1. INŻYNIERIA POWIERZCHNI - WPROWADZENIE
1.1. Pojęcia podstawowe
Podczas eksploatacji maszyn, urządzeń, instalacji, materiały, z których zostały one
wytworzone ulegają zużyciu. Proces zużycia jest spowodowany przez oddziaływanie
wymuszeń zewnętrznych - mechanicznych, cieplnych, chemicznych, elektrochemicznych,
mikrobiologicznych, elektrycznych lub promieniowania. W rzeczywistości zużycie jest
najczęściej wynikiem współdziałania różnych czynników, z dominacją czynnika, którego
ujawnienie pozwala zastosować właściwe sposoby przeciwdziałania niszczeniu.
Procesy zużycia przebiegają od powierzchni ciała stałego w głąb, prowadząc do zmian
właściwości i uszkodzeń, a zasięg oddziaływania wymuszeń zewnętrznych, stanowiących
przyczyny zużycia eksploatacyjnego wyznacza tzw. eksploatacyjną warstwę wierzchnią.
Pod tym pojęciem rozumie się strefę materiału zawartą między powierzchnią zewnętrzną a
umowną powierzchnią wewnątrz ciała stałego, ograniczającą zasięg oddziaływania wymuszeń
zewnętrznych. Pojęcie to jest analogiczne do pojęcia warstwy wierzchniej zawartej w polskiej
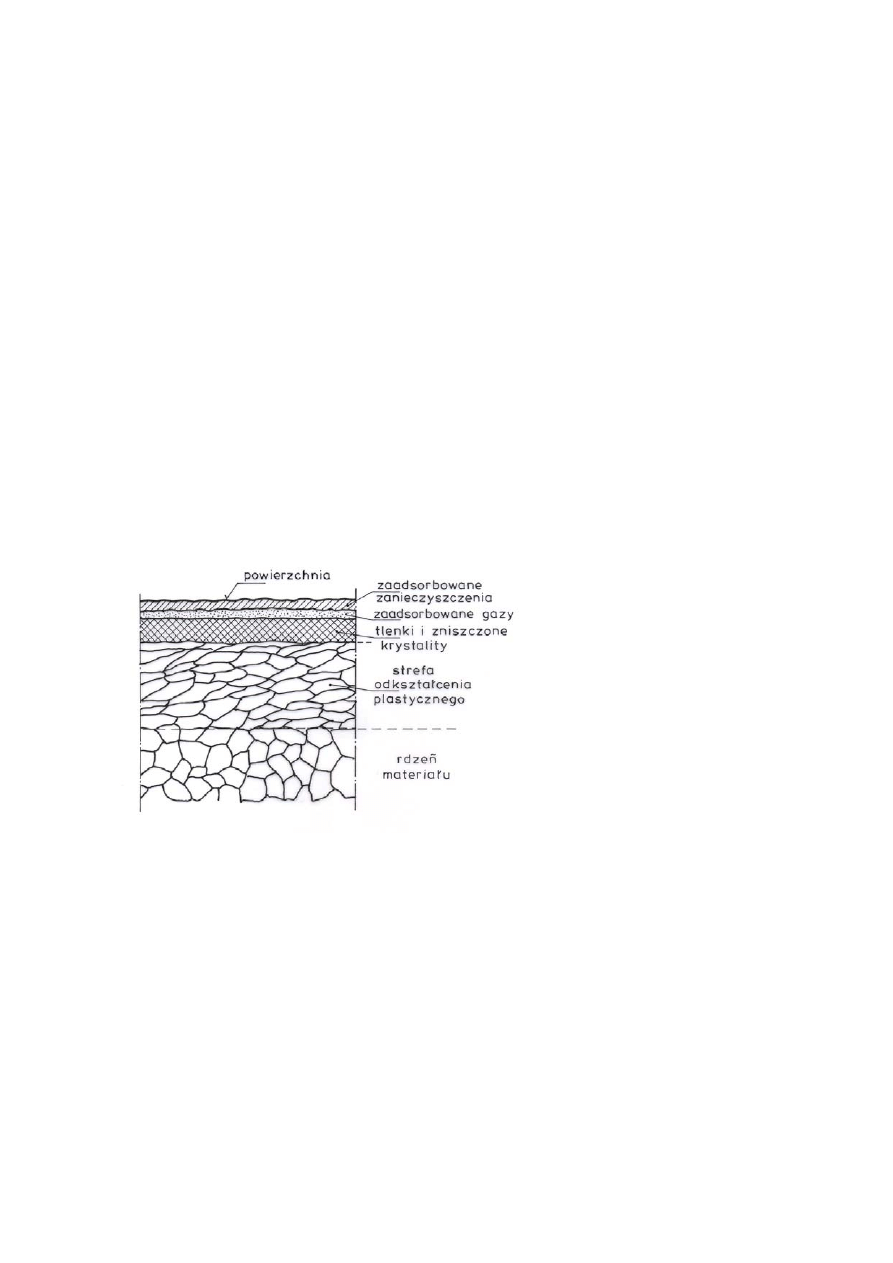
normie. Warstwa wierzchnia to część materiału, z jednej strony ograniczona rzeczywistą
powierzchnią ciała stałego, a z drugiej materiałem rdzenia, składająca się z kilku stref
przechodzących płynnie jedna w drugą, o zróżnicowanych rozmiarach, odmiennych cechach
fizycznych i niekiedy chemicznych, w stosunku do cech materiału rdzenia (rys. 1.1).
