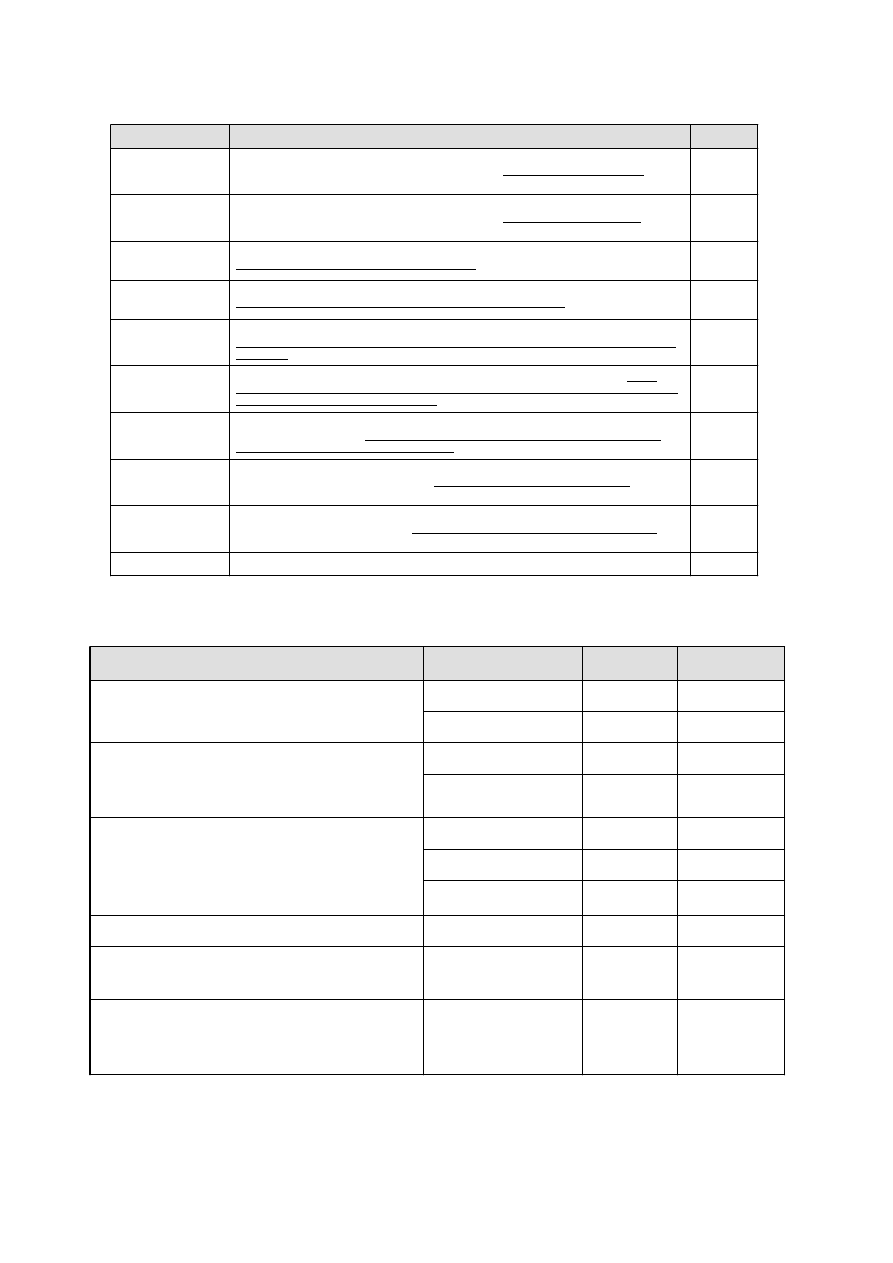
1
Bez skutków
ś
aden
2
Pewne zak
ł
ócenia na linii produkcyjnej; cz
ęść
(mniej ni
ż
100%); wyrobów mo
ż
e wymaga
ć
naprawy na linii; ale na stanowisku; defekt zauwa
ż
any przez niewielk
ą
liczb
ę
odbiorców
Bardzo znikomy
3
Pewne zak
ł
ócenia na linii produkcyjnej; cz
ęść
(mniej ni
ż
100%) wyrobów mo
ż
e wymaga
ć
naprawy na linii, ale poza stanowiskiem; defekt
ś
rednio zauwa
ż
any przez odbiorc
ę
Znikomy
4
Pewne zak
ł
ócenia na linii produkcyjnej, wyrób mo
ż
e wymaga
ć
sortowania i pewna cz
ęść
(mniej ni
ż
100%) naprawy; niezgodno
ść
pozycji pod wzgl
ę
dem pasowania i wyko
ń
czenia;
defekt zauwa
ż
any przez wi
ę
kszo
ść
odbiorców
Bardzo ma
ł
y
5
Pewne zak
ł
ócenia na linii produkcyjnej; 100% wyrobów mo
ż
e wymaga
ć
naprawy; wyrób
dzia
ł
a, ale niektóre pozycje zwi
ą
zane z wygod
ą
lub komfortem dzia
ł
aj
ą
z gorszymi osi
ą
gami;
odbiorca odczuwa pewne niezadowolenie
Ma
ł
y
6
Pewne zak
ł
ócenia na linii produkcyjnej; mo
ż
e zaj
ść
potrzeba zbrakowania cz
ęś
ci wyrobów;
wyrób dzia
ł
a, ale nie dzia
ł
aj
ą
pozycje zwi
ą
zane z komfortem lub wygod
ą
; odbiorca odczuwa
niewygod
ę
Ś
redni
7
Pewne zak
ł
ócenia na linii produkcyjnej; mo
ż
e zaj
ść
potrzeba zbrakowania cz
ęś
ci wyrobów;
wyrób dzia
ł
a, ale z obni
ż
onymi „osi
ą
gami”; odbiorca niezadowolony
Powa
ż
ny
8
Powa
ż
ne zak
ł
ócenie na linii produkcyjnej; mo
ż
e zaj
ść
potrzeba zabrakowania 100% wyrobów;
wyrób nie dzia
ł
a; odbiorca bardzo niezadowolony
Bardzo powa
ż
ny
9
Mo
ż
e zagra
ż
a
ć
