
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 1
1. AUTOMATYZACJA PRODUKCJI. ELASTYCZNOŚĆ SYTEMÓW
PRODUKCYJNYCH
Rozwój elektroniki, a zwłaszcza techniki komputerowej sprawił, że przestały
praktycznie istnieć techniczne ograniczenia w dziedzinie automatyzacji produkcji. Można
uważać, że przy pomocy współczesnej techniki, każdy proces produkcyjny można całkowicie
zautomatyzować, osiągając w ten sposób dużą wydajność i wysoką jakość produkcji. Jedynym
ograniczeniem są koszty zakupu i wdrożenia nowych technologii oraz ich eksploatacji, a więc
czynniki ekonomiczne.
Nakłady na zautomatyzowanie produkcji zależą od stopnia automatyzacji procesu
wytwarzania. Są bardzo wysokie w przypadku pełnej automatyzacji procesu (obróbka,
kontrola, transport, składowanie, montaż) i dużo mniejsze gdy automatyzuje się tylko niektóre,
wybrane operacje technologiczne. O wyborze stopnia automatyzacji procesu decyduje
kryterium opłacalności: poniesione nakłady muszą się zwrócić w możliwie krótkim czasie w
wyniku sprzedaży wyprodukowanych wyrobów. Decyzje związane z wyborem stopnia
automatyzacji mają więc charakter strategiczny i związane są z pewnym ryzykiem, gdyż:
-
brak lub zbyt niski poziom automatyzacji oznacza zwykle niższą jakość i wysokie
koszty produkcji, co nie pozwala na sprzedaż po konkurencyjnych cenach.
-
rynek może się okazać zbyt mały aby wchłonąć taką ilość produkcji, która
zamortyzowałaby poniesione nakłady na zbyt daleko posuniętą automatyzację.
-
wyrób może nagle przestać się sprzedawać.
Związane z tym ryzyko ogranicza się przez skrócenie serii produkcyjnych oraz częste
modyfikacje wyrobu, dostosowujące go do aktualnych wymagań rynku. Z tego powodu,
zarówno producent wyrobu finalnego jak i jego kooperanci muszą być przygotowani na częste
zmiany asortymentu produkcji, tzn. powinni być „elastyczni”.
Przez elastyczność produkcji należy rozumieć zdolność do przestawienia parku maszynowego
na produkcję innego asortymentu, w krótkim czasie i małym kosztem.
Szczególną rolę w dziedzinie automatyzacji produkcji odegrała obróbka skrawaniem.
Jest to jedna z droższych metod kształtowania części, dzięki czemu nakłady poniesione na
zwiększenie wydajności obróbki szybko się zwracają.
Już w latach 20-tych XX wieku budowano obrabiarki a nawet całe linie technologiczne
w pełni zautomatyzowane, uzyskując bardzo wysoką wydajność. Wadą ich było
przystosowanie do bardzo wąskiego asortymentu produkcji (taka forma automatyzacji jest
obecnie określana jako automatyzacja „sztywna”).
Przestawienie ich na produkcję innego asortymentu było często niemożliwe, a w najlepszym
razie bardzo kosztowne i wymagające zatrzymania produkcji na dłuższy czas, ponieważ
wymagało przeróbki lub wymiany mechanicznych zespołów sterujących. Przykładem mogą
być bardzo wydajne automaty o sterowaniu krzywkowym. Nieco bardziej elastyczne były
kopiarki, gdzie wymiany wymagał tylko wzornik.
Elastyczna automatyzacja procesu obróbki stała się możliwa w latach 60-tych XX
wieku gdy powstały obrabiarki numerycznie sterowane i centra obróbkowe, gdzie zmiana
asortymentu produkcji wymagała głównie uruchomienia nowego programu sterującego
obrabiarką. W tym przypadku przestawienie maszyny na inną produkcję jest naprawdę
szybkie, a koszty ograniczają się do nowego oprogramowania. Jednocześnie bardzo wzrosła
dokładność obróbki, pozwalając na skoncentrowanie na jednej obrabiarce obróbki zgrubnej i
wykańczającej, przy czym ta ostatnia pozwala często wyeliminować stosowaną wcześniej
obróbkę przez szlifowanie.
Za najbardziej zaawansowaną pod względem automatyzacji formę produkcji uważa się
Elastyczne Systemy Produkcyjne (ESP, ang. FMS – Flexible Manufacturing System). Są to
systemy przeznaczone do obróbki bardzo zróżnicowanego asortymentu części na centrach
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 2
obróbkowych, współpracujących z automatycznymi systemami transportu i składowania
części. Dzięki całkowitej automatyzacji procesu, taki system może pracować bezobsługowo
(tzn. wymaga jedynie nadzoru) na II i III zmianie a także w dni ustawowo wolne od pracy..
Największy rozwój tych systemów przypada na lata osiemdziesiąte. Liczbę tych systemów na
ś
wiecie szacuje się w tej chwili na kilka tysięcy, są to głównie systemy oparte na jednym
centrum obróbkowym, zwane Autonomicznymi Stacjami Obróbkowymi (ASO). Obecnie
zainteresowanie przemysłu tymi rozwiązaniami bardzo spadło, gdyż ich eksploatacja okazała
się droga, a bezobsługowość problematyczna.
Mimo olbrzymiego rozwoju zautomatyzowanych form produkcji nadal duże znaczenie
ma klasyczna produkcja warsztatowa wykonywana na nie zautomatyzowanych obrabiarkach
konwencjonalnych. Ciągle jest to najbardziej elastyczna struktura. Ci sami pracownicy, na tych
samych obrabiarkach mogą wykonywać bardzo zróżnicowane części i zmiana asortymentu nie
wymaga prawie żadnych inwestycji. Jednak brak automatyzacji sprawia, że wydajność tych
systemów jest niewielka nawet gdy stosuje się wyspecjalizowane oprzyrządowanie
technologiczne, przez co konkurowanie z produkcją zautomatyzowaną w dziedzinie produkcji
wielkoseryjnej i masowej jest niemożliwe. Natomiast w produkcji jednostkowej jest to ciągle
forma dominująca i nie należy się spodziewać aby nawet w dalszej przyszłości całkowicie
zanikła. Wręcz odwrotnie, zwiększony popyt na takie usługi jak naprawy, adaptacje,
wykonywanie prototypów itp. sprawiają, że firmy obrabiarkowe stale modernizują swoją ofertę
obrabiarek konwencjonalnych a nawet starsze wiekiem maszyny ciągle są eksploatowane. Na
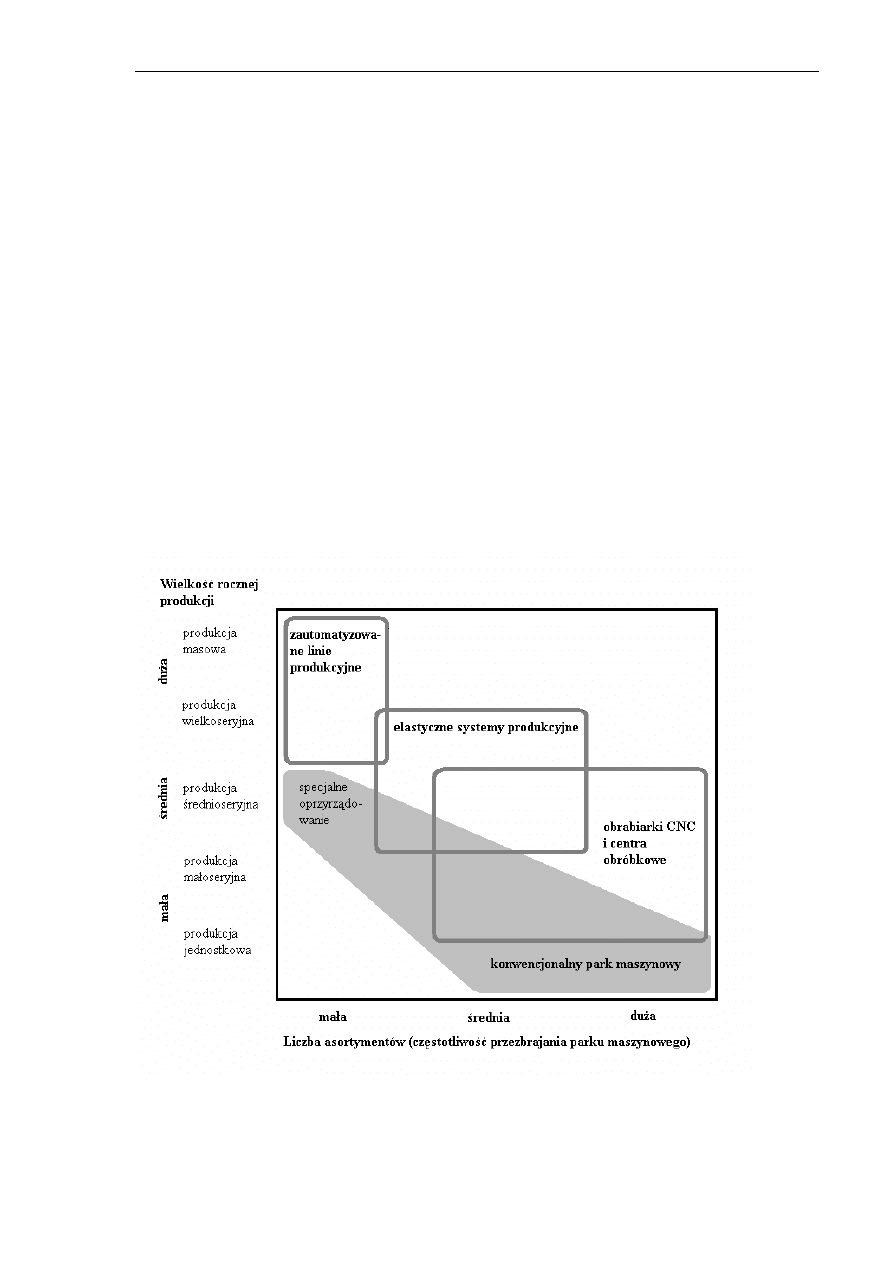
rys.1.1 pokazano zakres zastosowań omawianych form produkcji.
Rys.1.1 Zakres zastosowań różnych form produkcji
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 3
Rysunku nie należy traktować zbyt dosłownie, bowiem granice zaznaczonych obszarów są
niemożliwe do sprecyzowania. Nie są to wszystkie możliwości. Z pewnością znajdziemy wiele
przykładów rozwiązań, które z powodzeniem sprawdzają się w przemyśle a nie znalazły swego
miejsca na rysunku.
