WIMiIP, IM, 3
Arkadiusz Bożek
Tomasz Groń
Krzysztof Grzywacz
Data:
5.06.2014r.
mgr. Piotr Nikiel
Kucie matrycowe w warunkach konwencjonalnych i izotermicznych.
Ocena:
1.Cel ćwiczenia
Dzięki ćwiczeniu mieliśmy możliwość zapoznania się z technologiami kucia matrycowego z warunkach
izotermicznych i konwencjonalnych. Pierwsza część miała na celu przeprowadzenie symulacji termomechanicznej z
wykorzystaniem metody elementów skończonych (MES) procesów kucia, przy parametrach takich samych jak dla eksperymentu.
Część druga polegała na przeprowadzeniu kucia konwencjonalnego i izotermicznego.
2.Przebieg ćwiczenia
CZĘŚĆ I : SYMULACJA PROCESU KUCIA W PROGRAMIE SIMUFAKT_FORMING
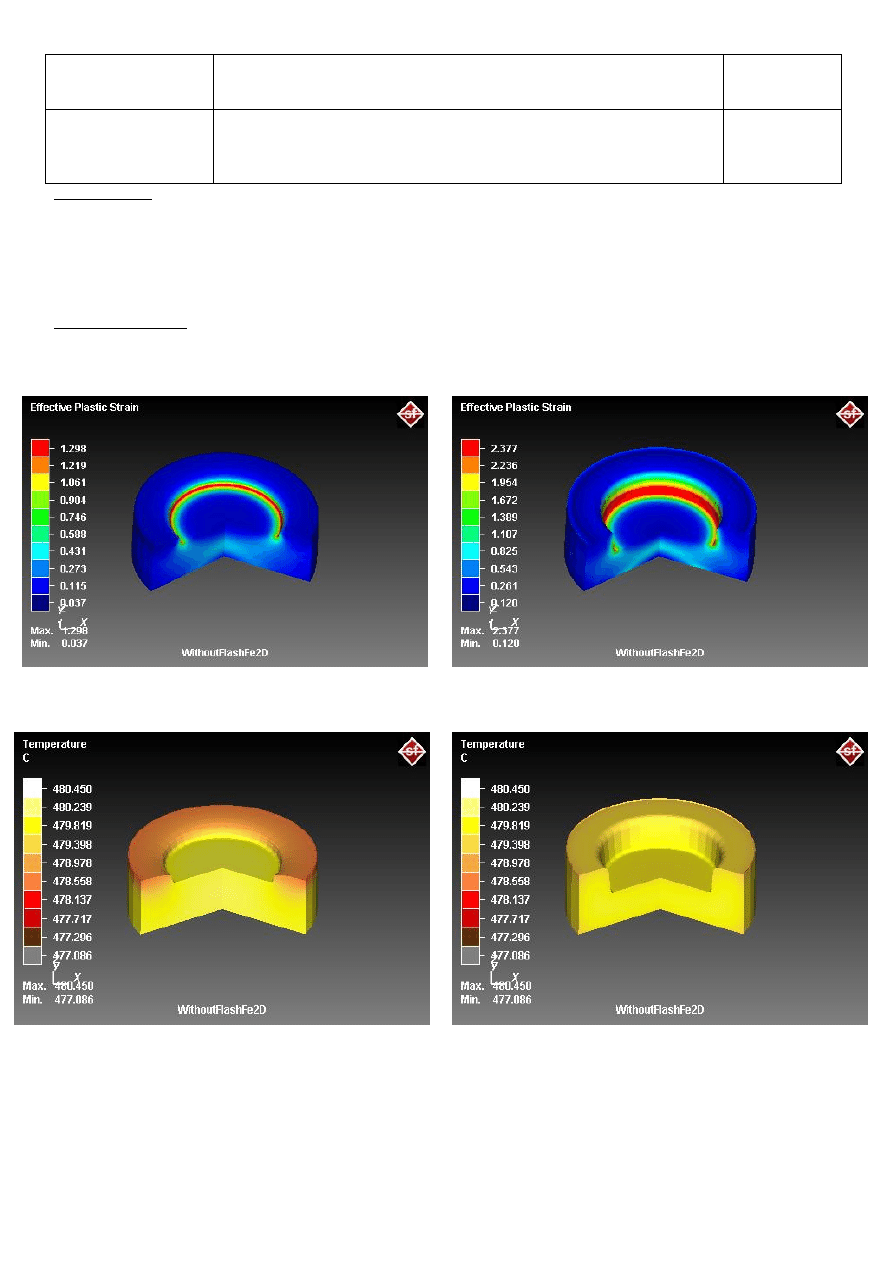
Rys.1 Rozkład efektywnego odkształcenia plastycznego na przekroju.