operatorowi maszyny lub monta
ż
u; wada wp
ł
ywa na bezpieczne dzia
ł
anie
wyrobu lub poci
ą
ga za sob
ą
niezgodno
ść
z przepisami; wada nast
ą
pi z ostrze
ż
eniem
Niebezpieczny z
ostrze
ż
eniem
10
Mo
ż
e zagra
ż
a
ć
operatorowi maszyny lub monta
ż
u; wada wp
ł
ywa na bezpieczne dzia
ł
anie
wyrobu lub poci
ą
ga za sob
ą
niezgodno
ść
z przepisami; wada nast
ą
pi bez ostrze
ż
enia
Niebezpieczny bez
ostrze
ż
enia
Punktacja
Stopie
ń
zagro
ż
enia
Skutek
FMEA - znaczenie
1
≥≥≥≥
1,67
<= 1 na 1 500 000
Znikome: Wada ma
ł
o prawdopodobna; brak
wad w prawie identycznych procesach
2
≥≥≥≥
1,50
1 na 150 000
Bardzo ma
ł
e: prawie identyczne wady mia
ł
y
bardzo ma
ł
o wad
3
≥≥≥≥
1,33
1 na 15 000
Ma
ł
e: podobne procesy mia
ł
y ma
ł
o wad
4
≥≥≥≥
1,17
1 na 2 000
5
≥≥≥≥
1,00
1 na 400
6
≥≥≥≥
0,83
1 na 80
Ś
rednie: generalnie zwi
ą
zane z procesami
podobnymi do poprzednich procesów, które
miały wady, ale nie w du
ż
ych proporcjach
7
≥≥≥≥
0,67
1 na 20
8
≥≥≥≥
0,51
1 na 8
Du
ż
e: generalnie zwi
ą
zane z procesami
podobnymi do poprzednich procesów, które
cz
ę
sto mia
ł
y wady
9
≥≥≥≥
0,33
1 na 3
10
<0,33
≥≥≥≥
1na 2
Bardzo du
ż
e: wada prawie nieunikniona
Punktacja
Cpk
Mo
ż
liwa ilo
ść
wad
Prawdopodobie
ń
stwo wyst
ą
pienia wady
FMEA - wyst
ę
powanie
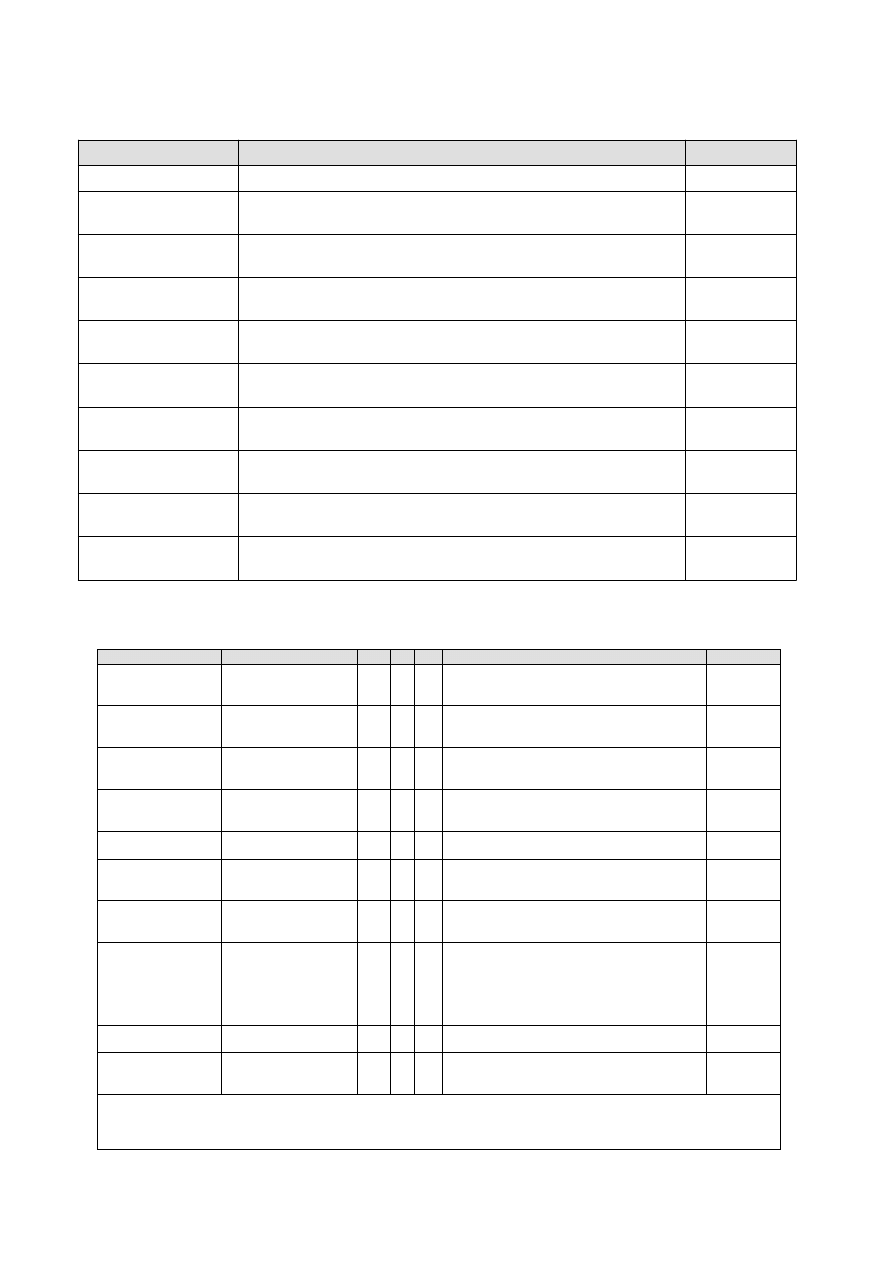
1
Bie
żą
ce kontrole prawie na pewno wykryj
ą
wad
ę
; niezawodne
kontrole s
ą
znane z podobnych procesów
Prawie pewna
2
Bardzo du
ż
e prawdopodobie
ń
stwo wykrycia wady przez
bie
żą
ce kontrole
Bardzo du
ż
a
3
Du
ż
e prawdopodobie
ń
