
LABORATORIUM
Temat 11:
Dokładność ustalania przesuwnych zespołów maszyn
1. Wprowadzenie
Szybki wzrost liczby maszyn sterowanych numerycznie oraz robotów przemysłowych
zmusił producentów i użytkowników do stosowania jednoznacznych kryteriów oceny ich ja-
kości. Z uwagi na stosunkowo niewielką pracochłonność, niski koszt badań oraz znaczną
przydatność uzyskanych wyników do oceny jakości i stanu technicznego, jednym z najbar-
dziej rozpowszechnionych testów jest sprawdzanie dokładności ustalania położenia jej ze-
społów. Uzyskane w wyniku takich badań odchyłki ustalania położenia oraz rozrzut poło-
żeń zespołów stanowią ważne kryterium oceny stanu maszyny i jej zespołów. Aby umożliwić
porównywanie wyników uzyskiwanych przez różnych producentów i użytkowników maszyn
sterowanych numerycznie, w szeregu krajach opracowano zalecenia precyzujące tok postę-
powania przy prowadzeniu takich badań. Na świecie stosuje się kilka różnych norm związa-
nych z kontrolą parametrów maszyn: NMTBA – USA, VDI – Niemcy, JIS – Japonia, BSI –
Wielka Brytania, ISO – Unia Europejska. W Unii Europejskiej, dla maszyn z grupy „obra-
biarki skrawające”, podstawę stanowi norma ISO 230 część 1 oraz część 2. Część pierwsza
obowiązuje w kraju jako PN-93/M-55580/01 „Dokładność geometryczna obrabiarek pracują-
cych bez obciążenia lub w warunkach obróbki wykańczającej”
Przyczyną występowania odchyłek położenia zespołów przesuwnych są głównie błędy
geometryczne wykonania maszyny, jej odkształcenia cieplne i odkształcenia pod wpływem
sił: głównie tarcia, ciężkości i związanych z samym procesem. Kompleksowa kontrola błę-
dów geometrycznych maszyny obejmuje cechy: kształtu, położenia oraz przemieszczenia linii
lub powierzchni maszyny. Mogą to być takie cechy jak: prostoliniowość, płaskość, równood-
ległość, prostopadłość i obrót.
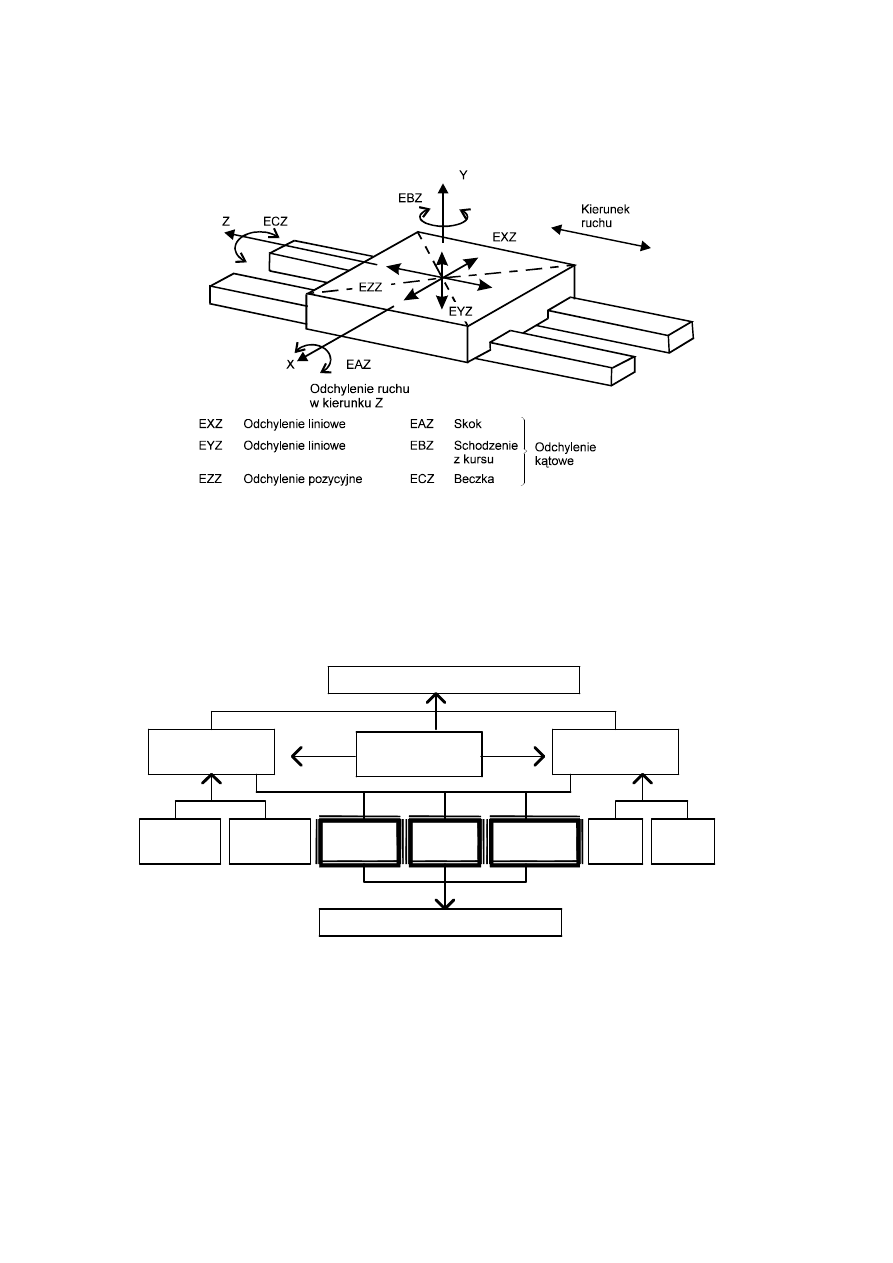
Szczególnie istotnym zagadnieniem przy kontroli maszyny jest badanie przemieszczenia
prostoliniowego zespołu maszyny wzdłuż osi ruchu. Przemieszczenie prostoliniowe zespołu
ruchomego maszyny powoduje sześć elementów odchylenia (rys.1.), decydującego o położe-
niu punktu materialnego w przestrzeni: jedno odchylenie pozycyjne w kierunku ruchu, dwa
odchylenia liniowe trajektorii punktu ruchomego zespołu, trzy odchylenia kątowe zespołu ru-
chomego.
