
4. Powłoki natryskiwane cieplnie
Nakładanie powłok metalowych przez natryskiwanie cieplne, nazywane też metalizacją
natryskową (w odniesieniu do tradycyjnych metod) znane jest od niemal stu lat i ciągle rozwija się
zarówno w zakresie konstrukcji urządzeń jak i nakładanych materiałów.
Metoda natryskiwania cieplnego polega na stopieniu i rozpyleniu metalu powłokowego na drobne
cząstki w specjalnym urządzeniu – palniku do natryskiwania, a następnie nadaniu im takiej
prędkości przy wylocie z palnika, aby uderzając w pokrywaną powierzchnię miały energię
wystarczającą do przyczepienia się do niej.
Źródłem ciepła niezbędnym do stopienia metalu w postaci drutu, proszku lub taśmy, może być
płomień gazu, łuk elektryczny lub łuk plazmowy i stąd dzieli się natryskiwanie cieplne na:
1. płomieniowe (gazowe),
2. łukowe,
3. plazmowe.
Jednym z najważniejszych czynników decydujących o powodzeniu natryskiwania jest specyficzne
przygotowanie powierzchni natryskiwanego przedmiotu. Najpierw należy oczyścić ją z tłuszczów
(przez wypalanie lub mycie w rozpuszczalnikach), a następnie usunąć tlenki przez piaskowanie,
który to zabieg jednocześnie zwiększa chropowatość powierzchni. Zamiast piaskowania stosuje się
też m.in. skórowanie, śrutowanie, gwintowanie, rowkowanie oraz nakładanie warstw spajających.
Celem tych operacji jest rozwinięcie powierzchni i odsłonięcie czystej powierzchni metalicznej, a
wstępne natryskiwanie warstw spajających służy do wytworzenia wiązań metalicznych z podłożem.
Istnieje nieliczna grupa materiałów „samowiążących” jak aluminek niklu, molibden, nichrom,
których roztopione cząstki uderzając w natryskiwaną powierzchnię nadtapiają jej warstwę
wierzchnią, prowadząc do utworzenia wiązań międzyatomowych. W konsekwencji prowadzi to do
zwiększenia wytrzymałości połączeń. Okres czasu między przygotowaniem powierzchni,
a natryskiwaniem powinien być możliwie krótki, aby uniknąć ponownego zanieczyszczenia
i utlenienia powierzchni.
W procesie natryskiwania można wyróżnić kilka etapów:
1. mechaniczne podawanie materiału powłokowego w stanie stałym (proszek, drut, taśma,
pręt) lub w stanie ciekłym, do strefy topienia w urządzeniu do natryskiwania,
2. ciągłe topienie i rozpylanie materiału powłokowego. W czasie topienia następuje
jednocześnie rozpylanie cząstek metalu za pomocą sprężonego gazu (np. powietrza) i
ewentualnie gazów spalinowych (w wypadku urządzeń gazowych). Czas trwania procesu
topienia i rozpylania jest bardzo krótki, rzędu 10
-3
s,
3. lot stopionych cząstek kulistych wyrzucanych z dyszy palnika w kierunku pokrywanej
powierzchni. Podczas lotu cząstki ulegają utlenieniu tlenem z powietrza, co powoduje
powstanie otoczek tlenkowych na ich powierzchni,
4. tworzenie się powłok, trwające od momentu zetknięcia się cząstek z natryskiwaną
powierzchnią do ostygnięcia powłoki do temperatury otoczenia.
W momencie uderzenia w pokrywaną powierzchnię kuliste cząstki ulegają spłaszczeniu, ich
powierzchnia zwiększa się, w wyniku czego krucha warstewka tlenków pęka i odsłania
powierzchnię czystego metalu. Fragmenty w stanie płynnym rozpryskują się na natryskiwanej