Rys.2 Rozkład temperatury na przekroju próbki.
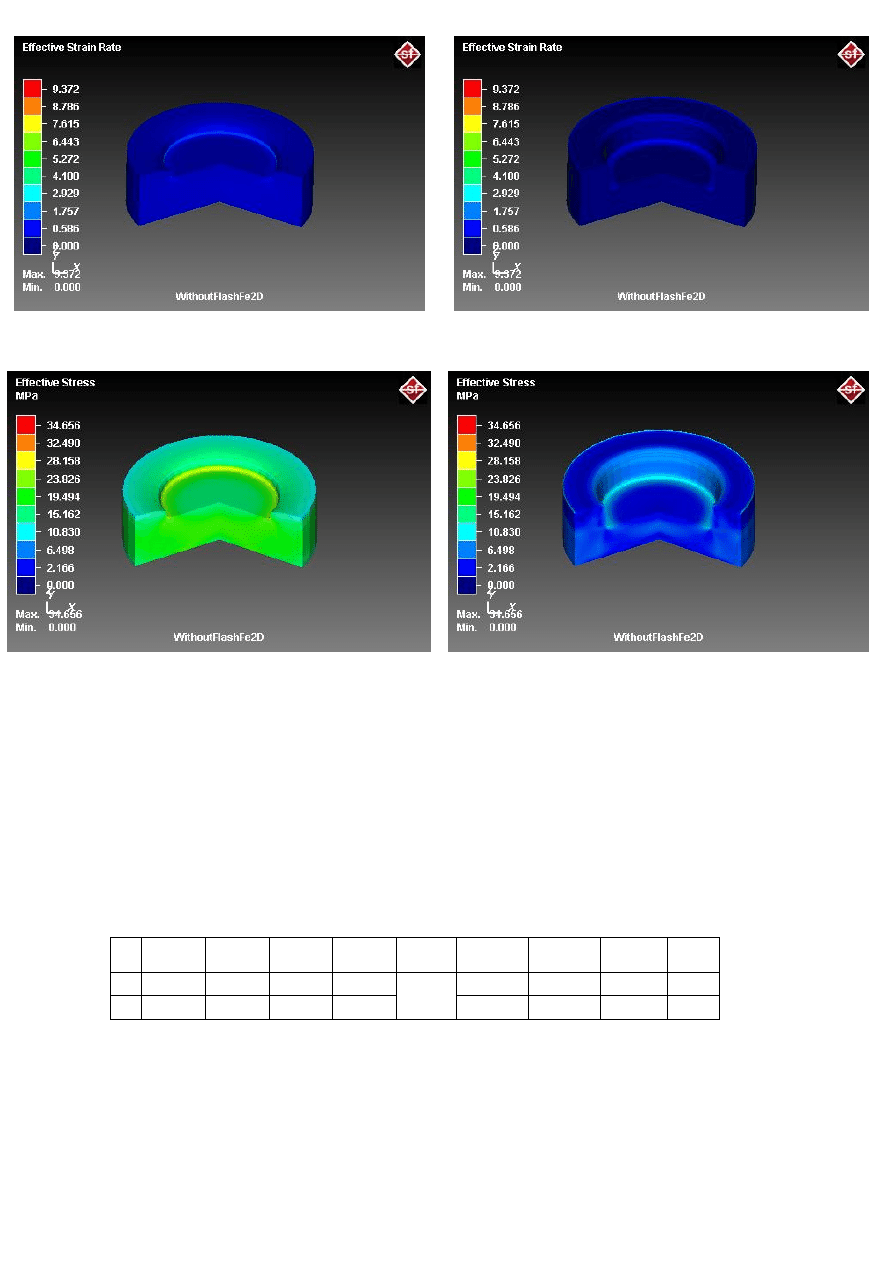
Rys.3 Rozkład efektywnej szybkości odkształcenia na przekroju.