Odchylenia we wszystkich sześciu stopniach swobody wpływają na błędy pozycjono-
wania, ponieważ wynikają one zarówno z niepożądanych ruchów kątowych jak i ruchów po-
2
stępowych i mogą być nawet większe od błędów pozycjonowania linowego w kierunku osi
sterowalnych.
Rys.1. Odchylenia przy przemieszczaniu liniowym
2. Odchyłki ustalania położenia
Odchyłki ustalania położenia, można podzielić na systematyczne i przypadkowe (rys.2).
Odchyłki systematyczne, są spowodowane ograniczoną sztywnością elementów maszyny oraz
błędami jej geometrii.
Odchyłki
systematyczne
sztywność geometria
odchyłka
położenia
luz
zwrotny
rozrzut
położenia
obcią-
ż
enie
drgania
Odchyłka ustalania położenia
Dokładność obróbki
Temperatura
Odchyłki
przypadkowe
Rys.2. Czynniki wpływające na dokładność obróbki i na odchyłkę ustalania położenia
Błędy przypadkowe są natomiast wynikiem zmiennego, co do wartości, obciążenia oraz
drganiami. Zarówno na odchyłki systematyczne jak i na przypadkowe ma wpływ nagrzewanie
się zespołów maszyny. Odchyłki te określają z kolei odchyłkę położenia, odchyłkę występu-
jącą przy zmianie kierunku obciążenia lub kierunku ruchu, zwaną luzem zwrotnym oraz roz-
rzut położeń przemieszczanego zespołu. Te trzy czynniki wyznaczają całkowitą odchyłkę
3
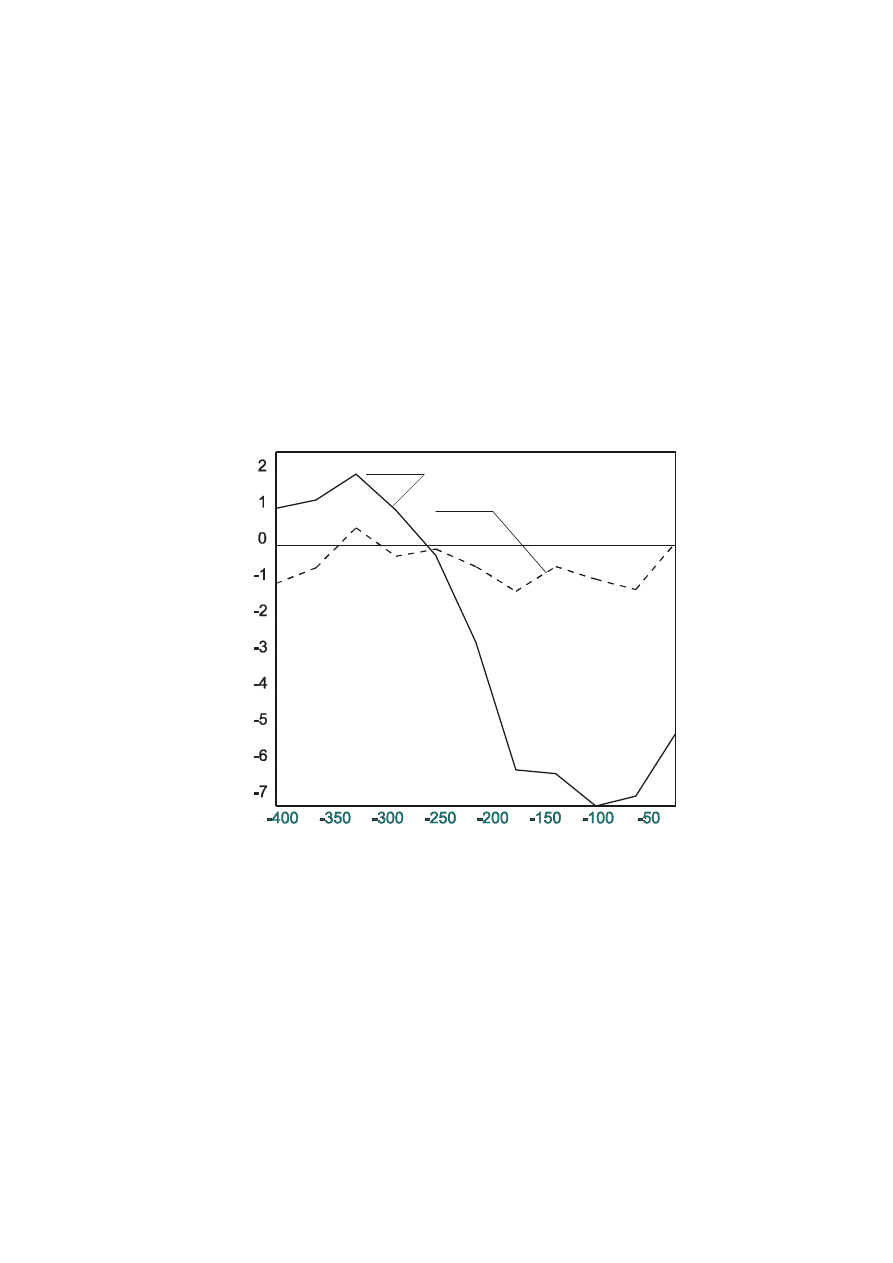
ustalania położenia zespołu. Jak pokazano na rys.3 o wartości odchyłki ustalania położenia
decydują zarówno odchyłki systematyczne jak i przypadkowe. Ogólnie można stwierdzić, że
odchyłki systematyczne są wyznaczone przez warunki brzegowe pracy danej maszyny i dla
każdego punktu pomiarowego na długości drogi przesuwu zespołu mają określoną wartość i
określony znak. Są one spowodowane głównie, błędami geometrycznymi prowadnic, błędami
wykonania śruby tocznej, obciążeniami, a także błędami układu do pomiaru drogi zastosowa-
nego w maszynie NC. Z uwagi na stałą ich wartość można je łatwo skorygować Na rys. 3 po-
kazano przykładowy efekt uzyskany dla frezarki pionowej w wyniku wprowadzenia do ukła-
du sterowania odpowiednich poprawek, uzyskanych z pomiarów odchyłek ustalania położe-
nia.