powierzchni, a po zestaleniu odkształcają się i zakleszczają w nierównościach powierzchni,
dopasowując się do nich, następnie łączą się z kolejnymi padającymi cząstkami. Przy zetknięciu nie
utlenionych fragmentów metalu powstaje między cząstkami kohezja. Powstała powłoka połączona
jest z podłożem i między cząstkami powłoki mechanicznie, siłami adhezji, kohezji i w pewnych
przypadkach wiązaniami metalicznymi dyfuzyjnymi, bez nadtopienia metalu podłoża. Udział
poszczególnych rodzajów wiązań jest różny zależnie od zastosowanej metody i warunków
natryskiwania, co nadaje powłokom różne własności, a szczególnie wytrzymałość połączeń z
natryskanym podłożem.
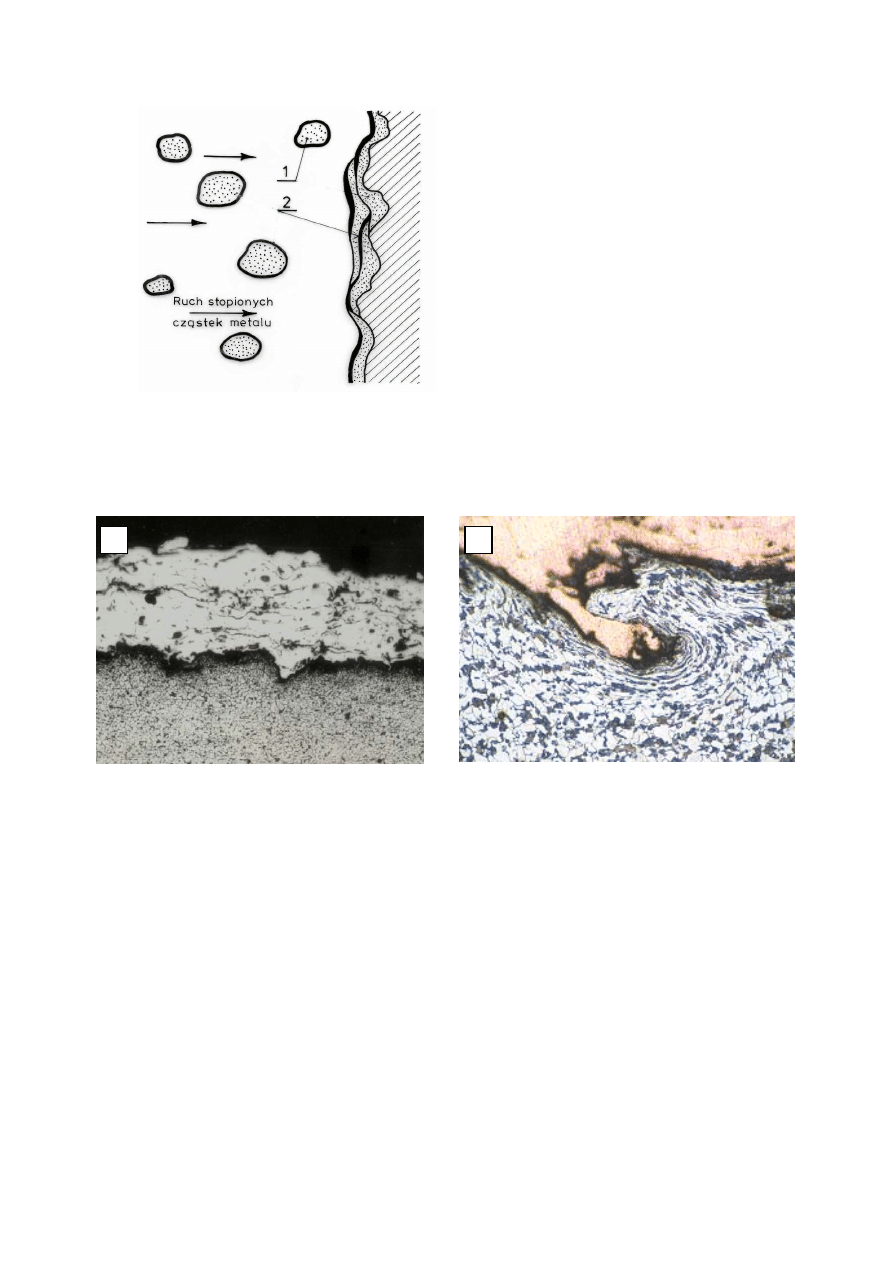
Rys. 4.1. Schemat tworzenia się powłoki
natryskanej;
1. lot cząstki w kierunku natryskiwanej
powierzchni,
2. rozpłaszczone cząstki metalu i
warstewek tlenkowych tworzące
natryskaną powłokę
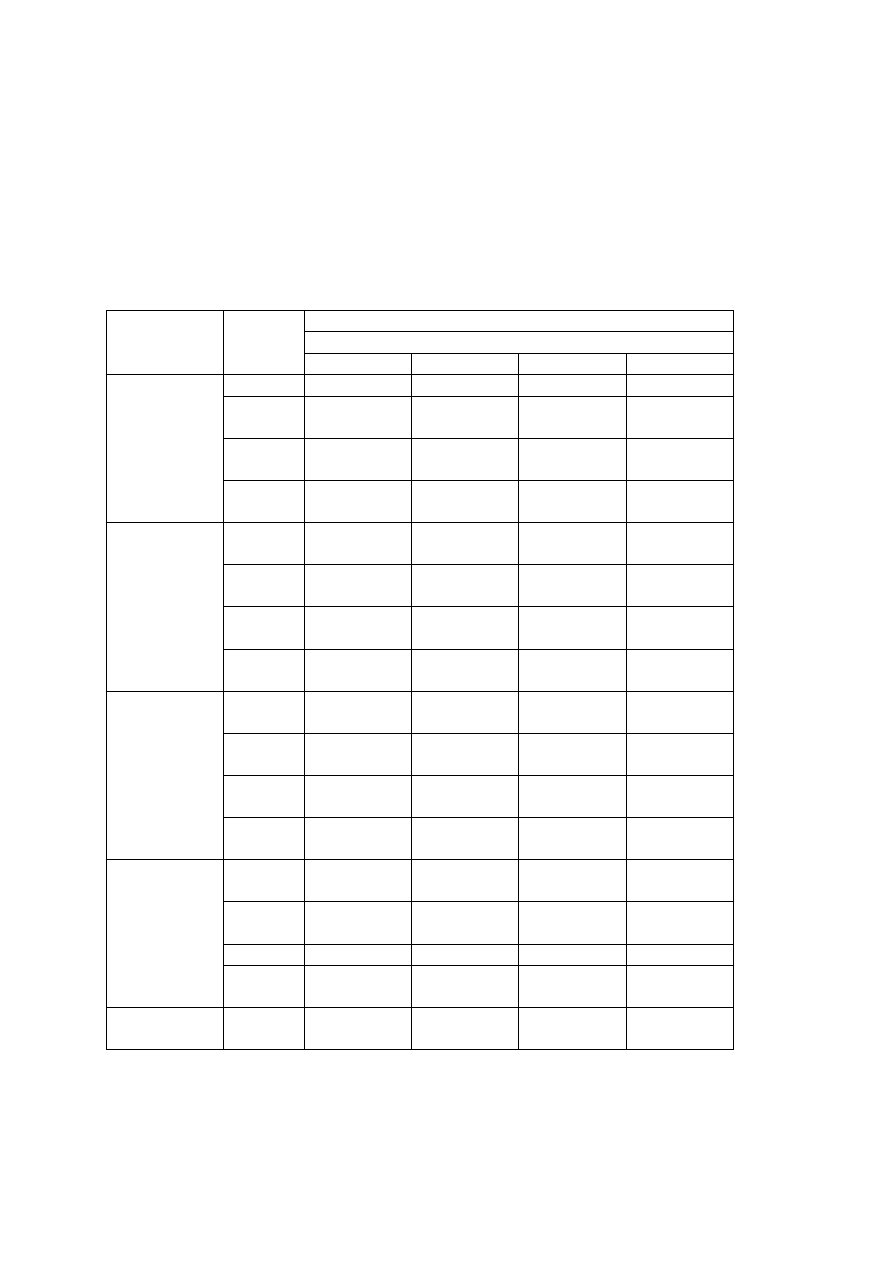
Powłoka złożona jest więc z cząstek natryskiwanego metalu, jego tlenków oraz wolnych przestrzeni
(porów), rys. 4.2a. Porowatość zależnie od metody natryskiwania może dochodzić do ok. 10%.
Natryskane warstwy metaliczne, które powinny być jednorodne, nieporowate, po natryskaniu
przetapia się różnymi sposobami.
Rys. 4.2. Mikrostruktura natryskanej powłoki z miedzi na stal konstrukcyjną; w powłoce widoczne
nieciągłości, pory, układające się warstwami kolejne spłaszczone cząstki metalu i otoczki tlenków
na podłożu o rozwiniętej powierzchni, traw. nitalem, pow. 100x (a), silne miejscowe odkształcenie
ziarn ferrytu i perlitu w stali, wokół natryskanej cząstki miedzi, pow. 500x (b)
a
b
W zależności od użytej technologii natryskiwania i urządzenia, nałożone powłoki mogą mieć
grubość od 0,01 do 0,5 mm w jednym przejściu.
Metodą natryskiwania można nakładać różne metale i stopy, które mogą spełniać rolę powłok
ochronnych, technicznych lub dekoracyjnych.
Powłoki ochronne służące do zabezpieczenia konstrukcji ze stali przed korozją atmosferyczną i
korozją w wodzie, nanoszone są z cynku, aluminium lub ich stopów metodą płomieniową lub
łukową (tabl. 4.1). Powłoki te są dodatkowo zabezpieczane przez pokrywanie farbami lub
tworzywami sztucznymi, co zwiększa ich trwałość do kilkudziesięciu lat. Łatwość utrzymania tych
pokryć w czasie i niewielkie nakłady powodują, że stosuje się je powszechnie do zabezpieczania
dużych obiektów przemysłowych, jak zbiorniki, suwnice, kominy, wentylatory, mosty, maszty,
wiadukty. Dobór rodzaju materiału powłoki przeciwkorozyjnej jest uzależniony od środowiska
pracy, do środowisk o odczynie zasadowym stosuje się powłoki cynkowe, a dla środowisk
kwaśnych – aluminiowe. Powłoki natryskane przeciwkorozyjne są alternatywą dla powłok
zanurzeniowych z cynku, które stosunkowo szybko ulegają rozpuszczaniu i wymywaniu. Ponadto
obiekty i konstrukcje stalowe narażone są na odkształcenia mechaniczne, co wywołuje pękanie
powłok i uszkodzenia, a odsłonięcie podłoża jest powodem nagłego wzrostu szybkości korozji i
tylko niezwłoczna naprawa uszkodzeń może uchronić przed kosztowną wymianą całego
zabezpieczenia przeciwkorozyjnego całej konstrukcji.