Rys.4 Rozkład efektywnego ciśnienia stempla na przekroju.
CZĘŚĆ II: DOŚWIADCZENIE
a) Kucie matrycowe w warunkach izotermicznych.
Maszyna: prasa hydrauliczna
Temperatura narzędzi i próbek :480˚C
Siła zastosowana do odkształcania próbek :40kN
Czas wytrzymania :2 min
W tabeli poniżej zestawione zostały parametry zmierzone podczas doświadczenia i obliczone z wykorzystaniem
odpowiednich wzorów (próbka 1- odkształcana stemplem płaskim, próbka 2- odkształcana stemplem kształtowym).
TABELA 1.
Lp.
d
0
mm
h
0
mm
d
k
mm
h
k
mm
F
kN
m
0
g
m
k
g
ρ
0
Mg/m
3
ρ
k
Mg/m
3
1.
48,1
17,28
47,8
16,2
40
86,128
86,032
2,806452 2,9605
2.
48,1
17,26
-
-
86,155
-
2,790155
-
b) Kucie matrycowe w warunkach konwencjonalnych.
Maszyna: prasa śrubowa
Temperatura narzędzi :23˚C
Temperatura próbek 480˚C
Poniżej przedstawiona została tabela z zestawionymi parametrami zmierzonymi podczas doświadczenia oraz
wykresy z zarejestrowanymi siłami działającymi podczas procesu dla stempla kształtowego i płaskiego.
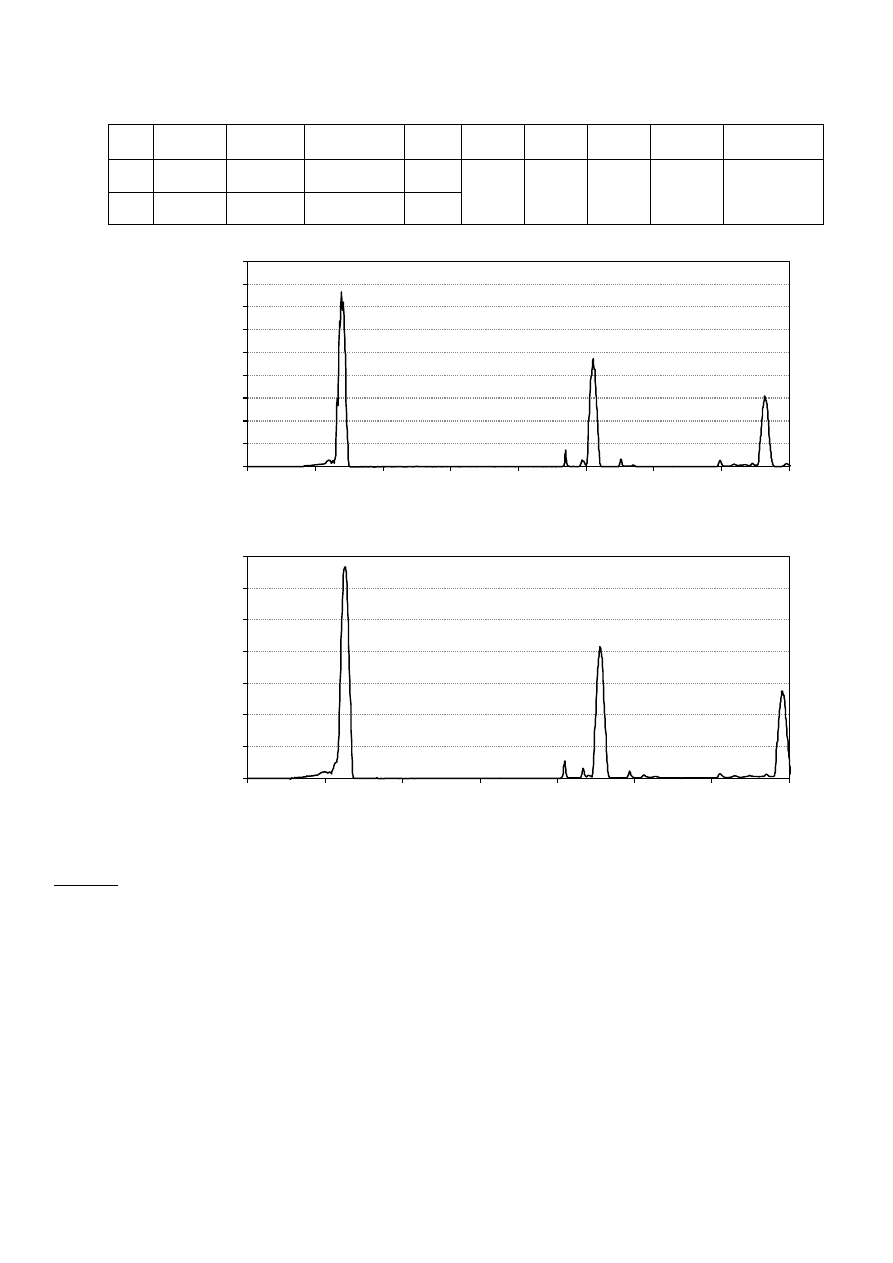
TABELA 2.
Lp.
T
próbki
˚C
T
narzędzi
˚C
F
max
kN
τ
s
d
1
mm
h
1
mm
d
k
mm
h
k
mm
ε
%
1.
480
23
1308,08
2,3
48,2
17,2
50,2
15,38
10,58
2.
480
23
1531,60
2,4
3.Wnioski
Symulacja komputerowa po wygenerowaniu raportu umożliwia nam śledzenie krok po kroku zmian naprężeń
odkształceń i temperatury podczas procesu. Pozwala ona również odpowiednio dobrać parametry kucia. Dzięki części
doświadczalnej zauważono że podczas kucia izotermicznego następuje zagęszczenie porowatego wsadu oraz jego konsolidacja, co