Rys. 1.1. Schemat budowy metalu
w przekroju od powierzchni
Najpowszechniej występującymi procesami powierzchniowego niszczenia materiałów są:
− korozja,
− zużycie przez tarcie.
Biorąc pod uwagę skutki, zużycie może przebiegać z szybkością adekwatną do założonej
trwałości obiektu – określane jako zużycie normalne, bądź przebiegać z nadmierną
szybkością prowadzącą do przedwczesnego zużycia lub awarii obiektu. Niezależnie od
skutków, należy zawsze przeciwdziałać zużyciu mając na uwadze zwiększenie trwałości
elementów maszyn i ich niezawodność. Straty wywołane procesami zużycia są ogromne i
trudne do oszacowania, ponieważ dotyczą strat materiałów, robocizny, energii, remontów i in.
Szacuje się, że tylko roczne straty wskutek korozji są bliskie kosztom rocznej produkcji około
30% tworzyw metalowych.
Przeciwdziałanie zużyciu rozpoczyna się w procesie projektowania konstrukcji, lub maszyny
i musi być kontynuowane w procesie wytwarzania i eksploatacji. Jednym z podstawowych
problemów jest dobór materiałów do danych warunków eksploatacji zabezpieczający trwałość
w przewidywanym czasie projektowym użytkowania konstrukcji, w fazie projektowania
stosowanie m.in. kształtów geometrycznych elementów konstrukcji, minimalizujących
podatność na niszczenie powierzchniowe, zastosowanie właściwych metod technologicznych
podczas wytwarzania, które nie wywołują obniżenia tej podatności oraz uwzględnienie
możliwości i metod remontów w czasie założonego czasu eksploatacji. Na wszystkich tych
etapach nadal ciągle poszukuje się sposobów zmniejszania zużycia, przy czym duże
możliwości postępu istnieją w dziedzinie nowych materiałów i udoskonalanie już
stosowanych. Szczególnie wielkie możliwości wiąże się z nowymi technologiami
udoskonalającymi warstwę wierzchnią materiałów.
Kształtując za pomocą odpowiedniej technologii warstwę wierzchnią elementów maszyn
i urządzeń, można wydatnie zwiększyć jej trwałość. Zmiany właściwości warstwy
wierzchniej materiałów metalowych mogą być wywołane przez pojedyncze lub łączne
oddziaływanie sił mechanicznych i elektrycznych, ciepła, czynników chemicznych, a ich
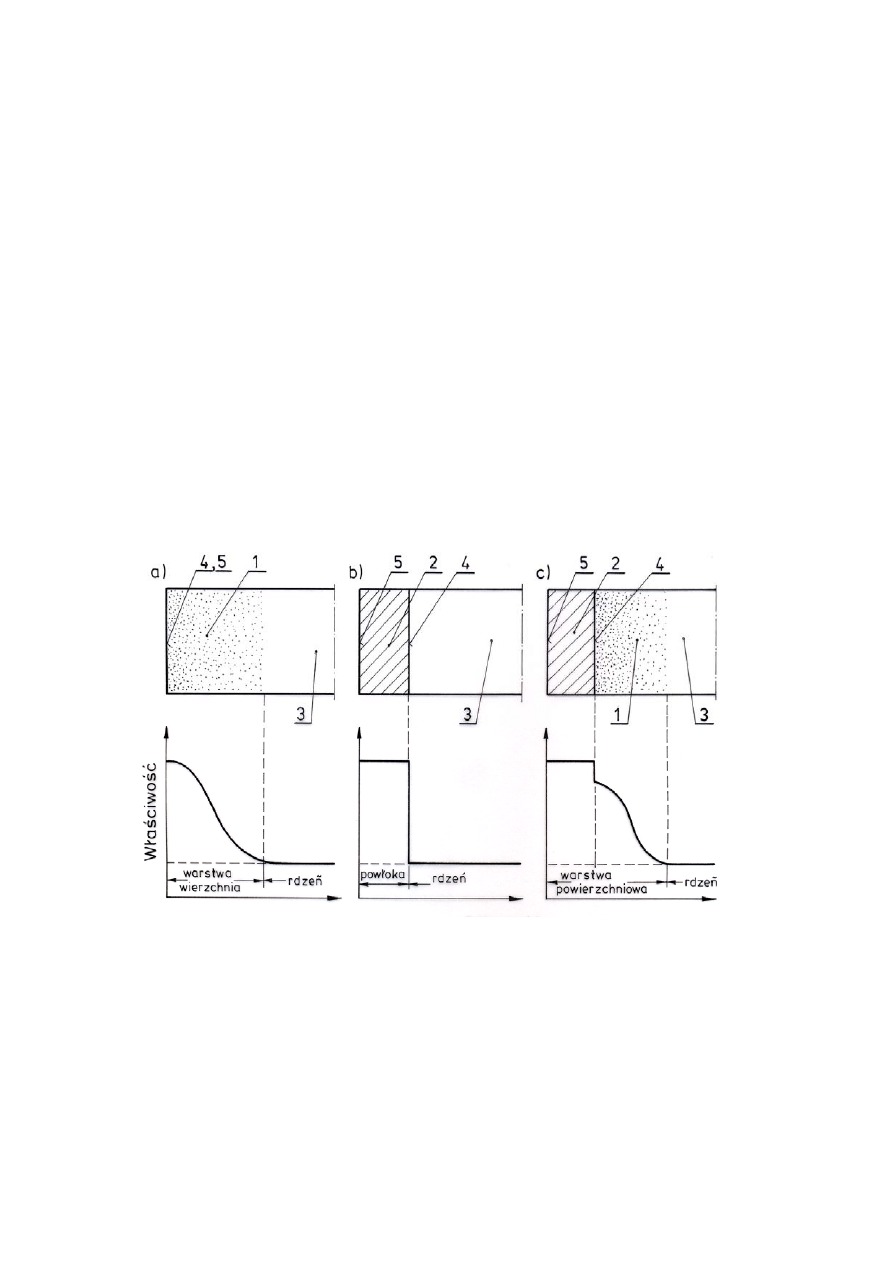
przebieg jest płynny od powierzchni w kierunku rdzenia, rys. 1.2a. Zmiany właściwości
można dokonać również przez trwałe naniesienie na chronioną powierzchnię warstwy
materiału stanowiącej powłokę, charakter zmian właściwości jest wówczas skokowy rys.