Tabl. 4.1. Minimalna grubość powłok ochronnych z cynku, aluminium i ich stopów, natryskanych
cieplnie na stal, zależnie od warunków eksploatacji i wymaganej trwałości wg PN-H-04684: 1997
*) Symbol M oznacza powłokę metalową natryskaną cieplnie, uszczelnioną jedną warstwą powłoki
malarskiej lub pokrytą wielowarstwową powłoką malarską
Minimalna grubość powłoki, µm
Trwałość powłoki, lata
Środowisko Materiał
powłoki
5÷10 10÷20 20÷40 >
40
Zn
150 M*
200 M
-
-
Al 200
150 M
200
150 M
300
200 M
350
250 M
ZnAl15 150
120 M
200
150 M
300
200 M
-
Atmosfera
przemysłowa
AlMg5 200
150 M
200
150 M
300
200 M
350
250 M
Zn 200
150 M
250
200 M
350
250 M
-
Al 250
200 M
300
250 M
350
250 M
-
ZnAl15 150
100 M
200
150 M
250
200 M
350
300 M
Atmosfera
morska
AlMg5 250
200 M
300
250 M
350
250M
-
Zn 200
100 M
250
150 M
300
200 M
350
250 M
Al 200
150 M
250
150 M
250 M
300 M
ZnAl15 150
100 M
200
120 M
250
150 M
300
200 M
Woda
słodka
AlMg5 200
150 M
250
200 M
250 M
300 M
Zn 150
M
250
200 M
350
Al 150
M
250
200 M
300
250 M
350
300 M
ZnAl15
120 M
150 M
200 M
250 M
Woda morska
AlMg5 200
M
250
250 M
300
300 M
350
Woda gorąca
do 100ºC
Al
AlMg5
250
250
300
300
Jako powłoki techniczne zabezpieczające części maszyn przed korozją chemiczną
wysokotemperaturową, zużyciem wskutek tarcia, erozją, kawitacją, szokiem termicznym,
stosowane bądź jako integralna część wyrobu, bądź jako regeneracyjne (często projekt wyrobu
zakłada wielokrotną regenerację po określonym stopniu zużycia), wykorzystuje się bardzo
różnorodne metale, stopy, ceramikę, kompozyty, w postaci proszków, drutów, pałeczek spiekanych,

nakładane różnymi technikami (przykł. tabl. 4.2). Szczególnie materiały proszkowe wraz z
rozwojem nowych metod natryskiwania, nabierają coraz większego znaczenia, przy czym bardzo
ważna jest ich jakość. Wymaga się aby cząstki proszków miały kształt zbliżony do sferycznego, o
bardzo zbliżonej wielkości, co ułatwia stabilne podawanie proszku do urządzenia, niezbędne do
zapewnienia wysokich, powtarzalnych własności powłok. Wśród stosowanych materiałów
proszkowych do natryskiwania cieplnego można wyróżnić stopy twarde na bazie Ni, Co lub Fe z
Cr, B i Si, węgliki Ti, Zr, Hf, węgliki mieszane, azotki V, Nb, Ta, borki Cr, Mo, W. Najbardziej
dynamicznie rozwijają się proszki kompozytowe, coraz szerzej stosowane w technice, są to
materiały złożone, np. cząstki tlenku otoczone koszulką metalową, lub na odwrót wewnątrz tlenku
cząstka metalu, np. Al
2
O
3
+ Ni, Cr
3
C
2
+ NiCr, WC + Co.
Główną zaletą natryskiwania jest możliwość dowolnego doboru składu powłoki, łatwość obsługi
palników natryskowych, możliwość automatyzacji i robotyzacji procesu, natryskiwanie niemal
dowolnych miejsc konstrukcji, wielokrotne natryskiwanie tym samym lub różnymi rodzajami
materiału, niski koszt inwestycji. Do wad zalicza się trudność pokrycia trudnodostępnych
powierzchni wewnętrznych, porowatość warstw, niską przyczepność do podłoża, obniżenie
właściwości mechanicznych, jednakże powłoki nanoszone metodami natryskiwania nowej
generacji, mają coraz mniejszą porowatość, niższą od 0,5%, wyższą przyczepność do podłoża niż
klasyczne powłoki, a własności mechaniczne można podwyższyć przez dodatkowe operacje
technologiczne po natryskiwaniu.
4.1. Powłoki natryskiwane metodą płomieniową
Natryskiwanie płomieniowe (gazowe) jest procesem nakładania warstw z metali, a także niemetali
na podłoża metaliczne, gdy źródłem ciepła potrzebnego do stopienia materiału powłokowego jest
płomień gazowy.
W tej metodzie stosowane są dwie techniki natryskiwania różniące się parametrami procesu,
konstrukcją urządzeń i w konsekwencji własnościami powłok. Jest to natryskiwanie płomieniowe
poddźwiękowe (klasyczne) i naddźwiękowe.
4.1.1. Natryskiwanie płomieniowe poddźwiękowe
Źródłem ciepła stosowanym w tej technice jest płomień gazowy, ze spalania najczęściej acetylenu
w tlenie, o temperaturze płomienia ok. 3000
o
C, a natryskiwane cząstki osiągają prędkość od 100 do
350 m/s.
W zależności od postaci materiału powłokowego (drut lub proszek) wyróżnia się odpowiednie
konstrukcje palników.
Schemat palnika do natryskiwania powłok przy użyciu drutu przedstawiono na rys. 4.3. Palnik
gazowy składa się z układu napędowego drutu, głowicy gazowej sterującej przepływem gazu
palnego, tlenu i sprężonego powietrza. Drut elektrodowy (1) jest podawany przez otwór środkowy
dyszy gazowej (2). Wokół otworu środkowego rozmieszczone są małe otwory gazowe skierowane
zbieżnie do osi drutu. Otwory gazowe otoczone są dyszą powietrza (3), przez którą wypływa z dużą
prędkością strumień powietrza pod ciśnieniem 0,4 ÷1 MPa. Gdy drut przesuwany mechanizmem
napędowym wchodzi w strefę płomienia gazowego (4), ulega stopieniu i rozpyleniu na kropelki,
które są porywane przez gaz, a następnie strumieniem powietrza skierowane na natryskiwaną
powierzchnię (6). Prędkość natryskiwanych cząstek dochodzi do 350 m/s. Natryskiwana
powierzchnia nieco nagrzewa się podczas natryskiwania, ale jej temperatura nie przekracza 150 ÷
200
o
C. Zaleca się natomiast podgrzewanie wstępne podłoża metalicznego do ok. 100
o
C, w celu
usunięcia wilgoci i obniżenia różnic rozszerzalności cieplnej warstwy i podłoża.
Natryskiwanie przy użyciu drutu możliwe jest dla metali i stopów, które są wytwarzane w tej
postaci, nie parują ani nie dysocjują przed osiągnięciem temperatury 2800°C. Stosuje się do
pokrywania przedmiotów o dowolnym kształcie i wielkości, jak np. wały stalowe, walce,
wewnętrzne powierzchnie cylindrów, łopatki skrawające świdrów ziemnych.