współrz
ę
dna w osi Y [mm]
Frezarka pionowa
AVIA
1
2
Analiza trendu - liniowa
o
d
c
h
y
łk
a
p
o
ło
ż
e
n
ia
[
u
m
]
Rys.3. Zmniejszenie odchyłek pozycjonowania w wyniku korekcji.
(linia 1 przed korekcją, linia 2 po korekcji)
Odchyłki przypadkowe mogą mieć wiele przyczyn. Główne przyczyny to: zmienne wa-
runki tarcia w parach kinematycznych, rozrzut czasów przełączania napędu, zmienna tempe-
ratura pracy obrabiarki, zmienne warunki zewnętrzne, zmienne obciążenia, drgania itp. Przy-
padkowe odchyłki położenia zmieniają swą wartość, pomimo zachowania stałych sterowal-
nych warunków pracy i eksploatacji. Są one powodem występowania rozrzutu położeń.
4
3. Opracowanie wyników pomiarów
Występowanie nieuniknionego rozrzutu w pomiarach odchyłek ustalania położenia wy-
musza posłużenie się metodami statystycznymi przy opracowywaniu wyników pomiarów.
Zakłada się przy tym, że odchyłki położenia od zadanego punktu są rozłożone zgodnie
z rozkładem normalnym. Analizując rozkłady odchyłek przy najazdach lewo i prawostron-
nych dla każdego położenia kontrolnego można przy założonym poziomie ufności wyzna-
czyć:
Odchyłkę położenia,
Rozrzut położenia,
Luz zwrotny
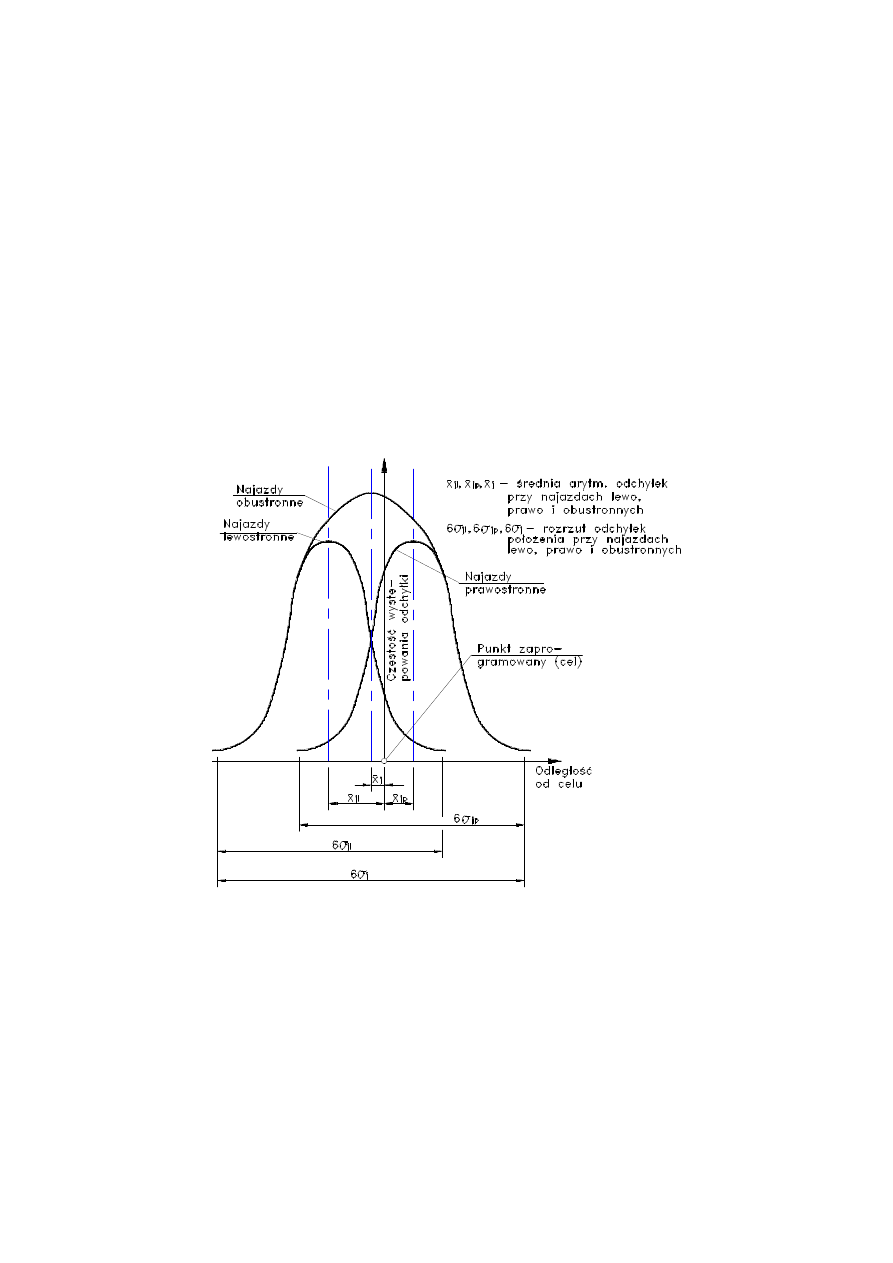
Analizę taką dla jednego położenia pokazano na rys.4.
