
7. WARSTWY DYFUZYJNE
Warstwy dyfuzyjne w metalach i stopach wytwarza się w procesach obróbki cieplno-chemicznej
tj. procesach obróbki cieplnej zachodzących z jednoczesnym oddziaływaniem środowiska w celu
zmiany składu chemicznego warstwy wierzchniej metalu. Zmiana składu chemicznego powoduje
zmianę struktury i własności użytkowych warstwy wierzchniej jak; utwardzenie powierzchni,
podwyższenie odporności na ścieranie i zużycie tribologiczne, podwyższenie wytrzymałości
zmęczeniowej, odporności korozyjnej i erozyjnej oraz żaroodporności.
Przeprowadzenie obróbki cieplno-chemicznej wymaga spełnienia warunków dla wystąpienia
następujących zjawisk:
- wytworzenie aktywnych atomów pierwiastków nasycających metal,
- adsorpcji czyli osadzania aktywnych atomów na powierzchni obrabianego metalu,
- dyfuzji zaadsorbowanych atomów od powierzchni w głąb metalu.
Aktywne atomy pierwiastków nasycających powstają w ośrodku nasycającym w wyniku reakcji
dysocjacji, wymiany lub redukcji odpowiednich związków chemicznych. Wymaganą aktywnością
odznaczają się atomy w momencie powstania („in statu nascendi”). Atomy te osadzają się na
czystej powierzchni metalu tworząc warstewkę jednoatomowej grubości. Jest to zjawisko adsorpcji
fizycznej wywołane siłami przyciągania niewysyconych wiązań atomów położonych na
zewnętrznej płaszczyźnie sieci krystalicznej metalu. Wydajność adsorpcji zmniejsza się ze
wzrostem temperatury. Zaadsorbowane atomy na powierzchni metalu wnikają w głąb przez defekty
powierzchniowe i w odpowiednich warunkach mogą się przemieszczać na odległości rzędu wielu
średnic ziarn metalu. Zjawisko aktywowanego cieplnie przenoszenia atomów w sieci krystalicznej
metalu przebiegające w kierunku wyrównania stężenia nazywa się dyfuzją.
Podstawowe równanie opisujące dyfuzję sformułował A. Fick. Strumień dyfuzyjny J, czyli masa
substancji dyfundującej w jednostce czasu przez jednostkę powierzchni prostopadłej do kierunku
dyfuzji, jest wprost proporcjonalna do współczynnika dyfuzji D i gradientu stężenia dc/dx;
J = -D dc/dx.
Ujemny znak gradientu stężenia wynika z przyjęcia kierunku dyfuzji za dodatni. Współczynnik
dyfuzji D zależy od rodzaju dyfundującego pierwiastka, struktury krystalicznej, w której zachodzi
dyfuzja oraz od temperatury;
D = A exp (-Q/RT),
gdzie:
A - stała zależna od struktury krystalicznej metalu, Q - energia aktywacji, czyli energia
potrzebna do wyprowadzenia atomu z położenia równowagi, R - stała gazowa,
T - temperatura w skali bezwzględnej.
Procesy dyfuzji są więc zależne od temperatury i gradientu stężenia dyfundujących pierwiastków,
a ponadto od czasu trwania dyfuzji. Od tych czynników zależy zatem grubość i struktura warstw
wierzchnich otrzymanych w wyniku obróbki cieplno-chemicznej.
Mechanizm ruchu dyfundujących atomów jest ściśle związany ze strukturą krystaliczną metalu,
w którym zachodzi dyfuzja. Ruch atomów w sieci wynika z ich drgań cieplnych dzięki którym
pewne atomy uzyskując większą energię opuszczają swoje położenia równowagi. Ruch ten jest
jednak utrudniony przez otaczające atomy i dlatego nie ma charakteru ciągłego ale składa się
z kolejnych zmian pozycji.
W metalu polikrystalicznym dyfuzja atomów może zachodzić:
1. wzdłuż powierzchni metalu,
2. wzdłuż granic ziarn,
3. przez objętość ziarn.
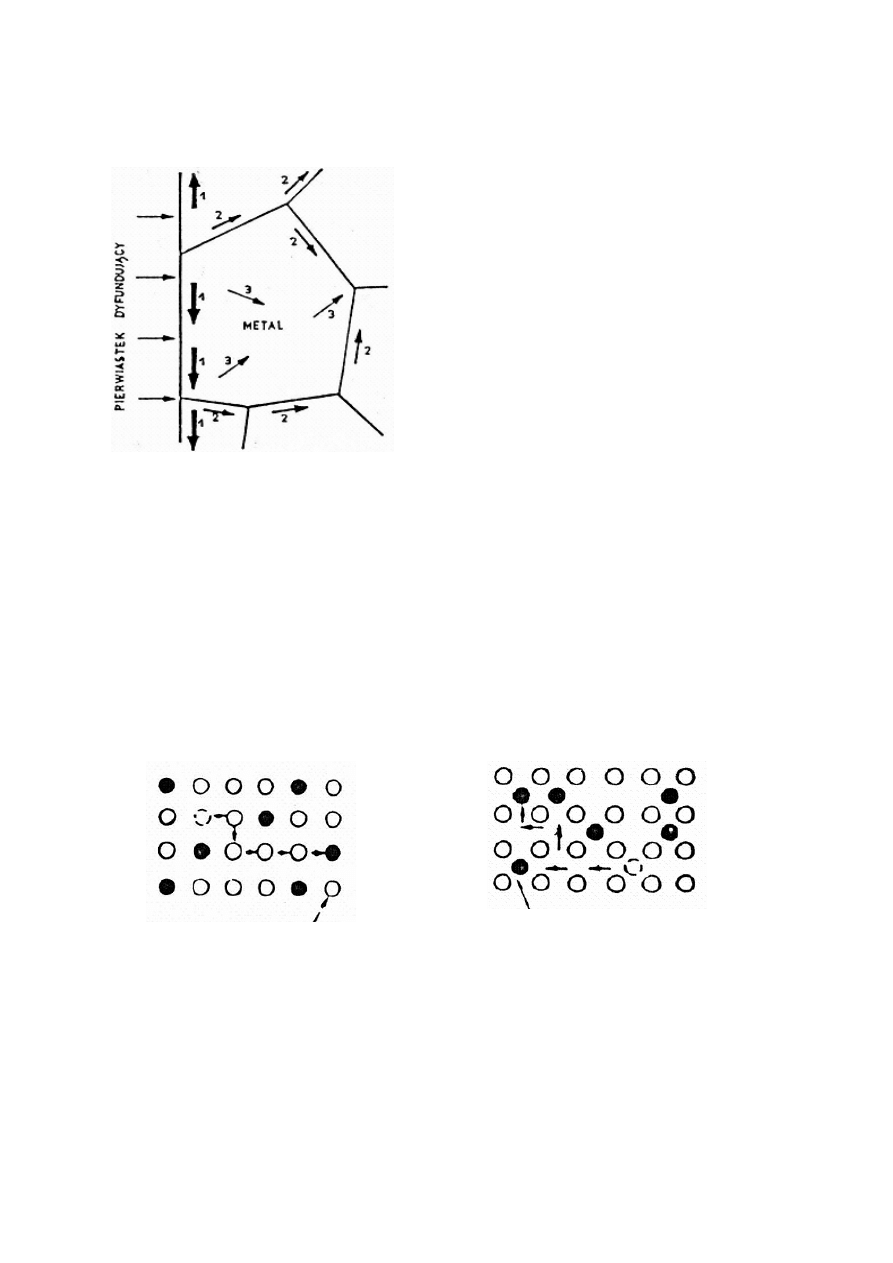
Najłatwiej zachodzi dyfuzja wzdłuż powierzchni (1), następnie po granicach ziarn (2), natomiast
najtrudniej przez objętość ziarn (3), rys. 7.1. Wynika to z faktu większej energii swobodnej granic
ziarn niż wnętrza ze względu na bardziej zdefektowaną budowę granic ziarn. Stan energetyczny
granic ziarn zmniejsza wartość energii aktywacji Q niezbędnej dla dyfuzji. Stąd w tych samych
warunkach, w materiałach drobnoziarnistych uzyskuje się grubsze warstwy niż w gruboziarnistych.
