
POLITECHNIKA ŚLĄSKA
WYDZIAŁ INŻYNIERII MATERIAŁOWEJ I METALURGII
ZARZĄDZANIE I INŻYNIERIA PRODUKCJI
PRACA MAGISTERSKA
Andrzej Woźniakowski
KOMPLEKSOWE PRODUKTYWNE UTRZYMANIE
ZAKŁADÓW PRZEMYSŁOWYCH
(TPM)
Promotor:
prof. dr hab. inż. Adam Hernas
Katowice, Czerwiec 2007

Podziękowania:
Składam serdeczne podziękowania Panu prof. dr hab. inż.
Adamowi Hernasowi za kierowanie pracą dyplomową
oraz cenne uwagi w trakcie jej opracowywania.

Spis treści
strona
WPROWADZENIE
PRZEGLĄD LITERATURY
I. Podstawowe definicje………………………………………………………………………….2
1.1. Utrzymanie……………………………………………………..……………….…….........2-4
1.2. Określenia związane z obiektem…………………………………..………………….………4
1.3. Właściwości obiektów………………………………………………….…………………..4-5
1.4. Awarie i zdarzenia…………………………………………………………………..……...5-6
1.5. Uszkodzenia i stany………………………………………………….……..………..……..6-8
1.6. Czynności utrzymania……………………………………………………..……..…..…...8-11
1.7. Wyrażenia określające czas………………………………...……………………………..9-11
1.8. Wspomaganie utrzymania i narzędzia…………………………………………..……….….11
1.9. Wskaźniki ekonomiczne i techniczne………………………………………………...…11-12
II. Kompleksowe Produktywne Utrzymanie Zakładów Przemysłowych – TPM……….....13
2.1. Koncepcja ciągłego doskonalenia – Kaizen (5S)…………………………..……………….14
2.2. Filar I – Indywidualne utrzymanie, (Jishu Hozen)……...….…………….……...……15-16
2.3. Filar II – Kobetsu Kaizen…...……………...……………………....……………….…16-19
2.4. Filar III – Planowane utrzymanie…………………………………….……………....…20-21
2.5. Filar IV – Zarządzanie jakością…………………………………….…………......…….21-26
2.6. Filar V – Szkolenia i trening………………………………..……………………………..26
2.7. Filar VI – Kaizen w biurze………………………………………………………………...26
2.8. Filar VII – Zarządzanie bezpieczeństwem pracy i ochroną środowiska………...……...26-30
CZĘŚĆ PRAKTYCZNA
III. Cel i zakres pracy……………………………………………………………….……….…31
IV. Techniki tworzenia stron internetowych………………………………..…………….31-35
V. Podsumowanie……………………………………………………………………………..36
LITERATURA
1
Wprowadzenie
W dobie wysokiej konkurencyjności rynku innowacje stanowią rdzeń nowoczesnych
strategii wzrostu gospodarczego, rozwoju firm oraz kształtowania dobrobytu narodów.
Obecnie wszystkie przedsiębiorstwa, nawet te najmniejsze, znajdują się pod silną presją
innowacji, często jednocześnie w wielu dziedzinach. Skuteczność przedsiębiorców w tym
zakresie zależy w dużej mierze od ich kompetencji, umiejętności zarządzania oraz przyjętych
strategii [1]. Dzięki wdrażaniu innowacji technologicznych, procesowych i organizacyjnych,
możliwe jest obniżenie kosztów produkcji, podniesienie jakości produkowanych wyrobów
oraz zwiększenie wpływów z eksportu [2]. Jednocześnie w postrzeganiu innowacji i procesu
innowacyjnego odchodzimy od pojedynczego zdarzenia, na rzecz kompleksu zjawisk i zdarzeń
tworzących nowe produkty, wzorce, technologie i usługi [1].
W ostatnich latach można zauważyć znaczący wzrost poszukiwań przez przedsiębiorstwa
nowych czynników sukcesu w odniesieniu zaostrzającej się walki konkurencyjnej. Konkurencja
działająca coraz bardziej bezwzględnie oraz agresywnie spowodowała, że walka o większą
efektywność organizacji jest dziś koniecznością, a nie wyborem. W związku z wejściem Polski
do Unii Europejskiej stało się jasne, że krajowa gospodarka musi się dopasować do wymagań
rynku unijnego, gdzie jakość jest jednym z głównych kryteriów oceny produktów i usług firmy,
czynnikiem decydującym o jej sukcesie rynkowym [3]. Polskie przedsiębiorstwa w coraz
większym stopniu wykorzystują zarówno nowoczesne wyposażenie w zakresie technologii
informacyjnych, jak i specjalistyczną wiedzę, niezbędną w procesie innowacyjnym. Wydaje się
jednak, że stopień w jakim działania te wpływają na implementowanie innowacji, które stałyby
się motorem rozwoju przedsiębiorstw, a przez to stworzyłyby warunki dla zwiększenia
konkurencyjności jest niewystarczający. Pomimo, że większość polskich firm dysponuje
sprzętem komputerowym, zaś około 70% z nich posiada dostęp do Internetu, możliwości
działania w światowej sieci nie są wykorzystywane. Polscy menedżerowie w wielu przypadkach
nie wiedzą w jaki sposób efektywnie wykorzystywać możliwości jakie daje informatyzacja
i e-gospodarka. Tym samym ograniczają się do działania na dotychczasowych rynkach oferując
na nich te same, niezmienione produkty i usługi. Mówiąc krótko – nie są innowacyjni [4].
Należy również podkreślić, że technologia choć jest czynnikiem mającym znaczący
wpływ na rozwój organizacji, nie jest jednak jedyną zmienną decydującą o jej sukcesie.
Można np. mieć najbardziej zawansowane technologie, ale jeśli ludzie nie wiedzą, jak się nimi
prawidłowo posługiwać czy jak je konserwować, stają się kosztem i obciążeniem, zamiast
czystym zyskiem. Obecnie kiedy technologie są dostępne wszędzie, to przede wszystkim ludzie
i jakość ich pracy stanowią ważny czynnik decydujący o stopniu ich wykorzystania.
Aby osiągnąć trwały sukces w dziedzinie wydajności pracy, firmy muszą stosować planowane,
długoterminowe strategie [5].
I. Terminologia utrzymania EN 13306.
1.1. Utrzymanie.
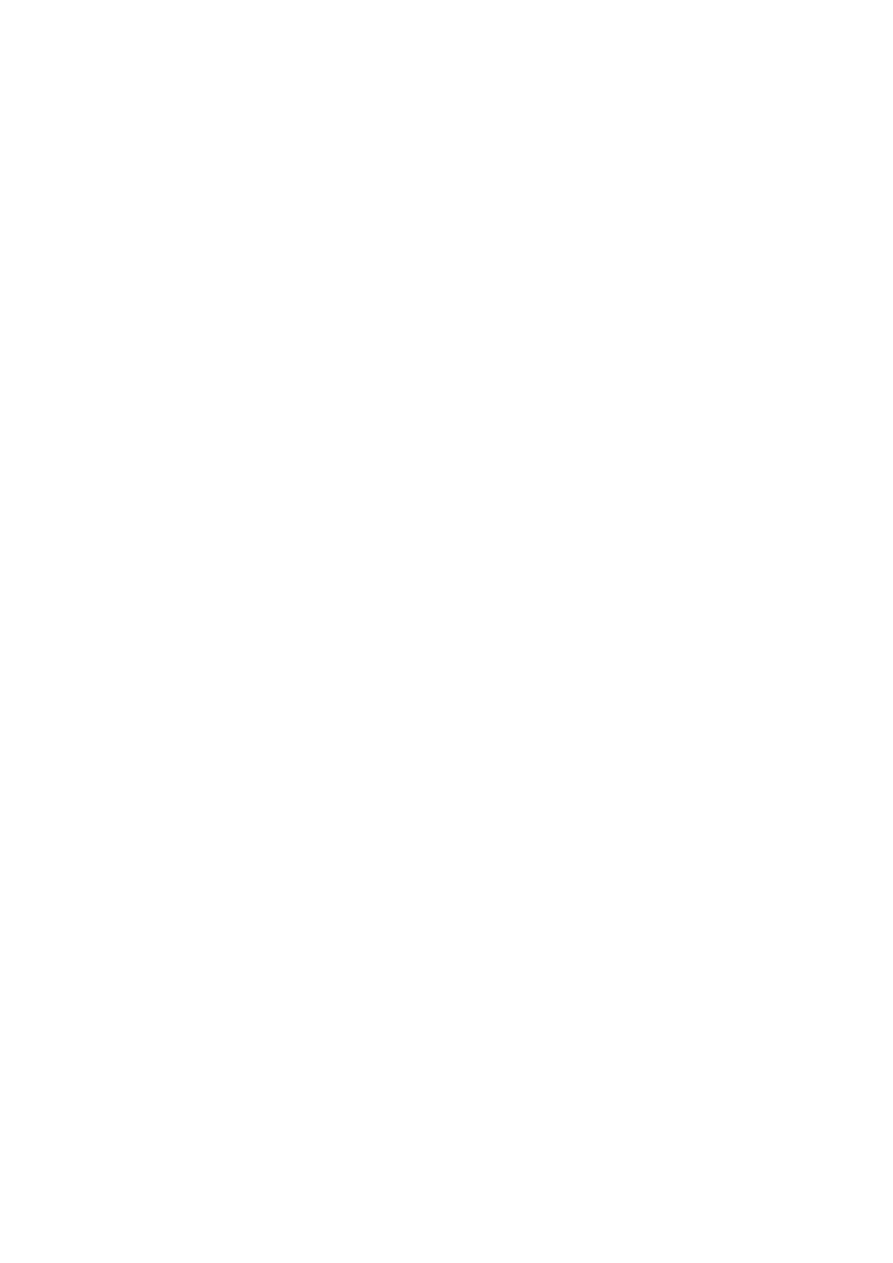
Połączenie wszystkich technicznych, organizacyjnych i zarządczych działań w czasie
cyklu życia obiektu, mających na celu zachowanie lub przywrócenie go do stanu, w którym
będzie on mógł być używany do wypełnienia wymaganej funkcji, (podział procesu utrzymania
ilustruje rysunek 1.1) [4].
Rys.1.1. Podział procesu utrzymania.
a) Utrzymanie awaryjne: Jest podejściem, które było powszechne przed II Wojną Światową.
Przejawia się w podejmowaniu napraw lub wymian obiektów, ale dopiero po wystąpieniu
ich uszkodzenia. Takie podejście może być stosowane wtedy gdy awaria obiektu nie ma dużego
wpływu na przebieg procesu produkcyjnego i powoduje niewielkie straty. W odniesieniu
do obiektów nienaprawialnych stosowanie tej zasady jest oczywiste i nie mające alternatywy.
Kierownictwo przedsiębiorstwa orientuje się tu przede wszystkim na produkt i produkcję,
uznając naprawy za działalność pomocniczą, nie dającą się zaplanować, której koszt
wyznaczany jest wskaźnikowo. Jeżeli ciągłość procesu produkcyjnego jest zagrożona, zapewnia
się odpowiednie rezerwy i łatwość ich uruchomienia.
b) Utrzymanie zapobiegawcze (1951): Jest to podejście mające na celu zmniejszenie
prawdopodobieństwa wystąpienia awarii lub zużycia funkcjonującego obiektu (wykonywane
w ustalonym czasie lub według określonych kryteriów).
- Planowane: utrzymanie zapobiegawcze, wykonywane zgodnie z zaplanowanym terminem
lub po wykonaniu określonego zakresu używania obiektu.
2

3
- Ustalone: utrzymanie zapobiegawcze, wykonywane według ustalonego czasu lub licznikowego
przebiegu pracy, lecz bez wcześniejszego badania stanu obiektu.
- Oparte na stanie technicznym: utrzymanie zapobiegawcze, wykonywane po wcześniejszym
sprawdzeniu i/lub monitorowaniu parametrów. Monitorowanie parametrów i działania może
być ciągłe lub wykonywane w określonym harmonogramem momencie.
- Prognozowane: jest przeprowadzane na podstawie analizy zmian ważnych parametrów
określających zużycie obiektu.
c) Utrzymanie korekcyjne (1957): jest wykonywane po wykryciu uszkodzenia, a jego celem
jest doprowadzenie obiektu do stanu, w którym będzie mógł realizować wymagane funkcje.
- Odłożone na później: utrzymanie korekcyjne, które nie jest wykonywane bezpośrednio
po wykryciu uszkodzenia lecz w późniejszym okresie – zgodnie z ustalonymi zasadami.
- Wymagane od zaraz: wykonywane bez opóźnienia, bezpośrednio po ujawnieniu uszkodzenia
w celu uniknięcia negatywnych skutków.
d) Utrzymanie zdalne: prowadzone bez fizycznego kontaktu personelu z obiektem.
e) Utrzymanie w pracy: wykonywane podczas pracy obiektu.
f) Utrzymanie na stanowisku pracy: wykonywane w miejscu pracy obiektu.
g) Utrzymanie operatorskie: wykonywane przez użytkownika lub operatora.
- Zarządzanie utrzymaniem:
Wszystkie czynności zarządzania, które determinują cele utrzymania takie jak: strategie
i odpowiedzialność oraz narzędzia i wdrożenia, takie jak: planowanie utrzymania, kierowanie
nim, jaki i kontrola, ulepszenie metod organizacji wraz z uwzględnieniem ekonomiki działania.
- Cele utrzymania:
Cele związane i akceptowane dla działalności utrzymania. Mogą one obejmować
przykładowo takie czynniki jak: dyspozycyjność obiektu, redukcję kosztów, jakość
wytwarzanych wyrobów, ochronę środowiska, bezpieczeństwo.
- Strategia utrzymania:
Zastosowane działania menażerskie dla osiągnięcia celu utrzymania.
- Plan utrzymania:
Uporządkowany zestaw działań, procedury środki oraz czas wymagany dla prowadzenia
czynności utrzymania.
- Wymagane funkcje:
Funkcje lub ich kombinacje wymagane dla zrealizowania utrzymania obiektu.
- Nieuszkadzalność: Zbiorcze określenie, które jest stosowane do opisu dyspozycyjności obiektu
oraz czynników na to wpływających, a więc takich jak: niezawodność, łatwość utrzymania
oraz zdolność wsparcia. Jest określeniem używanym jedynie dla ogólnego opisania cech obiektu.
Nie jest miernikiem ekonomicznym.

4
- Zdolność wsparcia: możliwość, aby organizacja utrzymania miała rzeczywiste wsparcie
w potrzebnym miejscu do zrealizowania wymaganych celów utrzymania w określonym czasie
lub danym okresie czasu.
1.2. Określenia związane z obiektem.
a) Obiekt
Jakakolwiek część, element, urządzenie, jednostka funkcjonalna, wyposażenie,
podsystem lub system, które mogą być rozpatrywane indywidualnie.
b) Obiekt naprawialny.
Obiekt, który może być po awarii odnowiony w danych warunkach do stanu,
w którym będzie mógł wykonywać wymaganą funkcję. Dane warunki mogą być rozumiane
jako ekonomiczne, ekologiczne, techniczne i inne.
c) Obiekt naprawiony.
Obiekt naprawialny, który został naprawiony po awarii.
c) Obiekty zużywalne.
Przedmiot lub materiał nie będący samoistnym obiektem, który może być użyty tylko raz.
d) Części zapasowe.
Obiekt mogący zastąpić odpowiedni obiekt w celu odnowienia wymaganej funkcji
naprawianego obiektu. Nowe obiekty mogą być naprawialne. Obiekty, które są określone
jako wymienialne dla określonych obiektów są zwykle nazywane częściami wymiennymi.
e) Poziom podziału.
Poziom podziału obiektu na zespoły z punktu widzenia czynności utrzymania.
Przykładami podziału może być podział na zespoły, podzespoły lub części. Stopień podziału
zależy od sposobu rozwiązań konstrukcyjnych, dostępu do podzespołu, poziomu sprawności
personelu, wyposażenia w przyrządy testujące, względów bezpieczeństwa.
1.3. Właściwości obiektów.
a) Dyspozycyjność.
Zdolność obiektu do bycia w stanie zdolnym do wykonania wymaganych funkcji
w określonych warunkach, określonej chwili lub określonym przedziale czasu przy założeniu,
że zewnętrzne warunki są zapewnione. Ta zdolność jest zależna od kombinacji takich aspektów
jak: niezawodność, łatwość utrzymania obiektu oraz zdolność wsparcia przez organizację
utrzymania, (wymagane zewnętrzne zasoby inne niż materiały potrzebne do wykonania
czynności utrzymania nie mają wpływu na dyspozycyjność obiektu).
b) Niezawodność.
Zdolność obiektu do wypełnienia wymaganej funkcji w określonych warunkach
przez określony czas. Termin niezawodność jest także używany jako miara niezawodności
i może być również definiowana jako prawdopodobieństwo.