Automatyzacja produkcji stwarza nowe wymagania dla wszystkich pracowników
zatrudnionych w przedsiębiorstwie. Dla kierownictwa firmy oznacza konieczność zatrudnienia
pracowników o wyższych kwalifikacjach, a więc wyżej uposażonych. Dla osób
uczestniczących w przygotowaniu produkcji oznacza praktyczne opanowanie bogatego
oprogramowania komputerowego. Od osób odpowiedzialnych za utrzymanie ruchu wymaga
się umiejętności szybkiego zlokalizowania usterek, do czego potrzebna jest często wiedza z
zakresu mechaniki, automatyki przemysłowej i informatyki. Również obsługa maszyn w coraz
większym stopniu przypomina obsługę komputera, niż tradycyjną pracę frezera lub tokarza.
Problemy stwarza także ogromne bogactwo środków technicznych jakie można zastosować
przy rozwiązywaniu różnych zadań z dziedziny konstrukcji, technologii i obróbki. Chodzi o to,
aby do rozwiązania konkretnych zadań sięgnąć po te środki, które pozwolą wykonać tą pracę
nie tylko zachowując wysoką jakość, ale i w bardzo krótkim czasie. Wymaga to nie tylko
praktycznej znajomości współczesnych narzędzi pracy, ale także działań opartych o zawodową
intuicję.
2. AUTOMATYZACJA W PROCESIE TECHNICZNEGO PRZYGOTOWANIA
PRODUKCJI
Elastyczność przedsiębiorstwa oznacza możliwość szybkiego wprowadzenia do
produkcji nowego wyrobu. Wymaga to wykonania w krótkim czasie następujących prac
mających na celu zdobycie i realizację zamówienia:
-
przygotowanie oferty. Często procedury przetargowe wymagają przedstawienia bardzo
szczegółowego projektu, popartego poglądową prezentacją produktu.
-
opracowanie dokumentacji konstrukcyjnej. Te prace obejmują zwykle dokumentację
prototypu, oraz jej weryfikację polegającą na uwzględnieniu zmian wprowadzonych
podczas badań (np. atestacji)
-
opracowanie dokumentacji technologicznej. W przypadku seryjnej produkcji wyrobu
jest to często konieczne również ze względów formalnych (certyfikaty jakości)
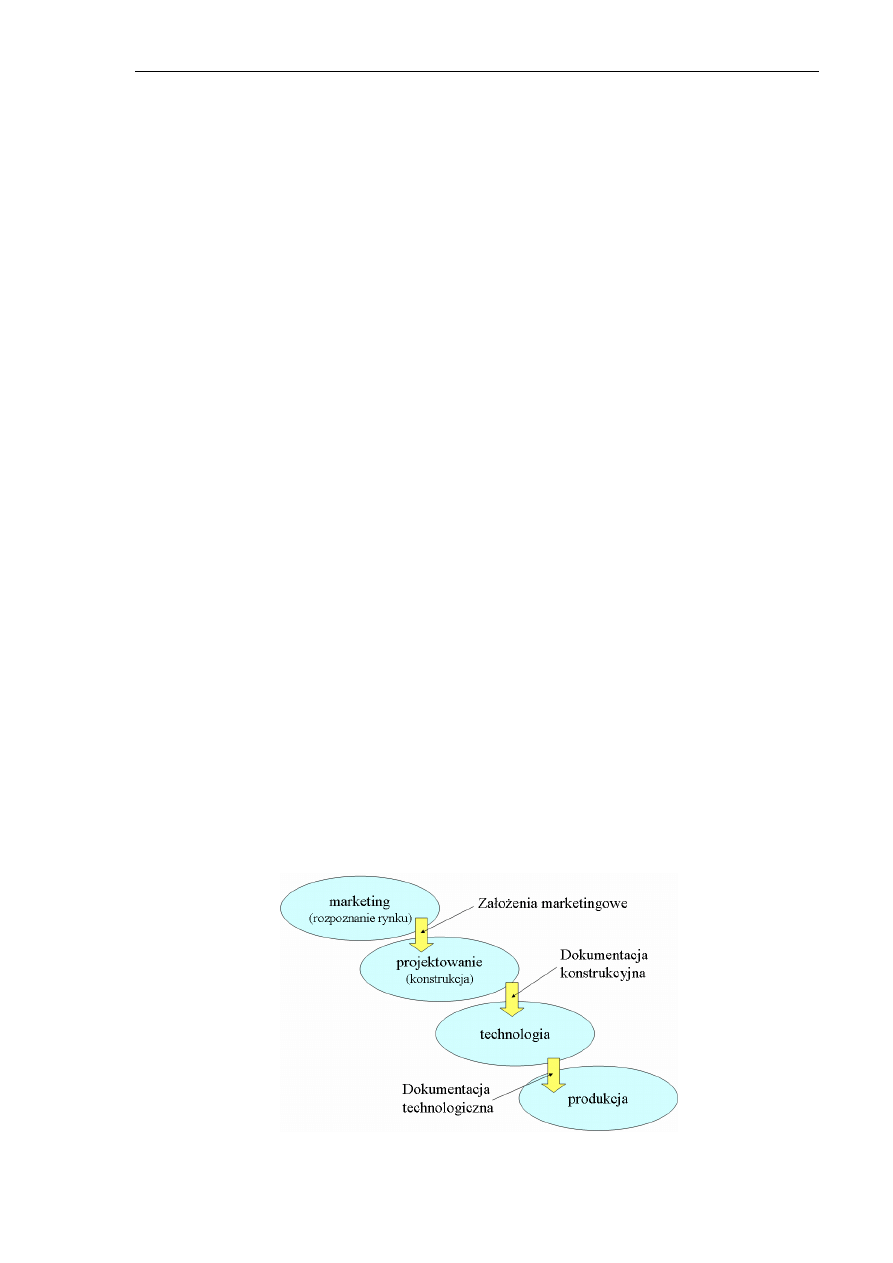
2.1 Przygotowanie produkcji nowego wyrobu
Rys. 2.1 Przepływ informacji w procesie technicznego przygotowania produkcji

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 4
Dla procesu technicznego przygotowania produkcji nowego wyrobu ważne jest, aby założenia
marketingowe zawierały: wymagane parametry techniczne wyrobu, cechy użytkowe i estetykę
(image) wyrobu i przewidywaną wielkość sprzedaży.
Dokumentacja konstrukcyjna w jednoznaczny sposób musi opisywać budowę wyrobu (nie
określa natomiast sposobu jego wytwarzania) Typowe dokumenty: rysunki zestawieniowe,
rysunki wykonawcze części, schematy instalacji elektrycznych, pneumatycznych,
hydraulicznych itp., specyfikacje części do wykonania, specyfikacje elementów normalnych i
handlowych, warunki odbioru technicznego.
Dokumentacja technologiczna opisuje sposób wytwarzania wyrobu – wykonania każdej części,
montażu i kontroli. Przygotowując produkcję seryjną opis ten powinien być bardzo
szczegółowy i zawierać m.in.: Podział procesu technologicznego każdej części na operacje,
określenie pracochłonności dla każdej operacji, instrukcje dla pracownika wykonującego każdą
operację, wykaz stosowanych narzędzi, uchwytów i przyrządów pomiarowych, dokumentację
oprzyrządowania technologicznego wymagającego zaprojektowania i wykonania,
oprogramowanie obrabiarek CNC itd.
Dla produkcji jednostkowej dokumentację technologiczną upraszcza się, powierzając
częściowe opracowanie technologii pracownikom np.: dobór parametrów technologicznych,
prostsze oprogramowanie obrabiarek CNC. Kwalifikacje tych pracowników muszą być dużo
wyższe.
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 5
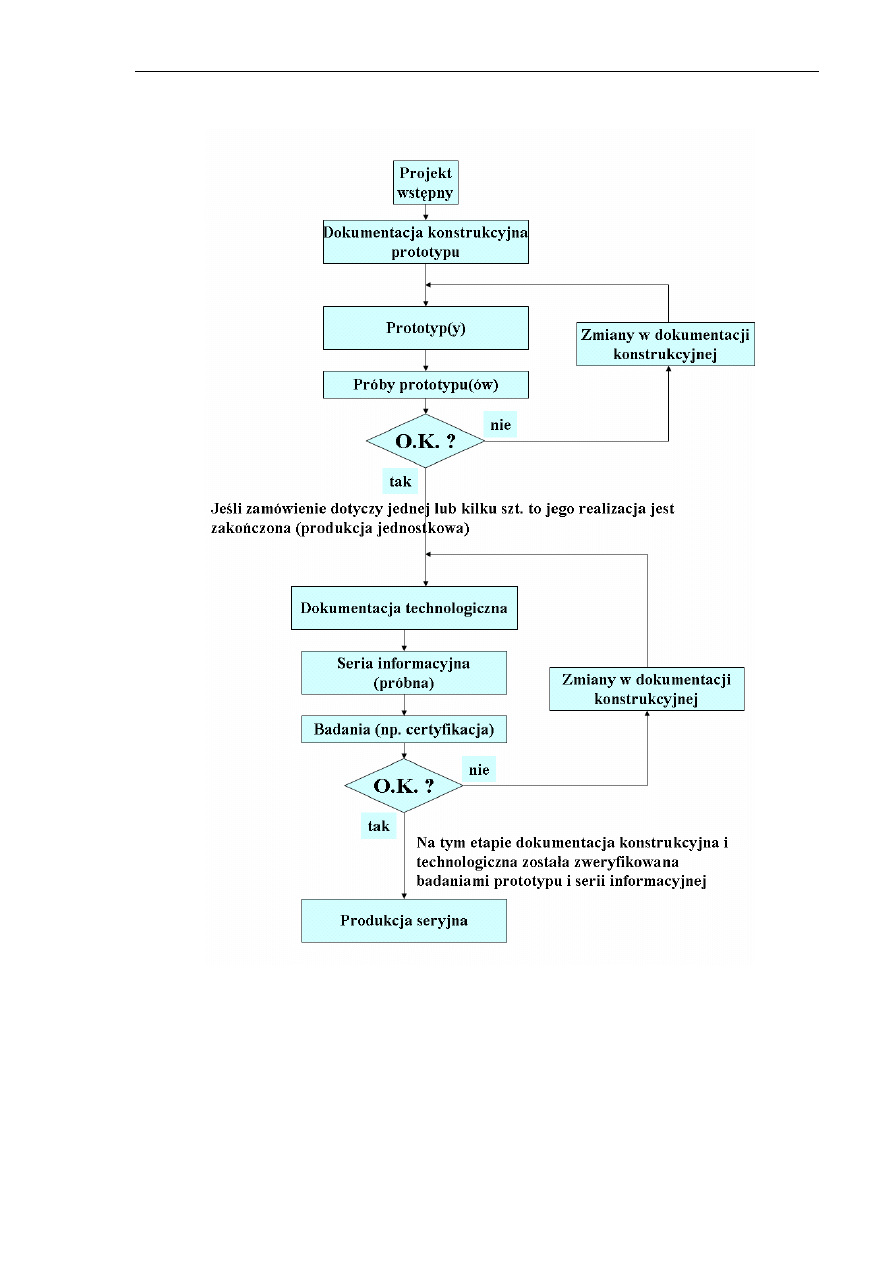
2.2 Prototyp i seria informacyjna
Rys. 2.2 Procedura wdrażania wyrobu do produkcji seryjnej
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 6
2.3 Systemy komputerowego wspomagania prac inżynierskich (CAE)
Szybka realizacja tych zadań jest możliwa dzięki zautomatyzowaniu wielu prac inżynierskich
przez wyspecjalizowane oprogramowanie, z którego największe znaczenie mają:
-
systemy CAD (Computer Aided Design) wspomagające prace związane z
projektowaniem wyrobu i edycją dokumentacji konstrukcyjnej.