Dyfuzja wzdłuż granic ziarn jest podstawowym sposobem przemieszczania się atomów w metalach
o małej rozpuszczalności dyfundującego pierwiastka. Natomiast w metalach o dużej rozpuszczal-
ności zmniejsza się znaczenie dyfuzji poprzez granice ziarn.
Rys. 7.1. Przebieg dyfuzji w metalu
polikrystalicznym;
1 - wzdłuż powierzchni metalu,
2 - wzdłuż granic ziarn,
3 - przez objętość ziarn
Mechanizm dyfuzji przebiegającej przez objętość ziarn może być wakansowy lub międzywęzłowy,
rys. 7.2. Mechanizm wakansowy polega na kolejnym przemieszczaniu się atomu z pozycji
węzłowej w sąsiednią wolną pozycję węzłową, co powoduje utworzenie wakansu w węźle
opuszczonym przez atom. Migracji atomu w jednym kierunku towarzyszy wędrówka wakansu
w kierunku przeciwnym. Jest to podstawowy mechanizm dyfuzji w roztworach stałych
różnowęzłowych. Mechanizm dyfuzji w roztworach różnowęzłowych jest bardziej skomplikowany
i przeto powolniejszy. W stopach żelaza pierwiastki metaliczne: chrom, tytan, molibden, wanad,
wolfram i in. dyfundują tą drogą.
W roztworach stałych międzywęzłowych natomiast dominuje mechanizm międzywęzłowy, który
polega na kolejnych przeskokach atomu dyfundującego z jednej pozycji międzywęzłowej
w sąsiednią. Mechanizm międzywęzłowy jest możliwy jeśli atom dyfundujący ma dostatecznie
małe wymiary aby utworzyć roztwór międzywęzłowy. Warunek ten spełniają w stopach żelaza:
węgiel, azot, bor i wodór.
atom pierwiastka rozpuszczalnika atom pierwiastka rozpuszczonego
Rys. 7.2. Schemat dyfuzji objętościowej; a) mechanizm wakansowy, b) mechanizm
międzywęzłowy
Jeżeli dyfundujący pierwiastek rozpuszcza się w metalu podłoża tworząc roztwór stały o sieci
metalu podstawowego, to maksymalne stężenie pierwiastka dyfundującego może osiągnąć
graniczną rozpuszczalność w temperaturze dyfuzji, taki rodzaj dyfuzji określa się jako
dyfuzję atomową. Możliwość dyfuzji poza granicę rozpuszczalności istnieje w wypadku tworzenia
się nowej fazy między pierwiastkami dyfundującym i metalem podstawowym, o odmiennej sieci
przestrzennej. Taki rodzaj dyfuzji, którego skutkiem jest powstanie nowej fazy określa się jako
dyfuzję reakcyjną.
Podczas dyfuzyjnego nasycania warstwy wierzchniej metalu danym pierwiastkiem, jego stężenie
(największe na powierzchni metalu) stopniowo maleje w głąb warstwy. W warstwie dyfuzyjnej
mogą wystąpić różne strefy o budowie roztworów stałych, faz międzymetalicznych lub ich
mieszanin w kolejności odpowiadającej występowaniu tych faz w układzie równowagi metalu
z pierwiastkiem nasycającym w danej temperaturze.
Określenie zdolności do tworzenia trwałych faz przez pierwiastki – nasycający i osnowy - jest
możliwe na podstawie analizy układu równowagi jaki tworzą. W wypadku stopów żelaza procesy
obróbki cieplno-chemicznej mogą powodować w odpowiednich zakresach temperatur nasycania
dyfuzyjnego i stosowanych zakresach stężeń, utworzenie w warstwie wierzchniej struktur
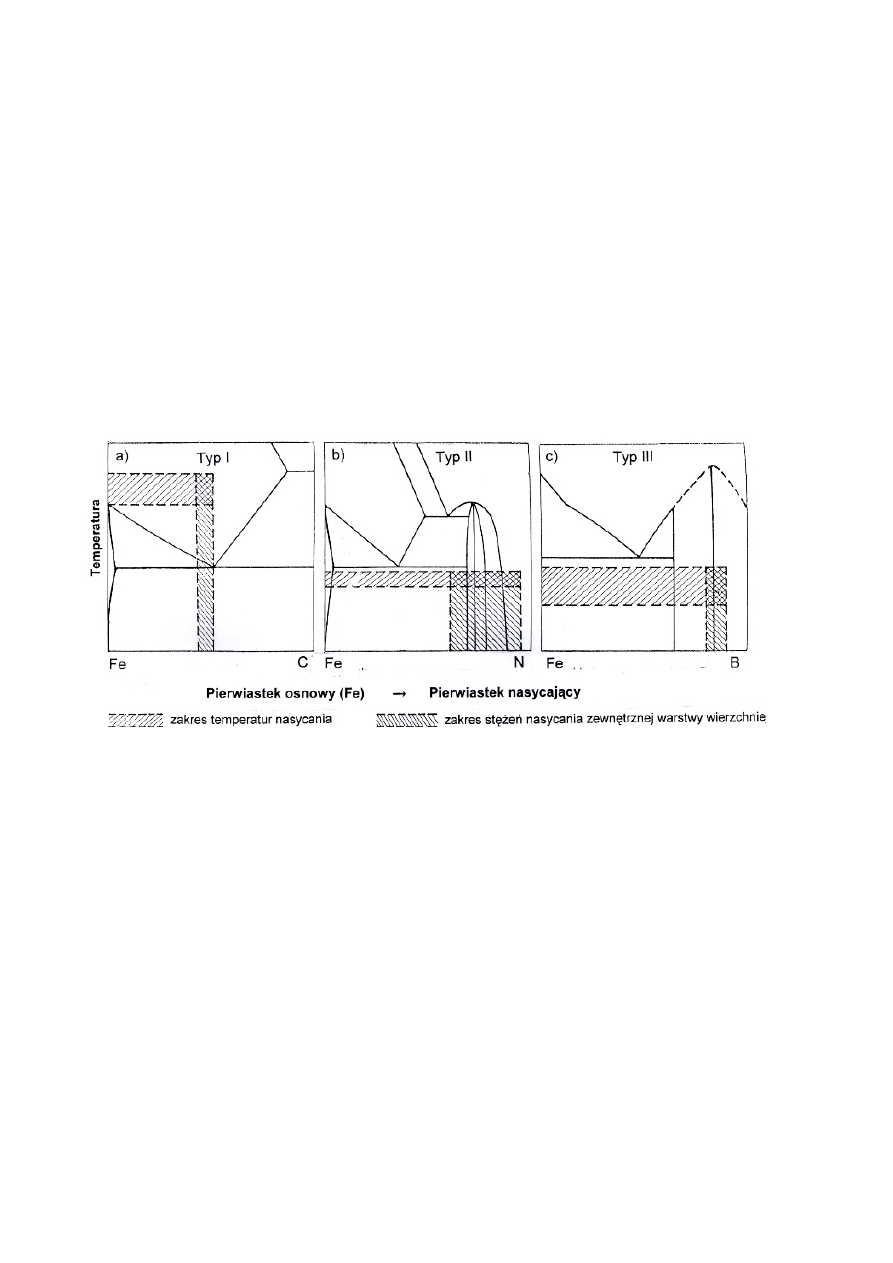
odpowiadających trzem typom układów równowagi, rys. 7.3a,b,c:
a) z dużym zakresem stężeń odpowiadających roztworom stałym żelaza ze składnikami
nasycającymi,
b) z niewielkim zakresem stężeń odpowiadających roztworom stałym żelaza ze składnikami
nasycającymi,
c) z bardzo małym zakresem stężeń odpowiadających roztworom stałym żelaza z składnikami
nasycającymi.
