
International Journal of Food
Engineering
Volume 4, Issue 2
2008
Article 12
Combined Radiant and Conductive Vacuum
Drying in a Vibrated Bed
Shek Atiqure Rahman
∗
Arun Mujumdar
†
∗
National University of Singapore, g0403604@nus.edu.sg
†
Natl Univ Singapore, mpeasm@nus.edu.sg
Copyright c
2008 The Berkeley Electronic Press. All rights reserved.

Combined Radiant and Conductive Vacuum
Drying in a Vibrated Bed
Shek Atiqure Rahman and Arun Mujumdar
Abstract
Wet particles are often difficult to dry due to their stickiness and tendency to form lumps.
Mechanical vibration can assist in separating such particles as well as in mixing beds of dissimilar
particles if necessary. Delumping also exposes surfaces for evaporation. The objective of this ex-
perimental project is to design, build and test a laboratory size vibrated drum dryer under vacuum.
The basic concept is to design a variable frequency, variable amplitude vibratory unit on which
a horizontal drum is seated. An experimental approach was employed to permit simultaneous or
individual mode of conduction and radiation heat input. Cube shaped potatoes and apples were
used as model samples for experimental tests. Experiments were also performed using spheri-
cal shaped silica gel. Five different drying conditions were compared experimentally. These are:
case-1, effect of vacuum; case-2, vacuum with vertical sinusoidal vibration (Amplitude: 0-5mm,
frequency: 10-50 Hz); case-3, vacuum with vibration and conduction heat input (40C); case-4,
vacuum with vibration and radiation heat input (1875 W/m2); case-5, vacuum using vibrating bed
dryer with simultaneous conduction and radiation heat input. An energy savings strategy for dry-
ing is proposed based on the study. Results indicated that the proposed system is a variable option
to reduce the process time under vacuum compared to other drying methods.
KEYWORDS: vacuum drying, multimode heat input, vibration parameter, radiation, conduction

1. INTRODUCTION
Traditional drying methods using relatively high temperatures for heat-sensitive
products can result in changes in color, appearance and other quality parameters
i.e. lower content of vitamins and other nutriments. Vacuum contact drying is an
effective method for drying of heat-sensitive materials such as agricultural
products (Malczewski & Kaczmarek, 1989), wood (Chen & Lamb, 2004),
pharmaceutical products (Skansi, Tomas, Pudic & Arapovic, 1997), and bio-
technological products (Nastaj, 1994). Vacuum lowers the boiling point of the
liquid and thus maintains a high driving force for heat and mass transfer even at
relatively low temperatures. Most conventional vacuum dryers rely on conduction
heat transfer from hot plates which requires a large surface area and therefore,
conventional vacuum drying involves high operating and installation costs.
Furthermore, it is also a slow dehydration process.
Supply of required amount of energy for vaporizing the moisture to
provide optimal drying kinetics as well as to maintain quality of the dried product
through different modes of heat transfer under vacuum can be a suitable
alternative to overcome above limitations (Kudra & Mujumdar, 2002). Extensive
work have been carried out by a number of investigators on microwave-vacuum
drying of carrot (Zheng-Wei, Shi-Ying & Da-Wen 2004), vegetables (Yaghmaee
& Durance, 2007), pharmaceutical powders (McLoughlin, McMinn & Magee
2003), and granules (Perre, Rodier & Louisnard 2001). Vacuum drying of pine
timber with a combination of conductive and radio-frequency heating was carried
out by Jung, Eom & So, (2004). Mongpraneet, Abe & Tsurusaki (2002)
investigated application of far infrared radiation for drying sliced onion under
vacuum. All these investigations revealed vacuum drying with multimode heat
input can enhance drying rate as well as product quality.
The vibrating bed dryer offers lower power consumption, lower attrition
rates, good mixing and better external heat and mass transfer rates compared to
conventional fluid bed dryers(Gupta & Mujumdar 1980; Mujumdar 1995).
Vibrations enhance drying rates due to de-agglomeration and the consequent
increase of the specific evaporation area in gas-solid contact (Ivarez, Blasco,
Gomez & Cubillos 2005; Pakowaski, Mujumdar & Strumillo 1984). A vibrated
bed of particles to be dried along with multimode and intermittent heat input
(Islam, Ho and Mujumdar 2003) by conduction and radiation under vacuum is
proposed as a new strategy to improve the dehydration rate of solids in particulate
form. Multimode heat input helps reduce the batch drying time by supplying only
the required amount of energy demanded by the drying kinetics to provide
optimal drying rates (Lan, Islam, Ho & Mujumdar 2005). No prior work exists on
this drying concept to the authors’ knowledge. Comparison is made of this dryer
1
Rahman and Mujumdar: Effect of Combined Radiant and Conductive Vacuum Drying
Published by The Berkeley Electronic Press, 2008
with alternate drying techniques for heat sensitive materials viz. heat pump-
assisted drying and low pressure superheated steam drying.
.
2. EXPERIMENTAL APPARATUS
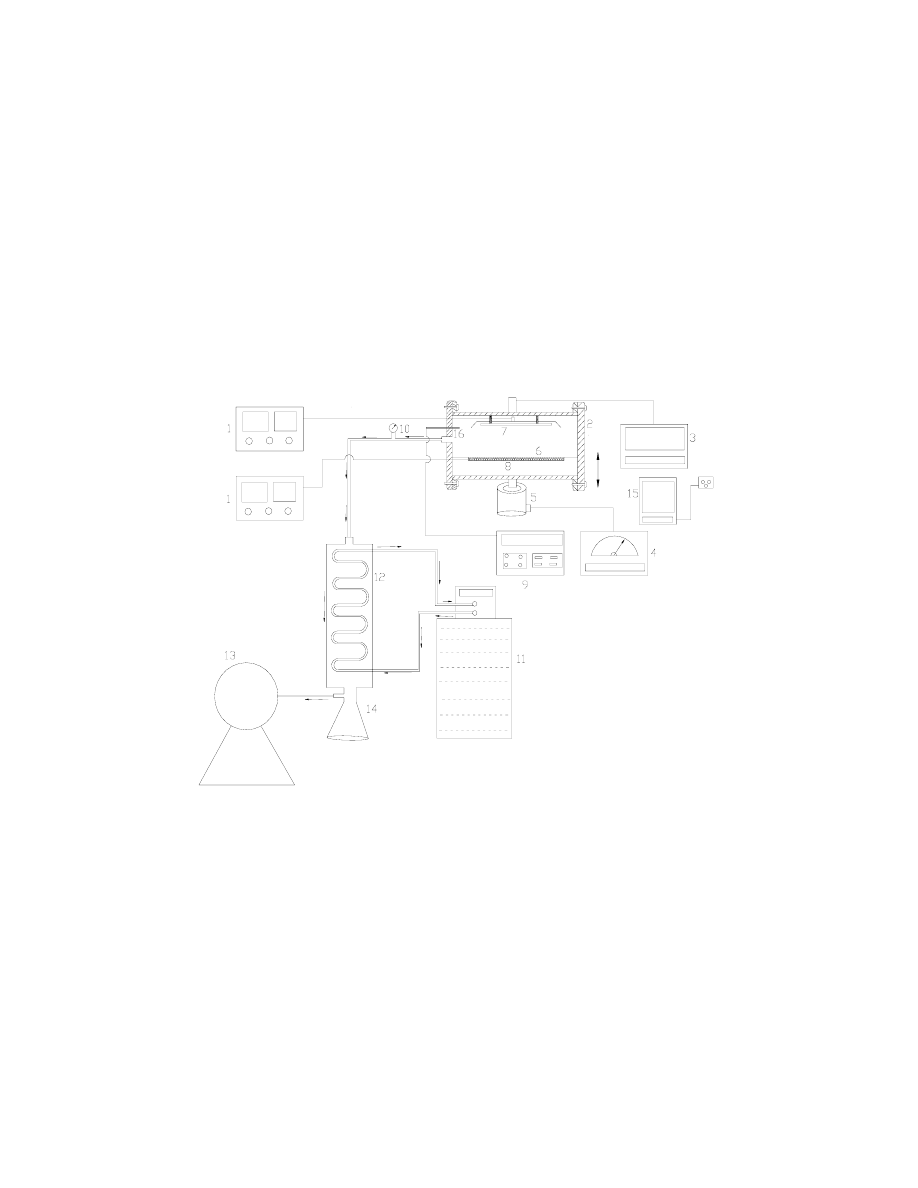
A vibrating bed unit was designed and fabricated as shown schematically in
Figure 1. It consists of a vibrator with variable amplitude (A: 0-5 mm) and
frequency (f: 0-30 Hz), a horizontal drum, conduction and radiation heaters, a
condenser coil, a vacuum pump and a constant temperature water bath.
