
6. Informacja merytoryczna
6.1. Procesy tłoczenia - kształtowania
T oczenie
obejmuje szereg różnorodnych procesów obróbki plastycznej realizowanych
głównie na zimno i stosowanych do rozdzielania, kształtowania i łączenia materiałów w postaci
blach, folii i płyt (metalowych lub niemetalowych). Tłoczenie przeprowadza się za pomocą
przyrządów zwanych
t ocznikami
, przeważnie na prasach mechanicznych lub hydraulicznych
(konstrukcja tłoczników i dobór pras - patrz ćwicz. VIII). Ponieważ jeden z wymiarów
(grubość) półwyrobu jest istotnie mniejszy od dwóch pozostałych - stan naprężenia (poza
pewnymi wyjątkami) można uważać za płaski.
ł
ł
ł
ł
ł
Procesy tłoczenia, podczas których nie dochodzi do rozdzielania materiału stanowią
oddzielną grupę (tzw.
t oczenie
- kształtowanie). Szczegółową klasyfikację i nazwy
poszczególnych procesów tłoczenia - kształtowania można znaleźć m. in. w [3]. Rozróżnia je
przede wszystkim występujący stan naprężenia.
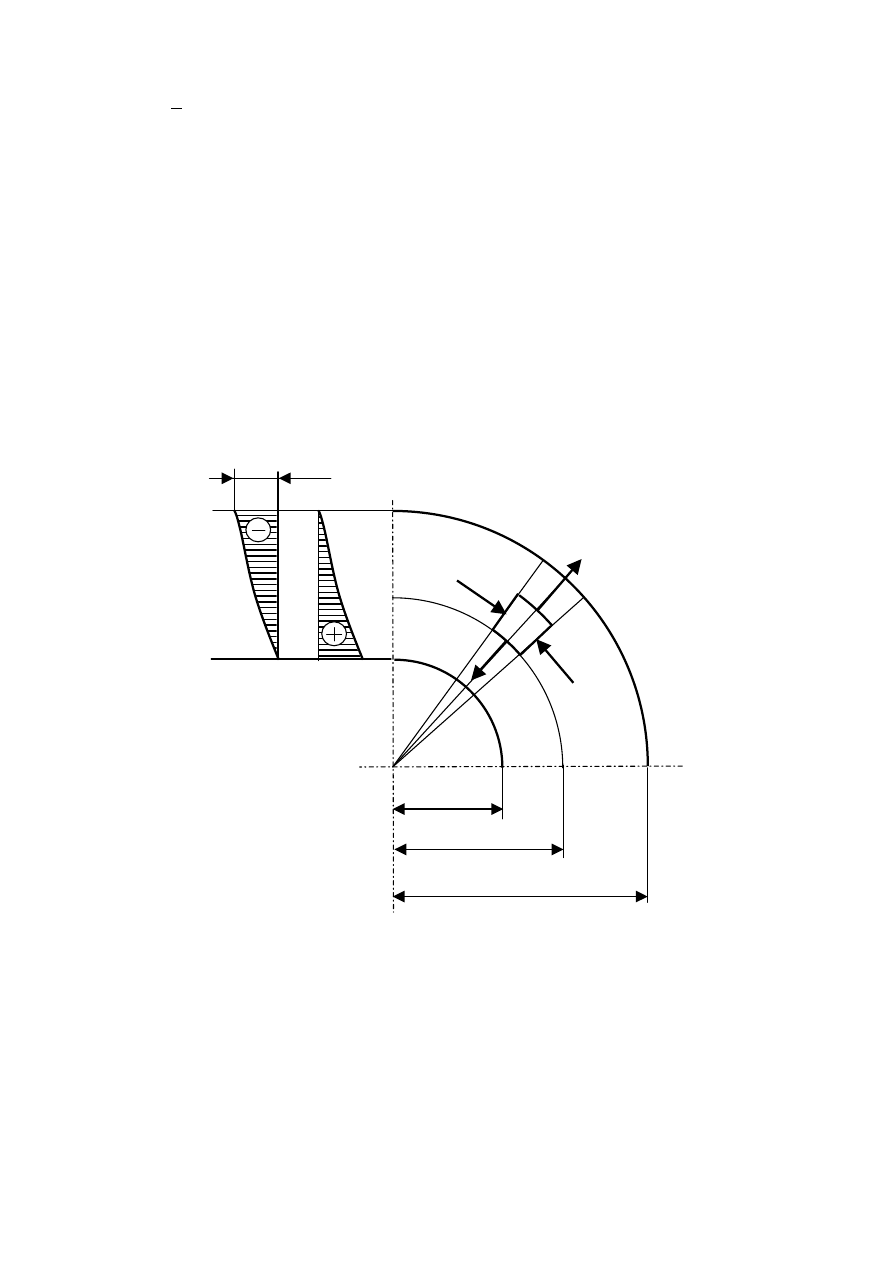
6.1.1. Wytłaczanie i przetłaczanie (wytłoczki osiowo - symetryczne)
Podczas wytłaczania następuje przekształcenie płaskiego półwyrobu w powłokę trój-
wymiarową (wytłoczkę), której nie da się rozwinąć na płaszczyznę. Przykładowy schemat
wytłaczania naczynia cylindrycznego z płaskiego krążka blachy pokazano na rys. VII/1. Pod
