Przetwórstwo tworzyw
termoplastycznych
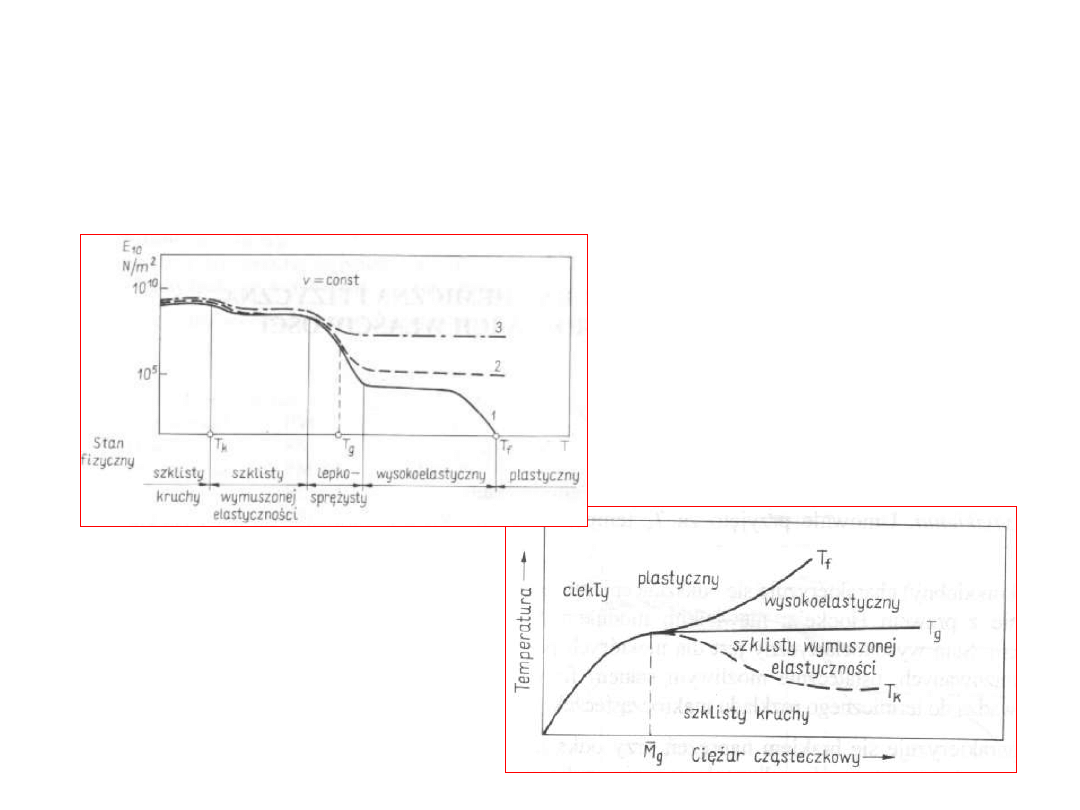
Stany fizyczne
materiałów
polimerowych w
zależności od
temperatury i ciężaru
cząsteczkowego
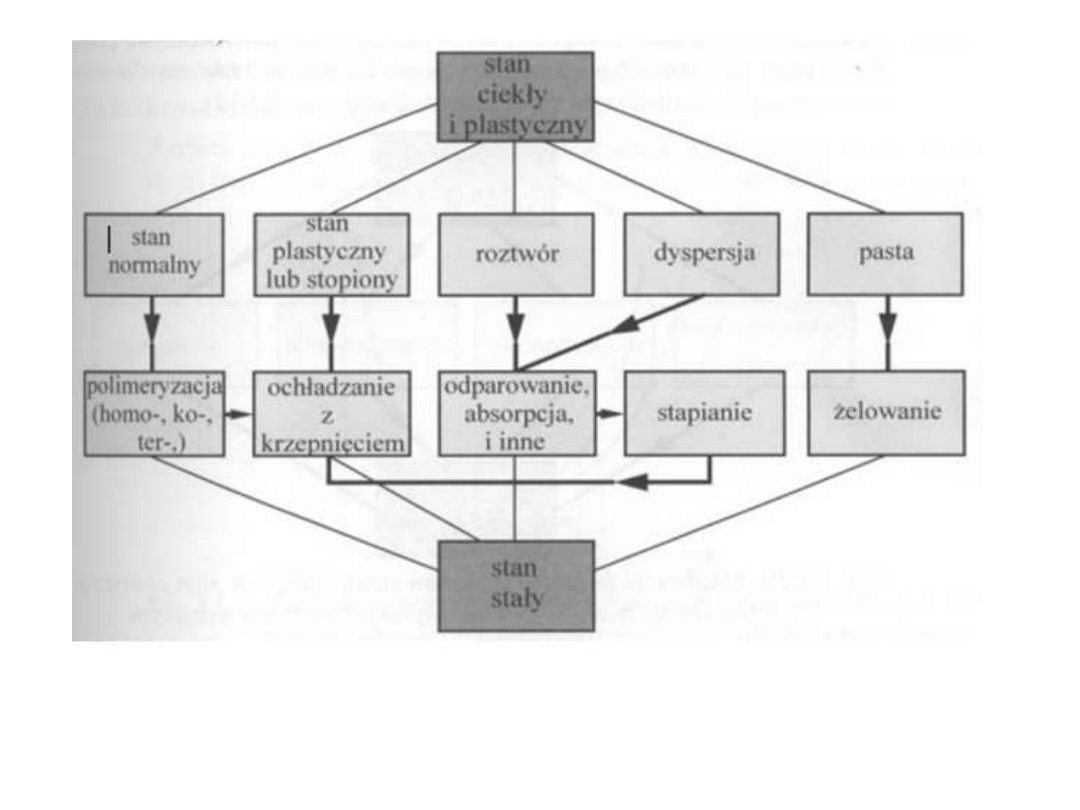
Możliwości formalne przemian stanu ciekłego i plastycznego w
stan stały w przypadku tworzyw termoplastycznych
PODSTAWY PROCESU UPLASTYCZNIANIA
uplastycznianie tworzywa przetwarzanego
Odpowiednie przejście tworzywa wejściowego, na skutek
nagrzewania i ruchu, ze stanu na ogół stałego w stan
plastyczny lub plastyczny i następnie ciekły.
Proces
uplastyczniania
jest
podstawowym
czynnikiem
determinującym
wydajność
przetwórstwa.
Tworzywo
wyjściowe w stanie plastycznym lub ciekłym musi
charakteryzować się określonymi parametrami, a więc
temperaturą, ciśnieniem, stopniem homogenizacji, prędkością
ruchu i natężeniem przepływu.
Ma to szczególne znaczenie w
metodach przetwórstwa o dominującej roli - wytłaczaniu i
wtryskiwaniu.

Należy odróżnić proces uplastyczniania od procesu
plastyfikowania.
Proces
uplastyczniania
zachodzi
na
skutek
nagrzewania i ruchu tworzywa.
Proces
plastyfikowania
zachodzi
tylko
dzięki
działaniu środka pomocniczego —
plastyfikatora
(zmiękczacza) wprowadzonego do tworzywa.

Proces
uplastyczniania,
w
którym
tworzywo
uzyskuje ściśle określone wymienione parametry,
odbywa
się
w
układach
uplastyczniających
(uplastyczniania)
maszyn
przetwórczych, przede
wszystkim maszyn o podstawowym znaczeniu, czyli
wtryskarek i wytłaczarek
.
Oprócz układu uplastyczniającego w skład wtryskarki
wchodzi jeszcze układ narzędzia i układ napędowy, a w skład
wytłaczarki tylko układ napędowy
FUNKCJE UKŁADU UPLASTYCZNIAJĄCEGO
a)
nagrzewanie
, które prowadzi do zapewnienia zadanego przebiegu zmian
stanów fizycznych tworzywa przetwarzanego, określanego temperaturą i jej
fluktuacją;
b)
sprężanie
, mające na celu wytworzenie w tworzywie przetwarzanym
zadanego przebiegu zmian ciśnienia, określanego wartością ciśnienia i jego
pułsacją;
c)
mieszanie
, prowadzone w celu homogenizowania, czyli ujednorodnienia
składu i właściwości, głównie cieplnych oraz mechanicznych, jak również
ujednorodnienia struktury tworzywa przetwarzanego;
d)
transportowanie
, tj. przemieszczanie tworzywa przez układ z uzyskaniem na
jego końcu potrzebnej prędkości wypływu tworzywa z określonym natężeniem i
ustaloną fluktuacją oraz pułsacją.
Układy
uplastyczniające
dzieli
się
ogólnie
następująco:
— układ ślimakowy, który może być jedno- lub
wieloślimakowy,
— układ bezślimakowy, który może być głównie
tłokowy, tarczowy, pierścieniowy, wirnikowy i
planetarny,
— uklad mieszany, np. ślimakowo-tłokowy lub
ślimakowo-tarczowy.
Tworzywo w układzie uplastyczniającym nagrzewać się może
na skutek ciepła doprowadzanego z grzejników Q
G
lub
wytworzonego
dzięki
tarciu
zewnętrznemu
Q
z
i
wewnętrznemu Q
w
tworzywa. Zatem całkowity strumień
ciepła Q
c
działający na tworzywo, w ujęciu ogólnym, równa
się
W części układu uplastyczniającego, w której
tworzywo jest w stanie plastycznym lub ciekłym,
Q
G
= O i zależność ta ma postać :

Przemianę tworzywa zachodzącą w układzie
uplastyczniającym, podczas której spełnione są podane
zależności , przyjęto w literaturze nazywać, aczkolwiek
niezbyt ściśle, przemianą politropową. Jeżeli Q
G
= O,
zależność przybiera postać:
Q
C
= Q
z
+ Q
w
lub
Q
C
= Q
W
Przemianę tworzywa, w czasie której zachodzą podane zależności
nazywa się
przemianą autotermiczną lub też przemianą autogeniczną,
bądź nieściśle — adiabatyczną.