5
c) Łatwość utrzymania.
Zdolność obiektu do bycia w stanie utrzymania w zdolności użytkowej w określonych
warunkach lub naprawionym do stanu, w którym może wykonywać funkcje, kiedy utrzymanie
jest realizowane w danych warunkach z użyciem ustalonych procedur oraz materiałów.
Termin łatwość utrzymania jest także używany jako miara realizacji utrzymania.
d) Dostosowanie.
Spełnianie przez obiekt, proces lub serwis określonej specyfikacji.
e) Trwałość.
Zdolność obiektu do realizowania wymaganej funkcji w określonych warunkach użycia
i utrzymania do stanu granicznego. Stan graniczny obiektu może być charakteryzowany przez
koniec użytkowania ze względu na ekonomiczne lub techniczne czynniki, lub inne stosowne
przyczyny.
f) Redundancja.
W obiekcje istnieje więcej niż jeden środek dający możliwość bezzwłocznej realizacji
wymaganej funkcji.
g) Redundancja działania.
Redundancja działania występuje wtedy, gdy wszystkie ośrodki realizacji wymaganej
funkcji mają tendencję do równoczesnego działania.
h) Redundancja stanu oczekiwania.
Występuje wtedy, kiedy jedna część ważna do realizacji wymaganej funkcji jest gotowa
do działania, podczas gdy współdziałająca część nie działa taka jak powinna. Redundancja stanu
oczekiwania jest określenia często jako redundancja pasywna.
i) Żywotność.
Przedział czasu, w określonych warunkach zaczynający się od chwili włączenie obiektu
do użytkowania do chwili, kiedy zakres uszkodzeń staje się nieakceptowany albo wtedy,
gdy stwierdza się nienaprawialność obiektu z powodu rodzaju uszkodzenia lub innych
czynników z tym związanych.
j) Częstość awarii.
Jest to wynik podzielenia ilości awarii w określonym czasie przez ten czas, (w niektórych
przypadkach jednostka czasu może być zamieniona na jednostkę użytku).
1.4. Awarie i zdarzenia.
a) Awaria.
Jest przyczyną utraty zdolności obiektu do realizacji wymaganej funkcji. Po awarii obiekt
posiada uszkodzenie, które może być częściowe lub kompletne. Awaria jest zdarzeniem
w odróżnieniu od uszkodzenia, które jest stanem.

6
b) Przyczyna awarii.
Powód wiodący do awarii. Awaria może być rezultatem jednego lub kilku czynników
takich jak: wada konstrukcyjna, błąd wykonawczy lub montażowy, nieprawidłowe używanie,
nieprawidłowości zależne od utrzymania.
c) Awaria na skutek zużycia.
Awarie, które prawdopodobnie narastają wraz z czasem działania lub ilością wykonanych
operacji przez obiekt związany z tym działaniem. Zużycie jest zjawiskiem fizycznym w wyniku,
którego następuje utrata lub deformacja materiału.
d) Awaria starzeniowa.
Awarie, które narastają prawdopodobnie z wielkością upływu czasu. Czas ten nie zależy
od czasu działania obiektu. Starzenie jest zjawiskiem fizycznym, na które wpływa upływ czasu
powodujący zmiany fizyczne i/lub chemiczne w charakterystyce materiału.
e) Degradacja.
Wieloczynnikowy proces jednego lub kilku charakterystyk obiektu w czasie użytkowania
lub innych zewnętrznych przyczyn. Degradacja może prowadzić do awarii. Degradacja
jest często określana jako zużycie.
f) Awaria pospolita.
Awaria różnych elementów, jako rezultat tych samych przyczyn, podczas gdy awarie
te nie zależą od siebie.
g) Awaria pierwotna.
Awaria obiektu, która nie zależy bezpośrednio lub pośrednio od innych awarii
lub uszkodzeń innych obiektów.
h) Awaria wtórna.
Awaria obiektu zależna pośrednio lub bezpośrednio od innych awarii lub uszkodzeń
innych obiektów.
i) Awaria nagła.
Awaria, której nie można przewidzieć przez wcześniejsze sprawdzenie jak również
monitorowanie.
j) Mechanizm awarii.
Fizyczne, chemiczne lub inne procesy, które prowadzą do powstania awarii.
1.5. Uszkodzenia i stany.
a) Uszkodzenie.
Stan, w którym obiekt charakteryzuje się niemożliwością realizowania wymaganych
funkcji z wyłączeniem braku zdolności w czasie utrzymania zapobiegawczego lub innych
planowych działań, lub z powodu braku zewnętrznych zasobów materiałowych.

7
b) Uszkodzenie zamaskowane.
Warunki, w których istnieje uszkodzenie obiektu jednak nie może być ujawnione
ze względu na inne uszkodzenia obiektu lub inne uszkodzenie w tym podzespole bądź innym.
c) Uszkodzenie ukryte.
Istnieje uszkodzenie, które nie zostało dotąd ujawnione.
d) Uszkodzenie częściowe.
Uszkodzenie, które charakteryzujące się tym, że obiekt może wykonywać niektóre
funkcje, jednak nie wszystkie wymagane. W niektórych przypadkach możliwe jest używanie
obiektu w ograniczonym zakresie.
e) Przywracanie zdolności.
Ustalone metody przy pomocy, których obiekt niezdolny jest doprowadzony
do spełnienia wymaganych funkcji.
f) Stan aktualny.
Charakterystyka obiektu w określonym punkcie czasu.
g) Stan zdolności.
Stan, w którym obiekt charakteryzuje się tym, że może realizować wymaganą funkcję
przy założeniu, ze konieczne środki zewnętrzne są zapewnione.
h) Stan zużycia.
Stan obiektu, w którym może on realizować wymaganą funkcję na akceptowalnym
poziomie ale jest on niższy od określonego w charakterystyce lub może realizować
tylko niektóre z wymaganych funkcji.
i) Stan braku zdolności.
Stan obiektu charakteryzujący się uszkodzeniem bądź brakiem możliwej zdolności
do realizacji wymaganej funkcji podczas wykonywania utrzymania zapobiegawczego.
Stan ten jest w opozycji do stanu zdolności, (często określany jako stan niezdolności
wewnętrznej).
j) Stan niezdolności.
Stan obiektu charakteryzujący się tym, że nie ma on zdolności do realizacji wymaganej
funkcji z dowolnego powodu.
k) Stan niezdolności z powodów zewnętrznych.
Jest częścią stanu przestoju, kiedy obiekt jest w stanie zdolności, lecz brakuje
wymaganych środków zewnętrznych albo przestój wynika z tego, że jest planowane inne
działanie niż utrzymanie.
l) Stan zdolności użytkowej.
To stan, w którym obiekt wykonuje wymaganą funkcje.

8
m) Stan bezczynności.
Stan braku działania w czasie zdolności, gdy to działanie nie jest potrzebne.
Stan bezczynności nie powinien być utożsamiany z biegiem jałowym, który oznacza ruch
obiektu bez obciążenia lub wymaganej wydajności.
n) Stan oczekiwania.
Określony czas braku działania w stanie zdolności obiektu.
o) Stan niepewności.
Niepewny stan obiektu z powodu braku stanu zdolności personelu, określonych braków
materiałów lub nieakceptowanych przyczyn.
p) Stan wyłączenia.
Wyłączenie przewidziane w planie ze względu na czynności utrzymania lub inne
przyczyny. Stan też może być określony jako wyłączenie planowe.
1.6. Czynności utrzymania.
a) Inspekcje.
Sprawdzenie obiektu w celu stwierdzenia przez pomiar, obserwacje, testowanie
lub pomiar przyrządem istniejących charakterystyk, (inspekcja może być wykonywana przed,
w czasie lub po wykonaniu innej czynności utrzymania).
b) Monitorowanie.
Czynności wykonywane ręcznie lub automatycznie, których celem jest obserwacja
aktualnego stanu obiektu. Monitorowanie różni się od inspekcji tym, że obserwuje się zmiany
parametrów w czasie, (może być ciągłe, w określonych okresach czasu lub po określonych
ilościach operacji). Zwykle jest realizowane w stanie funkcjonowania obiektu.
c) Testowanie.
Celem testowania ponaprawczego jest stwierdzenie czy odpowiednie cechy obiektu
są zgodne z ustalonymi w specyfikacji.
d) Sprawdzanie funkcjonowania.
Czynności mające na celu sprawdzenie czy obiekt po wykonaniu czynności utrzymania
jest zdolny do realizacji wymaganych funkcji. Sprawdzanie funkcji jest zwykle realizowane
w stanie przestoju obiektu.
e) Utrzymanie rutynowe.
Stałe lub powtarzalne podstawowe czynności utrzymania, które zwykle nie wymagają
specjalnych kwalifikacji, automatyzacji lub przyrządów, (np. czyszczenie, dociąganie połączeń,
sprawdzanie poziomu płynów, oleju, itp.).
f) Przegląd.
Obszerny zakres sprawdzeń oraz czynności utrzymania na odpowiednim poziomie
dla zapewnienia dyspozycyjności i bezpieczeństwa obiektu.

9
g) Odnowa.
Czynności polegające na demontażu obiektu i naprawie lub wymianie części,
które są bliskie zużycia i/lub tych, które muszą być normalnie wymienione. Odnowa różni się
od przeglądu tym, że wykonywane czynności mogą zawierać modyfikacje, a także ulepszenia.
Obiektywnie odnowa prowadzi do tego, że obiekt może mieć większą żywotność od stanu
oryginalnego.
h) Naprawa.
Działania fizyczne mające na celu przywrócenie wymaganej funkcji uszkodzonemu
obiektowi.
i) Naprawa doraźna.
Działania fizyczne mające na celu umożliwienie uszkodzonemu obiektowi realizacje
wymaganej funkcji przez ograniczony czas do momentu aż będzie możliwy remont.
j) Diagnozowanie uszkodzeń.
Działania mające na celu rozpoznawanie uszkodzenia, jego lokalizację oraz ustalenie
przyczyn, (diagnozowanie uszkodzeń jest czasem nazywane jako rozwiązywanie problemów).
k) Ulepszenie.
Zestaw wszystkich technologicznych, administracyjnych i zarządczych działań mających
na celu zmianę funkcji obiektu. Modyfikacja nie oznacza zamiany obiektu odpowiednim innym.
Nie jest również czynnością utrzymania ale mamy tu do czynienia ze zmianą funkcji obiektu
na inną. Zmiana ta może mieć wpływ na nieuszkadzalność obiektu lub możliwość działania
lub obie te możliwości. Modyfikacja może być realizowana poprzez organizację utrzymania.
1.7. Wyrażenia określające czas.
a) Czas zdolności.
Czas, w którym obiekt jest w stanie zdolności.
b) Czas niezdolności.
Czas, w którym obiekt jest w stanie niezdolności.
c) Czas operowania.
Czas, w którym obiekt realizuje jego właściwe funkcje.
d) Czas wymagany.
Czas wymagany przez użytkownika, aby obiekt był w stanie na realizację wymaganej
funkcji.
e) Czas oczekiwania.
Czas, w którym obiekt znajduje się w stanie oczekiwania.
f) Czas jałowy.
Czas, w którym obiekt jest w stanie biegu jałowego.

10
g) Czas utrzymania.
Czas, w którym wykonywane jest utrzymanie obiektu, (ręczne lub automatyczne),
włączając w to opóźnienie techniczne i logistyczne. Utrzymanie może być wykonywane
w czasie, gdy obiekt wykonuje swoje funkcje.
h) Czas utrzymania zapobiegawczego.
Część czasu utrzymania, podczas którego jest wykonywane utrzymanie zapobiegawcze
włączając w to opóźnienie techniczne i logistyczne odnoszące się do tego utrzymania.
i) Czas utrzymania korekcyjnego.
Część czasu utrzymania, podczas którego wykonywane jest utrzymanie korekcyjne
włączając w to opóźnienie techniczne i logistyczne odnoszące się do utrzymania korekcyjnego.
j) Czas aktywnego utrzymania.
Część czasu utrzymania, w którym realizowane są przy obiekcie czynności utrzymania,
ręczne bądź automatyczne włączając w to opóźnienie techniczne i logistyczne. Czynności
utrzymania mogą być realizowane w czasie wykonywania przez obiekt wymaganej funkcji.
k) Czas naprawy.
Część czasu utrzymania korekcyjnego, w którym jest realizowana naprawa obiektu.
l) Opóźnienie logistyczne.
Suma czasu, w którym utrzymanie nie może być wykonane ze względu na konieczność
zgromadzenia zasobów niezbędnych dla realizacji utrzymania z wyłączeniem opóźnień
biurowych. Opóźnieniem logistycznym może być np. potrzeba wyjazdu po nieprzewidziane
wyposażenie, oczekiwanie na dostawę części wymiennych, specjalistów, wyposażenia
testującego i informacji jak i niewłaściwych warunków otoczenia.
m) Czas przedawaryiny.
Czas
działania obiektu od chwili pierwszego włączenia do użytku aż do chwili
uszkodzenia albo od chwili awarii do następnego uszkodzenia.
n) Czas międzyawaryjny.
Czas
pomiędzy dwoma osobnymi awariami tego samego obiektu.
o) Czas działania międzyawaryjnego.
Całkowity czas działania pomiędzy dwoma osobnymi awariami tego samego obiektu.
p) Czas awarii starzeniowych.
Końcowy okres funkcjonowania obiektu w czasie, którego ilość awarii tego obiektu
jest znacznie wyższa niż w początkowym okresie.
r) Częstotliwość awarii.
Stały okres czasu działania obiektu, po którym występują awarie.