Figure. 1. A schematic diagram of the vibrating bed with multimode heat input
vacuum dryer and associate units: 1, PID controller; 2, Dryer; 3, Analyzer; 4,
Power amplifier; 5, Vertical vibrator; 6, Aluminum tray; 7, Quartz irradiation
heater; 8, Silicon rubber heater; 9, HP data logger; 10, Vacuum gauge; 11,
Ethylene glycol bath; 12, Quick fit coil condenser; 13, Vacuum pump; 14, Biker;
15, Weighing scale; 16, T-type thermocouple.
2
International Journal of Food Engineering, Vol. 4 [2008], Iss. 2, Art. 12
http://www.bepress.com/ijfe/vol4/iss2/art12

The dryer was constructed of a 300 mm long, 200 mm diameter horizontal drum
made of 5mm thick acrylic, insulated with Armoflex. A tray (300 mm x 150 mm)
made of aluminum was used to place the samples within the dryer. The drum was
placed atop a vibrator to impart vibration along vertical direction to causes
pseudo-fluidization the product; this occurs under vacuum as well. The drying
samples received heat by conduction and/or by radiation. A silicon rubber heater
was attached to the bottom of the tray to provide conduction heating. To
accomplish radiation heating, a quartz irradiation heater was fixed above the tray.
External proportional integral derivative (PID) controllers (Model HT-400,
Fuzhou Canwell, Fujian, China) were used to control the temperature of both
heaters. A liquid ring vacuum pump (Model D-76227, Haake, Germany) was used
to maintain vacuum up to –760 mmHg inside the drying chamber. A water bath
(Model D-76227, Galileotp, Scandicci city, Italy) was used to circulate the
cooling fluid through the condenser to maintain the pre-set temperature of about
3
o
C. Ethylene glycol was used as the cooling medium. The drying drum was
vibrated at various amplitude and frequencies to study the effect of vibration.
Fresh potato and carrot cubes were used as model heat sensitive materials.
T-type
copper-constantan thermocouples were implanted in the center of the cubes to
measure the core temperature. The temperatures were recorded using a data
logger (Agilent Technologies 34970A, Santa Clara, California, USA). Weight of
the product was measured within 0.001 g with a Fisher Scientific Analytical
balance (Model B-320C, Santa Clara, California, USA).
3. EXPERIMENTAL PROCEDURE
The test samples were cut into (1 cm x 1cm x 1cm) cubes and weighed. The
samples were cut using a specially designed cutter to ensure correct dimensions.
Prior to start the experiment the drying equipment was allowed to reach steady-
state, when the conduction plate temperature was steady within 1
0
C of the set
point. For conduction heating a thermocouple was attached to the surface of the
tray to control and provide a pre-set constant temperature boundary condition to
the product. The vacuum pump was started after placing the product on the tray
inside the drying chamber. The chamber was evacuated to –760 mmHg within
about 15 seconds. Samples were weighed at ten minute intervals in the first hour,
at twenty minute intervals in the second hour and at thirty minute interval
thereafter. During the mass measurements, the vacuum pump was switched off
and the product taken out of the drying chamber. The samples were returned the
chamber and the vacuum pump was switched on. Vacuum was re-established to
the desired condition almost instantaneously. The time required to measure the
weight of samples at different stages of drying was less than 45 seconds.
Therefore, the error due to interrupted drying is noted to be negligible. The
3
Rahman and Mujumdar: Effect of Combined Radiant and Conductive Vacuum Drying
Published by The Berkeley Electronic Press, 2008
experimental uncertainty for moisture content measurement was within ±2.5%.
The reproducibility of the experiments was within ±5%. To determine the bone-
dry mass, samples were placed in an oven at a temperature of 105
o
C for 24 hours
at the end of each experiment. Experimental parameter values are given in T
able 1.
Table 1: Schedule of experiments and parameter ranges
Serial
No
Operating Condition
Product
Size
1
Only vacuum (-1 bar)
Potato 1
cm
3
2
Vacuum with conduction
heating ( 35C-55C)
Potato 1
cm
3
3
Vacuum with Vibration
(f: 0-30Hz A:0-5mm)
Potato &
Silica gel
1 cm
3
Sphere-D: 3-3.25 mm
4
Vacuum with Vibration
(f: 0-30Hz A:0-5mm) &
Conduction (35C-55C)
Potato &
Silica gel
1 cm
3
Sphere-D: 3-3.25 mm
5
Vacuum with Vibration
(f: 0-30Hz A:0-5mm) &
Radiation, 1854 w/m
2
Potato &
Silica gel
1 cm
3
Sphere-D:3-3.25 mm
6
Vacuum with Vibration
(f: 0-30Hz A:0-5mm) &
Conduction (35C-55C)&
Radiation, 1854 w/m
2
Potato,
Carrot &
Silica gel
1 cm
3
Sphere-D:3-3.25 mm
4. RESULTS AND DISCUSSION
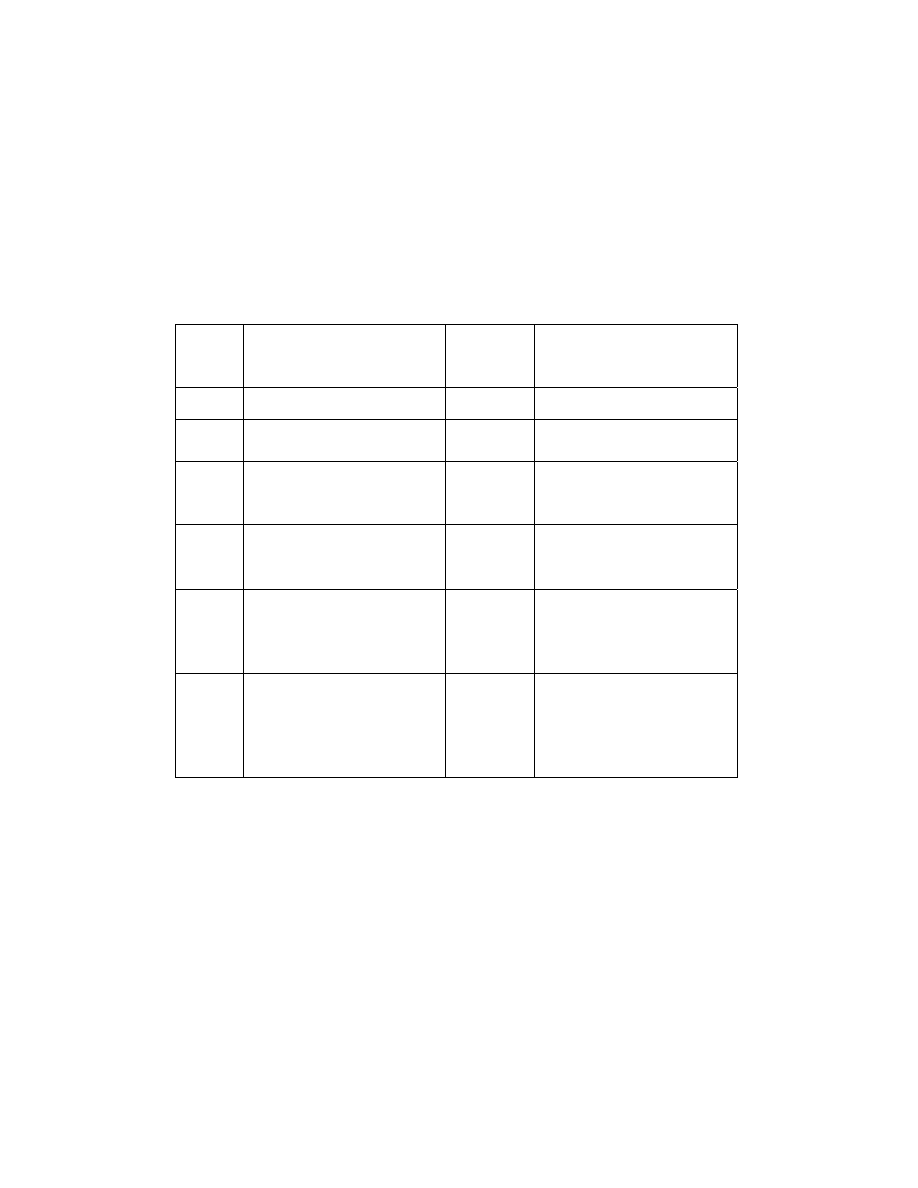
Figure 2 compares the measured drying kinetics for case1, case2, case3 and case 4
for silica gel. Final dimensionless moisture content for all cases were about 0.38
kg/kg db, 0.36 kg/kg db, 0.26 kg/kg db and 0.22 kg/kg db, respectively after 70
minutes of drying time. Results show a significant improvement in the drying rate
by application of conduction or radiation heat along with vacuum and vibration. It
is apparent from the figure that incorporation of radiation shows a larger effect on
4
International Journal of Food Engineering, Vol. 4 [2008], Iss. 2, Art. 12
http://www.bepress.com/ijfe/vol4/iss2/art12
the moisture removal rate than conduction at 40
0
C. Conduction heat transfer to
the product is clearly hampered by the presence of an air gap between the heating
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0
20
40
60
80
100
120
140
160
180
200
Drying time, min
D
ime
ns
io
nl
ess mo
is
tu
re
c
on
te
nt
Figure 2 Variation of moisture content under different drying conditions with time
for silica gel. Diameter, initial weight and moisture of about 2.6 mm-3mm, 50 gm,
0.12 kg/kg db, respectively. (▲) Drying rate for Vacuum (-760 mmHg), (◊) for
vacuum (-740 mm Hg) and vibration (Amplitude: 2 mm and frequency: 13.5 Hz),
(□) Vacuum (-740 mm Hg), conduction (40
0
C) and vibration (Amplitude: 2 mm
and frequency: 13.5 Hz), (●) Vacuum (-740 mm Hg), Radiation (1875 W/m
2
) and
vibration (Amplitude: 2 mm and frequency: 13.5 Hz).
surface and the product, which also deforms with time. The final dimensionless
moisture content was 0.29 kg/kg db and 0.22 kg/kg db for case3 and case4,
respectively, after a drying period of 50 minutes. Vibration of the bed allows
breakage of lumps of products, resulting in better pseudo-fluidization quality and
consequently increases of the specific evaporation area in gas-solid contact. These
phenomena play an important role in ensuring uniform radiation heating of the
entire product surface without heating the surrounding air (Dong, Pan, Deng &
Wei
1991).