Rys. 7.3. Typy układów równowagi żelaza z pierwiastkami nasycającymi:
a) z dużym zakresem stężeń odpowiadających roztworom stałym żelaza ze składnikami
nasycającymi, np. Feγ(C),
b) z niewielkim zakresem stężeń żelaza i składników nasycających, np. Feα(N),
c) z bardzo małym zakresem stężeń i fazami międzymetalicznymi, np. Feα(B), FeB, Fe
2
B
Pierwszy typ układu równowagi (a) ma odpowiednio duży obszar roztworów stałych żelaza ze
składnikiem nasycającym, np. Feγ(C). Wzbogacenie żelaza w składnik nasycający następuje tylko
do stężeń odpowiadających obszarowi roztworu stałego, w tym przypadku - austenitu. Drugi typ
układów równowagi (b) posiada niewielki zakres stężeń odpowiadających roztworom stałym żelaza
i pierwiastka nasycającego. Wzbogacenie stopu pierwiastkiem nasycającym powyżej granicznej
rozpuszczalności powoduje powstanie azotków Fe
2
N, Fe
4
N. Wykresy równowagi typu (c)
charakteryzują się bardzo małą rozpuszczalnością pierwiastków nasycających w żelazie, np.
Feα(B), wzbogacenie pierwiastkiem nasycającym do określonych stężeń powoduje powstawanie
faz międzymetalicznych FeB, Fe
2
B, po utworzeniu których przebiega tylko dyfuzja danego
składnika.
Typ układu równowagi fazowej metalu podstawowego i pierwiastka nasycającego decyduje o
budowie tworzących się warstw dyfuzyjnych, rys. 7.4, 7.7, 7.9 i 7.10.
Obróbkę cieplno-chemiczną można sklasyfikować według różnych kryteriów. Podział metod
obróbki według rodzaju pierwiastka nasycającego z uwzględnieniem ważniejszych przykładów
zawarto w tabl. 7.1.
Zabiegi dyfuzyjnego nasycania warstw wierzchnich różnymi metalami określa się nazwą
metalizowania dyfuzyjnego. Dyfuzja metali, które tworzą z żelazem roztwory różnowęzłowe jest
znacznie powolniejsza w porównaniu z niemetalami, tworzącymi roztwory międzywęzłowe. Stąd
warstwy dyfuzyjne metali są dziesiątki czy setki razy cieńsze niż np. warstwy nawęglone wykonane
w tych samych warunkach (jednakowe temperatura i czas trwania procesu).
Ujemną stroną obróbki cieplno-chemicznej jest jej długotrwałość, stąd dążenie do jej przyspieszenia
przez oddziaływanie dodatkowych czynników czy zjawisk, co określa się jako nasycanie dyfuzyjne
wspomagane, w odróżnieniu od nasycania niewspomaganego wykorzystującego do dyfuzji tylko
ciepło i stężenie składnika dyfundującego.
Tablica 7.1. Podział metod obróbki cieplno-chemicznej według rodzaju pierwiastka nasycającego
z wybranymi przykładami
Metoda
Rodzaj pierwiastka nasycającego/Przykład
Nasycanie dyfuzyjne jednym
pierwiastkiem
Metalem
(metalizowanie dyfuzyjne):
Niemetalem:
chromowanie,
tytanowanie,
aluminiowanie,
wanadowanie,
nawęglanie,
azotowanie,
borowanie
Kompleksowe nasycanie
dyfuzyjne
Metalami:
Niemetalami:
Metalem z niemetalem:
chromoaluminiowanie,
chromowanadowanie
węgloazotowanie
azotonawęglanie
tlenoazotowanie
borochromowanie
węglotytanowanie
węgloazototytanowanie
7.1. Azotowanie dyfuzyjne
Azotowanie polega na dyfuzyjnym nasycaniu azotem warstw wierzchnich przedmiotów stalowych,
ze staliwa lub żeliwa.
Celem azotowania jest zwiększenie:
- twardości, odporności na ścieranie i zatarcie,
- wytrzymałości zmęczeniowej,
- odporności na korozję (z wyjątkiem stali austenitycznych).
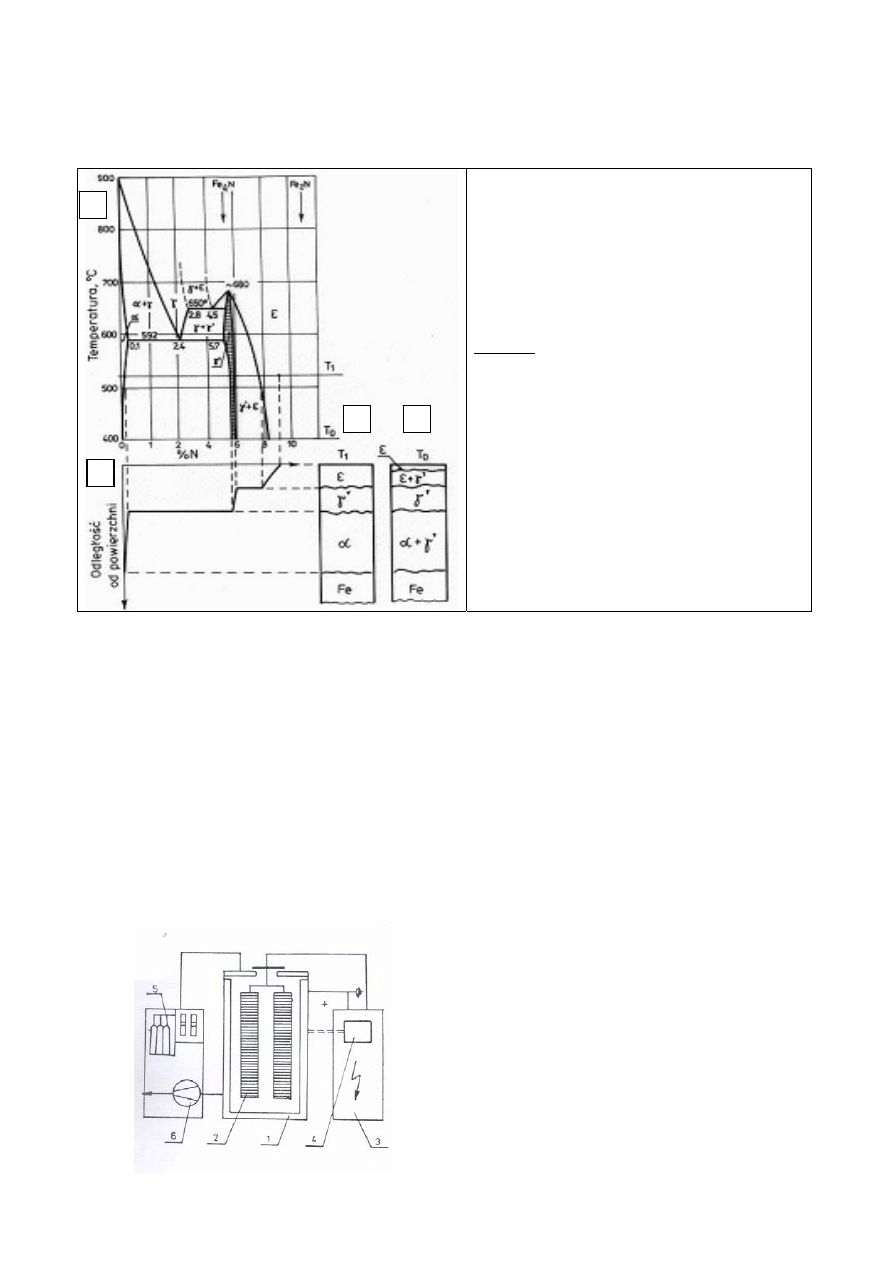
Azot tworzy z żelazem układ równowagi bardzo podobny do układu Fe-Fe
3
C. W temperaturze
otoczenia tworzą go następujące fazy: ferryt azotowy, azotki Fe
2
N(ε) i Fe
4
N (γ'), których zakresy
występowania wraz ze schematem budowy warstw naazotowanych w temperaturze procesu i
otoczenia przedstawiono na rys. 7.4.