Trzeba jeszcze wspomnieć o uplastycznianiu za pomocą
układu pompowego, którego istotą jest oddzielenie funkcji
nagrzewania od pozostałych funkcji.
Nagrzewanie prowadzi się w osobnym urządzeniu i tworzywo
w stanie plastycznym lub ciekłym jest poddawane sprężaniu i
transportowaniu,
a
także
w
mniejszym
stopniu
homogenizowaniu, przy użyciu pompy zębatej.
Jeżeli tworzywo pompowane jest w stanie ciekłym, to
układ pompowy stanowi część przędzarki (rozwiązanie
stosowane od dziesięcioleci), jeżeli natomiast tworzywo
znajduje się w stanie plastycznym, to układ pompowy jest
częścią wytłaczarki.
Wytłaczanie z użyciem pompy zębatej jest stosowane od
niedawna.
ŚLIMAK - CYLINDER
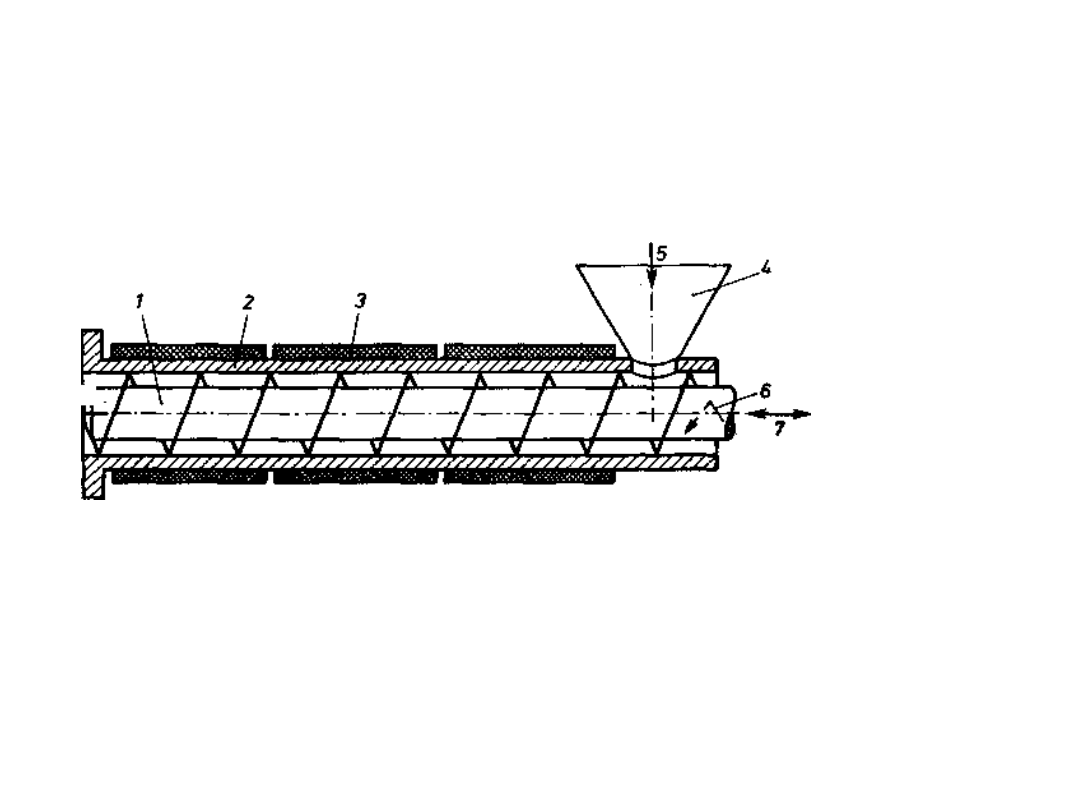
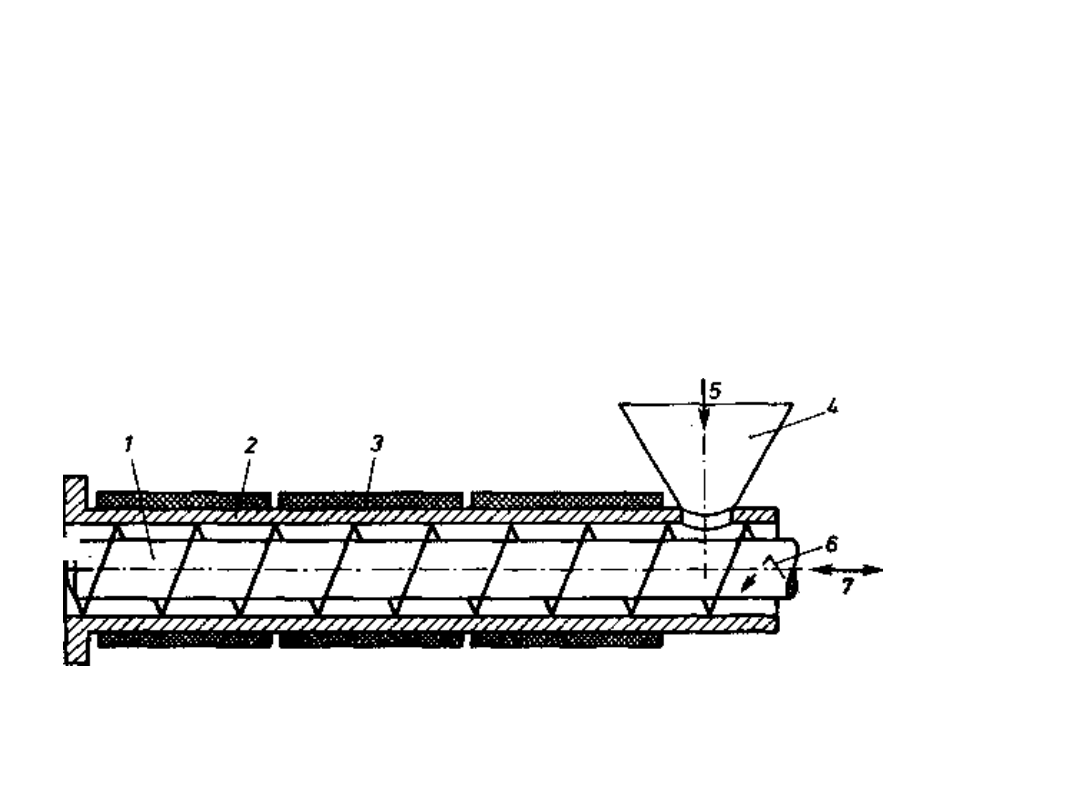
Typowy układ uplastyczniający ślimakowy w procesie
wytłaczania i wtryskiwania składa się z:
• zespołu mechanicznego, który tworzą cylinder z
końcówką lub bez niej i obracający się ślimak (lub kilka
ślimaków) umieszczony w cylindrze,
• zespołu nagrzewająco-ochładzającego, który tworzą
urządzenia elektrotermiczne, zwane krótko grzejnikami lub
nagrzewnicami, urządzenia sterująco-regulujące i
ewentualnie wentylatory,
•oraz z urządzeń pomocniczych, np. z zaworów
odgazowujących.
W procesie wytłaczania ślimak wykonuje tylko ruch obrotowy,
natomiast w procesie wtryskiwania—ruch obrotowy i liniowy
postępowo-zwrotny.
Schemat typowego układu uplastyczniającego ślimakowego: l —
ślimak, 2 — cylinder, 3 — grzejniki, 4 — zasobnik tworzywa, 5 —
ruch finalny tworzywa przetwarzanego, 6 — ruch obrotowy
ślimaka, 7 — ruch liniowy postępowo-zwrotny ślimaka
Tworzywo przetwarzane wprowadza się do układu
ślimakowego z zasobnika, a odprowadza z niego do narzędzia
— w przypadku wytłaczania, w stanie plastycznym, do
głowicy wytłaczarskiej, natomiast w przypadku wtryskiwania,
w stanie ciekłym, do formy wtryskowej.
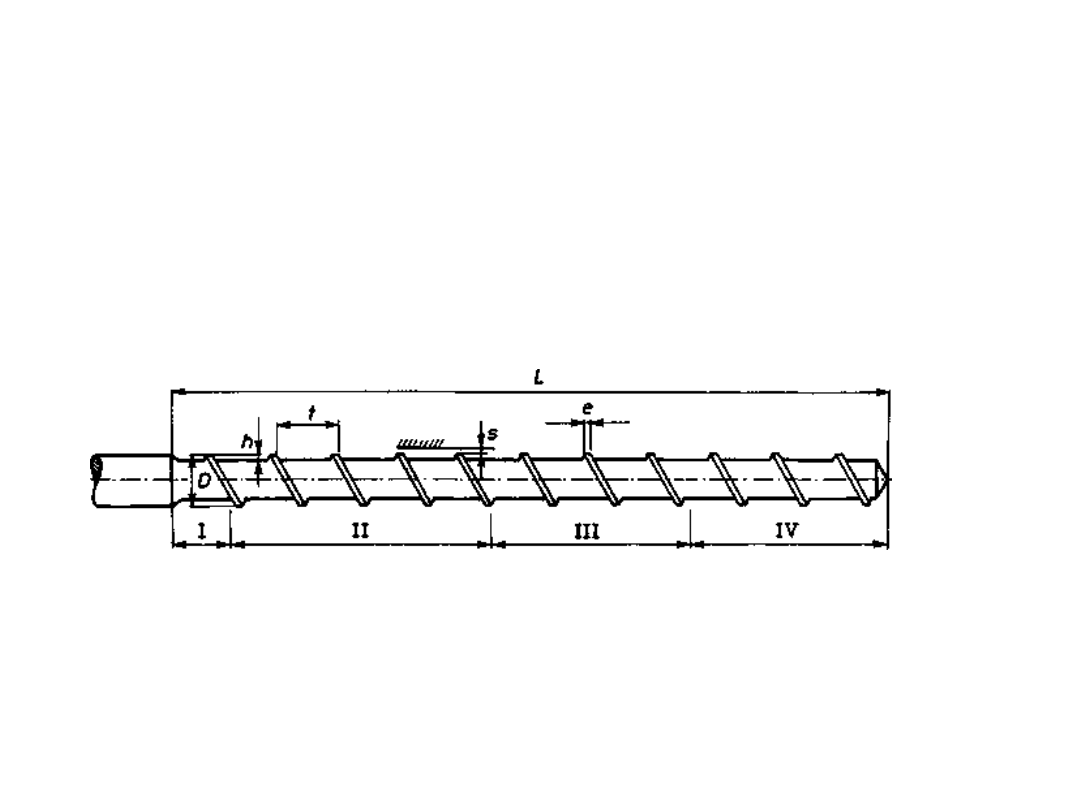
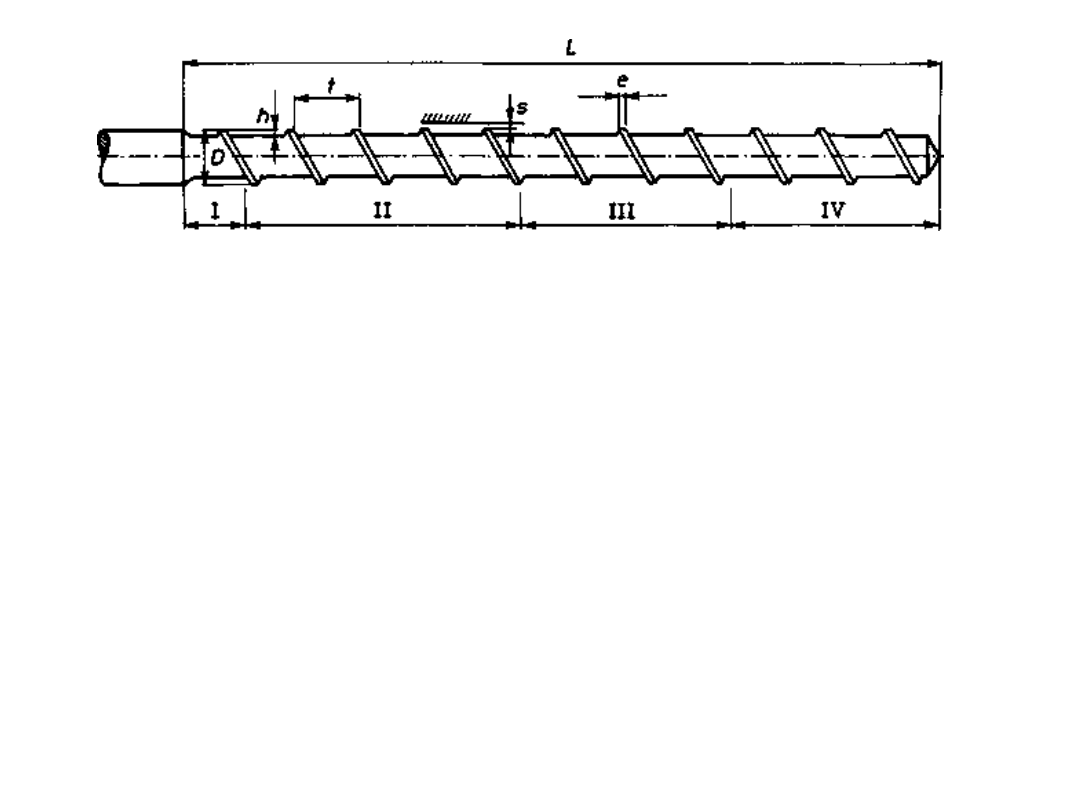
W celu zapewnienia poprawnego przebiegu procesów w
układzie jednoślimakowym, klasyczny ślimak jest
podzielony umownie na następujące podstawowe strefy:
zasypu I, zasilania H, przemiany (sprężania) III i
dozowania IV
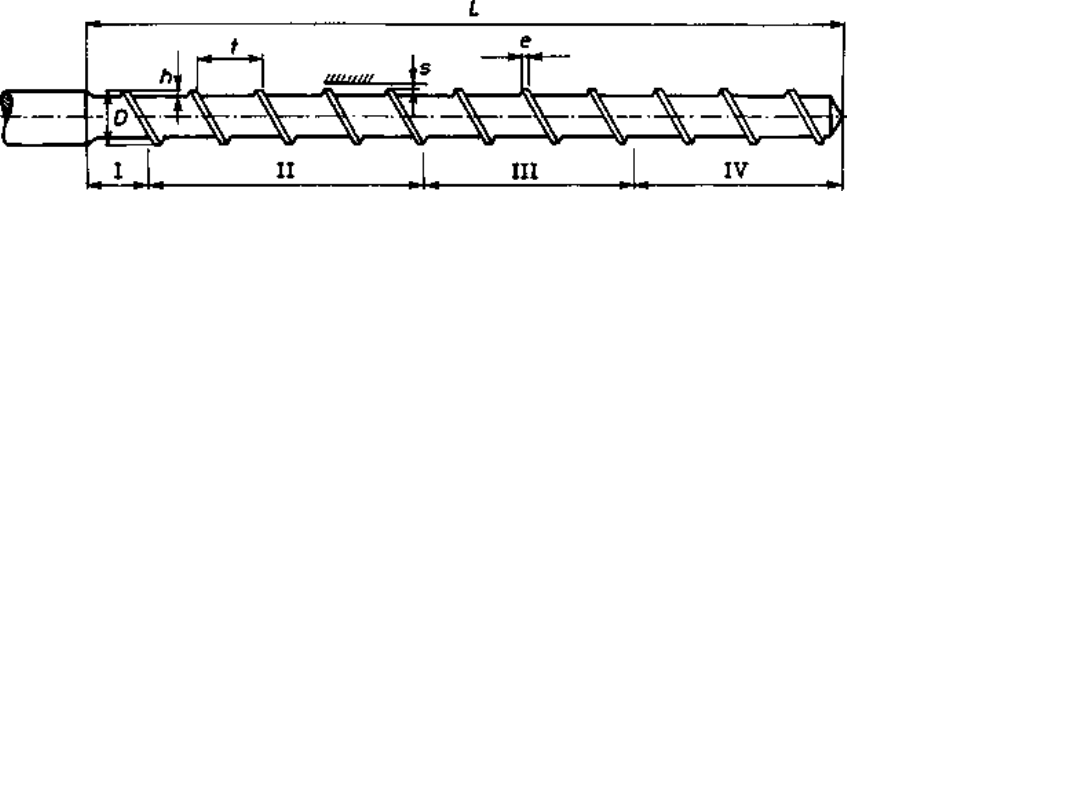
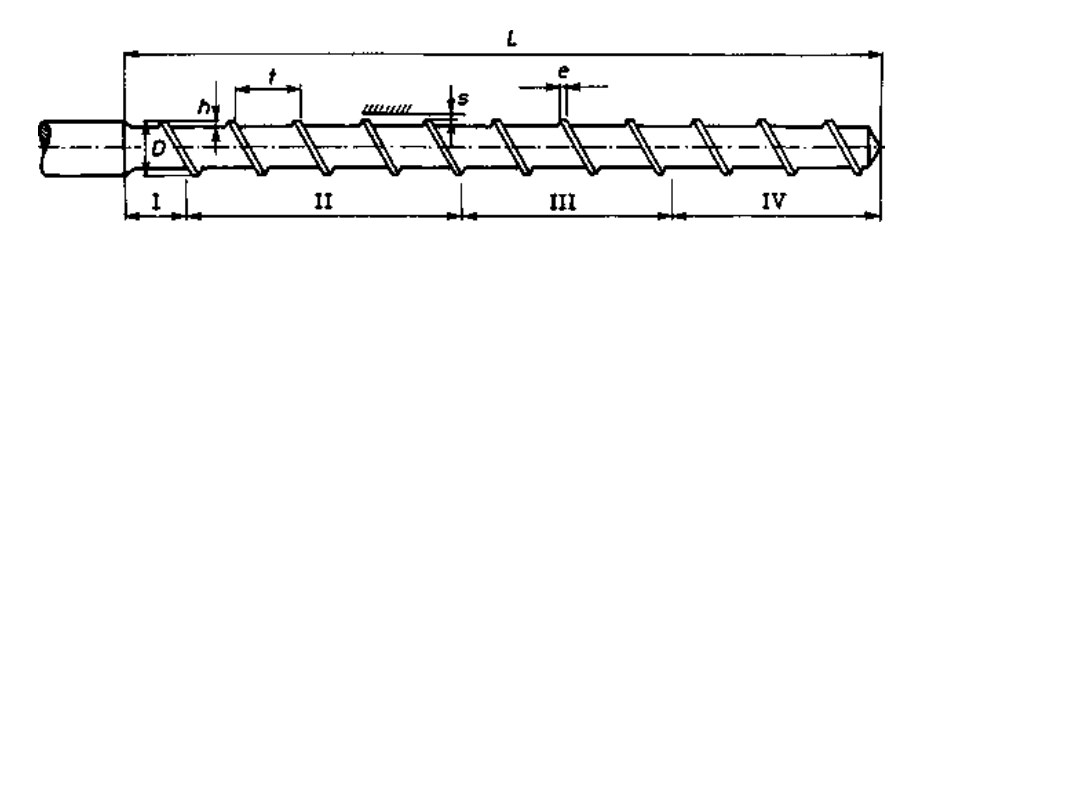
Elementy geometryczne ślimaka klasycznego: l — strefa zasypu, II — strefa zasilania,
III — strefa przemiany, IV — strefa dozowania, L — długość części roboczej, D —
średnica zewnętrzna, h — głębokość kanału, t — skok linii śrubowej zwoju kanału, e —