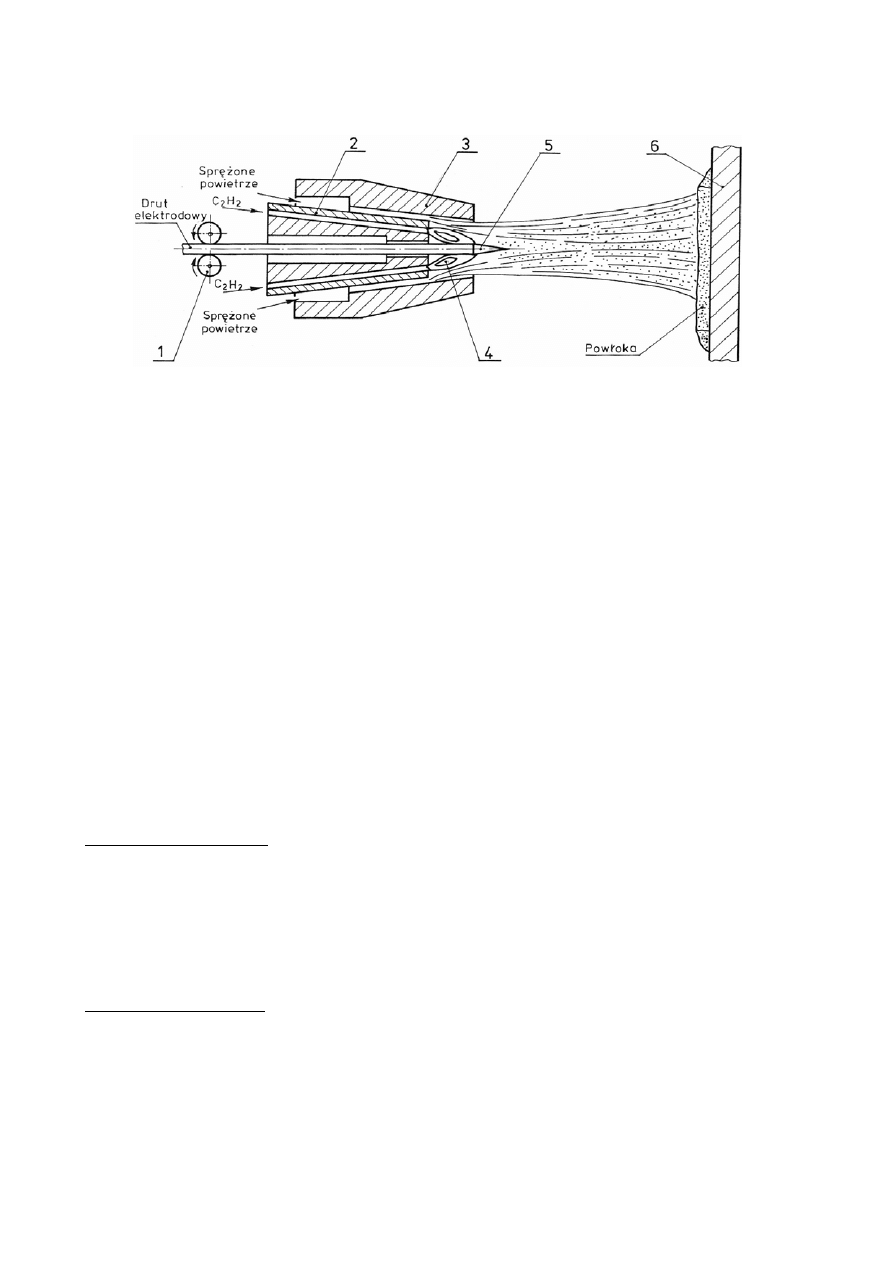
Rys. 4.3. Budowa palnika do natryskiwania płomieniowego przy pomocy drutu;
1 – rolki podające, 2 – dysza gazowa, 3 – dysza powietrza, 4 – płomień gazu,
5–stapiany koniec drutu, 6 – pokrywane podłoże z natryskiwaną powłoką
Ważniejsze parametry natryskiwania:
• odległość palnika od przedmiotu powinna wynosić 100 ÷ 250 mm, zależnie od typu palnika,
rodzaju podłoża i natryskiwanego materiału,
• palnik musi być utrzymywany przez cały czas natryskiwania w stałej odległości,
• prędkość przesuwu musi być tak dobrana, aby zapewnić układanie równomiernej warstwy,
o grubości nie przekraczającej 0,15 ÷ 0,25 mm, w zależności od natryskiwanego metalu,
• powierzchnie płaskie natryskuje się zwykle ręcznie, palnik prowadzi ruchem posuwisto-
zwrotnym.
Pierwsza warstwa powinna być cieńsza, do ok. 0,15 mm, a następne ok. 0,25 mm. Po ułożeniu
pierwszej warstwy kolejne układa się pod kątem 90
o
, aż do uzyskania wymaganej grubości
powłoki.
Natryskiwanie płomieniowe z użyciem proszku, polega na podawaniu grawitacyjnym (lub pod
ciśnieniem) proszku metalicznego ze zbiornika do komory mieszania się gazów, z którymi jest
przenoszony do płomienia, gdzie ulega stopieniu lub nadtopieniu i pod ciśnieniem gazów płomienia
kierowany jest strumieniem na natryskiwaną powierzchnię.
Najczęściej stosuje się proszki o ziarnach 0,1 ÷ 0,15 mm ze stali odpornych na korozję,
żaroodpornych stopów na osnowie Ni, Cr, Co, Fe, stopów miedzi (tabl. 4.2).
Wyróżnia się natryskiwanie płomieniowe proszkowe: na zimno i na gorąco.
Natryskiwanie na zimno stosuje się do nakładania powłok, które ulegają zużywaniu ściernemu,
adhezyjnemu, erozyjnemu, korozji ciernej, erozji kawitacyjnej. Powłoki są porowate, co
wykorzystuje się do nasycenia ich materiałem smarnym, w celu przedłużenia trwałości elementu
metalowego. Natryskuje się stale niskowęglowe i niskostopowe, stale odporne na korozję, stopy
niklu, aluminium, miedź, brązy. Przedmioty są podgrzewane wstępnie do ok. 100°C, natryskiwane
wstępnie spajającą warstwą aluminku niklu i kolejnymi warstwami materiału powłokowego do
uzyskania wymaganej grubości. Przykłady natryskiwanych materiałów i zastosowanie tej
technologii przedstawiono w tabl. 4.2.
Natryskiwanie na gorąco stosuje się do elementów, od których wymaga się wysokiej odporności na
ścieranie, żaroodporności, odporności na korozję, erozję, udarności. Pokrywane elementy
podgrzewa się do temperatury do 150 ÷ 500°C, nakładając warstwę wstępną o grubości 0,2 ÷ 0,5
mm w celu ochrony powierzchni podłoża przed utlenieniem. Następnie ponownie nagrzewa się do
temperatury 600 ÷ 700°C i układa kolejne warstwy powłoki. Każdą kolejną warstwę przetapia się
nagrzewając płomieniem palnika do temperatury w zakresie likwidus – solidus natryskiwanego
stopu. Do natryskiwania na gorąco stosuje się proszki na osnowie Ni, Co, stopów Ni-Cr. W składzie
chemicznym tych proszków występuje krzem i bor. Podczas utleniania w płomieniu gazowym
pierwiastki te tworzą bardzo drobne cząstki tlenków, które wbudowują się do powłoki i zwiększają
jej twardość. Przykłady materiałów do natryskiwania płomieniowego na gorąco i zastosowanie
przedstawiono w tabl. 4.2.
