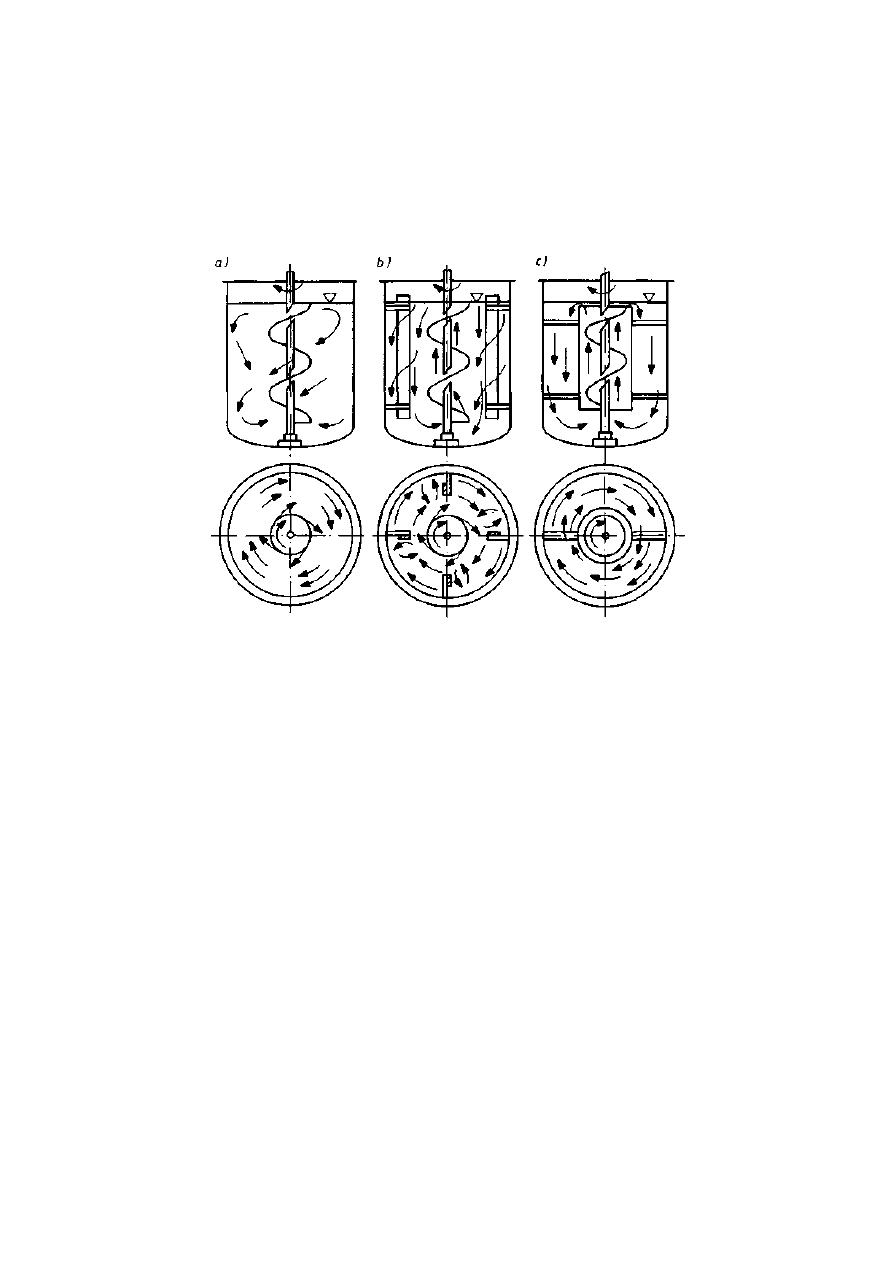
cieczy i zawiesin w procesach wymiany ciepła, gdy jest wymagany duży strumień
przepływu. Gdy są wymagane duże siły ścinające w układach ciecz-—ciecz lub w
zawiesinie, wtedy są stosowane mieszadła śrubowe o małej średnicy (rys. 10.5). W
tego rodzaju mieszalnikach nie stosuje się przegród. W mieszalnikach ślimakowych
są stosowane dyfuzory. Prędkość cieczy potrzebna do
Rys. 10.5. Mieszadła śrubowe (ślimakowe): a) bez przegród, b) z przegrodami, c) z dyfuzorem
wytworzenia zawiesiny jest wtedy ograniczona do małej objętości. Wprowadzenie
dyfuzora komplikuje konstrukcję, dlatego rozwiązanie to jest stosowane w
mieszalnikach o małej pojemności. Przegrody są natomiast stosowane do
mieszania cieczy o małych lepkościach, gdy mieszadło jest umieszczone w osi
mieszalnika. Zmienia to ruch cieczy z rotacyjnego na burzliwy i zapobiega
penetracji gazu (powietrza) w głąb cieczy. W pionowych zbiornikach są zazwyczaj
umieszczone 4 przegrody o szerokości 1/20 średnicy zbiornika. Umieszczając
mieszadło mimośrodowo, pod kątem lub w ścianie bocznej mieszalnika (rys. 10.6)
eliminuje się konieczność umieszczania przegród. Usytuowanie mieszadła na
ścianie bocznej mieszalnika jest odpowiednie do mieszania cieczy jednorodnych i
zawiesin o małej prędkości opadania cząstek ciała stałego. Tego rodzaju mieszadła
są stosowane w zbiornikach oleju, ropy naftowej, w reaktorach zawiesinowych i in.
Obroty ich wynoszą zwykle 250-420 obr/min. Problem eksploatacyjny stanowi
uszczelnienie wału mieszadła. Jeżeli mieszalnik jest zaopatrzony w przegrody, to
mieszadło wytwarza silną cyrkulację cieczy od góry do dołu. Jeśli brak jest
przegród, to może dojść do wirowania całej masy cieczy i tworzenia się leja.
Mieszanie okresowe zawiesiny wymaga 10-25% większej mocy niż ciągłe.
Zapotrzebowanie mocy do mieszania zwiększa się wraz ze wzrostem stężenia
133
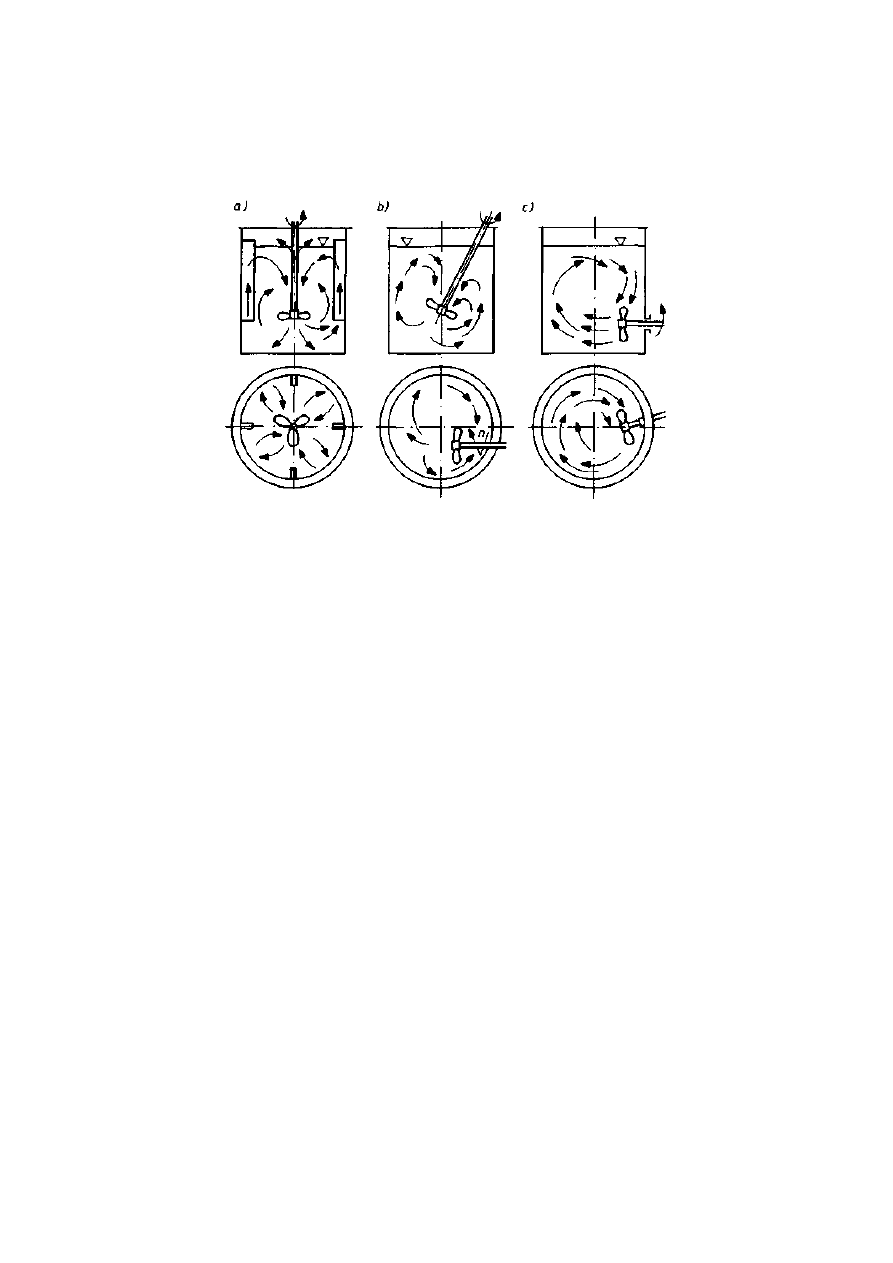
Rys. 10.6. Sposoby zapobiegania zjawisku powstawania leja: a) przegrody, b) mieszadło usta
wione ekscentrycznie, c) mieszadło na ścianie bocznej
v
Rodzaj mieszadła i sposób mieszania w układzie ciecz-ciecz ma duży wpływ
na proces wymiany masy. Energia niezbędna do mieszania jest tu 2-3 razy
większa niż dla układu gaz—ciecz. Mieszadło osiowe zużywa tu ok. 10 razy
więcej energii. Podczas mieszania cieczy nierozpuszczalnych wytwarza się
emulsja. Rozkład rozmiarów kropel w emulsji jest związany z wielkością sił
ścinania w strefie mieszania.
Podczas mieszania w układzie ciecz—gaz, powierzchnię międzyfazową, oprócz
rodzaju stosowanego mieszadła, określa również rozmiar pęcherzyków, co z kolei
zależy także od średnicy bełkotki i liczby otworów. W takich układach z zasady
są stosowane mieszadła turbinowe z przepływem promieniowym. W razie
stosowania mieszadeł osiowych mieszalnik jest wyposażony w rurę cyrkulacyjną.
Przepływ pęcherzyków zakłóca przepływ i ruch cieczy wytwarzany przez
mieszadło. Do utrzymania stabilnych rozmiarów pęcherzyków w wysokich
zbiornikach są stosowane m. in. mieszadła wieloturbinowe, umieszczone na wale
w odległości l ,5-2 średnic mieszadła.
Standaryzacja mieszadeł i mieszalników układów ciekłych dotyczy wymiarów
typowych, odniesionych do średnicy mieszalnika [l]-[3].
Rozważając problem doboru mieszadła (mieszalnika) do mieszania cieczy
należy wziąć pod uwagę:
— właściwości fizyczne, a zwłaszcza lepkość cieczy,
— przebieg lub możliwość przebiegu reakcji chemicznych lub wymiany ciepła,
— naturę fizyczną procesu w mieszalniku i rozpuszczalność cieczy,
134
ciała stałego, lecz zależy również od udziału frakcji drobnej i grubej. Maksimum
stężenia zawiesiny nie przekracza zazwyczaj 70-90%.
— wytwarzanie roztworu, emulsji lub zawiesiny,
— wymagany stopień wymieszania,
— przebieg procesu okresowy lub ciągły.
10.4. MIESZARKI
Ciała stałe z zasady nie mają możliwości samoczynnego mieszania się i do
wzajemnego ich przemieszczenia jest konieczna ingerencja sił zewnętrznych,
wymuszających ruch poszczególnych porcji, ziaren materiału. Ciała stałe sypkie,
pod wpływem działania siły zewnętrznej, zachowują się odmiennie od pozostałych
faz. Ruch wzajemny ziaren jest możliwy po pokonaniu sił tarcia na styku ziaren.
Proces mieszania polega na wzajemnym przemieszczaniu się ziaren mieszanych
składników, aby uzyskać równomierny w przybliżeniu ich rozkład w całej
mieszaninie. Równomierny rozkład odpowiadający rozkładowi podobnemu jak na
szachownicy nie jest możliwy, nawet dla ziaren o tej samej średnicy i gęstości.
Przemieszczanie się ziaren zarówno w trakcie mieszania, jak i ich wzajemne
położenie jest przypadkowe. Możliwy do uzyskania jest jedynie stan równowagi,
odpowiadający pewnemu stopniowi wymieszania i segregacji (tzw. stan random —
równowagi przypadkowej).
Charakterystyka i stopień wymieszania w mieszarkach opisywany jest różnymi
sposobami, m. in. rozkładem czasu przebywania, stosunkiem wariancji produktu i
surowca, stopniem wymieszania produktu i in. Stopień wymieszania ustala się
zwykle na podstawie analizy próbek pobranych z mieszanego ładunku. Jest on
wyrażany jako odchylenie standardowe σ lub wariancja σ
2
z próbki. Oprócz tego
istnieje również wiele zależności, zwykle empirycznych, podawanych przez
różnych autorów, wyrażających stopień wymieszania w zależności od σ lub σ
2
, jak
np. zależność Laceya
gdzie σ
2
,, σ
2
., σ
2
odpowiednio wariancje dla stanu całkowitej segregacji mie-
szaniny, wymieszania równowagowego (stan random), danego aktualnego
stanu wymieszania.
Wielkość M przybiera wartości od O do l po całkowitym wymieszaniu (rys.
10.7). Uwzględniając mechanizmy mieszania: postępowy w wyniku bez-
władnościowego ruchu ziaren i dyfuzyjny, zwany często łącznie jako konwekcyjny
i ścinający, proces mieszania opisuje się równaniem
w którym k — współczynnik szybkości mieszania zależny od rodzaju mieszalnika.
135
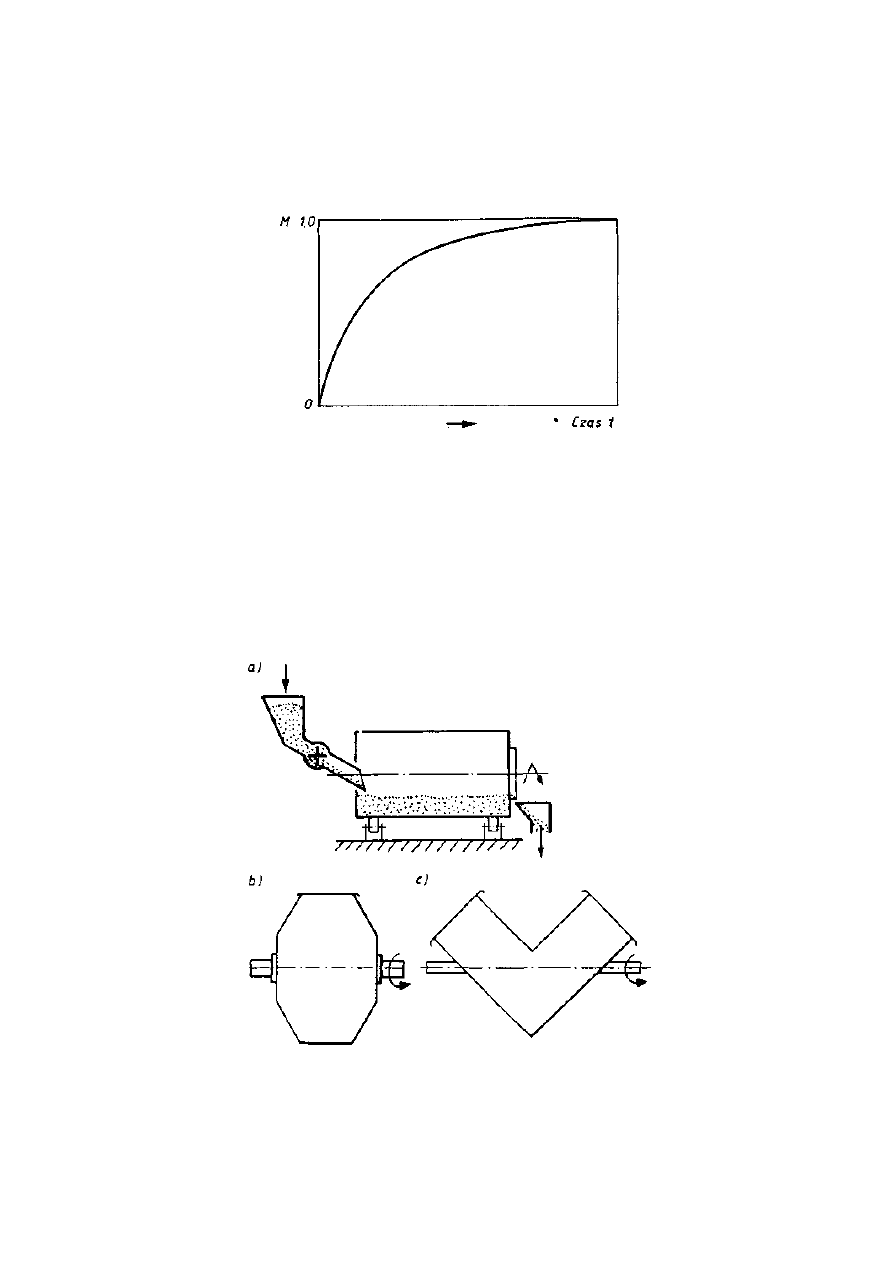
Na stopień wymieszania mają wpływ zarówno właściwości mieszanego
materiału, jak i charakterystyka mieszania (mieszarki). Ustalenie ich związku
odbywa się zwykle na drodze empirycznej.
Rys. 10.7. Zależność stopnia wymieszania od czasu
Mieszarki ciał stałych sypkich pracować mogą okresowo lub w sposób ciągły.
Mieszarki okresowe napełnia się porcją masy lub objętości materiału i miesza
przez określony czas, po czym mieszarkę opróżnia się. Podczas mieszania
dużych mas materiałów są stosowane mieszarki o działaniu ciągłym, konstruo-
wane dla ściśle określonej wydajności mieszaniny i średniego czasu przebywania.
Dalsze podziały mieszarek są związane z ich cechami konstrukcyjnymi lub
procesowymi.
Rys. 10.8. Mieszarki materiałów stałych sypkich: a) bębnowe - cylindryczne, b) dwustożkowa,
c) w kształcie litery V
136
Mieszarki obrotowo-grawitacyjne i przesypujące obejmują dużą grupę
aparatów o różnych rozwiązaniach konstrukcyjnych (rys. 10.8). Pośród nich
wyróżnić można m. in. mieszarki bębnowe cylindryczne, z bębnami obracającymi
się dookoła osi poziomej, wzdłuż przekątnej, zbiorniki w postaci dwóch Stożków
obracające się dookoła osi poziomej, prostopadłej lub nachylonej do pionu,
zbiorniki zbudowane z dwóch lub większej liczby walców, w tym również w
kształcie litery V, zbiorniki w kształcie sześcianów lub brył wielopłaszczyznowych
i inne. Dzięki wymienionym kształtom i elementom wbudowanym wewnątrz
uzyskuje się powtarzane wielokrotnie przesypywanie się materiału, z
jednoczesnym przesuwem w kierunku osiowym. Mieszarki te są stosowane do
materiałów sypkich o małej tendencji do segregacji. Stopień wymieszania zależy
tu od liczby obrotów mieszalnika, które mają optymalną wielkość dla danego
materiału. Dla mieszarek bębnowych cylindrycznych poziomych optymalna
prędkość wynosi ok. 80 obr/min. Według Oyamy [4] obroty n [obr/min] w różnych
warunkach obliczyć można z równania
w którym D — średnica wewnętrzna bębna [m],
X — procent objętości mieszarki zajęty przez ładunek, C — stała
wynosząca 54 dla krytycznego stanu ruchu materiału, 72 dla stanu
równowagowego i 86 gdy cząstki mają ciągły kontakt z wewnętrzną
ścianą bębna.
W celu wytworzenia tego samego stanu ruchu materiału w dwóch różnych
bębnach obowiązuje zależność
Mieszanie proszków kohezyjnych z racji działania między cząstkami róż-
nego rodzaju sił jest problemem złożonym i najczęściej są wymagane testy
wstępne mieszania w celu określenia jego parametrów roboczych. Dla tego
rodzaju materiałów stosowane są mieszarki cylindryczne i stożkowe w kształcie
litery V i Y.
Mieszarki z mieszadłami stanowią urządzenia, w których względne prze-
mieszczanie się materiału wewnątrz zbiornika jest wywołane działaniem mie-
szadła i polega na przemieszczaniu się porcji zarówno względem siebie jak i
ścian zbiornika. Sposób ten jest stosowany do mieszania materiałów, począwszy
od sypkich, poprzez lepkie ciecze i zawiesiny, aż do materiałów ciasto-watych
(pastowatych). Mieszarki tego rodzaju są budowane jako poziome, z
mieszadłami łopatkowymi i ślimakowymi, ze zwojami pełnymi lub wstęgowymi.
W mieszarkach ślimakowych podwójnych (rys. 10.9) mieszadło stanowią
łopatki, których końce tworzą zarys linii śrubowej, ułożone równolegle obracają się
w kierunkach przeciwnych. Mieszany materiał jest tu przegarniany i przesuwany
wzdłuż rynny. Na końcach wałów koła łopatkowe przerzucają
137
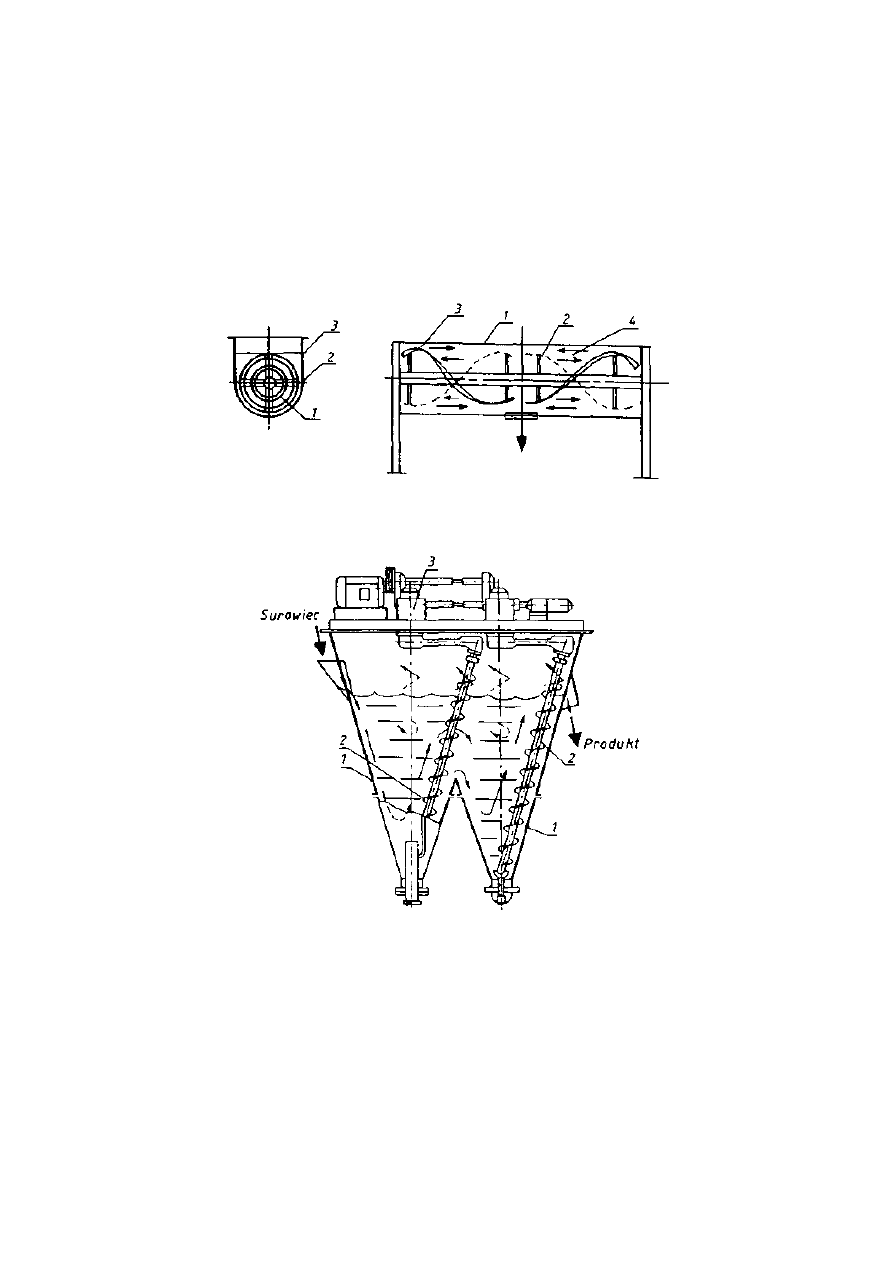
materiał w kierunku poprzecznym do drugiego ślimaka. Materiał cyrkuluje w
układzie dwóch ślimaków. Czas cyrkulacji może być regulowany odbiorem lub
zasilaniem. W celu zwiększenia intensywności mieszania i zapobieżenia tworzenia
się aglomeratów są stosowane elementy pomocnicze, zaburzające ruch
mieszanego materiału, umieszczane na ścianach zbiornika. Pojemność mieszarek
poziomych dochodzi do 30 m
3
, średnica mieszadeł wstęgowych do 3 m i obroty do
10 obr/min. Zużycie mocy wynosi 2,5-20 kW/m
3
pojemności
Rys. 10.9. Mieszarka ślimakowa pozioma: l — koryto, 2 — ślimak wewnętrzny, 3 — ślimak
zewnętrzny, 4 — kierunki ruchu materiału podczas mieszania
Rys. 10.10. Mieszarka dwustożkowa z mieszadłami ślimakowymi: l - zbiorniki stożkowe,
2 — mieszadła ślimakowe, 3 - napęd
użytkowej. Do grupy tej zalicza się również tzw. mieszarki szybkobieżne,
stosowane w przetwórstwie tworzyw sztucznych. Stopień wypełnienia tych
mieszarek jest mniejszy niż 60-80%, obroty natomiast 2-6-krotnie większe. Kształt
zbiornika mieszarek ślimakowych może być również stożkowy w układzie
pojedynczym lub bliźniaczym (rys. 10.10). Ślimak jest umieszczony równolegle do
tworzącej stożka i wykonuje oprócz ruchu obrotowego wokół włas-
138
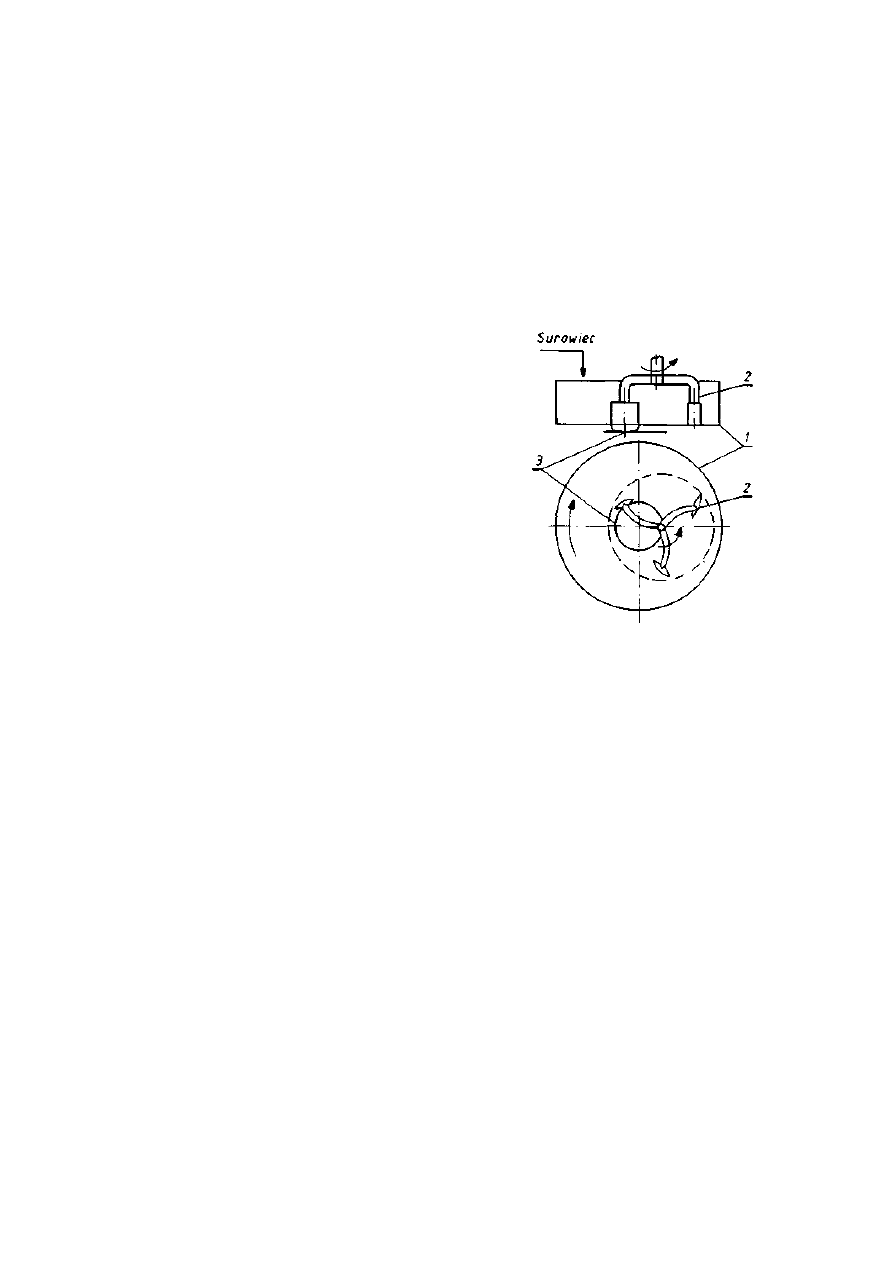
nej osi, również ruch obrotowy wokół osi stożka. Mieszarki tego rodzaju są sto-
sowane do mieszania materiałów drobnoziarnistych i pylistych. Mieszarki poje-
dyncze mają pojemność 0,3-30 m
3
, podwójne do ok. 40 m
3
. Umożliwiają one
uzyskanie dużej jednorodności mieszaniny w krótkim czasie, rzędu 0,03 m
3
/s ł
zapotrzebowaniu na moc 1,5-3,0 kW/m
3
pojemności użytkowej. Istnieją również
konstrukcje zmodyfikowane, w których ślimak wykonuje dodatkowy ruch
wywołany niezależnym napędem. W innych rozwiązaniach mieszarka wykonuje
ruch wokół własnej osi, odchylonej o niewielki kąt od pionu, obraca się również
zbiornik.
Do oddzielnej grupy zalicza się mieszarki
talerzowe, określane mianem mieszarek Eiricha
(rys. 10.11). Wewnątrz zbiornika walcowego o
niewielkiej wysokości, nieruchomego lub
obracającego się, znajduje się mieszadło
wykonujące ruch planetarny. Mieszadło składa się z
trzech łopatek i łopatki dodatkowej zgarniającej,
poruszającej się wzdłuż osi ruchem kołowym. Ruch
mieszanego materiału jest skomplikowany,
występowanie zaś w trakcie mieszania dużych sił
ścinających i zderzeń zapewnia dużą
jednorodność mieszanego ładunku. Pojemność
zbiorników wynosi 0,05-4 m
3
, zapotrzebowanie
mocy 10-30 kW/m
3
. Mieszarki te są stosowane do
mieszania materiałów sypkich, plastycznych i
pastowatych.
Dużą szybkość mieszania i jednorodność
mieszaniny uzyskuje się w tzw. intensywnych mieszarkach nożowych.
Charakter pracy tych mieszarek jest zbliżony do działania rozdrabniarek, gdyż
zderzenia i rozbijanie materiału jest zasadniczym czynnikiem mieszania. Łopatki
mieszadeł mają kształt noży, dlatego powierzchnie wprawiające materiał w ruch
są małe. Duże siły ścinające i zderzenia cząstek materiału z elementami
mieszającymi powodują wywiązywanie się znacznych ilości ciepła, więc ścianki
mieszarki muszą być chłodzone. Mieszarkę stanowi zbiornik o wysokości
zbliżonej do średnicy, z dwoma parami mieszadeł, łopatek promieniowych o
małym skoku, umocowanych na osi w niewielkiej odległości od dna. Mieszadła
wirują z prędkością obwodową 10-40 m/s. Stopień wypełnienia mieszarek o
pojemności do 1000 dm
3
dochodzi do 65%. Zapotrzebowanie na moc wynosi 20-
30 kW/100 dm
3
, czas mieszania — 1-3 min dla materiałów sproszkowanych i 5-
10 min dla materiałów ziarnistych z dodatkiem lepkich cieczy i zmianą ich
struktury. Mieszarki nożowe mogą być sprzęgane z innymi mieszarkami do
wytwarzania mikrocząstek. Zakres zastosowań mieszarek nożowych jest szeroki
i obejmuje, oprócz mieszania tworzyw sztucznych, również mieszanie w
przemyśle spożywczym, farmaceutycznym, barwników i ceramicznym.
Rys. 10.11. Mieszarka talerzowa:
l - misa, 2 — mieszadło wieloła-
powe, 3 — wysyp produktu
139
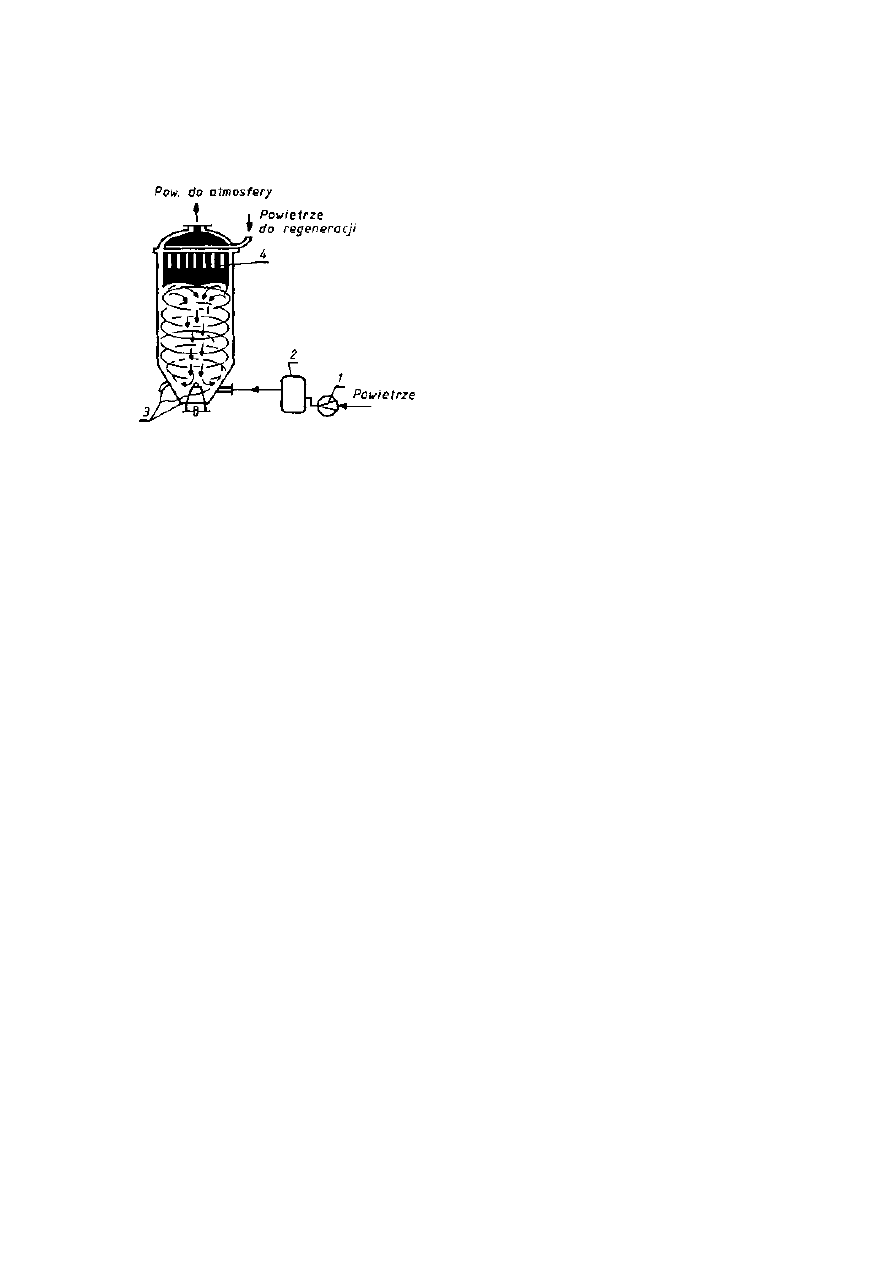
Mieszarki pneumatyczne (rys. 10.12) służą do mieszania i homogenizacji ciał
stałych sypkich, różniących się znacznie gęstością w bardzo krótkim czasie
15-45 s, w zależności od wymiarów mieszarki
i ciśnienia gazu stosowanego do mieszania.
Materiał do mieszania jest podawany
mechanicznie lub pneumatycznie. Ciśnienie
powietrza mieszającego, w mieszalnikach
wysokociśnieniowych, mających większy
zakres zastosowań i dających większy stopień
wymieszania, zależnie od wielkości ładunku
wynosi 1,5-3,5 MPa. Powietrze do mieszarki
jest doprowadzane porowatą kształtką
metalową i dyszą Lavala. Prędkość powietrza
na wylocie z dyszy wynosi 200--400 m/s.
Wypływ strug gazu jest impulsowy w czasie
1-5 s i skierowany pod kątem. Ruch
mieszanego materiału
jest przestrzennie złożony. W zależności od
właściwości produktu i zdolności do aeracji, efekywna objętość mieszarki dochodzi
do 60-70%.
Zagniatarki (ugniatarki) służą do mieszania materiałów plastycznych, gęstych
past, bardzo lepkich cieczy, gdzie do wywołania względnych przemieszczeń
cząstek materiału jest wymagane stosowanie dużych sił ścinających. Tego rodzaju
materiały są charakterystyczne dla przemysłu spożywczego, farmaceutycznego,
tworzyw sztucznych, gumowego i in. Budowa zagniatarek jest podobna do
poziomych mieszarek ślimakowych. Różnice wynikają z dużego oporu podczas
mieszania, charakteryzują się więc ciężką konstrukcją i stosowaniem dużych mocy
do napędu mieszadeł. Konstrukcja często stosowanej zagniatarki (rys. 10.13)
składa się z koryta powstałego z połączenia dwóch części półcylin-drycznych. W
korycie obracają się w przeciwnych kierunkach dwa specjalnie ukształtowane
mieszadła łopatowe (rys. 10.13b). Pod wpływem nacisku łopaty materiał w
pojedynczym korycie jest rozgniatany i przemieszcza się na środek i w górę
podwójnego koryta, gdzie jest przechwytywany przez drugą łopatę. Powtarzany
wielokrotnie proces powoduje wymieszanie materiału. Stosunek liczby obrotów
jest zbliżony do 2. Mieszarki tego rodzaju pracują zazwyczaj okresowo.
Do mieszania różnego rodzaju mas plastycznych w sposób ciągły są sto-
sowane zagniatarki, których mieszadła są ukształtowane w postaci wałków z
gwintem trapezowym lub innego rodzaju występami, tworzącymi zarys linii
śrubowej.
Do zagniatania bardzo ciągliwych materiałów plastycznych oraz mieszanin ciał
stałych z bardzo lepkimi cieczami są stosowane zagniatarki walcowe, podobne do
granulatorów walcowych (rozdz. 11). Zagniatarki te służą zwykle do ostatecznego
wymieszania i uformowania materiałów wstępnie już zmieszanych
Rys. 10.12. Mieszalnik pneumatyczny wy-
sokociśnieniowy: l - sprężarka, 2 - zbiornik
gazu, 3 — dysze, 4 - filtr odpylający
140
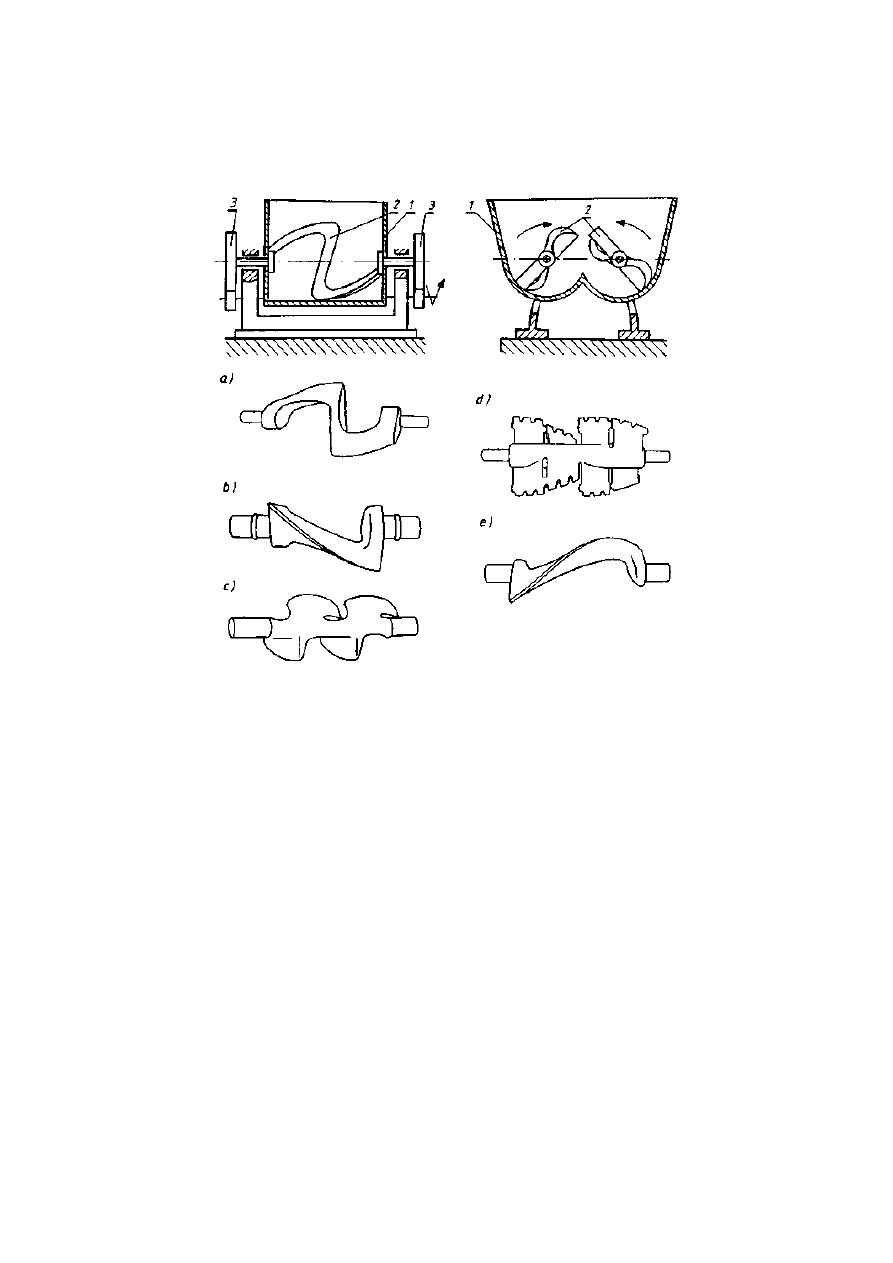
w innego rodzaju mieszarkach. Najczęściej są stosowane zagniatarki trójwalco-we,
pracujące w sposób ciągły w ustawieniu szeregowym.
Rys. 10.13. Schemat zagniatarki i kształty mieszadeł: l — koryto, 2 — mieszadła, 3 — napęd;
mieszadła w kształcie: a) sigma, b) dzeta, c) czterołopatowe, d) wielołapowe, e) krzywa falowa
Dobór mieszarki zależy przede wszystkim od rodzaju mieszanego materiału lub
od jego składników. Pod uwagę powinny być wzięte następujące właściwości:
rozmiar ziaren, ich kształt i gęstość, współczynnik tarcia i kąt naturalnego zsypu,
siły adhezji i kohezji, wilgotność i higroskopijność, odporność na rozdrabnianie.
Wymienione właściwości mogą ulegać zmianie podczas mieszania, dlatego
często dopiero próby wstępne decydują o sposobie mieszania i rodzaju
stosowanej mieszarki. Wielkość strumienia masy mieszanego materiału ma duży
wpływ na okresowy lub ciągły sposób prowadzenia procesu.
LITERATURA
[1] STRĘK F., Mieszanie i mieszalniki. Wyd. 2. WNT, Warszawa 1983.
[2]
TATTERSON
G.B., Scaleup and Design of Industrial Mixing Processes, McGraw-Hill Inc.,
New York 1993. [3] Mixing in the Process Industries, Sec. ed., Eds., N. Harnby, M.E. Edwards
and A.W. Nienow,
Butterworth-Heinemann, Stoneham MA, 1992. [4] WEIDENBAUM S.S.,
Advances in Chemical Engineering, 1962, 2, p. 209.
141
11. APARATURA DO PROCESÓW GRANULACJI
1 1 . 1 . WPROWADZENIE
Granulacja jest procesem powiększania rozmiarów, zmiany kształtu lub
właściwości powierzchniowych cząstek stałych w następującym celu:
— poprawy sypkości i właściwości transportowych,
— wytworzenia mieszaniny jednorodnej nie segregujących się cząstek,
— zwiększenia wytrzymałości ziaren,
— zmniejszenia zawartości pyłu i zapylenia,
— zwiększenia reaktywności i zmiany istotnych właściwości fizykochemi-
cznych cząstek.
Synonimem granulacji jest aglomeracja ciał stałych. Aglomeracja jest pro-
cesem łączenia lub nawarstwiania cząstek w wyniku działania sił bliskiego
zasięgu. Kohezja i adhezja cząstek są tu dominujące. Adhezja dużych cząstek
jest możliwa w obecności lepiszcza lub sił zewnętrznych, powodujących defor-
mację plastyczną powierzchni kontaktu i zmniejszenie efektywnej odległości
cząstek.
Tendencje do aglomeracji wykazują materiały będące mieszaniną o szerokim
zakresie rozmiarów cząstek i dużej porowatości. Zjawisko to zwane jest
zwyczajowo skawalaniem i dotyczy wielu materiałów przechowywanych w nie-
właściwym środowisku.
Pomiędzy cząstkami tworzyć się mogą mostki cieczowe, na skutek adsorpcji
cieczy na cząstkach lub przez wprowadzenie lepiszcza do cieczy. Siła wiążąca w
punkcie kontaktu mostków jest proporcjonalna do średnicy cząstek d , grubości
warstewki δ i siły kohezji tworzącej warstewkę adsorpcyjną o
k
(-100 kg-crrT
2
),
Mostki stałe powstają podczas zmiany fazy z ciekłej na stałą podczas krys-
talizacji, twardnienia lepiszcza, topnienia lub nadtapiania cząstek, deformacji
podczas spiekania, reakcji chemicznej. Wytrzymałość mostków stałych można
obliczyć następująco:
142

gdzie m
s
, m
p
— odpowiednio masa materiału tworząca mostek i masa każdej z
dwu cząstek w mostku,
ρ
i
ρ
s
— odpowiednio gęstość cząstek i materiału tworzącego mostek,
ε —
porowatość połączenia aglomeratu,
σ
sb
— naprężenie w mostku.
Zwiększenie rozmiarów cząstek zachodzić może w wyniku:
1. Łączenia się (zlepiania się) kilku cząstek za pośrednictwem lepiszcza.
Produkt jest niejednorodny, o małej wytrzymałości mechanicznej.
2. Nawarstwiania powierzchni cząstek. Otrzymany produkt ma strukturę tzw.
cebulowatą.
3. Osadzania kropelek cieczy na powierzchni cząstek i ich zestalania.
W stanie suchym łączenie się cząstek (aglomeracja) wiąże się z deformacją
plastyczną, łamaniem struktury, spiekaniem lub nadtapianiem cząstek.
W stanie mokrym do łączenia się i wzrostu rozmiarów cząstek konieczny jest
dodatek substancji ciekłej.
W obu metodach do zagęszczania wymagany jest bądź dodatek odpowied-
niego lepiszcza lub cieczy, bądź stosowanie podwyższonych temperatur i ciś-
nienia. Stosuje się wiele dodatków, w tym lepiszcza, smary, plastyfikatory,
substancje zwilżające i inne. Lepiszcza i smary zwiększają wytrzymałość aglo-
meratów. Dobór lepiszcza wymaga doświadczenia i jest związany zasadniczo z
przeznaczeniem granulatu, dlatego specyficzne substancje są stosowane do
granulacji, np. farmaceutyków, środków spożywczych, materiałów: ceramicz-
nych, odlewniczych, hutniczych, brykietów paliwa i in. W dwóch pierwszych
przypadkach są stosowane m. in. skrobia, cukier, metyloceluloza, stearynian
glinu, palmitynian i wiele innych.
Opierając się na sposobach łączenia i zwiększania rozmiarów cząstek stosuje
się granulatory mieszalnikowe, ciśnieniowe, termiczne i natryskowe. Oddzielny
problem stanowi granulacja w fazie ciekłej.
11.2. GRANULATORY MIESZALNIKOWE
Drobne proszki mogą być łatwo granulowane przez mieszanie z dodatkiem
odpowiedniej cieczy. Siły mechaniczne wywołane rotacją mieszalnika powodują
wzajemne zderzenia wilgotnych cząstek, ponadto siły adhezji, napięcia po-
wierzchniowego cieczy i kapilarne są czynnikami sprzyjającymi aglomeracji.
Stosowane sposoby mieszania są następujące: przesypywanie materiału,
toczenie, ruch kaskadowy w mieszarkach bębnowych lub stożkowych, wibracja
warstwy. Zwiększenie rozmiarów następuje przez łączenie się cząstek i na-
warstwianie w obecności natrysku cieczy, z jednoczesnym suszeniem granulatu.
Suszenie jest prowadzone we współ- lub przeciwprądzie powietrza suszącego lub
chłodzącego, np. podczas granulacji ze stopu mocznika lub saletry amonowej.
Stosowane są mieszarki bębnowe poziome z mieszadłami lub bez
143
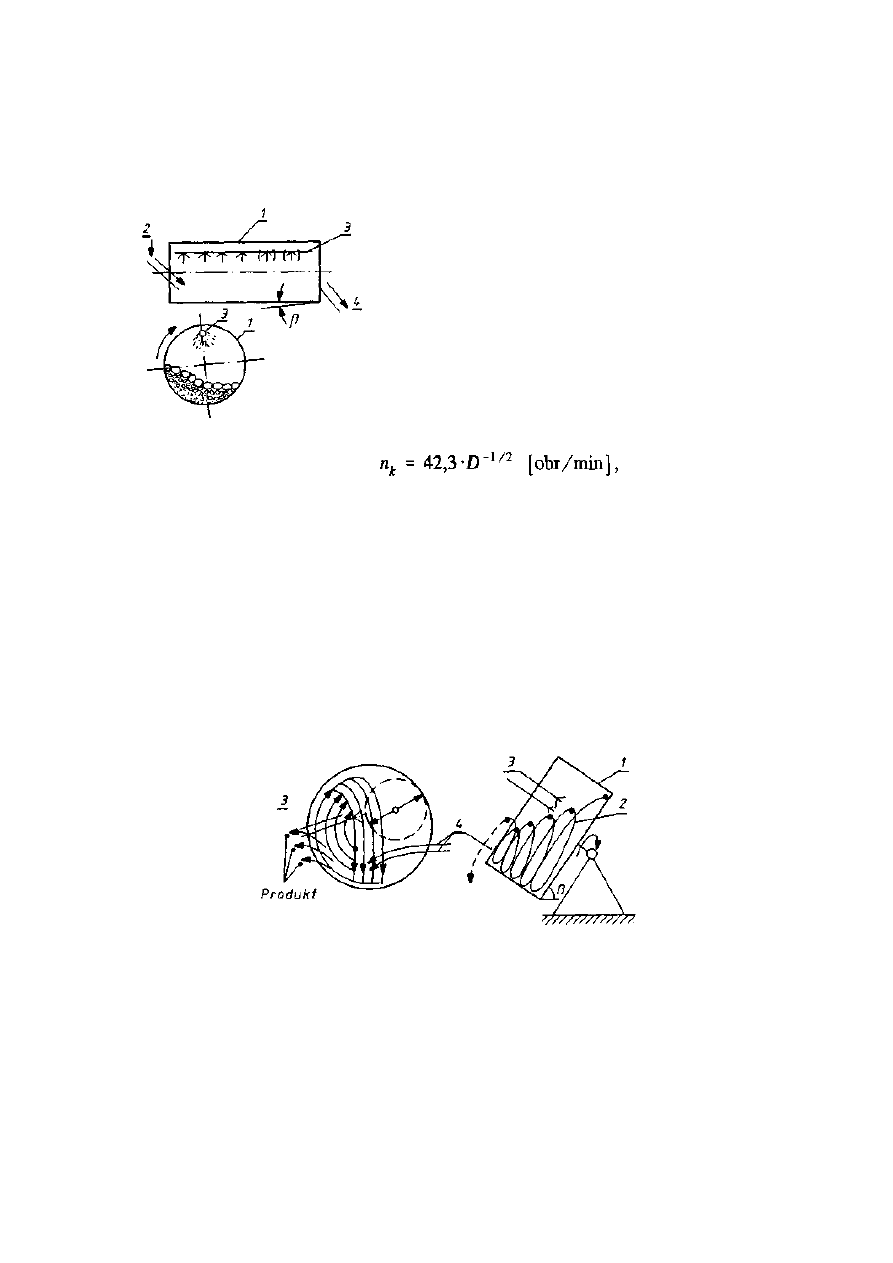
(rys. 1 1 . 1 ) o średnicy do 3 m i długości 8-10 m. Surowiec i część zawracanych
drobnych granul produktu są podawane w podwyższonym końcu bębna. W
bębnie, w ładunku granulowanego materiału, następuje segregacja i cząstki
małe znajdują się na dnie, granule dużych
rozmiarów natomiast na powierzchni. Woda lub
lepiszcze natryskiwane na powierzchnię dużych
cząstek zwilżają je, one z kolei wyłapują drobne
cząstki z ładunku, co po zestaleniu lub wysuszeniu
powoduje zwiększenie granul. Natrysk cieczy jest
strefowy na całej długości bębna, z wyjątkiem strefy
wyładowania produktu. Granulatory bębnowe
wytwarzają granule o dużych rozmiarach, twarde, z
małą masą dodanej wody lub lepiszcza. Jeśli
wartość liczby Fr ~ \, to prędkość graniczna
obrotów bębna n wynosi:
gdzie D — średnica
wewnętrzna bębna [m]. W praktyce dobre warunki
granulacji istnieją w zakresie Fr
Ξ
0,2-0,5. Naj-
mniejszy stopień wypełnienia bębna wynosi 10%, w praktyce zwykle 20-30%, jeśli
kąt pochylenia bębna wynosi β = 3-20°. Stosunek długości do średnicy bębna
wynosi 1:3 lub 1:4, prędkość 3-20 obrotów na minutę. Masa granulowanego
materiału zależy od stopnia wypełnienia bębna i czasu przebywania w nim.
Powstawanie i wzrost granul są związane ze stosunkiem cieczy (roztworu) do ciała
stałego. Kształt granul opuszczających bęben jest zbliżony do kulistego. Istnieje
wiele modyfikacji klasycznego kształtu bębna, mających na celu otrzymywanie
wąskiej frakcji i suchych granul.
Rys. 11.2. Granulator talerzowy: l - talerz obrotowy, 2 - wzór ruchu materiału, 3 — zasilanie
surowcem — roztworem (stopem), 4 — odbiór produktu
Dość szerokie zastosowanie znajdują granulatory talerzowe (panwiowe).
Granulator stanowi cylinder o niewielkiej wysokości i średnicy do 7 m, obracający
się wokół osi nachylonej do poziomu (rys. 11.2). Kąt pochylenia jest zazwyczaj
zmienny w zakresie 40-70°, obroty stałe. Obroty krytyczne wynoszą
144
Rys. 1 1 . 1 . Schemat granuiatora bę-
bnowego: l — bęben obrotowy, 2 —
surowiec plus recykulowane drobne
cząstki produktu, 3 - natrysk wody
lub lepiszcza, 4 — produkt
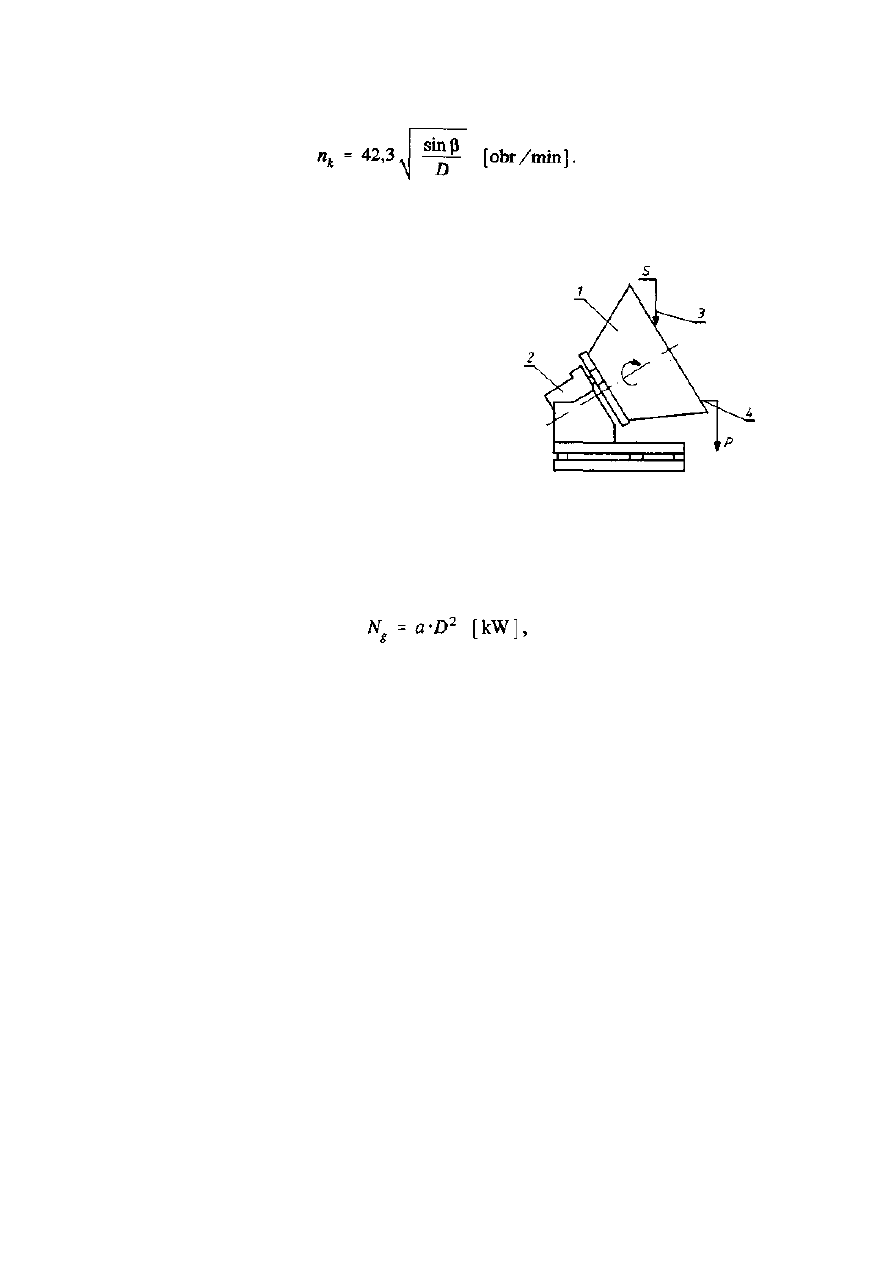
Granulację prowadzi się zazwyczaj gdy obroty osiągną 0,75 n
k
. Surowiec i
recyrkulowane cząstki są mieszane i natryskiwane cieczą dyszami hydraulicznymi
o kącie rozpyłu wynoszącym zwykle 60°.
Średnica kropel natrysku określa rozmiar cząstek
surowca i produktu. Granule o mniejszych
rozmiarach otrzymuje się z kropel o mniejszej
średnicy. W granulatorach zarówno talerzowych,
jak i stożkowych (rys. 11.3) granulacja zachodzi
w wyniku toczenia się, obracania i ślizgania się
cząstek, z jednoczesną ich segregacją. Granule
największe znajdują się w pobliżu krawędzi
granulatora, skąd są odbierane. Zawracanie części
produktu, nawet kilkudziesięciu procent ładunku,
stanowi tzw. szczepionkę, na której następuje
wzrost granul. Liczba obrotów talerza wynika
z wartości stosowanej liczby Frouda, która
wynosi tu Fr = 0,4-0,9. Zużycie mocy N podczas granulacji jest związane ze
średnicą talerza D [m]
gdzie a — współczynnik zależny od wielkości talerza l ,0-2,2.
Granulatory talerzowe mają zdolność klasyfikacji granulatu, dlatego produkt
stanowią granule o zbliżonych rozmiarach, również dużych. W granulatorach
bębnowych natomiast otrzymuje się granule o szerokim zakresie rozmiarów, co
jest często niekorzystne. Granulatory bębnowe są mało czułe na zmiany jakości i
ilości surowca, w przeciwieństwie do talerzowych.
Większość stosowanych mieszarek, tzw. przesypowych, np. typu V, plane-
tarnych i innych, może być również stosowana do granulacji proszków, po za-
instalowaniu doprowadzenia cieczy, jeśli to konieczne. Mechanizm aglomeracji w
tych mieszalnikach jest analogiczny jak w bębnowych. Granulacja w mie-
szarkach może być prowadzona okresowo lub w sposób ciągły. Do granulowania
dużych strumieni mas materiałów stałych są stosowane mieszarki typu Eiricha,
z mieszadłami planetarnymi (rozdz. 10). Stosunek obrotów talerza do mieszadła
wynosi tu 1:5, warstwa granulowanego materiału wynosi natomiast zwykle ok. 25
cm. Czas granulacji w odniesieniu do nawozów wynosi 3-8 min.
Prócz tego są również stosowane mieszarki poziome, korytowe z miesza-
dłami łopatkowymi i natryskiem różnego rodzaju cieczami w połączeniu z su-
szeniem.
Do wytwarzania granul o małych rozmiarach 0,2-2 mm, o budowie nieregu-
larnej są stosowane wysokoprędkościowe mieszalniki ścinające, zarówno
145
Rys. 1 1 . 3 . Granulator stożkowy: l —
bęben stożkowy, 2 - napęd, 3 —
surowiec, 4 - produkt
poziome, jak i pionowe z opadającą kurtyną proszku. Do wymienionej strefy jest
wprowadzany strumień pary, natrysk wody lub mgły w celu zwilżenia i aglomeracji
cząstek. W trakcie mieszania następuje wzrost i rozdrabnianie słabych
aglomeratów, co jest wykorzystywane do wytwarzania cząstek — surowca do
granulacji innymi metodami. Wraz ze zwiększeniem prędkości wirowania
mieszadeł rozmiar granul maleje. Metoda służy m. in. do granulowania materiałów
wrażliwych na działanie podwyższonej temperatury, takich m. in. jak detergenty
granulowane z dodatkiem krzemianu sodu, kawa granulowana przez
przedmuchiwanie parą wodną i inne.
11.3. GRANULATORY CIŚNIENIOWE
W granulatorach ciśnieniowych do granulacji proszków są stosowane siły
zewnętrzne w określonej przestrzeni zagęszczania i ściskania. Produkt ma postać
tabletek, pastylek, brykietów lub wytłoczek. Siły ściskające deformują powierzchnię
i modyfikują strukturę materiału. Jeśli deformacja zachodzi łatwo, to nie jest
konieczny dodatek lepiszcza. Dla polepszenia deformacji, właściwości
przepływowych i kohezyjnych oraz wytrzymałości aglomerowanych materiałów są
stosowane dodatki substancji smarujących lub lepiszcza. Często jest stosowany
dodatek anhydrytu.
Do spowodowania aglomeracji ciśnieniowej jest stosowany nacisk tłoka, walców,
ślimaków i innych elementów o specjalnych kształtach. Wielkość granul jest tu
niezależna od rozmiarów cząstek surowca.
Podczas granulacji przez ściskanie dużych
objętości proszków są stosowane walce gładkie lub
profilowane, będące zasadniczym elementem
roboczym tzw. brykieciarek
(rys. 11.4).
Aglomerowany proszek jest dozowany pomiędzy
poziome walce, dociskane do siebie układem
sprężyn lub hydraulicznie i obracające się w tym
samym kierunku (rys. 11.5). Surowiec wciągany do
szczeliny
lub wtłaczany (rys. 11.6) jest ściskany do grubości 1 - 1 0 mm. Średnica walców
wynosi 150-1000 mm, długość natomiast 50-700 mm. Wyciskanie materiału przez
jeden lub wiele otworów jest stosowane w aglomerowaniu materiałów pastowatych,
w prasach ślimakowych i ślimakowo-walcowych (rys. 11.6). Wyciskanie jest
kombinowane z prasowaniem walcowym i zagniataniem, w przetwórstwie tworzyw
sztucznych i materiałów ceramicznych.
Granulatory tłokowe, zwane tabletarkami umożliwiają wytwarzanie różnego
kształtu tabletek. W tabletkowaniu bezpośrednim surowiec zmieszany z
lepiszczem, lub innymi dodatkami, jest wytłaczany bezpośrednio. Poszczególne
stadia tabletkowania przedstawia rys. 11.7. Tabletkarki o dużej wydajności,
146
Rys. 11.4. Typowy kształt powierz-
chni bębna brykieciarki i brykietu
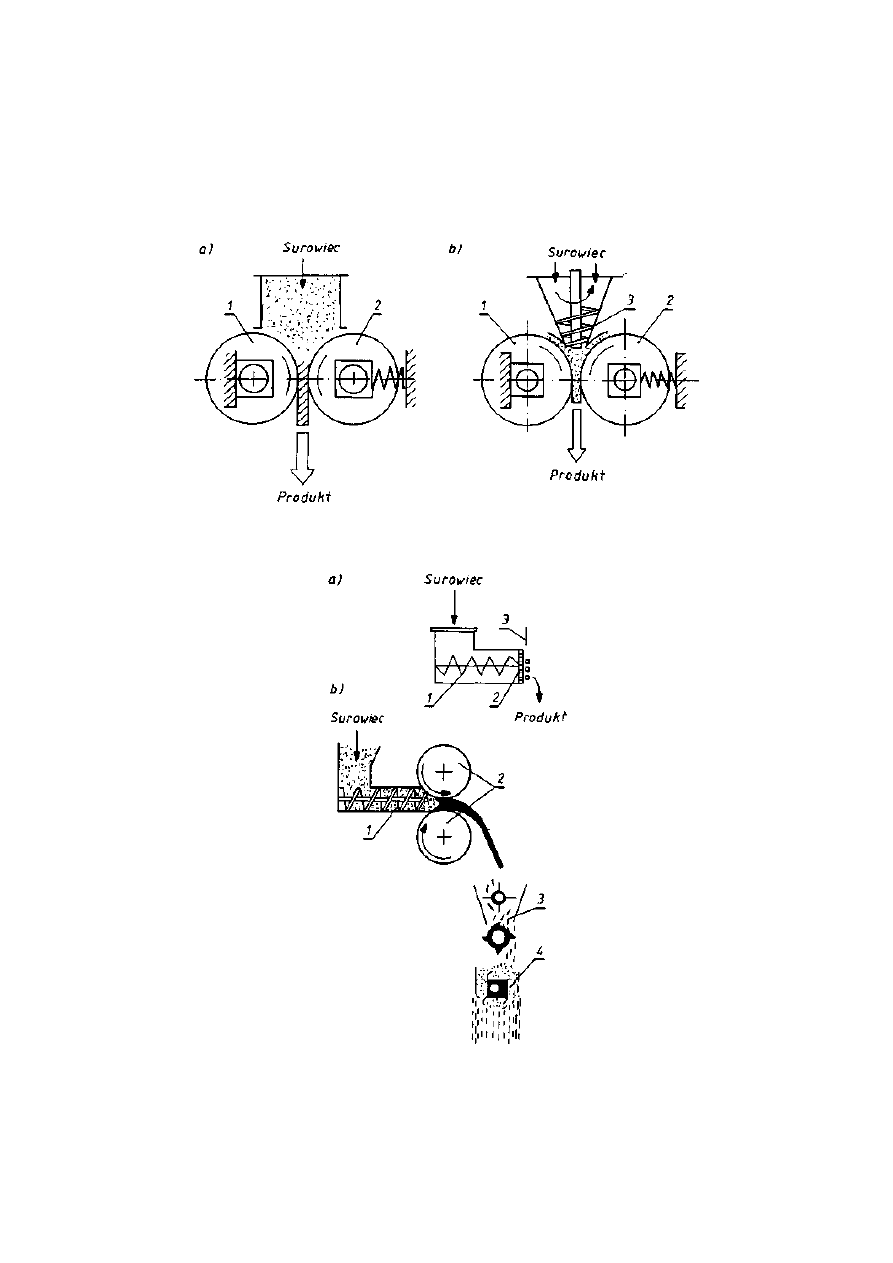
stosowane m. in. w przemyśle farmaceutycznym i metalurgicznym, stanowią prasy
mimośrodowe i stoły obrotowe, przystosowane do wytłaczania tabletek o ściśle
określonych rozmiarach i kształcie. Dla większych wydajności są stosowane prasy
walcowe z profilowanymi otworami na powierzchni (rys. 11.4).
Rys. 11.5. Schematy pras walcowych: a) z wciąganiem surowca, b) z wtłaczaniem; l ,2 - walce,
3 — ślimak
Produkt
Rys. 11.6. Prasy: a) ślimakowa; l - ślimak, 2 - matryca z otworami, 3 - nóż; b) ślimako-wo-walcowa;
l — ślimak, 2 - walce, 3 - młynek nożowy, 4 — rozdrabniarka z sitem
147
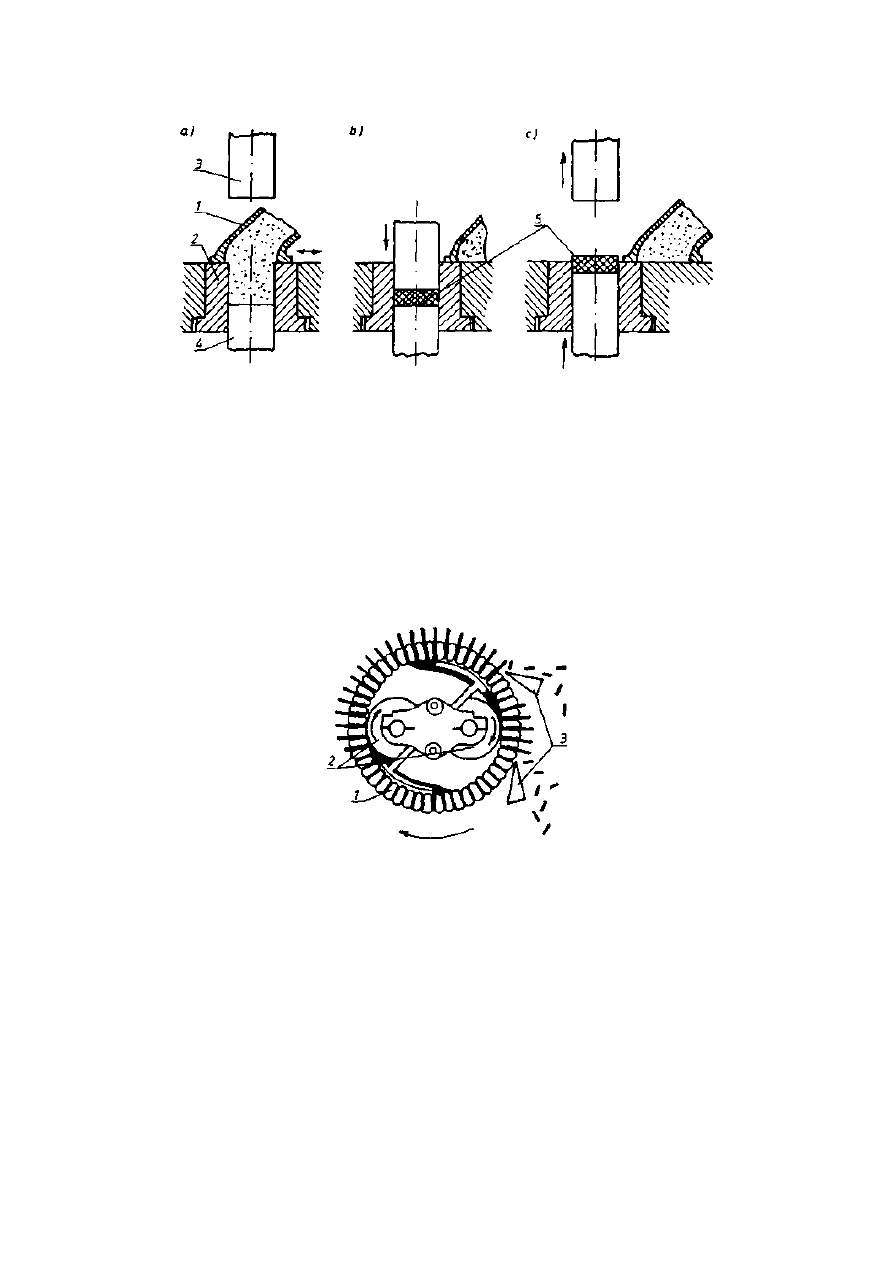
Rys. 1 1 . 7 . Schemat tabletkowania mimośrodowego: a) dozowanie, b) ściskanie — prasowanie, c)
wypychanie tabletki; l — przewód dozujący, 2 — matryca, 3,4 — tłoczek — stempel górny
i dolny, 5 - tabletka
W tabletkowaniu pośrednim surowiec jest wstępnie zagęszczany, prasowany i
kierowany do tabletkarki. Tabletkowanie na mokro dotyczy materiałów od-
pornych na ściskanie. Surowiec jest wówczas mieszany w mieszalniku planetarnym
lub granulatorze wysokoprędkościowym, z powolnym dozowaniem lepiszcza lub
wody, po czym granule są wyciskane w granulatorach ślimakowych lub
sitowych, wibracyjnych. Granulatory rolkowe i sitowe z wyciskaniem materiału i
ścinaniem lub z kruszeniem przedstawia rys. 11.8.
Rys. 11.8. Tabletkarka obrotowo-rolkowa: l — pierścień obrotowy, 2 — rolki, 3 — noże
11.4. GRANULATORY TERMICZNE
W granulatorach termicznych aglomeracja cząstek zachodzi w wyniku prze-
nikania ciepła do zbiorowiska cząstek i wiąże się z następującymi zjawiskami:
— suszeniem substancji wiążącej,
— łączeniem w wyniku nadtapiania,
— reakcją chemiczną w wysokiej temperaturze,
— zestalaniem się lub krystalizacją podczas chłodzenia.
148
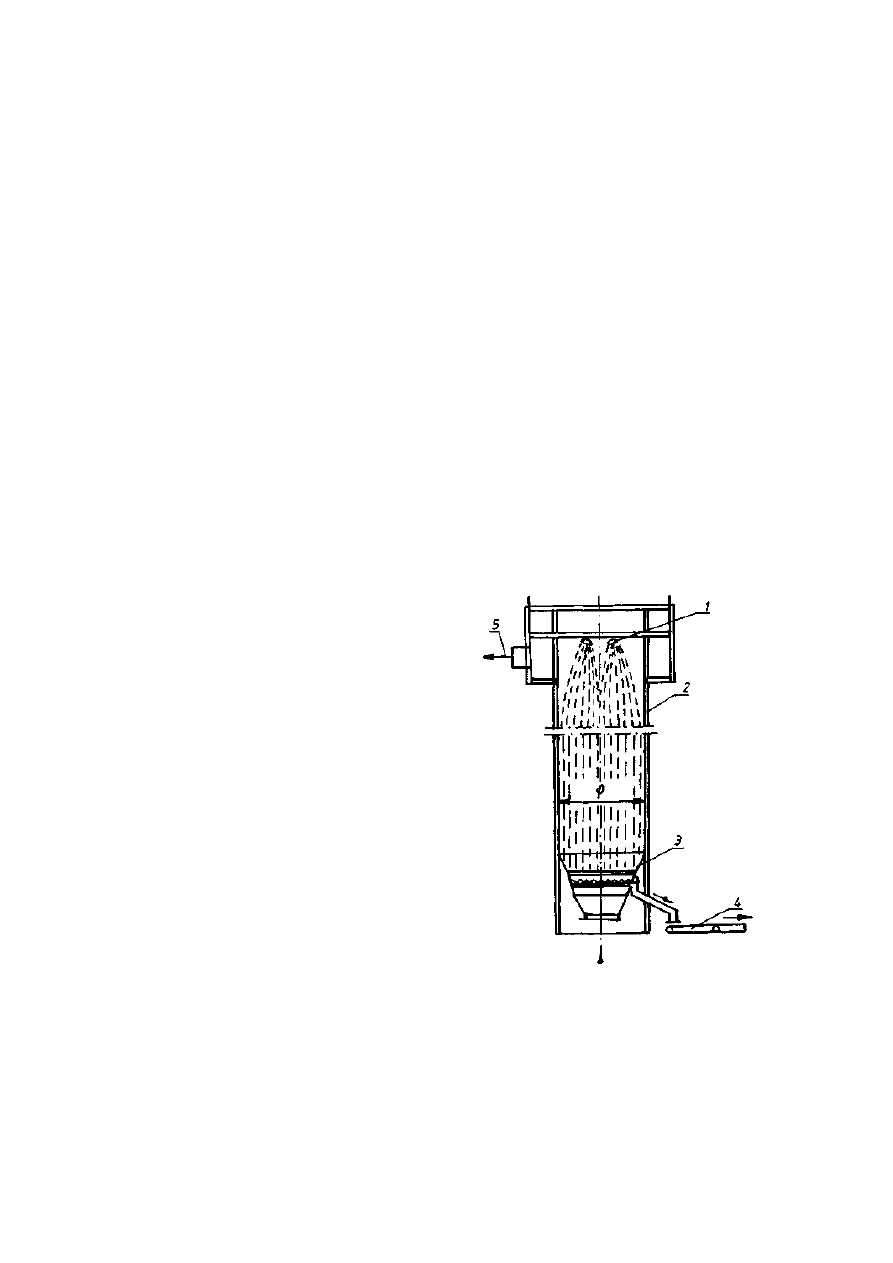
Ciepło może być dostarczone bezpośrednio przez spalanie paliwa stałego,
zmieszanego z aglomerowanymi cząstkami lub pośrednio, przez ogrzewanie
spalinami w procesie zwanym spiekaniem. Ciepło może być również dostarczane
lub odbierane przeponowe, przez powierzchnię bębna lub taśmę suszarki. Dotyczy
to w dużym stopniu granulacji ze stopów i stężonych roztworów (zawiesin), które po
zestaleniu są zbierane z powierzchni bębna odpowiednimi nożami lub ulegają
kruszeniu podczas zmiany kierunku taśmy w postaci płatków. Często aglomeracja
termiczna jest drugim etapem granulacji, w którym zachodzi utrwalenie połączeń
pomiędzy cząstkami i twardnienie produktu. Spiekanie jest stosowane do
granulowania drobnych proszków rud metali, ceramiki i innych kompozytów.
Surowiec podawany na ruchomą taśmę tworzy na niej określonej grubości warstwę.
W trakcie przepływu przez strefę o wysokiej temperaturze, cząstki ulegają spiekaniu
z wytworzeniem porowatej masy, tzw. aglomeratu, który jest następnie rozdrabniany
(łamany) i przesiewany na sitach. Drobne cząstki są zawracane do surowca.
11.5. GRANULATORY NATRYSKOWE I DYSPERSYJNE
W granulatorach natryskowych granulat otrzymuje się z cieczy, zawiesin lub
stopów wprowadzanych do aparatu procesowego w postaci natrysku. Granulacja
zachodzi w wyniku:
— krystalizacji rozpyłowej lub zestalania,
— suszenia stężonej zawiesiny lub
wilgotnych cząstek ciała stałego.
Granulacja jest prowadzona w su-
szarkach rozpytowych i fluidalnych oraz w
wieżach granulacyjnych. Metoda jest
szeroko stosowana w przemyśle
farmaceutycznym, spożywczym, chemi-
cznym, ceramicznym itp.
Do rozpylania wymienionych surowców
jest stosowana duża liczba urządzeń
rozpylających zapewniających rozpył,
różniący się pod względem zarówno średniej
średnicy kropel, jak i rozkładu ich
rozmiarów.
Granulacja w wieżach granulacyjnych
dotyczy zwykle substancji jednorodnych o
określonej temperaturze topnienia i odbywa
się ze stopów, stężonych roztworów lub
zawiesin. Krople wytworzone ze stopu na
szczycie wieży
Rys. 11.9. Wieża granulacyjna: l — urzą-
dzenie zraszające, 2 - wieża, 3 - chłodnica
fluidalna, 4 - przenośnik produktu, 5 — gazy
odlotowe
149
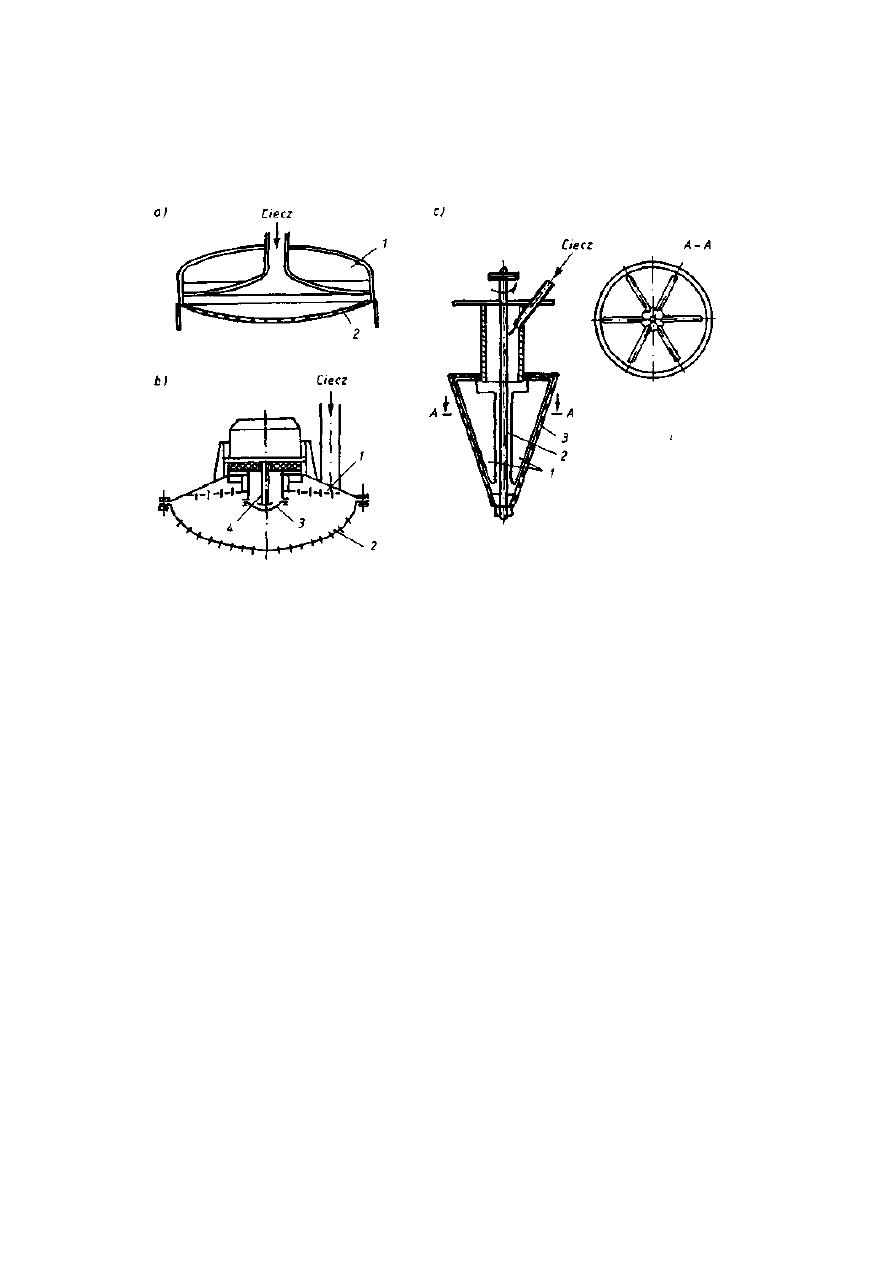
(rys. 11.9), opadając w przeciwprądzie w strumieniu zimnego powietrza zestalają
się do kształtu kulistego.
Rys. 1 1 . 1 0 . Urządzenia natryskowe w wieżach granulacyjnych: a) rozpryskiwacz statyczny;
l — izolacja powietrzna, 2 — perforowana czasza; b) rozpryskiwacz wibracyjny; l - dystrybutor
cieczy, 2 — perforowana czasza, 3 — membrana, 4 — trzpień wibrujący; c) rozpryskiwacz
odśrodkowy; l — przegrody, 2 — wal, 3 — stożek perforowany
Lepkość cieczy i wymagana średnica kropel w największym stopniu określają
rodzaj urządzenia rozpylającego. Na przykład stopiony mocznik lub saletrę
amonową, które mają małą lepkość, rozpyla się pod małym ciśnieniem przez
proste otwory w rurach lub sitach umieszczonych na szczycie wieży (rys.
ll.lOa). Szlamy i stopy o wysokiej lepkości, powyżej 100 (N-s)/m
2
lub zawiesiny
są rozpylane koszami wibracyjnymi, z odpowiednio dużymi otworami (rys. ll.lOb)
lub rozpylaczami odśrodkowymi (rys. ll.lOc). Średnicę wieży określa strumień
masy materiału granulowanego i niezbędny przepływ powietrza chłodzącego,
bez nadmiernego unoszenia drobnych cząstek. Wysokość wież dochodzi do 60
m. Produkt — granulat — charakteryzuje się jednorodnością rozmiarów.
Zastosowanie metody jest jednak ograniczone do substancji o wysokiej
temperaturze topnienia i małym cieple krystalizacji. Koszt inwestycyjny jest duży,
niski jest natomiast koszt eksploatacyjny. Istotny problem stanowi duży strumień
unoszonych cząstek, wraz ze strumieniem gazów odlotowych i jego odpylanie.
Granulacja metodą suszenia rozpyłowego odbywa się w suszarkach roz-
pyłowych przez rozpylanie zawiesiny (szlamu), koloidu lub roztworu do strumienia
gazu suszącego w przepływie współprądowym lub przeciwprądowym
150
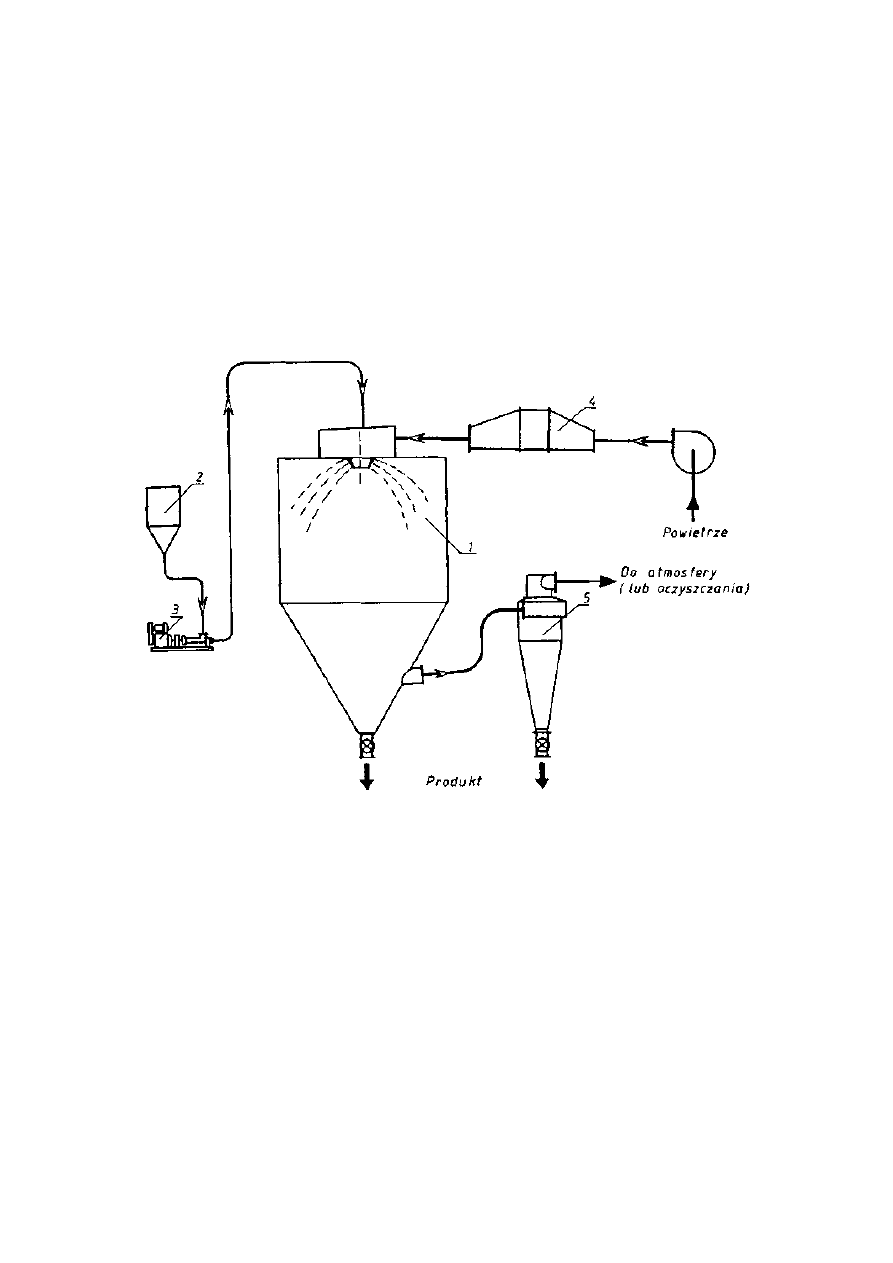
(rys. 1 1 . 1 1 ) . Do rozpylania są stosowane rozpylacze wirowe talerzowe, dysze
hydrauliczne lub pneumatyczne. Rozpylacze wirowe i hydrauliczne dają rozpyl w
postaci kropel o średnicy 80-500 µm, pneumatyczne 10-100 µm. W wyniku rozpyłu
uzyskuje się dużą powierzchnię wymiany ciepła i masy, co pozwala suszyć
materiały wrażliwe na podwyższoną temperaturę. Produkt stanowi drobny proszek
o kształcie cząstek, zbliżony do kulistego, w którym zewnętrzna skorupa stanowi
lepiszcze, rdzeń zaś surowiec. Produkt suszenia rozpyłowego jest często
poddawany dalszej aglomeracji w granulatorach ciśnieniowych lub fluidalnych.
Zagadnienia suszenia w szerszym zakresie omówiono w rozdz. 20.
Rys. 1 1 . 1 1 . Schemat instalacji suszenia — granulowania rozpyłowego: l — suszarka, 2 — po-
jemnik surowca, 3 — pompa dozująca, 4 — nagrzewnica, 5 — cyklon (filtr tkaninowy)
Granulacja fluidyzacyjna jest prowadzona w wielu rodzajach granulatorów
fluidalnych. Wzrost rozmiarów cząstek (granul) jest związany z parametrami
fluidyzacji i granulacji, spośród których wyróżnić można: procesowe, aparaturowe
i parametry produktu. Schemat suszarki (granulatora fluidalnego) przedstawia
rys. 1 1 . 1 2 . Parametry aparatury to m. in.: charakterystyka półki-dystrybutora
gazu, kształt aparatu, położenie dyszy rozpylającej, ciśnienie, powiększenie skali
aparatu. Typowe parametry procesowe są następujące: prędkość liniowa gazu u =
(3-20)u
mf
= 0,1-2,5 m/s; ekspansja złoża H/H
mf
= 0,5-3,0; strumień cieczy
zraszającej 0,005-1 kg/(m
2
-s); temperatura złoża 318-773 K; średnica złoża 0,1-
8,0 m; początkowy rozmiar cząstek
151
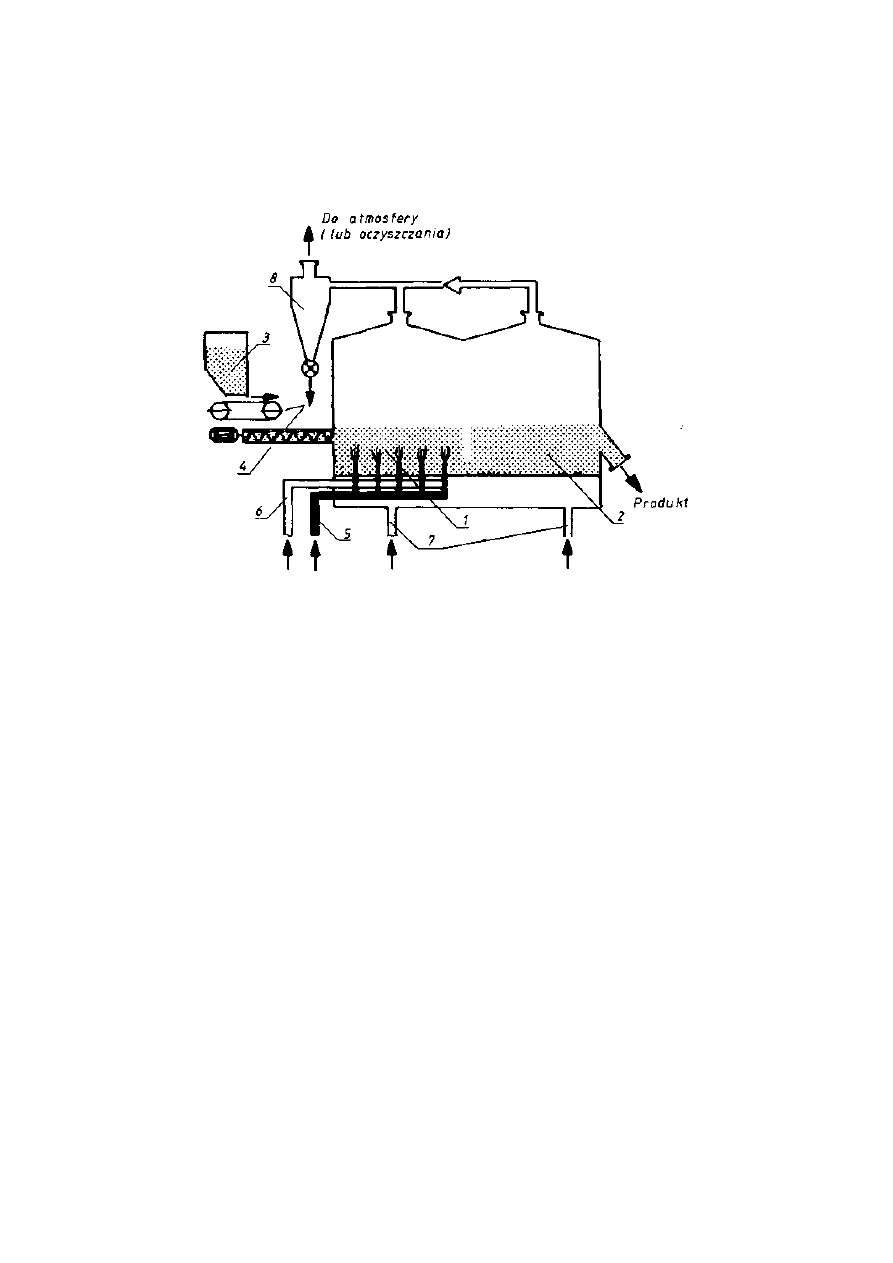
50-500 µm. Natrysk cieczy w postaci roztworu lub stopu odbywać się może na
powierzchnię lub do wnętrza złoża, dyszami hydraulicznymi lub pneuma-
tycznymi.
Rys. 1 1 . 1 2 . Schemat granulatom fluidalnego z chłodzeniem produktu: l — złoże fluidalne -
granulowane, 2 — chłodzenie produktu, 3 - pojemnik surowca, 4 - podawanie — dozowanie
surowca z zawracanym pyłem, 5 - roztwór (stop), 6 — powietrze do rozpylania, 7 - powietrze do
fluidyzacji, 8 — cyklon (filtr)
Krople cieczy uderzając o powierzchnię cząstek złoża są suszone i pozo-
staje z nich tzw. sucha pozostałość. Mechanizm powiększania cząstek jest
następujący: aglomeracja zwilżonych cząstek i tworzenie mostków stałych oraz
nawarstwianie i wzrost średnicy cząstek. Drugi mechanizm wykorzystuje się
szeroko do pokrywania różnego rodzaju granulatów cienką warstwą substancji
ochronnych. W procesach granulacji cząstek o dużych rozmiarach, płatków,
tabletek jest stosowane złoże fontannowe, z racji dobrego mieszania i
przenikania ciepła w układzie gaz-ciecz. Otrzymywany granulat ma rozmiary 500
µm-6 mm, kształt zbliżony do kuli i nieregularną powierzchnię. Szybkość
wzrostu granul jest proporcjonalna do powierzchni złoża i nie zależy od roz-
miarów cząstek. W złożu fluidalnym są prowadzone procesy pokrywania ta-
bletek i granul substancjami różnego rodzaju poprzez natrysk złoża. Granule
otrzymane w złożu fluidalnym mają strukturę bardziej porowatą niż otrzymane
innymi metodami: są bardziej sypkie i kruche. Suszarki rozpyłowe i fluidalne
mogą być zestawione szeregowo w celu dalszego zwiększenia rozmiarów cząstek
produktu, suszenia i chłodzenia. Proces może być również prowadzony w
jednym aparacie, gdy dół suszarki rozpyłowej stanowi suszarkę-granulator
fluidalny.
152

11.6. GRANULACJA W CIECZY
Zwiększenie rozmiarów cząstek stałych może zachodzić w wyniku dodania:
1. Elektrolitu do zawiesiny i zmiany potencjału Zeta, co prowadzi do zwięk-
szenia możliwości zderzeń wzajemnych cząstek (dodatek flokulantów).
2. Niemieszającej się cieczy zwilżającej cząstki, które koagulują w postaci
sferycznych aglomeratów.
Cząstki stałe w cieczy stanowią często zanieczyszczenia o bardzo małych
rozmiarach, trudne do wydzielenia z cieczy. Aglomeracja tych cząstek, realizo-
wana przez dodatek flokulanta i mieszanie, prowadząca do wytworzenia tzw.
flokuł, konglomeratów lub włókien, umożliwia wydzielenie ich z cieczy metodami
klasycznymi, omówionymi w rozdz. 12.
11.7. DOBÓR METODY I APARATU DO GRANULACJI
Dobór metody granulacji i granulatora jest oparty w pierwszym rzędzie na
adaptacji metody stosowanej dla materiału podobnego. Bardziej wnikliwe podejście
wymaga ścisłego zdefiniowania problemu i obiektu granulacji, po czym są
dobierane metody możliwe i porównywane według cech istotnych, które stanowią
następujące właściwości:
1. Charakterystyka fizykochemiczna surowca.
2. Wymagana wydajność
3. Rozmiar i rozkład rozmiarów granulatu.
4. Kształt aglomeratów.
5. Wytrzymałość aglomeratów
6. Porowatość i gęstość granul.
7. Metoda granulacji sucha lub mokra.
8. Możliwość jednoczesnego prowadzenia innych procesów.
9. Ograniczenia lokalizacyjne.
O ostatecznym doborze metody i instalacji granulacyjnej decyduje minimum
kosztów całkowitych projektu.
LITERATURA
[1] KLASSIEN P.W.,
GRISZAJEW
I.G., Podstawy techniki granulacji, WNT, Warszawa 1989.
[2]
SHERRINGTON
P.J.,
OLIVER
R., Granulation, Heyden, London 1981.
[3] Enlargement and Compaction of Paniculate Solids, Ed. Naylond G. Stanley-Wood, Butter-
worths, London 1983.
[4] PlETSCH W., Size Enlargement by Agglomeration, John Willey & Sons, Chichester 1991.
[5]
KADAM KIRAN
L., Granulation Technology for Byproducts, CRC Press, Boca Raton, Fl, 1992.
153