stwo wykrycia wady przez bie
żą
ce
kontrole
Du
ż
e
4
Ś
rednio du
ż
e prawdopodobie
ń
stwo wykrycia wady przez
bie
żą
ce kontrole
Ś
rednio du
ż
a
5
Ś
rednie prawdopodobie
ń
stwo wykrycia wady przez bie
żą
ce
kontrole
Ś
rednia
6
Ma
ł
e prawdopodobie
ń
stwo wykrycia wady przez bie
żą
ce
kontrole
Ma
ł
a
7
Bardzo ma
ł
e prawdopodobie
ń
stwo wykrycia wady przez
bie
żą
ce kontrole
Bardzo ma
ł
a
8
Znikome prawdopodobie
ń
stwo wykrycia wady przez bie
żą
ce
kontrole
Znikoma
9
Bardzo znikome prawdopodobie
ń
stwo wykrycia wady przez
bie
żą
ce kontrole
Bardzo znikoma
10
Brak znanej i dost
ę
pnej kontroli do wykrycia danej wady
Prawie niemo
ż
liwa
Punktacja
Kryteria: Prawdopodobie
ń
stwo wykrycia
Wykrywalno
ść
FMEA - wykrywalno
ść
FMEA - wykrywalno
ść
Wykrywalno
ść
Kryteria
A
B
C
Sugerowany zakres metod kontroli
Punktacja
Prawie niemo
ż
liwa
Niemo
ż
liwo
ść
wykrycia prawie
oczywista
X
Nie mo
ż
e zosta
ć
wykryte lub w ogóle nie jest
badane
10
Bardzo znikoma
Kontrole
prawdopodobnie nie
wykryj
ą
X
Losowa (incydentalna) kontrola
9
Znikoma
Działania kontrolne
maj
ą
mał
ą
szans
ę
na
wykrycie
X
Kontrola jest prowadzona tylko przez ocen
ę
wzrokow
ą
8
Bardzo mała
Działania kontrolne
maj
ą
mał
ą
szans
ę
na
wykrycie
X
Kontrola polega na podwójnej kontroli
wzrokowej
7
Mała
Mo
ż
liwe wykrycie
wady
X
X
Kontrole prowadzone przy zastosowaniu
wykresów , np. SPC - karty kontrolne
6
Ś
rednia
Mo
ż
liwe wykrycie
wady
X
Pomiary liczbowe przygotowane przed
miejscem zwalniania cz
ęś
ci, albo kontrola „go
– no go” dla 100% cz