5
Rahman and Mujumdar: Effect of Combined Radiant and Conductive Vacuum Drying
Published by The Berkeley Electronic Press, 2008
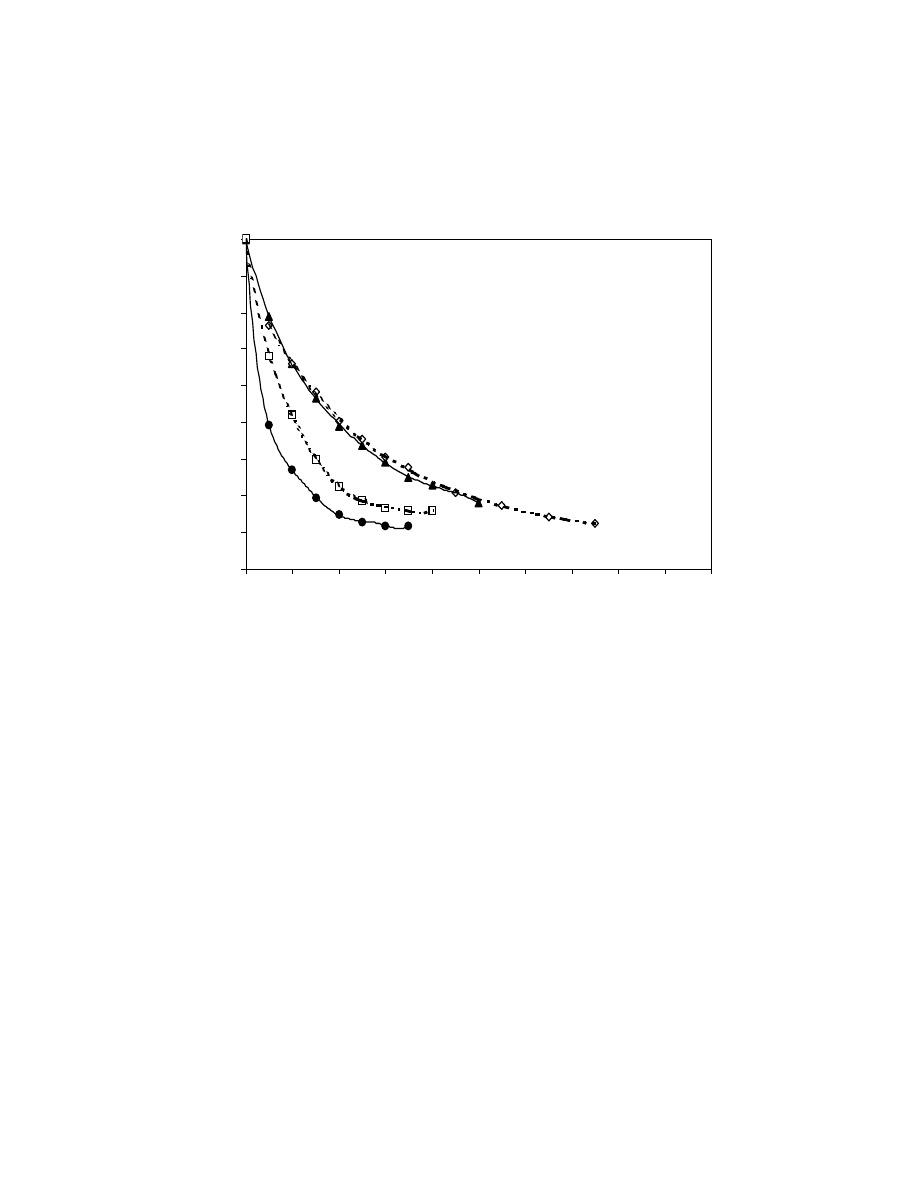
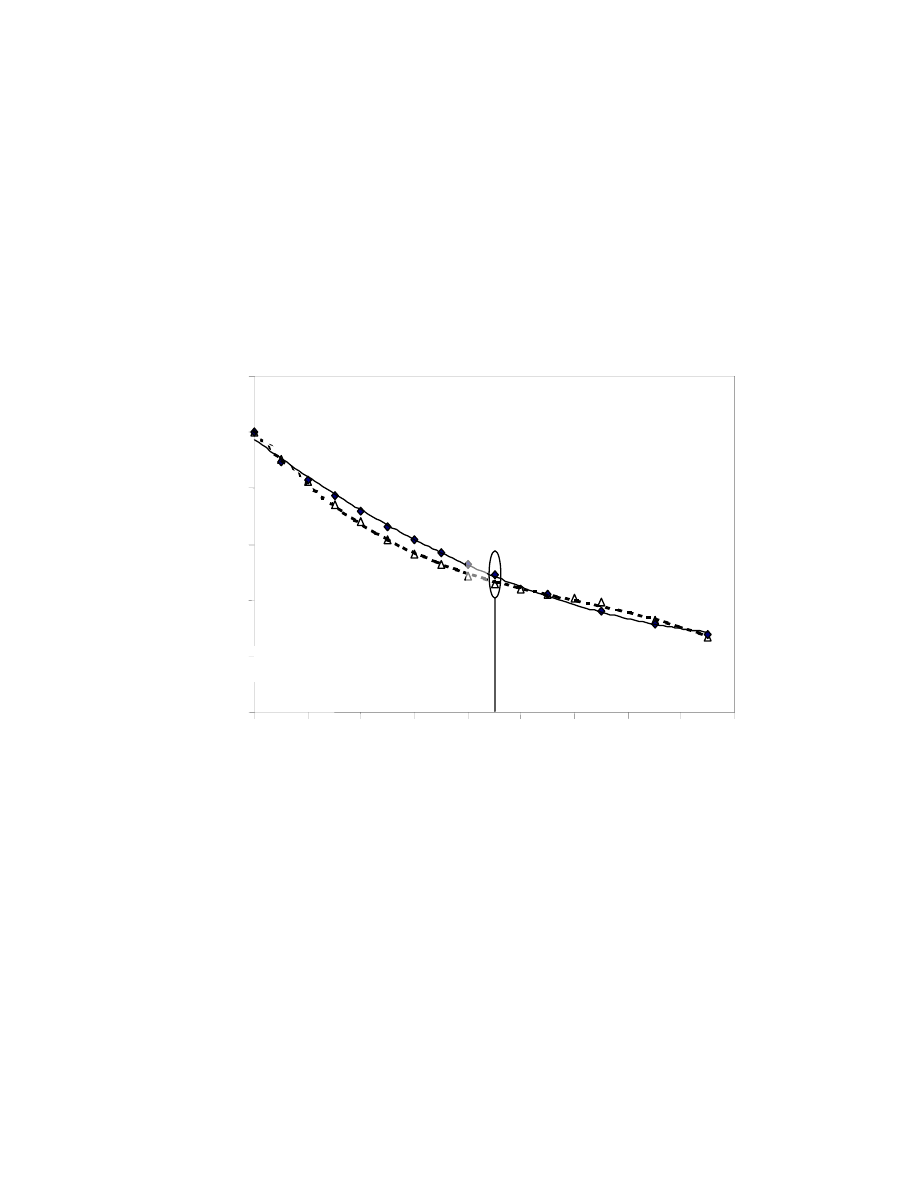
It can be explained by referring to the moisture diffusivity data (Maroulis, 2001)
shown in Fig. 3. A higher diffusivity was observed for the case 4. It should be
noted that vacuum drying coupled with or without vibration (Case1 and Case2)
shows similar pattern of the drying rate for silica gel, although a higher drying
rate was expected for Case2 due to vibration of the product being dried ( George,
1.0E-10
1.0E-09
1.0E-08
1.0E-07
0.01
0.10
1.00
Moisture content, kg/kg db
D
iffu
si
vi
ty
, m
2
/s
ec
Vacuum
Vacuum and vibration
Vacuum, conduction and
vibration
Vcuum, vibration and
radiation
Figure 3. Variation of calculated diffusivity with moisture content under different
drying conditions for silica gel. Diameter, initial weight and moisture of about 2.6
mm-3mm, 50 gm, 0.12 kg/kg db, respectively. (□) Drying rate for Vacuum (-760
mmHg), (▪) for vacuum (-740 mm Hg) and vibration (Amplitude: 2 mm and
frequency: 13.5 Hz), (∆) Vacuum (-740 mm Hg), conduction (40
0
C) and
vibration (Amplitude: 2 mm and frequency: 13.5 Hz), (▲) Vacuum (-740 mm Hg),
Radiation (1875 W/m
2
) and vibration (Amplitude: 2 mm and frequency: 13.5 Hz).