12. APARATURA DO ROZDZIELANIA
CIEKłYCH UKŁADÓW NIEJEDNORODNYCH
12.1. WPROWADZENIE
Ciekły układ niejednorodny stanowi mieszaninę składającą się co> najmniej z
dwóch faz, w której ciecz stanowi fazę ciągłą. Niejednorodność układu wynika
z obecności w nim fazy rozproszonej (nieciągłej). Mieszaniny ciekłe
niejednorodne to układy dwufazowe: ciecz—ciało stałe, ciecz—ciecz, ciecz—gaz i
układ trójfazowy ciecz—ciało stałe—gaz.
W zależności od składu fazowego i stanu dynamicznego wymienionych
układów są stosowane określenia: zawiesina, emulsja, piana. Każdy z układów
charakteryzuje się stężeniem i rozmiarami cząstek fazy rozproszonej. W za-
wiesinie cząstki stałe mają rozmiary >0,1 µm, w roztworze koloidalnym nato-
miast poniżej 0,1 µm. Emulsja stanowi układ nie mieszających się cieczy, o
różnym stężeniu i rozmiarach cząstek fazy rozproszonej. Piana stanowi układ
dwufazowy ciecz—gaz, w którym pęcherzyki gazu są otoczone warstewkami
cieczy i zamknięte w ich strukturze. Mimo że ułamek objętości zajmowany przez
ciecz jest < 0,05 fazę ciągłą układu stanowi ciecz.
Rozdzielanie (separację) ciekłych układów prowadzi się metodami mechani-
cznymi i termicznymi (rys. 12.1). W niniejszym rozdziale zostaną omówione
metody mechaniczne, metody termiczne natomiast związane z doprowadzeniem
energii do układu na sposób ciepła, dotyczą suszenia materiałów (rozdz. 20).
Metody mechaniczne, w największym stopniu są stosowane do rozdzielania
zawiesin w wyniku działania sił: ciężkości, ssania lub ciśnienia, odśrodkowych.
Sposób rozdzielania zależy od stężenia, rozmiaru i natury cząstek, wielkości
strumienia zawiesiny, preferencji odnośnie do produktów rozdzielania i stopnia
ich czystości. Z natury działania wymienionych sił wynika podział metod roz-
dzielania ciekłych układów niejednorodnych na sedymentacyjne i filtracyjne.
Rozdzielanie sedymentacyjne grawitacyjne prowadzi się w osadnikach (kla-
rownikach), odśrodkowe natomiast w wirówkach sedymentacyjnych i hydrocy-
klonach.
Filtrację prowadzi się w filtrach warstwowych, nuczach filtracyjnych, pra-
sach filtracyjnych, filtrach próżniowych, filtrach dynamicznych i wirówkach
filtracyjnych.
Do rozdzielania ciekłych układów niejednorodnych, zawierających cząstki
submikronowe w niewielkich stężeniach, są stosowane specjalne metody roz-
dzielania i specyficzna aparatura procesowa [2].
154
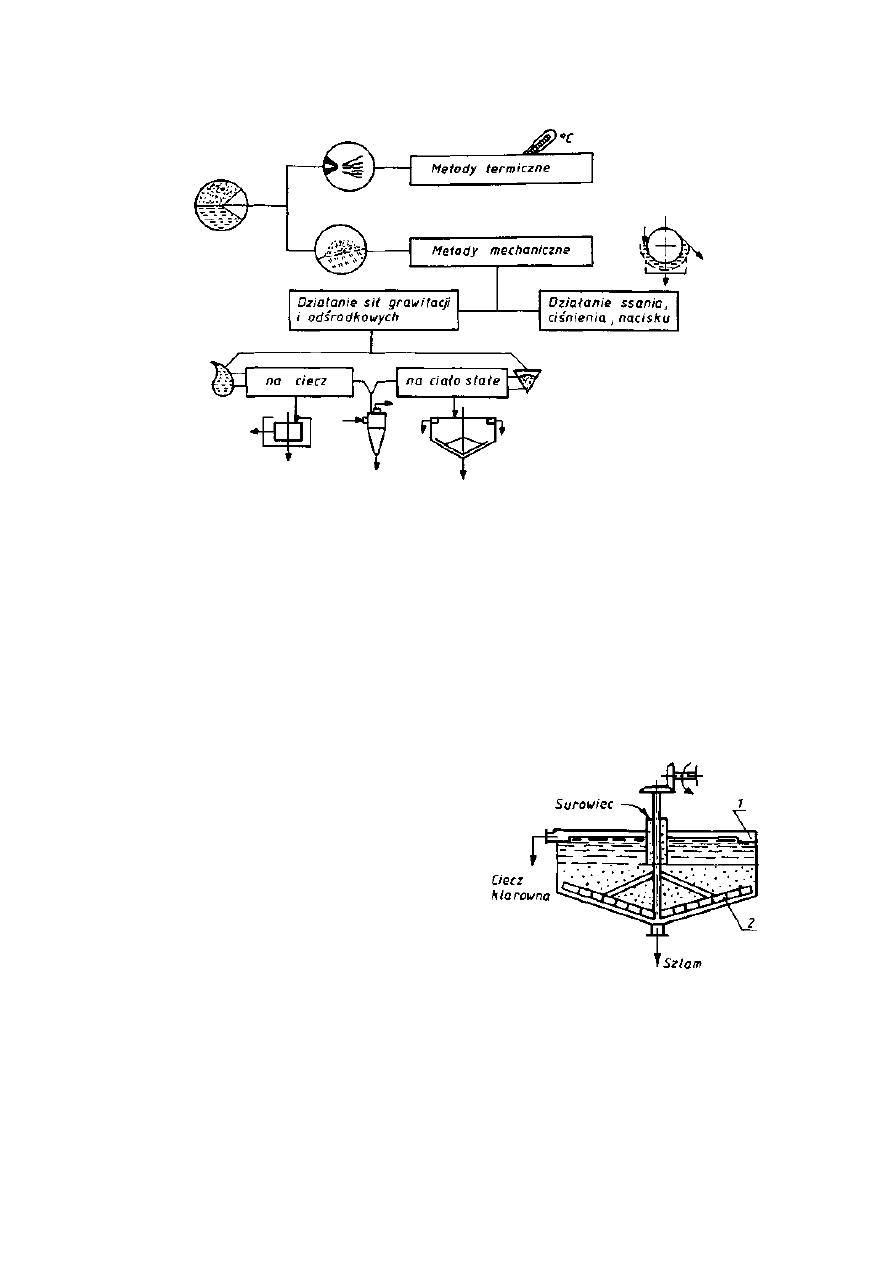
Rys. 1 2 . 1. Metody rozdzielania ciekłych mieszanin niejednorodnych
12.2. ODSTOJNIKI-KLAROWNIKI
Rozdzielanie w odstojnikach—klarownikach jest oparte na opadaniu cząstek
stałych z prędkością zależną od ich rozmiaru i stężenia. W odstojnikach następuje
wzrost stężenia względnie dużych cząstek w zawiesinie, w klarownikach
natomiast z cieczy są wydzielane małe ilości cząstek, stanowiące jej zanie-
czyszczenie i zasadniczy produkt rozdziału stanowi czysta ciecz.
Odstojniki stanowią zbiorniki o dużej
powierzchni, wyposażone w mieszadła, zwykle
grabiowe (rys. 12.2). W celu przyspieszenia
sedymentacji niektórych cząstek (osadów) do
zawiesiny są dodawane flokulanty lub
koagulanty.
Koagulanty,
substancje
nieorganiczne, neutralizują
ładunki
powierzchniowe na cząstkach, co umożliwia
ich zderzenia i koagulację. Są stosowane
związki glinu, chlorek i siarczan żelaza.
Flokulanty — są to wielkocząsteczkowe
związki organiczne lub polimery tworzące
struktury sieciowe, plastrowe itp. Stanowią je
m. in. poliakryloamidy i poliakrylany. Niekiedy
oba specyfiki są dodawane jednocześnie. Koagulanty wymagają zazwyczaj
więcej czasu do wytworzenia
Rys. 12.2. Odstojnik (osadnik): l - przelew
cieczy klarownej, 2 — mieszadło
grabiowe
155
flokuł niż flokujanty. Dobre wyniki działania koagulantów i flokulantów, tj.
zwiększenie szybkości sedymentacji, uzyskuje się wtedy, gdy cząstki mają
rozmiary mniejsze niż 70 µm. Dobór właściwych koagulantów i flokulantów
wymaga testów wstępnych. Szybkość opadania cząstek w zawiesinie według
znanego równania Richardsona i Żaki — gdy Re < 0,2, objętość cząstek w
zawiesinie wynosi zaś x
v
= 0,07-0,36, prędkość opadania pojedynczej cząstki wg
prawa Stokesa u
st
— określa wyrażenie
według którego szybkość opadania cząstek maleje wraz ze wzrostem ich stę-
żenia.
Odstawanie lub klarowanie może być prowadzone okresowo lub w sposób
ciągły. W warunkach przemysłowych dominują osadniki ciągłe. Podczas sedy-
mantacji w odstojniku wyróżnić można trzy strefy. Surowiec jest podawany do
strefy środkowej — wypadania. Ze strefy wypadania cząstki opadają do strefy
dolnej, zagęszczania. Ciecz klarowna natomiast odpływa do strefy górnej, do
przelewu. Wydajność odstojnika określa zdolność aparatu do zagęszczania za-
wiesiny lub klarowania cieczy i jest proporcjonalna do pola jego powierzchni
gdzie m
z
— strumień masy zawiesiny, u — prędkość cieczy w odstojniku, p
L
—
gęstość cieczy, x
l
i x
2
— stężenie ciała stałego w zawiesinie na wlocie i
odpływie z odstojnika.
Wysokość odstojnika zależy od czasu przebywania cząstek w strefie zatę-
żania. Wysokość pozostałych stref wynosi 0,6-1,0 m. Średnica odstojników
kołowych, metalowych jest <25 m, betonowych natomiast dochodzi do 100 m.
Dno odstojnika jest zwykle nieznacznie nachylone w kierunku odpływu. Zada-
niem mieszadła grabiowego w odstojniku, które wykonuje 2,5-20 obr/min, jest
zagęszczanie zawiesiny do stężenia 35-55% i wolne przesuwanie jej do odpływu.
Dla lepszego wykorzystania miejsca są budowane odstojniki wielokomoro-we o
małej wysokości, usytuowane jeden nad drugim.
Szybkość sedymentacji cząstek stałych z cieczy może być zwiększona kil-
kakrotnie przez zainstalowanie w odstojnikach nachylonych półek pod kątem do
30-60°, które noszą wówczas nazwę lamelowych (rys. 12.3). Najbardziej
rozpowszechnione są odstojniki lamelowe, przeciwprądowe, w których zawiesinę
doprowadza się do środkowej części komory. Ciecz klarowna przepływa
wówczas między płytami do przelewu górnego, a cząstki stałe, po sedymentacji,
zsuwają się po płytach do komory dolnej, skąd są odprowadzane jako wylew.
Przybliżoną liczbę płyt w odstojnikach lamelowych współ- i przeciwprądowych
obliczyć można ze wzoru
156
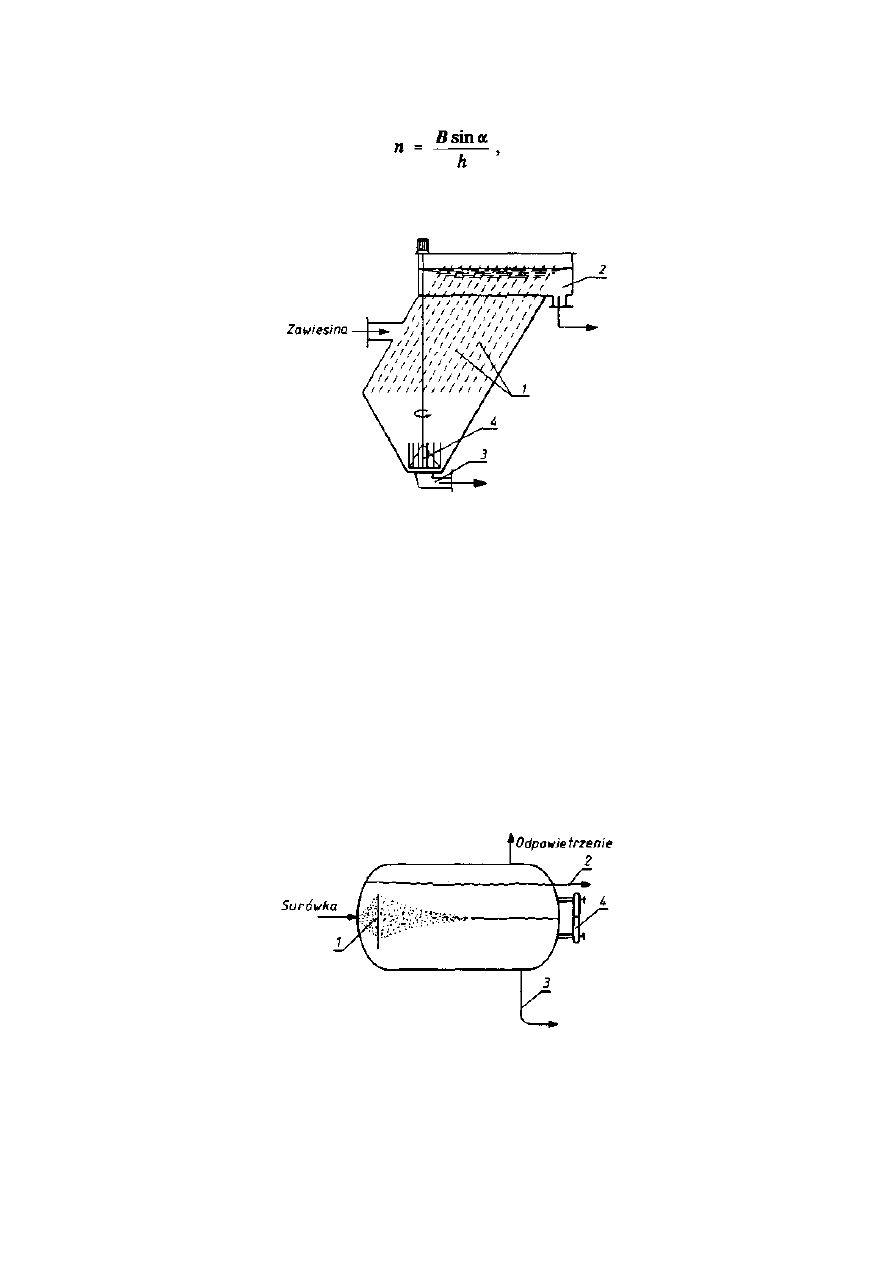
gdzie h — odległość między płytami (25-100 mm), B —
szerokość płyt, a — kąt pochylenia płyt.
Rys. 12.3. Odstojnik (separator) lamelowy: l - półki, 2 — przelew, 3 — wylew (szlam),
4 — mieszadło
Odstojniki są stosowane zarówno jako samodzielne aparaty do zagęszczania
zawiesin, flotacji, oczyszczania biologicznego ścieków, jak i we współpracy z
innymi aparatami procesowymi: reaktorami wielofazowymi, bioreaktorami,
krystalizatorami i in.
Odstojniki dla układów ciecz-ciecz, zwane również separatorami, są sto-
sowane m. in. w ekstrakcji i destylacji do rozdziału dwóch nie mieszających się
cieczy, różniących się gęstością. Wymiary separatora są oparte na czasie
przebywania mieszaniny, wymaganym do rozdziału faz. W celu uniknięcia po-
rywania jednej fazy przez drugą, zwłaszcza w odniesieniu do cieczy separujących
się wolno, jako separatory, są preferowane zbiorniki poziome, z zasilaniem i
odpływem po przeciwnych stronach (rys. 12.4). Dla dobrego rozdziału istotna jest
pozycja wzajemna obu przelewów.
Rys. 12.4. Separator nie mieszających się cieczy: l — przegroda, 2 — ciecz lżejsza, 3 — ciecz
cięższa, 4 — cieczowskaz
157
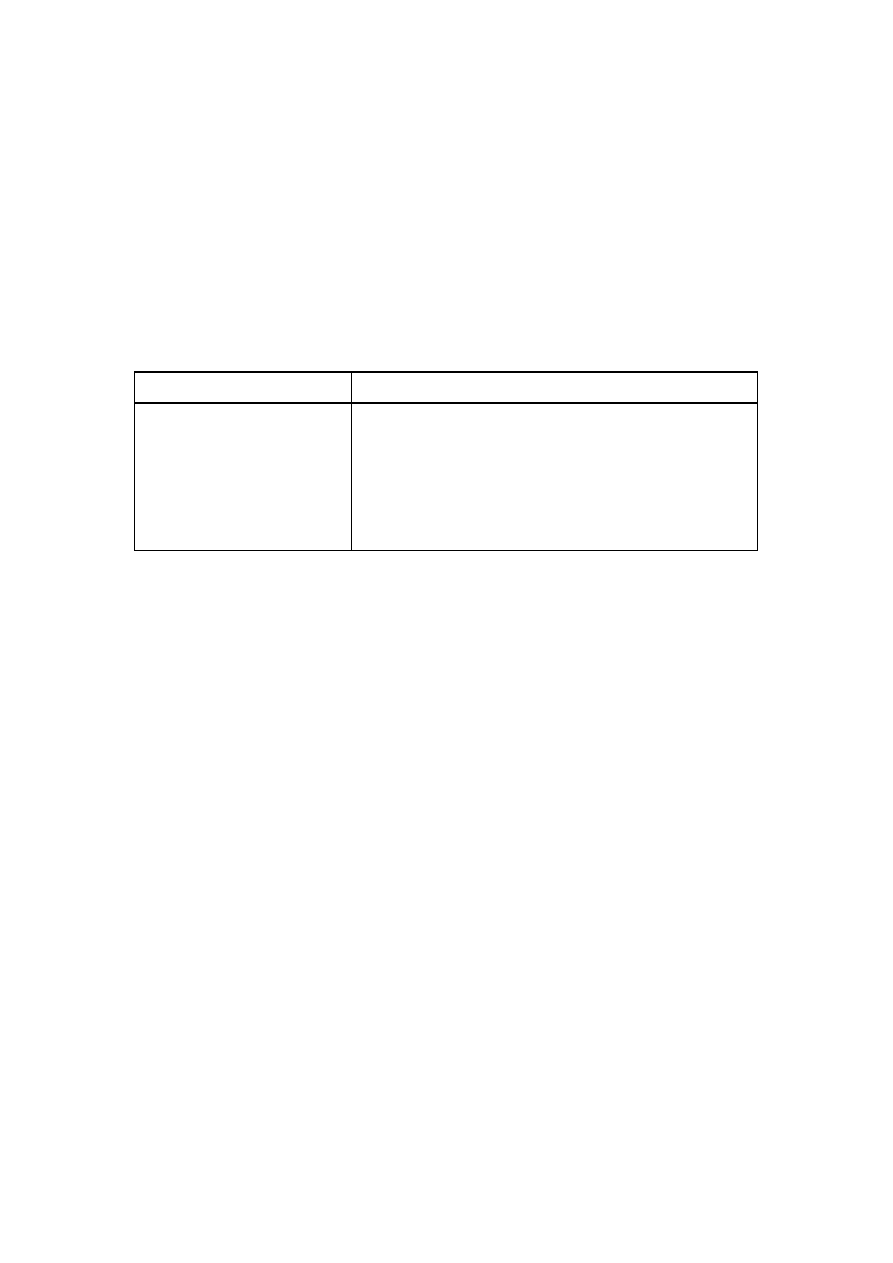
12.3. FILTRY
Filtry stanowią aparaty, w których na przegrodzie porowatej (filtracyjnej)
odbywa się rozdział zawiesiny na: osad ciała stałego (placek) zatrzymywany na
przegrodzie i ciecz przepływającą porami przegrody — filtrat (ciecz klarowna,
przesącz).
Przegrody filtracyjne stanowi wiele materiałów w postaci warstw luźnych i
zwartych oraz tkanin, stosowanych w różnych warunkach prowadzenia filtracji
(tabl. 12.1).
T a b e l a 12.1
Przegrody filtracyjne
Rodzaj, postać
Materiał
Tkaniny tkane Siatki
Tkaniny filcowe Płyty filtracyjne
Warstwy sztywne Warstwy
sypkie
włókna naturalne — bawełna, wełna, len, juta włókna sztuczne
— nylon, elana, polietylen, polipropylen, teflon, anilana, szkło,
metale wełna, sierść, włókna sztuczne celulozowe, bawełniane,
włókna sztuczne spieki metalowe, ceramiczne, szklane żwir,
węgiel, koks, ebonit, włókna cięte
Podczas filtracji trudno rozdzielających się zawiesin, w celu zwiększenia
szybkości filtracji i utworzenia porowatego placka są stosowane tzw. pomoce
filtracyjne z materiałów ziarnistych, m. in. diatomit. Jako materiał obojętny, o
nieregularnym kształcie ziaren, zapewnia on dużą sprawność filtracji i małą
absorpcję składników cieczy.
Podczas przepływu zawiesiny (surówki filtracyjnej) przez filtr, w wyniku
działania sił ssania i ciśnienia, wraz z czasem przebiegu filtracji warstwa osadu
na powierzchni filtracyjnej zwiększa się. Zarówno przebieg filtracji, jak i usuwanie
osadu, mogą przebiegać okresowo lub w sposób ciągły.
W filtracji okresowej prowadzonej w nuczach, prasach fitracyjnych ramo-
wych i płytowych (komorowych) filtracja jest prowadzona do czasu wytwo-
rzenia placka odpowiedniej grubości.
W filtracji ciągłej rozdzielanie odbywa się na powierzchni porowatego bębna
cylindrycznego, tarczy lub taśmy tak, że w sposób ciągły są odbierane osad ciała
stałego i filtrat.
Nucze stanowią najprostszy typ filtru okresowego. Jest to zbiornik, zwykle
cylindryczny z perforowanym dnem, na którym znajduje się przegroda filtracyjna
w postaci warstwy ziarnistej lub tkaniny. Filtry z warstwą ziarnistą są stosowane
do filtracji zawiesin rozcieńczonych — klarowania cieczy. Filtracja w nuczach z
tkaniną filtracyjną może przebiegać pod ciśnieniem słupa zawiesiny, pod
ciśnieniem zwiększonym lub próżnią w aparatach zamkniętych. Nucze, z racji
małej powierzchni filtracji, do 5 m
2
są stosowane do filtracji małych objętości
zawiesin.
158
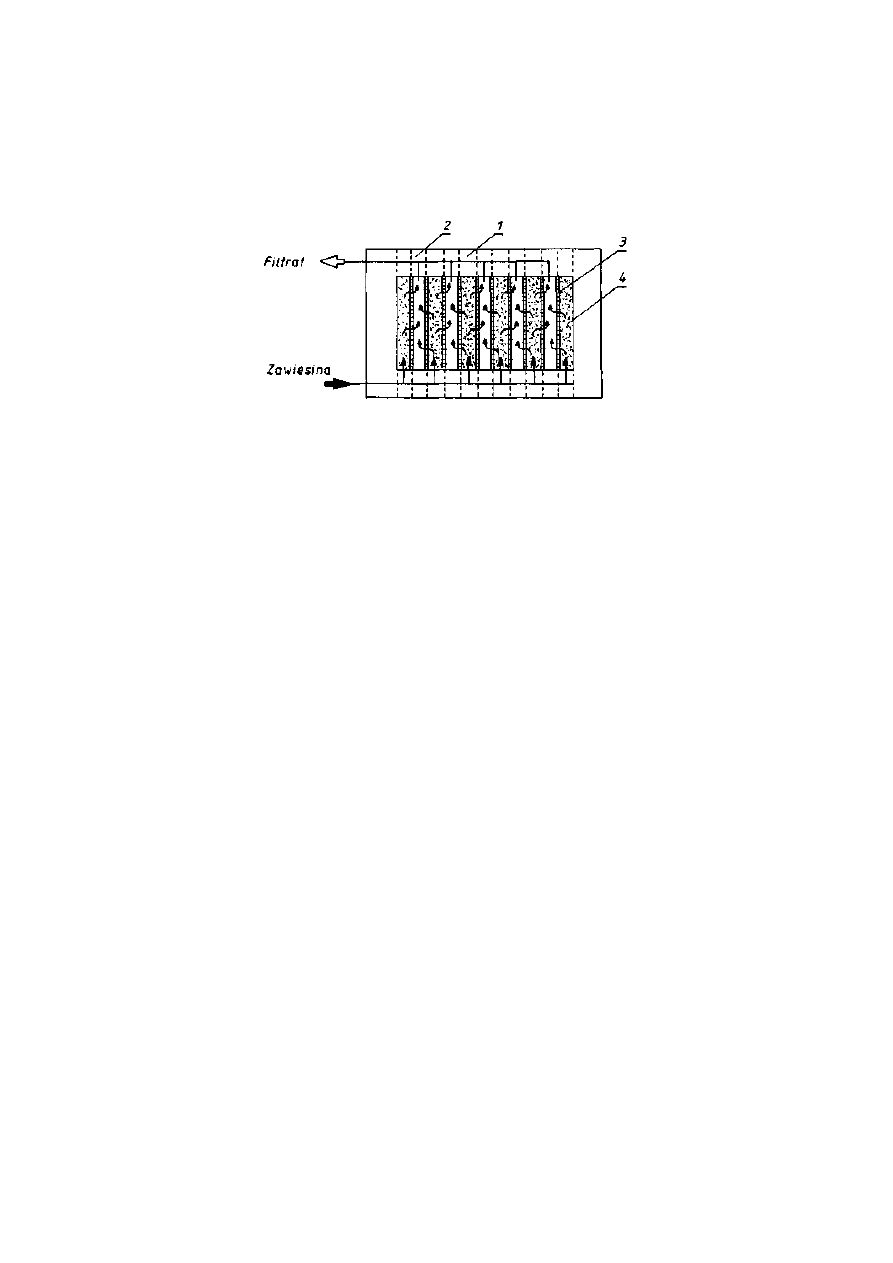
Rys. 12.5. Schemat prasy filtracyjnej ramowo-płytowej: l - ramy filtracyjne, 2 - płyty filtracyjne, 3 —
tkanina filtracyjna, 4 — osad (placek filtracyjny)
Filtr, zwany prasą filtracyjną (rys. 12.5) składa się z szeregu płyt i ram,
sąsiadujących na przemian ze sobą, opartych na belkach wspornikowych. Po-
między stykającymi się powierzchniami płyt i ram jest umieszczona tkaninowa
przegroda filtracyjna. Wymieniony zestaw jest zaciśnięty pomiędzy nieruchomą
głowicą a ruchomą, przesuwną płytą za pomocą śruby dociskowej lub docisk jest
wykonywany hydraulicznie. Ramy i płyty posiadają w narożach lub w pobliżu
krawędzi, na osi, otwory, które, po dociśnięciu ram i płyt, tworzą wzdłuż prasy
kanały do przepływu zawiesiny, cieczy klarownej i cieczy myjącej. Ramy
posiadają również otwory, które łączą jej wnętrze z kanałem doprowadzającym
zawiesinę. Ramy są obciągnięte tkaniną. Płyty na powierzchni kontaktu z tkaniną
filtracyjną mają pionowe nacięcia rowkowe i otwory, przez które przesącz
odpływa do kanału zbiorczego. Podczas filtracji stopniowo wzrasta warstwa
osadu w przestrzeni ram i opór dla przepływu filtratu, natomiast objętość
strumienia filtratu maleje. Gdy opór filtracji osiągnie wartość zadaną, wstrzymuje
się wtedy dopływ surówki i osad przemywa się, zachowując ten sam kierunek
przepływu cieczy myjącej lub stosuje przeciwprąd. Po myciu rozsuwa się płyty i
ramy i osad z ram wypada do zbiornika umieszczonego pod prasą lub jest
usuwany ręcznie albo mechanicznie.
Do filtrowania zawiesin rozcieńczonych w podwyższonej temperaturze są
stosowane filtry ramowe i tarczowe ciśnieniowe (rys. 12.6). Zestaw ram lub
tarcz obciągniętych tkaniną filtracyjną, które posiadają kanały odpływowe dla
cieczy klarownej jest umieszczony w komorze ciśnieniowej. Zawiesina, poda-
wana do korpusu pod ciśnieniem 1-2 MPa jest filtrowana na ramach i płytach do
chwili spadku ciśnienia cieczy do dopuszczalnego poziomu. Następny etap to
mycie placka i przedmuchiwanie osadu powietrzem sprężonym, gdy jest to
konieczne. Po otwarciu pokryw zestaw ram lub płyt, które są umieszczone na
konstrukcji jezdnej rolkowej, wysuwa się na zewnątrz i usuwa osad z ram.
159
Filtry ramowe i płytowe są jednymi z najczęściej stosowanych filtrów
okresowych. Filtry te są zdolne do filtracji cieczy lepkich i tworzenia placka, gdy
opór właściwy jest duży.
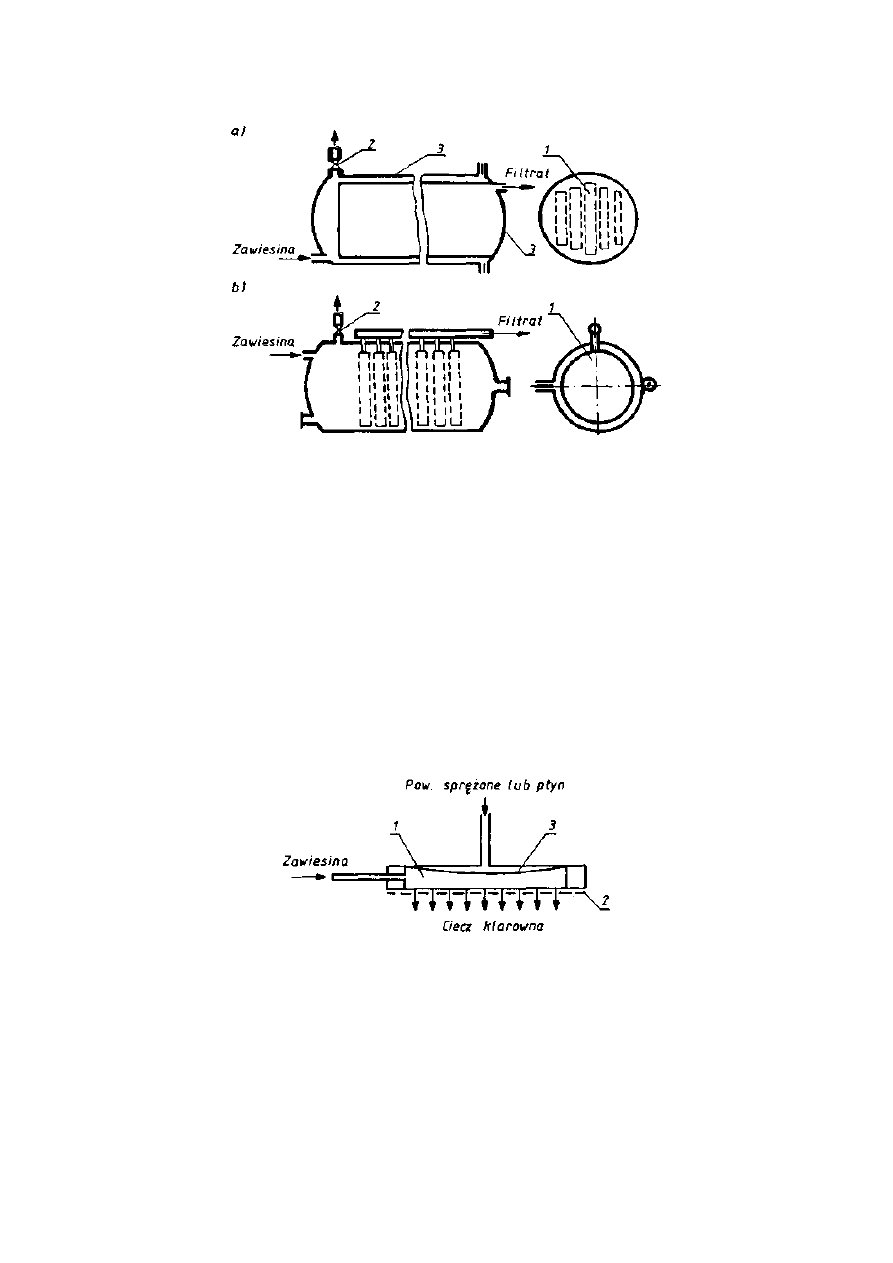
Rys. 12.6. Filtry ciśnieniowe: a) ramowe, b) tarczowe; l - elementy filtrujące, 2 — odpowietrzenie, 3
— korpus ciśnieniowy filtru
Działanie pras filtracyjnych wyciskających nowej konstrukcji, zwanych
membranowymi jest oparte na ściskaniu przegrody (membrany), która wywiera
nacisk na świeżo tworzony placek (rys. 12.7). Zaletą metody jest mniejsza
zawartość cieczy w placku, dobre odmycie, lepsza szybkość filtracji i automa-
tyczne usuwanie placka. Zasadnicze znaczenie w stosowaniu tej metody ma
dobra ściśliwość osadu. W czasie wypełniania zawiesiną przestrzeni pomiędzy
płytami membrany ulegają rozciągnięciu, a po napełnieniu są ściskane powie-
trzem sprężonym 0,6-1,5 MPa, wywierając jednocześnie nacisk na tworzący się
placek filtracyjny. W następnej kolejności odbywa się mycie, które przebiega tu z
lepszą efektywnością, ze względu na jednolitą strukturę placka, krótszy czas
mycia i mniejsze zużycie wody.
Rys. 12.7. Zasada działania prasy wyciskającej: l — komora filtracyjna, 2 — przegroda filtracyjna, 3
— membrana elastyczna
W prasach płytowych uszczelnienie pomiędzy płytami zapewniają uszczelki
kauczukowe wprasowane na stałe do płyt. Zestaw płyt jest zaciskany pod
ciśnieniem do 2 MPa. Po wytworzeniu placka i otwarciu filtru, placek przywiera
do płyt i jest usuwany zgarniakami lub wypychany działaniem sprężone-
160
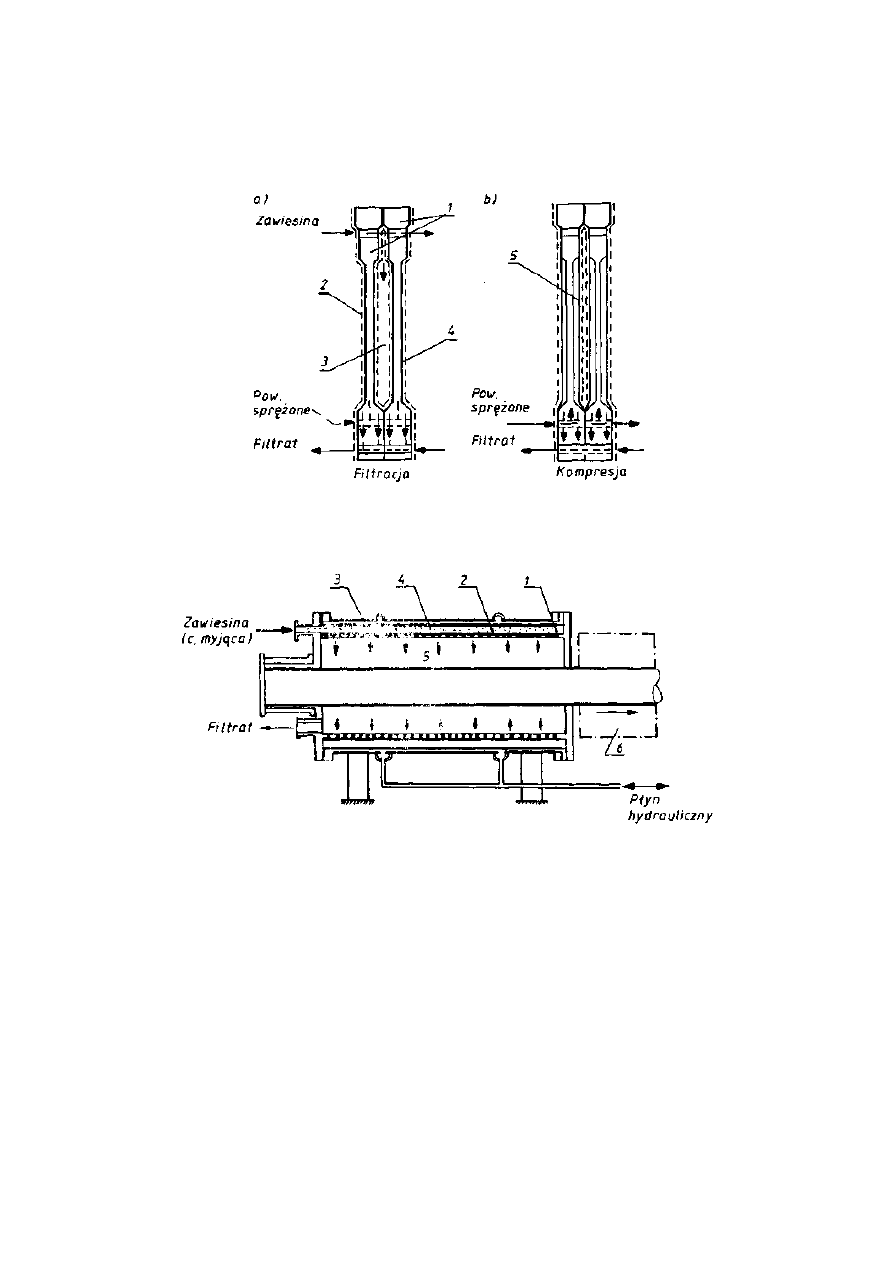
go powietrza na elastyczną tkaninę (rys. 12.8). Prasy tego rodzaju o powierzchni
filtracji do 20 m
3
są w pełni zautomatyzowane.
Rys. 12.8. Element prasy płytowej: a) filtracja, b) wyciskanie osadu; l - płyty, 2 — tkanina, 3 —
osad (placek), 4 — membrana, 5 — osad ściśnięty
Rys. 12.9. Prasa filtracyjna wyciskająca - cylindryczna: l — perforowany cylinder, 2 — tkanina
filtracyjna, 3 — membrana, 4 — osad (placek), 5 — komora filtratu, 6 - cylinder przesuwny
hydraulicznie
Prasa filtracyjna cylindryczna (rys. 12.9) zawiera dwa koncentryczne puste
cylindry (bębny) zamontowane na poziomym koncentrycznym wale. Perforowany
cylinder wewnętrzny jest obciągnięty tkaniną filtracyjną, zewnętrzny natomiast od
wewnątrz jest wyłożony elastyczną membraną. Zawiesina wpływa do przestrzeni
pierścieniowej i w wyniku filtracji na powierzchni cylindra wewnętrznego tworzy
się placek, filtrat zaś odpływa z wnętrza bębna króćcem bocznym. Po uzyskaniu
odpowiedniej grubości placka dopływ zawiesiny jest zatrzymany i jednocześnie
jest przykładany impuls ciśnienia hydraulicznego do membrany, ściskający
placek. W dalszej kolejności może być prowadzone my-
161
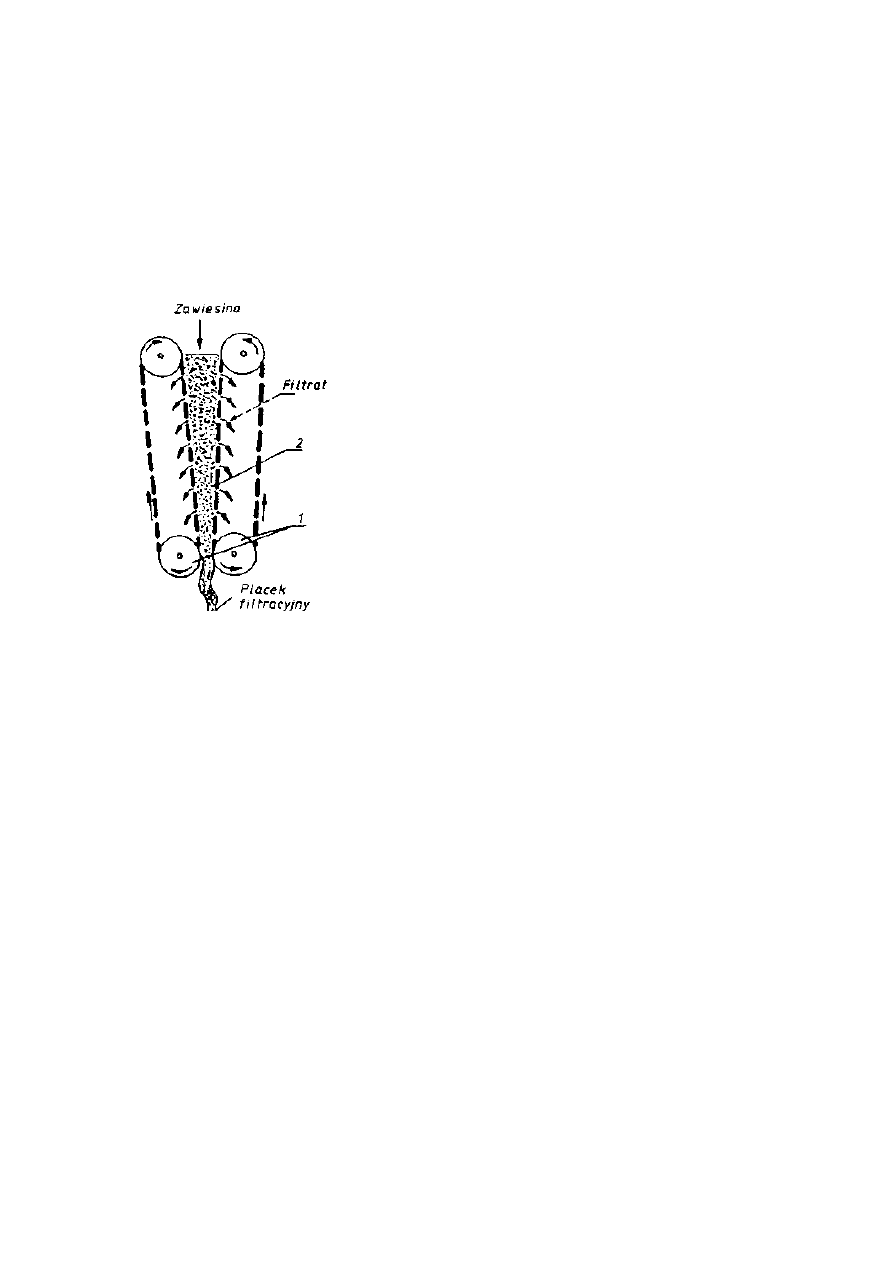
cię placka. Ostatni etap — to wysunięcie na zewnątrz cylindra wewnętrznego i
usunięcie placka ręcznie lub sprężonym powietrzem. Filtry posiadają po-
wierzchnię filtracyjną o wymiarach od dziesiątych części metra kwadratowego w
filtrach laboratoryjnych do ok. 6 m
2
w filtrach zautomatyzowanych; grubość
placka wynosi 25-65 mm, ciśnienie natomiast do 1,5 MPa. Są one stosowane do
filtracji zawiesin o stężeniu >20% zawierających barwniki, kaolin, gips, dwutlenek
tytanu i itp.
W prasach taśmowych, tzw. wyżymających (rys.
12.10) filtracja biegnie w sposób ciągły i stanowi
kombinację tzw. odsiączania grawitacyjnego i ściskania
mechanicznego zagęszczanej zawiesiny, w komorze o
zmiennym przekroju. Filtr zawiera dwie pochylone do
pionu taśmy filtracyjne, opięte na bębnach i wprawiane
przez nie w ruch w kierunku do dołu. W trakcie
przesuwania się w dół zachodzi filtracja i zagęszczanie
zawiesiny; tworzący się placek jest ściskany ciśnieniem
do 0,25 MPa, do momentu wyładowania na dole filtru.
Filtry są stosowane do odwadniania celulozy, szlamów
ceramicznych, węgla i itp.
Filtr bębnowy próżniowy (rys. 1 2 . 1 1 ) stanowi
perforowany bęben usytuowany poziomo, podzielony na
komory i sekcje w liczbie 4-30 i zanurzony w wannie
(korycie) z zawiesiną. Bęben jest obciągnięty tkaniną
filtracyjną i obraca się wraz z pustym wałem osadzonym
w dwóch łożyskach ślizgowych, przymocowanych do
podstawy filtru. Napęd poprzez przekładnię zębatą
następuje z jednego końca wału, z drugiej strony natomiast wał jest zakończony
głowicą w której znajdują się otwory połączone przewodami poprzez pusty wał z
odpowiednimi komorami. Głowica ruchoma styka się z głowicą nieruchomą
przymocowaną do podstawy, konstrukcji nośnej filtru. Powierzchnia kontaktu
głowic jest szlifowana i zapewnia szczelność połączenia. Głowica nieruchoma
posiada kilka wycięć w kształcie łuków, podłączonych do źródła próżni i jedno lub
dwa z powietrzem sprężonym. Celem zapobieżenia sedymentacji cząstek
zawiesiny w wannie (korycie) jest ona mieszana, mieszadłem ramieniowo-
wahliwym. W trakcie obrotu bębna z prędkością do 40 obr/min, na powierzchni
tkaniny gromadzi się placek filtracyjny. Po wynurzeniu się bębna z zawiesiny,
dzięki połączeniu z próżnią, następuje dalsze odwadnianie osadu, mycie osadu
(jeśli jest to konieczne) i odwadnianie przez ściskanie specjalnymi wałkami. W
ostatniej fazie następuje przedmuch tkaniny i osadu sprężonym powietrzem, co
ułatwia zbieranie osadu nożem i jednocześnie jest oczyszczana tkanina. Sposób
zbierania placka zależy od postaci osadu; osady bezpostaciowe, typu past, są
odbierane po przejściu taśmy
Rys. 12.10. Prasa taśmowa,
wyżymająca: l — bębny na-
pędowe, 2 — taśma filtra-
cyjna
162
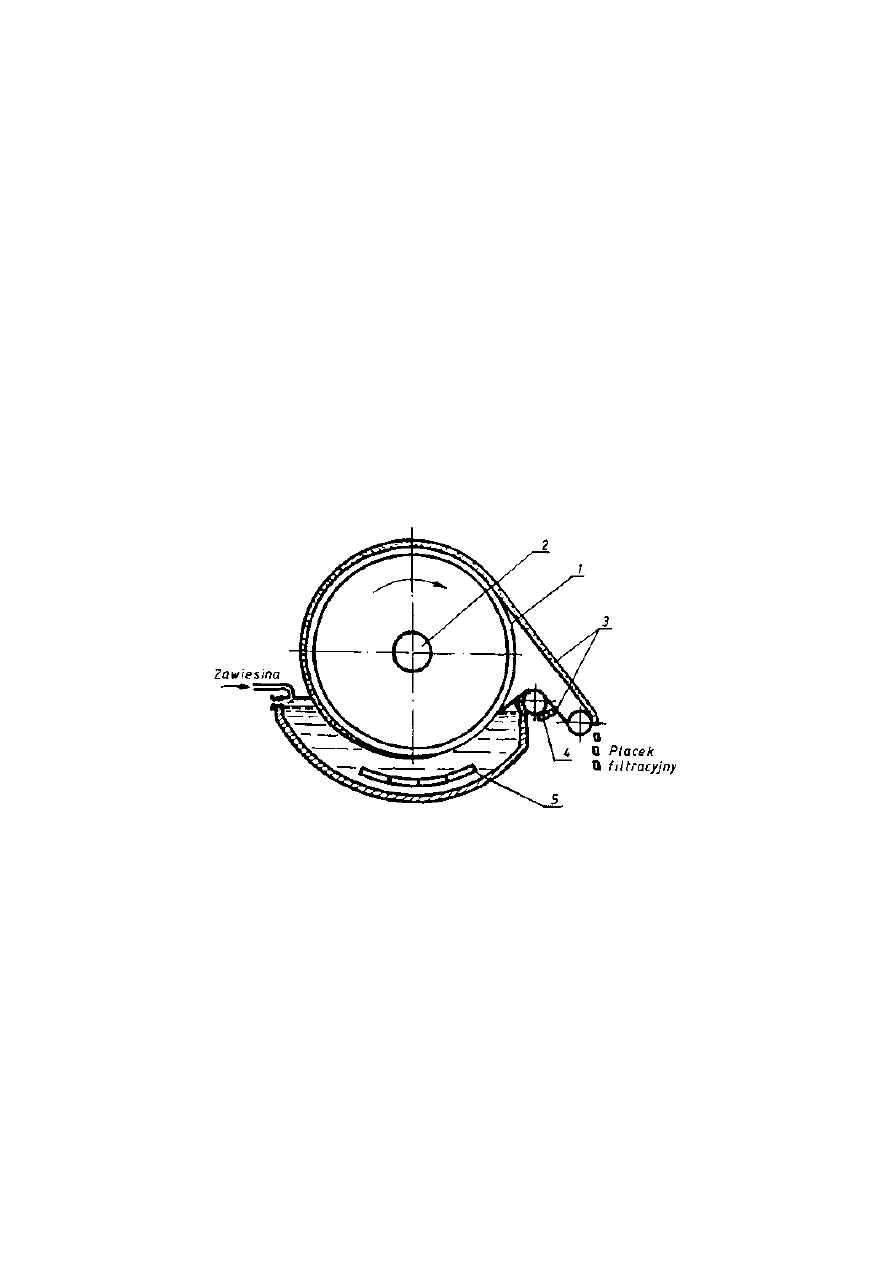
przez podgrzewany bęben, gdzie po wysuszeniu, podczas zmiany kierunku
taśmy, osad kruszy się i odpada z tkaniny. Filtrat, odciągany z poszczególnych
sekcji bębna przewodami próżni, zbiera się w zbiorniku, umieszczonym przed
pompą próżniową. Średnica bębnów filtracyjnych wynosi 0,4-3 m, długość 0,35-
2,5 m, powierzchnia filtracyjna 0,5-20 m
2
. W celu formowania jednorodnego
placka i usuwania go wtedy, gdy ma minimalną grubość, a także właściwego
przedmuchiwania sprężonym powietrzem, filtr powinien posiadać jak największą
liczbę komór oraz krótkie rury do przepływu filtratu. Wymienione warunki
zapewniają nieduży spadek ciśnienia i duży przepływ filtratu. W filtrach
bębnowych próżniowych zamiast klasycznej tkaniny są stosowane również
membrany [2], [3]. Redukuje to praktycznie do zera zasysanie powietrza przez
filtr i zapewnia całkowicie czysty filtrat. Zakres stosowania filtrów bębnowych
próżniowych jest najbardziej uniwersalny; są one stosowane do filtrowania
stosunkowo dużych strumieni objętości zawiesin, przy znacznym ich stężeniu,
gdy istnieje konieczność otrzymania dobrze wymytego i wysuszonego osadu i
klarownego przesączu. Filtry bębnowe próżniowe są stosowane w przemyśle
chemicznym, przetwórstwie tworzyw sztucznych i gumy, oczyszczaniu ścieków,
wód przemysłowych itp.
Rys. 1 2 . 1 1 . Filtr bębnowy próżniowy: l — bęben perforowany, 2 — głowica rozdzielcza, 3 -
taśma filtracyjna, 4 - skrobak, 5 - mieszadło
Filtry bębnowe ciśnieniowe różnią się od próżniowych tym, że bęben jest
umieszczony w obudowie zamkniętej, w której panuje ciśnienie 0,3-0,4 MPa. Pod
działaniem tego ciśnienia wywieranego na powierzchnię zawiesiny ciecz
przepływa przez przegrodę filtracyjną, a następnie przewodami umieszczonymi w
pustym obrotowym wale, poprzez głowicę, wypływa na zewnątrz filtru. Osad
natomiast gromadzi się na tkaninie i po myciu jest podsuszany na ogrzewanym
bębnie napinającym, po czym, podczas zmiany kierunku taśmy, spada kawałkami
do przenośnika ślimakowego i jest odprowadzany na zewnątrz obudowy. Budowa
filtrów bębnowych ciśnieniowych jest bardziej złożona i mają one mniejsze
zastosowanie.
163
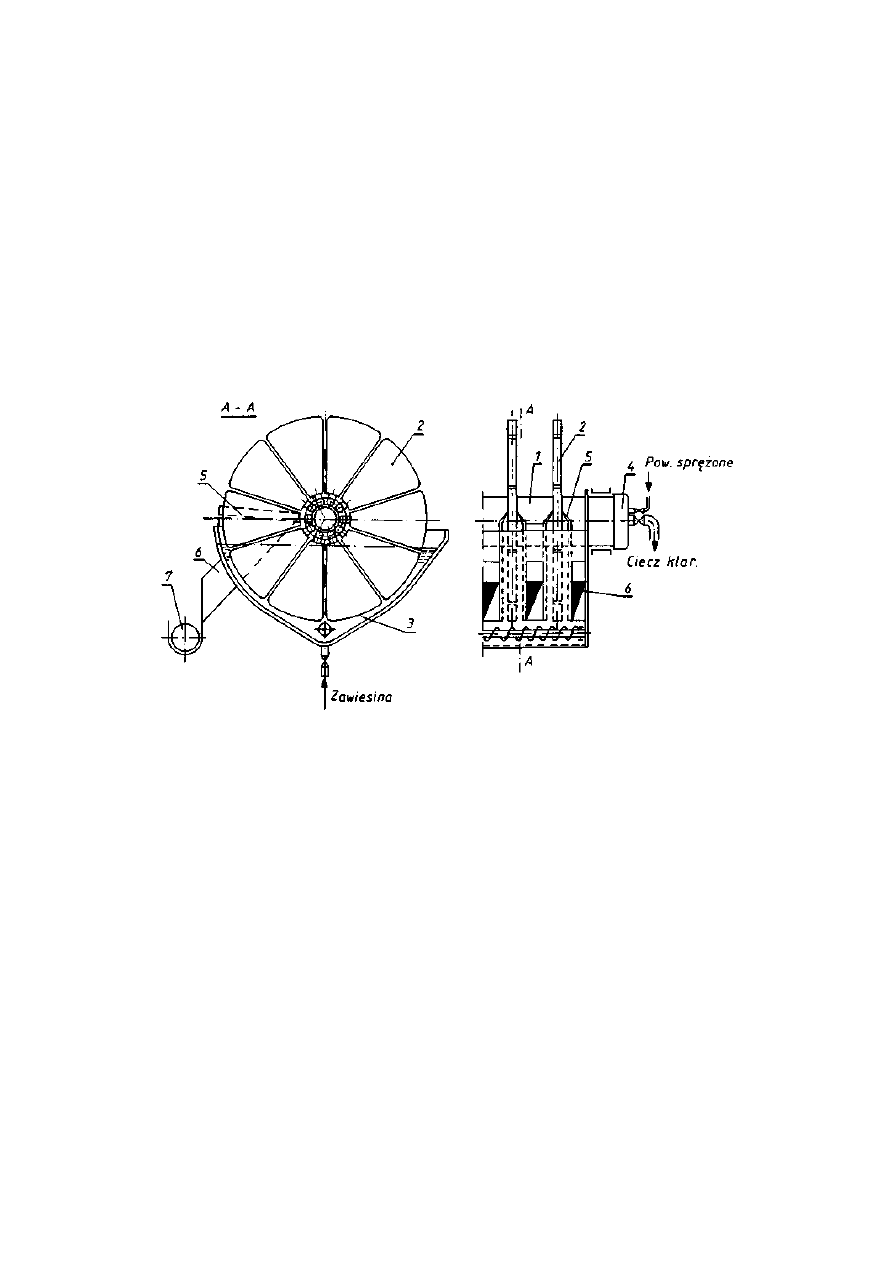
Filtry tarczowe (rys. 12.12) mają powierzchnię filtracyjną w postaci tarcz w
liczbie 1 - 1 2 przymocowanych do pustego wału. Tarcze są połączone, podobnie
jak w filtrze bębnowym, z głowicami w celu odsysania filtratu i przedmuchiwania
tkaniny sprężonym powietrzem. Tarcze składają się z szeregu trójkątnych
segmentów obciągniętych tkaniną filtracyjną. Dolna część tarcz jest zanurzona
w zawiesinie i w tym czasie zachodzi filtracja. Po wynurzeniu się tarcz zachodzi
dalsze odsysanie cieczy, po czym, przed ponownym zanurzeniem się tarcz, osad
jest usuwany skrobakami z obu stron tarcz, podczas przepływu przez tkaninę
sprężonego powietrza. Konstrukcja filtru nie umożliwia mycia osadu, gdyż
doprowadzenie cieczy na powierzchnię osadu mogłoby spowodować jego spływ z
powrotem do surówki filtracyjnej. To stanowi wadę tego rodzaju filtrów.
Rys. 12.12. Schemat filtru tarczowego: l - wal pusty, 2 — tarcze, 3 — koryto z zawiesiną, 4 -
głowica rozdzielcza, 5 - noże zbierające, 6 — zsuwnia osadu, 7 — przenośnik ślimakowy
Filtr taśmowy (rys. 12.13) stanowi taśma filtracyjna, spoczywająca na górnej,
nośnej, perforowanej taśmie przenośnika taśmowego. Taśma filtracyjna opasuje
bębny przenośnika i wałki napinające. Górna część taśmy przesuwa się po rynnie
metalowej, podzielonej na wiele komór, które są połączone ze źródłem próżni.
Zawiesina podawana na przesuwającą się taśmę z tkaniną filtracyjną pod
komorami z próżnią podlega filtracji tak, że osad pozostaje na tkaninie, ciecz
natomiast przepływa porami tkaniny i jest odprowadzana na zewnątrz, do
zbiornika filtratu. Na dalszych odcinku taśmy następuje mycie osadu i ewentualne
podsuszanie powietrzem sprężonym, po czym podczas zmiany kierunku osad
odpada od taśmy.
Filtr talerzowy stanowi poziomą tarczę o podwójnym dnie, z których dno górne
jest perforowane i pokryte przegrodą filtracyjną. Przestrzeń pomiędzy górnym a
dolnym dnem jest podzielona przegrodami na wiele trójkątnych seg-
164
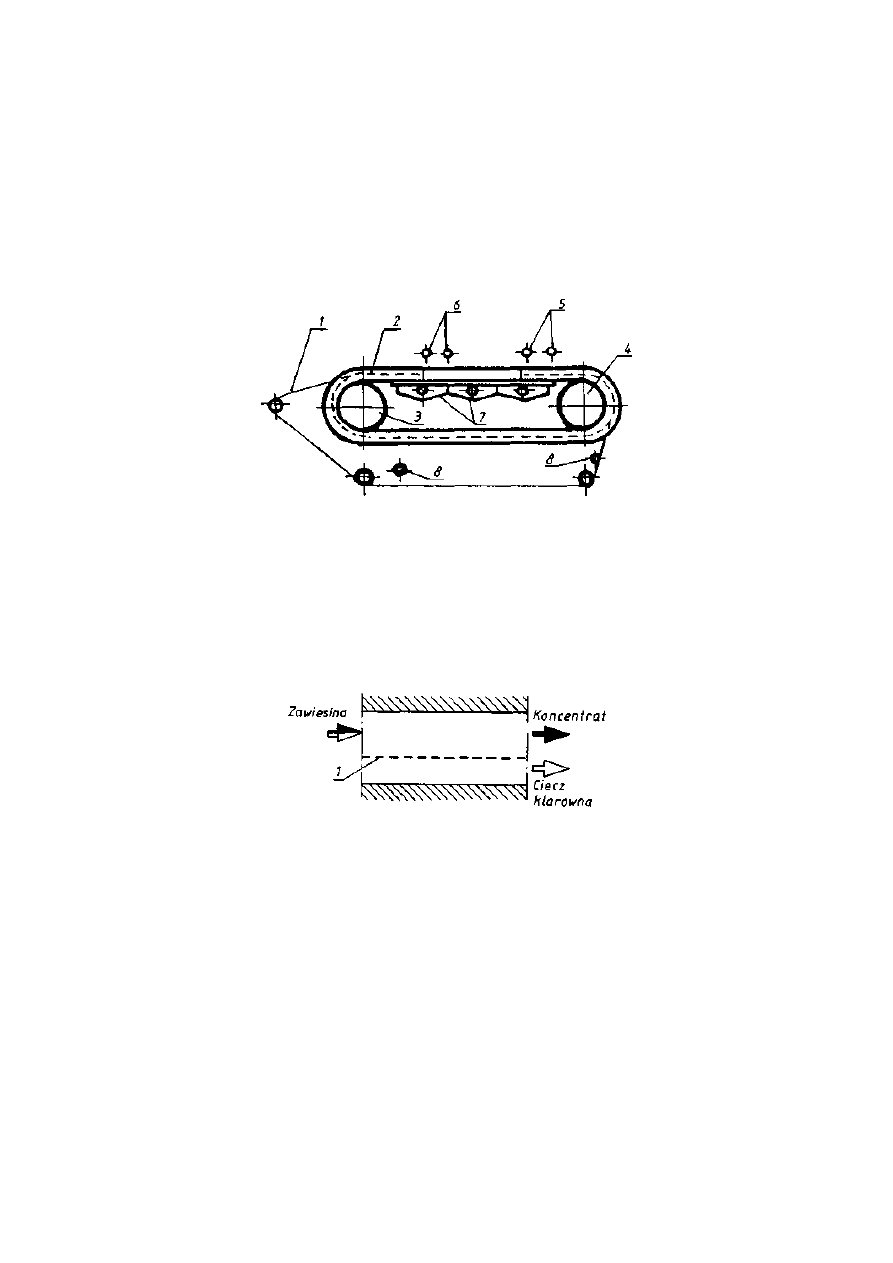
mentów, które przewodami są połączone z głowicą, umieszczoną na pionowym
pustym wale, pobobnie jak w filtrze bębnowym próżniowym. Głowica jest
podłączona do próżni i powietrza sprężonego. Zawiesina podawana na
powierzchnię segmentów połączonych z próżnią podczas obrotu talerza podlega
filtracji. Filtrat po przejściu przez tkaninę odpływa do źródła próżni, osad
natomiast pozostaje na tkaninie i po myciu, spulchnieniu przepływem sprężonego
powietrza jest usuwany z tkaniny skrobakiem.
Rys. 12.13. Schemat filtru taśmowego: l - taśma filtracyjna, 2 — taśma nośna, 3,4 — bębny
napędowy i napinający, 5,6 — dopływ zawiesiny i cieczy myjącej, 7 - koryta odpływowe,
8 — dopływ cieczy do mycia taśmy
W filtrach dynamicznych zawiesina przepływa równolegle do powierzchni
filtracyjnej z szybkością od kilkudziesięciu do kilkuset razy większą od szybkości
filtracji. Przy tej szybkości na przegrodzie nie tworzy się placek, lecz zawiesina; na
skutek przenikania cieczy przez pory (kanały) przegrody ulega
Rys. 12.14. Schemat filtracji krzyżowej — dynamicznej w płaskim kanale: l - przegroda filtracyjna
zatężeniu tak, że różnica stężeń może dochodzić do 10-20%. Metoda zwana
filtracją krzyżową jest stosowana do rozdzielania zawiesin zawierających cząstki
o rozmiarach < 10 µm, trudne do wydzielenia innymi sposobami. Przegrodę
filtracyjną stanowi tu tkanina lub membrana, również w postaci rur porowatych. W
zależności od szybkości względnej zawiesiny i powierzchni filtracyjnej wyróżnia się
dwie konfiguracje filtrów dynamicznych. Stanowią je płaski kanał przedzielony
przegrodą filtracyjną (rys. 12.14) lub wirującą tarczą osadzoną na pustym wale, z
przegrodę filtracyjną (rys. 12.15). Porowate membrany rurowe są stosowane w
mikro- i ultrafiltracji. Wymienione podstawowe moduły mogą być zestawiane
szeregowo lub równolegle. Wymiary modułów
165
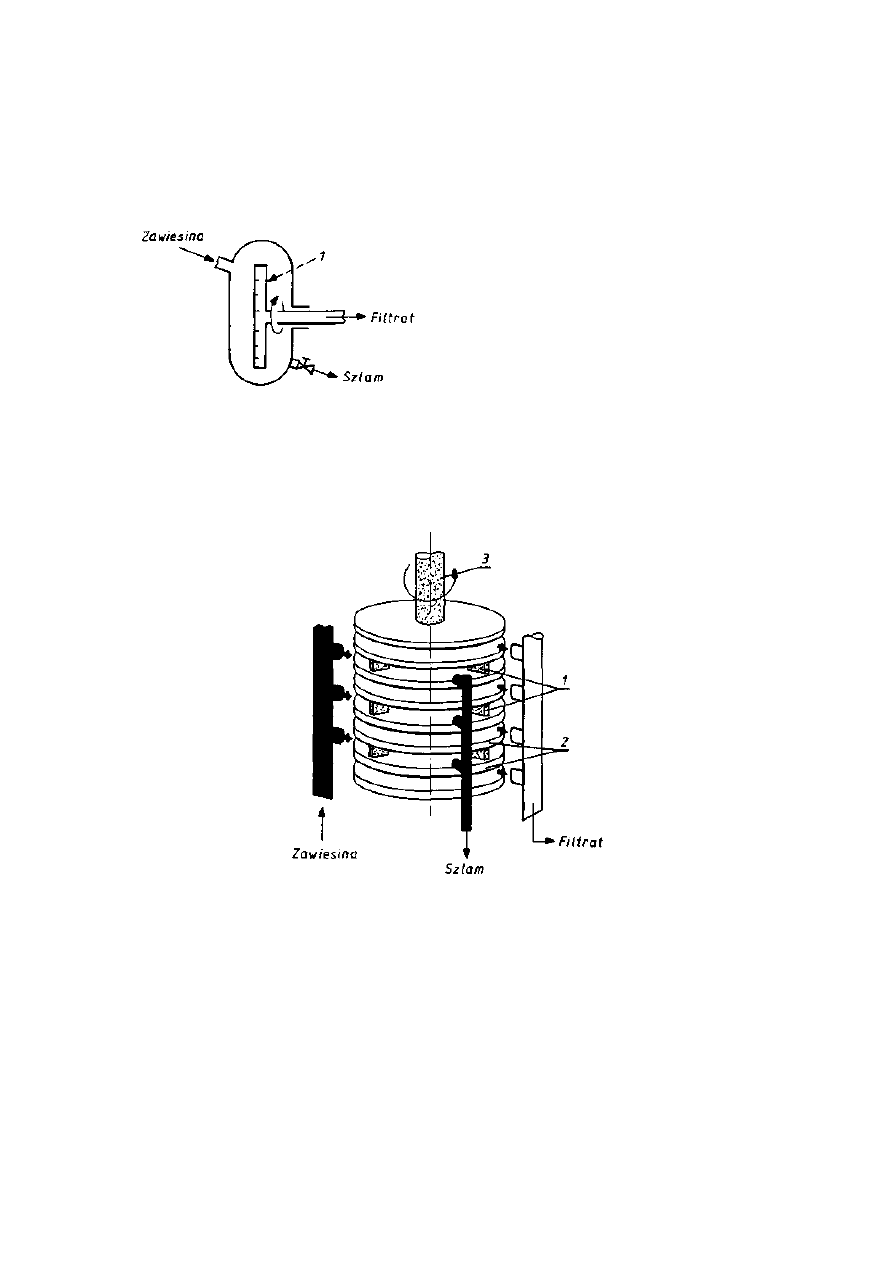
zależą od specyfiki zastosowania. W filtracji okresowej dana objętość rozcień-
czonej zawiesiny jest recyrkulowana przez zbiornik surówki i filtr, do czasu
uzyskania pożądanego wyższego stężenia. W filtracji ciągłej zatężona zawiesina
nie jest recyrkulowana do zbiornika surówki. Filtracja ciągła jest stosowana
wówczas, gdy duży strumień zawiesiny jest
zatężany. W celu uzyskania dużego
stężenia końcowego stosuje się układ
szeregowy modułów. W filtrach dynami-
cznych z nieruchomymi powierzchniami
filtracyjnymi i wirującymi dyskami (rys.
12.16), duże siły ścinające wytwarzają
dyski, wirujące z prędkością obrotową 2,5-
5,0 m/s. Filtry dynamiczne zużywają mniej
energii, wymagają mniejszej przestrzeni
instalacyjnej, są prostsze w obsłudze. Są
stosowane do zatężania zawiesin i do klarowania cieczy w procesach
oczyszczania wód i ścieków, w produkcji pigmentów barwników i itp.
Rys. 12.16. Filtr dynamiczny wielostopniowy: l — łopatki wirników, 2 — przegrody filtracyjne,
3 - wał
12.4. WIRÓWKI
Rozdzielanie zawiesin i emulsji w wyniku działania sił odśrodkowych prowadzi
się w wirówkach sedymentacyjnych i filtracyjnych. W wirówkach filtra-
166
Rys. 12.15. Filtracja dynamiczna z wirującą
powierzchnią filtracyjną: l — przegroda
filtracyjna
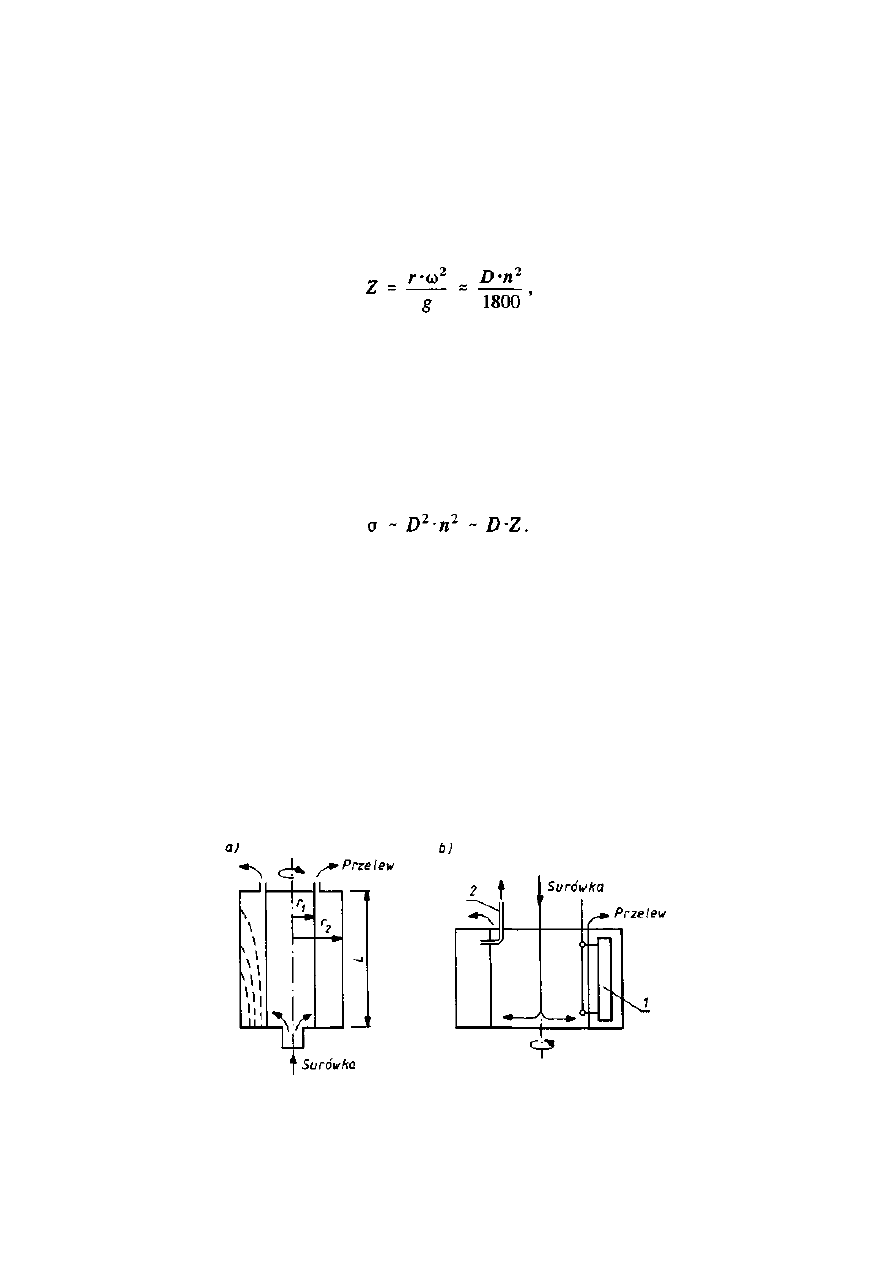
cyjnych rozdzielanie odbywa się na przegrodzie filtracyjnej, w sedymentacyjnych
natomiast w polu działania sił odśrodkowych. Bębny wirówek filtracyjnych są
perforowane, sedymentacyjnych natomiast są pełne. Wirówki różnią się
parametrami separacji, z których jednym z istotniejszych jest tzw. współczynnik
rozdziału Z lub uwielokrotnienia przyspieszenia, definiowany jako stosunek siły
odśrodkowej do siły ciężkości
gdzie D — średnica bębna [m],
n — liczba obrotów bębna [obr/min].
Współczynnik Z wynosi dla wirówek: filtracyjnych 300-1500, sedymenta-
cyjnych śrubowych 2000-5000, sedymentacyjnych rurowych 15-50 tyś., tale-
rzowych 5-90 tyś., ultrawirówek > 100 tyś.
Parametr ścinania σ określa dopuszczalne naprężenie w bębnie wirówki dla
danej średnicy i prędkości wirowania
Z zależności tej wynika, że duże wartości Z uzyskać można tylko w bęb-
nach wirówek o małej średnicy.
12.4.1. WIRÓWKI SEDYMENTACYJNE
Wirówkę sedymentacyjną (rys. 12.17) stanowi pełny, nie perforowany bęben,
do którego jest podawana zawiesina w sposób okresowy, jako porcja objętości lub
strumień zawiesiny. W wyniku wirowania bębna następuje rozdział mieszaniny
i ciecz klarowna odpływa z wirówki rurą ssącą lub przez próg przelewowy.
Cząstki ciała stałego osiadają na ścianie bębna i są okresowo usuwane lub w
sposób ciągły, zależnie od rodzaju wirówki. Sprawność rozdziału zależy od
zawartości w mieszaninie cząstek najmniejszych rozmiarów.
Rys. 1 2.1 7. Wirówki sedymentacyjne: a) rurowa, b) bębnowa: l - zbierak osadu, 2 - odprowadzenie
cieczy klarownej
167
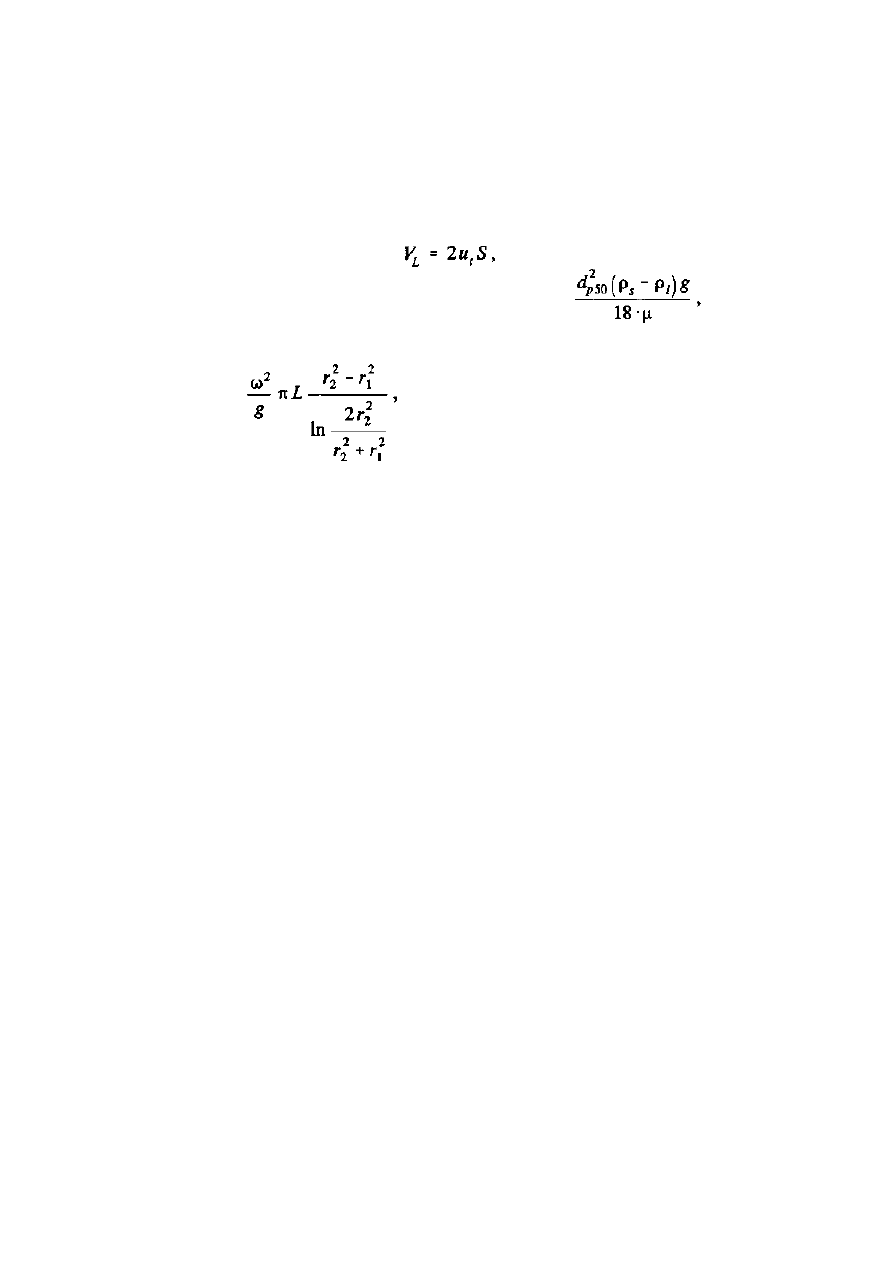
Wirówki sedymentacyjne rurowe (rys. 12.17a) są zasilane zawiesiną od
dołu; przepływ przez wirówkę jest osiowy. Charakteryzują się one dużym sto-
sunkiem wysokości do średnicy bębna, L /D * 4-6. Wydajność objętościowa
wirówki odniesiona do ziarna granicznego, odpowiadającego 50% sprawności
wydzielania, separacji cząstek wynosi
gdzie u
t
— prędkość opadania ziarna granicznego —
S — współczynnik określany jako powierzchnia osadzania —
odpowiadająca teoretycznie powierzchni od-
stojnika o takiej samej sprawności rozdziału (separacji). Typowe
wartości współczynnika S (w m
2
) dla wirówek sedymentacyjnych wynoszą:
— bębnowa okresowa 20-200,
— ślimakowa 150-2500,
— rurowa 2000-3000; duże prędkości obrotowe, mała powierzchnia osa-
dzania,
— talerzowa 400-120000; duża powierzchnia osadzania i duże prędkości
obrotowe.
Wydajność objętościowa V
L
odpowiada przepływowi zawiesiny, ponad którym
cząstki d
p50
nie będą sedymentowały. Sedymentacja będzie zachodzić wtedy,
gdy przepływ będzie mniejszy niż V
L
. Wirówki rurowe, do których zalicza się
również ultrawirówki, pracują zwykle okresowo i w niewielkim stopniu jako
ciągłe. Są stosowane do rozdzielania strumieni zawiesin i emulsji w zakresie 0,4-
4 m
3
/h, głównie do klarowania cieczy, gdy stężenia cząstek stałych są małe, < 1%
obj.
Wirówki bębnowe (rys. 12.17b) mają mniejszy stosunek L /D ~ 0,6 i
mniejszą sprawność rozdziału. Pracują w pozycji pionowej z prędkościami 450-
3500 obr/min. Surówka jest podawana od góry w pobliże dna, strumumie-niem
6-10 m
3
/h. Podczas wirowania bębna cząstki ciała stałego zbierają się na jego
powierzchni bocznej, ciecz klarowna natomiast w sposób ciągły przelewa się
przez przegrodę pierścieniową lub jest odciągana, odsysana przewodem
rurowym, gdy są rozdzielane ciecze nie mieszające się. Sposób wyładowania
ciała stałego określają jego właściwości tak, że osady miękkie i plastyczne są
zbierane zgarniakiem nożowym podczas prędkości nominalnej bębna, gdy są
natomiast twarde i włókniste — podczas prędkości zmniejszonej.
Wirówki bębnowe ze ślimakowym wyładowaniem osadu są konstruowane
jako pionowe lub poziome, z bębnem cylindrycznym lub cylindryczno-stoż-
168
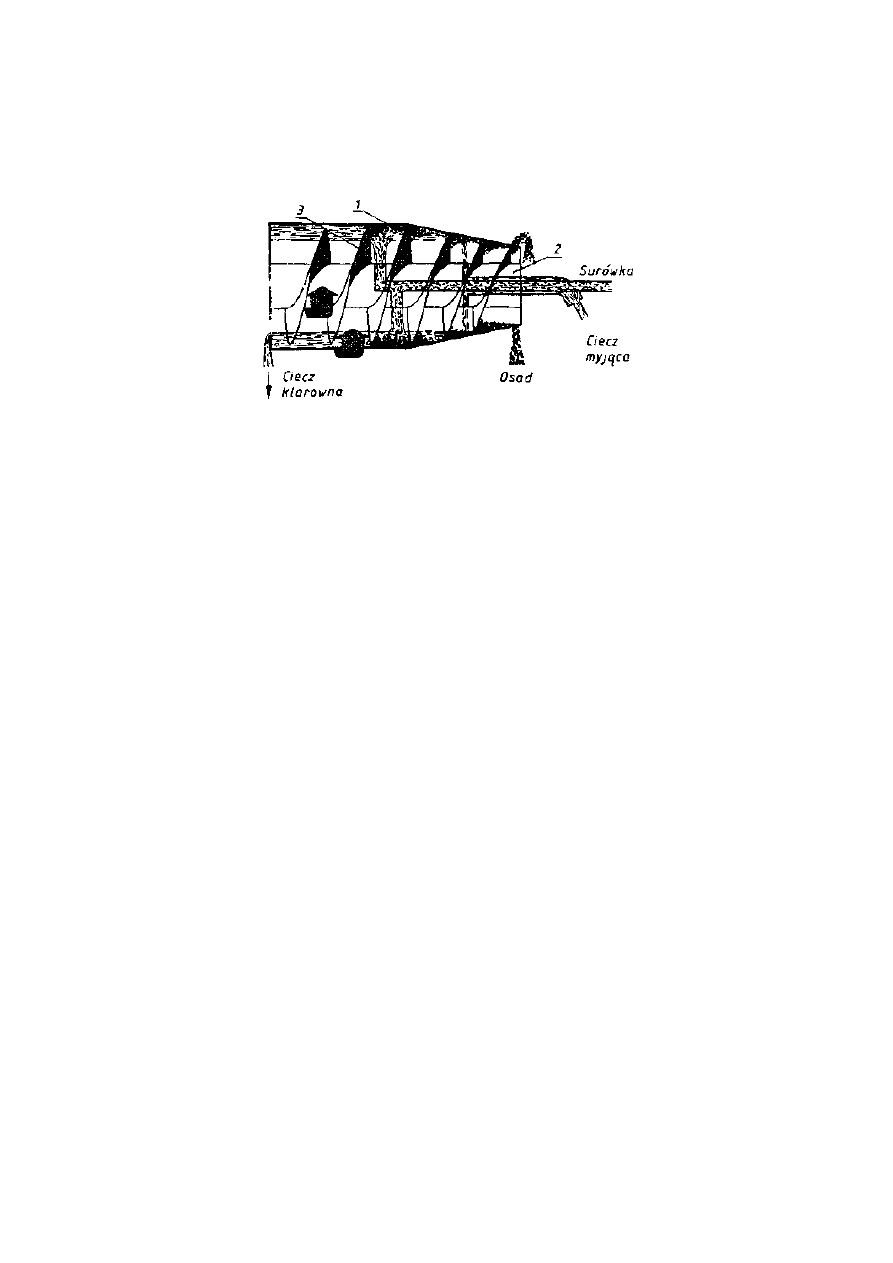
Rys. 1 2 . 18 . Wirówka sedymentacyjna ślimakowa: l — bęben cylindryczno-stożkowy, 2 — pusty
wał, 3 - zwoje ślimaka
Ślimak obraca się w tym samym kierunku co bęben, lecz z szybkością mniejszą
lub większą tak, że różnica szybkości wynosi 5-100 obr/min. Obroty bębna
wirówki wynoszą 1600-6000 obr/min. Surówka jest podawana osiowo pustym
wałem ślimaka, wypływa przez otwory w ślimaku i jest odrzucana na ścianki
wirującego bębna Ciało stałe, wydzielone pod wpływem działania siły
odśrodkowej jest zbierane ze ściany bębna ślimakiem i przenoszone do części
stożkowej bębna ponad poziom cieczy. Poziom cieczy jest utrzymywany
przelewem cieczy klarownej po przeciwnej stronie bębna. W wirówkach
ślimakowych są wydzielane cząstki > 2 µm ο prędkości opadania u
t
-- (1,5-
15)10
- 6
m/s ze strumienia surówki 0,4-60 m
3
/h, przy stężeniu cząstek 2-50%
obj Wilgotność otrzymanego osadu wynosi 5-10%. Wirówki ślimakowe są
stosowane do odwadniania stężonych zawiesin, gdy zmniejszenie objętości jest
istotne. W przemyśle są stosowane do odzysku kryształów i polimerów,
rozdzielania szlamów przemysłowych i komunalnych, odwadniania PCV,
klasyfikacji kaolinu, dwutlenku tytanu i itp.
Wirówki sedymentacyjne wielokomorowe (rys. 12.19) posiadają bęben
pionowy podzielony na koncentryczne komory. Surówka przepływa stopniowo
przez komory z coraz większym przyspieszeniem. Duże przyspieszenie odśrod-
kowe i znaczny czas przebywania zapewniają dużą sprawność rozdziału, również
w odniesieniu do cząstek mikronowych. Ze względu na trudności z usuwaniem
osadu, jego stężenie w surówce nie przekracza 4-5% obj. Bęben o średnicy 300-
600 mm wiruje z prędkością 4500-8500 obr/min, przy wydajności odniesionej do
surówki 2,5-10 m
3
/h. Wirówki są stosowane do klarowania piwa, wina, soków,
oczyszczania olejów i lakierów i itp.
Wirówki talerzowe (rys. 12.20) zawierają szereg stożkowych dysków, na
których zachodzi rozdział ciekłego układu niejednorodnego, w wyniku zwięk-
szonej szybkości sedymentacji z wielu równoległych warstw, na dużej powierzchni
separacji. Surówka jest podawana osiowo, od góry przez wydrążony wał
169
kowym (rys. 12.18). Wymiary bębna określa stosunek L/D * 1,5-3,5. Wewnątrz
bębna jest zainstalowany ślimak do transportu wydzielonego osadu.
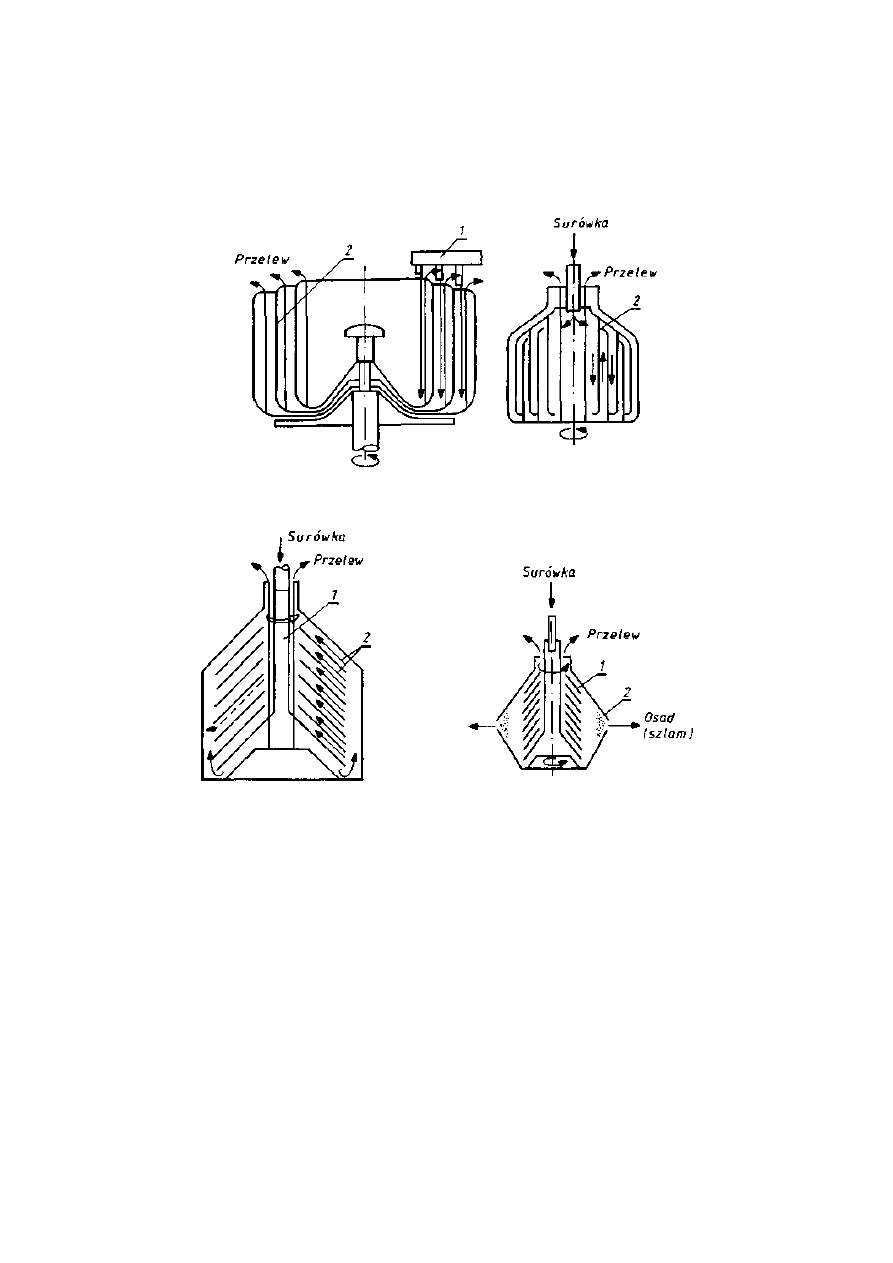
i wpływa do przestrzeni poniżej dysków, następnie do przestrzeni pierścieniowej
pomiędzy ścianą bębna a zespołem talerzy. Z przestrzeni pierścieniowej
mieszanina wpływa cienkimi warstwami między talerze, gdzie cząstki (lub faza
Rys. 12.19. Wirówka wielokomorowa: l — kolektor surówki, 2 — bębny — komory
Rys. 12.20. Wirówka tale-
rzowa: l — wał pusty, 2 —
talerze
Rys. 12.21. Wirówka talerzowa dy-
szowa: l - talerze stożkowe, 2 —
dysze
cięższa mieszaniny) osiadają na powierzchni talerzy, po czym zsuwają się do
obwodu i ściany bębna. Przepływając dalej do odpływu znajdującego się w górnej
części wirówki, składniki lżejsze odpływać oędą w pobliżu osi wirowania, cięższe
natomiast wzdłuż ścianki bębna. Nachylenie talerzy wynosi 35-50°. Bęben wiruje z
prędkością do 12 tyś. obr/min, zależnie od średnicy wynoszącej 0,15-1,0 m.
Wydzielane mogą być cząstki o prędkości opadania u
t
≈ 8·10
-8
m/s, przy stężeniu
≤
15% obj. ze strumienia surówki do 100 m
3
/h. Wirówki talerzowe są najczęściej
stosowane do rozdzielania emulsji. Ciągłe wyładowywanie osadu (szlamu) podczas
rozdzielania układu trójfazowego ciecz—ciecz—ciało stałe jest możliwe w wirówce
talerzowej, tzw. dyszowej (rys. 12.21), gdzie przestrzeń gromadzenia się szlamu
ma kształt stożka obroto-
170
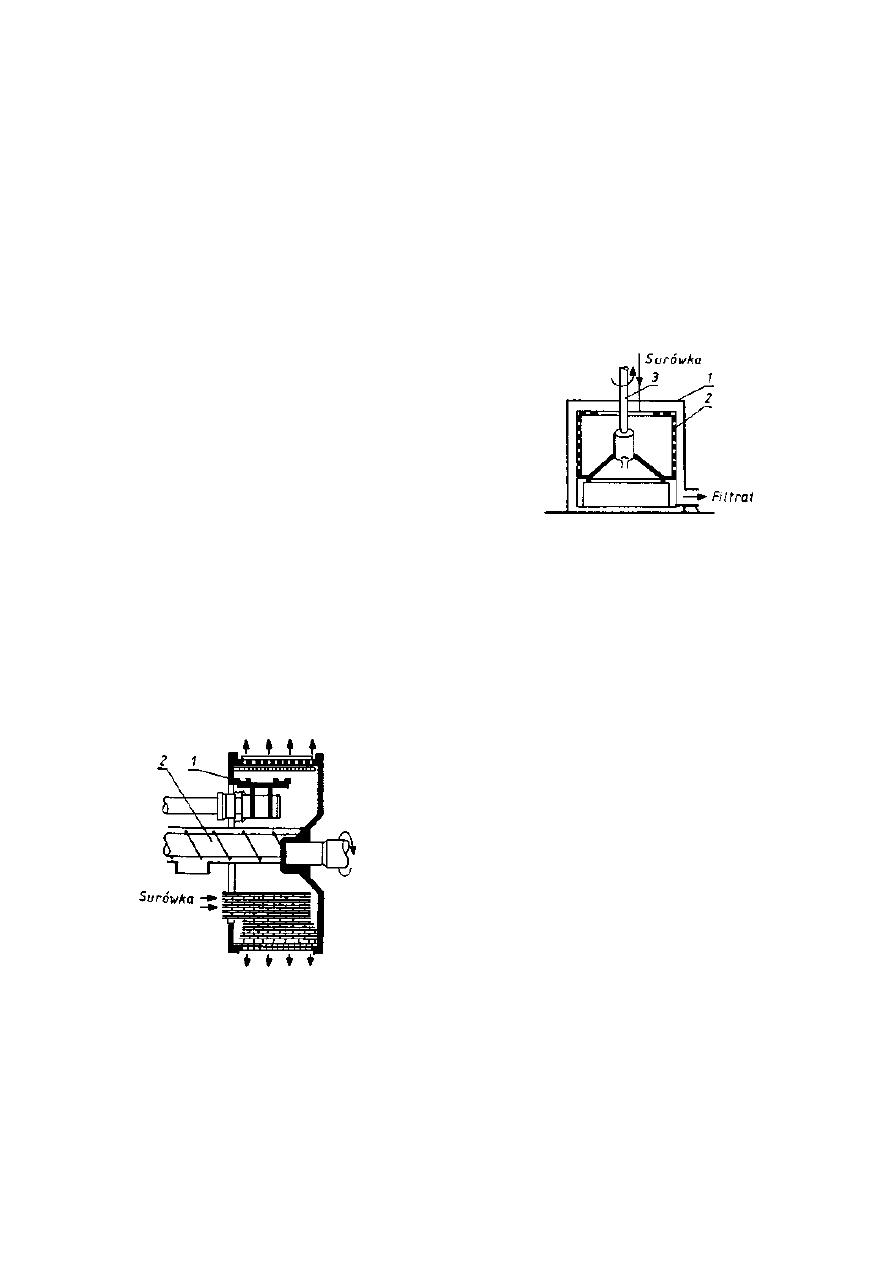
wego. Liczba dysz i ich rozmiar, umieszczanych w wierzchołku stożka, są do-
bierane tak, by w bębnie nie tworzył się placek. Dysze o średnicy otworów
0,75-2 mm w liczbie 12-24 zapewniają wypływ zawiesiny (szlamu) o stężeniu 5-
50%. Wirówki znajdują zastosowanie w rozdzielaniu smół, oczyszczaniu,
klarowaniu kwasu fosforowego (H
3
PO
4
), odwadnianiu kaolinu i itp.
12.4.2. WIRÓWKI FILTRACYJNE
Wirówki filtracyjne posiadają bębny, których ściany boczne są wykonane z
blachy perforowanej i od wewnątrz pokryte tkaniną filtracyjną. W wyniku
wirowania cząstki ciała stałego z zawiesiny gromadzą
się na tkaninie, ciecz natomiast przepływa porami
gromadzącej się warstwy osadu i tkaniny i jest
odprowadzana na zewnątrz. Zasadniczym
parametrem filtracji jest tu, oprócz wielkości siły
odśrodkowej, przepuszczalność placka filtracyjnego.
Wirówki filtracyjne są dlatego zasadniczo
stosowane do rozdzielania zawiesin tworzących
dobrze przepuszczalne osady. Istotnymi
wielkościami do stosowania wirówek filtracyjnych są
stężenie zawiesiny i rozmiary cząstek. Istnieje kilka
konstrukcji wirówek przystosowanych do pracy
okresowej lub ciągłej, różniących się m. in. położeniem wału wirówki (pionowe
lub poziome), sposobem wyładowywania osadu.
Wirówki okresowe różnią się głównie sposobem wyładowywania osadu,
który może odbywać się ręcznie, automatycznie według określonego programu
czasowego lub w układzie mieszanym.
• Wirówka okresowa (rys. 12.22) posiada bęben
osadzony na pionowym wale napędzanym od góry
lub dołu, umieszczony w obudowie zakrytej od
góry pokrywą. Określona objętość zawiesiny jest
wlewana do bębna ręcznie lub przewodem
zasilającym. W trakcie wirowania filtrat odpływa
kanałem dolnym obudowy. W odwirowaniu osad
może być przemywany. Po zatrzymaniu wirówki
osad zebrany na ścianie bocznej worka filtracyjnego
zgarnia się ręcznie.
W wirówkach o działaniu półciągłym, ma-
jących bęben osadzony na poziomym wale (rys.
12.23), po wytworzeniu się odpowiednio grubej
warstwy osadu dopływ zawiesiny zostaje
zatrzymany i jeśli to konieczne, uruchamia się
Rys. 12.22. Wirówka filtracyjna
okresowa: l — obudowa wirówki,
2 — bęben, 3 — wał napędowy
Rys. 12.23. Wirówka filtracyjna z
wałem poziomym o działaniu pół-
ciągłym: l - pług zbierający,
2 - podajnik ślimakowy
171
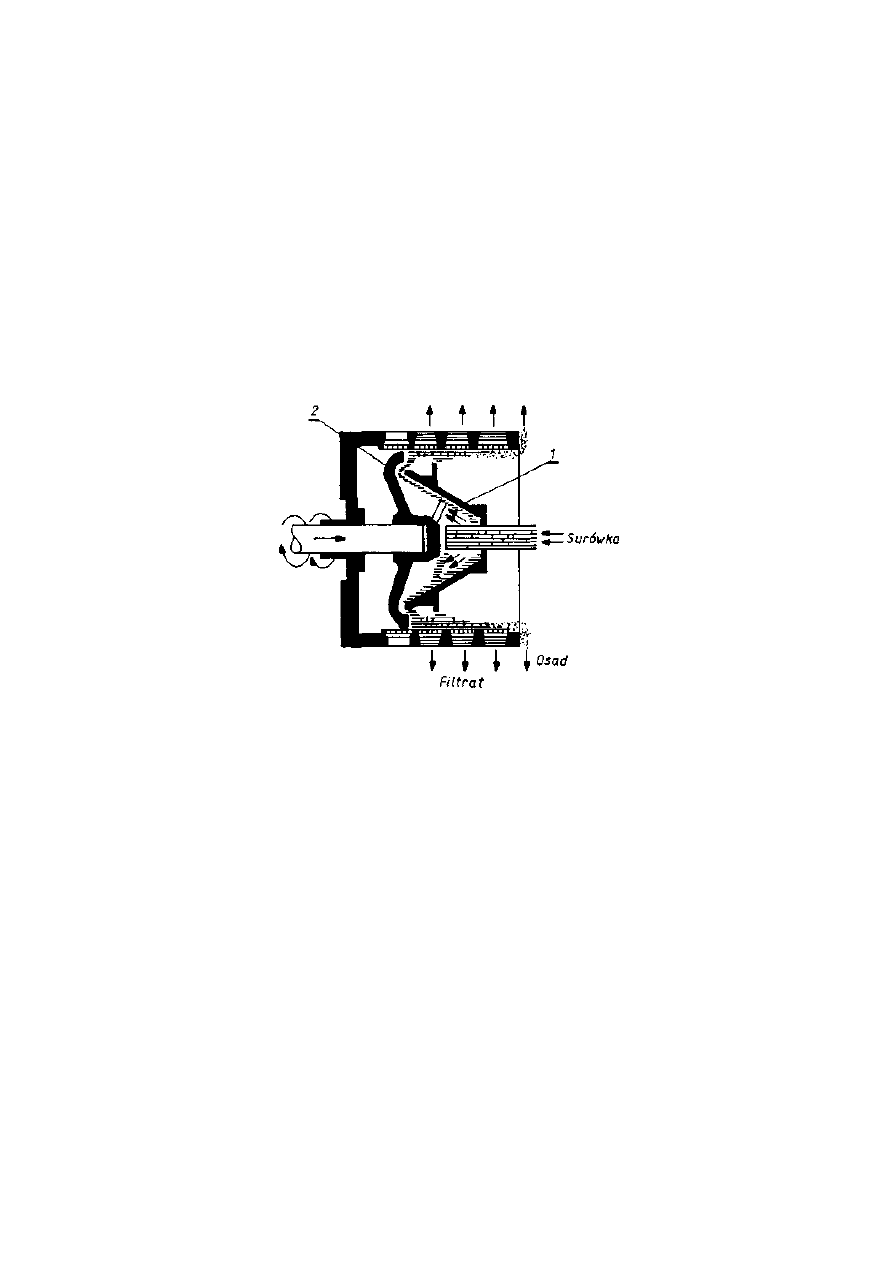
przepływ cieczy myjącej. Po przemyciu osadu, w czasie zwolnionych obrotów
bębna, nóż lub pług zbierający, dosunięte do powierzchni tkaniny zbierają osad,
który spada do przenośnika ślimakowego lub nachylonej rynny i jest
odprowadzany na zewnątrz. Po zebraniu osadu urządzenie zbierające jest odsu-
wane od powierzchni filtracyjnej i po zwiększeniu obrotów wirówki do nomi-
nalnych uruchamia się znowu zasilanie zawiesiną, i cykl się powtarza. Wymie-
nione czynności mogą być zaprogramowane i wykonywane automatycznie.
Wirówki filtracyjne pracujące w sposób ciągły są zasilane ciągłym stru-
mieniem zawiesiny. Również w sposób ciągły jest odbierany filtrat i osad z wi-
rującego bębna. Wyładowanie osadu odbywać się może za pomocą pulsującego
tłoka, ślimaka lub w wyniku wibracji bębna.
Rys. 12.24. Wirówka filtracyjna z pulsującym tłokiem: l — talerz stożkowy, 2 - tłok zgarniający -
pulsujący
Wirówka z pulsującym tłokiem (rys. 12.24) jest zasilana zawiesiną podawaną
na wirujący wraz z tłokiem talerz stożkowy skąd jest odrzucana na ścianę bębna i
równomiernie rozprowadzana po jego powierzchni. Ciecz pod działaniem siły
odśrodkowej przepływa przez gromadzący się osad, tkaninę i perforację bębna i
odpływa z obudowy wirówki. Osad jest usuwany tłokiem, który wykonuje ruch
posuwisto-zwrotny i jednocześnie obraca się z tą samą prędkością co i bęben. Do
rozdzielania zawiesin rozcieńczonych, dobrze filtrujących się są stosowane wirówki
z pulsującym tłokiem i podwójnym wyładowaniem osadu. Bęben jest podzielony
przez pulsujący tłok na dwie komory z oddzielnym wyładowaniem osadu, przez co
wydajność wirówki wzrasta dwukrotnie, od czasu przebywania w bębnie wynosi
10-30 s. Gdy są rozdzielane zawiesiny o dużej lepkości, źle filtrujące się i
wymagające intensywnego mycia, stosuje się wówczas wirówki z pulsującym
tłokiem, wielostopniowe (rys. 12.25), w których są rozdzielone następujące
czynności: odwirowania, mycia osadu i podsuszania osadu, bez przerywania
ciągłości pracy wirówki.
172
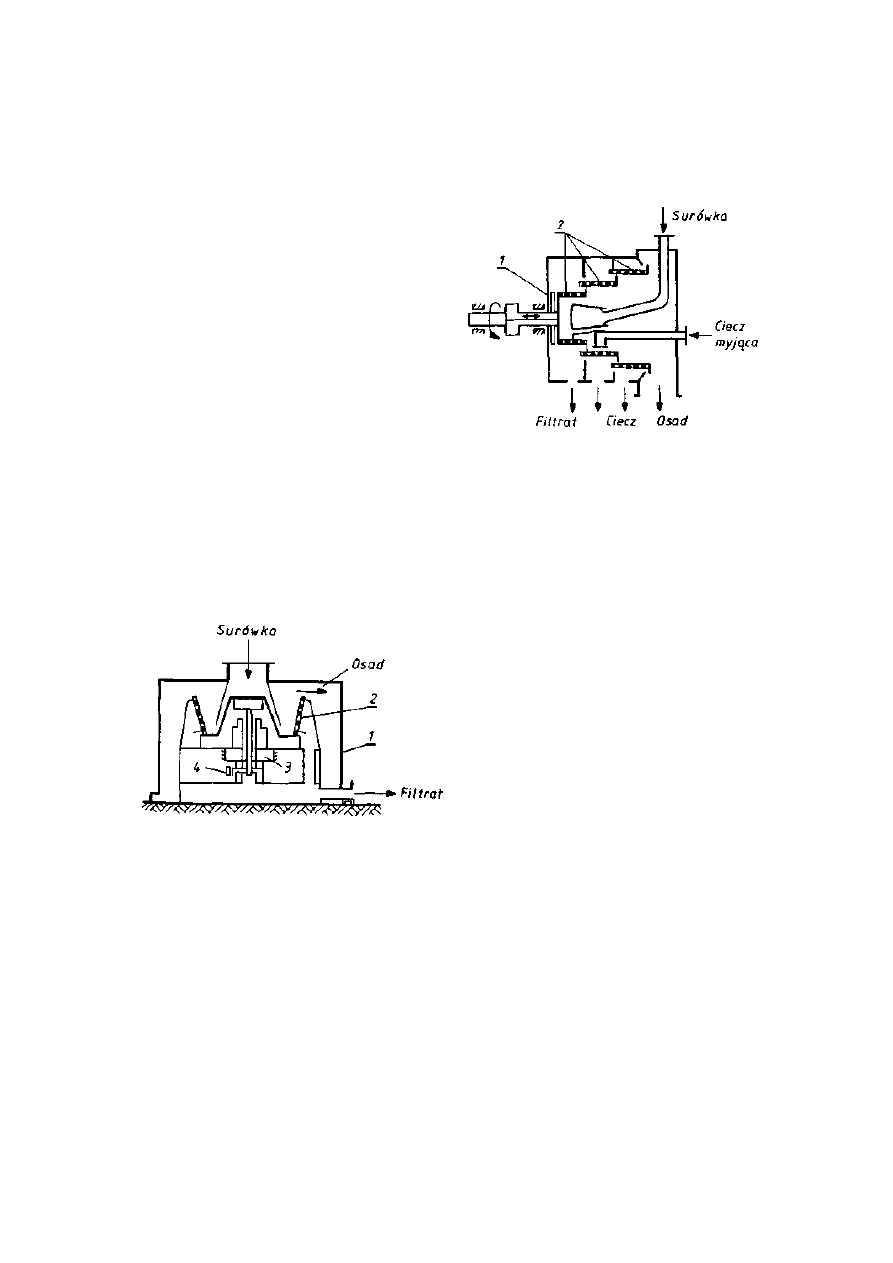
Bęben w tyrp wypadku stanowi zespół trzech lub czterech współśrodkowych,
perforowanych cylindrów, o zwiększającej się średnicy. • W wirówkach
ślimakowych bęben ma kształt stożka, osad natomiast jest wyładowywany
ślimakiem stożkowym. Wirówki ślimakowe
są konstruowane z wałem poziomym i
pionowym. W wirówce z wałem pionowym,
zawiesina jest podawana od góry na
wirujący ślimak, skąd jest odrzucana na
wewnętrzną powierzchnię stożkowego
perforowanego bębna. Ciecz przepływa
przez przegrodę filtracyjną i jest
odprowadzana na zewnątrz jako filtrat,
osad natomiast, przesuwany ślimakiem
obracającym się z inną prędkością niż
bęben,
opada do pojemnika ciała stałego. Wadą
tego sposobu wyładowywania osadu jest
erozja bębna wirówki. Wirówki są stosowane do odwadniania koncentratów
flotacyjnych, zawiesin kryształów itp.
Wirówki wibracyjne (rys. 12.26) są stosowane do rozdzielania zawiesin
zawierających cząstki o dużych rozmiarach. Bęben wirówki ma kształt stożka
rozszerzającego się ku górze. Wykonuje
on ruch obrotowy i dodatkowy ruch
drgający w pionie, zwykle wywołany
mechanizmem mimośrodowym. Surówka
jest podawana na górę stożka
wewnętrznego, skąd spływa do dolnej
części bębna i przepływa po jego
powierzchni do góry, podlegając
jednocześnie filtracji. Szybkie drgania
bębna wprowa-
dzają tworzącą się warstwę osadu w
stan pseudoplastyczny, w którym
zmniejsza się tarcie pomiędzy ziarnami
i powierzchnią drgającą bębna, co ułatwia filtrację i jednocześnie, dzięki
rozwarciu stożka, osad przesuwa się do góry, skąd opada do szczeliny pierście-
niowej pomiędzy bębnem i obudową. Istnieją również konstrukcje wirówek
wibracyjnych z wałem poziomym. Wirówki wibracyjne charakteryzują się
mniejszymi szybkościami wirowania bębnów w porównaniu z innymi, do
osiągnięcia tego samego celu rozdzielania i dużą trwałością przegród filtra-
cyjnych.
Rys. 12.25. Wirówka filtracyjna z pulsującym
tłokiem, trójstopniowa: l — tłok zgarniający,
2 — bębny — stopnie
Rys. 12.26. Wirówka wibracyjna: l —obudowa, 2
- bęben, 3 — koło napędowe, 4 - wibrator
173
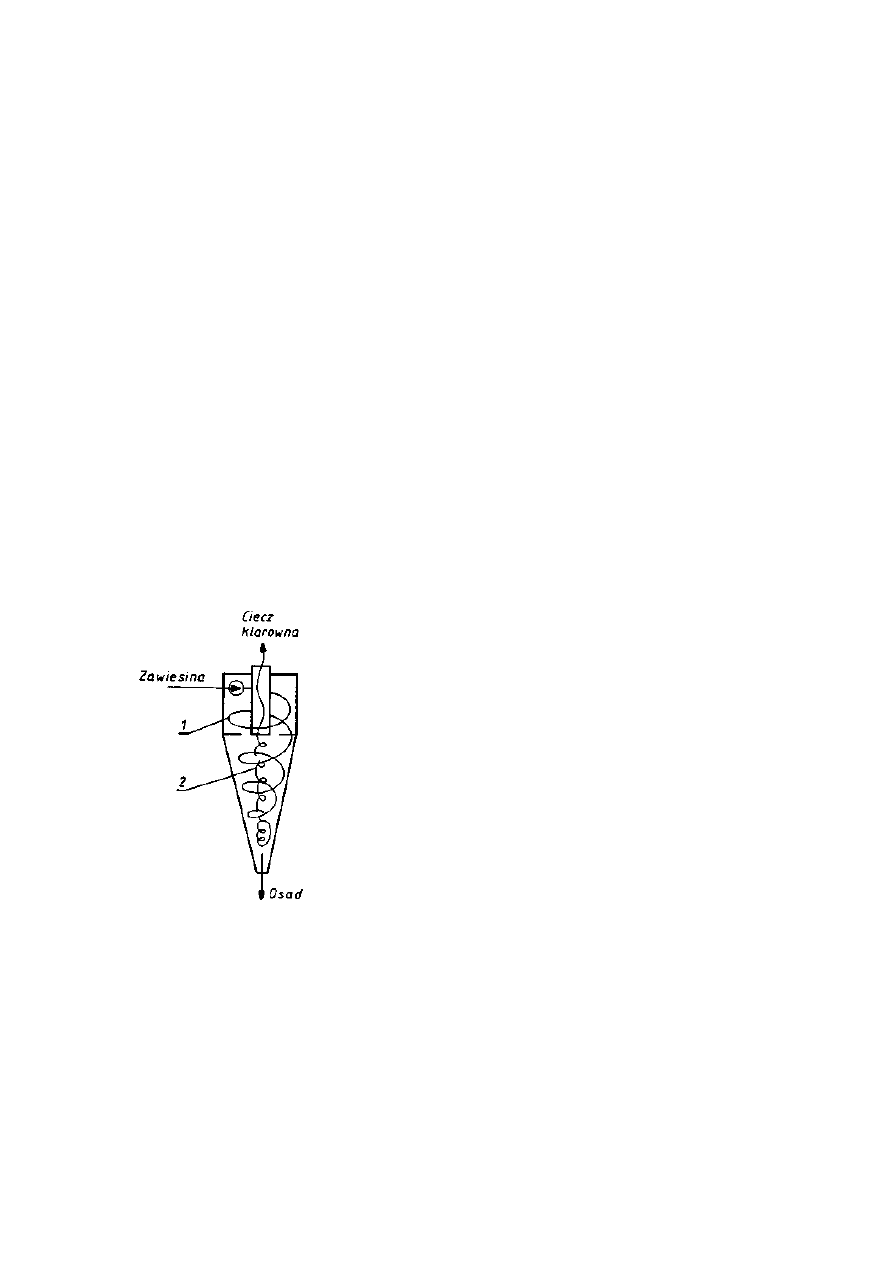
12.4.3. DOBÓR WIRÓWEK
Dobór i stosowanie wirówek wynika z przesłanek technologicznych, eko-
nomiki procesu lub ochrony środowiska, gdy m. in. są wymagane:
— ciągłość rozdziału i automatyzacja procesu,
— wysoki stopień rozdziału cząstek o małych rozmiarach, niezależny od
warstwy zebranego osadu,
— duża szybkość rozdzielania cieczy o małej objętości zawiesiny,
— montaż na bardzo ograniczonej przestrzeni,
— rozdzielanie mieszanin niebezpiecznych dla środowiska.
12.5. HYDROCYKLONY
Hydrocyklon stanowi aparat, w którym korzysta się z działania sił odśrod-
kowych w celu wydzielenia cząstek stałych z cieczy. Dzięki dużym przyspie-
szeniom odśrodkowym w hydrocyklonach jest możliwe uzyskanie współczyn-
ników uwielokrotnienia rzędu 500-25 000, co umożliwia wydzielanie cząstek w
zakresie 3-250 µm.
Hydrocyklon (rys. 12.27) składa się z części górnej cylindrycznej i dolnej
stożkowej oraz tzw. dysz — wlotowej, wylotowej (przelotowej) i wylewowej.
Zawiesinę wprowadza się stycznie do części cylindrycznej dyszą wlotową pod
ciśnieniem 0,1-0,5 MPa. To powoduje wytworzenie
wewnątrz hydrocyklonu wiru, tzw. pierwotnego, który
przesuwa się do wierzchołka części stożkowej i z
którego następuje zasadnicze wydzielanie cząstek ciała
stałego. Cząstki o większych rozmiarach i większej
bezwładności, siłą odśrodkową są skierowane ku ścianie
i jednocześnie poruszając się w dół opuszczają
hydrocyklon dyszą wylewową, jako zatężona zawiesina.
Na skutek dławienia wypływu na dyszy wylewowej wir
pierwotny zmienia kierunek i w postaci wiru wtórnego
przepływa ku górze, do dyszy wylotowej. Drobne cząstki
odrzucone z wiru wtórnego są porywane przez wir
pierwotny i kierowane z powrotem do wylewu, co
zwiększa efekt rozdzielania.
Konstrukcja hydrocyklonu, zwłaszcza wymiary
zasadnicze i materiał konstrukcyjny są zależne od jego
przeznaczenia i właściwości fizykochemicznych
rozdzielanej zawiesiny. Hydrocyklony, mimo prostoty
konstrukcji, są urządzeniami o złożonym sposobie działania i wymagają
stabilnych warunków pracy. Średnice hydrocyklonów wynoszą 20-500 mm, przy
czym im mniejsza średnica, tym większa zdolność rozdzielcza cząstek o małych
rozmiarach.
Rys. 12.27. Hydrocyklon:
l — wir pierwotny, 2 — wir
wtórny
174
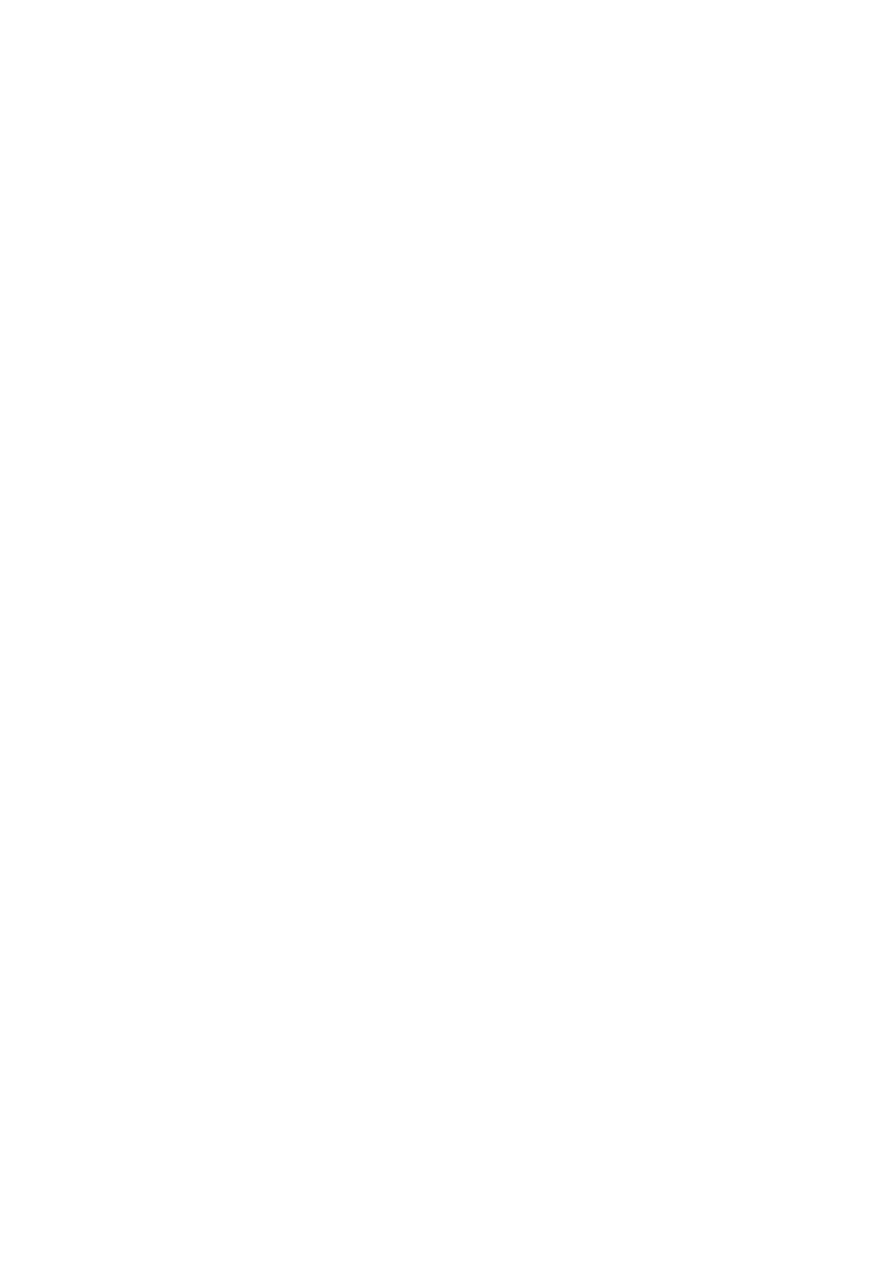
DoAvydzielenia cząstek ó małych rozmiarach z dużego strumienia zawiesiny
stosuje się układy równoległe hydrocyklonów, umieszczone we wspólnej
komorze, zwane multihydrocyklonami Liczba pojedynczych hydrocyklonów
zależy od strumienia i rodzaju zawiesiny i może dochodzić do kilkudziesięciu, ich
średnica natomiast od kilku do kilkudziesięciu milimetrów.
Hydrocyklony są stosowane do wstępnego zagęszczania zawiesin kierowanych
do rozdzielania w filtrach bębnowych i wirówkach, w procesach ługowania,
krystalizacji itp.
12.6. SPECJALNE METODY ROZDZIELANIA
Wiele ciekłych układów niejednorodnych nie można rozdzielić metodami
klasycznymi, zwłaszcza gdy zawierają one cząstki sub- i mikronowe, o gęstości
zbliżonej do cieczy, cząstki tworzące żele, gdy ciecz ma dużą lepkość i w wielu
innych przypadkach. Najistotniejszą grupę aparatów do rozdzielania tego rodzaju
układów, stanowią filtry membranowe, w których przegrody filtracyjne (membrany)
są zbudowane z następujących materiałów:
— wysokocząsteczkowych polimerów,
— mikroporowatych materiałów ceramicznych,
— mikroporowatych filtrów metalowych m. in. ze stali kwasoodpornych. Mają
one postać płyt (arkuszy) lub rur (cylindrów). Membrany, w zależności od
średnicy porów, dzielą się na porowate — 0,005-1 µm, mikroporowate — 0,001-
0,005 µm i nieporowate, o porach mniejszych niż 0,001 µm, które stanowią raczej
strukturę niż otwory (pory).
Membrany osadzone w odpowiednich oprawkach, ramkach, pierścieniach są
umieszczone pojedynczo lub jako zestaw w korpusie, obudowie filtru. Roz-
dzielanie prowadzi się tu metodą filtracji krzyżowej, stosowanej w filtracji
dynamicznej. Wzrost placka na powierzchni jest ograniczony, w wyniku prze-
pływu zawiesiny przez porowatą membranę z dużą prędkością. Przez pory
przepływa filtrat (permeat) a znad powierzchni filtru (membrany) odpływa ciecz
zatężona.
W zależności od rodzaju i wielkości cząstek (cząsteczek) rozdzielanego
układu są stosowane odpowiednie membrany i sposoby filtracji [4], np.:
— mikrofiltracja prowadzona na membranach o dużej średnicy porów do
separacji z cieczy cząstek o średnicy 0,02-10 µm, przy różnicy ciśnień 0,1-
-0,5 MPa, stosowana w medycynie, przemyśle spożywczym, wytwarzaniu ma-
teriałów dla elektroniki, oczyszczaniu wody itp,
— ultrafiltracja stosowana do separacji cząstek o średnicy ok. 0,005-
-0,01 µm, w medycynie i w mikrobiologii, przemyśle farmaceutycznym, do
oczyszczania napojów, separacji i zatężania produktów mlecznych, odzysku
barwników, otrzymywania superczystej wody itp.
175

Innymi specjalnymi metodami rozdzielania na membranach są następujące:
— osmoza odwracalna (rewersyjna) stosowana do rozdzielania roztworów o
różnych stężeniach,
— dializa, oparta na wędrówce substancji ciekłej przez membranę, na skutek
gradientu stężenia,
— elektrodializa, elektrolity są przenoszone przez membranę na skutek
różnicy potencjału elektrycznego,
— odparowanie membranowe, składniki lotne z cieczy organicznej są
przenoszone przez membranę i odparowują do przepływającego gazu nośnego lub
na skutek obniżenia ciśnienia,
— separacja membranowa gazów, prowadzona na membranach nieporo-
watych, oparta jest na rozpuszczaniu gazu w membranie, dyfuzji i desorpcji.
Separatory magnetyczne, zwane magnetyzatorami są stosowane do usu-
wania z wody i innych płynów roboczych cząstek ferromagnetyków, zatężania rud
magnetycznych itp. Filtr stanowi zbiornik zawierający wypełnienie magnetyczne,
otoczone na zewnątrz uzwojeniem elektromagnesu. Po przyłożeniu pola
elektromagnetycznego, wypełnienie w postaci kulek lub włókien przyciąga tlenki
metali (również produkty korozji) o średnicy 0,05-1 µm, znajdujące się w
strumiemiu cieczy. Sprawność separacji zależy od wielkości siły pola
magnetycznego, przyłożonego do strumienia zawiesiny i rodzaju materiału cząstek.
Wynosi ona np. dla magnetytu >90%, miedzi ok. 50%.
12.7. DOBÓR FILTRU
W celu doboru filtru niezbędna jest analiza następujących danych:
— rodzaju i właściwości zawiesiny i tworzonego placka,
— stężenia zawiesiny,
— właściwości fizykochemicznych cieczy,
— wymaganej wydajności,
— mycia osadu, obecności zanieczyszczeń, suszenia,
— istotności rozdziału: osad, ciecz, czy oba produkty są istotne. W
analizie należy uwzględnić ponadto, że:
— szybkość tworzenia się placka na tkaninie filtracyjnej wynosi pode/.as
filtracji szybkiej — 0,1-10 cm/s, średniej — 0,1-10 cm/min, wolnej — 0,i--10
cm/h,
— filtracja nie może być prowadzona w sposób ciągły, jeżeli placek o gru-
bości > 3 mm nie tworzy się w ciągu 5 min.,
— filtracja szybka odbywa się na filtrze taśmowym bębnowym, zasilanym od
góry i w wirówkach wypychających,
— filtracja o średniej szybkości odbywa się w filtrach bębnowych i tarczo-
wych, wirówkach zbierających (nożowych),
176
i

— filtracja wolna odbywa się w filtrach ciśnieniowych i wirówkach sedy-
mentacyjnych.
Do wyboru określonej konstrukcji filtru pomocne mogą być prace [ 1 ] , [3], a
także normy branżowe [5J-[7].
LITERATURA
[1] Filters and t-ilnation Handbook. 3rd Ed., Ed. Ch. Dickenson, Elsevier Sci. Publ., Oxford
1992. [2]
MAUNO
\>"'< KAJA T.A.,
KOBRINSKU
LA. i in., Rozdzielanie zawiesin w przemyśle
chemicznym,
WNT, Warszawa 1986. [3] Handbook of Separation Techniques for Chemical Engineers, Ed.
P.A. Schweitzer, McGraw-
-Hill, New York 1979. [4] SELECKI A.,
GAWROŃSKI
R., Podstawy projektowania wybranych
procesów rozdzielania
mieszanin, WNT, Warszawa 1992. [5] BN-75/2379-01, Prasy
filtracyjne ramowe. [6] BN-76/2371-17, Filtry próżniowe bębnowe.
[7] BN-82/2377-01, Wirówki przemysłowe ciągłe i okresowe.
13. ODPYLACZE I ODKRAPLACZE GAZÓW
13.1. WPROWADZENIE
Odpylanie gazów polega na usuwaniu z nich cząstek aerozolowych. Cząstki te
mogą być stałe lub ciekłe. Proces odpylania gazu — usuwania cząstek stałych —
jest prowadzony w aparatach zwanych odpylaczami, do usuwania
kropel natomiast — cząstek ciekłych — są stosowane
odkraplacze. Zastosowanie określonego procesu
odpylania oraz typu odpylacza określa zarówno cha-
rakterystyka źródła emisji zanieczyszczeń, jak i wymagany
stopień oczyszczenia, odpylenia gazu, zwany sprawnością
odpylania. Sprawność odpylania gazu wynika z wymagań
technologicznych, bądź wydzielenia cennego produktu,
bądź otrzymania czystych gazów technologicznych lub
odlotowych, gdy istnieje konieczność przestrzegania
odpowiednich przepisów i norm ochrony środowiska, dotyczących emisji
zanieczyszczeń do powietrza atmosferycznego [1]. Sprawność ogólna odpylania η
jest związana z liczbą lub masą cząstek usuniętych ze strumienia gazu i — zgodnie
ze schematem (rys. 1 3 . 1 ) — przy danym stężeniu masowym (lub liczbowym)
cząstek C, jest wyrażana zależnością
Celem odpylania jest ograniczenie do wymaganego minimum emisji strumienia
masy cząstek aerozolowych E z gazami odlotowymi. Emisję E, w stosunku do
strumienia wlotowego cząstek, wyznacza się z penetracji cząstek p przez układ
odpylający
Sprawność ogólna (całkowita) jest sumą sprawności odpylania poszczególnych
rozmiarów lub zakresów rozmiarów cząstek. Zależność pomiędzy sprawnością
odpylania a rozmiarem cząstek danego rodzaju nazywa się sprawnością frakcyjną
odpylania i wyraża tą samą miarą co sprawność ogólną, tj. ułamkiem lub w
procentach. Sprawność ogólna jest sumą sprawności w poszczególnych zakresach
rozmiarów cząstek
178
Rys. 13.1. Schemat blokowy
procesu odpylania
gdzie x
t
— ułamek (lub procent) danej frakcji, Ί i
— sprawność frakcyjna.
Podobnie penetracja ogólna cząstek aerozolowych
Pełna znajomość
właściwości
oczyszczanego gazu oraz cząstek aerozolowych jest jednym z podstawowych
warunków doboru odpowiedniej metody odpylania gazu i konstrukcji odpylacza.
Znajomość właściwości cząstek aerozolowych, takich jak średnica, gęstość,
oporność, rozpuszczalność, adhezyjność itp. jest niezbędna do przewidywania
efektów odpylania.
Z rozmiarem cząstek wiąże się skuteczność działania sił, mechanizmów od-
pylania usuwających cząstki z gazu. Wykorzystuje się działanie sił pojedynczych
lub kombinację sił grawitacji, bezwładności, w tym sił odśrodkowych, dyfuzyjnych,
sił elektrostatycznych, a także efekt bezpośredniego zderzenia cząstek z
przegrodą (kolektorem) i zwiększenie rozmiarów cząstek przez koagulację.
Znajomość mechanizmów odpylania jest konieczna, zwłaszcza w odniesieniu do
cząstek o rozmiarach submikronowych, mniejszych niż l µm, stanowiących
największe zagrożenie dla ludzi i ich środowiska, gdyż jest podstawą zarówno
projektowania, jak i prowadzenia procesu odpylania z odpowiednio dużą
sprawnością.
W zależności od postaci wydzielonych cząstek (suchy pył lub zawiesina)
zarówno stosowane metody odpylania, jak i odpylacze są określane jako suche
lub mokre.
Energia zużywana w procesie odpylania wynika zarówno z niezbędnej pręd-
kości strumienia gazu przez odpylacz, jak i z wymuszonej wędrówki cząstek do
powierzchni wydzielania — kolektora. W pierwszym wypadku zużycie energii jest
związane z pokonywaniem oporów tarcia i oporów lokalnych przepływu. W
drugim natomiast może być związane ze strumieniem gazu lub z siłami
zewnętrznymi, takimi jak siły elektrostatyczne, energia kinetyczna cieczy itp.
Strata energii strumienia gazu V
G
podczas przepływu przez odpylacz jest
związana ze spadkiem ciśnienia gazu ∆ ρ i wyrażana jako
W odpylaczach mokrych, gdy energia jest doprowadzona ze strumieniem cieczy
Vl zużycie mocy wyraża zależność
Zużycie energii w procesie odpylania jest wyrażane w watach lub kilowatach na
1000 m
3
oczyszczanego gazu.
179
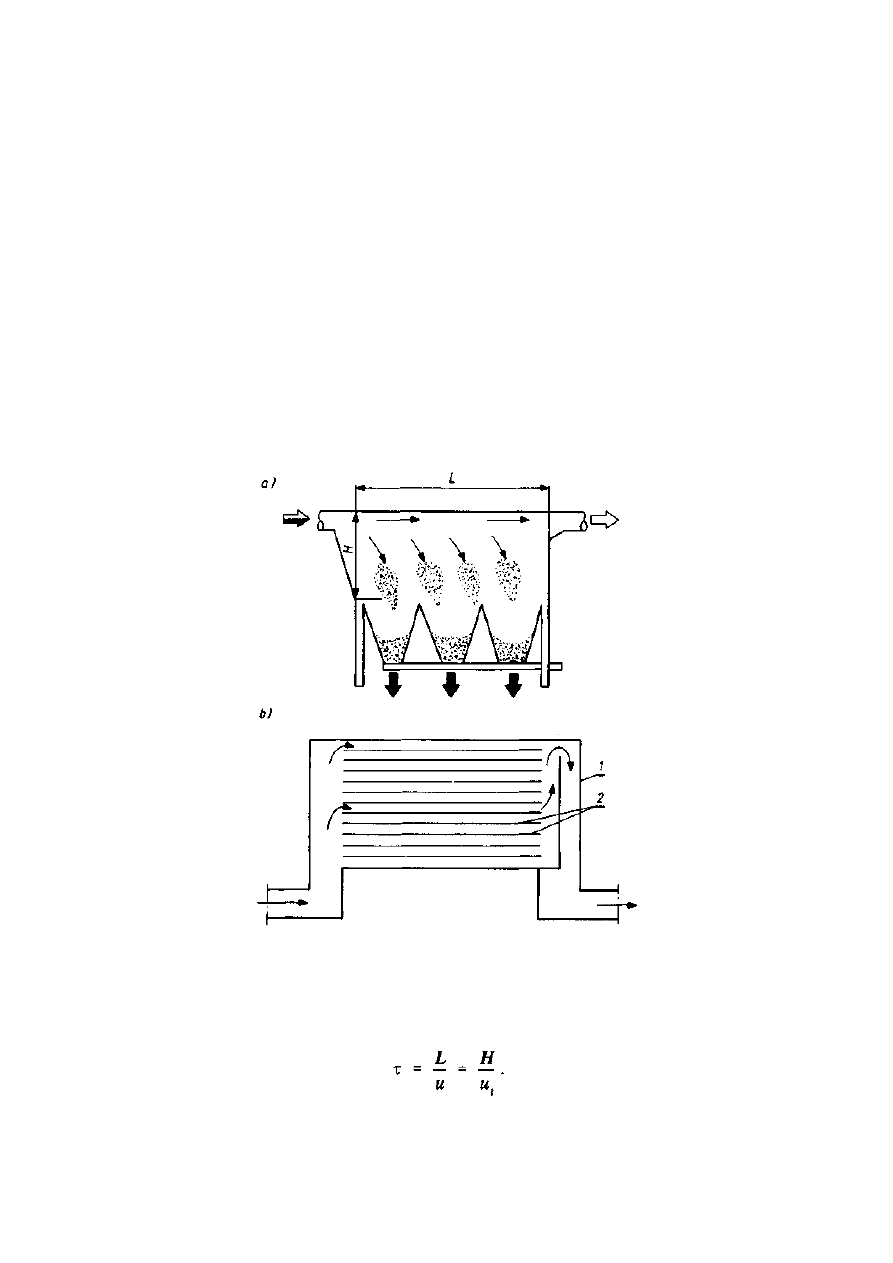
Do odpylaczy suchych zalicza się: komory osadcze (pyłowe), odpylacze
inercyjne, cyklony, filtry warstwowe i tkaninowe, elektrofiltry.
Odpylacze mokre są określane zazwyczaj ogólną nazwą stosowaną dla apa-
ratów do kontaktu gazu i cieczy, jako skrubery, a także jako płuczki, zwłaszcza w
branżach związanych z tzw. przemysłem ciężkim. Niekiedy również w odpylaczach
suchych może być stosowana woda (ciecz), jako czynnik pomocniczy, nie
wpływając zasadniczo na proces odpylania, jak np. w elektrofiltrach, które są
nazywane wówczas mokrymi.
13.2. KOMORY PYŁOWE I ODPYLACZE INERCYJNE
Odpylanie gazu w komorach pyłowych zachodzi pod wpływem działania siły
ciężkości podczas przepływu strumienia aerozolu z prędkością umożliwiającą
osadzenie cząstek na dnie komory w trakcie przebywania gazu w komo-
Rys. 13.2. Komora pyłowa: a) jednokomorowa, b) wielopółkowa; l — obudowa, 2 — półki
rze. Czas opadania τ cząstek w komorze (rys. 13.2) o długości L i wysokości H przy
prędkości liniowej przepływu gazu u, gdy prędkość graniczna opadania cząstek
wynosi u
t
wyrażają stosunki
180
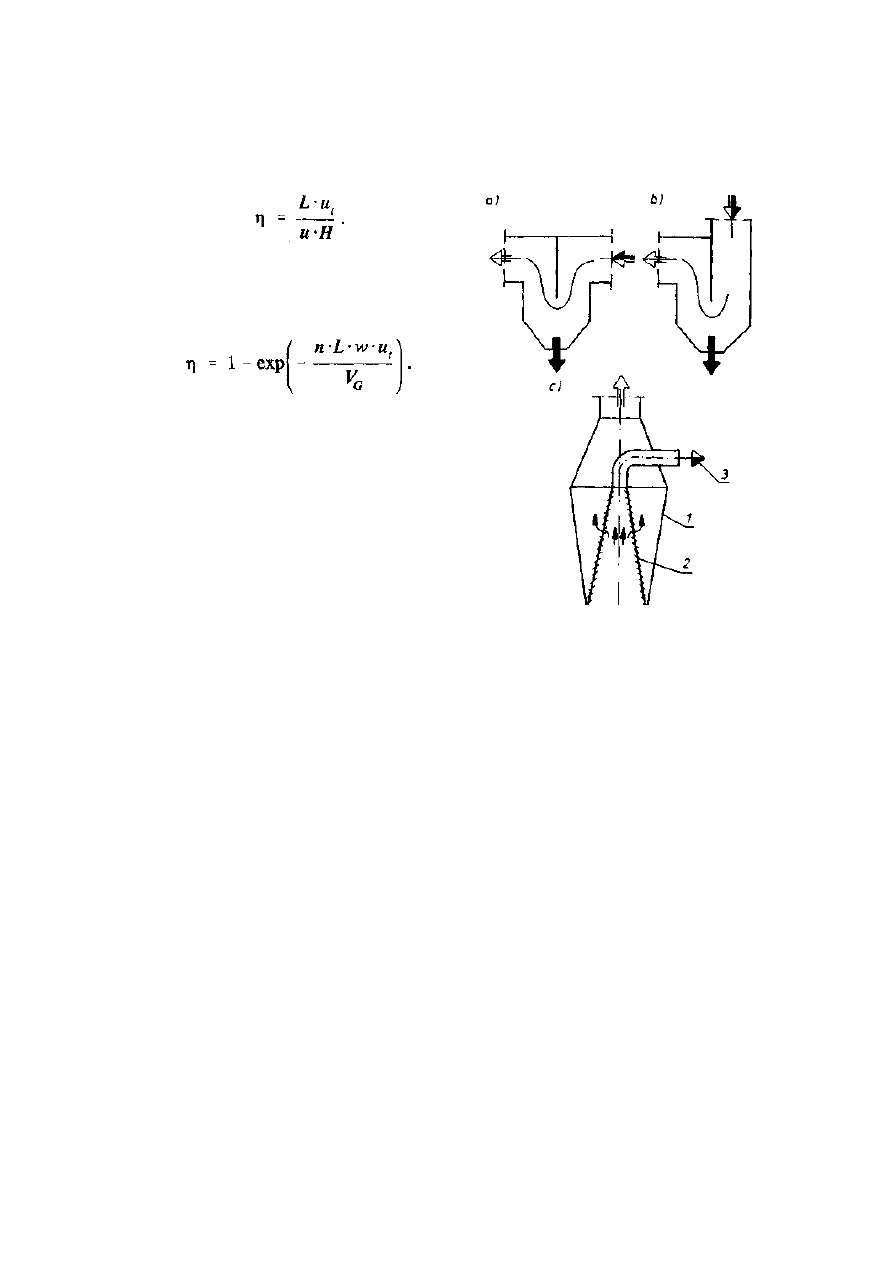
Podczas przepływu laminarnego, gdy cząstki są równomiernie rozproszone w
strumieniu gazu, sprawność wydzielania cząstek opadających z prędkością u.
wyraża równanie
-Podczas przepływu burzliwego gdy Re >
2300, komora posiada n półek o szerokości w
(rys. 13.2b) sprawność odpylania określa
równanie
Komory osadcze mają duże wymiary i małą
sprawność odpylania cząstek o rozmiarach
mikronowych. Stosowane są do wstępnego
odpylania dużych strumieni gazów z cząstek
o rozmiarach ponad 50 µm, zapylonych w
dużym stopniu.
Sprawność odpylania może być
zwiększona przez instalowanie na prze-
wodach lub w komorach elementów
powodujących zmianę kierunku przepływu
strumienia aerozolu (rys. 13.3). Dodatkowe
działanie na cząstki sił bezwładności i efekt
bezpośredniego zderzenia z przegrodą
powodują, że z dużą sprawnością są wydzielane cząstki
≥ 30 µm. Do odpylaczy
inercyjnych zalicza się również odpylacze żaluzyjne (rys. 13.3c) stosowane w
wielu technologiach przemysłowych jako odpylacze wstępne.
13.3. CYKLONY
W odpylaczach odśrodkowych, zwanych cyklonami do odpylania gazów,
stosuje się bardziej efektywny mechanizm odpylania, polegający na działaniu sił
odśrodkowych na cząstki aerozolowe. Odpylacze odśrodkowe znajdują szerokie
zastosowanie w przemyśle, ze względu na prostą i zwartą budowę, brak części
ruchomych, możliwość pracy w wysokiej temperaturze i wysokim ciśnieniu,
niewielkie koszty wykonania oraz nieskomplikowaną obsługę. Strumień aerozolu
może być wprowadzony w ruch obrotowy (wirowy) kilkoma sposo-
181
Rys. 13.3. Odpylacze inercyjne: a,b) z
przegrodami, c) żaluzjowy; l — obudowa
odpylacza, 2 — żaluzje, 3 - gaz odlotowy
o większym zapyleniu
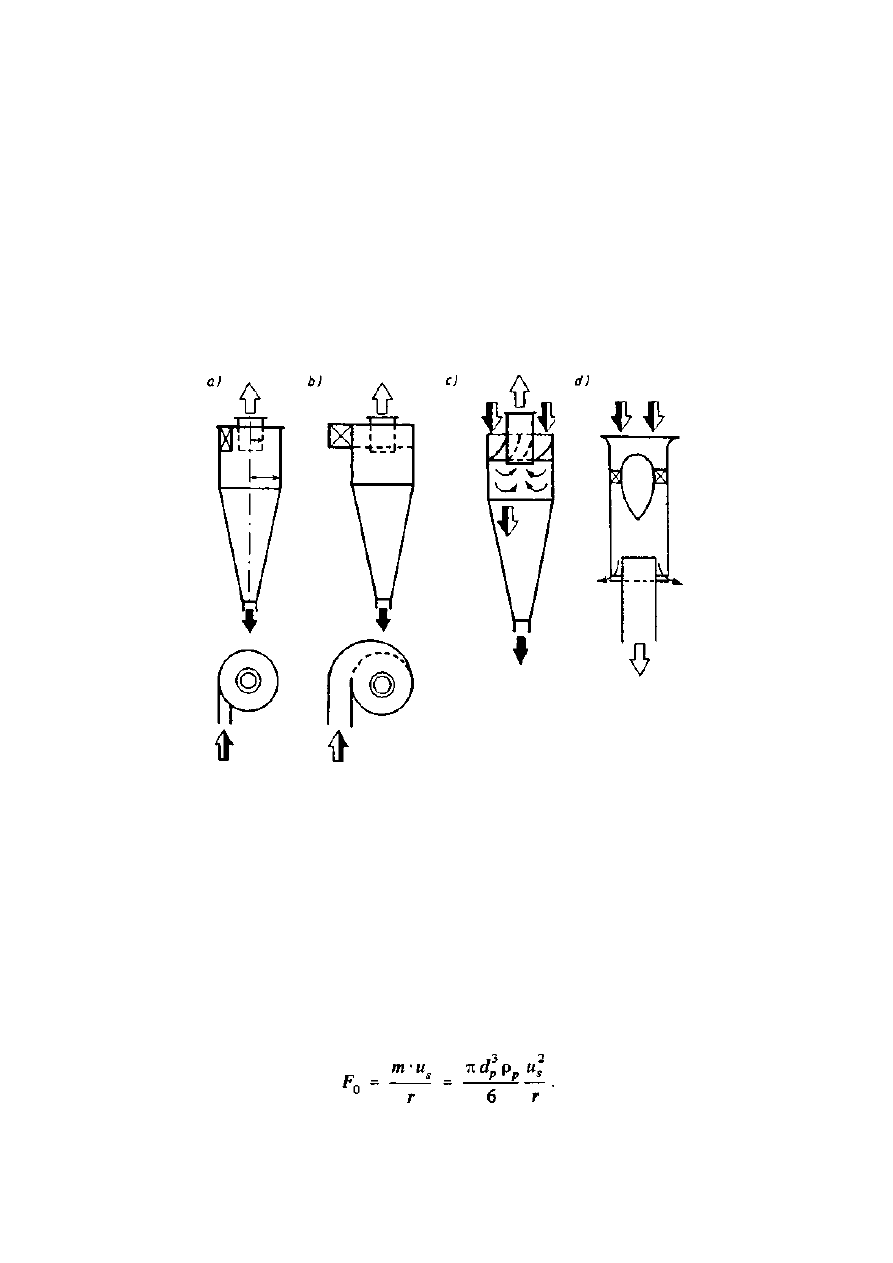
bami (rys. 13.4). W konstrukcjach klasycznych strumień aerozolu jest wpro-
wadzany bądź stycznie do części cylindrycznej cyklonu, bądź wlot jest spiralny
(rys. 13.4a,b). W cyklonach z wlotem osiowym (rys. 13.4c) przed wlotem do części
cylindrycznej aerozol przepływa przez zespół, wieniec łopatek nachylonych do
poziomu lub przez pełny element śrubowy, na których następuje zmiana ruchu z
prostoliniowego na wirowy. Strumień aerozolu spływa następnie w dół, do
wierzchołka części stożkowej, gdzie zmienia kierunek na przeciwny (przepływ
rewersyjny). Poruszając się dalej ruchem wirowym spiralnym, jako wir wtórny,
wzdłuż osi cyklonu do góry, opuszcza cyklon centralnie umieszczoną rurą
odlotową.
Rys. 13.4. Cyklony z wlotem: a) stycznym, h) spiralnym, c) osiowym, d) przelotowy
W cyklonach przelotowych (rys. 13.4d) gaz po wprowadzeniu w ruch wirowy
nie zmienia kierunku przepływu. Istnieją również konstrukcje odpylaczy
odśrodkowych tzw. przeciwbieżne, których zasada działania jest oparta na
kombinacji przepływu rewersyjnego z przelotowym [1]. Znajdują one jednak
mniejsze zastosowanie.
Siły działające na cząstki w cyklonie są funkcją promienia wirowania i rozmiaru
cząstek. W celu sprawnego wydzielania cząstek jest wymagana możliwie duża
prędkość styczna i mała promieniowa, co wymaga długiej części stożkowej
cyklonu. Siła odśrodkowa działająca na cząstki o średnicy d , masie m ι promieniu
wirowania r wynosi
182
Z tego równania wynika, że sprawność odpylania w cyklonach będzie wzrastać
następująco:
— proporcjonalnie, wraz ze zwiększeniem średnicy cząstek d
p
w potędze
trzeciej,
— proporcjonalnie,wraz ze zwiększaniem gęstości cząstek p
p
,
— proporcjonalnie, wraz ze zwiększeniem prędkości stycznej wirowania
cząstek u
s
w potędze drugiej,
— odwrotnie proporcjonalnie do promienia wirowania r cząstek.
Im mniejsza jest średnica cyklonu, tym większa siła odśrodkowa jest wy-
twarzana i większa jest sprawność odpylania. W cyklonach jest wytwarzana siła
odśrodkowa rzędu 75-1000 razy większa od siły grawitacji.
Graniczna sprawność frakcyjna cyklonów η = 50% odpowiada średnicy
cząstek 5 µm. Typowy cyklon o średnicy l m ma sprawność ok. 50% dla cząstek
20 µm, wysoko sprawny natomiast ok. 80% dla cząstek d > 10 µm. Stężenie
cząstek w strumieniu wlotowym do cyklonu zawierać się może od l g/m
3
do 50
kg/m
3
.
Analiza ruchu strumienia aerozolu w cyklonie, dokonywana na podstawie
różnych modeli uwzględniających wymienione i dodatkowe parametry, w tym
geometryczne cyklonu, doprowadziła do wielu równań określających sprawność
odpylania w cyklonach [1].
Kształt cyklonu określają proporcje jego podstawowych wymiarów (rys. 13.5)
odniesione zazwyczaj do średnicy cyklonu. Średnice cyklonów zmieniają się od
0,05 m, w tzw. cyklonach mierniczych, do kilku metrów, gdy są stosowane w
kotłach fluidalnych cyrkulacyjnych. Proporcje te mają wpływ na sprawność
odpylania tak, że maksimum sprawności uzyskuje się, gdy długość rury odlotowej
gazu S ~ D lub S ~ B, gdy B jest większe od D
e
.
Zwiększenie ogólnej wysokości cyklonu H zwiększa sprawność odpylania,
lecz jednoczesny wzrost kosztu inwestycyjnego i wymaganej przestrzeni dla
zabudowy ogranicza możliwości zmian tego parametru. Zaleca się jednak za-
chowanie warunku H > 3D. Zmniejszenie stosunku D
e
/D powoduje większy
spadek ciśnienia gazu, co zwiększa sprawność odpylania. Stosunek ten jest
zwykle ograniczony do 0,5. Jeśli wlot aerozolu do cyklonu jest prostokątny, to
warunek α > b powoduje zwiększenie sprawności odpylania, lecz bardziej
praktyczny jest warunek α = b. By utrzymać ciśnienie gazu na· niskim poziomie,
należy zachować warunek (a b )
≥
π
D
e
2
/4.
Spadek ciśnienia gazu, spowodowany oporami tarcia i miejscowymi, w cy-
klonie wynosi
gdzie
N
H
— tzw. liczba prędkości wlotowej jest funkcją proporcji wymiarów
geometrycznych cyklonu 16(ab)/D
e
2
, określana jak wiadomo w
hydrodynamice przepływów jako współczynnik oporów miejscowych, u
— prędkość liniowa gazu na wlocie do cyklonu.
183
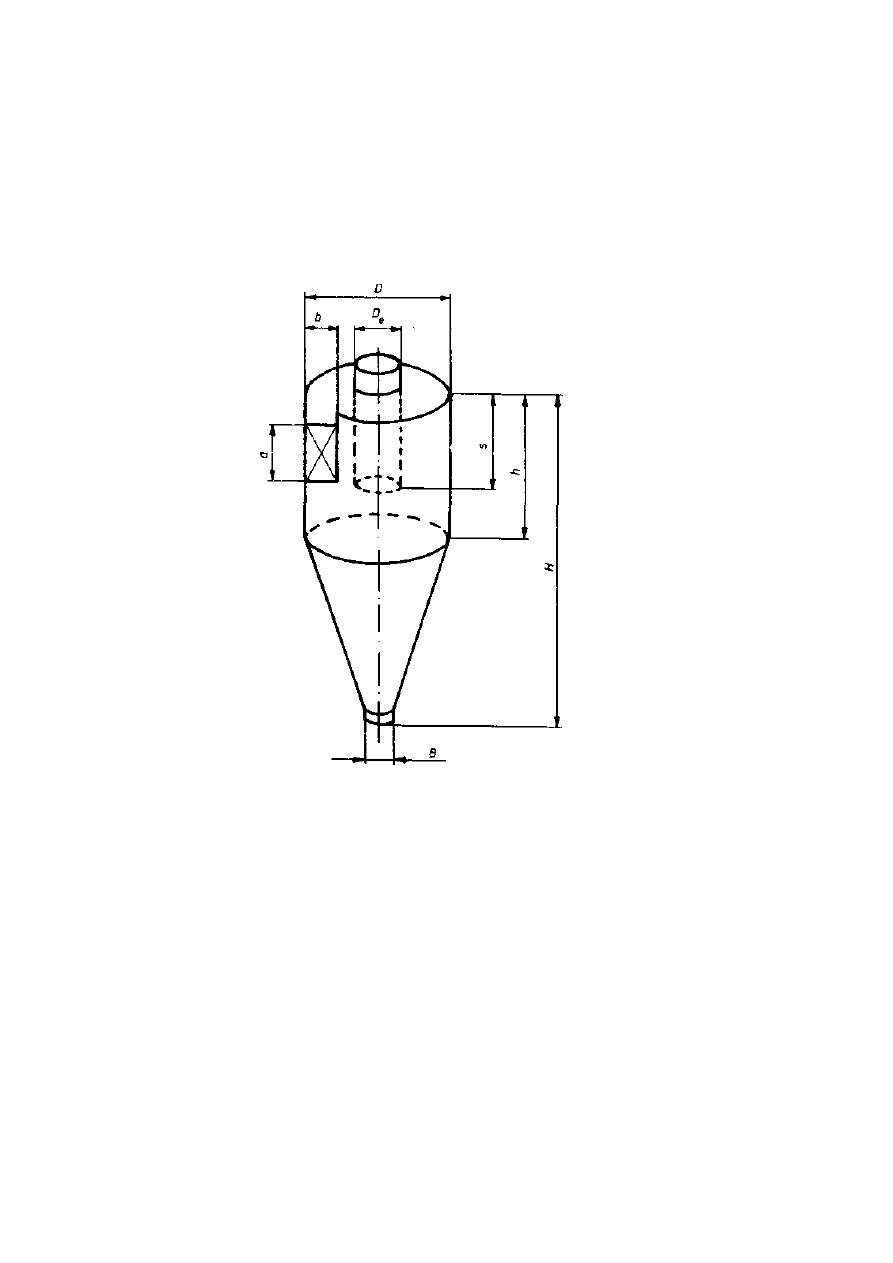
Spadek ciśnienia w typowych cyklonach wynosi 0,5-1,5 kPa, w wysoko
sprawnych natomiast 1,0-3,0 kPa. Typowe prędkości wlotowe strumienia aerozolu
do cyklonu 15-35 m/s, z tym że mniejsze prędkości dotyczą cyklonów nisko
sprawnych o dużej wydajności. Duże prędkości wlotowe, przy znacznych
stężeniach cząstek, mogą powodować silną erozję zarówno wlotowej części
cyklonu, jak i części dolnej, stożkowej.
Rys. 13.5. Wymiary standardowe cyklonu
W celu poprawienia sprawności odpylania stosuje się niekiedy połączenia
szeregowe, baterie cyklonów o zmniejszającej się średnicy. Do odpylania dużych
strumieni objętości gazów stosuje się baterie cyklonów połączonymi równolegle
lub multicyklony.
Multicyklon (rys. 13.6) tworzy równoległe połączenie wielu cyklonów o
małej średnicy; mają one wspólny wlot i wylot. Przepływ gazu (wzór przepływu)
jest tu inny niż w cyklonie klasycznym, gdyż aerozol do zespołu rur wpływa od
góry i jest wprawiany w ruch wirowy za pomocą łopatek, jak w cyklonach
osiowych. Średnica rur zmienia się w zakresie 150-600 mm. Właściwie
zaprojektowane i wykonane multicyklony mają sprawność rzędu 90% dla cząstek
5-10 µm. Trudności w równomiernej dystrybucji (rozdziale) aerozolu
184
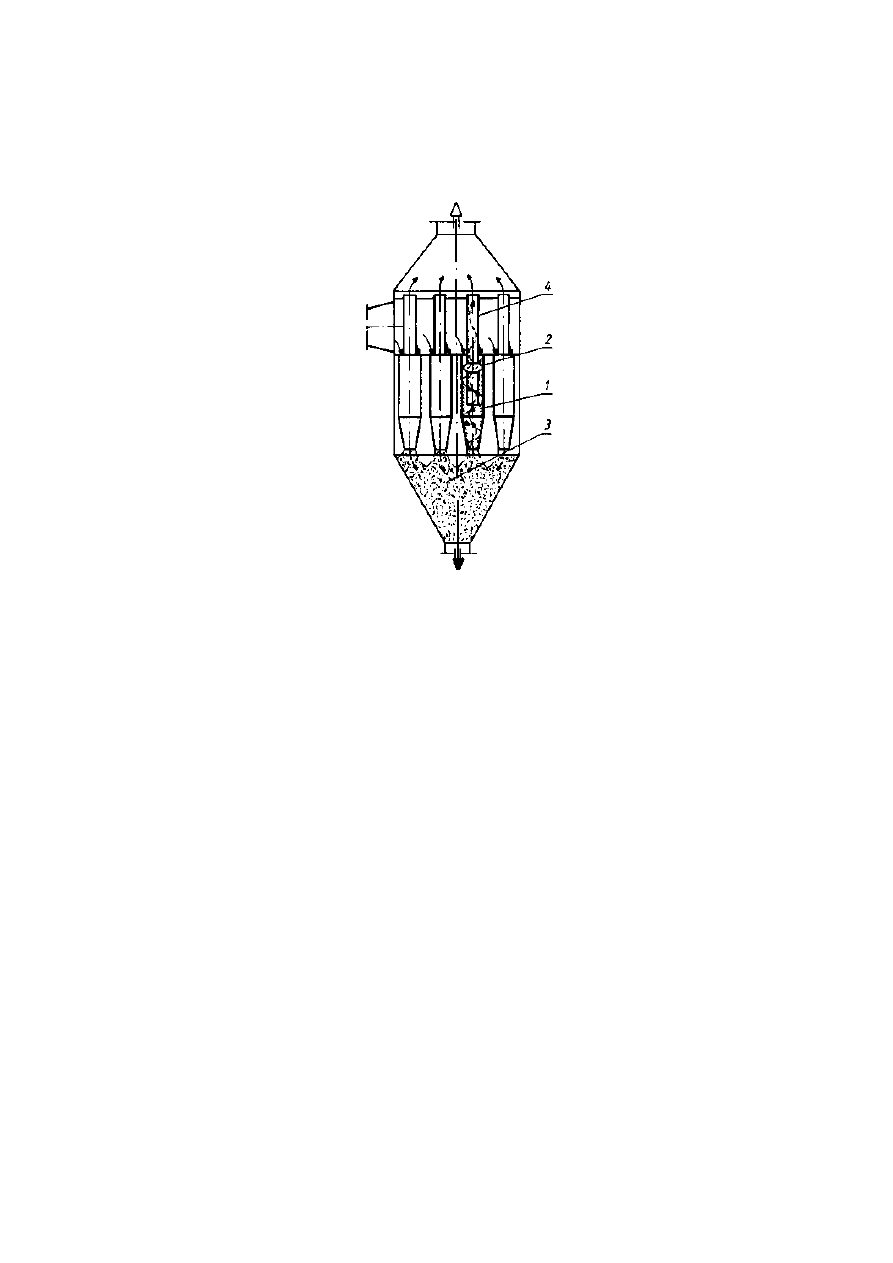
Rys. 13.6. Multicyklon: i — pojedynczy cyklon, 2 — łopatki kierujące, 3 — zbiornik pyłu,
4 — rurki gazu odpylonego
Zalet)
7
odpyłączy cyklonowych są następujące: brak części ruchomych,
mniejszy koszt w porównaniu z innymi odpylaczami o porównywalnej sprawności
odpylania, możliwość pracy v, wysokiej temperaturze, suchy produkt, niewielkie
zużycie energii, pewność działania.
Wadą jest natomiast względnie mała sprawność odpylania dla cząstek poniżej
15 µm oraz znaczna erozja przy cząstkach twardych, o ostrych krawędziach.
13.4. ODPYLACZE FILTRACYJNE
Zasada działania odpylaczy filtracyjnych jest oparta na przepływie strumienia
aerozolu przez przegrodę porowatą i osadzaniu się cząstek na elementach
przegrody (kolektorach): ziarnach, włóknach itp., w wyniku działania sił bez-
władności, dyfuzji, elektrostatycznych oraz efektu bezpośredniego zaczepienia. Z
biegiem procesu odpylania (filtracji) na powierzchni i we wnętrzu przegrody
gromadzi się coraz grubsza warstwa pyłu, co powoduje wzrost oporów w prze-
pływie gazu, które nie mogą przekroczyć wartości dopuszczalnej. Wydzielony pył
musi być okresowo usuwany, co jest określane mianem regeneracji filtru. W
filtrach proces filtracji i regeneracja powtarzane są cyklicznie.
185
zarówno między cyklony, jak i blokowanie pyłem, powodują ograniczone za-
stosowanie multicyklonów.
Wyróżnia się dwa podstawowe rodzaje filtrów (przegród filtracyjnych):
warstwowe i tkaninowe.
Filtry warstwowe stanowią warstwy luźno upakowanych lub sprasowa-
nych włókien oraz różnego rodzaju elementy wypełnień nieruchomych lub
ruchomych.
Filtry tkaninowe stanowią tkaniny plecione, tkane, filcowane, formowane w
kształcie worków, kieszeni itp.
Filtry tkaninowe i włókniste są wykonywane z włókien naturalnych i synte-
tycznych, np. bawełny, wełny, nylonu, teflonu, włókien szklanych itp. Warstwy
filtracyjne są wykonywane z włókien mineralnych i metalowych, siatek meta-
lowych.
Regeneracja filtrów tkaninowych polega na dynamicznym działaniu siły,
powodującym wstrząsanie tkaniny lub przedmuchiwaniu powietrzem w kierunku
przeciwnym do filtracji. Filtry warstwowe, w postaci ziaren lub włókien,
regeneruje się poprzez ich mycie, przedmuchiwanie powietrzem, okresowe
wstrząsanie lub wymianę warstwy.
Wymienione układy filtracyjne są zaliczane do najbardziej skutecznych metod
odpylania suchego gazów — sprawność odpylania wynosi 99,9% dla cząstek do
0,01 µm.
Usuwanie cząstek mniejszych niż 10 µm ze strumienia gorących gazów
może być wykonywane w filtrach z nieruchomą lub ruchomą warstwą materiału
ziarnistego: piasku, żwiru, koksu i innych wypełnień, zwykle ceramicznych, o
różnym kształcie. Zaletą filtrów jest niski koszt materiału warstwy, a w filtrach z
ruchomą warstwą praca ze stałym spadkiem ciśnienia, bez konieczności
okresowego przedmuchiwania i mycia. Filtry mają wysoką sprawność odpylania
cząstek rozmiarów mikronowych i submikronowych. Mała sprawność w zakresie
rozmiarów 0,2-2 µm może być poprawiona przez przyłożenie do układu sił
elektrostatycznych. W praktyce przyłożenie do filtru zewnętrznego pola
elektrycznego i dodatkowo elektrostatyczne ładowanie cząstek umożliwia bardzo
sprawne wydzielanie, również cząstek submikronowych [1]. Sprawność odpylania
w filtrach warstwowych określa równanie
w którym k = 3/2 — dla warstwy ziarnistej,
k = 4 /π — dla warstwy włókien,
L — grubość warstwy,
d
k
— rozmiar elementu warstwy,
ε — porowatość warstwy,
η
k
— sprawność osadzania cząstek na pojedynczym kolektorze,
elemencie warstwy.
Do tego rodzaju filtrów zalicza się również tzw. filtry świecowe, wykony-
wane z porowatych materiałów ceramicznych, metalowych i tworzyw synte-
tycznych. Są one stosowane do usuwania cząstek sub- i mikronowych z gazów
186
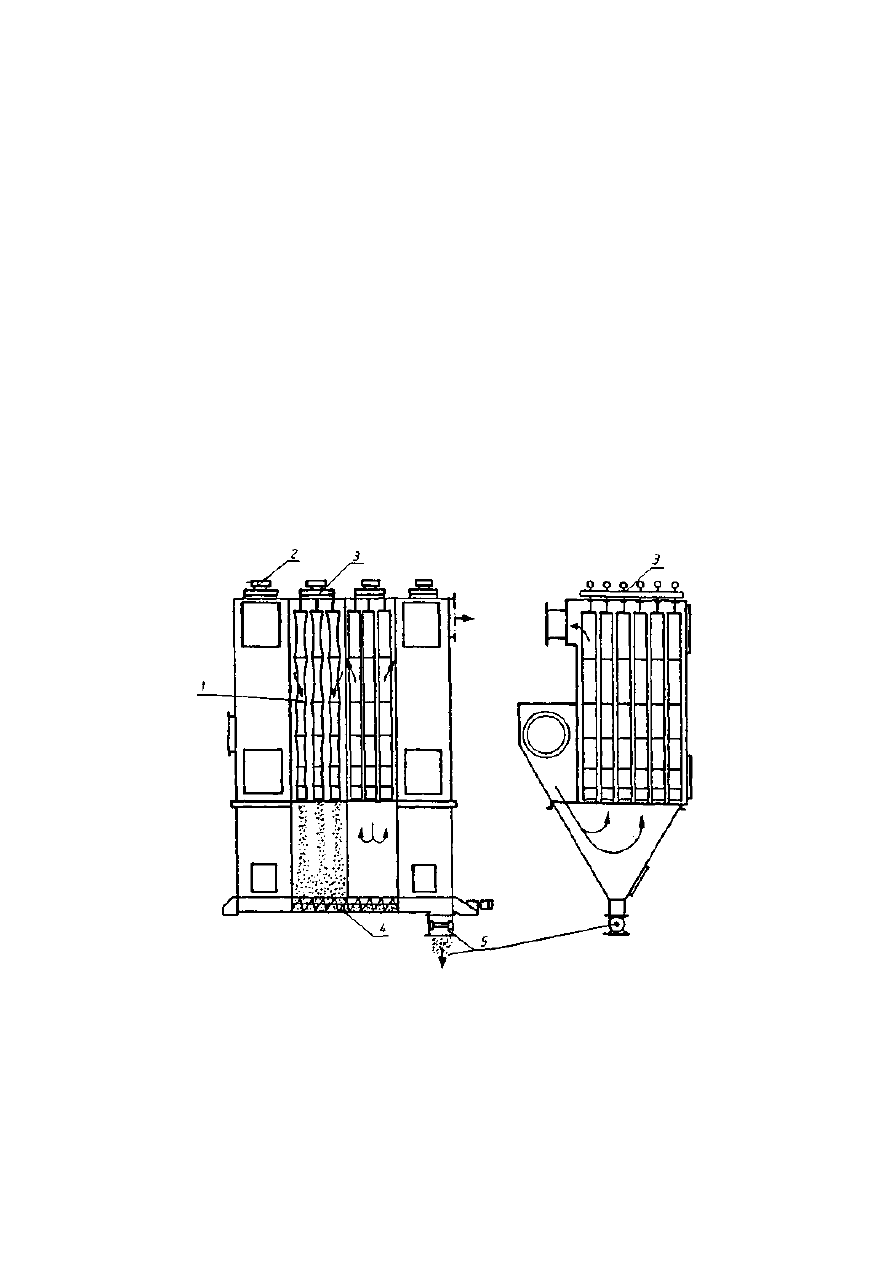
gorących o temperaturze > 1000 K. Wykonywane z różnego rodzaju tworzyw
sztucznych filtry membranowe, pojedyncze lub w postaci pakietów, mają strukturę
otwartą w kierunku przepływu i zanieczyszczenia wydzielane są na powierzchni i
w głębi porów. Taka struktura zapewnia stały spadek ciśnienia gazu przez
dłuższy czas filtracji. Filtry są stosowane do oczyszczania gazów
technologicznych i odlotowych w przemyśle farmaceutycznym, biotechnologii,
sterylizacji i in.
Filtracja w filtrach tkaninowych może być prowadzona w wielu różnych
typach filtrów różniących się konstrukcją, metodą regeneracji, rodzajem tkaniny
itp. W wielu procesach filtr tkaninowy stanowi końcowy etap oczyszczania gazu i
jest często nazywany filtrem workowym. W tego rodzaju filtrach tkanina
ukształtowana jest w postaci cylindrycznego worka, nałożonego na cylindryczną
konstrukcję klatkową, wykonaną z prętów metalowych. Średnica worków
dochodzi do 300 mm, wysokość zaś do 10 m. Tego rodzaju elementy są roz-
mieszczone w komorze filtru (rys. 13.7), w liczbie zależnej od dozwolonej
prędkości filtracji, która w zależności od rodzaju cząstek jest rzędu 0,005-
-0,02 m/s oraz rodzaju tkaniny. Zakres temperatur roboczych, zależnie od ro-
dzaju tkaniny, wynosi 275-550 K, natomiast stężeń na wlocie do filtru 0,2-
-250 g/m
3
. Żywotność worków wynosi od dwóch do trzech lat.
Rys. 13.7. Filtr workowy z regeneracją wstrząsową worków: l - worki, 2 — wibrator mechaniczny, 3
— drgająca rama, 4 — podajnik ślimakowy, 5 — podajnik pyłu celkowy
Okresowe prowadzenie filtracji w filtrach jedno- lub wielokomorowych dotyczy
odpylania małych strumieni objętości gazów z procesów rozdrabniania,
przesiewania, transportu (przesypywania), czyszczenia i polerowania i innych.
187
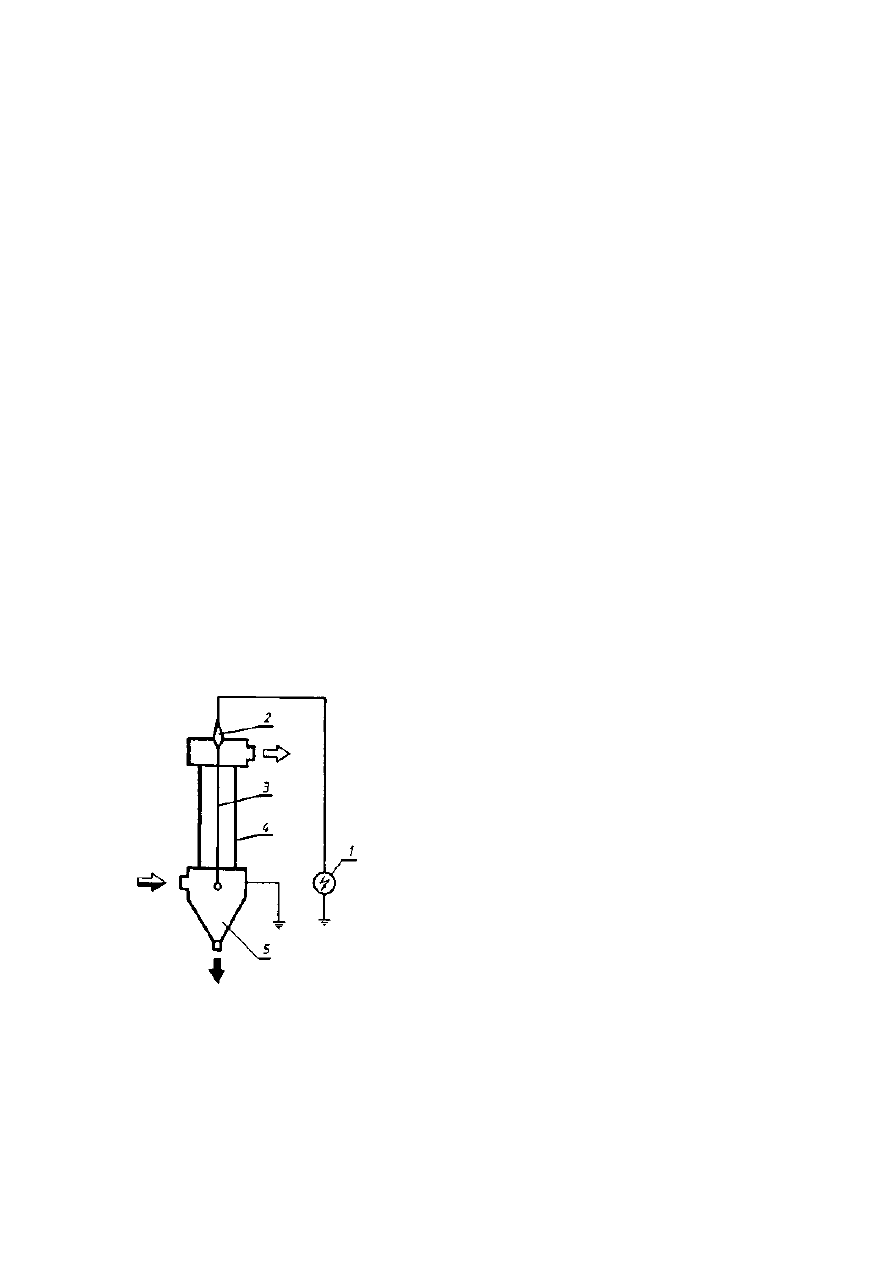
Podczas odpylania dużych strumieni objętości gazów, np. spalin odlotowych z
kotłów przemysłowych i energetycznych, pieców elektrycznych, suszarek itp. są
stosowane filtry wielokomorowe. Wymagana najmniejsza liczba komór dla pracy
ciągłej filtru wynosi, w zasadzie, dwie, lecz w praktyce są stosowane trzy. Wraz
ze wzrostem objętości strumienia oczyszczanego gazu liczba komór zwiększa
się, jako wielokrotność dwóch plus komory dodatkowe. Liczba komór w filtrach o
dużej wydajności dochodzi do kilkudziesięciu. Regeneracja worków
wymienionymi metodami, w zależności od szybkości wzrostu granicznej wielkości
spadku ciśnienia gazu, odbywa się z różną częstością. Typowy spadek ciśnienia
gazu wynosi 0,5-4,0 kPa, liczba wstrząsów lub impulsów powietrza sprężonego
podczas regeneracji wynosi natomiast od 4-5 na godzinę, do jednego na kilka
godzin.
13.5. ELEKTROFILTRY
W elektrofiltrach cząstki aerozolowe, stałe lub ciekłe, są wydzielane podczas
przepływu strumienia aerozolu przez wysokonapięciowe pole elektryczne,
wytworzone pomiędzy dwoma elektrodami: katodą — elektroda emisyjna i anodą
— elektroda osadcza.
Wydzielanie następuje w wyniku:
— ładowania elektrostatycznego cząstek,
— usuwania naładowanych cząstek z pola elektrycznego,
— usuwania cząstek pyłu z powierzchni osadzania.
Wielkość sił działających na cząstki zależy
od ładunku elektrycznego uzyskanego przez cząstki
oraz od potencjału pola. Napięcie przykładane do
elektrod wynosi 30-100 kV, a gradient pola rzędu
kilku kilovoltow na centymetr (kV/cm). W polu
pomiędzy elektrodami (rys. 13.8) cząstki aerozolowe
są ładowane indukcyjnie i z jonami, pod wpływem
sił pola wędrują do uziemionej anody, gdzie
nadmiar ładunków spływa do ziemi. Pozbawione
ładunku cząstki, pod wpływem sił grawitacji i wy-
muszonej wibracji elektrod osadczych, opadają na
dno elektrofiltru. Ponieważ siły pola elektrycznego
działają bezpośrednio na cząstki, elektrofiltry
charakteryzują się więc dużą sprawnością
wydzielania cząstek, również submikronowych, gdy
spadek ciśnienia gazu jest mały, 50-200 Pa.
Elektrofiltry umożliwiają odpylanie dużych objętości
strumieni gazów, również w wysokiej temperaturze.
Rys. 13.8. Elektrofiltr cylindryczny,
moduł podstawowy: l — źródło
prądu wysokiego napięcia, 2 —
izolator, 3 — katoda, 4 - anoda, 5
— komora pyłu
188
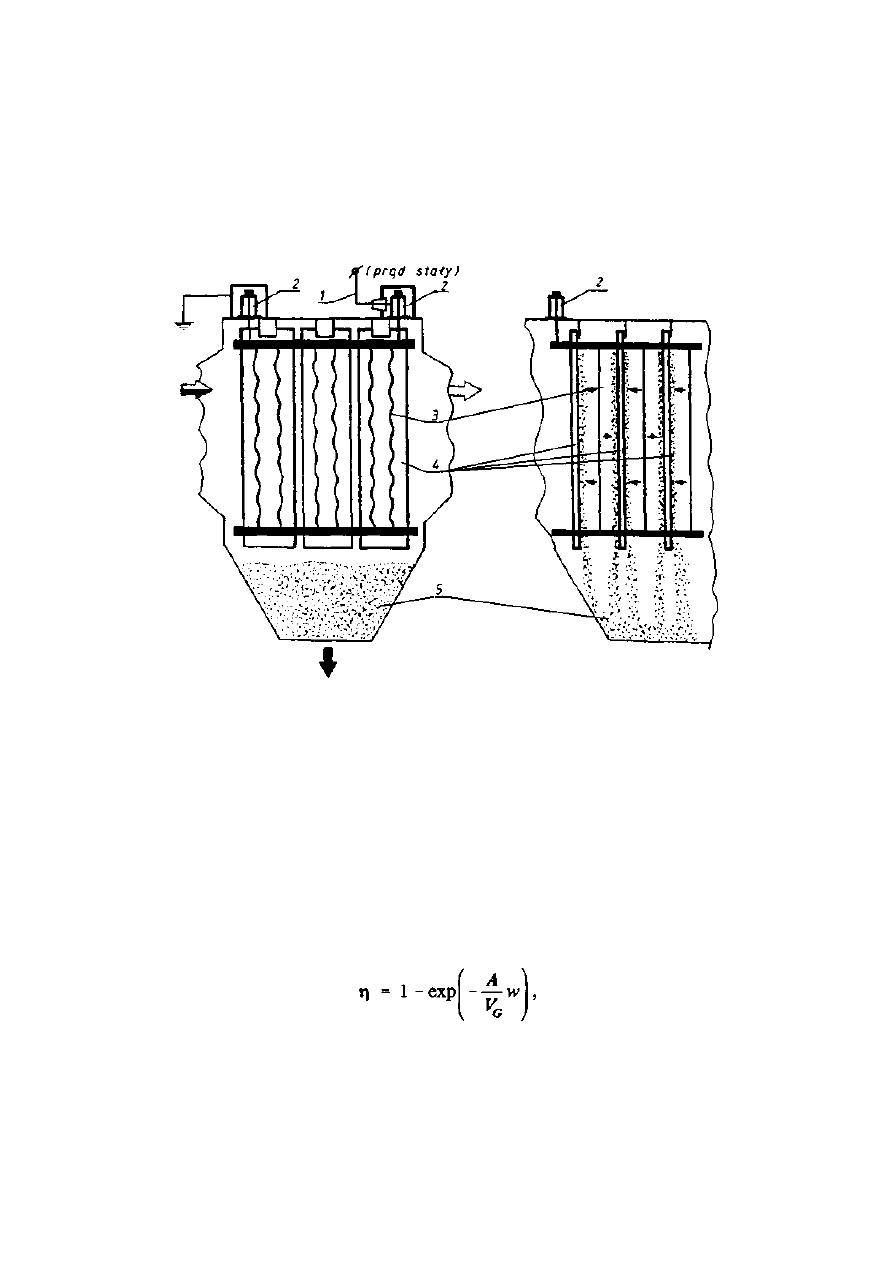
Istnieją dwie zasadnicze konstrukcje elektrofiltrów, określone kształtem elektrod
osadczych: cylindryczne i płytowe.
W elektrofiltrach cylindrycznych (rys. 13.8) elektrodę osadczą stanowi cylinder
lub graniastoslup z osiowo umieszczoną katodą, w postaci drutu z ostrzami. Moduł
ten jest powtarzany wielokrotnie w oczyszczaniu większych strumieni objętości
gazów.
Rys. 13.9. Elektrofiltr płytowy: l - doprowadzenie napięcia, 2 — izolatory, 3 - katody, 4
— anody — płyty, 5 — zbiornik dolny pyłu
W elektrofiltrach płytowych (rys. 13.9) elektrody osadcze stanowią płyty
zestawione równolegle do przepływu gazu, zwykle profilowane, w celu zapew-
nienia dużej powierzchni osadzania i separacji wydzielonych cząstek ze strefy
działania gazu. Odległość płyt wynosi 200-400 mm. W równych odstępach od
siebie i ścian płyt są zawieszone elektrody emisyjne w postaci cylindrycznego lub
specjalnie ukształtowanego drutu. Taki układ elektrod jest powtarzany wielokrotnie
w układzie równoległym, w celu odpylania dużych strumieni objętości lub
szeregowo w celu uzyskania dużej sprawności odpylania. Typowy elektrofiltr
płytowy zawiera trzy pola szeregowe, wysoko sprawne — cztery.
Sprawność odpylania elektrofiltru oblicza się z równania Deutscha
w którym w —
prędkość migracji cząstek do elektrody osadczej,
A — powierzchnia elektrod osadczych,
V
G
— strumień objętości odpylanego gazu.
189