Rys.4. Krzywe normalnego rozkładu odchyłek położenia
Odchyłkę położenia reprezentują średnie arytmetyczne odchyłek przy odpowiednich na-
jazdach zaś luz zwrotny jest różnicą odchyłki lewo i prawostronnej. Jako rozrzut odchyłek po-
łożenia podaje się najczęściej przedział 6
σσσσ
, w którym mieści się 99,73% wszystkich pomia-
rów. Odchylenie standardowe
σσσσ
dla „n” najazdów, oblicza się z zależności:
5
σ
j
=
−
∑
(x
x
n - 1
ji
j
i =1
n
)
2
,
gdzie: x
ji
- „i”-ta odchyłka od punktu „j”,
x
1
n
x
j
ji
i =1
n
=
∑
- średnia arytmetyczna odchyłek od celu w punkcie j,
n - liczna najazdów na punkt „j”.
4. Pomiary odchyłek ustalania położenia
Rosnąca ciągle dokładność maszyn wymaga, aby narzędzia pomiarowe cechowały się
dokładnością przynajmniej o rząd wyższą. Dla większości obecnie wytwarzanych maszyn
wymaganiom tym są w stanie sprostać tylko interferometry laserowe. Interferometry laserowy
z różnego typu oprzyrządowaniem optycznym są najwyższej klasy przyrządami pomiarowym
wykorzystywanym do kontroli geometrycznej maszyn. Ich zastosowania obejmują pomiary
odchyłek pozycjonowania liniowego i kątowego, prostoliniowości, prostokątności, równole-
głości i płaskości. Możliwa jest też automatyczna transmisja współczynników korekcji linio-
wej do popularnych sterowników CNC.