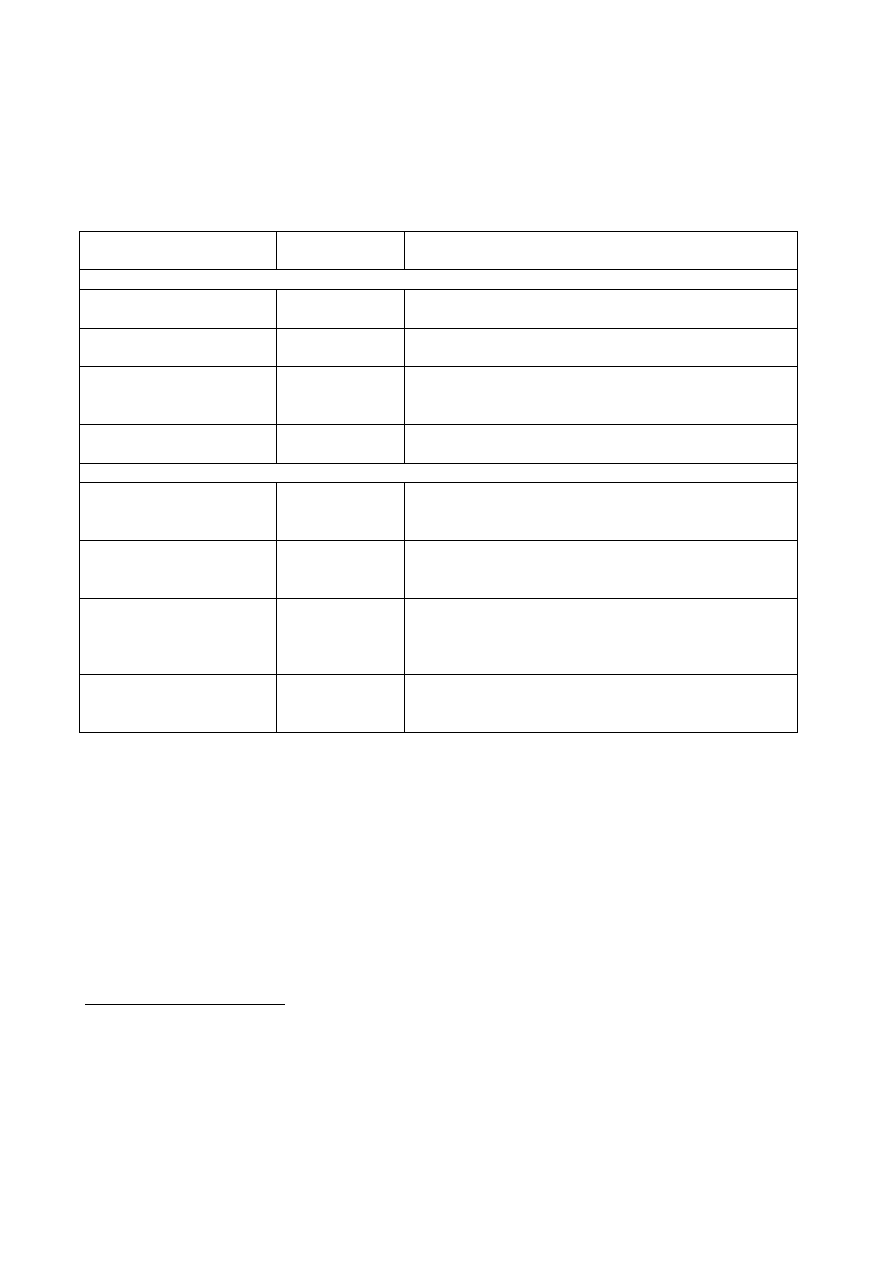
Tabl. 4.2. Składniki proszków do natryskiwania płomieniowego części maszyn, twardości powłok
i przykłady ich zastosowania
Składniki proszku
Twardość
powłoki
Zastosowanie
A. Natryskiwanie na zimno
Ni-Al
65 HRB
Warstwa podkładowa dla kolejnych warstw
natryskiwanych
Fe-Cr-Ni-Mo 85
HRB
Części cylindryczne podlegające zużyciu ciernemu:
czopy, wały, łożyska, piasty, panewki
Ni-Cr-Si-B-Al 37
HRC
Części cylindryczne podlegające silnemu zużyciu
wskutek tarcia: wały korbowe, wały krzywkowe, tłoki
hydrauliczne, czopy przeciwtarciowe
Cu-Al-Fe (brąz
aluminiowy)
75 HRB
Części cylindryczne: wały, rolki, łożyska, trzonki
zaworów, tuleje z brązu
B. Natryskiwanie na gorąco
Ni-Cr-Si-B-Fe-C
38 – 42 HRC
Części cylindryczne: wały, łożyska, zalecane
w warunkach silnego utwardzenia, żaroodporności
i odporności na korozję
Ni-Cr-Si-B-Fe-C
49 – 52 HRC
Części cylindryczne: łożyska, przyrządy pomiarowe,
formy w przemyśle ceramicznym, warstwy szczególnie
odporne na zużycie ścierne
Co-Ni-Cr-Mo-Si-B-Fe-C
47 – 53 HRC
Części cylindryczne: tłoki, pierścienie i inne
powierzchnie szczelne i poślizgowe; warstwy
o wysokiej odporności na korozję, zużycie i obciążenia
udarowe
Ni-Cr-Fe-Si-B-C
55 – 60 HRC
Części cylindryczne: łopatki mieszalników, tłoczyska,
przylgnie zaworowe; wysoka odporność na zużycie, niski
współczynnik tarcia warstw
4.1.2. Natryskiwanie płomieniowe naddźwiękowe
W metodzie natryskiwania naddźwiękowego stosuje się w zasadzie te same gazy co w przypadku
metod poddźwiękowych, ale najpowszechniej stosuje się wodór, propan lub propylen.
Natryskiwane cząstki materiału powłokowego w palnikach naddźwiękowych osiągają prędkości od
400 do 1200 m/s. Powłoki natryskane techniką naddźwiękową mają bardzo niską porowatość i małą
zawartość tlenków oraz bardzo wysoką wytrzymałość obszaru dyfuzyjnego połączenia powłoki z
natryskiwanym podłożem.
Zależnie od konstrukcji palników wyróżnia się:
• natryskiwanie detonacyjne,
• z dużymi prędkościami natryskiwanych cząstek,
• z dużymi prędkościami cząstek i pod dużym ciśnieniem.
Natryskiwanie detonacyjne polega na wykorzystaniu energii wybuchu mieszaniny acetylenowo-
tlenowej do stopienia lub nadtopienia cząstek materiału powłokowego w postaci proszku i nadania
im dużej prędkości, do 800m/s.
Urządzenie do detonacyjnego natryskiwania pracuje okresowo. Składa się z długiej tulei (rys. 4.4)
do której wprowadza się pod ciśnieniem mieszaninę acetylenu i tlenu, bądź wodoru i tlenu oraz
proszek do natryskiwania pod ciśnieniem gazu podającego. Cykl pracy palnika składa się z:
- napełnienia komory roboczej gazową mieszaniną detonacyjną,
- podania proszku do komory
- zdetonowania mieszaniny,
- uformowania strumienia cząstek proszku i spalonych gazów,
- przyspieszenia gazów w kierunku rozprzestrzeniania się fali detonacyjnej,
- wypływu strumienia z komory roboczej, lotu i uderzenia cząstek w pokrywane podłoże.