Prędkość migracji cząstek w polu elektrycznym wyznacza się z bilansu sił
oporu i elektrycznych. Prędkości te w dużym stopniu zależą do oporności wła-
ściwej cząstek, ich rozmiarów i wielkości przyłożonego napięcia i zmieniają się w
zakresie od kilku do ok. 20 cm/s.
Zależnie od warunków pracy i wymaganej sprawności odpylania prędkości
gazu w elektrofiltrze wynoszą 0,5-2,5 m/s. W celu uzyskania wysokiej sprawności
odpylania i minimum spadku ciśnienia gazu, w przestrzeni pomiędzy elektrodami
jest wymagany jednorodny rozkład prędkości gazu, co przy strumieniach gazu
rzędu 40-50 m
3
/s nie jest proste.
Zasilanie prądowo-napięciowe elektrofiltrów jest regulowane automatycznie dla
warunków optymalnego ładowania cząstek. Wyładowania na elektrodzie emisyjnej
są okresowe 50-150/min w każdej sekcji.
Zaletę elektrofiltrów stanowi zdolność wydzielania z gazu cząstek <2 µm z
wysoką sprawnością w stanie suchym i niskich kosztach eksploatacyjnych. Są to
jednak urządzenia o dużych wymiarach, bardzo kosztowne. Stanowią one
alternatywne rozwiązanie w stosunku do filtrów tkaninowych do odpylania dużych
objętości strumieni gazów gorących i korozyjnych.
13.6. ODPYLACZE MOKRE — SKRUBERY
W odpylaczach mokrych — skruberach strumień zapylonego gazu jest od-
pylany wskutek kontaktu z cieczą, zwykle wodą. Cząstki aerozolowe są wy-
dzielane na kroplach, strugach lub warstewkach cieczy, również pokrywających
różnego rodzaju powierzchnie. Natrysk kropel i strug na strumień aerozolu jest
stosowany w skruberach natryskowych, odśrodkowych, strumieniowych, me-
chanicznych i Venturiego. Wydzielanie na strugach i warstewkach cieczy odbywa
się w skruberach z wypełnieniem stałym nieruchomym lub ruchomym. Sprawność
odpylania w skruberach jest funkcją energii doprowadzonej do układu gaz—ciecz.
Energia ta może być doprowadzona wraz ze strumieniem gazu jako energia
ciśnienia, ze strumieniem cieczy w postaci energii kinetycznej lub jako energia
mechaniczna, wywołująca ruch wirnika w odpylaczach mechanicznych —
wirnikowych. Cząstki aerozolowe zostają wydzielane na wymienionych
powierzchniach cieczy głównie w wyniku działania sił bezwładności i dyfuzyjnych
oraz zjawiska zaczepienia i bezpośredniego zderzenia. Wymienione mechanizmy
odpylania są omówione w pracach [1 ], [2].
Sprawność odpylania w skruberach wzrasta wraz ze zwiększeniem stosunku
cieczy do gazu, spadkiem ciśnienia gazu i zmniejszeniem średnicy kropel.
Graniczna sprawność odpylania 50% klasycznych odpylaczy mokrych odpowiada
średnicy cząstek 2 µm. Sprawność ogólna odpylania wynosi ponad 95% dla
cząstek d > 5 µm. W skruberach Venturiego, w których spadki ciśnienia wynoszą
ponad 5 kPa, uzyskuje się sprawności rzędu 99% dla cząstek l µm. Spadek
ciśnienia w klasycznych skruberach wynosi l ,5-4,5 kPa.
190
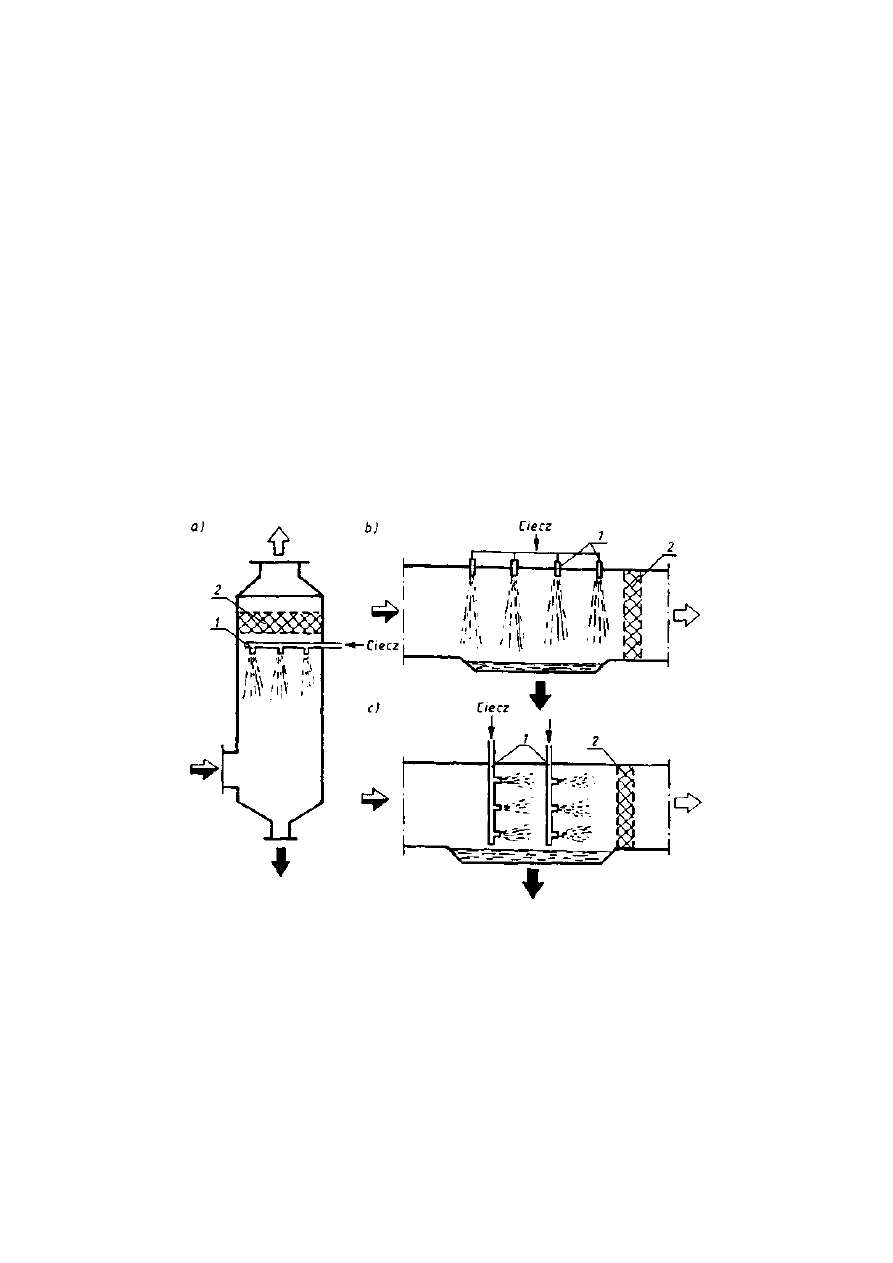
Do charakterystyki odpylaczy mokrych, oprócz sprawności odpylania i spadku
ciśnienia gazu lub zużycia mocy, konieczna jest również znajomość zużycia
właściwego cieczy, odniesionego do jednostki objętości odpylanego gazu, wy-
rażanego zwykle w [dm
3
/m
3
].
Odpylanie mokre w skruberach jest stosunkowo proste, w porównaniu z innymi
metodami. W nvyniku jednak burzliwego kontaktu gazu i cieczy, który jest
niezbędny do uzyskania dużej sprawności odpylania, w skruberach są gene-
rowane i unoszone z gazami odlotowymi krople. Porywane i unoszone krople są
wydzielane w separatorach — odkraplaczach, instalowanych na wylocie —
wewnątrz lub na zewnątrz skrubera.
W wyniku odpylania cząstki aerozolowe przechodzą do cieczy i tworzy się
zawiesina. Ciecz podawana do skrubera jest najczęściej w obiegu zamkniętym i
uzupełniane są jedynie jej straty. Separacja ciała stałego z zawiesiny opusz-
czającej skruber odbywa się metodami odstawania, filtracji lub wirowania,
zależnie od rodzaju ciała stałego i wymagań co do stopnia odwodnienia pro-
duktu.
Rys. 13.10. Skrubery natryskowe z przepływem: a) przeciwprądowym, b) krzyżowym, c) współ-
prądowym: l - natrysk cieczy, 2 - odkraplacz
W skruberach natryskowych ciecz rozpylona na krople zrasza przepływający
strumień aerozolu. Natrysk jest wytwarzany za pomocą dysz hydraulicznych lub
zderzeniowo-uderzeniowych. Wzajemny przepływ strumieni aerozolu i kropel
może być przeciwprądowy, krzyżowy lub współprądowy (rys. 13.10). W
odpyłączach przeciwprądowych (rys. 13.10a) ciecz rozpylona na krople u góry
skrubera opada przeciwprądowo w stosunku do płynącego do góry stru-
1 9 1
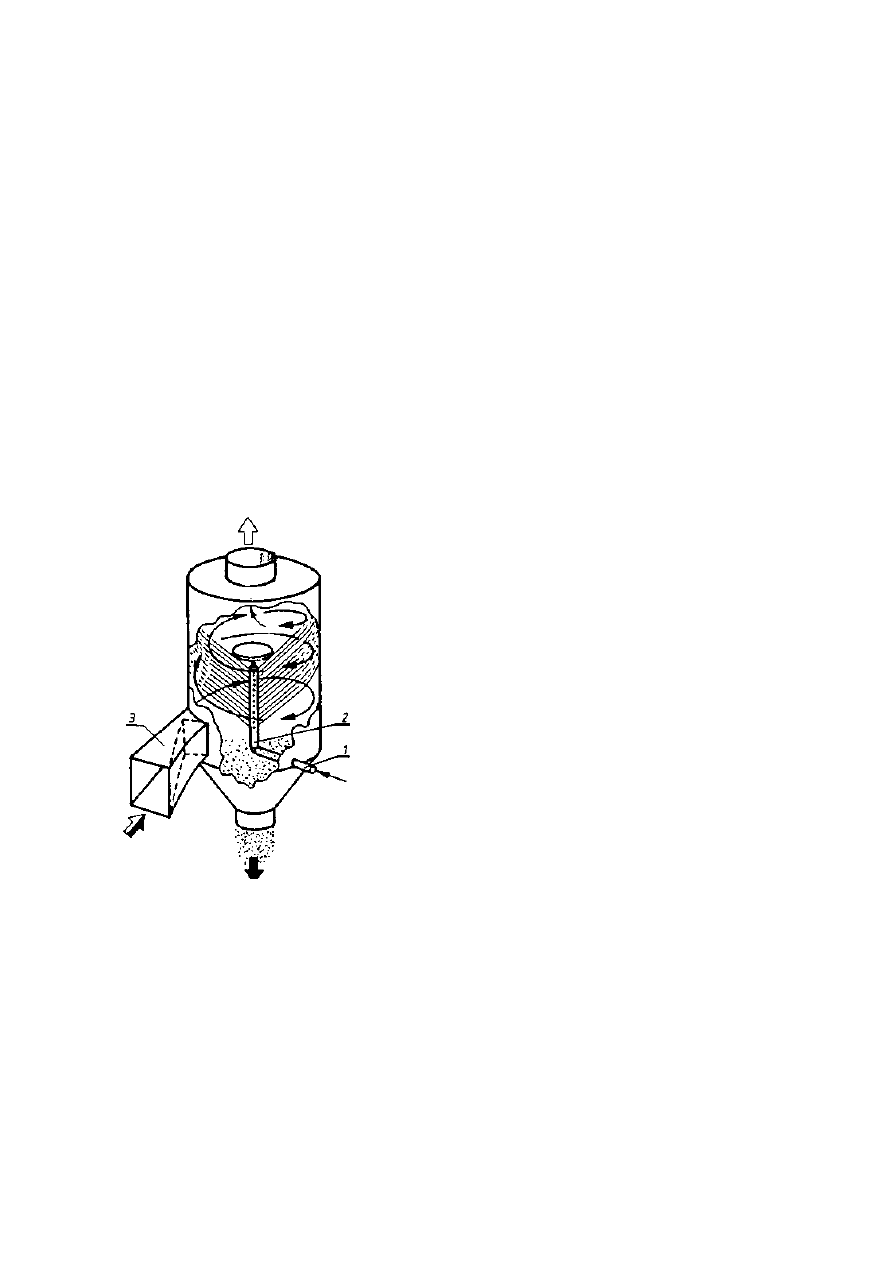
mienia gazu. W czasie opadania kropli cząstki aerozolowe, w wyniku zderzenia
inercyjnego i bezpośredniego zaczepienia o powierzchnię kropel, zostają osa-
dzone na ich powierzchni. Krople z zawartymi, wydzielonymi cząstkami, łącząc
się na poziomie dolnym skrubera, tworzą zawiesinę, która odpływa z aparatu. W
skruberach z krzyżowym przepływem strumienia aerozolu i kropel, sprawność
odpylania wzrasta wraz z wysokością opadania kropel i zwiększeniem prędkości
względnej kropel. W odpylaczach współprądowych cząstki aerozolowe są
wydzielane na kroplach tylko podczas względnego ruchu kropli i gazu i
sprawność odpylania w dużym stopniu zależy od drogi, na której występuje
wymieniony ruch względny.
W skruberach natryskowych są stosowane również kombinacje wymienio-
nych kierunków przepływu.
Sprawności odpylania w odpylaczach natryskowych wynoszą ponad 80% dla
cząstek d > 5 µm, przy gęstościach zraszania 0,25-3,0 dm
3
/m
3
, prędkościach
gazu 2,0-3,0 m/s. Spadek ciśnienia gazu wynosi 0,2-0,5 kPa.
W odpylaczach odśrodkowych (rys. 1 3 . 1 1 ) strumień zapylonego gazu
wpływa stycznie, przez wąski otwór lub szczelinę, do części cylindrycznej,
w wyniku czego jest wprowadzany w ruch
wirowy. Natrysk cieczy może być skierowany od
góry, od dołu, ze ścian aparatu, współ-prądowo
ze strumieniem wlotowym lub z centralnego
przewodu umieszczonego osiowo, jak na
schemacie (rys. 1 3 .1 1 ) . Podczas przepływu
wirowego wznoszącego się do góry, cząstki są
wydzielane na kroplach i warstewkach cieczy,
głównie w wyniku działania mechanizmu
inercyjnego. Wprowadzenie gazu w ruch wirowy
polepsza znacznie sprawność odpylania, w
porównaniu ze skruberami natryskowymi. Gdy
prędkość liniowa gazu na wlocie wynosi 15-40
m/s, wtedy sprawność odpylania wynosi ok. 90%
dla cząstek d
p
> 5 µm, przy spadku ciśnienia
gazu 0,4-1,5 kPa i zużyciu wody 0,2:--1,4
dm
3
/m
3
.
Odpylacze uderzeniowo-inercyjne stanowią
kolumny półkowe i aparaty z wypełnieniem
(omówione w rozdz. 16 i 17). Odpylanie polega tu
na bezpośrednim zderzeniu strumienia aerozolu z
powierzchnią cieczy i zmianie kierunku przepływu. W wymienionych aparatach-
skruberach kolektory cząstek stanowią również zwilżone powierzchnie półek i
znajdujących się na nich (umocowanych) różne-
192
Rys. 1 3 . 1 1 . Skruber odśrodkowy: l -
doprowadzenie wody, 2 — kolektor
rozpyłu, 3 — wlot styczny gazu za-
pylonego
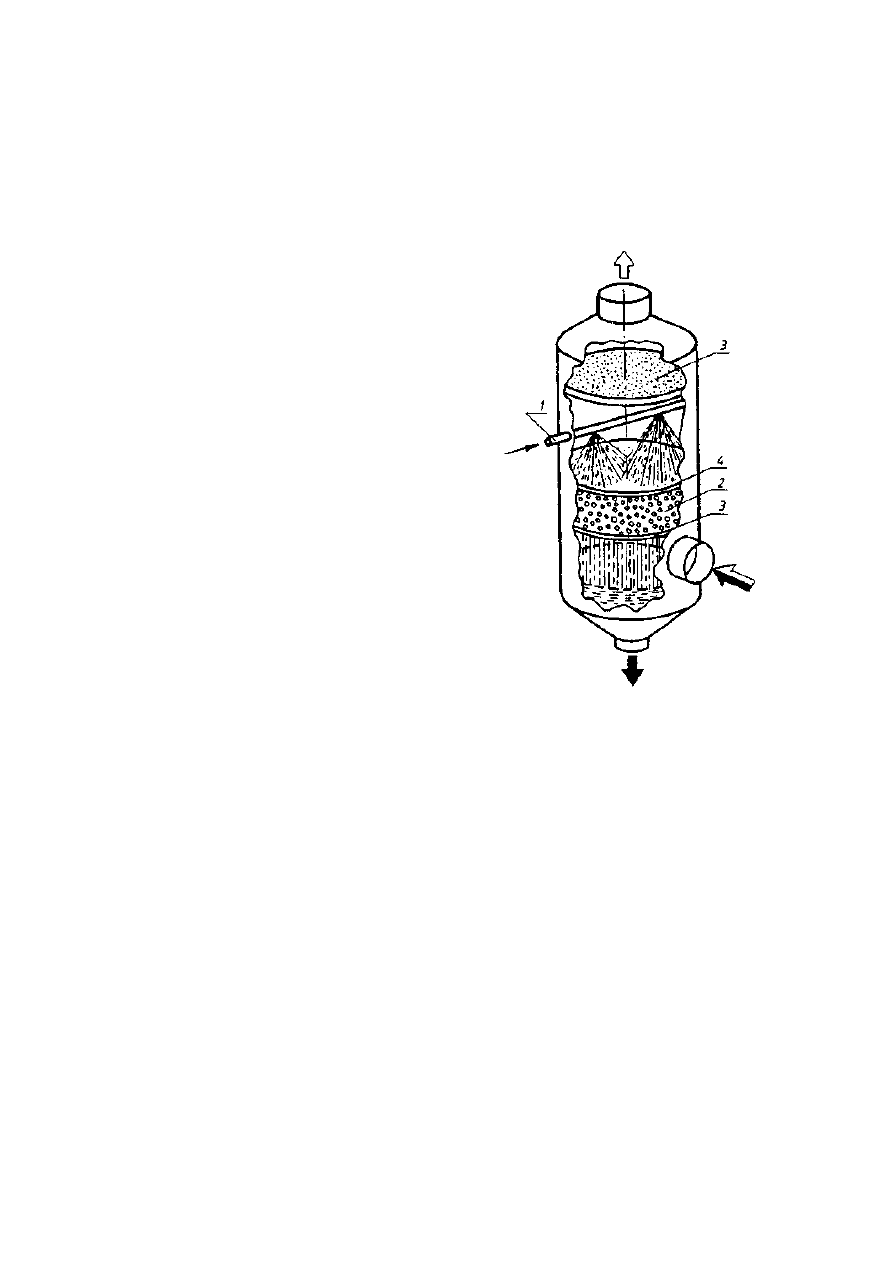
go rodzaju elementach (ksztaftowqikach), albo ułożonych lub usypanych wy-
pełnieniach.
W klasycznych skruberach uderzeniowych strumień aerozolu uderza prosto-
padle w powierzchnię cieczy z prędkością ponad 15 m/s i penetruje w głąb, po
czym jako strumień dwufazowy gaz—ciecz opływa różnego rodzaju przegrody. W
skruberach półkowych aerozol przepływa przez
otwory półki, barbotuje przez warstwę cieczy na
półce i uderza w płaskie przegrody
umieszczone nad otworami lub opływa kołpaki,
dzwonki, zawory i inne typowe elementy na
półkach.
Klasyczne skrubery wypełnione są rzadko
stosowane do usuwania z gazu stałych cząstek
aerozolowych, ze względu na tendencje do
blokowania wypełnienia osadzonym pyłem, z
wyjątkiem cząstek bardzo dobrze
rozpuszczalnych w cieczy. W takich
przypadkach stosowane są skrubery z
ruchomym wypełnieniem, w postaci lekkich kuł
z tworzyw sztucznych, umieszczonym
pomiędzy dwoma półkami (rys. 13.12).
Przepływ zapylonego gazu przez zraszaną
warstwy kulek. wytwarza burzliwe trójfazowe
złoże fluidalne,
L
intensywnym ruchem kulek, co
zapobiega blokowaniu aparatu pyłem.
Wymienione odpylacze należą do skruberów
średnioene-rgetycznych, o spadku ciśnienia
gazu 0,7--2,0 kPa. Sprawność odpylania
wynosi ponad 90% dla cząstek d > 2 µm.
Skrubery mechaniczne zawierają wirnik
obrotowy z łopatkami, wprowadzający w ruch wirowy strumień aerozolu, na który
jest podawany natrysk kropel wody. Cząstki są wydzielane w wyniku zderzeń
inercyjnych z kroplami i następuje koagulacja cząstek w ruchu burzliwym.
Sprawność odpylania wynosi do 90% dla cząstek l µm. Osadzanie się cząstek
pyłu na łopatkach i ich erozja są wadą tych odpyłączy.
Skrubery Venturiego są jednymi z najbardziej sprawnych odpylaczy mo-
krych służących do usuwania z gazu, również cząstek submikronowych. Zasada
działania opiera się na przyspieszaniu aerozolu w części rury Venturiego (rys.
13.13), konfuzorze i gardzieli do prędkości 60-120 m/s, w obecności strumienia
kropel o małej średnicy. Duża burzliwość i duże prędkości względne aerozolu i
kropel oraz kondensacja oparów wody na cząstkach w dyfuzorze zapewniają
wysoką sprawność odpylania, również w odniesieniu do cząstek
Rys. 1 3 . 1 2 . Skruber fluidalny: l - do-
prowadzenie wody, 2 — wypełnienie
ruchome, 3 — pólka oporowo-rozdzie-
lająca, 4 — pólka zatrzymująca, 5 —
odkraplacz
193
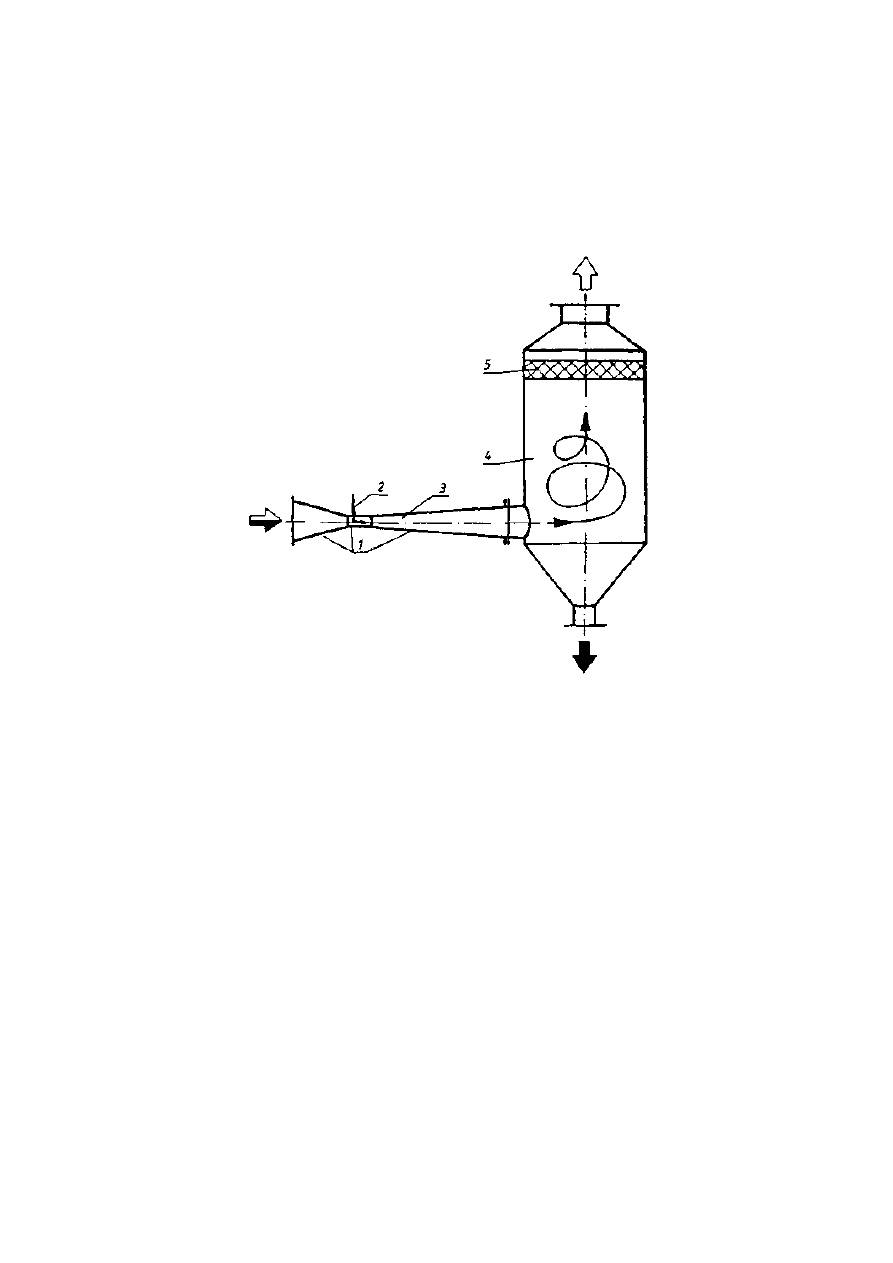
submikronowych. Wydzielenie kropel z osadzonymi w nich cząstkami odbywa się
w separatorze odśrodkowym, mniejsze krople natomiast są usuwane w od-
kraplaczu. Istnieje wiele odmian konstrukcyjnych skruberów Venturiego, zape-
wniających wysoką sprawność odpylania kosztem dużo nakładu energii, przy
spadku ciśnienia gazu, rzędu 5,0-30 kPa.
Rys. 13.13. Skruber Venturiego: l — dysza Venturiego, 2 - dopływ wody, 3 - dyfuzor, 4 —
separator odśrodkowy, 5 — odkraplacz
W odpylaczach mokrych oprócz odpylania mogą być prowadzone również
procesy chłodzenia gazów i absorpcji zanieczyszczeń gazowych, głównie kwaś-
nych, co może być pożądane lub nie. W takim przypadku skruber musi być
wykonany z materiałów odpornych na korozję. Stosowanie wody wiąże się z jej
zamarzaniem w warunkach zimowych oraz oczyszczaniem ścieków, co stanowi
dodatkowy problem technologiczny oraz ekonomiczny i może stanowić o doborze
innej metody odpylania.
13.7. ODKRAPLACZE
Odkraplacze, w zależności od średnicy wydzielanych kropel, zwane separa-
torami lub demisterami, są aparatami służącymi do zapobiegania emisji lub
zmniejszenia koncentracji kropel cieczy w gazach odlotowych. W separatorach są
wydzielane krople > 10 µm, w demisterach natomiast krople o mniejszej średnicy,
również submikronowe. W odpylaczach mokrych z zasady konieczne
194
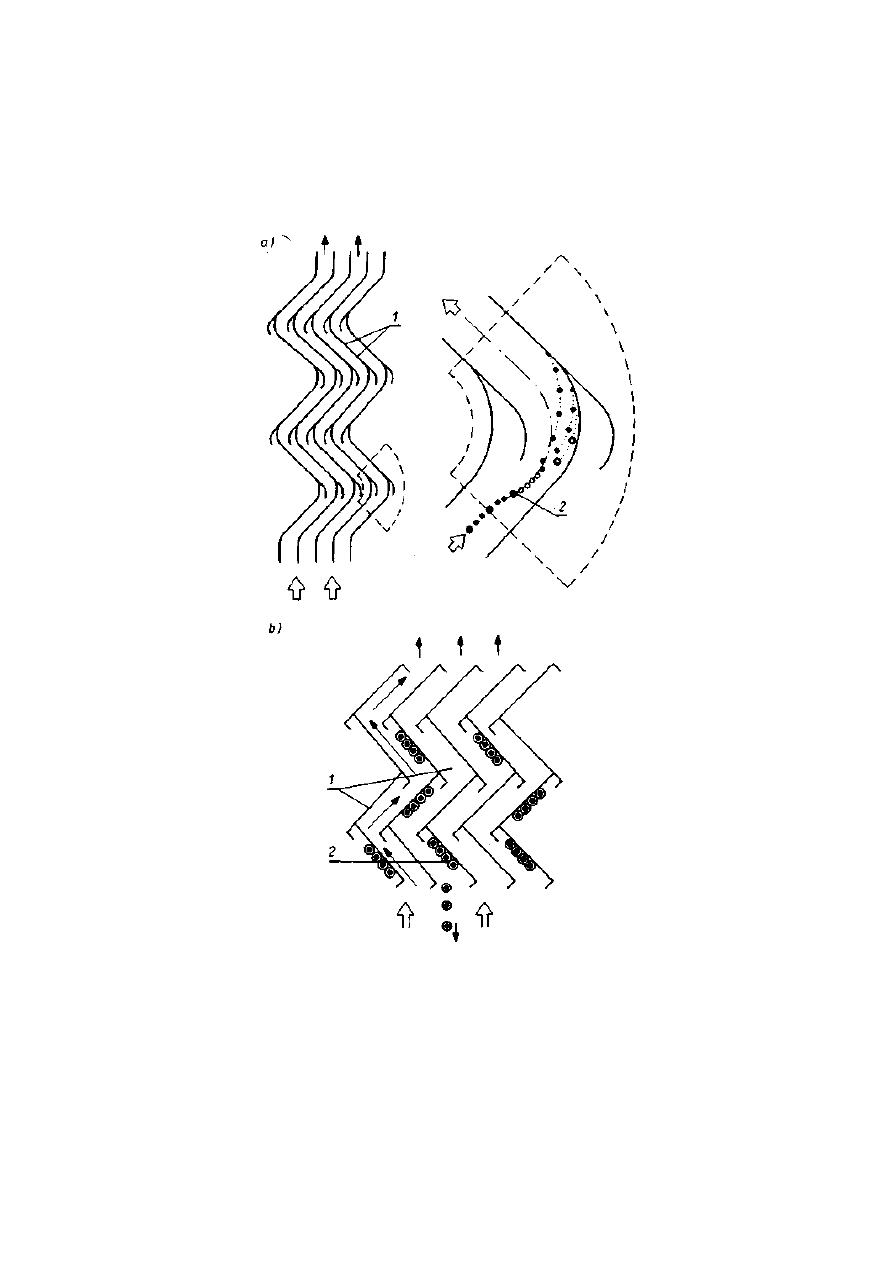
jest instalowanie odkraplaczy, gdyż zawsze pewna masa drobnych kropel z pyłem
jest unoszona z gazem odpylonym (odlotowym). Sprawność odpylania skrubera
zależy również od efektywności odkraplacza. Do usuwania z gazu kropel > 20 µm
stosowanych jest wiele odkraplaczy, opartych na wydzielaniu
%s. 13.14. Odkraplacze inercyjno-uderzeniowe dla przepływu: a) poziomego, b) pionowego;
l — profilowane elementy, 2 — krople
uderzeniowo-inercyjnym. Do nich należą m. in. odkraplacze żaluzjowe z ło-
patkami prostymi i profilowanymi, nachylonymi do kierunku przepływu gazu (rys.
13.14), cyklonowe i wirowe (rys. 13.15) oraz warstwy różnego rodzaju
wypełnień. Wydzielanie kropel następuje w wyniku bezpośredniego i bezwład-
195
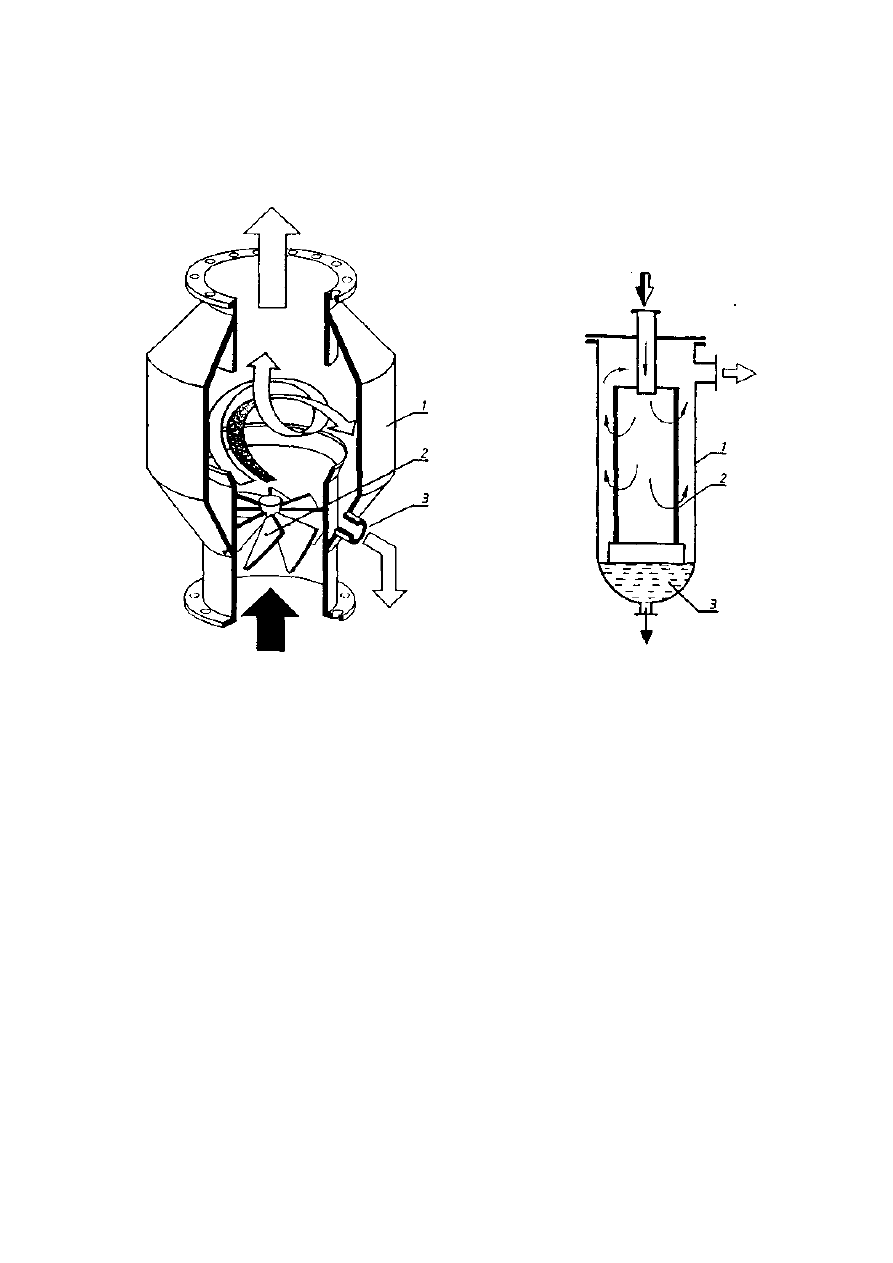
nościowego zderzenia z przegrodą lub działania siły odśrodkowej, podobnie jak w
cyklonach. W skruberach największe zastosowanie znajdują odkraplacze
żaluzjowe i wirowe, z łopatkami prostymi lub profilowanymi.
Rys. 13.15. Odkraplacz odśrodkowy: l — obu-
dowa, 2 — łopatki zawirowujące, 3 — odpływ
cieczy
Rys. 13.16. Odemglacz, mo-
duł podstawowy: l — obu-
dowa, 2 - materiał poro-
waty, 3 — kolektor cieczy
Do odemglania gazów są stosowane warstwy odpowiednio preparowanych
włókien szklanych, ceramicznych, z tworzyw sztucznych lub metalowych, jak
również pakiety siatek lub tkanin. Odkraplacze te, zwane demisterami, są
wykonywane w postaci pakietów cylindrycznych lub płaskich, umieszczanych w
osłonie z cienkiej siatki drucianej (rys. 13.16). Stosowane są w skruberach do
usuwania mgły pary wodnej, kwasów nieorganicznych, olejów, związków
organicznych itp. Grubość pakietów wynosi 30-50 mm. Sprawność usuwania mgły,
w zależności od prędkości przepływu gazu wynosi 95-99,9%, przy spadku
ciśnienia gazu 0,5-5,0 kPa. Wymienione rodzaje odkraplaczy mogą stanowić
całość ze skruberem lub oddzielne urządzenie.
13.8. DOBÓR ODPYLACZA
Podstawą doboru odpylacza dla określonego procesu są parametry fizyko-
chemiczne strumienia zapylonego gazu, bądź jego wielkość oraz wymagana
196

sprawność odpylania, bądź wielkość emisji cząstek z odpylac/a, a także wyma-
gana dostępna przestrzeń do montażu odpylacza, koszt inwestycyjny i eksploa-
tacyjny i in. Spośród odpylaczy opisanych w niniejszym rozdziale, każdy ma
swoje zalety i wady. W pierwszym rzędzie różnią się stanem wydzielanego pyłu
(suchy lub mokry). Zasadnicze wymaganie — sprawność odpylania —
zapewniają cyklony w stopniu do 90%, pozostałe natomiast dają możliwość
uzyskania sprawności >98%. Najwyższe możliwe sprawności, również w od-
niesieniu do cząstek submikronowych, tj. o średnicy poniżej l µm pozwalają
uzyskać filtry tkaninowe i elektrofiltry, z odpylaczy mokrych natomiast skrubery
Venturiego. Ze sprawnością odpylania związane są zużycie mocy w procesie i
koszt ogólny, które wzrastają wraz ze zwiększeniem sprawności odpylania.
LITERATURA
[ 1 ]
WARYCH
J., Oczyszczanie przemysłowych gazów odlotowych, Wyd. II, WNT, Warszawa
1994.
[2] WARYCH J., Odpylanie gazów metodami mokrymi, WNT, Warszawa 1978. [3]
KABSCH
P., Odpylanie i odpylacze, t. l, WNT, Warszawa 1992.
14. WYMIENNIKI CIEPŁA
14.1. WPROWADZENIE
Wymiennik ciepła jest aparatem, w którym, lub za pomocą którego, ciepło
jest przenoszone z jednego środowiska (czynnika) do drugiego. Środowisko
(czynnik) wymiany ciepła może być bądź jednorodne — gazowe, ciekłe lub
stałe, bądź niejednorodne — heterofazowe. Wymiana ciepła odbywać się może
przez bezpośredni kontakt czynników (nośników) ciepła — wymienniki ciepła
bezprzeponowe lub za pośrednictwem przepony (przegrody ściany) — wy-
mienniki ciepła przeponowe. Zgodnie z ogólnym równaniem Fouriera, w wa-
runkach ustalonych strumień ciepła Q
przenikający przez powierzchnie wymiany ciepła A jest proporcjonalny do tej
powierzchni, różnicy temperatur pomiędzy czynnikami (środowiskami) ∆Τ
m
i
do współczynnika przenikania ciepła K. Wartości wymienionych wielkości
zależą od dużej liczby zmiennych, określonych przede wszystkim właściwoś-
ciami fizykochemicznymi czynników i dynamiką ich przepływu.
Istnieje duża liczba wymienników ciepła, które muszą spełniać różnorodne
wymagania odnośnie do temperatury, strumieni przepływu, spadków ciśnienia,
odporności mechanicznej i korozyjnej, sprawności cieplnej, kosztów i in..
Klasyfikacja wymienników może być dokonywana według następujących
przesłanek:
— procesu przenoszenia,
— konstrukcji,
— rodzaju przepływu,
— mechanizmu przenoszenia ciepła,
— liczby faz lub płynów,
— rodzaju materiału konstrukcyjnego,
— zastosowania i innych przesłanek.
Najczęściej jest stosowana klasyfikacja związana z mechanizmem przeno-
szenia ciepła, konstrukcją wymienników i ich zastosowaniem. Z mechanizmem
przenoszenia ciepła jest związany podział wymienników na wymienniki bez-
przeponowe i przeponowe oraz na konwekcyjne i radiacyjne. Według kon-
strukcji i zastosowali wymienniki dzieli się następująco:
198

1. Rurowe — rura w rurze, płaszczowo-rurowe, spiralno-rurowe.
2. Płytowe — koszowe, spiralne, lamelowe.
3. Z powiększoną powierzchnią wymiany ciepła — płytowe, rurowe.
4. Regeneratory — rotacyjne (dyskowe, bębnowe).
Specjalnym rodzajem wymienników ciepła są kotły na paliwo stałe, w których
spaliny przekazują ciepło przez konwekcję i promieniowanie do rurek, w których
cyrkuluje woda lub para.
14.2. NOŚNIKI CIEPŁA
Nośniki ciepła są stosowane jako czynniki grzejne i chłodzące. Jako czynniki
grzejne są stosowane: woda, para wodna, wysokowrzące ciecze organiczne i ich
pary, oleje silikonowe, glikole w mieszaninie z wodą, oleje parafinowe i mineralne,
stopione sole nieorganiczne, gazy spalinowe, prąd elektryczny. Czynniki
chłodzące to woda, powietrze i roztwory lub mieszaniny różnego rodzaju soli,
zwykle nieorganicznych.
Woda jest popularnym czynnikiem grzejnym do temperatury 373 K. W wyższej
temperaturze stosowanie wody jest związane z pracą pod wysokim ciśnieniem.
Para wodna nasycona, zwana często kondensatem, znajduje szerokie zasto-
sowanie w grzejnictwie do temperatury 450 K. Wydzielające się duże ilości ciepła
podczas kondensacji pary, wysokie współczynniki wnikania ciepła, rów-
nomierność ogrzewania oraz możliwość transportu na duże odległości — to
zasadnicze zalety pary wodnej. Wadę stanowi natomiast wąski zakres umiarko-
wanego ciśnienia 0,6-1,0 MPa, w którym jest ona stosowana. Wzrost temperatury
ponad wymienioną granicę jest związany z szybkim wzrostem ciśnienia i tak np.
473 K wymaga ciśnienia 2,0 MPa, 573 K natomiast 10 MPa. Ponadto stosowanie
pary wodnej jest związane z tworzeniem się osadów na powierzchniach grzejnych
i korozją materiałów konstrukcyjnych. W mniejszym stopniu jest stosowana
również para wodna przegrzana o 20-30 K, lecz sprawność termiczna jest tu mała,
gdyż para ta nie ulega kondensacji.
Ciecze organiczne — organiczne nośniki ciepła — mogą pracować w za-
kresie temperatury 220-700 K. W temperaturze powyżej 560 K koszt stosowania
organicznych nośników ciepła jest kilkakrotnie niższy od pary wodnej, ponadto
układ wymiany ciepła pracuje przy niskim ciśnieniu i daje możliwość dokładnej
kontroli temperatury. Syntetyczne organiczne nośniki ciepła, stosowane w
wysokiej temperaturze to m. in.: alkilowane związki aromatyczne, etery
aromatyczne i alkilowane difenyle. Związki te mogą być stosowane jako ciecze
lub pary, również w mieszaninach. Są one szczególnie efektywne wtedy, gdy jest
wymagany szeroki zakres temperatury i niskie ciśnienie pary. Jednym z bardziej
znanych i szerzej stosowanych jest dowtherm A, mieszanina difenylu i tlenku
difenylu (produkt firmy DOW CHEMICAL) stosowana w zakresie
199

285-673 K. Produkowane są również dowthermy oparte na innych związkach,
oznaczone symbolami G, HT, J, LF, Q, o szerszym zakresie zastosowań w tem-
peraturze ujemnej, do 200 K (-73°C). Prócz tego wytwarzanych jest wiele
innych nośników, o różnych nazwach handlowych, jak np.: diphyl (firrna
BAYER), thermalane (firma COSTAL CHEMICAL), mobiltherm (firma MOBIL
OIL), thermionol (firma MONSANTO) i in. W doborze tego rodzaju nośników
trzeba brać pod uwagę właściwości w niskiej temperaturze, stabilność termiczną,
podatność na utlenianie, korozyjność i toksyczność.
Nośniki silikonowe, w tym polydimethylo-siloxan, określany mianem oleju
silikonowego posiada wysokie współczynniki przenoszenia ciepła i trwałość,
jest bezwonny i mało toksyczny, posiada zakres zastosowania 200-670 K. Olej
silikonowy różni się od syntetycznych nośników organicznych tym, że degra-
dacja termiczna silikonu, w wymienionym zakresie temperatury, zachodzi od-
wracalnie, dlatego okres jego stosowania, bez wymiany, dochodzi do 10 lat.
Silikony są jednak bardziej kosztowne niż syntetyczne nośniki organiczne.
Glikol i mieszaniny obejmują glikol etylenowy i propylenowy w mieszaninie
z wodą i dodatkami przeciwkorozyjnymi, stosowanymi w zakresie 233--450 K.
Ciepło właściwe i przewodność cieplna wodnych roztworów glikolu jest dużo
większa niż syntetycznych nośników organicznych, silikonów i olejów
mineralnych. Dodatek glikolu do wody obniża jej temperaturę zamarzania, lecz
tylko do punktu eutektycznego, gdy zawartość glikolu wynosi ok. 60% mas.
Powyżej tego stężenia glikolu temperatura zamarzania podwyższa się. Jeżeli
temperatura roztworu glikolu w wodzie spadnie poniżej 233 K (-40°C), to
kryształki lodu znajdą się w stężonym płynnym glikolu, co zapobiega zniszczeniu
układu. W stężeniu glikolu powyżej 30% mas. zabezpieczenie to istnieje do 222 K
(-51°C). Utlenianie się glikolu do kwasu organicznego powoduje wzrost
korozyjności roztworu. Istotna jest jakość wody (zwykle destylowana) i jakość
dodatków antykorozyjnych w celu ograniczenia tego zjawiska. Degradacja
termiczna roztworów glikolu jest silną funkcją temperatury. Wskaźnikami
degradacji są alkaliczność i pH. Czas eksploatacji zależy od temperatury pracy i
zanieczyszczeń.
Oleje parafinowe i mineralne są ekonomicznym wyborem w zakresie tem-
peratury 420-550 K. W temperaturze do 530 K mają dobrą stabilność termiczną i
własności fizyczne. Nie mogą być jednak przetłaczane w niskiej temperaturze bez
uprzedniego podgrzania.
Stopione sole i nisko topliwe metale, jako nośniki ciepła s ą , stosowane w
szczególnych przypadkach. Wysoka temperatura krzepnięcia, właściwości
korozyjne, podatność na utlenianie oraz mała trwałość stosowanych soli, np.
mieszaniny zarówno azotynów i azotanów sodu i potasu, jak i stopionego ołowiu,
ograniczają ich zastosowanie do procesów w małej skali.
Gazy spalinowe uzyskiwane ze spalania paliw stałych, ciekłych i gazowych są
stosowane do ogrzewania w wielu procesach technologicznych do temperatury
1400 K i wyższej. Uzyskanie czystych spalin dla celów grzejnych jest
200

trudne i kosztowne. Spaliny jako, gazowy nośnik ciepła mają wiele wad, lecz
mimo to są stosowane dość szeroko.
Ogrzewanie elektryczne jest stosowane przede wszystkim w różnego ro-
dzaju piecach elektrycznych: oporowych, indukcyjnych, łukowych, dielektrycz-
nych. Sposób ten umożliwia łatwą i dokładną regulację ogrzewania bez pro-
duktów ubocznych.
W piecach oporowych ciepło z oporowych elementów grzejnych jest prze-
kazywane zwykle przez ściankę aparatu i umożliwia ogrzanie do 1200-1350 K. W
innych przypadkach elektryczne elementy oporowe w odpowiedniej osłonie
umieszcza się bezpośrednio w ogrzewanym płynie.
W ogrzewaniu indukcyjnym ogrzewany aparat spełnia rolę rdzenia, na którym
nawinięte jest uzwojenie, przez które przepływa prąd elektryczny. Indukowany
prąd nagrzewa ścianki aparatu.
Ogrzewanie łukowe umożliwia ogrzewanie do 1550-1800 K. Łuk wytwarza
się w środowisku gazowym. Piece łukowe są stosowane w topieniu metali,
produkcji karbidu i fosforu. Równomierne ogrzewanie i regulowanie temperatury
jest tu trudne.
Ogrzewanie dielektryczne, prądami o wysokiej częstości jest stosowane do
ogrzewania dielektryków, np. tworzyw sztucznych, gumy, drewna itp. w całej
objętości materiału lub tylko jego części, w stosunkowo niskim zakresie tempe-
ratury.
Czynniki chłodzące, najbardziej rozpowszechnione, to powietrze i woda. W
zależności od pory roku chłodzenie powietrzem umożliwia obniżenie temperatury
do 293-303 K, woda natomiast do 288-298 K.
Chłodzenie lodem dotyczy temperatury zbliżonej do 0°C i dotyczy mieszania
chłodzonej cieczy bezpośrednio z lodem, jeśli to możliwe, lub chłodzenie przez
ścianki aparatu mieszaniną wody i lodu. W niewielkiej skali są stosowane
również mieszaniny chłodzące lodu lub zestalonego dwutlenku węgla z innymi
cieczami niż woda, np. z etanolem i innych. Jako czynniki chłodzące
zastosowanie znajdują również roztwory soli (NaCl, CaCl
2
) i inne.
Szerokie zastosowanie znajdują metody chłodzenia w kondensatorach,
oparte na kondensacji par różnych substancji poprzez odprowadzenie od nich
ciepła, w tym m. in. amoniaku, chlorku metylu oraz sprężonych gazów: tlenu,
azotu, helu i innych. Kondensacja może zachodzić bezpośrednio w chłodzonym
płynie (kondensatory bezprzeponowe) lub na ściance aparatu (kondensatory
przeponowe).
14.3. WYMIENNIKI BEZPRZEPONOWE
W wymiennikach ciepła bezprzeponowych następuje bezpośredni kontakt faz
wymieniających ciepło. Wymiana ciepła zachodzi głównie na drodze konwekcji, z
tym że przenoszenie ciepła może zachodzić również od czynnika
201
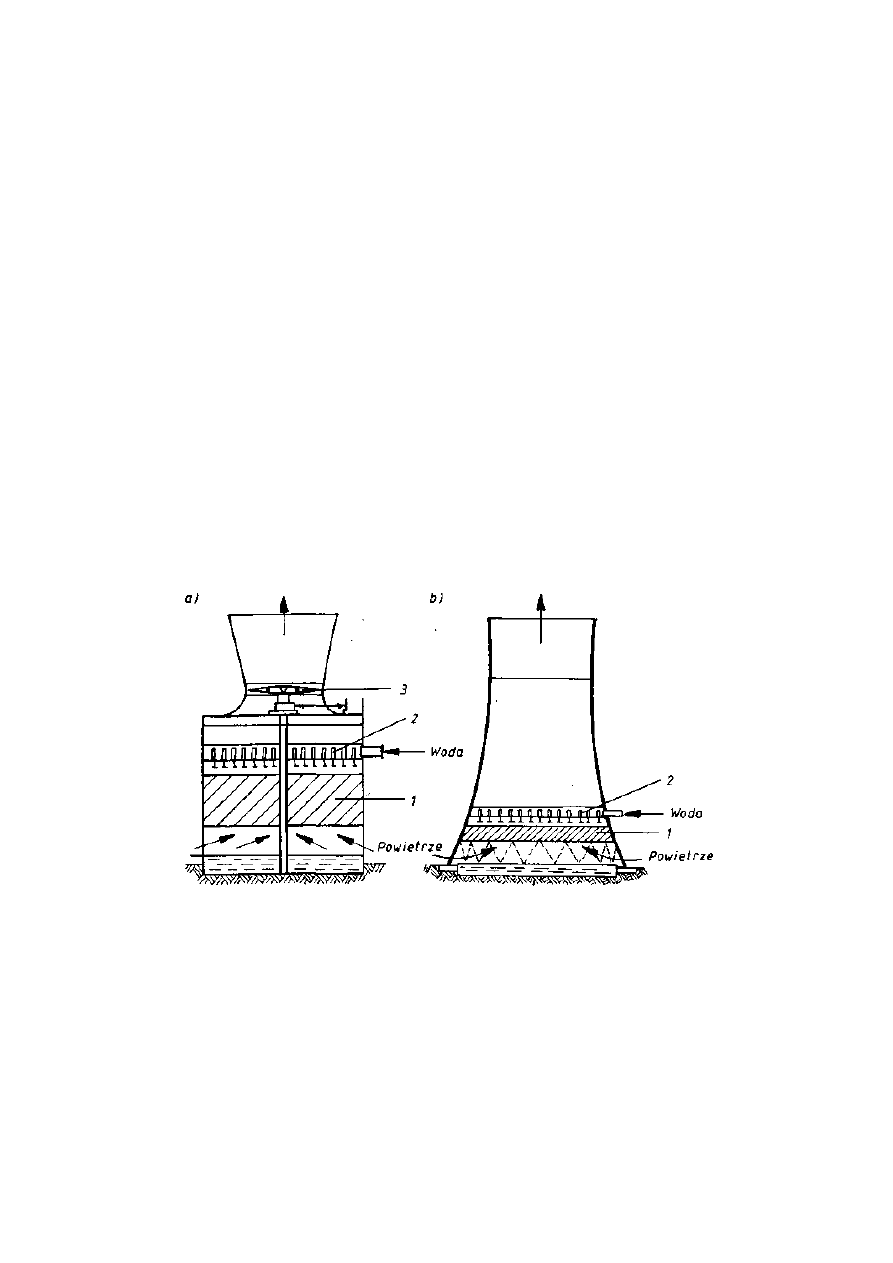
zimiłiejszego do cieplejszego, jak np. podczas, odparowywania chłodnej wody w
gorącym gazie. Ten sposób wymiany ciepła znajduje zastopowanie w kondensacji
pary, chłodzeniu "gazów wodą, nagrzewaniu i chłodzeniu wody gazami. Wymiana
ciepła w układzie ciecz—ciecz znajduje zastosowanie w jednoczesnym chłodzeniu
i ekstrakcji oraz w krystalizacji. W układzie trójfazowym, m. in. podczas absorpcji
lekkich węglowodorów z gazu ziemnego w mieszaninie ciężkich węglowodorów z
solanką.
Strumień wymienionego ciepła zależy tu silnie od powierzchni kontaktu '
międzyfazowego, stosuje się więc rozdrobnienie fazy ciekłej na krople, strugi,
warstewki, a gazu zaś na małych rozmiarów pęcherzyki. W stosowanych wy-
miennikach, w zależności od kierunku strumienia masy w układzie gaz—ciecz
zachodzić może:
— kondensacja oparów z gazu, chłodzenie i osuszanie gazu oraz jednoczesne
ogrzanie cieczy w kondensatorach, skruberach,
— odparowanie cieczy do strumienia gazu, przy czym nawilżenie zachodzi dzięki
ochłodzeniu gazu i ogrzaniu cieczy lub ogrzaniu gazu i ochłodzeniu cieczy w
klimatyzatorach, skruberach, suszarkach rozpyłowych. . Bezpośredni kontakt
gazu i cieczy jest realizowany w skruberach, aparatach typowych dla procesów
odpylania mokrego, absorpcji, destylacji i rektyfikacji.
Rys. 1 4 .1 . Chłodnie ciepłej wody: a) chłodnia wentylatorowa, b) chłodnia kominowa z ciągiem
naturalnym; l — wypełnienie, 2 — urządzenie zraszające, 3 - wentylator
W wielu procesach technologicznych wytwarza się nadmiar ciepła, zwykle w
postaci ciepłej wody, która musi być schłodzona przed powtórnym jej stosowaniem.
Do chłodzenia wody są stosowane wieże chłodzące, w których ciepło od wody jest
w 80-90% odbierane przez odparowanie wody do strumienia powietrza, który
uchodzi do atmosfery. Straty wody z tego powodu są uzupełniane świeżym
strumieniem. W wieżach chłodzących jest konieczna duża po-
202
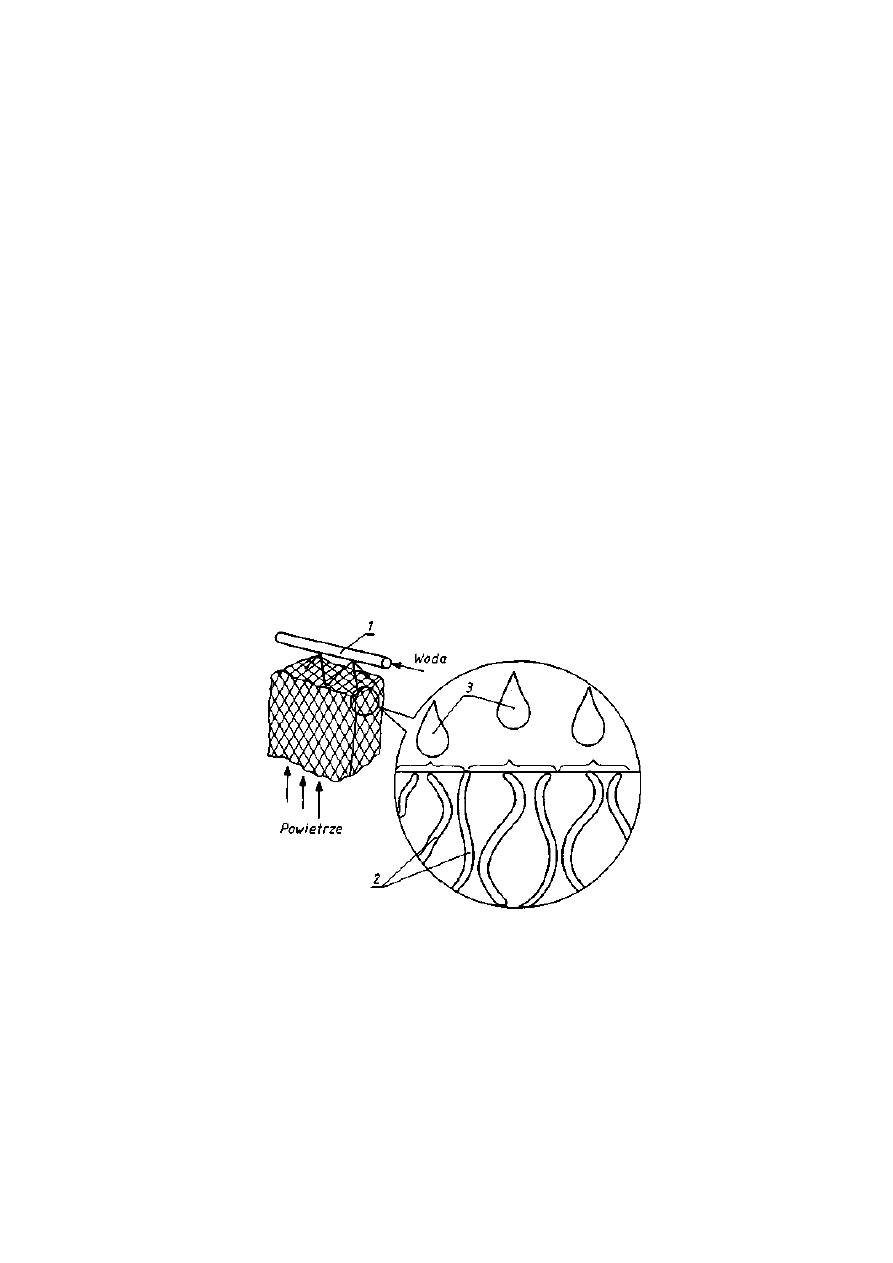
wierzchnia kontaktu powietrze-woda, przy maksymalnej prędkości przepływu ,
powietrza w długim czasie. Woda procesowa dostarczana -jest zwykle ponad
wypełnienie wieży (rys. 14.1), skąd spływa grawitacyjnie lub jest rozpylana dyszami
hydraulicznymi. W wieżach chłodzących klasycznych przepływ powietrza wynika z
ciągu naturalnego. W chłodniach wentylatorowych przepływ powietrza
przeciwprądowy lub krzyżowy jest wymuszany wentylatorami promieniowymi,
umieszczonymi na szczycie wieży (rys. 14. l a). Wymiary wieży wynikają z
warunków procesu w celu zapewnienia wymiany wymaganego strumienia ciepła,
średnice ich dochodzą do 10 m. Wielkość wieży w dużym stopniu zależy od rodzaju
stosowanego wypełnienia, które stanowią wypełnienia tradycyjnie stosowane w
absorberach i w coraz większym stopniu tzw. wypełnienia komórkowe. Wypełnienie
komórkowe stanowi zestaw szeregu pofałdowanych (marszczonych) płyt,
wykonanych z PVC (do temperatury 327 K) ι polipropylenu (do 360 K) i innych przy
wyższych temperaturach. Kanały w wypełnieniu skierowane pionowo przecinają się
pod kątem 60° (rys. 14.2). Podawana na wypełnienie woda spływa w dół, w postaci
cienkich warstewek, co wytwarza dużą powierzchnię i podczas odpowiedniego
przepływu powietrza umożliwia szybsze chłodzenie wody. Ten system chłodzenia
jest stosowany wtedy, gdy jest konieczne maksymalne schłodzenie w minimalnej
przestrzeni. Nakłady energetyczne są tu mniejsze niż w chłodniach z klasycznym
wypełnieniem, lecz jest wymagany duży stopień czystości wody, by nie blokować
wypełnienia.
Rys. 14.2. Wypełnienie komórkowe chłodni: l — urządzenie zraszające, 2 — kanały dla przepływu
gazu i spływu warstewek cieczy, 3 — krople cieczy
Wieże chłodzące z ciągiem naturalnym, tzw. chłodnie kominowe (rys. 14.1b),
są wykonywane z betonu o skorupie hiperbolicznej) z wypełnieniem w postaci
kratownicy płaskowników, na których następuje kaskadowy rozprysk kropel cieczy.
Wysokość wypełnienia zależy od jego rodzaju i wartoś-
203
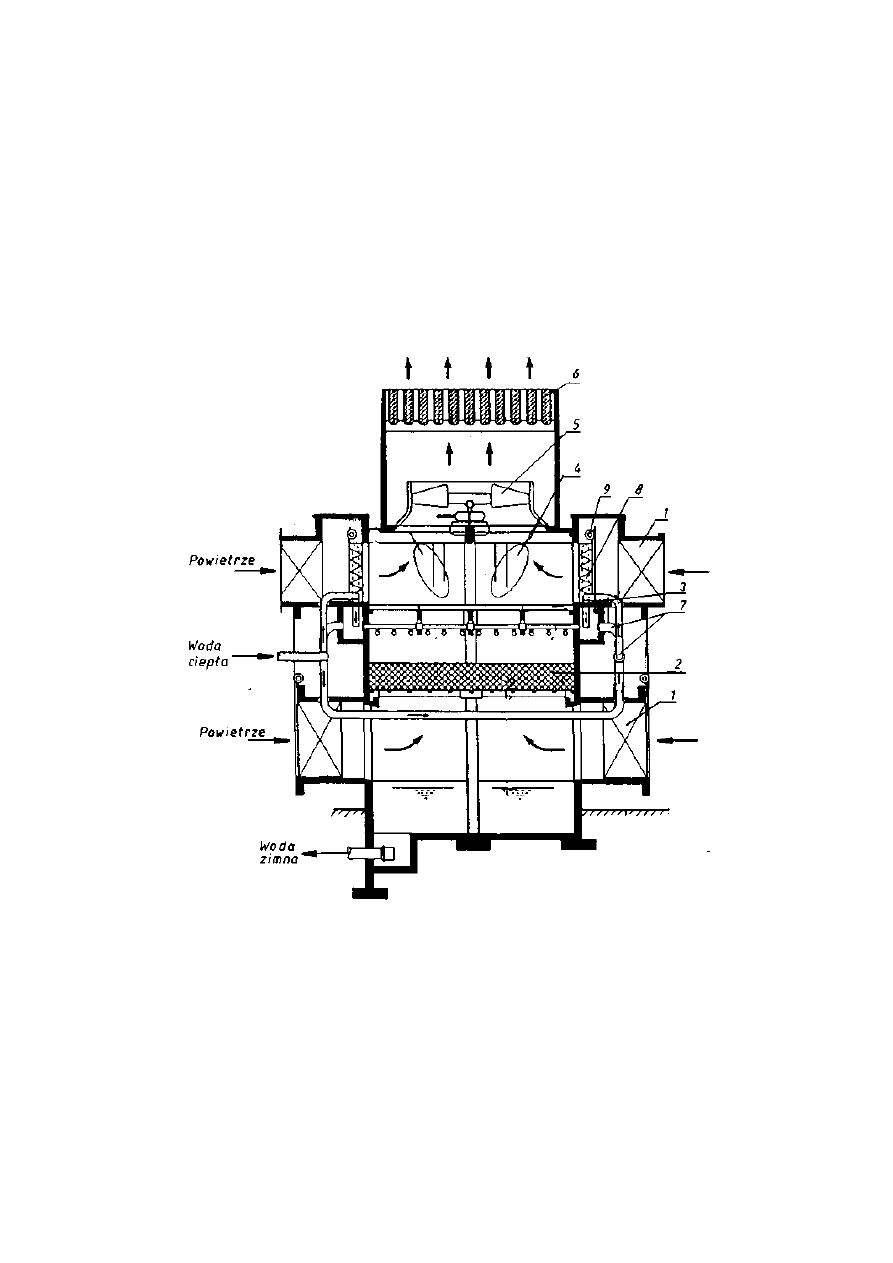
ci współczynników przenikania ciepła i wynosi 1-8 m. Unoszone przez powietrze w
dużej ilości krople są wydzielane w odkraplaczach żaluzjowych. Obłok unoszonej
pary wodnej zależy od wilgotności względnej powietrza atmosferycznego i
prędkości wiatru. Jeśli wilgotność jest duża, to obłok może przyjąć postać stojącej
chmury. Obłoków pary można uniknąć, jeżeli zapobiegnie się tworzeniu kropelek
wody podczas mieszania pary w atmosferze. W tym celu powietrze wilgotne przed
skierowaniem do atmosfery musi być ogrzane przez zmieszanie ze strumieniem
powietrza ciepłego. W praktyce realizowane jest to w tzw. wieżach chłodzących
hybrydowych mokro-suchych (rys. 14.3).
Rys. 14.3. Wieża chłodząca hybrydowa: l - element dźwiękochłonny, 2 — wymiennik ciepła
sekcji mokrej (wypełnienie), 3 - urządzenie do wyrównania profilu prędkości, 4 — elementy
zapewniające mieszanie strumieni, 5 - wentylator, 6 — elementy dźwiękochłonne, 7 — kanały
dystrybucji wody, 8 - wymiennik ciepła sekcji suchej, 9 - zasuwy regulacyjne
W pierwszym etapie, w tzw. sekcji suchej, ciepła woda jest schładzana, gdy
przepływa przez zespół cienkich rurek wymiennika (8), podgrzewając powietrze. Tą
drogą przekazywane jest ok. 20% ciepła, w celu uniknięcia powstawania obłoków
pary w zmiennych warunkach pogodowych. Dalsze zasadnicze
204
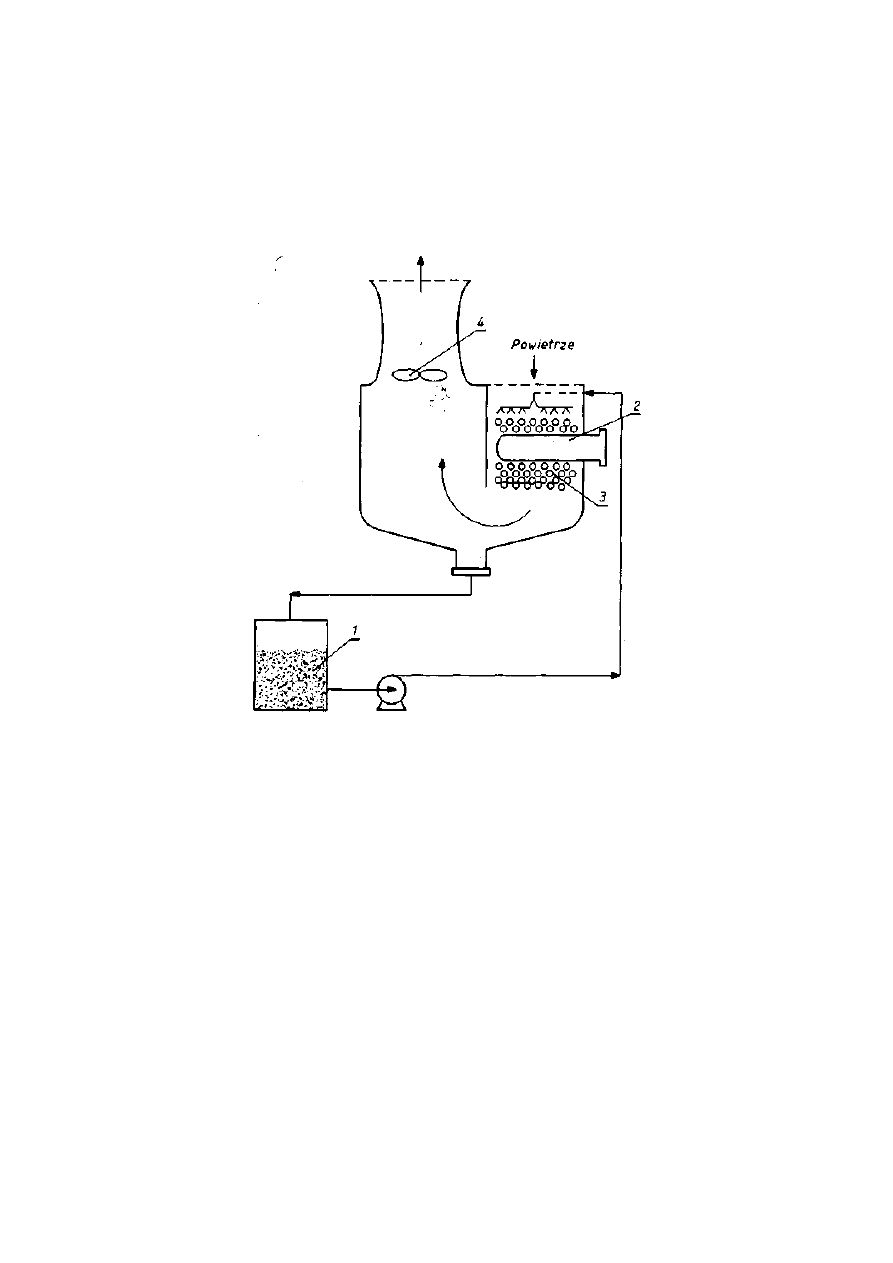
schładzanie wody, w sekcji mokrej, odbywa się poprzez klasyczne odparowanie
wody do powietrza na wypełmeniu (2). Powietrze nasycone parą wodną, po
zmieszaniu z powietrzem ciepłym z sekcji suchej, zasysane wentylatorem (5) jest
wytłaczane do atmosfery, przepływając przez elementy dźwiękochłonne (6).
Rys. 14.4. Chłodnica wentylatorowa bezprzeponowo-warstewkowa: l - zbiornik wody, 2
— wymiennik ciepła, 3 — rurki, 4 — wentylator
Bezprzeponowa wymiana ciepła jest również stosowana w chłodnicach
wentylatorowych, tzw. bezprzeponowo-warstewkowych, które posiadają zespół
gładkich rurek zalewanych natryskiem wody, spełniających rolę chłodnicy —
odparowalnika (rys. 14.4). Natrysk wody pod niewielkim ciśnieniem, ok. 20 kPa,
odbywa się poprzez zbiornik cyrkulacyjny (1). Ciepło przenikające z pęku rurek do
zraszającej i spływającej po rurkach wody, jako ustalony strumień, jest pobierane
przez powietrze, którego ruch wymusza wentylator (4). Rurki są umieszczone w
dnach sitowych lub stanowią U-rurki, gdy chłodzeniu podlegają płyny pod
wysokim ciśnieniem. Chłodnice tego rodzaju nie mogą być stosowane wtedy, gdy
temperatura rur przekracza 328 K, gdyż wówczas, ze względu na szybkie
odparowanie, trudno jest utrzymać stabilną warstwę wody i na powierzchni rur
tworzy się tzw. kamień. Do chłodzenia dużych strumieni cieczy chłodnice są
zestawiane równolegle w baterie. Chłodnice tego rodzaju są stosowane w
przemyśle rafineryjnym i chemicznym.
205
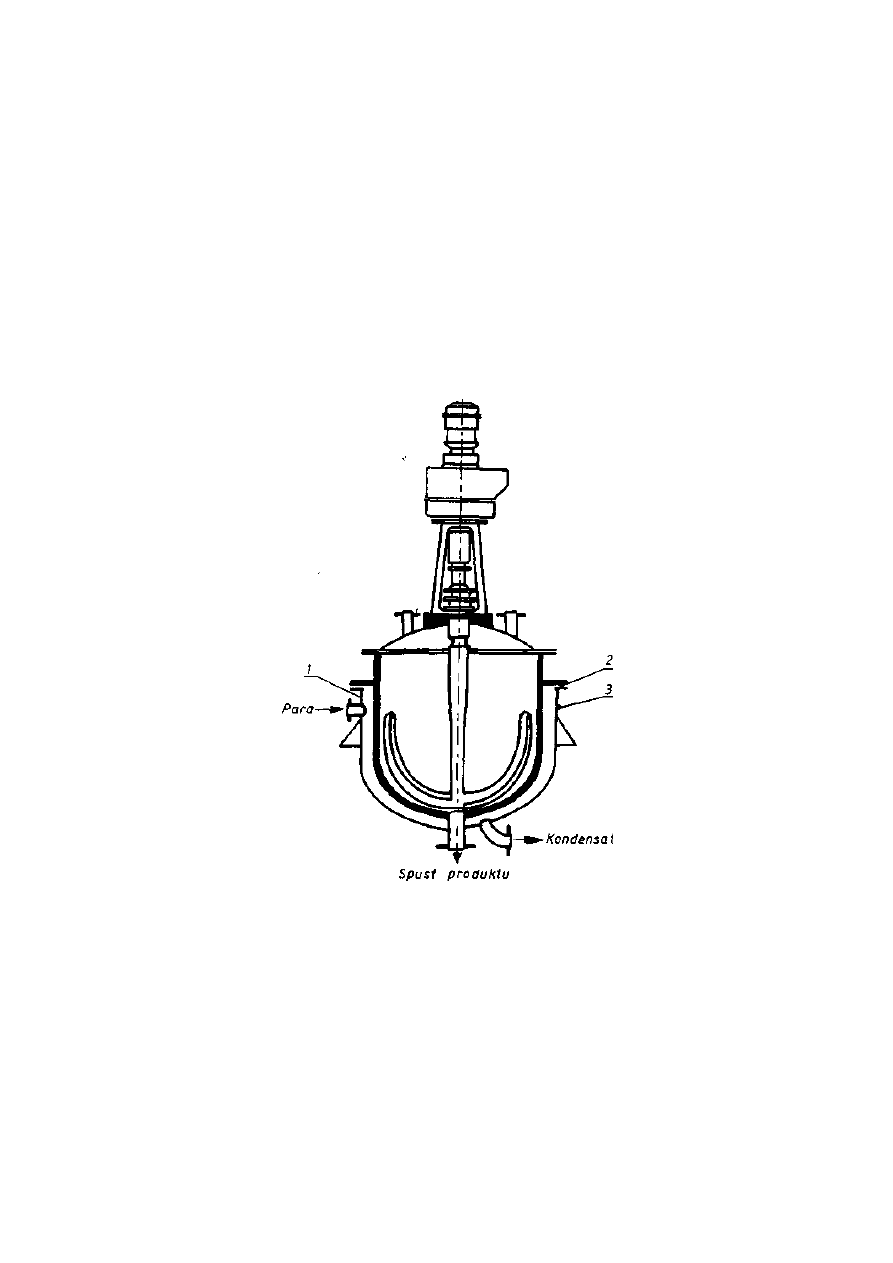
14.4. WYMIENNIKI PRZEPONOWE
Do wymienników ciepła przeponowych należy duża grupa aparatów charak-
teryzująca się przede wszystkim istnieniem przepony—przegrody, poprzez którą
przewodzone jest ciepło pomiędzy czynnikami i której kształt różnicuje te wy-
mienniki na szereg rodzajów.
14.4.1. WYMIENNIKI PŁASZCZOWE
Wymienniki ciepła w postaci płaszcza grzejnego lub chłodzącego są stoso-
wane do wymiany ciepła przez ściankę, gdy istotna jest kontrola temperatury w
środowisku procesu, zwykle z reakcją chemiczną, również w obecności
Rys. 14.5. Aparat (reaktor, mieszalnik) z płaszczem grzejnym: l — płaszcz, 2 — połączenie
kołnierzowe, 3 — odpowietrzenie
w aparacie powierzchni elementów grzejnych lub chłodzących. Istnieje wiele
konfiguracji płaszczy dopasowanych do kształtu aparatu, zwykle zbiornikowego, o
powierzchni wymiany do 10 m
2
(rys. 14.5). Jako czynnik grzejny jest stosowana
para wodna i ciekłe organiczne nośniki ciepła w rodzaju dowthermu, mobilthermu,
therminolu i innych, do chłodzenia natomiast woda, solanka lub chlorek wapnia.
Klasyczne płaszcze grzejne charakteryzują się dużym zatrzymywaniem cieczy
(nośnika ciepła) ł ciepła, co jest korzystne dla reaktorów
206
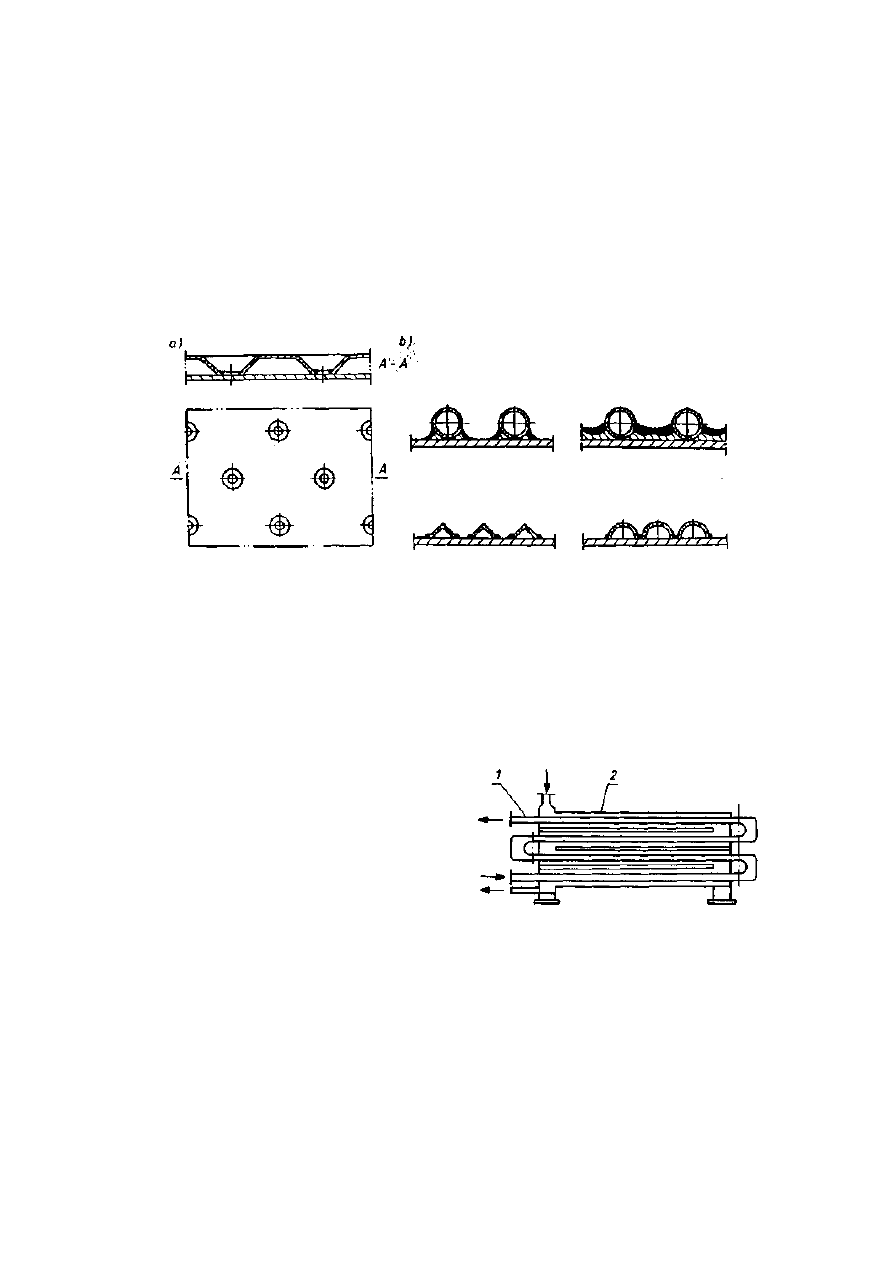
emaliowanych itp., nieodpornych na tzw. szok termiczny. Wzrost szybkości _
przenoszenia ciepła osiąga się przez mieszanie lub modyfikację płaszcza. Mo-
dyfikacje polegają na dzieleniu płaszcza na sekcje lub wykonaniu w płaszczu
wgnieceń (otworów) (rys. 14.6a). Podczas ogrzewania nośnikami pod wysokim
ciśnieniem do ok. 7 MPa rolę płaszcza spełnia wężownica przy spawana
bezpośrednio lub za pośrednictwem podkładek do korpusu aparatu (rys. 14.6b).
Jeśli ciśnienia nie przekracza ok. 5 MPa, to na powierzchnie aparatów są nawijane
elementy rurowe o profilu półcylindrycznym, dla małych ciśnień zaś — kątowe.
Rys. 14.6. Elementy grzejne zewnętrzne aparatów zbiornikowych: a) płaszcz pikowany, b) sposoby
łączenia rur wężownic z korpusem aparatu
14.4.2. WYMIENNIKI RUROWE
Do klasycznych wymienników rurowych zalicza się wymienniki typu rura w
rurze, zbudowane z dwóch rur o różnej średnicy; rura o mniejszej średnicy jest
umieszczona centryczne w rurze o większej średnicy (rys. 14.7). Płyny —
czynniki wymieniające ciepło przepływają
rurą wewnętrzną i przestrzenią
pierścieniową. Wymienniki te są stosowane
wtedy, gdy istnieje konieczność wymiany
dużych strumieni ciepła z małych strumieni
objętości płynów, przez stosowanie dużych
prędkości przepływu. Gdy rury są
uformowane w postaci płaskiej wężownicy
zraszanej cieczą, zwykle wodą, wtedy
wymiennik stanowi tzw. chłodnicę
ociekową (rys. 14.8). Połączenie kolanek i
płaskich odcinków rur jest zwykle kołnierzowe, co ułatwia wymianę elementów i ich
czyszczenie. Przelewająca się z koryta górnego i ociekająca po zwojach chłodnicy
woda stanowi zwykle czynnik chłodzący. Chłodnice są instalowane zazwyczaj w
przestrzeni otwartej i służą
Rys. 14.7. Wymiennik ciepła typu „rura w
rurze": l — rura wewnętrzna, 2 — rura ze-
wnętrzna
207
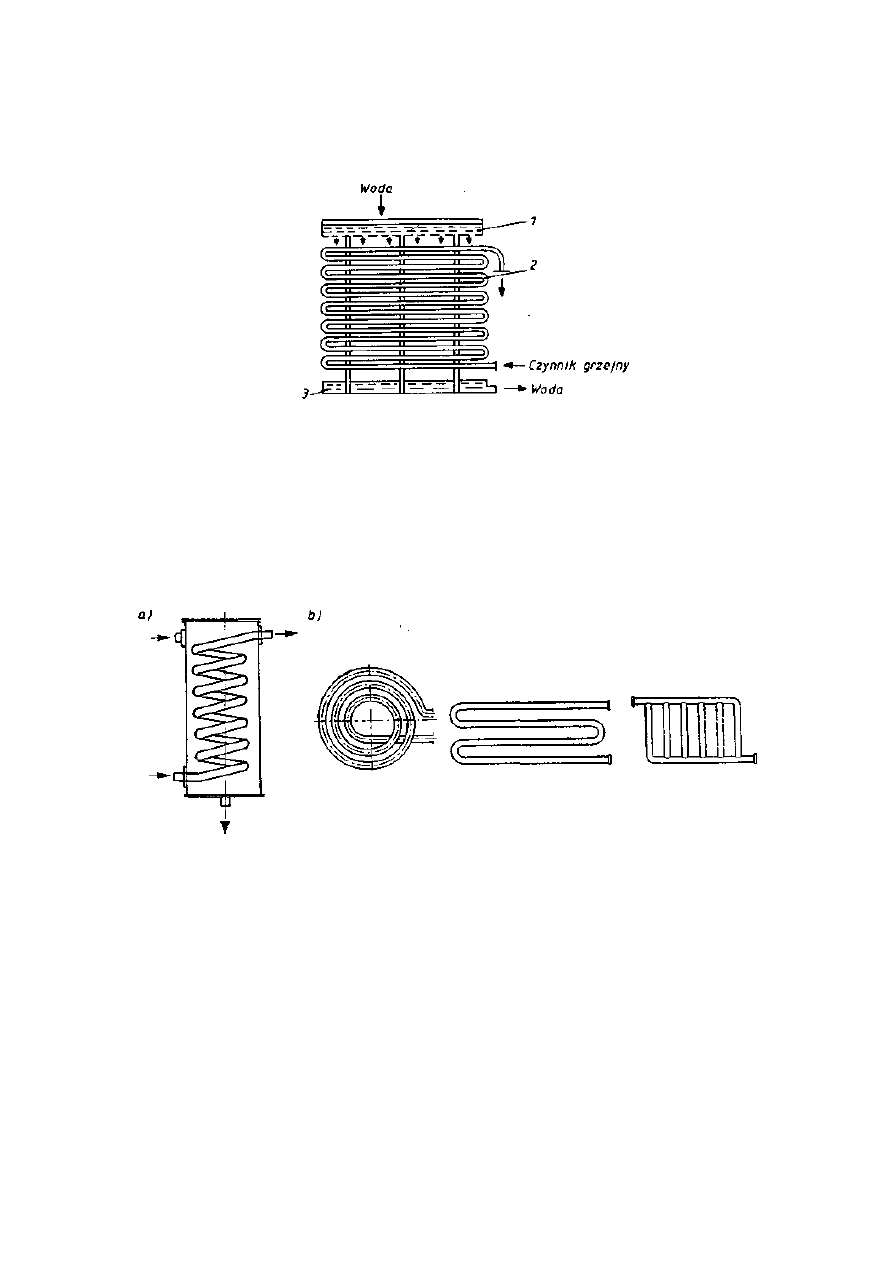
do chłodzenia płynów technologicznych. Mają jednak duże rozmiary i straty
wody.
Rys. 14.8. Chłodnica ociekowa: l — rynna rozdzielająco-zraszająca, 2 - wężownica, 3 -
zbiornik wody ociekowej
Rury są formowane również w postaci wężownic o innych kształtach —
płaskich i przestrzennych (rys. 14.9). Kształty wężownic są często dopasowane do
kształtu zbiornika lub powierzchni ogrzewanej. Konstrukcja wężownic jest prosta,
lecz ciężka. Powierzchnia wymiany ciepła i współczynniki wnikania są małe i
trudności sprawia czyszczenie wnętrza rur.
Rys. 14.9. Wężownice: a) spiralna przestrzenna, b) płaskie
14.4.3. WYMIENNIKI SPIRALNE
Wymiennik spiralny składa się z dwóch pasm blachy zwiniętych obok siebie
tak, że tworzą dwa współśrodkowe kanały o przekroju prostokątnym, zamknięte
dwoma pokrywami czołowymi. W kanałach, nie kontaktując się z sobą,
przepływają płyny wymieniające ciepło. Przepływ przeciwprądowy dotyczy
zwykle układu ciecz-ciecz, krzyżowy natomiast ciecz—gaz (rys. 14.10). Płyn
zimny dopływa zwykle od strony zewnętrznej. Wymienniki o powierzchni do
200 m
2
i ciśnieniu do l ,2 MPa są stosowane zarówno do ogrzewania i chłodzenia
cieczy, jak i kondensacji par. Dzięki łagodnemu profilowi opływu, gładkiej
208
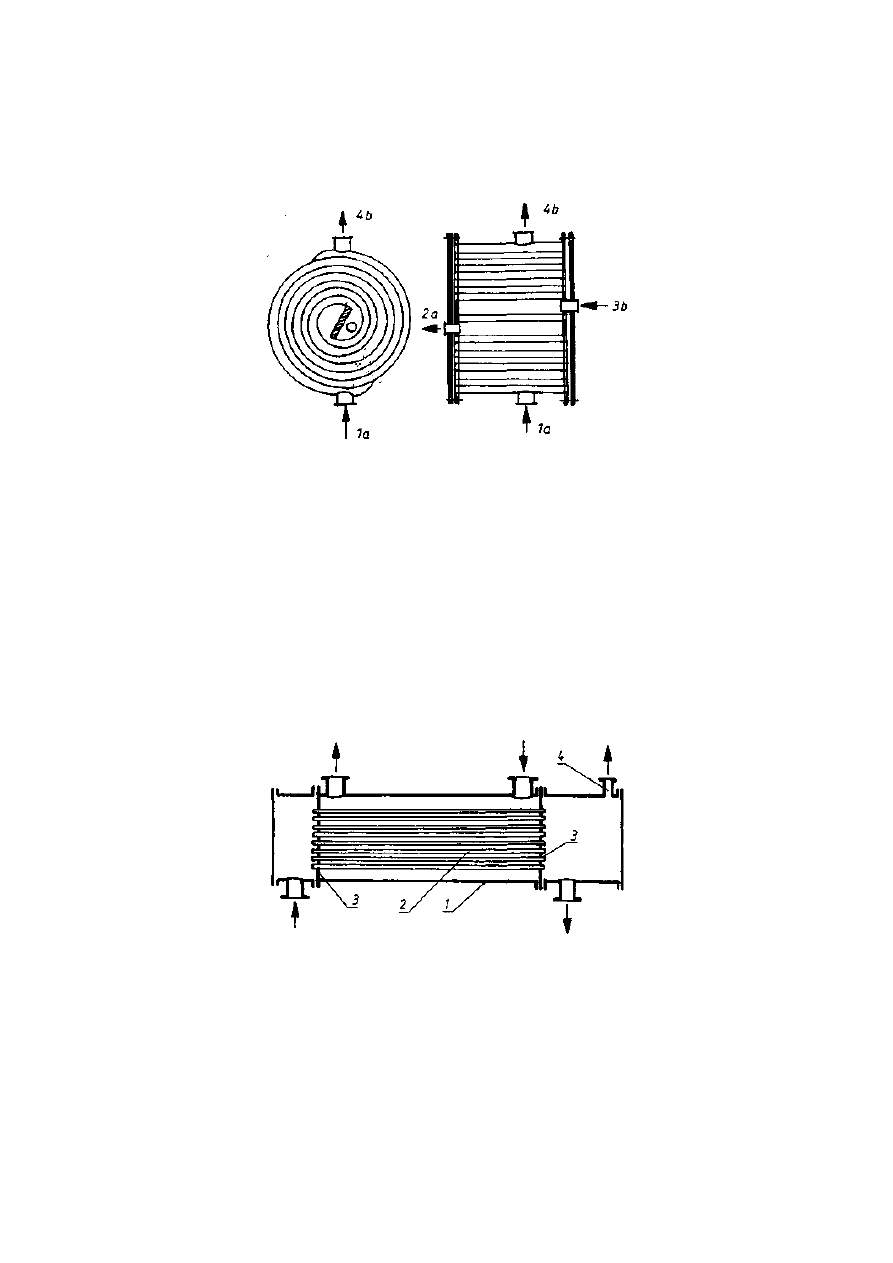
powierzchni kanałów oraz stosunkowo dużej prędkości liniowej przepływu, wy-
miana ciepła odbywać się może również między płynami zanieczyszczonymi.
Rys. 14.10. Wymiennik spiralny: l - wlot i wylot czynnika A: la, 2a; 2 — wlot i wylot czynnika B: 3b,
4b
14.4.4. WYMIENNIKI PŁASZCZUWO-RUROWE
Klasycznym wymiennikiem ciepła jest wymiennik płaszczowo-rurowy (rys.
14.11). Składa się on z pęku (wiązki) rur umocowanych w płytach (dnach)
sitowych, zamkniętych w piasK.£u z dwoma dennicami (pokrywami). Jeden z
dwóch czynników, mied/v riórymi jest wymieniane ciepło przepływa wewnątrz
rur, drugi natomiast w przestrzeni między rurowej. Górny zakres stosowanej
temperatury wynosi 700-800 K. ciśnienia 2,5-6,5 MPa, powierzchnia wymiany
ciepła — do ok. 2000 m
2
, przy średnicach < 1,5 mi długości rur do 9 m.
Rys. 1 4 . 1 1 . Standardowy wymiennik ciepła płaszczowo-rurowy: l — płaszcz, 2 — rurki, 3 —
dna sitowe, 4 — odpowietrzenie
Konstrukcje wymienników z rurkami wyjmowanymi z płaszcza, stanowią wy-
mienniki ze swobodną (pływającą) głowicą i z rurkami w kształcie litery U (rys.
14.12a,b), zamocowanymi w dnie sitowym na stałe. Wymienniki z rurkami typu
U są stosowane wówczas, gdy wymagane jest duże ciśnienie czynnika z jednej
strony rurek. Wadą tego rodzaju konstrukcji jest brak możliwości
209
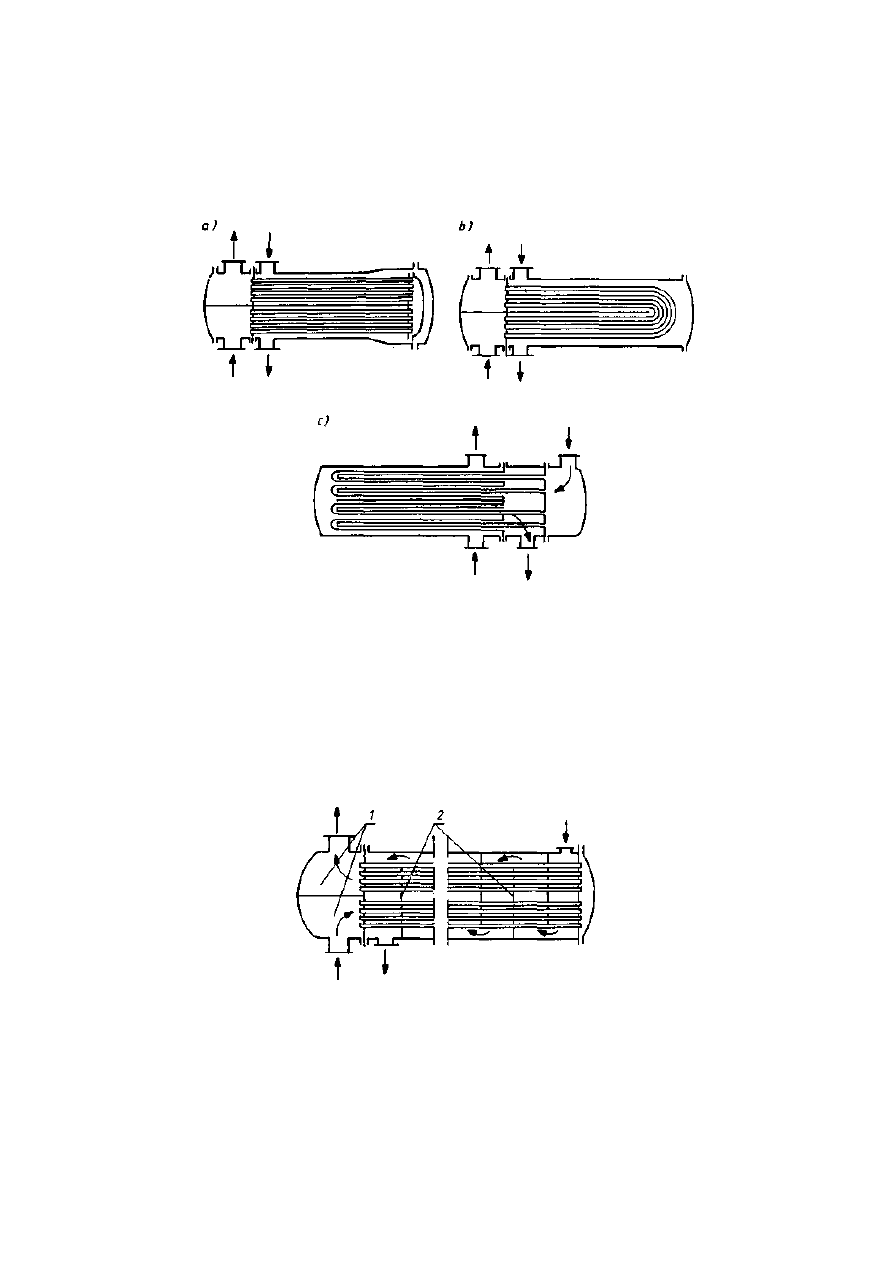
czyszczenia i wymiany rurek, co nie dotyczy wymienników z pływającą głowicą,
gdzie rurki mogą być wyjmowane z płaszcza do przeglądu, wymiany i
czyszczenia.
Rys. 14.12. Wymienniki płaszczowo-rurowe: a) z głowicą swobodną, b) z U rurkami, c) z rurkami
Fielda
Wymienniki płaszczowo-rurowe, ze względu na przepływ czynników w prze-
strzeni rurowej i międzyrurowej są konstruowane jako jedno- i wielobiegowe.
Wymienniki wielobiegowe (rys. 14.13) są stosowane wtedy, gdy istnieją ograni-
czenia instalacyjne co do liczby sztuk wymienników lub ograniczenia prze-
strzenne, oraz konieczne jest polepszenie warunków wnikania ciepła z jednej lub
obu stron przegrody (przepony).
Rys. 14.13. Wymiennik wielobiegowy: l — przestrzeń dla przepływu w rurkach, 2 - przegrody
w przestrzeni międzyrurowej
Projektowanie cieplne wymiennika jest funkcja złożoną z wielu zmiennych
właściwości fizycznych i dynamicznych czynników wymieniających ciepło i
kształtu wymiennika. Sprawność wymiany ciepła i ekonomika wskazują na
210
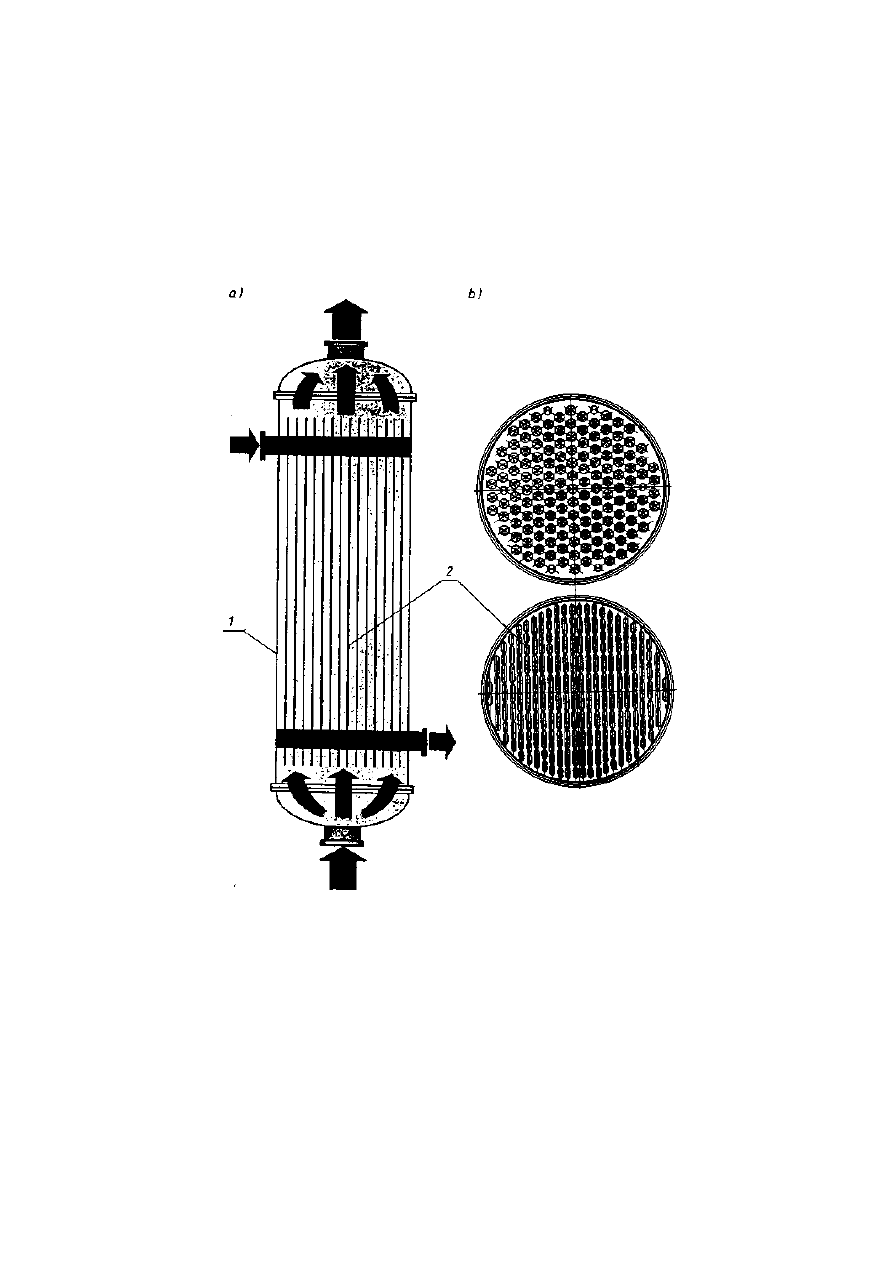
dobór najmniejszych rur, lecz w
A
praktyce są stosowane rury proste 3/4" i U-rury 1".
Rurki w płytach sitowych są rozmieszczane na narożach trójkąta równobocznego,
kwadratu i okręgach koncentrycznych. Rozmieszczenie trójkątne rurek zapewnia
większe wartości współczynnika wnikania od strony płaszcza i większą
powierzchnię wymiany. Rozmieszczenie według pozostałych wzorów jest
stosowane wtedy, gdy istnieje konieczność czyszczenia mechanicznego rur.
Rys. 14.14. Wymiennik ptytkowo-rurowy: a) schemat wymiennika, b) rozmieszczenie rur cylin-
drycznych i płaskich na przekroju odpowiednich wymienników: l — płaszcz, 2 — wkład pty-
tkowo-rurowy
Podziałka rur wynosi zwykle 1,25 d
z
średnicy zewnętrznej rurki. Rurki są wy-
konywane ze stali węglowej, również platerowanej, stali kwasoodpornej, miedzi.
Rurki są mocowane w dnach sitowych przez rozwalcowywanie, spawanie lub jest
stosowane uszczelnienie dławicowe. Wykonanie wymiennika jest proste,
konstrukcja odporna mechanicznie, lecz wadę stanowi duże zużycie materia-
2 1 1

łu konstrukcyjnego i jego koszt. Sprawność termiczna wymiennika nie jest
wysoka i trudny jest on do czyszczenia. By poprawić współczynniki przenikania
ciepła są wykonywane wymienniki o budowie zwartej, charakteryzujące się
bardzo ciasnym upakowaniem rur oraz ich ożebrowaniem zewnętrznym i we-
wnętrznym. Wymiennik taki pracuje w zakresie przepływu burzliwego t jest
bardziej sprawny termicznie od klasycznego. Stosowane są w przypadkach
specjalnych, np. w siłowniach atomowych. Mogą być stosowane przy wysokich
ciśnieniach i temperaturze, przy powierzchniach wymiany ciepła 500-600 m
2
. Do
tej samej grupy zalicza się wymiennik płytkowo-rurowy (rys. 14.14).
Powierzchnia wymiany ciepła składa się z elementów kształtowych w postaci
płaskich rurek, ułożonych jedna obok drugiej, tworzących razem pęk zamknięty w
płaszczu. Uszczelnienie między środowiskami wewnątrz i na zewnątrz rurek
stanowią pierścienie teflonowe. Konstrukcja jest całkowicie spawana i może
pracować w temperaturze do 1400 K i ciśnieniu do 4,5 MPa. Powierzchnia
wymiany ciepła dochodzi do 800 m
2
i może być wyjmowana z płaszcza, co
ułatwia czyszczenie wymiennika z osadów. Wymiennik jest stosowany do
wymiany cierna dużych strumieni cieczy lub gazów, m. in. w przemyśle chemi-
cznym i celulozowym.
Współczynniki przenikania ciepła i spadek ciśnienia zależą od charakteru i
rozkładu przepływu na przekroju poprzecznym rurek. Istotny jest przepływ
płynów po odpowiedniej stronie przepony. Dlatego płyny lepkie przepływają w
płaszczu, w rurkach natomiast toksyczne, zanieczyszczone, o dużej korozyj-
ności. Mniejsze prędkości przepływu są stosowane w płaszczach. Dla czynników
o wyższej temperaturze i ciśnieniu, przestrzeń roboczą stanowi zwykle wnętrze
rurek.
Często na powierzchni wymiany mogą się gromadzić osady, stanowiące
dodatkowy opór dla przenikania ciepła. Ich obecność może wynikać z sedy-
mentacji, krystalizacji, polimeryzacji, reakcji chemicznej, korozji, koksowania,
wzrostu mikroorganizmów. Kontrola warunków gromadzenia się osadów na
ι
Ν j
powierzchni i stanu jej czystości jest istotna dla wymiany ciepła.
14.4.5. WYMIENNIKI PŁYTOWE
Powierzchnię wymiany ciepła w tego rodzaju wymiennikach stanowią ele-
menty znormalizowane w postaci pofałdowanych płyt, wykonanych ze stali
nierdzewnej lub innego, o wysokiej jakości, materiału. Płyty wzdłuż obrzeży
posiadają elastyczne uszczelki, umieszczone w głębokich rowkach (rys. 14.15).
Odporność termiczna i wytrzymałość uszczelek w dużym stopniu decydują o
zakresie temperatury i ciśnieniu pracy wymiennika. Przekładki na osnowie
kauczuku umożliwiają pracę w zakresie 250-425 K i ciśnieniu nie wyższym
niż 2,5 MPa. Płyty są montowane w statywie, w którym znajduje się»również
urządzenie zaciskowe oraz króćce wlotowe i wylotowe dla czynników wymie-
niających ciepło. Uszczelki i otwory w rogach płyt tworzą podwójny system
kanałów (rys. 14.15a,b) do przepływu obu czynników. Kanały te mogą być
2 1 2
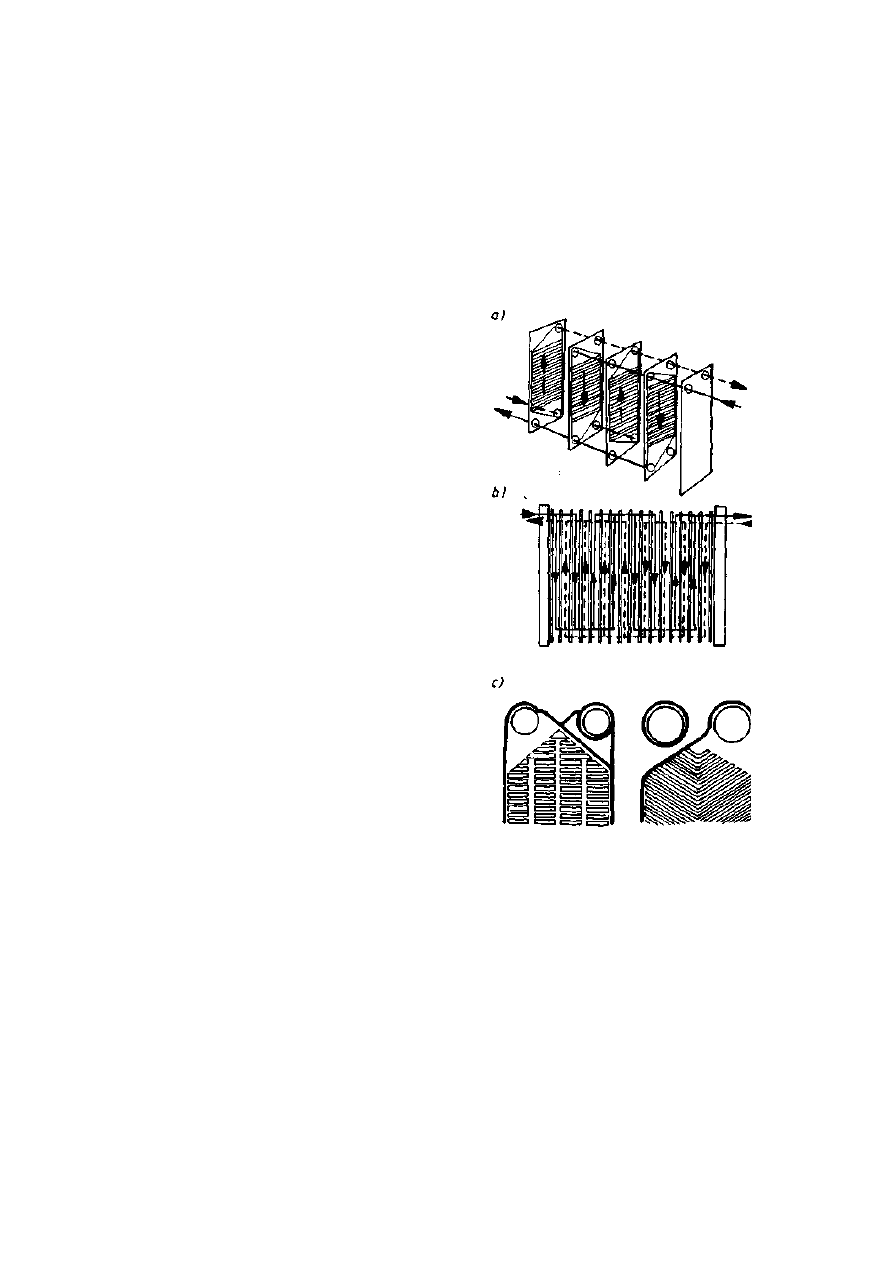
połączone szeregowo lub równolegle, O liczbie kanałów równoległych decyduje
wielkość strumienia cieczy, wymagania dotyczące temperatury decydują
natomiast o liczbie modułów z kanałami, równoległych, połączonych szeregowo,
czyli o długości wymiennika.
Najprostszy moduł składa się z trzech płyt, podobnie jak w prasach filtra-
cyjnych. Powierzchnia płyty wynosi 0,2-2 m
2
. Wymiennik może składać się z wielu
sekcji; wiele czynników może przepływać przez ten sam wymiennik, w którym
może zachodzić jednocześnie ogrzewanie i chłodzenie. Z uwagi na specjalny
kształt płyt, przepływ cieczy jest burzliwy,
nawet gdy liczby Reynoldsa są małe, rzędu
50-100. Duże współczynniki przenikania
ciepła, 2-3 razy większe niż w wymiennikach
płaszczowo-rurowych powodują, że wymagana
powierzchnia wymiany ciepła jest tu mniejsza
niż w innych wymiennikach. Różnica
temperatury między płynami wymieniającymi
ciepło może być bardzo mała, rzędu 2-3
stopni, co pozwala ogrzewać lub chłodzić
również płyny o specjalnych właściwościach.
Standaryzacja: elementów umożliwia łatwą
zmianę powierzchni wymiany ciepła. Po-
wierzchnia wewnętrzna wymiennika jest łatwo
dostępna do przeglądu i czyszczenia.
Powierzchnia wymiany ciepła dochodzić może
do kilkuset metrów kwadratowych, przy
ciśnieniu ok. 2,5 MPa i temperaturze zależnej
od rodzaju materiału uszczelek. Wymienniki
specjalne, przeznaczone do cieczy lepkich i
olejów, mają wbudowane turbulizatory
przepływu. Wymienniki płytowe
(
z tytanu znaj-
dują zastosowanie do ogrzewania i chłodzenia
wilgotnego chloru, roztworów zawierających
czynny chlor, chlorek, dwutlenek chloru,
chloryn, podchloryn, solankę, wodę morską i
in. Ponadto są stosowane w przemyśle
cukrowniczym, mleczarskim i w wielu innych.
W nowych generacjach wymienników płytowych płaskie płyty zostały ze-
spawane i umieszczone w korpusie o przekroju prostokątnym lub kołowym.
Wymienniki te określa się jako szczelinowe lub lamelowe (pakietowe) i stanowią
one raczej konstrukcje pośrednią między wymiennikiem płytowym a płasz-
Rys. 14.15. Wymiennik płytowy: a) sche-
mat przepływu w zestawie płyt, b) możli-
wości połączenia zestawu płyt, c) wzory
kształtowania powierzchni płyt
213
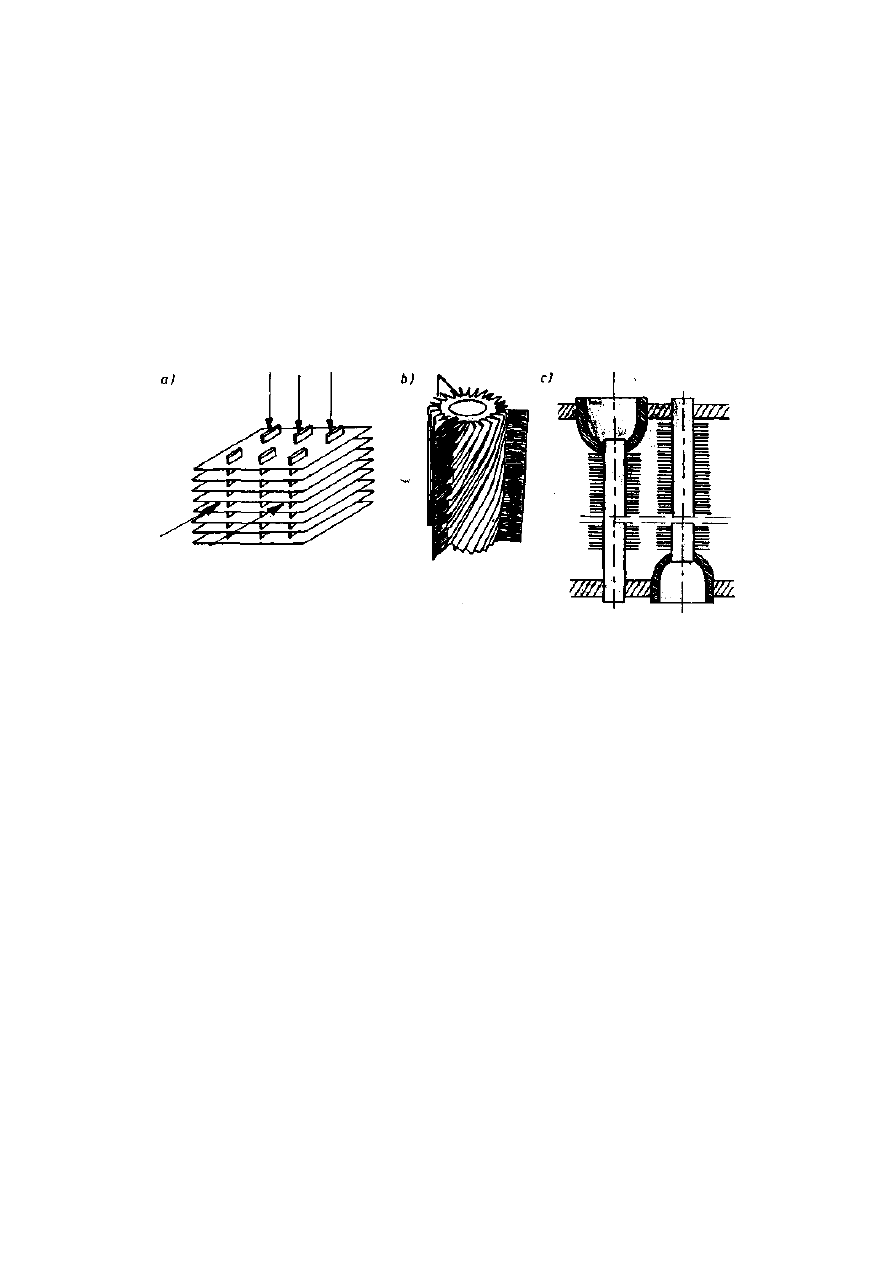
czowo-rurowym. Wymienniki te mają dużą powierzchnię wymiany w jednostce
objętości, dochodzącą do 2500 m
2
/m
3
, stąd stosowana niekiedy nazwa
wymienniki zwarte. Wkład jest wyjmowany, co umożliwia jego czyszczenie.
Stosowane są wówczas, gdy po stronie jednego z czynników są małe współ-
czynniki wnikania, jak np. w układzie gaz—ciecz lub ciecz—ciecz lepka. Inną
odmianę stanowią wymienniki płytowo-żebrowe (rys. 14.16) stosowane do
wymiany ciepła pomiędzy czystymi gazami a cieczami o dużej lepkości, w wa-
runkach, gdy różnica temperatur między nimi jest mała. Wymienniki te są sto-
sowane w instalacjach rozfrakcjonowania powietrza, węglowodorów, w przemyśle
nuklearnym itp.
Rys. 14.16. Powierzchnie zewnętrzne rur ożebrowanych: a) płytowe, b) śrubowe wielozwojowe,
c) płaskie
14.4.6. WYMIENNIKI NIEMETALOWE
Często bardzo agresywne środowisko procesu powoduje, że żywotność stali
klasycznych jest bardzo krótka i istnieje konieczność zastąpienia jej bardziej
kosztowną stalą stopową lub materiałem niemetalicznym, jak np. grafit, szkło,
tworzywa sztuczne. Jednym z mankamentów tworzyw syntetycznych i sztucz-
nych jest gorsza przewodność cieplna w porównaniu z metalami (tabl. 14.1):
metale 10-400 W/(m-K), grafit 20-120 W/(m-K), szkło ~ 2 W/(m-K), tworzywa
sztuczne 0,2-0,3 W/(m-K).
Wymienniki ciepła wykonane z grafitu są stosowane dość szeroko w prze-
myśle chemicznym i farmaceutycznym. Grafit stanowi materiał inertny, nie
zanieczyszczający środowiska naturalnego, posiada bardzo dobrą odporność na
korozję i dobre właściwości przewodzące. Często, jako mniej kosztowny, stanowi
substytut tytanu i tantalu. Wymienniki grafitowe są budowane w formie
prostopadłościanów lub cylindrów i stanowią zespół bloków (płyt) z otworami (rys.
14.17). Zestaw płyt jest cementowany, całość wymiennika impregnowana żywicą
fenolową i ściśnięta pomiędzy dwoma płytami, które umożliwiają różną organizację
przepływu czynników. Górny zakres stosowanej temperatury wynosi tu 450-475 K.
Grafit nie jest odporny na działanie chloru i halogenków i w ich
214
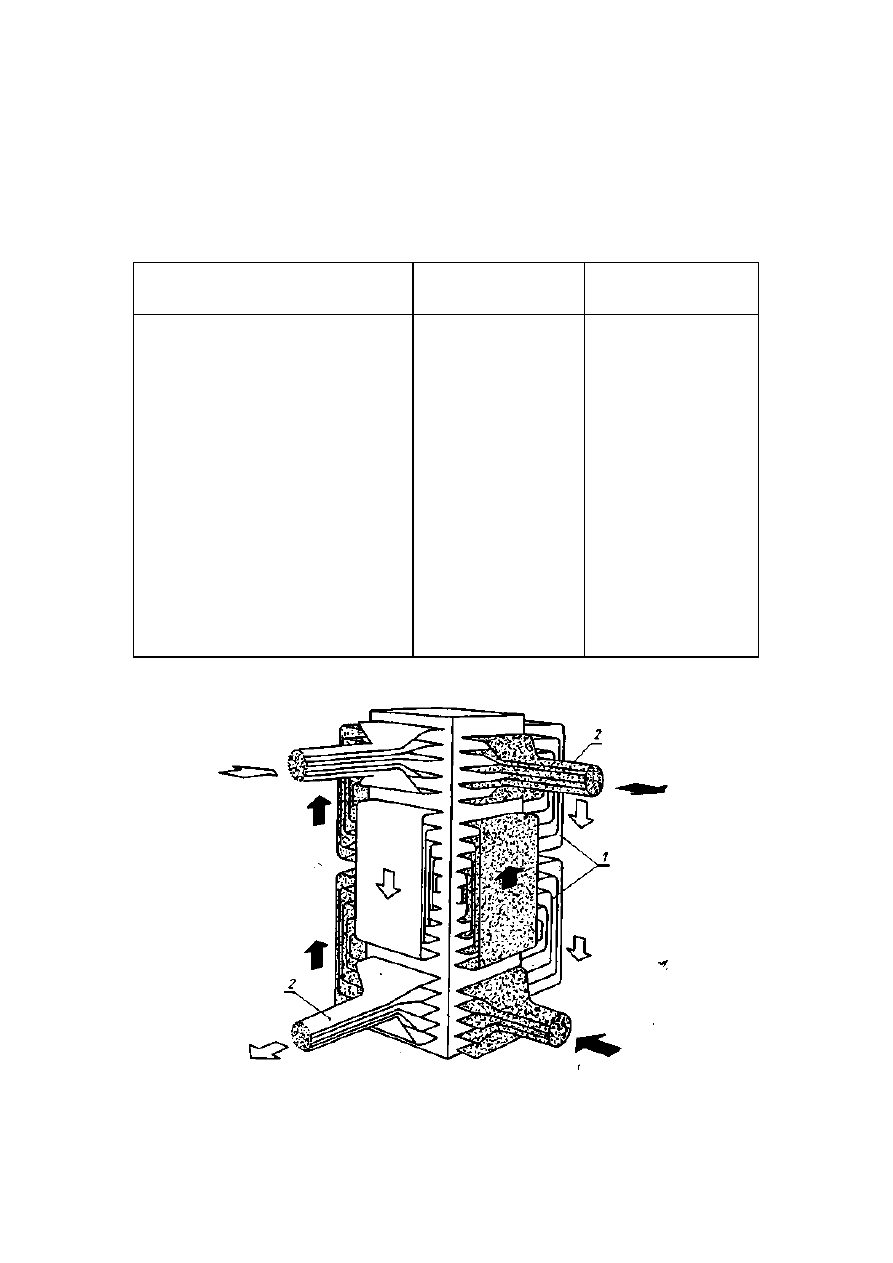
środowisku, w krótkim czasie, staje się porowaty. Nieodporny jest również na
działanie kwasu azotowego w wysokiej temperaturze i stężeniu, a także siarko-
wego, jeśli stężenie sięga ponad 98% i temperatura powyżej 360 K.
T a b e l a 14.1
Przewodnictwo cieplne i gęstość różnych materiałów
Materiał
Przewodnictwo cieplne
fW/(m-K)]
Gęstość [g/cm
3
]
Miedź
390
8,96
Stal węglowa
50
7,8
Stal kwasoodporna
15
7,8
Stopy Ni/Cr/Mo
8
9,0
Tytan
16
4,5
Tantal
53
16,6
Szkło borokrzemowe
1 ,1 6
2,23
Węglik krzemu
120
3,0
Grafit (Diabon F100)
20
2,0
Grafit impregnowany żywicą fenolową
100-120
1,85
PVDE
0,19
1,78
ECTFE
0,18
1,88
PTFE
0,19-0,23
2,17
PFA
0,22
2,15
FEP
0,20
2,15
Polipropylen
0,17
0,89
Polietylen
0,34
0,89
Rys. 14.17. Wymiennik blokowy grafitowy: l - bloki grafitu, 2 - wloty i wyloty czynników
215