2001). Almost the same final moisture content was obtained of about 0.32 kg/kg
after 100 minutes of drying in both cases. Minor leakage was observed during
experiments with vibration, which lowered the vacuum inside the chamber to
about -740 mm Hg rather than the level of -760 mm Hg, achieved without
vibration. As a result, the driving force for mass transfer, which is the partial
6
International Journal of Food Engineering, Vol. 4 [2008], Iss. 2, Art. 12
http://www.bepress.com/ijfe/vol4/iss2/art12
pressure difference of water vapor within the product and the drying chamber
decrease and hence noticeably reduced the drying rate. However, similar drying
curves in this observation implies an increase in drying rate due to incorporation
of vibration, which eventually overcomes the loss due to leakage effect.
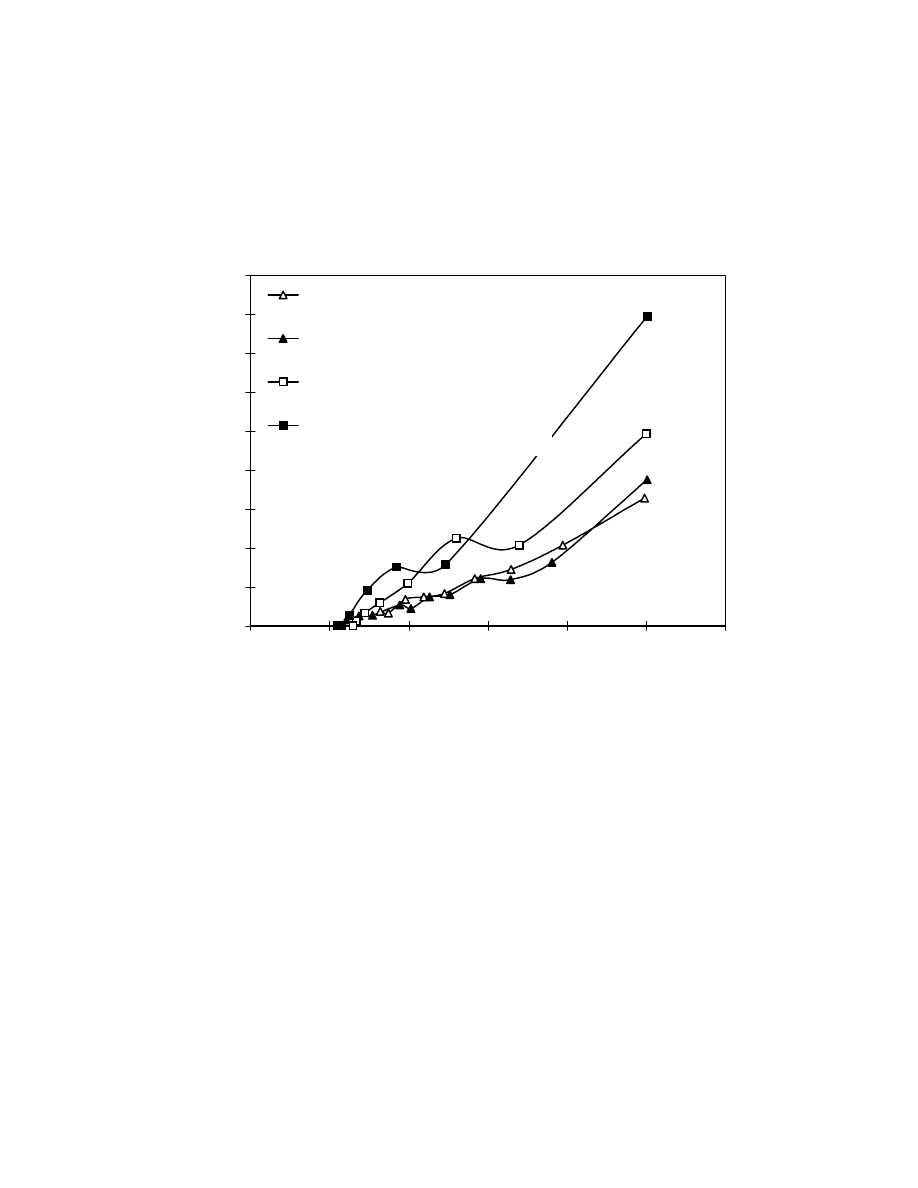
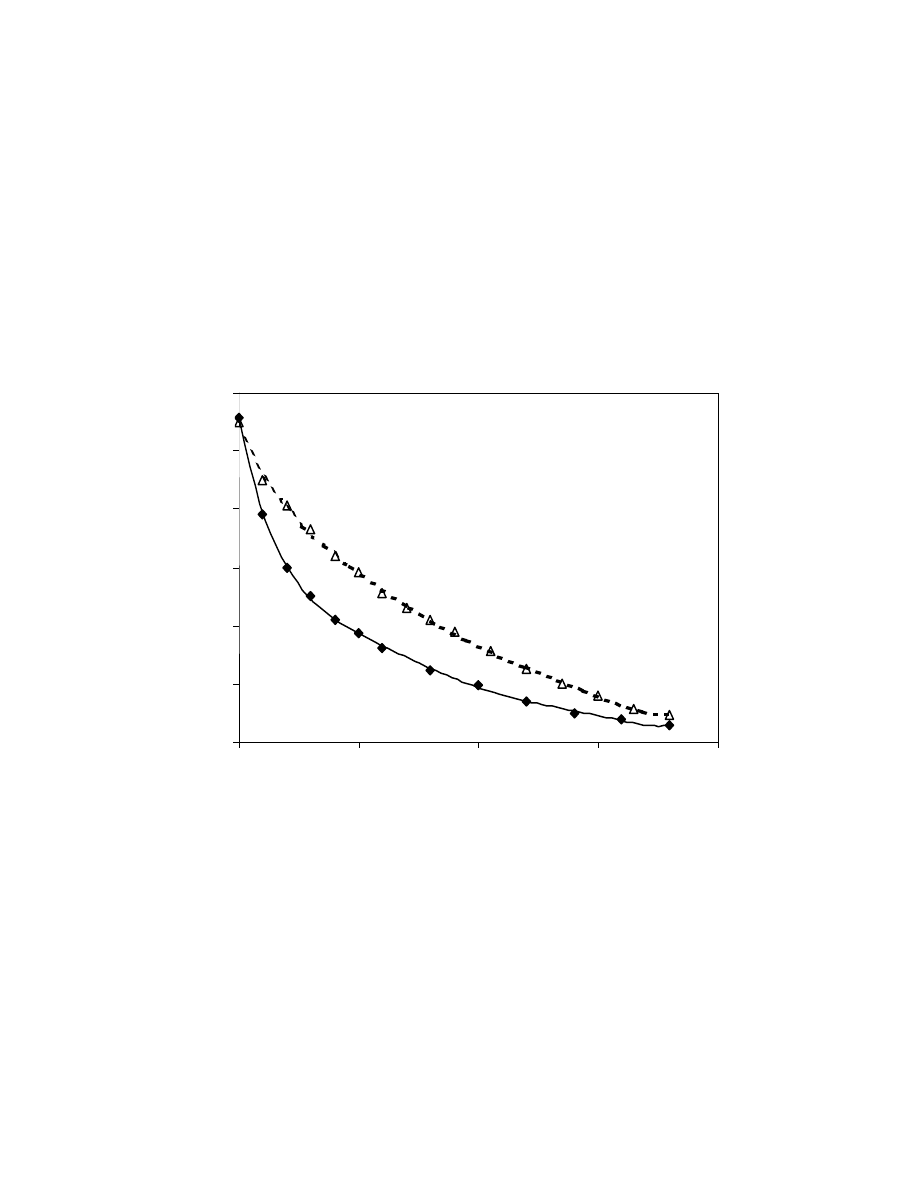
Figure. 4. Variation of mass flux with dimensionless moisture content under
different drying conditions with time for silica gel. Diameter, initial weight and
moisture of about 2.6 mm-3mm, 50 gm, 0.12 kg/kg db, respectively. (∆) Drying
rate for Vacuum (-760 mmHg), (▲) for vacuum (-740 mm Hg) and vibration
(Amplitude: 2 mm and frequency: 13.5 Hz), (□) Vacuum (-740 mm Hg),
conduction (40
0
C) and vibration (Amplitude: 2 mm and frequency: 13.5 Hz), (▪)
Vacuum (-740 mm Hg), Radiation (1875 W/m
2
) and vibration (Amplitude: 2 mm
and frequency: 13.5 Hz).