1.2b. Przez określenie - powłoka ochronna - przyjmuje się warstwę metalu, stopu, materiału
ceramicznego, tworzywa sztucznego i in. naniesioną trwale na powierzchnię metalu
chronionego, który zasadniczo pozostaje w tym samym stanie w jakim był przed nałożeniem
powłoki,. Warstwy wierzchnie i powłoki ochronne przyjęto umownie nazywać warstwami
powierzchniowymi. Mogą być one wytwarzane jako pojedyncze i wielokrotne oraz łącznie
np. powłoki na warstwach wierzchnich, a przebieg zmian właściwości jest złożony, rys.1.2c.
Rys. 1.2. Zmiany właściwości warstw powierzchniowych w zależności od odległości od
powierzchni; 1 – zmodyfikowana warstwa wierzchnia, 2 – powłoka, 3 – rdzeń,
4 – powierzchnia początkowa przedmiotu, 5 - powierzchnia końcowa przedmiotu.
a) warstwa wierzchnia, b) powłoka, c) powłoka na warstwie wierzchniej
Podstawową funkcją warstw powierzchniowych jest odizolowanie chronionego metalu od
środowiska oraz zastosowanie pokrycia z materiału, który posiada większą odporność np. na
korozję, zużycie ścierne, czy własności antyadhezyjne, bądź nadanie lepszych własności
warstwie wierzchniej chronionego metalu przez wprowadzenie zmiany składu chemicznego, a
także struktury.
W wypadku ochrony metali przed korozją przy pomocy powłok metalowych występuje
jeszcze poza funkcją izolacji od środowiska bardzo ważny mechanizm ochrony – ochrona
elektrochemiczna. Polega ona na pokrywaniu metalu powłoką metalu o bardziej
elektroujemnym potencjale, który sam ulegając korozji tworzy bardziej szczelne produkty
korozji, które także wypełniają uszkodzenia powłoki nie dopuszczając do korozji chronionego
podłoża. Taki rodzaj powłok nazywa się powłokami anodowymi, przykładem ich jest
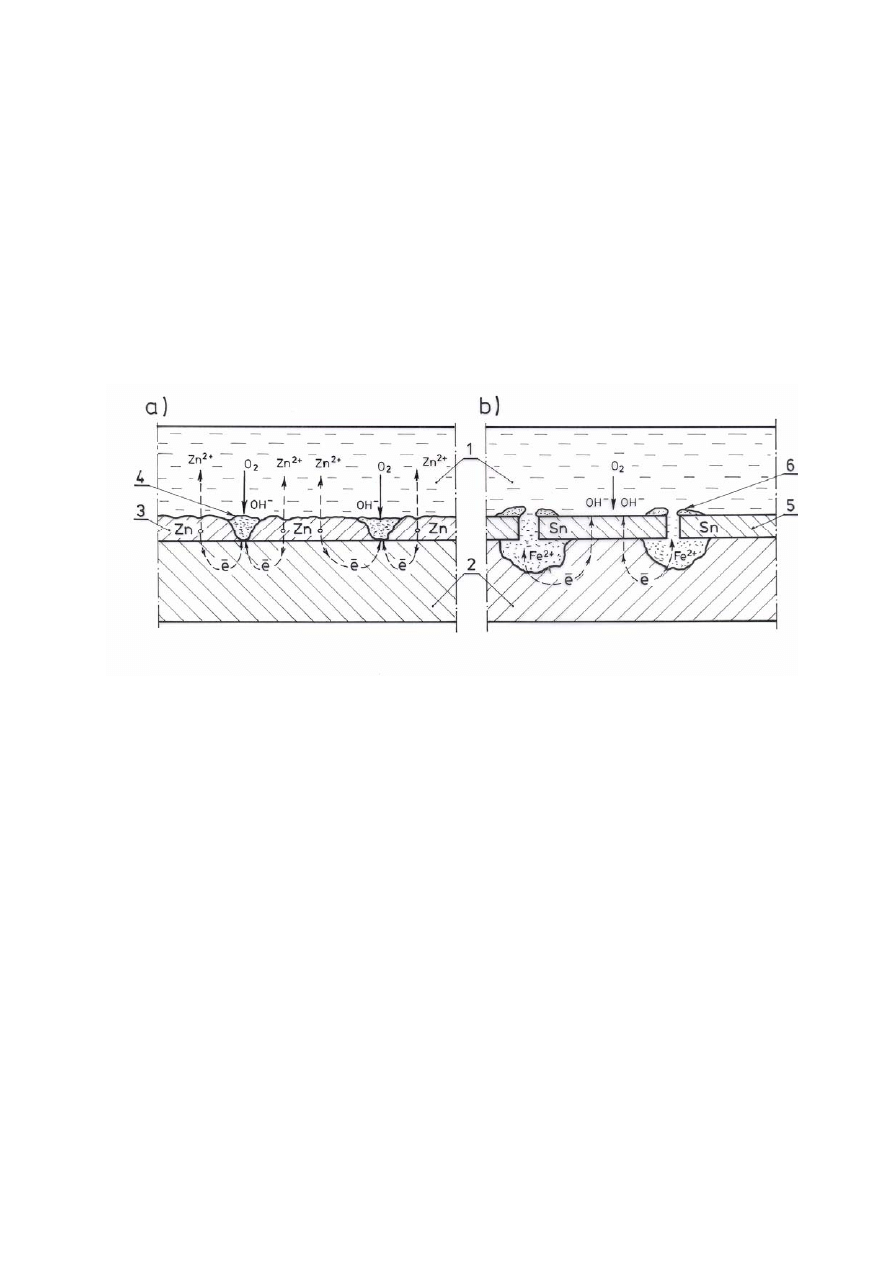
powłoka cynku na stali, której mechanizm działania przedstawiono na rys. 1.3a. Jeżeli zaś
metal powłoki posiada potencjał elektrochemiczny wyższy niż posiada metal podłoża, to ten
rodzaj powłoki nazywa się powłoką katodową, a jej ochrona sprowadza się do odizolowania
chronionego podłoża od środowiska korozyjnego. Ten rodzaj zabezpieczenia wymaga
całkowitej szczelności powłoki, w przeciwnym razie podłoże ulega silnej korozji wżerowej,
jak w wypadku powłoki cynowej na stali przedstawiony na rys. 1.3b.
Rys. 1.3. Mechanizm ochrony podłoża stali niestopowej przez powłokę:
a) anodową – cynkową, b) katodową – cynową;
1 – środowisko korozyjne, 2 – podłoże (stal), 3 – powłoka cynkowa, 4 – produkty korozji
cynku, 5 – powłoka cynowa, 6 – produkty korozji cyny
Zagadnieniami konstruowania, wytwarzania, badania i stosowania warstw powierzchniowych