ęś
ci
5
Ś
rednio wysoka
Kontrole maj
ą
du
żą
szans
ę
na wykrycie
wady
X
X
Wykrywanie bł
ę
du w nast
ę
pnej operacji
produkcyjnej lub pomiary s
ą
wykonywane przy
ustawianiu i kontroli pierwszej sztuki
4
Wysoka
Kontrole maj
ą
du
żą
szans
ę
na wykrycie
wady
X
X
Wykrywanie bł
ę
dów na stanowisku lub
wykrywanie bł
ę
dów jako element operacji
przez wielokrotn
ą
akceptacj
ę
na ró
ż
nych
poziomach: dostawa, selekcja, instalowanie,
weryfikowanie. Nie mo
ż
na zaakceptowa
ć
wadliwej cz
ęś
ci.
3
Bardzo wysoka
Kontrole prawie na
pewno wykryj
ą
X
X
Automatyczne pomiary na stanowisku pracy.
Cze
ść
uszkodzona nie mo
ż
e przej
ść
dalej.
2
Prawie oczywista
Pewne,
ż
e kontrole
wykryj
ą
wad
ę
X
Wyroby wadliwe nie mog
ą
zosta
ć
wyprodukowane z uwagi na sposób
zaprojektowania procesu lub wyrobu
1
Typy kontroli:
A – zabezpieczenie przed wadami
B – pomiary
C – kontrola manualna
Wyszukiwarka
Podobne podstrony:
FMEA, ocena ryzyka
ocena ryzyka przy kredytowaniu przedsiębiorstw
Ocena ryzyka położniczego II
Prezentacja ocena ryzyka
Ocena ryzyka zawodowego dla spawacza w zakładzie remontowym
ocena ryzyka dla bibliotekarza
Or Wózek widłowy, Ocena-Ryzyka-DOC
Or Dekarz, Ocena-Ryzyka-DOC
ZB Analiza i Ocena Ryzyka Zawodowego punkt 4
Ocena ryzyka w SMTP
ocena ryzyka 3 id 329416 Nieznany
Ocena ryzyka zawodowego pracownik magazynowy (operator wózka jezdniowego) ebook demo
Or Operator pilarki, Ocena-Ryzyka-DOC
2 spawacz nowe, Ocena ryzyka zawodowego
Or Operator urządzeń w oczyszczalni, Ocena-Ryzyka-DOC
więcej podobnych podstron