11
s) Cykl życia.
Okres czasu, który zaczyna się zainicjowaniem użytkowania i kończy się decyzją
likwidacji obiektu.
t) Czas niezdolności ze względów zewnętrznych.
Czas, w którym obiekt jest niezdolny z powodów zewnętrznych.
1.8. Wspomaganie utrzymania i narzędzia.
a) Wspomaganie utrzymania.
Wyposażenie serwisowe i zarządzanie niezbędne do realizacji utrzymania. Wspomaganie
może zawierać przykładowo personel, wyposażenie kontrolne, pomieszczenia, części zapasowe,
dokumentacje, narzędzia itp.
b) Linia utrzymania.
Sytuacja w organizacji gdzie specyficzny rodzaj utrzymania jest realizowany na obiekcie.
Przykładem linii utrzymania jest teren, warsztat naprawczy, producent. Linia utrzymania jest
charakteryzowana przez wykwalifikowany personel, wyposażenie, lokalizację itp. Poziom
utrzymania jest charakteryzowany kompletnością zadań utrzymania.
c) Analiza awarii.
Logiczna, systematyczna ocena uszkodzonego obiektu prowadzona w celu
zidentyfikowania i analizy prawdopodobieństwa przyczyn i konsekwencji awarii.
d) Analiza uszkodzeń.
Logiczna, systematyczna ocena obiektu prowadzona w celu zidentyfikowania i analizy
prawdopodobieństwa uszkodzeń i przyczyn ich powstawania.
e) Dokumentacja utrzymania.
Informacje pisemne lub elektroniczne potrzebne dla pełnego opisu utrzymania.
Informacje te mogą być zawarte w dokumentach dotyczących techniki zarządzania organizacji
i innych.
f) Rejestr utrzymania.
Część dokumentacji utrzymania zawierająca wszystkie awarie, uszkodzenia i informacje
utrzymania odnoszące się do obiektu. Zapis ten może także zawierać koszt utrzymania,
dyspozycyjności obiektu, czas zdolności i wszelkie inne informacje z tym związane.
g) Serwis po sprzedażowy.
Wszystkie serwisy oferowane przez sprzedawców lub producentów po sprzedaży.
1.9. Wskaźniki ekonomiczne i techniczne.
a) Cykl życia obiektu.
Wszystkie koszty związane z całym cyklem życia obiektu. Dla użytkownika lub innego
posiadacza, całkowity koszt cyklu życia obiektu może zawierać koszty złożone z kosztów
nabycia, pracy, utrzymania i wycofania z użycia.
b) Efektywność utrzymania.
Relacja pomiędzy celem czynności utrzymania, a osiągniętym rezultatem.
c) Efektywność wsparcia utrzymania,
Relacje pomiędzy planowanym lub oczekiwanym zapotrzebowaniem na zasoby
dla wypełnienia wymagań utrzymania, a rzeczywiście zużytymi zasobami.
d) Średni czas operowania między awaryjnego.
Matematyczna interpretacja czasu operowania między awaryjnego.
e) Średni czas pomiędzy awariami.
Matematyczna interpretacja czasu operowania między awaryjnego.
f) Średni czas naprawy.
Średnia suma czasu naprawy obliczona matematycznie [6], [7], [8], [9].
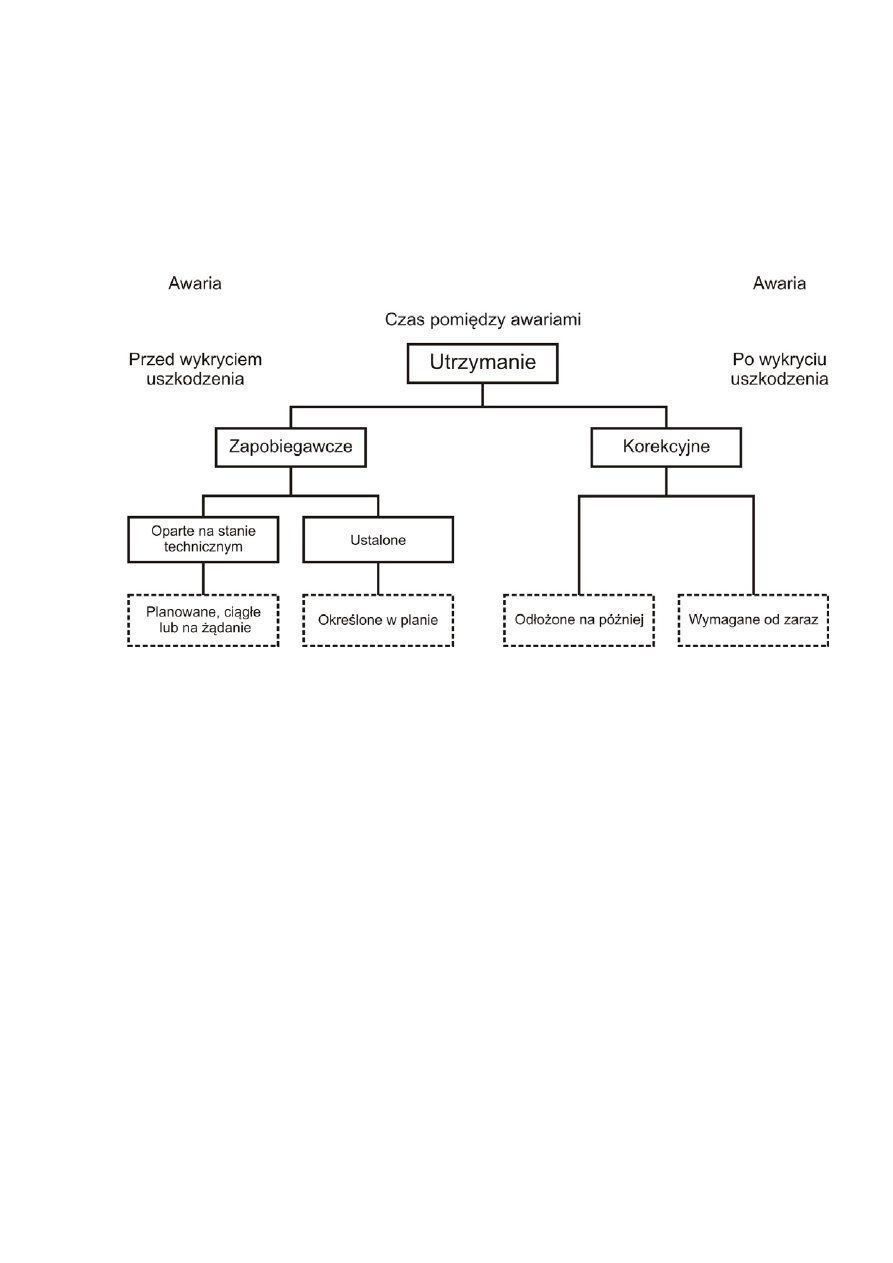
Rys. 1.8.1. Relacje pomiędzy odstępami czasu [6].
DT – Czas braku zdolności
UT – Czas zdolności
OTBF – Czas operowania pomiędzy awariami
SBT – Czas oczekiwania
CMT – Czas utrzymania korekcyjnego
IT – Czas jałowy
PMT – Czas utrzymania zapobiegawczego
RqT – Czas wymagany
EDT – Czas bezczynności z przyczyn zewnętrznych
NRqT – Czas niepotrzebny
12
II. Kompleksowe Produktywne Utrzymanie Zakładów Przemysłowych - TPM.
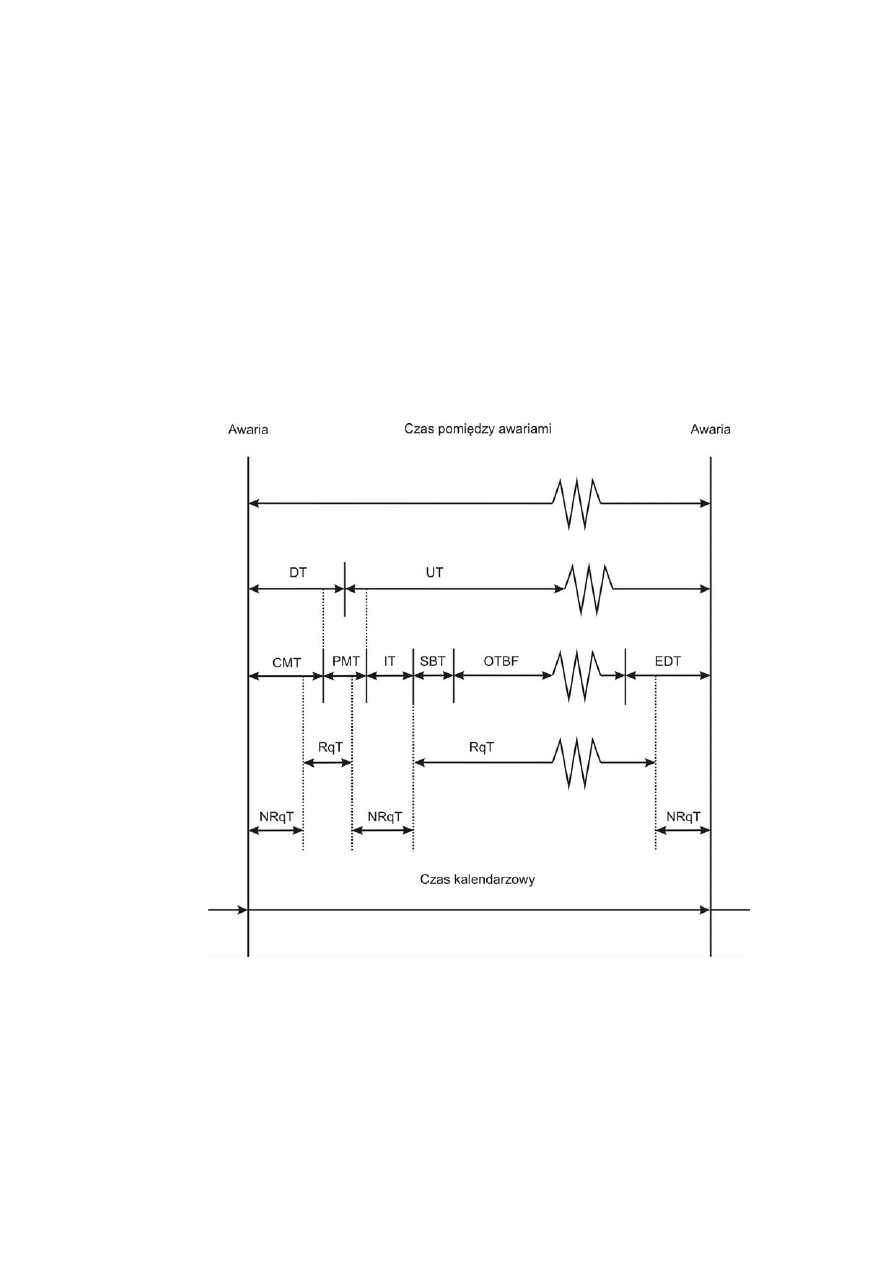
TPM – jest podejściem ukierunkowanym na zapewnienie możliwie wysokiej całkowitej
produktywności przedsiębiorstwa, przede wszystkim dzięki dbałości załogi o wykorzystanie
czasu zaangażowania maszyn [7]. Koncepcja ta po raz pierwszy została zdefiniowana w Japonii
w latach siedemdziesiątych przez Japoński Instytut Utrzymania Zakładów Przemysłowych
i opiera się na ośmiu filarach, zostało to przedstawione na rysunku 2.1.
Rys. 2.1. Osiem filarów TPM [10].
Podejście TPM skupia się na:
- aktywnej roli pracowników i ich pracy zespołowej,
- nieustających innowacjach i usprawnieniach,
- kreowaniu satysfakcji klientów i rywalizacji o rynek,
- dążeniu do osiągów wyznaczonych jako tzw. klasa światowa,
- współzawodnictwie w obniżaniu kosztów,
- promowaniu pomyślności w kategoriach zwycięstwa,
- “odchudzaniu produkcji”,
- punktualności dostaw, (akurat na czas) [10].
Głównym celem TPM jest osiągniecie poziomu trzech zer:
- zero awarii, zero braków, zero wypadków przy pracy
13

14
2.1. Koncepcja ciągłego doskonalenia – Kaizen, (5S).
Największym plusem tej koncepcji jest to, że daje ona możliwość rozwoju wiedzy
i umiejętności pracowników, narzucając im konieczność realizacji procesów organizacyjnego
uczenia się. Prowadzi to do nauki w miejscu pracy, a jednocześnie czyni kazein metodą
wspomagającą zarządzanie wiedzą i kompetencjami organizacji [11]. Fundamentem TPM
jest 5S, bez wdrożonego stabilnego 5S elementy TPM nie będą miały solidnej podstawy
i nie osiągną zamierzonych efektów. Praktyki 5S to koncepcja utrzymania ładu i porządku
na stanowisku pracy. Jest to skrót od pięciu słów: selekcja, systematyka, sprzątanie,
standaryzacja, samodoskonalenie, [12].
Selekcja, (seiri) – pozbywanie się rzeczy niepotrzebnych z miejsca pracy:
- zmniejszenie zapasów
- lepsze wykorzystanie powierzchni roboczej
- zapobieganie zagubieniu przedmiotów
- stworzenie miejsc pracy wolnych od brudu i pyłu
Cel: Redukcja kosztów i ułatwienie pracy.
Systematyka, (seiton) – uporządkowanie wszystkiego w miejscu pracy:
- poprawa bezpieczeństwa pracy
- skrócenie czasu poszukiwania potrzebnych rzeczy
Cel: Poprawa jakości.
Sprzątanie, (seiso) – czyszczenie wszystkiego w miejscu pracy:
- utrzymanie i poprawa sprawności maszyn i urządzeń
- utrzymanie stanowiska czystego i łatwego do sprawdzania
Cel: Zmniejszenie kłopotu z maszynami oraz urządzeniami.
Standaryzacja, (seiketsu) – utrzymanie porządku i schludnych warunków w miejscu
pracy oraz schludności pracowników:
- poprawa warunków środowiska pracy
- eliminacja przyczyn wypadków
Cel:
Wyższy poziom bezpieczeństwa i higieny pracy, redukcja zanieczyszczeń, poprawa
samopoczucia pracowników.
Samodyscyplina, (shitsuke) – dyscyplina w pracy:
- zmniejszenie ilości pomyłek wynikających z nieuwagi
- postępowanie zgodnie z decyzjami
- poprawa stosunków międzyludzkich
Cel: polepszenie morale [11].
Elementami,
które
stanowią kwintesencję TPM są filary czyli elementy, które stanowią
podporę dla prawidłowej działalności firmy [13].

15
2.2. Filar I – Indywidualne utrzymanie, (Jishu Hozen):
Jest
koncepcją przejęcia większej odpowiedzialności i troski o maszynę przez operatora,
(skupienie się działu utrzymania na planowych naprawach i zapobieganiu awarii). Istotą
indywidualnego utrzymania jest przełamanie stereotypu „ja produkuję – ty naprawiasz” poprzez
włączenie operatorów w proces utrzymanie zapobiegawczego i odciążenie działu utrzymania
od wykonywania tych prostych czynności, które po krótkim przeszkoleniu mogliby wykonywać
operatorzy. Operator pracujący na co dzień przy maszynie posiada olbrzymi zasób wiedzy
dotyczącej jej funkcjonowania, najczęstszych uszkodzeń, niedoskonałości itp. Jego wiedzę
można porównać z wiedzą kierowcy − użytkownika samochodu, który zna swój pojazd i potrafi
wyczuć najdrobniejszą nawet nieprawidłowość. Operator może nie znać powodów wystąpienia
problemów ani konstrukcji problematycznych mechanizmów, ale tak jak kierowca jest w stanie
wskazać, gdzie i w jakich okolicznościach one występują. Ten element TPM działa w oparciu
o tę wiedzę i formalizuje proces wdrażania usprawnień wynikających z pomysłów operatorów.
Cel: redukcja czasu przebiegu procesów o 50%, redukcja poboru oleju o 50%.
Siedem kroków indywidualnego utrzymania to nie tylko fizyczne działania, ale również
proces zmiany mentalności operatorów maszyn, (po każdym kroku musi być przeprowadzona
ocena rezultatów pracy zespołów i procesów wypracowania ulepszeń).
a) Faza 1 – początkowe czyszczenie maszyn.
Cel: gruntowne wyczyszczenie maszyn wewnątrz i na zewnątrz. Powinny one zostać
rozmontowane do takiego stopnia, aby możliwe było dotarcie do wszystkich elementów.
Inspekcja maszyny, będąca wynikiem gruntownego czyszczenia, umożliwia usunięcie
drobnych uszkodzeń, (pęknięte szkiełko wskaźnika, lekko przetarta izolacja kabla, poluzowana
śruba mocująca itp.), a w rezultacie − przywrócenie jej do stanu pierwotnego.
c) Faza 2 - usuwanie źródeł zanieczyszczeń i miejsc trudno dostępnych.
Cel: wykrycie i usunięcie lub zredukowanie źródeł zanieczyszczeń i miejsc trudno
dostępnych, które utrudniają szybkie wyczyszczenie maszyny i dostęp do krytycznych obszarów.
d) Faza 3 - standardy czyszczenia, smarowania i dokręcania luzów.
Cel: wprowadzenie wizualnych standardów czyszczenia, smarowania i dokręcania luzów,
(przykładem może być kodowanie kolorami rodzajów smarów i olejów). W ten sposób nawet
osoba nie posiadająca wiedzy technicznej jest w stanie w odpowiednim czasie prawidłowo
uzupełnić olej.
e) Faza 4 - ogólny przegląd maszyny.
W tej fazie operatorzy poznają sposób wykonywania inspekcji podstawowych
mechanizmów maszyny. Rezultatem tych działań jest ustanowienie wstępnego harmonogramu
przeglądu maszyny oraz czasów potrzebnych do jego wykonania. W ten sposób można również
doprowadzić elementy maszyny do stanu idealnego, ponieważ będą one odpowiednio