jest wynikiem działania siły i temperatury. Naciski przy tej metodzie są niższe w porównaniu do metod konwencjonalnych przez
co wzrosnąć powinna żywotność stosowanych narzędzi. Z wykresów uzyskanych podczas przeprowadzania kucia
konwencjonalnego można odczytać siły działające na próbki których wartości są spore, a czas procesu w każdym przypadku jest
bardzo krótki. Jest to cechą charakterystyczną tego typu obróbki jak również to że odkształcenie zadane podczas jednej operacji
jest duże i w tym przypadku wyniosło 10,58%.
0
200
400
600
800
1000
1200
1400
1600
1800
1,6
1,7
1,8
1,9
2
2,1
2,2
2,3
2,4
Si
ła
, kN
czas, s
stempel płaski
gr. III (IV)
0
200
400
600
800
1000
1200
1400
1,6
1,7
1,8
1,9
2
2,1
2,2
2,3
Si
ła
, kN
czas, s
stempel kształtowy
gr. III (IV)
Wyszukiwarka
Podobne podstrony:
Nikiel 2013
półgorące Opracowanie nikiel
OCP nikiel
Nikiel teoria
Białe kafelki, porcelana, nikiel 1
Nikiel
Kobalt i nikiel
NANOKOMPOZYTOWE WARSTWY NIKIEL NANORURKI WĘGLOWE
Opracowanie nikiel
Nikiel 1
NIKIEL + rtec, V ROK, TOKSYKOLOGIA, notatki, kolos 1
nikiel tytan cyna ołó, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, moje met
nikiel i kobalt
NIKIEL, BHP KARTA CHARAKTERYSTYKI SUBSTANCJI NIEBEZPIECZNEJ
nikiel Tytan, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, moje metele
nikiel 3
Nikiel Sinumerik 840D(1)
Nikiel proszek
Nikiel, Wypracowania do szkoły, Chemia
więcej podobnych podstron