-
systemy wspomagające pracę technologa nad przygotowaniem dokumentacji
technologicznej, w tym systemy CAM (Computer Aided Machining) pozwalające w
trybie półautomatycznym przygotować programy dla maszyn ze sterowaniem CNC.
Znaczne przyśpieszenie prac nad wprowadzeniem do produkcji nowego wyrobu daje
Komputerowa Integracja Wytwarzania (CIM - Computer Integrated Manufacturing).
Określenie to dotyczy przepływu informacji i oznacza, że podstawową formą każdego
dokumentu jest zapis elektroniczny w postaci zbioru komputerowego. Dzięki sieciom
komputerowym dokumenty w tej postaci mogą być bardzo szybko przesyłane pomiędzy
pracownikami realizującymi poszczególne etapy prac nawet wtedy, gdy robią to różne firmy
bardzo od siebie oddalone. W razie potrzeby dokumenty mogą być edytowane w tradycyjnej
„papierowej” postaci (np. gdy przedmiot wykonywany jest na obrabiarkach konwencjo-
nalnych). Szczególne znaczenie dla przyśpieszenia prac ma elektroniczny zapis dokumentacji
konstrukcyjnej w technice trójwymiarowej (3D). Jest to przestrzenny zapis geometrii każdej
części, generowany przez system CAD, który umożliwia niemal bezpośrednie przetworzenie
go w systemie CAM na program sterujący obrabiarką CNC. Zapis trójwymiarowy ułatwia
także działania związane z serwisem i marketingiem (generowanie rysunków eksplodowanych
do katalogów części zamiennych, rysunki poglądowe do instrukcji obsługi, materiały
promocyjne).
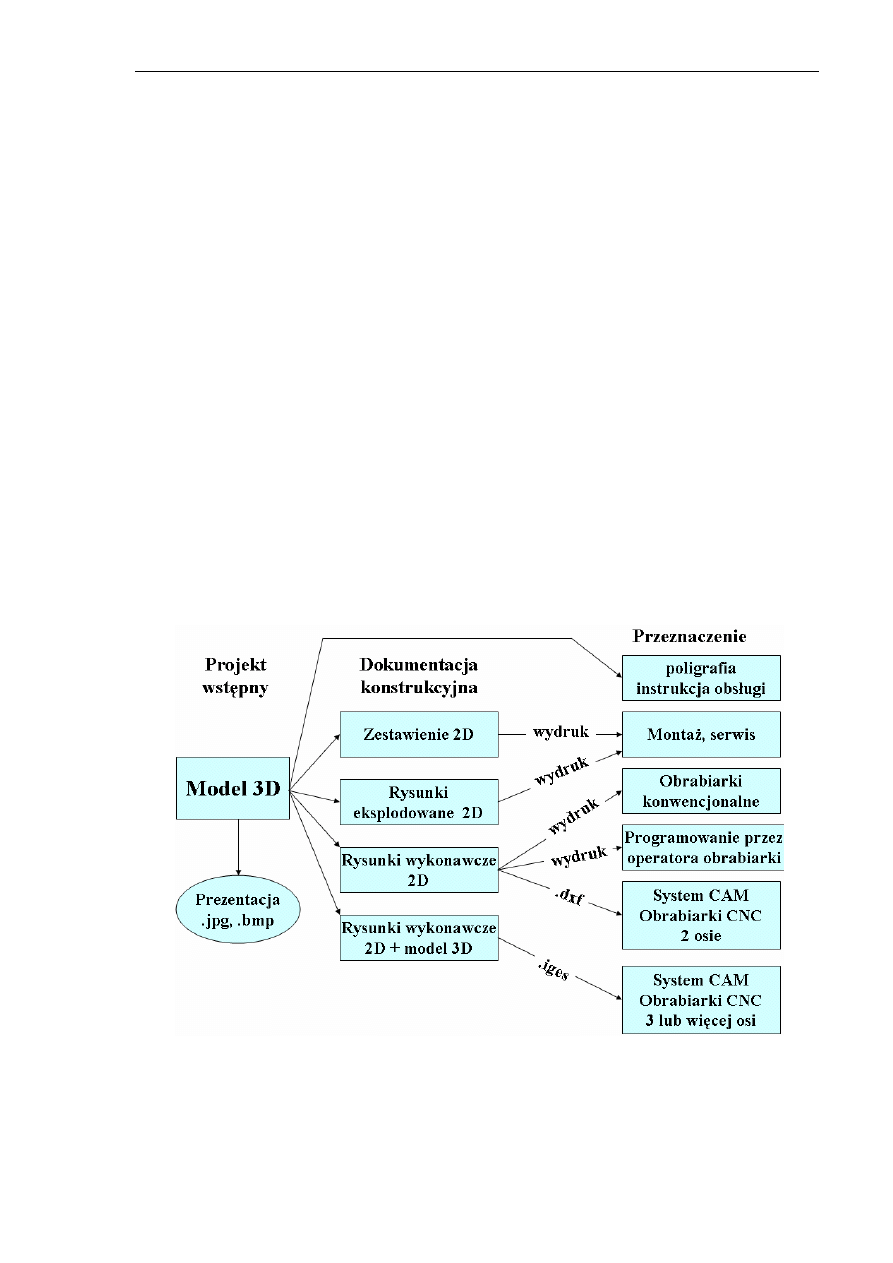
Rys. 2.3 Zastosowania zapisu 2D i 3D i najczęściej stosowane formaty zbiorów
Do zapisu konstrukcji stosuje się grafikę wektorową (dwg, dxf, igs ...) Tylko ten zapis daje
dokładność umożliwiającą półautomatyczne uzyskanie programów sterujących obrabiarkami
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 7
CNC. Grafika rastrowa (JPG, bmp, pdf ...) stosowana jest tam gdzie dokumenty używane są w
tradycyjnej „papierowej” postaci.
Systemy CAD zawierają programy: kreślarskie, obliczeniowe, bazy danych typowych
elementów, programy wizualizacji konstrukcji.
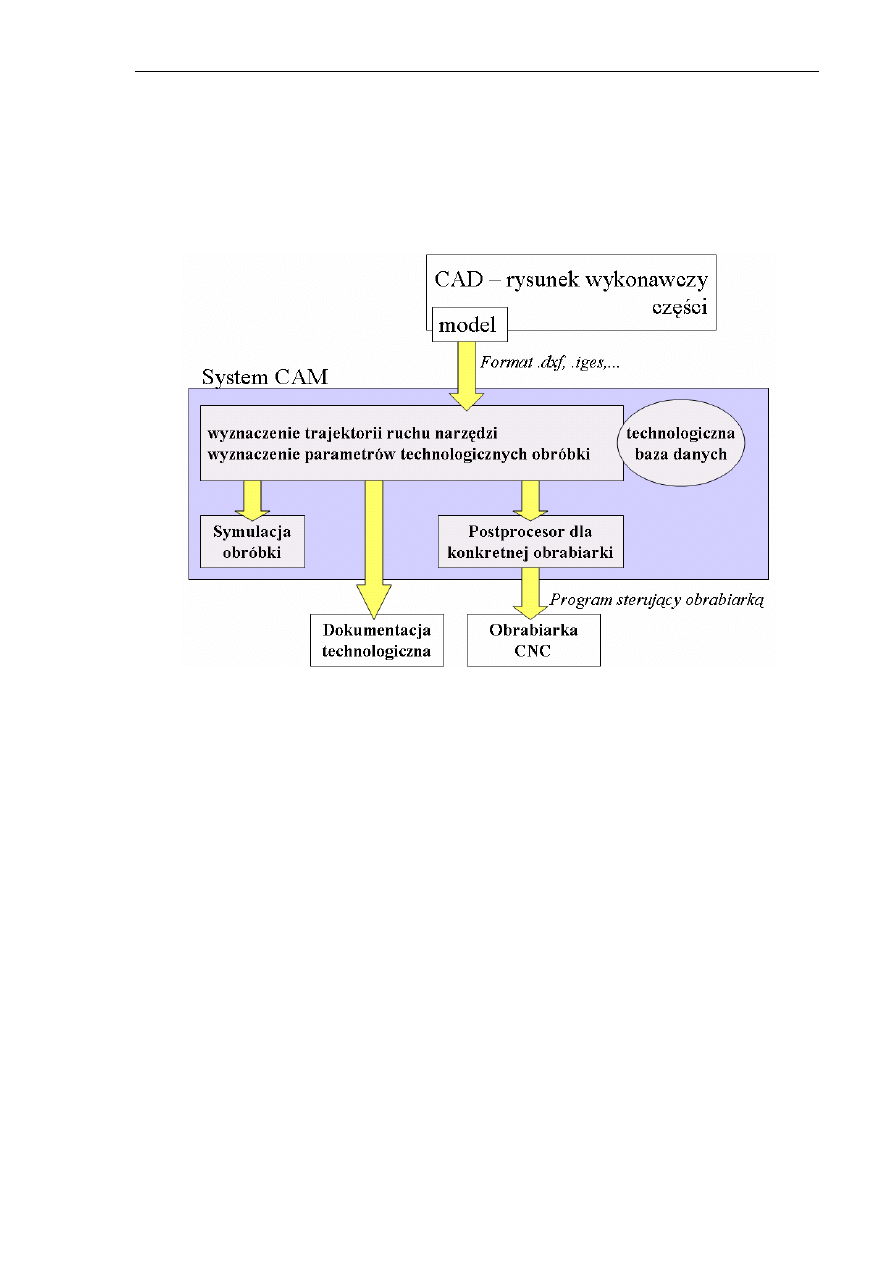
Systemami CAM najczęściej określa się oprogramowanie pozwalające na przetworzenie
komputerowe rysunku CAD-owskiego na program sterujący obrabiarką CNC.