Wymienniki płytowe z tworzyw fluorowych łączonych grafitem (tworzywo
DIABON firmy Sigri GmbH, RFN) mają nieco mniejszą przewodność, lecz mogą
pracować w temperaturze do 4 1 5 K i ciśnieniu 0,6 MPa; są stosowane do
wymiany ciepła w obecności kwasu solnego, fosforowego i azotowego do 50% w
punkcie wrzenia. Wymienniki grafitowe i z tworzyw fluorowych są stosowane do
chłodzenia gazów i podgrzewania gazów, m. in. w instalacjach odsiarczania
spalin odlotowych.
W szklanych wymiennikach ciepła jest stosowane szkło boro-krzemowe,
odporne na kwasy, roztwory soli, związki organiczne, w tym chlorki i bromki,
nieodporne natomiast na kwas fluorowy, fosforowy i gorące alkalia. Są dwa
podstawowe typy wymienników szklanych: płaszczowo-rurowe i spiralne (fir
my Corning i Schott, RFN). Wymienniki te są stosowane do wymiany ciepła
w układzie gaz—gaz do podgrzewania gazów; m. in. w suszarkach rozpyło-
wych, chłodzenia gazów za pomocą cieczy w układach wentylacji i klimatyza
cji itp.
,
Wymienniki z tworzyw sztucznych takich jak: fluorek poliwinylidenu
(PVDF) i monochlorotrifluoroetylenu (ECTFE) są stosowane do kondensacji i
destylacji bromu, suszenia chloru przez kondensację pary wodnej lub kwasem
siarkowym i in. (firma Le Carbone, Francja). Wymienniki płaszczowo-rurowe,
wykonywane z fluorowanej żywicy etylenopropylenowej (FEP) (firma Du Pont,
USA) są stosowane m. in. do chłodzenia i ogrzewania elektrolitów, roztworów
trawiennych itp.
Płytowe, ceramiczne wymienniki ciepła wykonywane z węgliku krzemu są
stosowane w wysokiej temperaturze 750-1300 K, w atmosferze korozyjnej, z
możliwością osadzania się cząstek stałych na powierzchni wymiany ciepła, np.
podczas wymiany ciepła spaliny odlotowe—gaz, kondensacji kwasu siarkowego w
temperaturze ok. 520 K i in. Przewodnictwo węgliku krzemu jest zbliżone do
grafitu i nie traci on wytrzymałości w temperaturze do 1620 K (firma Hoechst,
RFN).
14.4.7. KONDENSATORY
Kondensatory stanowią specyficzne wymienniki ciepła, ze względu na obec-
ność w układzie wymiany ciepła nie kondensujących gazów. Kondensator po-
ziomy z kondensacją, na powierzchni rurek przedstawia rysunek 14.18. Kon-
densatory z przepływem krzyżowym stosowane są w procesach próżniowych,
gdzie są przenoszone duże objętości oparów, istnieje duża powierzchnia do
przepływu na krótkiej drodze, w celu zapewnienia małego spadku ciśnienia
gazu. U góry rurek istnieje duża przestrzeń, często z półką perforowaną, dla
dobrej dystrybucji oparów na długości wymiennika.
Kondensatory w usytuowaniu pionowym są rzadko stosowane, ze względu na
trudności kontroli zalewania aparatu.
Kondensatory z kondensacją w rurkach są projektowane dla przepływu oparów
i kondensatu w dół lub do góry, a także dla układu mieszanego, gdy opary
216
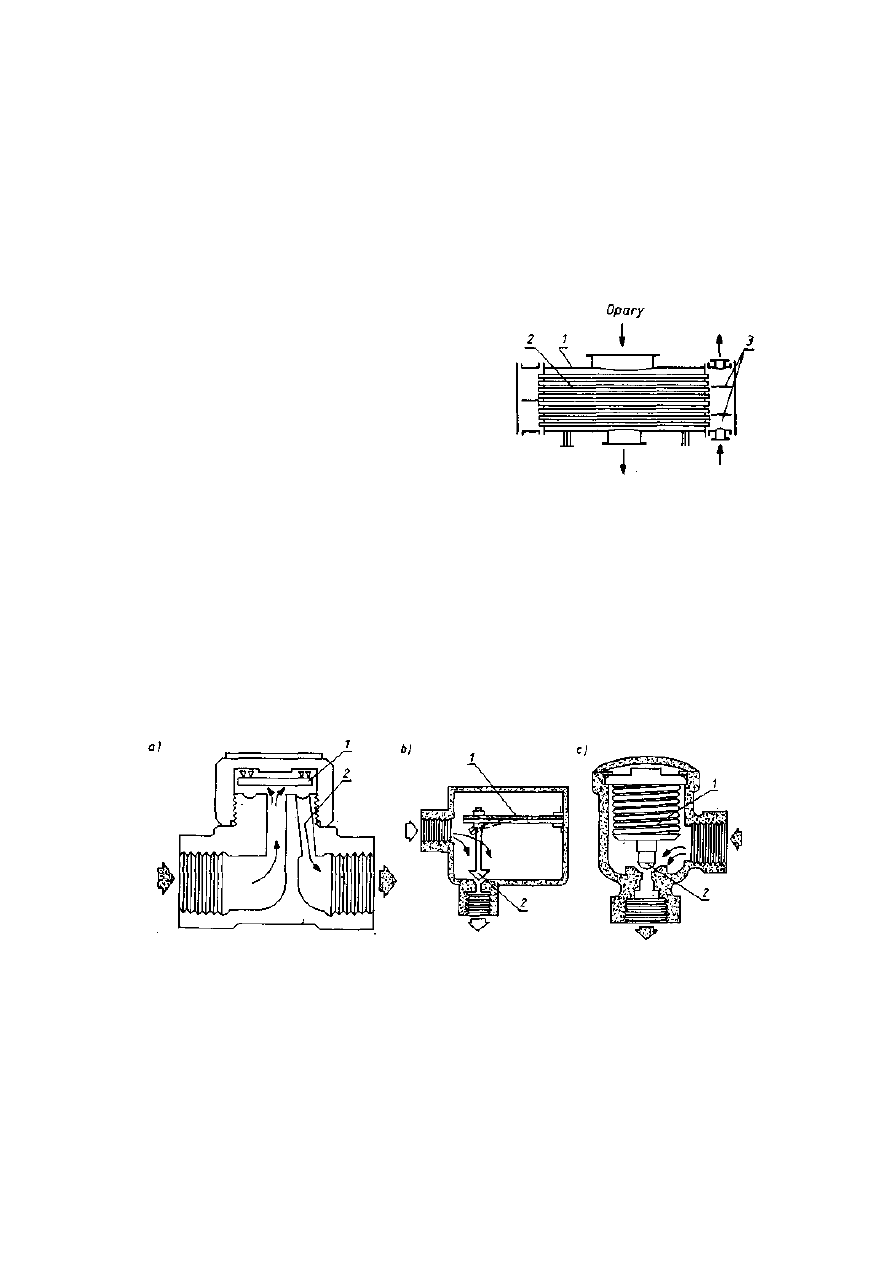
płyną do góry, a kondensat ścieka w dół. Kondensatory są stosowane m. in. w
instalacjach energetycznych do chłodzenia pary odlotowej z turbin. Oprócz
wymienników płaszczowo-rurowych jako kondensatory są stosowane wymienniki
spiralne, płytowe ożebrowane. Do chłodzenia jest zwykle stosowana woda,
powietrze rzadko.
W celu zabezpieczenia strat pary i utrzymania odpowiedniej jakości gazu na
rurociągach odprowadzających kondensat lub gazy są instalowane urządzenia
zwane garnkami kondensacyjnymi (łapaczami
pary). Stanowią je samozamykające się zawory,
otwierające się dla upustu powietrza, gazów i
kondensatu i zamykające, gdy tylko para lub gaz
wypełnią urządzenie. Są trzy rodzaje garnków
kondensacyjnych:
termodynamiczne,
termostatyczne i mechaniczne (rys. 14.19).
Garnki termodynamiczne działają na zasadzie
zmiany energii kinetycznej przepływającego
kondensatu podczas wypełniania garnka,
działając na dysk zamykający lub otwierający
otwory upustowe.
Termostatyczne działają na zasadzie różnic
temperatury między parą a kondensatem. Wyróżnia się m. in. garnki bimetaliczne i
ciśnieniowe (rys, 14.19b). W bimetalicznym zimny kondensat powoduje otwarcie
zaworu upustowego i opróżnienie garnka, po czym ciśnienie zamyka go z
powrotem. W garnku ciśnieniowym zawór się otwiera, gdy kondensat ochłodzi się
poniżej temperatury pary nasyconej a ciśnienie obniży się do określonego
poziomu, zamyka się wtedy, gdy gorący kondensat odparowuje.
Rys. 14.19. Garnki kondensacyjne: a) termodynamiczny; l — dysk, 2 - kanał odpływu kondensatu;
b) termostatyczny; l — płytka bimetaliczna, 2 — zawór kondensatu; c) mechaniczny;
l — mieszek, 2 — zawór kondensatu
W garnkach mechanicznych wykorzystuje się różnice gęstości między parą a
kondensatem dla ruchu pływaka zamykającego lub otwierającego zawór
217
Rys. 14.18. Kondensator płaszczowo--
rurowy: l — płaszcz, 2 — rurki, 3 —
przegrody dla przepływu w przestrzeni
rurowej
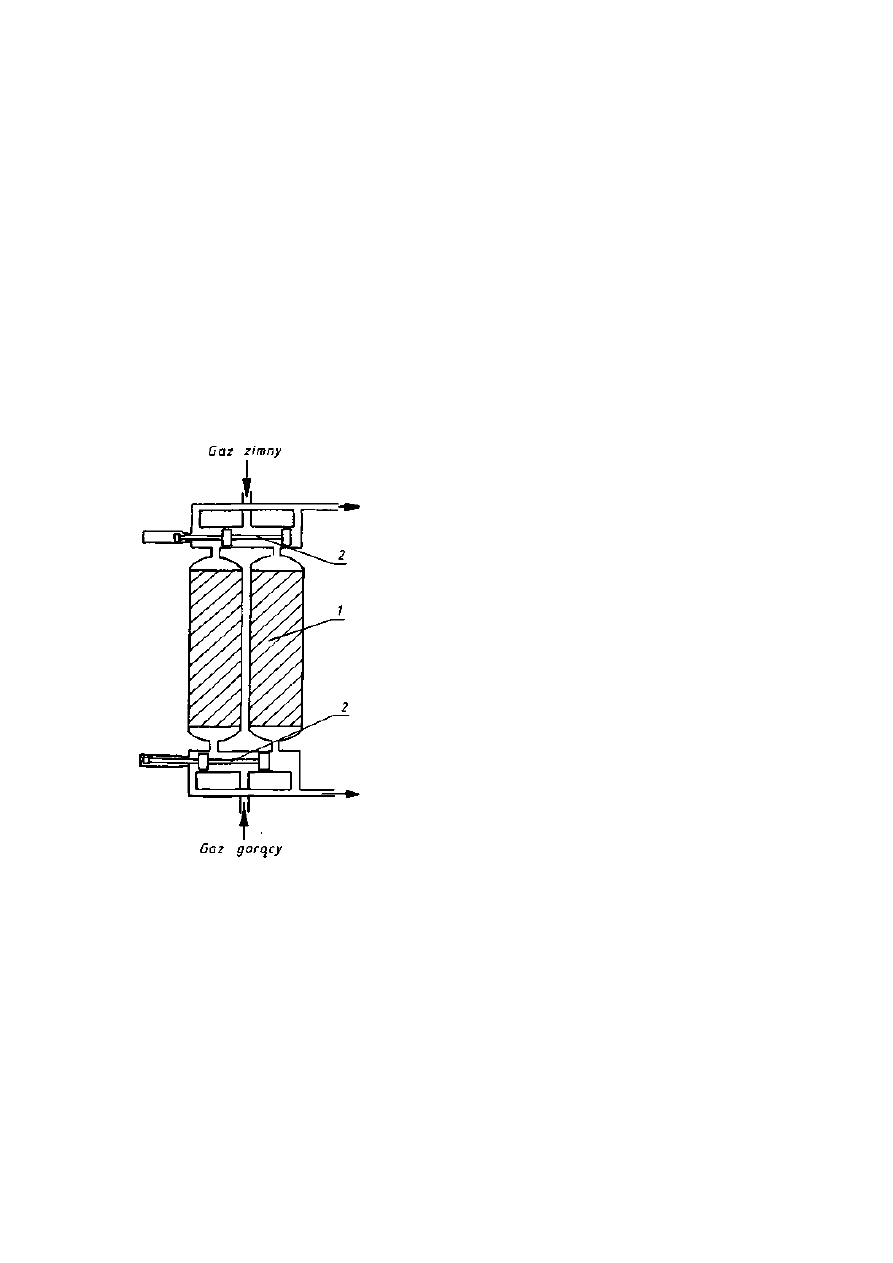
(rys. 14.19c). Gdy garnek jest wypełniony kondensatem, zawór do jego odpływu
jest otwarty. Obecność pary lub gazu powoduje zamknięcie zaworu.
14.5. REGENERATORY CIEPŁA
W wielu procesach technologicznych, w tym z kotłów, pieców, turbin, z gazami
odlotowymi są odprowadzane duże strumienie ciepła co obniża sprawność cieplną
tych procesów i stanowi jednocześnie stratę energii. Do odzysku stosuje się
zwarte wymienniki ciepła, jak również regeneratory.
W regeneratorach ciepło pomiędzy czynnikami wymieniane jest za pośred-
nictwem wypełnienia stałego, które stanowią cegły, kule, płyty, blachy metalowe
odpowiednio profilowane i innego rodzaju kształtki, stanowiące warstwę
nieruchomą lub wypełnienie ruchome.
Regeneratory z wypełnieniem nieruchomym
stanowią komorę lub zbiornik, w którym w sposób
uporządkowany lub bezładny na ruszcie oporowym
jest ułożone wypełnienie ceramiczne lub metalowe
kuliste, cylindryczne lub innego rodzaju kształtki. W
celu zapewnienia ciągłości pracy regeneratora
instalacja zawiera dwa aparaty (rys. 14.20), których
praca jest automatycznie sterowana; jeśli przez
jeden aparat przepływa gaz gorący i wypełnienie
akumuluje ciepło, to w drugim zimny gaz pobiera
ciepło z wypełnienia. Są również stosowane
konstrukcje regeneratorów z ruchomym
wypełnieniem, w których wypełnienie, nagrzane w
górnej cylindrycznej części regeneratora, opada w
przeciwprądzie do ogrzewającego się gazu w dru-
giej części. Po oddaniu ciepła wypełnienie jest
zawracane do górnej części, do strefy nagrzewania.
Tego rodzaju regeneratory są stosowane w
przemyśle metalurgicznym i ceramicznym do
odzysku ciepła z pieców, w których temperatura
jest rzędu 1650 K, gazy odlotowe mają temperaturę
ponad 800 K. Regenerator obrotowy (rys. 14.21),
pracujący w sposób ciągły, składa się z
cylindrycznego bębna, w którym jest umieszczone wypełnienie z gładkich i
profilowanych blach, zwykle aluminiowych, zwiniętych spiralnie i osadzonych na
obrotowym wale lub wypełnienie stanowi porowaty, cylindryczny blok ceramiczny,
wykonany na osnowie tlenku glinu. Bęben na wlocie i odlocie gazów, których
przepływ przez regenerator jest przeciwprądowy dzieli się
Rys. 14.20. Regenerator ciepła ga-
zów odlotowych: l'—wypełnienie, 2
— system zaworów (zasuw)
sterujących
218
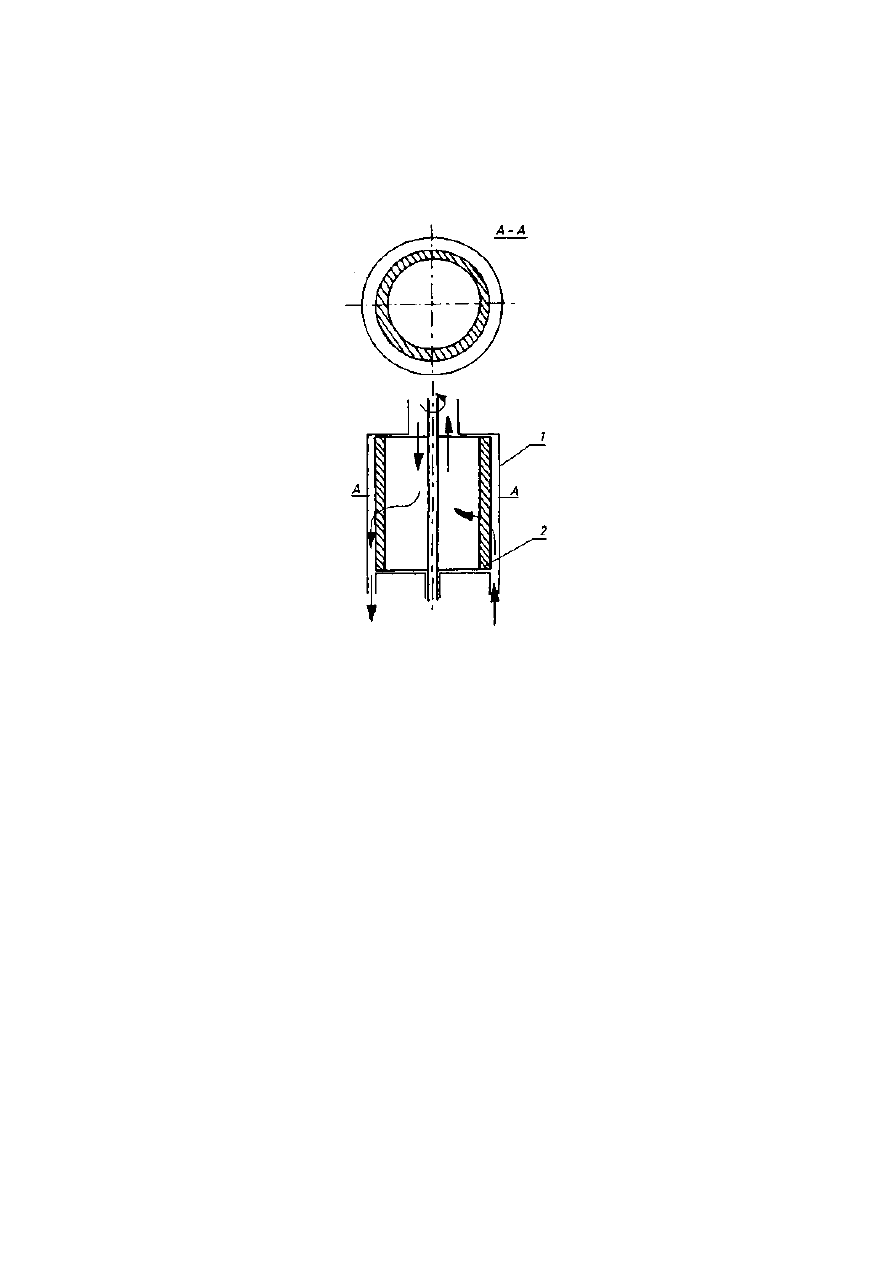
przegrodą na dwie części (sekcje). W trakcie obrotu wypełnienia z prędkością 30-50
obr/min, gdy jedna z części nagrzewa się gorącymi gazami, druga w tym samym
czasie oddaje zgromadzone ciepło gazom zimnym.
Rys. 14.21. Regenerator ciepła ciągły: l - obudowa, 2 — bęben obrotowy z porowatym wy-
pełnieniem
Nie kontrolowany przepływ gazu pomiędzy sekcjami z obszaru wyższego do
niższego ciśnienia, nawet do 10%, jest wadą tego rodzaju regeneratorów. Wybór
rodzaju materiału wypełnienia i wymiarów regeneratora zależy od rodzaju i
wielkości strumieni gazów, stosowanie regeneracji jest natomiast zagadnieniem
ekonomicznym.
14.6. DOBÓR WYMIENNIKA CIEPŁA
Dobór wymiennika spośród wielu istniejących konstrukcji jest złożony.
Dobierając wymiennik należy wziąć pod uwagę wydajność cieplną, warunki
temperaturowe procesu, w którym wymiennik będzie stosowany, stabilność
procesu, właściwości fizykochemiczne nośników ciepła. Wybór konstrukcji
optymalnej wynika z porównania techniczno-ekonomicznego kilku konstrukcji.
219

LITERATURA
[1] HOBLER T., Ruch depta i wymienniki. Wyd. 6. WNT, Warszawa 1986.
[2] KEYS W.M, LONDON A.L, Compact Heat Exchangers, Sec. Ed., McGraw-Hill Book Comp.,
London 1985.
i
[3] BN-85/2251-22, Wymienniki plaszczowo-rurowe stalowe. Typy. Podstawowe parametry
i wymiary. [4] FOUMENY E.A., HEGGS P.J., Heat exchange engineering. T. l i 2. Ellis
Horwood, New
York 1991.

15. WYPARKI
15.1. WPROWADZENIE
Zatężanie roztworów nielotnych przez odparowanie rozpuszczalnika prowadzi
się w wymiennikach ciepła, zwanych wyparkami lub warnikami. Odparowanie
rozpuszczalnika, zwykle wody, jest prowadzone do określonego stężenia
produktu. Rozpuszczalnik nie jest usuwany całkowicie i zatężanie roztworu nie
przekracza stanu przesycenia. Odparowanie do stanu przesycenia roztworu, z
wytrąceniem kryształów, prowadzi się w wyparkach krystalizacyjnych (rozdz.
16). Zgodnie z prawem Raoulta temperatura wrzenia roztworu jest wyższa od
temperatury wrzenia czystego rozpuszczalnika pod tym samym ciśnieniem i
zwiększa się wraz ze wzrostem stężenia roztworu, a więc wraz ze zwiększeniem
stężenia roztworu różnica temperatury pomiędzy wrzącym, zatężo-nym
roztworem a czynnikiem grzejnym zwiększa się. Wzrasta również gęstość
zatężanego roztworu, co powoduje wzrost ciśnienia hydrostatycznego w masie
roztworu, mimo mieszania, i podwyższenie temperatury wrzenia. Suma wymie-
nionych różnic temperatury, występujących na granicy wrzący roztwór—opary i
na wysokości słupa roztworu, wraz ze stratą ciepła jest zasadnicza dla procesu
zatężania. Czynnik grzejny musi pokryć straty ciepła, wynikające z wymie-
nionych różnic temperatury i zapewnić odparowanie. Wymaga to doprowadzenia
dodatkowego strumienia ciepła, wynikającego z tzw. użytecznej różnicy
temperatur, której minimum wynosi 7-8 K.
Odparowanie może być prowadzone pod ciśnieniem atmosferycznym,
próżnią lub ciśnieniem zwiększonym, co w dużym stopniu zależy od właści-
wości fizykochemicznych zatężanych substancji (roztworów). Przekazywanie
ciepła do roztworu odbywać się może bezprzeponowo, gazami spalinowymi lub za
pośrednictwem przegrody (przepony): parą wodną nasyconą, parą przegrzaną,
wysokowrzącymi organicznymi nośnikami ciepła, a niekiedy stosowane jest
również ogrzewanie elektryczne.
Podczas odparowywania pod próżnią wyparka jest wyposażona w kondensator
oparów i pompę próżniową do odsysania gazów inertnych. Odparowanie pod
próżnią jest stosowane podczas zatężania roztworów * nieodpornych na
działanie podwyższonej temperatury lub kiedy temperatura czynnika grzejnego
nie pozwala prowadzić procesu pod ciśnieniem atmosferycznym. Stosowanie
Próżni umożliwia zwiększenie różnicy temperatury pomiędzy czynnikiem grze-
jnym a wrzącym roztworem, co zmniejsza wymaganą powierzchnię wymiany
221

ciepła. Wadą odparowywania pod próżnią jest zwiększenie kosztów inwesty-
cyjnych i eksploatacyjnych instalacji wyparnej.
Zatężanie pod ciśnieniem zwiększonym jest związane z podwyższeniem
temperatury wrzenia roztworu, co umożliwia wykorzystanie oparów do celów
grzejnych. Wielkość stosowanego ciśnienia jest jednak ograniczona właściwoś-
ciami fizykochemicznymi roztworu i czynnika grzejnego.
Odparowywanie prowadzi się w aparatach wyparnych — wyparkach jedno-lub
wielodziałowych, zwanych też bateriami wyparnymi.
Baterie wyparne składają się z szeregu wyparek połączonych rurociągami
technologicznymi tak, że mogą pracować w układzie współprądowym, prze-
ciwprądowym lub mieszanym. Opary rozpuszczalnika stanowią tzw. parę wtórną,
wykorzystywaną do ogrzewania kolejnych wyparek — działów instalacji
wyparnej.
Opary, jako para wtórna, grzejna, są wykorzystywane również w wyparkach
mechanicznych z pompą ciepła, gdzie podwyższanie parametrów energetycz-
nych oparów następuje w wyniku ich sprężania.
Wyparki mogą pracować w sposób okresowy lub ciągły. W pierwszym wy-
padku, po zatężeniu roztworu do określonego stężenia jest on wyładowywany z
wyparki. W wyparkach pracujących w sposób ciągły roztwór rozcieńczony jest
doprowadzony w sposób ciągły i w sposób ciągły jest odprowadzany roztwór
zatężony.
Klasyfikacja konstrukcji wyparek, podobnie jak i wymienników ciepła,
związana jest z postacią i kształtem elementów grzejnych, a także ze sposobem
cyrkulacji zatężonego roztworu i jego postacią. Wyróżnia się trzy zasadnicze
typy wyparek:
— z cyrkulacją naturalną,
— z cyrkulacją wymuszoną,
— warstewko we.
15.2. WYPARKI Z CYRKULACJĄ NATURALNĄ
W wyparkach z cyrkulacją naturalną, cyrkulacja roztworu jest wywołana
strumieniem konwekcyjnym ciepła od powierzchni grzejnej. Powierzchnię grzejną
w tego rodzaju wyparkach stanowi w najprostszym przypadku ścianka wyparki—
warnika ogrzewana bezpośrednio, płaszcz grzejny, zespół rurek poziomych lub
pionowych, przez które przepływa czynnik grzejny.
Do zatężania m. in. bardzo korozyjnych cieczy, rozcieńczonych kwasów i soli
nieorganicznych jest stosowane bezpośrednie spalanie gazu ziemnego w cieczy,
w tzw. palnikach zanurzeniowych. Spaliny barbotując przez warstwę cieczy
powodują ogrzewanie roztworu i odparowanie rozpuszczalnika. Skomplikowana
kontrola spalania i duży strumień ciepła unoszony z gazami odlotowymi
ograniczają zastosowanie tej metody zatężania roztworów.
222
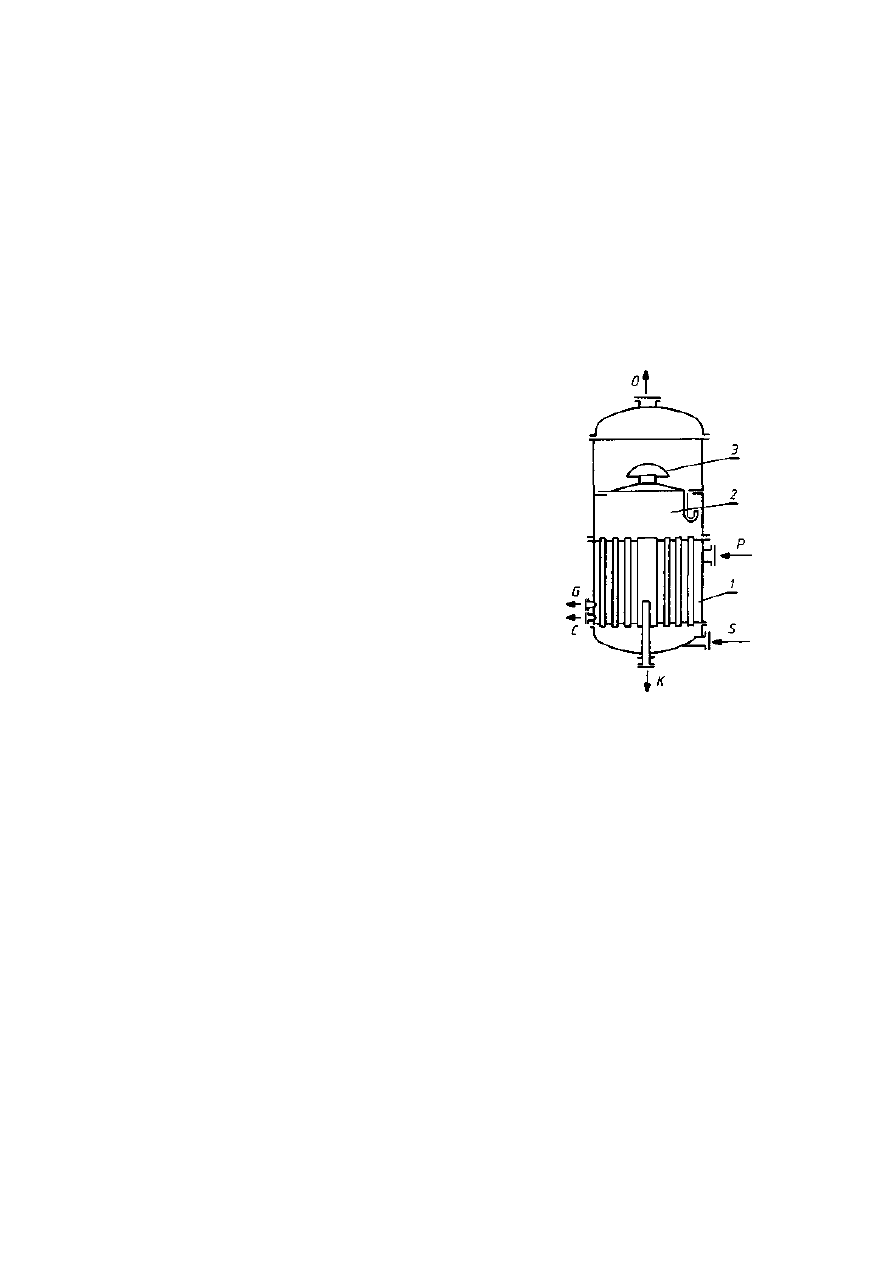
W krajach o dużym nasłonecznieniu i klimacie gorącym, promieniowanie
słoneczne jest stosowane do zatężania wody morskiej i produkcji soli kuchennej.
Bezpośrednie ogrzewanie ogniowe powierzchni grzejnej, gazami spalinowymi
do zatężania roztworów rozcieńczonych lub do krystalizacji jest stosowane
sporadycznie, w procesach okresowych, w małej skali.
Wyparki z płaszczem grzejnym są stosowane do zatężania roztworów lepkich
i krystalizujących, w tym również korozyjnych i zanieczyszczonych okresowo, w
małych objętościach.
Wyparki z rurkami poziomymi z racji słabej cyrkulacji są stosowane rzadko.
Duże zastosowanie znajdują natomiast wyparki z rurkami pionowymi, znane
jako wyparki Roberta. Wyparka (rys. 1 5 . 1 ) składa się
z dwóch zasadniczych części: komory grzejnej i parowej
(przestrzeni parowej). Przestrzeń parowa stanowi część
wyparki, do której odparowują i skąd są odprowadzane
opary z wrzącego, zatężanego roztworu. Komorę grzejną
stanowią pionowe rurki o wysokości 2-3 m i średnicy 50-
-100 mm, z rurą cyrkulacyjną w centrum, której
powierzchnia przekroju wynosi ok. 20% przekroju
komory. W rurze cyrkulacyjnej przepływ surówki lub
zatężonego roztworu jest opadający, niezależnie od
miejsca doprowadzenia surówki. W rozwiązaniu
przedstawionym na rys. 1 5 . 1 surówka wpływa do rurek
i wznosząc się do góry ogrzewa się do wrzenia. W
komorze (2) następuje rozdział mieszaniny para—ciecz
na zatężony roztwór, który opada rurą cyrkulacyjną i
jest odprowadzany jako produkt, natomiast opary po
odkropleniu (3), są odprowadzane górą aparatu.
Wyparka jest odpowiednia do zatężania roztworów
czystych, rozcieńczonych, o lepkości zbliżonej do
wody. Z racji jednak dużego zatrzymywania nie nadaje
się do zatężania cieczy mało odpornych na
przebywanie w podwyższonej temperaturze, lepkich i
łatwo krystalizujących. Do tego rodzaju wyparek należą
również wyparki z podwieszoną komorą grzejną, w
których istnieje swoboda wydłużeń termicznych komory grzejnej i płaszcza
wyparki. Zatężany roztwór cyrkuluje tu w przestrzeni międzyrurowej i w przekroju
pierścieniowym pomiędzy" ścianą wyparki a rurkami zewnętrznymi komory
grzejnej.
Wyparki z rurą cyrkulacyjną (opadową) (rys. 15.2) posiadają stopień
recyrkulacji ok. 2:1, lecz mogą być stosowane również z przepływem jednokrotnym.
Separacja zatężonego roztworu i oparów następuje w komorze (2).
Rys. 15.1. Wyparka z obie-
giem naturalnym: l — komora
grzejna, 2 - przestrzeń paro-
wa, 3 - odkraplacz; P — para
grzejna, G - gazy nie skra-
plające się, C - ciecz (kon-
densat), S - surówka, K -
produkt (koncentrat), O — opary
223
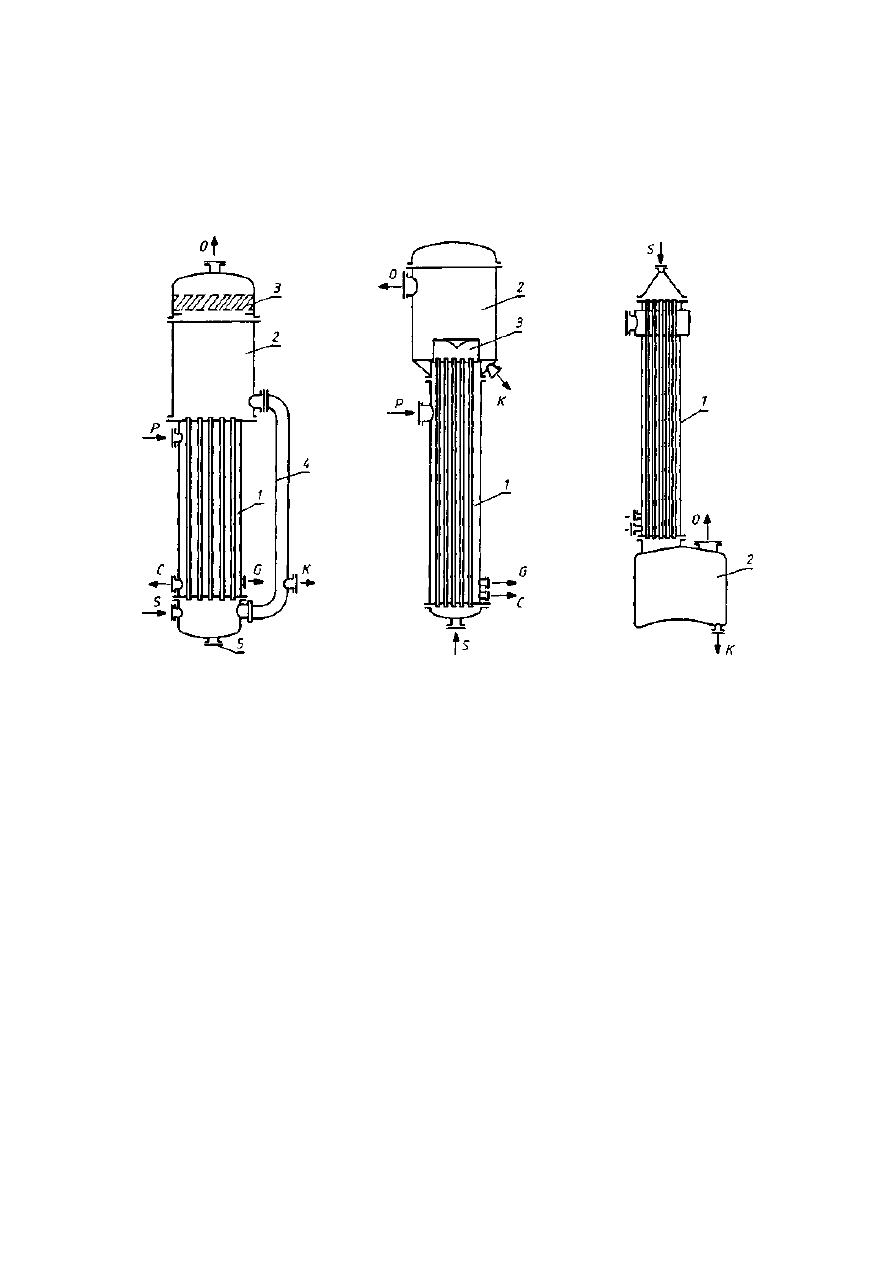
Roztwór zatężony jest odprowadzany z miejsca o maksymalnym stężeniu. Wyparki
mogą pracować w dużym zakresie stężeń i zmian obciążeń surówką. Ze względu
na długi kontakt z powierzchnią grzejną nie są odpowiednie do zatężania
roztworów wrażliwych na podwyższoną temperaturę.
Rys. 15.2. Wyparka z zew-
nętrzną rurą opadową: l —
komora grzejna, 2 — prze-
strzeń parowa, 3 — odkra-
placz, 4 — rura opadowa, 5
— króciec spustowy
Rys. 15.3. Wyparka ze
wznoszącą się warstew-
ką: l — komora grzejna,
2 — przestrzeń parowa,
3 — separator
Rys. 15.4. Wyparka ze
spływającą warstewką:
l — komora grzejna,
2 — separator
Wyparki ze wznoszącą się warstewką (rys. 15.3) zwane wyparkami Kest-nera
stanowią pionowe rurki o wysokości 6-9 m. Surówka podawana jest do rurek
komory grzejnej od dołu. Przepływając do góry ogrzewa się i przechodzi w stan
pary. Strumień oparów w mieszaninie ciecz—para w miarę przepływu do góry
wzrasta, zwiększa się prędkość przepływu i grubość warstewki cieczy, co powoduje
zwiększenie współczynników wnikania ciepła i zmniejszenie czasu przebywania
cieczy. Dla określonego strumienia surówki jest dobierany stosunek długości do
średnicy rurek, by na wlocie do komory parowej roztwór był maksymalnie zatężony,
bez wydzielania osadów w rurkach. Wyparki nie mogą być stosowane do zatężania
roztworów krystalizujących. Istnieją również konstrukcje wyparek z recyrkulacją
zewnętrzną roztworu, zatężonego po wydzieleniu go w separatorze.
Wyparki z opadającą warstewką (rys. 15.4) są stosowane do roztworów o
dużej gęstości, lepkich, w których cyrkulacja naturalna jest utrudniona. Su-
224
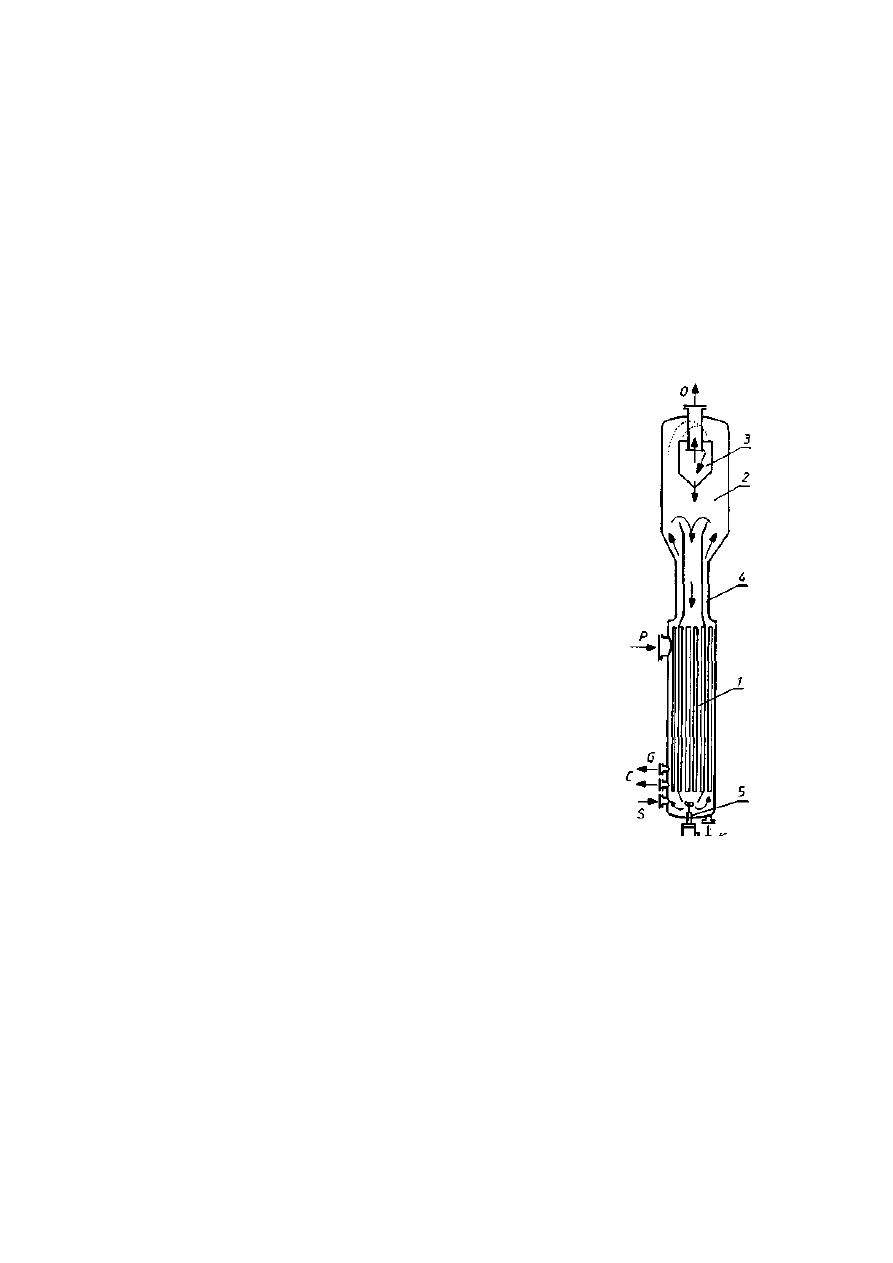
rowka jest doprowadzana od góry i równomiernie rozprowadzana na poszczególne
rurki, ściekając w postaci warstewek. Ponieważ temperatura zatężanych
warstewek jest tu niższa niż w innych wyparkach i krótszy jest czas kontaktu z
powierzchnią grzejną, dlatego ograniczona jest możliwość krystalizacji osadów,
lecz dobra efektywność zatężania.
15.3. WYPARKI Z CYRKULACJĄ WYMUSZONĄ
Zwiększenie szybkości przepływu cieczy rurkami komory grzejnej jest ko-
nieczne wtedy, gdy zatężane są roztwory stężone i istnieje możliwość wydzielenia
się kryształów. Wzrost prędkości przepływu roztworu do 2-5 m/s
powoduje znaczne zwiększenie współczynników wnikania i
zmniejszenie wymaganej powierzchni wymiany ciepła, co ma
znaczenie, gdy są stosowane kosztowne materiały
konstrukcyjne. Wzrost prędkości uzyskuje się bądź przez
zainstalowanie wewnątrz wyparki, w rurze cyrkulacyjnej
mieszadła śmigłowego lub turbinowego, bądź umieszczenie na
zewnątrz komory grzejnej z pompą cyrkulacyjną, śmigłową.
Wyparka z wewnętrzną komorą grzejną (rys. 15.5)
posiada w dolnej części komory grzejnej pompę śmigłową,
która zasysa roztwór zateżony centralną częścią rurek
komory i tłoczy go, recyrkuiuje częściowo razem ze świe
żą surówką rurkami komory, przekrojem pierścieniowym.
Produkt jest odprowadzany dołem, po przeciwnej stronie
zasilania surówką. Wyparki z zewnętrzną komorą grzejną
pionową i poziomą (rys. 15.6) posiadają pompy wirowe
cyrkulacyjne, zamontowane na rurze cyrkulacyjnej po
stronie roztworu zatężanego. Po odprowadzeniu części
produktu pozostałość, tak jak i poprzednio, zmieszana ze
świeżą surówką jest przetłaczana przez rurki zewnętrznej
komory grzejnej, w której jednak nie zachodzi wrzenie
roztworu, ze względu na podwyższone ciśnienie, wynika
jące z ciśnienia hydrostatycznego słupa roztworu. Na
wejściu do komory parowej—separatora (2) ciśnienie spada
i roztwór intensywnie wrze. Opary po odkropleniu opusz
czają wyparkę górą, natomiast zateżony roztwór odpływa
rurą cyrkulacyjną (4). Do zatężania roztworów korozyj
nych są stosowane również komory grzejne grafitowe,
z oddzielnymi, odpowiednio profilowanymi kanałami na parę grzejną i roz
twór. Wyparki z wymuszoną cyrkulacją są stosowane do zatężania m. in. soli,
sody kaustycznej, alkoholi, kwasów i in.
Rys. 15.5. Wyparka
z obiegiem wymu-
szonym: l — komora
grzejna, 2 - przestr-
zeń parowa, 3 — od-
kraplacz, 4 - rura
cyrkulacyjną, 5 —
pompa cyrkulacyjną
225
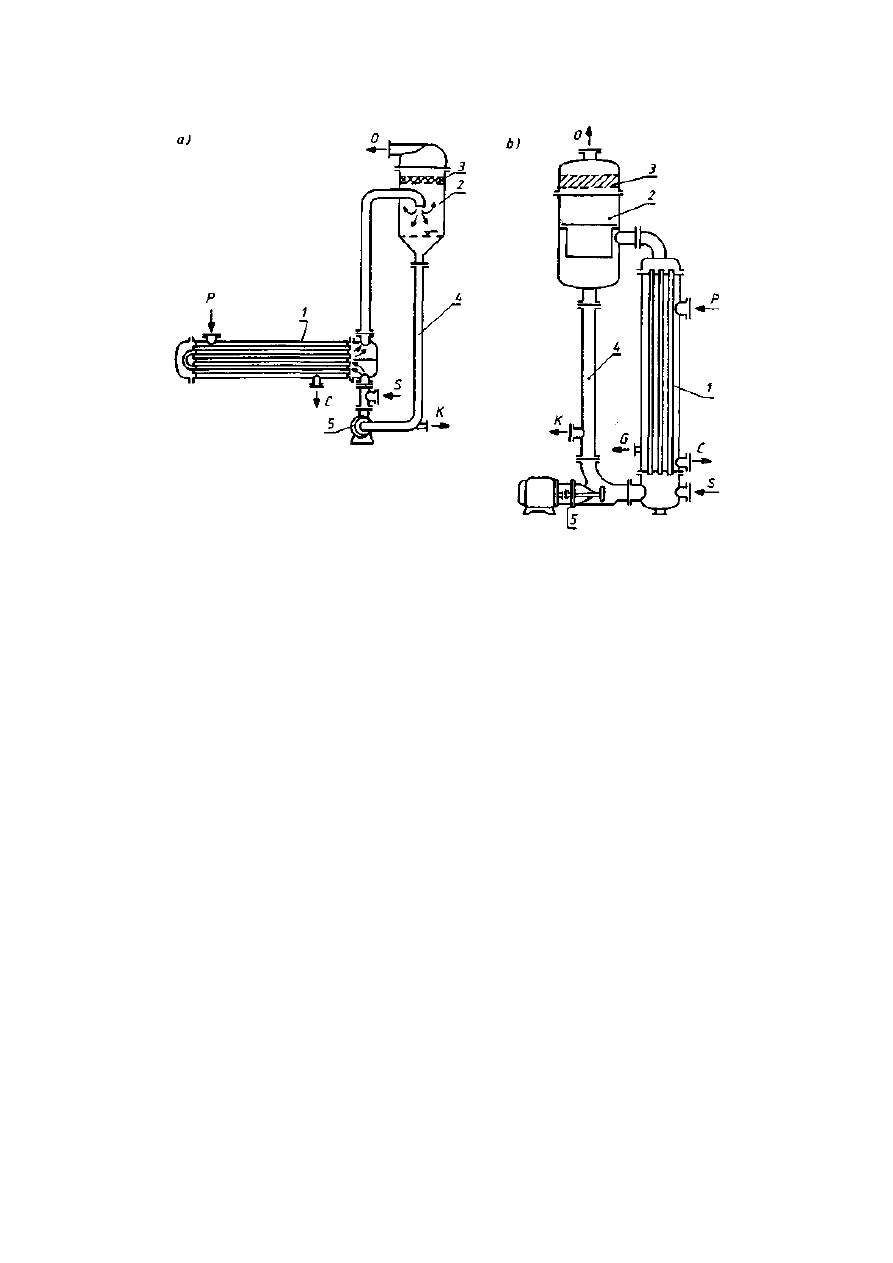
Rys. 15.6. Wyparki z obiegiem wymuszonym i z wymiennikiem zewnętrznym: a) poziomym, b)
pionowym; l — komora grzejna, 2 — przestrzeń parowa, 3 — odkraplacz, 4 — rura opadowa,
5 — pompa cyrkulacyjna
15.4. WYPARKI CIENKOWARSTEWKOWE
Wyparki cienkowarstewkowe (mechaniczne) (rys. 15.7) stanowią pionową
kolumnę z płaszczem grzejnym, w której jest umieszczone mieszadło z wieloma
łopatkami, na wysokości kolumny, napędzane od góry. Odległość łopatek od
ściany kolumny wynosi 1,3-3,0 mm. Górna część kolumny, nie ogrzewana, stanowi
separator oparów. Mieszadło, którego zadaniem jest utrzymanie odpowiedniej
grubości warstewki zatężanego roztworu jest wykonywane w wersjach
zapewniających regulację grubości warstewki bądź nie (rys. 15.8). W wyparkach
wyposażonych w mieszadła z ruchomymi łopatkami, z elastycznym zamocowaniem
na wale, w trakcie obrotu wału łopatki, pod wpływem siły odśrodkowej, są
dociskane do ściany kolumny, co określa wielkość szczeliny do spływu warstewki
roztworu. Zmiana liczby obrotów wału mieszadła umożliwia regulację grubości
warstewki, nawet do dziesiątych części milimetra. Surówka podawana na górę
kolumny, odrzucana przez wirujące łopatki na ścianę kolumny, spływa w dół
warstewką o grubości zależnej od odległości łopatek od ściany kolumny.
Wymienione warunki spływu, łącznie z mieszaniem, zapewniają dobre warunki
przenikania ciepła, również cieczy lepkich. Zatężony roztwór jest odprowadzany
dołem, opary natomiast odpływając górą, kierowane są do kon-
226
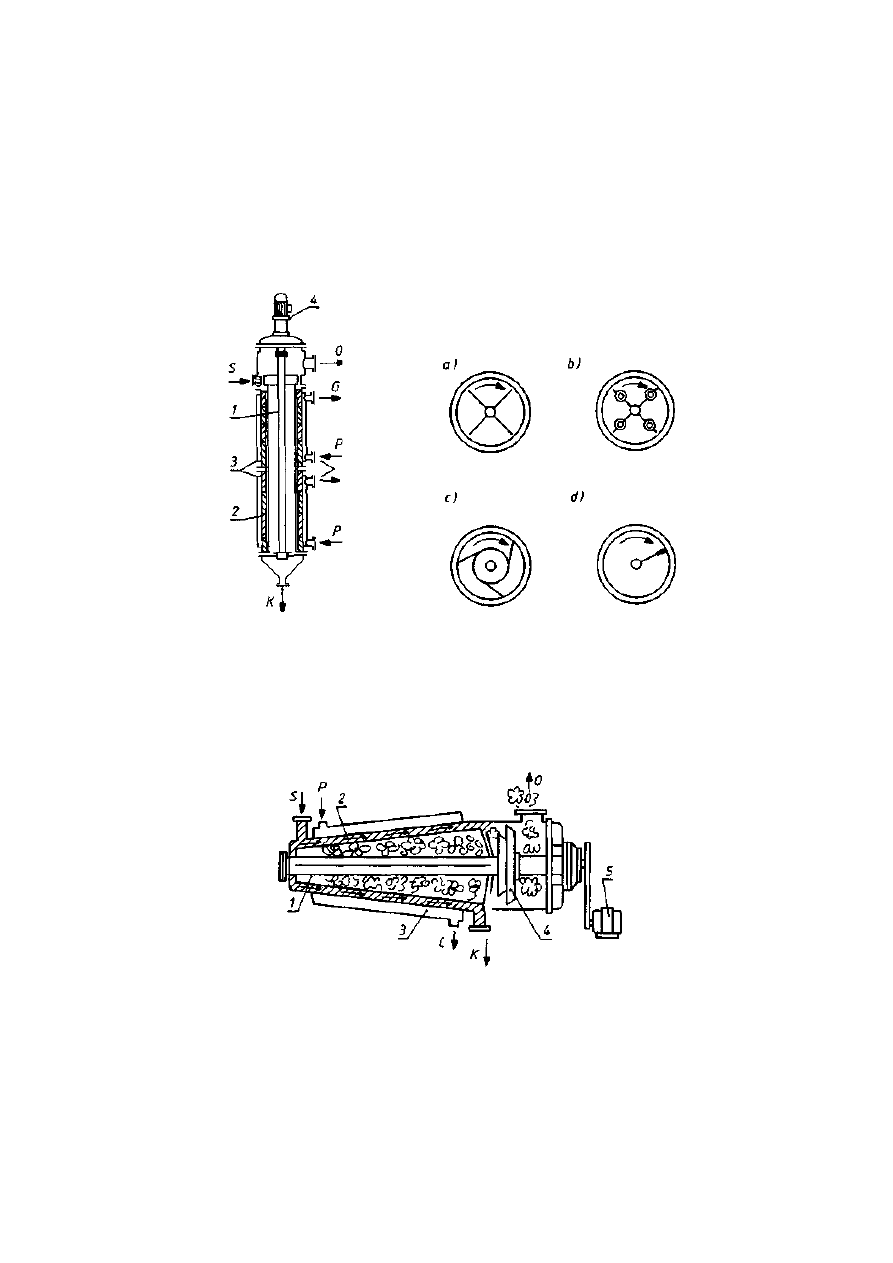
densatora. W konstrukcjach wyparek w usytuowaniu poziomym, zarówno korpus,
jak i mieszadło mają kształt stożkowy (rys. 15.9). W tego rodzaju wyparkach,
poprzez zmianę liczby obrotów mieszadła, zmienia się intensywność mieszania
cieczy w odparowującej warstewce i jednocześnie czas przebywania roztworu w
wyparce, w granicach kilku sekund. Wyparki mogą być stosowane do zatężania
roztworów w zakresie od małych do dużych lepkości.
Rys. 15.8. Wirniki mieszadeł wyparek
warstewkowych mechanicznych: a)
proste, b) wahadłowe, c) elastyczne,
d) z płytką ślizgową
Rys. 15.9. Wyparka warstewkowa z wirnikiem stożkowym: l - wirnik łopatkowy, 2 - warstewka
cieczy, 3 — płaszcz grzejny, 4 — separator, 5 — napęd
Konstrukcja wyparek cienkowarstewkowych wirówkowych (rys. 15.10) jest
oparta na zasadzie pracy wirówek talerzowych. Półki stożkowe—talerze o
podwójnych ściankach, usytuowane jeden nad drugim, wirują, osadzone na pustym
wale, przez który jest doprowadzana para grzejna, ogrzewająca talerze
227
Rys. 15.7. Wyparka
warstewkowa mecha-
niczna: l - wirnik, 2 -
łopatki, 3 -płaszcz
grzejny, 4 -napęd
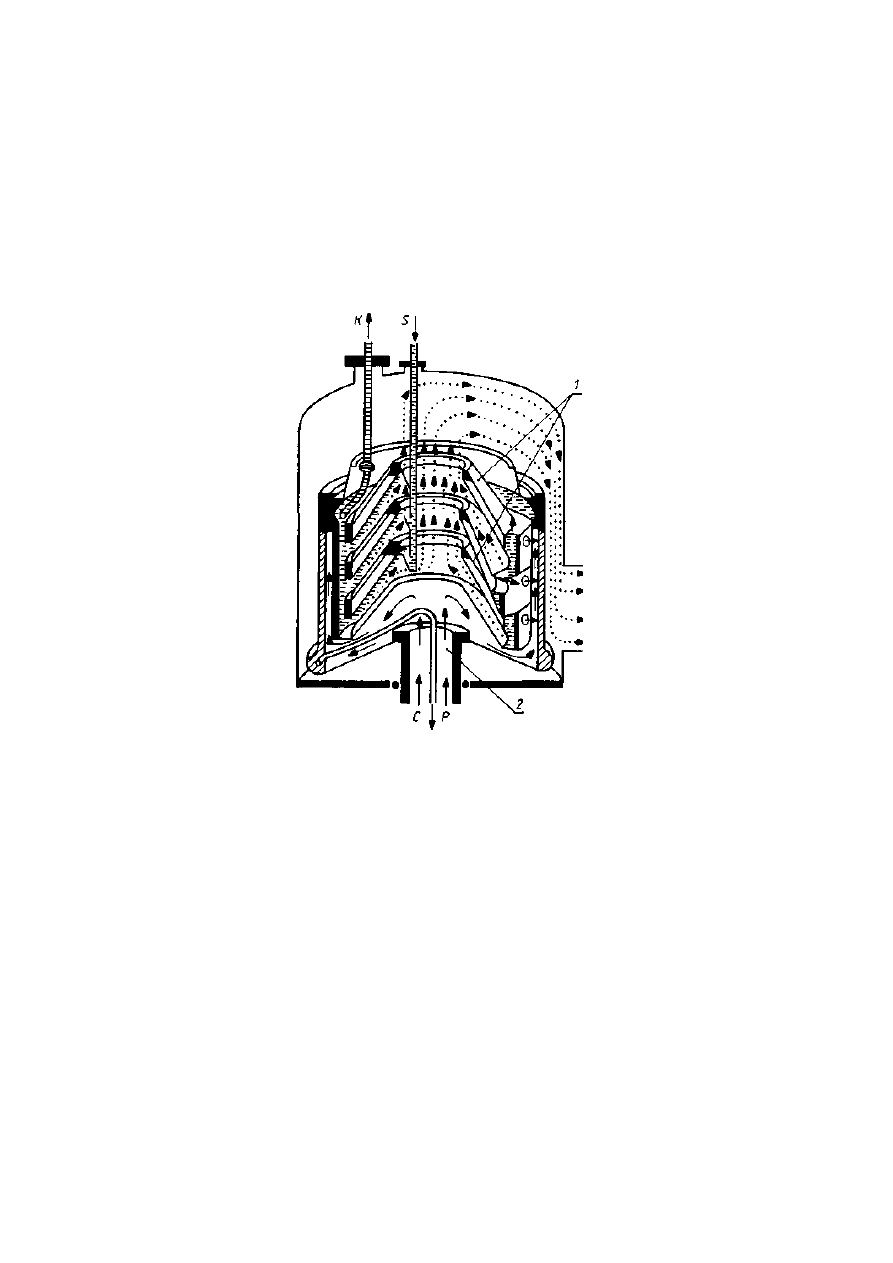
i odprowadzany kondensat. Roztwór rozcieńczony jest podawany na talerze w
centralnej części wyparki. Pod wpływem działania siły odśrodkowej roztwór po
wewnętrznej stronie talerzy rozpływa się cienkimi warstewkami, rzędu 0,1 mm i
przepływa do obwodu, skąd kanałami wznosi się do góry i rurą zbiorczą jest
odprowadzany na zewnątrz. Czas przebywania roztworu na powierzchni talerzy
wynosi ok. l s. Opary centralnymi otworami talerzy i bębna są odprowadzane na
zewnątrz do kondensatora.
Rys. 15.10. Wyparka cienkowarstewkowa talerzowa: l - talerze, 2 - wal drążony
Wyparki cienkowarstwowe mechaniczne są stosowane wówczas, gdy klasyczne
sposoby wymiany ciepła nie mogą być stosowane ze względu na małą
odporność termiczną roztworu, dużą lepkość, obecność w roztworze składników
mogących powodować blokowanie powierzchni grzejnych lub powstawanie
piany.
Wyparki płytowe są podobne w konstrukcji do płytowych wymienników
ciepła. Jeden moduł wyparki stanowi płyta, po której powierzchni spływa lub
wznosi się warstewka odparowywanego roztworu, zamknięta dwoma płytami
grzejnymi (parowymi), ogrzewanymi parą lub innym ciekłym nośnikiem ciepła.
Moduł ten jest powtarzany wielokrotnie, w zależności od wielkości wymaganej
powierzchni grzejnej. Karbowana powierzchnia płyt znacznie zwiększa burzli-
wość w warstewce cieczy w porównaniu z powierzchniami gładkimi. Zarówno
produkt, opary, jak i kondensat zbierane w oddzielnych kolektorach są odpro-
wadzane na zewnątrz wyparki. Wyparki charakteryzują się krótkim czasem
228

kontaktu i przebywania oraz małym zatrzymaniem cieczy. Są stosowane do
zatężania, do 10 kg/s roztworów wrażliwych na działanie podwyższonej tempe-
ratury, lepkich i stężonych, w tym również korozyjnych. Do tego rodzaju wyparek
należą również wyparki płytowo-komorowe, w których płyty i komory grzejne są
ze sobą połączone na stałe przez zgrzewanie lub spawanie.
15.5. BATERIE WYPARNE
Opary wytwarzane w wyparkach jednodziałowych mają znaczny zasób ciepła i
mogą być wykorzystane do ogrzewania kolejnych, identycznych lub podobnych
wyparek (działów) w ciągu zwanym baterią lub instalacją wyparną. Ciśnienie w
kolejnych działach baterii wy parnej jest coraz mniejsze, tak by temperatura pary
(oparów) grzejnej nasyconej była wyższa od temperatury wrzenia roztworu o
wymienioną w p. 15.1 różnicę. Ten sposób prowadzenia zatężania roztworów daje
znaczne oszczędności ciepła podczas odparowywania. Z bilansu cieplnego baterii
wyparnej (rys. 1 5 .1 1) wynika, że ciepło odparowania l kg wody w pierwszym (I)
dziale jest w przybliżeniu równe ciepłu kondensacji l kg pary grzejnej. W
warunkach rzeczywistych para grzejna kondensuje pod wyższym ciśnieniem niż
odparowuje rozpuszczalnik, dlatego na skutek strat cieplnych zdolność oparów do
odparowania wody w kolejnych działach maleje tak, że stosując baterię
dwudziałową należy doprowadzić świeżą parę w ilości ~0,57 kg; trójdziałową ~0,4
kg; czterodziałową ~0,3 kg. Dalsze zwiększanie liczby działów nie powoduje już
znaczącego zmniejszenia zużycia świeżej pary grzejnej, więc baterie o liczbie
działów większej niż cztery są rzadko stosowane. W zależności od sposobu
przepływu roztworu przez baterię wyróżnia się instalacje wyparne:
współprądowe, przeciwprądowe, równoległe.
W instalacji współprądowej (rys. 15.11 a) do pierwszego (I) działu dopływają:
surówka podgrzana wstępnie do temperatury panującej w tym dziale i świeża
para grzejna. Dział ten stanowi pierwszy stopień zatężania. Opary z I działu
stanowią czynnik grzejny dla II działu i kolejno z II działu dla III działu itd.
Zatężany roztwór, dzięki temu, że ciśnienie w kolejnych działach od I do II jest
coraz niższe, przepływa samoczynnie z dziana do działu i najbardziej stężony
roztwór odpływa z działu ostatniego. W instalacji wraz ze wzrostem stężenia
roztworu temperatura pary grzejnej spada i warunki do wymiany ciepła
pogarszają się; często w ostatnim dziale, by utrzymać stan wrzenia roztworu
obniża się ciśnienie poniżej atmosferycznego. W tym celu opary z ostatniego
działu są kierowane do kondensatora, gdzie są skraplane. W przypadku oparów
wody, w kondensatorze bezprzeponowym natryskowym lub z wypełnieniem,
zwanym barometrycznym (rys. 15 .11 ). Nie skraplające się gazy po
odkropleniu, zasysane pompą próżniową, są usuwane do atmosfery. W bateriach
współprądowych zatęża się m. in. roztwory organiczne i emulsje, których
odporność na działanie podwyższonej temperatury maleje wraz ze wzrostem
stężenia.
229
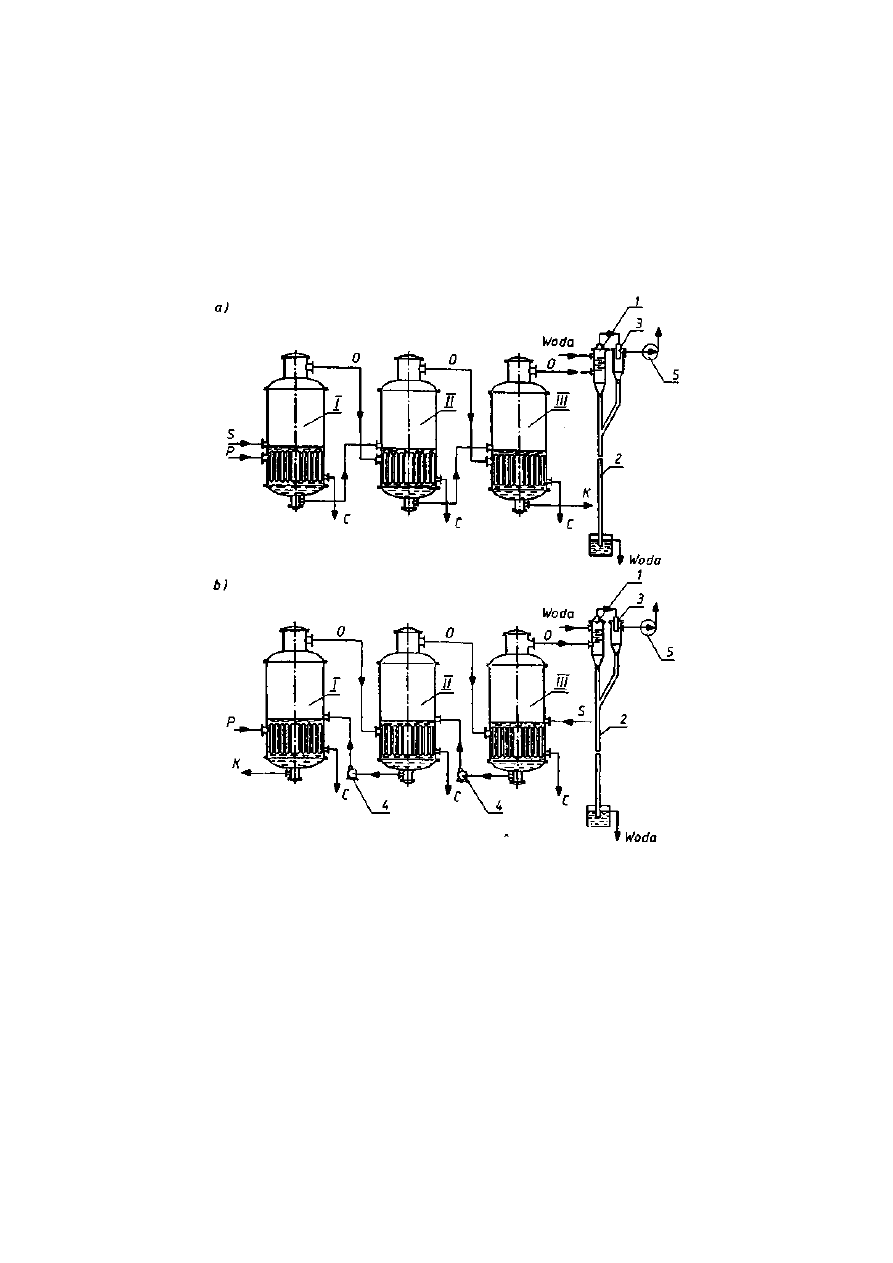
W instalacji przeciwprądowej (rys. 5.lib) surówka jest doprowadzana do działu,
w którym ciśnienie i temperatura są najniższe, po czym do dalszych działów, w
których panuje wyższe ciśnienie i temperatura. Roztwór musi być przetłaczany
pompami wirowy roi. Przepływ zatężanego roztworu odbywa się w
przeciwprądzie do pary grzejnej (oparów). W baterii przeciwprądowej, w każdym
dziale, zapewnione są tak samo dobre warunki do wymiany ciepła.
Rys. 1 5 . 1 1 . Baterie (instalacje) wyparne: a) wspólprądowa, b) przeciwprądowa; I, II, III -
działy baterii wyparnej: l — skraplacz barometryczny, 2 — rura barometryczna, 3 — odkra-
placz, 4 — pompy przetłaczające, 5 — pompa próżniowa
W baterii wyparnej, zasilanej równoległymi strumieniami surówki, poszczególne
działy są zasilane parą grzejną szeregowo, jak w poprzednich instalacjach. W
każdym dziale następuje oddzielne, jednostopniowe zatężenie roztworu, od
stężenia początkowego do końcowego. Ponieważ jednak, temperatura w
poszczególnych działach nie jest jednakowa, różne są więc stężenia zatężo-nych
roztworów opuszczających poszczególne działy. Ten rodzaj instalacji jest
stosowany do zatężania roztworów stężonych skłonnych do krystalizacji.
230
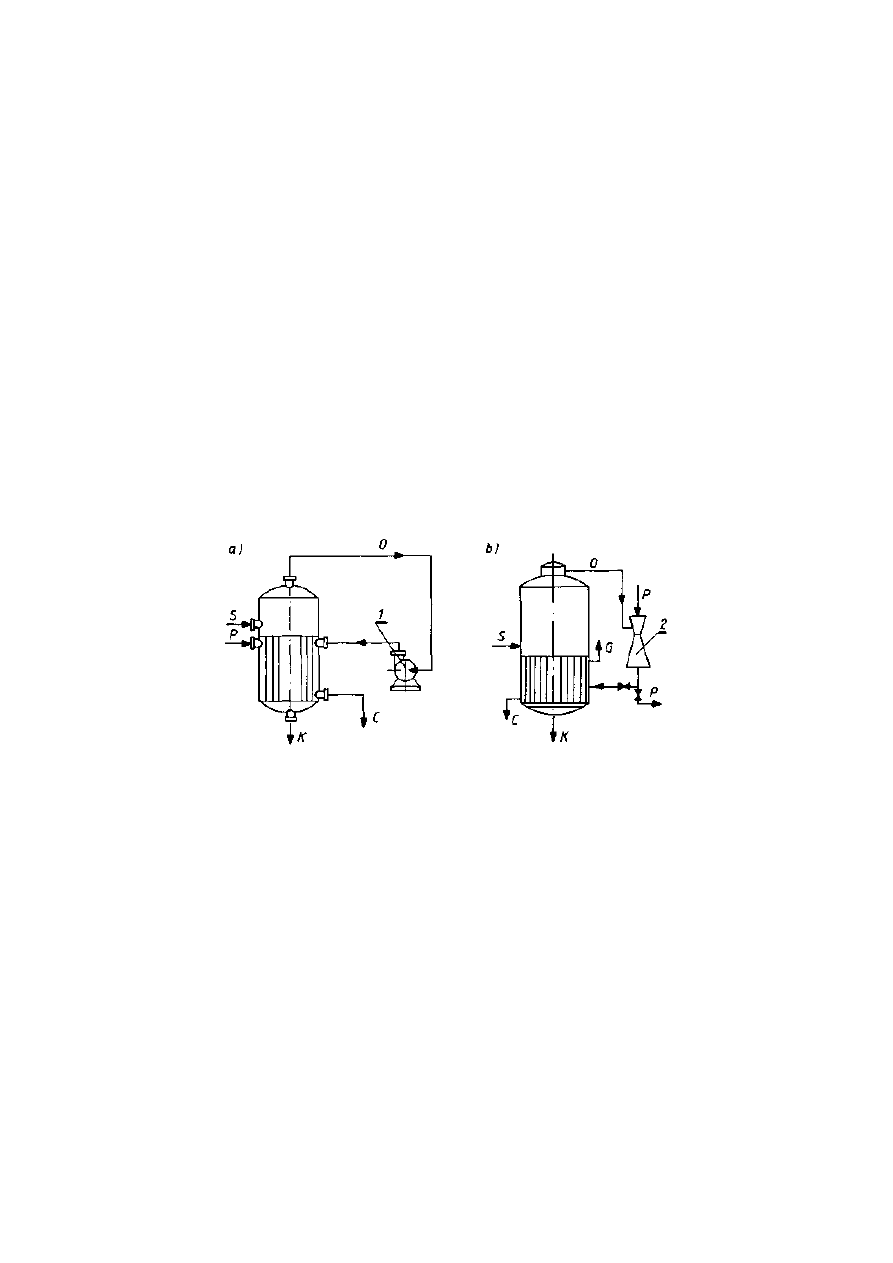
Spośród przedstawionych instalacji, mimo wymienionych wad, najczęściej są
stosowane baterie wspóhprądowe, ze względu na prostotę eksploatacji.
Maksymalna liczba działów w instalacji wyparnej jest ograniczona użyteczną
różnicą temperatur w każdym dziale, która nie powinna być niższa od 7-8°.
Całkowitą powierzchnię wymiany ciepła, w celu zmniejszenia kosztów inwes-
tycyjnych i ogólnych dzieli się zazwyczaj równo między działy.
15.6. WYPARKI MECHANICZNE
W wyparkach mechanicznych opary opuszczające wyparkę, po sprężeniu są
stosowane powtórnie do ogrzewania tej samej wyparki. Po zwiększeniu ciśnienia
oparów do ciśnienia pary grzejnej, w sprężarce mechanicznej lub ejektorze
parowym, jest konieczny tylko niewielki dodatek świeżej pary. Opary po sprężeniu
adiabatycznym i wzroście ich temperatury powyżej temperatury wrzenia roztworu
10-12°, zwykle w sprężarce typu Rootsa (rys. 15.12a), są tłoczone do komory
grzejnej wyparki. Świeża para jest doprowadzana podczas rozruchu i niewielki
strumień pary uzupełnia straty podczas eksploatacji.
Rys. 15.12. Wyparki mechaniczne ze sprężaniem oparów: a) ze sprężarką wirową, b) z ejekto-rem
parowym; l — sprężarka, 2 — ejektor
W wyparkach ze sprężaniem oparów w ejektorze parowym (rys. 15.12b) para
robocza o wysokim ciśnieniu rozpręża się w dyszy i zasysa opary z wyparki.
Mieszanina pary odlotowej z ejektora o odpowiednich parametrach ciśnienia i
temperatury, jest kierowana do komory grzejnej wyparki.
Wyparki mechaniczne ze sprężaniem oparów są stosowane do zatężania
roztworów wrażliwych na podwyższoną temperaturę, jak również wówczas, gdy
różnica temperatury między parą grzejną a oparami jest niewielka, co zwykle
dotyczy roztworów czystych, rozcieńczonych. Wybor'wyparki mechanicznej jest
zwykle decyzją ekonomiczną.
Do zatężania roztworów są również stosowane termochemiczne nośniki
ciepła, tzw. transformatory ciepła, stosowane w tzw. pompach ciepła. Trans-
231
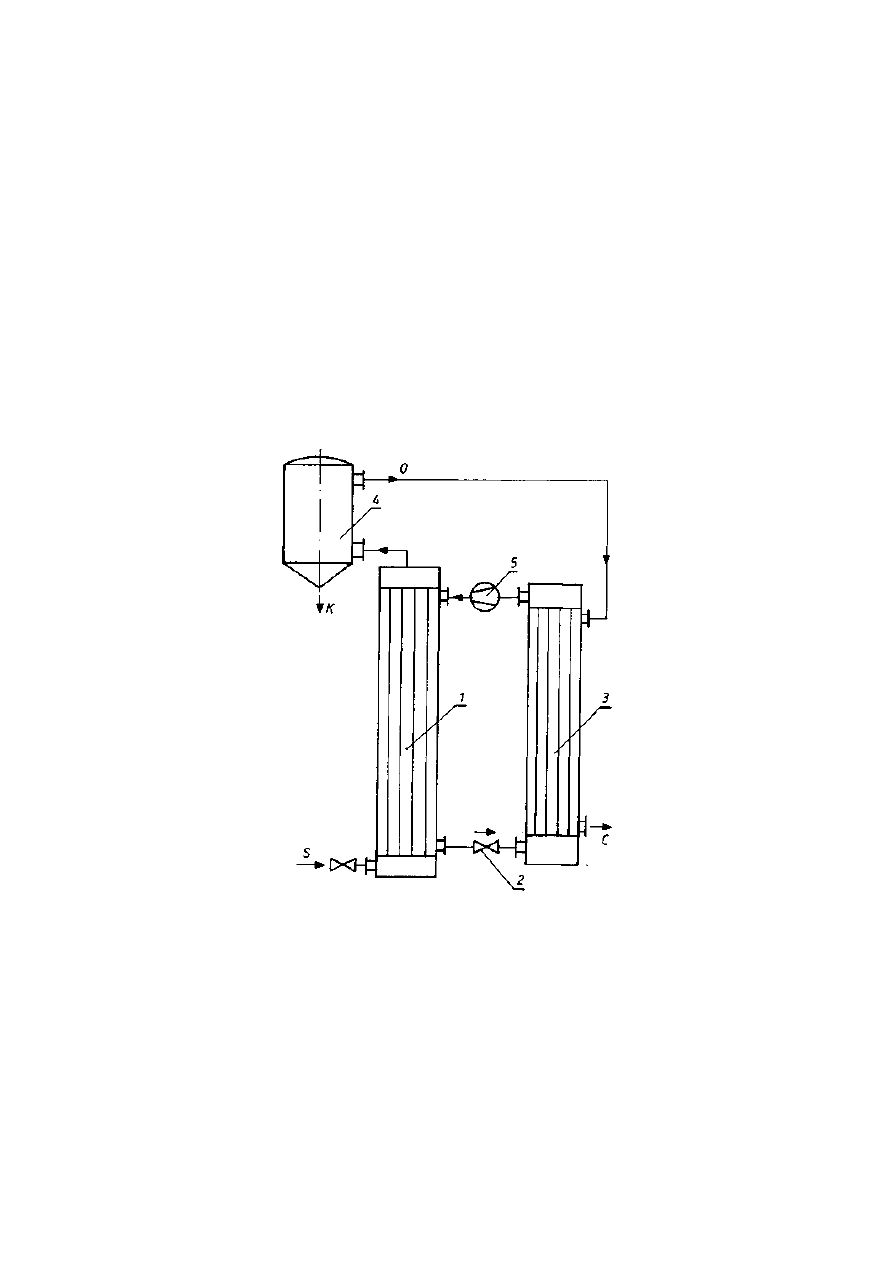
formatory ciepła stanowią zazwyczaj czynniki chłodnicze stosowane w praktyce
chłodniczej. Często jest stosowany amoniak. Zgodnie ze schematem (rys. 15.13),
amoniak gazowy wprowadzany do komory grzejnej (1) przekazując ciepło surówce
powoduje jej odparowanie w temperaturze 288-313 K, sam ulegając kondensacji.
Ciekły amoniak po opuszczeniu komory ulega rozprężeniu i schłodzeniu na
zaworze (2). Wpływając dalej do kondensatora (3) powoduje kondensację oparów
opuszczających komorę parową-separator (4). Pobierając ciepło ciekły amoniak
przechodzi w stan pary i jest sprężany w sprężarce mechanicznej (5), cykl się
powtarza. Produkt jest odbierany z separatora (4). Oprócz przedstawionego
podstawowego schematu z jednokrotnym przepływem roztworu przez komorę
grzejną, są również stosowane wyparki z pompą ciepła, z recyrkulacją roztworu i
wielostopniowe z recyrkulacją [2]. W wyparkach tego rodzaju są zatężane
produkty spożywcze i farmaceutyczne. Zaletą metody jest zarówno duża redukcja
objętości nośnika ciepła, jak i możliwość odparowywania w niskiej temperaturze.
Rys. 15.13. Wyparka z pompą ciepła: l — komora grzejna, 2 - zawór rozprężny, 3 - kondensator, 4
— separator, 5 — sprężarka
15.7. DOBÓR WYPARKI
Dobór wyparki do procesu odparowania i zatężania roztworu zależy od
następujących czynników:
232
— projektowanej wydajności,
— lepkości surówki i zmian lepkości roztworu w trakcie odparowania, —
właściwości fizykochemicznych produktu, w tym jego odporności termicznej,
stężenia końcowego, możliwości wydzielania osadów i pienienia oraz •zawartości
ciała stałego.
Na podstawie wstępnych obliczeń określa się podstawowe wymiary wyparki:
— powierzchnię grzejną
gdzie T
k
, T
n
— temperatury
nasycenia odpowiednio
kondensującej pary
grzejnej i zatężanego roztworu,
K
— współczynnik przenikania ciepła [W/(m
2
-K)]; przy cyrkula
cji naturalnej dla roztworów wodnych czystych ok. 1000, dla
zanieczyszczonych do 500; przy cyrkulacji wymuszonej dla
roztworów wodnych czystych ok. 2000, zanieczyszczonych
do 700.
— przestrzeń parową ponad powierzchnią recyrkulowanej wrzącej cieczy,
która powinna być większa niż 250 mm, jej średnica D [mm] powinna spełniać
warunek
gdzie m
Q
— strumień masy oparów [kg/s]; p
G
—
gęstość oparów [kg/m
1
],
— rodzaj i wymiary odkrapiacza dobieranego spośród różnego rodzaju półek
uderzeniowo-inercyjnych, odkraplaczy żaluzyjnych i warstwowych (pakietowych) z
przemywaniem. Odkraplacze pakietowe dobiera się o grubości (wysokości)
minimalnej 100 mm i średnicy D [m]
Gdy prędkość oparów wynosi 3-7 m/s sprawność ogólna odkraplania wynosi
99,8%, spadek ciśnienia = 250 N/m
2
.
LITERATURA
[1] KUBASIEWICZ A., Wyparki. Konstrukcja i obliczanie. WNT, Warszawa 1977.
[2] SMITH R.A., Vaporisers — Selection, Design and Operation, Longman Sci. & Technical,
John Wiley & Sons, New York 1986. [3]
RANT
Z.Z., Odparowanie w teorii i
praktyce, WNT, Warszawa 1965.
233
16. KRYSTALIZATORY
16.1. WPROWADZENIE
Krystalizacja stanowi proces wydzielenia substancji rozpuszczonej z roztworu
przesyconego lub z substancji macierzystej będącej w stanie ciekłym, bądź
bezpośrednio z fazy gazowej, z pominięciem fazy ciekłej na skutek desublima-cji.
W wyniku krystalizacji następuje wydzielenie produktu w postaci stałej lub
oczyszczenie roztworu macierzystego lub gazu.
Z wymienionych procesów krystalizacji największe zastosowanie ma krysta-
lizacja z roztworów ciekłych, zwana krystalizacją masową. Stopień rozdziału,
jaki można uzyskać dochodzi do 99,99% dla produktów rafinowanych.
Krystalizacja jest związana z obecnością w roztworze zarodków lub z ich
powstawaniem — nukleacją i wzrostem. Siłą napędową obu procesów jest
przesycenie roztworu, uzyskiwane przez odparowanie rozpuszczalnika, chło-
dzenie roztworu, reakcję chemiczną lub dodanie trzeciego składnika. Zdolność do
przesycenia roztworu, określana jako stosunek stężenia aktualnego C do
stężenia równowagowego C *
zależy od rodzaju substancji i wynosi np. dla cukru ·* 2,0, soli NaCl - 1,0.
Nukleacją jest inicjowana w obecności zarodków — drobnych cząstek stałych
i przy dużych szybkościach ścinania roztworu. Nukleacją w cieczy jest
określana mianem jednorodnej, a w obecności ciała stałego jako niejednorodna
(heterogeniczna). Nukleacją silniej zależy od przesycenia niż wzrost kryształów.
Jeśli stopień przesycenia jest duży, to powstaje duża liczba małych kryształów,
trudnych do filtracji i mycia. Mały stopień przesycenia daje natomiast małą
liczbę dużych kryształów. Dalsze zwiększanie kryształów jest związane z
dyfuzją substancji macierzystej do ich powierzchni i wbudowaniem w strukturę
kryształu. Jakość krystalizacji określana jest jednorodnością, czystością i
twardością kryształów. Jako duże określa się kryształy 1-5 mm, drobne 0,2-1
mm i poniżej 0,2 mm — bardzo drobne. Warunki formowania i kinetyka wzrostu
kryształów, skład i czystość i in. są omówione w pracach [1], [2].
Krystalizację prowadzi się w aparatach zwanych krystalizatorami, w których
istnieją warunki do powstawania i wzrostu kryształów. Krystalizacja może być
prowadzona w sposób okresowy lub ciągły.
234
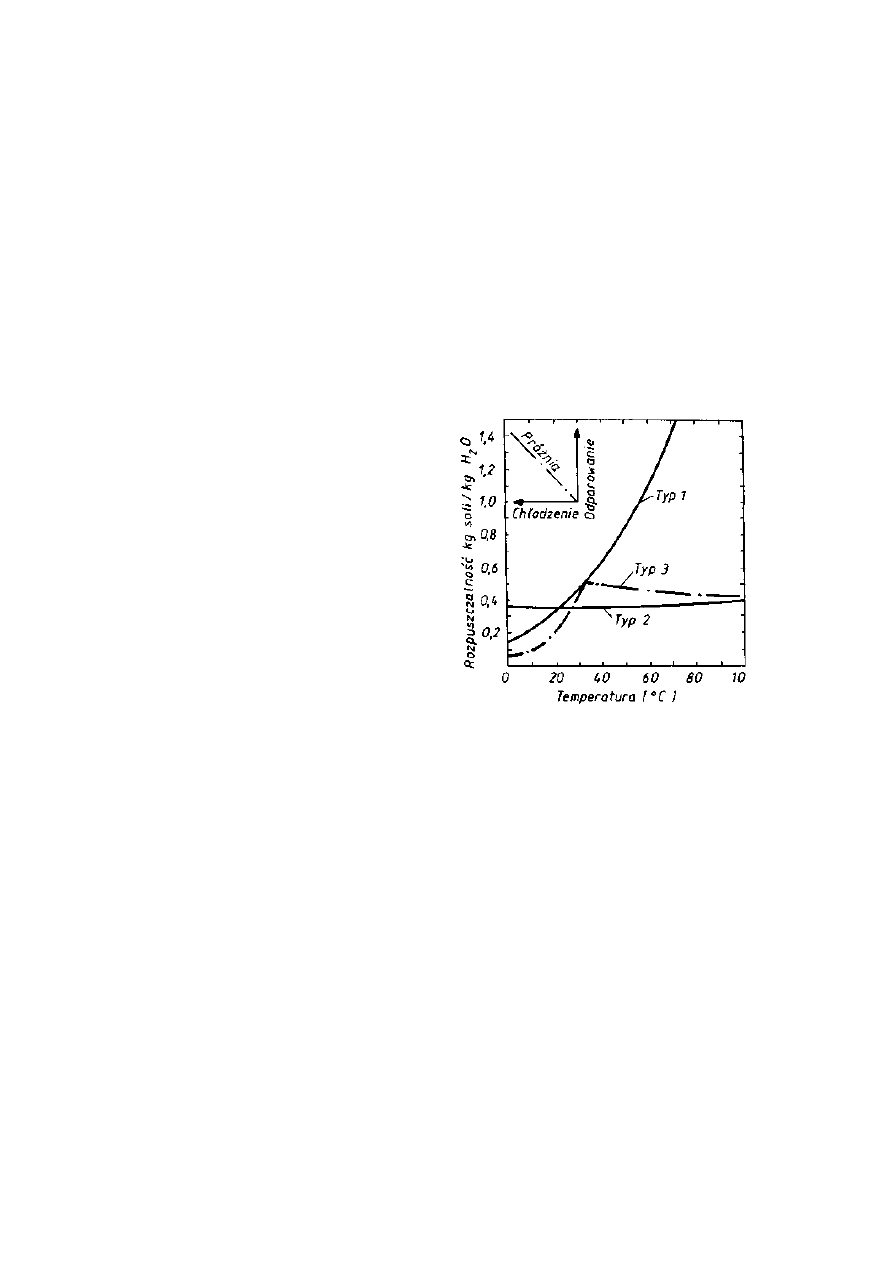
Krystalizatory okresowe umożliwiają uzyskanie kryształów o bardziej jedno-
litych rozmiarach niż ciągłe. Ponadto krystalizatory okresowe są proste w budowie
i obsłudze, lecz czas przebiegu procesu jest dłuższy.
Krystalizatory ciągłe są stosowane przy większych wydajnościach produkcji,
ponad 50-200 kg/h. Zaletą krystalizatorów ciągłych jest lepsze wykorzystanie
roztworu macierzystego, lepsza separacja kryształów i ich mycie, stały rozkład
rozmiarów kryształów. Wadę stanowi tendencja blokowania powierzchni wymiany
ciepła przez kryształy, mniejsze rozmiary kryształów w porównaniu z metodą
okresową.
Sposób krystalizacji i rodzaj stosowanego krystalizatora, w dużym stopniu
zależy od krzywej rozpuszczalności krystalizowanej substancji (rys. 16.1).
Krystalizacja przez schładzanie może być stosowana dla substancji, których
rozpuszczalność maleje wraz z obniżeniem temperatury (typ 1), natomiast dla
substancji wykazujących bardzo małe
zwiększenie rozpuszczalności (typ 2) jest
stosowane odparowanie rozpuszczalnika.
W razie nieznacznego zwiększenia
rozpuszczalności, wraz ze zwiększeniem
temperatury, korzystniej jest stosować
krystalizację próżniową,
w której
schłodzenie roztworu następuje w wyniku
odparowania rozpuszczalnika. Dla
substancji wykazujących spadek
rozpuszczalności wraz ze wzrostem
temperatury (typ 3) najlepszym sposobem
krystalizacji jest również odparowanie
rozpuszczalnika.
Krystalizacja w wyniku reakcji
chemicznej jest związana z reakcjami
egzotermicznymi, w których ciepło tworzenia substancji jest wystarczające do
odparowania rozpuszczalnika. Za przykład może służyć: reakcja amoniaku (NH
3
) z
kwasem siarkowym (H
2
SO
4
), z wytworzeniem siarczanu VI amonu (NH
4
)
2
SO
4
,
produkcja wodorowęglanu sodu (NaHCO
3
) i węglanu sodu (NajCCg.
Krystalizacja przez desublimację substancji jest prowadzona z fazy gazowej,
poprzez chłodzenie oparów bezpośrednie lub pośrednie. Sposób chłodzenia i rodzaj
substancji określają nukleację, wzrost rozmiarów i aglomerację cząstek. Gdy
chłodzenie jest zbyt szybkie, wtedy otrzymuje się mgłę o średnicy cząstek 0,1-40
µm, których wydzielenie z gazu jest utrudnione. Można uniknąć tworzenia się mgły
przez kontrolę warunków kondensacji i stopnia przesycenia oparów. Stopień
przesycenia, krytyczny, w temperaturze kondensacji można obliczyć z
następującego równania:
Rys. 16.1. Rodzaje (typy) krzywych rozpusz-
czalności
235
w którym M — masa molowa substancji, p — gęstość
[g/cm
3
], σ — napięcie powierzchniowe
[dyny/cm], T
G
— temperatura oparów [K].
Krystalizacja przez dodanie trzeciego składnika może być również związana
z reakcją chemiczną i wydzieleniem trudno rozpuszczalnego produktu lub
dodatek trzeciego składnika zmienia rozpuszczalność i powoduje tzw. efekt
wysalania.
16.2. KRYSTALIZATORY Z CHŁODZENIEM
W krystalizatorach z chłodzeniem otrzymuje się jednorodnej wielkości kry-
ształy, przez chłodzenie roztworu przesyconego w określonej temperaturze i
określonym czasie. Chłodzenie odbywać się może bezprzeponowo, zwykle
strumieniem powietrza, lub innymi płynami obojętnymi lub przeponowe cieczą
chłodzącą.
Najprostszymi krystalizatorami są aparaty typu zbiornikowego, zwane pan-
wiowymi, napełnione gorącym przesyconym roztworem i pozostawione do
schłodzenia naturalnego. Otrzymane kryształy, o różnych rozmiarach, są zanie-
czyszczone ługiem macierzystym.
Krystalizatory z elementami chłodzącymi, umieszczonymi w krystalizującym
roztworze, są rzadko stosowane, ze względu na blokowanie powierzchni
chłodzącej.
Krystalizatory z bezpośrednim chłodzeniem powietrznym (rys. 16.2)
stanowią długie poziome bębny obrotowe lub koryta wykonujące ruch wahliwy,
są to tzw. krystalizatory kołyskowe, do których w sposób ciągły jest podawany
gorący, nasycony roztwór wodny, a w przeciwprądzie, nad powierzchnią
roztworu, przetłaczane jest powietrze. Dzięki niewielkiemu pochyleniu roztwór
przepływa do drugiego końca aparatu, gdzie jest wyładowywany jako mieszanina
kryształów w ługu macierzystym. Powietrze wilgotne odprowadzane jest do
atmosfery. Straty ciepła przez korpus aparatu powodują tworzenie się narostów
krystalicznych na ścianach, co powoduje zaburzenia w przepływie. Mankamenty
te w mniejszym stopniu występują w krystalizatorach kołyskowych, gdzie ruch
poprzeczny zawiesiny powoduje likwidację lokalnych przesyceń i tworzenie
narostów. Otrzymane kryształy są dobrze uformowane i mają duże rozmiary.
Zaletą tego rodzaju krystalizatorów jest prosta konstrukcja i niski koszt
eksploatacji, lecz duża powierzchnia instalacyjna, możliwość blokowania
przepływu, niekorzystne warunki wymiany ciepła i masy, brak możli-
236
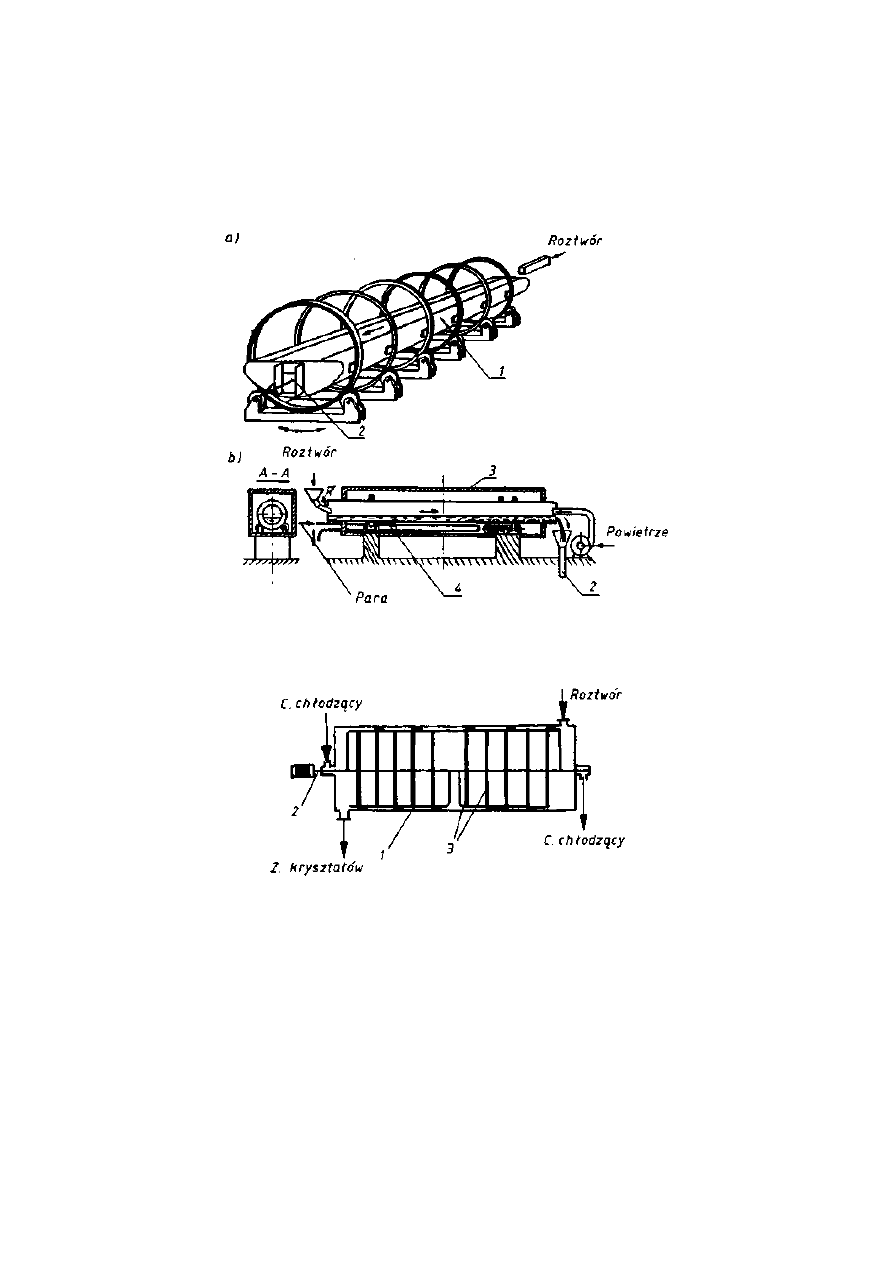
wości kontroli procesu i usuwanie dużej objętości oparów środowiska ograniczają
ich zastosowanie. Szereg wymienionych niedogodności zostało usuniętych w
krystalizatorach z chłodnicą obrotową (rys. 16.3), lecz otrzymuje się tu drobne
kryształy.
Rys. 16.2. Krystalizatory z chłodzeniem bezpośrednim: a) kołyskowy, b) bębnowy; l — bęben, 2 —
odpływ zawiesiny kryształów, 3 - osłona, 4 — elementy grzejne — parowe
Rys. 16.3. Krystalizator korytowy z chłodnicą obrotową: l — koryto, 2 - napęd mieszadła,
3 - mieszadło — chłodnica
Niekorzystne właściwości powietrza, jako czynnika chłodzącego, zastąpiono
stosując różnego rodzaju płyny nie mieszające się z roztworem, o korzystnych
właściwościach cieplnych. Stosowane są:
— do chłodzenia roztworów wodnych — benzyna i nisko wrzące węglowo-
dory, jak butan, propan itp.,
— do krystalizacji związków organicznych różnego rodzaju solanki (w tym
CaCl
2
, MgCl
2
i inne).
237
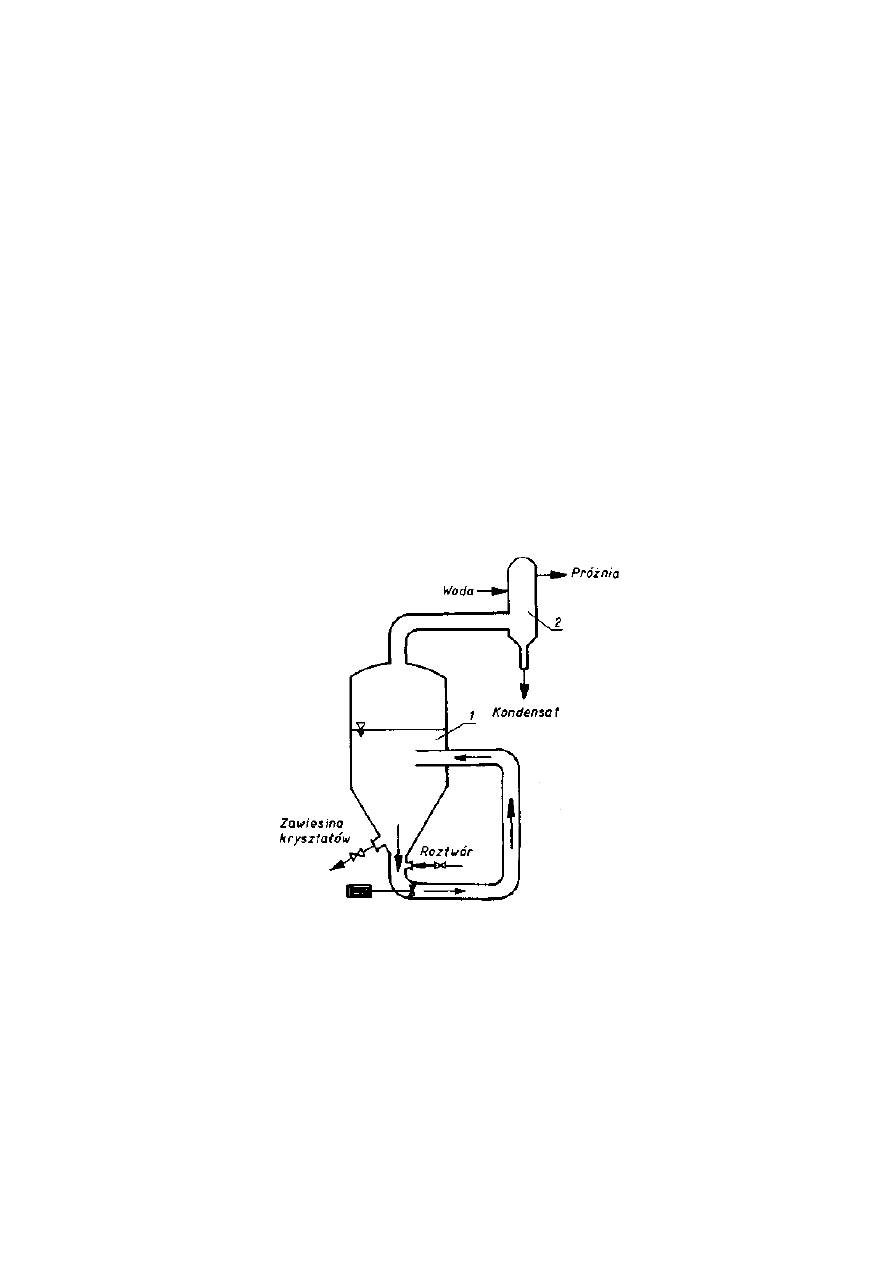
Krystalizator typu zbiornikowego z mieszadłem jest stosowany do krysta-
lizacji, np. benzenu. Przez zmieszanie ciekłego benzenu z wodnym roztworem
MgCl
2
w temperaturze 258-263 K\otrzymuje się krystaliczny benzen o wysokiej
czystości. W aparatach typu kolumnowego jest prowadzona krystalizacja z
wykorzystaniem do chłodzenia ciepła parowania skroplonych węglowodorów.
Odpowiedni węglowodór jest rozpylany na krople dyszą lub zespołem dysz na
dole kolumny wypełnionej roztworem. Przepływając do góry odparowuje, kosztem
ciepła pobieranego z roztworu, jednocześnie mieszając zawiesinę kryształów.
Zastosowanie omawianego sposobu krystalizacji jest niewielkie, mimo wielu
zalet, którymi są m. in. korzystne warunki wymiany ciepła, eliminacja narostów
krystalicznych i zwiększona wydajność krystalizacji. Zanieczyszczania produktu
czynnikami chłodzącymi, stosowanie sprężarek chłodniczych, niebezpieczeństwo
wystąpienia pożarów i wybuchów stanowią wadę tej metody.
Krystalizatory z chłodzeniem bezpośrednim próżniowym stanowią aparaty
najbardziej rozpowszechnione w krystalizacji z roztworów. Są one stosowane do
krystalizacji substancji, których rozpuszczalność maleje wraz ze spadkiem
temperatury. Zasada ich działania polega na chłodzeniu roztworu w wyniku
samoodparowania części rozpuszczalnika pod zmniejszonym ciśnieniem, z
jednoczesnym zatężaniem roztworu.
Rys. 16.4. Krystalizator próżniowy z cyrkulacją zewnętrzną: l — komora krystalizacyjna, 2 —
kondensator
Krystalizator próżniowy z cyrkulacją zewnętrzną (rys: 16.4) stanowi zbiornik
cylindryczny ze stożkowym dnem. Cyrkulację zawiesiny kryształów wymusza
pompa śmigłowa. Przewód odparów, poprzez kondensator, połączony jest z pompą
próżniową. Roztwór o temperaturze nieco wyższej niż temperatura wrzenia, pod
obniżonym ciśnieniem wewnątrz aparatu, wprowadzony do
238
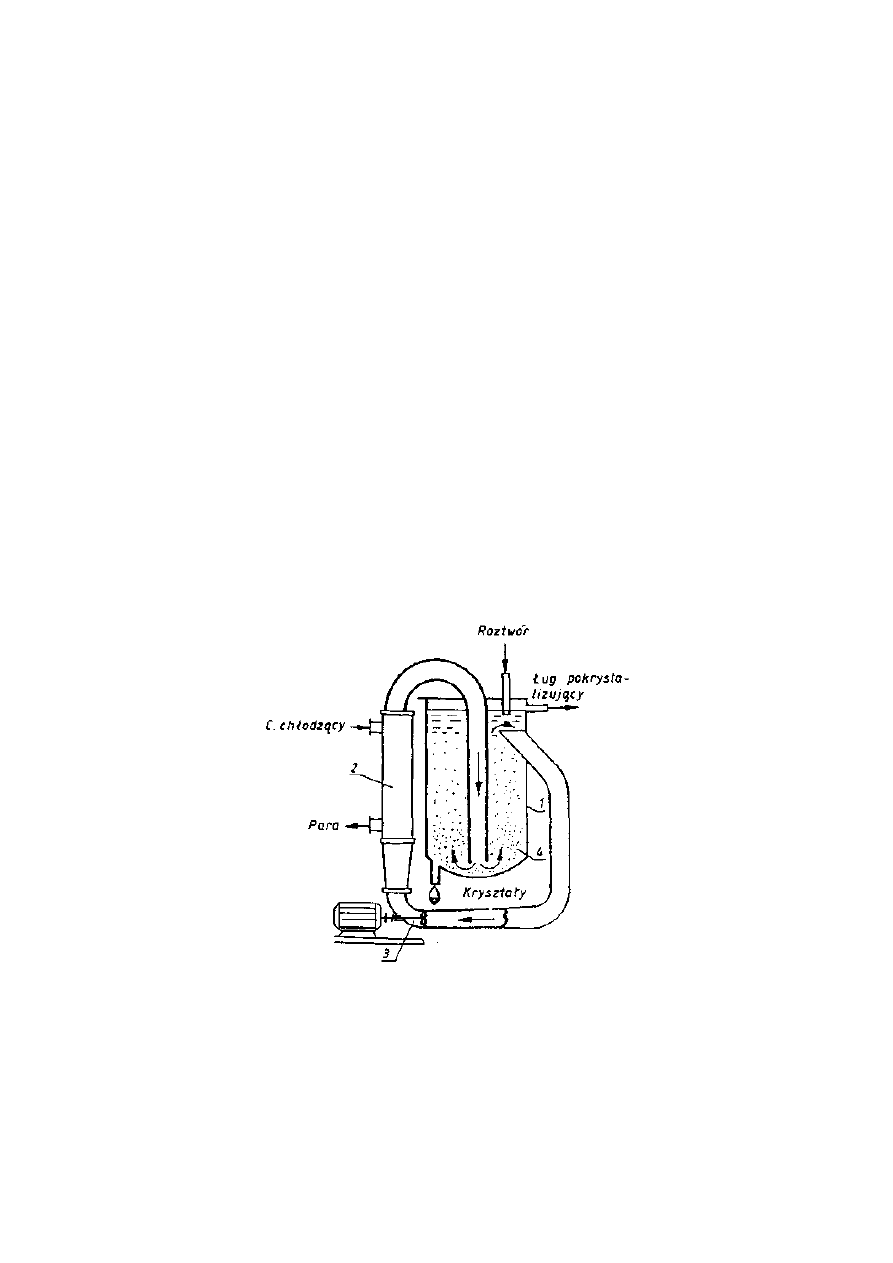
krystalizatora zaczyna wrzeć i odparowuje. W wyniku przesycenia następuje
krystalizacja. Zawiesina kryształów zasysana pompą cyrkulacyjną odpływa w dół
zbiornika, skąd przed wlotem do pompy część produktu jest odprowadzana na
zewnątrz. Otrzymuje się mieszaninę drobnych kryształów.
Krystalizatory z chłodzeniem przeponowym stanowią aparaty, w których
chłodzenie roztworu odbywa się przez ścianę bez odparowania rozpuszczalnika.
Ograniczone zastosowanie znajdują krystalizatory w postaci mieszalników z
płaszczem grzejnym lub wężownicą chłodzącą, wyposażone w mieszadło
wolnoobrotowe. Obrastanie powierzchni wymiany ciepła kryształami i kon-
sekwencje z tym związanie powodują, że krystalizatory są stosowane do niezbyt
dużej produkcji, okresowej. Lepsze warunki kontroli krystalizacji są w aparatach
pracujących w sposób ciągły. Krystalizator z chłodnicą zewnętrzną (rys. 16.5)
składa się zasadniczo ze zbiornika z zawiesiną (1), wymiennika chłodnicy
płaszczowo-rurowej (2) i pompy obiegowej (3). Świeży, gorący roztwór jest
doprowadzany do przelewu, gdzie miesza się ze strumieniem cyrkulowanej
zawiesiny kryształów. W chłodnicy (2) zawiesina ulega ochłodzeniu i przesyceniu i
wpływa do zbiornika (1), gdzie następuje wzrost kryształów. Odbiór kryształów z
ługiem macierzystym odbywa się od dołu zbiornika. Otrzymuje się drobne, lecz o
zbliżonych rozmiarach kryształy. Opisany typ krystalizatora jest również określany
mianem krystalizatora fluidalnego, ze względu na fluidyzację strumieniem
przechłodzonego roztworu, w dolnej przestrzeni krystalizacyjnej (4) ziaren
kryształów.
Rys. 16.5. Krystalizator z chłodzeniem przeponowym i klasyfikacją kryształów: l — krystaliza-tor, 2
— chłodnica, 3 — pompa obiegowa, 4 — przestrzeń krystalizacyjna
Tego rodzaju krystalizatory są również stosowane w połączeniu szeregowym,
kaskadowym, do czterech aparatów w kaskadzie, gdy istnieją większe wymagania
jednorodności kryształów.
239
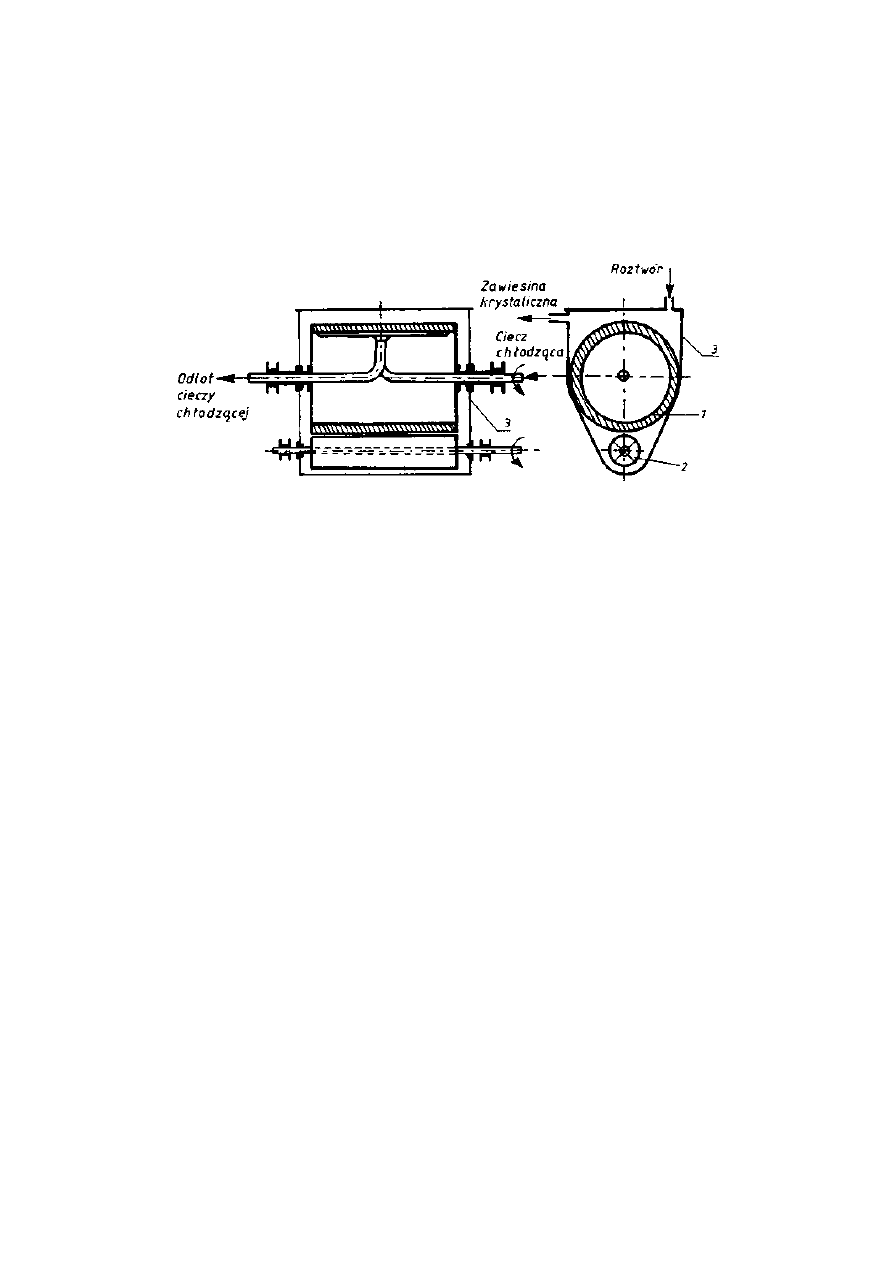
W celu ograniczenia narostów na powierzchni chłodzącej są również stosowane
krystalizatory z urządzeniami skrobakowymi, dociskanymi do ścian sprężynami lub
siłą odśrodkową. Sćj one stosowane do krystalizacji roztworów bardzo lepkich,
również w niskiej temperaturze. Pośród tych aparatów znajdują się również
zmodyfikowane wyparki mechaniczne, warstewkowe.
Rys. 16.6. Krystalizator walcowy chłodzony: l — walec, 2 — mieszadło, 3 — obudowa —
korpus aparatu
W krystalizatorach bębnowych (walcowych) (rys. 16.6) zasadniczy element
stanowi wolnoobrotowy bęben metalowy, chłodzony od wewnątrz cieczą, na
którego powierzchnię podaje się roztwór w postaci cienkiej warstewki. Bęben
może być częściowo zanurzony w gorącej, krystalizowanej cieczy (rys. 16.6) lub
ciecz jest podawana na powierzchnię bębna. Wykrystalizowana warstewka
substancji jest zdejmowana z powierzchni bębna nożem lub wałkiem gumowym,
dociskanym. Konstrukcje krystalizatorów są otwarte lub zamknięte hermetycznie,
w zależności od rodzaju roztworu. Budowane są również układy krystalizatorów
wielostopniowe szeregowe, w celu uzyskania lepszego stopnia czystości produktu.
Krystalizatory tego rodzaju są stosowane do krystalizacji stężonych roztworów
wodnych, stopionych kryształów uwodnionych i stopów.
Procesy wydzielenia z fazy gazowej substancji stałych są prowadzone w de-
sublimatorach. Istnieje wiele sposobów spowodowania desublimacji z mieszaniny
gazowej:
— bezpośrednie zmieszanie wyjściowych reagentów gazowych,
— sublimacja substancji do nośnika gazowego,
— reakcja chemiczna, z wydzieleniem produktów zdolnych do desublimacji,
Desublimacja następuje bądź na powierzchni nieruchomej lub ruchomej, bądź w
objętości fazy gazowej. Podczas wydzielania produktu na powierzchni przesycenie
osiąga się przez odprowadzenie ciepła do otaczającego środowiska. Powierzchnia
ma temperaturę niższą niż gaz i przesycenie oparów odpowiada tej temperaturze.
Z biegiem desublimacji, gdy warstewka fazy stałej staje
240
się grubsza, wtedy temperatura jej wzrasta, przesycenie maleje i desublimacja
ustaje.
Desublimacja jest stosowana m. in. do wydzielenia cennych produktów w
procesach katalitycznego utleniania węglowodorów tlenem powietrza, takich jak
bezwodnik ftalowy i maleinowy, antrachinon, jak również do wydzielenia par
metali, sadzy, jodu, chlorku glinu itp. Stopień wydzielenia substancji wynosi
powyżej 90%. Desublimacja jest stosowana jako metoda oczyszczania wielu
substancji i gazów. Ponadto desublimacja jest stosowana do otrzymywania
monokryształów, światłowodów, do barwienia i nakładania różnego rodzaju
powłok itp.
Sposób prowadzenia desublimacji określa zwykle jakość i czystość produktu.
Proces może być prowadzony w sposób okresowy lub ciągły.
Najprostszy desublimator stanowi zespół zbiorników — kolumn stalowych
— w ustawieniu szeregowym, z odbiorem produktu od dołu i z układem odpy-
lania gazów odlotowych w postaci skrubera lub filtru tkaninowego. Ochłodzenie
gazu i desublimacja odbywa się w wyniku strat ciepła przez ściany aparatu.
Produkt jest usuwany ze ścian przez okresowe ostukiwanie ścian lub zdrapy-
wanie. Stosowane są również aparaty z płaszczem chłodzącym i płaszczowo-
-rurowe, w których desublimacja następuje w przestrzeni między rurowej, czynnik
chłodzący natomiast przepływa rurkami. W celu zwiększenia stopnia
desublimacji powiększa się powierzchnię osadzania produktu, polepsza chło-
dzenie, stosując rury ozebro
wane
lub płyty faliste, i zwiększa czas przebywania
gazu w aparacie. Efektywność desublimacji maleje wraz ze zwiększeniem
grubości osadzonego produktu.
Jeśli mała wydajność jest wystarczająca, to jako desublimatory są stosowane
chłodzone od wewnątrz, obracające się bębny, z których produkt jest zdrapy-
wany nożem. Metody termiczne usuwania produktu z powierzchni są związane z
ogrzewaniem powierzchni i odpadaniem stałego produktu w stanie mniej lub
bardziej stopionym lub przez sublimację.
Do prowadzenia specyficznych procesów desublimacji jest stosowana apa-
ratura specjalna [3].
W chłodzeniu bezpośrednim oparów stosuje się natrysk cieczy lub zmieszanie
z zimnym gazem. Ten sposób desublimacji daje drobny produkt, trudny do
wydzielenia. Desublimacja w objętości gazu jest efektywna jedynie ze stężo-
nych oparów. Mieszanie oparów i gazu chłodzącego prowadzi się w dyszach
Venturiego, wentylatorach lub w aparatach z przegrodami. Zapobieżenie kon-
densacji produktu na ściankach aparatów stanowi problem eksploatacyjny.
Natrysk cieczy do strumienia oparów jest wykonywany dyszami hydraulicznymi
lub pneumatycznymi, dającymi drobny rozpyl kropel, aby odparowanie cieczy
nastąpiło bardzo szybko, bez zwilżania ścian aparatu. Chłodzenie oparów
ciekłym nośnikiem jest rzadko stosowane, ze względu na trudności separacji
cząstek stałych produktu z zawiesiny.
241
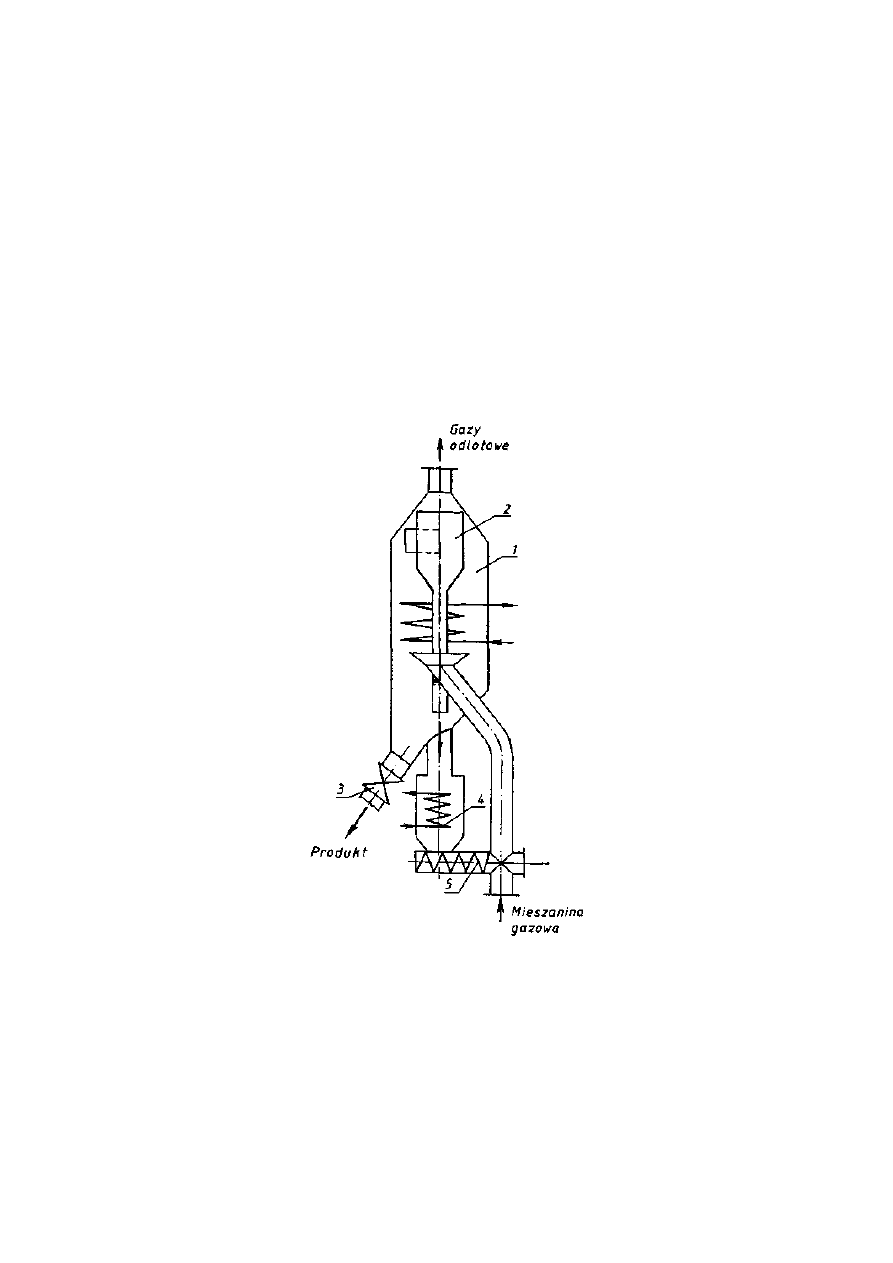
W desublimatorach z ruchomą powierzchnią wydzielania zachodzi jedno-
cześnie chłodzenie, desublimacja i usuwanie produktu w sposób ciągły. Jednymi z
najbardziej rozpowszechnionych są desublimatory fluidalne, ze złożem cząstek
macierzystych lub inertnych, kulki ceramiczne lub metalowe. Strumień oparów z
cząstkami stałymi fluidyzuje złoże (rys. 16.7), w którym jest umieszczona
wężownica chłodząca. Na skutek ochłodzenia gazu następuje desublimacja na
cząstkach złoża i w objętości gazu. Gazy odlotowe są odpylane w cyklonie, skąd
drobne cząstki są zawracane do obiegu. Cząstki o dużych rozmiarach wypadają
ze złoża i często, po dalszym schłodzeniu, są odprowadzane jako produkt.
Desublimatory fluidalne zapewniają wysoki stopień wydzielenia produktu 95-99%
i dużą wydajność desublimacji ok. 150 kg/(m
3
-h). W desublimatorach fluidalnych
wydziela się bezwodnik ftalowy, antrachinon, chlorek glinu i inne.
Rys. 16.7. Desublimator fluidalny z recyrkulacją: l — desublimator, 2 - cyklon, 3 — podajnik
produktu, 4 — chłodnica produktu recyrkulowanego, 5 — podajnik ślimakowy
Desublimatory z ruchomymi warstwami wypełnień i przeciwprądowym
przepływem gazu są stosowane rzadziej, przede wszystkim do rozdzielenia
lotnych, łatwo sublimujących cząstek stałych.
242
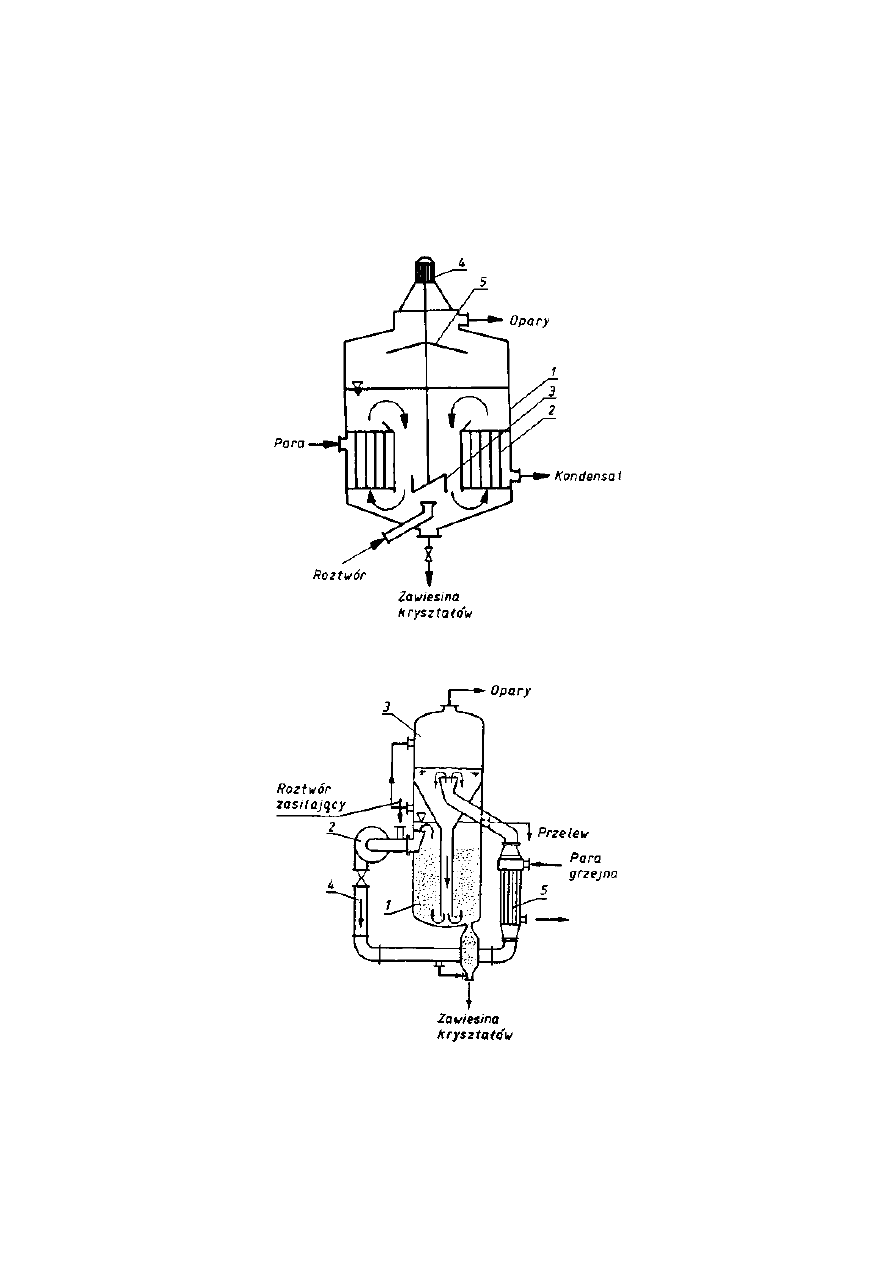
16.3. KRYSTALIZATORY Z ODPAROWANIEM
ROZPUSZCZALNIKA
Krystalizatory z odparowaniem rozpuszczalnika stanowią grupę wyparek, które
zostaly przystosowane do warunków powstawania i wzrostu kryształów.
Rys. 16.8. Krystalizator wyparny z mieszaniem mechanicznym: l - korpus aparatu, 2 - komora
grzejna, 3 — mieszadło, 4 — napęd mieszadła, 5 — separator kropel
Rys. 16.9. Krystalizator wyparny z cyrkulacją zewnętrzną roztworu: l - zbiornik zawiesiny, 2 —
pompa cyrkulacyjna, 3 — komora parowa — odparowania, 4 - przewód cyrkulacyjny,
5 — podgrzewacz
243
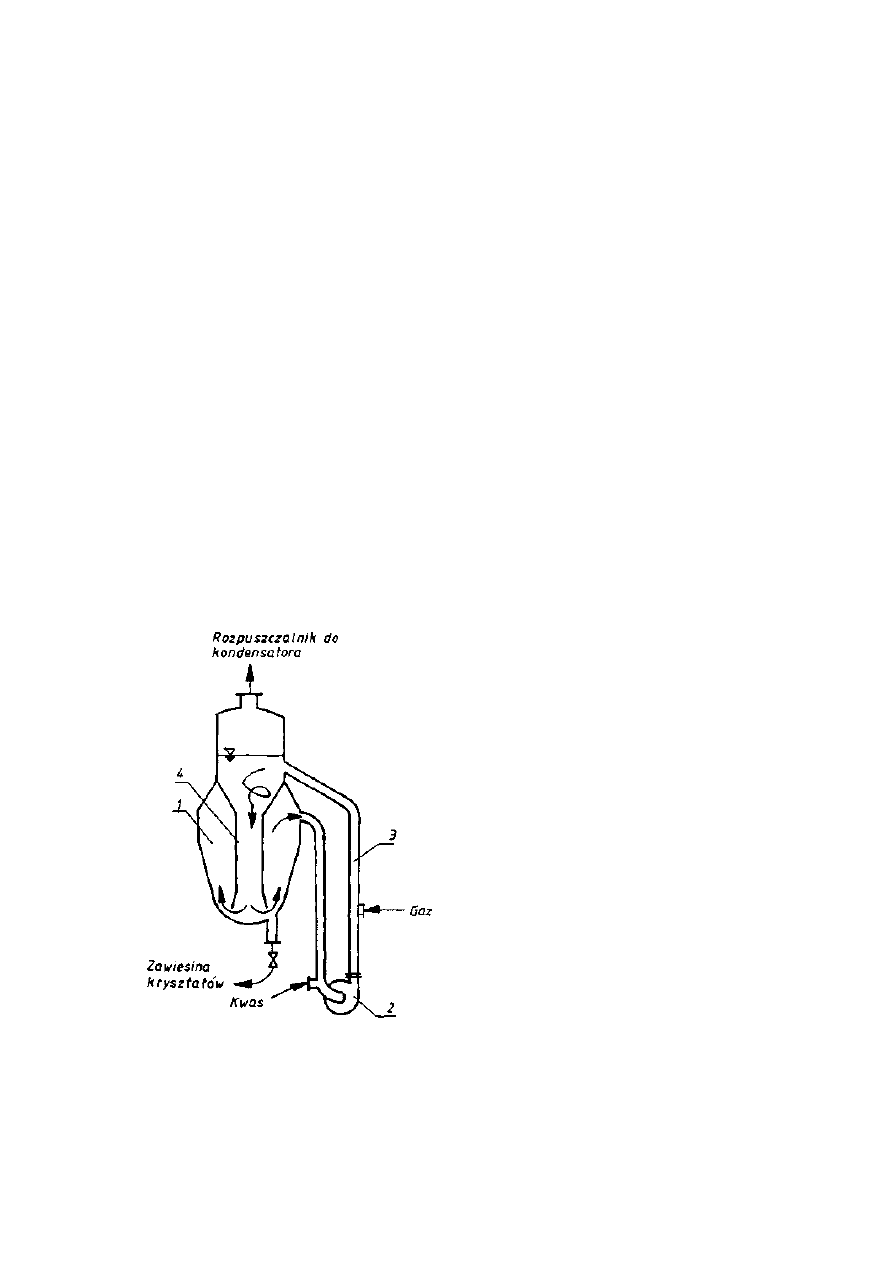
W działaniu są podobne do krystalizatorów próżniowych, lecz krystalizacja
przebiega dzięki ciepłu doprowadzonemu z zewnątrz, podobnie jak w klasycznych
wyparkach. Wyparki z cyrkulacją naturalną nie znajdują tu większego
zastosowania. Stosowane są natomiast wyparki z cyrkulacją wymuszoną. Przez
zainstalowanie mieszadła w powiększonej komorze grzejnej (rys. 16.8) zwięk-
szono szybkość cyrkulacji i polepszono warunki przenikania ciepła. W krysta-
lizatorze wyparnym z cyrkulacją zewnętrzną (rys. 16.9) istnieją lepsze warunki do
intensyfikacji procesu pod względem wymiany ciepła, wzrostu i klasyfikacji
kryształów. Krystalizatory tego rodzaju, o średnicy do ok. 8 m i wysokości do 24 m
są stosowane do wytwarzania krystalicznych produktów masowych, np. siarczanu
amonu.
16.4. KRYSTALIZATORY Z REAKCJĄ CHEMICZNĄ I
WYSALANIEM
W krystalizatorach z reakcją chemiczną nukleacja i wzrost kryształów są
związane z przebiegiem reakcji chemicznej w cieczy macierzystej. Krystalizatory
tego rodzaju są również zaliczane do reaktorów chemicznych, omawianych w
rozdz. 23.
Konstrukcja stosowanych aparatów jest podobna do już omówionych, tzw.
krystalizatorów masowych, z tym że są one wyposażone w urządzenia do roz-
praszania gazowego reagentu w postaci
drobnych pęcherzyków. Krystalizator
typu fluidyzacyjnego (rys. 16.10) jest
stosowany do otrzymywania siarczanu
amonu, fosforanów amonu, chlorku
amonu, węglanów itp. Reagenty są
doprowadzane po stronie ssawnej i
tłocznej pompy obiegowej (2) i w trakcie
przepływu do zbiornika zawiesiny (1),
następuje przesycenie roztworu,
następnie wzrost i klasyfikacja
kryształów w rurze opadowej (4).
Kryształy o dużych rozmiarach są
odprowadzane jako produkt, małe
natomiast, z ługiem macierzystym, są
zawracane do obiegu. Otrzymywane
kryształy mają rozmiary 0,6-2 mm. Do
krystalizatorów tego rodzaju należą
również wieże karbonizacyjne, stosowane
w przemyśle sodowym do otrzymywania
bikarbonatu (NaHCO
3
).
Rys. 16.10. Krystalizator reakcyjno-fluidyza-
cyjny: l — zbiornik zawiesiny, 2 — pompa
obiegowa, 3 — przewód reakcyjny, 4 — rura
opadowa — klasyfikacyjna
244
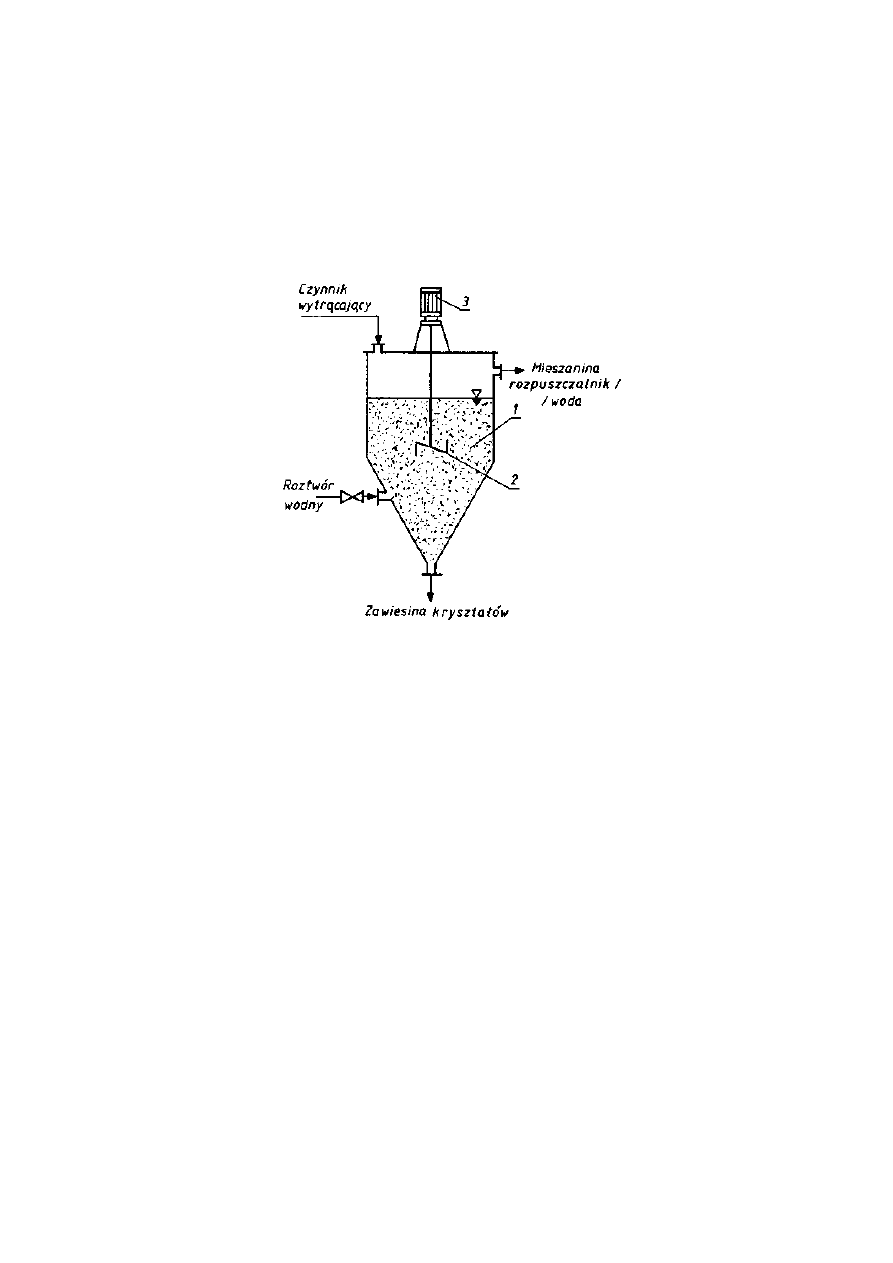
Wysalanie jest prowadzone na małą skalę w procesach wytwarzania barwników
i niektórych związków farmaceutycznych i polega na dodaniu do roztworu
substancji ciekłej lub stałej, zmniejszającej rozpuszczalność krystalizującego
składnika. Krystalizacja jest prowadzona w prostych aparatach typu zbiornikowego
z mieszadłem (rys. 16.11). Dodawane substancje to m. in. alkohol etylowy,
metylowy a także sól kuchenna.
Rys. 1 6 . 1 1 . Krystalizator wytrąceniowy: l — zbiornik zawiesiny, 2 — mieszadło, 3 — napęd
mieszadła
16.5. REKRYSTALIZATORY
Często jednokrotna krystalizacja nie zawsze zapewnia produkt o wymaganej
wydajności i jakości. Do poprawienia jakości kryształów stosuje się krystalizację
frakcjonowaną (rekrystalizację) w aparatach rekrystalizacyjnych.
Oczyszczanie kryształów prowadzi się przez wielokrotne rozpuszczanie lub
stapianie i ponowną krystalizację. Liczba stopni zależy od sprawności separacji
pojedynczego stopnia i zawartości zanieczyszczeń. Rekrystalizację z rozpusz-
czalnika prowadzi się w pojedynczym lub w wielu aparatach kolumnowych . z
pionowymi rurami. Roztwór jest rozdzielany na poszczególne rury (wysokość do 12
m, średnica 50-75 mm) i spływa wewnątrz rur warstewkami w dół. Czynnik
chłodzący (grzejny) przepływa w przestrzeni międzyrurowej. Strumienie przepływu
po stronie spływających warstewek są rzędu setnych i tysięcznych części [m
3
/(m-
s). W pierwszym etapie zachodzi chłodzenie i zwiększenie grubości warstewki
kryształu. Gdy grubość ta osiągnie 5-20 mm zależnie od produktu, wtedy
zanieczyszczona ciecz macierzysta jest częściowo w warstwie i częściowo na
powierzchni. Przez ogrzewanie i niewielkie podwyższenie tem-
245

peratury powyżej temperatury topnienia, zanieczyszczenia spływają z warstwy
krystalicznej, co zwiększa znacznie sprawność oczyszczania. Odpadający ze
ścianek produkt z ługiem macierzystym zbiera się na dole aparatu, skąd jest
kierowany do filtracji. Kryształy, w zależności od wymaganego stopnia czystości,
są kierowane do następnego stopnia lub stanowią produkt końcowy. Ciecz w
części stanowi produkt ciekły, pozostała natomiast jest zawracana na górę aparatu.
Krystalizacja frakcjonowana ze stopów jest prowadzona w aparaturze spe-
cjalnej i stanowi metodę otrzymywania wielu o wysokiej czystości materiałów
stosowanych w elektronice, przemyśle precyzyjnym, optycznym itp.
Krystalizacja frakcjonowana jest stosowana do otrzymywania wielu surowców i
produktów organicznych, jak np. kwasy tłuszczowe, naftalen, fenol, di-
chlorobenzen, kaprolaktam, kwas benzoesowy i wiele innych.
16.6. DOBÓR KRYSTYLIZATORA
Do doboru krystalizatora jest konieczna znajomość podstawowych informacji
na temat krystalizowanej substancji i cieczy macierzystej, a w tym przede
wszystkim:
— rozpuszczalności i jej zmian wraz ze zmianą temperatury,
— obecności innych substancji w roztworze i ich wpływu na krystalizację
składnika kluczowego,
— właściwości fizycznych kryształów i roztworu,
— wydajności krystalizacji,
— wymaganych rozmiarów kryształów i ich separacji z cieczy macierzystej
oraz suszenia i przechowywania,
— sposobu zagospodarowania ewentualnych odpadów pokrystalizacyjnych.
Dobrany krystalizator powinien przede wszystkim spełniać wymagania co do
rozmiarów i jakości kryształów i stanowić rozwiązanie akceptowalne ekono-
miczne. Odpowiedni krystalizator stanowi aparat standardowy: jest on wytwa-
rzany przez wiele wyspecjalizowanych firm lub nowo projektowany, co zwię-
ksza znacznie koszt przesięwzięcia.
LITERATURA
[ 1 ] ROJKOWSKI Z., SYNOWIEC J., Krystalizacja i krystalizatory, WNT, Warszawa 1991. [2]
MULLIN
J.W., Crystallization, 3rd ed., Butterworth-Heinemann, Oxford 1992. [3] GORELIK A.G.,
AMITIN
A.W., Desublimacija w chimićeskoj promyslennosti, Chimija, Moskwa 1986.
246