16
często sprawdzane. Niejednokrotnie w tej fazie odkrywa się nowe, trudno dostępne miejsca
i modyfikuje się je, aby ułatwić inspekcję.
f) Faza 5 – samoinspekcja.
Celem samoinspekcji jest wykonanie jej w jak najkrótszym czasie. Idealnie maszyna
powinna być tak skonfigurowana, aby z jednego miejsca można było ocenić wszystkie
wskaźniki.
g) Faza 6 – standaryzacja.
W tej fazie zostają połączone standardy czyszczenia i smarowania opracowane w fazie 3.
oraz standardy inspekcji maszyny opracowane w fazie 4. w jeden ogólny standard inspekcji
sprzętu. Dzięki czemu operatorzy będą teraz zdolni nie tylko utrzymać maszynę w dobrym
stanie, ale także samodzielnie sprawdzić działanie jej podstawowych mechanizmów.
f) Faza 7 – indywidualne zarządzanie [14].
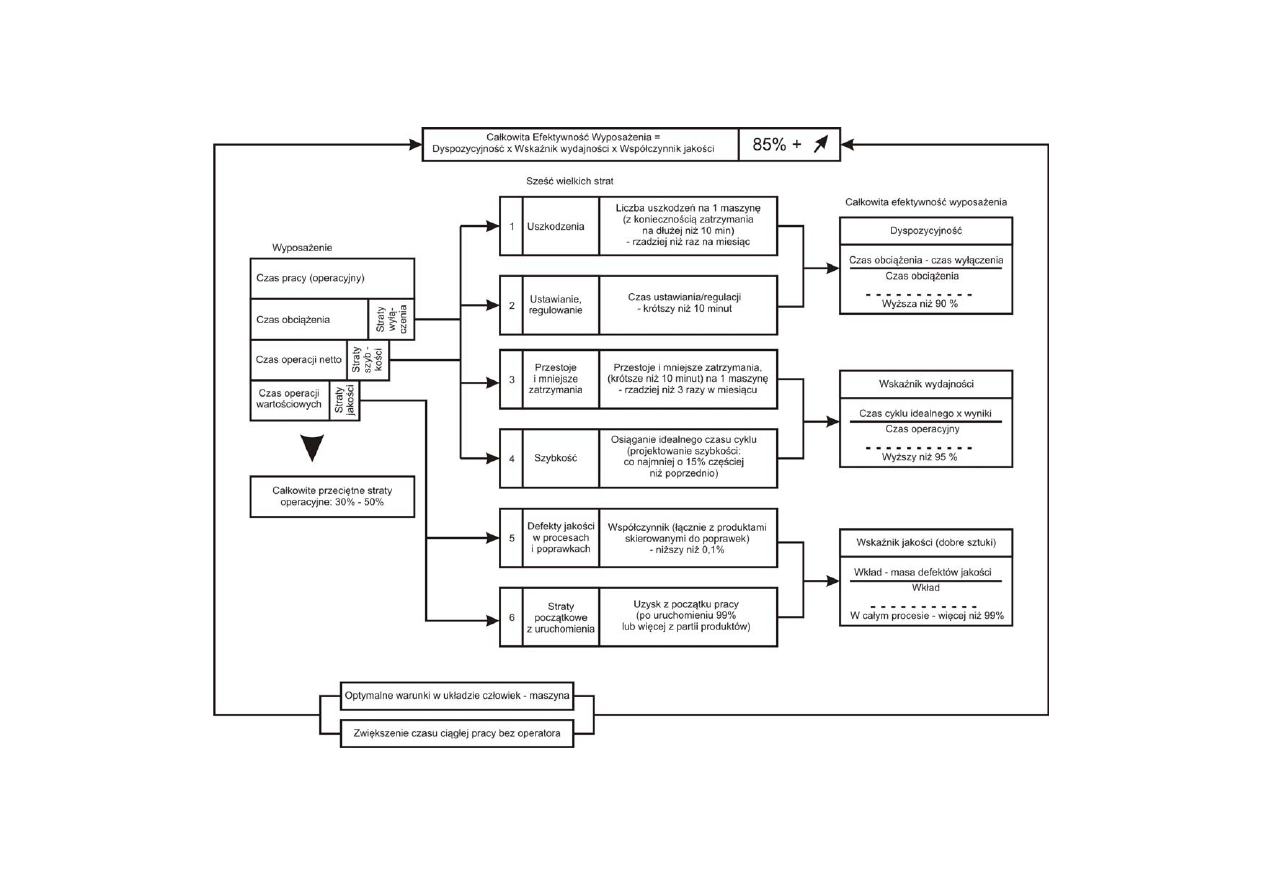
W
każdym przedsiębiorstwie wiele maszyn na pewno mogłoby funkcjonować wydajniej.
Z obserwacji wynika, że większość urządzeń produkuje zaledwie połowę tego, co mogłoby
produkować, a całkowite wykorzystanie zasobów kształtuje się na poziomie 30 – 50%.
W TPM podaje się całkowitą efektywność wyposażenia OEE (Overall Equipment Efficiency).
Fokus jest tutaj przesunięty z maszyny na proces – to znaczy, co dane urządzenie produkuje,
w porównaniu z tym, co powinno produkować. Jest to miara wartości dodanej generowanej
przez urządzenie. Wartość OEE = 100% oznacza, że urządzenie zawsze, pracuje we właściwym
tempie, oraz nigdy nie produkuje wadliwych wyrobów. Projekt wprowadzenia TPM
w przedsiębiorstwie uważa się za udany, gdy uda się osiągnąć OEE = 85%. Oznacza
to dostępność czasową wyższą niż 90%, efektywność operacyjną nie mniejszą niż 95%
oraz wskaźnik jakości na poziomie 99% [9].
2.3. Filar II – Kobetsu Kazein.
Kaizen jest jednym z najpowszechniej używanych słów w Japonii. Oznacza poprawę
i ciągłe doskonalenie sposobu życia. Kaizen to również sposób na usprawnianie organizacji.
Specyficzny dla kaizen sposób postępowania to wzrost poprzez optymalizację istniejących
zasobów, małe kroki i ciągły proces rozwoju. Przeciwnie do lansowanego w większości krajów
zachodnioeuropejskich sposobu postępowania, gdzie rozwój następuje poprzez zwiększanie
zasobów, duże kroki i wysokie inwestycje. Kaizen jest w Japonii sprawą każdego.
Koncepcja Kaizen jest decydująca w zrozumieniu różnicy między zarządzaniem japońskim,
a zachodnioeuropejskim [3].
Cel: Zero strat = redukcja kosztów.
- Oszacowanie 16 strat
- Wdrożenie i udoskonalenie OEE
- Wdrożenie narzędzi rozwiązywania problemów: 5W+1H, 5 Whys, Dg. Ishikawy, An. Pareto.
Straty,
które
są główną przyczyną krótkich przestojów i odpowiadają za obniżenie
wydajności, sięgające 20 – 30%. Praca z tym typem błędów wymaga zdefiniowania stanu
normalnego dla urządzenia (tzn. stanu, dla którego zostało zaprojektowane) w celu ustalenia,
co jest zachowaniem normalnym, a co uszkodzeniem, które trzeba naprawić, (cele usprawnień
dla redukcji strat chronicznych zostały przedstawione na rysunku 2.3.2) [9].
- Chroniczne:
Nagłe i dość znaczne odchylenia od stanu normalnego, a ich przyczyną jest na ogół
jeden, łatwy do ustalenia czynnik.
- Sporadyczne:
Straty występujące w maszynach i urządzeniach dzieli się zwykle na dwa rodzaje:
Menedżerowie wiedzą, że aby wprowadzić swoje firmy do klasy światowej, powinni
opanować sztukę modelowania i doskonalenia procesów. Proces ciągłego doskonalenia metodą
małych kroków prowadzi bardzo szybko do pozytywnych efektów. Skutkami procesów
doskonalenia będzie wzrost efektywności pracowników, maszyn i urządzeń oraz: optymalizacja
przepływu materiałów, skrócenie czasów wytwarzania, minimalizacja zapasów, większe
zadowolenie pracowników, a w konsekwencji poprawa kultury przedsiębiorstwa. Podstawą
sukcesu jest ustalenie jednoznacznych celów dla firmy oraz jasnej koncepcji działania.
Aby to osiągnąć potrzeba kompetentnych menedżerów, którzy te procesy rozwiną, a potem będą
wspierać ich wprowadzenie [16].
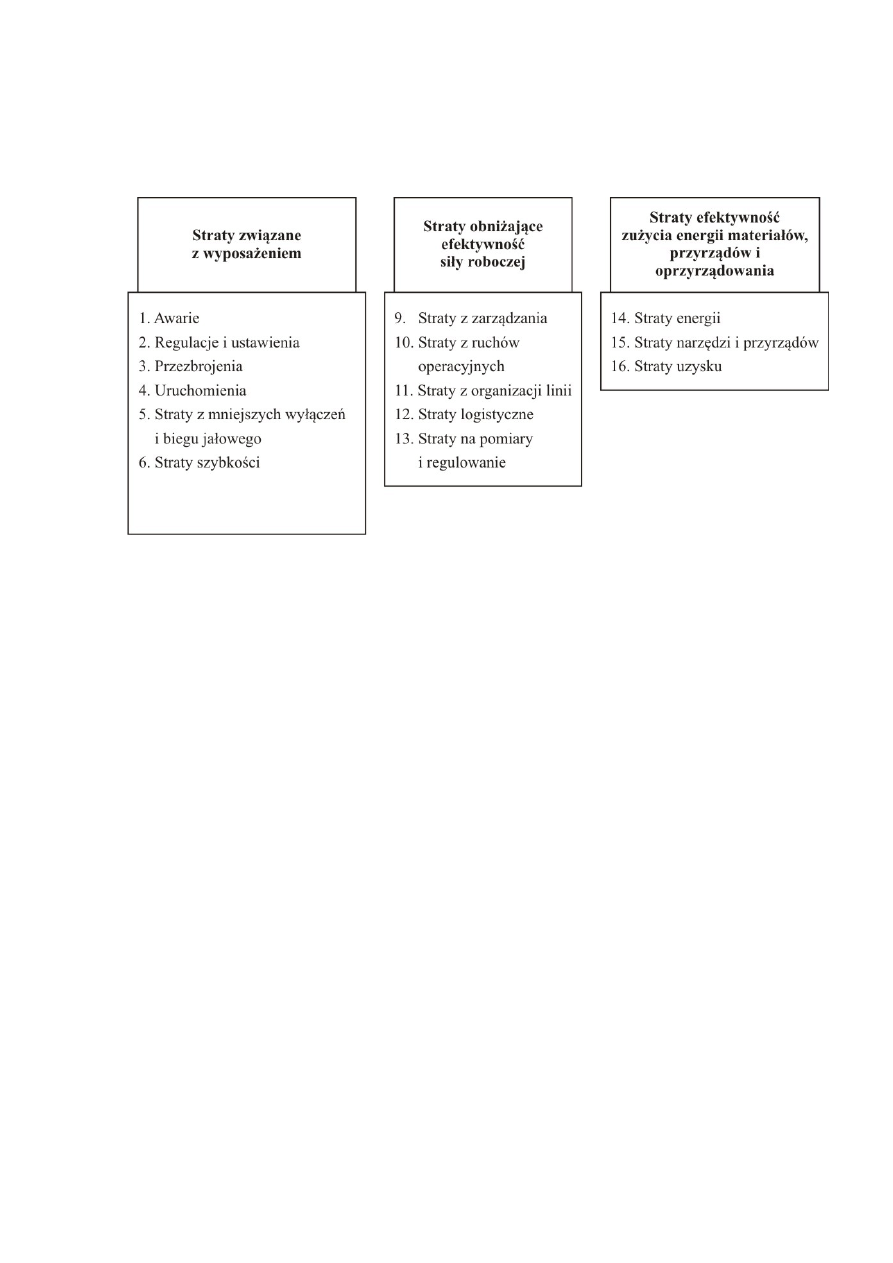
Rys. 2.3.1. Szesnaście rodzajów strat [15].
Podstawowym
słowem, o jakim mówi się w organizacjach podążających drogą Kaizen
jest Muda, a więc wszystko to co nie przynosi wartości dodanej dla klienta. TPM jest narzędziem
pomagającym wykryć i redukować Muda. Można przy tym rozróżnić szesnaście rodzajów strat,
(ilustruje to rys. 2.3.1.), których konsekwentne usuwanie prowadzi do celu, czyli trzech zer [12].
17
Rys. 2.3.2. Cele usprawnień dla redukcji strat chronicznych [15].
18
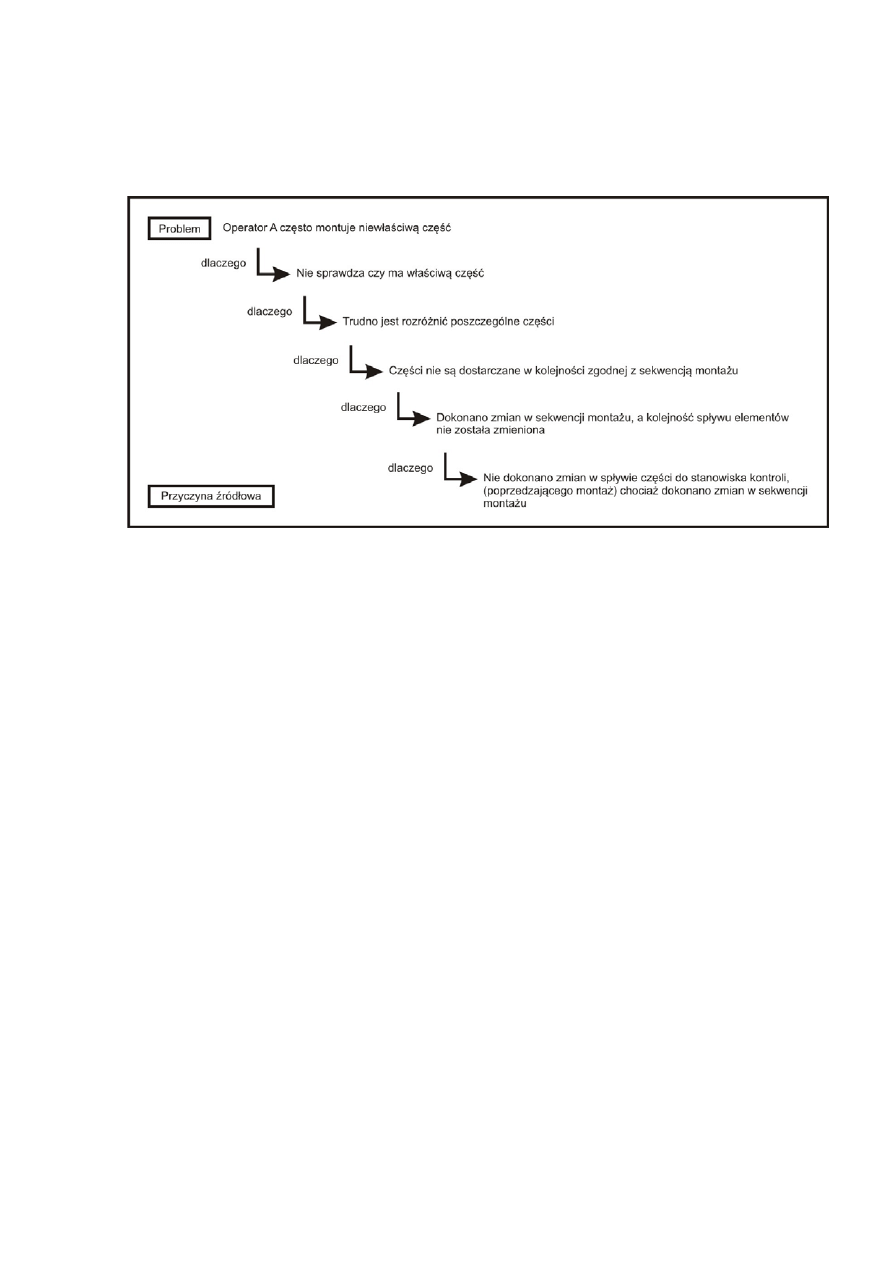
- Narzędzia rozwiązywania problemów, (metoda 5 WHY):
Rozwiązanie jakiegoś problemu i wprowadzenie skutecznego działania korygującego
wymaga zidentyfikowania przyczyny wystąpienia tego problemu. Jednym z wielu sposobów
określania przyczyny problemu jest analiza 5-WHY, (ilustruje to rysunek 2.3.3).
Rys. 2.3.3. Identyfikacja przyczyn powstawania odpadów [16].
Analiza 5-WHY powinna obejmować dwa aspekty:
a) Dlaczego problem powstał ?
- Na tym etapie należy się zastanowić nad przyczynami wystąpienia problemu, (dlaczego
dany defekt został wyprodukowany).
b) Dlaczego nie zostało to zauważone ?
- Na tym etapie należy się zastanowić, dlaczego obecne metody kontroli, (nadzoru
procesu) nie wykryły problemu kiedy już się pojawił lub nie wykryły pojawienia się przyczyny
problemu po jej rozpoznaniu.
c) Zbieranie informacji o problemie:
19
- Na tym etapie należy żebrać jak największą ilość informacji o powstałym problemie,
(im więcej informacji zostanie zebranych tym większe szanse na zidentyfikowanie właściwej
przyczyny problemu). Należy również zastanowić się nad następującymi aspektami:
Co właściwie się stało? Kiedy? Jaka jest skala problemu? Ile zidentyfikowano problemów?
Jaki jest % defektów? Jakie zagrożenie ten problem stwarza dla klienta, użytkownika, firmy? itp.
Po zebraniu wystarczającej ilości informacji o problemie należy poszukać odpowiednich osób,
które mogły by pomóc w ustaleniu przyczyny. Zalecane jest aby członkami grupy roboczej
były osoby, które wiedzą najwięcej o miejscu powstawania problemu w procesie,
a więc pracownicy produkcji. Następnie należy dokładnie i precyzyjnie opisać problem.
Jasno zapisany problem ułatwia poszczególnym członkom grupy skoncentrowanie się właśnie
na tym temacie, co w konsekwencji prowadzi do szybszego rozwiązania problemu [17].
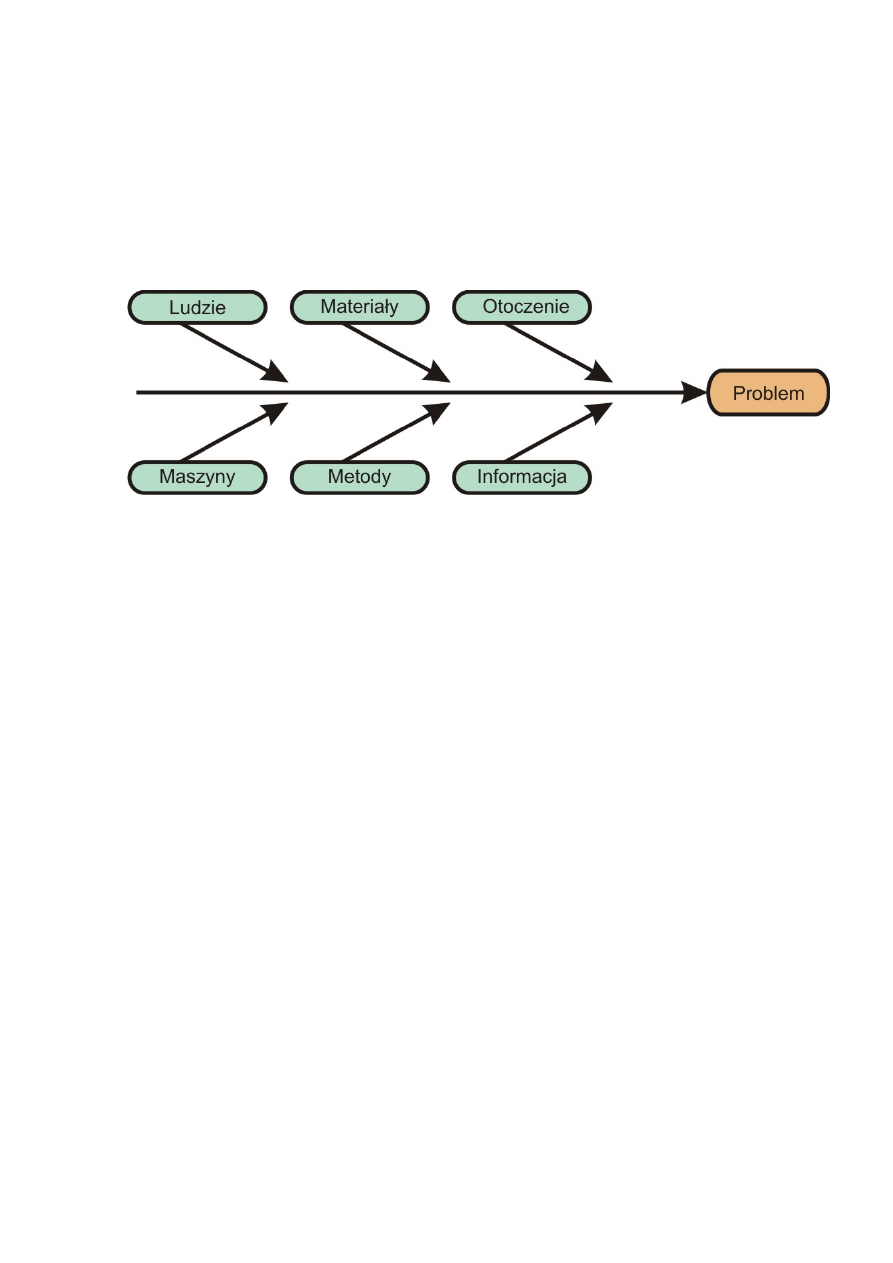
- Diagram Ishikawy, (rysunek 2.3.4.) : jest graficznym przedstawieniem wzajemnych powiązań
pomiędzy czynnikami działającymi na proces, a skutkami, które je powodują i jest
wykorzystywany do:
- analizy związków przyczynowo-skutkowych,
- przedstawienia związków przyczynowo-skutkowych,
- ułatwienia rozwiązania problemu począwszy od jego pojawienia się poprzez przyczynę
aż do rozwiązania [18].
Rys. 2.3.4. Kategorie przyczyn najczęściej pojawiające się na diagramach Ishikawy [18].
Diagram ten często jest też nazywany schematem jodełkowym lub schematem rybiej ości
ze względu na swoją budowę i kształt. Ogólny obraz schematu wykresu symbolizuje:
- głowa ryby to skutek, czyli analizowany problem
- kręgosłup skupia promieniście rozłożone przyczyny - ości
- ości to przyczyny powodujące dany skutek [19].
2.4. Filar III – Planowane utrzymanie.
Dział utrzymania funkcjonuje w oparciu o następujące zasady:
- Reakcja, czyli działanie w zaistniałej sytuacji, (gaszenie pożarów).
- Zapobieganie, a więc działania pozwalające na niedopuszczeniu do powstania problemu [12].
W tym filarze dotychczas opisane metody utrzymania zostały zebrane w cztery grupy:
a) Utrzymanie zapobiegawcze
b) Utrzymanie awaryjne
c) Utrzymanie korekcyjne
d) Utrzymanie prognozowane
Cel:
- Zero awarii i uszkodzeń wyposażenia
- Podwyższenie niezawodności i łatwości utrzymania, (podatności naprawczej) o 50%
- Redukcja kosztów utrzymania o 20% [10].
- Zbudowanie systemu zarządzania informacjami
- Przygotowanie systemu planowania dla nowych maszyn i urządzeń
20
Uruchamiając nowe procesy lub maszyny można napotkać się z problemem osiągnięcia
założonych dla nich celów. Najczęściej nowe maszyny wymagają jeszcze bardzo dużych
nakładów, zarówno czasowych jak i pieniężnych zanim osiągną swój stan docelowy.
Podstawowym zadaniem tego filaru jest jak najsprawniejsze przejście przez proces od chwili
określenia wymagań odnośnie maszyn, aż do momentu uruchomienia produkcji seryjnej.
Właściwy system planowania jest najważniejszym element w tym procesie [13].
2.5. Filar IV – Zarządzanie jakością.
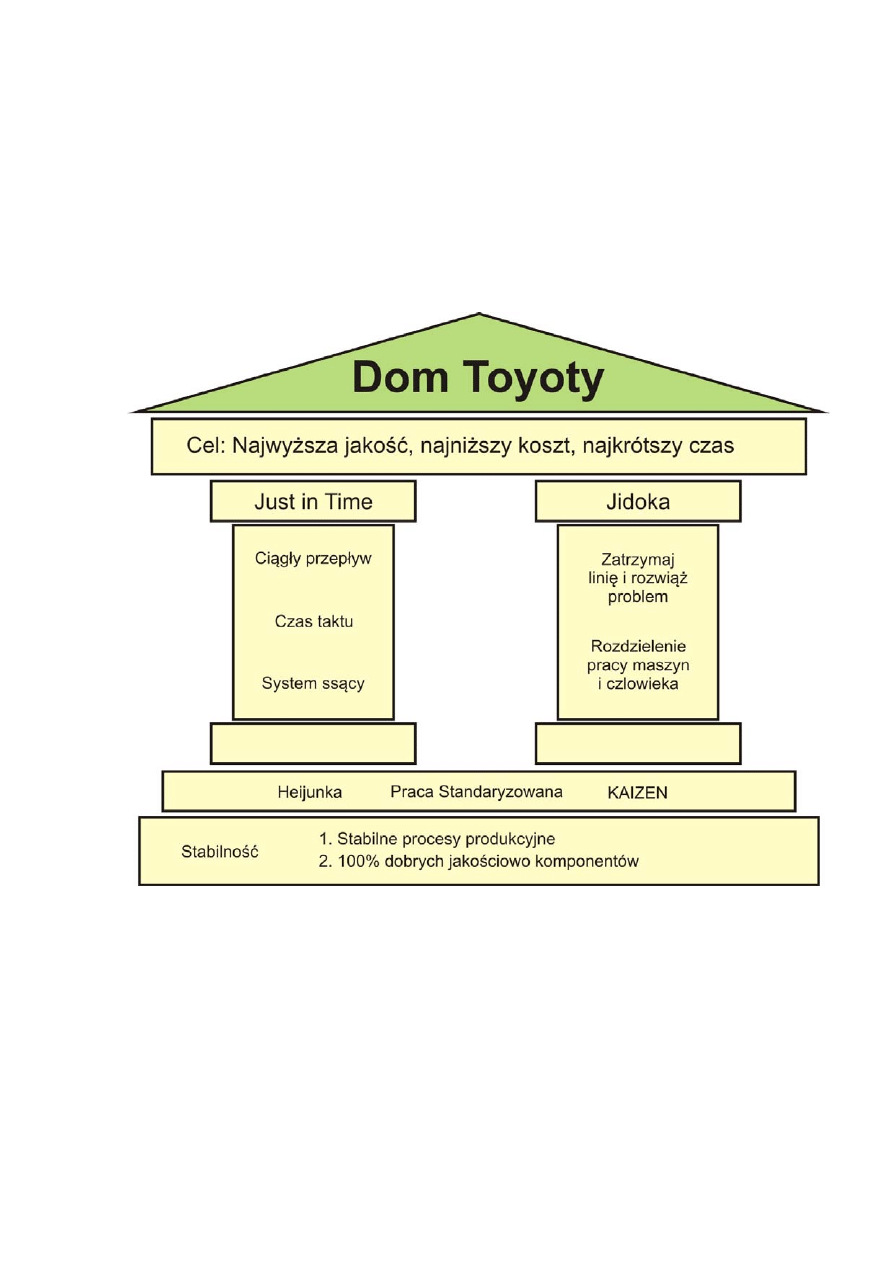
a) Jidoka – sposób na doskonalenie jakości i produktywności, (rys.2.1.6).
Rys. 2.5.1. Dom Toyoty [20].
Istotą Jidoka jest wyposażenie maszyn i operatorów w możliwości wykrywania
pojawiających się nieprawidłowości i natychmiastowego zatrzymania pracy. Umożliwia
to „produkowanie jakości” w każdym procesie i odseparowanie człowieka i maszyny,
dzięki czemu praca przebiega bardziej efektywnie. Jidoka jest czasami nazywany automatyzacją
z wykorzystaniem ludzkiej inteligencji. Podstawowymi narzędziami pozwalającymi na realizację
zasady Jidoka są: Poka Yoke oraz Andon [21].
Poprawnie zaprojektowane rozwiązanie procesowe Poka Yoke powinno spełniać trzy funkcje:
- wykryć błąd w procesie, zanim produkt z defektem zostanie przekazany do następnej operacji
21
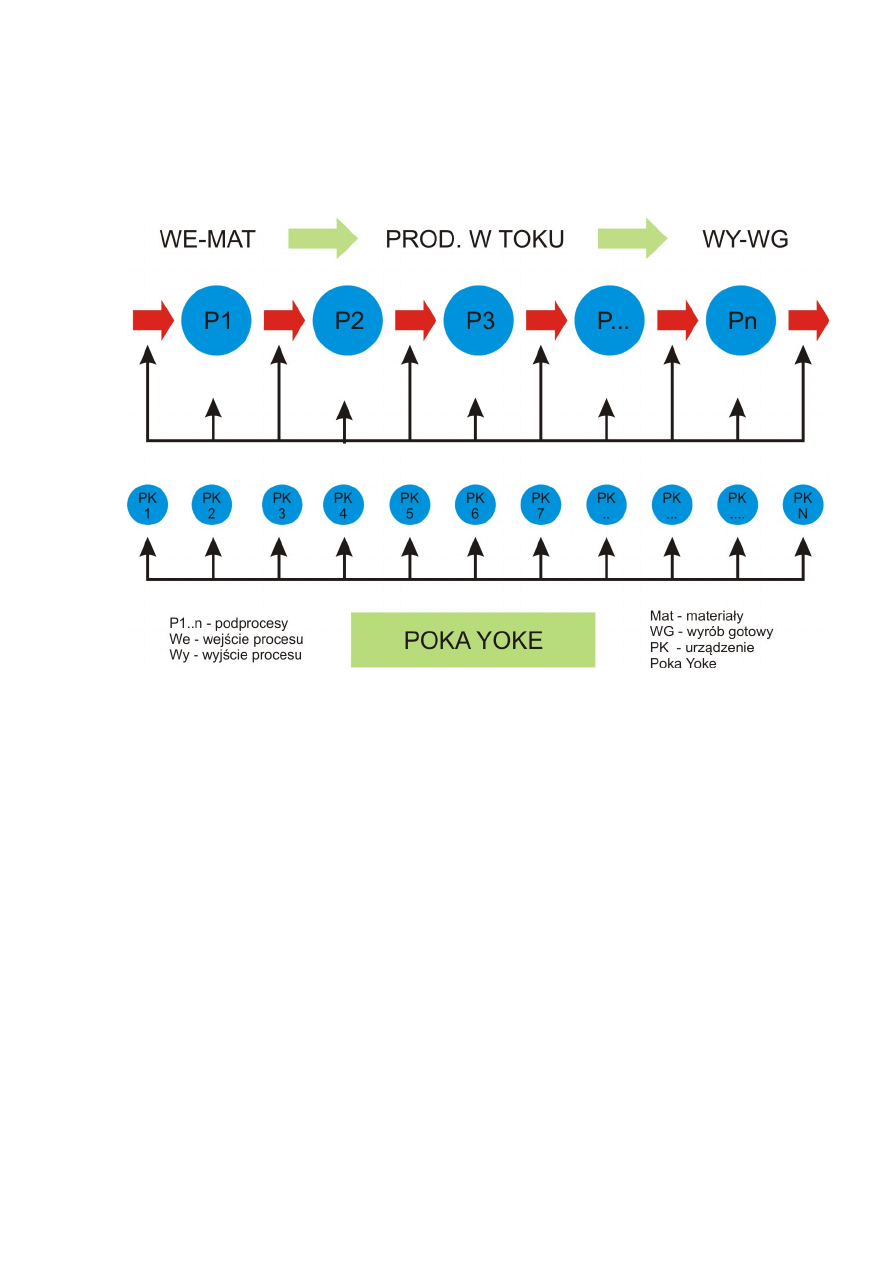
- zakomunikować operatorowi błąd bezzwłocznie w odniesieniu do każdej jednostki produktu
- udoskonalić proces poprzez zabezpieczenie operatorów przed popełnianiem błędów, zwiększyć
szanse ich wykrycia tak, aby wyeliminować z procesu pojawienie się trybu nadzwyczajnego.
Modelowy proces wytwórczy, ograniczający wpływ czynnika ludzkiego na powstawanie
defektów procesowych został przedstawiony na rysunku 2.5.2 [22].
Rys. 2.5.2. Modelowy proces wytwórczy w podejściu Poka Yoke [22].
Rodzaje
urządzeń Poka Yoke:
Ad.2.5.1 – Metody kontroli/sterowania.
Metoda
kontroli/sterowania polega na zatrzymaniu maszyny/ procesu w przypadku
wystąpienia wady, (następuje to dzięki wbudowanym funkcją kontrolnym). Wadliwy element
należy następnie, poprawić lub usunąć i ponownie uruchomić maszynę. Takie rozwiązanie
jest efektywne z punktu widzenia eliminacji wad, jednak czasem zatrzymanie procesu
może mieć negatywny wpływ na wydajność, (ponieważ ponowne uruchomienie maszyny
jest czasochłonne). W takim przypadku należy wziąć pod uwagę inne rozwiązanie:
np. można oznaczyć wadliwy wyrób bez dłuższego zatrzymania maszyny, a następnie go usunąć
lub poprawić przed następnym etapem procesu.
Ad.2.5.2. – Metody ostrzegania.
Ta metoda polega na ostrzeganiu operatora, że wystąpiła wada za pomocą alarmu
dźwiękowego, świetlnego itp. Należy ją stosować wtedy gdy nie można użyć pozostałych
rozwiązań. Wadą tej metody jest to, że jeżeli operator nie będzie reagował na alarm to wady
będą nadal powstawały [23].
22