szerokość zwoju, s — grubość szczeliny (luz), tj. odległość pomiędzy powierzchnią
zewnętrzną zwoju a powierzchnią wewnętrzną cylindra.
Strefę zasypu, o długości (l,5 - 2) D (D—średnica zewnętrzna ślimaka)
tworzy część ślimaka znajdująca się bezpośrednio pod otworem
wysypowym zasobnika tworzywa. W strefie tej następuje przyjęcie przez
ślimak tworzywa wejściowego, na ogół w kształcie granulek lub
proszku, poprzez możliwie całkowite wypełnienie tworzywem obszaru
między zwojami ślimaka, zwanego kanałem śrubowym ślimaka. Strefa ta
nie zawsze jest wydzielana i bywa łączona ze strefą zasilania. Następna
strefa, strefa zasilania, o długości na ogół (4-15)D, rozpoczyna się w
miejscu zamkniętym na całym obwodzie cylindra. Tworzywo w tej
strefie ma taką samą postać i kształt, jak w strefie zasypu, ale ulega
głównie nagrzewaniu, sprężaniu i transportowi, w wyniku czego w
tworzywie zachodzą przemiany.
W części poprzecznego przekroju kanału ślimaka
tworzywo przechodzi w stan plastyczny — zaczyna się w
tym miejscu kolejna strefa ślimaka,
strefa przemiany.
Strefa ta ma długość na ogół (5 - 10) D. W miarę
transportowania tworzywa przez tę strefę, udział
tworzywa w stanie plastycznym rośnie i może zacząć
pojawiać się tworzywo w stanie ciekłym, którego udział
również rośnie. W momencie, gdy w całym przekroju
poprzecznym kanału tworzywo jest w stanie plastycznym
lub ciekłym, rozpoczyna się
strefa dozowania.
Tak więc w strefie przemiany układ spełnia wszystkie swe
funkcje
w
przybliżeniu z jednakową intensywnością.
Zadaniem strefy dozowania, mającej na ogół długość
porównywalną z długością strefy przemiany, jest przede
wszystkim ostateczne przeprowadzenie w stan plastyczny,
lub dalej ciekły, resztek tworzywa, które mogły tego stanu
nie osiągnąć poprzednio, dalsza homogenizacja oraz nadanie
i ustabilizowanie parametrów tworzywa opuszczającego
układ. Strefy II, III i IV przechodzą jedna w drugą w sposób
ciągły często ze słabo zaznaczonymi granicami.
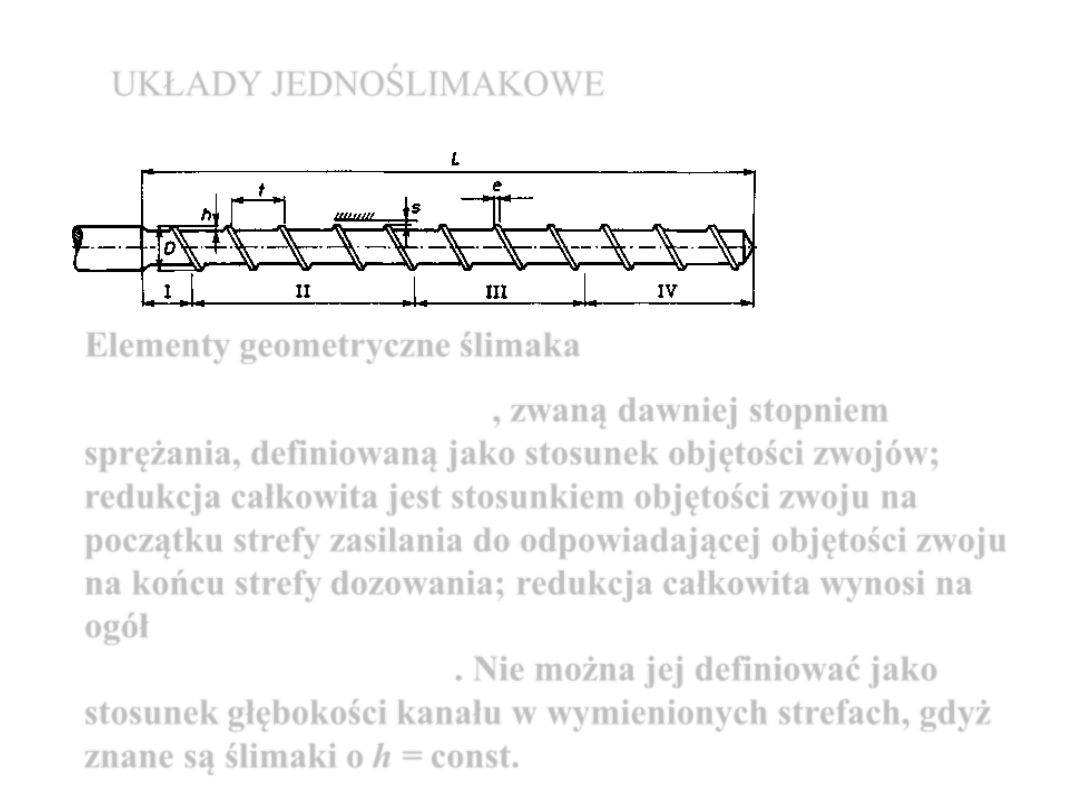
UKŁADY JEDNOŚLIMAKOWE
Elementy geometryczne ślimaka
Redukcja objętości kanału
, zwaną dawniej stopniem
sprężania, definiowaną jako stosunek objętości zwojów;
redukcja całkowita jest stosunkiem objętości zwoju na
początku strefy zasilania do odpowiadającej objętości zwoju
na końcu strefy dozowania; redukcja całkowita wynosi na
ogół
l ,3 - 5 dla tworzyw termoplastycznych i 1,0-1,5 dla
tworzyw utwardzalnych
. Nie można jej definiować jako
stosunek głębokości kanału w wymienionych strefach, gdyż
znane są ślimaki o h = const.