17. APARATURA PROCESÓW DESTYLACJI I
REKTYFIKACJI
17.1. WPROWADZENIE
Destylacja to proces rozdziału mieszaniny ciekłej — surówki na składniki,
oparty na różnicy ich lotności w stanie wrzenia. Opary znad powierzchni wrzącej
surówki, odprowadzone i skroplone stanowią destylat, produkt rozdziału bogaty
w składniki bardziej lotne (wrzące w niższej temperaturze). Pozostałość stanowi
ciecz wyczerpana, bogata w składniki mniej lotne (wrzące w wyższej
temperaturze). Przez wielokrotne powtarzanie prostej destylacji, tj. odparowania i
kondensacji, można otrzymać wysoki stopień rozdziału surówki na składniki.
Rektyfikacja stanowi proces rozdziału mieszaniny ciekłej na składniki,
oparty na ciągłej, wielokrotnie powtarzanej destylacji. Proces może być prowa-
dzony w sposób okresowy lub ciągły.
Oba wymienione procesy są prowadzone w aparatach typu zbiornikowego i
kolumnowego, wyposażone w urządzenia grzejne i chłodzące.
17.2. APARATY DESTYLACYJNE
Destylacja prosta jest związana z ciągłym, jednokrotnym odparowaniem i
kondensacją oparów, z danej surówki. Destylacja prosta jest stosowana wtedy,
gdy składniki mieszaniny wykazują dużą różnicę lotności lub gdy nie jest
wymagany duży stopień rozdziału. W skład instalacji do destylacji prostej (rys.
17.1) wchodzą kocioł destylacyjny z podgrzewaczem parowym, wężownicą (1),
kondensator (2), zbiornik przelewowy (latarnia) (3) oraz zbiorniki destylatu
(frakcji). Opary z kotła są kondensowane i schłodzone w chłodnicy (2),
odprowadzane poprzez latarnię (3) do zbiorników destylatu (4-6). Skład
.destylatu zmienia się z czasem, liczba zbiorników odpowiada więc liczbie
obieranych frakcji.
Większy stopień rozdziału uzyskuje się w destylacji prostej z deflegmacją, tj.
dodatkowym rozdziałem destylatu w kondensatorze, zwanym deflegmatorem.
Deflegmator jest zazwyczaj zabudowany na kotle destylacyjnym (rys. 17.2).
Kondensujące opary wzbogacone w składnik mniej lotny, ściekają z powrotem
do kotła w postaci tzw. flegmy. Zmieniając strumień zawracanej flegmy, zwany
powrotem, zmienia się czystość destylatu.
247
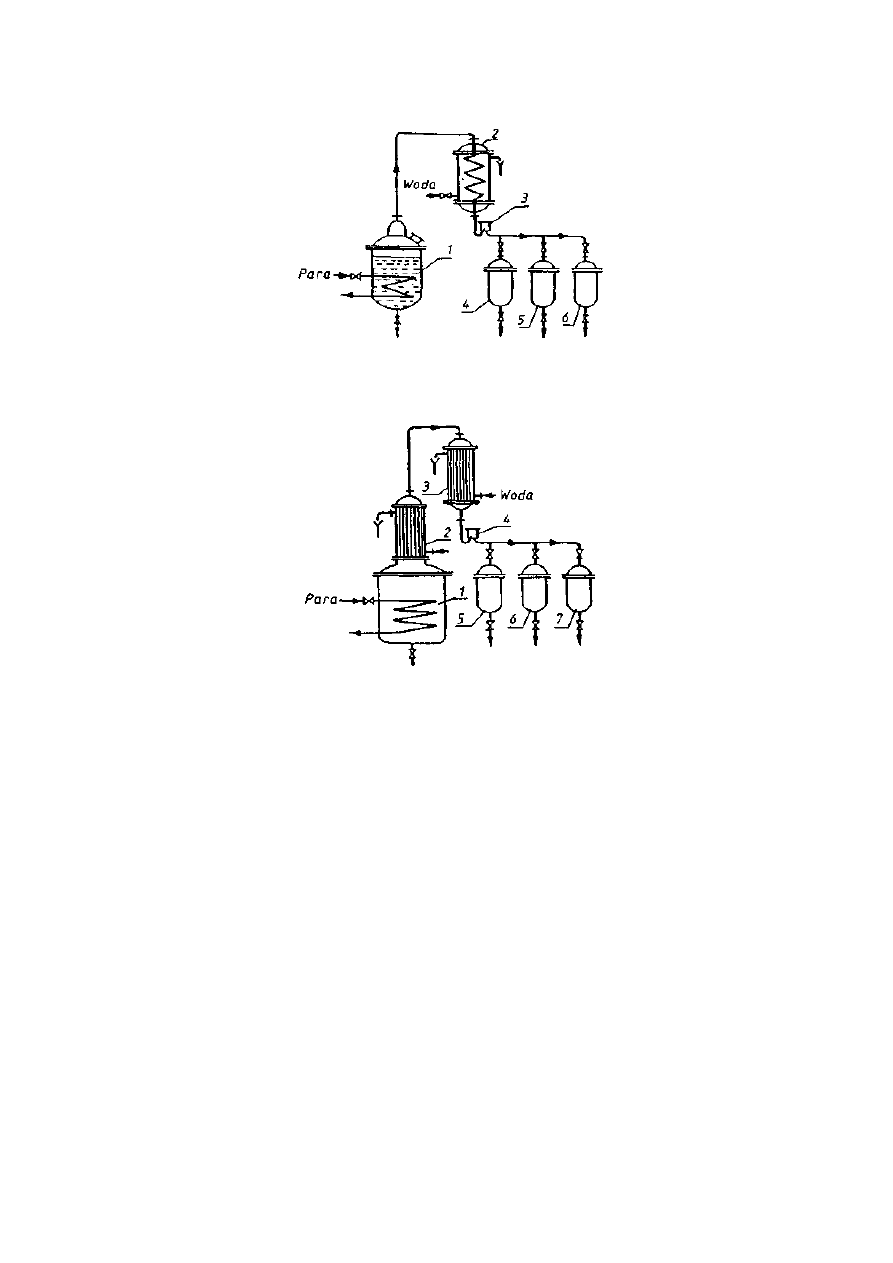
Rys. 17.2. Schemat instalacji do destylacji prostej z deflegmacją: l - kocioł, 2 - deflegmator, 3 -
chłodnica, 4 - latarnia, 5-7 — zbiorniki frakcji
Destylacja z parą wodną jest stosowana do rozdziału mieszanin ciekłych,
nie mieszających się z wodą, stanowiących substancje mało lotne, wrzące w
wysokiej temperaturze. Dodatek wody do mieszaniny obniża temperaturę
wrzenia mieszaniny. Aparat destylacyjny (rys. 17.3) stanowi tu zwykle kocioł z
płaszczem grzejnym (1). Para wodna do rozdziału jest wprowadzana bełkotką
(2). Wykondensowane produkty są separowane z wody przez odstawanie (5)
lub wirowanie.
Podobny cel spełnia destylacja pod zmniejszonym ciśnieniem (pod próżnią),
stosowana do rozdziału lub oczyszczania mieszanin o wysokich temperaturach
wrzenia składników, mających tendencję do rozkładu lub polimeryzacji w
podwyższonej temperaturze (np. monomery akrylami, związki zapachowe itp.).
Aparatura do destylacji próżniowej jest podobna do stosowanej w destylacji prostej
i z deflegmacją, z tym że zawiera pompę próżniową umieszczoną na końcu ciągu.
Do destylacji prostej cieczy lepkich, ulegających rozkładowi w wysokiej
temperaturze są stosowane również wyparki cienkowarstwowe. Proces desty-
248
Rys. 1 7 . 1 . Schemat instalacji do destylacji prostej: l — kocioł, 2 — chłodnica, 3 — latarnia,
4-6 — zbiorniki frakcji
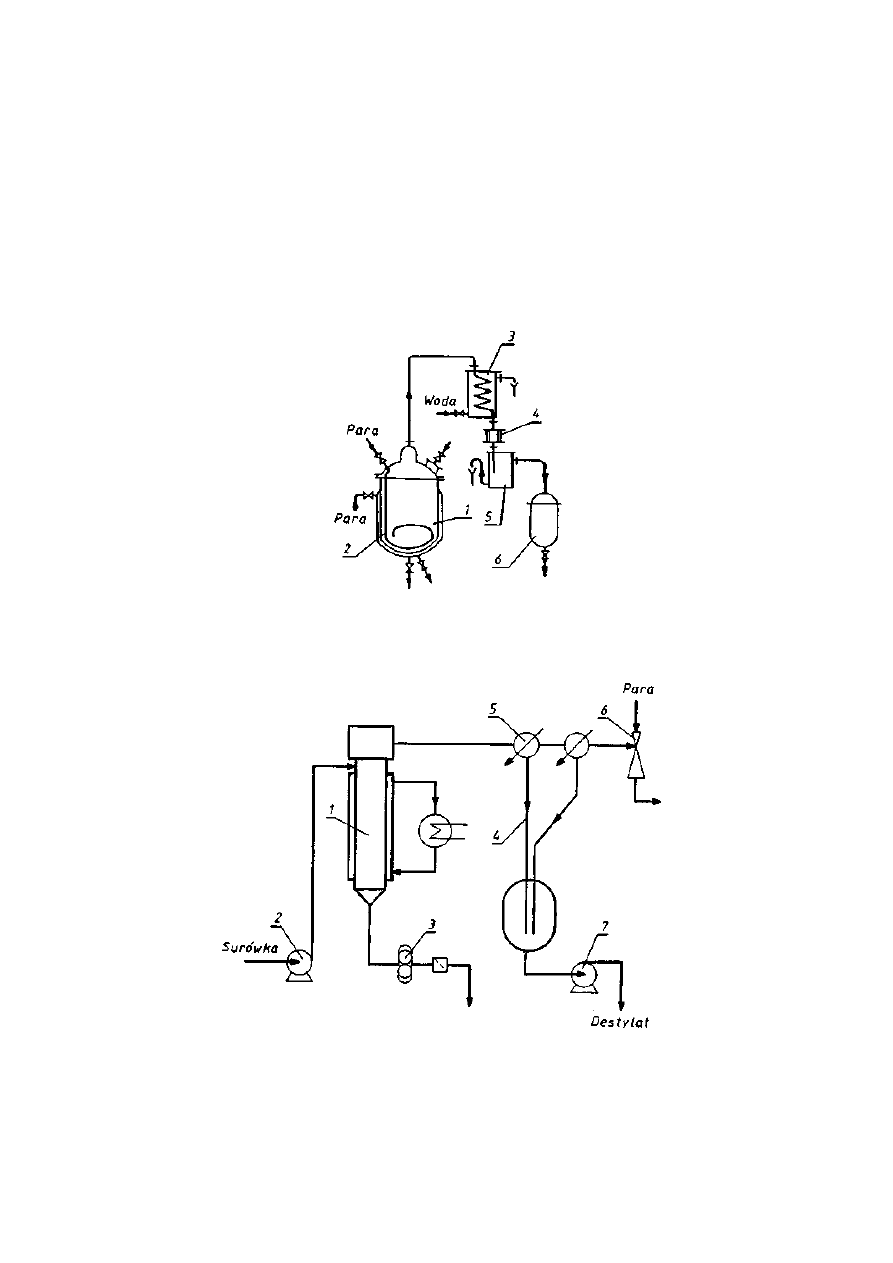
lacji jest prowadzony zwykle w temperaturze 398-523 K pod ciśnieniem 1-2
mmHg i dotyczy m.in. takich substancji jak: gliceryna, kwasy tłuszczowe,
witamina C, środki zapachowe, olejki eteryczne i wiele innych. Typową instalację
przedstawia rys. 17.4. Ciecz wyczerpana jako pozostałość po destylacji jest
usuwana pompą rotacyjną (3). W specyficznych warunkach rozdzielania, gdy
konieczne jest tzw. głębokie oczyszczenie cieczy z lotnych zanieczyszczeń, wyparki
cienkowarstwowe są stosowane również w kombinacji z innymi aparatami
destylacyjnymi.
Rys. 17.3. Schemat instalacji do destylacji z parą wodną: l — kocioł z płaszczem grzejnym, 2 —
barboter pary, 3 — chłodnica, 4 — latarnia, 5 — separator, 6 — zbiornik destylatu
2 _' · Schemat destylacji z zastosowaniem wyparki cienkowarstewkowej: l - wyparka, ~ Pompa
surówki, 3 - pompa koncentratu, 4 - skraplacz barometryczny, 5 - kondensator, 6 — pompa
strumieniowa, 7 — pompa destylatu
249
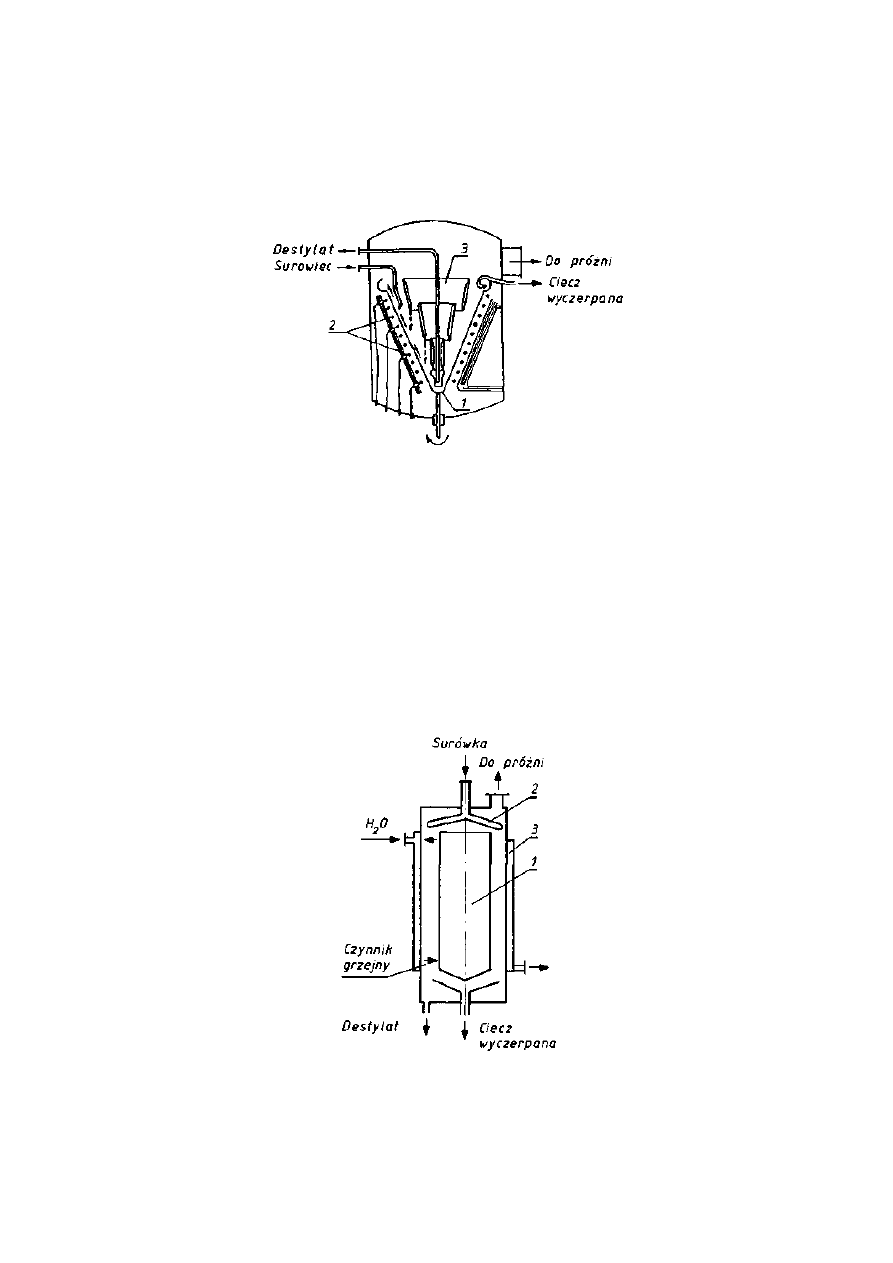
Do rozdzielania w wysokiej próżni, pod ciśnieniem 0,3-0,003 mmHg stosuje
się destylację molekularną. Pod ciśnieniem poniżej 0,1 mmHg, z każdym
obniżeniem ciśnienia o 50%, temperatura wrzenia obniża się o ok. 10 K. Okreś-
Rys. 17.5. Aparat do destylacji molekularnej wirówkowy: l - wirujący stożek, 2 — grzejnik
elektryczny, 3 — skraplacz
lenie destylacja molekularna jest związane z bliską odległością pomiędzy po-
wierzchnią odparowania a kondensacji, porównywalną ze średnią drogą swobodną
cząsteczek oparów. Odległość ta wynosi ok. 25 mm przy różnicy temperatury
pomiędzy powierzchniami ok. 100 K. Schemat aparatu do destylacji molekularnej
przedstawia rys. 17.5. Aparat jest wyposażony w wirujący stożek (1), ogrzewany
elektrycznie od strony zewnętrznej, do którego wnętrza podawana jest surówka.
Kondensujące opary, w postaci destylatu, zbierają się w dolnej części stożka, skąd
są zasysane i odprowadzane na zewnątrz. Ciecz
Rys. 17.6. Aparat destylacyjny świecowy: l - ogrzewany cylinder (świeca), 2 — urządzenie
rozprowadzające surówkę, 3 — powierzchnia chłodzona
250
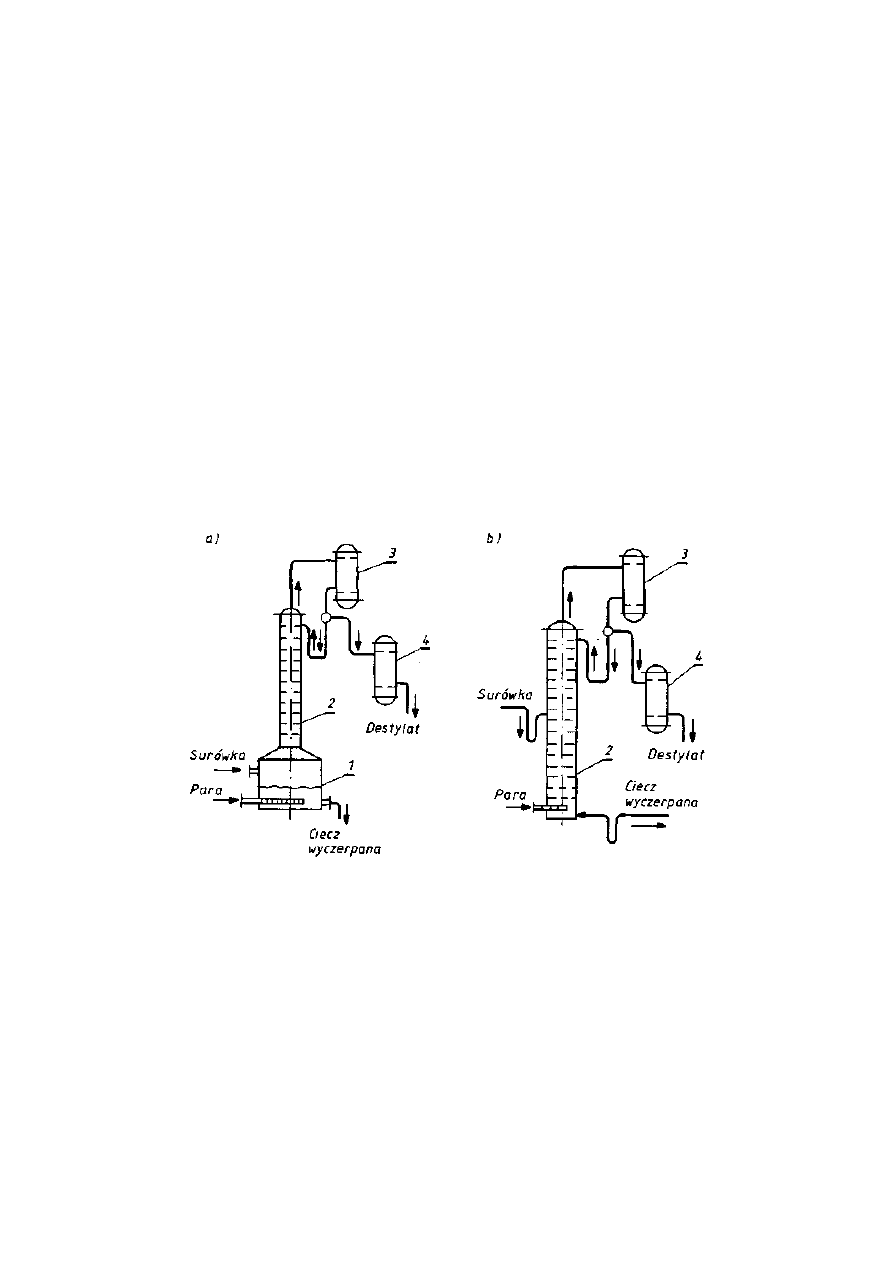
wyczerpana natomiast jest odprowadzana z górnej, pierścieniowej części stożka.
Na podobnej zasadzie działają aparaty destylacyjne świecowe (rys. 17.6), gdzie
surówka jest podawana na wirujący cylindryczny bęben, znajdujący się w
aparacie cylindrycznym z płaszczem chłodzącym, który jest podłączony do
próżni.
Destylacja jako proces okresowy jest stosowana w razie:
— małej wydajności,
— zmiennego zasilania surowcem i odbioru produktu,
— wieloskładnikowego rozdziału,
i jest związana głównie z przemysłem drobnym — chemicznym, farmaceutycz-
nym, barwników, kosmetycznym, spożywczym i innymi.
17.3. APARATY REKTYFIKACYJNE
Rektyfikacja stanowi, jak wiadomo bardziej złożoną destylację, opartą na
wzajemnym oddziaływaniu unoszących się oparów i spływającej w dół cieczy,
otrzymanej z kondensacji oparów. Proces jest związany z wielokrotną wędrów-
Rys. 17.7. Kolumny rektyfikacyjne: a) do rektyfikacji okresowej, b) do rektyfikacji ciągłej: l —
kocio), 2 — kolumna, 3 — defelegmator, 4 - kondensator
ką (przenoszeniem) rozdzielanych składników z cieczy do oparów i przeciwnie. W
rezultacie spływająca w dół ciecz (flegma) wzbogaca się w składnik mniej lotny,
opary natomiast w składnik bardziej lotny. Opary odpływające z górnej części
aparatu rektyfikacyjnego (rys. 17.7) kolumny rektyfikacyjnej (2), są kierowane do
kondensatora (deflegmatora) (3), gdzie są częściowo lub całkowicie skraplane
(rys. 17.8). Część kondensatu jest zawracana z powrotem do kolumny, stanowi
tzw. powrót, w celu utrzymania ciągłości kontaktu oparów i cie-
251
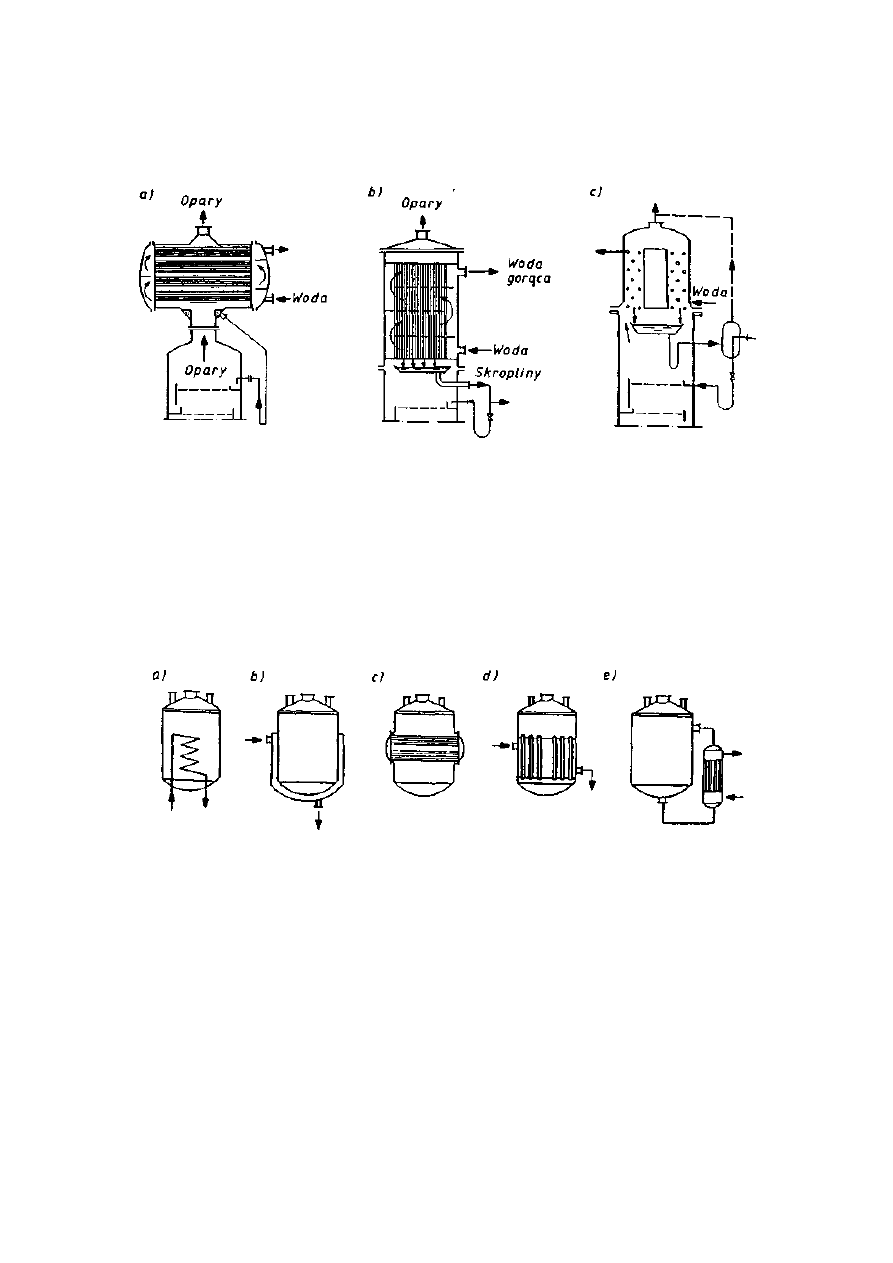
czy. Pozostała część stanowi produkt rozdziału — destylat. Produkt odbierany w
dolnej części kolumny stanowi ciecz wyczerpaną.
Rys. 17.8. Deflegmatory zabudowane na szczycie kolumny: a,b) częściowo skraplające, c) cał-
kowicie skraplający
Rektyfikacja może być prowadzona w sposób okresowy lub ciągły. Rekty-
fikacja okresowa dotyczy rozdziału, zwykle niewielkich objętości mieszanin
ciekłych. W instalacji do rektyfikacji okresowej (rys. 17.7a), surówka jest łado-
wana do kotła (kuba) (1), wyposażonego w wężownicę lub płaszcz grzejny,
albo zagrzewacz stanowi wymiennik ciepła płaszczowo-rurowy (rys. 17.9). Po
doprowadzeniu surówki do stanu wrzenia opary unoszące się do górnej części
Rys. 17.9. Kotły destylacyjne: a) z wężownicą wewnętrzną, b) z płaszczem grzejnym, c,d) komory
grzejne rurkowe, pozioma i pionowa, e) z wymiennikiem zewnętrznym
kolumny (2) wzbogacają się w składnik bardziej lotny, po czym w deflegma-
torze (3) są częściowo lub całkowicie skraplane, skąd część jest zawracana na
zraszanie kolumny, pozostała zaś stanowi destylat. Podczas rozdziału surówki
na wiele frakcji, od najbardziej lotnej do tzw. ubogiej, frakcje są zbierane w
oddzielnych zbiornikach. Odbiór frakcji jest kontrolowany temperaturą oparów w
górnej części kolumny. Zwiększając powrót flegmy do kolumny w określonym
zakresie zwiększa się zawartość składnika bardziej lotnego w danej frakcji. Po
osiągnięciu zadanego składu cieczy wyczerpanej (zwykle według temperatury
wrzenia cieczy) rektyfikację się przerywa i kocioł opróżnia. Po napełnieniu kotła
powtórnie, świeżą porcją surówki, proces się powtarza.
252

W instalacji do rektyfikacji ciągłej kolumna rektyfikacyjna jest zasilana ciągłym
strumieniem surówki, w miejscu gdzie entalpia i skład rozdzielanej mieszaniny są
zbliżone do wielkości, jakie posiada surówka. Punkt zasilania surówką, dzieli
kolumnę na część górną wzmacniającą, w której w największym stopniu
zachodzi wzbogacanie oparów w składnik wrzący w niższej temperaturze,
bardziej lotny i na część dolną odpędową, poniżej strefy zasilania, w któfej ciecz
wzbogaca się w składnik mniej lotny i jako ciecz wyczerpana jest odprowadzana
z kolumny w sposób ciągły. Kolumna zazwyczaj nie posiada kotła. Strumień
ciepła niezbędny do pracy części odpędowej kolumny jest doprowadzany
bezpośrednio, wężownicą umieszczoną w dolnej części kolumny lub część cieczy
wyczerpanej cyrkuluje przez podgrzewacz zewnętrzny. Odbiór destylatu odbywa
się podobnie jak w rektyfikacji okresowej, lecz skład destylatu pozostaje ustalony
w czasie.
Kolumny rektyfikacyjne są zestawiane z szeregu cylindrycznych segmentów,
spawanych lub łączonych za pomocą kołnierzy. Wymiary kolumn, tj. wysokość i
średnicę, określają wymagania procesu rozdzielania i wielkość rozdzielanego
strumienia surówki, zwana wydajnością rektyfikacji. Instalacje są wykonywane na
ogół ze stali konstrukcyjnych stopowych. Wnętrze kolumn jest zabudowane
urządzeniami zapewniającymi efektywny kontakt oparów i cieczy. Urządzenia te
stanowią różnego rodzaju półki lub wypełnienia umieszczone na rusztach
oporowych. Półki są montowane w płaszczyźnie poziomej, zwykle w jednakowej
odległości. Liczba półek w kolumnie wynika z obliczeń procesowych rozdzielania.
Liczba półek rzeczywistych jest l ,5-2 razy większa. W kolumnie z wypełnieniem
ogólna wysokość wypełnienia wynika z liczby stopni kontaktu i odpowiadającej
stopniowi kontaktu wysokości wypełnienia. Minimalna liczba półek odpowiada
powrotowi R = °°, nieskończona natomiast
R
= *min·
w
rzeczywistości R = 2R
min
.
W praktyce, oprócz zasadniczego prostego schematu rektyfikacji przedsta-
wionego na rys. 17.7b, istnieją również układy rektyfikacji, w których kolumna jest
zasilana wieloma strumieniami surówki o różnych stężeniach, na różnych
poziomach wysokości kolumny. Odbieranych produktów może być więcej niż dwa.
Mieszanina wieloskładnikowa może być rozdzielana w wielu kolumnach w
układzie szeregowym, np. rozdział mieszanin węglowodorów. Liczba kolumn
powinna być o jeden mniejsza od liczby rozdzielanych składników mieszaniny.
Do specjalnych przypadków zalicza się rektyfikację ekstrakcyjną i azeotropową
(rys. 17.10). W pierwszym przypadku trzeci składnik — rozpuszczalnik powinien
posiadać minimalną lotność i nie tworzyć mieszanin azeotropowych. Składnik ten,
odprowadzany z drugiej kolumny w instalacji składającej się z dwóch kolumn,
jako ciecz wyczerpana, zawracany jest z powrotem na zraszanie kolumny
pierwszej. Rozdzielone składniki mieszaniny są odprowadzane jako destylat z
obu kolumn. W rektyfikacji azeotropowej czynnik roz-
253
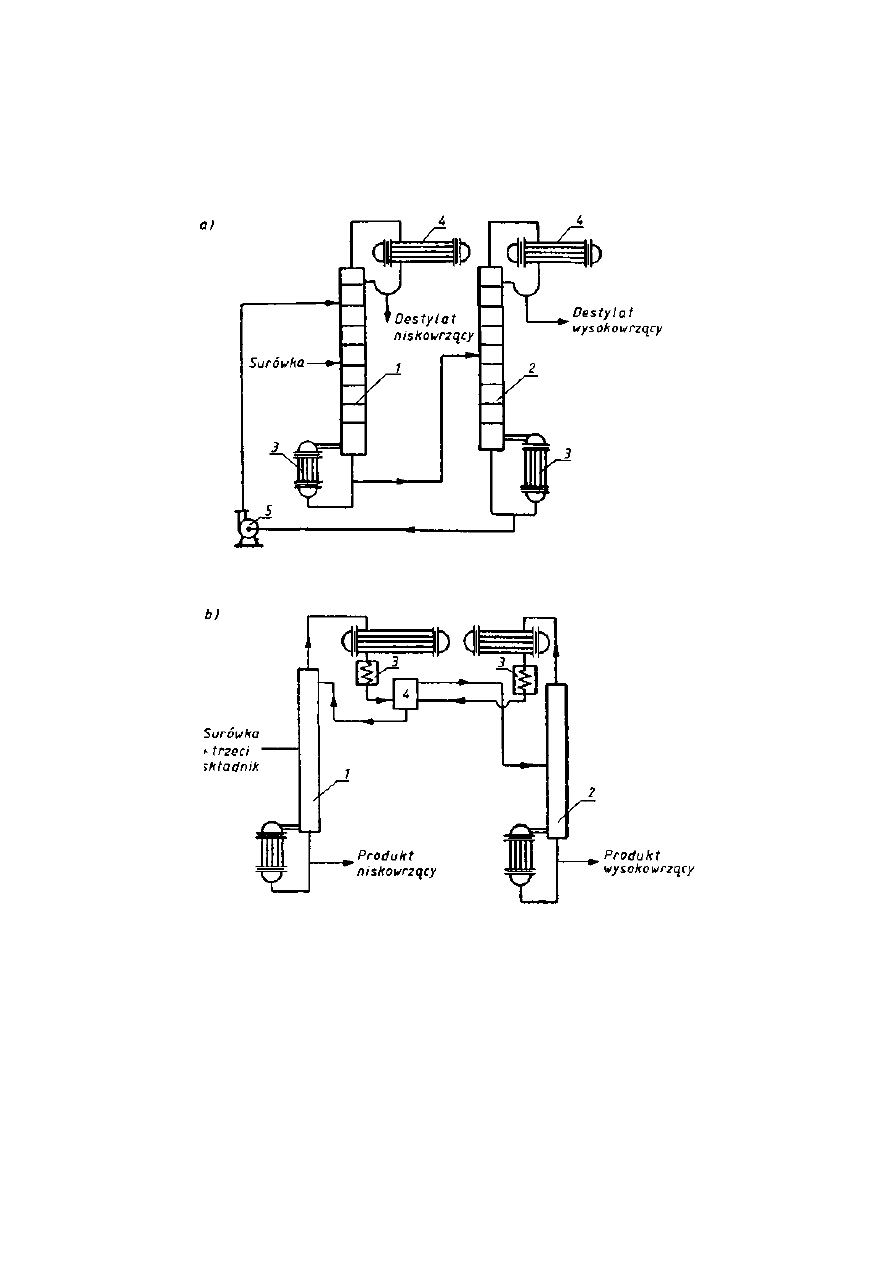
dzielający, trzeci składnik, tworzy z jednym lub z wieloma składnikami mieszaniny
mieszaninę azetropową, która jest odprowadzana z kolumny, zwykle w postaci
destylatu.
Rys. 17.10. Schemat instalacji do rektyfikacji: a) ekstrakcyjnej; l — kolumna ekstrakcyjno-rek-
tyfikacyjna, 2 — kolumna odpędowa, 3 — podgrzewacze, 4 — defelegmatory, 5 — pompa; b)
azeotropowej; l — kolumna rektyfikacyjna, 2 — kolumna regeneracyjna, 3 — chłodnica,
4 — rozdzielacz
Z wieloletniej praktyki prowadzenia procesów destylacji wynika istnienie wielu
różnorodnych rozwiązań konstrukcyjnych aparatów rektyfikacyjnych. Istniejące są
modernizowane i powstają nowe rozwiązania. Aparaty kolumnowe do kontaktu
gazu (oparów) i cieczy są klasyfikowane na trzy grupy:
254

— stopniowane,
— różniczkowe — ciągłe,
— pseudorównowagowe - stopniowane.
W kolumnach stopniowanych każda półka spełnia warunek równowagi,
stanowi stopień równowagowy. Proces wymiany masy przebiega w mieszaninie
piany dynamicznej na półce. Niekorzystne zjawiska recyrkulacji i bocznikowania
strumieni rozdzielanych płynów są eliminowane przez oddzielny przepływ cieczy i
oparów. Przelewy służą do spływu cieczy na dolną półkę, odpowiednio duża
przestrzeń nad półką natomiast do ograniczenia porywania i unoszenia cieczy na
półkę górną.
Kolumny różniczkowo-ciągłe zawierają wypełnienie usypane luźno, przy-
padkowo lub ułożone według określonego wzoru. Wypełnienie jest oparte na
ruszcie podtrzymującym i zraszane cieczą urządzeniami zraszającymi. Opary i
ciecz przepływają przez wypełnienie przeciwprądowo. Wypełnienie zapewnia
odpowiednio dużą powierzchnię kontaktu oparów i cieczy i korzystne warunki
procesowe dla przenikania masy.
Kolumny pseudorównowagowe — stopniowane są kombinacją dwóch
wymienionych sposobów prowadzenia procesów. Wymiana masy w tym przy-
padku zachodzi zarówno na półkach, jak i w przestrzeni międzypółkowej.
Oprócz wymienionych, istnieją również aparaty rektyfikacyjne specjalnego
przeznaczenia, do pracy np. pod obniżonym ciśnieniem (próżnią), z małym
spadkiem ciśnienia lub przy dużych strumieniach cieczy, stosunku L/G. Są to
rozwiązania na ogół bardziej kosztowne niż standardowe.
Większość stosowanych obecnie aparatów rektyfikacyjnych stanowią ko-
lumny półkowe i w mniejszym stopniu kolumny z wypełnieniem. Dalsze po-
działy są związane z kierunkiem przepływu oparów i cieczy, rodzajem urządzeń
rozpraszających strumień oparów i kierujących rozpływem cieczy, rodzajem
wypełnienia itp.
W grupie aparatów półkowych wyróżnia się kolumny: kołpakowe (dzwon-
kowe), sitowe, zaworowe i inne o specjalnej konstrukcji półek.
Kolumny z wypełnieniem mogą zawierać wypełnienie w postaci: pierścieni,
siodełek i innego rodzaju kształtek lub tzw. wypełnienia strukturalne itp.
17.3.1. KOLUMNY PÓŁKOWE
Przepływ cieczy i oparów w kolumnie, w obrębie półek, odbywać się może
według wzorów przedstawionych na rys. 17.11. Najczęściej stosowany w więk-
szości rodzajów półek jest przepływ krzyżowy (rys. 17.11a,b). Przepływ krzy-
żowy na półce jest również klasyfikowany, w zależności od liczby kierunków
przepływu. Dla małych strumieni cieczy są stosowane półki z przepływem
rewersyjnym, gdzie przegroda dzieli półkę na dwie części, przelewy zaś znajdują
się po tej samej stronie półki. Dla dużych strumieni cieczy, w kolumnach o dużej
średnicy, są stosowane półki z wieloma strumieniami przepływu i kilkoma
przelewami (rys. 17.12).
255
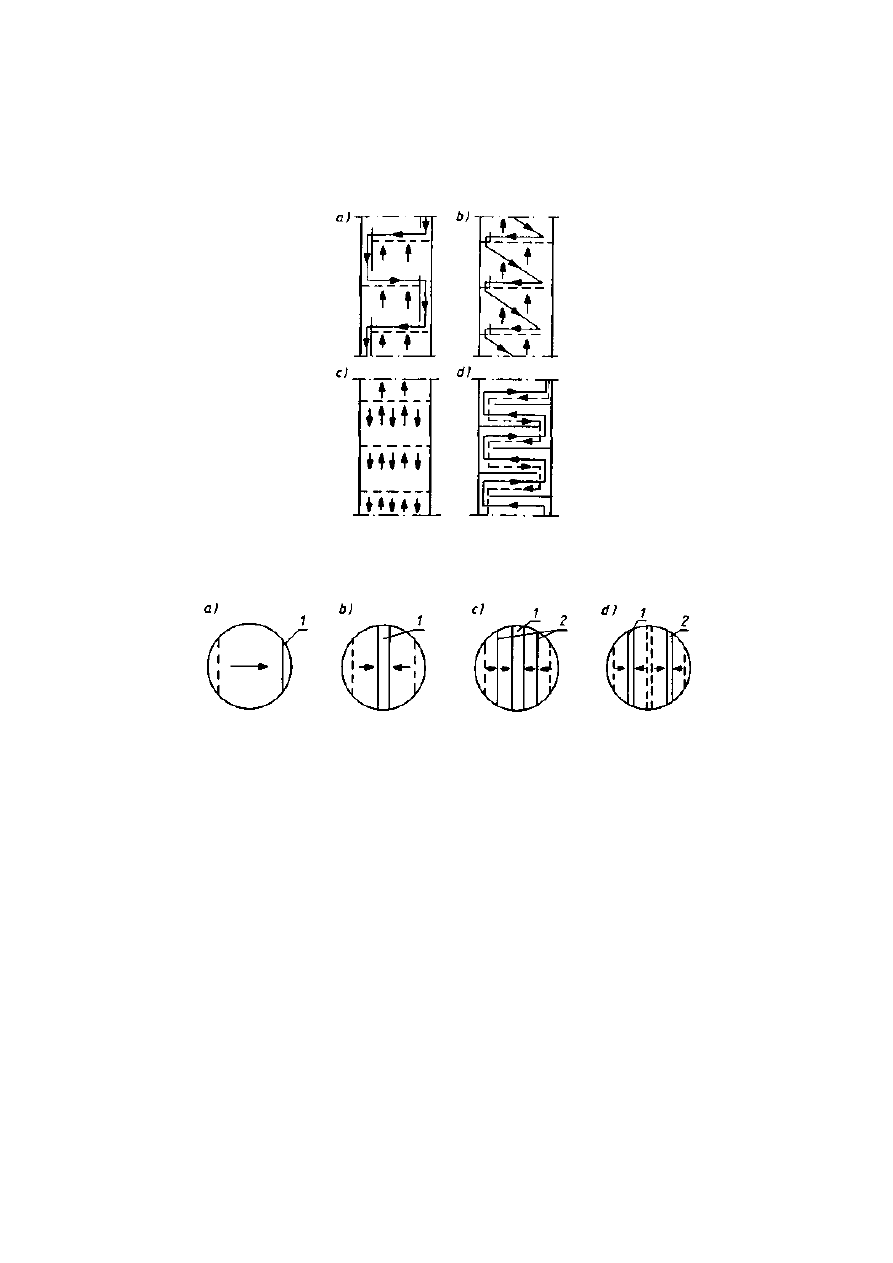
Przepływ przeciwprądowy jest stosowany na półkach sitowych bezprzele-
wowych i niektórych przelewowych. Półki z, przepływem krzyżowym i współ-
prądowym są zwykle wyposażone w przelewy.
Rys. 1 7 . 1 1 . Wzory przepływu faz na półkach: a,b) przepływ krzyżowy, c,d) przepływ przeciw-
prądowy
Rys. 17.12. Wzory przepływu cieczy na półkach: a) krzyżowy, b) przepływ podwójny, c) przepływ
podwójny kaskadowy, d) przepływ poczwórny; l - przelewy, 2 — progi spiętrzające
Kolumny z półkami kołpakowymi (rys. 17.13) są jedną ze starszych kon-
strukcji, obecnie wypieraną przez półki zaworowe i sitowe. Półka (1) posiada
szereg otworów, z umocowanymi w nich króćcami, tzw. kominkami (2), które są
nakryte kołpakami (dzwonkami) (3). Na półce znajdują się również otwory lub
wycięcia do przelewu cieczy (4). Kołpaki mają wycięcia na obwodzie krawędzi
dolnej lub szczeliny o różnym kształcie na powierzchni bocznej, których zadaniem
jest rozpraszanie oparów na pęcherzyki. Kołpaki leżą na powierzchni półki lub są
zawieszone w odpowiedniej odległości od półki i przymocowane do kominka lub
półki odpowiednim uchwytem. Liczbę modułów stanowiących zespół kominek—
kołpak określanych skrótowo kołpakami (dzwonkami) na półce, powtarzających się
wielokrotnie, określają wymagania procesu rozdziału. Kołpaki rozmieszcza się na
narożach sześciokąta foremnego z określoną podziałką. Półka jest zasilana
cieczą spływającą przelewem (4) z półki górnej; gdy spełnia ona rolę półki
zasilającej kolumnę, wtedy ciecz dopływa króćcem umieszczonym w ścianie
bocznej kolumny. Odpływ cieczy
256
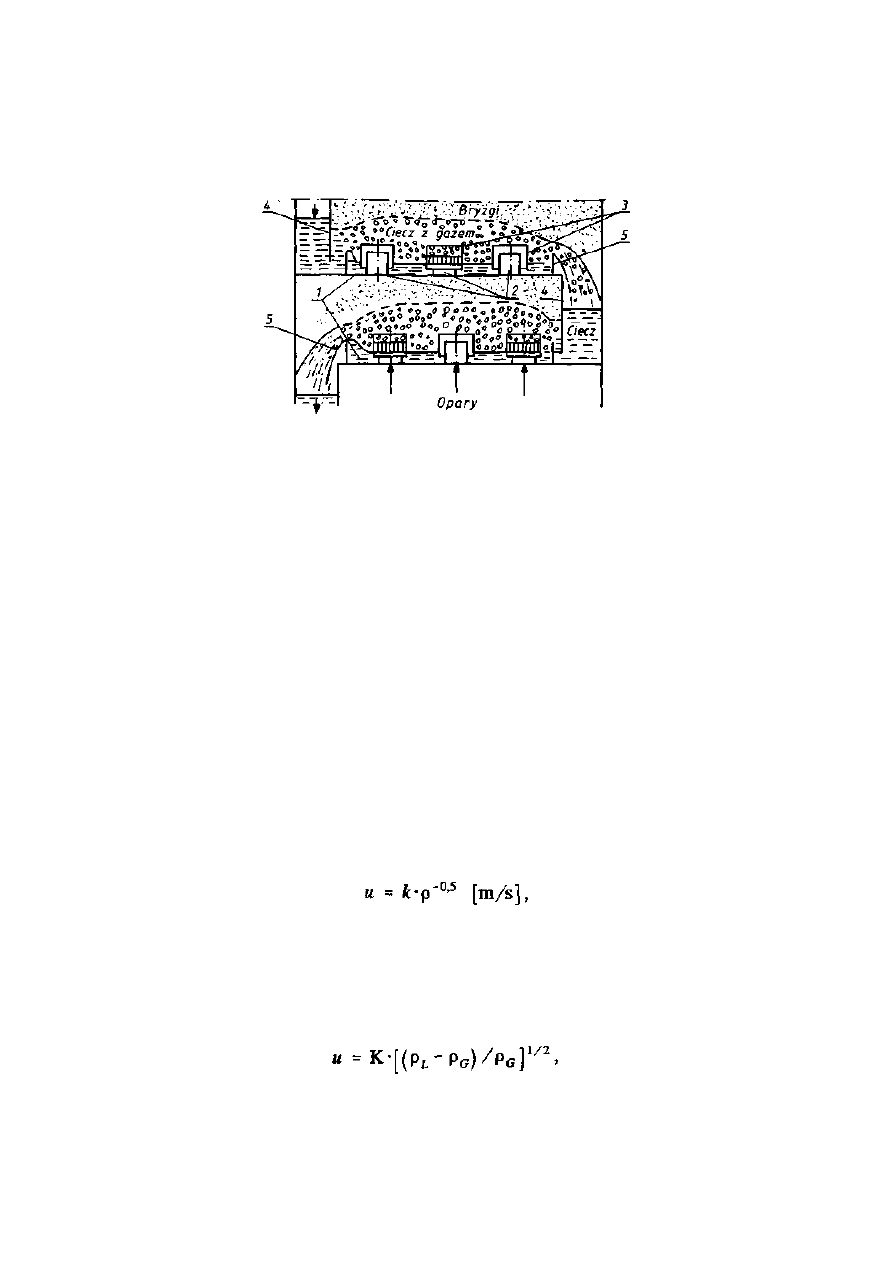
Rys. 17.13. Schemat półki kołpakowej: l — półki, 2 - kominki, 3 — kołpaki, 4 - przelewy,
5 - przegrody spiętrzające
spiętrzających (5). Wysokość poziomu cieczy na półce wynika z wymaganego
stopnia przykrycia kołpaków cieczą. Różnica poziomów cieczy na półce pomiędzy
dopływem a przelewem, zwana gradientem hydraulicznym, wymusza przepływ
cieczy na półce. Różnica poziomów cieczy w przelewach jest niezbędna do
spływu cieczy z półki na półkę i stanowi jednocześnie zamknięcie hydrauliczne
półki. Odstępstwa od właściwej różnicy poziomów prowadzą do zakłóceń w pracy
kolumny. Dla zapewnienia równomiernego rozpływu cieczy na szerokości półki
przegrody spiętrzające są montowane również po stronie dopływu. Ciecz
przepływająca w kierunku przelewu (5) kontaktuje się z oparami, barbotującymi
przez warstwę cieczy. Przepływ cieczy i oparów na półce jest krzyżowy, lecz w
odniesieniu do całej kolumny przeciwprądowy. W celu zapewnienia właściwych
warunków dla wymiany ciepła i masy na półce jest wymagane zachowanie
właściwych wymiarów wszystkich elementów na półce, które w szczegółach są
podane w odpowiednich procedurach obliczeniowych H], [2].
Wielkością wyjściową do obliczeń jest powierzchnia przekroju poprzecznego
kolumny lub powierzchnia przepływu oparów przy założonym, wymaganym
przekroju dla przelewów 5-16%. Prędkość liniowa oparów może być obliczona ze
wzoru
w
którym k — współczynnik zależny od odległości między półkami
Ξ
0,82
[(kg/m)
0
·
5
-s'
1
],
p — gęstość oparów [kg/m
3
].
Prędkość może być obliczona również ze znanego równania Faira, po zało-
żeniu, że wynosi ona 0,8-0,85 prędkości zalewania
257
z półki odbywa się przelewem po przeciwnej stronie półki. Odpowiedni poziom
cieczy na półce, tzw. spiętrzenie, jest utrzymywany za pomocą przegród
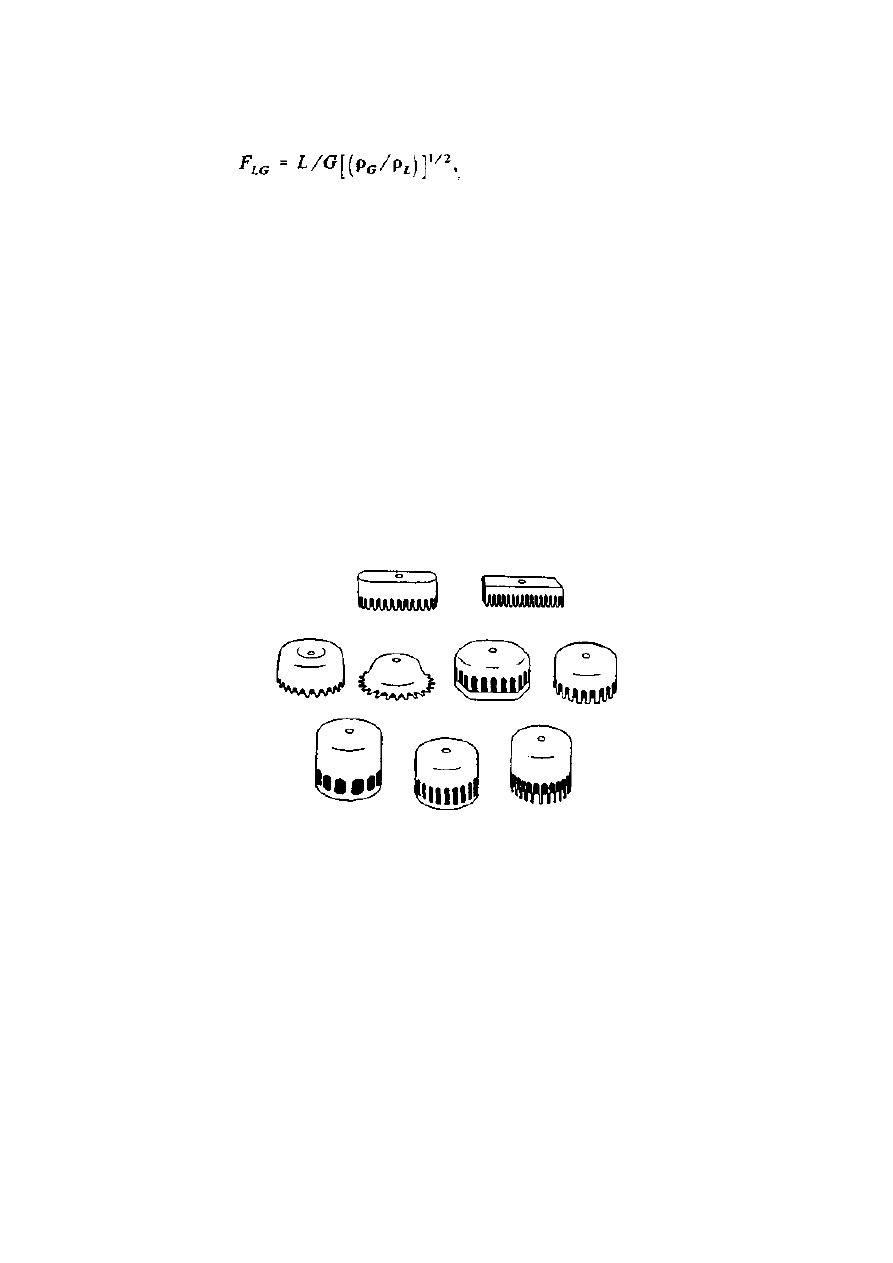
gdzie K — stała zależna od odległości między półkami i współczynnika
L i G — strumień masy odpowiednio
cieczy i gazu.
Znając z bilansu masowego kolumny strumień oparów oblicza się średnicę
kolumny. Oprócz wymienionej, standardowej procedury istnieje wiele metod
uproszczonych, umożliwiających szybkie obliczenie średnicy kolumny na pod-
stawie nomogramów opracowanych przez firmy produkujące kolumny rektyfi-
kacyjne [3].
Podziałka rozmieszczenia kołpaków wynosi 1,25-1,40 ich średnicy, lecz nie
mniej niż 25 mm. Oprócz standardowych, wytwarzanych jest wiele kołpaków
różnego kształtu, m.in. dzwonkowe, tunelowe, spodkowe i inne (rys. 17.14).
Przekrój szczelin w kołpakach wynika z założenia równości wszystkich prze-
krojów na półce do przepływu oparów. Standardowa wysokość szczelin wynosi 5-
25 mm lecz może dochodzić do 100 mm. Średnice kołpaków są w pewnych
relacjach do średnicy kolumny i wynoszą dla kolumny o średnicy 0,7±1,5 m —
ok. 75 mm; 1,2±3,5 m — ok. 100 mm i ponad 3,0 m — ok. 150 mm.
Rys. 17.14. Różne rodzaje kołpaków
Kluczowym parametrem pracy półki jest wysokość poziomu cieczy nad
otworami (szczelinami) w kołpakach, przez którą barbotują opary. Duża wysokość
słupa cieczy zwiększa sprawność półki, lecz zwiększa się także spadek ciśnienia
dla przepływu gazu. Wysokość ta zależy od ciśnienia w kolumnie i jest
najmniejsza w kolumnach próżniowych 10-40 mm, i odpowiednio większa w
atmosferycznych 25-75 mm i ciśnieniowych 50-100 mm. Spadek ciśnienia na
półce wynosi 50-150 mm słupa cieczy.
Na półkach tunelowych, gdzie kołpaki mają kształt odwróconych prostopa-
dłościennych koryt z wycięciami — tuneli (rys. 17.14), ciecz przepływa rów-
nolegle lub prostopadle względem dużej osi tuneli. Opary wypływają do cieczy
wycięciami analogicznymi jak w dzwonkach.
258
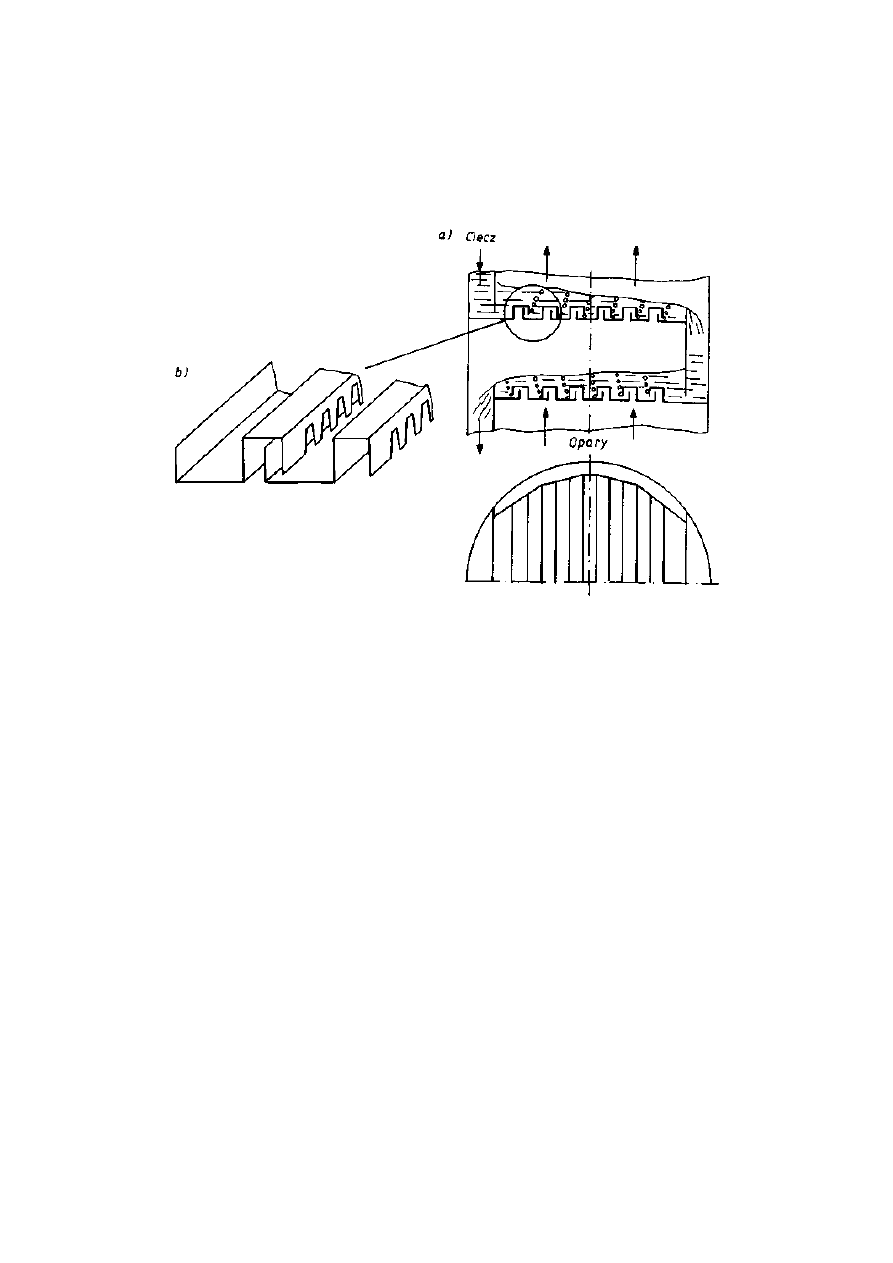
W kolumnach obciążonych dużymi strumieniami cieczy i oparów są stoso-
wane półki tunelowe z jednostronnymi wycięciami tylko po jednej stronie tunelu,
półki uniflux (rys. 17.15). Opary wypływające z wycięć przyspieszają ruch
cieczy na półce w kierunku prostopadłym, równoległym do powierzchni półki.
Rys. 17.15. Półka tunelowa typu Uniflux: a) schemat ogólny, b) fragment ukształtowania tuneli
Jak już wspomniano, półki kołpakowe są wypierane m.in. przez półki zawo-
rowe i sitowe z następujących powodów:
1. Tendencji do zalewania i blokowania cząstkami stałymi.
2. Dużego spadku ciśnienia przepływu oparów.
3. Małej odporności na korozję.
4. 2-3-krotnie wyższego kosztu.
5. Złożonej konstrukcji, zwłaszcza w kolumnach o dużej średnicy.
Do zalet półek kołpakowych zalicza się możliwość pracy pod małymi ob-
ciążeniami cieczą, poniżej 2,5 m
3
/(m
2
-h) i dużym powrocie.
Kolumny z półkami sitowymi są obecnie jednymi z najczęściej stosowanych
i uwzględnianych w pierwszej kolejności w projektowaniu. Wynika to m.in. z
następujących cech:
— najniższych kosztów instalacyjnych w porównaniu do innych,
— prostej procedury projektowej,
— małej tendencji do blokowania przy dużej średnicy otworów,
— dobrej sprawności,
— wydajności równej lub większej od innych kolumn półkowych. Kolumny z
półkami sitowymi zalecane są zwłaszcza w następujących okolicznościach:
— jest wymagany duży powrót przy małym spadku ciśnienia,
— obciążenia cieczą są małe, poniżej 2 m
3
/(m
2
-h).
259
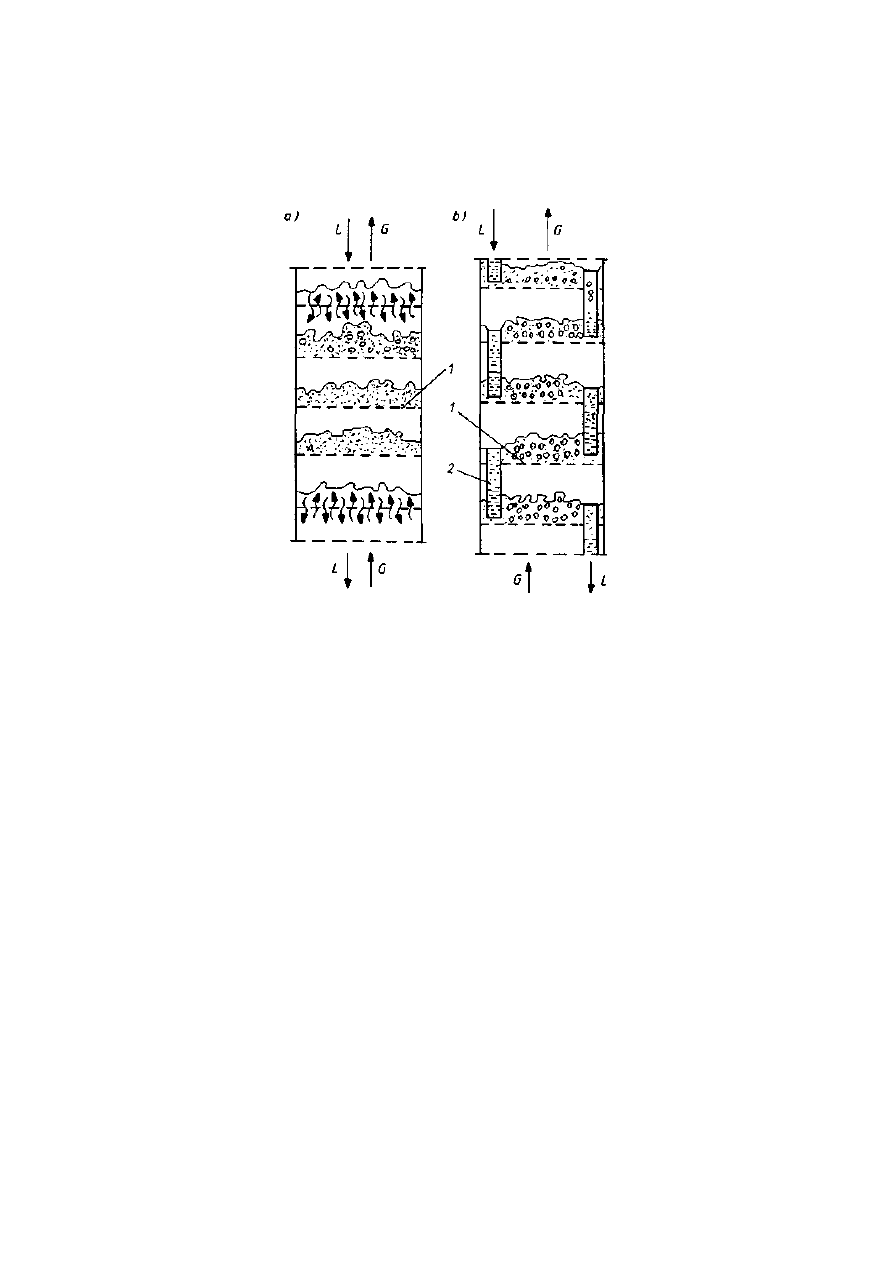
Półki sitowe (rys. 17.16) stanowią segmenty blach perforowanych, z otworami
o średnicy 3-25 mm, stosunkiem podzialki do średnicy 2-4,5. Blachy są płaskie lub
faliste. Otwory są rozmieszczane na narożach sześciokąta foremne-
Rys. 17.16. Półki sitowe: a) bezprzelewowe, b) przelewowe; l - półka, 2 - przelew
go, w rzędach prostopadłych do przepływu cieczy. Powierzchnia zajęta przez
otwory półki zależy od prędkości gazu (oparów) i spadku ciśnienia i wynosi 4-16%
powierzchni aktywnej półki, bez przelewów. Duże powierzchnie są stosowane w
kolumnach próżniowych, małe natomiast w ciśnieniowych. Wysokość przelewu w
kolumnach atmosferycznych wynosi zwykle 25-50 mm, w kolumnach próżniowych
natomiast przelewy nie są stosowane. Gradient hydrauliczny jest mniejszy niż na
półkach kołpakowych. Spadek ciśnienia na półce jest sumą oporu przepływu przez
suchą półkę i warstwę cieczy na półce i wynosi zwykle 40-100 mm słupa cieczy.
Przeciek cieczy przez otwory półki stanowi czynnik krytyczny w projektowaniu i
eksploatacji półek sitowych.
Do tej samej grupy zalicza się półki rusztowe, których otwory (szczeliny) są
prostokątne. Półki wykonane są bądź z blachy ze szczelinami wycinanymi lub
wytłaczanymi, bądź z płaskowników układanych równolegle. Szerokość szczelin
wynosi 2-12 mm i zależy od wysokości ciśnienia w aparacie. Klasyczne kolumny z
półkami rusztowymi nie posiadają przelewów. Przelewy są instalowane natomiast
na tzw. półkach strumieniowych (rys. 17.17), gdzie ruszty (płaskowniki) są
nachylone do poziomu półki. Opary wypływające szczelinami z dużą prędkością w
kierunku przepływu cieczy, wytwarzają dużą burzliwość na półce, bez
nadmiernego porywania i unoszenia kropel cieczy. Przekrój swobodny dla
przepływu oparów wynosi tu 16-40% przekroju kolumny.
260
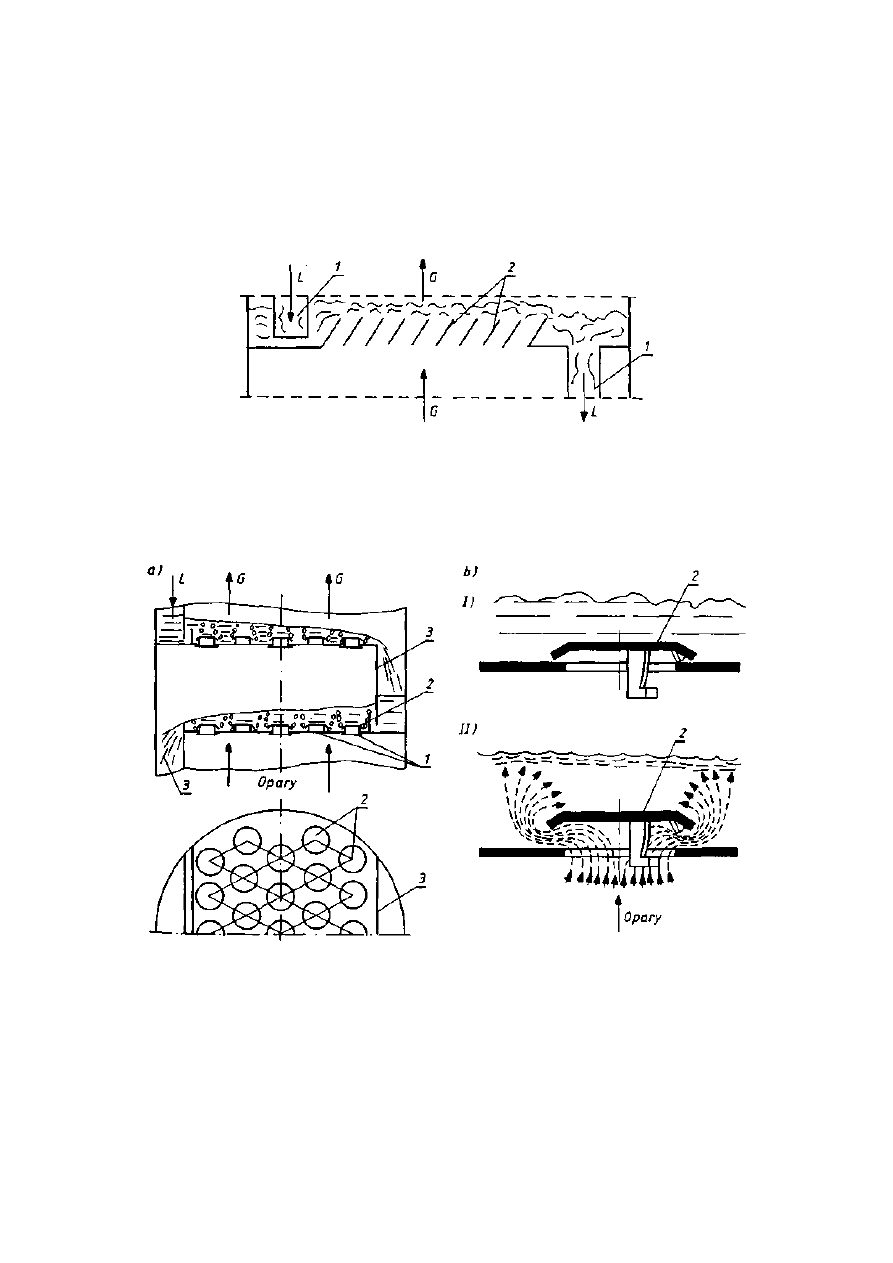
Do półek sitowych są również zaliczane tzw. półki Kittela, układane z po-
ziomych segmentów z otworami (szczelinami) skośnymi, z których opary są na
przemian kierowane w kierunku osi i do obwodu kolumny. Powoduje to podwójny
przepływ cieczy na sąsiednich półkach, do środka i do obwodu. Półki posiadają
dobrą sprawność przy małym porywaniu cieczy.
Rys. 17.17. Półka strumieniowa: l — przelewy, 2 — ruszty — płaskowniki
Kolumny z półkami zaworowymi (rys. 17.18) posiadają półki, w których
otwory do przepływu oparów są nakryte „ruchomymi zaworami" zapewniającymi
zmienny stopień otwarcia dla przepływu oparów. Zapewnia to przeciek
Rys. 17.18. Półka zaworowa: a) schemat półki; l - króćce (otwory) wlotowe, 2 — zawory, 3 —
przelewy; b) położenie zaworu w pozycji: I — zamknięte, II - otwarte
w większym stopniu niż na półkach sitowych. Zawory są wykonywane w różnych
konfiguracjach. Jedno z prostszych rozwiązań stanowi krążek metalowy lub płytka
przykrywająca otwór, umieszczona w odpowiedniej prowadnicy. Elementy te
podczas przepływu oparów unoszą się ponad otwory w półce, za-
261

pewniając odpowiedni przepływ i rozpraszanie oparów na pęcherzyki. Do zalet
półek zaworowych zalicza się:
— stałość spadku ciśnienia w szerokim zakresie pracy,
— duży powrót — stosunek L /G.
Jeśli spadek ciśnienia na półce jest istotny, to możliwy powrót jest tu większy
niż na półkach sitowych. Liczba zaworów na półce zależy od warunków
procesowych rozdziału i podczas rektyfikacji pod niskim i umiarkowanym ciś-
nieniem wynosi ok. 150 szt./m
2
na powierzchni aktywnej, bez przelewów.
Dobór półek do rektyfikacji jest oparty zazwyczaj na:
— wydajności, która zwiększa się w szeregu: półka sitowa, zaworowa, koł-
pakowa,
— zakresie stabilnej pracy, który spada w szeregu: półka zaworowa, sitowa,
kołpakowa,
— sprawności, przy czym sprawność Murphriego wymienionych półek jest
taka sama, jeśli pracują w projektowanym zakresie,
— spadku ciśnienia, który - jak wiadomo - jest bardzo istotny w kolumnach
próżniowych i zależy w dużym stopniu od rozwiązań konstrukcyjnych elementów
na półkach, lecz generalnie półki sitowe posiadają najmniejszy spadek ciśnienia,
kołpakowe zaś największy,
— koszcie, który jest największy dla półek kołpakowych, lecz względny koszt
półek zależy od stosowanego materiału konstrukcyjnego i wynosi dla szeregu:
półka kołpakowa, zaworowa, sitowa,wykonanego ze stali węglowej, 3,0:1,5:1,0.
Projektowana konstrukcja półki musi wytrzymać obciążenie cieczą w czasie
pracy, a także spodziewane obciążenia podczas montażu, przeglądów i konser-
wacji. Specyfikacja mechaniczna półek jest przedstawiona w wielu monografiach
i poradnikach [2], [3],
17.3.2. KOLUMNY Z WYPEŁNIENIEM
W kolumnach z wypełnieniem rolę półek spełnia wypełnienie (rys. 17.19).
Wypełnienie zapewnia odpowiednio dużą powierzchnię kontaktu oparów i cieczy,
przy małych oporach dla przepływu gazu. Opracowano wiele rodzajów,
kształtów i rozmiarów wypełnień spełniających te wymagania, wykonywanych z
różnych materiałów. Wypełnienia jako pojedyncze elementy mogą być usy-
pywane bezładnie, układane lub mogą stanowić tzw. wypełnienie strukturalne —
modułowe. Wypełnienia są układane wtedy, gdy przepływ gazu jest duży i
istotne znaczenie ma wartość spadku ciśnienia gazu.
Ze stosowanych wypełnień, najstarszym i wciąż szeroko stosowanym są
pierścienie Raschiga (rys. 17.20). Pierścienie Palia różnią się od pierścieni
Raschiga otwarciem powierzchni bocznych, co zwiększa ich powierzchnię
swobodną i rozdział (rozpływ) cieczy na wypełnieniu. Poprawioną wersję stanowią
pierścienie Hypac. Siodełka Berła opracowano dla poprawienia dystrybucji cieczy
na wypełnieniu. Siodełka Intalox poprawiają mankamenty siodełek Berła i są
łatwiejsze do wykonania. Poprawioną wersję stanowią siodełka
262
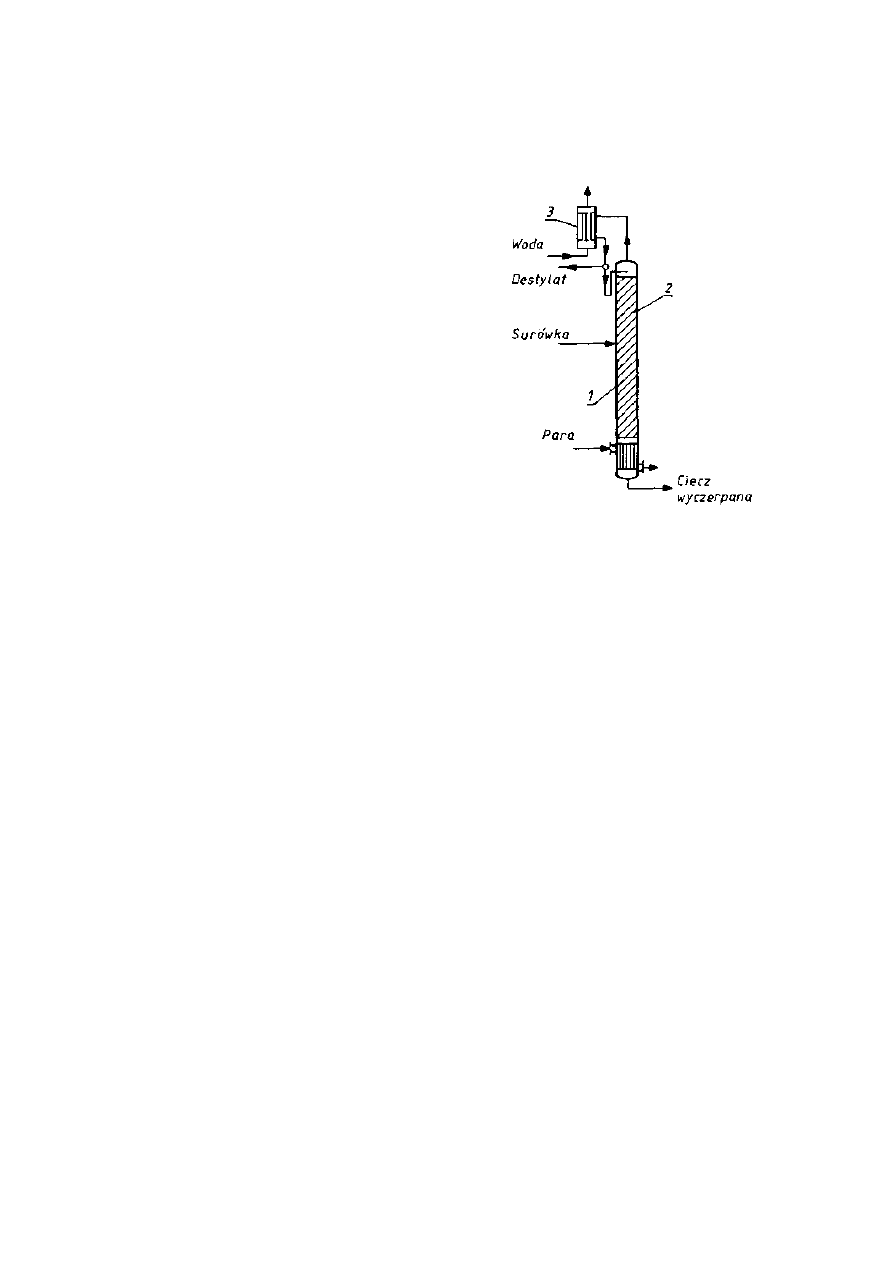
Super Intalox. Wymienione wypełnienia opracowała firma Norton Ltd USA.
Wypełnienia w postaci pierścieni i siodełek są wykonywane jako: metalowe,
ceramiczne, z tworzyw sztucznych, grafitu.
Rodzaj materiału wypełnienia zależy od
właściwości cieczy i temperatury procesu.
Wypełnienia ceramiczne są odpowiednie dla
cieczy korozyjnych, lecz nie mogą być
stosowane w obecności silnych alkaliów.
Wypełnienia z tworzyw s/tucznych nie są
odporne na działanie rozpuszczalników
organicznych i podwyższonej temperatury
stosowanej w rektyfikacji.
By zapewnić właściwą dystrybucję cieczy i
zminimalizować efekty ścienne, należy
stosować odpowiedni rozmiar wypełnienia w
stosunku do wymiaru kolumny. Stosunek ten
powinien być >30 dla pierścieni Raschiga, dla
siodełek > 15 i dla pierścieni z otworami > 10.
Wypełnienia o wymiarach > 50 mm są
stosowane w kolumnach o średnicy > l ,0 m.
Maksymalna wysokość wypełnienia dla
pierścieni Raschiga wynosi 2,5-3,0 średnic warstwy i odpowiednio dla siodełek 5-
8, pierścieni z otworami 5-10 średnic. Całkowita wysokość wypełnienia nie
powinna przekraczać 6,0 m. Jeśli wysokości wypełnienia wynoszą ponad 2 m, to
w warstwie są niekiedy umieszczane redystrybutory cieczy, kierujące ciecz z
powrotem na środek kolumny.
Spadek ciśnienia gazu na większości wypełnień zawiera się w zakresie 0,1-
-6,5 kPa/m, a przy spadku ciśnienia 0,4-0,6 kPa/m wszystkie wypełnienia po-
siadają zbliżoną sprawność rozdzielania.
Spadek ciśnienia podczas destylacji średnio- i wysokociśnieniowej wynosi
0,3-0,6 kPa, próżniowej — 0,08-0,17 kPa.
Wypełnienie strukturalne stanowi warstwę karbowanych arkuszy, pasków z
blachy lub tworzyw sztucznych ułożonych równolegle pod kątem (rys. 17.20g).
Wypełnienie strukturalne, może oprócz tego zawierać wiele elementów, np.
siatek, taśm skręconych, sprężyn itp., o dużej powierzchni, ułożonych w sposób
uporządkowany w pakiecie przestrzennym. Wypełnienie Koch-
-Sulzer zawiera szereg równoległych warstw skręconych siatek drucianych.
Wypełnienie jest efektywne pod niskim ciśnieniem i jest stosowane w kolumnach
próżniowych. Wysokość równoważna HETP wynosi 250-300 mm. Wypełnienie w
postaci pakietu siatek (ang. knit mesh packing) charakteryzuje się również niskim
spadkiem ciśnienia. HETP dla kolumn o małej średnicy <0,3 m wynosi ok. 150
mm, kolumn dużych do 600 mm. Prócz tego istnieje wiele innych tego rodzaju
wypełnień i powstają wciąż nowe.
Rys. 17.19. Schemat kolumny rektyfi-
kacyjnej z wypełnieniem: l — kolumna,
2 - wypełnienie, 3 — deflegmator
263
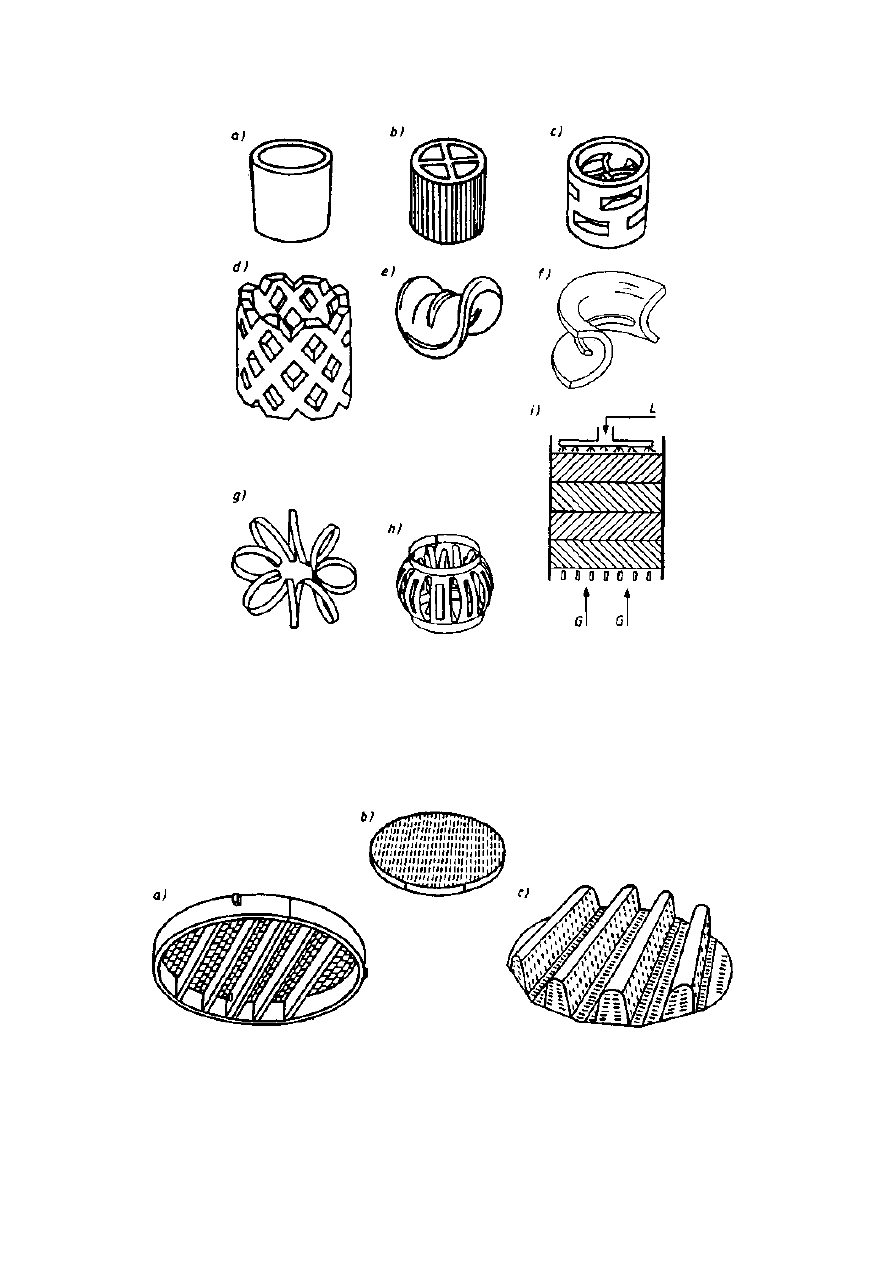
Rys. 17.20. Elementy wypełnień; Pierścienie: a) Raschiga, b) Lessinga, c) Palia, d) Intos; Siodełka:
e) Berła, f) Intalox; Wypełnienie: g) Tellerette, h) Top-Pak, i) Strukturalne
17.3.3. WYPOSAŻENIE WNĘTRZA KOLUMN
Urządzenia instalowane we wnętrzu kolumn wypełnionych są prostsze niż w
kolumnach półkowych, lecz muszą być projektowane i wykonane z dużą do-
Rys. 17.21. Ruszt (półki) oporowe dla wypełnień: a) płaski siatkowy, b) rusztowy, c) profilowany
264
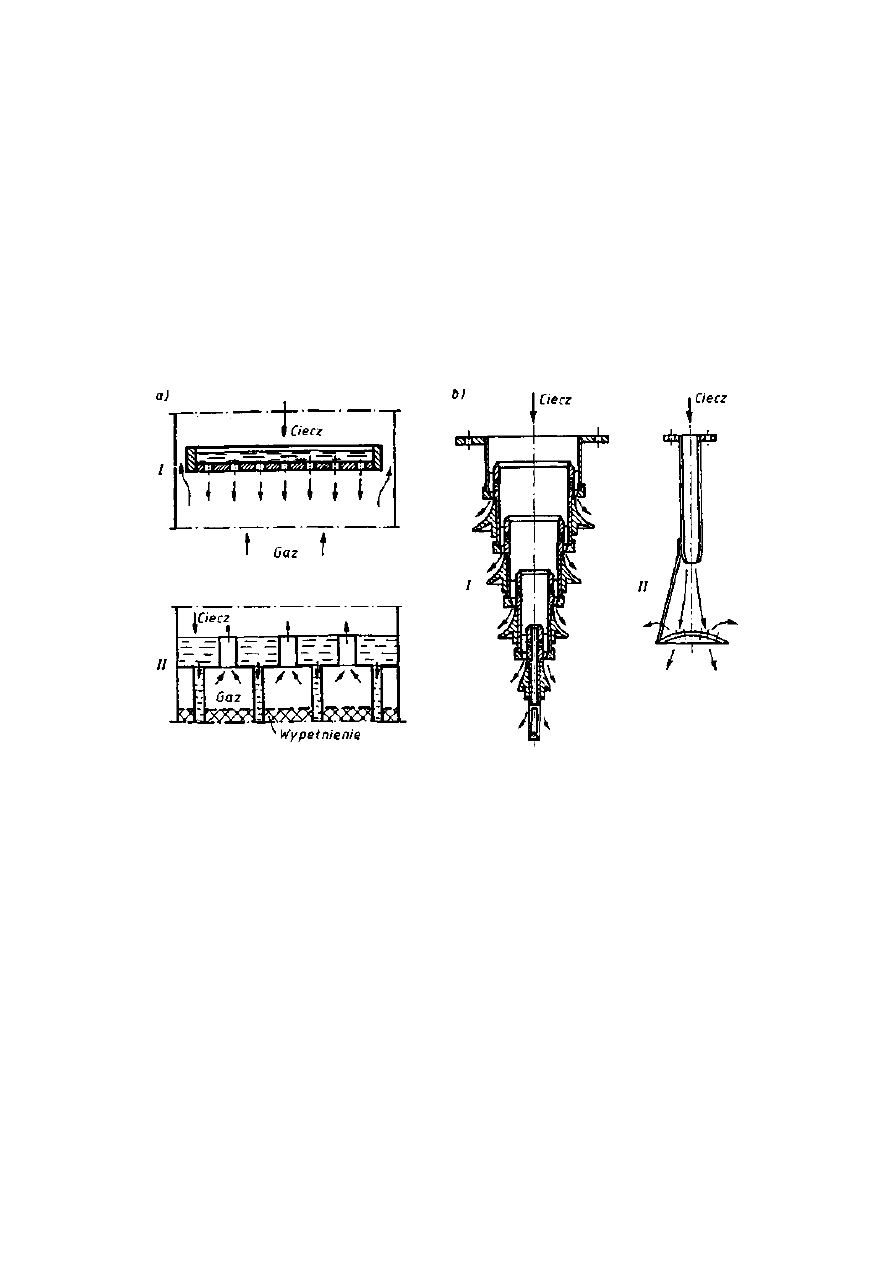
kladnością, gdyż od ich poprawnego działania w dużym stopniu zależy sprawność
rozdzielania. Elementy te są zazwyczaj dostarczane przez wyspecjalizowane firmy
produkujące również wypełnienia.
Ruszt, półka podtrzymująca wypełnienie, oprócz podtrzymania masy wy-
pełnienia, musi zapewnić swobodny przepływ gazu i cieczy przy małym spadku
ciśnienia, bez zalewania. Ruszty są wykonywane z metali, ceramiki i tworzyw
sztucznych. Na prostych rusztach półkowych gaz i ciecz przepływają tymi
samymi otworami. Charakterystyka tych półek pod względem ∆ρ i zalewania nie
jest jednak korzystna. Dobry ruszt posiada wprowadzenie gazu powyżej spływu
cieczy (rys. 17.21).
Rys. 17.22. Zraszacze wypełnień: a) bezrozbryzgowe; I — płytowy z otworami, II — płytowy z
rurkami cylindrycznymi; b) rozbryzgowe: I — wielostożkowy, II — z przegrodą
Zadowalająca praca kolumny jest zależna od jednorodności przepływu cieczy
przez wypełnienie, dlatego początkowy rozdział cieczy na wypełnieniu ma duże
znaczenie. W kolumnach o małej średnicy ciecz, w postaci strumienia lub kilku
strumieni, jest podawana na środek wypełnienia. Dla dużych średnic kolumn są
stosowane zraszacze typu otworowego i przelewowego z rurkami (rys. 17.22) lub
korytami. Te ostatnie zapewniają szerszy zakres przepływu cieczy niż otworowe i
są stosowane w kolumnach o dużej średnicy. Zraszanie za pomocą rur
perforowanych jest stosowane w kolumnach pracujących pod ciśnieniem, przy
stałym strumieniu cieczy. Dla dobrego zraszania wypełnienia powinny być co
najmniej cztery punkty dystrybucji cieczy i przepływ nie powinien być mniejszy niż
4,5 m
3
/(m
2<
h). Jest preferowane grawitacyjne zraszanie wypełnienia. Wysokość
spadku cieczy na wypełnienie powinna być < 300 mm.
265
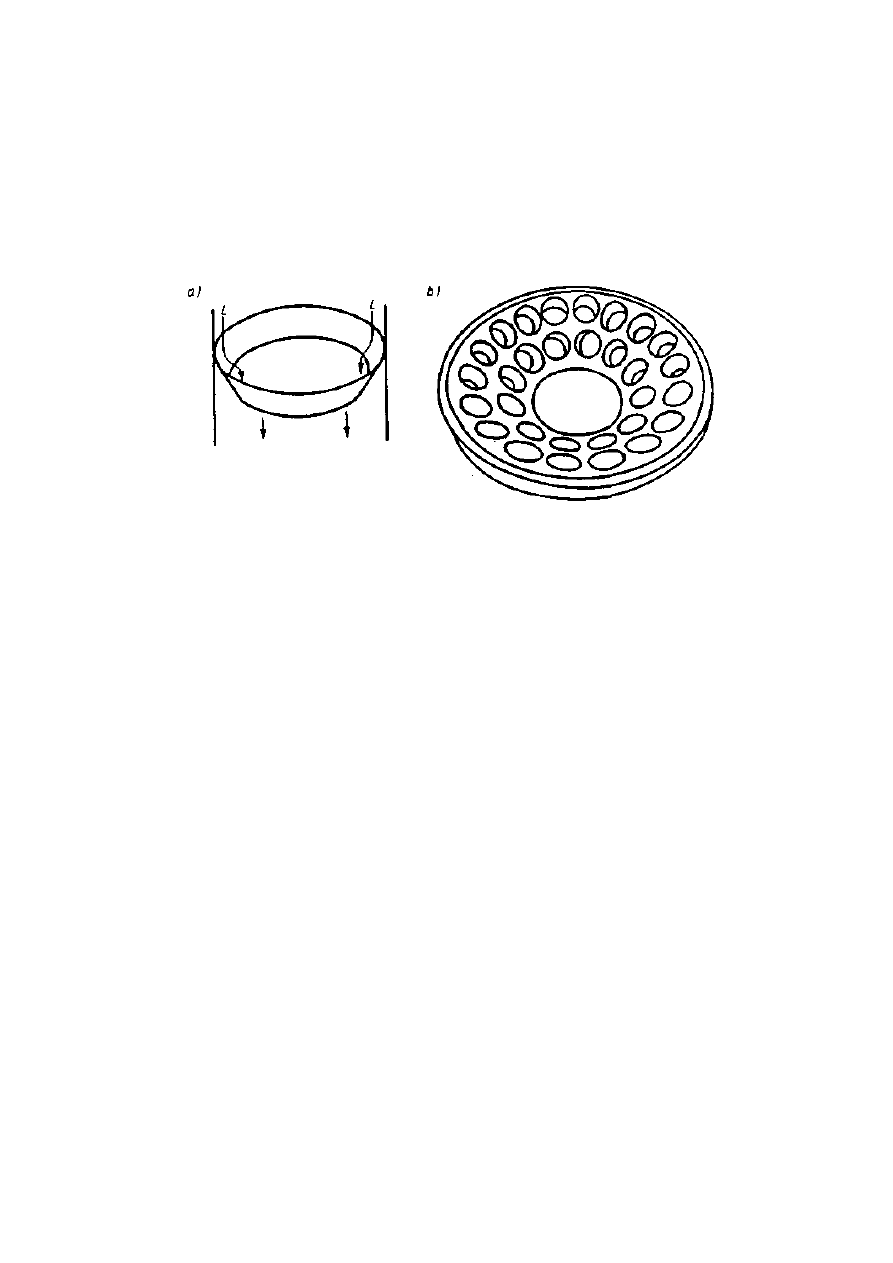
Ciecz spływająca po wypełnieniu ma tendencję spływania po ścianie, co
pogarsza kontakt faz. Redystrybutory stożkowe lub perforowane zbierają ciecz ze
ściany i rozprowadzają z powrotem po wypełnieniu (rys. 17.23). Wysokość na
której jest umieszczany redystrybutor, zależy od rodzaju wypełnienia i procesu. Dla
pierścieni Raschiga wynosi do trzech średnic kolumny i 8-10 średnic dla pierścieni
Palia i siodełek.
Rys. 17.23. Redestrybutory cieczy na wypełnieniu: a) stożkowy, b) stożkowy perforowany
W kolumnach pracujących z dużymi prędkościami gazów, jeśli jest możliwa
fluidyzacja wypełnienia, ponad wypełnieniem stosuje się półki zatrzymujące
unoszone wypełnienie. Otwory w półkach są dostatecznie małe dla zatrzymania
elementów wypełnienia, lecz nie utrudniają przepływu gazu i spływu cieczy.
17.3.4. DOBÓR ELEMENTÓW KONTAKTU W KOLUMNACH
Wiele jest kryteriów doboru wnętrza kolumn dla danego procesu rozdzielania.
Jednym z zasadniczych jest koszt, lecz jest wiele możliwości doboru rozwiązania
najtańszego. Kryteria dotyczące różnych rozwiązań przedstawia tabl. 17.1.
Wybór pomiędzy półką a wypełnieniem wynika z różnic procesowych.
Powierzchnia przepływu faz jest większa w wypełnieniu, powyżej 50%, lecz w
odniesieniu do objętości może przekraczać 90%. Wypełnienia posiadają ponadto
lepszą wydajność przy dużych strumieniach cieczy i większych lepkościach;
wykorzystanie przekroju kolumny do wymiany masy jest zbliżone do 100%.
Kolumny wypełnione posiadają niższe spadki ciśnień liczone na jednostkę
przenoszenia masy, mniejsze zatrzymanie cieczy. Projektowanie kolumn
wypełnionych jest prostsze i jest określone przez cztery parametry procesowe:
spadek ciśnienia, charakterystykę zalewania wypełnienia, wielkości procesowe i
specyfikę wypełnienia.
Kolumny wypełnione pracują zazwyczaj z prędkością gazu odpowiadającą 50-
80% prędkości zalewania.
Wypełnienie strukturalne i luźno usypane jest stosowane dla kolumn o średnicy
< 0,9 m, gdy wymagany jest niski spadek ciśnienia gazu. Stosunek średni-
266
T a b e l a 17.1
Porównanie elementów kontaktu faz w kolumnach
Dane charakterystyczne
SP
z
K
WP
PP
R
WS
WL
PN
Wydajność (opary)
o
o
-
+
-
o
++
o
o
Wydajność (ciecz)
0
0
-
++
0
+
+
o
-
Sprawność rozdziału/m
3
0
0
0
o
-
-
++
+
o
Spadek ciśnienia/stopień teoretyczny
0
0
0
o
-
o
++
+
++
Powrót
o
+
++
-
-
o
+
+
o
Podatność na blokowanie
o
-
o
0
+
++
-
-
-
Odporność na korozję
o
-
o
0
0
++
—
—
-
Powiększanie skali
o
o
-
+
—
—
+
+
+
Dobór materiału konstrukcyjnego
o
o
o
0
0
+
+
++
o
Obsługa (konserwacja)
o
o
o
-
+
++
—
-
+
Doświadczenia (dane)
++
++
+
-
-
0
+
++
-
Koszt/m
3
+
+
—
-
++
++
—
-
-
Objaśnienia: Półki: SP — sitowa przelewowa, Z — zaworowa, K — kołpakowa, R — rusztowa, WP — wieloprze-lewowa, PP
— z przepływem podwójnym. Wypełnienie: WS — strukturalne, WL — luźno usypane, PN — półki z natryskiem cieczy; ++ dobór
zalecany, + dobry, o dostateczny, - słaby, — dobór nie zalecany.
cy kolumny do wypełnienia powinien wynosić nie mniej niż 1 5 : 1. Wysokość
maksymalna wypełnienia z tworzyw sztucznych, ze względu na deformacje wynosi
3-4,5 m, metalowego — 6,0-7,5 m. Redystrybutory cieczy wymagane są co 5-10
średnic kolumny przy wypełnieniu pierścieniami Raschiga i co 6 m dla innych
wypełnień, usypywanych luźno. Wysokość HETP dla kontaktu opary—ciecz
wynosi: 0,4-0,55 m dla pierścieni l-calowych i 0,76-0,9 m dla 2-ca-lowych.
Wysokość kolumn wypełnionych nie przekracza 55 m, ze względu na obciążenie
fundamentów i działanie wiatru.
LITERATURA
[1]
LOCKETT
M.J., Distillation try fundamentals, Cambridge University Press, Cambridge 1986.
[2] KlSTER H.Z., Distillation Design, McGraw-Hill, New York 1992.
[3] Ballast Tray Design Manual, Bulletin 4900, 6th ed., Glitsch. Dallas 1993.
[4] ZlÓŁKOWSKI Z., Destylacja i rektyfikacja w przemyśle chemicznym, wyd. 2, WNT, Warszawa
1978. [5] KOCH R., KOZIOŁ A., Dyfuzyjno-cieplny rozdzial substancji, WNT, Warszawa
1994.
267