zajmuje się inżynieria powierzchni. Jest to dziedzina nauki i techniki stosunkowo nowa,
wyodrębniona w latach 60-tych XX wieku. Inżynieria powierzchni oferuje zarówno
modyfikacje warstw wierzchnich, jak i nakładanie powłok, bądź kombinacje powłok na
zmodyfikowanych warstwach wierzchnich. Mogą one być metalami, niemetalami (polimery,
ceramika) bądź kombinacjami metal – niemetal. Wynikają stąd znaczne zróżnicowania
właściwości, budowy, mechanizmu niszczenia itd. Celem końcowym tych działań powinno
być sprostanie przez konstrukcję, urządzenie czy wyrób wymaganiom: dużej funkcjonalności,
długiego okresu użytkowania, estetycznego wykończenia oraz ograniczenia nakładów
produkcyjnych i eksploatacyjnych.
Ograniczanie występowania zużycia wskutek korozji, tarcia, erozji i in. procesów niszczenia
ma nie tylko zapobiegać stratom materiałowym, przedłużać czas użytkowania, ale także
eliminować powstawania elementów odpadowych. Po upływie zaś okresu użytkowania
materiał powinien nadawać się do powtórnego wykorzystania jako surowiec do przetwórstwa.
Ponowne przetwarzanie materiału stanowi bowiem ważny wkład w ochronę środowiska
naturalnego.

1.2. Metody wytwarzania warstw powierzchniowych i ich charakterystyka
Podział metod wytwarzania warstw powierzchniowych przedstawiono schematycznie w tabl.
1.1. Wszystkie wymienione metody mogą być wykorzystane do wytwarzania zarówno
powłok ochronnych jak i warstw wierzchnich z wyjątkiem metod mechanicznych służących
tylko do wytwarzania warstw wierzchnich.
Zależnie od rodzaju materiału osadzanego na podłożu metalowym, powłoki ochronne dzieli
się na dwie główne grupy: powłoki metalowe i powłoki niemetalowe.
Powłoki metalowe wytwarza się najczęściej z: cynku, chromu, niklu, miedzi, aluminium,
kadmu, cyny, stali nierdzewnej, metodą: galwaniczną, zanurzeniową, natryskową, przez
platerowanie. Poza wymienionymi metodami klasycznymi stosuje się też liczne nowej
generacji, jak implantacja jonów, techniki laserowe.
Drugą główną grupą powłok ochronnych stanowią powłoki niemetalowe. Zalicza się do nich
powłoki nieorganiczne i organiczne. Do powłok nieorganicznych należą pokrycia ceramiczne,
emalierskie i konwersyjne, a do organicznych - powłoki malarskie, z tworzyw sztucznych
oraz gumowe.
Wszystkie powłoki ochronne powinny odpowiadać następującym podstawowym
wymaganiom. Muszą być szczelne, nieprzepuszczalne, powinny posiadać dobrą przyczepność
do podłoża i zdolność krycia powierzchni. Istotną rolę dla uzyskania powłok odpowiedniej
jakości odgrywa dokładne przygotowanie powierzchni pokrywanego metalu oraz
przestrzeganie warunków technologicznych procesu nanoszenia warstwy.