23
Najbardziej stosownym rozwiązaniem w zakresie tej metody jest Andon,
czyli narzędzie zarządzania wizualnego. Dzięki zastosowaniu tego rozwiązania na pierwszy
rzut oka widoczny jest status działania na konkretnym obszarze. Andon może wskazywać status
produkcji, (np. które maszyny wykonują operację) lub nieprawidłowości, (np. awarię maszyn,
problemy jakościowe). Typowy Andon, (japońskie określenie lampy) jest tablicą świetlną,
umieszczona ponad głowami pracowników z rzędami liczb, które odpowiadają stanowiskom
roboczym lub maszynom. Liczby podświetlane są automatycznie – gdy czujnik wykryją
problem zapala się odpowiednia lampka. Podświetlone liczby są wezwaniem do szybkiej
reakcji ze strony lidera zespołu. Czerwone światło sygnalizuje problem, natomiast zielone
normalne działanie. [21].
Ad.2.5.3. – Metody kontaktu.
Ta metoda polega na wykrywaniu określonych nieprawidłowości (zmian kształtu, koloru,
wagi, temperatury itp.). Detekcja jest realizowana przez czujnik lub inny mechaniczny element
urządzenia, które uniemoliwiaja wykonanie przez operatora błędnych działań. Przykładowo
może to być odpowiednio zaprojektowane oprzyrządowanie, w którym są zamontowane
elementy mechaniczne (wypustki, bolce, itp.) uniemożliwiające niepoprawne założenie
elementu.
Ad.2.5.4. – Metody ustalonej wartości.
Ta metoda polega na wykrywaniu błędów przez sprawdzenie ilości ruchów
i/lub elementów w operacjach. W tym celu stosuje się różnego rodzaju liczniki wykonanych
ruchów (np. ilości wywierconych otworów) lub przekazuje się do danej operacji określoną liczbę
elementów (np. ilość śrub do wkręcenia do wyrobu).
Ad.2.3 – Metody koniecznego kroku
Jest metodą, która polega na wykrywaniu nieprawidłowości w przypadku gdy dany
ruch ma być wykonany w określonym czasie lub określonej kolejności względem kolejnych
operacji. Przykładowo załóżmy, że wymagane jest aby operator pobrał element z pojemnika
i zamontował go w wyrobie zanim wyrób opuści jego stanowisko pracy, (na linii montażowej
o wspólnym transporcie). W takim przypadku można wstawić czujnik pobrania elementu,
(fotokomórka, licznik, waga itp.) i jeżeli element nie zostanie pobrany od momentu wjazdu
wyrobu na stanowisko aż do jego wyjazdu, (w określonym czasie) to włącza się alarm
i zatrzymuje transport.
b) Koszt cyklu życia.
Utrzymanie pełnej zdolności produkcyjnej maszyn oraz urządzeń jest bezsprzecznie
bardzo ważnym ogniwem działalności przedsiębiorstwa. Stan parku maszynowego przekłada
się wprost na zdolności produkcyjne, problemy jakości, czasy wytwarzania, uwiązane zapasy,
a w ostatecznym rozrachunku na koszty produkcji i punktualność dostaw [24].
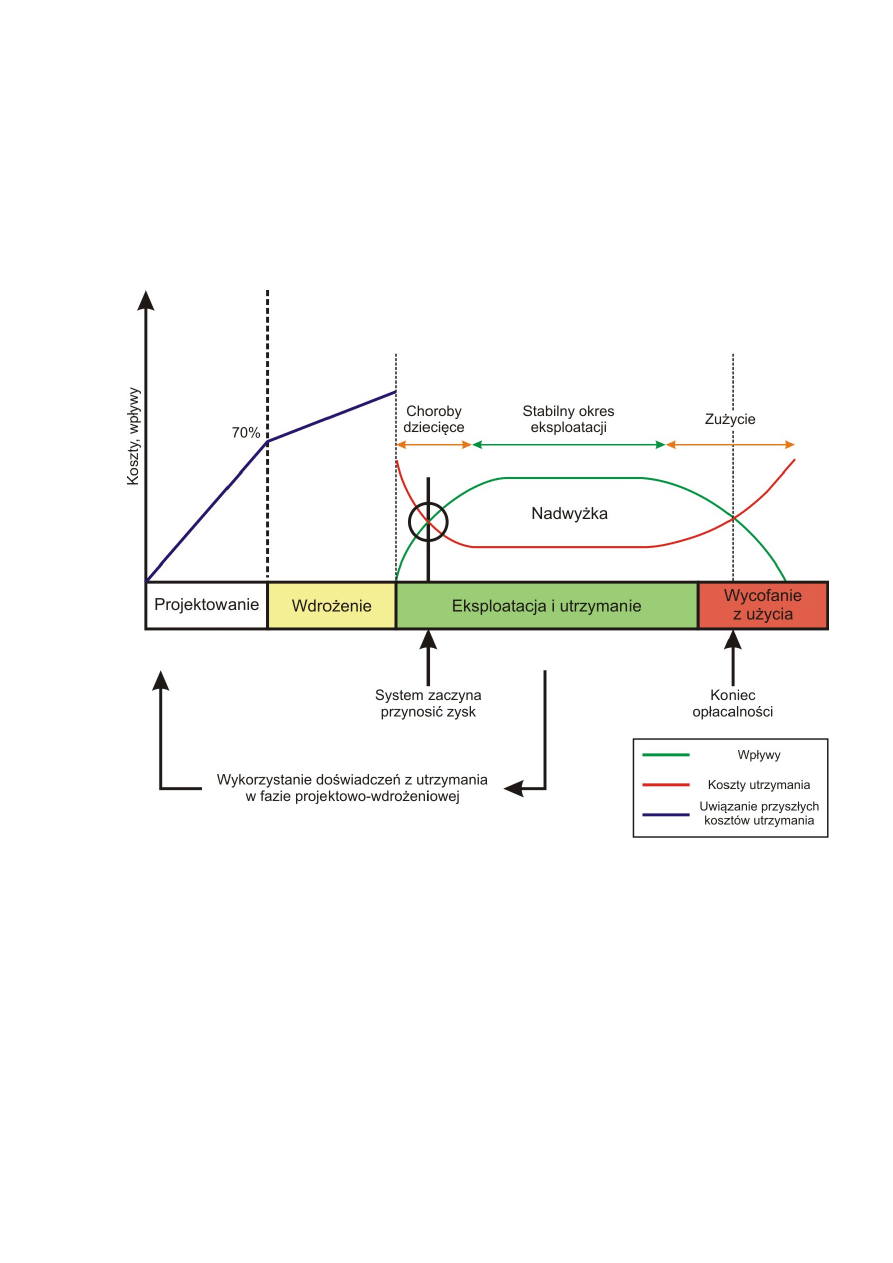
Zagadnienie utrzymania jest coraz częściej rozpatrywane w perspektywie całego cyklu
eksploatacyjnego danego systemu. Często używanym w tym przypadku modelem jest koszt
cyklu życia LCC, (przedstawiony na rysunku 2.5.3) [26]. Analiza LCC jest narzędziem mającym
wielonarodowe korzenie, jednak w obecnie stosowanej postaci wywodzi się z USA, kraju
w którym praktycznie wykorzystuje się współzależność: czasu, pieniędzy oraz zróżnicowanych
możliwości wyboru. LCC łączy w sobie ekonomiczne i techniczne aspekty ocenianego projektu
w prognozowanym czasie jego trwania [25].
Rys.2.5.3. Koncept kosztu cyklu życia (LCC).
Większość problemów operacyjnych systemu produkcyjnego można powiązać
z błędami popełnionymi już na etapie projektowania. Możliwość zbierania i odpowiedniego
dokumentowania doświadczeń podczas eksploatacji systemu i użycia ich przy projektowaniu
nowych inwestycji czy wymianie sprzętu jest skutecznym sposobem na zwiększenie
efektywności, niezawodności operacyjnej i obniżenie kosztów utrzymania. Na etapie
projektowania zmiany konstrukcyjne są łatwe i tanie do przeprowadzenia, lecz po zamrożeniu
fazy projektowej, 70% kosztów inwestycji jest już nieodwracalnie ustalonych. W miarę
postępowania procesu wdrożeniowego zmiany konstrukcyjne są coraz droższe. W początkowym
okresie eksploatacji występują zwykle tzw. choroby dziecięce. Po uporaniu się z nimi, następuje
24