Konstrukcja ślimaka musi zapewniać, dla zachowania
ciągłości
procesów
zachodzących
w
układzie
ślimakowym, natężenie przepływu tworzywa w
strefach zasilania i przemiany równe natężeniu w
strefie dozowania lub nieco większe. Natężenie
przepływu w układzie jest określane natężeniem
przepływu w strefie dozowania. Ponieważ w tej strefie
tworzywo jest w stanie plastycznym lub ciekłym,
można przyjąć, że pracuje ona jak pompa śrubowa,
pompująca płyn na ogół nieniutonowski.

Ślimaki klasyczne mają kanał ciągły wzdłuż całej
długości części roboczej oraz redukcję miejscową i
całkowitą równą jedności lub większą.
Różnią się między sobą elementami geometrycznymi.
Stosowane są coraz rzadziej, gdyż na ogół nie zapewniają
zadowalającej efektywności procesów zachodzących w
układzie uplastyczniającym.
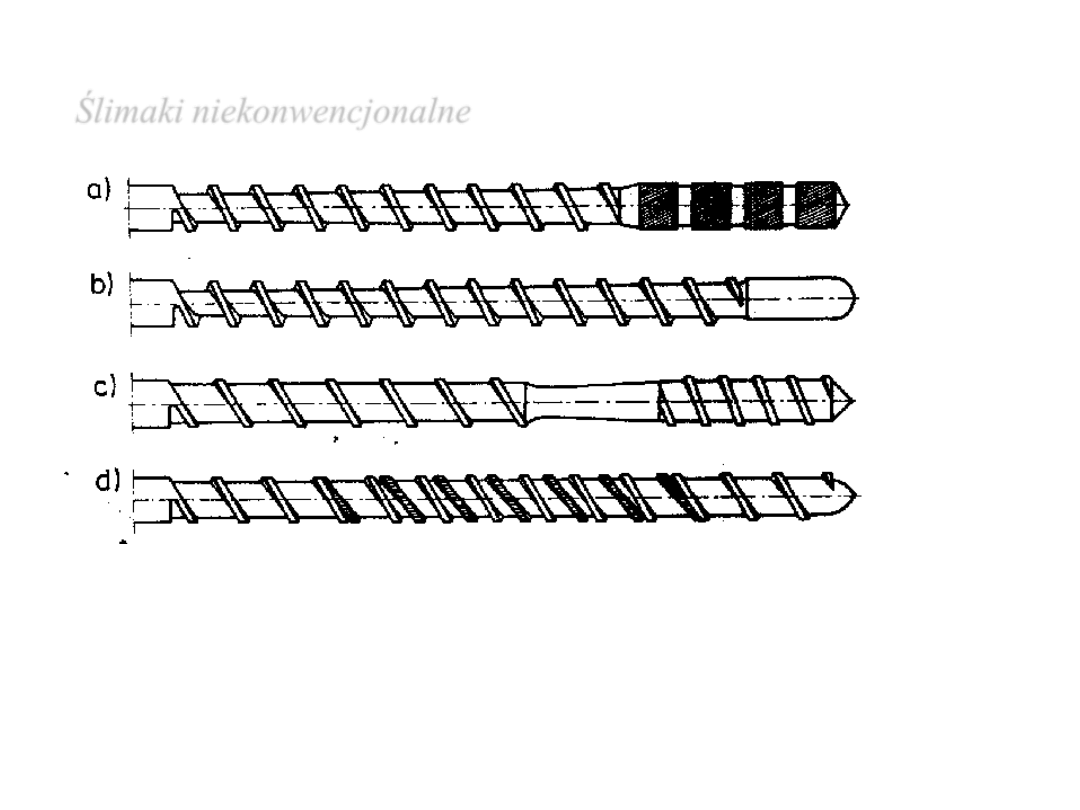
Ślimaki niekonwencjonalne
Niektóre ślimaki niekonwencjonalne: a) z końcówką
użebrowaną, b) z końcówką gładką, c) z deredukcją w kanale
nieśrubowym ciągłym w strefie przemiany, d) ślimak
Maillefera
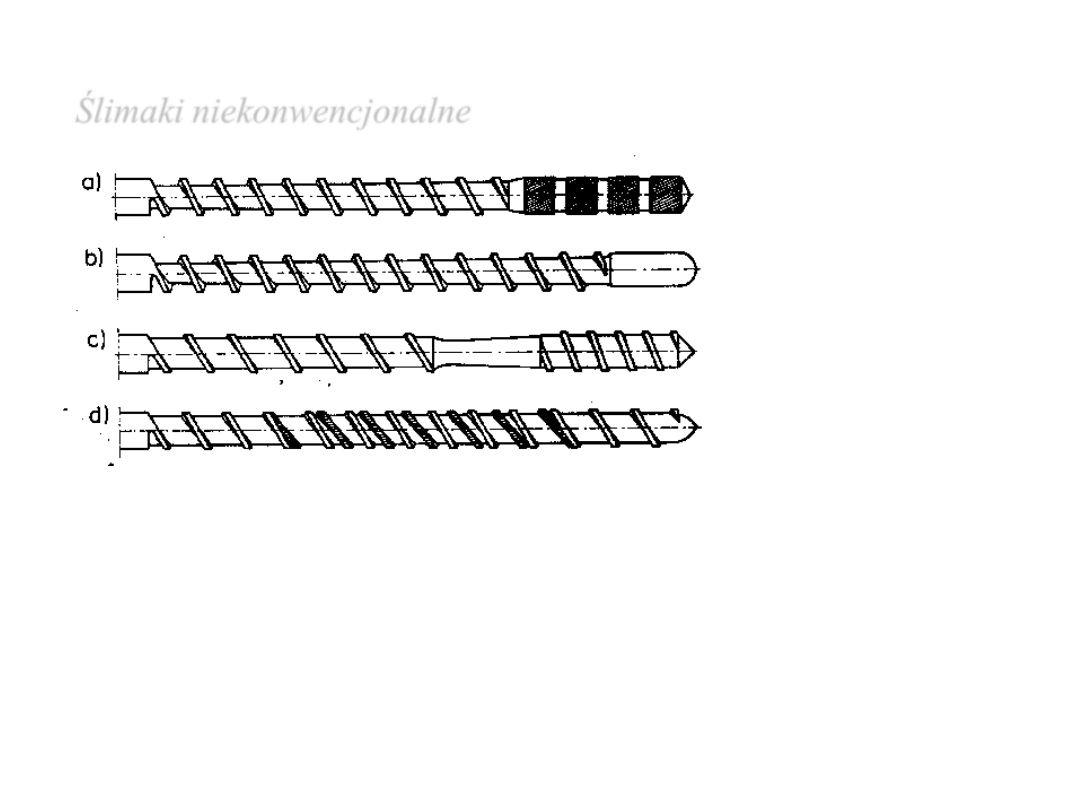
Ślimaki niekonwencjonalne
odcinki kanału
— nieśrubowego nieciągłego, będącego zakończeniem strefy dozowania (rys. a),
— nieśrubowego ciągłego, stanowiącego zakończenie strefy dozowania (rys. b),
— nieśrubowego ciągłego w strefie przemiany, gdzie występuje miejscowa deredukcją
objętości kanału (rys. c),
— śrubowego, ze swojem śrubowym zaporowym w strefie przemiany: ślimak Maillefera (rys.
d), ślimak Geyera, ślimak Barra, ślimak Draya, ślimak Kima
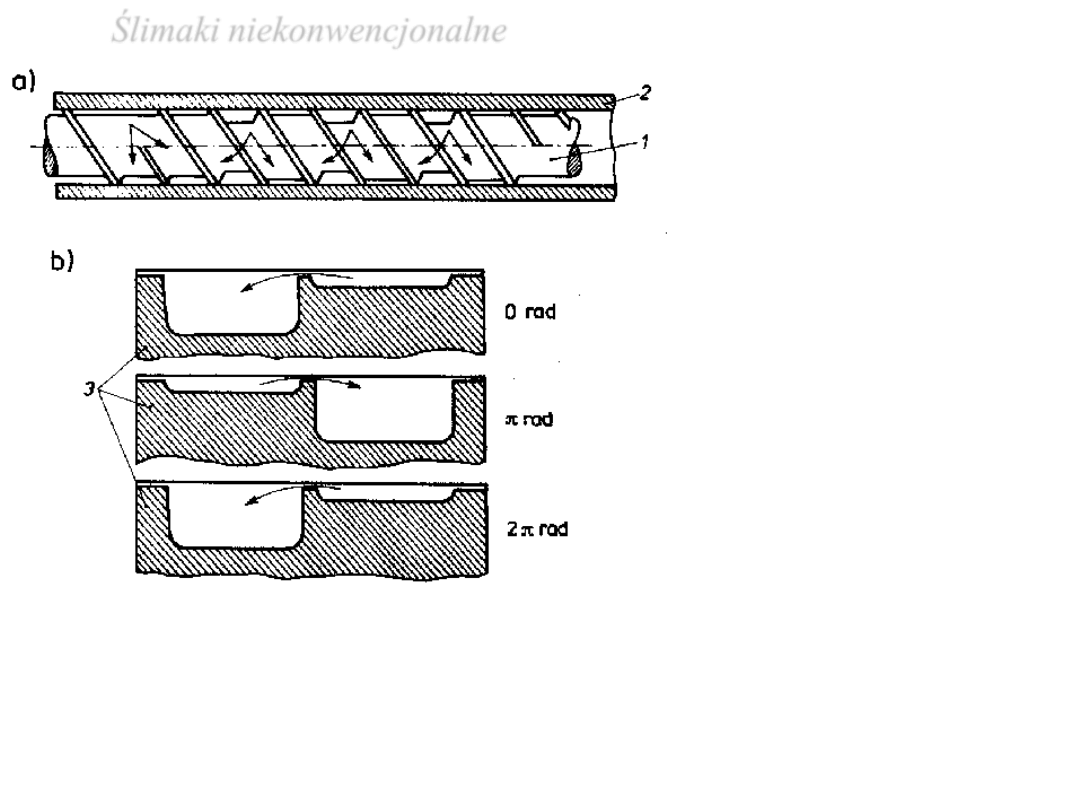
Ślimaki niekonwencjonalne
Ślimak niekonwencjonalny
HPM:
a) przekrój wzdłużny przez
fragment układu
ślimakowego,
b) przekrój poprzeczny
przez kanał; l — ślimak
dwuzwojowy, 2 —
cylinder, 3 — przekroje w
płaszczyznach
nachylonych umownie pod
kątem O,
p
oraz 2
p
rad —
strzałki wskazują przepływ
tworzywa
uplastycznionego