Dla każdego rodzaju wytwarzanych warstw powierzchniowych niezbędne jest przygotowanie
podłoża, które musi uwzględniać specyfikę nakładania warstw. Przygotowanie powierzchni
polega na oczyszczaniu, tj usunięciu zanieczyszczeń, zgorzeliny, produktów korozji,
usunięciu nierówności ewentualnie nadanie odpowiedniej gładkości, oraz odtłuszczanie.
Bezpośrednio po tych zabiegach powinny być nakładane warstwy, aby nie dopuścić do
pokrycia się oczyszczonej powierzchni produktami korozji.
Do podstawowych metod oczyszczania powierzchni metali zalicza się metody mechaniczne,
chemiczne lub elektrochemiczne i cieplne.
Metody mechaniczne stosuje się przy przygotowywani powierzchni do nakładania warstw
powierzchniowych metodami cieplno-mechanicznymi: metalizacji natryskowej, platerowaniu
i in. (tabl.1.1) cieplno-chemicznymi (z wykorzystaniem procesów dyfuzji) i chemicznymi
(powłoki malarskie, z tworzyw sztucznych). Metody oczyszczania mechanicznego obejmują;
oczyszczania przy pomocy narzędzi, głównie napędzanych elektrycznie i pneumatycznie,
metody strumieniowo-ścierne, strumieniowo-wirnikowe.
Do podstawowych operacji oczyszczanie chemicznego lub elektrochemicznego należą;
odtłuszczanie, trawienie, polerowanie. Celem odtłuszczania jest usunięcie zanieczyszczeń
pochodzenia organicznego, tłuszczów, smarów, przez rozpuszczanie w rozpuszczalnikach
organicznych (najskuteczniejsze w parach rozpuszczalników). Odtłuszczanie w roztworach
alkaliów przeprowadza się przed operacją trawienia, musi ono być zakończone dokładnym
płukaniem w zimnej i gorącej wodzie. Odtłuszczanie elektrolityczne należy do
najskuteczniejszych metod oczyszczania dzięki oddziaływaniu wydzielających się gazów na
elektrodach; wodoru (proces katodowy) i tlenu (proces anodowy). Najwyższy stopień
czystości podłoża i gładkości można uzyskać przez polerowanie elektrolityczne.
Skuteczność oczyszczania podłoża oceniana jest według uzyskanego stopnia czystości, który
obejmuje ocenę wyglądu ogólnego powierzchni, śladów korozji, pozostałości zgorzeliny i
obecności innych zanieczyszczeń. Przy wyborze metody przygotowania powierzchni bierze
się przede wszystkim pod uwagę przeznaczenie chronionego obiektu, warunki i czas
eksploatacji oraz rodzaj pokrycia., a także względy ekonomiczne.
1.2.1. Metody mechaniczne
W metodach mechanicznych wykorzystuje się nacisk narzędzia albo energię kinetyczną
narzędzia lub swobodnych cząstek w celu umocnienia na zimno warstwy wierzchniej metalu,
lub otrzymania powłoki na zimnym metalu podłoża poprzez:
- nagniatanie naporowe - wywieranie stałego lub zmiennego nacisku na powierzchnię
obrabianego przedmiotu przez narzędzie o powierzchni gładkiej w postaci krążka
(krążkowanie), kulki(kulkowanie), rolki(rolkowanie) w celu umocnienia warstwy
wierzchniej,
- nagniatanie udarowe - wykorzystanie energii kinetycznej stalowych, ceramicznych lub
szklanych cząstek w postaci kulek lub śrutu, miotanych siłą odśrodkową lub strumieniem
sprężonego powietrza (kulowanie) albo energii kinetycznej gładkiego narzędzia
(młotkowanie) uderzającego w powierzchnię obrabianego przedmiotu w celu umocnienia
warstwy wierzchniej.
1.2.2. Metody cieplno-mechaniczne
W metodach cieplno-mechanicznych wykorzystuje się połączone oddziaływanie ciepła i
nacisku w celu otrzymania powłok, rzadziej warstw wierzchnich, przez:
- natryskiwanie (cieplne, płomieniowe, detonacyjne) - powlekanie przedmiotów, głównie
metalowych warstwą materiałów powłokowych przez pneumatyczne rozpylenie drobnych
cząstek materiału powłokowego w płomieniu gazu, łuku elektrycznym bądź plazmy i nadanie
im dużej energii kinetycznej w celu wywarcia na pokrywaną powierzchnię nacisku
umożliwiającego dobrą przyczepność natryskiwanej powłoki do podłoża. Jeżeli materiałem
natryskiwanym jest metal, proces nazywa się metalizacją natryskową. Odmianą natryskiwania
jest natapianie natryskowe - metalizacja natryskowa połączona z obróbką cieplną warstwy
natryskiwanej w płomieniu gazowym lub w łuku elektrycznym,
- platerowanie powierzchni - pokrycie metalu podłoża innym metalem lub stopem przez
wytworzenie nacisku na metal pokrywający np. przez walcowanie, detonację w odpowiednio
podwyższonej temperaturze,
- utwardzanie detonacyjne metalu przez falę uderzeniową powstającą w wyniku
gwałtownego odparowania metalu podłoża pod działaniem bardzo silnie skoncentrowanego
strumienia elektronów (utwardzanie elektronowe) lub fotonów (utwardzanie laserowe) przy
wzroście temperatury podłoża, bądź detonacji materiału wybuchowego.