Rys. 2.4 Schemat przetwarzania danych w systemach CAM (Computer Aided Machining)
Oprogramowanie komputerowe przeżywa okres bardzo szybkiego rozwoju. Producenci
software’u oferują co roku nowe wersje o zwiększonych możliwościach. Systemy CAD/CAM
pozwalają na zaprojektowanie części i jej przetworzenie do postaci programu na konkretną
obrabiarkę CNC bez opuszczania systemu. Również układy sterowania CNC zawierają coraz
więcej funkcji systemów CAD i CAM, dzięki czemu zaprojektowanie i wykonanie prostych
przedmiotów można zrobić z pulpitu obrabiarki bez konieczności używania osobnego
komputera.
3. AUTOMATYZACJA OBRÓBKI SKRAWANIEM
3.1 Dokładność i wydajność obróbki skrawaniem
Obróbka zgrubna i wykańczająca – 14.....6 klasa dokładności
Parametry obróbki – prędkość skrawania, posuw, przekrój warstwy skrawanej
Prędkości skrawania stali miękkiej typowymi materiałami ostrzy:
Stal węglowa-80m/min, stal szybkotnąca-110, węglik spiekany-200, spiek ceramiczny-400,
węglik powlekany-500
Technologia HSC, przykład: skrawanie aluminium z prędkościami 2000m/min
Wymagania: bardzo duża dokładność, sztywność, trwałość, niezawodność.
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 8
Spośród znanych metod kształtowania części, obróbka skrawaniem wyróżnia się bardzo
korzystną relacją między dokładnością i wydajnością.
3.2 Systemy produkcyjne.
Produkcja warsztatowa, obrabiarki CNC i centra obróbkowe (CNC machining), spaletyzowane
centra obróbkowe, autonomiczne stacje obróbkowe ASO (FMC-Flexible Manufacturing Cell),
elastyczne systemy produkcyjne ESP, (FMS-Flexible Manufacturing System)
Bezobsługowa praca systemu produkcyjnego – wykorzystanie 2 i 3 zmiany oraz dni ustawowo
wolnych od pracy.
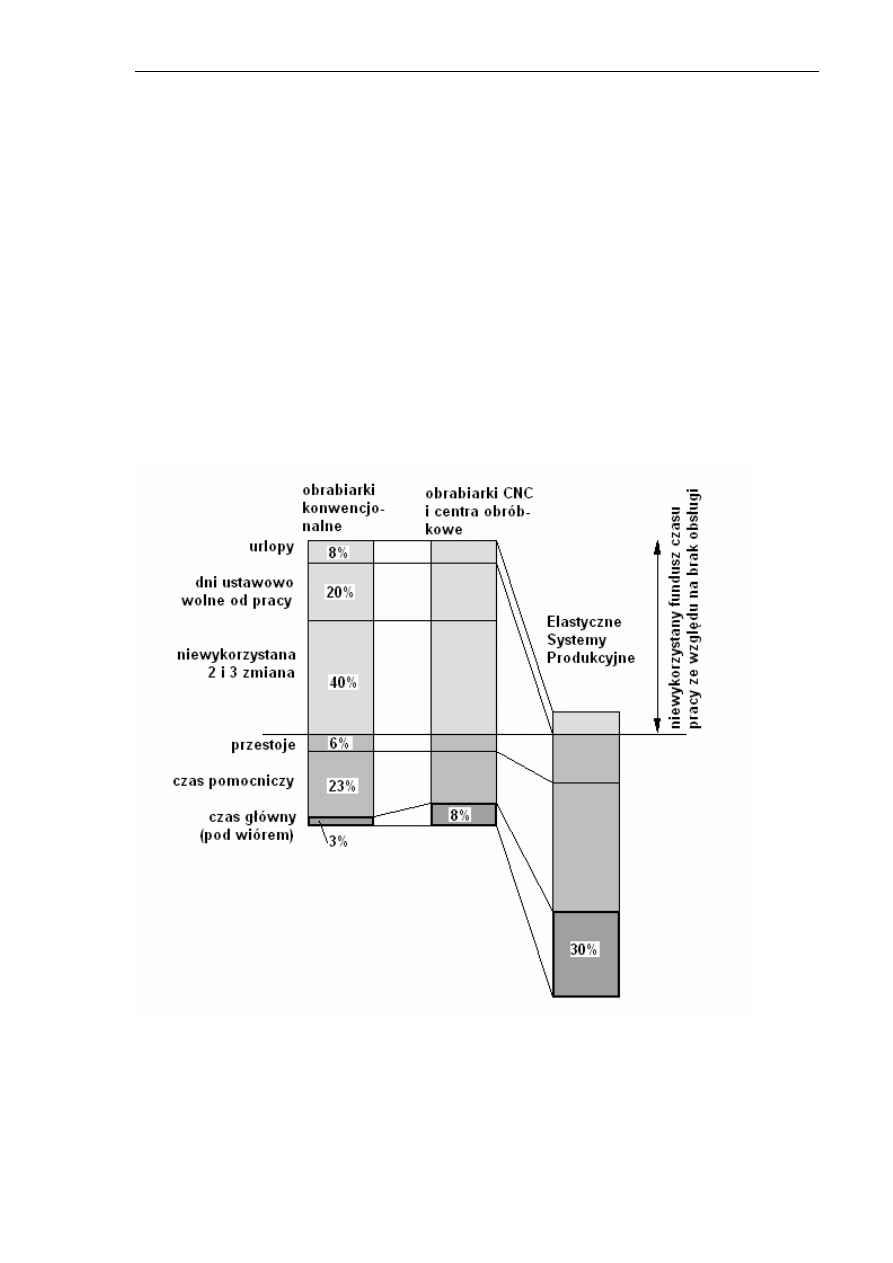
3.3 Porównanie efektywności obróbki w różnych systemach produkcyjnych
Efektywność obróbki skrawaniem, której wskaźnikiem jest procentowy udział czasu
głównego („pod wiórem”) do nominalnego funduszu czasu pracy obrabiarki, jest w stosunku
do innych metod kształtowania części, bardzo niska. W przypadku nie zautomatyzowanych
obrabiarek konwencjonalnych, szacuje się, że jest to ok. 3% (rys.3.1).
Rys. 3.1 Wykorzystanie funduszu czasu pracy w zależności od stopnia automatyzacji obróbki
skrawaniem.
Wprowadzenie obrabiarek CNC i centrów obróbkowych pozwala na przyśpieszenie
czynności pomocniczych takich jak ruchy ustawcze, wymiana narzędzia, pomiary, mocowanie
przedmiotu, dzięki czemu wskaźnik ten można podnieść do ok. 8%. W Elastycznych

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 9
Systemach Produkcyjnych, dzięki ich bezobsługowej pracy, można wykorzystać dni ustawowo
wolne od pracy oraz 2 i 3 zmianę, dzięki czemu ten wskaźnik wynosi ok.30% (10 razy więcej
!) Automatyzacja pozwala skoncentrować w jednej operacji technologicznej dużą liczbę
zabiegów, co zwiększa dokładność wykonania, eliminuje lub ogranicza konieczność
składowania i transportu międzyoperacyjnego. Automatyzacja obróbki skrawaniem pozwala
więc na szybki zwrot, nawet wysokich nakładów na jej wprowadzenie. Dlatego dziedzina ta
zawsze była dobrą „pożywką” dla wdrażania wielu osiągnięć nauki i techniki takich jak:
napędy elektryczne, hydrauliczne, pneumatyczne, serwonapędy, układy pomiarowe,
sterowanie numeryczne itp. Większość tych rozwiązań znalazła później zastosowanie w innych
technikach wytwarzania: robotach przemysłowych, cięciu plazmowym i laserowym,
numerycznym wykrawaniu blach itp.
Przytoczone wyżej argumenty przemawiałyby jednoznacznie za trzecią, najdalej
posuniętą automatyzacją procesu obróbki. Pamiętajmy jednak, że na opłacalność automatyzacji
wpływają również takie czynniki jak: konieczność zatrudnienia pracowników o wysokich
kwalifikacjach w procesie technicznego przygotowania produkcji, utrzymania ruchu (serwis i
logistyka), nadzoru (podczas pracy bezobsługowej) Uwzględniając to, a także wysokie koszty
eksploatacji maszyn, opłacalność systemów bezobsługowych takich jak ASO i ESP może
okazać się dużo mniejsza a nawet problematyczna. Spadek zainteresowania przemysłu tymi
rozwiązaniami pozwala sądzić, że takie są wnioski z dotychczasowej eksploatacji istniejących
systemów. Okazało się, że podobne efekty ekonomiczne można uzyskać na drodze kooperacji
z małymi firmami dysponującymi obrabiarkami CNC, co nie wymaga tak dużych i
ryzykownych inwestycji.
4. CIĘCIE, WYCINANIE i ZAGINANIE
Części wycinane z blach i innych materiałów zawsze miały znaczący udział w konstrukcji
wyrobów produkowanych masowo a także w krótkich seriach i jednostkowo. Produkcja ich
jest obecnie bardzo zaawansowana technologicznie. Przełomowe znaczenie miało
rozpowszechnienie się sterowania numerycznego (CNC) pozwalającego wykonać zarówno
jedną sztukę, jak i wielotysięczną serię bez konieczności użycia wyspecjalizowanych i drogich
narzędzi. Jest to technologia „elastyczna”. Urządzenia do cięcia współpracują z
oprogramowaniem CAD/CAM, co pozwala na najwłaściwsze rozmieszczenie ciętych
elementów na posiadanym materiale, pod kątem jego maksymalnego wykorzystania. Maszyny
do cięcia możemy podzielić na:
- cięcie i wykrawanie na prasach
- maszyny do cięcia laserem,
- maszyny do cięcia wodą,
- maszyny do cięcia plazmą.
4.1 Wykrawanie na prasach
Najstarsza z wymienionych metod. W wersji starszej, „sztywnej”, wymaga wykonania drogich,
wyspecjalizowanych narzędzi nazywanych wykrojnikami. Przy zastosowaniu wykrojników
uzyskuje się za to dużą dokładność i wysoką wydajność - dlatego metodę tą stosuje się w
produkcji wielkoseryjnej i masowej. Najbardziej zaawansowaną pod względem automatyzacji
formą produkcji, są linie pras transferowych wykonujące zabiegi wykrawania, gięcia i
tłoczenia.
W wersji „elastycznej” stosuje się prasy numerycznie sterowane, posługujące się
zestawem automatycznie zmienianych, standardowych narzędzi. Cięcie i wykrawanie na
prasach numerycznie sterowanych jest często połączone z zaginaniem i tłoczeniem drobnych

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 10
fragmentów detali, co daje tym metodom pewną przewagę nad technologiami wymienionymi
dalej.