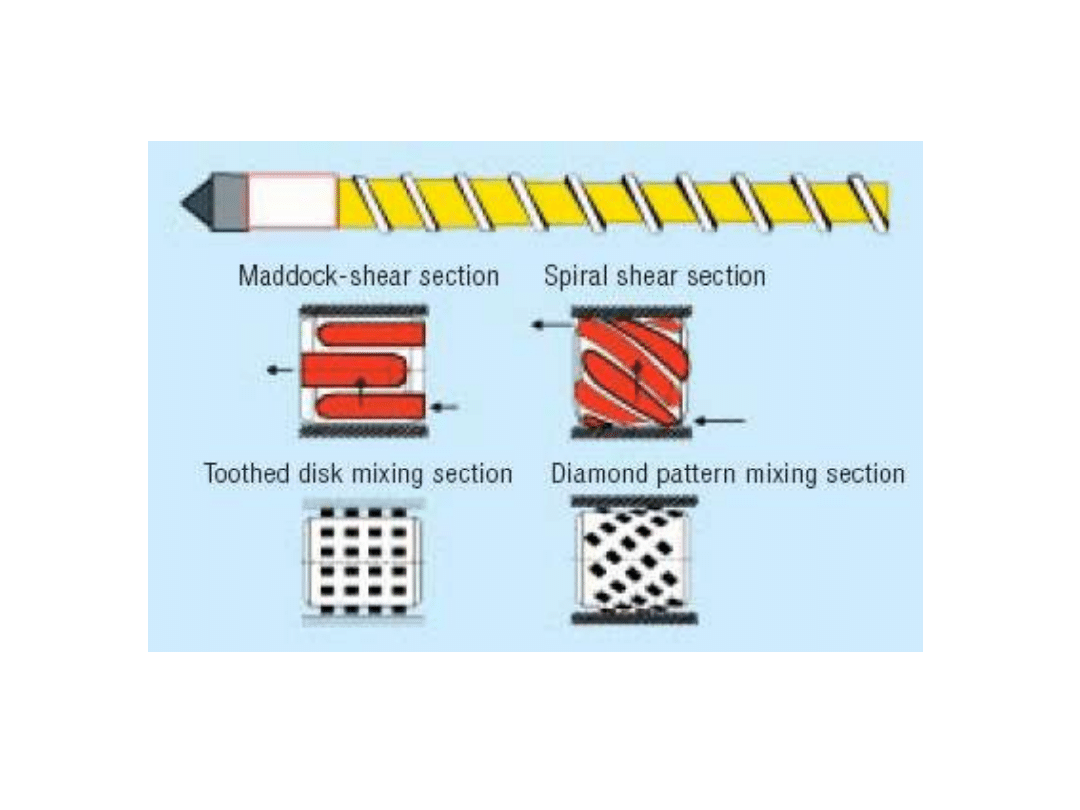
Ślimaki specjalne są zaopatrzone w specjalnej
konstrukcji elementy intensyfikujące ścinanie i mieszanie
tworzywa w układzie jednoślimakowym. Chociaż oba procesy
występują jednocześnie, można podzielić je na elementy, w
których przeważa proces ścinania, i na elementy, w których
dominuje proces mieszania.
Elementy o przewadze procesu ścinania, zwane
umownie elementami intensywnego ścinania, charakteryzują
się szczelinami, przez które przepływa tworzywo ruchem
zbliżonym do liniowego i ulega intensywnemu ścinaniu.
Umieszcza się je w strefie przemiany.
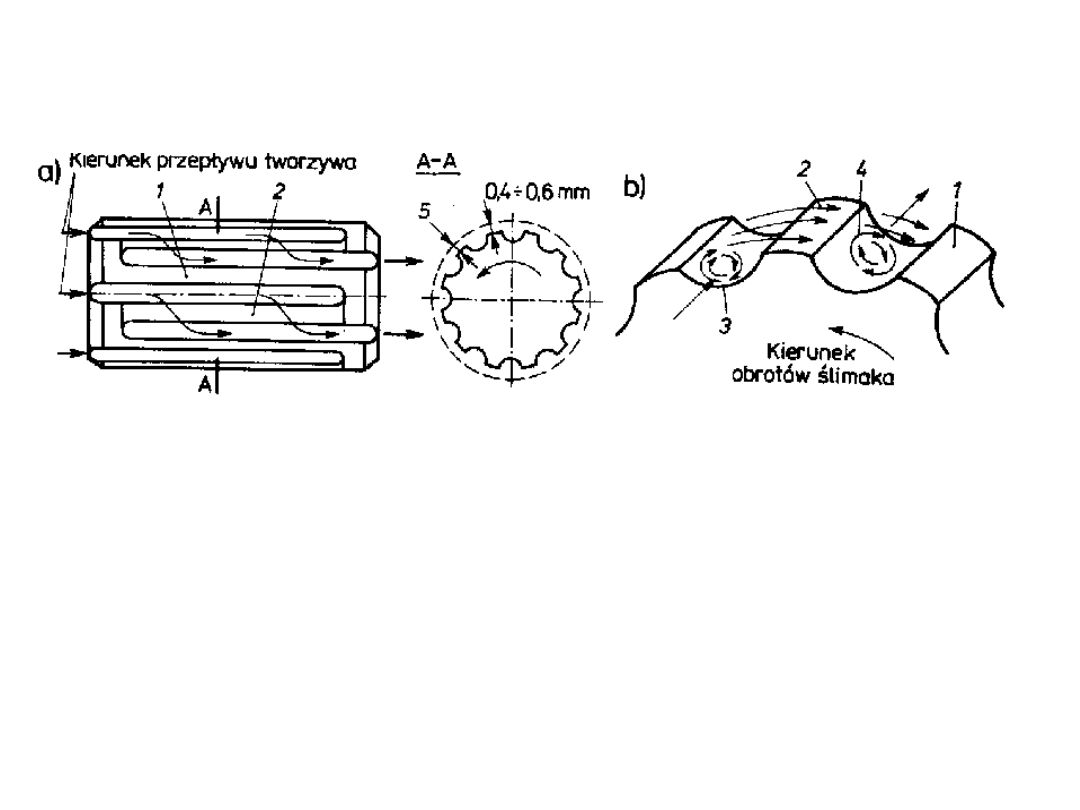
Schemat: a) budowy pierścienia Maddocka, b) przepływu
tworzywa w pierścieniu; 1 — przegroda zbierająca, 2 —
przegroda ścinająca, 3 — rowek mieszający wlotowy, 4 —
rowek mieszający wylotowy, 5 — odległość pomiędzy
powierzchnią przegrody zbierającej a powierzchnią
wewnętrzną cylindra, równa luzowi ślimaka w cylindrze;
strzałki wskazują kierunek przepływu tworzywa
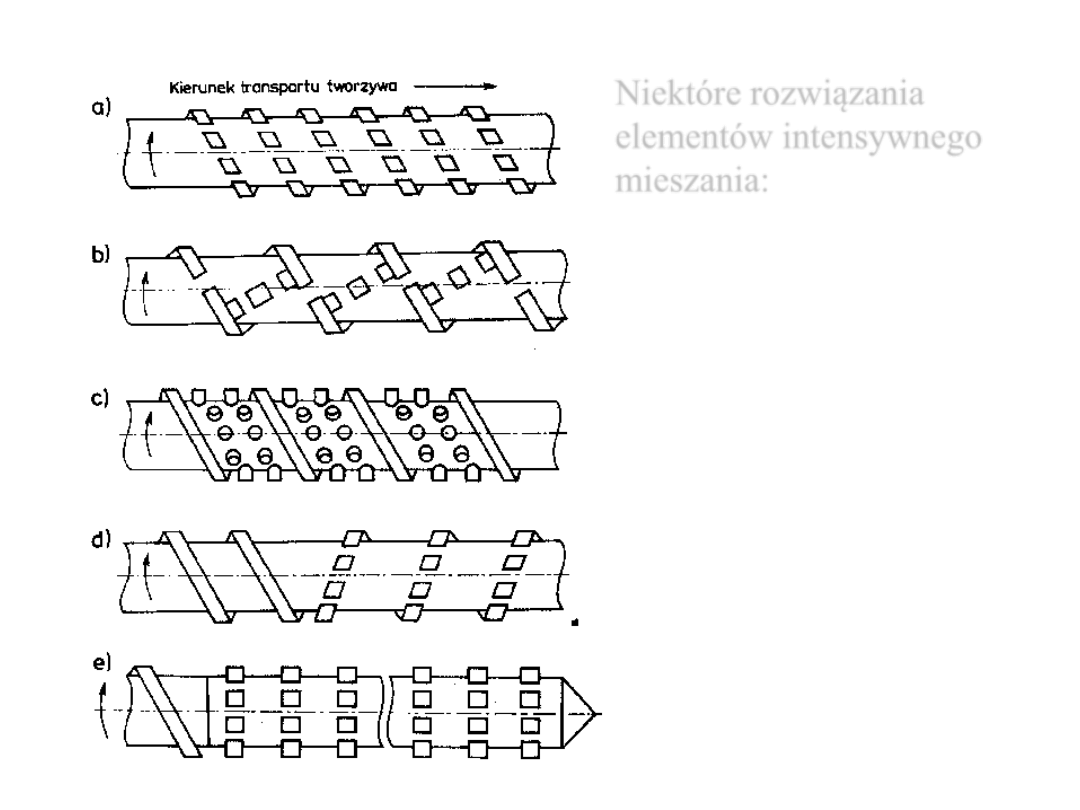