18. ABSORBERY
18.1. WPROWADZENIE
Absorbery to aparaty, których zadaniem jest wytworzenie i ciągłe odnawianie
powierzchni międzyfazowej kontaktu gaz—ciecz oraz stworzenie korzystnych
warunków fizycznych dla przenikania masy w procesie absorpcji. Absorbent,
zwany rozpuszczalnikiem lub sorbentem, powinien charakteryzować się
selektywnością absorpcji (sorpcji). Proces może stanowić absorpcję fizyczną
lub absorpcję fizyczną z reakcją chemiczną, zwaną chemisorpcją. Absorpcja
fizyczna jest procesem odwracalnym i usunięcie z cieczy zaabsorbowanego
składnika zachodzi w wyniku desorpcji. Stan równowagi chemicznej w procesie
absorpcji określają następujące parametry: temperatura, ciśnienie i stężenie.
Wysokie ciśnienie, duże stężenie składnika w fazie gazowej i niska temperatura w
układzie sprzyjają procesowi absorpcji. Z natury układu absorpcyjnego gaz-—
ciecz wynika większa lub mniejsza zdolność substancji do absorpcji (rozpusz-
czania) w cieczy; na tej podstawie dzieli się gazy na: dobrze, średnio i źle
rozpuszczalne w określonym rozpuszczalniku. Utrzymanie w procesie absorpcji,
w absorberze, na odpowiednim poziomie wymienionych parametrów sta-
tycznych i dynamicznych zapewnia wymagany stopień absorpcji lub desorpcji. Ze
względu na sposób rozwinięcia powierzchni kontaktu gaz—ciecz w absorberach,
co wiąże się z różnymi oporami przenikania masy wyróżnia się absorbery :
powierzchniowe, wypełnione, barbotażowo—półkowe, natryskowe (rys. 18.1).
18.2. ABSORBERY POWIERZCHNIOWE
W absorberach powierzchniowych powierzchnia międzyfazowa gaz—ciecz
stanowi powierzchnię swobodną cieczy. Absorbery te są stosowane do absorpcji
gazów dobrze rozpuszczalnych, w tym również przebiegającej z wydzieleniem
znacznego strumienia ciepła. Absorbery powierzchniowe stanowią: zbiorniki
poziome, cylindryczne lub prostopadłościenne (rys. 18.2), zaopatrzone w
wężownicę chłodzącą, jeśli jest to konieczne. Absorbery są wykonane z ma-
teriałów odpornych na działanie chemiczne substancji biorących udział w pro-
cesie. Do grupy absorberów powierzchniowych zalicza się również aparaty ze
spływającą warstewką cieczy — absorbery warstewkowe. Warstewki cieczy
(absorbentu) spływają przeciw- lub współprądowo w stosunku do gazu, po po-
268
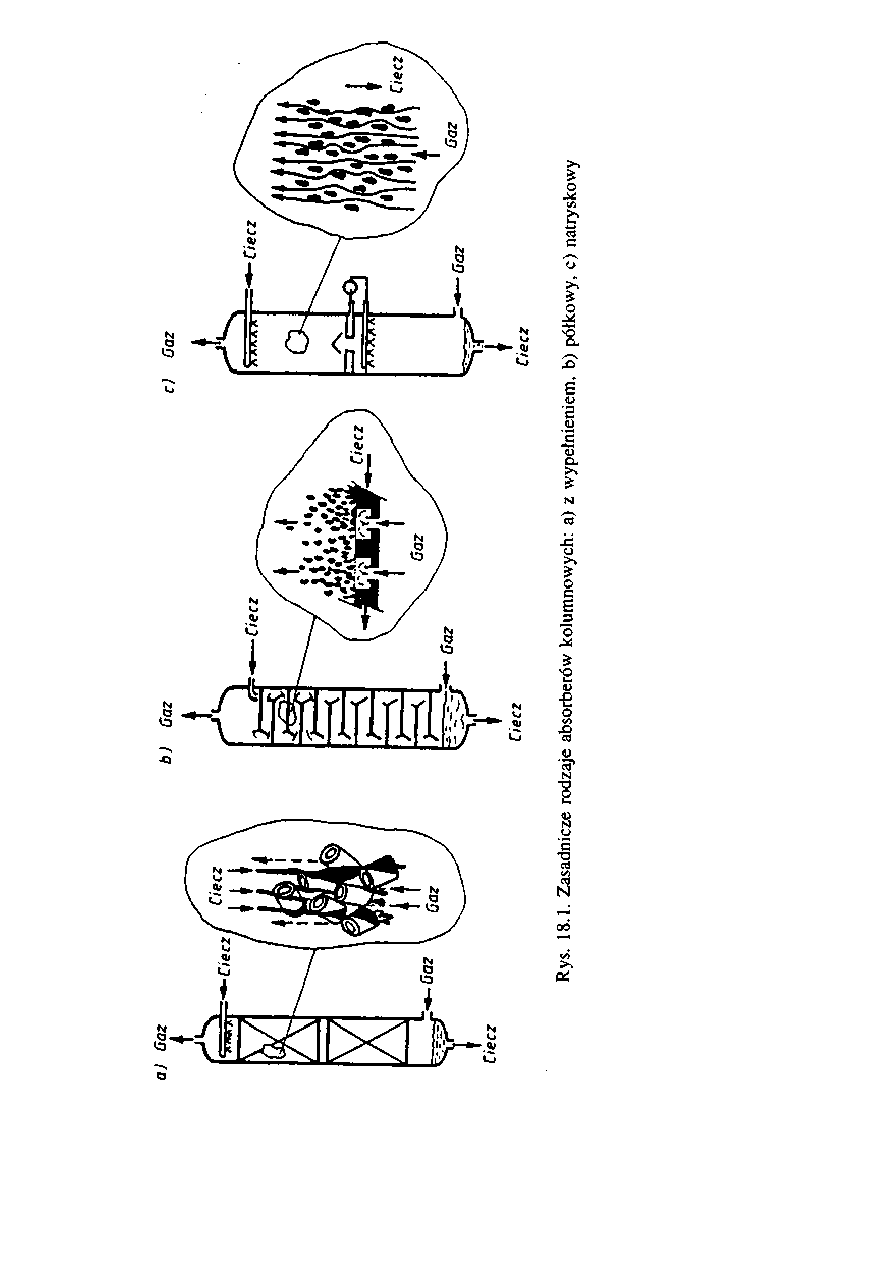
269
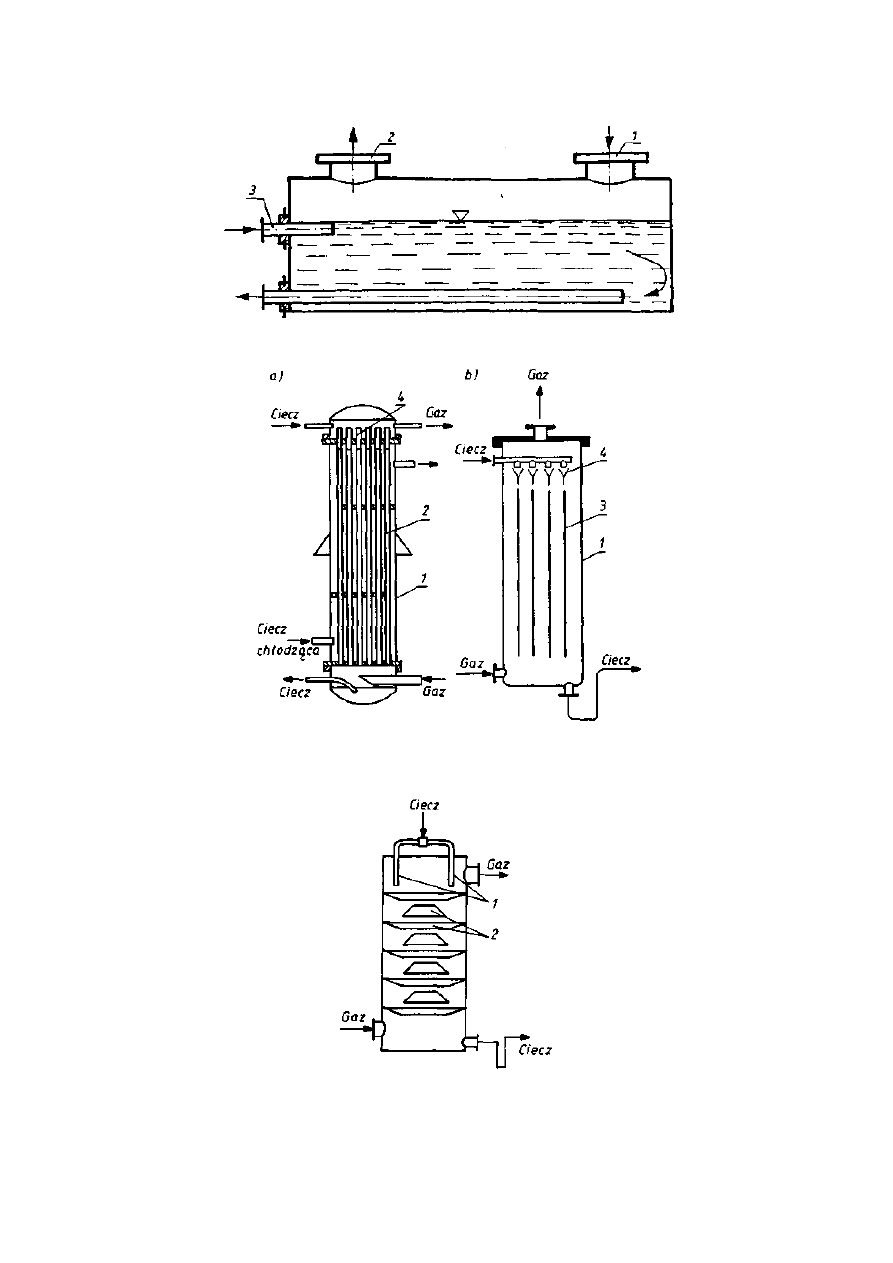
Rys. 18.2. Absorber powierzchniowy: 1,2 — wlot i odlot gazu, 3 - wlot cieczy
Rys. 18.3. Absorbery warstewkowe: a) rurowy, b) płytowy; l — płaszcz, 2 — rurki, 3 — płyty,
4 — urządzenie rozdzielające ciecz
Rys. 18.4. Absorber kaskadowy: l — doprowadzenie cieczy, 2 — półki kaskadowe
270
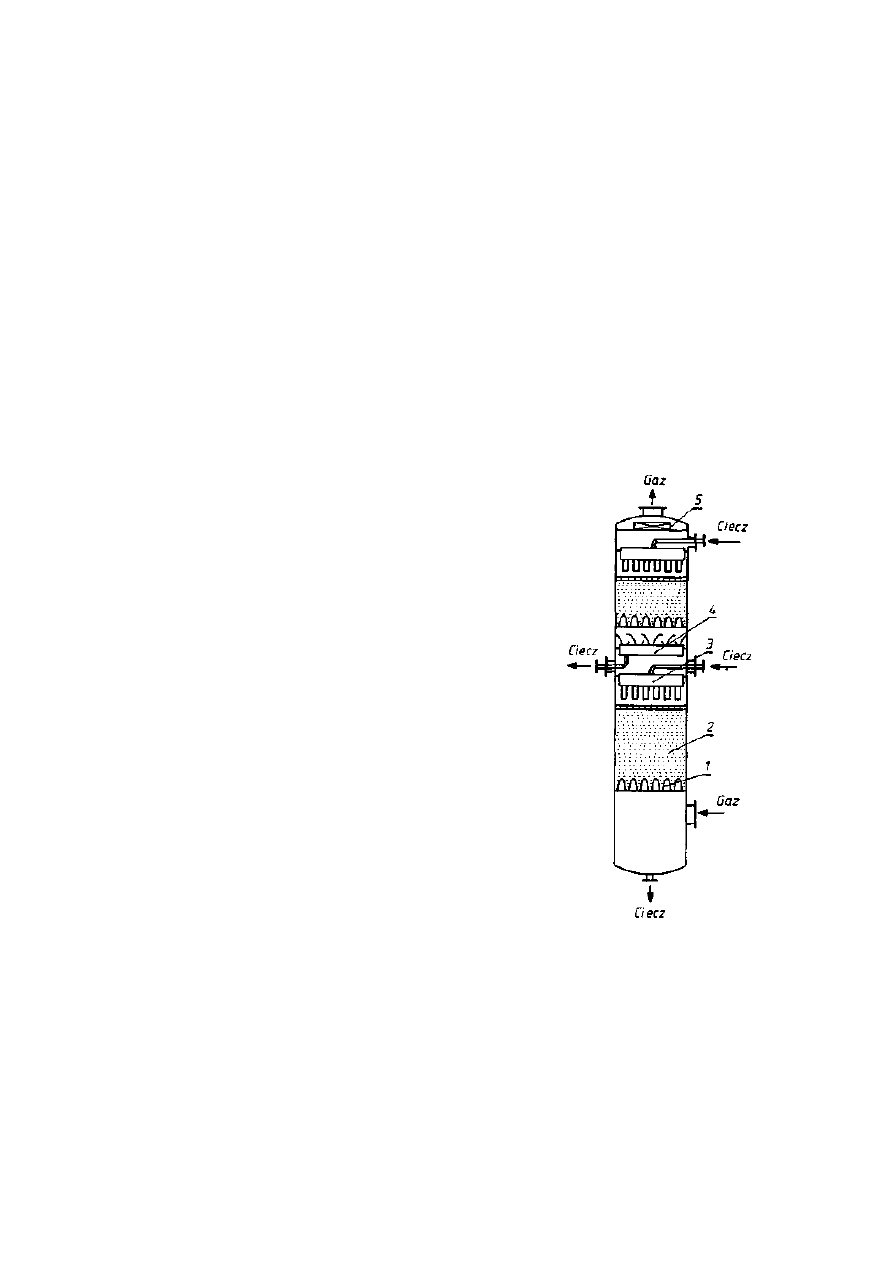
wierzchni wewnętrznej rurek w absorberze rurowym (konstrukcja zbliżona do
wymiennika ciepła płaszczowo-rurowcgo) lub po płaskich równoległych płytach w
absorberze płytowym (rys. 18.3). Absorbery te są instalowane w pozycji pionowej.
Warunkiem poprawnego działania tych absorberów jest równomierne
rozprowadzenie cieczy (absorbentu) na poszczególne rurki i płyty, jak również
praca przy właściwym stosunku L /G, poniżej prędkości zalewania. W
absorberach kaskadowych (rys. 18.4), stanowiących kolumnę, ciecz spływa w
dół w przeciwprądzie do gazu po powierzchni kaskadowo usytuowanych, jeden
nad drugim, odwróconych względem siebie, pustych, ściętych stożków.
18.3. ABSORBERY Z WYPEŁNIENIEM
Absorbery z wypełnieniem są jednymi z najczęściej stosowanych aparatów w
procesach absorpcji gazów technologicznych i oczyszczaniu gazów, w tym
również odlotowych. Absorbery z wypełnieniem są
podobne w budowie do już omówionych kolumn
rektyfikacyjnych wypełnionych (rozdz. 17). Różnice
wynikają jedynie z zasady procesów rozdziału i ich
uwarunkowań. Absorpcja stanowi zasadniczo jedynie
proces wymiany masy, dlatego elementy aparatury do
generowania oparów i ich kondensacji są tu zbędne.
Zachowane zostają natomiast wszystkie inne elementy
niezbędne do równomiernego rozprowadzenia i spływu
cieczy po wypełnieniu, jak również rozdziału gazu. W
odróżnieniu od rektyfikacji, w absorpcji są stosowane
wszystkie możliwe kierunki przepływu gazu i cieczy:
przeciw-prąd (rys. 18.5), współprąd skierowany do dołu
(rys. 18.6) lub góry, przepływ krzyżowy (rys. 18.7).
Oprócz tego w absorpcji gazów w większym stopniu
stosuje się absorbery z wypełnieniem ruchomym i
sfluidyzowanym. Klasyczne rozwiązanie konstrukcji
absorbera z wypełnieniem nieruchomym i przepływem
przeciwprądowym omówiono w rozdz. 17.
Absorbery z wypełnieniem nieruchomym, współ-
prądowe (rys. 18.6) stanowią kolumny z podobnym
rodzajem wypełnienia jak przeciwprądowe. Różnice
w
ynikają ze stosowanego kierunku przepływu gazu
1
cieczy, w dół lub do góry; wiąże się z tym odmienny
sposób odprowadzenia gazu i cieczy z kolumny. Aparaty
te są często stosowane do absorpcji z reakcją
chemiczną, ze względu na większe wartości
Rys. 18.5. Absorber z wypeł-
nieniem dwustopniowy: l —
ruszt oporowo-rozdzielający, 2
— wypełnienie, 3 — dy-
strybutor cieczy, 4 - kolektor
cieczy, 5 - odkraplacz
271
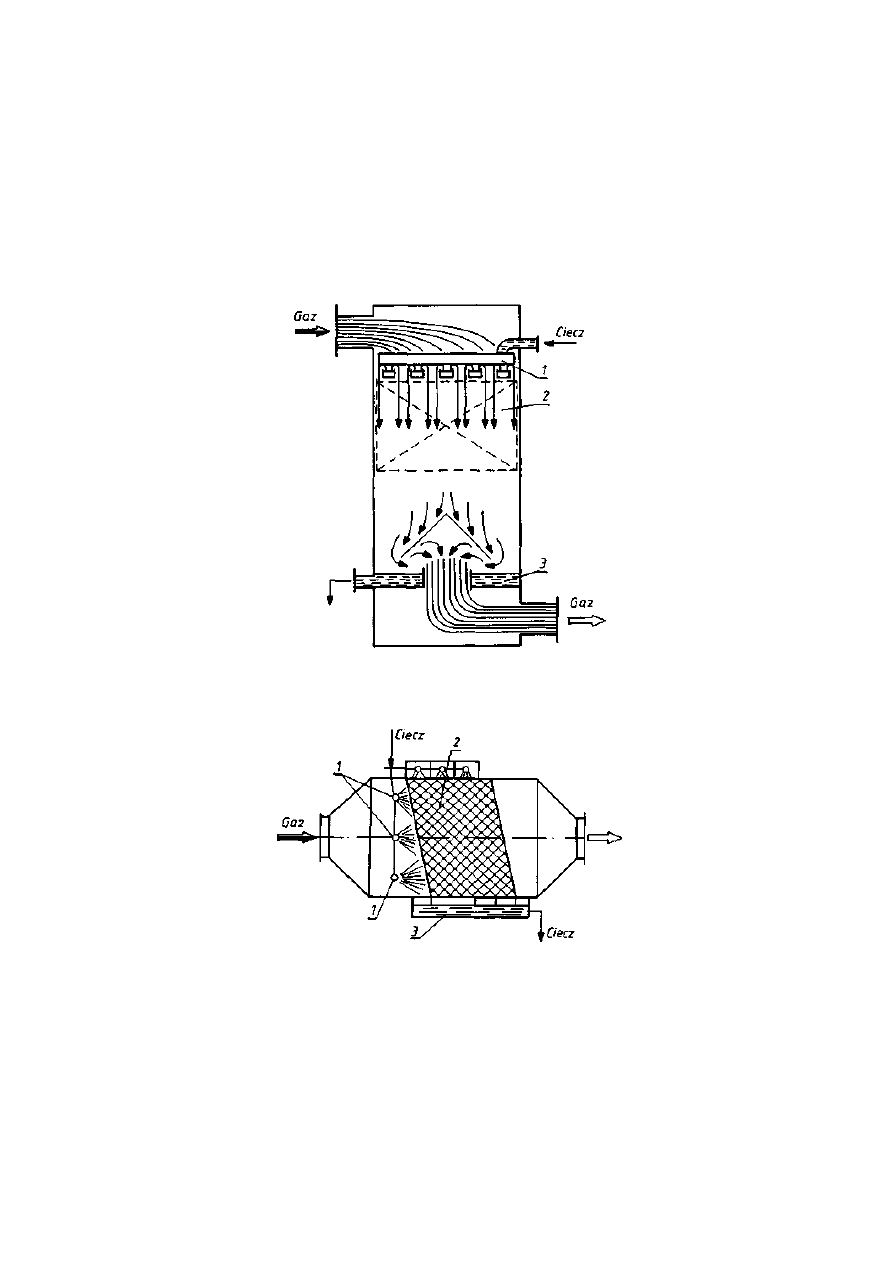
współczynników przenikania masy. Do zalet tego rodzaju absorberów zalicza się
brak zalewania wypełnienia oraz umiarkowany spadek ciśnienia gazu. Wadę
stanowi natomiast małe zatrzymywanie cieczy w warstwie, słaby rozdział cieczy i
słabe wykorzystanie powierzchni Wypełnienia, zwłaszcza o małych rozmiarach.
Efektywność absorpcji zależy tu od rodzaju przepływu cieczy i gazu przez
wypełnienie, ich zatrzymania w warstwie dynamicznej wypełnienia, powierzchni
kontaktu i szybkości odnawiania powierzchni.
Rys. 18.6. Absorber z wypełnieniem o przepływie współprądowym od góry: l — dystrybutor cieczy,
2 — wypełnienie, 3 — kolektor cieczy
Rys. 18.7. Absorber z wypełnieniem o przepływie krzyżowym: l — dysze natryskowe, 2 —
wypełnienie, 3 — kolektor cieczy
Współprądowy przepływ cieczy i gazu przez wypełnienie, skierowany do góry,
jest stosowany wówczas, gdy wymagany jest dłuższy czas przebywania cieczy w
wypełnieniu jako fazy ciągłej, i gdy strumień objętości gazu jest mały. Przy
mniejszych strumieniach cieczy szybkość przenikania masy jest
272
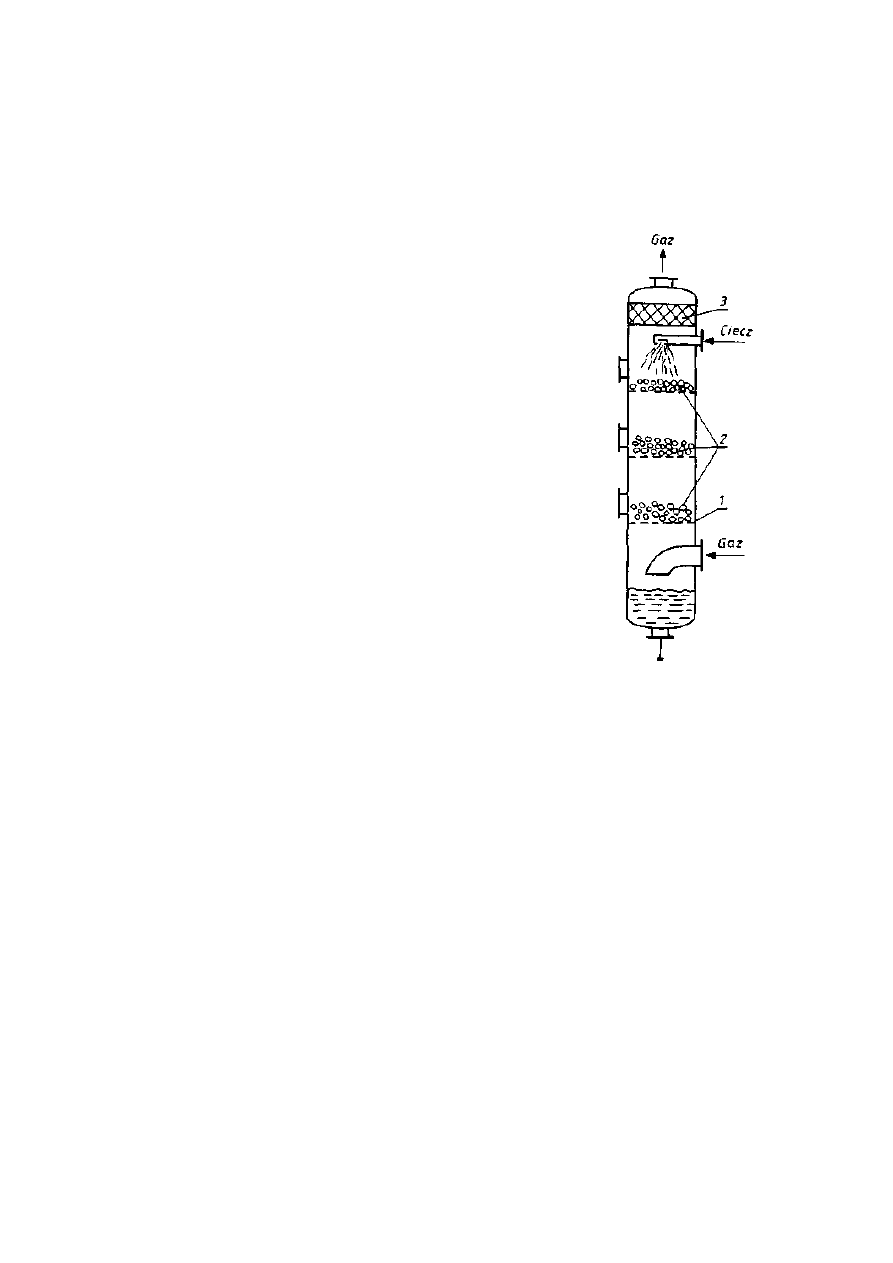
większa w porównaniu z przepływem w dół, lecz intensywność mieszania j
spadek ciśnienia gazu są większe.
Kolumny z ruchomym wypełnieniem, zwane też skruberami fluidalnymi,
przedstawiono i omówiono w rozdz. 13, jako odpylacze mokre. Absorbery z
ruchomym wypełnieniem, zwane też
absorberami
fluidalnymi, jedno- lub wielostopniowe (rys. 18.8) zawierają
wypełnienie w postaci pustych kuł, wykonanych z tworzyw
sztucznych, odpornych na działanie środowiska procesu.
Gęstość kuł jest zbliżona lub mniejsza od gęstości cieczy.
Warstwa kuł, usypywana na półkach sitowych lub rusztowych
o przekroju swobodnym 20-60%, jest zasilana ciągłym lub
rozproszonym na krople strumieniem cieczy i jest
wprowadzana w stan fluidalny strumieniem absorbowanego
gazu, przepływającym w przeciwprądzie do góry kolumny.
Wytworzone między półkami złoże fluidalne trójfazowe
charakteryzuje się dużą powierzchnią kontaktu gazu i cieczy,
ciągle odnawianą i intensywnie mieszaną, dzięki obecności
ruchomego wypełnienia. Górna półka sitowa, o dużej
powierzchni swobodnej dla przepływu gazu, ponad 90%,
zabezpiecza przed wyniesieniem wypełnienia z kolumny.
Gazy odlotowe są odkraplane w odkraplaczach inercyjnych,
odśrodkowych lub w warstwach wypełnień bądź klasycznych,
bądź siatkowych, włóknistych.
Absorbery fluidalne charakteryzują się dużą wydajnością
zarówno w odniesieniu do cieczy, jak i gazu. Dolna granica
prędkości liniowej gazu jest określona stanem początkowym
fluidyzacji, górna natomiast, zalewaniem oraz porywaniem i
unoszeniem cieczy z aparatu. Zakres pracy jest szeroki i
odpowiada prędkości liniowej pozornej gazu 1-9 m/s i
gęstości zraszania cieczą 20-250 m
3
/(m
2
-h). Szybkość
przenikania masy jest funkcją parametrów roboczych
fluidyzacji oraz wypełnienia i jest równa lub nieco wyższa niż w kolumnach z
wypełnieniem nieruchomym.
Do zalet tego rodzaju absorberów zalicza się umiarkowany spadek ciśnienia
gazu <2 kPa i możliwość pracy z cieczami zanieczyszczonymi cząstkami ciała
stałego, również smolistymi.
18.4. ABSORBERY BARBOTAŻOWO-PÓŁKOWE
Absorbery barbotażowe stanowią aparaty typu zbiornikowego lub kolum-
nowe, w których strumień gazu w postaci pęcherzyków porusza się względem
273
Rys. 18.8. Absorber z
wypełnieniem rucho-
mym, fluidalny: l —
półka oporowo-roz-
dzielająca, 2 - wy-
pełnienie ruchome, 3
— odkraplacz
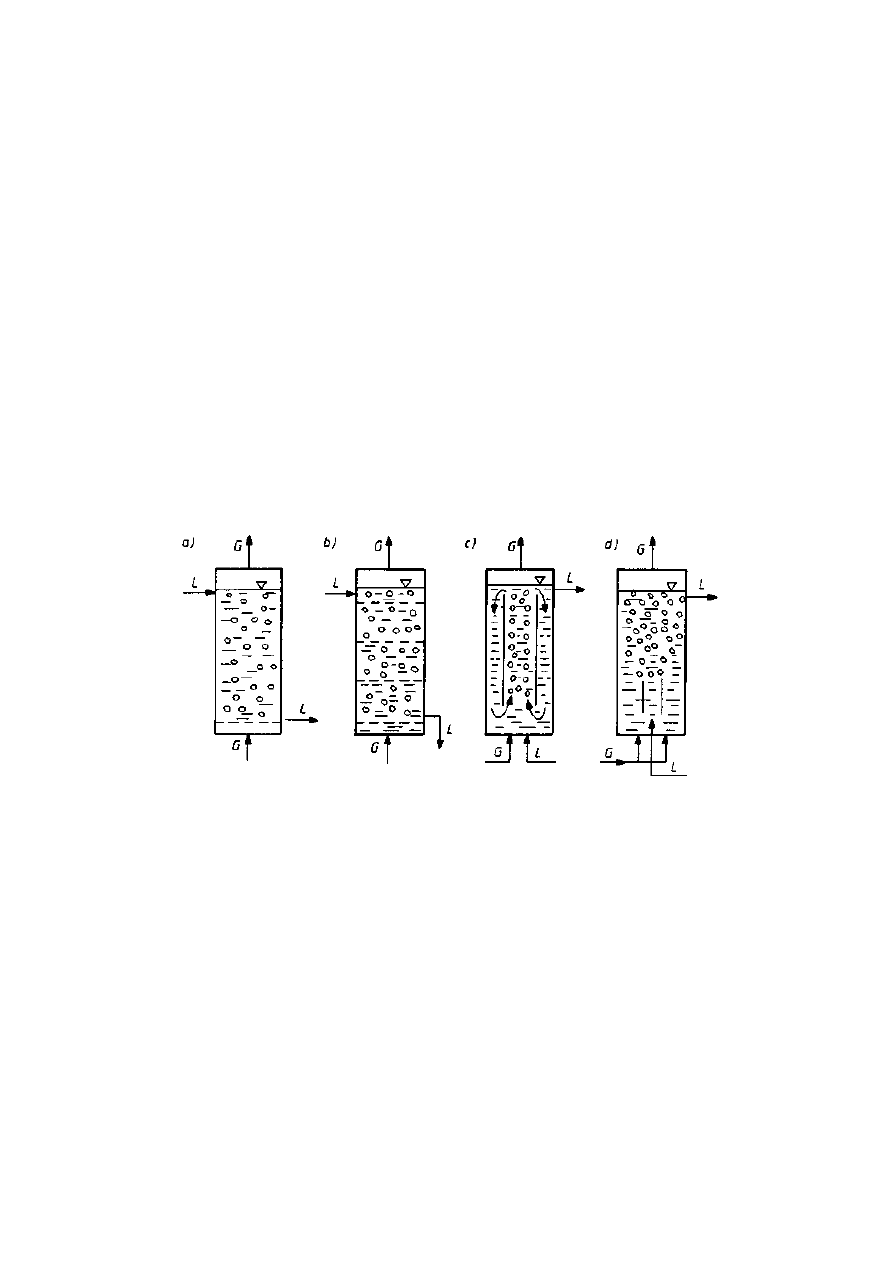
fazy ciągłej, cieczy lub zawiesiny. Do grupy absorberów barbotażowych zalicza
się również aparaty kolumnowe półkowe, analogiczne jak rektyfikacyjne, w
których barbotaż gazu zachodzi na perforowanych półkach. Aparaty te stanowić
mogą absorber jednostopniowy lub wielostopniowy (rys. 18.9a,b) lub ich
modyfikacje, jak np. cyrkulacyjny (rys. 18.9c) lub strumieniowy (rys. 18.9d).
Absorbery barbotażowe, jako samodzielne aparaty, są stosowane do absorpcji
gazów źle lub słabo rozpuszczalnych z małych strumieni objętości gazów. Częściej
natomiast są stosowane w procesach pomocniczych, związanych z utlenianiem w
fazie ciekłej, w tym również biochemicznych. Mieszanie osiowe cieczy oraz gazu,
duży spadek ciśnienia gazu oraz koalescencja pęcherzyków gazu są
zasadniczymi wadami tych absorberów. Rodzaj przepływu pęcherzyków oraz
zatrzymanie gazu są istotnymi parametrami hydrodynamicznymi pracy absorberów
barbotażowych. Czas przebywania gazu i średni rozmiar pęcherzyka wpływają na
wielkość powierzchni międzyfazowej gaz—ciecz i w konsekwencji na szybkość
przenoszenia masy między fazami. Wielkość powierzchni międzyfazowej zależy od
budowy aparatu, parametrów procesu i właściwości fizycznych układu
absorpcyjnego.
Rys. 18.9. Absorbery barbotażowe: a) jednostopniowy, b) wielostopniowy, c) cyrkulacyjny,
d) strumieniowy
Jeżeli w procesie jest wymagana duża powierzchnia międzyfazowa, przy
małych strumieniach gazu i cieczy, to stosowane są absorbery barbotażowe
typu zbiornikowego z mieszadłem mechanicznym (rys. 18.10). Gaz jest do-
prowadzany bełkotką poniżej mieszadła, zwykle szybkoobrotowego turbinowego
lub śmigłowego. Problemy związane z projektowaniem absorberów zbiornikowych
omawiają Tilton i Russel [2].
Oddzielną grupę stanowią aparaty barbotażowo-pianowe ze statyczną warstwą
piany (rys. 1 8 . 1 1 ) . Gaz przepływa przez warstwę cieczy zawierającej niewielką
masę substancji pianotwórczej — detergentu, obniżającego napięcie
powierzchniowe na granicy fazowej gaz—ciecz. Absorpcja gazu zachodzi w war-
stewkach ciekłych piany, tzw. lamellach. Układ charakteryzuje się dużą po-
274
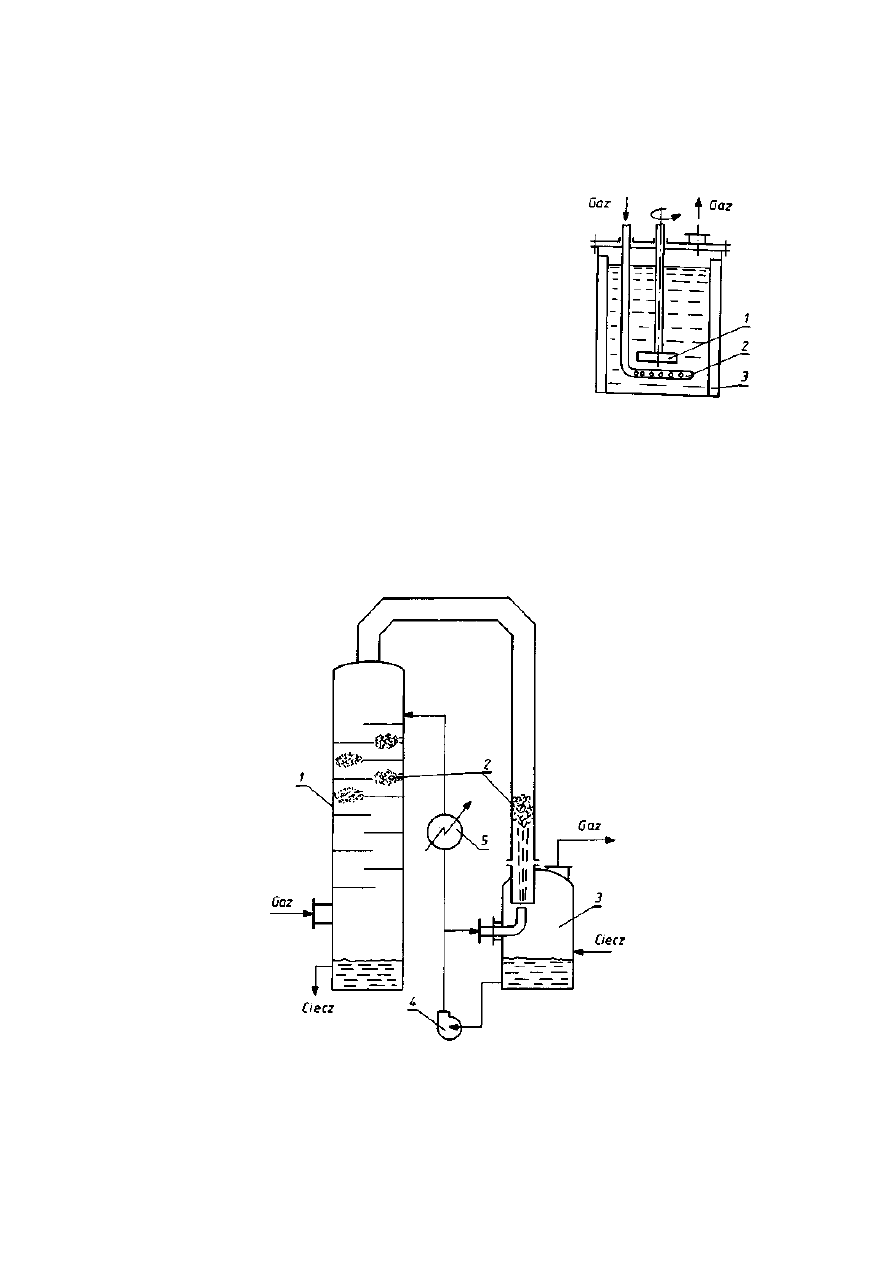
wierzchnią kontaktu gaz—ciecz i znaczną szybkością jej odnawiania. Powierzchnię
właściwą kontaktu ocenia się na 500-10000 m
2
/m
3
przy średnicy pęcherzyków 0,6-
1,2 mm, natomiast liczbę pęcherzyków w l m
3
piany na
ok. 125 milionów. Typowy stosunek L/G wynosi 6·10~
6
m
3
/m
3
, co oznacza, że duży strumień objętości gazu może
być rozdzielany metodą absorbcji za pomocą małego
strumienia cieczy. Jeśli dobór gęstości i wysokości piany
oraz konstrukcja absorbera są odpowiednie, to spadek
ciśnienia gazu wynosi 0,5-4,5 kPa/m piany. Destrukcja
piany i tzw. ociekanie cieczy następuje bezpośrednio na
półce, w wyniku instalowania wolnoobrotowych mieszadeł
stożkowych lub na wylocie z aparatu mieszadłami
wysokoobrotowymi. Absorbery z pianą statyczną są
stosowane do absorpcyjnego oczyszczania gazów odlo-
towych z zanieczyszczeń kwaśnych (SO
2
, HC1, HF, H
2
S),
a także wielu organicznych i radioaktywnych (aparaty
DynaWave-Wascher, firma NUKEM RFN).
Jak już wspomniano, budowa absorberów półkowych
jest analogiczna jak kolumn rektyfikacyjnych półkowych, kołpakowych, sitowych i
zaworowych.
Rys. 1 8 . 1 1 . Absorber pianowy: l — kolumna pianowa półkowa, 2 — piana, 3 — separator, 4 —
pompa cyrkulacyjna, 5 — chłodnica
275
Rys. 18.10. Absorber bar-
botażowy zbiornikowy z
mieszadłem: l — mieszadło,
2 - bełkotka, 3 -przegrody
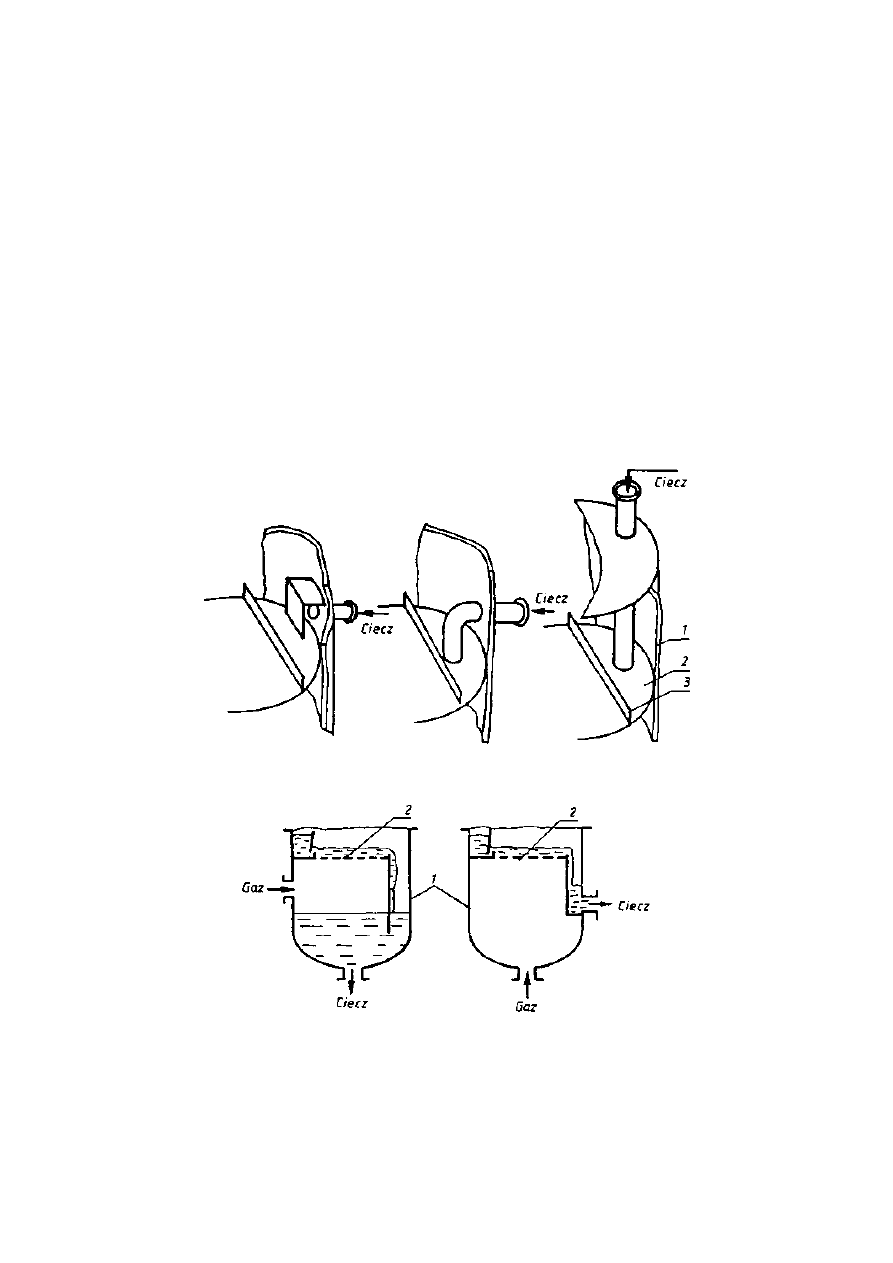
Również skrubery półkowe, kolumnowe, stosowane do odpylania mokrego
gazów, mogą pełnić jednocześnie rolę absorberów. Absorpcja w kolumnach
półkowych zachodzi podczas przepływu (barbotażu) strumienia gazu przez
warstwę cieczy na półce, a zadaniem znajdujących się na niej elementów jest
zapewnienie możliwie największej powierzchni kontaktu gaz—ciecz i szybkości jej
odnawiania. Znaczący, korzystny udział w procesie ma również strefa uno-
szonych kropel ponad warstwą piany dynamicznej na półce. Średnicę kolumny,
absorbera, wyznacza się z dozwolonej prędkości liniowej gazu ze względu na
porywanie cieczy z półki na półkę lub nadmierne pienienie się cieczy. Podczas
dużych obciążeń cieczą zwiększa się długość krawędzi przelewu lub stosuje półki
wieloprzepływowe. Zasilanie kolumn półkowych przeciwprądowych cieczą,
następuje zwykle na pierwszą półkę od góry. Sposoby doprowadzenia cieczy
przedstawiono na rys. 18.12. Istotny jest również sposób odprowadzenia cieczy z
kolumny, który powinien jednocześnie stanowić zamknięcie hydrauliczne aparatu
(rys. 18.13).
Rys. 18.13. Odprowadzenie cieczy z kolumny: l — kolumna, 2 - półka
Wysokość kolumny wynika z liczby półek niezbędnych do uzyskania wy-
maganego stopnia absorpcji gazu, co określa się na podstawie obliczeń bilan-
276
Rys. 18.12. Zasilanie cieczą kolumny półkowej: l — kolumna, 2 — pólka, 3 — próg przelewowy
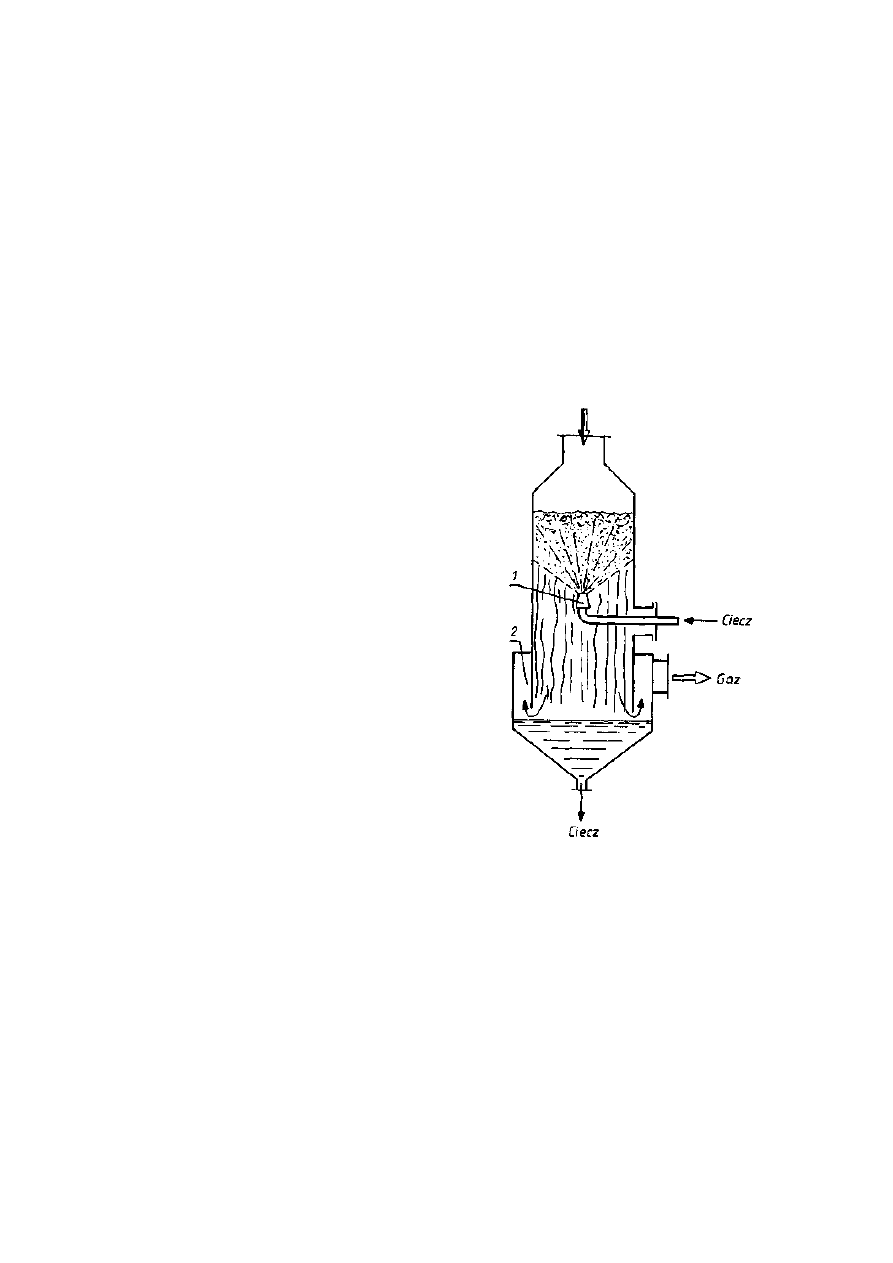
sowo-procesowych [1], [4J. Wysokość (odległość) pomiędzy półkami wynika z
warunku dopuszczalnego porywania cieczy na sąsiednią, górną półkę. W praktyce
minimum tej odległości wynosi 450 mm, maksimum zaś nie przekracza zwykle 700
mm.
18.5. ABSORBERY NATRYSKOWE
Absorbery natryskowe, zwane podobnie jak i inne aparaty do kontaktu gazu i
cieczy skruberami, stanowią komory lub kolumny o przekroju prostokątnym lub
kołowym, zasilane cieczą, zwykle w stanie rozproszonym lub też ciecz jest
rozpylana na krople strumieniem absorbowanego gazu.
Ze względu na
kierunek przepływu gazu względem cieczy, w
aparacie wyróżnia się trzy zasadnicze rodzaje
absorberów natryskowych: przeciwprądowe,
współprądowe i z przepływem krzyżowym
(rozdz. 13, rys. 13.12). W absorberach prze-
ciwprądowych ciecz rozpylona na krople, u góry
aparatu, opada przeciwprądowo w strumieniu
gazu, płynącym do góry. Rozpylanie odbywać
się może za pomocą jednej lub wielu dysz,
rozmieszczonych w jednym lub kilku
równoległych rzędach. W absorberach z
krzyżowym przepływem strumienia gazu i
cieczy natrysk kropel jest skierowany na
poziomo przepływający gaz, natomiast we
współprądowych — zgodnie z kierunkiem
przepływu gazu. Do absorberów tego rodzaju
zalicza się również skrubery ze stycznym
wlotem gazu i natryskiem skierowanym
promieniowo od środka do ściany, zwane
odśrodkowymi, stosowane do absorpcji często z
jednoczesnym odpylaniem gazów. W procesach
odpylania z jednoczesną absorpcją
są
stosowane rów-
nież skrubery natryskowe z półkami
uderzeniowymi i Venturiego, omówione w rozdz. 13.
Oprócz trzech zasadniczych, wymienionych kierunków przepływu gazu i
cieczy, w skruberach natryskowych jest również stosowany przepływ rewersyjny,
polegający na zmianie kierunku ruchu strumienia cieczy o 180° w obrębie
aparatu (rys. 18.14). Przepływ ten stanowi kombinację ruchu przeciwprądowego i
współprądowego cieczy w stosunku do gazu i może być realizowany
Oaz
Rys. 18.14. Absorber z rewersyjnym
przepływem strumienia cieczy: l —
dysza rozpylająca, 2 - separator
cieczy
277
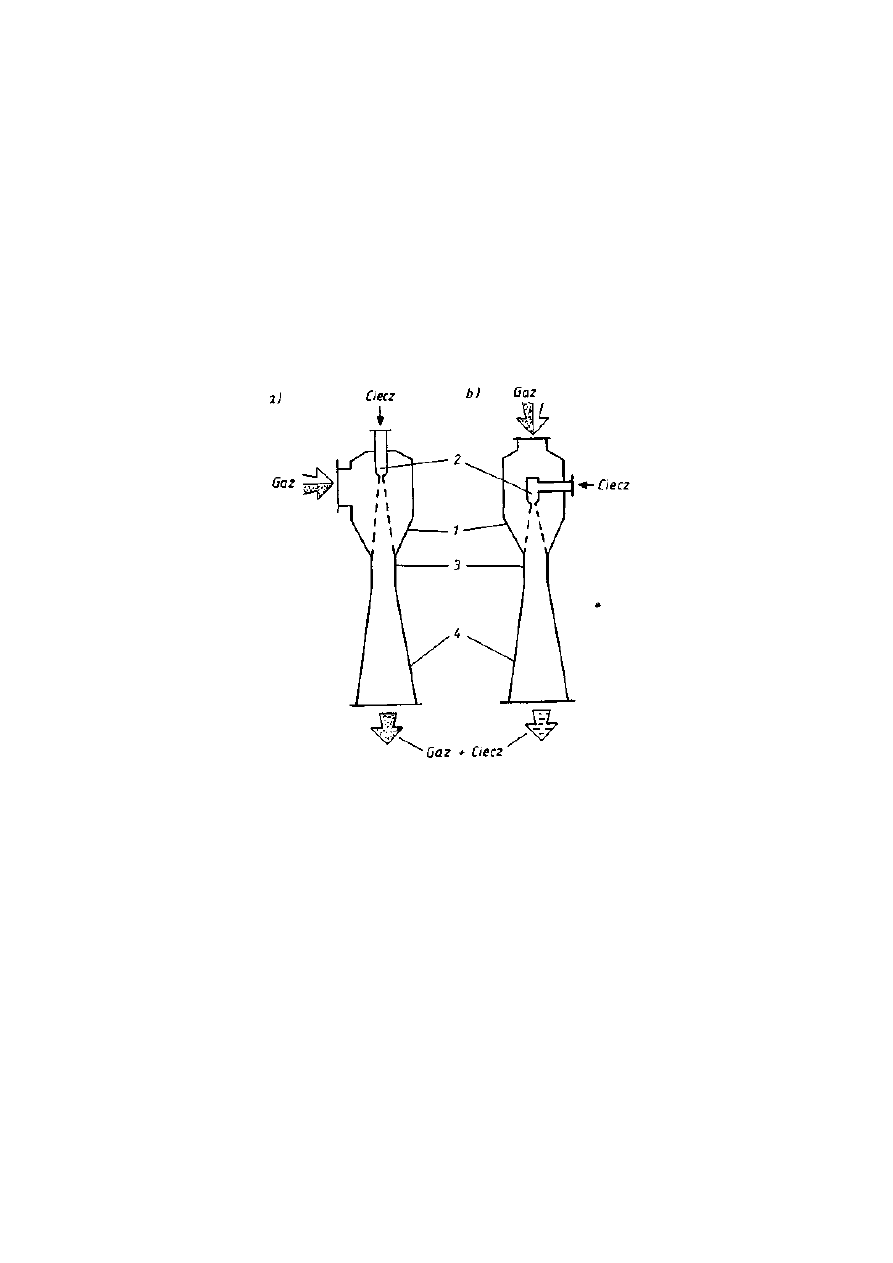
w komorach (przewodach) poziomych lub kolumnach pionowych. W absorberze z
natryskiem jednostopniowym strumień kropel w postaci pełnego stożka jest
skierowany do góry i porusza się w przeciwprądzie w stosunku do gazu
doprowadzonego od góry. Wskutek zarówno oporów ruchu kropel do góry, jak i
obecności kropel poruszających się współprądowo do dołu, prędkość natrysku
stopniowo maleje. W zależności od stosunku energii cieczy i gazu, prędkość kropel
spada do zera na odpowiedniej wysokości od wylotu z dyszy. W obszarze
prędkości kropel zbliżonej do zera, wytwarza się strefa o dużej koncentracji kropel,
podobna do piany dynamicznej o dużej burzliwości. W strefie tej występuje ciągła
wymiana kropel dopływających od dołu przeciwprądowo i opuszczających strefę
współprądowo wraz ze strumieniem gazu.
Rys. 18.15. Absorbery Venturiego: a) ejekcyjny, b) ciśnieniowy; l — konfuzor, 2 — dysze
rozpylające, 3 — gardziel, 4 — dyfuzor
Jako absorbery są stosowane również skrubery Venturiego, omówione w
rozdz. 13, jako odpylacze. Konstrukcja absorberów Venturiego (rys. 18.15),
których dwa zasadnicze rodzaje stanowią absorber ejekcyjny i ciśnieniowy, nie
różni się zasadniczo od odpylaczy, modyfikacje zaś mają zwykle na celu zwię-
kszenie burzliwości i czasu kontaktu gazu i cieczy. Proces absorpcji zachodzi
głównie w gardzieli. Długość gardzieli określa rodzaj procesu, z tym że większe
długości są wymagane w procesie limitowanym oporami w fazie gazowej i
kilkakrotnie mniejsze, gdy główne opory są w fazie ciekłej. Sprawność absorpcji w
pierwszym rzędzie zależy od prędkości gazu w gardzieli i stosunku L/G. Absorbery
są często stosowane w połączeniu z odpylaniem gazów.
W absorberach zderzeniowych (rys. 18.16) do intensyfikacji kontaktu gazu i
cieczy wykorzystuje się bezpośrednie, mniej lub bardziej czołowe, zderzenia
278
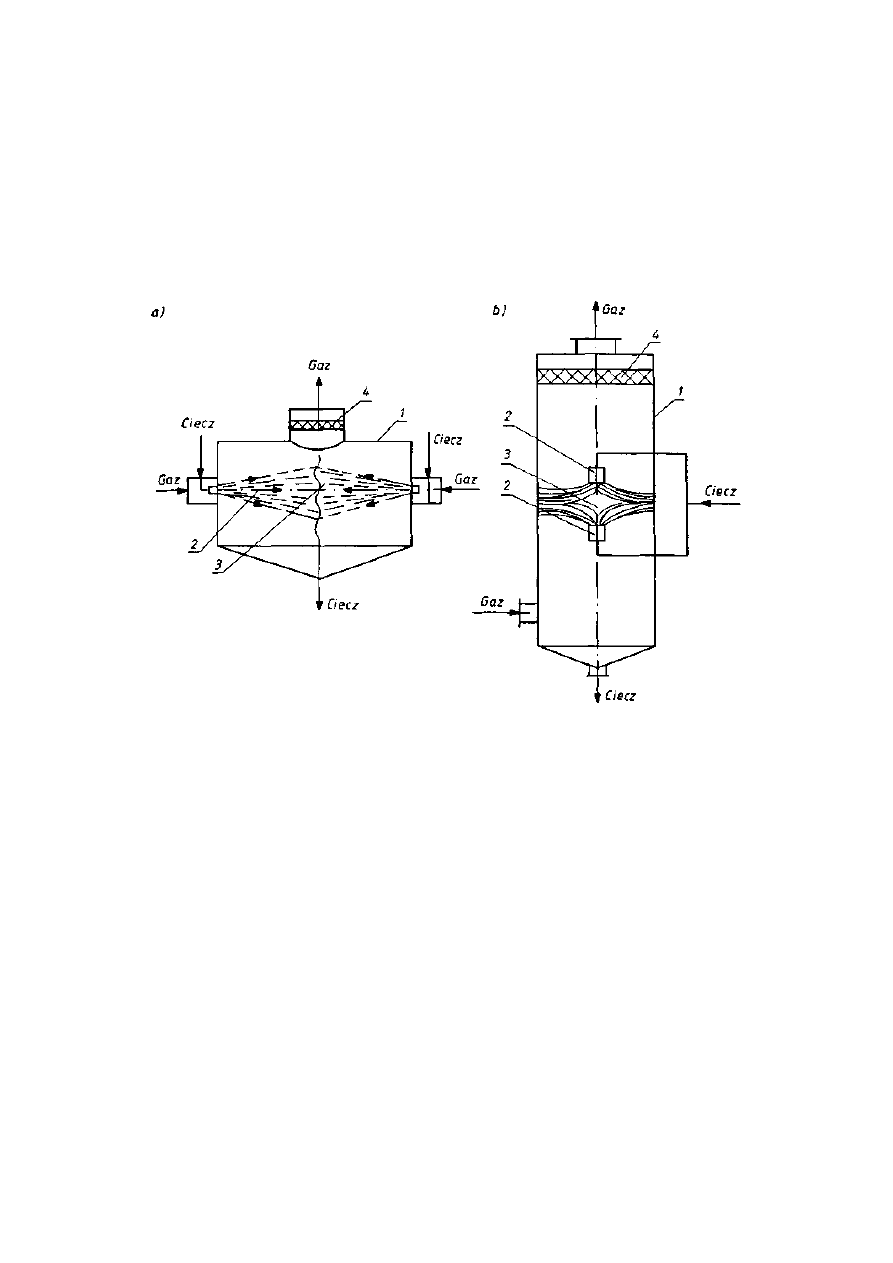
się płynów, tj. gazów, cieczy lub ich mieszanin. W rezultacie zderzenia pomiędzy
przeciwnie skierowanymi strumieniami, na małej przestrzeni generowana jest strefa
o bardzo dużej burzliwości, w której wytwarzane są dobre warunki do zwiększenia
szybkości przenikania ciepła i masy. Wynika to z dużej powierzchni wymiany masy i
dużej szybkości jej odnawiania, gdy istnieją duże siły ścinające na granicy faz.
Absorbery zderzeniowe umożliwiają znaczną intensyfikację procesu absorpcji w
mniejszej objętości aparatu.
Rys. 18.16. Absorbery ze zderzającymi się strugami płynów: a) gazu; l - absorber, 2 — strumień
dwufazowy gaz—ciecz, 3 — strefa zderzenia, 4 — odkraplacz; b) cieczy; l — absorber, 2 — dysze
hydrauliczne, 3 — strefa zderzenia strumieni cieczy, 4 — odkraplacz
Przenoszenie masy w absorberach natryskowych jest związane z trans-
portem masy do powierzchni kropel, a także częściowo do warstewek i strug
cieczy spływających po ścianie aparatu. Wyposażenie wnętrza absorberów na-
tryskowych nie zawiera szczególnych elementów, są więc one jednymi z naj-
bardziej odpornych na blokowanie osadami, gdy absorpcja prowadzona jest z
gazów lub cieczami zanieczyszczonymi cząstkami stałymi. Prosta konstrukcja,
małe zużycie materiałów konstrukcyjnych oraz małe opory hydrauliczne powodują,
że absorbery te są stosowane często, mimo małej sprawności procesów w nich
prowadzonych. Są one stosowane do absorpcji gazów dobrze rozpuszczalnych.
Opór dyfuzyjny w strumieniu gazu, dzięki ruchowi kropel, ulega zmniejszeniu, a
deformacja kropel polepsza mieszanie w kroplach. Liczba jednostek przenoszenia
masy jest tu ograniczona i w absorberach poziomych nie przekracza 3,5, w
kolumnach przeciwprądowych — 6. Większą liczbę jednostek przenoszenia masy
zapewniają absorbery natryskowe odśrodkowe. Projek-
279

towanie absorberów natryskowych, z racji koalescencji, porywania i unoszenia
kropel, strat kropel na ścianie, wtórnych rodzajów przepływu i innych nieko-
rzystnych zjawisk, stwarza duże trudności i jest mało dokładne. Średnica kolumny z
przeciwprądowym przepływem gazu
1
i cieczy obliczana jest zwykle z warunku
dozwolonej prędkości gazu, ze względu na unoszenie kropel. Wymiary absorberów
z przepływem krzyżowym oblicza się na podstawie opadania kropel w czasie
przepływu gazu, którego prędkość wynosi 0,5-1,5 m/s.
18.6. DOBÓR ABSORBERA
Dobór absorbera dla określonego układu absorpcyjnego gaz-ciecz musi być
poprzedzony obliczeniami bilansowymi i kinetycznymi absorpcji. Na podstawie
znajomości zasad pracy absorberów dobiera się właściwą konstrukcję absorbera,
wraz z właściwymi elementami wnętrza aparatu i urządzeniami pomocniczymi,
zapewniającą przede wszystkim wymaganą sprawność absorpcji przy minimalnym
spadku ciśnienia gazu i minimum kosztów ogólnych. Elementy wyposażenia
wnętrza, takie jak dysze zraszające, ich liczba i sposób rozmieszczenia w
aparacie, rodzaj wypełnienia i sposób jego zraszania, typ półki i charakter
przepływu w jej obrębie gazu i cieczy mają istotne znaczenie dla pracy absorbera.
To samo dotyczy urządzeń pomocniczych — przewodów i rurociągów, zaworów i
zasuw, pomp i wentylatorów, aparatury kontrolno-pomiarowej i wielu innych. W
większości procesów absorpcji środowisko jest w wysokim stopniu korozyjne.
Dobór właściwego materiału konstrukcyjnego ma istotne znaczenie dla sprawnej
eksploatacji i kosztów absorpcji.
LITERATURA
[1]
WALAS
S.M, Chemical Process Equipment: Selection and Design, Butterworth, Woburn,
MA 1988.
[2]
TILTON
J.N.,
RUSSEL
T.W.F., Chem. Eng., 1982, 89(24), 61.
[3] STRIGLE R.F.Jr., Random Packings and Packed Towers, Gulf Publ., Houston 1987. [4]
ZARZYCKI
R., ChACUK A., STRARZAK K., Absorpcja i absorbery, WNT, Warszawa 1987. [5]
DECKWER
W.D., Bubble Column Reactors, John Wiley & Sons, New York 1992.
280

19. ADSORBERY
19.1. WPROWADZENIE
Adsorpcja polega na wydzielaniu i zatrzymywaniu składników płynu na
powierzchni zewnętrznej i wewnętrznej (w porach) ciała stałego zwanego ad-
sorbentem (sorbentem). Zatrzymywanie cząsteczek zachodzi w wyniku działania
sił fizycznych i chemicznych bliskiego zasięgu. Energia wiązania adsorbo-
wanych cząsteczek z powierzchnią jest porównywalna z ciepłem kondensacji.
Proces adsorpcji jest egzotermiczny. Proces przeciwny, usuwanie zaadsorbo-
wanych cząsteczek z powierzchni do przestrzeni otaczającego płynu, zwany
desorpcją, wymaga doprowadzenia energii. Liczba cząsteczek możliwa do
zaadsorbowania na powierzchni adsorbentu jest ograniczona i maleje wraz ze
wzrostem temperatury. Efektywnej adsorpcji sprzyja duża powierzchnia właściwa
adsorbentu i niska temperatura. Adsorpcja jest selektywna i największą
zdolność do adsorpcji wykazują cząsteczki gazów o dużej masie i niskiej tem-
peraturze wrzenia. Adsorbując się, wypierają inne cząsteczki o mniejszej energii
wiązania.
Niektóre procesy adsorpcji są nieodwracalne, np. chemisorpcja. Energia
wiązania cząsteczek na powierzchni jest tu tak duża, że zaadsorbowana sub-
stancja może być zdesorbowana tylko w postaci związku chemicznego lub
usunięta jak substancja stała.
Proces adsorpcji składnika gazowego w pierwszym etapie jest związany z
jego wędrówką do powierzchni zewnętrznej adsorbentu. Podobnie jak podczas
absorpcji, etap ten jest określony szybkością dyfuzji cząsteczek gazu w fazie
gazowej. Dalszym etapem jest dyfuzja w porach do powierzchni wewnętrznej i
adsorpcja na tej powierzchni. Etap ten decyduje często o szybkości całego
procesu.
Gdy cząsteczki są adsorbowane na powierzchni stosunkowo małymi siłami,
rzędu sił van der Waalsa, wtedy proces nazywa się adsorpcją fizyczną. Jeśli
siły wiązania cząsteczek gazu na powierzchni adsorbentu są zbliżone do wią-
zania chemicznego, to proces jest określany jako adsorpcja chemiczna lub
chemisorpcja.
Adsorpcja fizyczna gazu zachodzi z dużą szybkością, w niskiej temperaturze,
w dowolnym miejscu powierzchni adsorbentu. Do przebiegu chemisorpcji w tych
warunkach jest niezbędne doprowadzenie tzw. energii aktywacji, koniecznej do
wytworzenia odpowiedniego wiązania (kompleksu) adsorbent—sub-
281

stancja adsorbowana. Krzywe adsorpcji, zwane izotermami adsorpcji, w pro-
cesie chemisorpcji wskazują na jednocząsteczkowość warstwy zaadsorbowanych
cząsteczek, gdy natomiast podczas adsorpcji fizycznej warstwy te mogą być
wielocząsteczkowe. Również izobary adsorpcji wskazują na dwa zakresy ad-
sorpcji, które określają jeden z wymienionych rodzajów adsorpcji. Na odmienność
adsorpcji fizycznej i chemisorpcji wskazuje również duża odwracalność
adsorpcji fizycznej. Ciepło adsorpcji chemicznej jest dużo większe niż adsorpcji
fizycznej i jest rzędu ciepła reakcji chemicznej (20-400)·]O
3
kJ/kmol.
Jeśli zaadsorbowana masa substancji, w danych warunkach, zbliżona jest do
równowagowej, to następnym etapem procesu adsorpcyjnego jest usunięcie tej
substancji z powierzchni adsorbentu, tj. desorpcja, co nazywane jest regeneracją
adsorbentu. O prowadzeniu regeneracji decyduje ekonomika procesu lub inne
ważne względy. Desorpcja może być prowadzona przez ogrzewanie adsorbentu,
przedmuchiwanie gazem obojętnym, kombinację wymienionych metod, obniżenie
ciśnienia. Stosowną często metodą regeneracji, zwłaszcza węgli aktywnych, jest
działanie parą wodną. Para wodna, adsorbując się, wypiera zaadsorbowane
uprzednio substancje, których ciśnienia cząstkowe są mniejsze od
równowagowych. Zdesorbowane zanieczyszczenia są kondensowane w nadmiarze
pary. Po regeneracji wodę z adsorbentu usuwa się strumieniem gorącego
powietrza. Podczas regeneracji w praktyce nie zachodzi całkowita desorpcja
substancji. Niektóre substancje organiczne, zwłaszcza monomery, mogą podczas
regeneracji polimeryzować w porach adsorbentu, uniemożliwiając powtórne jego
stosowanie, np. styren. Podczas regeneracji adsorbentu, po procesie
chemisorpcji są często wymagane specyficzne warunki regeneracji. Desorpcja
wiąże się tu zwykle ze zniszczeniem struktury wiązania adsorbentu.
Adsorbenty stanowią materiały porowate o dużej efektywnej powierzchni,
otrzymywane z węgla i substancji organicznych, minerałów typu tlenku glinu
lub (SiO
2
)
n
i innych. Właściwości pożądane adsorbentów są następujące: duża
powierzchnia właściwa, odpowiednia wielkość granul, twardość i sypkość, ła-
twość regeneracji i powtórnego stosowania. Wyróżnia się trzy grupy adsorbentów:
niepolarne, polarne i chemiczne.
Spośród adsorbentów niepolarnych najważniejszy jest węgiel aktywny, sto
sowany do adsorpcji cząsteczek związków organicznych, wytwarzany z węgla
kamiennego, brunatnego, torfu, drewna, skorup owoców, nasion itp. Parametry
określające jakość węgla jako adsorbentu to: powierzchnia wewnętrzna, średni
ca porów i rozkład rozmiarów porów.
}
Adsorbenty polarne stanowią: silikażel, tlenki metali, w tym bardzo popu-
larny A1
2
O
3
, zeolity naturalne i syntetyczne — sita molekularne. Stosowane są
one do adsorpcji cząsteczek polarnych takich jak: H
2
O, CO
2
, NH
3
, H
2
S, SO
2
w
procesach oczyszczania gazów inertnych, gazu ziemnego, gazów syntezowych
itp.
Adsorbenty chemiczne reagują z adsorbowanymi cząsteczkami przekształ-
cając je w bardziej użyteczne lub pożądane substancje.
282

Oprócz wymienionych są opracowywane nowe rodzaje i postacie adsorbentów.
Należy do nicłi m.in. „Bon°P
ore
adsorbent" oparty na żywicy polistyrenowej,
mający postać kulek o średnicy 0,5 mm i powierzchnię właściwą ok. 800 m
2
/g.
Opracowano również nowe rodzaje adsorbentów zeolitowych hydrofobowych, o
ściśle określonych rozmiarach porów umożliwiających selektywną adsorpcję
gazów. Zeolity te mogą pracować w dużej wilgotności względnej, są niepalne i
ulegają degradacji powyżej 1250 K. Nowe postacie adsorbentu węglowego to
włókna węglowe, z których są wykonywane maty, taśmy, arkusze gładkie lub
karbowane itp. Włókna zawierają tylko mikropory o jednorodnej strukturze na
powierzchni.
Kryteria stosowania adsorpcji do rozdziału mieszaniny gazowej mogą być
porównywalne z destylacją. Lotność względna rozdzielanych składników klu-
czowych powinna wynosić < 1,2-1,5. Koszt ogólny rozdzielania adsorpcyjnego
jest mniejszy niż destylacji dla małych i średnich strumieni, gdy nie jest wymagany
produkt o dobrej czystości.
Do obliczeń procesowych adsorpcji jest wymagana znajomość równowagi
adsorpcyjnej i dynamiki adsorpcji, które są omawiane szczegółowo na wykładach
i w podręcznikach inżynierii chemicznej i procesowej.
Rodzaj i typ aparatury do prowadzenia adsorpcji jest związany z okresowym
lub ciągłym prowadzeniem procesu, sposobem kontaktu stopniowanym lub
ciągłym, rodzajem adsorbentu i parametrami procesu. Jeden z powszechnie
stosowanych podziałów jest związany ze stanem dynamicznym ruchu adsorbentu w
adsorberze, według którego wyróżnia się adsorbery z warstwą nieruchomą,
ruchomą i fluidalną.
19.2. ADSORBERY Z WARSTWĄ NIERUCHOMĄ
Jeżeli strumień gazu jest niewielki, okresowy, o zmiennej zawartości usuwa-
nych składników, to przy małym ich stężeniu stosowanie pakietów lub pojemników
o odpowiednich kształtach, wypełnionych adsorbentem nieregenerowalnym może
być rozwiązaniem ekonomicznym. Pakiet wymienia się wtedy, gdy jego pojemność
zbliża się do nasycenia.
Jeżeli strumień gazu jest na tyle duży, że koszt świeżego adsorbentu byłby
zbyt wielki w stosunku do kosztu regeneracji, to adsorpcję prowadzi się w ad-
sorberach z warstwą regenerowalną.
Schematy adsorberów z nieruchomymi warstwami przedstawiono na rysunku
19.1. W zależności od wysokości warstwy rozróżnia się adsorbery z płytką lub
wysoką warstwą. Warstwy płytkie (cienkie) umieszcza się pomiędzy per-
forowanymi przegrodami, często w postaci siatek. Ze względu na ograniczoną
pojemność sorpcyjną takiej warstwy, w absorberze umieszcza się zwykle większą
ich liczbę w układzie pionowym lub poziomym (rys. 19.2). Przy dużych
strumieniach gazów i małych stężeniach adsorbowanych gazów, zwykle zanie-
283
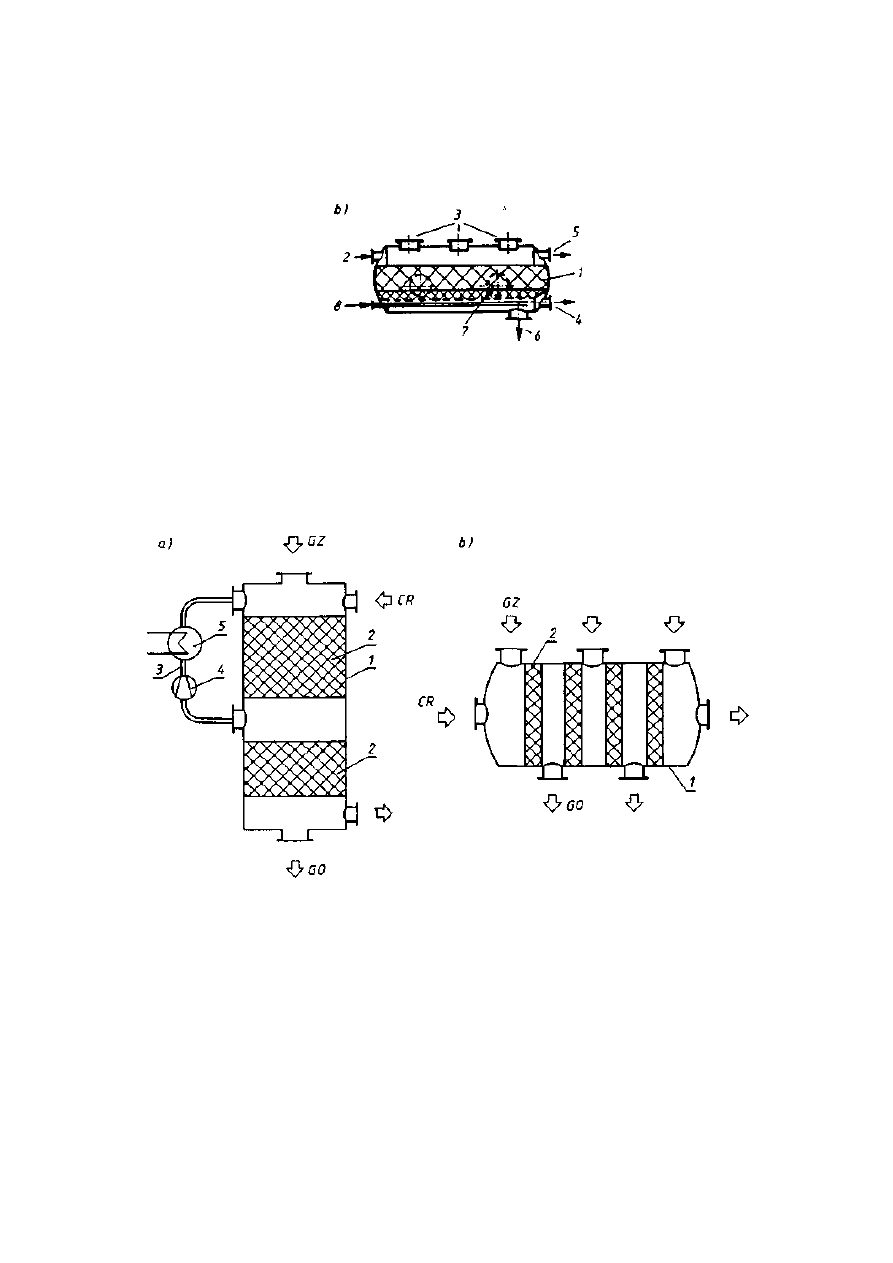
czyszczeń usuwanych metodą adsorpcji, węgiel aktywny granulowany jest
umieszczony w przestrzeni pierścieniowej pomiędzy cylindrami (rys. 19.Ic).
Rys. 19.1. Adsorbery z nieruchomą warstwą adsorbentu: a) pionowy, b) poziomy, c) z warstwą
pierścieniową; l — warstwa adsorbentu, 2 - wlot gazu, 3 - luk załadunkowy, 4 - odlot gazu po
adsorpcji, 5 — odlot oparów z desorpcji, 6 — odpływ kondensatu, 7 — luk wyładunkowy,
8 — para wodna
Rys. 19.2. Adsorbery wielowarstwowe: a) pionowy do adsorpcji gazów stężonych, b) poziomy; l —
cylindryczny korpus aparatu, 2 — warstwy adsorbentu, 3 - węzeł do chłodzenia i rozcieńczania
gazu wlotowego, 4 — sprężarka, 5 — chłodnica, GZ - gazy zanieczyszczone, GO — gazy
oczyszczone, CR — czynnik regenerujący
Adsorbery z wysokimi (grubymi) warstwami (0,25-1,0 m) mają zwykle postać
długich zbiorników, w których warstwa spoczywa na przegrodzie porowatej
(sitowej) (rys. 19.Ib). Warstwa o większej wysokości umożliwia prowadzenie
adsorpcji bez regeneracji przez dłuższy czas, lecz spadek ciśnienia gazu jest
większy. Możliwe komplikacje w prowadzeniu procesu wiążą się tu z od-
prowadzeniem ciepła adsorpcji. Oprócz adsorberów przedstawionych na rysun-
284
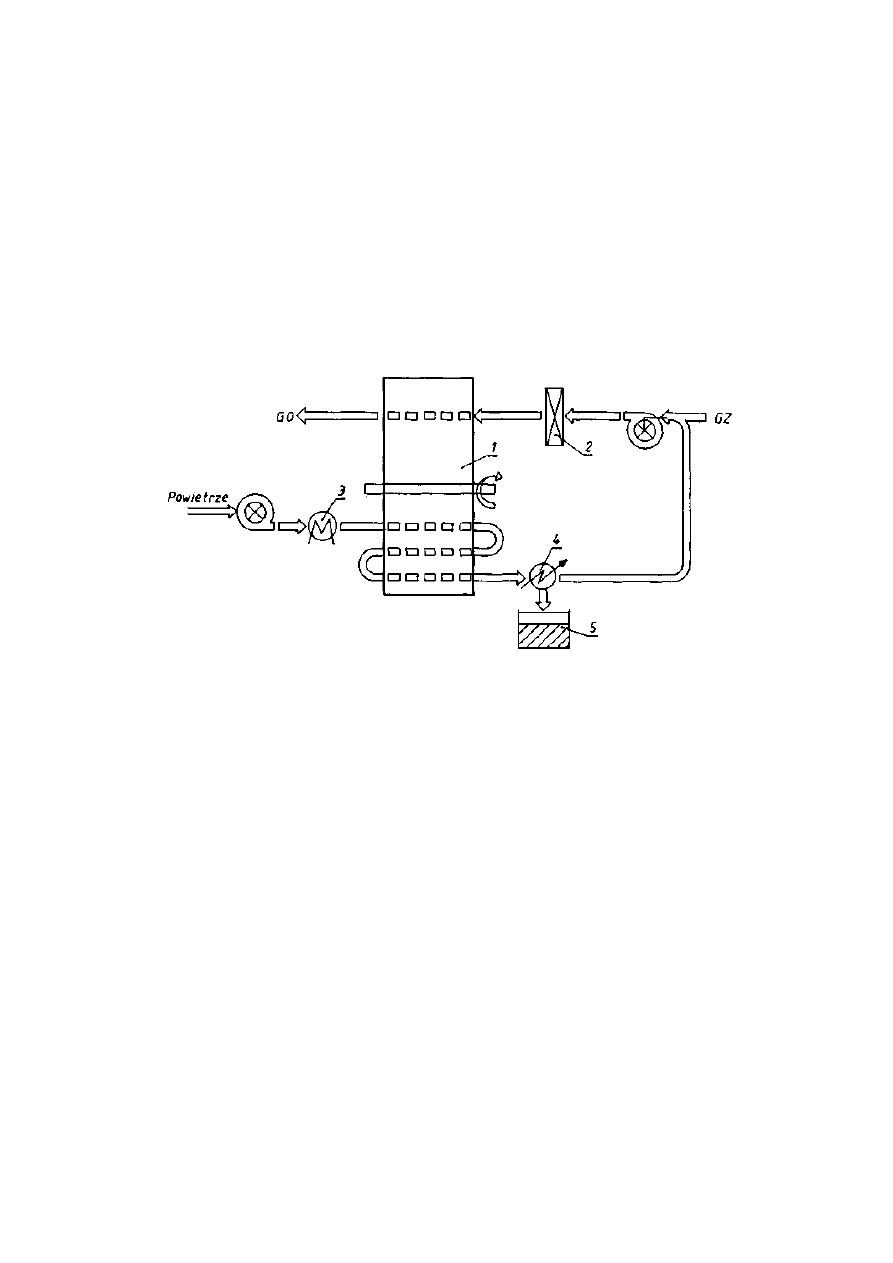
ku. 19.1 są również stosowane adsorbery, w których kształt warstwy jest stoż-
kowy, lub adsorbent jest umieszczony w wymiennych kasetach.
W związku z opracowaniem nowych postaci adsorbentów, coraz większe
zastosowanie znajdują konstrukcje adsorberów w postaci tzw. rotorów bądź
tarczowych, bądź bębnowych, obracające się wokół osi poziomej lub pionowej (rys.
19.3). Rotory mają strukturę blokową, o dużej powierzchni wewnętrznej, lub
wstęgową, ż taśmy impregnowanej odpowiednim adsorbentem. Układ taki, jako
bardzo zwarty, jest stosowany głównie do usuwania z gazów odlotowych lotnych
rozpuszczalników organicznych, gdy stężenia są mniejsze niż 2 g/m
3
, a także do
ich zatężania w strumieniu gazu.
Rys. 19.3. Schemat instalacji adsorpcyjnej z adsorberem obrotowym — rotacyjnym: l - bęben
wypełniony adsorbentem w postaci taśmy (tkaniny) karbowanej węgla aktywnego, 2 — odpylacz
filtracyjny, 3 — podgrzewacz, 4 — kondensator, 5 - zbiornik produktu ciekłego
Jeżeli strumień gazu nie jest okresowy, to do prowadzenia adsorpcji w sposób
ciągły w warstwie nieruchomej są konieczne co najmniej dwa adsorbery (rys.
19.4). Jeżeli w jednym aparacie jest prowadzona adsorpcja, to w drugim odbywa
się regeneracja adsorbentu. Do regeneracji stosuje się parę wodną lub gorące
powietrze. Po desorpcji warstwę chłodzi się strumieniem zimnego obojętnego
gazu. Proces desorpcji prowadzić można również przez obniżenie ciśnienia w
adsorberze, wówczas instalacja adsorpcyjna jest połączona ze źródłem próżni.
Strumień gazu odlotowego z regeneracji jest zwykle chłodzony, w celu
kondensacji zdesorbowanej substancji i dalszego rozdzielenia na drodze eks-
trakcji lub rektyfikacji. Adsorbent po regeneracji jest zwykle suszony i chłodzony
do temperatury otoczenia. Regenerację termiczną nasyconego adsorbentu, zwykle
węgla aktywnego, prowadzi się po jego wyładowaniu z aparatu. Następne etapy
to suszenie, spiekanie i aktywacja. Proces jest prowadzony w piecach pionowych
grabiowych lub bębnowych obrotowych, w temperaturze 1150-1250 K. Podczas
regeneracji próżniowej, którą prowadzi się zwykle po adsorpcji pod ciśnieniem
atmosferycznym, wytworzenie próżni w adsorberze
285
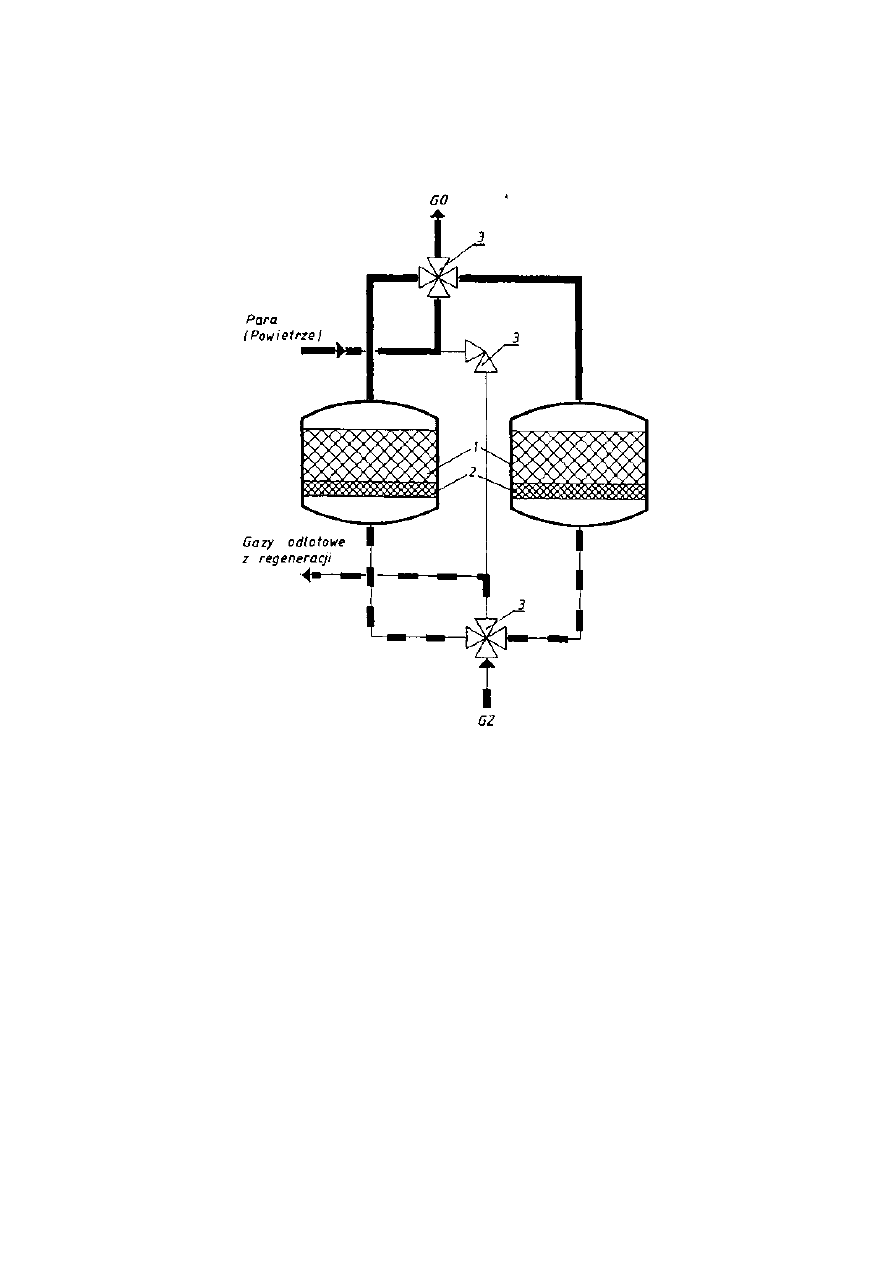
(ciśnienie 30-60 kPa) powoduje desorpcję gazu. Zdesorbowane gazy wydziela się ze
strumienia powietrza przez ich kondensację i separację od wody.
Rys. 19.4. Schemat instalacji adsorpcyjnej z dwoma adsorberami z nieruchomą warstwą adsor-
bentu: l — adsorbery, 2 - ruszt oporowo-rozdzielający, 3 — zawory wielodrożne — sterujące
19.3. ADSORBERY Z WARSTWĄ RUCHOMĄ
W adsorberach z warstwą ruchomą adsorpcja przebiega w sposób ciągły, bez
wyłączania aparatu z ruchu na czas regeneracji warstwy. W wyniku tego proces
adsorpcji ulega intensyfikacji. Zasadniczym elementem adsorbera z warstwą
ruchomą jest pionowa, cylindryczna kolumna z perforowanymi półkami lub bez
(rys. 19.5). Strumień zregenerowanego adsorbentu jest podawany na górę
kolumny, skąd pod wpływem siły ciężkości ruchem tłokowym przesuwa się w dół
lub przesypuje przelewami, gdy kolumna jest wyposażona w półki. Gaz do
adsorpcji, wpływając od dołu aparatu, płynie do góry pustymi kanałami wypełnienia
w przeciwprądzie do opadającej warstwy, przy czym zachodzi adsorpcja
wydzielanych składników. Oczyszczony gaz opuszcza aparat górą.
286
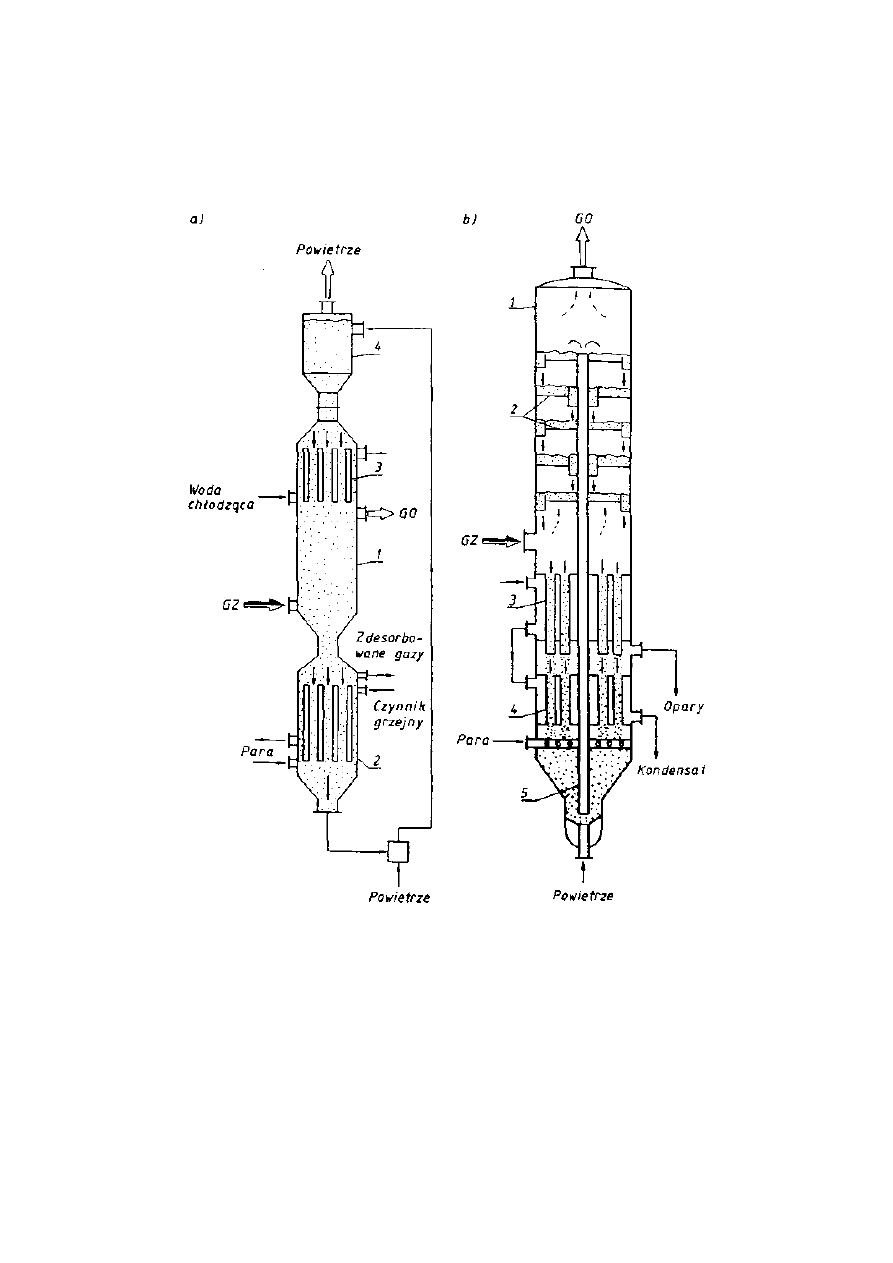
W adsorberze półkowym (rys. 19.5b) gaz przepływa otworami półki, powodując
ruch ziaren adsorbentu do przelewów i opadanie ich z półki na półkę. Adsorbent
nasycony opuszczając sekcję adsorpcji jest kierowany do regeneracji
Rys. 19.5. Adsorbery z ruchomą warstwą adsorbentu: a) z warstwą opadającą; l - kolumna, 2 -
adsorber (wymiennik ciepła), 3 - chłodnica adsorbentu, 4 - separator; b) absorber półkowy; l —
kolumna, 2 - półki, 3 - podgrzewacz, 4 - desorber, 5 — rura cyrkulacyjna
odbywającej się w dolnej części kolumny, zwanej desorpcyjną. Czynnikiem
grzejnym jest para wodna przekazująca ciepło do ziaren opadających w rurkach
wymiennika. Ciągła desorpcja zanieczyszczeń odbywa się w górnej strefie
desorbera, skąd pary są kierowane do kondensacji. Gorący i wilgotny adsorbent
opuszczając dolną strefę desorbera jest transportowany strumieniem chło-
287
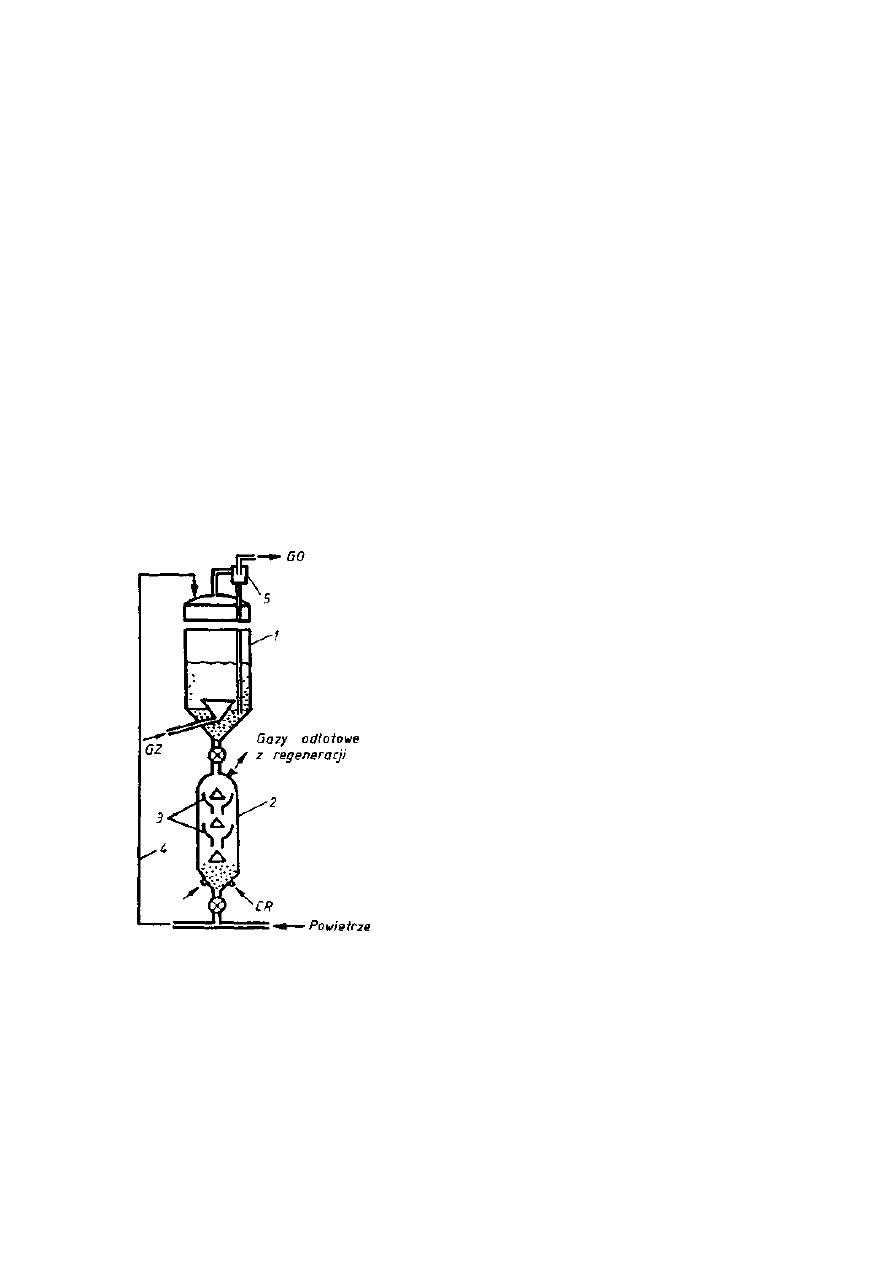
dnego i suchego powietrza do górnej części adsorbera, przy czym ziarna adsor-
bentu są suszone i chłodzone.
Oprócz przedstawionych rozwiązań są również stosowane adsorbery w postaci
obracającego się bębna, którego konstrukcja jest oparta na zasadzie fitracji
próżniowej w filtrze bębnowym obrotowym. Pierścieniowa warstwa adsorbentu jest
podzielona w przekroju poprzecznym na trzy sekcje: adsorpcyjną, regenerowaną,
suszoną i chłodzoną. Strumienie gazu, zarówno separowanego, jak i
regeneracyjnego, przepływają przez warstwę od obwodu do osi, skąd są
odprowadzane na zewnątrz oddzielnymi przewodami. Zaletą rozwiązania jest
ciągłość procesu, lecz ogólna sprawność adsorpcji jest tu mała. Adsorbery tego
rodzaju znajdują zastosowanie podczas oczyszczania i suszenia gazów tech-
nologicznych oraz rozdzielania mieszanin gazowych.
19.4. ADSORBERY FLUIDYZACYJNE
Adsorpcja w sfluidyzowanej warstwie adsorbentu może być prowadzona
okresowo lub w sposób ciągły. Proces prowadzić można w aparacie jednostop-
niowym (rys. 19.6) lub wielostopniowym (rys.
19.7). Świeży (zregenerowany) adsorbent jest
podawany w sposób ciągły do zbiornika górnego
(przejściowego) (rys. 19.6b), skąd jest dozowany
na pierwszą górną półkę adsorbera. Na półce
podlega fluidyzacji strumieniem gazu rozdzielanego
(oczyszczanego) i przesypuje się przesypami na
kolejne, niżej leżące półki. Adsorbent
opuszczający ostatnią półkę, osiągając stan
zbliżony do nasycenia, jest kierowany do
regeneracji. W dolnej części aparatu przesuwająca
się w dół wyczerpana warstwa adsorbentu jest
regenerowana przeciwprądowym strumieniem
pary wodnej. Chłodzenie i suszenie
zregenerowanego adsorbentu następuje podczas
transportu pneumatycznego do zbiornika
(zasobnika) górnego. Pozorne prędkości linowe
gazu w adsorberze zmieniają się w zakresie 0,7-
2,0 m/s i zależą od rodzaju adsorbentu.
Wysokości statyczne warstwy wynoszą zwykle
30-60 mm. Ze względu na znaczną erozję ziarna
adsorbentu powinny charakteryzować się dużą
wytrzyma-
łością na ścieranie. Liczba stopni rozdziału w adsorberze zależy od wymaganej
sprawności rozdziału mieszaniny gazowej, lecz zazwyczaj nie przekracza kilku.
288
Rys. 19.6. Adsorber fluidalny jed-
nostopniowy: l — adsorber, 2 —
desorber, 3 — półki rozdzielające, 4
— linia transportu pneumatycznego, 5
— separator
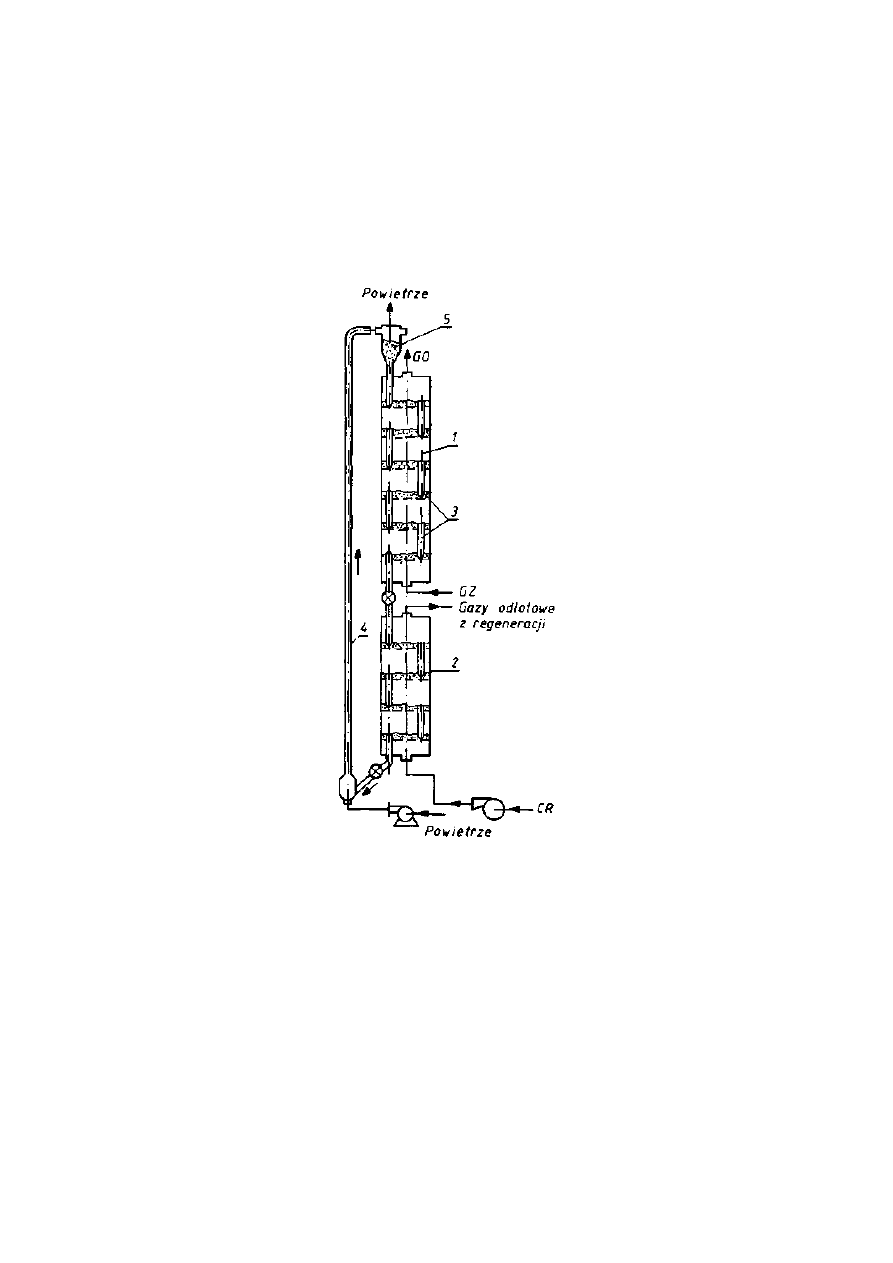
Zwiększenie liczby półek, przy niewielkiej wysokości warstwy na każdej z nich,
wpływa na zwiększenie stopnia wykorzystania adsorbentu, ale jednocześnie wy-
twarza się więcej pyłu, który jest unoszony z gazami odlotowymi. Z tego też
powodu, gdy adsorbentem jest węgiel aktywny, wtedy podczas adsorpcji palnych
par rozpuszczalników istnieje konieczność zachowania specjalnych wymogów
bezpieczeństwa.
Rys. 19.7. Adsorber fluidalny wielostopniowy: l — adsorber, 2 - desorber, 3 — półki z przesypami, 4
— linia transportu pneumatycznego, 5 — separator — zasobnik adsorbentu
19.5. ADSORBERY CIECZY
Prowadzenie adsorpcji w fazie ciekłej jest zazwyczaj związane z usuwaniem
zanieczyszczeń ciekłych, często substancji barwiących. Proces adsorpcji z cieczy
jest mniej poznany w porównaniu z fazą gazową i jego prowadzenie w dużym
stopniu jest oparte na doświadczeniu. Adsorpcja okresowa z cieczy jest zwykle
prowadzona w aparatach typu zbiornikowego (rys. 19.8). Adsorpcja jest
289
prowadzona w zawiesinie adsorbentu lub zanieczyszczona ciecz jest podawana do
zbiornika i
K
przepływa przez warstwy mieszanego adsorbentu. Nasycony sorbent
jest separowany z cieczy na drodze filtracji lub regeneracja wyczerpanego
adsorbentu odbywa się \y tym samym zbiorniku, po przerwaniu adsorpcji.
Regeneracja sorbentu odbywa się przez ogrzewanie (wypalanie) lub niekiedy
reakcję chemiczną.
Rys. 19.8. Adsorber do cieczy z mecha-
nicznym wyładunkiem adsorbentu: l —
doprowadzenie świeżego adsorbentu, 2 —
przenośnik ślimakowy, 3 — odpro-
wadzenie adsorbentu wyczerpanego, 4 —
dopływ cieczy zanieczyszczonej, 5 —
odpływ cieczy czystej, 6 — dopływ cieczy
myjącej, 7 — płyta porowata, 8 —
mieszadło łapówę
Rys. 19.9. Schemat instalacji do adsorpcji
ciągłej z cieczy: l - adsorber, 2 - zbiornik
przygotowania zawiesiny sorbentu, 3 — węzeł
regeneracji, 4 — podajnik zasilający —
pulsacyjny, CZ — ciecz zanieczyszczona, CO
— ciecz oczyszczona, WA — świeży strumień
sorbentu (węgla aktywnego), WAZ — sorbent
wyczerpany
Adsorpcję z cieczy w sposób ciągły prowadzi się w pionowych kolumnach, w
których adsorbent od góry, ciecz natomiast od dołu kolumny przepływając
kontaktują się w sposób ciągły w przepływie przeciwprądowym (rys. 19.9).
Do tego samego rodzaju procesów sorpcyjnych zalicza się również wymianę
jonową w roztworach elektrolitów prowadzoną w obecności sorbentów stałych,
zwanych jonitami, stanowiących zwykle żywice syntetyczne. Procesy
jonowymienne są prowadzone w aparatach zwanych wymiennikami jonitowymi.
Większość procesów jest prowadzona w warstwach nieruchomych jonitu,
290
w pionowych kolumnach (rys. 19.10), o średnicach od dziesiątek milimetrów do
ponad 6 m w kolumnach wielostopniowych (wielowarstwowych) o wysokości
ponad 30 m. Zasadnicze części kolumny stanowią: półka (ruszt) oporowy dla
warstwy jonitu i system odprowadzający ciecz, układ dystrybucji surowca — cieczy
podawanej na warstwę, przestrzeń ponad warstwą dla ekspansji jonitu podczas
regeneracji. Prowadzenie procesu sorpcji na jonitach jest bardziej złożone niż
adsorpcji gazów i składa się z większej liczby cyklów regeneracji i mycia w
dłuższym czasie.
Rys. 19.10. Kolumna jonitowa z
nieruchomą warstwą jonitu: l —
kolumna, 2 — półka oporowo-zbie-
rająca, 3 — króćce dopływu roz-
dzielanej cieczy, 4 - górny poziom
jonitu, 5 — przestrzeń dla ekspansji
warstwy podczas regeneracji i mycia,
6 — króćce operacyjne, 7 — właz
wysypowy
Rys. 19.11. Wymiennik jonitowy o pracy ciągłej:
l — sekcja rozdzielania cieczy, 2 — sekcja
mycia i regeneracji jonitu, 3 — pulsator
hydrauliczny, 4 — przewód zasilający zregene-
rowany jonit, 5 — zbiornik buforowy jonitu, CM
— ciecz myjąca, CR — ciecz regeneracyjna,
OCP — ciecz odlotowa poregeneracyjna
W procesach ciągłych wymiany jonowej stosuje się pulsacyjny transport
(ruch) jonitu, poprzez strefę sorpcji i regeneracji (rys. 1 9 . 1 1 ) , lub ruch faz jest
ciągły, gdy stosuje się wymiennik jonitowy fluidalny, wielostopniowy. Ciecz
przepływa w kierunku przeciwnym do ruchu jonitu. Erozja ziaren jonitu jest wadą
procesów ciągłych. Procesy ciągłe są stosowne do separacji z cieczy składników
o stężeniach ponad 0,5 N, z dużych strumieni objętości >70 m
3
/h.
291

Inne, specjalne procesy separacji — membranowe, chromatograficzne i ini:o
oraz aparatura do ich realizacji są omawiane w pracach [5], [6].
19.6. DOBÓR ADSORBERÓW
Pierwszym etapem jest dobór właściwego adsorbentu, następnie obliczenie,
zgodnie z wymaganiami procesu rozdziału wymaganej masy asorbentu, z za-
chowaniem odpowiedniego współczynnika bezpieczeństwa, odniesionego do
teoretycznej zdolności adsorpcyjnej. Z tych względów wykorzystanie zdolności
sorpcyjnej wynosi zwykle 50-80% pojemności teoretycznej. Ponadto muszą być
wzięte pod uwagę wzrost temperatury w układzie i okres zdolności do adsorpcji
adsorbentu. Specyfika projektowania i wymiary instalacji adsorpcyjnej zależą od
wielkości i właściwości strumienia gazu oraz zastosowanego adsorbentu.
Wszystkie parametry gazu i adsorbentu oraz ich zmiany podczas adsorpcji i
regeneracji powinny być dokładnie przeanalizowane pod względem sprawności
rozdziału i efektywności prowadzenia procesu. Jeśli stężenie usuwanego gazu jest
małe, poniżej 2 ppm, to adsorpcję prowadzi się na ogół w warstwach
nieregenerowalnych. Do stężeń większych są stosowane adsor-bery z regeneracją,
okresowe do mniejszych i ciągłe do większych stężeń 100-1000 ppm, gdy odzysk
substancji jest ekonomicznie opłacalny.
Dobór adsorbentu jest jednym z istotniejszych etapów projektowania procesu
adsorpcji, gdyż jego pojemność sorpcyjna i właściwości fizykochemiczne decydują
o efektywności procesowej i kosztach ogólnych rozdziału.
LITERATURA
[ 1] KlELCEW N.W., Podstawy techniki adsorpcyjnej, WNT, Warszawa 1980.
[2]
RUTHVEN
D.M., Principles of Adsorption and Adsorption Processes, John Wiley & Sons,
Chichester UK 1984.
[3]
YANG
R.T., Gas Separation by Adsorption Processes, Butterworth, London 1987. [4]
RUTHVEN
D.M. i in., Pressure Swing Adsorption, VCH, Weinheim 1993. [5]
SELECKI
A.,
GAWROŃSKI
R.,
Podstawy projektowania wybranych procesów rozdzielania
mieszanin, WNT, Warszawa 1992. [6] KOCH R., KOZIOŁ A., Dyfuzyjno-cieplny rozdział
substancji, WNT, Warszawa 1994.
292

20. APARATURA PROCESÓW ŁUGOWANIA I
EKSTRAKCJI
20.1. WPROWADZENIE
Ekstrakcja to proces rozdzielania mieszanin ciekłych i ługowania skład-
ników z ciał stałych za pomocą ciekłego rozpuszczalnika — ekstrahentu. W
wyniku ekstrakcji otrzymuje się ekstrakt składający się z rozpuszczalnika
wtórnego i substancji rozpuszczonej oraz rafinat, który stanowi rozpuszczalnik
pierwotny. Zawartość substancji ekstrahowanej w stanie równowagi, w wymie-
nionych fazach, zależy od właściwości rozpuszczalnika, w tym w dużym stopniu
od jego selektywności oraz temperatury i ciśnienia. Proces ekstrakcji, z którego
nazwą jest związane zarówno rozdzielanie układów ciekłych, jak i ługowanie
mieszanin stałych, ze względu na kontakt faz może być prowadzony w sposób
stopniowany lub ciągły, we współprądzie lub przeciwprądzie. Ze względu na
przebieg w czasie natomiast, proces może być prowadzony okresowo lub w
sposób ciągły.
20.2. APARATURA DO ŁUGOWANIA
Ekstrakcja w aparatach do ługowania jest oparta na przepływie rozpuszczalnika
przez rozdrobnioną warstwę rozdzielanego ciała stałego, podczas którego jest
ługowany pożądany składnik. Proces przebiega w dwóch etapach:
1. Kontakt rozpuszczalnika z ciałem stałym i dyfuzja rozpuszczonej substancji w
głąb rozpuszczalnika.
2. Separacja roztworu z pozostałości ciała stałego.
Oprócz wymienionych etapów są niezbędne dodatkowe operacje, którymi są
przygotowanie ciała stałego do ługowania, tj. rozdrobnienie i klasyfikacja oraz
odzysk wyługowanej substancji z ekstraktu (rozpuszczalnika), zwykle przez
odparowanie lub destylację.
Podczas ługowania warstwy nieruchomej rozpuszczalnik może się kontak-
tować z ciałem stałym trzema sposobami (rys. 20.1):
a) poprzez natrysk i przepływ grawitacyjny ekstrahentu,
b) pełne zalanie warstwy,
c) spływ okresowy.
293
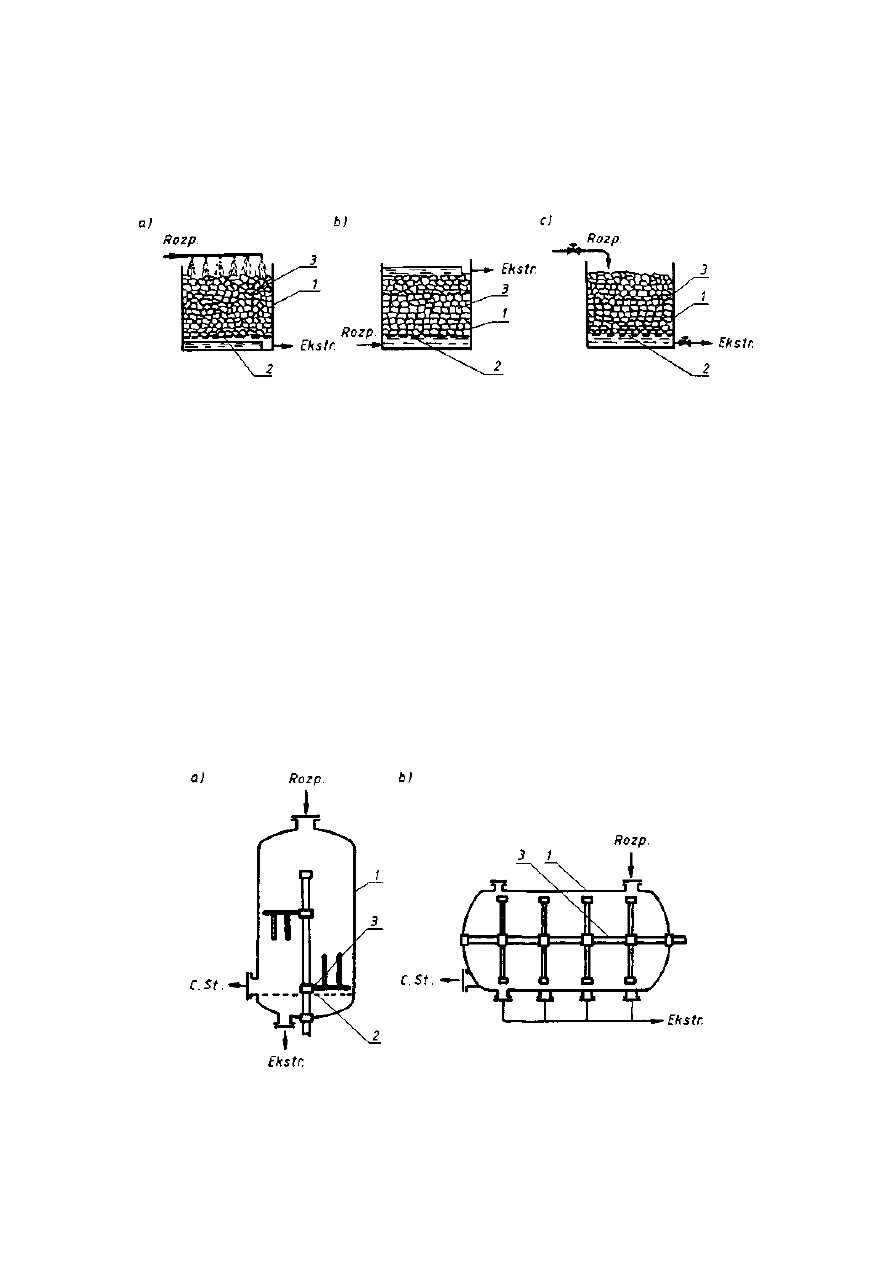
Najprostszy aparat do ługowania z warstwą nieruchomą stanowi otwarty zbiornik
z perforowanym dnem, w którym rozpuszczalnik podawany na górę wypełnienia,
przepływa grawitacyjnie przez ługowaną warstwę. Ten prosty
Rys. 20.1. Zasadnicze sposoby ługowania ciał stałych: a) natrysk rozpuszczalnika i przesączanie się
ekstraktu, b) pełne zalanie warstwy, c) spływ okresowy ekstraktu; l — zbiornik, 2 — ruszt
sitowy, 3 — ługowana warstwa
sposób ma jednak wady, którymi są kanałowanie przepływu rozpuszczalnika i
mała sprawność ługowania. Polepszenie efektów ługowania osiąga się w apa-
ratach, w których rozproszone cząstki ciała stałego w rozpuszczalniku są mie-
szane, następnie separowane, zwykle przez sedymentację, w tym samym aparacie
lub oddzielnym filtrze. Zamknięte zbiorniki cylindryczne (rys. 20.2) w usy-
tuowaniu pionowym lub poziomym są zaopatrzone w mieszadła łapówę i króćce
odpływowe ekstraktu w dolnej części. Gdy przepływ grawitacyjny roztworu jest
zbyt wolny, wtedy stosuje się cyrkulację wymuszoną rozpuszczalnika pompą.
Aparaty typu zbiornikowego są również instalowane w układzie szeregowym,
bateryjnym. Rozpuszczalnik przepływa wówczas kolejno przez każdy aparat lub
jest kolejno podawany do każdego aparatu.
Rys. 20.2. Aparaty do ługowania okresowego z mieszadłami: a) pionowy, b) poziomy; l -zbiornik, 2
— ruszt sitowy, 3 — mieszadła
294
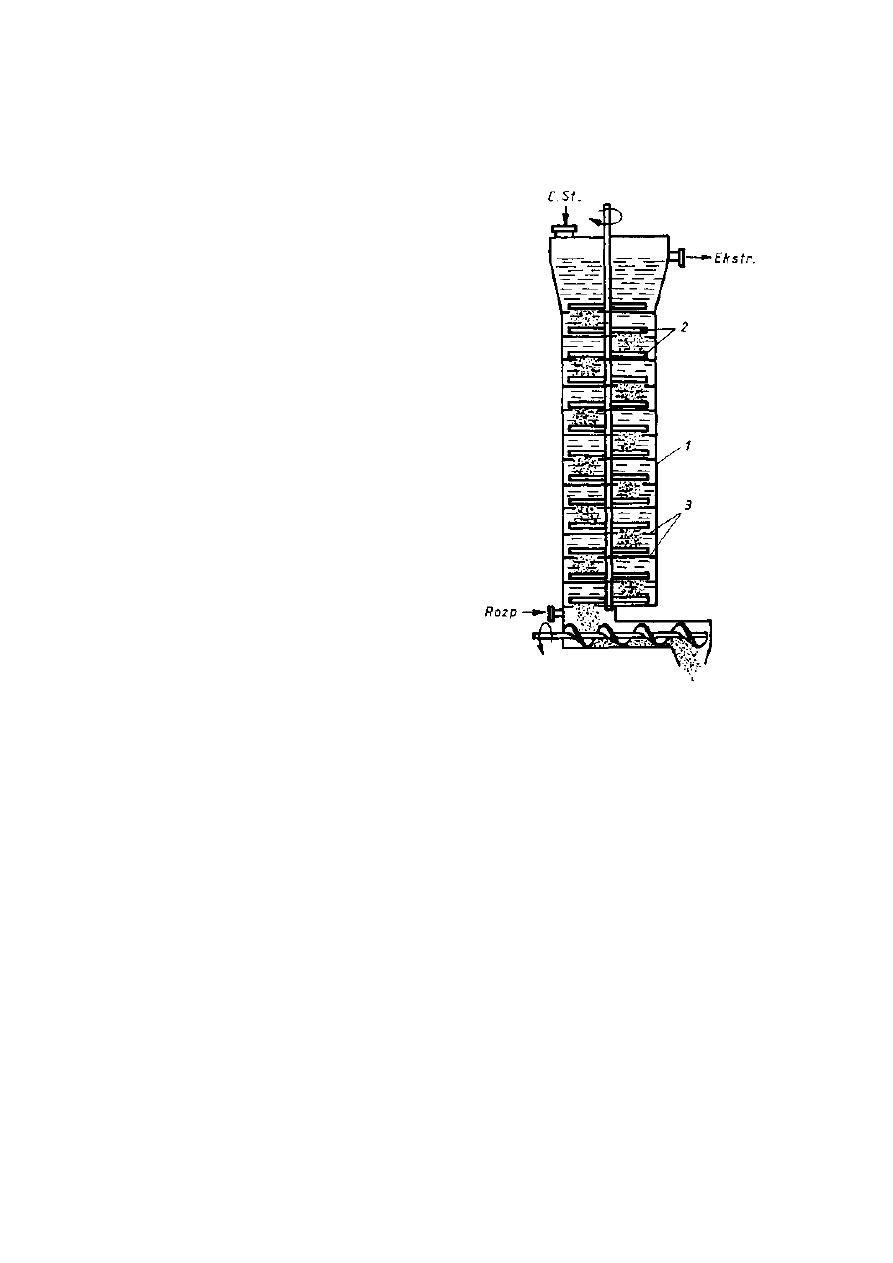
Ciągłe ługowanie rozproszonego ciała stałego może być również prowadzone
w pionowym ekstraktorze półkowym (rys. 20.3), stanowiącym kolumnę po-
dzieloną na stopnie przez poziome per-
forowane półki, z umieszczonym centralnie
wałem ze zgarniakami ciała stałego z półek.
Półki posiadają otwory wyładowcze
przesunięte o 180° na sąsiednich półkach.
Ciało stałe jest podawane na górę kolumny,
skąd stopniowo przesuwane przez zgarniaki
spada z półki na półkę, po czym, jako
wyczerpane, jest odprowadzane z aparatu
podajnikiem ślimakowym. Rozpuszczalnik
wpływa w dolnej części kolumny, płynąc do
góry ługuje ciało stałe i jako ekstrakt odpływa
w górnej części kolumny.
Ekstraktory ciągłe typu przenośników
ślimakowych śrubowych są stosowane w
wersji stanowiącej trzy oddzielne przenośniki
śrubowe (rys. 20.4a) do wymuszenia ruchu
ciała stałego w zbiorniku ekstrakcyjnym w
kształcie litery U. Linia śrubowa
przenośników jest perforowana,
rozpuszczalnik może więc przepływać w
przeciwprądzie do poruszającego się ciała
stałego. Ślimaki obracają się z różnymi
prędkościami; ciało stałe jest zagęszczane na
drodze do wyładowania z aparatu. Typ
poziomy (rys. 20.4b) stanowi wersję prostszą
i posiada część z przenośnikiem
pochylonym, w którym może być prowadzone mycie, ociekanie wyładowywanego
ciała stałego po ługowaniu. Ługowanie przeciwprądowe, podobnie jak i w baterii
przeciwprądowej okresowej, może być prowadzone w ekstraktorze rotacyjnym
komorowym (rys. 20.5). Płaski bęben, podzielony na klinowe komory, obraca się
powoli w zbiorniku nieruchomym o nieco większej średnicy. W trakcie obrotu
bębna każda komora przechodzi pod urządzeniem podającym ciało stałe,
następnie przez szereg natrysków rozpuszczalnikiem. Po wyługowaniu
wyczerpane ciało stałe jest automatycznie usuwane z komory do pojemnika
poniżej aparatu. Roztwór, po przesączeniu się w każdej komorze przez warstwę
ciała stałego, spływa do pojemnika poniżej zbiornika aparatu, skąd jest kierowany
na zraszanie kolejnej komory, po czym opuszcza aparat jako ekstrakt. Ekstraktor
jest zamknięty w hermetycznej obudowie w celu zapobieżenia emisji oparów
rozpuszczalników do środowiska.
Rys. 20.3. Ekstraktor do ługowania ciągłego
półkowy: l — kolumna aparatu, 2 —
zgarniaki — mieszadła, 3 — półki, 4 —
ślimak wyładowczy
295
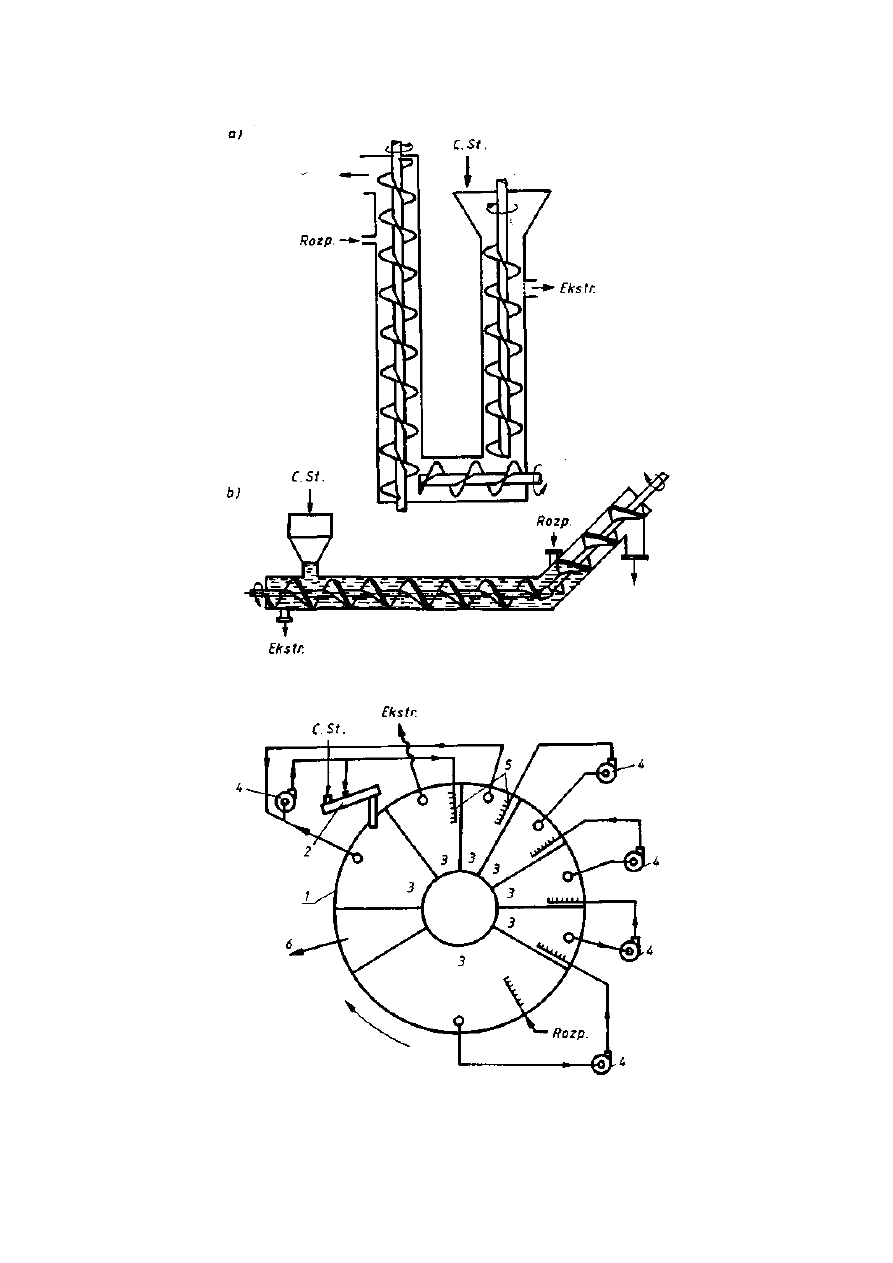
Rys. 20.4. Ekstraktory do ługowania ciągłego — ślimakowe: a) pionowy, b) poziomy
Rys. 20.5. Ekstraktor rotacyjny: l - ekstraktor, 2 - podajnik surowca - ciała stałego, 3 - komory
ekstrakcyjne, 4 - pompy cyrkulacyjne, 5 - natrysk rozpuszczalnika, 6 - wyładunek
wyługowanego ciała stałego
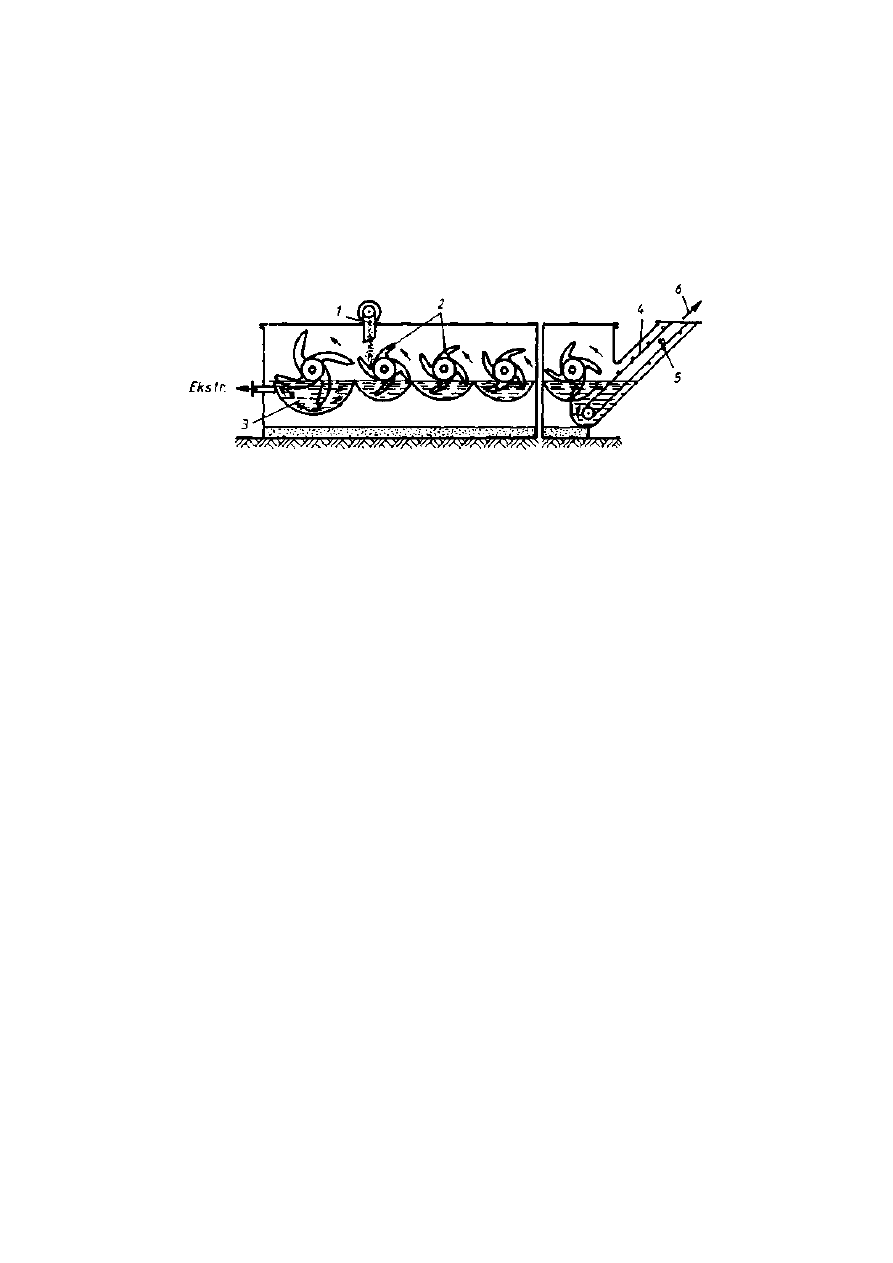
Ekstraktor rurowy przelewowy (rys. 20.6) zawiera szereg równoległych rur, z
umieszczonymi w nich poziomymi mieszadłami, służącymi do wymuszenia ruchu
ciała stałego pomiędzy rurami. Ociekanie następuje wtedy, gdy ciało stałe jest
wynoszone nad poziom cieczy w rurze i opada do rury następnej. Ługowanie
przebiega przeciwprądowo; jak ciało stałe przenoszone jest z rury do rury w
kierunku przeciwnym do przepływu rozpuszczalnika.
Rys. 20.6. Ekstraktor rurowy przelewowy: l - podajnik ciała stałego, 2 - mieszadła mechaniczne, 3 -
sekcja filtracyjna, 4 - przenośnik zgarniakowy, 5 — natrysk świeżego rozpuszczalnika, 6 -
wyładunek wyługowanego ciała stałego
Procedury obliczeniowe procesów i aparatów do ługowania ciał stałych są
podawane w specjalistycznej literaturze związanej w dużym stopniu z przemy-
słem przetwórczym surowców metalurgicznych i rolno-spożywczych [l]-[3].
20.3. EKSTRAKTORY
Ekstrakcja w układzie ciecz—ciecz może być prowadzona w sposób stopnio-
wany lub ciągły.
20.3.1. EKSTRAKTORY MIESZALNIKOWE
Ekstrakcję stopniowaną na ogół prowadzi się w mieszalnikach połączonych z
odstojnikami lub wirówkami. W układzie zwanym jednostopniowym ekstrakcja
polega na jednokrotnym zmieszaniu surówki z rozpuszczalnikiem w mie-
szalniku mechanicznym (rys. 20.7), i rozdzieleniu ich na ekstrakt i rafmat.
Układ mieszalnik—odstojnik nosi miano stopnia ekstrakcyjnego. Ekstrakcja wie-
lostopniowa polega na kilkakrotnym ekstrahowaniu surówki świeżymi porcjami
rozpuszczalnika, co można traktować jako wielokrotne powtórzenie procesu
jednostopniowego. Wadą prostej ekstrakcji wielostopniowej jest znaczne zużycie
rozpuszczalnika i straty rafinatu. Zastosowanie przeciwprądowego przepływu
surówki i rozpuszczalnika w baterii ekstrakcyjnej, składającej się z wielu stopni
ekstrakcyjnych (mieszalnik-odstojnik), ustawionych pionowo lub kaskadowo,
umożliwia uzyskanie bardziej czystego rafinatu i stężonego ekstraktu, z
mniejszym zużyciem rozpuszczalnika.
297
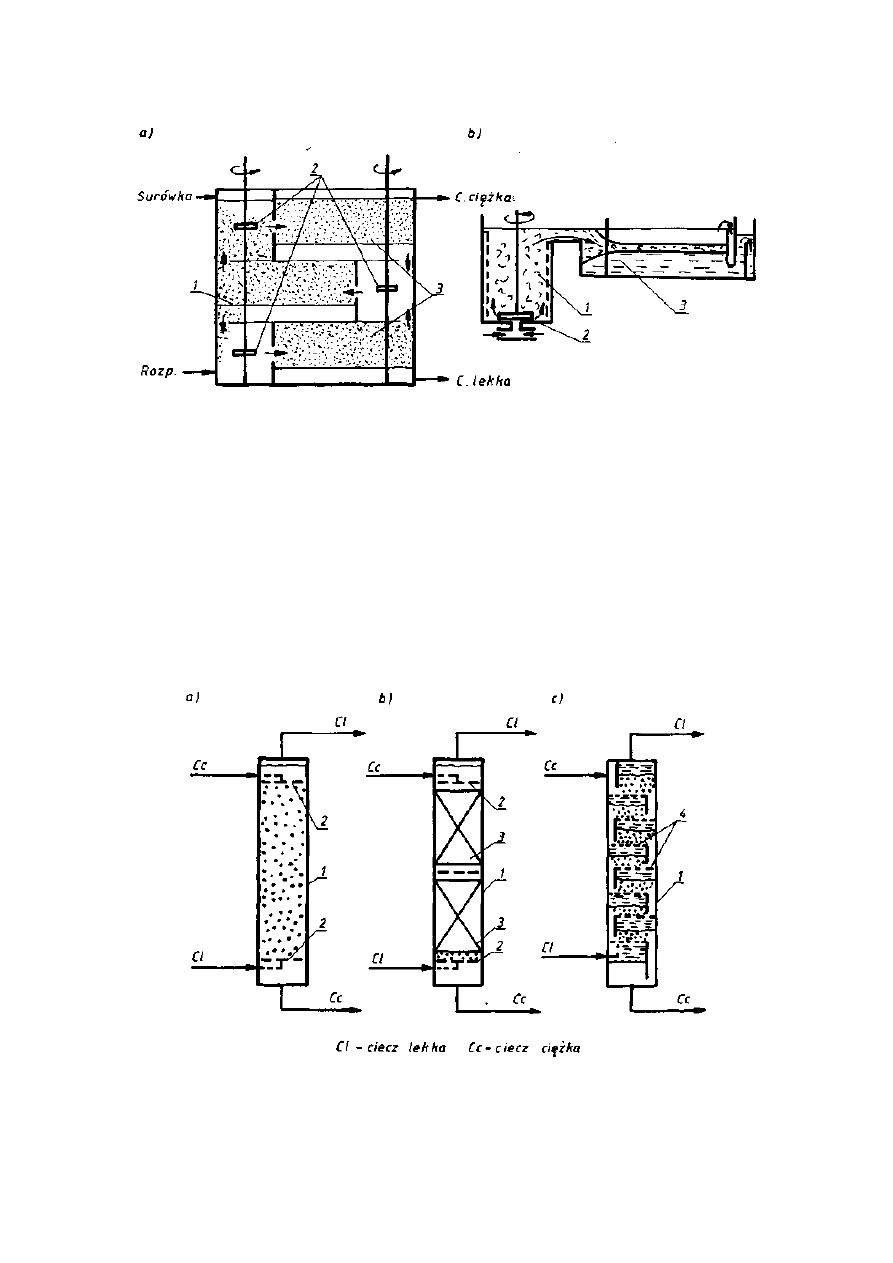
Rys. 20.7. Ekstraktory typu mieszalnik—odstojnik: a) pionowy, b) poziomy; l — komora mieszania, 2
— mieszadła, 3 — komory odstawania
20.3.2. EKSTRAKTORY KOLUMNOWE
Ekstrakcja ciągła jest prowadzona w kolumnach ekstrakcyjnych, w których
surówka ekstrakcyjna i rozpuszczalnik kontaktują się w przeciwprądzie w
sposób ciągły. Stosowane są trzy zasadnicze sposoby prowadzenia procesu w
kolumnach (rys. 20.8):
a) natryskowy,
b) przepływ przez wypełnienie,
c) kontakt cieczy na półkach.
Rys. 20.8. Kolumny ekstrakcyjne: a) natryskowa, b) z wypełnieniem, c) półkowa; l - kolumna, 2 —
dystrybutory cieczy, 3 — wypełnienie, 4 — półki z przelewami
298

Surówka i rozpuszczalnik są podawane do kolumny na jej przeciwległych
krańcach, przy czym ciecz mająca większą gęstość od góry kolumny, lżejsza
natomiast od dołu kolumny. Obie fazy przepływają przeciwprądowo z prędkością
zależną od różnicy ich gęstości, jedna w postaci fazy zwartej, druga natomiast w
postaci fazy rozproszonej. Ekstrakt i rafinat odbierane są z przeciwległych
krańców kolumny.
W kolumnach natryskowych (rys. 20.8a) krople cieczy rozproszonej prze-
pływają swobodnie przez ciecz w postaci zwartej. Przepływ fazy rozproszonej w
zależności od jej gęstości może następować od góry bądź od dołu kolumny.
Środkowa część kolumny stanowi przestrzeń ekstrakcyjną, górna i dolna nato-
miast — przestrzenie odstawania. Kolumny natryskowe o stosunkowo dużej
wydajności, w porównaniu z innymi kolumnami, mają mniejszą efektywność
ekstrakcji.
W kolumnach ekstrakcyjnych z wypełnieniem (rys. 20.8b) są stosowane tego
samego rodzaju wypełnienia jak w kolumnach absorpcyjnych. Wypełnienie dobiera
się tak, aby było ono lepiej zwilżalne przez ciecz, stanowiącą fazę zwartą. Faza
zwarta spływa wówczas po wypełnieniu, gdy natomiast krople, jako faza
rozproszona, przepływając toczą się po jej powierzchni. Kolumny z wypełnieniem
mają mniejszą wydajność od natryskowych, lecz efektywność ekstrakcji jest
większa, dzięki wyeliminowaniu mieszania wstecznego, większej powierzchni
kontaktu faz i szybkości jej odnawiania.
W kolumnach z pólkami perforowanymi (rys. 20.8c) rozproszenie fazy
zachodzi w otworach półki, z jednoczesnym łączeniem się kropelek na następnej
półce, co wpływa korzystnie na odnawianie powierzchni wymiany masy.
Kolumny te są wyposażone również w przelewy fazy zwartej z półki na półkę.
Stosowane są także kolumny ekstrakcyjne z przegrodami poziomymi, które
nadają płynącej cieczy odpowiedni kierunek i zapobiegają jej mieszaniu wste-
cznemu. Przegrody te mogą mieć różny kształt. Faza rozproszona płynie tu w
postaci warstewki po powierzchni przegród i jest w kontakcie z fazą zwartą. W
przestrzeni pomiędzy przegrodami faza rozpraszana przepływa w postaci
kropel.
Schematy często stosowanych kolumn ekstrakcyjnych z mieszadłami i
przegrodami przedstawia rys. 20.9. Mieszadła mogą być również umieszczone
pomiędzy strefami odstawania, które mogą stanowić warstwy różnego rodzaju
wypełnień. W wyniku mieszania uzyskuje się wzrost burzliwości w fazie zwartej i
rozdrabnianie kropel fazy rozproszonej, co powoduje wzrost szybkości ekstrakcji.
Stosowane są mieszadła mechaniczne tarczowe i turbinowe. Prędkość obrotów
mieszadeł (rys. 20.9a,b,c) musi być tak dobrana, by krople fazy rozproszonej mogły
przepływać pod wpływem różnicy gęstości. Ciecz w kolumnie ekstrakcyjnej może
być również mieszana pulsacyjnie (rys. 20.9d). Mieszanie tego rodzaju powoduje
powstawanie wirów w fazie zwartej, zwiększenie powierzchni kontaktu faz i czasu
przebywania kropel w fazie zwartej.
299
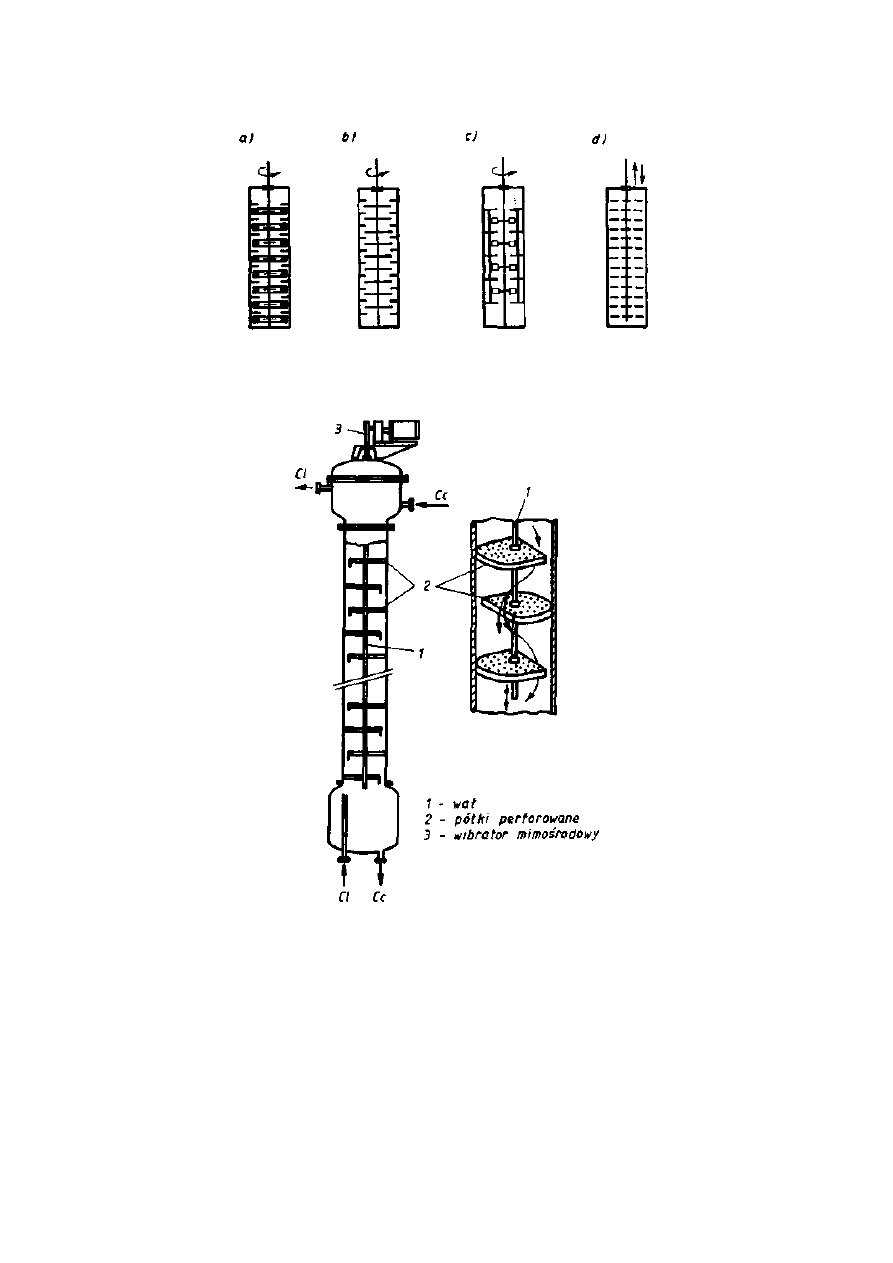
Rys. 20.9. Kolumny ekstrakcyjne z mieszadłami mechanicznymi: a,b,c) mieszadła obrotowe,
d) mieszadło pulsacyjne
Rys. 20.10. Kolumna ekstrakcyjna z półkami ruchomymi: l — wał napędowy, 2 — półki per-
forowane, 3 - wibrator mimośrodowy
Schemat kolumny ekstrakcyjnej z ruchomymi półkami sitowymi przedstawia
rys. 20.10. W kolumnie z pulsacją hydrauliczną słupa cieczy (rys. 20.11) ciecz
lżejsza, stanowiąca fazę rozproszoną, dopływa od dołu kolumny. Kontakt faz
następuje w środkowej części kolumny, zwiększony w wyniku ruchu posuwisto-
zwrotnego tłoka (nurnika, membrany) z częstotliwością pulsacji 1 - 1 0 na sekundę i
amplitudą 2-8 mm. Produkty ekstrakcji są odbierane z komór
300
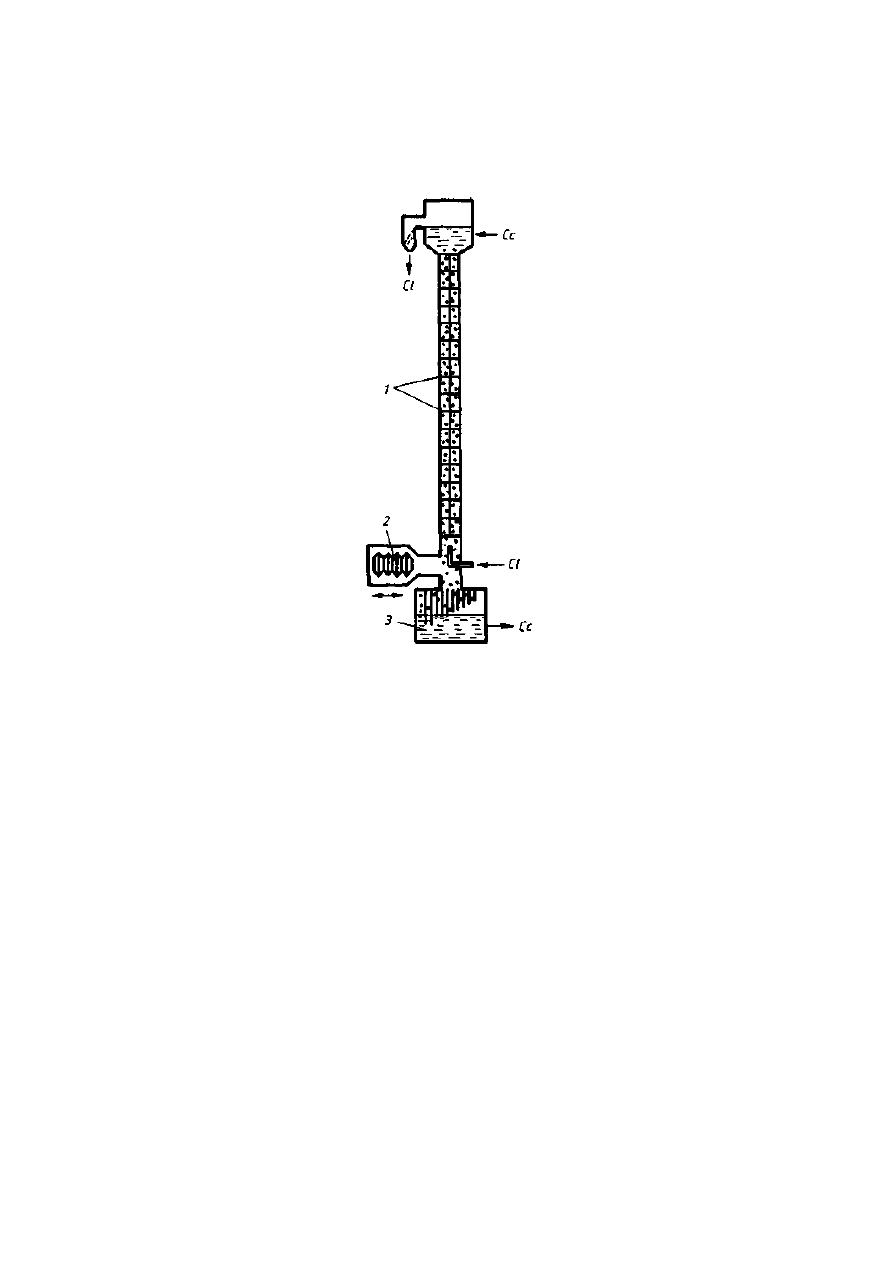
odstawania górnej i dolnej. Kolumny półkowe, kolumny z mieszadłami i pulsacyjne
są bardziej efektywne niż pozostałe.
Rys. 20.11. Kolumna ekstrakcyjna z pulsacją słupa cieczy: l - półki perforowane, 2 — pulsa-
tor, 3 — komora odstawania
20.3.3. EKSTRAKTORY WIRÓWKOWE
Ekstraktory wirówkowe są konstrukcjami specjalnymi, stosowanymi do eks-
trakcji cieczy łatwo emulgujących się, o małej objętości 30 dm
3
/h-100 m
3
/h, gdy
są to substancje cenne i proces musi przebiegać szybko. W ekstraktorze
wirówkowym Podbielniaka (rys. 20.12) ciecz jest rozprowadzana po ścianie
powierzchni spiralnej, umieszczonej wewnątrz wirującego bębna wirówki z
prędkością 2000-5000 obr/min. Ciecz o większej gęstości przepływa od osi do
obwodu bębna, o mniejszej gęstości natomiast jest doprowadzona pod ciś-
nieniem do obwodu i płynie do osi obrotu bębna, skąd odpływa. W przestrzeni
spiralnej, na skutek bezpośredniego kantaktu faz, podczas przepływu przeciw-
prądowego następuje intensywna wymiana masy między fazami. Wirówki te
charakteryzują się możliwością zmiany stosunku strumienia surówki i rozpusz-
czalnika w szerokich granicach, przy dużej powierzchni kontaktu międzyfazo-
wego i krótkim czasie kontaktu. W innych rozwiązaniach (rys. 20.13) we-
wnątrz bębna wirówki do pionowego wału są przymocowane cylindryczne
współosiowe przegrody z blachy perforowanej, z tzw. skrzydełkami, tworzący-
301
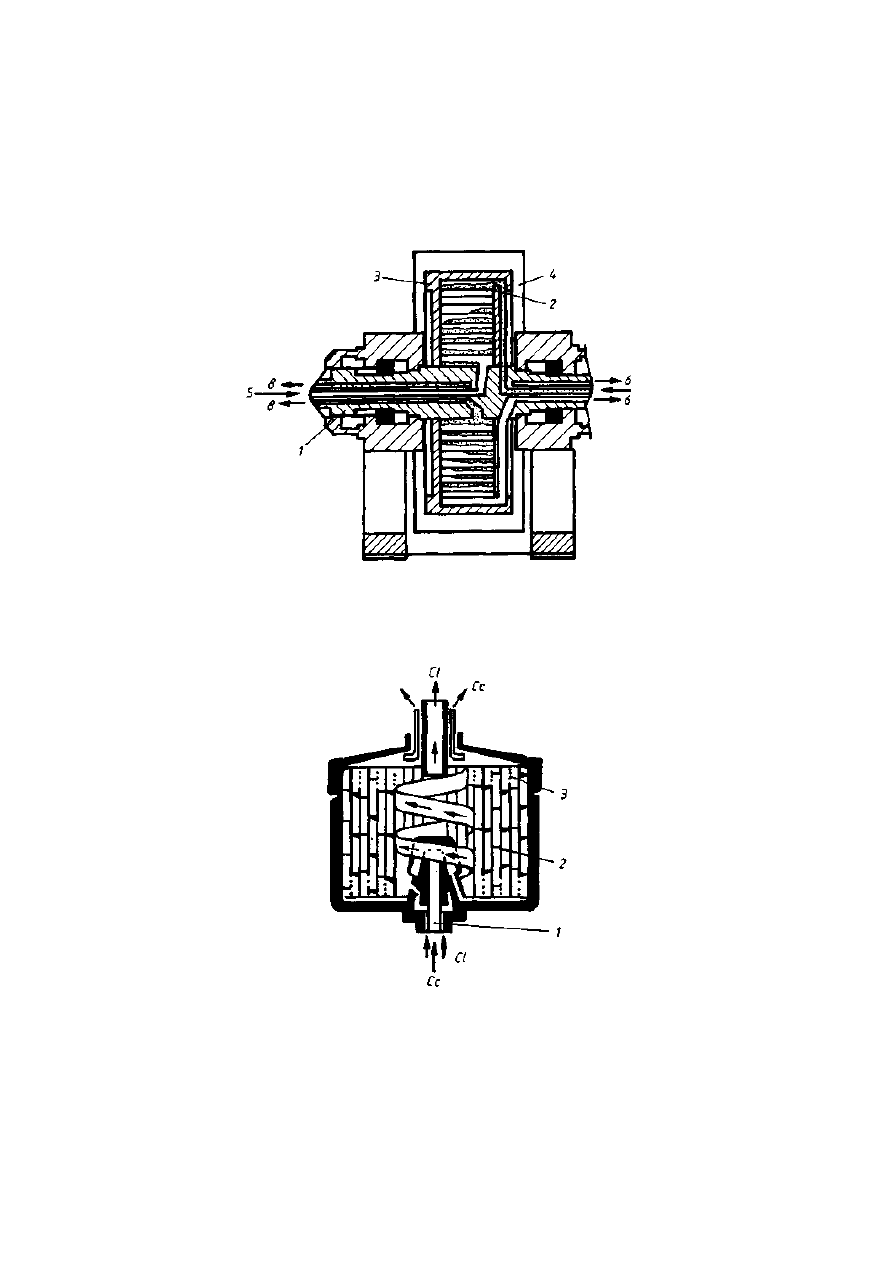
mi szereg spiralnych kanałów. Surówka i rozpuszczalnik są podawane od dołu, z
tym, że faza lekka wpływa do kanałów od obwodu zewnętrznego i płynie do osi,
faza ciężka natomiast przeciwprądowo, w kierunku przeciwnym. Parametry pracy i
zastosowanie są analogiczne jak w wirówce Podbielniaka.
Rys. 20.12. Ekstraktor wirówkowy z powierzchnią spiralną Podbielniaka: l — wał pusty, 2 -
blachy zwinięte spiralnie, 3 — wirnik, 4 — osłona, 5,6 — dopływ i odpływ cieczy cięższej,
7,8 - dopływ i odpływ cieczy lżejszej
Rys. 20.13. Ekstraktor wirówkowy Alfa-Laval: l - wał pusty, 2 - cylindry pionowe z półkami, 3 —
otwory dla przepływu cieczy
302