Wyróżnia się dwa rodzaje azotowania: utwardzające i przeciwkorozyjne.
Podstawowe zastosowanie ma azotowanie utwardzające, które przeprowadza się w atmosferze
zdysocjowanego amoniaku w zakresie temperatur 480 ÷ 600ºC w czasie do 100 godzin, zależnie od
wymaganej grubości warstwy. Azotowaniu utwardzającemu poddawane są przede wszystkim stale
konstrukcyjne, zbliżone do stali do ulepszania cieplnego, zawierające około 0,4% węgla i dodatki
Al, Mo i Cr tworzące trwałe azotki o bardzo dużej twardości i dyspersji. Ponadto różne odmiany
azotowania są szeroko stosowane dla dodatkowego utwardzania narzędzi ze stali wysokostopowych
co pozwala zwiększyć ich trwałość eksploatacyjną.
Elementy przeznaczone do azotowania najpierw poddaje się ulepszaniu cieplnemu, przy czym
temperatura odpuszczania musi być w wyższa niż następujące po nim azotowanie.
Rys. 7.4 (a) Układ równowagi Fe-N,
Opis faz: ε - faza międzywęzłowa Fe
2
N,
γ'- faza międzywęzłowa Fe
4
N,
α – roztwór azotu w żelazie α
(b) zmiany składu fazowego zależnie od
odległości od powierzchni azotowanego
żelaza,
(c) budowa azotowanego żelaza
w temperaturze procesu T
1
,
(d) budowa azotowanego żelaza
w temperaturze otoczenia T
0
a
c
d
b
Odmianą azotowania gazowego utwardzającego (poza próżniowym i fluidalnym), które
kilkakrotnie skraca czas obróbki, jest azotowanie jonowe. Polega ono na wytworzeniu warstwy
azotowanej w zjonizowanym gazowym azocie, azocie z wodorem lub amoniaku. Przedmiot
azotowany umieszcza się w specjalnym urządzeniu wyposażonym w reaktor, w którym przy
napięciu 400 ÷ 1000 V i ciśnieniu 0,1 ÷ 10 Tr ośrodek gazowy osiąga stan plazmy wokół
obrabianego przedmiotu – katody, rys. 7.5. Przyspieszone w polu elektrycznym dodatnie jony azotu
implantują, czyli wszczepiają się w powierzchnię przedmiotu wywołując nagrzewanie się
powierzchni i dyfuzję w głąb. Właściwe azotowanie jest poprzedzone przez rozpylanie katodowe w
celu oczyszczenia powierzchni i jej uaktywnienia. Czas azotowania jonowego wynosi od kilku
minut do 30 godzin, a temperatura 400 ÷ 700°C. Wytworzona warstwa ma budowę jednofazową –
azotku γ' o grubości do 0,008 mm i twardości 1200 ÷ 1400 HV. Jeżeli azotowanie jonowe
przeprowadza się w środowisku zawierającym dodatek atomów węgla to uzyskuje się warstwę
jednofazową azotku ε o grubości do 0,03 mm i twardości 1300 ÷ 1500 HV.
Rys. 7.5. Schemat urządzenia do azotowania
jonowego;
1 – piec próżniowy z retortą,
2 – wsad,
3 – zasilacz elektryczny,
4 – urządzenie sterujące,
5 – urządzenie dozujące gaz,
6 – pompa próżniowa
Tworzenie się nowych faz w warstwie wierzchniej azotowanych elementów powiększa jej objętość
co powoduje powstanie naprężeń ściskających i w konsekwencji podwyższenie wytrzymałości
zmęczeniowej, ponieważ działanie naprężeń ściskających zmniejsz wpływ wad (karbów)
znajdujących się na powierzchni przez równoważenie naprężeń rozciągających.
Azotowaniu jonowemu poddaje się zarówno przedmioty ze stali stopowych jak i niestopowych oraz
żeliwa. Do typowych zastosowań zalicza się: wały korbowe, elementy sprzęgieł, koła zębate,
wykrojniki, tłoczniki, frezy, przeciągacze, matryce kuźnicze, formy do tworzyw sztucznych,
elementy wtryskarek i wytłaczarek.
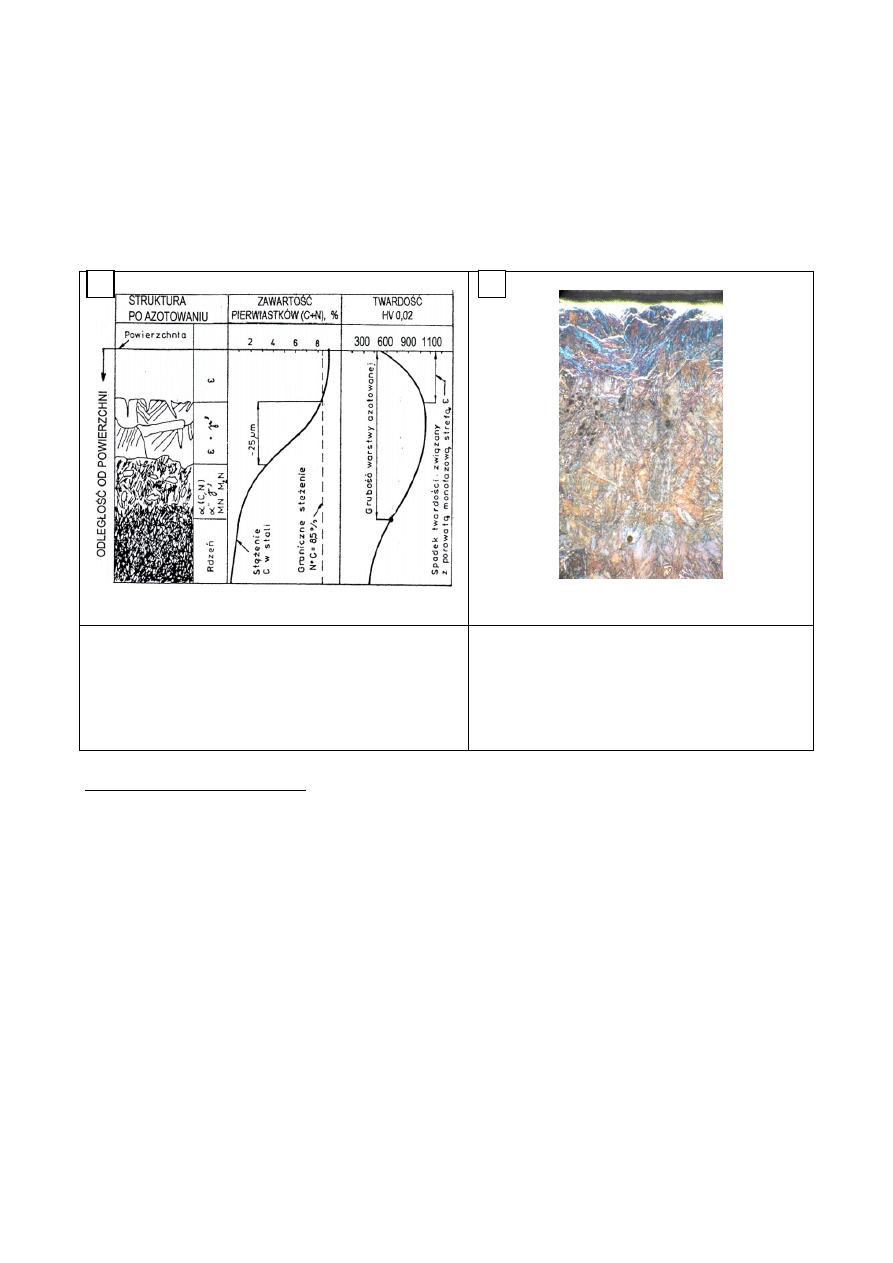
Rys. 7.6a. Charakterystyka zmian struktury, składu
chemicznego i twardości w warstwie dyfuzyjnej
po azotowaniu stali w zależności od odległości
od powierzchni
Rys. 7.6b. Mikrostruktura naazotowanej stali
konstrukcyjnej gat. 34CrAlNi-10;
jasna warstwa skrajna (ε + γ') i przylegająca
do niej warstwa przesyconego azotem sorbitu
z azotkami γ' w postaci siatki na granicach
ziarn, podłoże - sorbit
a)
b)
Azotowanie przeciwkorozyjne przeprowadza się w zakresie temperatur 600 ÷ 850°C w czasie kilku
minut do kilku godzin, dla części narażonych na korozję w wodzie i wilgotnej atmosferze.