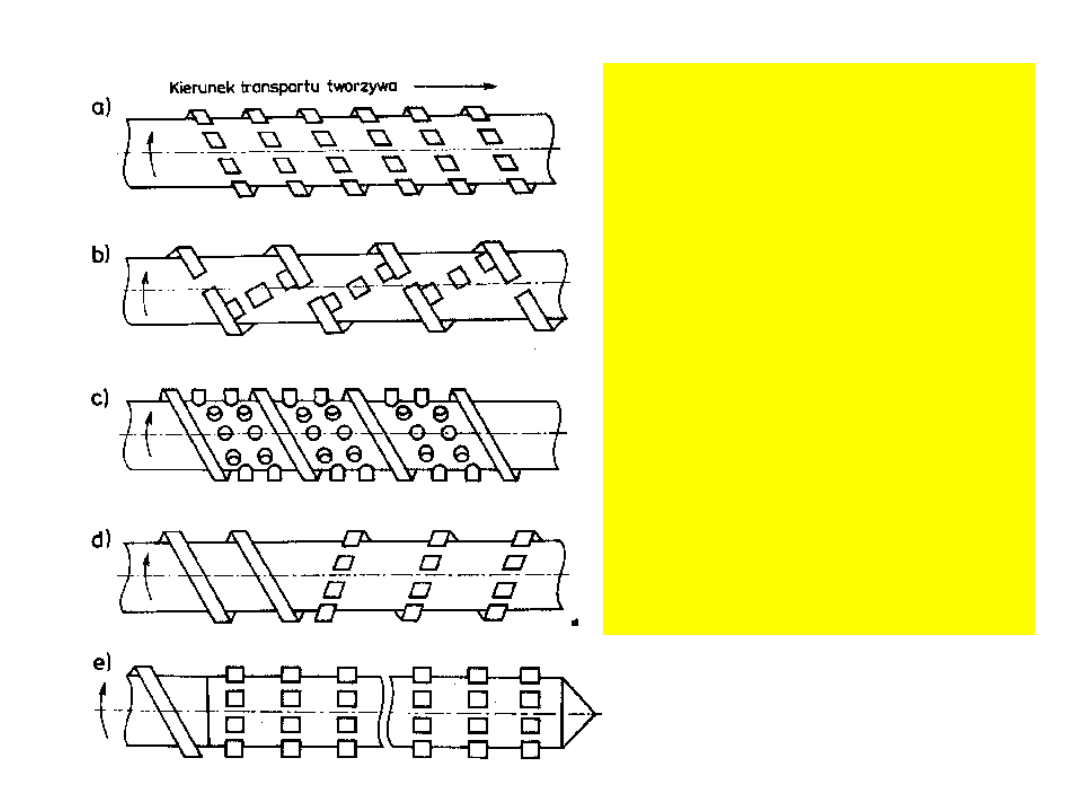
Niektóre rozwiązania
elementów intensywnego
mieszania:
a) ślimak z przeciętymi
zwojami,
b) ślimak z przeciętymi
zwojami i elementami
zaporowymi,
c) ślimak z kołkami w
kanale,
d) ślimak ze zwojami
przeciwbieżnymi
przeciętymi,
e) ślimak z końcówką
mającą przecięte zwoje
poprzeczne
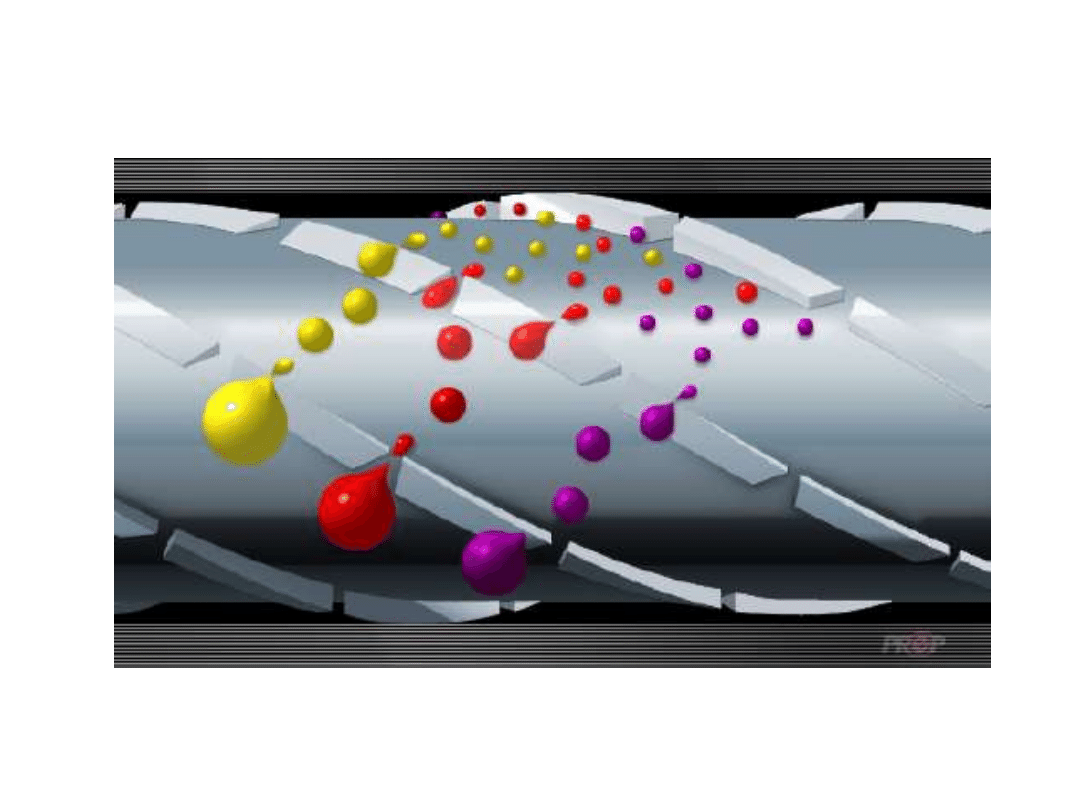
Elementy o przewadze
procesu mieszania, zwane
umownie elementami
intensywnego mieszania,
charakteryzują się z kolei
obszarami, gdzie strumień
przepływającego tworzywa
ulega wielokrotnemu
podziałowi i łączeniu z
dużym udziałem ruchu
obrotowego (zawirowań),
co powoduje intensywne
mieszanie tworzywa.
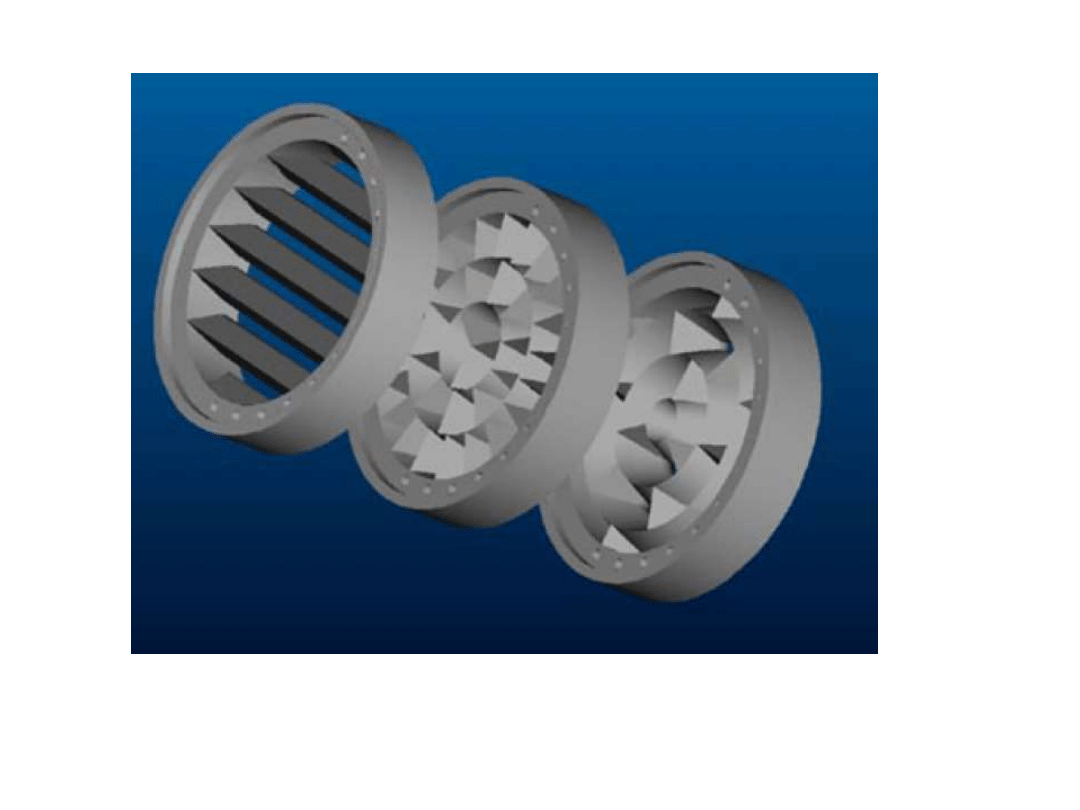
Elementy mieszalnika statycznego do stopów polimerowych
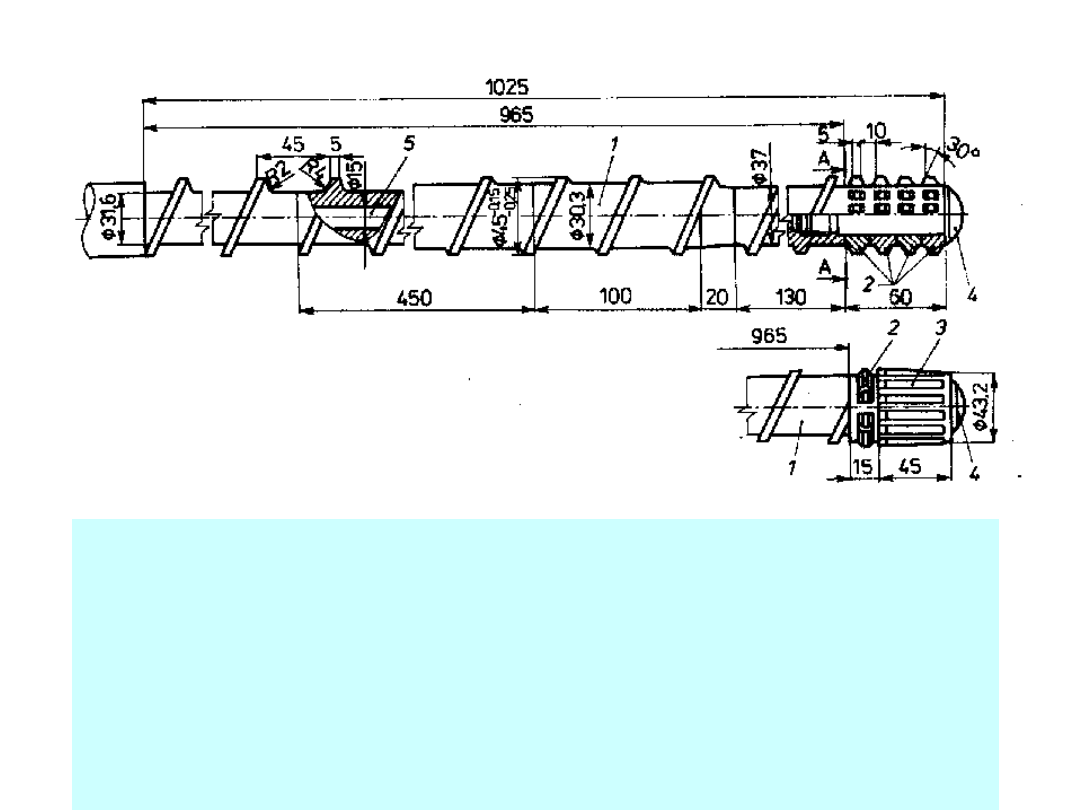
Rozwiązanie
konstrukcyjne
nowoczesnego
ślimaka
przeznaczonego do wytłaczania PE-LD:
1 — cześć robocza o kanale ciągłym, 2 — element
intensywnego mieszania, 3 — element intensywnego ścinania,
4 — końcówka ślimaka, 5 — otwór do chłodzenia ślimaka
sprężonym powietrzem