20.4. DOBÓR APARATURY EKSTRAKCYJNEJ
Dobór aparatury procesowej do ekstrakcji jest oparty na szybkości ekstrakcji
(ługowania). W trakcie ługowania rozpuszczalnik dyfunduje przez porowatą
strukturę ciała stałego do jego wnętrza. W celu zapewnienia odpowiedniej
szybkości tego procesu niezbędne jest właściwe rozdrobnienie materiału i mie-
szanie. Rozpuszczalnik powinien być tu selektywny, o małej lotności.
Ekstrakcja w układzie ciecz-ciecz, pod względem intensywności przenikania
masy, przebiega najefektywniej w ekstraktorach z mieszaniem mechanicznym, z
dużą wydajnością procesu w kolumnach z mieszadłami turbinowymi.
Ograniczenie w stosowaniu tego rodzaju aparatów stanowią względy konstruk-
cyjne i materiałowe. Nie mają tej wady ekstraktory pulsacyjne sitowe i z wy-
pełnieniem, lecz trudności i ograniczenia sprawia wprowadzenie w wibracje
dużych mas cieczy.
Ekstraktory wirówkowe są odpowiednie do ekstrakcji układu ciecz-ciecz o
małej różnicy gęstości, w którym składniki ulegają łatwo zemulgowaniu i
rozkładowi i konieczny jest krótki czas ekstrakcji. Zarówno koszt inwestycyjny,
jak i eksploatacyjny tych aparatów jest jednak wysoki.
LITERATURA
[ 1 ] Handbook of Separation Techniques for Chemical Engineers, Ed. P.A. Schweitzer, McGraw-
-Hill Book Comp., New York 1979. [2] AKSIELRUD G.A.,
ŁYSIANKSI
W.M., Ekstrakcja w
układzie dato stale-ciecz, tłum. z roś.,
WNT, Warszawa 1978.
[3] ZlOŁKOWSKl Z., Ekstrakcja cieczy w przemyśle chemicznym, wyd. 2, WNT, Warszawa 1979. [4]
Science and practice of liquid—liquid extraction, Vol 1 & 2, Ed., J.D. Thornton, Clarendon
Press, Oxford 1992.
303
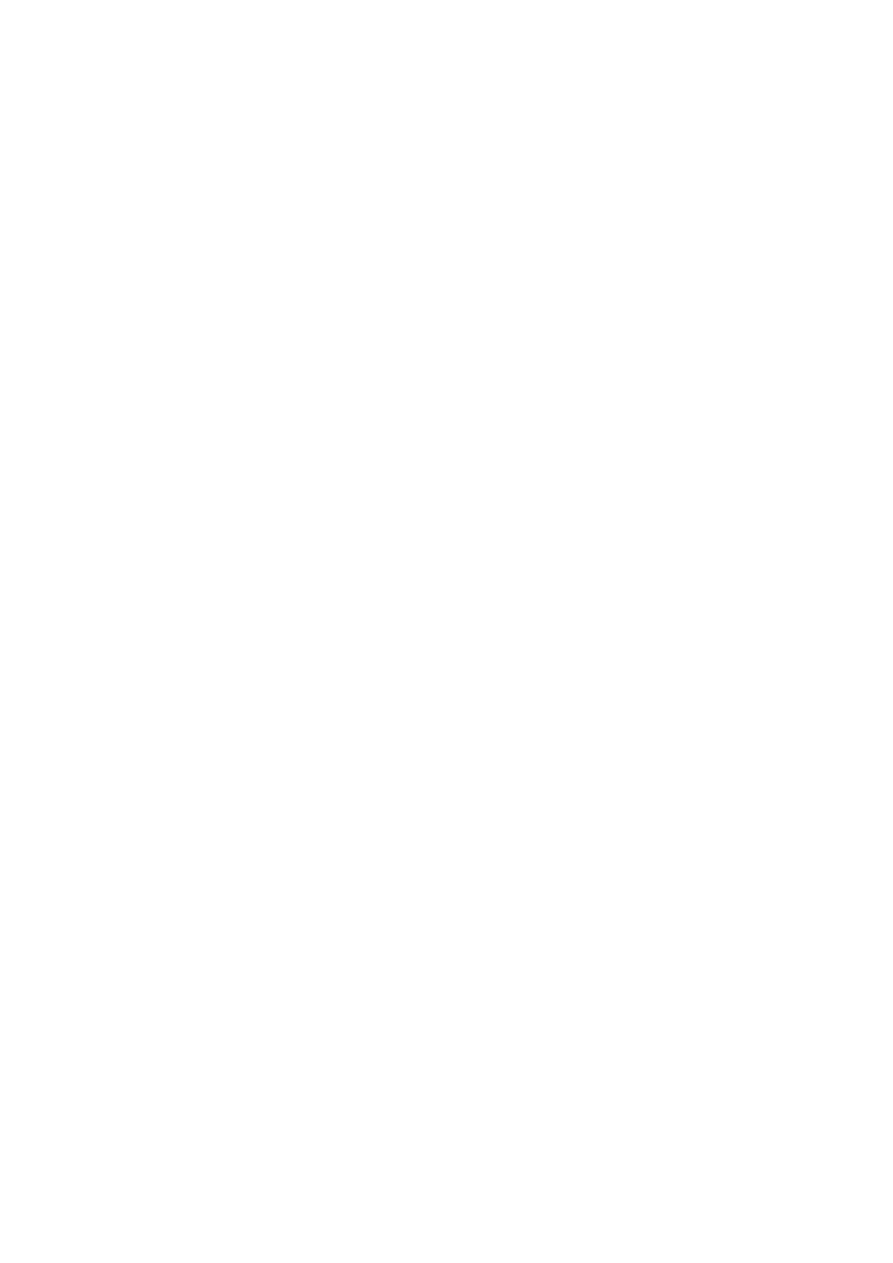
21. SUSZARKI
21.1. WPROWADZENIE
Proces suszenia — usuwania wilgoci lub innej substancji lotnej z ciał stałych,
szlamów i zawiesin jest etapem przejściowym lub końcowym wielu technologii
przemysłowych, w tym również wytwarzania wyrobów gotowych. Suszenie ma
m.in. na celu:
1. Wytworzenie produktu lub półproduktu o odpowiednich właściwościach
użytkowych
2. Zwiększenie trwałości materiałów.
3. Zmniejszenie kosztów transportu materiałów.
Materiał w kontakcie z powietrzem o określonej temperaturze i wilgotności
traci lub zyskuje wilgoć, aż osiągnie stan równowagi nasycenia wilgocią. W
zależności od wymienionych parametrów oraz rodzaju materiału stan równowagi
zmienia się w szerokich granicach. W materiałach nieporowatych wilgotność
równowagowa jest równa zeru. Wilgoć w materiale znajdować się może w
postaci swobodnej na powierzchni, w stanie równowagi lub może być związana
w kapilarach, w wyniku adsorpcji lub stanowić roztwór na ścianie.
W celu przewidywania suszenia konieczna jest znajomość układu powie-
trze—woda i wszystkich z tym układem związanych wielkości procesowych.
Szybkość suszenia zależy od rodzaju materiału i jego struktury. W pierwszym
etapie usuwana jest wilgoć swobodna z powierzchni materiału i proces odbywa
się ze stałą szybkością: jest to I okres suszenia. W II okresie suszenia wilgoć
jest usuwana z wnętrza materiału i szybkość suszenia stale spada.
Duża różnorodność właściwości fizycznych i chemicznych suszonych mate-
riałów powoduje, że istnieje wiele sposobów prowadzenia procesu suszenia i
rozwiązań konstrukcyjnych aparatów do suszenia — suszarek.
W klasyfikacji suszarek, opartej na metodzie pracy i sposobie dostarczania
ciepła, wyróżnia się następujące suszarki:
l. Okresowe lub ciągłe. ' 2.
Z ogrzewaniem:
a) bezpośrednim — suszarki konwekcyjne,
b) pośrednim — suszarki przeponowe.
3. Radiacyjne.
4. Mikrofalowe i dielektryczne.
5. Specjalne.
304

Suszenie może być prowadzone pod ciśnieniem zwiększonym, atmosferycznym
lub pod próżnią.
O okresowości lub ciągłości suszenia decyduje strumień masy suszonego
materiału. Suszenie okresowe prowadzi się zazwyczaj wtedy, gdy masa suszo-
nego materiału jest mniejsza niż 100 kg/dzień. Proces ciągły zapewnia bardziej
równomierne suszenie i w zależności od kierunku wzajemnego ruchu czynnika
suszącego i suszonego materiału (surowca) wyróżnia się suszarki współprądo-
we, przeciwprądowe i o przepływie skrzyżowanym.
Jako czynniki grzejne są stosowane: powietrze, gazy spalinowe, para wodna,
niewodne nośniki ciepła, prąd elektryczny, promieniowanie podczerwone i
ultrakrótkie, prądy o wysokiej częstotliwości.
Ogrzewanie bezpośrednie materiału suszonego ma wiele zalet, lecz sprawność
cieplna procesu jest bardzo mała w wyniku unoszenia dużego strumienia ciepła z
gazami odlotowymi. Nie ma tej wady ogrzewanie przeponowe, lecz komplikuje
konstrukcję suszarki.
Ocena techniczno—procesowa suszarek jest dokonywana na podstawie czasu
suszenia, szybkości właściwej suszenia wyrażanej w kilogramach odparowanej
wilgoci na jednostkę powierzchni grzejnej w jednostce czasu [kg/(m
2
-h], wy-
dajności suszenia odniesionej do strumienia masy surowca lub produktu, zużycia
mocy, sprawności energetycznej i innych.
21.2. SUSZARKI KONWEKCYJNE
Suszarki konwekcyjne obejmują dużą grupę aparatów szeroko stosowanych w
wielu gałęziach przemysłu przetwórczego.
W grupie suszarek konwekcyjnych wyróżnia się następujące suszarki z warstwą
suszonego materiału:
— nieruchomą — komorowe, tunelowe, taśmowe,
— ruchomą — talerzowe, bębnowe
oraz suszarki z fazą rozproszoną ciekłą lub stałą suszonego materiału — roz-
pyłowe, fluidalne, pneumatyczne, kombinowane.
W suszarkach konwekcyjnych jako czynnik suszący jest stosowany gaz. By
zmniejszyć zużycie ciepła w procesie suszenia i jednocześnie złagodzić warunki
suszenia na wlocie do suszarki, stosuje się recyrkulację części gazu odlotowego.
Suszenie z obiegiem zamkniętym czynnika suszącego, dotyczy zwykle gazów,
tzw. obojętnych, drogich i związane jest ze skraplaniem wilgoci w kondensatorze i
ponownym ogrzewaniem gazu.
21.2.1. SUSZARKI KOMOROWE
Suszarki komorowe są jednymi z najprostszych i najczęściej stosowanych
suszarek okresowych. Zasadniczą część suszarki (rys. 21.1) stanowi prostokątna
komora, w której suszony materiał jest ułożony na tacach (półkach), wbudo-
305
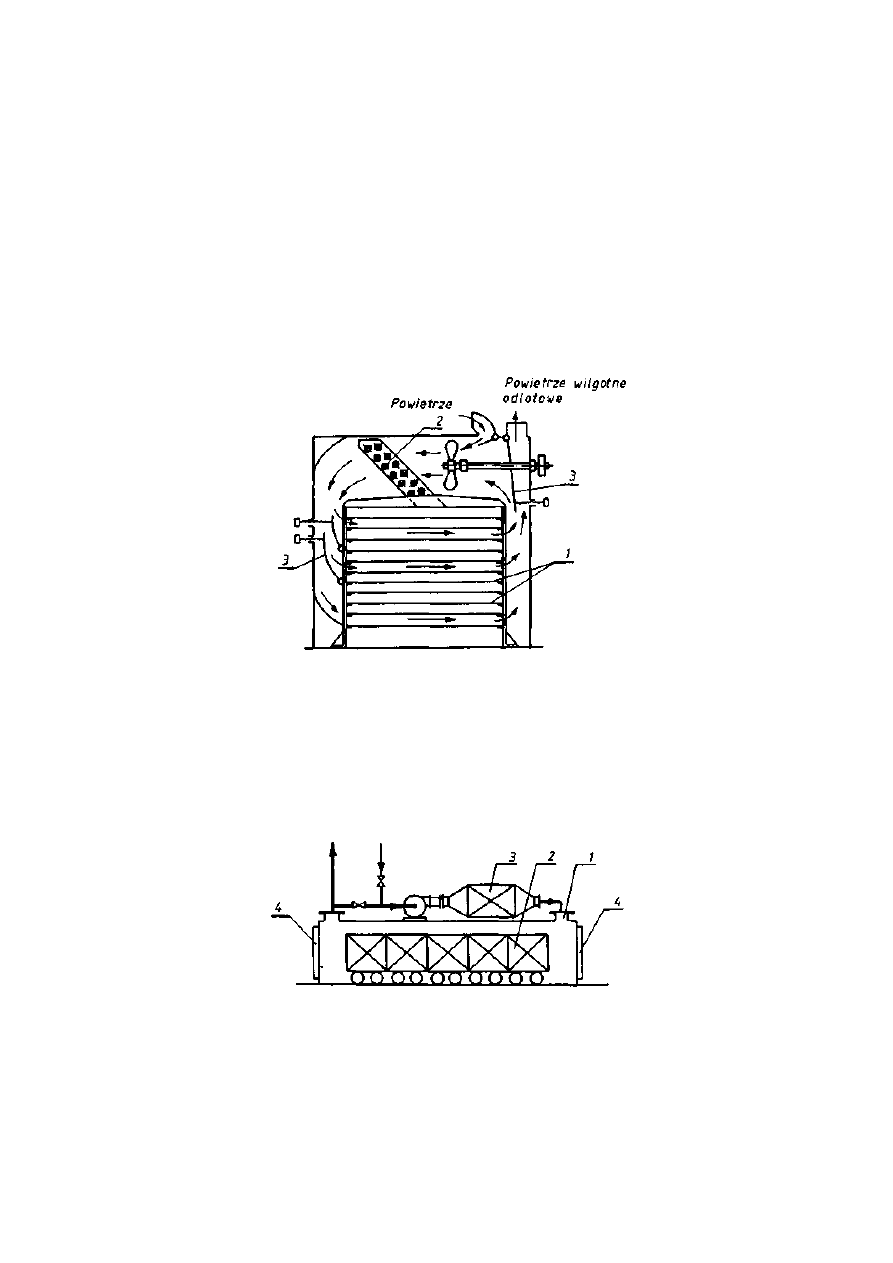
wanych na stałe lub wprowadzanych do komory na okres suszenia na konstrukcji
jezdnej. Przepływ powietrza przez komorę wymusza wentylator osiowy. Po
podgrzaniu w nagrzewnicy, powietrze systemem klap regulacyjnych jest kiero-
wane między półki nad warstwy suszonego materiału. Część powietrza odloto-
wego, wilgotnego jest recyrkulowana z powrotem do komory, gdzie po zmie-
szaniu ze świeżym strumieniem przepływa do podgrzewacza. Istnieją również
konstrukcje z wielokrotnym podgrzewaniem powietrza w obrębie komory po-
dzielonej na kilka szeregowych sekcji. Suszarki komorowe są stosowane do
okresowego suszenia materiałów o szerokim zakresie początkowej zawartości
wilgoci.
Rys. 21.1. Suszarka komorowa: l - półki, 2 — nagrzewnica, 3 - klapy regulacyjne
21.2.2. SUSZARKI TUNELOWE
W suszarkach tunelowych szereg półek lub wózków z suszonym materiałem
przesuwa się w długim tunelu. Suszenie zachodzi w wyniku przepływu przez
tunel gorącego powietrza w kierunku współ- lub przeciwprądowym
Rys. 21.2. Suszarka tunelowa: l - tunel, 2 - wózki z materiałem suszonym, 3 - nagrzewnica, 4 —
drzwi załadunkowo-wyładunkowe
(rys. 21.2). Przesuwanie półek lub wózków odbywa się mechanicznie. Prędkość
przepływu gazu wynosi ok. 2 m/s. Długość tuneli dochodzi do 60 m, sze-
306
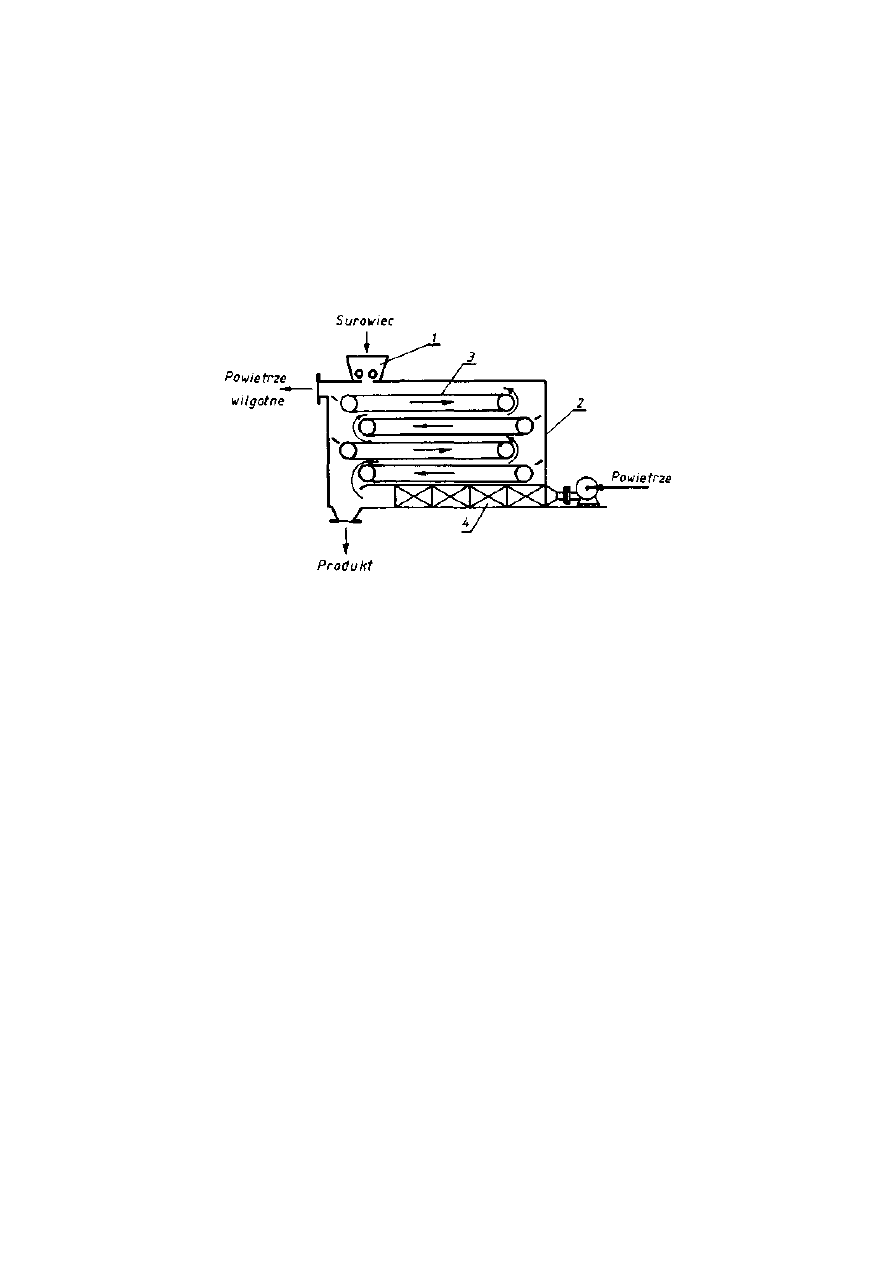
rokość do 6 m. Suszarki są stosowane do suszenia parafiny, żelatyny, mydeł,
ceramiki sanitarnej (dużych elementów).
21.2.3. SUSZARKI TAŚMOWE
Suszarki taśmowe stanowią rozwiązanie podobne do suszarek tunelowych,
lecz surowiec spoczywa na taśmie przenośnika; przenośników może być więcej niż
jeden, w ustawieniu nadsobnym (rys. 21.3). Całość znajduje się w komorze,
Rys. 21.3. Suszarka taśmowa: l - podajnik, 2 - komora suszarki, 3 - taśma, 4 - nagrzewnica
do której gorące powietrze podawane jest od dołu. Surowiec jest podawany od
góry na taśmę, również w postaci siatek metalowych. Gaz suszący przepływa
nad lub przez warstwę materiału, gdy taśmy są siatkowe, co jest korzystniejsze dla
procesu suszenia. W suszarkach wielotaśmowych (rys. 21.3) przesypywanie się
produktu z taśmy na taśmę wpływa korzystnie na szybkość i równomierność
suszenia. Suszarki są stosowane do suszenia materiałów ziarnistych kry-
stalicznych. Prędkość przepływu powietrza dochodzi do 3 m/s; przesuw taśmy
0,2-0,5 m/s; długość pojedynczych przenośników do 16 m.
21.2.4. SUSZARKI TALERZOWE
Suszarka talerzowa półkowa (rys. 21.4) zawiera pionowy obrotowy wał z
segmentem talerzy (półek), na których spoczywa warstwa surowca o grubości 20-
40 mm, podawana od góry. Suszony materiał jest zgarniany przez stacjonarne
ramieniowe zgarniaki, umieszczone wzdłuż promienia półki, kolejno z półki na
półkę, aż do wyładowania na dole suszarki. Gaz suszący jest podawany od dołu i
skierowany wzdłuż półek przez wentylatory promieniowe. Odpływ gazu
wilgotnego następuje górą suszarki. Ogrzewanie półek odbywa się przez rzędy
rur parowych, przez które jest zasysane powietrze wentylatorami. Suszarki są
stosowane do suszenia materiałów kohezyjnych. Powierzchnia półek w
pojedynczej suszarce wynosi 0,7-200 m
2
. Suszarki mogą pracować
307
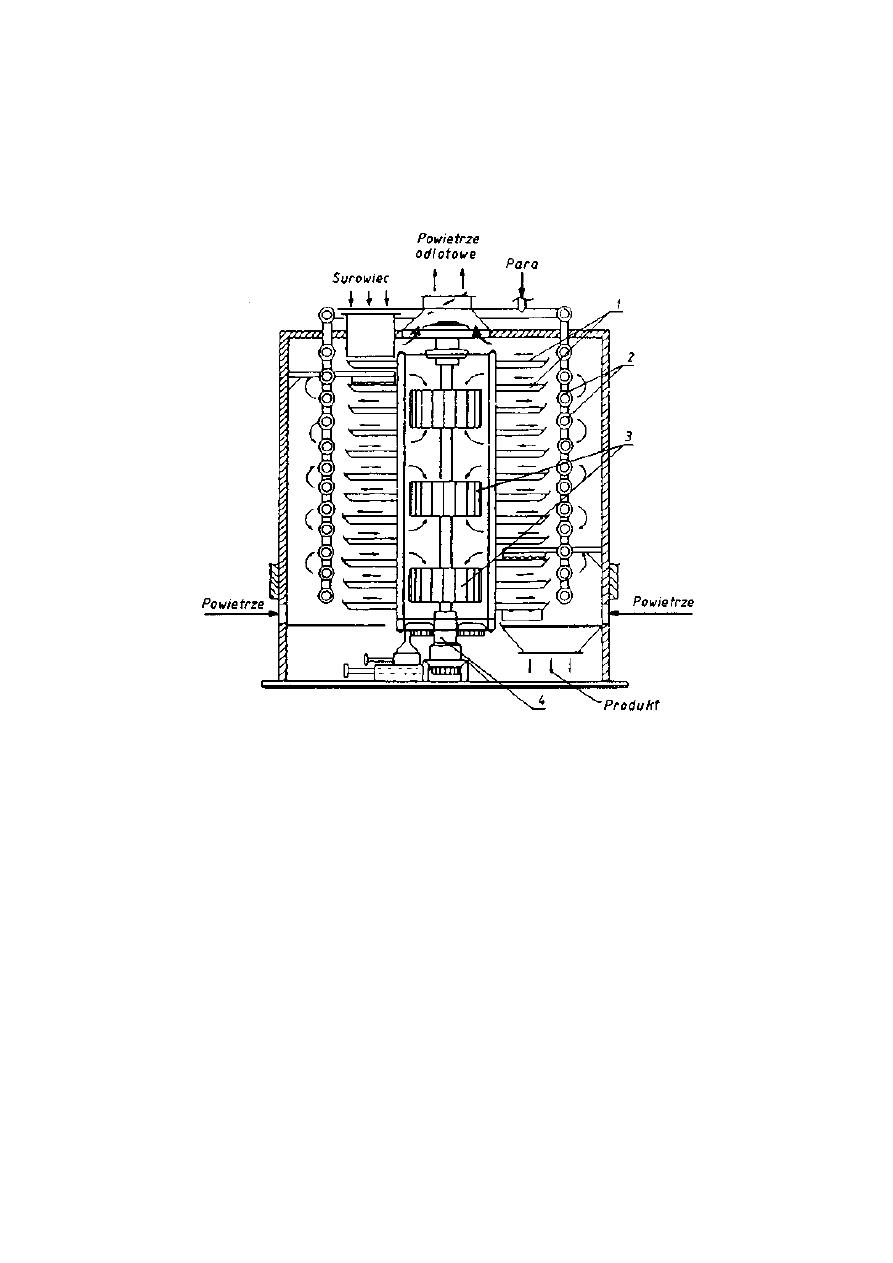
w układzie zamkniętym — cyrkulacyjnym, gdy istnieje konieczność oczyszczania
gazów odlotowych z zanieczyszczeń aerozolwych i gazowych. Półki dolne są
często stosowane do chłodzenia produktu. Szybkość suszenia wynosi 0,7-5
kg/(m
2
-h). Prędkości przepływu gazu 0,6-2,5 m/s.
Rys. 21.4. Suszarka talerzowo-półkowa: l - talerze - półki, 2 — nagrzewnica parowa, 3 wentylatory,
4 — napęd talerzy i wentylatorów
21.2.5. SUSZARKI BĘBNOWE — ROTACYJNE
Zasadniczy element suszarek bębnowych stanowi cylindryczny bęben na-
chylony pod małym kątem, rzędu 2° do poziomu (rys. 21.5), wprawiany w po-
wolny ruch obrotowy za pomocą odpowiedniej przekładni zębatej. Surowiec
jest podawany do górnego końca bębna. Ruch materiału jest wywołany rotacją
bębna, kierunek — jego pochyleniem. Materiał jest systematycznie przesypy-
wany i opada w strumieniu gorącego powietrza lub spalin przepływających we
współ- lub przeciwprądzie. Suszarki bębnowe stanowią liczną grupę, różniącą
się elementami zabudowy wnętrza bębna, z zadaniem zapewnienia jak najlep-
szych warunków procesowych do suszenia. Istotnym parametrem jest średni
czas przebywania materiału w suszarce. Jeżeli jest on zbyt krótki, to materiał
nie będzie odpowiednio wysuszony. Jeśli zbyt długi, to będzie przesuszony, co
stanowi stratę energii i wydajności. Czas ten jest proporcjonalny do kwadratu
308
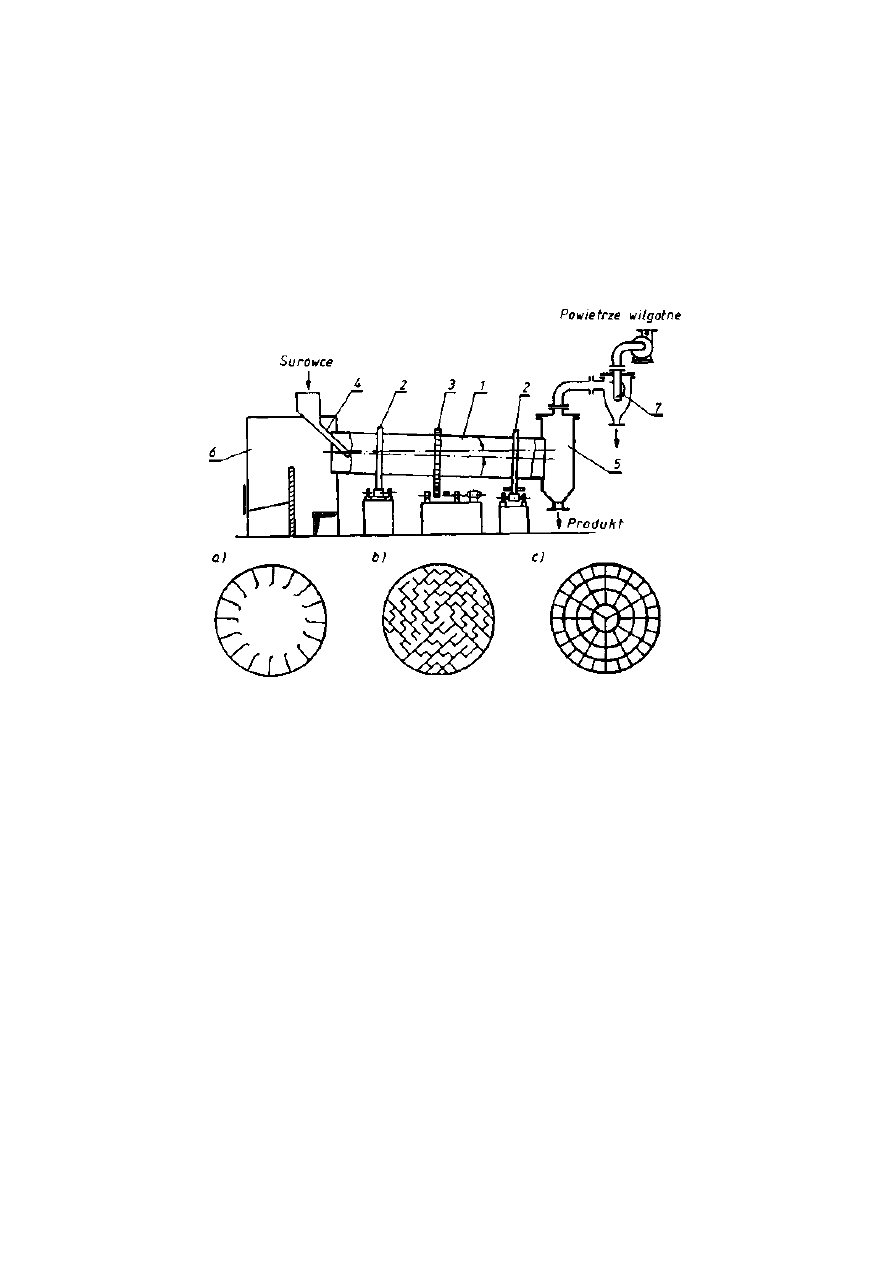
prędkości gazu i współczynnika oporu ruchu materiału w bębnie, odwrotnie
proporcjonalny natomiast do kąta nachylenia bębna. Kierunek przepływu określają
właściwości surowca; surowiec bardzo wilgotny jest suszony we współ-prądzie,
hygroskopijny — w przeciwprądzie. Przeciwprąd zapewnia większą sprawność
cieplną niż współprąd podczas suszenia w niskiej i średniej temperaturze.
Temperatura suszenia nie przekracza poziomu 1250-1700 K, co wynika z natury
surowca i stabilności mechanicznej bębna. Prędkość gazu wzdłuż
Rys. 21.5. Suszarka bębnowa: l — bęben, 2 — pierścienie toczne, 3 — przekładnia zębata, 4 —
wsyp surowca, 5 - separator produktu, 6 - piec, 7 - cyklon; a,b,c) przegrody przesypujące
suszarek bębnowych
długości bębna zmienia się w rezultacie zmian temperatury i wilgotności i za-
wiera się w zakresie 0,5-5 m/s, lecz wartości typowe wynoszą dla współprądu
1,5-3 m/s i 1-2 m/s dla przeciwprądu. Prędkość gazu oprócz czasu przebywania
wpływa również na współczynnik przenikania ciepła i masy oraz na porywanie
cząstek. Średnica bębnów suszarek wynosi 1-4 m, długość 4-6 średnic bębna.
Wydajność suszenia zależy od powierzchni kontaktu cząstek z suszącym gazem
i szybkości jego odnawiania. W celu zwiększenia tych parametrów wewnątrz
bębnów umieszcza się różnego rodzaju przegrody — półki lub mieszadła (rys.
21.5a,b,c).
21.2.6. SUSZARKI ROZPYŁOWE
Suszenie rozpyłowe w suszarkach rozpyłowych, zwanych też rozpryskowy-mi
[2] (nazwa ta nie odpowiada właściwemu charakterowi rozproszenia cząstek
309
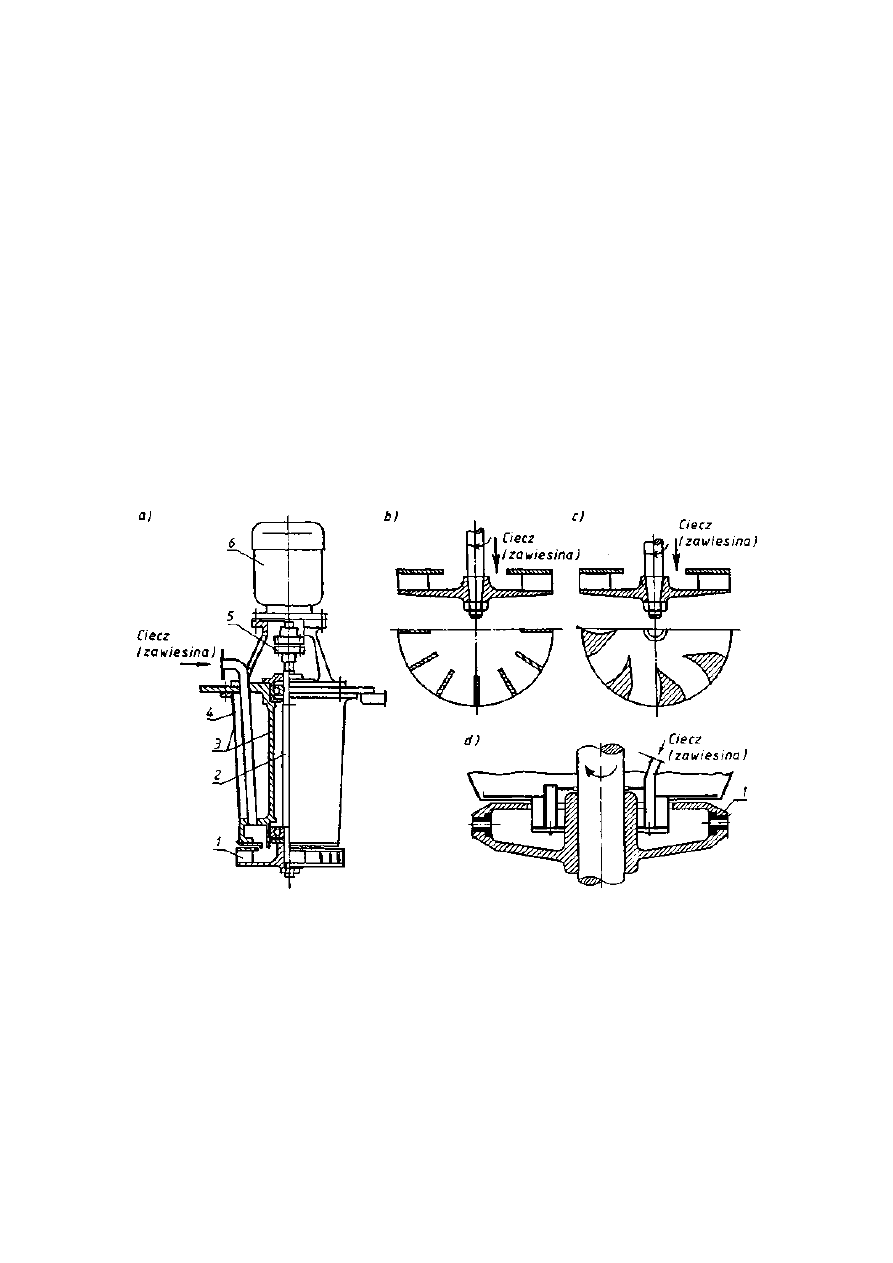
suszonych substancji), przebiega w trzech etapach: rozpylenie surowca ciekłego,
jego kontakt z gorącym gazem i odparowanie wilgoci (rozpuszczalnika) [3]. Suchą
pozostałość stanowią cząstki ciała stałego o zbliżonych rozmiarach i kształcie.
Produkt, suchy proszek, jest wydzielany z gazu w suszarce lub w odpylaczu
zewnętrznym. Odpylone gazy odlotowe są zawracane do obiegu lub usuwane do
atmosfery. Szybkość suszenia jest wprost proporcjonalna do różnicy temperatury
produktu na wlocie i wylocie z suszarki i strumienia masy materiału. Temperatura
odlotowa jest ustalana na podstawie wilgotności produktu końcowego, początkowa
natomiast jest ograniczona odpornością termiczną produktu. Dla danej szybkości
odparowania wymagany strumień gazu może być określony z różnicy temperatury.
Czas przebywania surowca w suszarce określa się z doświadczeń dla danego
rozmiaru cząstek i charakterystyki procesu suszenia materiału. Zasadniczym dla
suszenia rozpyłowego jest rozpylenie surowca ciekłego na krople i dobre ich
wymieszanie z gazem suszącym. Stosowane urządzenia rozpylające to:
rozpylacze wirowe dyskowe (talerzowe), dysze hydrauliczne i pneumatyczne,
rozpylacze ultradźwiękowe.
Rys. 21.6. Rozpylacze wirowe: a) rozpylacz wirowy, niskoobrotowy; l — dysk (talerz) rozpylający, 2
— wał napędowy, 3 — korpus, 4 — obudowa, 5 — sprzęgło, 6 — silnik napędowy; b) dysk
rozpylający z prostymi 'łopatkami, c) dysk z łopatkami profilowanymi, d) dysk z dyszami roz-
pylającymi; l - dysze (wymienne)
Rozpylacze wirowe (rys. 21.6) o średnicy dysków 5-50 cm i obrotach 5-25 tyś.
obr/min zapewniają rozpył o zakresie średnic kropel 10-250 µm. Strumień
rozpylanej cieczy może się zmieniać od litrów na godzinę w suszarkach
laboratoryjnych do przeszło 200 tyś. kg/h w przemysłowych. Rozmiar kropel jest w
przybliżeniu odwrotnie proporcjonalny do prędkości obrotowej
310
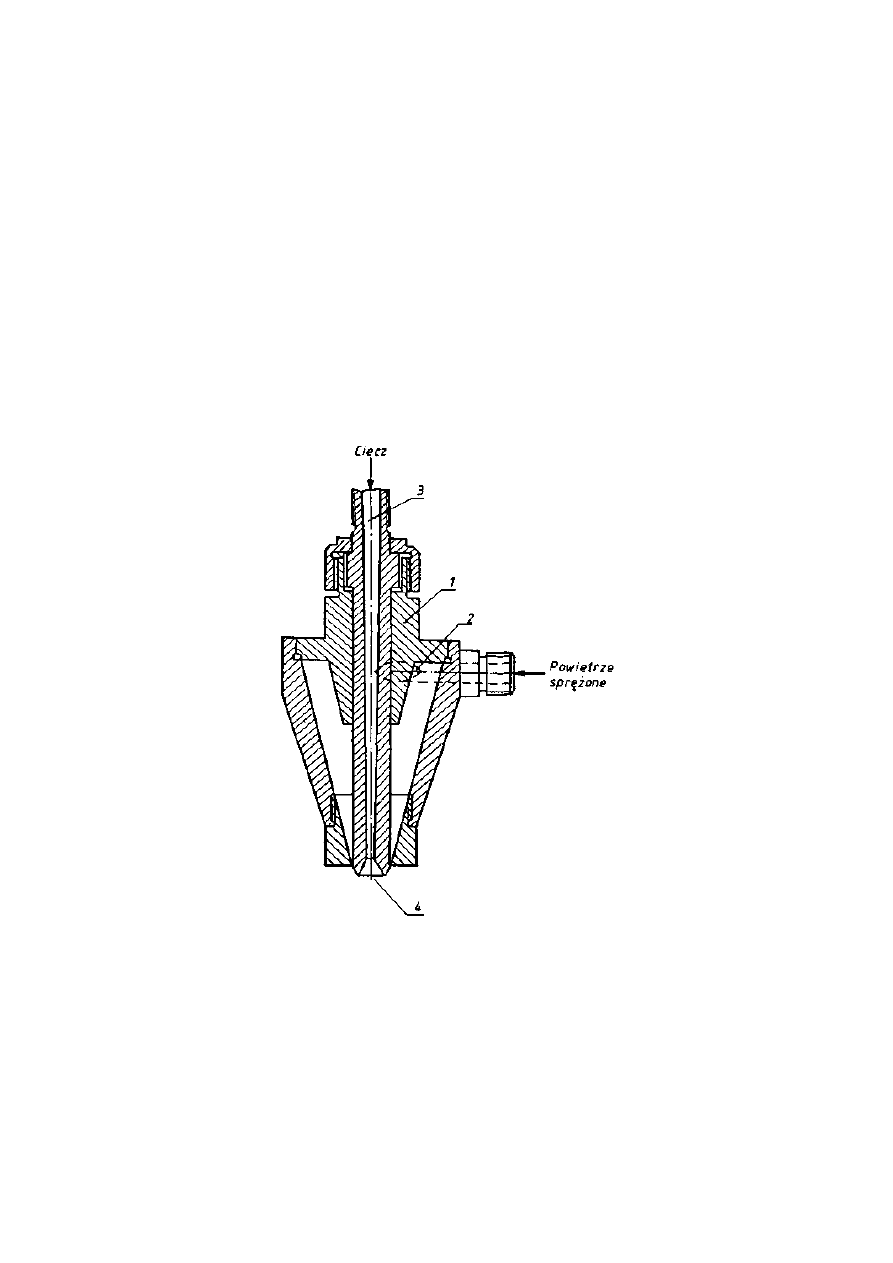
dysku. Strumień masy i stężenie cząstek, lepkość i napięcie powierzchniowe
wpływają również na rozmiar kropel.
W dyszach hydraulicznych (rozdz. 13) ciecz dopływająca pod odpowiednio
wysokim ciśnieniem podczas wypływu przez Otwór o średnicy rzędu milimetrów
ulega rozbiciu i rozproszeniu na drobne krople. Im wyższe ciśnienie cieczy, tym
średnica kropel jest mniejsza. Przepływ przez pojedynczą dyszę jest
ograniczony do ok. 750 kg/h. Jeśli strumienie są duże, to są stosowane dysze
zespolone zawierające do 40 dysz równoległych. Do suszenia materiałów ero-
zyjnych końcówki dysz wykonuje się ze specjalnych kompozytów ceramicz-
nych, często węgliku krzemu. Dysze hydrauliczne nie nadają się do rozpylania
zawiesin ze względu na blokowanie otworów. Najmniejsze średnice kropel
wynoszą kilkadziesiąt mikrometrów i wysuszone cząstki mają znaczne roz-
miary.
Rys. 21.7. Dysza rozpylająca pneumatyczna: l - korpus, 2 — kanał styczny wlotu powietrza, 3 —
kanał wlotu cieczy, 4 — strefa mieszania strumieni i rozpyłu
W suszarkach o małej wydajności są stosowane dysze pneumatyczne. Roz-
pylanie pneumatyczne zachodzi w wyniku oddziaływania sprężonego powietrza o
ciśnieniu do kilku megapaskali (rys. 21.7). Rozmiar cząstek jest kontrolowany
stosunkiem strumieni powietrza do rozpylanej cieczy. Najmniejsze osiągane
średnice kropel są rzędu mikrometrów.
3 1 1
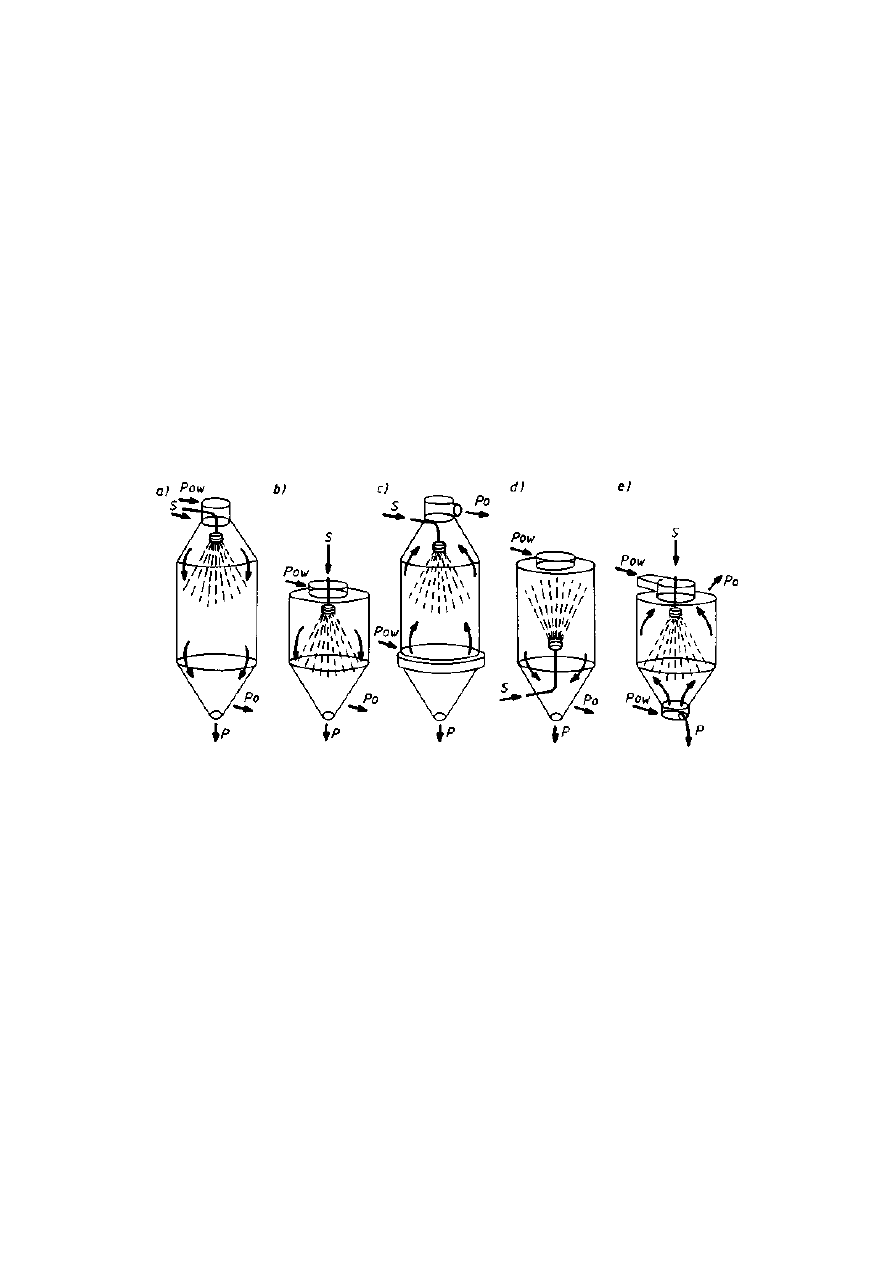
Rozpylacze ultradźwiękowe wytwarzają krople o małej średnicy w trakcie
przepływu cieczy przez drgającą powierzchnię z ultradźwiękową częstością. Są
one stosowane do rozpylania małych strumieni cieczy.
Urządzenie rozpylające w suszarce nadaje kierunek rozpylonej chmurze
kropel, która musi być wymieszana z gorącym, suszącym gazem, w krótkim
czasie, by odparowanie, nie wpływając na ruch kropel w suszarni, zapewniło
dostateczne wysuszenie i by cząstki nie weszły w kontakt ze ścianką aparatu. W
tym celu wlot gazu musi być odpowiednio projektowany, zwykle w postaci kanału
— spirali Archimedesa. Rozpylacze wirowe są instalowane w pokrywie górnej
suszarki. Gorące gazy wpływając spiralnym kanałem wokół rozpylacza zapewniają
współprądowo — wirowy wypływ kropel i gazu do komory suszarki. Urządzenie
rozpylające i rozprowadzające gaz oraz wymiary komory suszarki muszą być
odpowiednio wzajemnie skonfigurowane, w celu całkowitego wysuszenia kropel,
bez blokowania ścianek aparatu. Możliwości prowadzenia suszenia rozpyłowego
w różnych konfiguracjach przedstawia rys. 21.8.
Rys. 21.8. Suszarki rozpyłowe: a,b) współprądowe; c,d) przeciwprądowe; e) z przepływem mie-
szanym; S — surowiec, Pow — powietrze wlotowe, Po — powietrze odlotowe, P — produkt
Jeśli pożądany jest produkt o dużych cząstkach, to rozpylanie surowca cie-
kłego prowadzi się dyszami ciśnieniowymi, zapewniającymi rozpył w konfiguracji
fontannowej (rys. 21.8d). Chmura kropel porusza się do góry, następnie opada w
dół, przeciwprądowo do gazu suszącego ruchem zwanym rewersyj-nym.
Wysuszone cząstki opadają na stożkowe dno suszarki. Dysze mogą być również
umieszczane na szczycie suszarki (rys. 21.8a,c). Strumień rozpyłu kropel jest
współprądowy lub przeciwprądowy z gazem. Do dostatecznego wysuszenia są
niekiedy wymagane wieże o wysokości dochodzącej do 20 m. Tego rodzaju
suszarki są stosowane do suszenia barwników, pestycydów i innych wrażliwych
na ciepło produktów, których cząstki o znacznej średnicy muszą być sypkie.
Do suszenia cząstek dużych rozmiarów, o stabilnej temperaturze są stoso-
wane suszarki z przepływem mieszanym (rys. 21.8e).
3 1 2
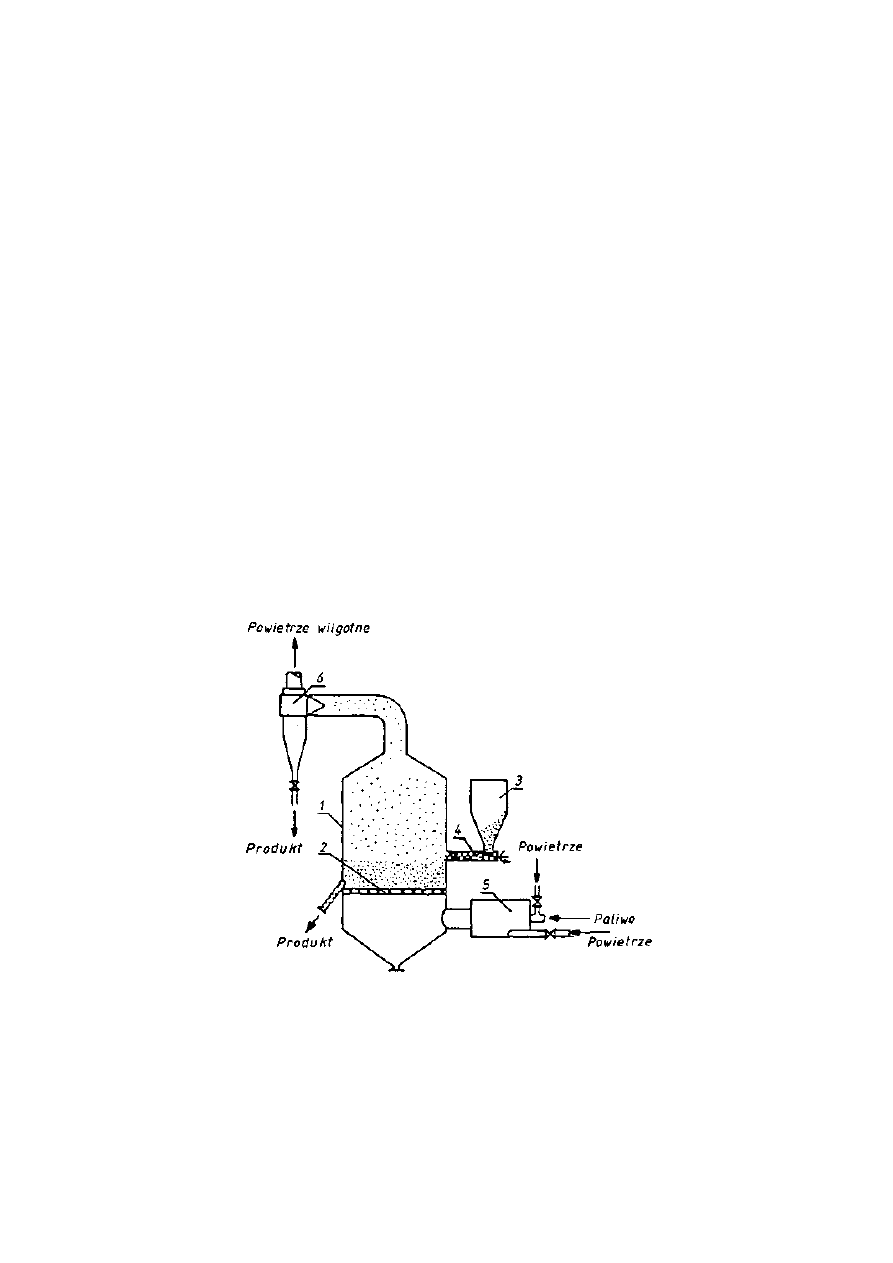
Wysuszone cząstki o dużych rozmiarach gromadzą się na dnie, małe nato-
miast są unoszone z gazami odlotowymi i wydzielane w cyklonach lub filtrach
tkaninowych. Niekiedy są stosowane kombinacje cyklonu ze skruberem. Ciepło
gazów odlotowych jest odzyskiwane częściowo przez jego recyrkulację lub w
wymiennikach ciepła.
Gazy suszące otrzymuje się przez bezpośrednie spalanie gazu ziemnego, co
jest najbardziej efektywne, bądź spalanie oleju lub propanu. Podczas podgrze-
wania przeponowego gazów (powietrza) są stosowane wymienniki ciepła płasz-
czowo-rurowe, również z rurami ożebrowanymi, ogrzewane parą wodną lub
innymi ciekłymi nośnikami ciepła. Ogrzewanie elektryczne gazów jest stoso-
wane w suszarkach o małej wydajności.
Powietrze suszące w zależności od rodzaju produktu musi być oczyszczane z
cząstek aerozolowych i innych zanieczyszczeń w różnym stopniu. Przepływ gazu
suszącego przez suszarkę zapewniają wentylatory promieniowe lub dmuchawy.
Kontrola przebiegu suszenia wymaga rejestracji spadku ciśnienia gazu,
temperatury, poziomu obrotów i ciśnienia smarowania w rozpylaczach wirni-
kowych.
21.2.7. SUSZARKI FLUIDALNE
W stanie fluidalnym czas przebywania cząstek jest znaczny i uzyskuje się
wysokie współczynniki przenikania ciepła pomiędzy gazem a cząstkami; łatwo
Rys. 21.9. Suszarka fluidalna: l - korpus aparatu, 2 — półka sitowa (ruszt), 3 — zasobnik surowca, 4
— podajnik ślimakowy, 5 — piec, 6 — cyklon
można kontrolować temperaturę. Temperatura gazów odlotowych może być bardzo
zbliżona do temperatury punktu rosy, zapewniając wysoką sprawność
3 1 3
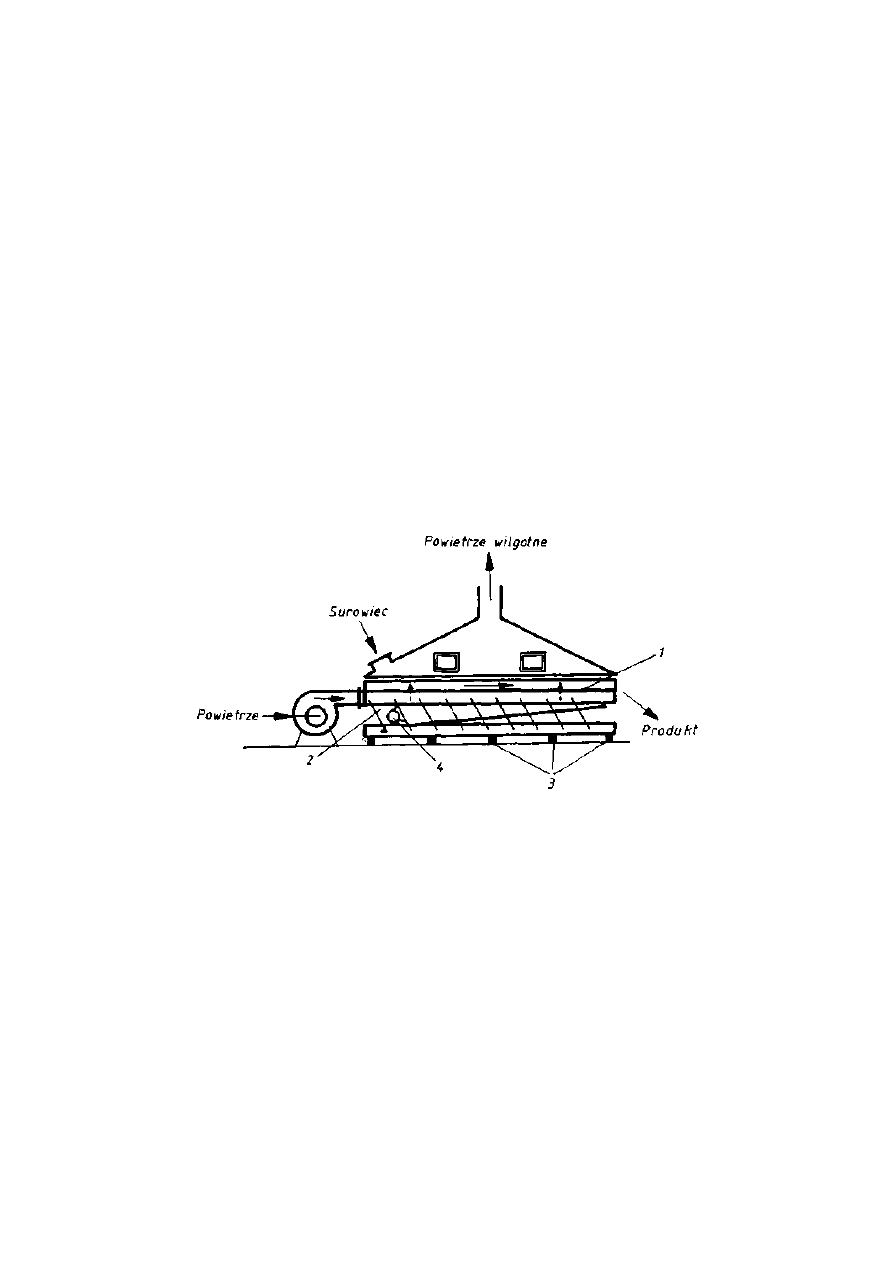
wykorzystania ciepła. Do dobrej fluidyzacji jest wymagany zakres rozmiarów
cząstek od dziesiątych części milimetra do ok. 50 µm, przy niezbyt szerokim
zakresie rozmiarów.
Suszenie prowadzi się w złożu fluidalnym wytworzonym w aparacie cylin-
drycznym lub prostopadłościennym (rys. 21.9). Złoże może być płytkie lub
wysokie, co określa mechanizm suszenia. Suszenie może zachodzić w układzie
zbliżonym do mieszania idealnego lub z przepływem tłokowym, z wibracją lub
mieszaniem mechanicznym złoża. Złoże stanowić może ładunek klasyczny,
burzliwo-szybki (cyrkulacyjny) lub fontannowy. W suszarkach fluidalnych są
suszone wilgotne materiały sypkie, zawiesiny, szlamy i pasty, również w obec-
ności cząstek inertnych.
Przekazywanie ciepła do złoża odbywa się za pośrednictwem gazu fluidyzu-
jącego lub powierzchni grzejnych umieszczonych w złożu, w postaci wężownicy
lub płaskich płyt ogrzewanych wodą, parą wodną lub innym nośnikiem ciepła.
W suszarkach ze ztożem wibracyjnym (rys. 21.10) na skutek wibracji aparatu
i półki rozdzielającej, która podczas wibracji opada szybciej niż cząstki, prędkość
krytyczna fluidyzacji maleje.
Rys. 21.10. Suszarka ze złożem fluidalnym wibracyjnym: l — komora suszarki, 2 — płaskowniki
sprężyste, 3 — podkładki (amortyzatory) sprężyste, 4 — wibrator mechaniczny
W suszarkach fluidalnych z mieszaniem mechanicznym (rys. 2 1 . 1 1 ) suro-
wiec pobierany z zasobnika jest podawany do złoża, w którym znajduje się
mieszadło łapówę umieszczone przy dnie aparatu. Gaz suszący jest wprowa-
dzany stycznie do dolnej części aparatu o powiększonej średnicy i wytwarza
wirujące złoże fluidalne. Zadaniem mieszadła jest rozpraszanie aglomeratów i
mieszanie gazu i jednocześnie polepszenie jakości fluidyzacji i suszenia. Wy-
suszony produkt, unoszony na zewnątrz, jest wydzielany w cyklonie lub filtrze
tkaninowym. Suszarka jest stosowana do suszenia materiałów lepkich i kohe-
zyjnych od wilgotności początkowej 35-92% do końcowej 0,5-10%; m.in.
barwników, skrobi, węgla aktywnego i innych.
314
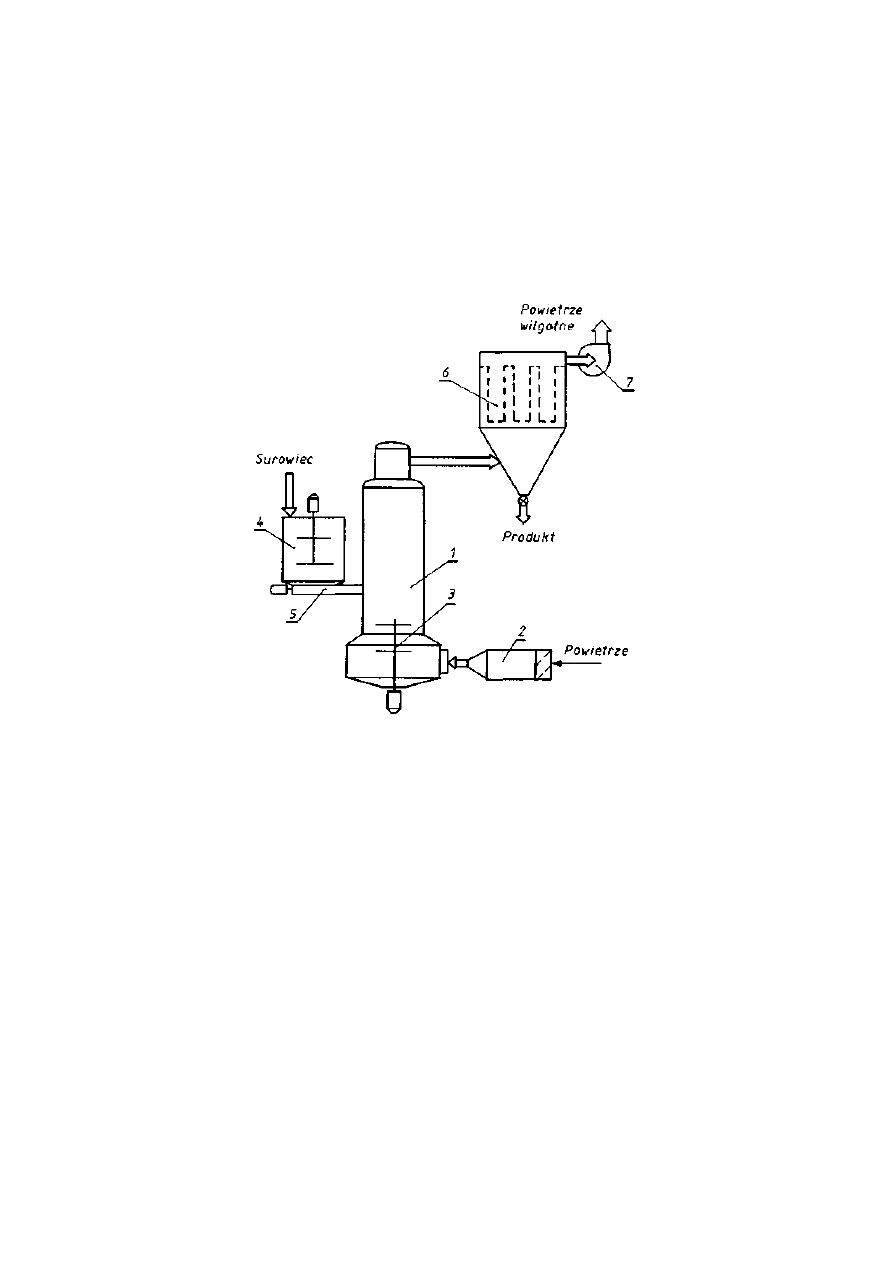
Dobór i projektowanie suszenia fluidalnego wymaga znajomości charakterystyki
fizykochemicznej surowca i produktu; również zdolności do fluidyzacji i jej
prędkości krytycznej. Jeśli różnica temperatury gazu w suszarce jest mała i małe
są rozmiary cząstek i ich gęstość, to unoszenie cząstek z gazami odlotowymi
będzie znaczne. Kontrola suszenia obejmuje pomiar temperatury na wlocie,
wylocie suszarki i wewnątrz złoża. Długi czas przebywania suszonego materiału
od minut do godziny zapewniają suszarki o przepływie krzyżowym.
Rys. 2 1 . 1 1 . Suszarka fluidalna z mieszaniem mechanicznym: l - komora suszarki, 2 — pod-
grzewacz powietrza, 3 - mieszadło, 4 - zasobnik surowca, 5 — podajnik ślimakowy, 6 - filtr
tkaninowy, 7 — wentylator
Zaletą suszenia fluidalnego jest jednorodna temperatura złoża, wysokie
współczynniki przenikania ciepła i możliwość suszenia materiałów wrażliwych na
podwyższoną temperaturę.
21.2.8. SUSZARKI PNEUMATYCZNE
Spośród suszarek, w których suszenie cząstek zachodzi w stanie rozproszo-
nym, suszarki pneumatyczne są najprostsze. Gorący gaz porywa i transportuje
wilgotne cząstki w przewodzie, zwykle o przekroju kołowym i jednocześnie
wzdłuż drogi transportu przebiega suszenie cząstek. Duże prędkości liniowe
gazu powodują, że czas przebywania cząstek w suszarce jest krótki, rzędu
0,5-3,0 s. Temperatura gazu suszącego na wlocie musi być więc odpowiednio
wysoka. Wysuszone cząstki unoszone z suszarki wydzielane są w odpylaczach
suchych (rys. 21.12).
31 5
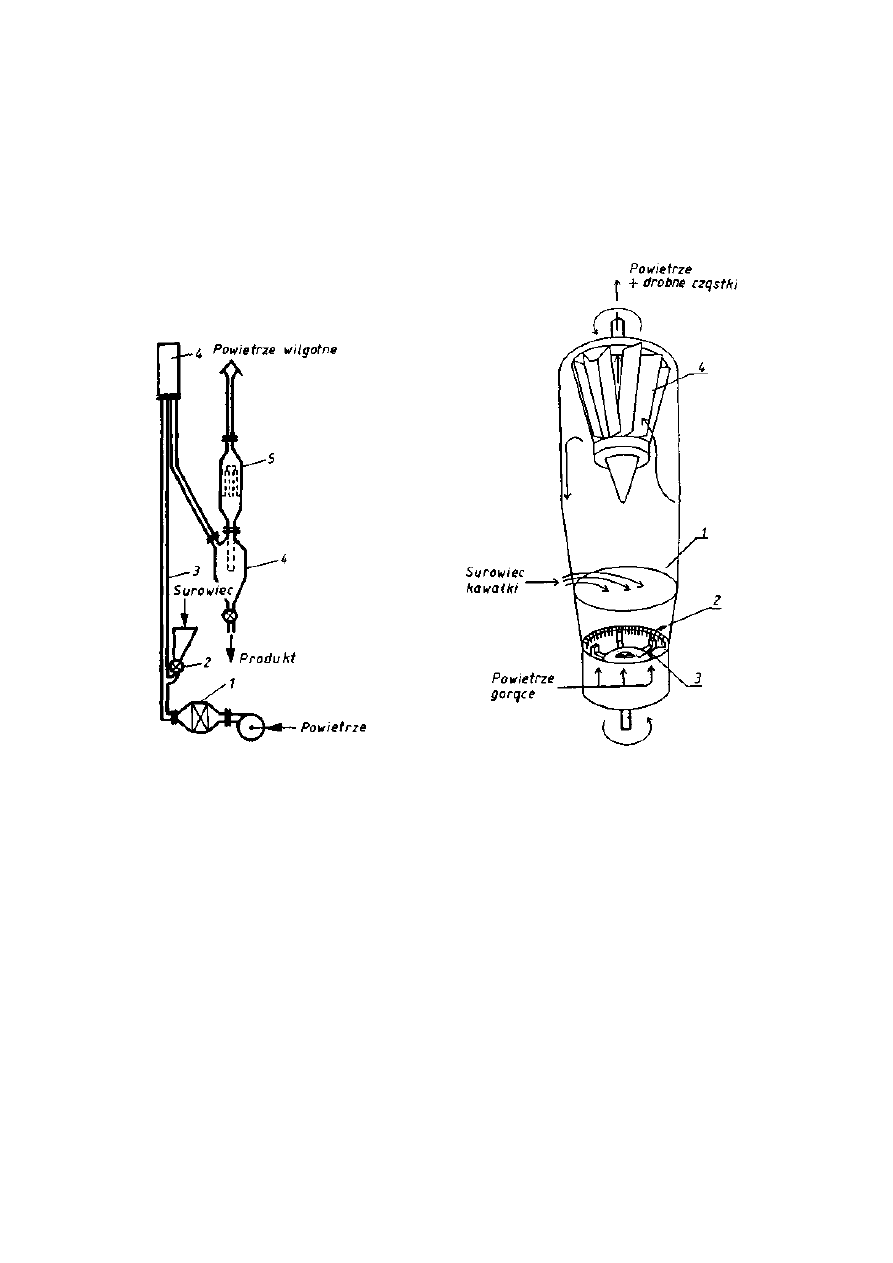
Surowiec podawany do klasycznych suszarek pneumatycznych nie powinien
być zbyt mokry, w kawałkach i adhezyjny. Dla tego rodzaju materiałów są
stosowane suszarki pneumatyczne z mieszaniem lub z rozdrabnianiem produktu,
młynem młotkowym umieszczonym w dolnej części suszarki (rys. 21.13).
Suszone cząstki znajdują się w obiegu tak długo aż ulegną wysuszeniu.
Rys. 21.12. Suszarka pneumaty-
czna: l — nagrzewnica, 2 -
podajnik, 3 — komora suszarki,
4 — separator produktu, 5 —
odpylacz — filtr tkaninowy
Rys. 21.13. Suszarka pneumatyczna z
rozdrabnianiem: l — komora suszarki,
2 — wykładzina młyna, 3 - młotki, 4 —
klasyfikator unoszonych ziaren
Podczas doboru i projektowania suszenia pneumatycznego określa się średnicę
suszarki, prędkość liniową gazu i jego temperaturę. Wszystkie te parametry są
zależne od strumienia surowca poprzez bilans cieplny, temperaturę gazu i
możliwie dużą prędkość gazu na wlocie (często w postaci gardzieli Venturiego).
21.2.9. UKŁADY KOMBINOWANE
Układ suszarka rozpyłowa z fluidalną (rys. 21.14) daje możliwość otrzy-
mania z surowca (roztworu) produktu granulowanego nie pylącego, sypkiego,
łatwo dyspergującego w wodzie. Produkt jest częściowo suszony w suszarce
316
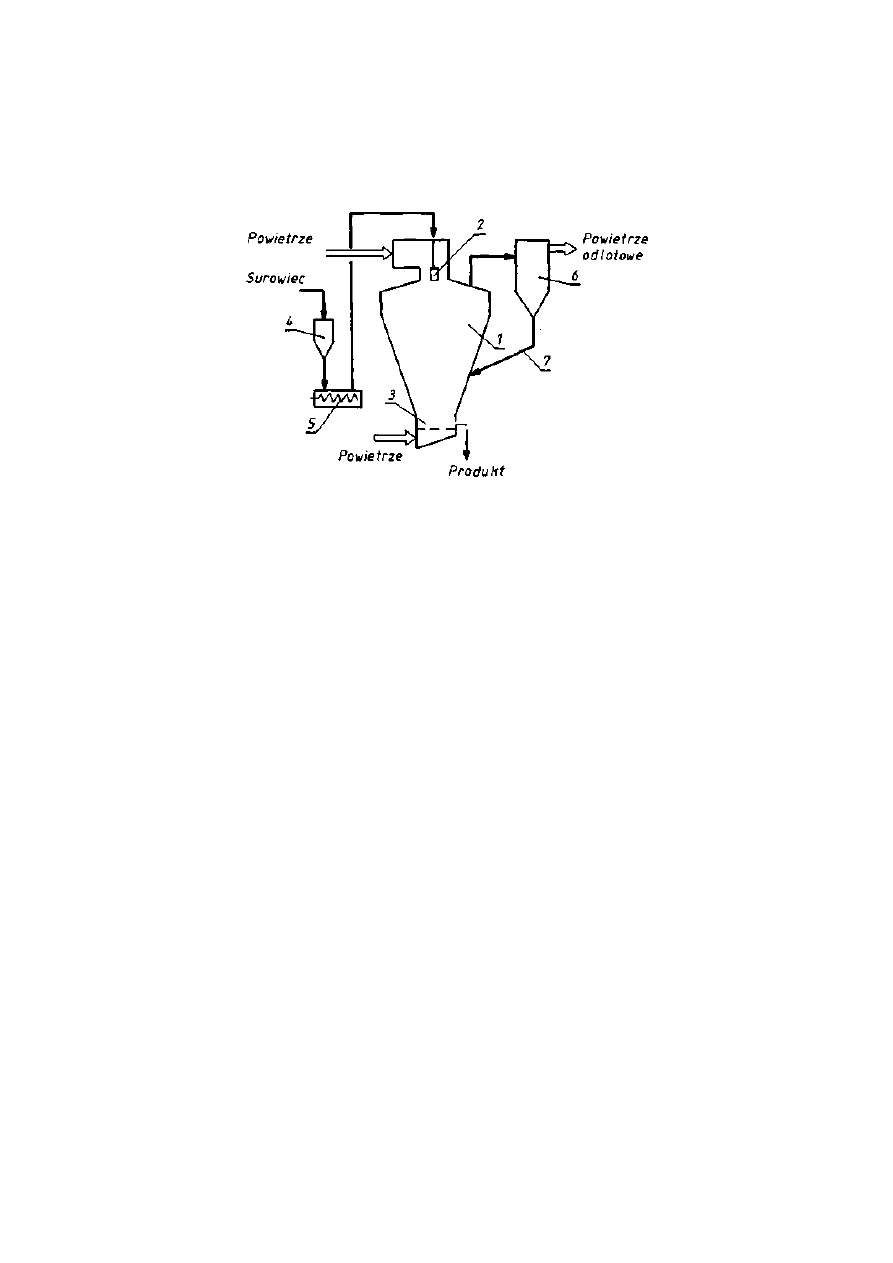
rozpyłowej, następnie dozowany do suszarki fluidalnej. Gaz suszący dopływa do
obu suszarek jednocześnie. Typowa średnica cząstek produktu wynosi tu 100-500
µm.
Rys. 21.14. Suszarka rozpylowo-fluidalna: l — komora suszarki rozpyłowej, 2 — urządzenie
rozpylające, 3 — część fluidalna, 4 — zbiornik surowca, 5 — pompa dozująca, 6 — odpylacz,
7 — recyrkulacja cząstek drobnych
Specjalnej uwagi wymaga suszenie, podczas którego produkty w postaci
proszków są palne i wybuchowe. Są nimi substancje organiczne, wiele nieorga-
nicznych, sproszkowane czyste metale. Obecność powietrza, podwyższona tem-
peratura i drobno sproszkowany produkt stwarzają dobre warunki do spalania.
Wiele niebezpieczeństw stwarza również suszenie surowców z roztworów nie-
wodnych: palnych, wybuchowych, toksycznych. W tym wypadku suszenie pro-
wadzi się w środowisku inertnym, zwykle azotu, w układzie zamkniętym, pod
niewielkim nadciśnieniem, zapobiegającym penetracji tlenu.
21.3. SUSZARKI PRZEPONOWE
W suszarkach przeponowych, zwanych też kontaktowymi, ciepło do suszenia
materiału jest dostarczane przez przewodnictwo przez ściankę (przeponę) i jest
zużywane na odparowanie wilgoci, która jest usuwana z suszarki pompą
próżniową lub przez gaz nośny. Suszarki mogą pracować w sposób okresowy lub
ciągły. Wyróżnia się następujące suszarki: komorowe (półkowe) próżniowe,
walcowe — kontaktowe, cylindryczne i stożkowe, z mieszadłami i bez mieszadła,
kontaktowo-wibracyjne i inne.
Suszarki półkowe-próżniowe (rys. 21.15) posiadają półki podgrzewane, na
których spoczywa suszony materiał. Opary odciągane pompą próżniową są
filtrowane i kondensowane. Podczas suszenia w atmosferze gazu inertnego, gdy
opary są palne lub materiał jest wrażliwy na utlenianie, gaz po oczyszczeniu i
kondensacji oparów jest podgrzewany i recyrkulowany.
317
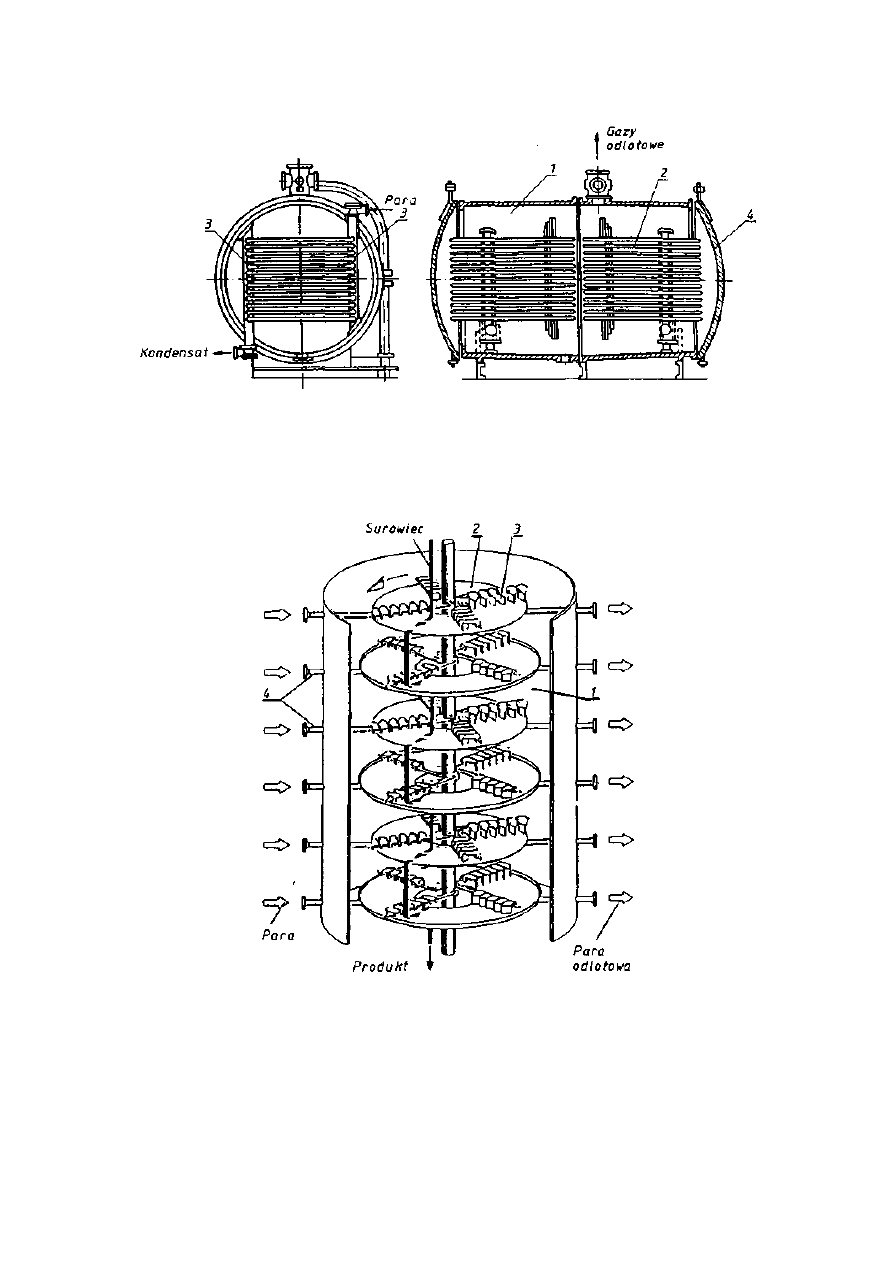
Rys. 2 1 . 1 5 . Suszarka półkowa próżniowa: l — komora suszarki, 2 - półki, 3 - przewody parowe, 4
— pokrywa
Suszarki półkowe ciągłe (rys. 21.16) posiadają szereg półek usytuowanych
jedna nad drugą, stanowiących cylindryczne płaskie płyty ogrzewane parą lub
Rys. 2 1 . 1 6 . Suszarka półkowa o pracy ciągłej: l — komora suszarki, 2 - półki, 3 — grabie,
4 — przewody parowe
innym płynem od wewnątrz. Suszony materiał jest podawany od góry i roz-
praszany na warstwę 10-30 mm grubości na pierwszej stacjonarnej półce. Ma-
teriał z półki na półkę jest przenoszony drogą spiralną do obwodu na półkach
318
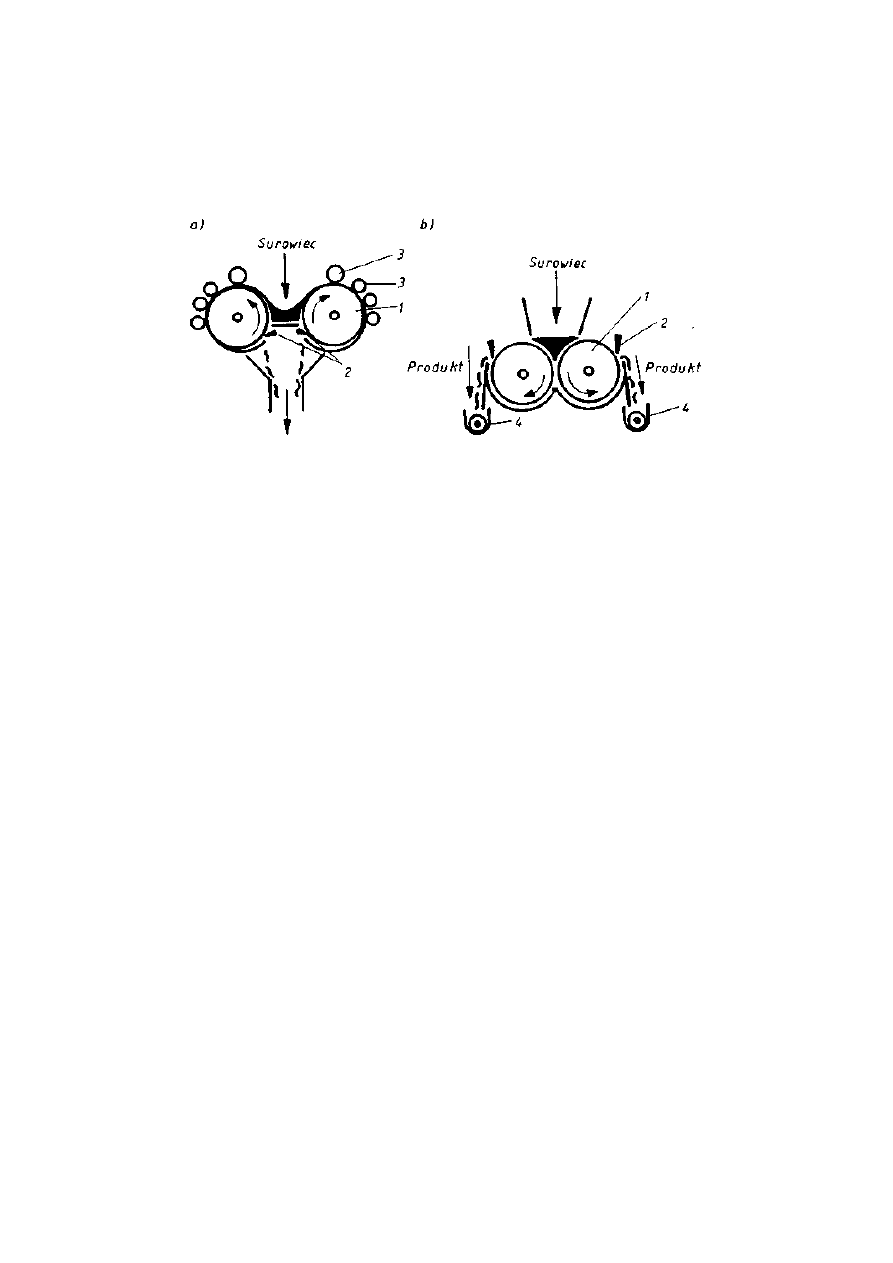
Rys. 2 1 . 1 7 . Suszarki walcowe z odbiorem produktu: a) wspólnym, b) odzielnym; l — walce
ogrzewane, 2 — zgarniaki, 3 — rolki dociskowe, 4 — przenośnik ślimakowy
W suszarkach walcowych (rys. 21. 1 7) suszony materiał jest podawany w
postaci natrysku lub cienkiej warstewki na powierzchnię obracającego się walca.
Walec jest ogrzewany od wewnątrz parą wodną. Suszony materiał przywiera do
powierzchni zewnętrznej walca, skąd jest zbierany za pomocą zgarniaka, po
przeciwnej stronie walca i odprowadzany jako produkt przenośnikiem ślimakowym.
Szybkość suszenia wynosi 10-60 kg/(m
2
-h), gdy zużycie pary grzejnej wynosi 1,2-
1,6 kg/kg odparowanej wody. Suszarki są stosowane do suszenia cieczy,
zawiesin, past, które nie ulegają degradacji podczas krótkotrwałego kontaktu z
wysoką temperaturą powierzchni bębna.
Spośród suszarek z mieszadłami wyróżnia się następujące:
— ze stacjonarnym źródłem ciepła, które stanowi płaszcz grzejny,
— z mieszadłem, które przesuwa materiał wzdłuż ogrzewanej ściany,
— z mieszadłem ogrzewanym od wewnątrz i powierzchnia mieszadła stanowi
ruchomą powierzchnię grzejną.
Ten rodzaj suszarek ma dużą sprawność energetyczną i minimalną emisję za-
nieczyszczeń z gazami odlotowymi. Są one stosowane do suszenia wielu pro-
duktów w przemyśle chemicznym, tworzyw sztucznych, spożywczym i innych.
Suszarki cylindryczne z mieszadłami (rys. 21.18) posiadają płaszcz grzejny i
mieszadło o różnym kształcie elementów mieszających: łopatki nachylone,
lemiesze, taśmy (wstęgi) itp. Do zwiększenia powierzchni przekazywania ciepła na
wale mieszadła mogą być osadzone dyski lub segmenty dyskowe ogrzewane od
wewnątrz, podobnie jak i mieszadło. Powierzchnia wymiany ciepła dostępna do
suszenia dochodzi do ok. 150 m
2
, objętość suszonego materiału do 50 m
3
. Poziom
wypełnienia suszarki wynosi 30-40% podczas pracy okresowej lub ciągłej.
Suszarki mają szerokie zastosowanie do suszenia dowolnych materiałów, które
mogą być transportowane przez mieszadło. Problemy mogą sprawiać produkty
adhezyjne do ścianek, powodujące konieczność instalowania
319
parzystych i od zewnątrz do środka na nieparzystych, przez grabie przymocowane
do ruchomego wału. Suszenie może być prowadzone pod ciśnieniem
atmosferycznym lub w próżni.
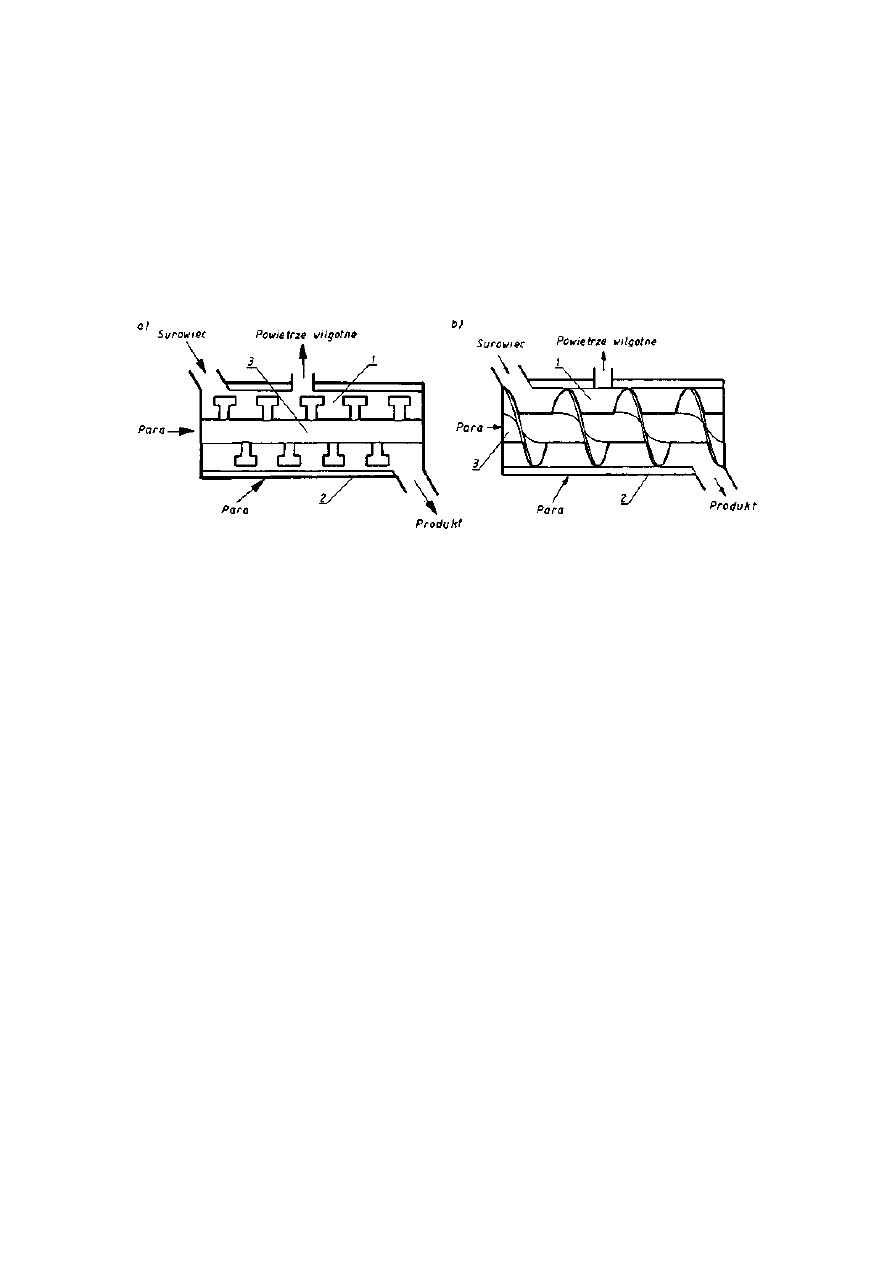
tzw. skrobaków. Do tej samej grupy zaliczyć można suszarki ugniatająco-
mieszające mające na pustym wale, ogrzewanym od wewnątrz, szereg seg-
mentów dyskowych, z prętami mieszającymi i transportującymi materiał wzdłuż
suszarki. Wysokie siły ścinające podczas mieszania, ugniatanie produktu oraz
zdolność samooczyszczania się umożliwiają sprawne suszenie i przenoszenie
materiałów pastowatych i o dużej lepkości, a także tworzących twarde skorupy
(powłoki). Pojemność ich dochodzi do 10 m
3
, powierzchnia grzejna natomiast do
130 m
2
. Szybkość suszenia wynosi 5-25 kg/(m
2
-h).
Rys. 21.18. Suszarki cylindryczne z mieszadłem: a) łapowym, b) ślimakowym; l - komora suszarki,
2 — płaszcz grzejny, 3 — wał mieszadła — pusty
Suszarki stożkowe (rys. 21.19) stanowią aparaty okresowe, których zasad-
niczą część stanowi stożkowy zbiornik z umieszczonym wewnątrz mieszadłem
ślimakowym. Ciepło jest przekazywane bądź od płaszcza lub wężownicą, bądź
przez ogrzewany od wewnątrz ślimak. Ślimak obraca się wokół własnej osi i
wolniej wokół osi zbiornika. To zapewnia odpowiednie mieszanie i zapobiega
oblepianiu ścian. Suszarka może pracować również pod próżnią. Suszarki są
przydatne do suszenia materiałów sypkich o wysokiej wartości w przemyśle
farmaceutycznym i innych. Pojemność suszarek wynosi 0,015-35 m
3
, natomiast
szybkość suszenia 5-30 kg/(m
2
-h), czas suszenia 4-24 h.
Suszarkę przeponową bez mieszadła (rys. 21.20) stanowi zbiornik cylin-
dryczny lub podwójny stożek z płaszczem grzejnym, obracający się z prędkością
3-12 obr/min. Ciepło jest przekazywane z płaszcza, opary zaś są odprowadzane
przez pustą oś wału oporowo-napędowego, przepływając dalej przez filtr
odpylający. Suszarki tego rodzaju posiadają pojemność 0,1-35 m
3
i pracują gdy
stopień wypełnienia materiałem wynosi 30-50%. Ich zaletę stanowi prostota
konstrukcji i brak elementów obrotowych wewnątrz. Są stosowane do suszenia
materiałów sypkich, gdy degradacja produktu musi być ograniczona do minimum.
Suszarki te nie są zalecane do suszenia materiałów mających tendencję do
granulacji. Szybkość suszenia jest ograniczona do 2-15 kg/(m
2
-h).
Suszarki kontaktowe — wibracyjne (rys. 21.21) pracują na zasadzie przeka-
zywania ciepła do materiału suszonego, znajdującego się na drgającej rynnie
metalowej o kształcie prostokątnym lub spiralnym. Czas przebywania materiału na
powierzchni rynny jest krótki. Współczynniki przenikania ciepła wynoszą
320
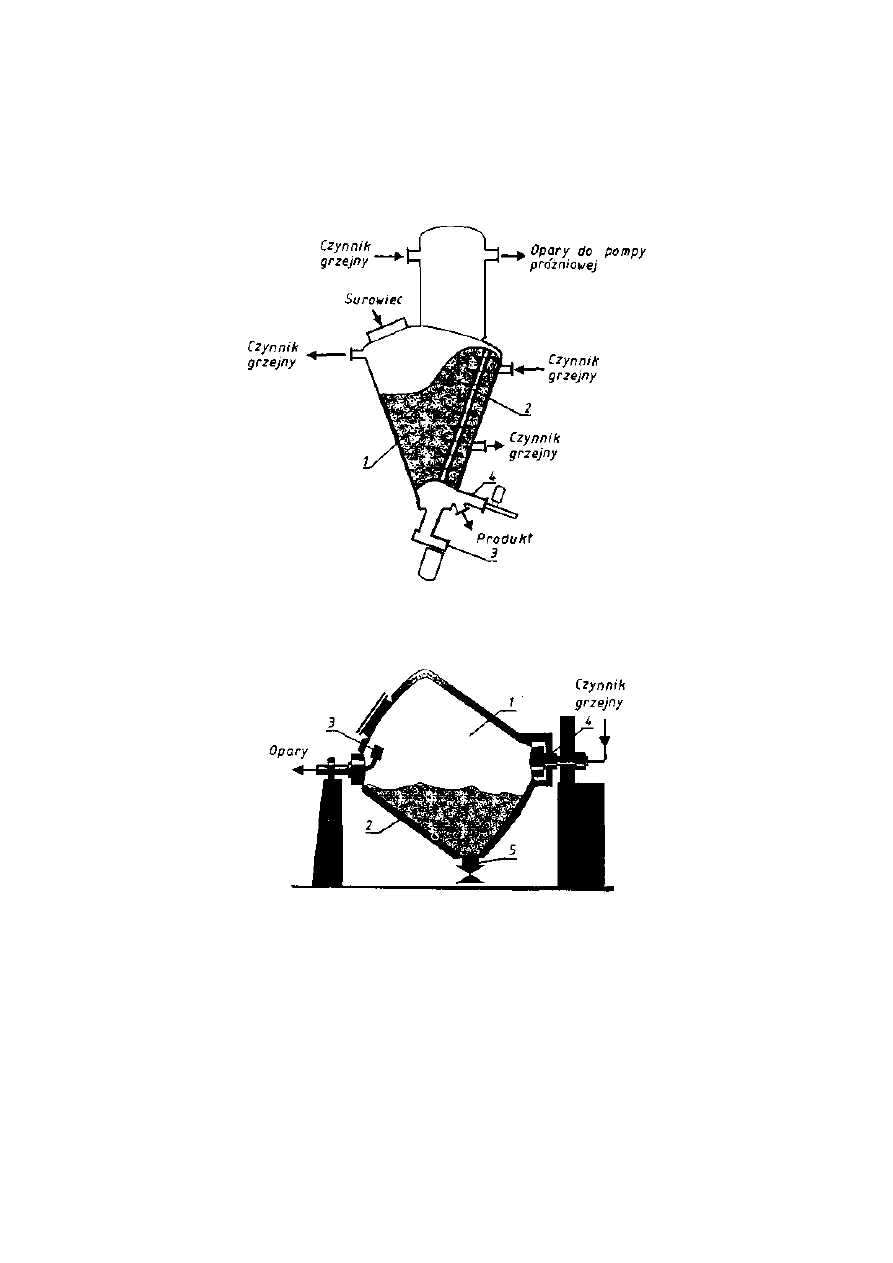
50-500 \Y/(m
2
-K). Suszarki są odpowiednie do suszenia materiałów granu-
lowanych lub sproszkowanych, nie mających tendencji do aglomeracji. Wydajność
produktu jest niewielka, do ok. 2 t/h.
Rys. 21.19. Suszarka stożkowa próżniowa: l — komora suszarki — zbiornik stożkowy, 2
mieszadło ślimakowe, 3 — napęd mieszadła, 4 — podajnik produktu
Rys. 21.20. Suszarka bębnowa przeponowa: l — bęben cylindryczny lub podwójny stożek, 2 —
płaszcz grzejny, 3 — filtr oparów, 4 — napęd bębna, 5 — właz wyładowczy
Zalety suszarek kontaktowych są następujące:
— możliwość zachowania czystości produktu, gdyż nie znajduje się on w
kontakcie z czynnikiem suszącym i środowiskiem zewnętrznym,
— produkty toksyczne i palne są oddzielone od środowiska zewnętrznego,
— temperatura suszenia jest niska i nie ma potrzeby ogrzewania dużych
strumieni gazów,
321
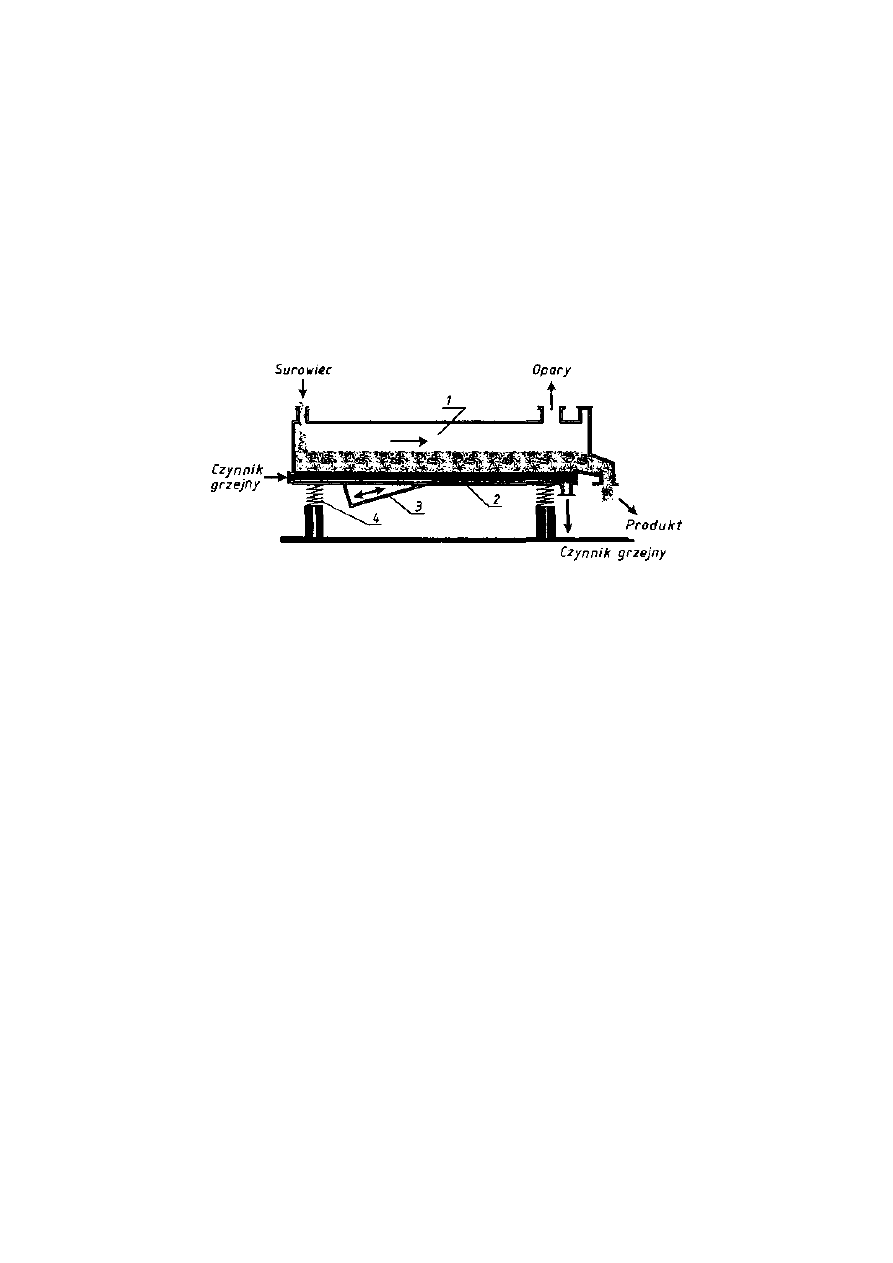
— obniżone ciśnienie umożliwia suszenie materiałów wrażliwych na działanie
podwyższonej temperatury,
— niskie ciśnienie tlenu zmniejsza możliwość utleniania substancji,
— opary zawierają małą ilość niekondensujących gazów, co umożliwia
odzyskanie rozpuszczalników niewodnych. Wadą suszarek kontaktowych jest
natomiast:
— wysoki koszt inwestycyjny,
— najczęściej okresowe prowadzenie procesu,
— mała wydajność, ograniczona do kilku ton produktu na godzinę.
Rys. 21.21. Suszarka kontaktowo-wibracyjna: l — komora suszarki, 2 - powierzchnia ogrzewana,
3 - wibrator, 4 — podparcie sprężyste
21.4. SUSZARKI PROMIENNIKOWE (RADIACYJNE)
W suszeniu promiennikowym ciepło od gorącej powierzchni do suszonego
materiału jest przenoszone za pomocą promieniowania podczerwonego. Pro-
mieniowanie podczerwone stanowi promieniowanie elektromagnetyczne o dłu-
gości fali 0,76-400 µm. Absorpcja promieniowania powoduje wzrost drgań
cząsteczek i wywiązywanie się ciepła w warstwach powierzchniowych materiału.
Suszenie promiennikowe jest realizowane w suszarkach komorowych,
tunelowych lub taśmowych. Promienniki podczerwieni w postaci lamp elektry-
cznych, grzejników elektrycznych oporowych lub płyt ceramicznych ogrzewanych
spalanym gazem, umieszczone blisko powierzchni materiału ogrzewają jego
powierzchnię (rys. 21.22).
Z nagrzanej powierzchni odparowuje wilgoć do przepływającego powietrza.
Temperatura powierzchni jest tu znacznie wyższa od temperatury gazu. Ze
względu na to, że absorpcja promieniowania jest najbardziej intensywna na
powierzchni, metoda jest najbardziej odpowiednia do suszenia materiałów w
cienkiej warstwie. W projektowaniu procesu istotny jest dobór temperatury źródła
promieniowania, którą określa grubość warstwy suszonego materiału oraz
konieczność naświetlania równomiernie całej jego powierzchni [1]. Im
322
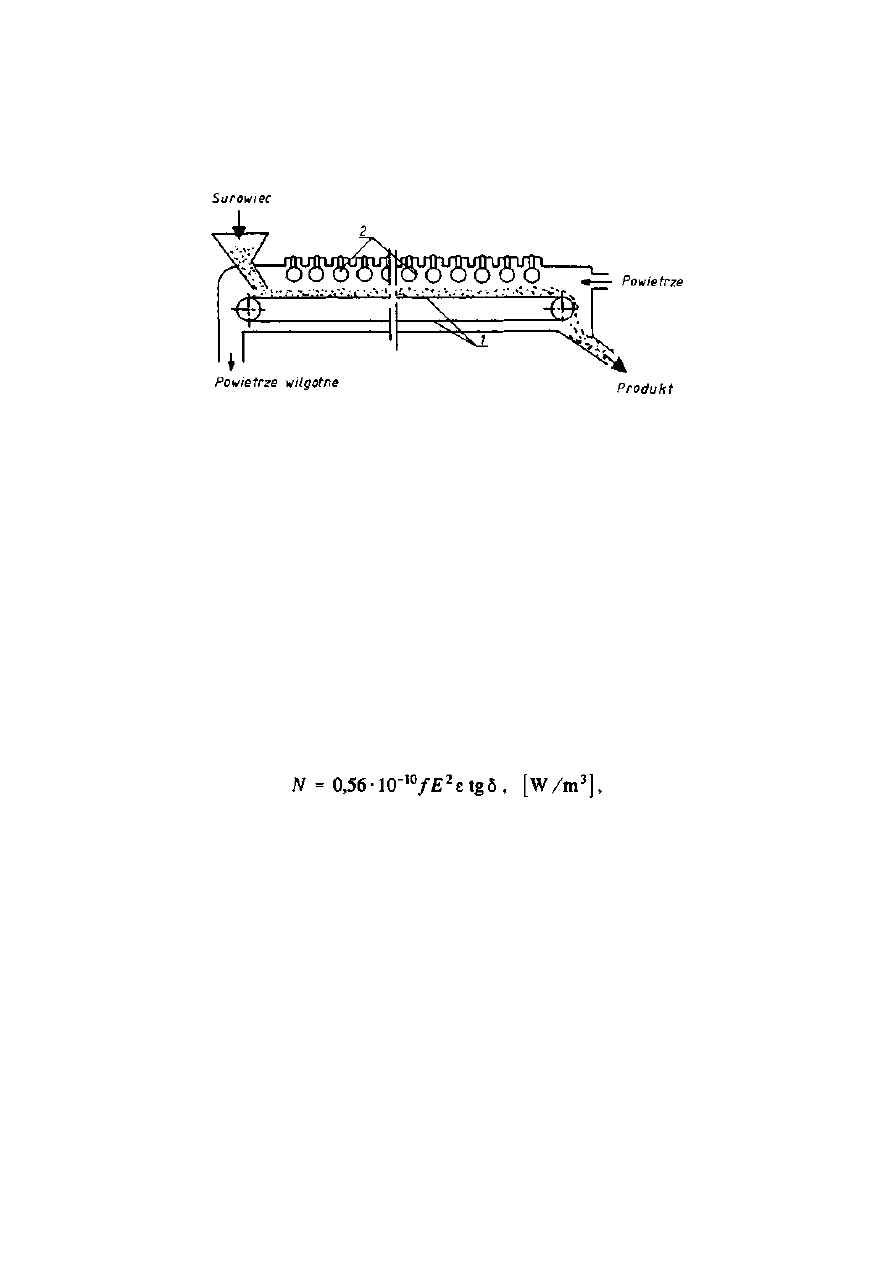
Rys. 21.22. Suszarka promiennikowa: l — taśma przenośnika, 2 - promienniki podczerwieni
21.5. SUSZARKI DIELEKTRYCZNE I MIKROFALOWE
Suszenie dielektryczne i mikrofalowe jest oparte na tej samej zasadzie i po-
lega na wnikaniu energii pola elektrycznego, szybkozmiennego w głąb suszonego
materiału. Woda ze względu na dipolową budowę ma właściwości dielektryczne.
We wzbudzonym polu elektrycznym dipola wykonują ruch obrotowy. W polu o
wysokiej częstości ruch dipoli nie może nadążyć za zmianami pola i opóźnia się.
W wyniku tego, duży strumień energii przekształca się w ciepło, powodując
powstanie ustalonego gradientu ciśnienia oparów wewnątrz materiału,
skierowanego do powierzchni. To powoduje odparowanie wilgoci z powierzchni,
ze stałą szybkością, nie powodując niszczenia struktury materiału. Moc
elektryczną przekształconą w ciepło można obliczyć na podstawie następującego
wzoru
w którym f — częstość drgań [Hz],
E — natężenie pola [V/m],
ε — stała dielektryczna materiału suszonego [F/m],
tg δ — współczynnik strat energii w suszonym materiale,
δ — kąt przesunięcia prądowego.
Im większa jest częstość drgań, tym większa strata mocy i większy strumień
ciepła. Różnica między metodami wynika z tego, że w suszeniu mikrofalowym
bardzo wysokie częstości drgań 300 MHz-30 GHz są przykładane bezpośrednio do
materiału suszonego, natomiast w suszeniu dielektrycznym częstości są niższe —
2 MHz-10 MHz i przykładane za pośrednictwem dwóch równoległych elektrod.
Schemat suszarki dielektrycznej, stosowanej do suszenia perforowanych bloków
ceramicznych o strukturze tzw. plastra miodu (ang. honeycomb), stosowanych
zarówno jako nośniki katalizatorów, jak i innych
323
cieńsza jest warstwa, tym temperatura źródła powinna być niższa. Zużycie energii
ocenia się średnio na ok. l kWh na l kg odparowanej wilgoci.
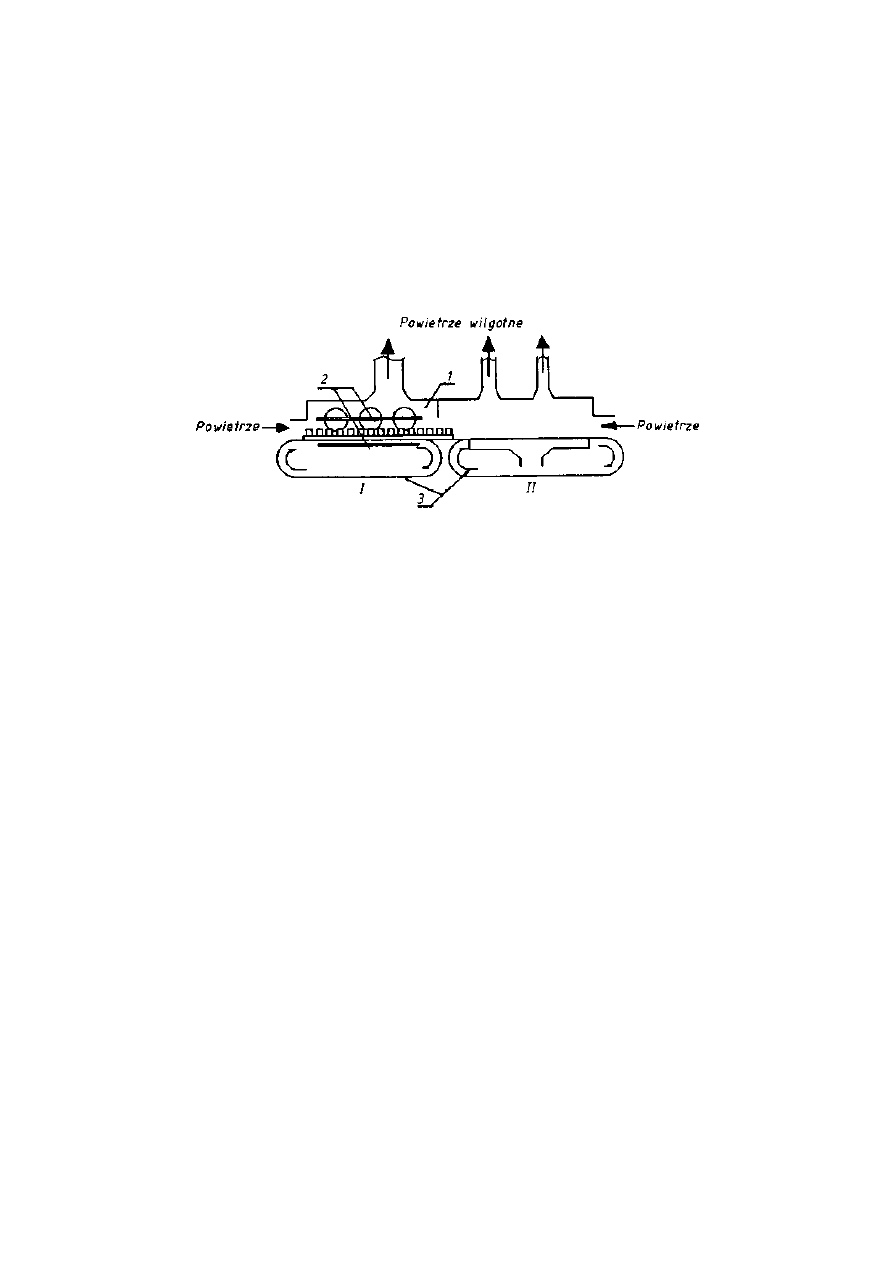
wyrobów, w tym ceramiki sanitarnej, przedstawia rys. 21.23. Suszone obiekty
przenoszone są na taśmie przez strefę elektrod — suszenia dielektrycznego, po
czym dostają się do strefy powietrza gorącego, gdzie zachodzi końcowe suszenie.
Suszarki mikrofalowe są stosowane w przemyśle ceramicznym, także do suszenia
drewna, papieru, tekstyliów, środków spożywczych itp. Suszenie mikrofalowe nie
jest jednak szeroko rozpowszechnione, ze względu na wysoki koszt inwestycyjny i
stosunkowo małą sprawność energetyczną. W celu zmniejszenia kosztów układy
suszenia mikrofalowego łączy się z pompami ciepła.
Rys. 21.23. Suszarka dielektryczna: I - strefa suszenia dielektrycznego, II — strefa suszenia
konwekcyjnego — chłodzenia produktu; l - komora suszarki, 2 - elektrody, 3 — przenośniki
21.6. SUSZARKI SPECJALNE
Suszenie prądem elektrycznym jest preferowane w odniesieniu do kształtek
ceramicznych o dużych rozmiarach, jak np. izolatory elektryczne dużej mocy, ze
względu na zmniejszenie czasu suszenia. Różnice w zawartości wilgoci między
powierzchnią a wnętrzem są dużo większe niż w kształtkach o małych
wymiarach. Po przyłożeniu prądu bezpośrednio do obiektu, na skutek oporu
elektrycznego, w jego wnętrzu zachodzą m.in. następujące zjawiska:
1. Punkt krytycznej zawartości wilgoci przesuwa się w stronę mniejszej
zawartości wilgoci i okres stałej szybkości suszenia jest długi.
2. Ciśnienie oparów w obiekcie wzrasta i przyspiesza przenoszenie wody do
powierzchni.
3. Temperatura wnętrza obiektu jest wyższa niż temperatura termometru
wilgotnego na powierzchni.
Opór elektryczny obiektu na skutek zmiany zawartości wilgoci ulega zmianie.
Do suszenia materiałów o specjalnych kształtach są wprowadzane do nich
dodatki substancji organicznych, lepiszcza, plastyfikatory. Dodatki te w wyniku
ogrzewania stają się płynne i dyfundują do powierzchni, następnie ulegają
rozkładowi i odparowaniu. Suszenie tego rodzaju, prowadzone pod ciśnieniem,
przebiega szybciej, z mniejszą objętością wydzielonych oparów, które konden-
suje się w chłodnicy. By zmniejszyć niekorzystne warunki suszenia i utylizacji
gazów odlotowych, do suszenia tego rodzaju wyrobów zastosowanie znajdują
324
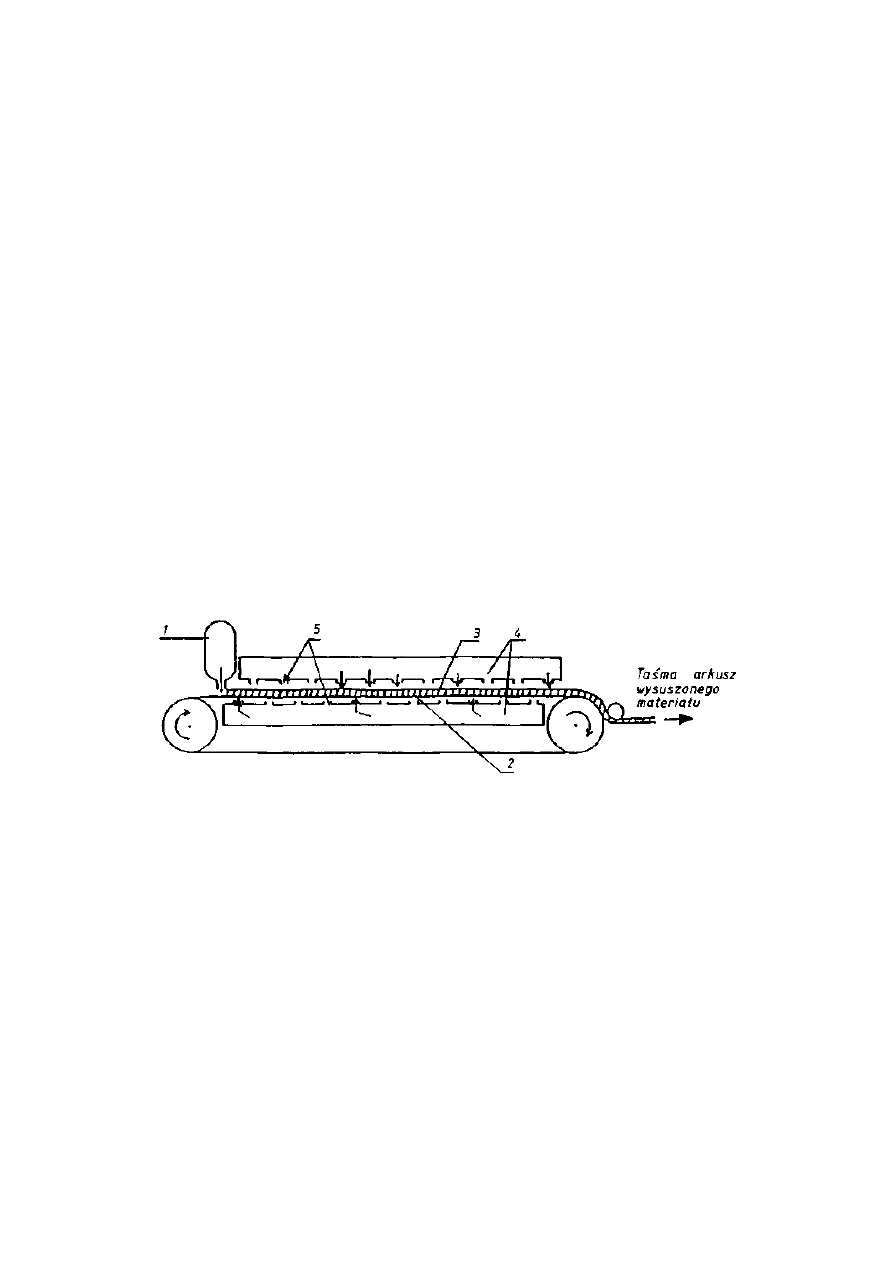
płyny superkrytyczne, m.in. dwutlenek węgla, którego stan krytyczny — tem-
peratura 304,6 K, ciśnienie 7,29 MPa — jest łatwo osiągalny. Gęstość płynu
superkrytycznego jest zbliżona do cieczy, współczynnik dyfuzji i lepkość do
gazu, posiada on dobrą rozpuszczalność i zdolność ekstrakcji. Ekstrakcja dodatków
organicznych płynem superkrytycznym, zwłaszcza wyrobów ceramicznych bardzo
grubych, oprócz tego, że skraca przebieg suszenia, zapobiega również jego
deformacji i utlenianiu.
Suszarki sublimacyjne stanowią rodzaj suszarek komorowych, przystoso-
wanych do pracy pod obniżonym ciśnieniem z wymrażaniem. Suszony materiał
ulega zamrożeniu w temperaturze zależnej od jego rodzaju. Sposób stosowany do
suszenia substancji biologicznych preparatów farmaceutycznych i niektórych
produktów spożywczych. Produkt zachowuje nie zmienione pierwotne
właściwości.
Suszarki ze strumieniami uderzającymi o powierzchnię suszonego materiału
są stosowane do suszenia papieru i innych materiałów w arkuszach. Czynnik
suszący, gorące powietrze lub przegrzana para wodna, wypływając z dyszy lub
wielu dysz uderza o powierzchnię suszonego materiału, przekazuje ciepło i
odprowadza wilgoć (rys. 21.24). Jeśli usytuowanie arkusza jest pionowe, to
uderzenie gazu następować może z obu jego stron. Suszenie zawiesin, past itp.
materiałów może być również prowadzone przez bezpośrednie osiowe zderzenie
rozpylonych strug tych materiałów w środowisku gazu suszącego.
Rys. 21.24. Suszarka ze strumieniami powietrza uderzającymi o powierzchnię: l — zbiornik su-
rowca, 2 — taśma stalowa przenośnika, 3 — warstwa suszonego materiału, 4 — kolektor powietrza
gorącego, 5 - dysze szczelinowe powietrza suszącego
21.7. DOBÓR SUSZARKI
Dobór suszarki do suszenia określonego materiału wymaga znajomości za-
równo jego właściwości, jak i charakterystyki produktu oraz zasad budowy i
działania istniejących rozwiązań konstrukcyjnych suszarek [1], [4]. Postać surowca
zmieniać się może od rozcieńczonego roztworu wodnego, poprzez zawiesiny mniej
lub bardziej stężone, koloidy, żele, pasty, do ciał stałych, o małej zawartości
wilgoci. Produkt, oprócz określonej wilgotności, musi mieć często również
określony rozkład rozmiarów cząstek.
325

Roztwory i zawiesiny suszy się w suszarkach rozpyłowych lub kombinowanych
z suszarkami fluidalnymi, placki filtracyjne z filtrów i wirówek natomiast w
suszarkach taśmowych i fluidalnych. Ciecze nieniutonowskie stwarzać mogą
problemy z dozowaniem do suszarki. Niektóre materiały nie są przydatne do
suszenia w stanie rozproszenia, np. lepkie, włókniste, kohezyjne i ziarna o dużych
rozmiarach (> 10 mm). Dla takich materiałów są zalecane suszarki półkowe,
obrotowe lub taśmowe.
LITERATURA
[1]
STRUMIŁŁO
C.,
KUDRA
T., Podstawy teorii i techniki suszenia, wyd. 2, WNT, Warszawa
1983.
[2] BN-88/2260-01, Suszarki rozpryskowe.
[3]
MASTERS
K., Spray Drying Handbook, John Wiley & Sons INc., New York 1991. [4] Handbook
of Industrial Drying, Vol. 1 & 2, Sec. ed., A.S. Mujumdar, Marcel Dekker, Inc.,
New York 1995.