Spotykana czasami automatyzacja podawania i odbierania przedmiotów, przy pomocy
manipulatorów i robotów tylko w niewielkim stopniu podnosi wydajność produkcji. Stosuje się
ją głównie w celu podniesienia bezpieczeństwa obsługi pras.
4.2 Cięcie laserem
Jest to jedna z metod termicznego oddzielania materiału. Warunkiem uzyskania dobrej jakości
cięcia i wysokiego stopnia utrzymywania wymiarów ciętych elementów konstrukcyjnych jest
dokładnie prowadzony strumień tnący w połączeniu z najwyższej jakości maszyną do cięcia o
dużej odporności na drgania i o dobrej własności powtarzania. Lasery są obecnie szeroko
stosowane zarówno do cięcia materiałów metalowych jak i niemetali. Są wykorzystywane w
procesie cięcia stali niestopowych i wysokostopowych, aluminium, tytanu, tworzyw
sztucznych, drewna i ceramiki. Pozwalają również wykonywać znakowanie i opisywanie
wycinanych elementów.
Cięcie laserowe można podzielić na następujące metody:
Cięcie przez odparowanie, które polega na tym, że materiał poddany działaniu zogniskowanej
wiązki ulega odparowaniu w atmosferze gazu obojętnego. Metoda ta jest stosowana do obróbki
materiałów nie ulegających topnieniu np.: drewno, niektóre tworzywa sztuczne.
Cięcie przez topienie i wydmuchiwanie; materiał poddany obróbce, pod działaniem
zogniskowanej wiązki ulega stopieniu i jest usuwany strumieniem gazu obojętnego.
Zastosowanie np.: metale, w szczególności dobre wyniki daje cięcie ciśnieniowe stali
nierdzewnych.
Cięcie przez wypalenie, które polega na tym, że materiał poddany działaniu zogniskowanej
wiązki jest wypalany przez strumień tlenu lub mieszaniny gazów zawierającej tlen.
Zastosowanie: metale i inne materiały spalające się w wysokiej temperaturze. Jest to
najczęściej stosowana metoda cięcia, standardowa metoda dla stali węglowych.
Generowanie pęknięć termicznych – zogniskowana wiązka wywołuje naprężenia cieplne,
powodujące pękanie materiału. Zastosowanie: materiały kruche, zwłaszcza szkło.
Maksymalne wartości cięcia elementów:
- dokładność +/- 0.1 mm
- stal konstrukcyjna do grubości 20 mm,
- stal nierdzewna do 15 mm,
- blachy aluminiowe do 10 mm,
- szkło organiczne (pleksi) do 30 mm,
- drewno do 35 mm,
- wycinanie arkuszy blach o wym. 4000 x 2000 mm i maksymalnym ciężarze 1300 kg.
4.3 Cięcie wodą
Cięcie metalu wodą jest jedną z droższych metod. Skrawany materiał nie jest poddawany
mechanicznym przeciążeniom i oddziaływaniom termicznym, a otrzymana powierzchnia jest
zwykle zadowalająca i nie wymaga dalszej obróbki. Po cięciu otrzymujemy materiał o
niezmienionych własnościach fizyko-chemicznych. Strumieniem wody możemy ciąć
wszystkie gatunki stali. Cięcie wodą doskonale nadaje się dla obróbki materiałów trudno
obrabialnych innymi metodami, dla produkcji jednostkowej lub krótkoseryjnej. Powierzchnia
(przekrój) cięcia dla większości przypadków nie wymaga dalszej obróbki. Technologia cięcia

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 11
strumieniem wody pozwala na obróbkę materiałów o różnej grubości – maksymalna grubość
uzależniona jest od wielu czynników, niemniej np. stal nierdzewną można ciąć do grubości 100
mm – 150 mm.
Z uwagi na koszt eksploatacji, technologia cięcia wodą jest droga, nawet dla zakładów
ś
wiadczących usługi z tego zakresu.
Ponadto należy zwrócić uwagę na fakt, iż:
- jest jedną z wolniejszych metod cięcia (można przyjąć prędkości cięcia od 1mm/min dla
materiałów ciętych o grubości powyżej 100mm i większych „twardych”, do prędkości około
2500 mm/min i więcej dla materiałów cienkich i „miękkich”)
-całość urządzenia jest produkcji zagranicznej, a tym samym materiały eksploatacyjne
(uszczelnienia, dysze, części zamienne itp.), z zasady bardzo precyzyjne i wykonane z drogich
komponentów, są tym samym bardzo drogie w zakupie.
Zaletami technologii cięcia wodą są:
- wspomniana wysoka jakość krawędzi ciętej,
- wysoka precyzja procesu cięcia, dokładność +/- 0.1 mm
- możliwość cięcia twardych materiałów o znacznej grubości,
- krótki okres realizacji od momentu otrzymania projektu,
- niska temperatura procesu – max 40°C (eliminuje to ryzyko zmian w strukturze materiału, nie
przypala krawędzi elementu wycinanego).
Materiały, które można obrabiać za pomocą technologii cięcia wodą, to: stale węglowe,
nierdzewne, kwasoodporne, narzędziowe; metale kolorowe: aluminium, miedź, mosiądz itp.,
tytan, molibden; kamienie naturalne: granit, marmur, piaskowiec itp.; ceramika: płytki
ceramiczne i gresowe; guma i tworzywa sztuczne: m.in. poliuretan, poliamid, glastherm itp.,
Krawędzie przecinanych detali – w odróżnieniu od obróbki laserowej – nie ulegają
odbarwieniom, utwardzeniu termicznemu oraz nie zachodzą w nich przemiany strukturalne
będące skutkiem oddziaływania cieplnego. Za pomocą tego rodzaju obróbki, można
wykonywać skomplikowane wzory np.: posadzkowe z kamienia naturalnego i ceramiki, znaki
firmowe, loga naścienne lub posadzkowe – kompozycje mieszane z kamienia, stali
nierdzewnych, mosiądzu itp., meble, elementy wystroju wnętrz wykonywane jako kompozycje
łączone z marmuru, granitu, drewna, szkła, stali nierdzewnej i mosiądzu, uszczelki wszelkiego
typu z różnych materiałów (również zbrojonych), części maszyn i inne elementy wykonywane
ze stali, aluminium, miedzi, mosiądzu.
4.4 Cięcie plazmowe
Wykorzystanie łuku plazmowego, pozwalającego na cięcie wszystkich materiałów
przewodzących prąd elektryczny znalazło zastosowanie w przemyśle w latach 50-tych
ubiegłego wieku.
Operacje cięcia można wykonać pod warstwą wody, co powoduje znaczne obniżenie poziomu
hałasu. Proces cięcia plazmowego polega na stapianiu i wyrzucaniu metalu ze szczeliny cięcia
silnie skoncentrowanym plazmowym łukiem elektrycznym, jarzącym się między elektrodą
nietopliwą a ciętym przedmiotem. Plazmowy łuk elektryczny jest silnie zjonizowanym gazem
o dużej energii elektrycznej, przemieszczającym się z dyszy plazmowej zawężającej go w
kierunku szczeliny cięcia z prędkością bliską prędkości dźwięku. Temperatura strumienia
plazmy zależna jest od natężenia prądu, stopnia zwężenia łuku oraz rodzaju i składu gazu
plazmowego, i mieści się w granicach 10 000 – 30 000 K. Możliwe jest cięcie wszystkich
materiałów konstrukcyjnych przewodzących prąd elektryczny. Proces cięcia plazmowego
stosowany jest do cięcia ręcznego i zautomatyzowanego stali i metali nieżelaznych, z dużymi

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 12
prędkościami. Dzięki wysokiej temperaturze łuku plazmowego cięcie rozpoczyna się
natychmiast, bez podgrzewania. Prędkość cięcia zależy od grubości ciętego materiału.
Szczególnie różnice widać w zakresie grubości materiału od 5 do 25 mm.
4.5 Podsumowanie
Jak wynika z powyższych opisów, wybór właściwej technologii cięcia zależy od bardzo wielu
czynników. Podczas prac projektowych, decyzję o wyborze technologii należy oprzeć o
kalkulację kosztów, wykonaną przez konkretną firmę wykonującą tego typu usługi.
Wśród wymienionych technologii pominięto elektroerozyjne wycinarki drutowe. Jest to
technologia CNC dająca bardzo duże dokładności, ale ze względu na bardzo małą wydajność
stosuje się ją wyłącznie w produkcji jednostkowej, głównie do wytwarzania narzędzi
specjalnych.
5. ELASTYCZNE TECHNOLOGIE KSZTAŁTOWANIA ZŁOśONYCH BRYŁ
Klasyczną, „sztywną” technologią, jest wykonywanie odlewów metalowych w formach
piaskowych. Wymaga ona kosztownego oprzyrządowania: modelu, formy, rdzennic do
produkcji rdzeni, maszyn do ubijania mas formierskich, itd., dlatego stosuje się ją w produkcji
seryjnej. W produkcji wielkoseryjnej i masowej stosuje się formy metalowe. W produkcji
jednostkowej duże odlewy często zastępuje się konstrukcjami spawanymi a mniejsze,
częściami wykonanymi długotrwałą obróbką ubytkową.
5.1 Szybkie Prototypowanie (Rapid Prototyping) jest wspólną nazwą procesów szybkiej
budowy obiektów fizycznych na podstawie ich modeli komputerowych. Pozwala to w krótkim
czasie uzyskać elementy niezbędne do wykonania prototypu urządzenia. Wadą tych metod jest
podporządkowanie własności materiału procesowi technologicznemu a nie parametrom
użytkowym wyrobu. Dlatego, metody te są najczęściej wykorzystywane w celu wykonania
makiet przygotowywanego do produkcji wyrobu a nie w pełni funkcjonującego prototypu.
Większość technologii szybkiego prototypowania wykorzystuje zasadę dodawania materiału w
trakcie budowy obiektu, w przeciwieństwie do tradycyjnych procesów obróbki, kiedy materiał
jest usuwany. Jedną z najpopularniejszych technologii jest stereolitografia. Punktem wyjścia
procesu budowy modelu jest bryłowy projekt wyrobu (model wirtualny) przygotowany w
dowolnym programie CAD. Następnie przy użyciu dedykowanego dla aparatury programu
(odpowiednik CAM) przygotowuje się proces stereolitograficzny. Zasada metody
stereolitografii laserowej polega na warstwowym utwardzaniu żywicy epoksydowej za pomocą
wiązki światła ultrafioletowego, generowanego przez laser małej mocy. Po wykonaniu
wszystkich warstw składających się na bryłę, model wyjmuje się z komory roboczej i poddaje
obróbce wykończeniowej. Polega ona na usunięciu struktur podpierających, a następnie na
mechanicznym obrobieniu niektórych powierzchni. śywice stereolitograficzne są łatwo
obrabialne, można je również kleić, szpachlować i lakierować. Klejenie odbywa się przy
pomocy ciekłej żywicy tego samego typu, którą następnie utwardza się przez naświetlanie UV.