Tworzywa termoplastyczne
Materiały, które cechuje sprężystość w warunkach oddziaływania
obciążeń zewnętrznych. Odkształcenie trwale spowodowane
ich rozciąganiem może przekraczać 50%.
Termoplasty powyżej zakresu temperatury ich użytkowania
cechuje występowanie obszaru odkształceń plastycznych.
Ogólnie biorąc są one materiałami o strukturze nieusieciowanej,
które powyżej zakresu temperatur ich użytkowania kwalifikują
się do ponownego kształtowania i przetwórstwa.
Do termoplastów zalicza się również elastomery
termoplastyczne, kopolimery oraz mieszaniny polimerów.
Rozróżnia się dwie grupy termoplastów:
•
amorficzne
•
o strukturze częściowo krystalicznej

W przypadku tworzyw amorficznych cząsteczki zachowują stan
nieuporządkowania, przemieszania, podczas gdy dla tworzyw o
budowie częściowo krystalicznej faza krystalitów rozmieszczona jest w
sposób uporządkowany z punktu widzenia składu chemicznego jak i
rozkładu geometrycznego.
Na udział składnika o budowie krystalicznej oddziaływać można
zarówno poprzez stosowanie dodatków, tzw. środków inicjujących
zarodkowanie krystalitów, jak również przez dobór warunków
przetwarzania (temperatury płynnego tworzywa, temperatury formy,
szybkości chłodzenia).
Ponadto występuje zjawisko krystalizacji wtórnej, zmieniające
wielkość udziału krystalitów w strukturze. Stanowi to np. powód
występowania w przypadku polimerów zjawiska skurczu wtórnego,
wskutek którego mają miejsce zmiany zakresu tolerancji wymiarowych
wyprasek. W związku z tym w odniesieniu do materiałów o strukturze
częściowo krystalicznej obserwuje się zjawisko spadku objętości,
trwającego do 24 h po zakończeniu cyklu przetwarzania.

Termoplasty o strukturze amorficznej w wielu przypadkach są słabo
bądź bardzo przezroczyste, o barwie zależnej od rodzaju
zastosowanego barwnika, co spowodowane jest przez zwiększony
odstęp między cząsteczkami.
W wielu przypadkach, są podatne na pękanie pod działaniem
naprężeń, a ponadto nie występuje relaksacja naprężeń (lub jest
bardzo mała). Zachowanie się termoplastów o strukturze częściowo
krystalicznej jest pod tym względem wyraźnie korzystniejsze.

Termoplasty przeznaczone do przetwórstwa mają komponenty
umacniające zwykle postać granulatu, a w przypadku kilku gatunków
również proszku. Prawie wszystkie są również oferowane z
dodatkami wypełniaczy względnie komponentów podnoszących
wytrzymałość.
W zależności od typu, zawierać też mogą środki do impregnacji
przeciwogniowej, dodatki ułatwiające rozformowanie, stabilizatory
chroniące przed działaniem promieniowania ultrafioletowego,
dodatki antystatyczne, preparaty ułatwiające zarodkowanie
krystalitów, chroniące przed działaniem promieniowania
elektromagnetycznego i inne.