22. PIECE
22.1. WPROWADZENIE
Piece stanowią urządzenia przeznaczone do wytwarzania produktów lub
półproduktów o określonych właściwościach fizykochemicznych w wyniku
działania wysokiej temperatury. W piecach mogą być również prowadzone
przemiany chemiczne w celu wytworzenia strumienia energii na sposób ciepła,
dla różnego rodzaju procesów fizycznych i chemicznych. Strumień ciepła jest
wytwarzany na skutek spalania paliwa, doprowadzania energii elektrycznej lub
innym sposobem.
Budowa i wyposażenie pieców w dużym stopniu zależą od technologii, w
której są stosowane. Piece mogą się różnić szczegółami konstrukcyjnymi,
sposobem doprowadzenia ciepła itp.
Zasadniczą część pieca stanowi komora robocza — reakcyjna, nazywana w
klasycznych piecach na paliwo stałe paleniskiem lub komorą pieca w piecach
przemysłowych. W komorze roboczej, zwanej też komorą spalania, są
umieszczone urządzenia zapewniające efektywne spalanie substancji (paliwa), w
tym również palniki. Piec jest zaopatrzony w urządzenia doprowadzające i
odprowadzające przetwarzane materiały, a także zapewniające ruch obrabianego
materiału w komorze oraz w elementy urządzeń przejmujące ciepło. Przepływ gazu
przez piec może być naturalny, lecz zwykle jest wymuszony za pomocą
wentylatorów umieszczonych na końcu ciągu, na ogół na zewnątrz pieca. Ciepło
gazów odlotowych jest wykorzystywane bądź do podgrzewania gazów
(powietrza) lub przetwarzania materiałów kierowanych do pieca, bądź do wy-
twarzania ciepłej wody lub pary w kotłach, tzw. utylizatorach. Piece są wypo-
sażone w aparaturę kontrolno-pomiarową i regulacyjną. Gazy odlotowe przed
usunięciem do atmosfery, zwykle kominem muszą być odpylone i pozbawione
zanieczyszczeń gazowych, zgodnie z wymaganiami norm emisji zanieczyszczeń do
powietrza. Klasyfikacja pieców według konstrukcji jest związana z ich kształtem,
budową, rodzajem i sposobem spalania paliwa, doprowadzenia ciepła itp.
Wyróżnia się m.in. piece: komorowe, kręgowe, tunelowe, szybowe, półkowe,
obrotowe, pyłowe, fluidalne, rurowe, elektryczne, plazmowe.
Dobre spalanie zależy od wielu zmiennych, w tym od rodzaju spalanego
paliwa (materiału), jego wartości opałowej i zawartości wilgoci, zawartości części
lotnych, strumienia i dystrybucji powietrza, mieszania spalanych sub-
327
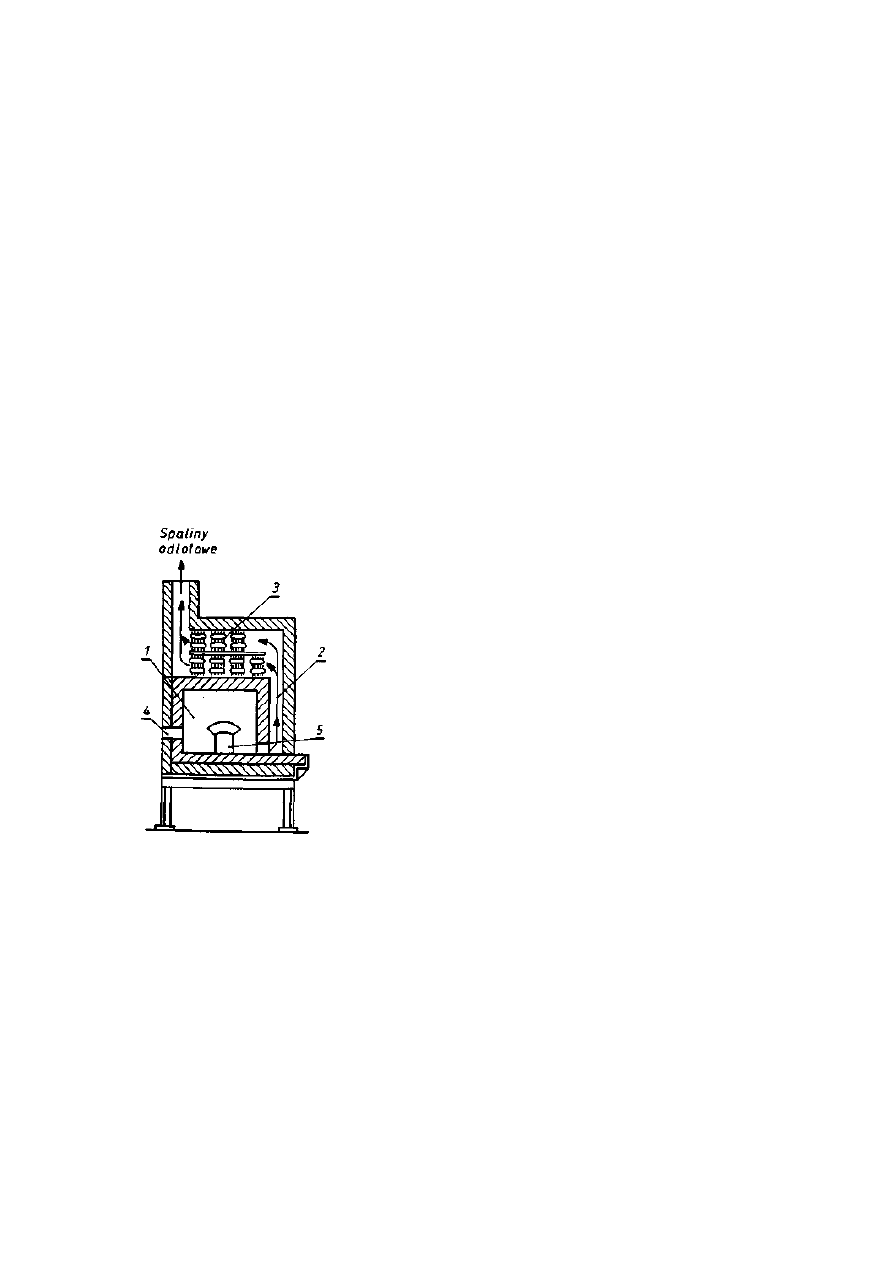
stancji z powietrzem, unoszenia produktów niecałkowitego spalania zarówno w
postaci stałej, jak i gazowej, ze spalinami odlotowymi. Unoszenie wymienionych
produktów stanowi stratę spalania i zanieczyszczenie spalin odlotowych;
wielkości te muszą być minimalne, śladowe. Spalanie powinno być prowadzone w
temperaturze, w której powstaje najmniej niepożądanych zanieczyszczeń
gazowych i aerozolowych, co odnosi się zarówno do paliw, jak i do spalania
różnego rodzaju odpadów. Zanieczyszczenia stanowią m.in. pyły lotne, dwutlenek
siarki, tlenki azotu, tlenek węgla, chloro- i fluorowodór, metale, chlorowane
związki organiczne.
22.2. PIECE KOMOROWE
Piece komorowe są jednymi z najprostszych i dzielą się na jedno- dwu-i
wielokomorowe oraz kręgowe.
Piece jednokomorowe (rys. 22.1) służą do obróbki termicznej materiałów w
sposób okresowy. Piec posiada komorę określaną trzonem pieca, o przekroju
prostokątnym lub kołowym i objętości do 500 m
3
, do
której jest załadowywany obrabiany materiał. Komora
jest wyposażona w drzwiczki lub otwór załadowczy, który
na czas obróbki cieplnej jest zamurowywany. Materiał po
załadowaniu jest stopniowo ogrzewany i przebywa w
wymaganej temperaturze przez określony czas.
Następnie, po skończonej obróbce, materiał jest
chłodzony powietrzem i wyładowywany z pieca. Piece są
stosowane przede wszystkim w przemyśle ceramicznym
do obróbki dużych elementów o skomplikowanych
kształtach. Ogrzewane są przez spalanie paliwa
gazowego, ciekłego lub stałego, w palenisku ze-
wnętrznym. Sprawność cieplna pieców jednokomo-
rowych jest mała, ze względu na duże straty ciepła z
gazami odlotowymi i przez ściany pieca. Poprawa
sprawności jest często związana z instalowaniem dwóch
pieców obok siebie, w których ciepło powietrza
chłodzącego wykorzystuje się do podgrzewania
wyrobów w drugim piecu. W piecach
wielokomorowych poszczególne komory są oddzielone
od siebie murowanymi ściankami i przepływ gazów z komory do komory odbywa
się kanałami umieszczonymi pod dnem lub w ścianach bocznych komór. Komora
zasilana paliwem, o najwyżej temperaturze, jest tzw. komorą ogniową. W
pozostałych komorach wypalony materiał jest chłodzony powietrzem. Powietrze to
jest zużywane dalej do spalania i podgrzewania świeżo załadowane-
Rys. 22.1. Piec jednokomoro-
wy: l — komora robocza, 2 —
kanał spalin, 3 — rekupe-rator,
4 — kanał palnikowy, 5 —
drzwi robocze
328
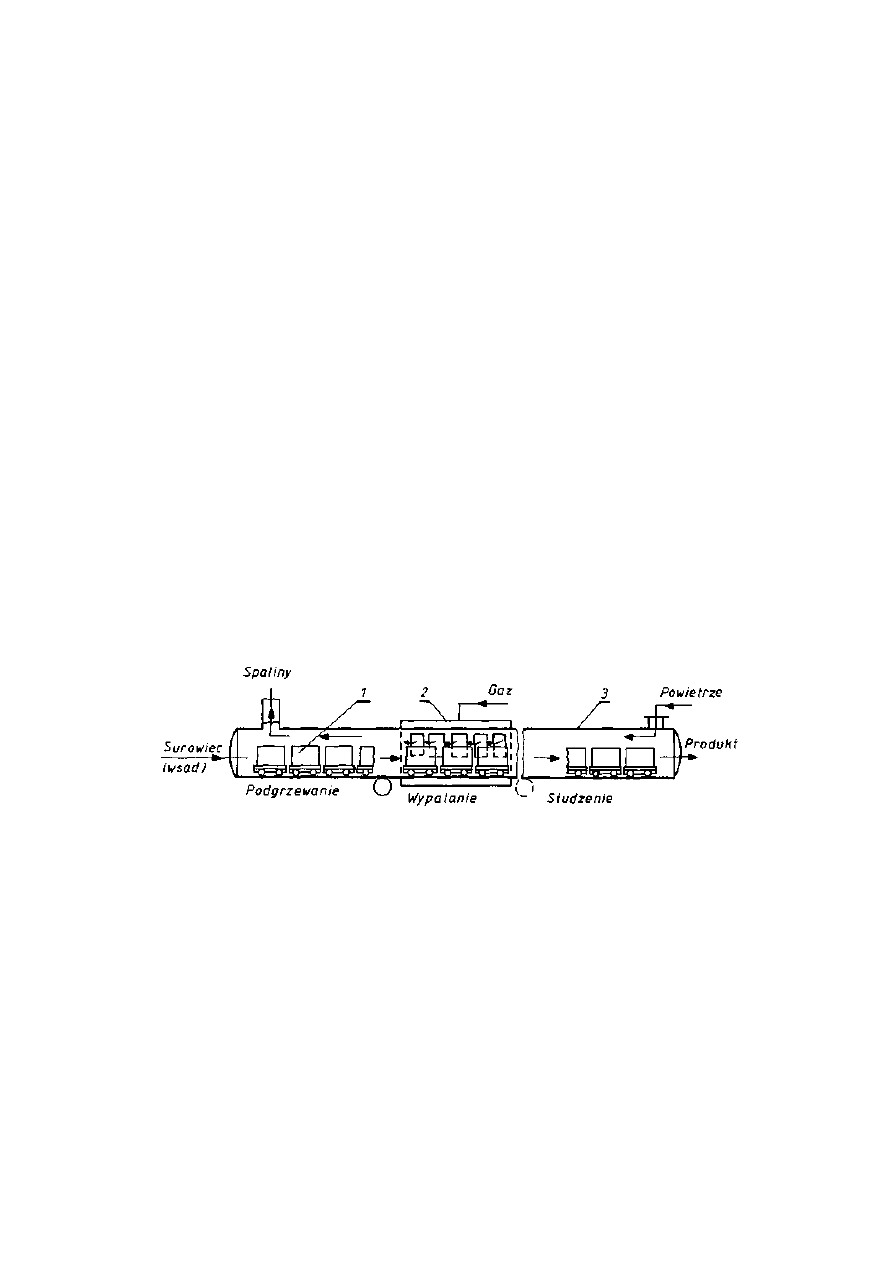
go surowca. Gazy spalinowe opuszczające komorę ogniową podgrzewają materiał
kierowany do wypalania. Ogrzewanie jest gazowe. Liczba komór o pojemności do
40 m
3
wynosi 16-32.
Piece kręgowe jako całość pracują w sposób ciągły, lecz cykl pracy komór jest
okresowy. Są zwykle stosowane do wypalania cegły. Piec ma kształt owalnego
kanału, podzielonego palnymi przegrodami na komory, których liczba wynosi 16-
24. Każda komora zawiera właz załadunkowe-wyładunkowy oraz kanał do
odprowadzenia spalin odlotowych do wspólnego kolektora. Komory są ogrzewane
spalinami ze spalania tradycyjnych paliw. Powietrze do spalania przepływa przez
gorący wypalony materiał chłodząc go i jednocześnie samo się podgrzewa. Część
podgrzanego powietrza jest kierowana do komory ogniowej, do spalania, druga
natomiast do komór ze świeżym materiałem, w celu jego podsuszania i
podgrzania. Gazy spalinowe przepływają przez komory do wypalania i uchodzą do
komina gazów odlotowych. Po zakończeniu wypalania, w jednej komorze spaliny
są kierowane do kolejnej komory i tak samo przesuwa się wyładunek i załadunek
kolejnych komór.
22.3. PIECE TUNELOWE
Komora pieca tunelowego (rys. 22.2) stanowi długi wąski kanał (tunel) wy-
konany z cegły ogniotrwałej i izolacyjnej, wzmocniony szkieletem stalowym,
wewnątrz którego, po szynach są przesuwane wózki platformowe, na których
Rys. 22.2. Piec tunelowy: l — wózki, 2 — palniki gazowe, 3 — obudowa tunelu
układa się obrabiany termicznie materiał. Piece pracują w sposób ciągły. Wymiary
kanału wynoszą: długość do 160 m, szerokość 1,5-3 m, wysokość 1,5--2,8 m.
Prędkość przesuwu wózków jest zwykle mniejsza od l m/s. W przeciwprądzie do
ruchu materiału przepływa powietrze i gazy spalinowe. Do ogrzewania są
stosowane paliwa tradycyjne, z dominującym obecnie udziałem paliw ciekłych i
gazowych. W piecu wyróżnia się strefy: podgrzewania, ogniową i chłodzenia.
Podgrzewanie odbywa się spalinami odlotowymi; powietrze kierowane do strefy
ogniowej — spalania chłodzi wypalony materiał ulegając przy tym podgrzewaniu.
Wózki są kierowane do pieca i z niego wyprowadzane przez tzw. komory
wstępne, stanowiące zamknięcie śluzowe, zabezpieczające przed wlotem
powietrza zewnętrznego. Piece są stosowane do wypalania wyro-
329
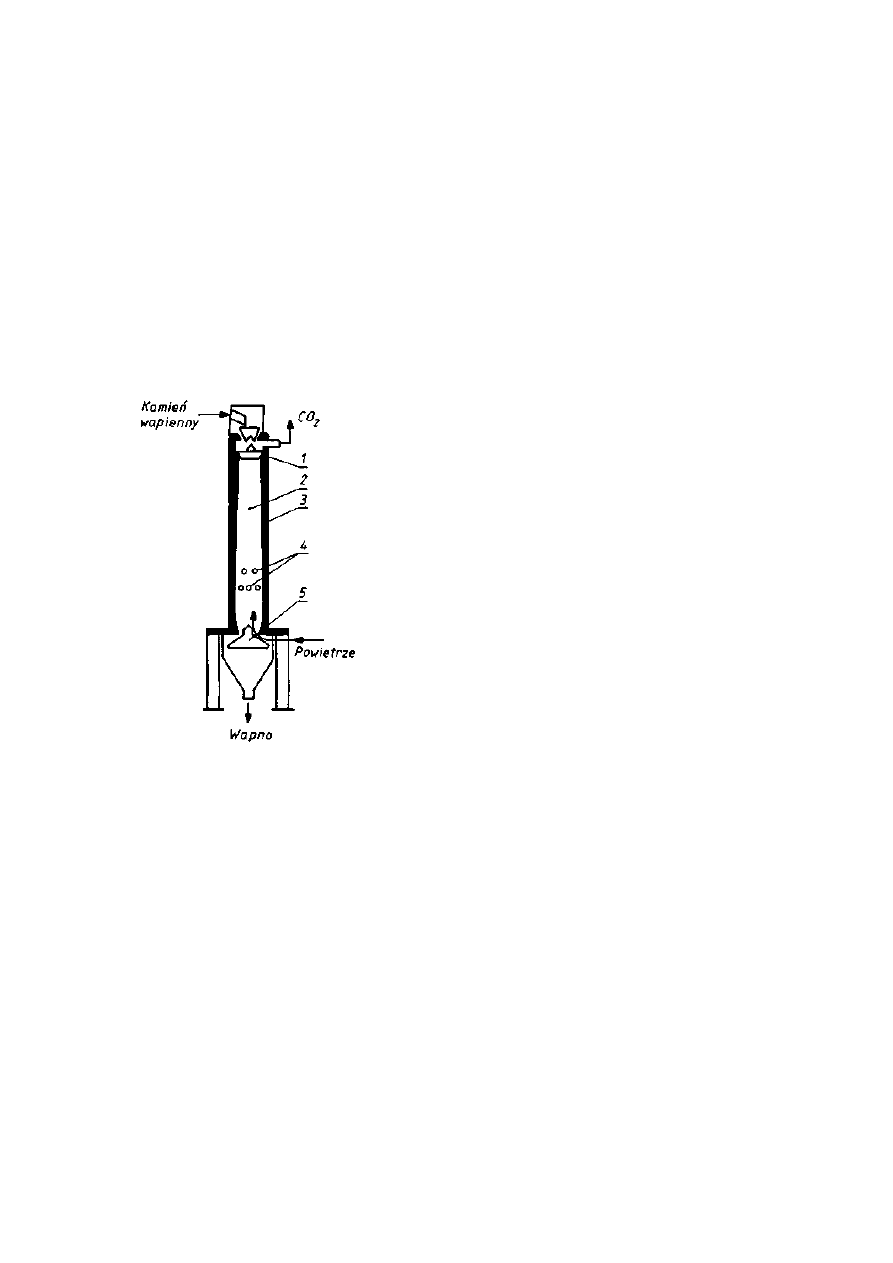
bów ceramicznych. Są one bardziej sprawne cieplnie niż komorowe. Utrzymy-
wanie w wymienionych sekcjach pieca, w strefie chłodzenia — nadciśnienia, w
strefie podgrzewania — podciśnienia zabezpiecza przepływ spalin i powietrza oraz
zmniejsza penetrację powietrza zimnego do wnętrza pieca.
22.4. PIECE SZYBOWE
Piece szybowe są stosowane do wypalania surowców mineralnych, m.in. kamienia
wapiennego i kredy. Surowiec w kawałkach jest ładowany do pieca od góry (rys.
22.3). Podawany materiał przesuwając się w piecu w dół, w wyniku działania siły
ciężkości, podlega przemianom termicznym. Strumień masy podawanego
materiału jest regulowany stożkiem zamykającym.
Zasilanie może być okresowe lub ciągłe. Na
wysokości pieca wyróżnia się trzy strefy. W strefie
pierwszej od góry następuje podgrzewanie
materiału, w drugiej — środkowej — zachodzi
rozkład węglanów w temperaturze 1270-1480 K, w
trzeciej — dolnej — części stałe produktów rozkładu
są chłodzone gazami kierowanymi do spalania i
wyładowywane na obracającym się ślimaku,
chłodzonym powietrzem. Do ogrzewania pieców
szybowych są stosowane zarówno paliwa stałe,
ładowane do pieca na przemian warstwami z
surowcem, jak i paliwa gazowe i ciekłe, spalane w
komorach zewnętrznych lub w dolnej części pieca,
albo w ścianach bocznych. Odchodzące górą gazy
odlotowe zawierają ok. 30% dwutlenku węgla, który
jest stosowany jako surowiec m.in. w produkcji sody,
mocznika, cukru. Produkt stały stanowi techniczne
wapno palone. Piece szybowe są stosowane
również w metalurgii jako tzw. wielkie piece do
wytopu surówki żelaza.
22.5. PIECE PÓŁKOWE
Piece wielopółkowe (rys. 22.4) są stosowane do wypalania surowców mi-
neralnych i spalania odpadów. Średnica pieców wynosi od 1,8-8,0 m, wysokość
3,6-23 m. Średnica i liczba półek w piecu są zależne od strumienia surowca,
wymaganego czasu do spalania, rodzaju stosowanego procesu. Surowiec
330
Rys. 22.3. Piec szybowy: l - lej
zasilający — stożek kierujący, 2 —
szyb, 3 — trzon pieca, 4 —
palniki gazowe, 5 — stożek wy-
ładowczy
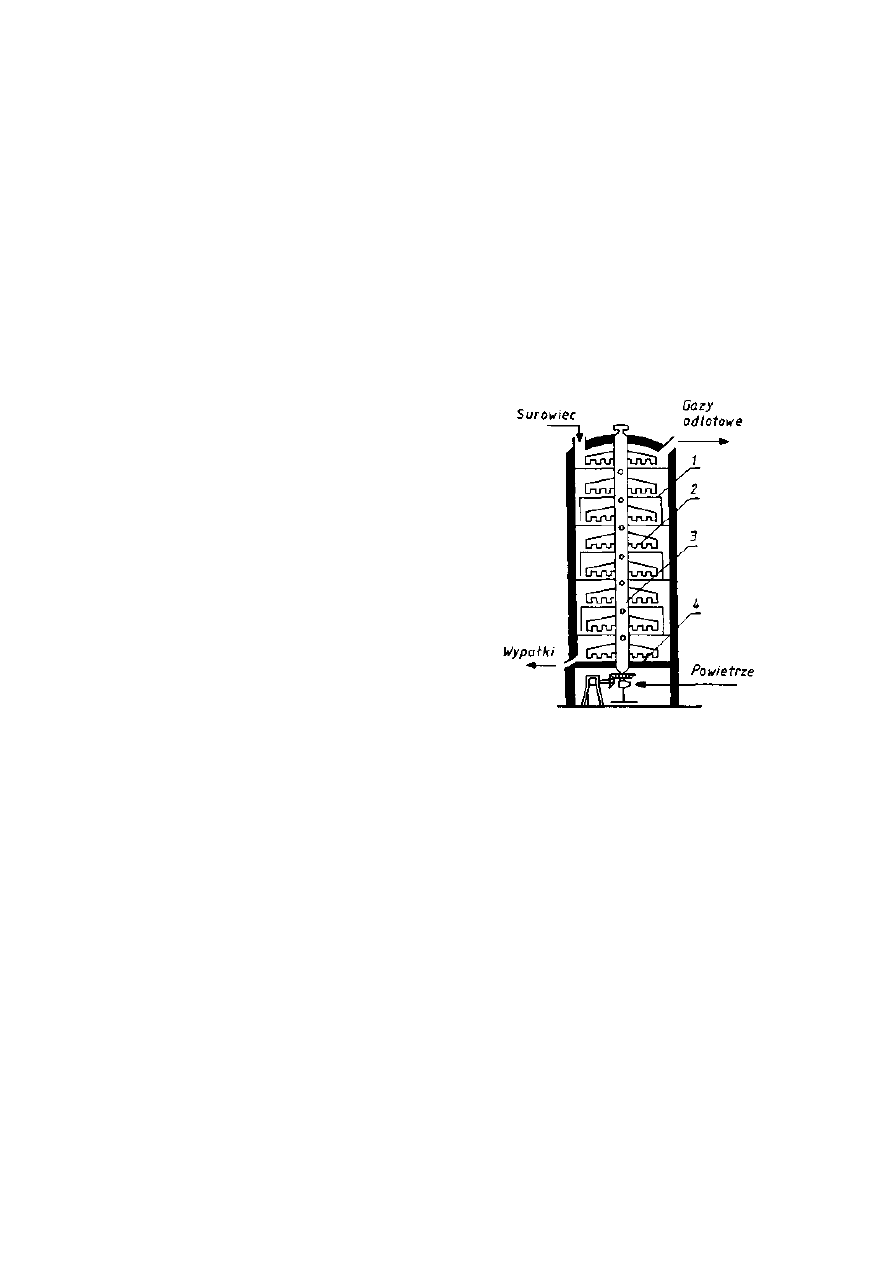
do obróbki termicznej jest podawany do pieca przez zamknięcie śluzowe od góry.
Piec jest wyposażony w mieszadło grabiowe z zębami, którego ramiona są
przymocowanego pionowego wału. Mieszadło, obracając się, miesza znajdujące
się na półce ciało stałe i przesuwa go po powierzchni półki do otworów
przesypowych, którymi materiał przesypuje się z półki na półkę. Otwory są
zlokalizowane w pobliżu obwodu i w centrum, obok wału napędowego. Popiół
gromadzi się na dole pieca, skąd jest odprowadzany przenośnikiem ślimakowym
do zbiornika magazynowego. Powietrze i produkty spalania przepływają
przeciwprądowo w stosunku do spalanego materiału, od dołu.
Piece półkowe, oprócz spalania i wypalania ciał stałych są stosowane do
spalania szlamów, które podlegają suszeniu na górze pieca i są spalane w środku
pieca. W piecach tego rodzaju są również
spalane odpady stałe o małej wartości opałowej
i dużej wilgotności. Materiały mniej wilgotne, jak
węgiel i odpady stałe są spalane już na górze
pieca. Jeśli spalany surowiec zawiera
substancje lotne, palne, to do efektywnego
spalania jest wymagany dopalacz, np. w celu
eliminacji dymów lub odorów. Minimum
temperatury gazów odlotowych podczas
spalania odpadów wynosi ok. 1000 K. Jeśli jest
wymagana wyższa temperatura, to musi być
instalowany dopalacz. Do całkowitego spalenia
szlamów o zawartości 50-85% wilgoci, jest
wymagany nadmiar powietrza 100-125%. Z ga-
zami odlotowymi unosi się ok. 20% popiołu
lotnego i instalowanie urządzeń odpylających
jest konieczne.
22.6. PIECE OBROTOWE
Piece obrotowe są stosowane do prowadzenia procesów termicznych w wielu
technologiach przemysłowych, w tym również do unieszkodliwiania odpadów przez
spalanie ciał stałych, szlamów, cieczy i gazów.
Zasadniczy element pieca obrotowego (rys. 22.5) stanowi bęben ułożony
poziomo lub pod nieznacznym kątem do poziomu. Bęben, wsparty na rolkach,
obraca się dookoła swojej osi. Na końcu pieca, zwykle położonego wyżej, znajduje
się głowica, przez którą doprowadza się materiał wsadowy, w postaci ciała stałego
o różnym stopniu wilgotności lub szlam. Głowicą górną są odprowadzane gazy
odlotowe, zwykle gorące i zapylone, dlatego na odlocie instalowane są
rekuperatory ciepła i urządzenia oczyszczające gazy odlotowe.
331
Rys. 22.4. Piec półkowy: l — półki,
2 - mieszadło grabiowe, 3 — pusty
wał z otworami, 4 — napęd wału
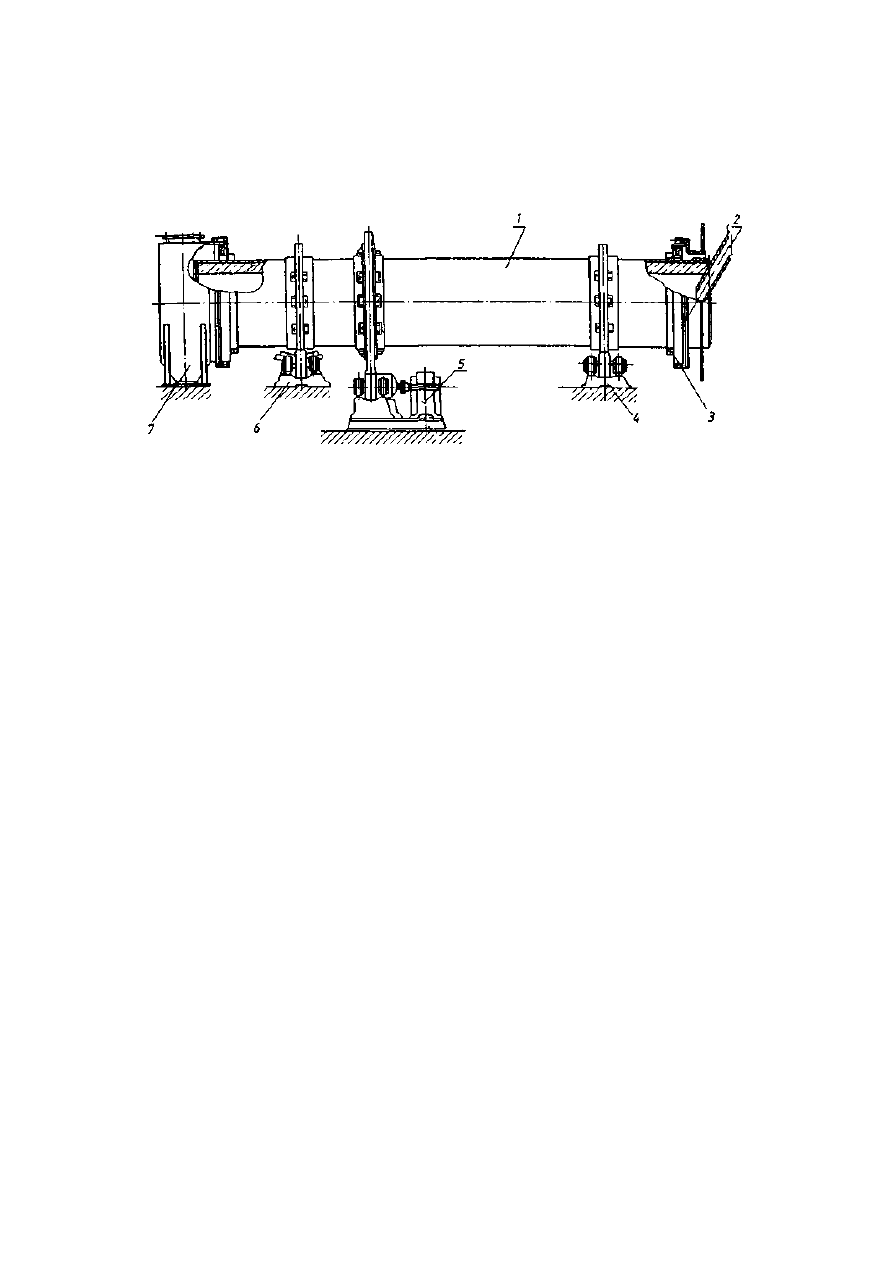
Dolny koniec bębna jest zamknięty głowicą dolną, w której jest umieszczony palnik
na paliwo gazowe, ciekłe lub pył węglowy. Na skutek obrotów bębna materiał
przesuwa się wzdłuż jego osi, w kierunku dolnej części bębna (pieca).
Rys. 22.5. Piec bębnowy obrotowy: l - bęben, 2 - zasobnik (zasyp), 3 - pierścień uszczelniający, 4
— rolki podporowe, 5 - napęd, 6 — rolki podporowo-oporowe, 7 — luk wyładunkowy
Bęben jest wprawiany w ruch obrotowy silnikiem elektrycznym, za pośrednic-
twem przekładni zębatej, której tzw. wieniec zębaty jest osadzony na bębnie.
Bęben jest wyłożony wewnątrz cegłą szamotową, ognioodporną, bez obecności
części metalowych, co umożliwia stosowanie temperatury 1200-1900 K lub piec
posiada płaszcz wodny, jak w tradycyjnych kotłach. Wymurówka pieca jest
zwykle wykonywana dla określonego procesu i temperatury jego przebiegu. Piec
jest nachylony w kierunku ruchu materiału o 1:4%. Stosunek długości do
średnicy wynosi od 2:1 do 10:1 i więcej, co w dużym stopniu zależy od tech-
nologii, w której jest on stosowany, np. podczas spalania odpadów stałych
masowych długość typowego pieca wynosi 5 m, średnica 3 m; wykonuje on
0,25-1,5 obr/min lub 10-20 obr/min. W technologii wypału klinkieru cemento-
wego, długość bębnów obrotowych z wykorzystaniem ciepła gazów odlotowych
przekracza 160 m. Czas przebywania ciał stałych i szlamów jest funkcją
wymiarów pieca, jego pochylenia, prędkości obrotów i rodzaju surowca (wsadu).
Wynosi on od sekund — dla gazów i cieczy, do godzin — dla ciał stałych. Piec
jest zasilany strumieniem okresowym lub ciągłym ciała stałego. Ciecze i szlamy
są podawane pompami i rozpylane parą wodną lub powietrzem. Gazy są
spalane w palnikach. Trudności w eksploatacji pieców sprawia erozja ich wnętrza
i uszczelnienie głowic, ze względu na wysoką temperaturę.
22.7. PIECE PYŁOWE
Piece pyłowe są stosowane w procesach spalania i wypalania stałych roz-
drobnionych cząstek ciała stałego, jak np. węgla w kotłach elektrociepłowni-
332
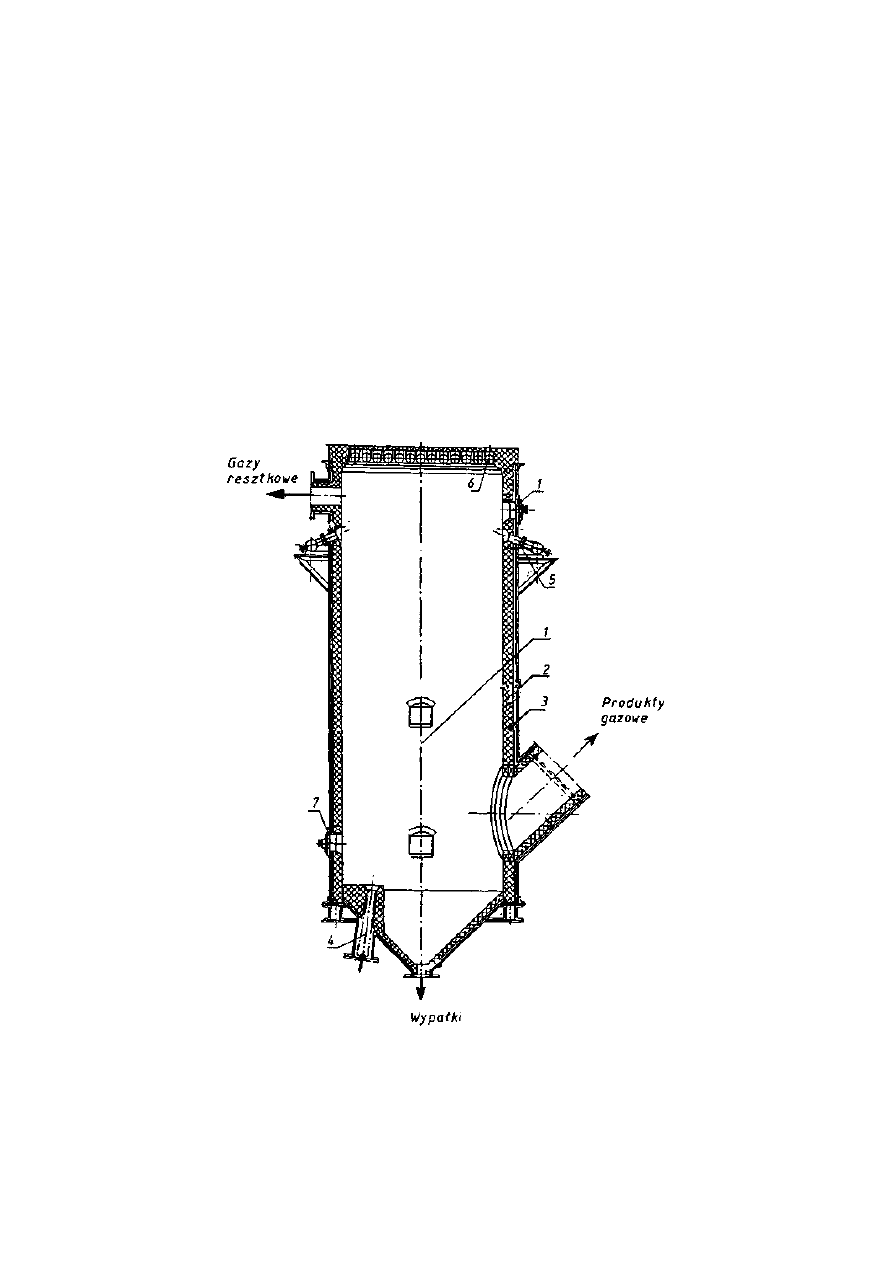
czych i przemysłowych, rud cynkowych. Piec (rys. 22.6) stanowi pionową, stalową,
komorę cylindryczną wyłożoną wewnątrz materiałem ceramicznym. Materiał
rozdrobniony, w postaci cząstek rzędu 50-100 µm jest wprowadzany do komory
spalania od dołu lub ze ściany bocznej, następnie rozpraszany strumieniem
powietrza w palnikach pyłowych i spalany w objętości komory. Spalanie zachodzi
intensywnie w czasie kilku sekund. Dodatkowe powietrze do dopalania, tzw.
wtórne, jest wprowadzane dyszami do górnej odlotowej części pieca. W zależności
od stopnia rozdrobnienia surowca i zawartości części palnych cząstki niepalne lub
utlenione są unoszone wraz z gazami odlotowymi lub wypadają na dno pieca.
Duży koszt przygotowania surowca, tzn. jego rozdrabnianie oraz przenoszenie
głównej masy stałych produktów spalania do gazów odlotowych ogranicza
zastosowanie tego rodzaju pieców w technologiach przetwarzania ciał stałych.
Rys. 22.6. Piec pyłowy: l — komora pieca, 2 — płaszcz, 3 — wymurówka ceramiczna, 4 — palnik
pyłowy, 5 — dysze powietrza wtórnego, 6 — ekran chłodzący, 7 - okna obserwacyjne
333
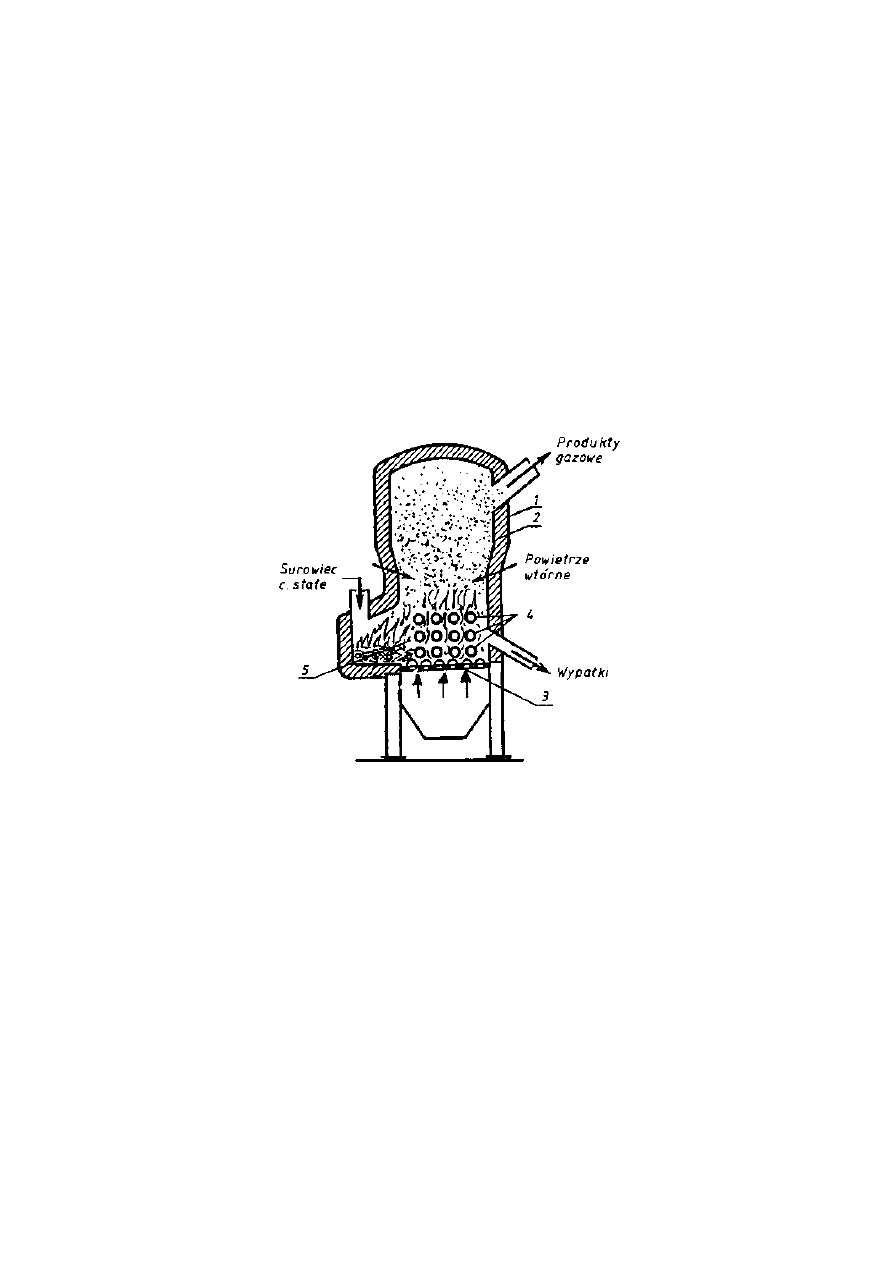
22.8. PIECE FLUIDALNE
Piec fluidalny (rys. 22.7) stanowi pionowy cylinder wyłożony wewnątrz
materiałem chemo- i ognioodpornym, wyposażony w dystrybutor gazu lub półkę
otworową. Ciało stałe podawane na półkę jest fluidyzowane i ekspanduje w
przestrzeni nad półką, na skutek przepływu gazu skierowanego do góry,
wprowadzonego pod półkę. Konstrukcja półki zapewnia równomierny rozdział
gazu na przekroju pieca i uniemożliwia przesypywanie się materiału przez jego
otwory. W złożu fluidalnym są prowadzone różnego rodzaju procesy termiczne na
skutek wymiany ciepła — spalanie paliw i materiałów stałych. Surowce są
doprowadzane do złoża w sposób okresowy lub ciągły. Produkty są odprowa-
dzane w postaci ciała stałego, m.in. popiołu i żużla (wypałki) lub gazów odlo-
towych, w tym również jako spalin.
Rys. 22.7. Piec fluidalny: l — płaszcz, 2 — wymurówka ceramiczna, 3 — ruszt, 4 — rury wę-
żownicy, 5 — złoże fluidalne
Spalanie w złożu fluidalnym surowców stałych i ciekłych odbywa się zwykle w
obecności materiału inertnego, m.in. piasku, żwiru, kamienia wapiennego, gliny,
stanowiącego zasadniczą część złoża. Spalanie w piecach klasycznych prowadzi
się gdy prędkość gazu jest 3-5 razy większa od prędkości krytycznej fluidyzacji.
Niekiedy w celu utrzymania odpowiedniego poziomu temperatury w złożu
fluidalnym umieszcza się powierzchnie wymiany ciepła — wężownice. Duże
stężenie ciała stałego w złożu fluidalnym zwiększa znacznie zdolność przerobową
pieca w stałej temperaturze objętości złoża.
Zwiększenie prędkości gazu ponad zakres określający tzw. fluidyzację pę-
cherzykową prowadzi do stanu, w którym znaczna masa złoża zostaje uniesiona z
aparatu. Aby zachować złoże w tych warunkach, konieczne jest doprowadzanie
świeżej porcji materiału lub zawracanie z powrotem — recyrkulo-
334
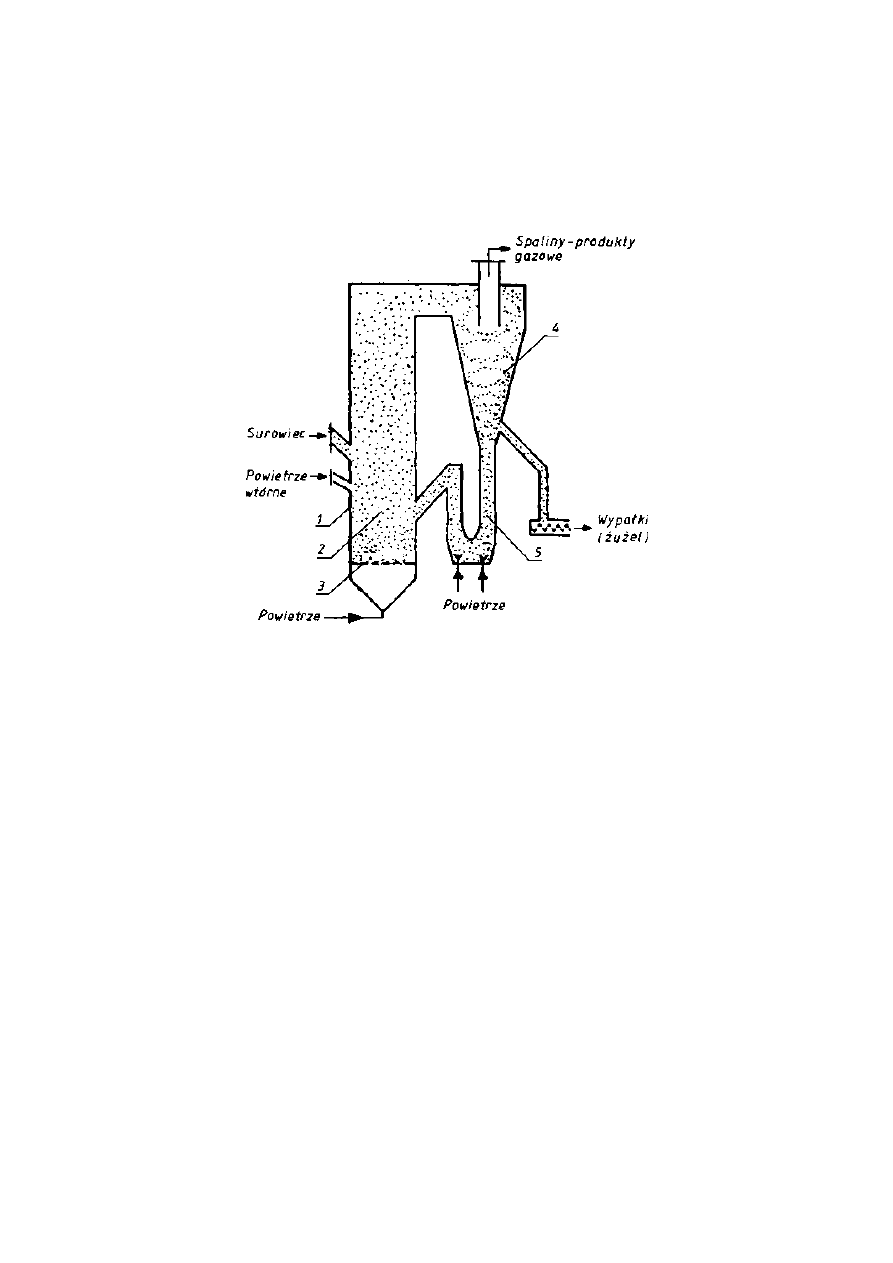
wanie materiału unoszonego. Tego rodzaju stan jest nazywany złożem fluidalnym
burzliwo-szybkim lub cyrkulacyjnym i występuje wtedy gdy prędkość gazu jest ok.
20'razy większa od minimum fluidyzacji. Unoszone ciało stałe jest wydzielane,
zwykle w cyklonach, i zawracane do złoża.
Rys. 22.8. Piec fluidalny cyrkulacyjny: l - płaszcz, 2 — złoże fluidalne, 3 - ruszt sitowy, 4 — cyklon
cyrkulacyjny, 5 - rura cyrkulacyjna (zamknięcie cyklonu)
Piece ze złożem cyrkulacyjnym (rys. 22.8) charakteryzują się dobrą efek-
tywnością wymiany ciepła i masy, bardzo wyrównaną temperaturą i składem w
objętości reaktora. Umożliwia to prowadzenie wielu procesów z wysokim
stopniem przemiany w stosunkowo niskiej temperaturze, jak np. spalanie od-
padów w nadmiarze powietrza 30-100% (5-10% O
2
w suchych spalinach) w
temperaturze 1080 K, spalanie węgla w temperaturze poniżej 1200 K, co
ogranicza powstawanie tzw. termicznych tlenków azotu. W wymienionych tem-
peraturach wiele substancji w paliwie lub spalanych odpadach jeszcze nie mięknie
i nie aglomeruje, co nie stwarza trudności eksploatacyjnych.
Piece fluidalne mogą być również kojarzone z piecami cyklonowymi do
dopalania substancji organicznych emitowanych z pieca fluidalnego.
22.9. PIECE RUROWE
Piece rurowe spełniają funkcje zarówno tzw. podgrzewacza ogniowego, jak i
reaktora termicznego pracującego w specjalnych warunkach spalania i ogrzewania
surowca przepływającego w rurach wężownicy.
335
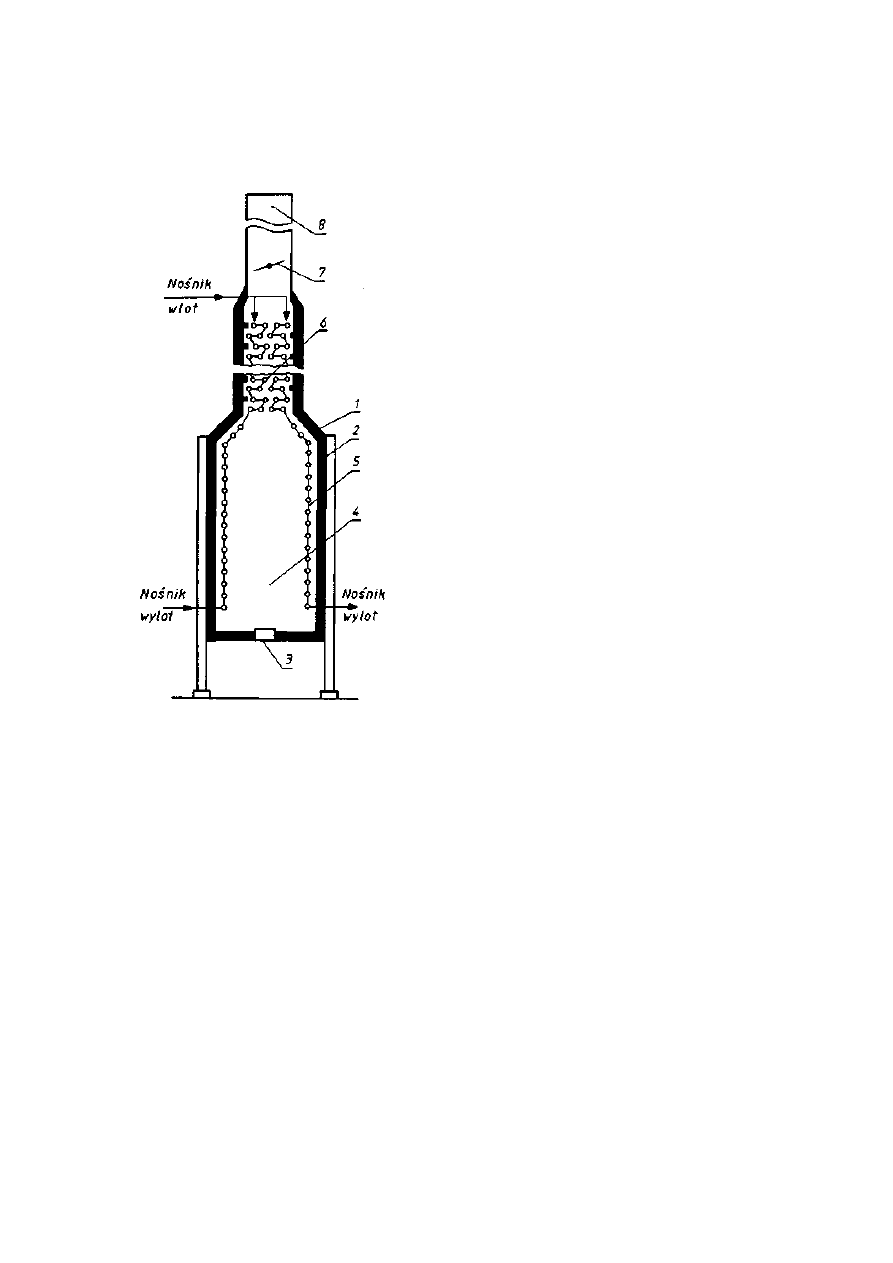
Podgrzewacze ogniowe to piece, w których ciepło spalania gazu lub oleju
jest przekazywane do płynu roboczego, przepływającego w rurkach wężownicy
(rys. 22.9). Wężownice są instalowane na
ścianach i suficie (dachu) podgrzewacza —
komory spalania i ciepło jest przekazywane
głównie przez promieniowanie i częściowo przez
konwekcję. Podczas odzysku ciepła ze spalin
odlotowych ten rodzaj pieca może być
stosowany przy małych obciążeniach cieplnych,
poniżej 4 MW
t
. Sprawność termiczna
podgrzewacza zależy od obecności sekcji
konwekcyjnej, wielkości powierzchni wymiany
ciepła, rodzaju stosowanego ciągu spalin i
obecności rekuperatora do podgrzewania
zimnego powietrza, kierowanego do spalania.
Lepsza sprawność termiczna — ponad 80% —
jest związana z obniżeniem temperatury spalin
odlotowych do 325--375 K i stosowaniem w
sekcji konwekcyjnej rur ożebrowanych. Podczas
spalania nie powinny powstawać nadmierne ilości
popiołu i sadzy. Obecnie jest zwykle stosowany
ciąg wymuszony z nadmiarem powietrza 10-
15% podczas spalania oleju i 5-10% — gazu.
Zmniejszenie nadmiaru powietrza umożliwia
zaoszczędzenie paliwa rzędu 2-3% i
polepszenie warunków przekazywania ciepła.
Również obniżenie temperatury odlotowej spalin
o każde 20° zwiększa sprawność cieplną o 1%;
całkowita oszczędność paliwa może wtedy
osiągnąć 8-18%. Stosowanie spalin do
podgrzewania jest ekonomiczne wtedy, gdy
temperatura spalin wynosi powyżej 620 K. Do
odzysku ciepła są stosowane regeneratory i rekuperatory. Rekuperatory,
stanowiące klasyczne wymienniki ciepła są prostsze i bardziej ekonomiczne. Do
podgrzewania gazu kierowanego do pieca może być również stosowany płyn
roboczy, podgrzewany w rurkach wężownicy pieca. Pobiera on ciepło w części
konwekcyjnej pieca i podgrzewa powietrze przepływające przez wymiennik.
Odzysk ciepła może być prowadzony również przez podgrzewanie wody lub
wytwarzanie pary w odpowiednim kotle.
Odzysk ciepła utrudnia obecność siarki w paliwie. Około 6-10% masowych
siarki z paliwa przechodzi do spalin jako trójtlenek siarki (SO
3
) i kondensuje w
kanałach spalin jako kwas siarkowy. Im wyższa zawartość trójtlenku siarki
Rys. 22.9. Piec podgrzewacz rurowy: l
— płaszcz, 2 — wymurówka cerami-
czna, 3 — palniki, 4 — komora spala-
nia, 5 — rury — sekcja radiacyjna, 6 -
sekcja konwekcyjna, 7 - klapa regu-
lacyjna, 8 — komin
336
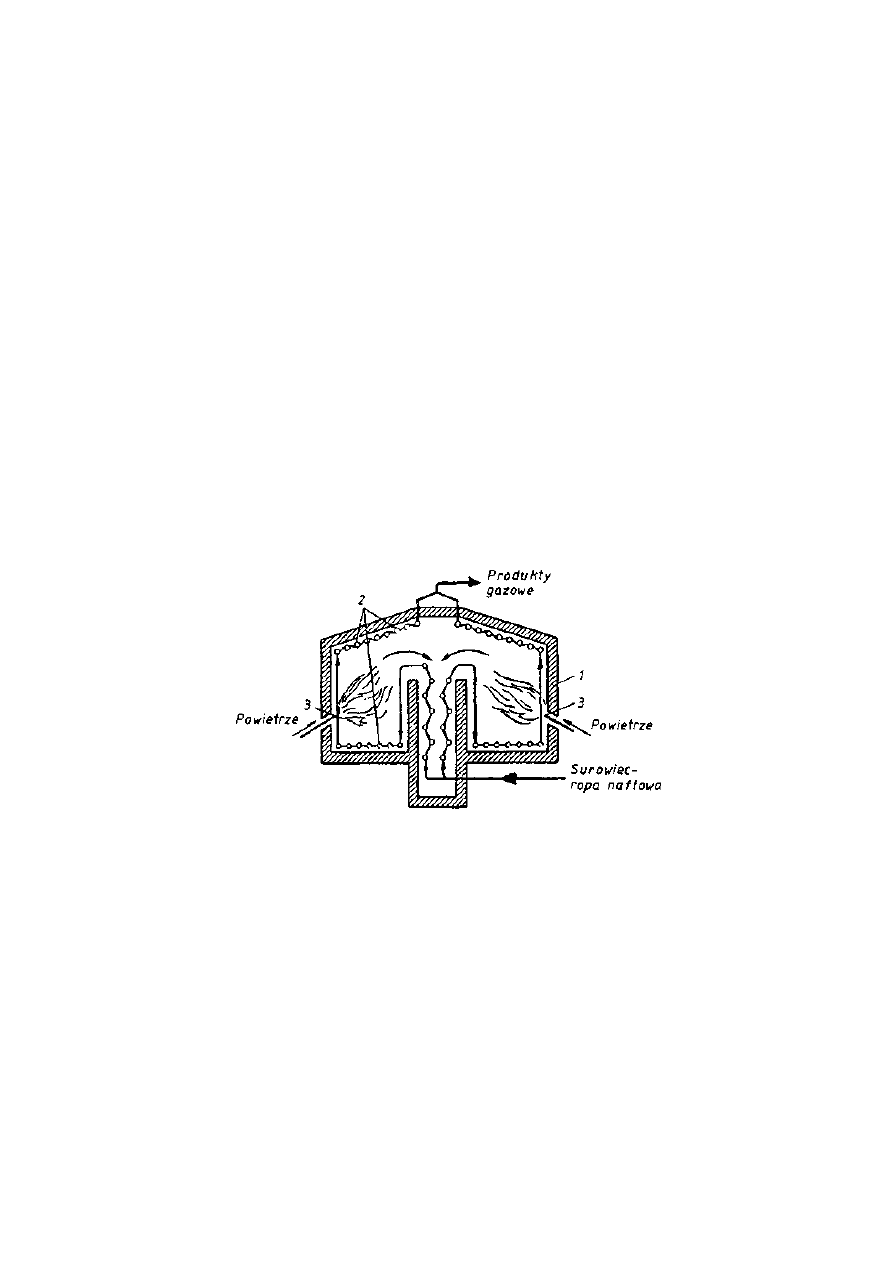
w spalinach, tym wyższa temperatura kondensacji kwasu, punktu rosy. Tworzenie
się SO
3
spada drastycznie wraz z obniżeniem nadmiaru powietrza i wzrasta jeżeli
w oleju or/ałowym jest obecny wanad. Temperatura rur powinna być utrzymywana
na poziomie co najmniej 15° powyżej punktu rosy SO
3
. Temperatura zalecana dla
paliw o zawartości siarki poniżej 1% mas. to 408 K, gdy zawartość siarki osiągnie
4-5%, wtedy temperatura — 423 K.
Spalanie zarówno paliw ciekłych, jak i odpadów ciekłych jest związane z ich
rozpylaniem za pomocą dysz (palników). Rozpylone cząstki — krople paliwa o
dużej powierzchni — szybko odparowują, wytwarzając z powietrzem mieszaninę
oparów, która ulega zapłonowi i jest spalana podczas przepływu przez komorę.
Typowy czas przebywania w komorze wynosi 0,5-2 s, temperatura 1000-1850 K.
Komora jest wyłożona materiałem ceramicznym, aby płomień nie kontaktował się
ze ścianą pieca. Ściany komory są zwykle chłodzone powietrzem wlotowym
kierowanym do spalania, które podgrzewa się do temperatury powyżej 400 K.
Emisja zanieczyszczeń z pieca jest kontrolowana, zazwyczaj za pomocą skruberów
Venturiego, zwłaszcza podczas spalania odpadów ciekłych, palnych, takich jak
farby, rozpuszczalniki, pestycydy i in. Spalane ciecze nie powinny zawierać soli
nieorganicznych, które topią się w temperaturze spalania i mogą kondensować na
ściankach komory pieca.
Rys. 22.10. Piec — reaktor rurowy: l — obudowa pieca, 2 — rury, 3 - palniki
Piece rurowe, zwane również reaktorami rurowymi, są również stosowane do
prowadzenia procesów termicznych w fazie ciekłej, w dużym stopniu do pirolizy
ropy naftowej, w trakcie której temperatura w rurach może dochodzić do 1550-
1680 K, np. piroliza węglowodorów do acetylenu. Zasadniczą część pieca (rys.
22.10) stanowi układ rur, wężownic płaskich i przestrzennych o średnicy
wewnętrznej 30-200 mm i długości odcinków 6-12 m, wykonanych ze stali
żaroodpornych z podwyższoną zawartością niklu, chromu i manganu, którymi
przepływa przetwarzana ciecz. Rury w części górnej pieca są podwieszane, a na
ścianach bocznych i dole pieca oparte na podporach. Układ rur zapewnia
odpowiednią objętość przestrzeni reakcyjnej i czas przebywania dla pożądanego
stopnia przemiany, który wynosi 0,5-8,0 s. Ciśnienie w rurach ze względu
337
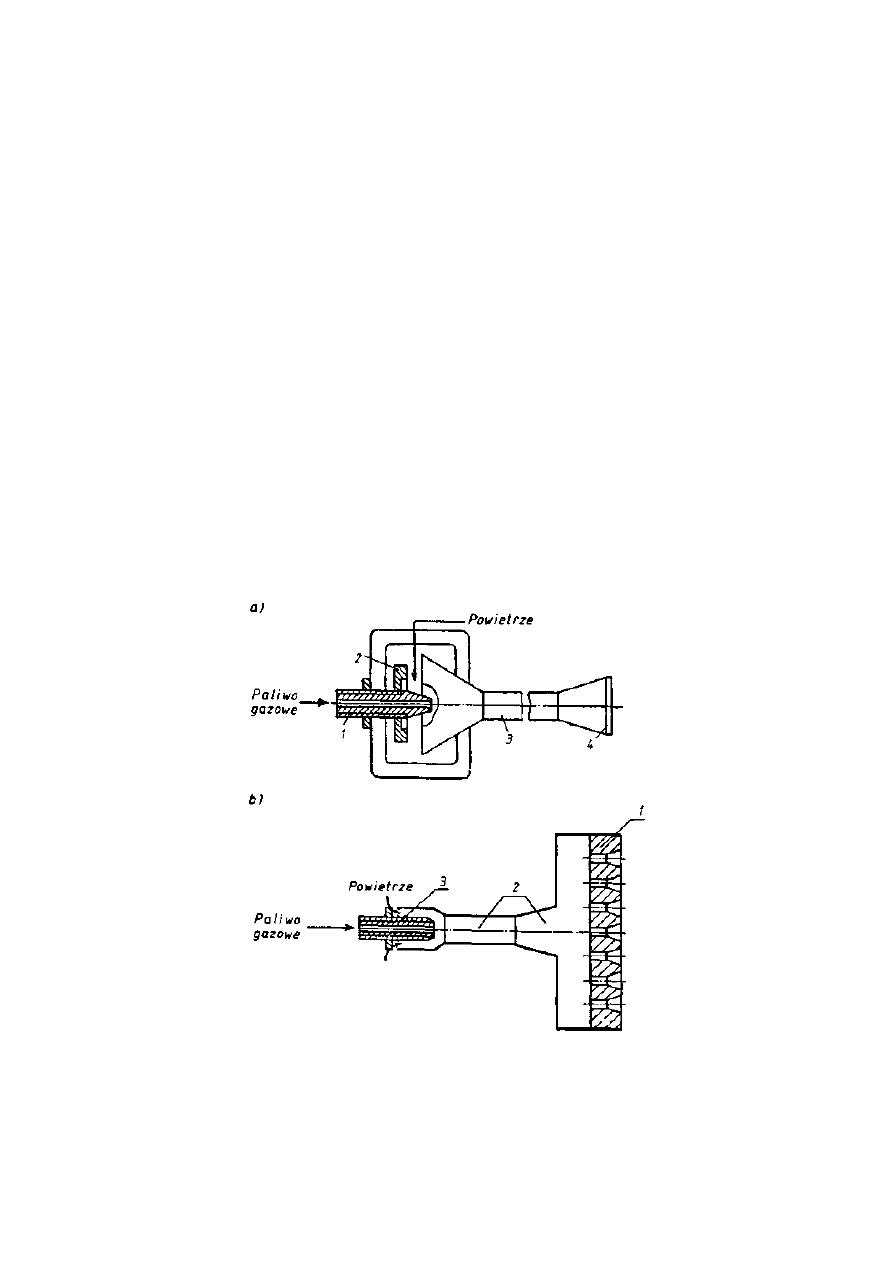
na to, że piroliza biegnie ze zwiększeniem objętości, zwykle nie przewyższa 0,4
MPa. Prędkość w rurach w końcowej części dochodzi do 180-200 m/s. Rury są
rozmieszczane w dwu częściach (sekcjach) pieca, w konwekcyjnej i radiacyjnej.
Zazwyczaj w części konwekcyjnej następuje podgrzewanie surowca
przepływającego w rurach gazami spalinowymi, jego piroliza i rozkład termiczny
natomiast odbywają się w części radiacyjnej, w której rury są ogrzewane na
skutek promieniowania. Spalanie paliwa gazowego lub ciekłego odbywa się w
palnikach płomieniowych i bezpłomieniowych — płytowych (rys. 22.11), z
których ciepło do środowiska jest przekazywane przez promieniowanie. Tem-
peratura nagrzania w sekcji konwekcyjnej nie przekracza 800-900 K, w strefie
reakcji, pirolizy w sekcji radiacyjnej jest ok. 30-40% wyższa, w zależności od
rodzaju surowca. Warunki przebiegu procesu pirolizy wymagają dużych szybkości
wymiany ciepła, w celu przebiegu pożądanego procesu w minimalnym czasie
przebywania w wysokiej temperaturze. Typowy piec (rys. 22.10) składa się z dwu
komór radiacyjnych i ogólnej komory konwekcyjnej. Surowiec przepływa dwoma
równoległymi strumieniami. W piecach o nowej konstrukcji ściany boczne komory
stanowią panele palników bezpłomieniowych (rys. 22.11 b), w których gaz jest
spalany niepełnym płomieniem, w postaci dużej liczby małych płomyczków o
długości 30-50 mm, równomiernie rozproszonych na powierzchni panela. Ciepło
spalania gazu ogrzewa płytki ceramiczne, które pełnią rolę promienników ciepła
do odległych o 0,6-1,0 m rur.
Rys. 22.11. Palniki: a) palnik injekcyjny, płomieniowy; l - dysza, 2 - pierścień dystansowy,
3 - gardziel - komora mieszania, 4 - dyfuzor; b) palnik bezptomieniowy; l - panel (ekran)
ceramiczny, 2 — komory mieszania, 3 — injektor
338

22.10. PIECE ELEKTRYCZNE
W piecach elektrycznych źródłem ciepła jest prąd elektryczny, przepływający
przez odpowiednie uzwojenie lub specjalnego kształtu pręty oporowe — piece
oporowe lub ciepło jest emitowane podczas wyładowania łukowego — piece
łukowe.
W piecach oporowych ciepło może być przekazywane do obrabianego materiału
pośrednio przez przewodnictwo, konwekcję i promieniowanie lub bezpośrednio,
gdy prąd przepływa przez obrabiany materiał. W drugim przypadku ciepło
wywiązuje się bezpośrednio w materiale i jest często powiązane z topnieniem
przetwarzanego materiału. W ogrzewaniu pośrednim elementy oporowe, grzejne,
w postaci spiral, taśm, prętów i rur są wbudowane w ściany pieca lub stanowią
odpowiedni wkład. Elementy oporowe metalowe są umieszczane w izolacji, w
celu ochrony przed szkodliwym działaniem środowiska.
W piecach łukowych, łuk może być wytwarzany bezpośrednio między elek-
trodami umieszczonymi nad przetwarzanym materiałem i ciepło jest przekazy-
wane przez promieniowanie lub między materiałem a elektrodą. Stosowane są
elektrody węglowe lub grafitowe. Piece elektryczne są stosowane w procesach
przeróbki fosfatów, produkcji karbidu, wełny mineralnej, dwusiarczku węgla itp.
22.11. DOBÓR PIECA
Dobór pieca dla danego procesu przebiegającego w wysokiej temperaturze
jest zagadnieniem trudnym, ze względu na złożony przebieg procesów fizyko-
chemicznych w tych warunkach, konieczność rozważenia różnych sposobów
doprowadzenia ciepła do środowiska procesu, różnorodność konstrukcji pieców i
ich wyposażenia, wysoki koszt inwestycyjny i eksploatacyjny i inne istotne
ograniczenia. Ciepło potrzebne w piecach dostarcza się zwykle przez spalanie
paliw i przekazywanie go przez konwekcję i promieniowanie. Krytycznym
parametrem jest tu wybór rodzaju paliwa i sposobu spalania, w tym rodzaju
palnika. W wielu gałęziach przemysłu chemicznego i przetwórczego od należytego
doboru rodzaju (typu) i konstrukcji pieca zależy racjonalna i nieprzerwana praca
całych ciągów technologicznych.
LITERATURA
[ 1 ] NlEWIADOMSKI S., Piece w przemyśle chemicznym i przemysłach pokrewnych, PWT, Warszawa
1961.
[2]
PIECH
J., Piece ceramiczne i szklarskie, wyd. Akademii Górniczo-Hutniczej, Kraków 1993. [3]
BANDROWSKI
J., MAŃKA H., Piece rurowe, PWN, Warszawa 1987.
339

23. REAKTORY CHEMICZNE I BIOCHEMICZNE
23.1. WPROWADZENIE
Podstawowy aparat w instalacji do prowadzenia procesu technologicznego, w
którym przebiega reakcja chemiczna, nosi nazwę reaktora chemicznego. Gdy
natomiast przemiana chemiczna zachodzi z udziałem mikroorganizmów żywych,
wtedy aparat procesowy jest nazywany bioreaktorem.
Podstawą klasyfikacji reaktorów chemicznych są najczęściej cechy wskazujące
na rodzaj i przebieg procesu chemicznego. Są to między innymi charakter pracy,
warunki cieplne, stan skupienia reagentów, kształt geometryczny, rodzaj
prowadzonego procesu.
Ze względu na charakter pracy wyróżnia się reaktory okresowe i ciągłe.
Reaktor jest okresowy, gdy zarówno doprowadzenie substratów, jak i odpro-
wadzenie produktów odbywa się okresowo — periodycznie. Reaktor ciągły
(przepływowy) pracuje z ciągłym dopływem substratów i nie przerwanym od-
pływem produktów.
Reaktory okresowe są wykonywane w postaci zbiorników o współmiernych
wymiarach geometrycznych. Kształt zbiorników sprzyja dobremu mieszaniu
reagentów, co prowadzi do szybkiego wyrównania temperatury, ciśnienia i
stężenia w całej objętości reaktora.
Reaktory ciągłe stanowią zbiorniki o specjalnych kształtach lub aparaty cy-
lindryczne, kolumnowe, o znacznym stosunku długości (wysokości) do średnicy.
Ze względu na warunki cieplne pracy wyróżnia się reaktory adiabatyczne,
pracujące bez wymiany ciepła ze środowiskiem zewnętrznym, co najczęściej
dotyczy procesów przebiegających z małym efektem cieplnym, w aparatach z
dobrą izolacją termiczną. Reaktory izotermiczne w realnych warunkach
technicznych są nieosiągalne i stanowią jedynie model wzorcowy dla procesów
przebiegających w stałej temperaturze. Reaktory politropowe pracują w warunkach
pośrednich między izotermicznymi a adiabatycznymi.
Ze względu na stan skupienia reagentów wyróżnia się reaktory do prowa-
dzenia procesów w układzie: gaz-ciało stałe, gaz-ciecz, gaz-gaz, ciecz—ciało
stałe, ciecz—ciecz oraz w układach trójfazowych. Dalszy podział związany ze
stanem skupienia substancji dzieli reaktory na homogeniczne i heterogeniczne.
W reaktorach homogenicznych reagenty, produkty i katalizator stanowią
jedną fazę ciągłą: gazową lub ciekłą. Reaktory homogeniczne gazowe pracują
340

zwykle w sposób ciągły, ciekłe natomiast po zapewnieniu dobrego mieszania
mogą pracować okresowo lub w sposób ciągły.
W reaktorach heterogenicznych są obecne dwie lub większa liczba faz.
Szybkość przemiany chemicznej w mieszaninie heterofazowej jest ograniczona
szybkością wymiany masy między fazami i zwykle jest wymagana duża po-
wierzchnia międzyfazowa. Reagenty w postaci ciała stałego lub katalizator są w
dużym stopniu rozdrobnione, ruch płynu jest wymuszony mieszaniem me-
chanicznym, przepływem przez pompę wirową lub przez wypełnienie.
Ze względu na różnorodność i złożoność procesów chemicznych kształt
geometryczny reaktora jest związany z wymaganiami procesu w celu uzyskania
optymalnej przemiany chemicznej. W związku z tym wyróżnia się następujące
reaktory:
— zbiornikowe z mieszaniem,
— rurowe,
— (kolumny) z wypełnieniem nieruchomym lub ruchomym,
— fluidalne,
— ciśnieniowe i wysokociśnieniowe (autoklawy).
Ze względu na rodzaj prowadzonego procesu wyróżnia się m.in. następujące
reaktory:
— katalityczne (aparaty kontaktowe),
— biochemiczne (bioreaktory),
— fotochemiczne,
— elektrochemiczne,
— plazmowe,
— jądrowe.
Również nazwy procesu przetwórczego są podstawą tworzenia nazw reaktorów,
np. reaktor syntezy amoniaku, sulfonator, chlorator, nitrator.
Wymienione podziały i uwarunkowania wynikają z dużej liczby wymagań,
jakie muszą spełniać reaktory w przemyśle chemicznym i przetwórczym. Wy-
magania te dotyczą:
— kinetyki reakcji chemicznej, ściślej biorąc zapewnienia odpowiedniego
czasu przebywania reagentów dla wymaganego stopnia przemiany,
— współczynników przenikania masy, zwłaszcza w układach heterogenicz-
nych,
— współczynników przenikania ciepła zwłaszcza w reakcjach ze znacznym
ciepłem przemiany egzo- lub endotermicznej,
— kontroli i automatyzacji przebiegu procesu,
— bezpieczeństwa i ochrony środowiska w razie obecności lub wytwarzania
substancji niebezpiecznych.
Reaktory okresowe (rys. 23.1) są stosowane do prowadzenia procesów
chemicznych, gdy czas reakcji jest długi i wydajność mała. W procesie okre-
sowym następuje zmieszanie reagentów w odpowiednich proporcjach, przebie-
341
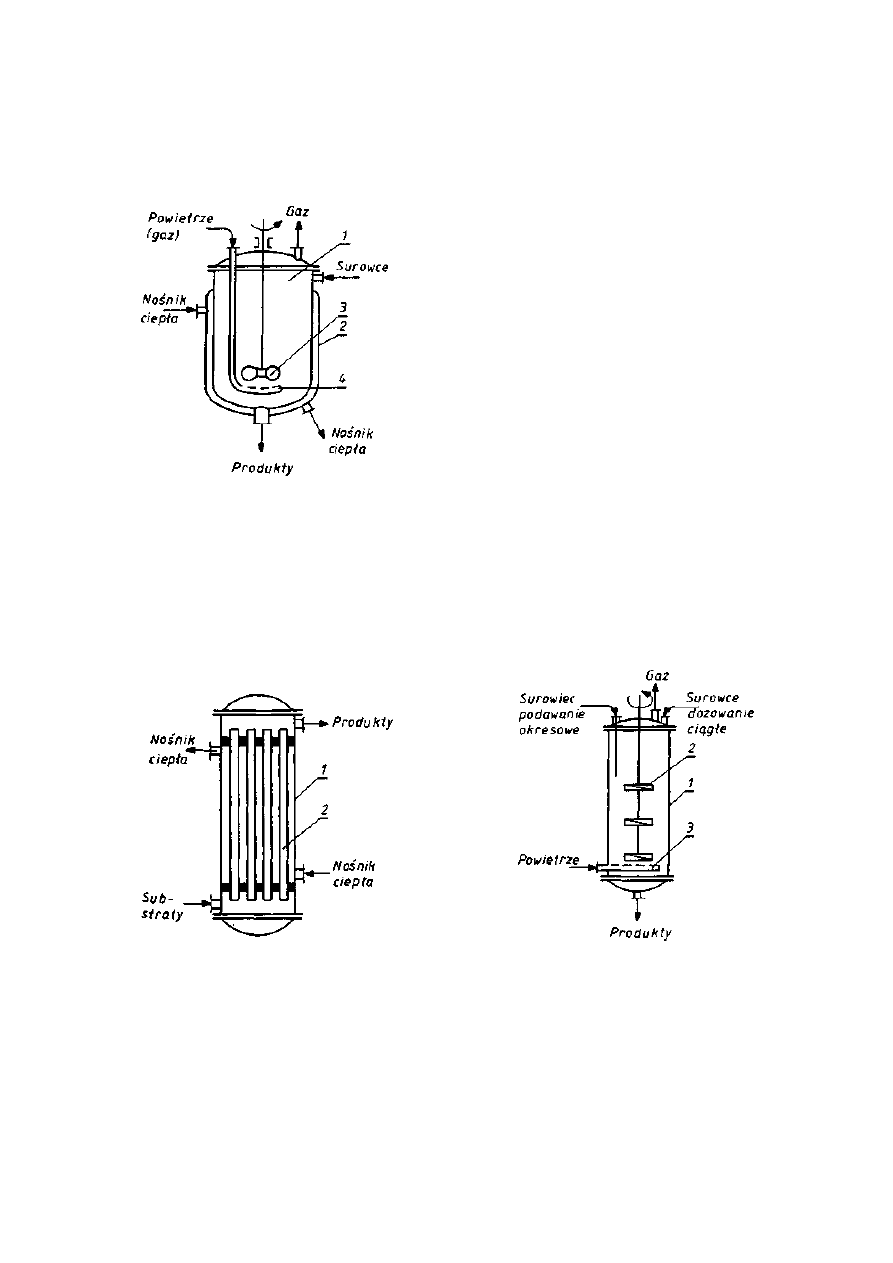
ga reakcja chemiczna i skład mieszaniny zmienia się w czasie. Gdy wymagany
stopień konwersji zostaje osiągnięty, wówczas reakcja zostaje przerwana i produkt
wyładowany z reaktora. Reaktory okresowe są stosowane do produkcji
w małej skali, gdy różnorodność produktów
wytwarzanych w tej samej aparaturze jest duża,
np. w przemyśle farmaceutycznym, barwników,
środków ochrony roślin, przemyśle
spożywczym. Typowy reaktor okresowy stanowi
zbiornik o współmiernych wymiarach
geometrycznych z mieszadłem. Mieszadło ma
za zadanie zmieszanie składników i utrzymanie
jednorodności mieszaniny podczas reakcji i
jednocześnie przenoszenie strumienia ciepła od
ścianki aparatu lub powierzchni wewnętrznej
wymiany ciepła. Do mieszania są stosowane
również pompy wirowe, gdy mieszanina
reakcyjna cyrkuluje przez zbiornik lub
wymiennik ciepła. Specjalne rodzaje reaktorów
okreso-
wych z mieszaniem są stosowane do prowadzenia procesów chemicznych w
środowisku cieczy nieniutonowskich o dużej lepkości, substancji pastowatych itp;
nie mieszających się cieczy, gdy duży stopień recyrkulacji jest konieczny dla
utrzymania jednorodności mieszaniny, np. procesy z udziałem węglowodorów w
środowisku wodnym.
Rys. 23.2. Reaktor ciągły: l - kolumna
(płaszcz), 2 — rurki
Rys. 23.3. Reaktor półciągły: l -
zbiornik (kolumna), 2 — mieszadło,
3 - barboter
Reaktory ciągłe (rys. 23.2) są zasilane w sposób ciągły surowcem i w sposób
ciągły są odprowadzane produkty. Reaktor pracuje w warunkach ustalonych —
stacjonarnych. Reaktory ciągłe są stosowane w określonej technologii podczas
produkcji masowej w dużej skali.
342
Rys. 23.1. Reaktor okresowy: l -
zbiornik, 2 — płaszcz (grzejny), 3 —
mieszadło, 4 — barboter

W reaktorach mogą być prowadzone również procesy półokresowe lub pół-
ciągle, gdy jeden z reagentów jest doprowadzany w sposób ciągły, inne zaś
okresowo. Możliwe są również inne warianty prowadzenia procesu, np. reagenty
są podawane okresowo, produkty natomiast są odprowadzane w sposób
ciągły.
Reaktory półokresowe — półciągłe (rys. 23.3) są podobne w budowie do
reaktorów okresowych i stosowane wówczas, gdy zmiana szybkości podawania
reagentów umożliwia wpływanie na szybkość przebiegu procesu.
23.2. REAKTORY ZBIORNIKOWE Z MIESZADŁEM
Podstawowy, najczęściej stosowany reaktor chemiczny stanowi zbiornik,
zwykle cylindryczny, z mieszadłem mechanicznym, wyposażony w płaszcz bądź
wężownicę grzejną, bądź chłodzącą. Podczas prowadzenia procesów gaz—ciecz
reaktor jest wyposażony w odpowiedniego rodzaju bełkotkę. Reaktory te pracują
jako okresowe lub ciągłe, pojedynczo lub w szeregowym zestawieniu kilku
aparatów (kaskadowym). Pojemność zbiorników zmienia się od kilku do kilkuset
tysięcy litrów. Są stosowane do prowadzenia reakcji homo-i heterogenicznych,
również w obecności rozproszonych cząstek ciała stałego, jako katalizatora lub
produktu. Reaktory są stosowane do prowadzenia reakcji chemicznych, gdy są
wymagane dobre warunki dla przenikania masy lub ciepła. Gdy pracują jako
reaktory ciągłe, wtedy skład mieszaniny reakcyjnej i produktu jest stały (noszą
nazwę reaktorów z idealnym wymieszaniem), z wyjątkiem bardzo szybkich reakcji.
Znajomość stanu, w którym mieszanie jest zbliżone do idelanego jest zasadnicze
dla przewidywania jego sprawności. Drugim granicznym przypadkiem jest
przepływ tłokowy, w którym wszystkie nie reagujące cząstki mają ten sam czas
przebywania w reaktorze. Odchylenia od wymienionych przypadków granicznych,
tj. idealnego wymieszania i braku mieszania osiowego są określane za pomocą
tzw. rozkładu czasu przebywania. Czas mieszania zależy od budowy
geometrycznej układu, prędkości obrotów i mocy mieszadła. Jeśli mieszalnik jest
właściwie zaprojektowany to stan zbliżony do idealnego wymieszania osiąga się
często w czasie po 50-200 obrotach. Jako miara mieszania są również
stosowane: moc doprowadzona na jednostkę objętości mieszanego układu i
prędkość obrotów mieszadła. Wynoszą one między innymi dla reaktorów
homogenicznego — 0,1-0,3 kW/m
3
, gdy prędkość obrotowa końców mieszadła —
2,5-3,4 m/s; z wewnętrzną wężownicą — 0,3-1,0 kW/m
3
i 3,5-5,0 m/s; z
barbotażem gazu — 1-2 kW/m
3
i 5-6 m/s.
Większa liczba reaktorów zbiornikowych z odpowiednim zbiornikiem na-
pływowym może być stosowana w układzie kaskadowym lub w jednej kolumnie,
symulując proces ciągły (rys. 23.4). Liczba 4-5 zbiorników w kaskadzie
343
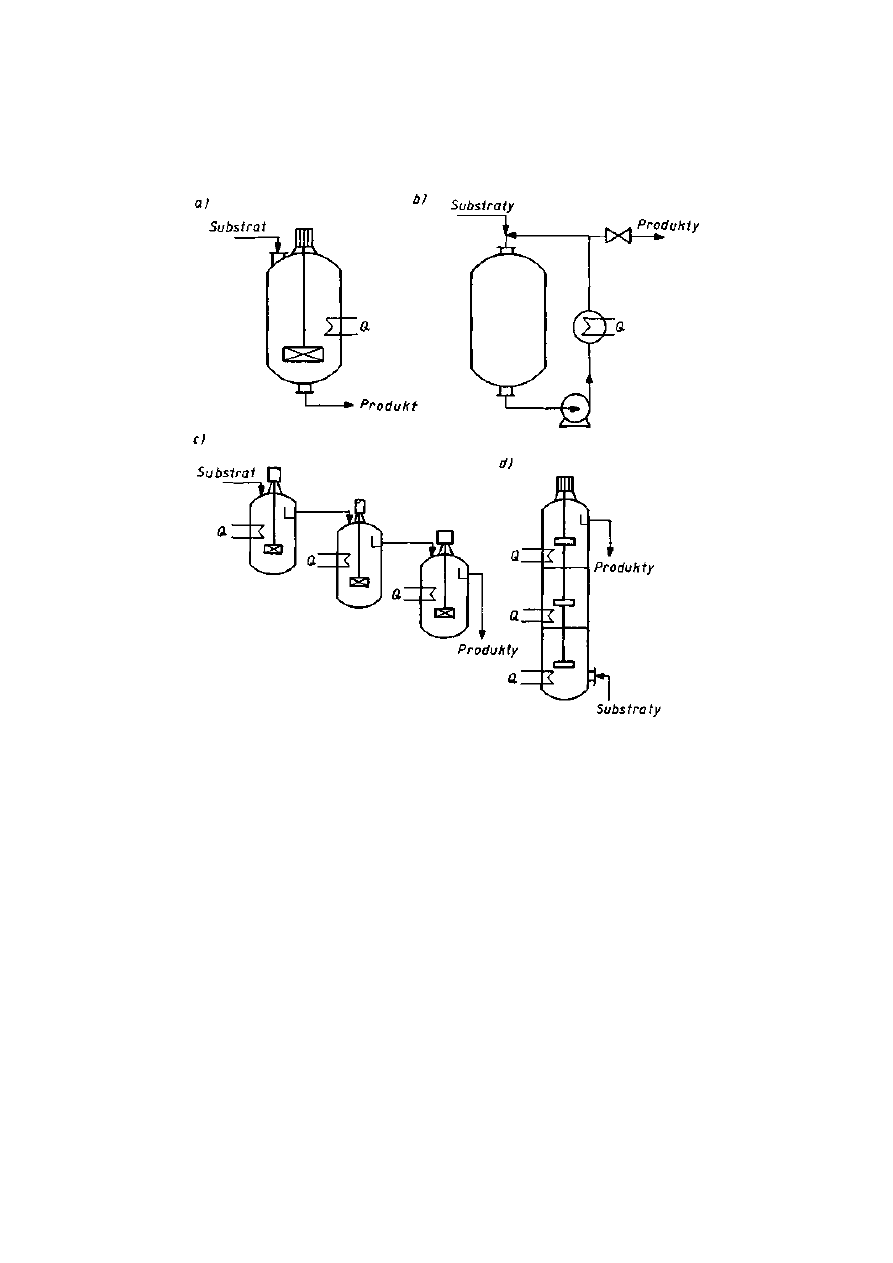
jest zwykle optymalna. W procesach ciągłych reaktory z przepływem tłokowym
stanowią jednak bardziej ekonomiczne rozwiązanie.
Rys. 23.4. Reaktory zbiornikowe z mieszadłami: a) reaktor z mieszadłem mechanicznym i wew-
nętrznym elementem wymiany ciepła, b) reaktor z mieszaniem pompą wirową i wymianą ciepła w
obiegu zewnętrznym, c) kaskada reaktorów zbiornikowych z mieszadłami, d) reaktor ciągły
kolumnowy z mieszadłami, trójstopniowy
Reaktory z mieszadłami statycznymi (rys. 23.5) stanowiące zasadniczo
aparaty z wypełnieniem, zawierają wiele nieruchomych elementów, zwiniętych w
postaci linii śrubowej, umieszczonych wzdłuż przewodu rurowego lub kolumny.
Do mieszania wykorzystuje się energię przepływającego płynu, który
jednocześnie zwiększa intensywność wymiany ciepła i masy w krótkim rozkładzie
czasu przebywania. Reaktor z mieszaniem statycznym stanowi już reaktor rurowy
z przepływem tłokowym. W porównaniu z reaktorem zbiornikowym z mieszadłem
mechanicznymi jest on:
— bardziej zwarty i mniej kosztowny,
— mniej energochłonny.
Reaktory z mieszaniem statycznym mają krótki czas mieszania i brak części
ruchomych. Mogą być stosowane jako pojedyncze lub z obiegiem (recyrkula-
344
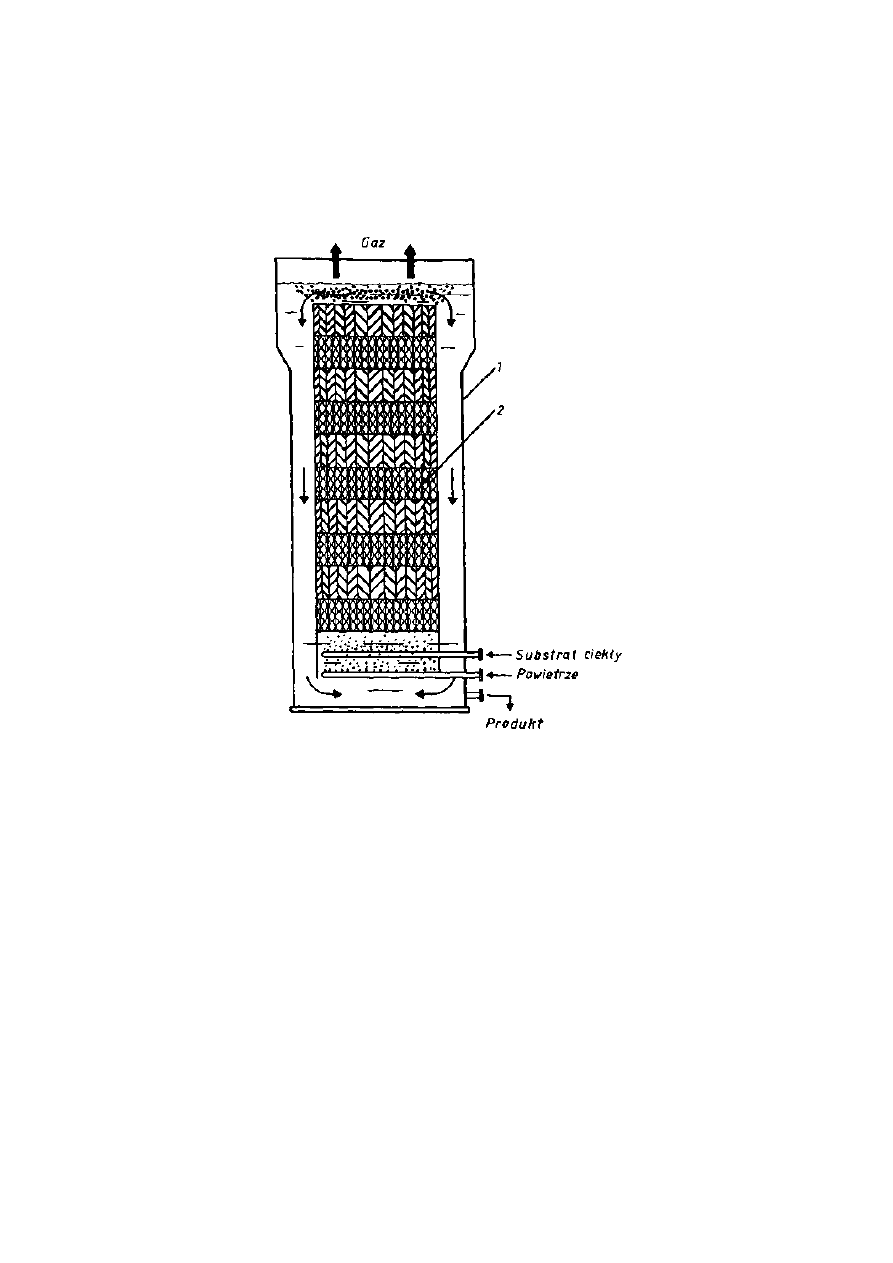
cją), jako okresowe lub ciągłe. Są stosowane do prowadzenia: reakcji egzoter-
micznych w układzie gaz—ciecz, polimeryzacji, reakcji ze zmianą fazy lub lep-
kości, reakcji heterogenicznych, gdzie przenoszenie masy jest elementem ogra-
niczającym przebieg reakcji i innych.
Rys. 23.5. Reaktor gaz-ciecz z mieszadłem statycznym: l - kolumna, 2 - wypełnienie
mieszalnik statyczny
23.3. REAKTORY RUROWE
Reaktory rurowe, zwykle jako ciągłe (rys. 23.2) są stosowane do prowadzenia
reakcji w fazie gazowej, niektórych procesów w fazie ciekłej i w układzie gaz-ciecz.
Przepływ nie reagujących cząsteczek w reaktorach rurowych jest traktowany jako
tłokowy. Mieszanie wsteczne, wywołane obecnością w reaktorze wypełnienia i
innych elementów, nie powoduje zmiany zasadniczego rodzaju ruchu płynu.
Początkowe wymieszanie reagentów wykonuje się w dyszach lub w szeregu
mieszalników. Przebieg reakcji chemicznej w reaktorze powoduje spadek
gradientu stężenia i temperatury w kierunku osiowym. Reaktor stanowić mogą
przewody rurowe o średnicy od l cm do kilku metrów, w różnych konfiguracjach i
długościach. Gdy są wymagane wysokie współ-
345
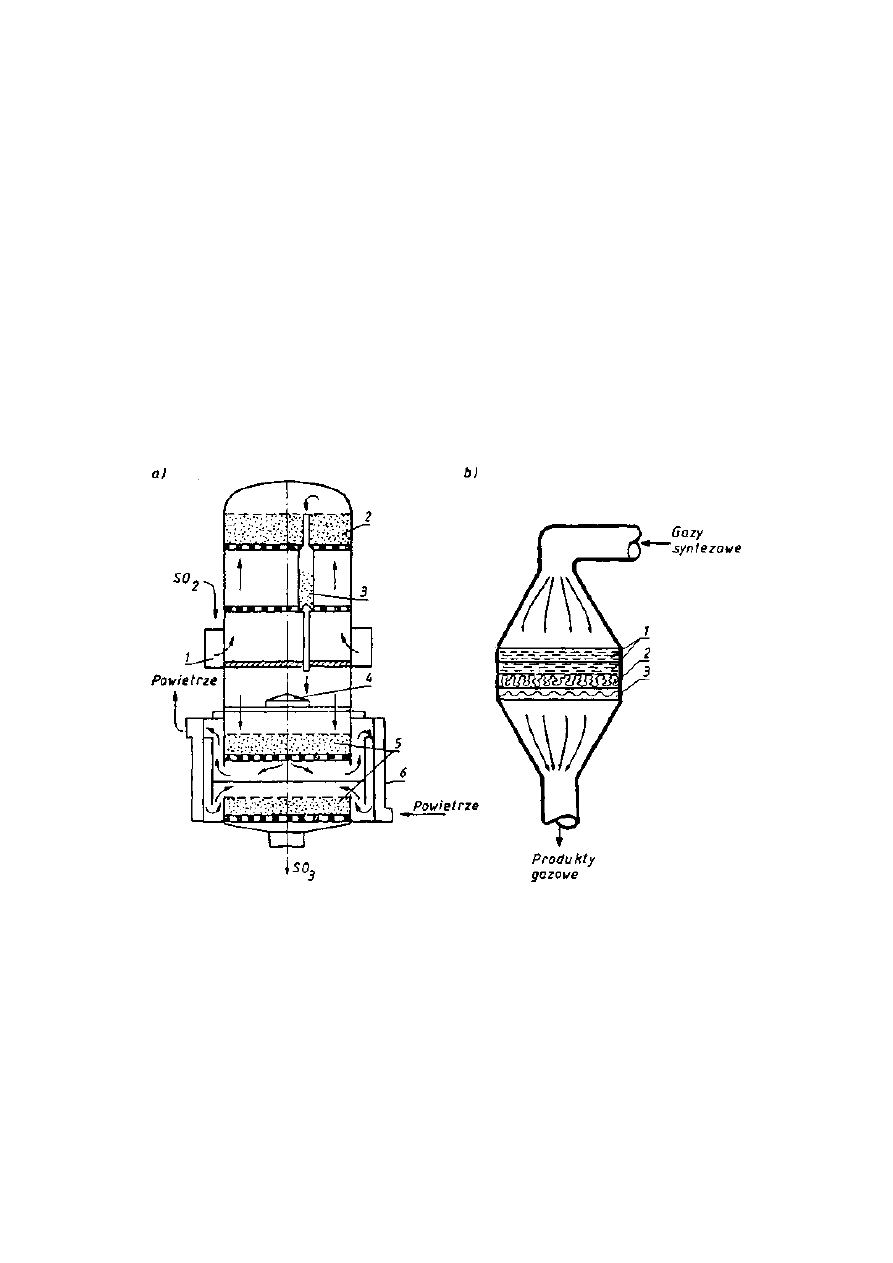
czynniki przenikania ciepła, wtedy są stosowane rury o małej średnicy i dużym
stosunku powierzchni do objętości, w konfiguracji równoległej, zbliżonej w
konstrukcji do wymienników płaszczowo-rurowych. W procesach wysoko-
temperaturowych pirolizy rurki są umieszczone w piecu (rozdz. 22). Specyfika
kształtu niektórych reaktorów rurowych wynika z wysokich temperatur przebiegu
procesu, krótkiego czasu przebywania w reaktorze, wysokiego lub niskiego
ciśnienia.
23.4. REAKTORY Z WYPEŁNIENIEM (KATALITYCZNE)
Obecność w reaktorze ciała stałego wypełnienia (katalizatora) i konieczność
wymiany ciepła określają jego konstrukcję. Wypełnienie stanowić może reagent,
katalizator lub tzw. promotor burzliwości i zwiększenia powierzchni kon-
Rys. 23.6. Reaktory kontaktowe: a) reaktor kontaktowy utleniania SO
2
=>SO
3
: l — komora pier-
ścieniowa, 2,3 — pierwsza i druga warstwa katalizatora, 4 — stożek zawirowujący gaz, 5 -trzecia i
czwarta warstwa katalizatora, 6 — komora chłodząca; b) reaktor kontaktowy utleniania NH
3
; l —
katalizator — siatki, 2 — wypełnienie, 3 — siatka oporowa
taktu faz, podobnie jak w procesach absorpcji z reakcją chemiczną w absor-
berach. Gdy wypełnienie pełni rolę katalizatora, jest wtedy używana nazwa
reaktor katalityczny. Wypełnienie jest umieszczone na półkach lub rurach w
postaci pojedynczej lub wielu warstw (rys. 23.6). Rozmiary granul katalizatora
wynoszą na ogół 2-5 mm. Mają one postać kuł, tabletek, pierścieni i inne
346

specyficzne kształty. Nośniki katalizatorów są również wykonywane w postaci
monolitycznych porowatych bloków o strukturze tzw. plastra miodu. Wymiary
warstw katalizatora, tzn. średnica i wysokość wynoszą od kilku centymetrów do
kilku metrów. W reaktorach z wypełnieniem, o dużej średnicy, mała szybkość
przenikania ciepła stwarza trudności w prowadzeniu i utrzymaniu właściwych
warunków przebiegu procesu. Chłodzenie reagentów odbywa się w przestrzeni
między rurowej, między stopniami wewnątrz lub na zewnątrz reaktora. Tylko
wówczas gdy ciepło reakcji jest małe, reaktor można traktować jako
adiabatyczny. Tego rodzaju reaktory są stosowane do utleniania dwutlenku
siarki (SO
2
) podczas produkcji kwasu siarkowego, w otrzymywaniu amoniaku,
metanolu itp. W reaktorach z ruchomym wypełnieniem ciało stałe w postaci
granulatu lub w kawałkach, stanowiąc zwykle katalizator, przesuwa się (opada) w
dół aparatu. Reaktory są stosowane do pirolizy węglowodorów ciekłych,
krakingu katalitycznego węglowodorów i innych. Reaktory z wypełnieniem są
również stosowane do prowadzenia reakcji chemicznych w układzie gaz—ciecz.
Instalacja procesowa jest podobna do stosowanej podczas absorpcji z reakcją
chemiczną (rozdz. 18). Szybkość przenoszenia masy decyduje tu zwykle o
ogólnej szybkości procesu chemicznego. W tego rodzaju reaktorach są m.in.
wytwarzane kwas siarkowy, kwas azotowy, są również prowadzone procesy
uwodornienia tłuszczów i wiele syntez związków organicznych.
23.5. REAKTORY FLUIDALNE
W reaktorach fluidalnych wypełnienie odpowiednio rozdrobnione znajduje się
w stanie rozproszonym — fluidalnym, na skutek przepływu jednego z reagentów,
płynu skierowanego do góry, co sprzyja dobremu mieszaniu i dużej szybkości
przenoszenia strumienia masy i ciepła. Ciało stałe może być reagentem,
katalizatorem lub inertnym promotorem burzliwości i zwiększenia powierzchni
kontaktu faz. Fluidyzacja może być wywołana przepływem gazu lub cieczy i
może również zachodzić w układzie trójfazowym. Procesy w układzie gaz—ciało
stałe są prowadzone w stanie fluidyzacji pęcherzykowej i burzliwo--szybkiej —
cyrkulacyjnej. Reaktory fluidalne znalazły duże zastosowanie do krakingu
katalitycznego ropy naftowej, w tym szczególnie reaktory ze złożem
cyrkulacyjnym (rys. 23.7). Kraking zachodzi głównie w przewodach transpor-
towych, zbiorniki natomiast spełniają funkcje separatorów produktu i zużytego
katalizatora. Prócz tego reaktory fluidalne są stosowane do gazyfikacji, spalania
węgla, kalcynacji wapna, sody i tlenku glinu, otrzymywania bezwodnika ftalo-
wego, spalania odpadów stałych i ciekłych itp. Często złoże fluidalne stanowi
nośnik, na którym są prowadzone wysokotemperaturowe procesy krakingu i
spalania. Układ fluidalny charakteryzuje się wysokimi współczynnikami prze-
noszenia ciepła, rzędu 200 W/(m
2<
K).
347
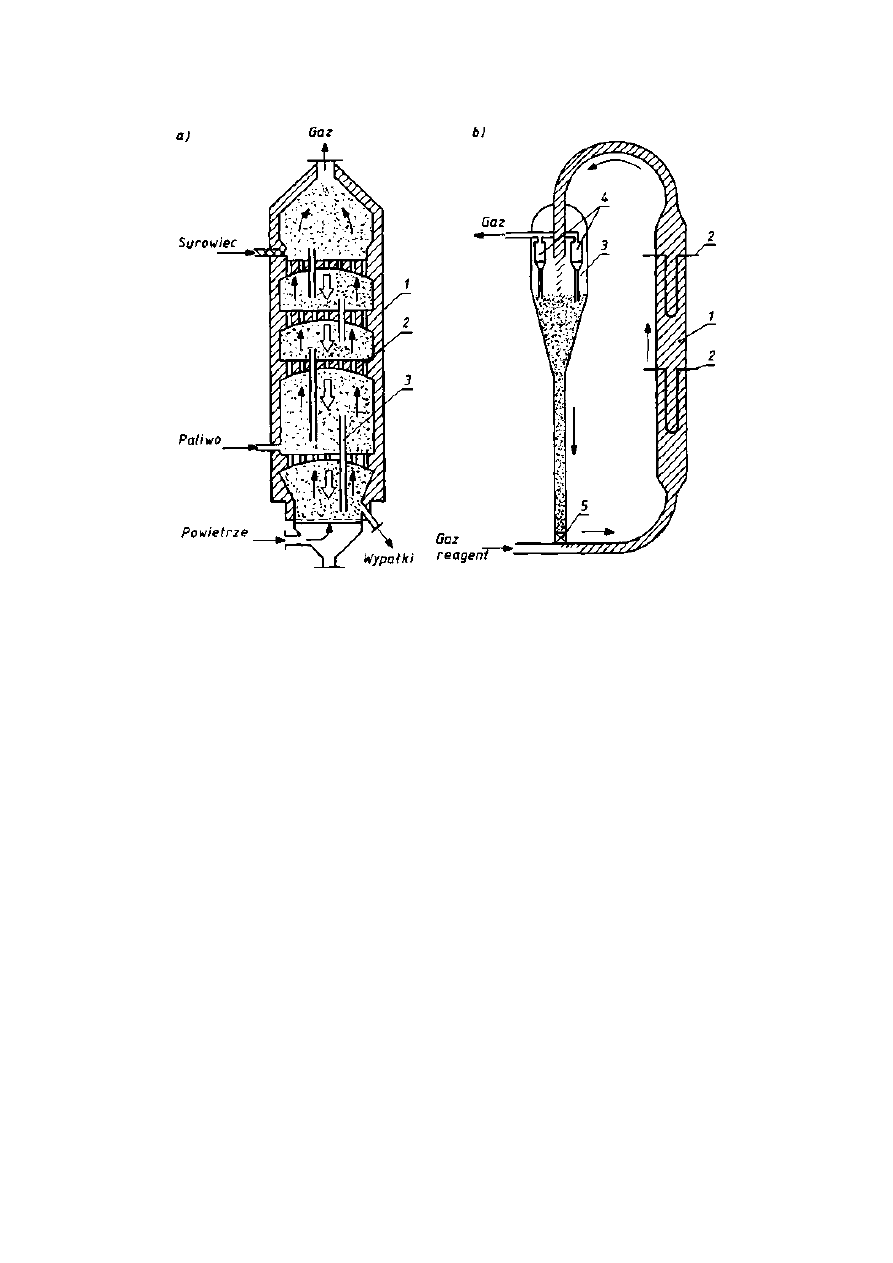
Rys. 23.7. Reaktory fluidalne: a) reaktor ze złożem pęcherzykowym — kalcynator; l — korpus, 2
— półki rozdzielające, 3 - rury przesypowe; b) reaktor ze złożem cyrkulacyjnym; l — reaktor, 2 —
wężownice chłodzące, 3 — zbiornik - separator wstępny, 4 — cyklony, 5 — podajnik
celkowy
23.6. REAKTORY CIŚNIENIOWE (AUTOKLAWY)
Reaktory ciśnieniowe w zależności od panującego w nich ciśnienia, są dzielone
na nisko- < 10 MPa, średnio- 10-30 MPa i wysokociśnieniowe > 30 MPa.
Reaktory zbiornikowe z mieszadłem zamknięte hermetycznie i pracujące
pod ciśnieniem są nazywane autoklawami (rys. 23.8). Osprzęt autoklawów jest
podobny do wyposażenia reaktorów zbiornikowych, lecz ze zwiększonymi
wymaganiami, wynikającymi z podwyższonych parametrów ciśnienia, temperatury
i itp. W reaktorach ciśnieniowych kolumnowych zasadniczą część aparatu
stanowi korpus, który może być wykonany jako kuty, kuto-spawany lub nawijany.
Korpusy aparatów kuto-spawanych są wykonywane przez spawanie kutych
segmentów cylindrycznych. Metoda ta umożliwia wykonywanie aparatów do 20
m wysokości. Duże trudności wykonawcze i inne powodują, że aparaty te są
stosowane rzadko. Większe zastosowanie znajdują powłoki nawijane,
wielowarstwowe. Są one wykonywane przez nawijanie na wewnętrzną tuleję
szeregu profilowanych warstw taśm stalowych, ogrzanych do temperatury 980--
1100 K. Końce taśm są zespawane i całość dodatkowo wzmocniona nakrę-
348
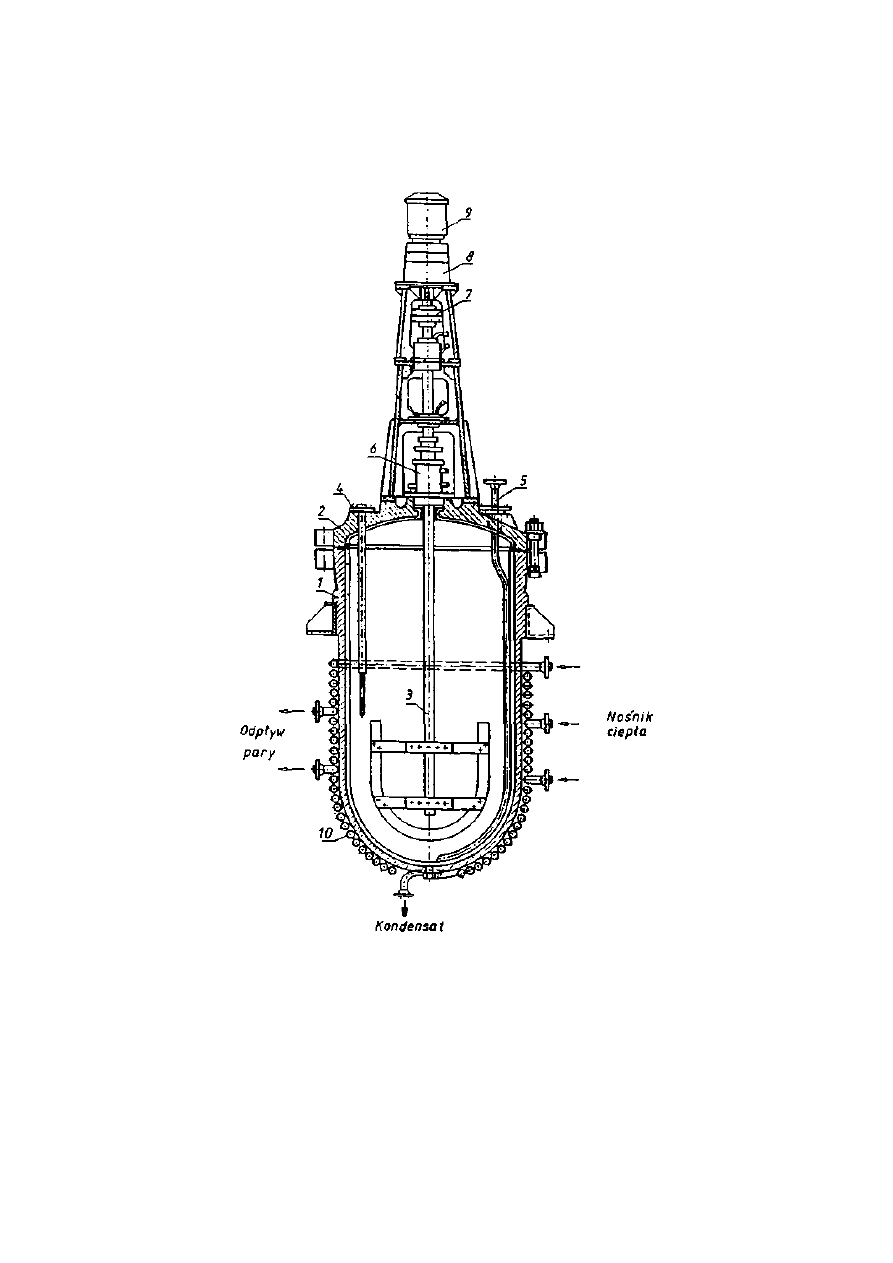
canymi pierścieniami. Podczas stygnięcia taśmy ściskają tuleję, co zapewnia
korzystne warunki pracy aparatu pod wysokim ciśnieniem wewnętrznym.
Rys. 23.8. Autoklaw: l — zbiornik, 2 — pokrywa, 3 - mieszadło, 4 — pochwa termometru, 5 —
przewód do doprowadzenia gazu, 6 — uszczelnienie dławicowe, 7 — sprzęgło, 8 — przekładnia, 9
— silnik, 10 — weżownica
Uszczelnienia pokryw i króćców są wykonywane tak, że zapewniają absolutną
szczelność aparatu w warunkach wysokich ciśnień i zmian temperatury. Do tego
celu wykorzystuje się ciśnienie wewnątrz aparatu, a uszczelki wykonuje się z
miękkich metali, takich jak miedź, żelazo, aluminium itp. W zależności
349
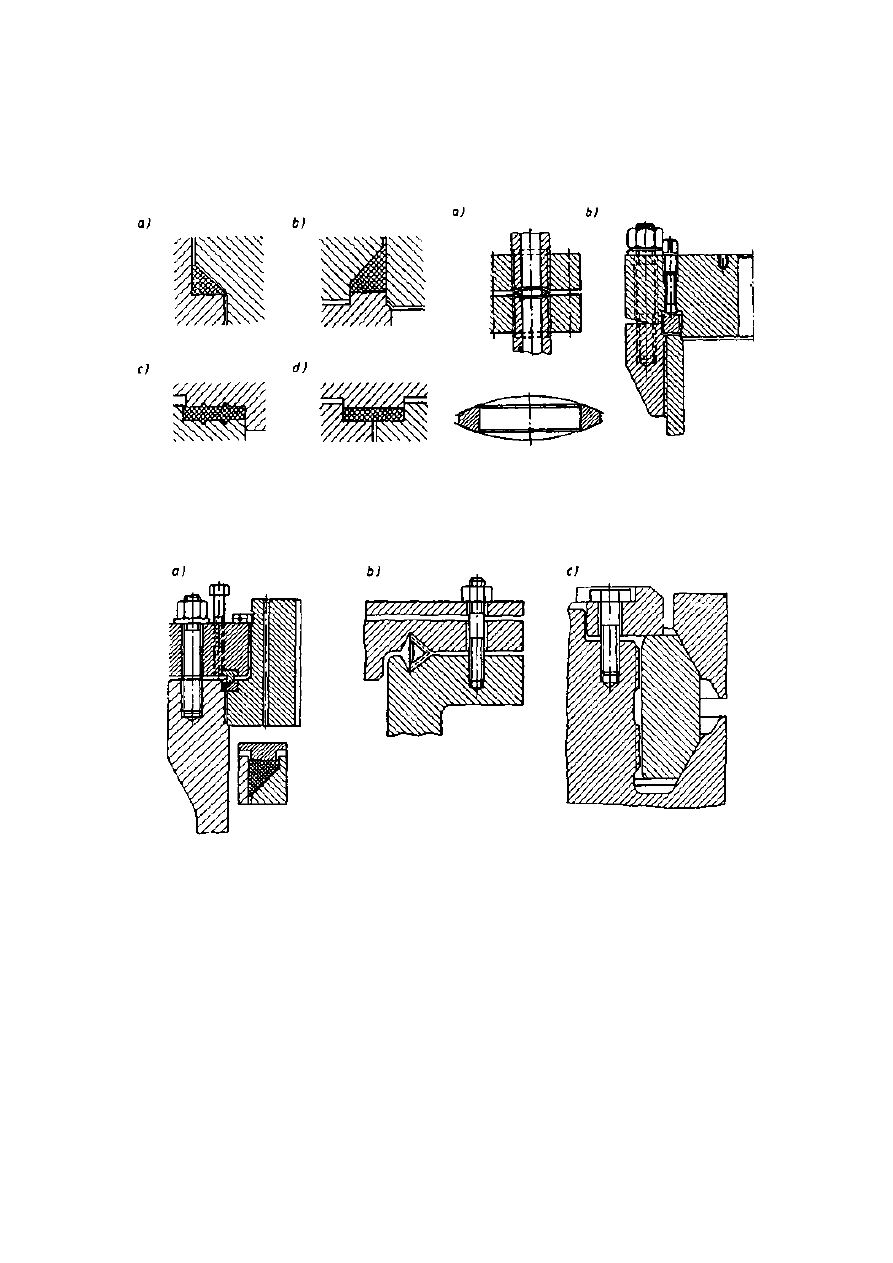
od rodzaju przekładek stosuje się uszczelnienia z deformacją plastyczną uszczelek
(rys. 23.9) i deformacją sprężystą (rys. 23.10). Uszczelnienia z deformacją
Rys. 23.9. Uszczelnienia z deformacją piasty-
Rys. 23.10. Uszczelnienia z deformacją sprę-
czną uszczelek. Uszczelnienia: a i b) trójką-
żystą uszczelek. Uszczelki: a) soczewkowe,
tnę, c i d) prostokątne b)
prostokątne
Rys. 23.11. Zamknięcia samouszczelniające aparatów wysokociśnieniowych: a i b) z uszczelką
trójkątną, c) z uszczelnieniem dwustożkowym
sprężystą są stosowane w aparatach o średnicy do 300 mm i w rurociągach
wysokociśnieniowych. W aparatach o większej średnicy są stosowane połączenia
dociskane lub samouszczelniające (rys. 23.11). Podłączenia przewodów
(rurociągów) procesowych są umieszczone w pokrywach reaktora, gdyż korpus nie
może być osłabiany otworami. Przykładem konstrukcji aparatu ciśnieniowego
może być reaktor do syntezy amoniaku (rys. 23.12), pracujący pod wysokim
ciśnieniem. Wypełnienie reaktora stanowią cztery rury, wstawione jedna w drugą.
Rura zewnętrzna — izolacyjna stanowi ochronę dla płaszcza przed działaniem
wysokiej temperatury. Rura wewnętrzna — karbowana służy do
350
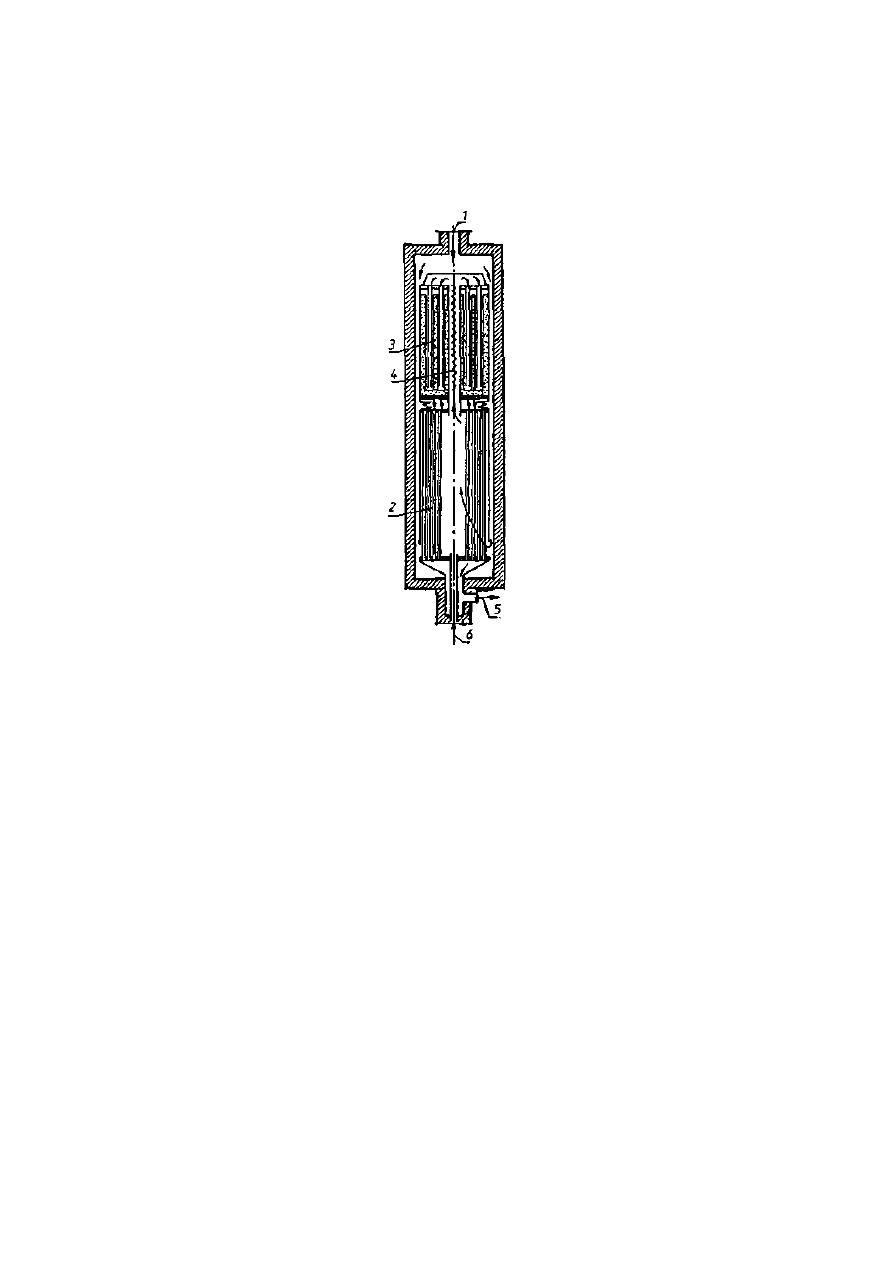
odbioru ciepła od gazów odlotowych. Wewnątrz niej znajdują się rury, między
którymi znajduje się katalizator. Na osi jest umieszczony podgrzewacz elek-
tryczny.
Rys. 23.12. Reaktor ciśnieniowy syntezy NH
3
: l — wlot mieszaniny reakcyjnej, 2 — wymiennik
ciepia, 3 — katalizator, 4 - podgrzewacz elektryczny, 5 — wylot gazów poreakcyjnych, 6 —
wlot gazów obiegowych
23.7. BIOREAKTORY
Bioreaktor jest główną częścią każdego procesu biochemicznego, w którym
mikroorganizmy, komórki zwierzęce lub roślinne są stosowane do przetwarzania i
wytwarzania wielu produktów biologicznych. Główna funkcja, jaką spełnia
bioreaktor, to kontrolowanie środowiska procesu w celu optymalnego wzrostu lub
wytwarzania odpowiednich komórek w określonym środowisku. Na określenie
bioreaktora jest również zamiennie stosowana nazwa fermenter. Stosowane są
trzy grupy bioreaktorów typu zbiornikowego:
— bez mieszania i aeracji,
— bez mieszania i z aeracją,
— z mieszaniem i z aeracją.
Bioreaktory bez mieszania i aeracji stanowią zbiorniki stosowane tradycyjnie do
okresowej produkcji wina, piwa, sera itp. Podział bioreaktorów z aeracją •
351
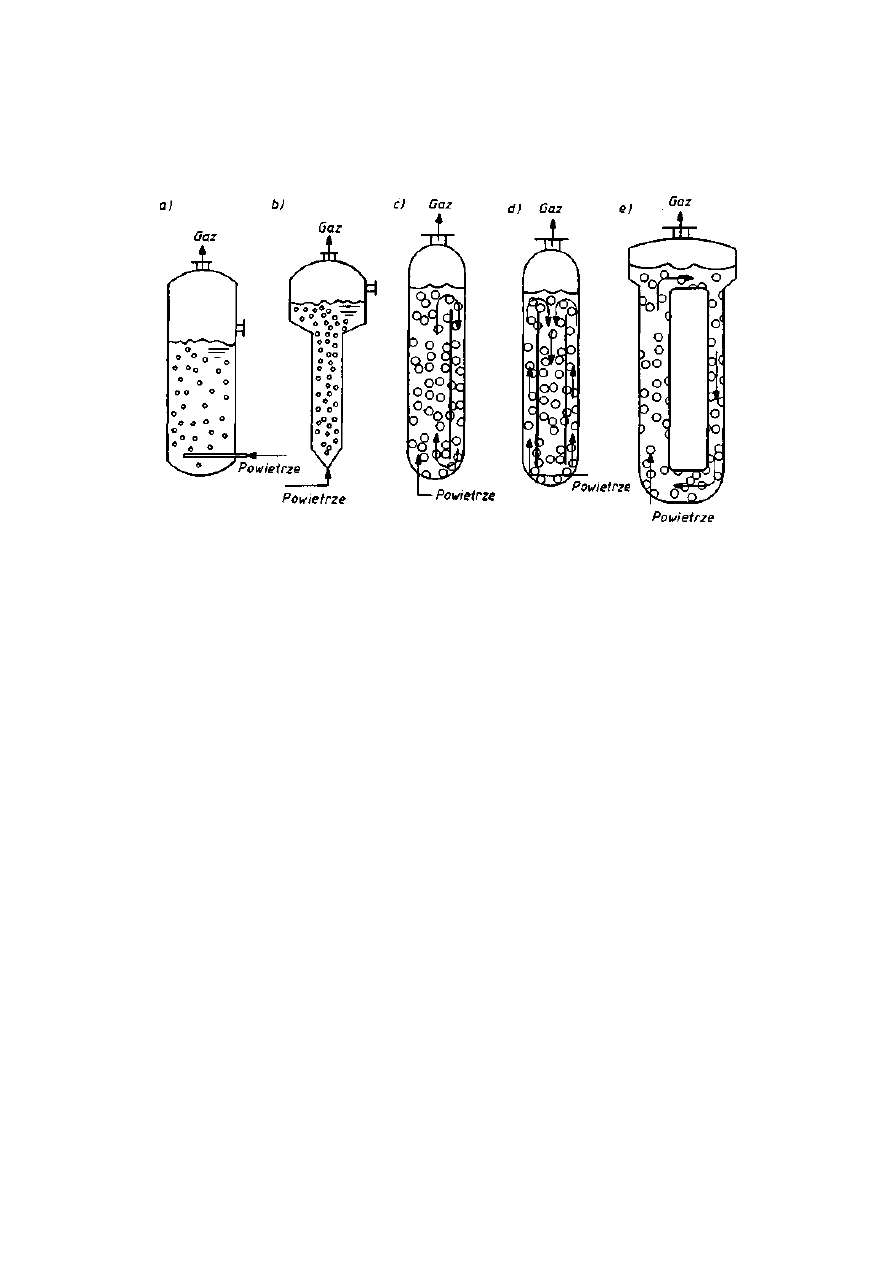
i mieszaniem jest związany ze sposobem dystrybucji gazu, mieszaniem i prze-
pływem cieczy.
Rys. 23.13. Bioreaktory: a) barbotażowy, b) fluidalny, c) reaktor cyrkulacyjny z przegrodą wew-
nętrzną, d) reaktor z rurą cyrkulacyjną, e) reaktor z cyrkulacją zewnętrzną
Najczęściej stosowanym bioreaktorem jest klasyczny zbiornik z mieszadłem
(rys. 23.13). Małe reaktory są wykonywane ze szkła, duże — ze stali kwasood-
pornej. Stosunek wysokości do średnicy reaktora wynosi od 2:1 do 6:1, w za-
leżności od strumienia ciepła, jaki musi być odprowadzony. Mieszadło w wysokich
zbiornikach, wielowirnikowe, jest napędzane od góry lub dołu. W celu
zapewnienia warunków dobrego mieszania, mieszalnik jest wyposażony w prze-
grody na ścianie bocznej, 4 dla zbiorników o średnicy mniejszej od 3 m i 6--12 dla
zbiorników o większej średnicy, z chłodzeniem. Szerokość przegród wynosi 0,1-
0,08 średnicy zbiornika.
Stosowane są mieszadła turbinowe, otwarte z łopatkami prostymi i nachylo-
nymi, o liczbie łopatek 4-18, śmigłowe oraz specjalne — łapówę, dwułapowe z
łapami nachylonymi przeciwnie. Liczba mieszadeł montowanych na wale zależy
od wysokości cieczy w zbiorniku. Wysokość cieczy H powinna być
wielokrotnością średnicy zbiornika D i wynosić ID, 2D lub 3D. Jeśli wysokość H =
D, to jest wystarczające jedno mieszadło, jeśli wysokość jest większa, to
mieszadła powinny być odległe od siebie o D — średnicę zbiornika. Urządzenie
rozpraszające gaz — bełkotka — powinna znajdować się w odległości co
najmniej d/2 — połowy średnicy mieszadła od dna. Właściwa burzli-wość jest
zapewniona, jeżeli moc przekazana do cieczy jest >100 W/m
3
lub liczba Froude'a
jest > 0,1.
W bioreaktorach, na skutek obecności w środowisku procesu substancji po-
wierzchniowo-czynnych, często następuje tworzenie się piany, co komplikuje
przebieg procesu i jest powodem zmniejszenia objętości roboczej reaktora, strat
352
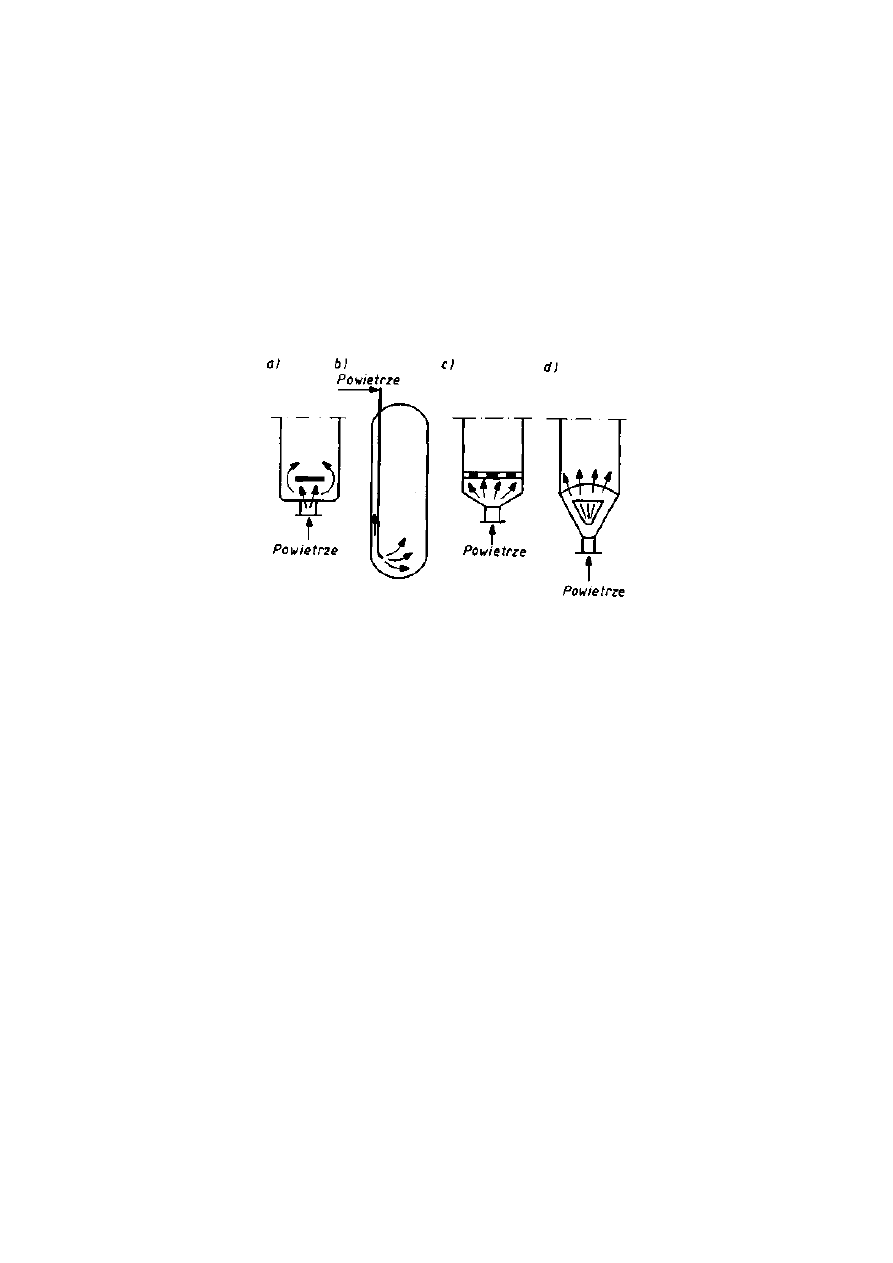
produktu itp. Niszczenie piany w bioreaktorach stanowi często dużą trudność w
eksploatacji. Do niszczenia piany są stosowane metody zarówno fizykochemiczne,
oparte-na dodatkach niewielkich ilości określonych substancji naturalnych i
syntetycznych, jak i fizyczne. W metodach fizycznych na odlocie gazu z reaktora są
instalowane destruktory piany: akustyczne, elektryczne, mechaniczne, oparte m.in.
na destrukcji piany w polu działania siły odśrodkowej. Bio-reaktory, ze względu na
konieczność zapewnienia sterylnych warunków przebiegu pcocesu, muszą być
szczelne. Wymagane są specjalne dławice uszczelniające dla obracającego się
wału mieszadła.
Rys. 23.14. Sposoby podawania powietrza do bioreaktorów: a) ekran (przegroda) rozpraszająca, b)
bełkotka (barboter) rurowa, c) półka — przegroda porowata, d) stożek rozpraszający
Bioreaktory z aeracją strumienia powietrza są budowane w wielu odmianach
(rys. 23.14). Powietrze jest podawane bełkotka — dyskiem rozpraszającym, od
dołu, do centralnie umieszczonej rury cyrkulacyjnej. W wyniku tego gęstość płynu
w rurze zmniejsza się, co powoduje przepływ mieszaniny do górnej części
bioreaktora, gdzie jest nadmiar tlenu i uwalnia się dwutlenek węgla (CO
2
).
„Odgazowana ciecz" spływa w dół w przestrzeni pierścieniowej bioreaktora. W
biorektorach o dużej pojemności zasialnie surowcami biologicznymi i powietrzem
odbywa się w kilku punktach. Chłodzenie może być wykonywane przez
zainstalowanie wewnętrznego wymiennika w rurze cyrkulacyjnej lub w zewnętrznej
pętli cyrkulacji. Do zalet bioreaktorów z aeracją zalicza się:
— małe ścinanie, co pozwala na wzrost mikroorganizmów i komórek zwie
rzęcych, ·
— łatwe utrzymanie warunków sterylnych,
— możliwość budowy zbiorników do 60 m wysokości i ok. 7 m średnicy z dobrymi
warunkami dla rozpuszczalności tlenu i współczynnikami K
L
a. Wady tego rodzaju
bioreaktorów są następujące:
— trudności w utrzymaniu stałych warunków procesowych w reaktorze,
— mało sprawna separacja piany w górnej części reaktora,
— wysoki koszt inwestycyjny przy dużej skali zbiornika,
— wysokie zużycie energii.
353

23.8. DOBÓR REAKTORA
Dobór reaktora do prowadzenia procesu chemicznego jest przedsięwzięciem
złożonym i odpowiedzialnym. Gdy wybiera się reaktor katalityczny, do dyspozycji
są wówczas reaktory z warstwą nieruchomą, fluidalną i tzw. reaktory
zawiesinowe.
Zaletą reaktorów z warstwą nieruchomą jest przepływ zbliżony do tłokowego,
z dużym stopniem konwersji, możliwość zmian w dużym zakresie parametrów
operacyjnych i czasu kontaktu, możliwość pracy pod wysokim ciśnieniem,
minimalna erozja katalizatora i reaktora, prosta obsługa i niski koszt. Reaktory
katalityczne z nieruchomą warstwą są preferowane wtedy, gdy właściwa akty-
wność katalizatora jest dłuższa niż 3 miesiące.
Reaktory fluidalne i zawiesinowe charakteryzują się łatwością wymiany i
regenaracji katalizatora, dobrym mieszaniem, możliwością stosowania cząstek
katalizatora o małych rozmiarach. Reaktory katalityczne ze złożem fluidalnym są
stosowane wtedy, gdy dezaktywacja katalizatora jest szybka i jest konieczna jego
regeneracja, gdy prowadzone reakcje są szybkie i egzo- lub endoter-miczne.
Dobór bioreaktora do określonego procesu biochemicznego jest zagadnie-
niem złożonym pod względem technologicznym i ekonomicznym. Podstawowe
znaczenie w wyborze typu bioreaktora ma mechanizm procesu i czynniki wpły-
wające na jego kinetykę. Dalszym jest wydajność odniesiona do masy podsta-
wowego produktu uzyskiwanego z jednostki objętości w jednostce czasu.
LITERATURA
[ 1 ] SZARAWARA J., SKRZYPEK J., GAWDZIK A., Podstawy inżynierii reaktorów chemicznych,
WNT, Warszawa 1991. [2] COULSON J.M., RICHARDSON J.F., Chemical Engineering, Vol. 6,
Pergamon Press, Oxford
— New York 1983.
[3] SCRAGG A.H., Bioreactors in Biotechnology, Ellis Horwood Ltd, New York 1991. [4]
WALAS
S.M., Chemical Process Equipment. Selection and Design, Butterworths, Boston —
London 1988.
554

LITERATURA UZUPEŁNIAJĄCA
[1] BŁASIŃSKI H.,
MŁODZIŃSKI
B., Aparatura przemysłu chemicznego, WNT, Warszawa 1983. [2]
LAŚĆINSKIJ A.A.,
TOLĆINSKU
A.R., Osnovy konstruirovanija i rasceta chmicaskoj appa-
ratury, Izd. 2, Izdatel. Maszinostroenie, Leningrad 1970. [3] PlKOŃ J., Aparatura chemiczna,
PWN, Warszawa 1983. [4] Atlas konstrukcji aparatury chemicznej, Red., J. Pikoń, PWN, Warszawa
1981. [5] SELECKI A.,
GRADOŃ
L., Podstawowe procesy przemysłu chemicznego, WNT,
Warszawa,
1985.
[6] SMITH R., Chemical Process Design, McGraw-Hill Comp., New York 1995. [7] Encyklopedia
of Chemical Engineering Technology, Vol. 15. 4th ed., John Wiley & Sons,
New York 1995. [8] Wymiana ciepłą: tablice i wykresy, wyd. 8, Wyd. Politechniki
Warszawskiej, Warszawa
1991. [9] Katalog Norm Branżowych 1993. Polski Komitet Normalizacji, Miar i Jakości,
Wyd.
„ALFA", Warszawa 1993.
Document Outline
- SPIS TREŚCI
- 1. Wstęp
- 2. Schematy technologiczne i elementy konstrukcyjne aparatów
- 3. Materiały konstrukcyjne
- 4. Magazynowanie ciał stałych, cieczy i gazów
- 5. Przenośniki i dozowniki ciał stałych
- 6. Pompy
- 7. Sprężarki
- 8. Rozdrabniarki i młyny
- 9. Klasyfikatory, przesiewacze i separatory
- 10. Mieszalniki i mieszarki
- 11. Aparatura do procesów granulacji
- 12. Aparatura do rozdzielania ciekłych układów niejednorodnych
- 13. Odpylacze i odkraplacze gazów
- 14. Wymienniki ciepła
- 15.Wyparki
- 16. Krystalizatory
- 17. Aparatura procesów destylacji i rektyfikacji
- 18. Absorbery
- 19. Adsorbery
- 20. Aparatura procesów ługowania i ekstrakcji
- 21. Suszarki
- 22. Piece
- 23. Reaktory chemiczne i biochemiczne
- Literatura uzupełniająca
Wyszukiwarka
Podobne podstrony:
Aparatura chemiczna i procesowa J Warych (2)
Aparatura chemiczna i procesowa J Warych
wymiennik projekt, Inżynieria Chemiczna i Procesowa, Semestr VI, od Pani Doktorantki, aparatura prze
rura w rurze gr19, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok II semestr
suszenie, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok III semestr 6, apara
aparatura sprawko, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok III semestr
płytowy wymiennik ciepła, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok III
pompy, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok III semestr 6, aparatur
Parametry dobranej pompy dla solanki, Inżynieria Chemiczna i Procesowa, Semestr VI, od Pani Doktoran
rura w rurze18gr, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok II semestr 4
POMPA DLA PRODUKTU, Inżynieria Chemiczna i Procesowa, Semestr VI, od Pani Doktorantki, aparatura prz
rura w rurze, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok II semestr 4, ap
Aparatura chemiczna wirówki
Witaminy są związkami organicznymi, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa
zadanie1 3, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok II semestr 3, tran
pytania operacje, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok II semestr 4
Stechiometria, Inżynieria chemiczna i procesowa
więcej podobnych podstron