1.2.3. Metody cieplne
W metodach cieplnych wykorzystuje się zjawiska związane z oddziaływaniem ciepła na
metale, w celu uzyskania:
- zmiany struktury tworzyw metalowych w stanie stałym (hartowanie, odpuszczanie,
wyżarzanie),
- zmiany stanu skupienia: przeprowadzenie ze stanu stałego w ciekły i następnie ponownie w
stan stały tworzywa pokrywanego (nadtapianie) lub pokrywającego (napawanie, natapianie).
Ponadto przeprowadzenie ze stanu ciekłego w stan stały tworzywa powłokowego (powlekanie
zanurzeniowe).
Hartowanie, odpuszczanie i wyżarzanie przeprowadzane przez nagrzewanie warstwy
wierzchniej metodą indukcyjną, płomieniową, plazmą, wiązką lasera i in., a następnie
chłodzenie z określonymi szybkościami wywołuje zmiany struktury tworzywa metalowego, a
tym samym określone zmiany własności mechanicznych, chemicznych i fizycznych, bez
zmiany składu chemicznego.
Nadtapianie - wygładzanie powierzchni tworzywa metalowego albo wytworzenie struktury
amorficznej (szkła metalowego) warstwy nadtopionej różniącej się od rdzenia własnościami

fizycznymi i chemicznymi, ale zachowującej ten sam skład chemiczny. Nadtapianie
przeprowadza się przez grzanie laserowe, elektronowe lub płomieniowe.
Napawanie - pokrywanie powierzchni metalu warstwą stopiwa tworzącą powłokę o
własnościach zbliżonych do podłoża, w wypadku stosowania jej w celu regeneracji, lub o
właściwościach odmiennych od podłoża, w wypadku zastosowania jej w celu podwyższenia
trwałości eksploatacyjnej. Napawanie przeprowadza się technikami spawalniczymi, głównie
łukowymi i płomieniowymi.
Natapianie - nanoszenie na podłoże metalowe powłoki z czystego metalu lub stopu
związków metali, bądź innych materiałów o właściwościach różnych od metalu podłoża, za
pomocą grzania laserowego, elektronowego lub elektroiskrowego. Natapianie zalicza się
także do metod platerowania, bowiem skurcz odlewniczy wywiera nacisk na materiał
pokrywany, zapewniając trwałe połączenie.
1.2.4. Metody cieplno-chemiczne
W metodach cieplno-chemicznych wykorzystuje się połączone oddziaływanie:
- ciepła i ośrodka aktywnego względem obrabianego tworzywa metalowego, w celu nasycenia
go żądanym pierwiastkiem lub pierwiastkami wywołującymi zmiany składu chemicznego,
struktury i własności,
- ciepła i czynników chemicznych (reakcji sieciowania polimerów) na tworzywa powłokowe
w celu ich zestalenia (utwardzenia).
Nasycanie dyfuzyjne - proces nasycania warstwy wierzchniej metali pierwiastkami
zawartymi w ośrodkach stałych, ciekłych lub gazowych, w celu wywołania zmian składu
chemicznego, struktury i właściwości. Wyróżnia się sposoby obróbki cieplno-chemicznej
typu klasycznego (np. nawęglanie, azotowanie, chromowanie) określane mianem
niewspomaganych, oraz metody nasycania dyfuzyjnego z udziałem czynnika
przyspieszającego i aktywującego proces dyfuzyjny, określany jako wspomagany. Procesy
wspomagane należą do technik nowej generacji, spośród których należą tu metody CVD
(Chemical Vapour Deposition - chemiczne osadzanie z fazy gazowej) i PACVD (Plasma
Assisted Chemical Vapour Deposition).
Stopowanie laserowe lub elektronowe - proces nasycania, w którym występuje mieszanie
pierwiastka lub pierwiastków stopowych z przetopionym bądź nie przetopionym materiałem
podłoża oraz częściowo dyfuzja. Stopowanie przeprowadza się za pomocą strumienia
laserowego lub wiązki elektronów.
Zestalanie cieplno-chemiczne -nieodwracalne przejście polimerów termoutwardzalnych
naniesionych na powierzchnię metalu, ze stanu ciekłego lub plastycznego w stan stały, w
wyniku działania ciepła i reakcji chemicznych, w celu uzyskania powłok malarskich.
1.2.5. Metody elektrochemiczne i chemiczne
W metodach elektrochemicznych i chemicznych wykorzystuje się w celu wytworzenia
powłoki metalowej (osadzanie) lub niemetalowej (osadzanie lub zestalanie) na powierzchni
metalu:
- redukcję elektrochemiczną (powłoki elektrolityczne i konwersyjne),
- redukcję chemiczną (powłoki chemiczne i konwersyjne),
- reakcję chemiczną (powłoki malarskie).
Osadzanie elektrolityczne (galwaniczne) - pokrywanie metalu stanowiącego katodę w
procesie elektrolizy, jonami metalu zawartymi w elektrolicie i ulegającymi redukcji i
formującymi powłokę, podczas przepływu prądu stałego przez elektrolit.
Osadzanie chemiczne (bezprądowe) - wytwarzanie powłok z metalu lub stopu w wyniku
redukcji chemicznej w kąpielach lub przez natrysk na powierzchnie metali, na które trudno

jest nałożyć powłoki elektrolityczne z powodu złożonego kształtu pokrywanych
przedmiotów.