Jako wypełniacze lub wzmacniacze można stosować:
•kredę
•mączkę drzewną
•kaolin
•kulki szklane
•włókna szklane
•włókno lniane
•talk
•mączkę kwarcową
•Wollastonit (minerał, krzemian wapnia CaO · SiO
2
)
•mikę
•włókno konopne

Do powszechnie stosowanych metod
przetwórstwa zaliczyć należy:
•wtryskiwanie
•wytłaczanie
•kalandrowanie
•formowanie przez rozdmuchiwanie
•

Wiele termoplastów podczas procesu przetwarzania lub po jego
zakończeniu ulega w różnym stopniu usieciowaniu, w następstwie
czego wykazują one właściwości termoplastyczne tylko
warunkowo.
Usieciowanie następuje w trakcie przetwarzania pod wpływem
środków sieciujących, np. nadtlenków, lub po jego zakończeniu,
pod działaniem promieniowywania. Umożliwia to trwałe
polepszenie wielu właściwości.
Jedną z dziedzin zastosowania tego rodzaju materiałów, np.
usieciowanego polietylenu, jest produkcja rur przeznaczonych do
instalacji ogrzewania podłogowego.
Usieciowane termoplasty oznaczane są literą - X, np. PE-X.

POLIOLEFINY
polietyleny
Polipropyleny
kopolimery etylen/ octan winylu
kopolimery etylen/estry akrylowe
elastomery poliolefinowe.
Pod względem wielkości produkcji polietyleny zajmują pierwsze miejsce
przed wszystkimi polimerami.

Na rynku znajdują się obecnie następujące typy polietylenu:
PE-LD,
polietylen małej gęstości, otrzymywany pod wysokimi
ciśnieniami i w wysokiej temperaturze; polietyleny tego typu mają
cząsteczki
rozgałęzione.
PE-LLD,
liniowy polietylen bardzo małej gęstości, otrzymywany różnymi
metodami.
PE-MD,
polietylen średniej gęstości, wytwarzany przez zmieszanie PE-
LD z PE-HD lub w wyniku kopolimeryzacji.
PE-HD
, polietylen dużej gęstości, wytwarzany pod niskimi ciśnieniami
przy użyciu określnych katalizatorów. Ma on jedynie bardzo
nieznaczne rozgałęzienia i wykazuje wyższy stopień krystaliczności.
PE-HD-HMW
, polietylen niskociśnieniowy dużej gęstości i o dużej
masie molowej.

PE-HD-UHMW,
polietylen niskociśnieniowy dużej gęstości i o
bardzo dużej masie molowej.
EVAC,
kopolimer etylen/octan winylu (dotychczas nazywany
E/VA).
EEAK
, kopolimer etylen/akrylan etylu (dotychczas E/E A).
PE-C,
chlorowany polietylen, stosowany głównie w mieszaninie
z innymi typami polietylenu.
PE-X
(często niepoprawnie nazywany PE-V) -polietylen
usieciowany

Dziedzina zastosowań
Folie
-
75%
Powłoki wytłaczane
-
7%
Wtryskiwanie
-
6%
Izolacje i powłoki kablowe
-
4%
Rury
-
3%
Pojemniki
-
1%
Inne
-
4%

Zakres mas molowych 20000-
600000, długie rozgałęzienia,
średnia długość łańcuchów, średni stopień krystalizacji
PE-LD
Gęstość, g/cm
3
0,918-0,935
MFR 0,1-80 (190/2,16)

PE-LLD
Gęstość, g/cm
3
0,910-0,935
MFR 0,5-25 (190/2,16)
W porównaniu do PE-LD: lepsza odporność na rozdzieranie i
na dalsze rozdzieranie, sztywność, odporność na przebijanie,
jak również odporność na obciążenia dynamiczne w niskiej
temperaturze; lepsza odporność na korozję naprężeniową;
można z niego wytwazać cieńsze folie o grubości do około 5
m
m

PE-MD
Gęstość, g/cm
3
0,942-0,954
MFR MFR 0,3-2 (190/5)

PE-HD
Gęstość, g/cm
3
0,935-0,970
MFR
MFR 0,1-25 (190/2,16)
Zakres mas molowych do około 450000, przeważnie cząsteczki
liniowe, większe długości łańcuchów, wyższy stopień
krystaliczności, twardszy od PE-LD

PE-UHMW
Gęstość, g/cm
3
> 0,935
MFR < 0,01 (190/2,16)
Masa molowa 3-6x10
6
, trudne przetwórstwo, najczęściej
metodą spiekania z prasowaniem, bardzo duża odporność na
obciążenia dynamiczne, bardzo mała ścieralność, mały
współczynnik tarcia, bardzo dobra odporność na działanie
różnych środowisk
Szczególnie w budowie maszyn i elementów narażonych na
duże obciążenia, także dzięki odporności na ścieranie i dobrym
właściwościom poślizgowym, doskonałym tworzywem jest PE-
HD-UHMW.

EVAC
Gęstość, g/cm
3
0,922-0,943
W zależności od zawartości octanu winylu -bardzo elastyczny,
większa odporność na obciążenia dynamiczne, większa
rozciągliwość, lepsza odporność na kurczenie się Duża
elastyczność, bardzo dobra odporność na obciążenia
dynamiczne w niskiej temperaturze

PE-X
Usieciowany PE (zwykle usieciowany nadtlenkiem, ale także
silanem lub promieniowaniem elektronowym), lepsza
odporność na podwyższoną temperaturę i gorącą wodę
(zastosowanie np. do wyrobu rur do ogrzewania podłogowego),
dobra odporność na korozję naprężeniową, lepsza trwałość
wymiarowa i odporność na obciążenia dynamiczne.

Właściwości cieplne
Temperatura mięknienia wg. Vicata °C
PE-LD
70 - 120
PE-LLD
85 - 123
PE-HD
120 - 130

Właściwości elektryczne
PE wykazuje dobre właściwości elektryczne, na które nie ma
wpływu nawet duża wilgotność. Z tego powodu PE stosuje się
często jako materiał izolacyjny dla kabli niskonapięciowych.
Jednak duża oporność elektryczna powoduje gromadzenie się
ładunków elektrostatycznych na powierzchni, co w
niekorzystnych warunkach może prowadzić do wyładowań
iskrowych. Gdy jest to niepożądane, konieczne staje się
dodawanie do PE środków antystatycznych. Ponieważ są one
skuteczne tylko na powierzchni, to ich działanie może zanikać w
wyniku ścierania się podczas użytkowania.

Właściwości optyczne
Częściowo krystaliczne typy PE są nieprzezroczyste do słabo
przeświecających, w zależności od grubości ścianki.
W wyniku szybkiego ochłodzenia podczas przetwórstwa i przede
wszystkim w wyniku dwuosiowego rozciągania podczas
wytłaczania folii można jednak wytwarzać także bardzo
przezroczyste folie lub kształtki, które potem wykazują mniejszy
stopień krystaliczności. Także w tym przypadku duży wpływ na
przezroczystość ma grubość ścianki.

Odporność na działanie różnych środowisk
Dzięki swej niepolarnej budowie PE jest materiałem o dobrej
odporności na działanie różnych środowisk, przy czym odporność PE-
MD i PE-
HD jest lepsza od odporności PE-LD lub PE-LLD.
Odporność na działanie różnych środowisk zależy w pewnym stopniu
od stopnia krystaliczności, a tym samym od gęstości PE. Wyższy
stopień krystaliczności zapewnia lepszą odporność, która jednak
trochę zmniejsza się ze wzrostem temperatury.
PE-
HD jest zatem materiałem bardzo często stosowanym do wyrobu
rur, pojemników, wyrobów pustych i innych elementów, które stykają
się ze środowiskami korodującymi. Specjalna odmiana PE-HD jest
stosowana nie tylko do wyrobu rur, lecz także do wyrobu zbiorników na
paliwo. W Europie około 2/3 wszystkich samochodów osobowych ma
już takie zbiorniki na paliwo.

Wszystkie typy PE wykazują bardzo małą przepuszczalność pary
wodnej i z tego powodu PE jest jednym z najczęściej stosowanych
materiałów opakowaniowych.
Jednak przepuszczalność związków aromatycznych jest znaczna,
dlatego konieczne jest wytwarzanie kompozytów PE z innymi
tworzywami sztucznymi, na przykład z PA. Dotyczy to opakowań
materiałów zawierających duże ilości substancji tłuszczowych,
ponieważ PE-LD i PE-LLD przy dłuższym zetknięciu się z nimi
wykazuje tendencję do przenikania tych substancji.
Odporność na działanie środowisk zmniejsza się nieznacznie w
przypadku kopolimerów, co jednak bardzo zależy od użytego typu
kopolimeru.
Wyszukiwarka
Podobne podstrony:
Tworzywa sztuczne, Oznaczanie wskaźnika szybkości płynięcia tworzyw termoplastycznych, Laboratorium
dupont przetworstwo tworzyw4
dupont przetworstwo tworzyw9
tab imip a4, AiR WIP, IV semestr, PRZTS Przetwórstwo tworzyw sztucznych, projekt
Podstawowym miejscem pracy operatora jest stanowisko obsługi wtryskarki do pracy przetwórstwa tworzy
Przetwórstwo skrobi termoplastycznej na cele opakowaniowe
Tematy i warunki zaliczenia zajęć, Przetwórstwo Tworzyw Sztucznych
PTS wykład 1, Przetwórstwo Tworzyw Sztucznych
EGZAMIN Z PRZETWÓRSTWA TWORZYW SZTUCZNYCH 25, ZiIP, sem 2
dupont przetworstwo tworzyw5
6 dł, Przetwórstwo Tworzyw Sztucznych, Ściągi
przetworstwo tworzyw sztucznych plast box sa
13 tworzywa termoplastyczne
3 OCENA SKURCZU WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
wieleba,przetwórstwo tworzyw sztucznych, skład i klasyfikacja tworzyw sztucznych
Przetwórstwo tworzyw sztucznych
Sprawozdanie Przetwórstwo Tworzyw Sztucznych Cw 3 L5
dupont przetworstwo tworzyw8
IMM 2003 lato bis(2), przetwórstwo tworzyw sztucznych
więcej podobnych podstron