5.2 Szybkie Tworzenie Form i Narzędzi (Rapid Tooling) stanowi etap kolejny - z
pojedynczego obiektu, najczęściej wytworzonego w procesie szybkiego prototypowania,
można szybko wykonać formy do wytwarzania całej serii obiektów, np. przez napylenie
powłoki metalowej, nałożenie kompozytowej skorupy, lub zalanie gipsem albo tworzywem
silikonowym.
Wszystkie te technologie mogą służyć do wytwarzania krótkich serii produktów z tworzyw
sztucznych - poliuretanów bądź tworzyw termoplastycznych. Możliwe jest także zastosowanie

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 13
prototypów z materiału podobnego do wosku jako wzorców w odlewaniu metodą traconego
modelu.
Druk Trójwymiarowy jest procesem, który pozwala odlewać części z form wydrukowanych
przy pomocy specjalnych drukarek. Formy i rdzenie są drukowane warstwowo, za pomocą
specjalnego proszku – gipsowo-ceramicznego kompozytu odpowiedniego dla procesów
odlewniczych. Proces ten znacząco skraca czas i koszty produkcji odlewanych części poprzez
eliminację tworzenia wzorców i form w tradycyjnych metodach odlewniczych. Cykl
powstawania odlewu w oparciu o technologie druku 3D wygląda następująco:
1.
Model wirtualny (CAD)
2.
Projekt układu wlewowego (CAD)
3.
Projekt formy (CAD)
4.
Drukowanie formy
5.
Oczyszczanie formy po drukowaniu
6.
Wypiekanie formy
7.
Zamkniecie formy i zalewanie
8.
Kruszenie formy i wyjmowanie odlewu
5.3 Inżynieria Wsteczna. (Reverse Engineering) jest używana w celu uzyskania
komputerowego modelu obiektu fizycznego (skanowanie przestrzenne), który jest konieczny
do zaprojektowania części, która może być następnie wykonana technologią szybkiego
prototypowania lub na obrabiarkach CNC (kopiowanie numeryczne). Kopiowanie numeryczne
można wykonać na centrach obróbkowych wyposażonych w sondy pomiarowe i odpowiednie
oprogramowanie układu CNC, lub na specjalnych maszynach pomiarowych.
6. AUTOMATYZACJA MONTAśU
Montaż polega na trwałym połączeniu ze sobą części wyrobu. Montaż niezautomatyzowany, a
zmechanizowany wykonywany jest przez człowieka przy pomocy narzędzi eliminujących duży
wysiłek fizyczny i zapewniających powtarzalność połączenia.
Montaż w pełni zautomatyzowany wymaga wykonania bez udziału człowieka szeregu
czynności przed i po wykonaniu samego połączenia:
- pobrania z zasobników transportowych części i odseparowania pojedynczych sztuk od
siebie.
- zorientowania części, czyli nadania jej wymaganego położenia w przestrzeni.
- dostarczenia jej na miejsce montażu, często połączone z manipulacją w przestrzeni.
- pozycjonowania części względem siebie z dużą dokładnościa.
- wykonania połączenia.
- usunięcia zmontowanego zespołu lub przekazania go do następnej operacji.
Urządzenia pozwalające wykonywać te czynności automatycznie wykorzystują indywidualne
cechy każdego asortymentu montowanych części. Jednocześnie, koszt wykonania tych
urządzeń jest wysoki, co sprawia, że elastyczność systemów montażowych jest mocno
ograniczona. Wysokowydajne linie montażowe są zwykle strukturami „sztywnymi” zdolnymi
po przezbrojeniach wykonywać montaż co najwyżej kilku asortymentów wyrobów bardzo do
siebie podobnych. Tą problematyczną „elastyczność” osiąga się kilkoma sposobami:
- stosując paletyzację, tzn. wyrób montowany jest na paletach dostosowanych do jednego
asortymentu. Przezbrojenie linii wymaga zmiany palet, ale zachowany zostaje cały system
transportu palet.
- projektując linię montażową tak, że umieszczone są w niej stanowiska montażowe
wykonujące wszystkie operacje dla całej grupy asortymentów. Linia może mieć strukturę

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 14
szeregową bądź równoległą. Podczas produkcji każdego asortymentu część stanowisk nie
pracuje. Czas przezbrojenia jest krótki, ale elastyczność jest ograniczona założeniami
projektowymi linii.
- nadając linii montażowej modułową budowę, pozwalającą na szybką wymianę stanowisk
na właściwe dla aktualnego asortymentu montowanego wyrobu. Pozwala to w miarę
potrzeb dobudowywać nowe moduły w przypadku uruchamiania produkcji nowych
wyrobów.
Koszt budowy systemów montażowych można znacznie zmniejszyć jeżeli automatyzację
montażu uwzględni się podczas projektowania wyrobu i w poprzedzających go fragmentach
procesu produkcyjnego.
6.1 Projektowanie wyrobu z uwzględnieniem automatycznego montażu.
Połączenia stosowane w budowie maszyn można podzielić na bardziej lub mniej wygodne do
zautomatyzowania:
- najkorzystniejsze połączenia to takie, które nie wymagają dodatkowych elementów
spajających, takich jak śruby, nakrętki, nity a więc elementów wymagających przed
montażem separowania, orientowania, manipulacji i pozycjonowania. Warunek ten
spełniają połączenia zatrzaskowe, zaginane i zgrzewane.
- nieco mniej wygodne dla automatyzacji są połączenia w których element spajający nie
wymaga orientacji a co najwyżej dozowania. Przykładem są połączenia klejone i spawane.
- połączenia śrubowe należą do kłopotliwych, gdyż wymagają automatycznego
separowania, orientowania, manipulacji i precyzyjnego pozycjonowania dostarczanych
ś
rub, nakrętek i podkładek. Należy pamiętać, że kosztownym zabiegiem jest wykonanie
otworu gwintowanego w montowanej części.
Projektując geometrię części przewidzianej do automatycznego montażu, często opłaca się
umieścić w niej elementy zbędne z punktu widzenia konstrukcji, ale ułatwiające montaż:
- elementy ułatwiające orientację, np. doprowadzenie do symetrii kształtu pozwala na
orientację do dwóch, zamiast jednego położeń.
- elementy pozwalające pozycjonować część z mniejszą dokładnością, np. fazy
wprowadzające w otworach, i czopach.
- elementy ułatwiające chwytanie przez manipulator i robota.
6.2 Uwzględnienie automatycznego montażu w projektowaniu procesu wytwarzania
części.
Jak to już powiedziano, znacznych kłopotów w automatyzacji montażu przysparza konieczność
orientowania części. Urządzenia te są zwykle dosyć skomplikowane a co za tym idzie
kosztowne i bardziej zawodne. Oczywiste jest, że wyeliminowanie ich było by pod każdym
względem korzystne. W wielu wypadkach można to zrobić, odpowiednio projektując procesy
technologiczne montowanych części. Zwróćmy uwagę, że po zakończeniu obróbki, część jest
zwykle odseparowana od innych i jest zorientowana. Jeżeli jesteśmy w stanie zachować to do
chwili montażu, to nie będziemy musieli tych czynności wykonywać powtórnie na stanowisku
montażowym. Można to zrealizować następująco:
- części po obróbce zostają zmagazynowane w sposób zorientowany i wraz z magazynkiem
dostarczone na stanowisko montażowe. Magazynki te mogą mieć różną postać. W
przypadku części wykrawanych na prasach mogą utrzymywać wykrojone detale w stosach
lub tworzyć taśmy przez pozostawienie niewielkich łączników między elementami,
odcinanymi przed samym montażem. Innym przykładem jest przekazywanie części do
montażu na paletach lub w taśmach.
- w niektórych przypadkach można obróbkę umieścić w linii montażowej np.: wykrawanie
drobnych podkładek z miękkich materiałów, odcinanie i gięcie elementów z drutu itd.

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 15
Nie zawsze powyższe zalecenia dają się zrealizować. Powodem są zarówno wymagania
konstrukcyjne (wytrzymałość złącza, możliwość rozebrania wyrobu) jak i ograniczenia natury
organizacyjnej (brak wpływu na technologię u kooperanta).
6.3 Typowe rozwiązania systemów montażowych
Stanowisko półautomatyczne. Wymaga najmniejszych inwestycji. Stanowisko montażowe
jest obsługiwane przez operatora, który ręcznie podaje montowane części. Zautomatyzowane
jest zwykle wykonanie samych połączeń. Zmontowany zespół jest ręcznie usuwany ze
stanowiska.
Zautomatyzowane stanowisko montażowe. Rola operatora ogranicza się do napełniania
zasobników z montowanymi częściami. Takie rozwiązanie umożliwia operatorowi jednoczesną
obsługę kilku stanowisk produkcyjnych.
Zautomatyzowana linia montażowa. Połączenie zautomatyzowanych stanowisk
montażowych systemem automatycznego transportu pozwala na wykonywanie większej ilości
operacji montażowych. System transportu może mieć postać stołu obrotowego, transporterów
liniowych, transportu podwieszonego itd., aż do bezszynowych wózków obsługujących całą
halę. Jest to najbardziej zaawansowana forma automatyzacji montażu, ale też i wymagająca
największych nakładów. Jest to struktura „sztywna”.
Zrobotyzowane gniazdo montażowe. Jest to struktura najbardziej elastyczna spośród
wszystkich wymienionych. Centralnym punktem gniazda jest robot przemysłowy, który w
swoim otoczeniu może wykonywać czynności montażowe. Przestawienie samego robota na
inny asortyment produkcji jest czynnością nie wymagającą nakładów i nie powodującą
długiego przestoju w produkcji, gdyż polega na zmianie oprogramowania. Gorzej jest z
elastycznością jego otoczenia, gdyż tutaj potrzebna jest zwykle wymiana oprzyrządowania.
Jeżeli w otoczeniu robota daje się umieścić oprzyrządowanie dla dwu lub więcej
asortymentów, to przezbrajanie można wykonać zawczasu, podczas montażu poprzedniego
wyrobu, a więc bez przestoju produkcji. Koszt takiego stanowiska jest wysoki, ale
rekompensuje go elastyczność. Gniazdowa struktura systemu montażowego znalazła
największe zastosowanie w budowie zrobotyzowanych stanowisk spawalniczych.
6.4 Podsumowanie: Wzrost wydajności dzięki automatyzacji montażu jest zwykle niewielki w
stosunku do ponoszonych nakładów. Niewątpliwą zaletą jest wzrost powtarzalności montażu i
poprawa bezpieczeństwa pracy przez odsunięcie człowieka od stref zagrożenia. Dlatego daleko
posunięta automatyzacja montażu jest opłacalna tylko w przypadku produkcji seryjnej i
masowej.