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Dimentionless moisture content
Ma
ss f
lux
, kg
/m
2
-hr
Vacuum only (-1 bar)
Vacuum (-740 mm of Hg) and vibration
(A-2mm; f-13.5)
Vacuum (-740 mm of Hg), Vibration (A-
2mm; f-13.5), Conduction (40C)
Vacuum (-740 mm Hg), Vabration (A-
mm; f-13.5) and Radiation-1875 W/m2
The variation of mass flux with dimensionless moisture content is shown in Fig.4
for model particles of silica gel. The drying rate is almost linear in the falling rate
period in all cases. No constant rate period curve was observed due to absence of
surface moisture. As silica is a non-shrinkable product. It is considered as a
spherical product of 3mm diameter. During experiments it was observed that the
gel particles remained intact as only gentle vibration was applied. The initial
7
Rahman and Mujumdar: Effect of Combined Radiant and Conductive Vacuum Drying
Published by The Berkeley Electronic Press, 2008
mass fluxes for case1, case2, case3, and case4 were 0.164 kg/m
2
-hr, 0.188 kg/m
2
-
hr, 0.247 kg/m
2
-hr, 0.397 kg/m
2
-hr, respectively. A significant improvement of
the mass flux, especially in the initial stage of drying was found for case4.
Radiation provides uniform heating in the presence of vibration on a time
average basis. Hence, the evaporation rate from the surface of the product is
higher in the presence of vibration. A two-step falling rate curve was also
observed for case3 and case4. This is probably due to high intensity drying
caused by simultaneous conduction and radiation heat input. The second step of
lower drying rate is probably caused by reduced availability of moisture at the
surface for evaporation.
0.12
0.10
0.08
0.06
0.04
0.02
0.00
Dimensionless moistur
e
content
60
0
20
40
80
100
120
140
160
Drying time, min
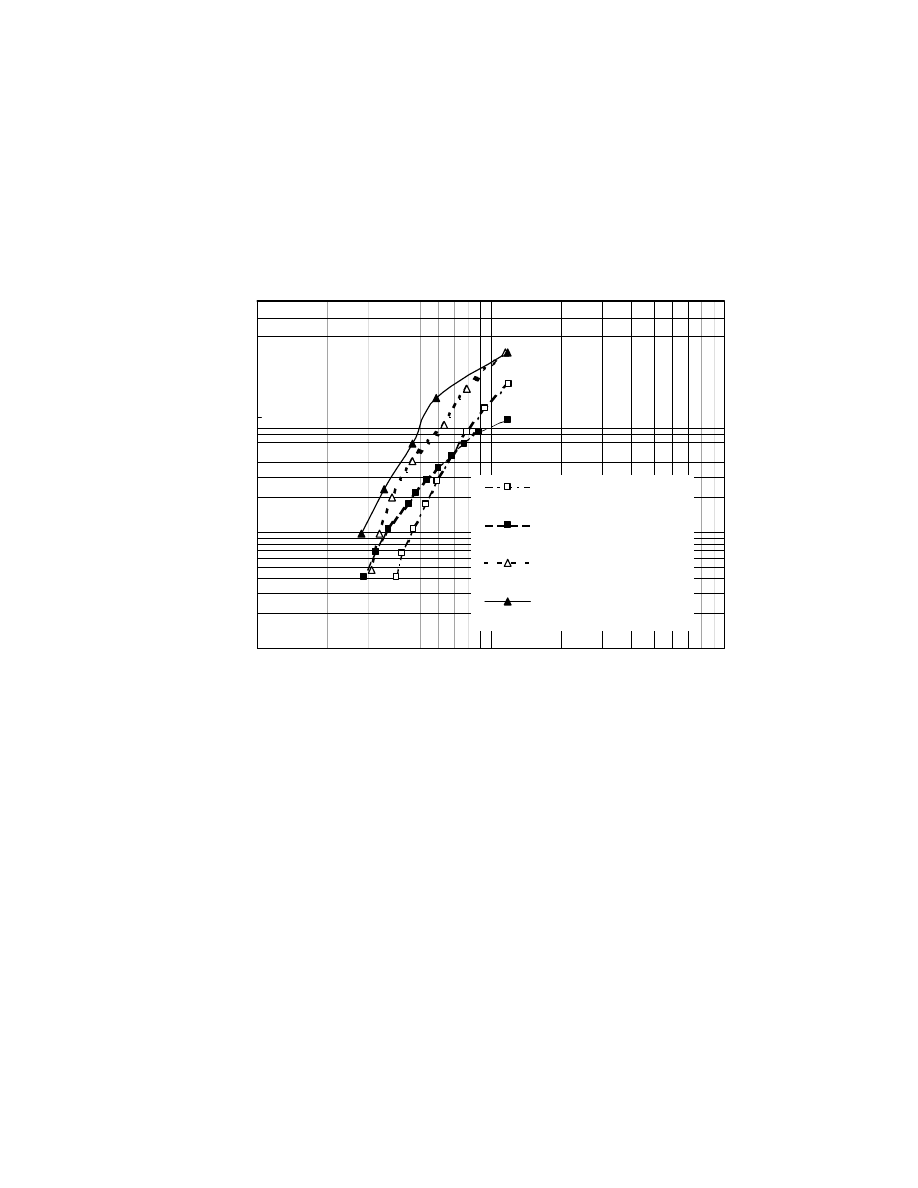
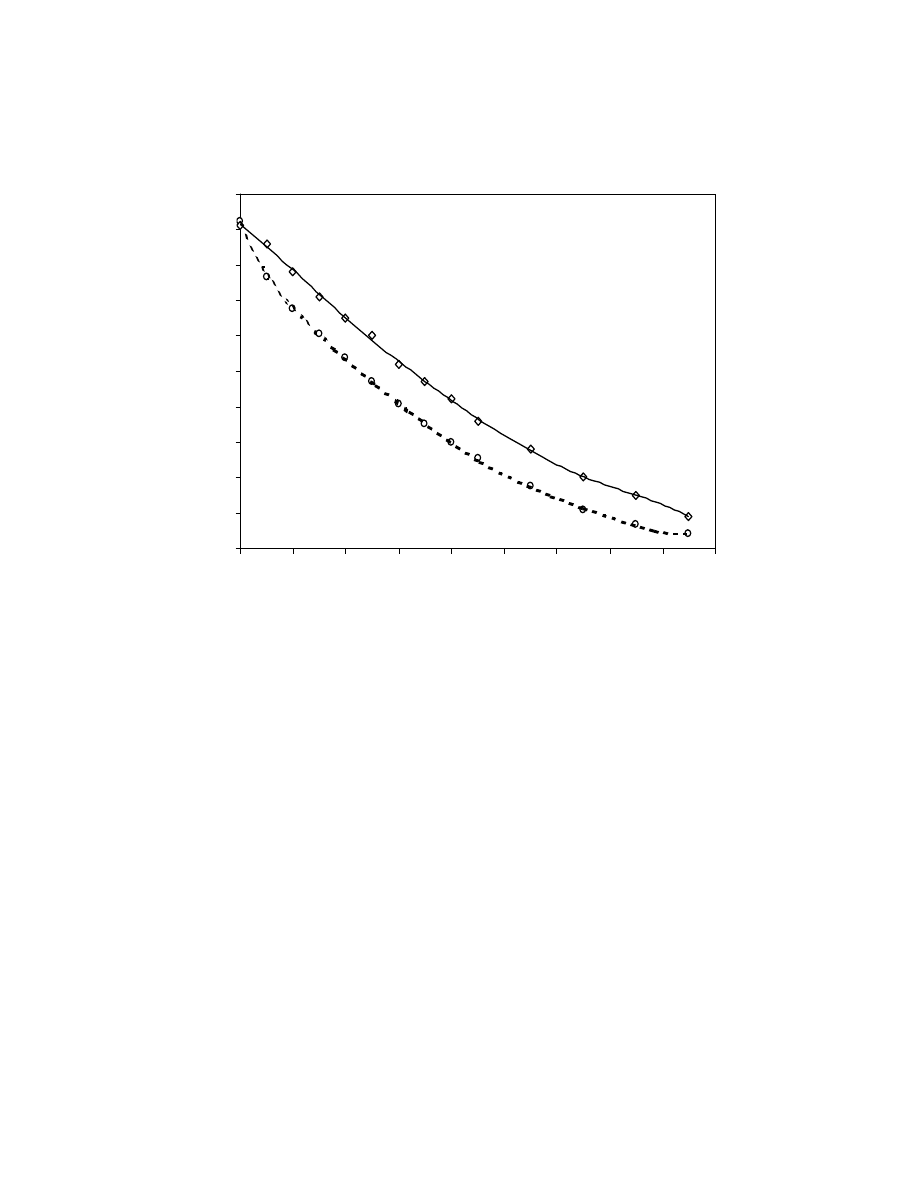
Figure 5. Variation of dimensionless moisture content with time for different
vibration factor for silica gel. Diameter, initial weight and moisture of about 2.6
mm-3mm, 50 gm, 0.12 kg/kg db, respectively. (□) Drying rate for vacuum (-740
mm Hg) and vibration factor-11.7 (Amplitude: 0.8 mm and frequency: 60.25 Hz),
(■) Vacuum (-740 mm Hg) and vibration factor-1.6 (Amplitude: 1 mm and
frequency: 20 Hz).