działaniem stempla materiał ulega uplastycznieniu i stopniowo przemieszcza się w głąb płyty
ciągowej (rys. VII/2). Jak widać, strefa kontaktu materiału z płytą ciągową (tzw. kołnierz) jest
oddzielona od strefy kontaktu ze stemplem powierzchnią swobodną. W czasie trwania procesu
wymiary kołnierza i powierzchni swobodnej zmniejszają się, natomiast wzrasta obszar strefy
kontaktu materiału ze stemplem. Składowe stanu naprężenia w kołnierzu i strefie swobodnej
spełniają warunek:
0
rr
≤
σ
σ
θθ
(VII.1)
przy czym naprężenie obwodowe
σ
θθ
≤
0, a naprężenie promieniowe
σ
rr
≥ 0 (rys. VII/3). Jeżeli
zachodzi (VII.1), to warunek plastyczności Treski (osiowa symetria w płaskim stanie napręże-
nia) ma postać:
p
rr
σ
=
σ
−
σ
θθ
(VII.2)
Na zewnętrznym promieniu kołnierza R
z
:
σ
rr
= 0 (brak obciążeń), więc materiał podlega
jednoosiowemu ściskaniu (
). Na promieniu wewnętrznym R
p
σ
−
=
σ
θθ
w
= r
s
:
σ
θθ
= 0, czyli
σ
rr
=
σ
p
. W ściance stan naprężeń przechodzi w dwuosiowe rozciąganie (podobnie jak podczas
rozciągania pasma blachy o stałej szerokości). Stan dwuosiowego rozciągania panuje również
w dnie wytłoczki. Dodatkowo na promieniu płyty ciągowej zachodzi gięcie blachy.
Warunkiem poprawnej realizacji wytłaczania jest, aby ścianka powstającej wytłoczki
mogła w każdej chwili przenieść niezbędne obciążenia. Nakłada to ograniczenie na stopień,
odkształcenia, który wyraża się umownie za pomocą tzw.