Do pomiaru wykorzystuje się system laserowy w konfiguracji: głowica laserowa, układ
kompensacji, optyka do pomiarów liniowych i komputer z. oprogramowaniem (rys.5).
Rys.5. Schemat blokowy laserowego systemu pomiarowego
4.1.Zasada działania
Interferometria to technika pomiaru, która wykorzystuje długość fali świetlnej jako
jednostkę pomiarową. Laser znajduje w niej zastosowanie, ponieważ stanowi źródło promie-
niowania spójnego, co oznacza, że wszystkie wysyłane przez źródło fale mają taką samą dłu-
gość oraz są dokładnie w fazie. Długość fali lasera HeNe (światło czerwone) wynosi
Głowica
laserowa
Układ
kompensacji
Kompute r
PC
Oprzyrz
ą
dowanie
optyczne
6
0.633
µ
m, a w drodze kolejnych podziałów tej długości osiąga się rozdzielczość pomiarową
nawet 0.001
µ
m czyli 1 nm.
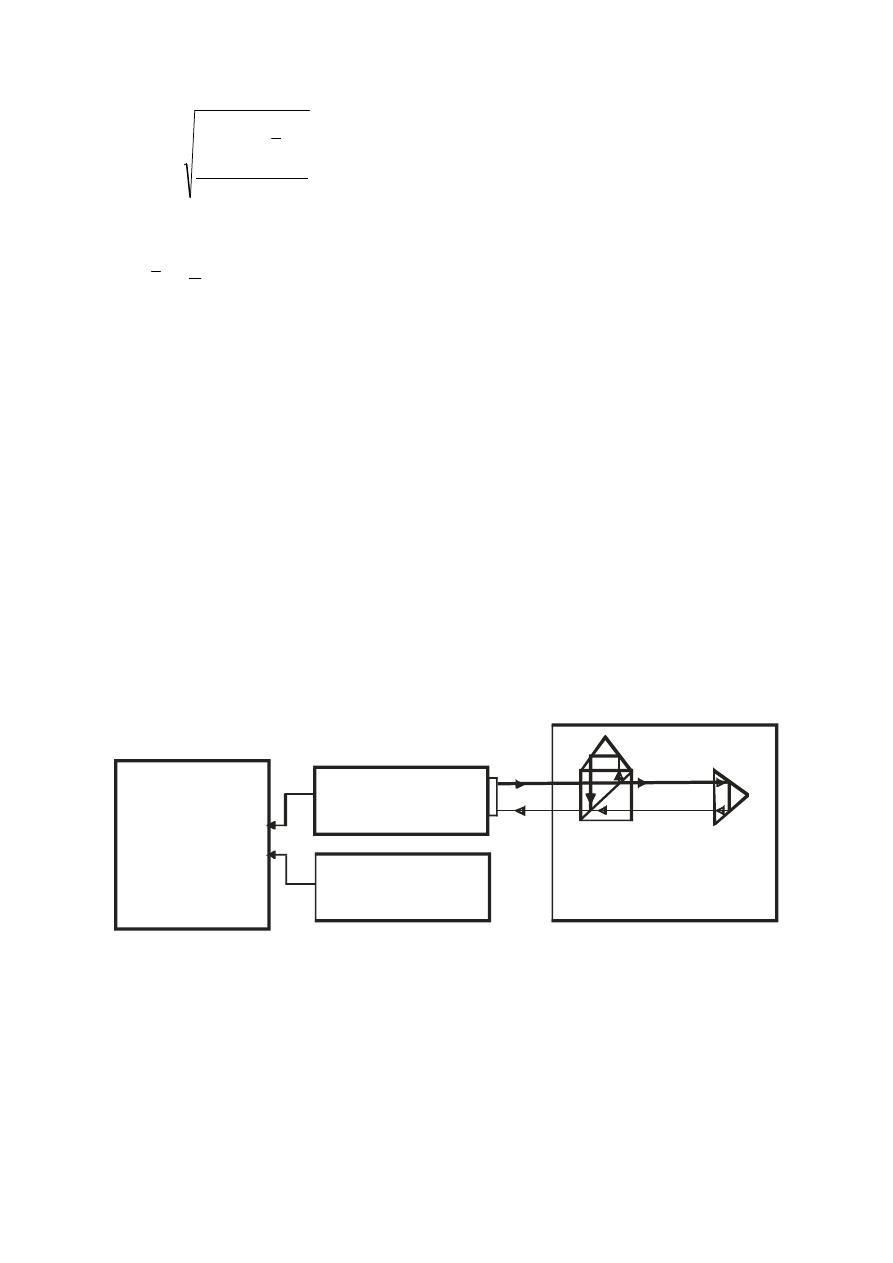
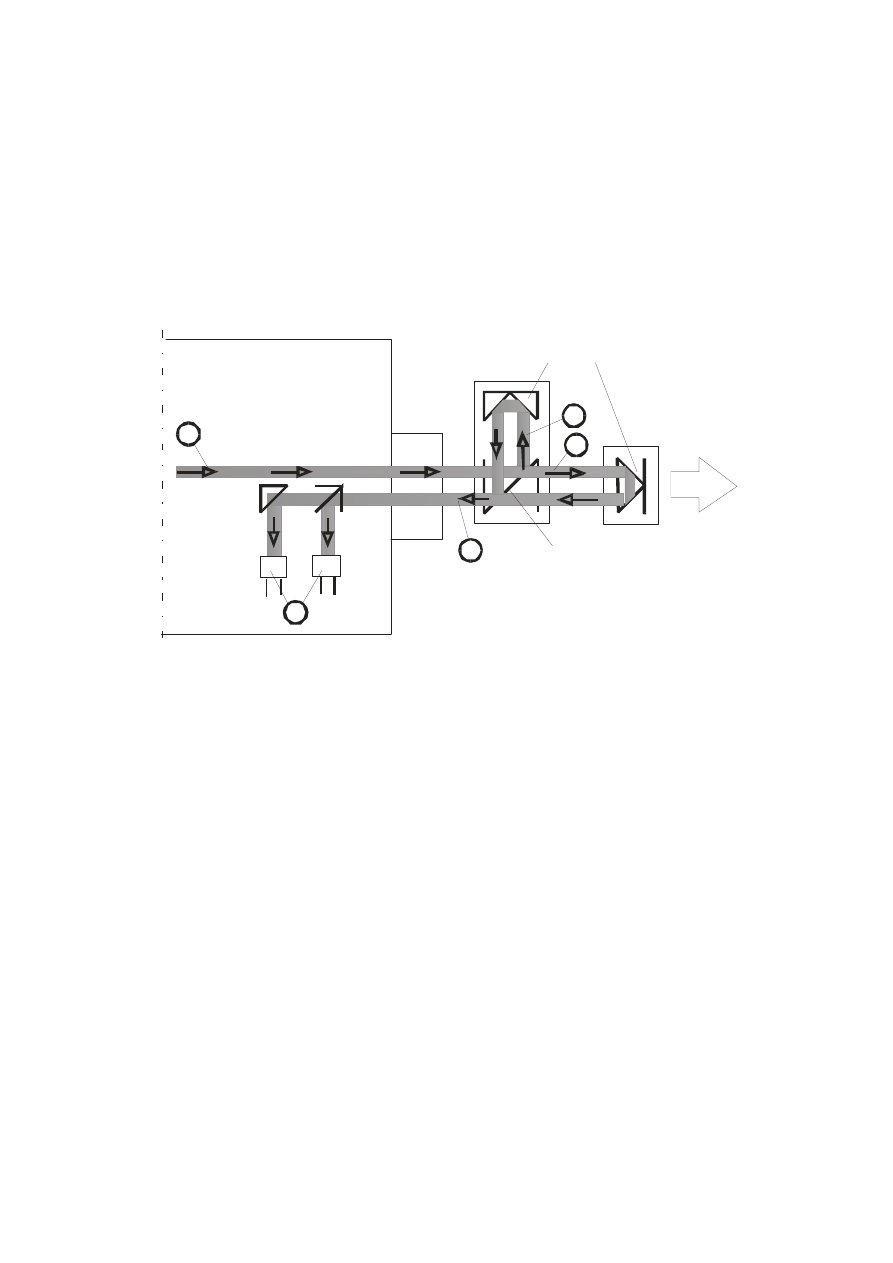
Zasadę działania systemu laserowego ilustruje rysunek 6. Światło lasera (1) spolary-
zowane w dwóch prostopadłych płaszczyznach dochodzi do zwierciadła płaskiego rozdziela-
jącego wiązkę na dwie składowe spolaryzowane liniowo. Światło odbite (2) jest spolaryzo-
wane prostopadle do przechodzącego (3). Obie wiązki są odbijane od odpowiednich pryzma-
tów i powracają do głowicy laserowej.