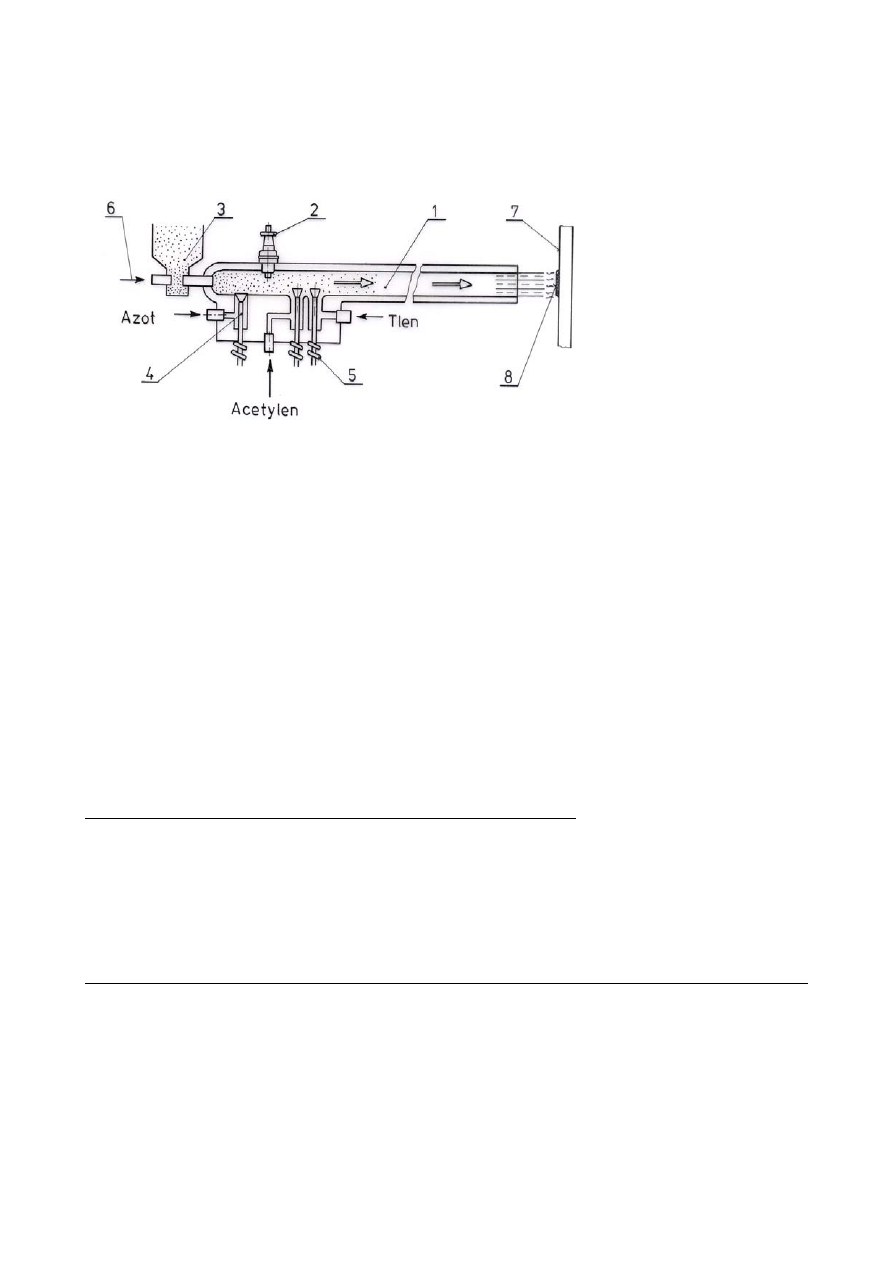
Rys. 4.4. Schemat
natryskiwania detonacyjnego;
1 - komora robocza,
2 - świeca zapłonowa,
3 - dozownik proszku,
4 - doprowadzenie gazu
obojętnego,
5 - zawór,
6 - doprowadzenie gazu do
podawania proszku,
7 - pokrywana powierzchnia,
8 - powłoka natryskana
Do mieszaniny detonacyjnej dodaje się gaz obojętny – azot, argon lub hel, do przepłukiwania
komory roboczej. Detonacje mieszaniny gazów wywołuje iskra świecy zapłonowej z
częstotliwością 10 ÷ 20 Hz, a seria fal detonacyjnych stapia cząstki proszku i przyspiesza je do
prędkości 500 do 800 m/s. Temperatura w komorze osiąga 3200°C, ale temperatura natryskiwanego
przedmiotu nie przekracza 150°C. Po każdej serii detonacji komorę przepłukuje się azotem.
Powłoki natryskane detonacyjnie mają bardzo wysoką przyczepność do podłoża, kilka razy wyższą
niż w innych metodach, wskutek połączenia adhezyjnego lub dyfuzyjnego, a także silną kohezją
pomiędzy cząstkami w samej powłoce oraz niską porowatość, zwykle ok. 0,5%. Grubości
natryskanych powłok najczęściej osiągają 0,5 mm. Wadą tej techniki jest bardzo wysoki poziom
hałasu.
Powłoki detonacyjne są stosowane w celu: zwiększenia odporności elementów maszyn i narzędzi
na procesy ścierne, odporności na korozję wysokotemperaturową i erozję, odporności na udary
cieplne i mechaniczne, obniżenia porowatości uprzednio naniesionych warstw, jak np. w wypadku
regeneracji elementów maszyn: wałów, osi, półosi, bębnów ciągarek, prowadnic, noży, łopatek
turbin, elementów pomp, form do odlewania pod ciśnieniem.
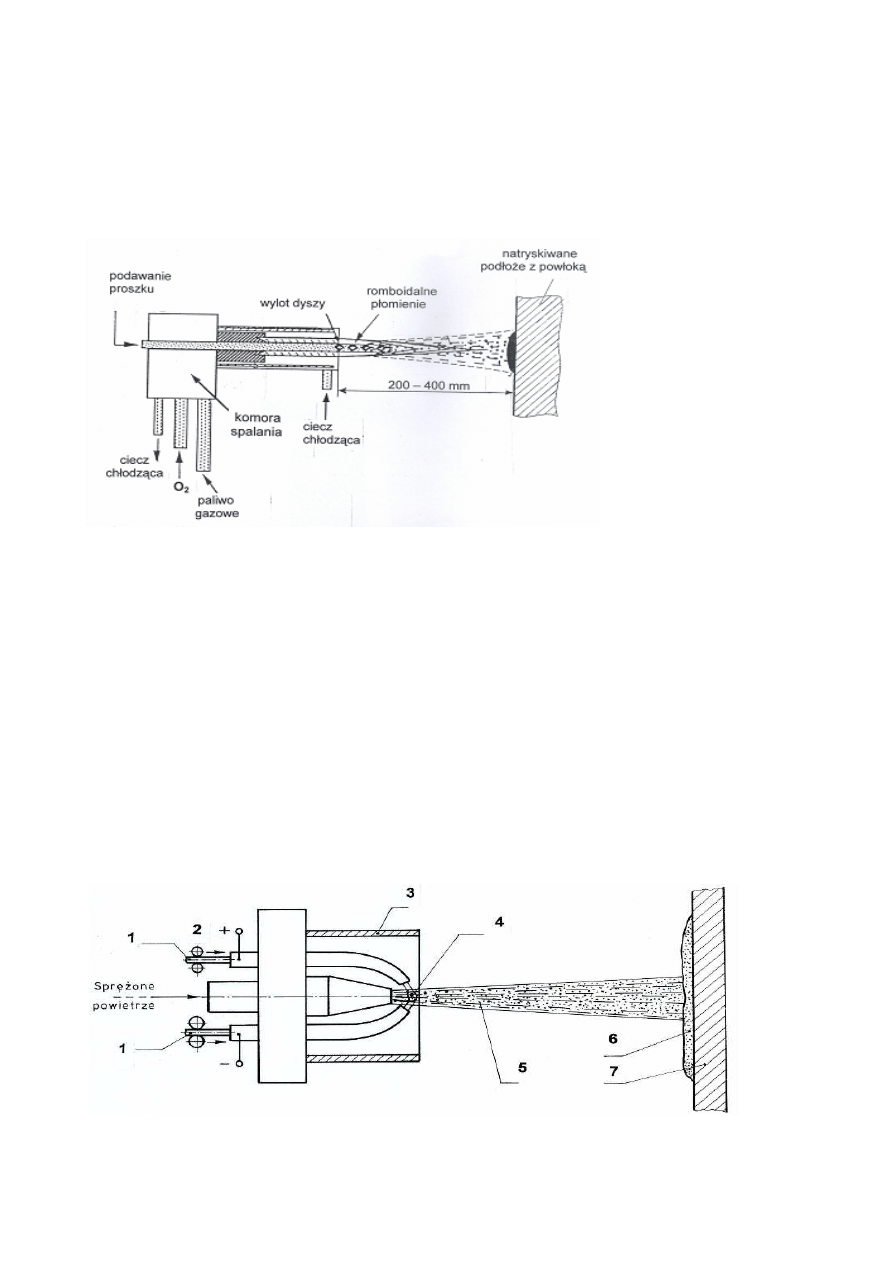
Natryskiwanie proszkowe naddźwiękowe z dużymi prędkościami (HVOF - High Velocity Oxy
Fuel) polega na ciągłym spalaniu gazu palnego: propylenu, wodoru lub propanu w tlenie lub
powietrzu. Mieszanina gazów jest podawana do chłodzonej wodą komory spalania pod dużym
ciśnieniem, gdzie ulega spalaniu sposób ciągły. Rozprężający się płomień gazowy o temperaturze
powyżej 3200°C z charakterystycznymi „udarami romboidalnymi” nagrzewa do temperatury
topnienia podawany proszek pod ciśnieniem i przyspiesza go nawet do 1000 m/s, rys. 4.5. Tą
metodą nakłada się powłoki z aluminium, miedzi, stopów żelaza, niklu, kobaltu, cermetali, jak Co-
WC.