wspó czynnika wyt aczania
m
1
:
0
1
1
D
d
m
=
(VII.3)
(ewentualnie zamiast średnicy d
1
można wprowadzić średnicę średnią d
śr
(w połowie grubości
blachy:
(
s
1
śr
d
d
2
1
d
+
=
)
). Jeżeli współczynnik m
1
obliczony z (VII.3) jest
większy
od pewnej
wartości granicznej m
gr
:
gr
obl
1
m
m
>
(VII.4)
to proces przebiega prawidłowo. W przeciwnym przypadku dochodzi do silnego pocienienia
ścianki i pęknięcia materiału w tzw. przekroju niebezpiecznym (w pobliżu przejścia części
walcowej stempla w zaokrąglenie). Położenie tego przekroju zależy głównie od warunków tarcia
panujących na stemplu. Wartość m
gr
zależy od rodzaju materiału, względnej grubości blachy
g
0
/D
0
, względnych promieni zaokrągleń r
s
/g
0
i r
m
/g
0
oraz tarcia na stemplu, płycie dociskacza
i płycie ciągowej. Odpowiednie zalecane wartości współczynnika m
1
, zapewniające prawidłowy
przebieg procesu wytłaczania podano w tabl. VII/2 (dla materiałów o dobrej tłoczności, np.
08X). Mniejsze wartości m
1
należy stosować przy względnych promieniach zaokrągleń (r
s
/g
0
,
r
m
/g
0
= 8 - 15), większe - gdy r
s
/g
0
, r
m
/g
0
= 4 - 8.
σ
θθ
σ
rr
R
w
= r
s
r
R
z
=D
0
/2
σ
p
σ
θθ
σ
rr
Rys. VII/3. Schemat stanu naprężenia oraz rozkłady naprężeń obwodowych
σ
θθ
i
promieniowych
σ
rr
w kołnierzu i strefie swobodnej wytłoczki osiowo - symetrycznej
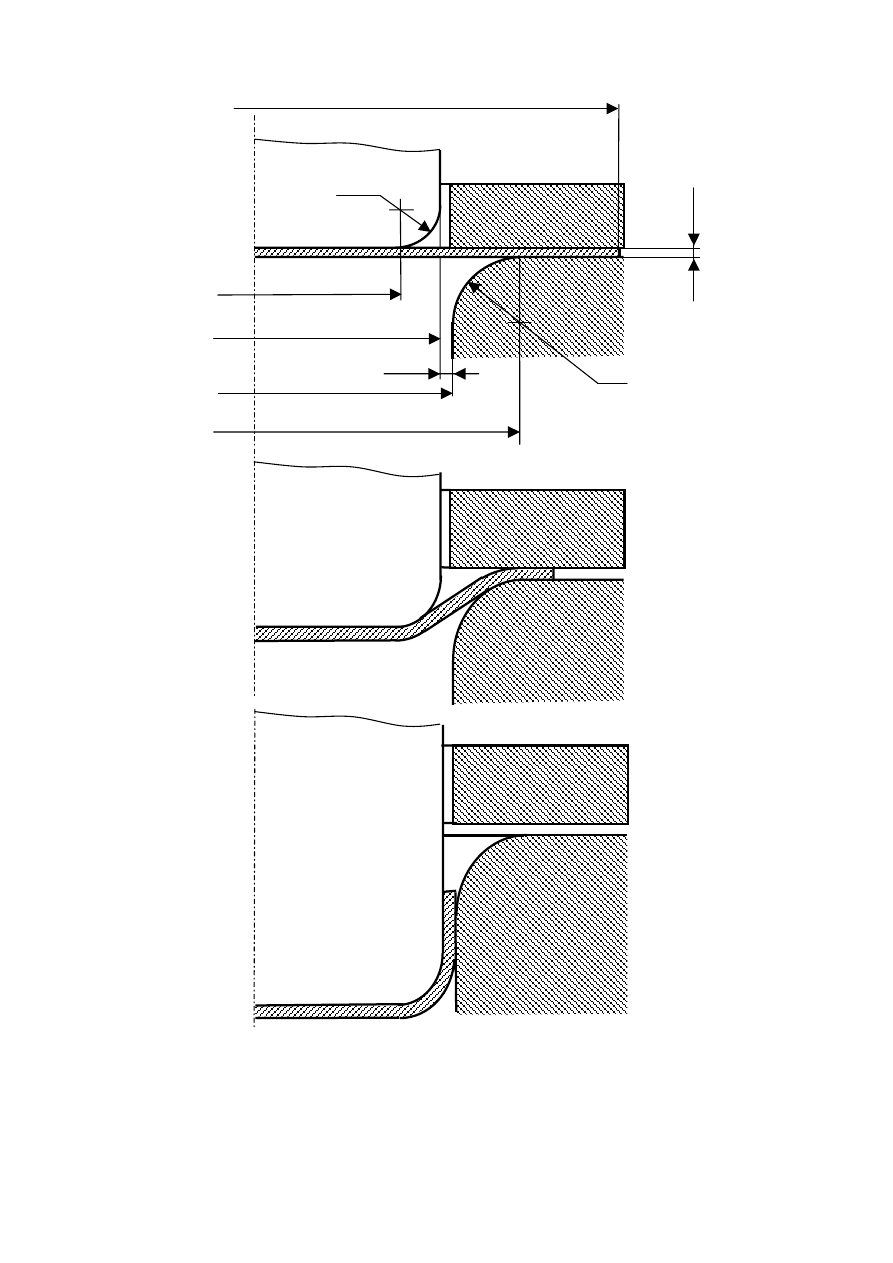
c)
b)
a)
r
s
D
0
d
s
-2r
s
d
s
d
1
d
1
+2r
m
s
r
m
g
0
Rys. VII/2. Poszczególne fazy wytłaczania
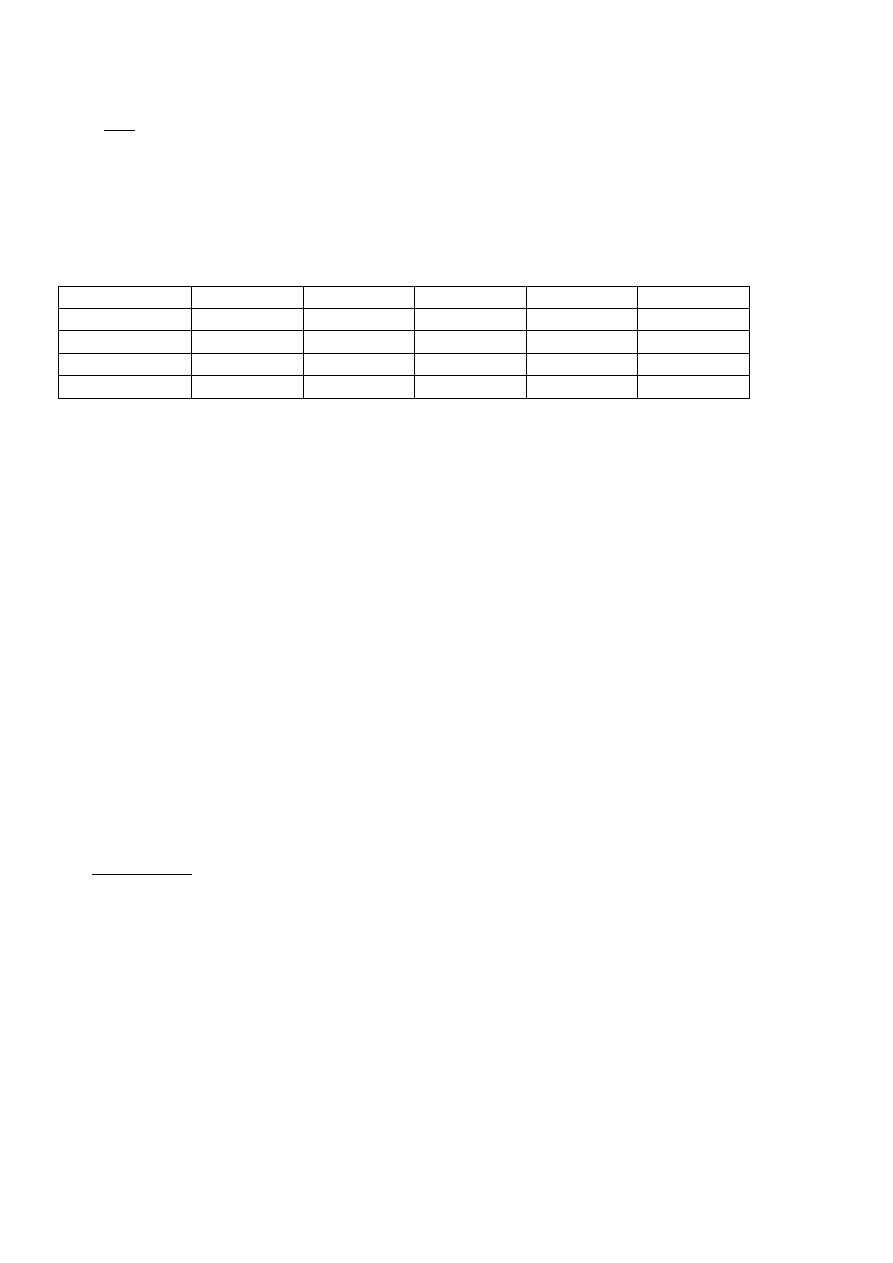
Tabl. VII/2. Zalecane wartości współczynników wytłaczania dla materiałów o dobrej
tłoczności [3]
g
0
/D
0
*100 [%]
2 - 1,5
1,5 - 1,0
1,0 - 0,5
0,5 - 0, 2
0,2 - 0,06
m
1
0,46 - 0,50 0,50 - 0,53 0,53 - 0,56 0,56 - 0,58 0,58 - 0,60
Jeżeli dane są wymiary wytłoczki (rys. VII/4), to można sprawdzić, czy możliwe jest jej