8
International Journal of Food Engineering, Vol. 4 [2008], Iss. 2, Art. 12
http://www.bepress.com/ijfe/vol4/iss2/art12
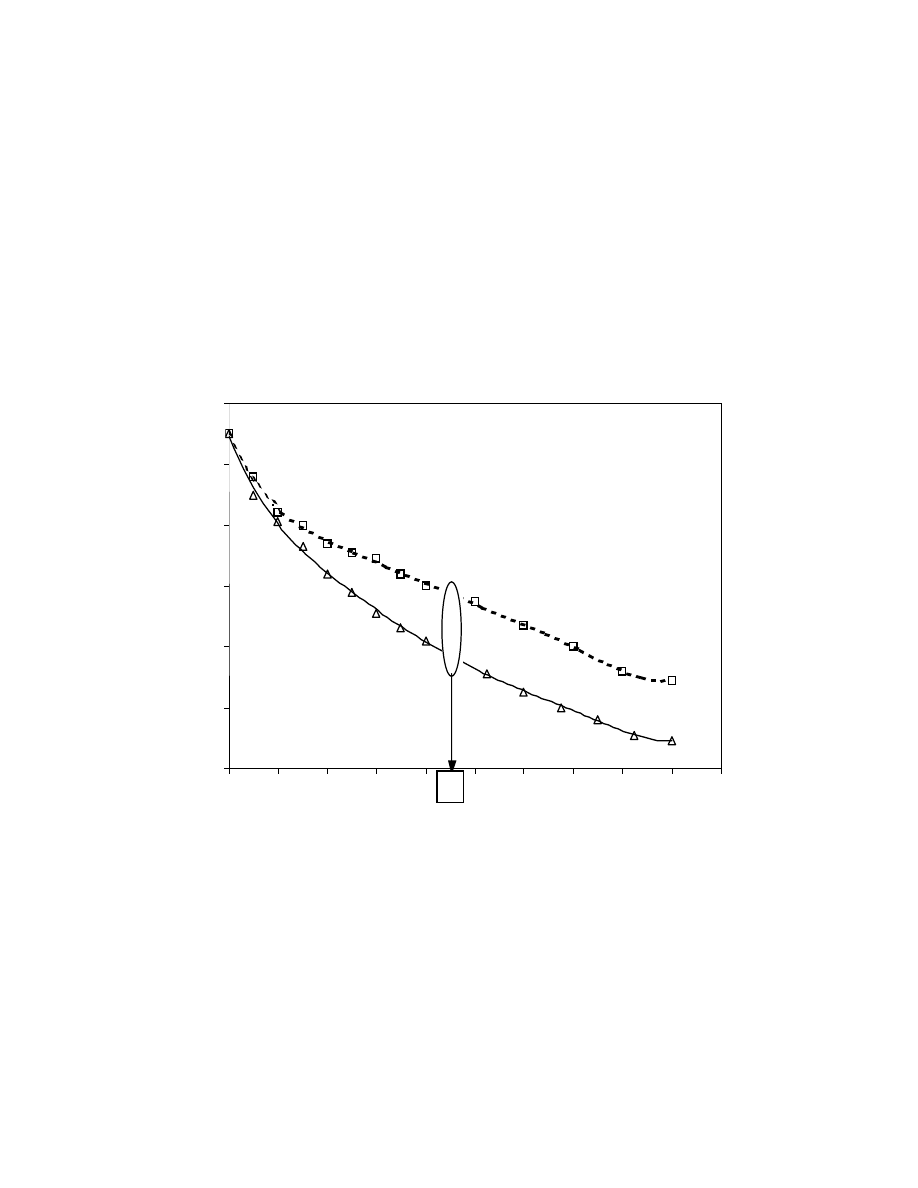
Figure 5 shows the effect of the vibration factor (Γ) on drying kinetics. It can be
seen from this figure that the drying rate increases with increase of the vibration
factor, especially in the initial stage of drying. The initial moisture content of the
sample was 0.12 kg/kg db, which reduced to 0.0784 kg/kg db and 0.0401 kg/kg
db after a period of 80 minutes for vibration parameters (Γ) of 1.71 and 11.7,
respectively. Higher Γ implies improved pseudo-fluidization state of the bed. In
addition, higher Γ increases the specific area in the gas-solid contact due to de-
agglomeration of the product (Ratti & Mujumdar 1995). These phenomena help to
increase the moisture migration rate from the surface of the products. It is unlikely
that vibration lowers the critical moisture content.
0
1
2
3
4
5
6
0
20
40
60
80
100
120
140
160
180
200
Drying time, min
Mois
tur
e c
onte
nt,
kg/kg db
90
Figure. 6. Variation of moisture content with time for different operating
condition for potato cube. Size and initial moisture: 1 cm x 1cm x 1 cm, 5.43
kg/kg db, respectively. (■) Drying rate for vacuum (-740 mm Hg) and vibration
(Amplitude: 2 mm and frequency: 13.75 Hz), ( ) Vacuum (-740 mm Hg),
Vibration (Amplitude: 2 mm and frequency: 13.5 Hz), Conduction (40
0
C) and
Radiation (1875 W/m
2
)
9
Rahman and Mujumdar: Effect of Combined Radiant and Conductive Vacuum Drying
Published by The Berkeley Electronic Press, 2008
Effect of multimode heat input on the drying of potato cubes under vacuum and
vibration is shown in Fig 6. A higher drying rate mainly in the initial stage of
drying was observed for case-5 relative to case-2. A high intensity drying
condition is needed as the product surface has a water film due to the higher
moisture migration rate in the initial stage of drying.
It can be also observed from Figure 6 that the higher drying rate continues
up to 90 minutes of drying time for case-5. At the end of this period the moisture
contents of case-2 and case-5 were 2.9 kg/kg d.b and 1.85 kg/kg d.b., respectively.