25
dość stabilny okres pracy obiektu, który z czasem stopniowo przechodzi w stan zużycia.
Można wtedy zauważać podwyższone koszty utrzymania, a wpływy z produkcji maleją
z powodu pogarszającej się jakości oraz coraz częstszych przestojów. Skumulowana różnica
między wpływami i kosztami pokazuje nadwyżkę w ciągu całego cyklu życia obiektu.
Przy ekstremalnych wymaganiach niezawodności systemu, jak np. dla samolotów,
urządzeń medycznych czy elektrowni jądrowych utrzymanie zapobiegawcze nie wystarcza.
Konieczne jest takie zaprojektowanie systemu, by był całkowicie niezawodny i umożliwiał
efektywne utrzymanie oraz wyposażenie tych systemów w podwójne obiegi (redundancje)
po to by zapobiec katastrofalnym skutkom ewentualnych awarii [25].
c) Warsztaty SMED jako najlepszy sposób redukcji czasu przezbrojeń maszyn i urządzeń.
SMED został opracowany w zakładach Toyoty przez Shigeo Shingo w celu
analizowania i eliminacji marnotrawstwa czasu związanego z przezbrojeniem form na prasach.
Dzięki warsztatom „SMED” istnieje możliwość zredukowania czasu przezbrojenia o 50%,
a często nawet 70-80%. Najlepszy przykładem obrazującym metodę „SMED” jest Pit Stop
Formuły 1. Jest to rodzaj przezbrojenia, w którym szczególnie widać nacisk na skracanie czasu
tej czynności utrzymania, (gdzie niejednokrotnie setne sekundy decydują o zwycięstwie bądź
przegranej kierowcy).
Rozpatrując metodę „SMED” należy zwrócić uwagę na dwie definicje:
- Czas przezbrojenia, jest to czas od wyprodukowania ostatnie dobrego wyrobu A,
do pierwszego wyprodukowanego dobrego wyrobu B.
- Czynności wewnętrzne i zewnętrzne:
Czynności wewnętrzne podczas przezbrojenia to te, które są wykonywane podczas
postoju maszyny, a ściślej po wykonaniu dobrej sztuki wyrobu A i przed wyprodukowaniem
dobrej sztuki wyrobu B.
Czynności zewnętrzne to te, wykonywane przed rozpoczęciem przezbrojenia
i po zakończeniu przezbrojenia.
Dla
osiągnięcia sukcesu podczas warsztatu redukującego czas przezbrojenia, bardzo
ważne jest postawienie celu. Średnio, przy pierwszym warsztacie, przyjmuje się skrócenie czasu
przezbrojenia o 50%. Cel ten wyznaczany jest przez uczestników warsztatu lub kierownictwo
przedsiębiorstwa. Ważnym czynnikiem sukcesu jest również zaangażowanie kierownictwa
oraz skład zespołu biorącego udział w warsztacie. Niezbędne jest aby w warsztacie brali udział
operatorzy danej maszyny przezbrajającej ją na co dzień. Kolejnymi przedstawicielami powinni
być kierownicy takich działów jak: Jakości, Logistyki, Utrzymania, Technologii.
Różnorodność zespołu pozwala spojrzeć na przezbrojenie z wielu różnych punktów
widzenia, co w efekcie powoduje lepszy przepływ informacji oraz ciekawsze rozwiązania [26].

26
2.6. Filar V – Szkolenia i Trening.
Zasada doskonalenia w tym filarze opiera się na objęciu operatorów polityką szkoleń
w celu zwiększenia ich odpowiedzialności oraz samodzielności.
2.7. Filar VI – Kaizen w biurze.
Wdrażanie tego filaru powinno się odbywać dopiero po uaktywnieniu pozostałych
czterech filarów, (tj. Indywidualnego utrzymania, Kobetsu kaizen, Zarządzania jakością
oraz Planowanego utrzymania).
Cel:
Zwiększenie produktywności oraz efektywności w wykonywaniu funkcji
administracyjnych – identyfikacja i eliminacja powstających strat, (np. straty w przebiegu
procesów, straty komunikacji, uszkodzenie wyposażenia biurowego) [10].
2.8. Filar VII – Zarządzanie bezpieczeństwem pracy i ochroną środowiska.
- Zarządzanie bezpieczeństwem i higieną pracy.
Maszyny i inne urządzenia techniczne należą do podstawowych i powszechnie
stosowanych środków pracy. Szacuje się że około 80% wypadków ma związek
z ich eksploatacją i utrzymaniem. Z tych względów wymagania bezpieczeństwa dotyczące
konstrukcji oraz użytkowania maszyn i innych urządzeń technicznych zawarte są zarówno
w przepisach polskich, jak i w dyrektywach europejskich [27].
Dyrektywa 89/931/EWG z dnia 12.06.1989 o wprowadzeniu środków w celu
zwiększenia bezpieczeństwa, (ramowa).
Cel: Warunki pracy nie mogą szkodzić zdrowiu.
- Zdrowie jest stanem dobrego samopoczucia fizycznego, psychicznego oraz socjalnego,
a nie tylko brakiem choroby.
Odpowiedzialność i obowiązki pracodawców:
- Pracodawca odpowiada za zapewnienie pracownikom bezpieczeństwa i ochrony zdrowia
we współdziałaniu z pracownikami.
Obowiązki:
- Znajomość najnowszych osiągnięć nauki oraz techniki dot. uwzględnienia zagrożeń
w projektowaniu miejsc pracy.
- Zapobieganie zagrożeniom.
- Informowanie w pełni o nie wyeliminowanych zagrożeniach i podstawowych środkach
ochrony.
- Szkolenie pracowników, (okresowo powtarzalne), zwłaszcza w okresie specyfiki stanowiska,
przydzielonej pracy przy: podejmowaniu zatrudnienia, zmianie pracy, technologii lub sprzętu.
- Zapewnienie pierwszej pomocy i badań lekarskich.
- Sporządzanie raportów i prowadzenie rejestrów wypadków, (powyżej 3 dni).