Własność tę zapewnia bardzo cienka i zwarta warstewka fazy ε, a ponieważ inne własności
warstwy nie są tak istotne dlatego można stosować tę obróbkę do dowolnych gatunków stali i żeliw.
Azotowaniu przeciwkorozyjnemu poddaje się drobne części maszyn i urządzeń, jak: części
zaworów tlenowych i palników spawalniczych, części hamulców kolejowych, części armatury
wodociągowej i instalacji pary wodnej.
Powierzchnie nie przewidziane do azotowania zabezpiecza się przed dyfuzją azotu przez nałożenie
odpowiedniej powłoki. Stosuje się zwykle powłoki cynowe o grubości 0,01 mm nakładane
elektrolitycznie lub zanurzeniowo, rzadziej elektrolityczne powłoki miedzi lub niklu. Ponadto
stosuje się pasty zawierające niskotopliwe szkliwa, związki boru, związki cyny i żywice
silikonowe.
7.2. Borowanie dyfuzyjne
Borowanie dyfuzyjne polega na nasycaniu warstwy wierzchniej stali borem w celu uzyskania dużej
twardości, rzędu 2000 HV.
Bor tworzy z żelazem układ równowagi przedstawiony na rys. 7.7, w temperaturze otoczenia
występują ferryt borowy α, borki Fe
2
B i FeB. W zależności od stężenia boru w warstwie
wierzchniej stali tworzą się borki o charakterystycznej budowie słupkowej, spowodowanej
uprzywilejowanym wzrostem ziarn. Ponieważ dyfuzja boru zachodzi po granicach ziarn borków i
austenitu, dlatego powierzchnia rozdziału między warstwą borków a rdzeniem jest rozgałęziona,
rys. 7.7c,d i 7.8b. Pod strefą borków występuje strefa rozrostu ziarna roztworu stałego boru w
żelazie. Najkorzystniejsze własności na zużycie wykazują zwarte warstwy borków pozbawione
wtrąceń niemetalicznych i porów. Rozkład twardości w warstwie wierzchniej jest ściśle związany
ze zmianami struktury postępującymi od nasycanej powierzchni, rys. 7.8a.
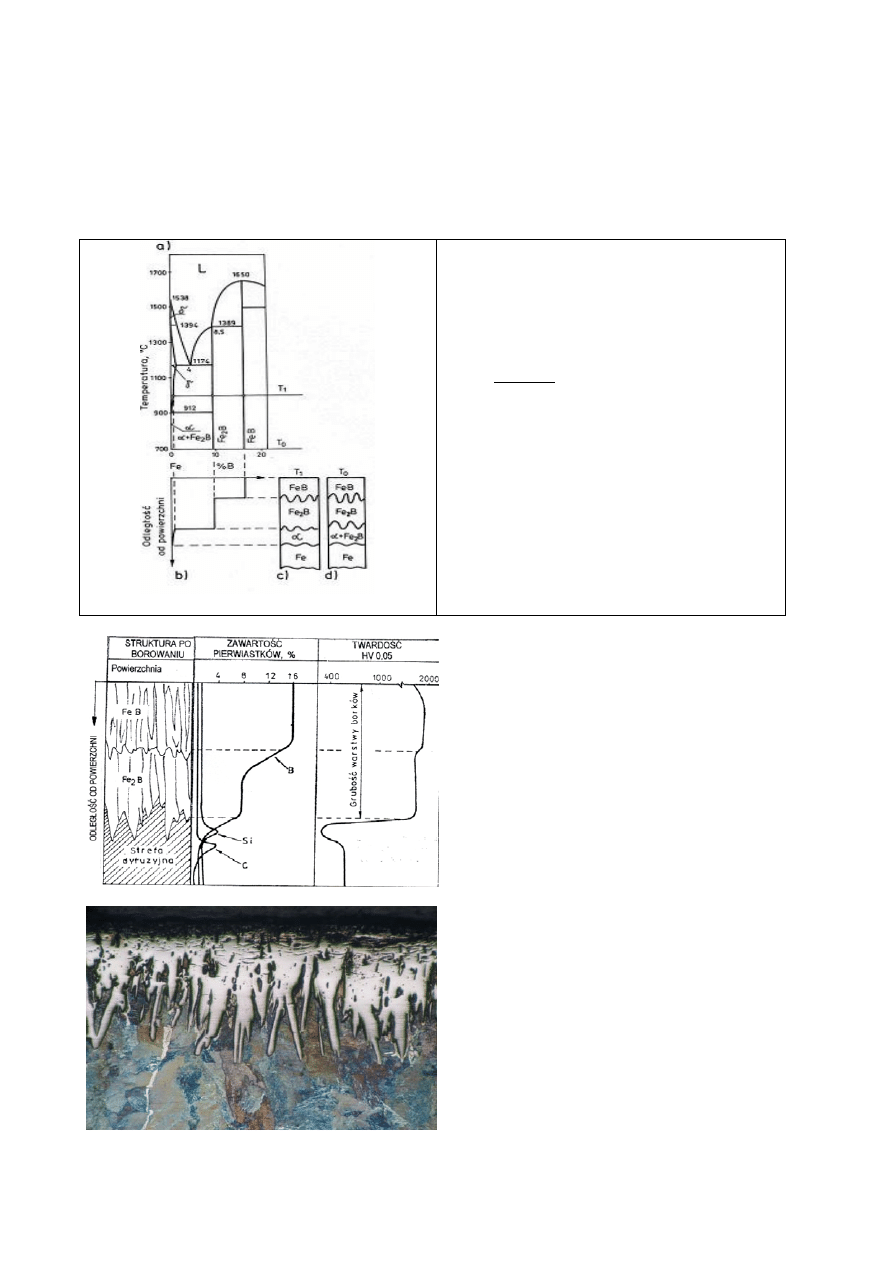
Rys. 7.7. Układ równowagi Fe-B (a),
Opis faz: α – roztwór boru w żelazie α,
γ – roztwór boru w żelazie γ,
Fe
2
B - faza międzywęzłowa,
FeB - faza międzywęzłowa,
(b) zmiany składu fazowego zależnie od
odległości od powierzchni naborowanego
żelaza,
(c) budowa naborowanego żelaza
w temperaturze procesu T
1,
(d) w temperaturze otoczenia T
0
Rys. 7.8
a) Charakterystyka zmian składu
chemicznego i twardości
w warstwie dyfuzyjnej po naborowaniu
w zależności od odległości od naborowanej
powierzchni
b) mikrostruktura naborowanej stali
narzędziowej

Proces borowania przeprowadza się w temperaturze 900 ÷ 1000ºC w czasie od kilku do kilkunastu
godzin, uzyskując warstwy o grubości od 0,03 do 0,15 mm. Borowanie przeprowadza się
najczęściej w proszkach lub pastach, których podstawowym składnikiem jest bor amorficzny,
węglik boru lub czteroboran sodu, kilkuprocentowy dodatek aktywatora (np. NH
4
Cl) oraz
wypełniacze ceramiczne (np. Al
2
O
3
) w ilości ok. 40 %, które zabezpieczają powierzchnię
przedmiotu przed przyleganiem proszku do nasycanej powierzchni.