7 AUTOMATYZACJA KONTROLI JAKOŚCI
7.1 Zarządzanie jakością – system ISO 9000
Za prowadzenie kontroli jakości produkcji całkowitą odpowiedzialność ponosi producent
wyrobu. Aby odbiorca wyrobu miał gwarancje dostaw dobrej jakości producent ma obowiązek
udostępnić odbiorcy wgląd w proces kontroli. Zwykle za odbiorcę oględzin tych dokonuje
niezależny audytor, który stwierdzając zgodność z wymaganymi zasadami (np. systemem ISO
9000) wystawia odpowiedni certyfikat. System ISO 9000 jest zbiorem norm określających
zasady prowadzenia kontroli jakości produkcji w całym przedsiębiorstwie. System ten
przykłada szczególnie dużą wagę do starannego udokumentowania działań związanych ze
wszystkim co ma związek z jakością produkcji, a zwłaszcza jej kontrolą, na wszystkich
szczeblach zarządzania przedsiębiorstwem, w tym monitorowania wyników kontroli jakości.

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 16
7.2 Pełna i statystyczna kontrola jakości wyrobu
Najdalej posunięte gwarancje wyeliminowania części wadliwych (braków) daje kontrolowanie
każdego wyprodukowanego egzemplarza wyrobu. Jest to proces kosztowny gdyż
wykonywanie pomiarów jest czasochłonne, a w wypadku gdy kontrola wymaga
przeprowadzenia prób niszczących wyrób jest to niemożliwe. Sposobem na ograniczenie
kosztów kontroli jest wprowadzenie statystycznej kontroli jakości.
Kontrola statystyczna polega na tym, że z wyprodukowanej partii wyrobów pobiera się
losowo próbę (określoną ilość sztuk) która jest reprezentantem całej partii. Wszystkie
egzemplarze wchodzące w skład próby poddawane są badaniom, których wynik decyduje o
uznaniu, bądź odrzuceniu całej partii. Tryb postępowania jest ściśle określony normami
opartymi o rachunek prawdopodobieństwa. Dlatego statystyczna kontrola jakości nie daje
pełnej gwarancji, że w badanej partii nie znajdzie się egzemplarz wadliwy, można mówić
jedynie o pewnym poziomie ufności, że takie zdarzenie nie wystąpi. Przy najostrzejszym trybie
kontroli statystycznej, pobierając próbę liczącą 20% wyprodukowanych wyrobów i
stwierdzając, że nie występuje w niej ani jedna sztuka wadliwa - prawdopodobieństwo, że
mimo to, w całej partii wystąpi taka sztuka wynosi 3% (dane orientacyjne) Wartość ta określa
ryzyko jakie ponosi odbiorca towaru, akceptując statystyczną kontrolę jakości dostaw.
Stwierdzenie to ma swoje skutki prawne: ujawnienie po odbiorze, wybrakowanego
egzemplarza nie może być przyczyną roszczeń, chyba że odbiorca udowodni dostawcy
ś
wiadome zaniedbania w dziedzinie kontroli jakości, np. wykazanie braku właściwie
prowadzonej dokumentacji wyników kontroli.
7.3 Co daje automatyzacja kontroli jakości
- Eliminuje tzw. czynnik ludzki z procesu decyzyjnego. Na decyzję o uznaniu wyrobu za
dobry lub zły nie mają wpływu błędy popełniane przez człowieka ani naciski wywierane
przez otoczenie.
- Podnosi wydajność kontroli tak, że opłacalne staje się zastąpienie kontroli statystycznej
pełną kontrolą całej produkcji. Nie dotyczy to oczywiście prób niszczących.
- Pozwala w sposób automatyczny monitorować i dokumentować prowadzenie kontroli
jakości każdej partii a nawet każdego wyrobu, tym samym chroniąc prawnie producenta
przed nieuzasadnionymi roszczeniami ze strony odbiorcy.
7.4 Elastyczność zautomatyzowanych stanowisk kontroli
Elastyczność automatów kontrolujących jakość jest bardzo ograniczona, chociaż są pozytywne
wyjątki. Przykładem mogą być uniwersalne maszyny pomiarowe pozwalające na kontrolę
wymiarów bardzo zróżnicowanych asortymentów wyrobów po zmianie jedynie
oprogramowania.
7.5 Podsumowanie
Automatyzacja kontroli jakości jest opłacalna w produkcji wielkoseryjnej i masowej lub tam
gdzie skutki przepuszczenia braku są bardzo poważne, szczególnie wtedy gdy narażają na
szwank zdrowie i bezpieczeństwo ludzkie. W ostatnim wypadku bywa ona koniecznością, np.
przemysł farmaceutyczny, spożywczy itd.
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 17
8. TRENDY W BUDOWIE AUTOMATÓW PRODUKCYJNYCH
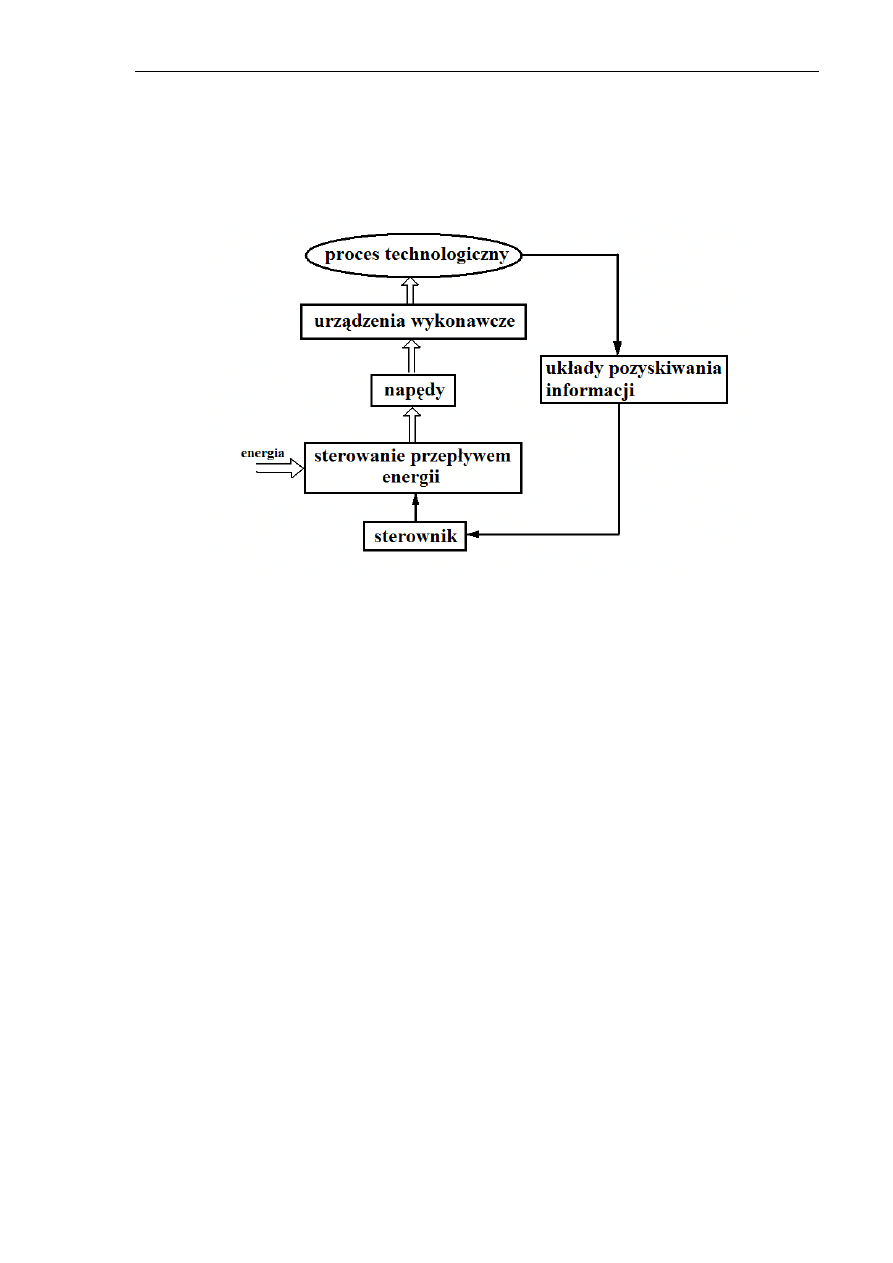
8.1 Budowa automatu
Typową strukturę zautomatyzowanego urządzenia pokazano na rys.8.1
Rys. 8.1
Przystępując do projektowania lub tylko do zapoznawania się z budową automatu konieczna
jest szczegółowa znajomość procesu technologicznego realizowanego przez urządzenie.
Jeżeli naszym celem jest zaprojektowanie nowego urządzenia to prace powinny zostać
rozpoczęte od dokładnego ustalenia nie tylko kolejności zabiegów technologicznych ale
również wartości liczbowych wszystkich parametrów procesu. Na tym etapie prac bardzo duże
znaczenie ma wykonanie prób technologii, sprawdzających ją w warunkach jak najbardziej
zbliżonych do przyszłej eksploatacji urządzenia. Przeprowadzenia tych prób można zaniechać
jedynie w przypadku posiadania przez projektanta praktycznych doświadczeń, zebranych
podczas wcześniejszych prac o zbliżonym charakterze. W żadnym razie nie powinno się
poprzestawać wyłącznie na wirtualnych symulacjach procesu.
Realizację procesu technologicznego zapewniają elementy wykonawcze automatu. Są
to różnego rodzaju narzędzia oraz oprzyrządowanie – w szerokim rozumieniu tych słów np.:
matryce, chwytaki, podajniki, palety, transportery itd. Do ich funkcjonowania niezbędne są
napędy (elektryczne, pneumatyczne, hydrauliczne) przetwarzające energię na ruch, przy czym
sterowanie nimi odbywa się za pośrednictwem układów sterujących przepływem energii
(styczniki, zawory, regulatory elektroniczne) Sterowanie całego urządzenia zapewnia
sterownik, który przetwarza dane o przebiegu procesu otrzymane poprzez układy
pozyskiwania informacji (sensory) W procesach, w których sekwencja jest prosta, algorytm
sterowania często można zrealizować wykorzystując możliwości realizacji wielu funkcji
logicznych przez układy sterujące przepływem energii, wzbogacone o proste układy
przekaźnikowe. Sterownik staje się wówczas zbędny.
Znajomość schematu struktury ma praktyczne znaczenie, gdyż pozwala
usystematyzować postępowanie podczas projektowania a nawet tylko oględzin automatu.