Rys.6. Zasada działania interferometru laserowego
Nieruchomy układ optyczny znajduje się w stałej odległości od głowicy tworząc w ten
sposób stałe ramie odniesienia interferometru. Drugie układ optyczny może przemieszczać się
względem głowicy tworząc razem z nią układ tak zwanego ramienia pomiarowego interfero-
metru. System laserowy pozwala na dokładne wykrywanie różnic pomiędzy długością ramie-
nia odniesienia i ramienia pomiarowego. Po odbiciu od pryzmatów wiązki (2) i (3) spotykają
się i razem docierają do głowicy. Utworzona w taki sposób wiązka (4) składa się z dwóch
składowych, które posiadają prostopadłe do siebie polaryzacje. Wiązka światła dochodzi na-
stępnie do detektorów (5) czułych na kierunek polaryzacji światła, które dają na wyjściu elek-
tryczny sygnał o przebiegu zmiennym, sinusoidalnym, pozwalający na określenie kierunku
przemieszczania się pryzmatu „pomiarowego” oraz określenie wielkości przesunięcia.
Przy wykorzystaniu interferometru laserowego LSP-30 do pozycjonowania maszyny
można uzyskać następujące parametry pomiaru:
-
zakres pomiaru 0 do 30 m
-
rozdzielczość pomiaru 0,1 lub 0,01
µ
m
2
3
4
5
Zwierciadł o płaskie
Pryzma t
Przesuw
Głowica laserowa
System laserowy LSP-30
1
7
-
dokładność pomiaru 1,5
µ
m/m
Proces pomiaru pozycjonowania dla maszyn sterowanych numerycznie wymaga:
-
zaprogramowania układu sterowania maszyny; (wpisanie położenia punków pomiarowych
wzdłuż drogi przemieszczania; maszyna powinna zatrzymać się w punkcie pomiaru na ok.
1 sek),
-
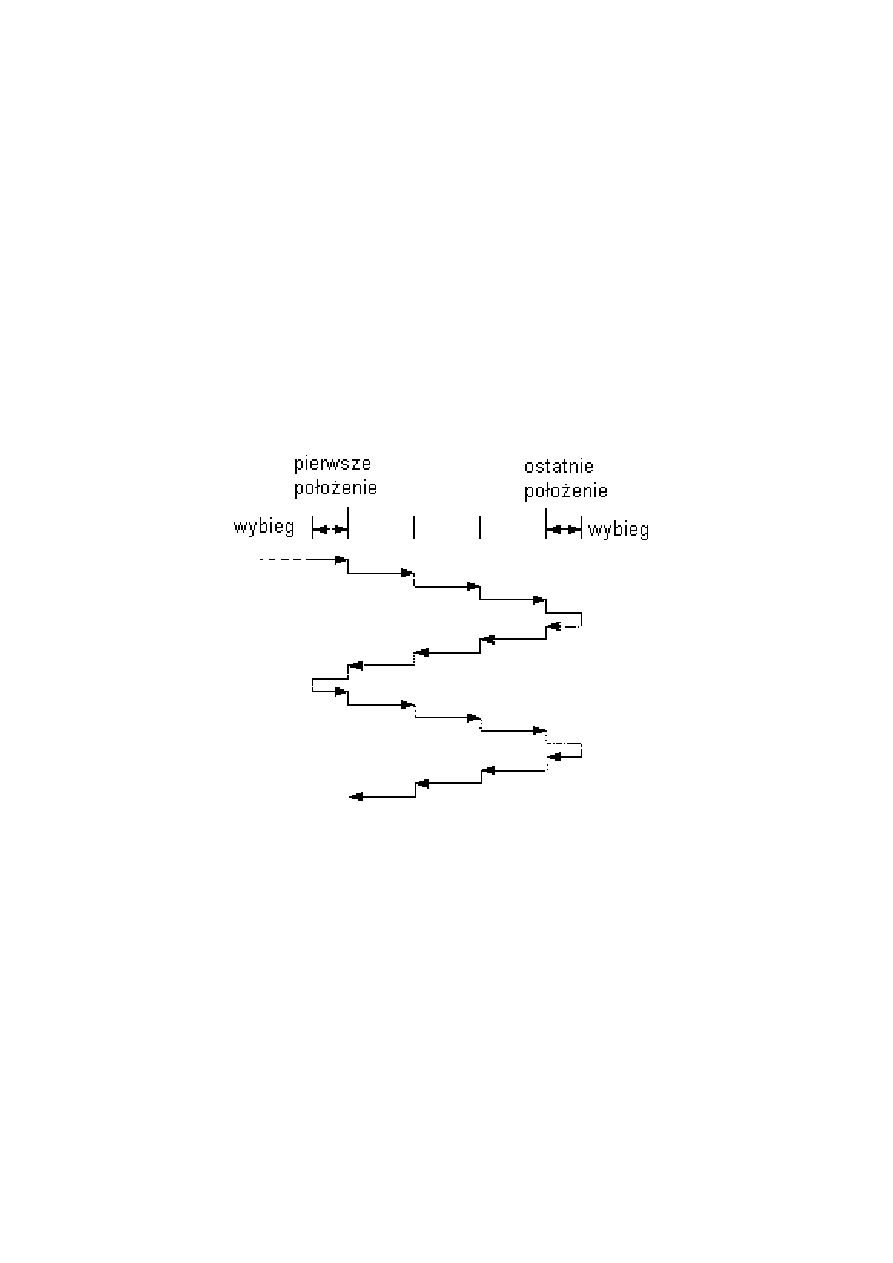
wykonania co najmniej pięciu cykli pomiarów wg schematu pokazanego na rys. 7, (reali-
zowany jest pomiar różnicy pomiędzy wpisanym do układu sterowania położeniem punk-
tu pomiarowego a położeniem zmierzonym za pomocą systemu laserowego),
-
obróbki statystycznej wyników pomiarowych w komputerze PC dla wyznaczenia wartości
rozrzutu, luzu zwrotnego i odchyłki położenia.