Do borowania stosuje się przede wszystkim stale średniowęglowe, ponieważ wyższe zawartości
węgla, a także dodatki stopowe hamują dyfuzję boru. Przedmioty przeznaczone do borowania
przygotowuje się na gotowo ze względu na brak możliwości stosowania obróbki wiórowej po
borowaniu. Borowanie stosuje się do części maszyn i narzędzi narażonych w eksploatacji na
zużycie przez tarcie, a szczególnie na działanie luźnego ścierniwa, jak: narzędzia wiertnicze –
elementy świdrów i pomp, części pojazdów – osie traktorów, elementy gąsienic, narzędzia do pracy
na zimno i gorąco – tłoczniki, matryce i formy do tworzyw, wkładki matrycowe, elementy maszyn
odlewniczych. Borowane części maszyn lub narzędzia poddaje się zwykle hartowaniu i niskiemu
odpuszczaniu.
7.3. Metalizowanie dyfuzyjne
Metalizowanie dyfuzyjne jest procesem dyfuzyjnego nasycania warstw wierzchnich stali różnymi
metalami, jak: chromem, tytanem, aluminium, a także jednoczesnym nasycaniem kilkoma
pierwiastkami, np. chromem i aluminium.
W odróżnieniu od sposobu dyfuzji międzywęzłowej pierwiastków niemetalicznych – węgla, azotu
czy boru, pierwiastki metaliczne, które tworzą jak wiadomo z żelazem roztwory różnowęzłowe,
dyfundują poprzez węzły sieci krystalicznej. Wskutek tego warstwy dyfuzyjne nasycane metalami
są wielokrotnie cieńsze niż np. warstwa nawęglona w tych samych warunkach (przy jednakowej
temperaturze i czasie trwania procesu).
Chromowanie dyfuzyjne polega na nasycaniu chromem warstw wierzchnich przedmiotów
wytworzonych ze stali, żeliwa lub staliwa. Celem chromowania jest podwyższenie trwałości części
maszyn i narzędzi narażonych podczas eksploatacji na zużycie przez tarcie, korozję i utlenianie w
wysokich temperaturach, do 850
ºC.
Chrom tworzy z żelazem układ równowagi z roztworem ciągłym fazy α. W stopach z żelazem i
węglem jako pierwiastek silnie węglikotwórczy, zależnie od proporcji C/Cr, tworzy węgliki
złożone: (Cr,Fe)
3
C, (Cr,Fe)
23
C
6
, (Cr, Fe)
7
C
3
, zakresy ich występowania przedstawiono na rys.7.9a.
Podczas nasycania chromem stopów żelaza można wyróżnić dwa rodzaje warstw chromowanych,
zależnie od zawartości węgla w stali, jeśli jest mniejsza niż 0,2 % warstwę chromowaną stanowi
roztwór stały chromu w żelazie, czasem z nieciągłą warstwą węglików na powierzchni. W stalach
średnio i wysokowęglowych warstwa chromowana zawiera węgliki (Cr,Fe)
7
C
3
i (Cr,Fe)
23
C
6
oraz
azotki i węglikoazotki. Podstawowym składnikiem jest węglik M
7
C
3
, a występowanie pozostałych
zależy od warunków chromowania. Przykładowy schemat budowy warstwy chromowanej, skład
chemiczny i rozkład twardości przedstawiono na rys. 7.9b. Ponieważ wytworzenie węglików w
warstwie wierzchniej wymaga dyfuzji węgla z rdzenia w kierunku powierzchni, to efektem tej
dyfuzji jest utworzenie się pod warstwą węglików strefy o zmniejszonym stężeniu węgla.
Podstawowe znaczenie w praktyce ma chromowanie w ośrodkach stałych i gazowych. Ośrodki stałe
to mieszaniny sproszkowanego żelazochromu (ok. 50 %), tlenku aluminium (ok. 45%) z kilkoma
procentami aktywatora – chlorku amonu. Chromowanie gazowe przeprowadza się w parach chlorku
chromawego. Temperatura chromowania wynosi od 900 – 1050°C, a czas od kilku do kilkunastu
godzin. Chromowanie w gazach w stosunku do chromowania w ośrodkach stałych przebiega
znacznie szybciej ale mechanizm procesu, budowa warstw i twardości są podobne. Do
chromowania stosuje się przeważnie stale średnio i wysokowęglowe, przy czym wzrost zawartości
węgla w znacznym stopniu zmniejsza grubość warstwy dyfuzyjnej. Dodatki stopowe w stali, jak
molibden, wolfram, chrom i krzem wpływają na zwiększenie grubości warstwy, zaś nikiel i mangan
zmniejsza ją. Grubość warstw chromowanych wynosi 0,005 – 0,04 mm, a twardość ok. 1500 HV,
może osiągać blisko 1800HV, zależnie od gatunku nasycanej dyfuzyjnie stali, rys. 7.9.
Chromowaniu utwardzającemu poddaje się przedmioty ze stali narzędziowych i konstrukcyjnych,
np.:
- narzędzia do obróbki plastycznej na zimno; tłoczniki, oczka do przeciągania drutów, matryce do
tłoczenia na zimno śrub i nakrętek,
- narzędzia tnące; wykrojniki do cienkich blach, narzędzia chirurgiczne,
- narzędzia pomiarowe; sprawdziany tłoczkowe i gwintowe,
- narzędzia do odlewania metali pod ciśnieniem,
- części maszyn; tuleje zaciskowe do automatów tokarskich, dysze do piaskowania, elementy
maszyn włókienniczych.