27
Pracodawca
powinien
realizować te obowiązki poprzez:
- Stosowanie rozwiązań nie stwarzających zagrożeń.
- Ocenę zagrożeń, których nie można uniknąć m.in. przy doborze i wyposażeniu stanowisku
pracy.
- Zapobieganie zagrożeniom u ich źródeł.
- Dostosowanie pracy dla pojedynczego człowieka, a zwłaszcza łagodzenie jej monotonii
oraz stosowanie nowoczesnych rozwiązań technicznych.
- Zastępowanie środków niebezpiecznych, bezpiecznymi lub mniej niebezpiecznymi.
- Prowadzenie spójnej i całościowej polityki zapobiegawczej obejmującej technikę, organizację
pracy, warunki pracy, stosunki społeczne i wpływy czynników związanych ze środowiskiem
pracy.
- Nadanie priorytetu środkom ochrony zbiorowej przed środkami ochrony indywidualnej.
- Właściwe instruowanie pracowników.
Konsultacje i uczestnictwo pracowników:
Pracodawcy powinni się konsultować z pracownikami i/lub ich przedstawicielami
i umożliwiać im uczestniczenie we wszystkich dyskusjach dotyczących bezpieczeństwa
i ochrony zdrowia podczas pracy.
Zakłada to:
- Konsultacje pracowników.
- Prawo pracowników i/lub ich przedstawicieli do wysuwania wniosków.
- Współuczestnictwo zgodnie z krajowym prawem i/lub zwyczajami.
Obowiązki pracowników:
Na
każdym pracowniku spoczywa możliwie największa odpowiedzialność za własne
bezpieczeństwo i zdrowie oraz innych osób, na które mają wpływ jego działania lub komisji
podczas pracy zgodnie z jego przeszkoleniem i otrzymanymi od pracodawcy instrukcjami.
Pracownicy
w
szczególności powinni:
- Używać zgodnie z przeznaczeniem maszyn, aparatów, narzędzi, niebezpiecznych substancji,
środków transportu i innych środków produkcji.
- Używać zgodnie z przeznaczeniem środków ochrony indywidualnej jakie zostały im wydane
i po użyciu zostawić je we właściwym miejscu.
- Powstrzymywać się od rozłączania, zmieniania lub arbitralnego usuwania zastosowanych
urządzeń zabezpieczających maszyny, aparaty, narzędzia, instalacje i budynki, (urządzenia
zabezpieczające musza być stosowane zgodnie ze swoim przeznaczeniem).
- Z dobrze uzasadnionych powodów natychmiast informować pracodawcę i/lub pracowników
odpowiedzialnych za bezpieczeństwo i zdrowie pracowników o jakichkolwiek sytuacjach
stanowiących poważne i bezpośrednie zagrożenie bezpieczeństwa i zdrowia [28].
Warto podkreślić, że maszyny i urządzenia wprowadzane do obrotu po raz pierwszy,
(potocznie zwane nowymi), a także wszystkie nowe i używane sprowadzane spoza Unii,
podlegają ocenie zgodności według Dyrektyw Nowego Podejścia i oznakowaniu CE [29].
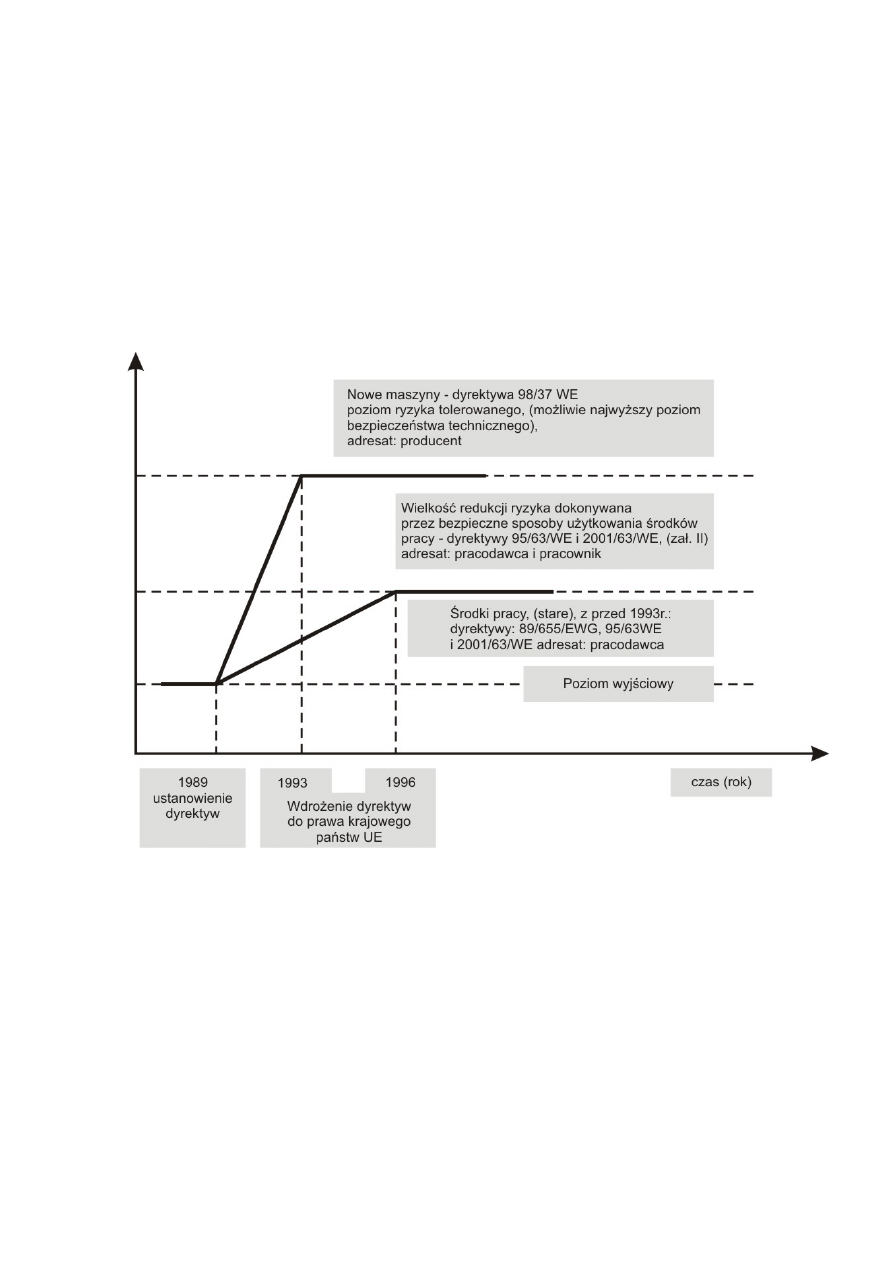
W UE uznano, że tzw. „stare środki pracy”, tj. wyprodukowane przed grudniem
1992 roku, mogą spełniać obniżone wymagania techniczne w stosunku do nowych,
tzn. wyprodukowanych po 1992 roku. Wynika to z założenia, że w praktyce byłoby nierealne
nałożenie takich samych rygorów na środki pracy wytwarzane i wprowadzane do użytku
współcześnie oraz na maszyny i inne urządzenia techniczne użytkowane czasem od wielu
dziesiątków lat. Koncepcję tę ilustruje rysunek 2.8.1 [30].
Rys. 2.8.1 Koncepcja wdrażania do prawa państw UE dyrektyw dotyczących bezpieczeństwa
maszyn i innych środków pracy „starych” i „nowych”.
Obniżenie kryteriów nie oznacza przyzwolenia na eksploatację i utrzymanie „starych
środków pracy” na wyższym, nie tolerowalnym poziomie ryzyka. Odpowiedni, akceptowalny
poziom ryzyka można osiągnąć nie tylko przez spełnienie wymagań technicznych, lecz także
przez stosowanie metod bezpiecznej pracy tj: ograniczanie ekspozycji środkami
organizacyjnymi, podwyższanie kwalifikacji, motywowanie itd., czyli przez organizację
i zarządzanie bezpieczeństwem, stosownie do specyfiki stanowiska pracy i wykonywanych
zadań [30].
28
29
- Zarządzanie ochroną środowiska.
Postęp techniczny mający charakter ciągłej rewolucji przemysłowej prowadzi do rosnącej
nieprzerwanie konsumpcji surowców. Konsekwencjami tego postępowania jest zanieczyszczenie
terenów, wód gruntowych i powierzchniowych. Usuwanie oraz zapobieganie szkodom
ekologicznym oraz koszty tych działań stały się problemami z którymi stykają się zarówno
organy administracji państwowej jak i prywatni przedsiębiorcy. Ponieważ każdy doświadcza
codziennie skutków postępującej degradacji środowiska, liczba zwolenników jego zachowania
stale rośnie. Zwiększa się także liczba organizacji rządowych i pozarządowych statutowo
zainteresowanych problemami środowiska naturalnego, w tym problemami zarządzania
środowiskowego [31].
Podstawowym założeniem zarządzania środowiskowego jest poprawa relacji między
skutkami działalności człowieka, a środowiskiem. Zachowanie w nim równowagi wymaga
jednolitego zarządzania dostępem do zasobów środowiskowych, eliminacji negatywnych
efektów działalności gospodarczej i racjonalnego użytkowania zasobów naturalnych. Strategia
zarządzania środowiskowego opiera się na takich najważniejszych elementach jak:
- zapobieganie powstawaniu odpadów,
- redukcja ilości odpadów u źródła,
- ograniczenie zanieczyszczeń,
- zagospodarowanie odpadów.
Analiza cyklu życia wyrobu polega na identyfikacji i ocenie wszystkich oddziaływań
tego wyrobu na środowisko, począwszy od pozyskania surowców niezbędnych
do jego wytworzenia poprzez wszystkie fazy realizacji wyrobu, aż do użytkowania
i postępowania z wyrobem zużytym.
Etykietowanie środowiskowe odnosi się do umieszczania na wyrobach informacji
świadczących o tym, że ten wyrób jest zgodny z przyjętymi zasadami dotyczącymi ochrony
środowiska. Etykiety są przyznawane tym wyrobom, które w danej grupie wyrobów zostały
ocenione jako mniej szkodliwe dla środowiska.
Środowisko – otoczenie, w którym dział organizacja z uwzględnieniem powietrza, wody,
ziemi, zasobów naturalnych, flory, fauny, ludzi i ich wzajemnych zależności.
Aspekt środowiskowy – element działań organizacji, jej wyrobów lub usług, który może
wzajemnie oddziaływać ze środowiskiem. Znaczącym aspektem środowiskowym jest ten, który
ma lub może mieć znaczący wpływ na środowisko
Cel środowiskowy – ogólny cel wynikający z polityki środowiskowej, który organizacja
ustaliła do osiągnięcia i który jest określony ilościowo, tam gdzie jest to możliwe.

30
Polityka środowiskowa – deklaracja organizacji dotycząca jej intencji i zasad
odnoszących się do ogólnych efektów działalności środowiskowej, określająca ramy
do działania i ustalania celów oraz zadań środowiskowych organizacji.
Zadanie środowiskowe – szczegółowe wymaganie dotyczące efektów działalności,
środowiskowej wyrażane ilościowo zawsze gdy jest to możliwe, mające zastosowanie
do organizacji albo jej części, wynikające z celów środowiskowych [32].
Zasada zapobiegania – zapobieganie zanieczyszczeniom jest lepsze niż redukowanie
ich skutków, wynika z niej również że należy upewnić się o nieszkodliwości planowanej
inwestycji przed wydaniem zgody na jej prowadzenie.
Zasada efektywności ekonomicznej – zasada nakazująca osiąganie celów ochrony
środowiska po najniższych kosztach dla gospodarki.
Zasada zachowywania zasobów przyrody – zasada nakazująca utrzymywania krytycznej
ilości zasobów (lasów, czyste wody itp.) pozwalającej na ich samoodtwarzanie [31].
Warunkiem rozwoju przedsiębiorstw jest wytworzenie nowego podejścia, które będzie
uwzględniać nie tylko wytwarzanie coraz lepszych jakościowo wyrobów ale również dbałość
o środowisko naturalne. „Moda” na ochronę środowiska w społeczeństwie, działalność
organizacji ekologicznych, niejednokrotnie mających dużą siłę oddziaływania na świadomość
społeczeństwa, wymuszają na organizacjach podjęcie niezbędnych działań mających na celu
minimalizowanie negatywnych oddziaływań na środowisko. Uświadomieni ekologicznie
konsumenci, nabywając wyroby, kierują się nie tylko ich jakością ale również ich aspektem
ekologicznym. Jak wynika z doświadczeń światowych żadnej organizacji nie udało się przetrwać
na rynku będąc w konflikcie ze społeczeństwem [32].
W krajach Unii Europejskiej oraz w większości krajów należących do OECD rozmiary
kar finansowych i groźba utraty rynku stały się głównym mechanizmem wpływającym
na przyjmowaną przez przedsiębiorców strategię kontroli jakości uwzględniającą normy
ekologiczne. Przedsiębiorstwa coraz częściej poszukują nowych technologii i procesów
produkcyjnych przyjaznych środowisku. Ich celem jest obniżenie kosztów i zredukowanie
ryzyka ponoszenia odpowiedzialności za ewentualne szkody wyrządzone środowisku [31].
Kierowanie się zasadą zrównoważonego rozwoju oznacza:
- Zachowanie możliwości odtwarzania się zasobów środowiskowych,
- Racjonalne gospodarowanie zasobami nieodnawialnymi i zastępowanie ich substytutami,
- Zminimalizowanie uciążliwości dla środowiska i nie przekraczanie granic wyznaczonych
jego „wytrzymałością”,
- Zapewnienie mieszkańcom bezpieczeństwa ekologicznego.
Podstawowe założenia zasady zrównoważonego rozwoju ze względu na jej globalny
charakter, znajdują odbicie w programach i działaniach organizacji międzynarodowych [32].

31
III. Cel i zakres pracy.
Celem niniejszej pracy jest stworzenie strony internetowej, (opracowanie materiałów
dydaktycznych).
IV. Techniki tworzenia stron internetowych.
Dokument HTML jest zwykłym plikiem tekstowym, w którym znajdują się polecenia
HTML. Wynika stąd, że dokument taki można utworzyć za pomocą najprostszego edytora
tekstów, (np. Notatnika w Windows - ręcznie wpisując znaczniki). Metoda taka, choć skuteczna,
byłaby jednak zbyt uciążliwa. Dlatego na rynku pojawiło się wiele wyspecjalizowanych
edytorów, które wydatnie ułatwiają konstruowanie dokumentu, wspomagając wprowadzanie
poleceń. Są to zazwyczaj programy komercyjne, aczkolwiek na stronach WWW można znaleźć
sporo programów całkowicie bezpłatnych.
- Osnowa dokumentu.
Znacznik HTML jest specjalnym ciągiem znaków objętym nawiasami ostrymi,
przykładowo aby zaznaczyć jakiś fragmentu tekstu jako tytuł należy objąć go znacznikami:
<h1> treść tytułu <h1> . W HTML zalecane jest stosowanie małych znaczników - w XHTML,
który jest kontynuacją języka HTML, małe znaczniki są już obowiązkowe, zatem lepiej
jest się przyzwyczajać do właściwych technik.
Wszystkie polecenia powinny się znaleźć w pewnych standardowych ramach.
Zostało przyjęte, że dokument HTML zawiera szkielet, który stanowi osnowę dla wszystkich
innych poleceń.
Cały dokument powinien być objęty parą znaczników <html> </html>. Między nimi
powinna się znaleźć para znaczników <head> </head>, która stanowi ramy dla informacji
nagłówkowych. Pozostałe informacje powinny być objęte z kolei znacznikami <body> </body>.
Wygląda to następująco:
<html>
<head>
<title> Kurs języka HTML - poradnik webmastera: HTML dla bardzo początkujących </title>
</head>
<body>
właściwa treść (ciało) dokumentu
</body>
</html>
Polecenie title powinno być umieszczone zaraz za otwierającym znacznikiem head,
jeszcze przed wszystkimi informacjami meta. Title nie oznacza nagłówka na stronie. Zawarta
między tymi znacznikami treść ukaże się w pasku tytułowym przeglądarki, a nie w dokumencie.

32
Drugim bardzo ważnym elementem jest informacja o stronie kodowej dokumentu.
Zalecane jest stosowanie strony kodowej ISO-8859-2. Jest to międzynarodowy standard,
a "przy okazji" także Polska Norma. Należy sporządzać dokument w tym standardzie i zarazem
opatrywać go informacją typu META. Jest ona umieszczana w ramach znaczników head
i wygląda następująco:
<meta http-equiv="content-type" content="text/html; charset=3Diso-8859-2">
Zalecane jest aby przed otwierającym znacznikiem <html> dodać definicję typu dokumentu,
czyli tzw. prolog:
<!DOCTYPE HTML PUBLIC "-//W3C//DTD HTML 4.01//EN"
"http://www.w3.org/TR/html4/strict.dtd">
Wielkie litery w deklaracji DTD (Document Type Definition) są konieczne. Deklaracja
ta mówi, że dokument jest tworzony w języku HTML 4.01 Strict, czyli we współcześnie
używanym standardzie.
Ostatecznie stosuje się standardową osnowę:
<!DOCTYPE HTML PUBLIC "-//W3C//DTD HTML 4.01//EN"
"http://www.w3.org/TR/html4/strict.dtd">
<html>
<head>
<title> Kurs języka HTML - poradnik webmastera: HTML dla bardzo początkujących </title>
<meta http-equiv="content-type" content="text/html; charset=3Diso-8859-2">
</head>
<body>
właściwa treść (ciało) dokumentu
</body>
</html>
- Tytuły.
W dokumentach często wprowadzane są tytuły, zwane też śródtytułami lub nagłówkami.
Służy do tego polecenie <hx> </hx>. Znak h oznacza heading, natomiast x to stopień tytułu,
Polecenie wprowadzające tytuł stopnia pierwszego składa się ze znacznika otwierającego <h1>
i zamykającego </h1>. Ten drugi zawiera dodatkowo ukośnik (ang. slash).
Powszechnie używany termin "nagłówek" jest nieco mylący. Aby nie było kłopotu
z rozróżnianiem tytułu i nagłówka dokumentu, przyjmuje się pojęcie "tytuł" lub "śródtytuł".
Do dyspozycji jest sześć stopni tytułów, różniących się w przeglądarce wielkością
znaków. h1, h2 itd. Przykładowo:
<h1>Tytuł stopnia pierwszego</h1>
<h2>
Tytuł stopnia drugiego
</h2>

33
- Akapity i wiersze.
Każdy tekst, który nie jest objęty specjalnym znacznikiem, jest interpretowany
jako "masa tekstowa". Rozdzielając w edytorze akapity jedynie za pomocą klawisza Enter,
przeglądarka zignoruje znaki końca wierszy i akapitów w edytorze i wyświetli jednolity blok
tekstu. Aby naprawdę rozdzielić akapity, należy się posłużyć poleceniem <p> (p = paragraph),
które wstawi interlinie między poszczególne fragmenty tekstu. Zalecane jest także konsekwentne
stosowanie znacznika zamykającego </p>. Przykładowo:
<p>Treść pierwszego akapitu</p>
<p>Treść drugiego akapitu</p>
Aby
przełamać tekst nie wprowadzając przy tym znaku końca akapitu należy zastosować
pojedyncze polecenie <br>, które przenosi tekst o jeden wiersz w dół i nie wprowadza
dodatkowej interlinii. Przykładowo:
Pierwszy wiersz<br>
Drugi wiersz<br>
Trzeci wiersz<br>
- Pozioma linia.
Następnym, często spotykanym elementem jest pozioma linia, którą można wstawić
za pomocą polecenia <hr> (ang. horizontal rule). Pozwala ono wyświetlić w dokumencie
poziomą linię, na szerokość całej strony czy bloku, rozdzielając nią logiczne fragmenty tekstu,
dzięki czemu strona jest bardziej przejrzysta.
- Wykazy i listy.
Na stronach WWW powszechnie stosuje się wykazy, zwane też często listami (ang. list).
Są to systematyczne wyliczenia jakichś punktów, które w przeciwieństwie do tekstu
o charakterze opisowym w skondensowany sposób prezentują jakąś myśl czy zespół zagadnień.
np. w polskiej wersji edytora Word są one znane pod nazwą „Punktory i numeracja”.
Aby utworzyć szkielet wykazu wypunktowanego, należy użyć polecenia <ul> </ul>
(ang. unordered list). W ramach szkieletu znajdą się poszczególne punkty wykazu,
które wprowadzane są za pomocą polecenia <li> </li>.
<p>Przykładowy tekst – np. Pytanie</p>
<ul>
<li>Odpowiedź 1</li>
<li>Odpowiedź 2</li>
<li>Odpowiedź 3</li>
</ul>
Aby utworzyć wykaz numerowany, (listę numerowaną za pomocą liczebników
arabskich), wówczas zamiast <ul> i </ul> należy zastosować <ol> i </ol> (ang. ordered list).