Natryskiwanie proszkowe naddźwiękowe z dużymi prędkościami i pod dużym ciśnieniem
(HP/HVOF – High Pressure/High Velocity Oxy Fuel) przeprowadza się przy pomocy palników na
paliwo płynne, najczęściej naftę lotniczą. Osiąga się w nich jeszcze większe prędkości stopionych
cząstek, do 1200 m/s, przy niższej temperaturze płomienia, rzędu 2700°C, co skutkuje większą
energią kinetyczną cząstek. W rezultacie powłoki mają większą jednorodność struktury, najniższą
porowatość, najmniejszy udział tlenków, czas przebywania bowiem cząstek w atmosferze
utleniającej wskutek ich dużej prędkości jest krótki i ponadto wobec możliwości stosowania
proszków gruboziarnistych. Lepsze jest też przyleganie cząstek do siebie i do podłoża. Natryskane
warstwy są więc wysokiej jakości, o gładkiej powierzchni i wysokiej wytrzymałości. W jednym
przejściu można nałożyć warstwy o grubości 1 mm, a całkowitą do ok. 12 mm. Tą techniką można
nałożyć powłoki z czystych metali: Mo, Ni, Co, Ti, Ta, stali, mieszanin, np. aluminium z grafitem,
materiałów ceramicznych i ich kombinacji z metalami, np. węglików wolframu lub węglików
chromu w osnowie kobaltu, niklu lub stopu Ni-Cr. Stosuje się je na części maszyn przemysłu
lotniczego, kosmicznego, chemicznego i in. jak: wały, zawory i gniazda zaworowe silników, części
silników odrzutowych, głównie w celu nadania wysokiej odporności na ścieranie i korozję
wysokotemperaturową.
Rys. 4.5.
Schemat natryskiwania
naddźwiękowego
z dużymi prędkościami
4.2. Powłoki natryskiwane metodą elektryczną łukową
Źródłem ciepła potrzebnego do stopienia materiału powłokowego w tej metodzie jest łuk
elektryczny zajarzany między drutami metalu natryskiwanego, w osi wypływającego strumienia
powietrza, które rozpyla i przenosi stopione cząstki na pokrywane podłoże.
Urządzenie do natryskiwania elektrycznego łukowego składa się ze źródła prądu stałego, układu
sterowania, drutu elektrodowego, układu podawania drutu, źródła sprężonego powietrza oraz
palnika, rys. 4.6.
Właściwy dobór parametrów: napięcia i natężenia prądu, prędkości podawania drutów,
symetrycznego ustawienia prowadnic drutu w osi strumienia sprężonego powietrza, pozwalają na
uzyskanie bardzo drobnych cząstek ciekłego metalu, prawie o jednakowym wymiarze, których
prędkość dochodzi do 150 m/s, co przy temperaturze łuku wynoszącej ok. 6000
o
C, daje powłoki
bardzo drobnoziarniste o dużej przyczepności do podłoża, (większej niż w metodzie natryskiwania
płomieniowego), z powodu możliwości spojenia metalurgicznego ciekłych cząstek z podłożem.
Podobnie jak w innych metodach natryskiwania, bardzo ważny jest stan powierzchni pokrywanego
podłoża – musi być czysta i o odpowiedniej chropowatości.
Rys. 4.6. Schemat natryskiwania elektrycznego łukowego zasilanego drutem;
.
1 – drut
elektrodowy, 2 – rolki podające, 3 – osłona, 4 - łuk elektryczny, 5 – strumień z
rozpylonymi cząstkami metalu, 6 – natryskana powłoka, 7 – podłoże

Podstawowym parametrem natryskiwania łukowego są: natężenie i napięcie prądu, prędkość
podawania drutów, ciśnienie powietrza, średnica drutu, odległość dyszy palnika od powierzchni
pokrywanego podłoża, prędkość przesuwu palnika. Optymalne parametry natryskiwania dobiera się
doświadczalnie, przy czym zalecana odległość od podłoża mieści się w granicach 50 ÷ 200 mm.
Metodą elektryczną łukową można natryskiwać metale w postaci drutów z aluminium, miedzi,
niklu, cynku, molibdenu, brązów, mosiądzów, babbitów, nadstopów, stali stopowych. Ponieważ
w łuku stapia się dwa druty, więc dobierając różne materiały można wytworzyć powłoki
o specjalnych cechach. Grubości warstw w jednym przejściu mieszczą się w zakresie 0,01 ÷ 0,5
mm, przy czym możliwość natryskiwania w komorze o obniżonym ciśnieniu lub w atmosferze
ochronnej czynią tę metodę konkurencyjną w stosunku do nowszej metody natryskiwania
plazmowego. Natryskiwanie łukowe stosuje się m.in. do pokrywania prowadnic obrabiarek, czopów
walców hutniczych, na które nanosi się stal chromową martenzytyczną.
4.3. Powłoki natryskiwane metodą plazmową
Technologia natryskiwania cieplnego z zastosowaniem urządzeń plazmowych zostało wdrożone do
przemysłu około 50 lat temu, a wywodzi się z doświadczeń zdobytych w trakcie badań przestrzeni
kosmicznej.
Plazmowa metoda natryskiwania polega na stapianiu proszku metalicznego (lub z niemetali)
w strumieniu plazmy i kierowaniu roztopionych cząstek przez strumień gazu plazmowego na
pokrywaną powierzchnię.
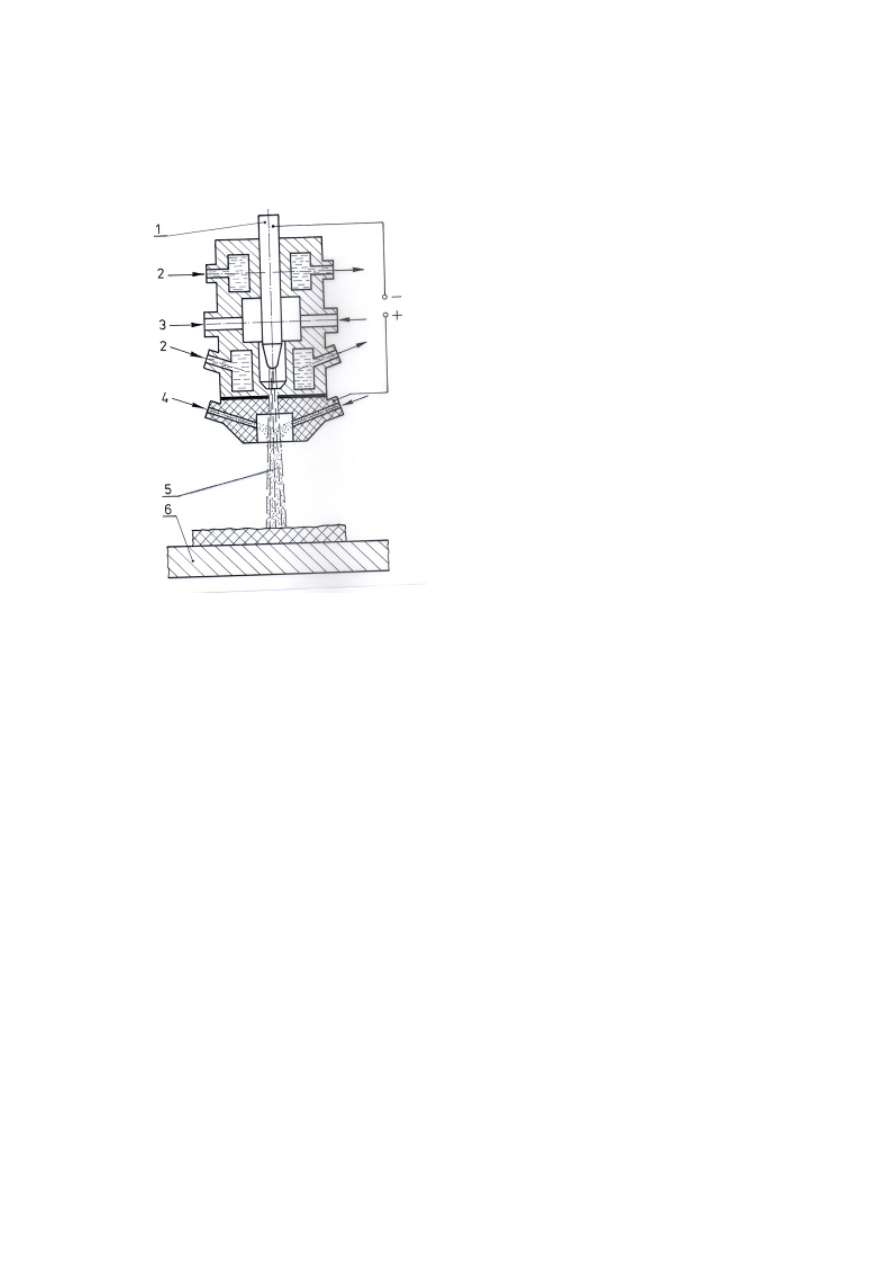
W palniku do natryskiwania plazmowego, rys. 4.7, łuk plazmowy o temperaturze do ok. 16 000ºC
jest zajarzany między nietopliwą katodą wolframową a anodą miedzianą, stanowiącą równocześnie
dyszę wylotową dla strumienia plazmy i natryskiwanych cząstek. Palnik plazmowy jest intensywnie
chłodzony wodą, aby zabezpieczyć elektrody przed stopieniem. Jako gazy plazmowe stosuje się
argon lub azot, a jako gaz pomocniczy wodór lub hel. Gazy służą do wytworzenia plazmy,
stabilizacji jarzenia się łuku wewnątrz palnika i przenoszenia proszku plazmowego. Proszek jest
podawany do komory plazmowej palnika przez mechanizm dozujący, jego czas przebywania w
palniku wynosi ok. 10
-5
s, gdy ulega stopieniu, a strumień plazmy wyrzuca go w kierunku podłoża.