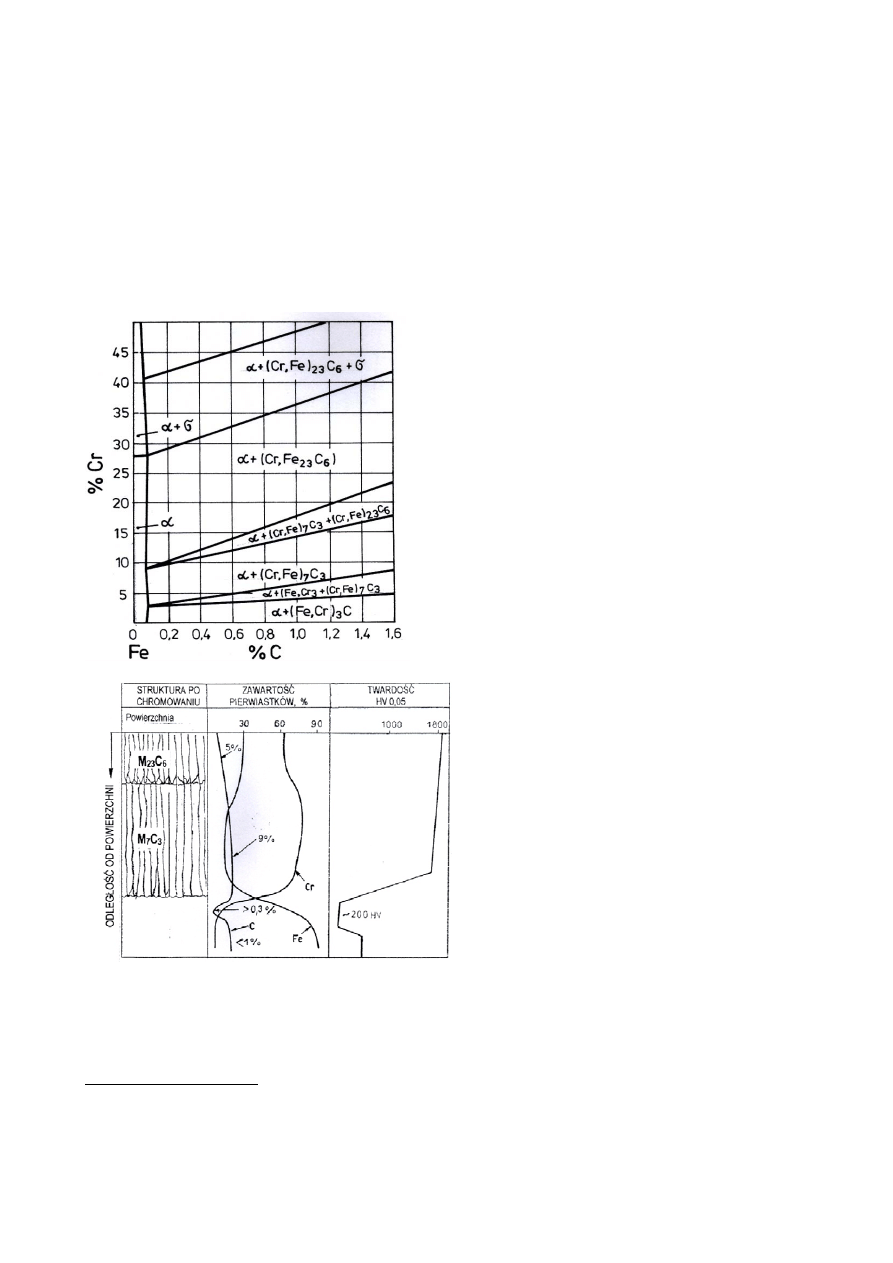
Rys. 7.9
a) Fragment układu równowagi Fe-Cr-C
b) Schemat struktury po chromowaniu,
zmiany rozkładu pierwiastków i twardości
w warstwie wierzchniej w zależności od
odległości od chromowanej powierzchni
Chromowaniu przeciwkorozyjnemu poddaje się elementy armatury wodociągowej, elementy pomp
do wody, ropy i nafty, elementy maszyn przemysłu spożywczego. Ponadto części narażone na
korozję w temperaturze do 850
ºC: łopatki turbin gazowych, dysze palników, grzybki i gniazda
zaworów. Części maszyn i narzędzia chromowane są zwykle w stanie normalizowanym.
Tytanowanie dyfuzyjne polega na wytwarzaniu warstw węglików tytanu w warstwie wierzchniej
stali w celu zwiększenia odporności na ścieranie i zużycie w temperaturze do 500°C. Powyżej tej
temperatury węgliki tytanu ulegają utlenieniu.
W układzie Fe-Ti pole występowania ferrytu tytanowego sięga 8,7% zawartości tytanu w
temperaturze eutektycznej, a ok. 0,5% w temperaturze otoczenia. Przy większych zawartościach
tytanu występują fazy międzymetaliczne TiFe
2
i TiFe, rys. 7.10. Tytan jest więc pierwiastkiem
rozszerzającym obszar ferrytu i jednocześnie jednym z pierwiastków o najsilniejszym powinowac-
twie do węgla i azotu. W stopach Fe-Ti-C tytan tworzy węgliki proste.
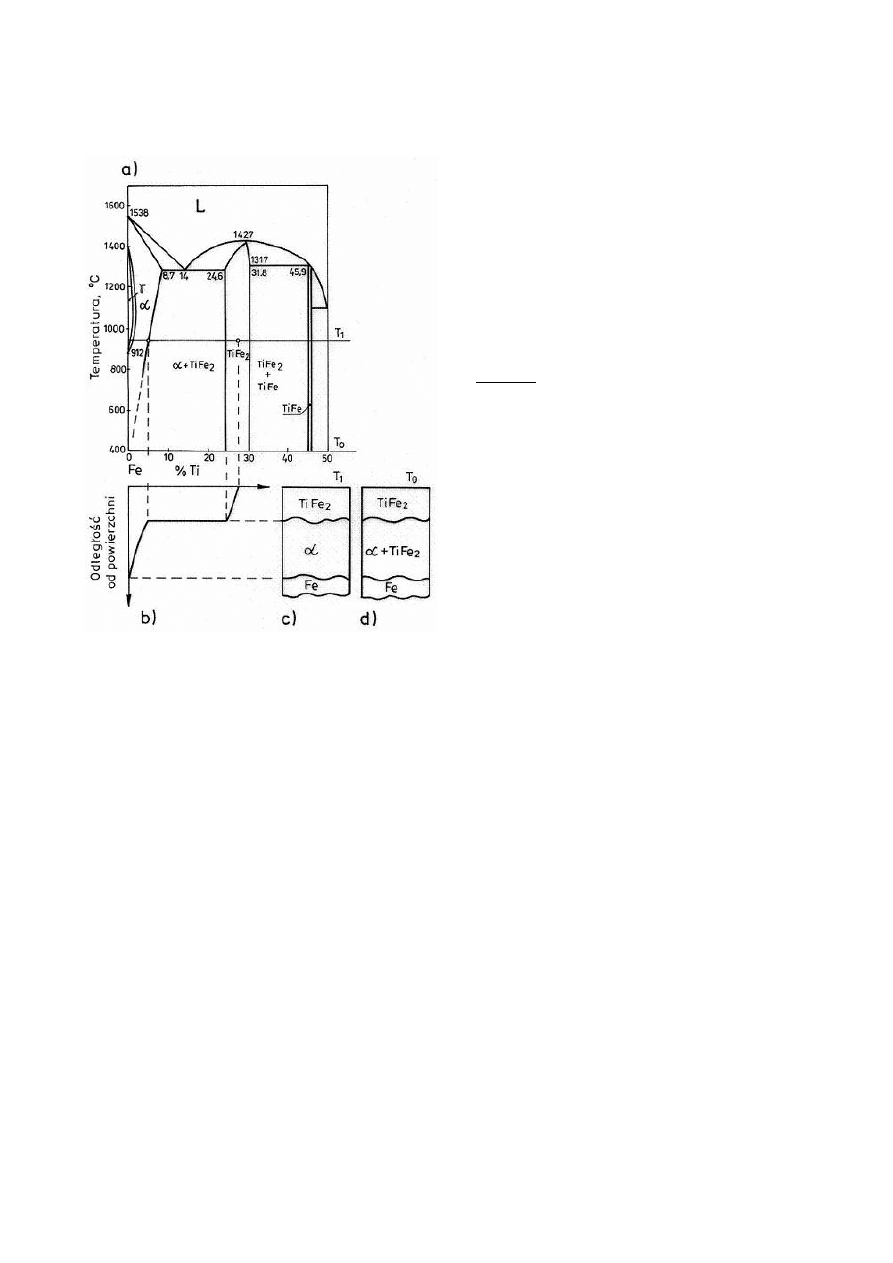
Rys. 7.10. Układ równowagi Fe-Ti (a),
Opis faz: α – roztwór tytanu w żelazie α,
γ – roztwór tytanu w żelazie γ,
TiFe
2
- faza międzywęzłowa,
TiFe - faza międzywęzłowa,
(b) zmiany składu chemicznego zależnie
od odległości od powierzchni
tytanowanego żelaza,
(c) budowa fazowa tytanowanego żelaza
w temperaturze procesu T
1
i
(d) w temperaturze otoczenia T
0
Podczas nasycania tytanem stali średnio- i wysokowęglowych powstają warstwy złożone
z węglików TiC w postaci warstewki powierzchniowej, fazy międzymetalicznej TiFe
2
na granicach
ziarn roztworu stałego tytanu w żelazie, a w niektórych przypadkach z niewielkim udziałem TiFe
2
lub TiFe, na granicy podłoża z warstwą węglików. Morfologia warstw wierzchnich zależy od czasu
i warunków tytanowania oraz zawartości węgla w stali. Węgliki TiC powstałe najbliżej powierzchni
mają budowę słupkową i są zorientowane prostopadle do powierzchni. Na granicy z podłożem
mogą też występować drobne, równoosiowe ziarna węglików, rys. 7.11b.