Osadzanie konwersyjne - wytwarzanie na powierzchni metalu szczelnej warstwy trudno
rozpuszczalnych związków chemicznych utworzonych z metalu podłoża i jonów z roztworu
reagującego środowiska, w którym zanurzony jest pokrywany przedmiot lub który został
natryskany. Podczas formowania powłoki konwersyjnej warstwa podłoża jest utleniona
chemicznie lub elektrochemicznie, a powstające jony metalu uczestniczą w tworzeniu
powłoki.
Zestalanie chemiczne materiałów malarskich - utlenianie się w temperaturze otoczenia lub
podwyższonej, przy zetknięciu z tlenem powietrza, albo sieciowanie, bez udziału tlenu,
polimerów chemoutwardzalnych w temperaturze otoczenia, wskutek polimeryzacji,
polikondensacji lub poliaddycji.
1.2.6. Metody fizyczne
Metody fizyczne służą do wytwarzania na powierzchniach metali lub niemetali powłoki
związanej z podłożem adhezyjnie, a w mniejszym stopniu dyfuzyjnie, bądź też służą do
wytworzenia warstwy wierzchniej, wykorzystując różne zjawiska fizyczne, przebiegające pod
obniżonym ciśnieniem, często z udziałem jonów, jak naparowanie, napylenie, rozpylanie,
implantowanie jonów lub pierwiastków metali i niemetali.
Osadzanie z fazy gazowej (metody PVD - Physical Vapour Deposition - fizyczne osadzanie
z fazy gazowej) metali lub jonów polega - przy wykorzystaniu grzania oporowego, łukowego,
elektronowego laserowego - na doprowadzeniu osadzanego trudno topliwego metalu do stanu
pary i osadzeniu go przez naparowanie, napylenie lub rozpylenie na powierzchni zimnego lub
nieznacznie podgrzanego podłoża samego metalu lub związku metalu z gazem (np. azotków,
węglików, borków) przy wykorzystaniu zjawisk elektrycznych; procesy wykorzystujące
wyładowania jarzeniowe nazywają się PAPVD (Plasma Assisted PVD - wspomagane plazmą
fizyczne osadzanie z fazy gazowej).
Implantowanie jonów metali i niemetali polega na jonizacji par metalu lub gazu i
przyspieszaniu jonów dodatnich za pomocą pól elektrycznych do takich prędkości, przy
których energia kinetyczna jonów wystarcza do wniknięcia w metal czy niemetal na
głębokość kilku lub więcej warstw atomowych (implantacja jonów pierwotnych) lub wybiciu
jonów wtórnych z warstwy nałożonej na implantowane podłoże i wniknięciu tych jonów w
implantowane tworzywo (implantacja jonów wtórnych). Implantacja jonów może zachodzić
również w obecności innych zjawisk fizycznych, np. rozpylania magnetronowego - proces
nazywa się wtedy mieszaniem jonowym. Zaimplantowane jony zmieniają strukturę i skład
chemiczny warstwy wierzchniej implantowanego tworzywa, stąd implantowanie jonów
określane jest też mianem stopowania jonowego.
Wybrane normy aktualne w dniu 30.09.2005