Rys.7. Cykle pomiarowe
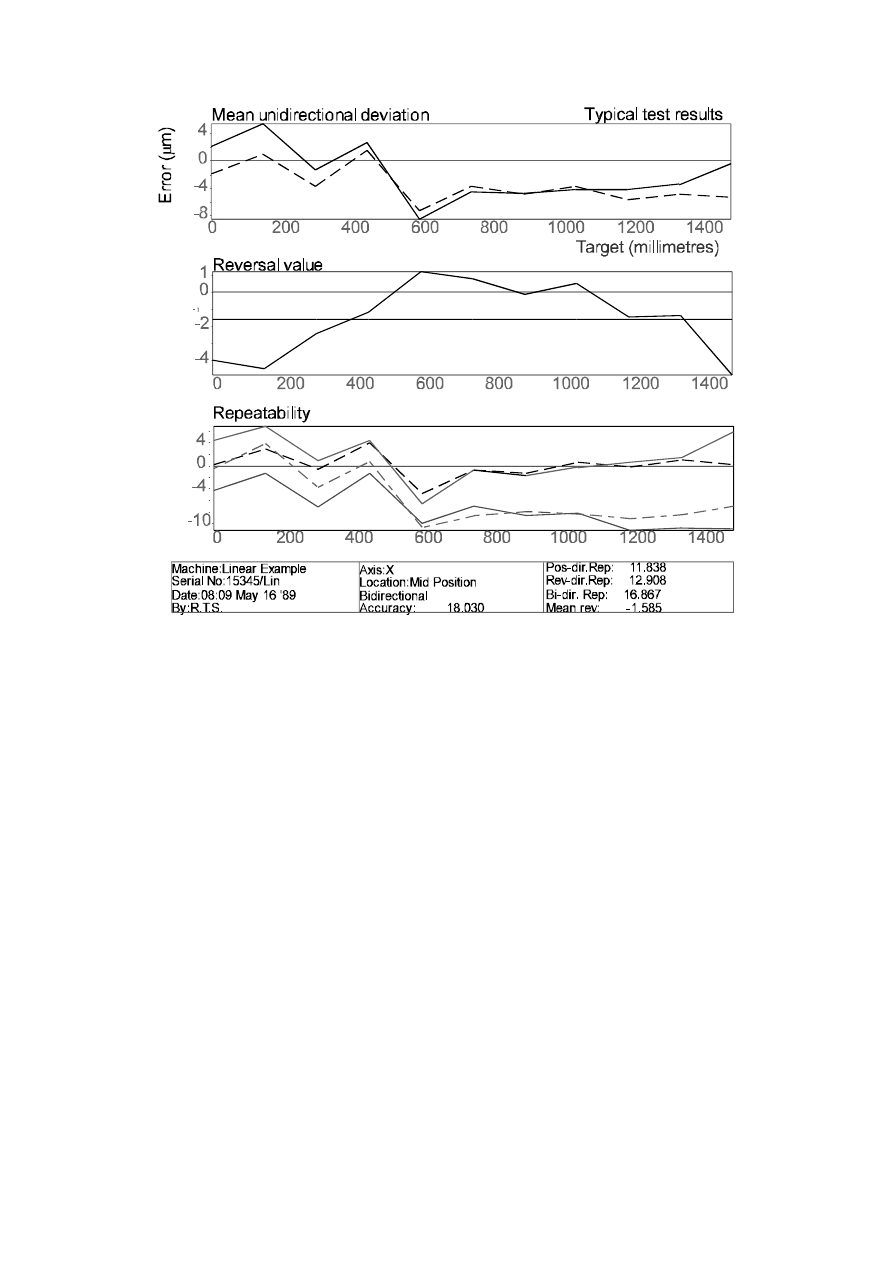
Przykład, opracowanych przez program komputerowy, rezultatów pomiarów dokład-
ności ustalania położenia pokazano na rys. 8.
8
Rys.8 Przykład rezultatów pomiarów dokładności ustalania położenia. (wykres górny : średnie odchylenie dla
położenia, środkowy: luz zwrotny, dolny: rozrzut położeń
5. Stanowisko dydaktyczne
Pomiary rozrzutu położeń, luzu zwrotnego oraz odchyłki położenia wykonywane będą
dla wybranych położeń stołu frezarki uniwersalnej.