Typowe materiały natryskiwane metodą plazmową to: metale – tantal, molibden, wolfram,
aluminium, miedź, nikiel, chrom, stopy: Ni-Cr-Co-Al, Ni-Cr, węgliki: Ti, W, Cr, tlenki: Zr, Ce, Al,
Ti, Cr, a także spieki metalowo-ceramiczne.
Odmianą natryskiwania plazmowego jest impulsowe natryskiwanie plazmowe materiałów
proszkowych. Silnie sprężona plazma, do której wprowadza się materiał powłokowy wytwarzana
jest w postaci impulsów o częstotliwości do 3 Hz. Metoda ta jest bardziej ekonomiczna w stosunku
do technologii natapiania powłok przy pomocy urządzeń laserowych.
Podstawowym czynnikiem decydującym o jakości połączenia powłoki natryskanej plazmowo jest
przygotowanie podłoża, tj.: usunięcie zanieczyszczeń, tłuszczu, lakierów, pyłu, nadania
chropowatości przez śrutowanie, trawienie lub obróbkę wiórową, podobnie jak przy natryskiwaniu
gazowym.
Podstawowymi parametrami natryskiwania plazmowego są: wydajność podawania proszku, rodzaj
i ciśnienie gazów plazmowych, odległość palnika od przedmiotu oraz prędkość przesuwu palnika.
Zaleca się stosować odległość rzędu 50 ÷ 150 mm, a przesuw dobiera się tak, aby w każdym
przejściu natryskana warstwa nie była grubsza niż 0,25 mm.
Natryskiwane przedmioty podgrzewa się wstępnie do 100 ÷ 150
o
C w celu zapobieżenia kondensacji
pary na powierzchni i obniżeniu naprężeń w powłoce po ochłodzeniu. Metodą plazmową można
natryskiwać elementy z metali, stopów, materiałów ceramicznych, tworzyw sztucznych. Pomiędzy
natryskaną powłoką a podłożem może wystąpić połączenie mechaniczne adhezyjne, chemiczne lub
dyfuzyjne w mikroobszarach. Zaleca się aby cząstki natryskiwanych proszków miały jednolitą
wielkość i małe wymiary, ażeby mogły ulec stopieniu w strumieniu plazmy.
Natryskiwanie plazmowe jest powszechnie stosowane w przemyśle chemicznym, elektronice,
energetyce jądrowej, kosmonautyce, produkcji samolotów, w celu zapewnienia odporności cieplnej,
korozyjnej, odporności na ścieranie, obciążenia dynamiczne, jako izolacja elektryczna, osłony
nuklearne oraz w wielu wypadkach łączenia tych właściwości.
Rys. 4.7. Schemat natryskiwania
plazmowego;
1 - katoda wolframowa,
2 - woda chłodząca,
3 - doprowadzenie gazu
plazmotwórczego,
4 - doprowadzenie proszku do
natryskiwania,
5 - strumień plazmowy ze stopionymi
cząstkami,
6 - podłoże z natryskaną powłoką
.
Wybrane normy aktualne w dniu 30.09.2005r.:
1. PN-79/H-04683 Ochrona przed korozją. Natryskiwanie cieplne. Nazwy i określenia
2. PN-79/H-04684 Ochrona przed korozją. Nakładanie powłok metalizacyjnych z cynku,
aluminium i ich stopów na konstrukcje stalowe i wyroby ze stopów żelaza.
3. PN-EN 657: 2000 Natryskiwanie cieplne. Terminologia. Klasyfikacja
4. PN-EN 1274: 2002 Natryskiwanie cieplne. Proszki. Skład chemiczny. Techniczne warunki
dostawy
5. PN-EN ISO 14919: 2002 Natryskiwanie cieplne. Druty, pręty i żyłki do natryskiwania
płomieniowego i łukowego. Klasyfikacja. Techniczne warunki dostawy
6. PN-EN ISO 14920: 2002 Natryskiwanie cieplne. Natryskiwanie i przetapianie powłok ze
stopów przetapialnych natryskiwanych cieplnie
7. PN-EN ISO 14921: 2002 Natryskiwanie cieplne. Procedury stosowania powłok natryskiwanych
cieplnie na części maszyn
8. PN-EN ISO 14922-1: 2002 Natryskiwanie cieplne. Wymagania jakościowe stawiane
natryskiwaniu cieplnemu konstrukcji. Cz. 1. Wytyczne doboru i zastosowania
9. PN-EN ISO 14922-2: 2002 Natryskiwanie cieplne. Wymagania jakościowe stawiane
natryskiwaniu cieplnemu konstrukcji. Cz. 2. Kompleksowe wymagania jakościowe
10. PN-EN ISO 14922-3: 2002 Natryskiwanie cieplne. Wymagania jakościowe stawiane
natryskiwaniu cieplnemu konstrukcji. Cz. 3. Standardowe wymagania jakościowe
11. PN-EN ISO 14922-4: 2002 Natryskiwanie cieplne. Wymagania jakościowe stawiane
natryskiwaniu cieplnemu konstrukcji. Cz. 4. Podstawowe wymagania jakościowe
12. PN-EN ISO 2004(U) Natryskiwanie cieplne. Powłoki do ochrony przed korozją i utlenianiem w
podwyższonych temperaturach
Wyszukiwarka
Podobne podstrony:
03 Inz pow roz3 Powłoki ogniowe
05 Inz pow roz5 Powłoki napawane
02 Inz pow roz2 Powłoki galwaniczne
06 Inz pow roz6 Powłoki platerowane
powłoki natryskiwane, MBiM
07 Inz pow roz7 Warstwy dyfuzyjne
01 Inz pow roz1 Wprowadzenie
08 Inz pow roz8 literatura
powłoki natryskiwane, MBiM
04 zestawienie pow przekroju i miazszosci
więcej podobnych podstron