1. PN-87/M-04250 Warstwa wierzchnia. Terminologia
2. PN-EN ISO 3882: 2004 Powłoki metalowe i inne nieorganiczne. Przegląd metod pomiaru
grubości
3. PN-EN ISO 1463: 2004(U) Powłoki metalowe i tlenkowe. Pomiar grubości powłok.
Metoda mikroskopowa
4. PN-EN ISO 4516: 2004 Powłoki metalowe i inne nieorganiczne. Badanie mikrotwardości
metodą Vickersa i Knoopa
5. PN-80/H-04614 Ochrona przed korozją. Określanie mikrotwardości powłok metalowych
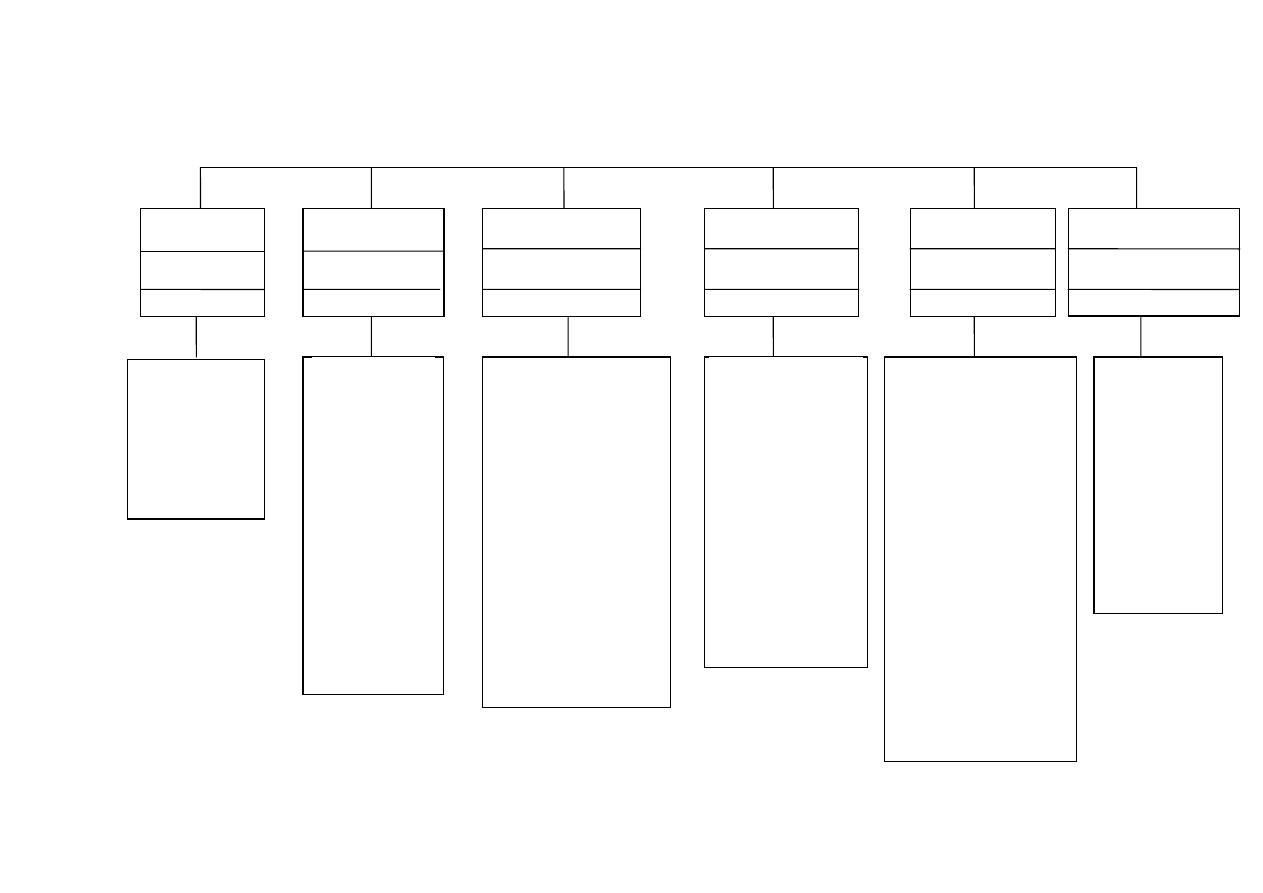
Tablica 1.1
Podział metod wytwarzania warstw powierzchniowych pod względem sposobu powstawania warstw, ww- warstwa wierzchnia, p -powłoka ochronna
Cieplno-
chemiczne
Chemiczne i
elektrochemiczn
e
Cieplno-
mechaniczne
Mechaniczne
Fizyczne
Cieplne
części mm
kilkadziesiąt
części mm
kilkadziesiąt
kilka µm –
dziesiąte części µm –
kilkadziesiąt µm
µm – kilka mm
- kilka mm
µm – kilka mm
- kilka mm
kilka mm
ww, p
ww, p
ww
ww, p
ww, p
ww, p
Hartowanie,
odpuszczanie,
wyżarzanie:
Natryskiwanie:
Nasycanie dyfuzyjne
niewspomagane
pierwiastkami:
Osadzanie z
fazy gazowej:
Osadzanie bezpośrednie
metalu lub niemetalu:
Nagniatanie:
- gazowe
- naporowe:
- łukowe
- naparowanie
- nanoszenie powłok
malarskich
krążkowanie
- indukcyjne
- plazmowe
a) niemetalicznymi
- napylanie
kulkowanie
- płomieniowe
Nadtapianie
natryskowe
- nawęglanie
- rozpylanie
- nanoszenie powłok z
tworzyw sztucznych,
gumy
rolkowanie
- plazmowe
- azotowanie
Implantowanie
- udarowe:
- laserowe
Platerowanie:
- borowanie i in.
jonów
(stopowanie
jonowe):
młotkowanie
- elektronowe
- naporowe
(walcowanie na
zimno i gorąco),
b) metalicznymi
Osadzanie elektrolityczne
metali bądź stopów –
(galwanizacja):
nanoszenie powłok jedno
i dwuwarstwowych w
procesach:
kulowanie
Nadtapianie (szkliwienie
lub wygładzanie):
- chromowanie
- aluminiowanie,
- pierwotnych
- laserowe
-detonacyjne
(wybuchowe)
- tytanowanie i in.
- wtórnych
- elektronowe
Dyfuzyjne
wspomagane
jarzeniowe, CVD
- mieszanie
jonowe
Napawanie:
- skurczowe itp.
- łukowe
Utwardzanie
detonacyjne:
- chromowania
- płomieniowe
- niklowania
- plazmowe
-laserowe
- cynkowania
Natapianie:
-elektronowe
- cynowania itp.
- laserowe
Osadzanie konwersyjne:
- elektronowe
- chromianowanie,
- elektroiskrowe
- fosforanowanie
Wyszukiwarka
Podobne podstrony:
03 Inz pow roz3 Powłoki ogniowe
01 liczby rzeczywiste 1 1 aksjomatyczne wprowadzenie zbioru liczb rzeczywistych
04 Inz pow roz4 Powłoki natryskowe
05 Inz pow roz5 Powłoki napawane
07 Inz pow roz7 Warstwy dyfuzyjne
01 Charakter socjologii, studia, wprowadzenie do socjologii
02 Inz pow roz2 Powłoki galwaniczne
06 Inz pow roz6 Powłoki platerowane
08 Inz pow roz8 literatura
01 WPROWADZENIA
więcej podobnych podstron