Podobnie jak w wypadku chromowania praktycznie tytanowanie przeprowadza się w ośrodkach
gazowych lub stałych. Ośrodki stałe to mieszaniny sproszkowanego żelazotytanu, (ok. 95 ÷ 99%) i
1 ÷ 5% chlorku amonu. Tytanowanie gazowe wykonuje się w mieszaninie gazowego czterochlorku
tytanu, metanu i wodoru. Temperatura procesu wynosi 1000 ÷ 1080°C a czas od 2 do 5 godzin.
Grubość uzyskiwanych warstw tytanowych jest niewielka i wynosi 0,010 ÷ 0,015 mm dla
tytanowania w ośrodkach gazowych, a 0,1 mm dla tytanowania w proszkach. Twardość warstw
tytanowanych osiąga 3000 ÷ 5000 HV, rys. 7.10.
Proces tytanowania stosuje się do narzędzi wykonanych z wysokowęglowych stali stopowych i
niestopowych, np.: N10, NC6, NC10, SW7M, które są przeznaczone na:
- narzędzia do obróbki plastycznej na zimno stali i metali nieżelaznych, jak: tłoczniki, ciągadła,
stemple, wykrojniki,
- formy do tworzyw sztucznych,
- narzędzia pomiarowe – sprawdziany,
- matryce do prasowania tlenków i proszków metali.
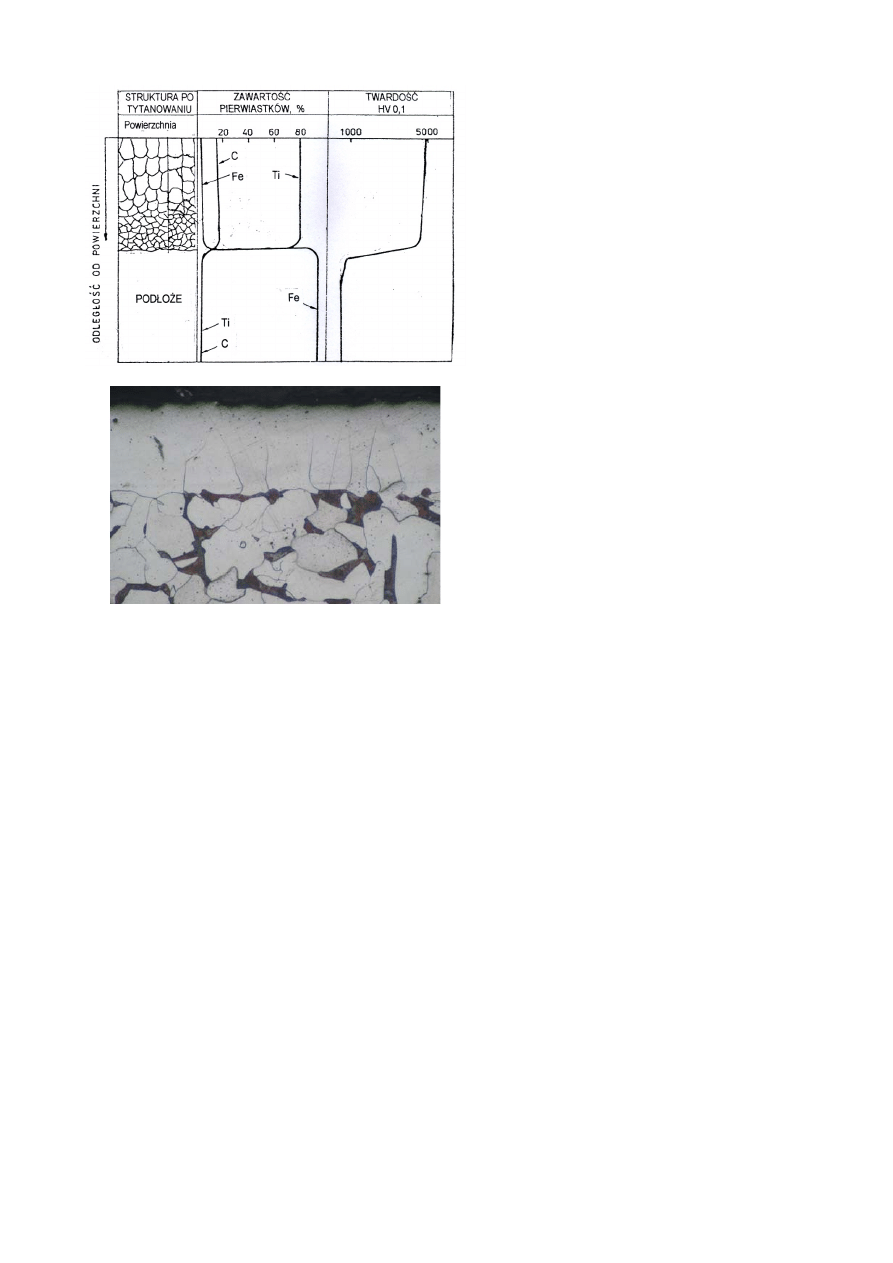
Rys. 7.11a. Schemat struktury stali po
tytanowaniu, zmiany rozkładu pierwiastków i
twardości w warstwie wierzchniej w
zależności od odległości od tytanowanej
powierzchni
b) mikrostruktura stali konstrukcyjnej
tytanowanej
Przedmioty tytanowane poddaje się hartowaniu w celu utwardzenia podłoża warstwy
i podwyższeniu wytrzymałości rdzenia. Podczas obróbki cieplnej stosuje się atmosfery ochronne
lub próżnię dla zabezpieczenia warstwy węglików tytanu przed zniszczeniem.
Document Outline
Wyszukiwarka
Podobne podstrony:
03 Inz pow roz3 Powłoki ogniowe
04 Inz pow roz4 Powłoki natryskowe
05 Inz pow roz5 Powłoki napawane
50 Warstwa podwojna Helmholtza i warstwa dyfuzyjna Sterna
01 Inz pow roz1 Wprowadzenie
02 Inz pow roz2 Powłoki galwaniczne
06 Inz pow roz6 Powłoki platerowane
08 Inz pow roz8 literatura
07 Kowalewski J Przyczyny awarii warstwy elewacyjnej sciany trojwarstwowej
GIge zal 06 02 07 Przekroj geo inz
więcej podobnych podstron