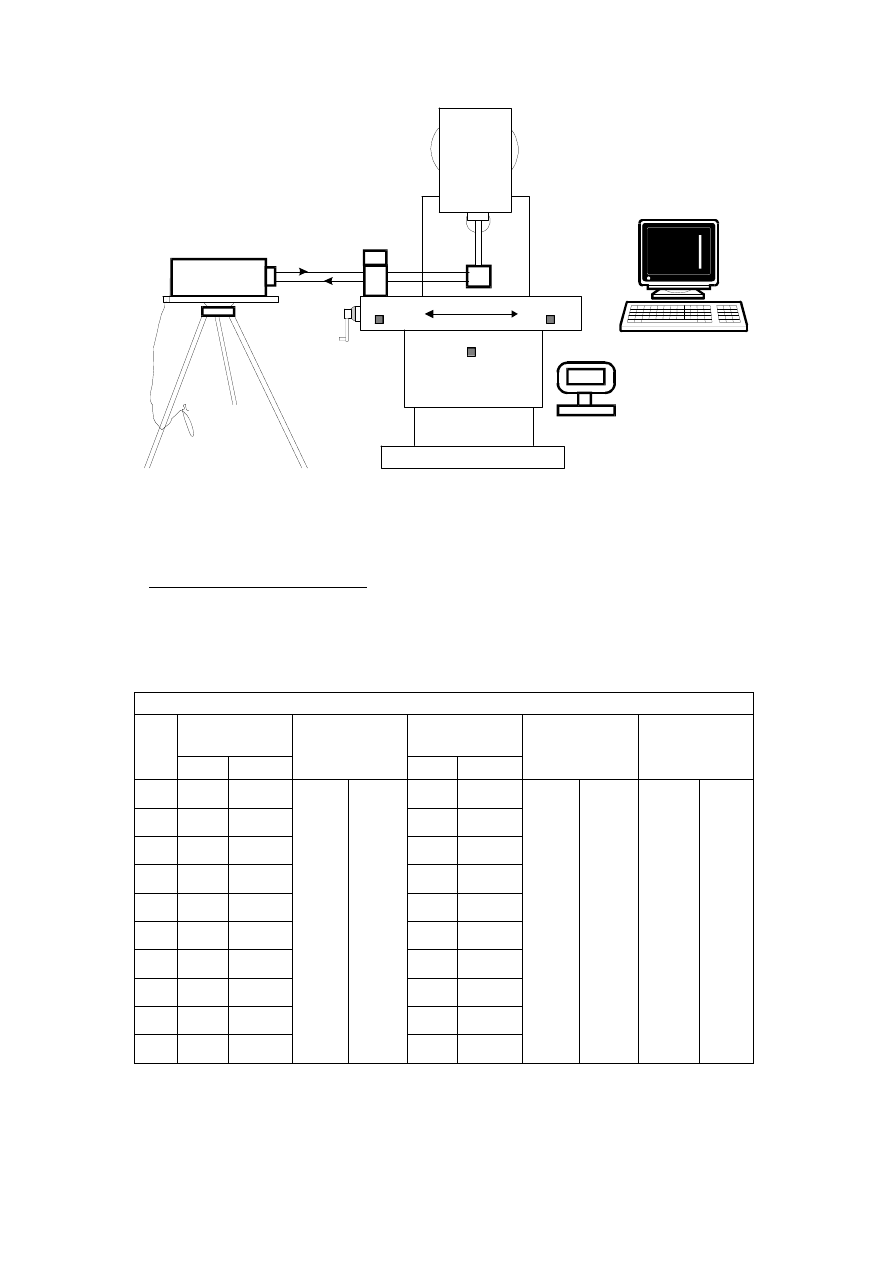
Pomiary przemieszczeń liniowych stołu frezarki wykonuje się zgodnie ze schematem
pokazanym na rys.9. Do pomiaru wykorzystuje się system laserowy w konfiguracji: głowica
laserowa, układ kompensacji, komputer z oprogramowaniem, optyka do pomiarów liniowych.
5.1. Czynności przygotowawcze
•
zestawienie układu pomiarowego;
•
ustawienie i uruchomienie głowicy laserowej,
•
zamocowanie interferometru liniowego na ruchomym stole maszyny, a retroreflektora
(pryzmatu) do nieruchomego zespoły maszyny np. głowicy wrzecionowej,
•
justowanie układów optyki liniowej na całej drodze przemieszczenia interferometru.
9
FWD
32J
Laser
Interferometr
liniowy
Pryzmat
Meteo
T1
T2
T3
Rys.9. Układ do pomiaru przemieszczeń liniowych w osi maszyny
5.2. Pomiary:
A.
Rozrzut położeń i luz zwrotny
Dla pierwszego wybranego położenia stołu wykonać 10 dojazdów lewostronnych i 10 do-
jazdów prawostronnych – zapisując wskazania systemu laserowego. Na podstawie zbioru
wyników wyznaczyć rozrzut położeń i wartość luzu zwrotnego
Położenie 1/ Położenie 2
Lp
Dojazd lewo-
stronny
Ś
rednia
arytmetyczna
XLsr
Dojazd pra-
wostronny
Ś
rednia
arytmetyczna
XPsr
Luz zwrotny
XLsr-XPsr
1
2
3
4
5
6
7
8
9
10
Rozrzut położeń R wyznaczyć jako R = 6*
σσσσ
lub w przybliżeniu jako
R = Xmax – Xmin (po odrzuceniu błędów grubych).
10
B.
Odchyłka położenia
Wyznaczyć przemieszczenie stołu „C” odpowiadające 1 obrotowi śruby pociągowej. Odchył-
kę położenia wyznaczyć dla trzech położeń stołu, odpowiadających 2, 4 i 6 ciu obrotom śruby
pociągowej. Dla każdego z położeń stołu pomiary powtórzyć trzy razy.
1 obrót śruby = C [mm]
2 obroty
4 obroty
6 obrotów
Wartość zadana Z
2*C
4*C
6*C
Wartość zmierzona M
Odchyłka Z - M
Ś
rednia odchyłka po-
łożenia
Pomiar Nr
1
2
3
1
2
3
1
2
3
Opracował:
dr inż. Wojciech Kwaśny
dr inż. Zbigniew Wasiak
Wyszukiwarka
Podobne podstrony:
instr 11
instr 11 sprężarki powietrza, BHP, Instrukcje BHP
instr 11
11-instalacja odgromowa, Instrukcje BHP, XXXV - INSTR. ENERGETYCZNE
11 kompl instr
instr'11 id 215359 Nieznany
metr 11 instr
11-instalacja odgromowa, Instrukcje BHP, XXXV - INSTR. ENERGETYCZNE
metr 11 instr
Szkol Instr ogólny 11 Ochrona ppoż
Zarz[1] finan przeds 11 analiza wskaz
11 Siłowniki
11 BIOCHEMIA horyzontalny transfer genów
PKM NOWY W T II 11
wyklad 11
więcej podobnych podstron