wykonanie w operacji wytłaczania. Aby określić konkretną wartość m
1 obl
wg (VII.3) należy
najpierw obliczyć średnicę krążka D
0
z warunku stałej objętości:
∫
=
=
π
w
F
w
śr
0
2
0
F
g
gdF
g
4
D
(VII.5)
gdzie: F
w
- powierzchnia wytłoczki, g
śr
- grubość średnia powłoki. Z analizy odkształceń wy-nika,
że blacha ulega pogrubieniu w kołnierzu (gdzie działają ujemne naprężenia obwodowe) oraz
pocienieniu w strefie swobodnej, ściankach i dnie. Wobec tego przyjmuje się w przybliże-niu, że
g
śr
≈ g
0
, a więc:
π
=
π
=
w
1
obl
1
w
0
F
2
d
m
F
2
D
(VII.6)
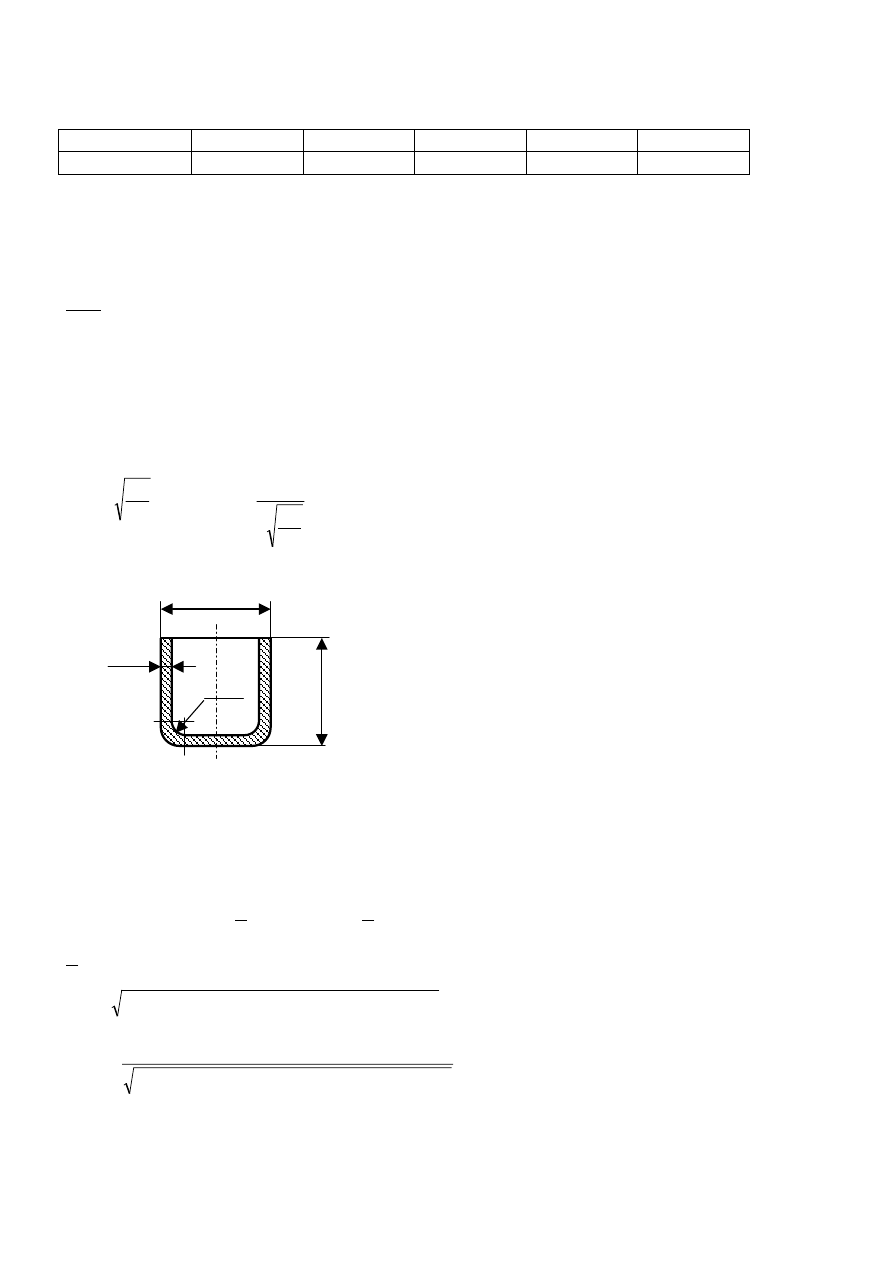
Rys. VII/4. Wymiary wytłoczki
cylindrycznej bez kołnierza
g
H
r
d
1
Powierzchnię dowolnej wytłoczki osiowo - symetrycznej można obliczyć stosując znane
twierdzenia rachunku całkowego. Odpowiednie wzory dla różnych kształtów wytłoczek podają