8.2 Elementy wykonawcze
H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 18
Bardzo silnym trendem w projektowaniu automatów jest jak najszersze wykorzystywanie
podzespołów handlowych. Na rynku automatyki przemysłowej działa wiele firm oferujących
kompletne podzespoły wykonawcze np.: jednostki przemieszczeń liniowych, obrotowych,
chwytaki, moduły systemów transportu itp. Korzyścią takiego postępowania jest przede
wszystkim skrócenie czasu projektowania, wykonania i wdrożenia do eksploatacji gotowego
urządzenia, co w przypadku pilnych zamówień ma duże znaczenie ekonomiczne.
8.3 Napędy
Każdy napęd ma swe zalety i wady oraz wynikający z nich zakres zastosowań.
Napędy pneumatyczne. Jest to tani napęd stosowany przede wszystkim do wykonywania
przemieszczeń liniowych od punktu do punktu na niewielkie i średnie odległości, z dużą
prędkością. Wadą napędów pneumatycznych są ograniczenia dynamiczne wynikające ze
ś
ciśliwości powietrza i głośna praca a także wymagany dostęp do sieci sprężonego powietrza.
Napędy elektryczne. Podstawowym zastosowaniem jest napęd ruchów obrotowych w
szerokim zakresie prędkości. Jest to rodzaj napędu najczęściej stosowany w układach regulacji
automatycznej, zwłaszcza serwonapędach. Największą zaletą w stosunku do innych napędów
jest powszechna dostępność czynnika roboczego (sieć elektryczna)
Napędy hydrauliczne. Niezastąpione tam gdzie trzeba uzyskiwać bardzo duże siły przy
niewielkich gabarytach urządzeń wykonawczych. Są drogie m.in. ze względu na konieczność
stosowania kosztownych zasilaczy hydraulicznych. Kłopotliwe w serwisowaniu. Napędów
hydraulicznych unika się, poza wymienionym na początku zastosowaniem.
Napędy pneumohydrauliczne. Pozwalają wyeliminować kosztowny zasilacz hydrauliczny,
uzyskując jednocześnie duże siły. Zastosowania są ograniczone do przemieszczeń na małe
odległości np.: mocowanie przedmiotów.
8.4 Urządzenia sterujące przepływem energii
Rozwój elektroniki dużych mocy znalazł zastosowanie w budowie regulatorów napędów
elektrycznych, wśród których szczególnie duże zastosowanie znalazły falowniki. Napęd
falownikowy silnika asynchronicznego jest obecnie najczęściej stosowanym sposobem
bezstopniowej regulacji prędkości obrotowej.
Innym trendem obserwowanym w automatyce napędów jest zastępowanie
elektromechanicznych elementów przełączających (styczniki) układami półprzewodnikowymi
dużej mocy realizującymi taką samą funkcję (włącz-wyłącz)
8.5 Sterowniki
W automatach produkcyjnych stosuje się obecnie programowalne sterowniki logiczne PLC,
które produkowane są przez wiele firm, w wielu odmianach. Najprostsze wersje pozwalają na
zapisanie w nich jedynie algorytmu cyklu pracy automatu. Standardową wersją są obecnie
sterowniki, w których oprogramowanie realizuje następujące funkcje:
- sekwencję cyklu pracy
- komunikację z obsługującym poprzez moduł HMI (Human-Machine Interface)
- diagnostykę stanu automatu
W bardziej złożonych systemach produkcyjnych wymagana jest również komunikacja z resztą
systemu za pośrednictwem typowych interfejsów. Dosyć często sterownik zapamiętuje historię
urządzenia, rejestrując czas i okoliczności wystąpienia awarii.
Bardzo duży nacisk kładzie się na to aby komunikacja z obsługującym była „przyjazna dla
użytkownika”. Dlatego coraz częściej sterowniki wyposaża się w kolorowe ekrany dotykowe, a
oprogramowanie części wizualnej bywa często bardziej skomplikowane niż cyklu pracy
maszyny.

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 19
8.6 Konstrukcje nośne, podstawy, osłony
Podstawowym materiałem na konstrukcje nośne są profile ze stopów aluminium. Produkowane
są przez wiele firm w odmianach od extra lekkiej do ciężkich, z czym wiąże się wytrzymałość
na zginanie. Każda firma oferuje do swoich profili bogaty asortyment złącz, pozwalających
budować z nich różne konstrukcje przestrzenne. Przestrzenie pomiędzy profilami można
wypełniać płytami metalowymi, z tworzyw sztucznych lub siatką, tworząc w ten sposób
osłony. Sztywność takich konstrukcji jest zwykle niższa niż ram spawanych z kształtowników
stalowych, a tym bardziej odlewów, co praktycznie eliminuje wykorzystanie ich do budowy
korpusów obrabiarkowych.
Systemy profili aluminiowych pozwalają zredukować do minimum kosztowną obróbkę
skrawaniem i bardzo skrócić czas wykonania konstrukcji nośnej urządzeń. Rekompensuje to z
nawiązką wysoki koszt samych elementów.
9.
BEZPIECZEŃSTWO OBSŁUGI, CERTYFIKACJA MASZYN
Automatyzacja procesu podnosi bezpieczeństwo obsługi eliminując niezbędną obecność
człowieka w strefie pracy narzędzi. Ponadto zautomatyzowane urządzenia technologiczne
powinny posiadać zabezpieczenia przed nieświadomą lub niepowołaną ingerencją człowieka w
strefy zagrożenia. Są to blokady mechaniczne (osłony) elektryczne i elektroniczne.
Zagadnienia te mają swoje prawne regulacje w postaci Dyrektywy Maszynowej Unii
Europejskiej.
9.1 Obudowy i osłony ochronne
Powinny spełniać następujące wymagania:
- być solidnej budowy,
- być trudne do ominięcia lub demontażu,
- powodować możliwie najmniejsze ograniczenia w widoczności procesu technologicznego,
- umożliwiać przeprowadzanie podstawowych czynności w zakresie instalowania i/lub
wymiany narzędzi oraz konserwacji.
Osłony przytwierdzone na stałe muszą być mocowane przy pomocy systemów otwieranych
jedynie przy pomocy narzędzi.
Osłony ruchome muszą być sprzężone z podzespołem blokującym, uniemożliwiającym
uruchomienie maszyny dopóki są one otwarte, oraz podającym polecenie zatrzymania po ich
otwarciu.
Osłony regulowane ograniczające dostęp jedynie do tych obszarów, które są konieczne do
wykonywania pracy, muszą być regulowane ręcznie bez użycia narzędzi lub automatycznie
zgodnie z potrzebami wykonywanej pracy.
9.2 Zabezpieczenia elektryczne i elektroniczne
Wyłącznik bezpieczeństwa unieruchamia maszynę lub doprowadza do stanu nie
powodującego zagrożenia w taki sposób, że jej ponowne uruchomienie musi być świadomą
decyzją obsługującego.
- jest czerwony i wystający (grzybek)
- na żółtym tle
- umieszczony w dobrze widocznym miejscu
- łatwo dostępny
Ponowne uruchomienie maszyny powinno nastąpić po usunięciu przyczyny i naciśnięciu
przycisku reset.

H. Mierzejewski Konspekt wykładu: Automatyzacja Procesów Technologicznych
Strona 20
Podobne działanie powinny mieć wyłączniki awaryjne, kurtyny świetlne i inne sensory
kontrolujące dostęp do stref zagrożenia.
Wszelkie niebezpieczeństwa na które może być narażony użytkownik, należy sygnalizować
poprzez umieszczenie ostrzeżeń na urządzeniu i w instrukcji obsługi
Problem konfliktu ergonomicznego
Stosowanie osłon ochronnych i innych zabezpieczeń często utrudnia obsługiwanie
urządzenia. Nie należy więc przesadzać w ilości zabezpieczeń i stosować je w sposób
racjonalny, wynikający z kalkulacji ryzyka.
Nadmiar zabezpieczeń może prowadzić do konstrukcji absolutnie bezpiecznej, tzn.
takiej której w praktyce nie da się w ogóle używać.
9.3 Certyfikacja, znak „CE”
Maszyny powinny posiadać certyfikat zgodności z Dyrektywą UE, w postaci znaku „CE”
oznaczającego że:
Producent winien skompletować dokumentację techniczną i przechowywać ją przez 10
lat. Dokumentacja winna obejmować dokumentację konstrukcyjną, technologiczną oraz
instrukcję obsługi i umożliwiać ocenę zgodności cech wyrobu z obligatoryjnymi wymogami
dyrektywy maszynowej UE.
Ten tryb może być dodatkowo uzupełniony wykonaniem testów lub dokonywaniem
okresowych kontroli produktu przez specjalistyczną jednostkę certyfikującą. Producent
przedstawia jednostce certyfikującej wzór wyrobu wraz z dokumentacją techniczną. Jednostka
certyfikująca sprawdza zgodność dokumentacji i wzoru z wymaganiami dyrektywy i w
przypadku pozytywnego wyniku wydaje certyfikat zgodności.
Produkt musi zostać opatrzony nazwą producenta , a także numerem identyfikacyjnym
jednostki certyfikującej, jeżeli była ona zaangażowana w procedurę potwierdzania zgodności.
Finałem tych procedur jest znak "CE", umieszczany na opakowaniu lub dokumentacji
towarzyszącej wyrobowi przez producenta, Znaku "CE" nie należy traktować jako symbolu
jakości ani rękojmi bezpieczeństwa towaru. Jest on jedynie potwierdzeniem, iż producent
deklaruje zgodność wyrobu z zasadniczymi wymaganiami bezpieczeństwa
Wyszukiwarka
Podobne podstrony:
projektor, Instytut Automatyzacji procesów Technologicznych
Automatyzacja projektowania procesów technologicznych, Materiały
Automatyzacja procesów produkcyjnych i Technologia maszyn
AUTOMATYKA, Liniowe modele obiektów i sposoby ich opisów1, POLITECHNIKA OPOLSKA
Automatyzacja i robotyzacja procesów technologicznych, Automatyka i Robotyka
19 Mikroinżynieria przestrzenna procesy technologiczne,
projektowanie procesów technologicznych F
Proces Technologiczny ropy
PROCES TECHNOLOGICZNY 2
AUTOMATYZACJA PROCESÓW SPAWALNICZYCH
Analizowanie procesow technolog Nieznany (2)
Proces technologiczny do podyktowania, TM - Technologia Maszyn, O procesie technologicznym
kim, Inżynierskie, Semestr IV, Podstawy procesów technologicznych
AUTOMATYZACJA PROCESÓW BIBLIOTECZNYCH, Studia INiB, Mariusz w
Cwiczenie - F OKSYALKILENOWANIE ALKOHOLI, Technologia INZ PWR, Semestr 5, Technologia Chemiczna - su
więcej podobnych podstron