The final moisture content was 1.4 kg/kg db and 0.44 kg/kg db, respectively after
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.00
0.20
0.40
0.60
0.80
1.00
1.20
Dimentionless moisture content
M
as
s f
lux
, kg/
hr
-m
2
Vacuum (-740 mm Hg) & Vibration
( A-2mm; f-13.75 Hz)
Vacuum, Vibration, Radiation and
conduction
Poly. (Vacuum, Vibration,
Radiation and conduction)
Poly. (Vacuum (-740 mm Hg) &
Vibration ( A-2mm; f-13.75 Hz))
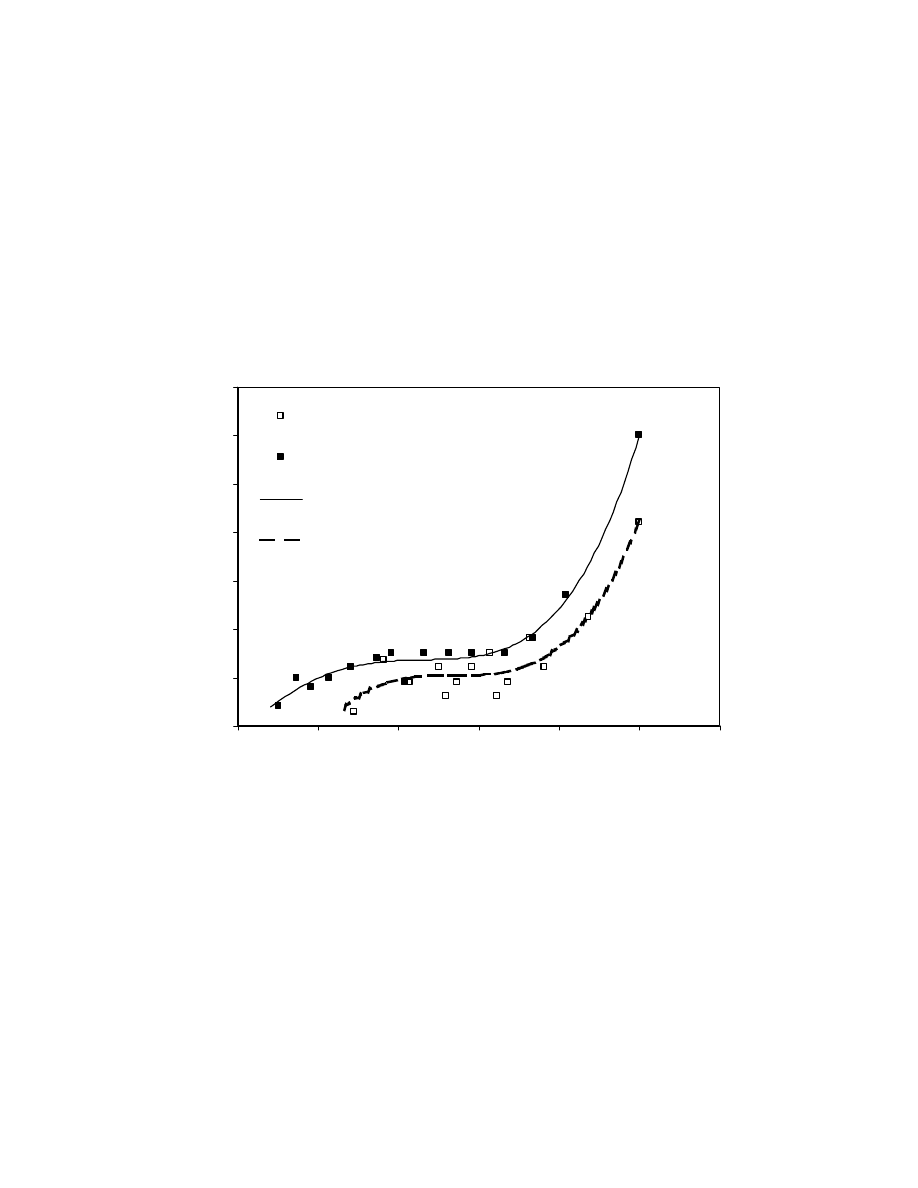
Figure 7 Variation of mass flux with dimensionless moisture content under
different operating condition for potato cube. Size and initial moisture:1 cm x
1cm x 1 cm, 5.43 kg/kg db, respectively. ( ) Drying rate for vacuum (-740 mm
Hg) and vibration (Amplitude: 2 mm and frequency: 13.75 Hz), (■) Vacuum (-
740 mm Hg), Vibration (Amplitude: 2 mm and frequency: 13.5 Hz), Conduction
(40
0
C) and Radiation (1875 W/m
2
)
180 minutes. The difference in moisture content for theses two cases was 1.05
kg/kg d.b. and 1.04, respectively after 90 and 180 minutes of drying time. It
appears that up to 90 minutes of drying time surface moisture is removed from the
10
International Journal of Food Engineering, Vol. 4 [2008], Iss. 2, Art. 12
http://www.bepress.com/ijfe/vol4/iss2/art12
product. Later, the drying rate is controlled by internal moisture transfer which is
slower. Therefore, enhancement of the drying rate is negligible after this period;
no matter how much heat is supplied. A higher mass flux (0.12 kg/m
2
-hr) was
found for case-5 relative to case-2 (0.084 kg/m
2
-hr) in the initial stage as shown in
Fig-7. High intensity drying condition resulting from contribution of the
combined effect of vibration parameter causes a higher driving force for
migration of moisture from inside the product towards the surface. However, at
later stages of drying, no significant change in gradient in mass flux exists
between case-2 and case-5.
1.2
1
Dimension
le
ss mois
ture content
0.8
0.6
0.4
0.2
0
90
0 20 40
60
80
100
120
140
160
180
Drying time, min
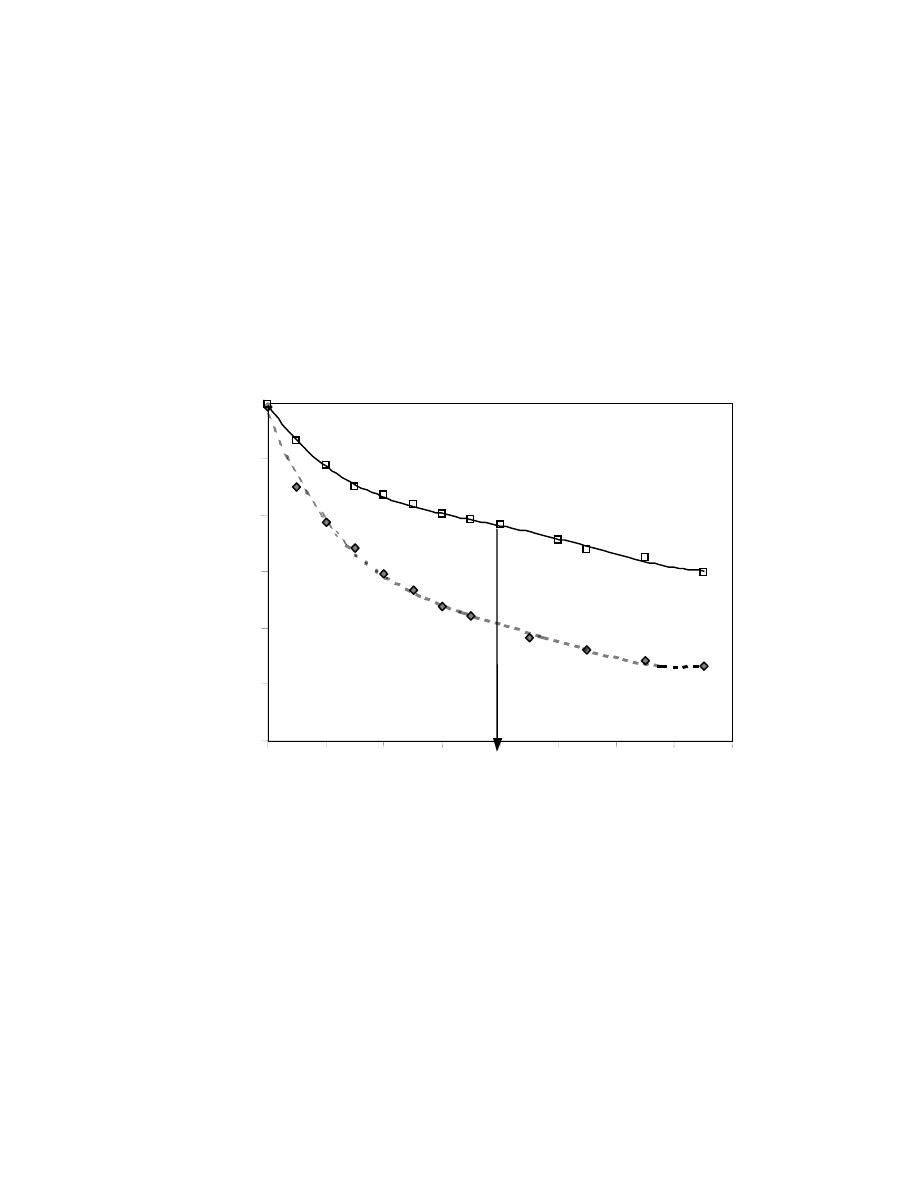
Figure. 8. Variation of dimensionless moisture content with time for two stages
and single stage process for potato cube of 1 cm
3
and initial moisture content 5.5
kg/kg db. (■) Drying for single stage process: Vacuum (-740 mm Hg), Vibration
(Amplitude: 2 mm and frequency: 13.75 Hz), Conduction ( 50
0
C) and Radiation
(1875 W/m
2
), ( ) Two stage process: 1st stage unto 90 minutes - Vacuum (-740
mm Hg), Vibration (Amplitude: 2 mm and frequency: 13.75 Hz), Conduction ( 50
0
C) and Radiation (1875 W/m
2
); 2
nd
stage – Switch off Conduction ( 50
0
C) and
Radiation (1875 W/m
2
); Only Vacuum (-740 mm Hg) and Vibration (Amplitude:
2 mm and frequency: 13.75 Hz) for the remaining period.
11
Rahman and Mujumdar: Effect of Combined Radiant and Conductive Vacuum Drying
Published by The Berkeley Electronic Press, 2008
The above phenomenon is clearly observed from plots of the two-stage
process i.e. with and without switched off the additional heat input after 90
minutes of drying time in Fig-8. A similar drying rate curve for the first stage of
up to 90 minutes of drying time, as the drying condition was same for both cases
for this period. However, the drying curves remain unchanged even after
switching off the conduction and radiation heat inputs after 90 minutes. These
results imply that it is possible to save a significant amount of energy if the
additional heat input is switched off after the removal of the surface moisture
from the product.
0
1
2
3
4
5
6
0
50
100
150
200
Drying time, min
M
ois
tu
re
c
on
te
nt,
k
g/k
g d
b
Figure 9 Variation of moisture content with time for present and multimode heat
pump drying method for potato cube. Size and initial moisture content of about 1
cm x 1cm x 1 cm, 5.5 kg/kg db, respectively. (∆) Present method: Vacuum (-740
mm Hg), Vibration (Amplitude: 2 mm and frequency: 13.5 Hz), Conduction (40
0
C) and Radiation (1875 W/m
2
), (■) Multimode heat pump drying system:
Convection (Air temperature – 45
0
C), Radiation (6000 W) and Conduction
(Heating plate-500 W)
12
International Journal of Food Engineering, Vol. 4 [2008], Iss. 2, Art. 12
http://www.bepress.com/ijfe/vol4/iss2/art12
0
1
2
3
4
5
6
7
8
9
10
0
20
40
60
80
100
120
140
160
180
Drying time, min
M
oi
st
ur
e c
ont
en
t,
kg/
kg
db
Figure 10 Variation of moisture content with time for present and Low pressure
superheated steam drying method for carrot cube. Size and initial moisture
content of about 1 cm x 1cm x 1 cm, 9.2 kg/kg db, respectively. (∆) Present
method: Vacuum (-740 mm Hg), Vibration (Amplitude: 2 mm and frequency:
13.5 Hz), Conduction (40
0
C) and Radiation (1875 W/m
2
), (■) LPSSD method:
Vacuum (7kpa), Steam temperature (80
0
C).