34
- Atrybuty czcionki.
Aby tekst w przeglądarce nie wyglądał wszędzie tak samo, stosuje się dodatkowe
atrybuty czcionki. Atrybuty pozwalają uwypuklić jakieś fragmenty tekstu, np. nazwy za pomocą
kursywy, a ważniejsze pojęcia za pomocą pogrubienia. Przykładowo:
<strong>To jest tekst pogrubiony</strong>
<em>To jest tekst pochylony</em> [33]
- Odsyłacze:
Odsyłacze (hiperłącza, łącza hipertekstowe, odnośniki, linki) są chyba najbardziej
charakterystycznym elementem dokumentów w światowej sieci World Wide Web.
Hiperłącze jest wskazaniem jakiegoś innego miejsca. Kliknięcie na takim wskazaniu przenosi
użytkownika do docelowego miejsca, przy czym może to być z powodzeniem miejsce
na tej samej stronie, jak również inna strona w ramach tego samego, złożonego dokumentu,
a nawet strona na drugim końcu świata. Użytkownik nie musi nawet wiedzieć, że powiązane
ze sobą tematycznie informacje znajdują się w miejscach oddalonych od siebie nawet o tysiące
kilometrów. Najważniejsze jest ich tematyczne powiązanie, a nie lokalizacja. Budowę hiperłącza
można przedstawić obrazowo w postaci:
<a href="miejsce_docelowe">Tekst, na którym należy kliknąć</a>
Po utworzeniu odsyłacza, ciąg znaków "tekst, na którym należy kliknąć" będzie
zaznaczony innym kolorem, zazwyczaj niebieskim, i podkreślony. Jednocześnie po przesunięciu
myszki na odsyłacz kursor przyjmie postać rączki, natomiast w wierszu statusu przeglądarki
powinna się pojawić informacja o miejscu do jakiego użytkownik zostanie przeniesiony.
Kliknięcie na wybrany link spowoduje skok do wskazanego miejsca.
- Grafika i multimedia:
Grafika i inne elementy multimedialne są jednymi z najbardziej charakterystycznych
elementów World Wide Web, ubarwiając i uprzyjemniając pracę w Sieci, ale także dostarczając
sporej dawki informacji. Zręczne wykorzystywanie grafiki czy dźwięku podczas tworzenia
dokumentu internetowego jest umiejętnością niezmiernie przydatną, choć należy pamiętać, że to
właśnie te elementy są główną przyczyną ogromnego wzrostu ruchu w sieci i zatykania się łącz.
Konieczne jest zatem wybranie złotego środka między estetyką i nośnością informacyjną grafiki
z jednej, a twardymi realiami technicznymi z drugiej strony.
Podstawowa konstrukcja ma następującą postać:
<img src="plik_graficzny">
IMG jest skrótem od Image (obraz), natomiast SRC jest skrótem od Source (źródło).
W efekcie zastosowania tej konstrukcji w przeglądarce zostanie wyświetlony plik graficzny
z podanej lokalizacji.

35
- Publikacje elektroniczne w formacie Adobe PDF.
W ostatnich latach ostatecznie wykrystalizował się niekwestionowany standard
w kategorii publikacji elektronicznych - jest nim Adobe Portable Document Format znany
pod popularnym skrótem PDF. Jeszcze kilka lat temu bardzo poważnym konkurentem
był Envoy, firmy Tumbleweed Software, który był dołączany za darmo do pakietu biurowego
WordPerfect Office. Producent zrezygnował jednak z rozwijania Envoya i Corel dostarcza
teraz WordPerfect Office 2000 razem z narzędziami do tworzenia dokumentów PDF
bezpośrednio z poziomu edytora WordPerfect 9 i pakietu prezentacyjnego Corel Presentations 9,
bez konieczności kupowania bardzo kosztownego oprogramowania Adobe - niewątpliwie będzie
to sprzyjać zarówno samemu PDF, jak i WordPerfectowi.
Dokumentacja w formacie PDF jest bardzo rozpowszechniona na świecie i jest ogólnie
przyjętym standardem w firmach, biurach czy na uczelniach. PDF współpracuje bezpośrednio
z dokumentami w formacie HTML i możliwe jest użycie dość skomplikowanych sposobów
wbudowania PDF, łącznie z zastosowaniem skryptów. Na codzienne potrzeby można się jednak
ograniczyć do trzech bardzo prostych metod. Należy jednak pamiętać, że użytkownik strony
WWW musi dysponować Acrobat Readerem - jest to akurat jedyny składnik rozbudowanego
oprogramowania PDF, który Adobe dostarcza za darmo.
Pierwszy sposób polega na bezpośrednim odwołaniu się do dokumentu PDF
w dokumencie HTML, np.
<a
href=plik.pdf>kliknij tutaj</a>
Dokument PDF ukazuje się bezpośrednio w przeglądarce, (testowane w IE 5 i NC 4.5)
i jest opatrzony narzędziami nawigacyjno-zarządzającymi Acrobat Readera. Sam Reader
uruchamia się także w tle (odrębna "instancja"), jeśli jest to wersja 3, natomiast w wersji 4
uruchamia się wyłącznie jako wtyczka w przeglądarce.
Drugim sposobem, będącym tylko odmianą pierwszego, jest odwołanie do oddzielnej
strony, na której z kolei jest zawarte odwołanie do dokumentu PDF.
Trzecia metoda to użycie polecenia EMBED. Najwygodniej jest je oczywiście umieścić
na odrębnej stronie, w przykładowej postaci:
<embed src="plik.pdf" width=700 height=500>
Użycie rozmiarów zagnieżdżenia jest konieczne, gdyż Internet Explorer nie poradzi sobie
z powiększeniem okienka Readera. Z kolei posiadacz Navigatora zobaczy wprawdzie
wbudowany dokument, ale i tak będzie musiał kliknąć prawym przyciskiem myszki i wybrać
polecenie Open this, (plik.pdf). Dopiero wtedy ukaże się całe menu Readera.
Najwygodniejsze jest użycie bezpośredniego odwołania do pliku PDF, czyli pierwsza
z podanych metod.
V. Podsumowanie.
TPM jest bardzo potężnym narzędziem używanym w celu doskonalenia organizacji.
Należy jednak pamiętać, że każde nawet najlepsze narzędzie, niewłaściwie wdrażane,
może przynieść efekty zgoła odmienne. Może wywołać niechęć pracowników, strach
lub frustrację. Ponowne próby uruchomienia TPM mogą się wtedy spotkać z oporem
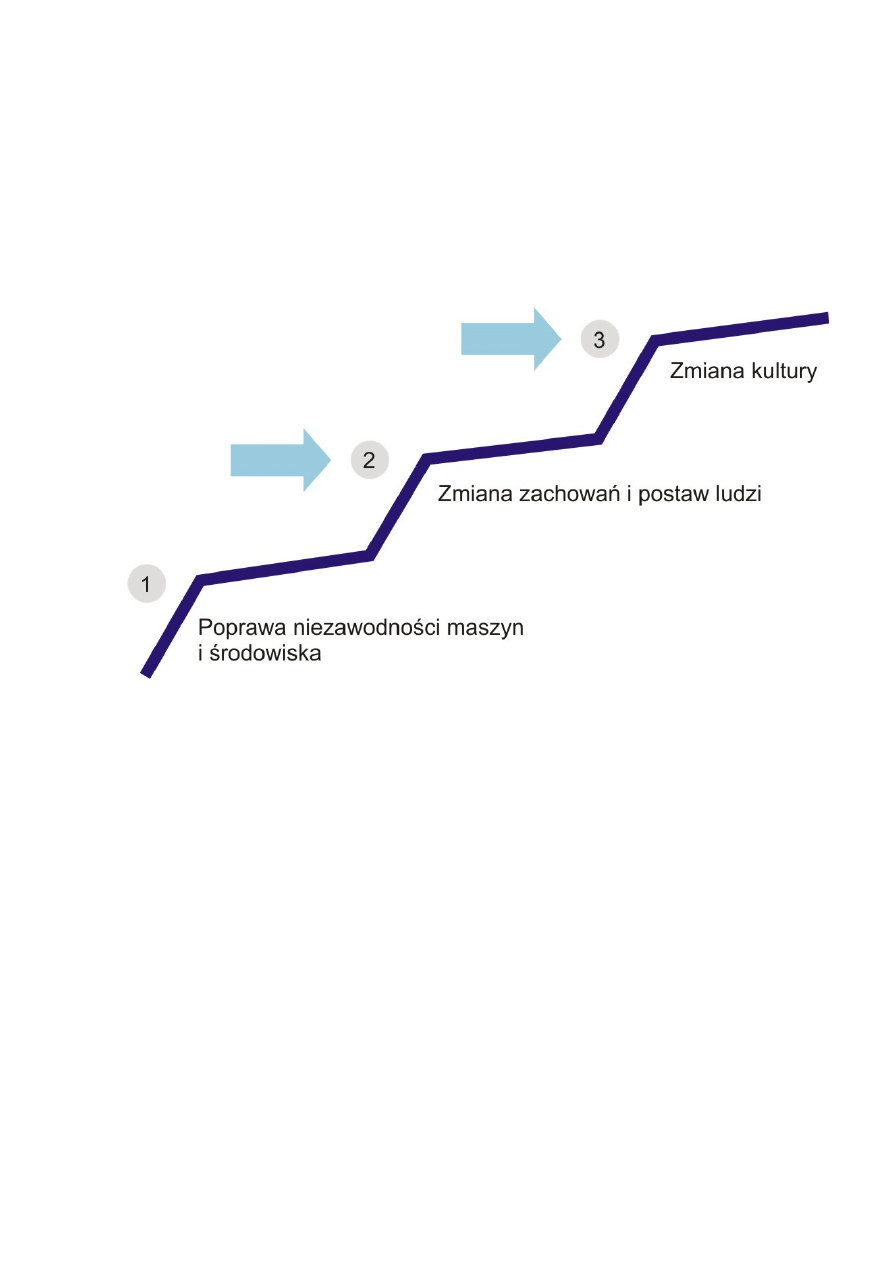
z ich strony. Wdrażanie TPM powinno się odbywać zgodnie z filozofią trzech fundamentalnych
kroków, (rys.5.1):
Rys. 5.1. Filozofia TPM [13].
- Poprawa otoczenia, (ludzie widzą pozytywną zmianę).
- Zmiana zachowania i postawy ludzi, (pokazać powód działania i spodziewane zyski).
- Zmiana kultury, (zmiana sposobu myślenia pracowników o firmie) [13].
Aby
zapewnić sukces we wdrażaniu TPM, należy pamiętać o wiodącej roli
kierownictwa. Jeżeli stworzy ono realistyczny plan wdrożenia, przeznaczy zasoby i czas
na jego przeprowadzenie oraz będzie aktywnie uczestniczyć w działaniach usprawniających
razem z pracownikami, powodzenie jest gwarantowane.
Całość wdrożenia powinna zakończyć się po około trzech latach, kiedy ciężar prac
przerzuca się na doskonalenie istniejących systemów. Należy jednak pamiętać, że nie można
rezygnować: ze struktur, szkoleń, ani z podtrzymywania działań doskonalących przez
kierownictwo, gdyż może to bardzo szybko spowodować powrót do punktu wyjścia [35].
36

Literatura
1. Bąkowski A., Głodek P., Gołębiowski M., Gulda K., Jechtuchowicz A., Klepka M., Lityński
K., Matusiak B. K., Matusiak M., Mażewska M., Niedzielski P., Nowakowska A., Stawasz E.,
Zasiadły K., „Innowacje i transfer technologii”, Polska Agencja Rozwoju Przedsiębiorczości,
Warszawa 2005.
2. Żołnierski A., „Innowacyjność polskich mikro przedsiębiorstw”, Polska Agencja Rozwoju
Przedsiębiorczości, Warszawa 2005.
3. Bryke M., „Wstęp do Kaizen - Efektywność warunkiem przetrwania - skuteczne metody
zwiększania produktywności przedsiębiorstw”, Kraków, Luty 2005, www.zj.com.pl
4. Żołnierski A., „Potencjał innowacyjny polskich małych i średniej wielkości przedsiębiorstw”,
Polska Agencja Rozwoju Przedsiębiorczości, Warszawa 2005.
5. Laszkiewicz M., „Utrzymanie ruchu to strategiczne aktywa firmy”, Inżynieria & Utrzymanie
Ruchu Zakładów Przemysłowych, Trade Media Internationial, Warszawa, Marzec 2005.
6. EN 13306:2001 „Maintenance terminology”.
7. Downarowicz O., „Geneza i współczesność zarządzania zasobami techniki”, Wydział
Zarządzania i Ekonomii, Politechnika Gdańska, www.zie.pg.gda.pl.
8. Polskie Naukowo Techniczne Towarzystwo eksploatacyjne, www.eksploatacja.waw.pl
9. Mikler J., „Dostępność i wykorzystanie urządzeń”, Inżynieria & Utrzymanie Ruchu Zakładów
Przemysłowych, Trade Media Internationial, Warszawa, Czerwiec 2005.
10. Venkatesh, J., „An Introduction To Total Productive Maintenance (TPM)”, “Plant
Maintenance Resource Center”, www.plant-maintenance.com
11. Mikuła B, Pietruszka-Ortyl A., Potocki A., „Zarządzanie przedsiębiorstwem w XXI w. –
wybrane koncepcje i metody”, Difin, Warszawa 2002.
12. Wiśniewska M., „Jak – czyli kazein odpowiada na potrzeby”, Zarządzanie jakością, Kraków,
Styczeń 2005, www.zj.com.pl
13. Wielgoszewski P., „TPM – Total Productive Maintenance – czyli jak zredukować do zera
liczbę wypadków, awarii i braków”, Zarządzanie jakością, Kraków, Lipiec 2007, www.zj.com.pl
14. Brzeski J., Figas M., „Autonomus Maintenance”, Inżynieria & Utrzymanie Ruchu Zakładów
Przemysłowych, Trade Media Internationial, Warszawa, Listopad 2006.
15. Hernas A., „Konspekty wykładów”, Politechnika Śląska, Kwiecień 2006.
16. Czerska J., „Total Productive Maintenance”, Wydział Zarządzania i Ekonomii, Politechnika
Gdańska, www.zie.pg.gda.pl.
17. Huber Z., „Metoda 5 WHY”, Maj 2006, www.huber.pl

20. Kornicki L., „Jidoka – sposób na doskonalenie jakości i produktywności”, Zarządzanie
jakością, Kraków, Kwiecień 2006, www.zj.com.pl
21. Kolecki T., „Zapobieganie błędom – Poka Yoke w procesach wytwórczych” Zarządzanie
jakością”, Kraków, Luty, 2006, www.zj.com.pl
22. A.P.Dilton, „Zero Quality Control: Source Inspection and the Poka-yoke system”,
Productivity Press, (tłumaczenie z “Zero Quality Control”, Singeo Singo, Japan Management
Association,, 1985, Tokio).
23. Huber Z., „Poka Yoke”, Publikacje elektroniczne, Wrzesień, 2006, www.huber.pl
24. http://www.it-expert.com.pl/
25. Kawauchi Y., Rousand M., „Life Cycle Cost (LCC) analysis in oil and chemical process
industries”, NTNUTrondheim, Norway, June 1999.
26. Koziar B., „Warsztat SMED jako najlepszy sposób redukcji czasu przezbrojenia maszyn
i urządzeń”, Zarządzanie jakością, Kraków, Luty, 2005, www.zj.com.pl
27. Kowalewski S., Dąbrowski M., „Dyrektywy dotyczące użytkowania maszyn i innych
urządzeń technicznych”, Centralny Instytut Ochrony Pracy - Państwowy Instytut Badawczy,
28. Gierasimiuk J., „Bezpieczeństwo użytkowania maszyn według wprowadzonych w Polsce
wymagań Unii Europejskiej”, Krajowe forum konsultacyjne dotyczące prawa Unii Europejskiej
z zakresu maszyn, Warszawa, Grudzień 2004.
29. http://www.utrzymanieruchu.pl/
30. Kowalewski S., Dąbrowski M., „Dyrektywy dotyczące użytkowania maszyn i innych
urządzeń technicznych”, Centralny Instytut Ochrony Pracy – Państwowy Instytut Badawczy,
www.machine.pl
31. http://www.euroinfo.org.pl/
32. http:// www.mgip.gov.pl/
33. http://webmaster.helion.pl/kurshtml/
35. Brzeski J, Figas M.,”Wdrożenie TPM – TPM Series”, Inżynieria & Utrzymanie Ruchu
Zakładów Przemysłowych, Trade Media Internationial, Warszawa, Luty 2007.
Wyszukiwarka
Podobne podstrony:
CAŁA IZYNIERKA, STUDIA, Analiza zagrożeń przy produkcji serów twardych w zakładach przemysłu mlecza
D19200119 Rozporządzenie Ministra Aprowizacji w przedmiocie obowiązku podawania danych, dotyczących
MP 5 Doskonalenie cech produkcyjnych mikroorganizmów o znaczeniu przemysłowym cz 1
BHP w zakładach przemysłu piekarniczego., 1 bhp w zakladach
bhp w zakładach przemysłu cukierniczego, 1 bhp w zakladach
egzaminy, praca inż.kpt.Miładowskiego, Temat: ANALIZA ZAGROŻENIA POŻAROWEGO I WYBUCHOWEGO ZAKŁADÓW P
egzaminy, praca inż.kpt.Miładowskiego, Temat: ANALIZA ZAGROŻENIA POŻAROWEGO I WYBUCHOWEGO ZAKŁADÓW P
D19180043 Dekret o sekwestrze zakładów przemysłowych
bhp w zakładach przemysłu piwowarskiego, 1 bhp w zakladach
bhp w zakładach przemysłu ziemniaczanego, 1 bhp w zakladach
Charakterystyka zakładu przemysłowego owocowo, Ekologia, Gospodarka odpadami, Energetyka, Gospodarka
bhp w zakładach przemysłu koncentratów spożywczych, 1 bhp w zakladach
bhp w zakładach przemysłu spirytusowego, 1 bhp w zakladach
czekolada, Projektowanie zakładów przemysłowych
ANALIZA FINANSOWA FIRMY LUBELSKIE ZAKŁADY PRZEMYSŁU SKÓRZANE, szkoła
więcej podobnych podstron