poradniki (np. [3]). Dla wytłoczki z rys. VII/4 powierzchnia F
w
składa się z części walcowej
(ścianka), wypukłej ćwiartki torusa (zaokrąglenie) i koła (dno), a więc:
(
)
[
]
(
)
[
]
(
)
[
]
(
) (
)
{
}
(
) (
) (
)(
)
[
]
2
1
1
2
1
2
1
2
1
1
1
w
g
r
3
4
g
r
d
4
2
H
d
4
d
4
g
r
8
g
r
g
r
2
d
2
4
g
r
2
d
4
)
g
r
H
d
F
+
−
π
−
+
π
−
−
+
π
=
+
+
+
+
−
π
π
+
+
−
π
+
+
−
π
=
(VII.7)
(
) (
) (
)(
)
2
1
1
1
2
1
0
g
r
3
4
g
r
d
4
2
H
d
4
d
D
+
−
π
−
+
π
−
−
+
=
(VII.8)
(
) (
) (
)(
)
2
1
1
1
2
1
1
obl
1
g
r
3
4
g
r
d
4
2
H
d
4
d
d
m
+
−
π
−
+
π
−
−
+
=
(VII.9)
Z (VII.8) po uwzględnieniu (VII.3) można otrzymać wysokość wytłoczki dla przyjętej wartości
m
1
:
(
)
+
π
−
π
−
−
+
π
−
+
−
=
g
r
4
3
2
d
d
g
r
2
2
1
m
1
d
4
1
H
1
1
2
1
1
1
(VII.10)
Przykład 1. Jeżeli wymiary wytłoczki wynoszą: d
1
= 50 [mm], H
1
= 50 [mm], g
0
= 1 [mm]
oraz r = 9 [mm], to: D
0
= 108,16 [mm], g
0
/D
0
* 100 % = 0,925 %, m
1 obl
= 0,462.