A comparison was made between the present data with similar sets of data
available in the literature for the other types of drying i.e. of heat pump drying
(HPD) (Lan, Islam, Ho & Mujumdar 2005) using multimode heat input via
radiation (using IR heater-6000 watts) coupled with conduction (Heating plate-
500 watt), and convection (Air temperature- 45C) as shown in Fig 9. This method
was also compared (Figure 10) with low pressure superheated steam drying
[LPSSD] (steam temperature: 80
0
C and Pressure: 7 kpa) using carrot samples of 1
cm
3
(Devahastin, Suvarnakuta, Soponronnarit & Mujumdar 2004). A lower
drying rate was observed in the present study in comparison to the multimode
heat input HPD method. The final moisture content was about to 0.45 kg/ kg db
and 0.27 kg /kg db from an initial value of 5.5 kg /kg db for current and HPD
13
Rahman and Mujumdar: Effect of Combined Radiant and Conductive Vacuum Drying
Published by The Berkeley Electronic Press, 2008

method, respectively after a drying time of 100 minutes. This is probably due to
lower thermal conductivity in the rarefied atmosphere in vacuum drying, and a
small difference in the exchange potential at low pressures, which determines the
speed of migration of the water through the product. Despite its lower drying rates,
the current method is superior compared to that of hot air drying if quality of
dried product is considered.
However, the present study showed higher drying rate (Figure 10) than the
LPSSD method. The moisture content was reduced to 0.25 kg/kg db and 1.0 kg/kg
db from an initial value of about 9.15 kg/kg db after 110 minutes of drying time in
our method and the LPSSD method, respectively.
5. CONCLUSION
An experimental study was carried out to investigate the drying kinetics using a
novel vacuum drying system with vibration and multimode heat input.
Experimental results show that the proposed system provides significant
enhancement of the drying kinetics. It was observed that vacuum coupled with
vibration (A-2mm, f-13.75) and radiation (1875 W/m2) showed better drying
performance and lower energy consumption compared to vacuum drying coupled
with vibration and conduction. This increment, however, occurred only during the
initial stage of drying. Therefore, it is recommended that additional heat input be
switched off after removal of the surface moisture of the product to save energy
without increase of the total drying time.
6. REFERENCES:
Chen, Z. and Lamb, F.M., A vacuum drying system for green hardwood parts.
Drying Technology 22: 577-595, 2004.
Dong, Z.X., Pan, Y.K., Deng, W.Y. and Wei, Z., Effect of vibration on the
drying rate during the falling rate period. Drying Technology 9: 723-733.
Devahastin, S., Suvarnakuta, P., Soponronnarit, S., Mujumdar A.S., A
Comparative Study of Low-Pressure Superheated Steam and Vacuum
Drying of a Heat-Sensitive Material. Drying Technology 28: 1854 –
1867, 2004.
Gupta., R., P. Leung and A. S. Mujumdar., Drying of granular materials in a
vibrated fluidized bed. Drying Technology 4: 201-207, 1980.
George D.S. and Maroulis, Z.B., Transport properties of book, Marcel Dekker,
New York. 2001.
Ivarez, P., Blasco, I.R., Gomez, J. and Cubillos, F.A., A first Principles –Neural
Networks approach to model a vibrated fluidized bed dryer: simulation
and experimental results. Drying technology 23: 187-203, 2005.
14
International Journal of Food Engineering, Vol. 4 [2008], Iss. 2, Art. 12
http://www.bepress.com/ijfe/vol4/iss2/art12

Islam, M.R., Ho, J.C. and Mujumdar, A.S., Simulation of liquid diffusion-
controlled drying of shrinkage thin slabs subjected to multiple heat
sources. Drying Technology 21: 413-438, 2003.
Jung, H. S., Eom, C.D. and So, B. J., Comparison of vacuum drying
characteristics of radiata pine timber using different heating methods.
Drying Technology 22: 1005-1022, 2004.
Kudra, T., and Mujumdar, A.S., Advanced Drying Technologies; Marcel Dekker:
New York, 2002.
Lan, S., Islam, M.R., Ho, J.C. and Mujumdar, A.S., A diffusion model for drying
of a heat Sensitive solid under multiple heat input modes. Bioresearch
Technology 96: 1551-1560, 2005.
Malczewski, J. and Kaczmarek, W., Vacuum contact drying of seeds. Drying
Technology 7: 59-69, 1989.
McLoughlin, C.M., McMinn, W.A.M. and Magee, T.R.A., Microwave vacuum
drying of pharmaceuticals powders. Drying Technology 21: 1719-1733,
2003.
Mongpraneet, S., Abe, T. and Tsurusaki, T., Accelerated drying of Welsh onion
by far infrared radiation under vacuum conditions. Journal of Food
Engineering 55: 147-156, 2002.
Mujumdar, A S., Ed. Handbook of Industrial Drying, 2
nd
Ed; Marcel Dekker:
New York. 1995.
Nastaj, J.F., Vacuum contact drying of selected biotechnology products. Drying
Technology, 12: 1145-1166, 1994.
Pere, C., Rodier, E. and Louisnard, O., Microwave vacuum drying of porous
media: Verification of a semi-empirical formulation of the total absorbed
power. Drying Technology 19: 1005-1022, 2001.
Pakowaski, Z., Mujumdar, A.S. and Strumillo, C., Theory and Application of
VFB for Drying Process. Advances in Drying, ed by A.S. Mujumdar,
Hemisphere, N.Y, 1984.
Ratti, C. and Mujumdar, A.S., Infrared Drying. In Handbook of Industrial Drying
ed. by A. S. Mujumdar, New York: Dekker. 1995.
Rogelio, M., Rolando, R. and Calbucura, H., Batch vibrating fluid bed dryer for
sawdust particles: experimental results. Drying Technology 18: 1481-1493,
2000.
Skansi, D., Tomas, S., Pudic, I. and Arapovic, A., The influence of pressure and
temperature on the kinetics of vacuum drying of ketoprofen. Drying
Technology 15: 1617-1631, 1997.
Yaghmaee, P. and Durance, T., Efficiency of vacuum microwave drying in
microbial decontamination of dried vegetables. Drying Technology 25:
1109-1114, 2007.
15
Rahman and Mujumdar: Effect of Combined Radiant and Conductive Vacuum Drying
Published by The Berkeley Electronic Press, 2008
Zheng-Wei, C., Shi-Ying, X. and Da-Wen, S., Microwave–vacuum drying
kinetics of carrot slices. Journal of Food Engineering 65: 157-164, 2004.
16
International Journal of Food Engineering, Vol. 4 [2008], Iss. 2, Art. 12
http://www.bepress.com/ijfe/vol4/iss2/art12
Wyszukiwarka
Podobne podstrony:
Thin layer modelling of the convective, microwave, microwave convective and microwave vacuum drying
Combined osmotic and microwave vacuum dehydration of Apple and strawberries
Modeling and minimizing process time of combined convective and vacuum drying of mushrooms and parsl
Preparation of garlic powder with high allicin content by using combined microwave–vacuum and vacuum
Dehydration of Carrots by a Combination of Freeze Drying, Microwave Heating and Air or Vacuum Drying
Microwave Application in Vacuum Drying of Fruits (Drouzaf, H SchuberP)
Characterization of microwave vacuum drying and hot air drying of mint leaves (Mentha cordifolia Opi
Mapping of temperature distribution in pharmaceutical microwave vacuum drying
Microwave Application in Vacuum Drying of Fruits (Drouzaf, H SchuberP)
Modanese Inertial Mass and Vacuum Fluctuations in Quantum Field Theory (2003)
Microwave vacuum drying of porous media experimental study and qualitative considerations of interna
Microwave vacuum drying of marine sediment determination of moisture content, metals and total carbo
Boruń, Agnieszka; Bald, Adam Conductometric Studies of 1 Ethyl 3 methylimidazolium Tetrafluoroborat
Guide to the properties and uses of detergents in biology and biochemistry
Improving Grape Quality Using Microwave Vacuum Drying Associated with Temperature Control (Clary)
Modeling with shrinkage during the vacuum drying of carrot (daucus carota) (Arévalo Pinedo, Xidieh M
Gender and Racial Ethnic Differences in the Affirmative Action Attitudes of U S College(1)
więcej podobnych podstron