Porównując wartość m
1 obl
= 0,462 z zalecaną (0,53), wziętą z tabl. VII/2 dla g
0
/D
0
* 100 % =
0,925 % - dochodzimy do wniosku, że próba wytłaczania może zakończyć się niepowodzeniem
(pęknięciem wytłoczki w przekroju niebezpiecznym), gdyż 0,462 < 0,53.
Przykład 2. Zmniejszając wysokość wytłoczki H
1
z przykładu 1 do 40 [mm] otrzymujemy: D
0
= 98,48 mm, g
0
/D
0
* 100 % = 1,015 %, m
1 obl
= 0,508. Tym razem wartość m
1 obl
= 0,508 jest
większa od zalecanej (0,50) z tabl. VII/2 (dla g
0
/D
0
* 100 % = 1,015 %), a więc wytłoczka
może być wykonana. W obliczeniach przyjęto g = g
śr
= g
0
oraz F
w
jako powierzchnię
zewnętrzną wytłoczki. Dla grubszych blach należy zamiast d
1
przyjąć wartość (d
1
+d
s
)/2 oraz
odpowiednio zamiast r + g - wartość r + g/2.
Naprężenia obwodowe (ściskające) w kołnierzu mogą stać się przyczyną utraty
stateczności blachy (pofałdowania kołnierza) Zjawisko to (rys. VII/5) występuje przy małej
grubości względnej blachy. W przybliżeniu można przyjąć, ze utrata stateczności wystąpi, gdy:
(
1
0
0
m
1
5
,
4
100
*
D
g
−
≤
)
(VII.11)
σ
θθ
b)
a)
PC
S
σ
θθ
g
0
Rys. VII/5. Schemat utraty stateczności (pofałdowania) kołnierza wytłoczki wskutek działania
naprężeń ściskających w kierunku obwodowym
σ
θθ
(a) i porównanie fragmentów kołnierza przy
małej i dużej grubości względnej - może wystąpić utrata stateczności lub pogrubienie blachy
(b); S - stempel, PC - płyta ciągowa
Powstawanie fałd rozpoczyna się na promieniu R
z
, gdzie występuje jednoosiowe ściskanie w
kierunku obwodowym. Utworzone fałdy przedostają się do szczeliny s pomiędzy stemplem
i płytą ciągową. Może to spowodować zakleszczenie wytłoczki w szczelinie i jej zniszczenie lub
pogorszenie jakości wyrobu. Przeciwdziałanie utracie stateczności polega na zastosowaniu
dociskacza, wywierającego na kołnierz wytłoczki pewien średni nacisk jednostkowy q. Nacisk
ten winien eliminować tworzenie fałd, a jednocześnie nie powinien wywoływać nadmiernego
wzrostu naprężeń w ściance wytłoczki, aby nie doprowadzić do naruszenia spójności materiału
(tarcie działające na powierzchniach kontaktu blachy z płytą ciągową i płytą dociskacza
powoduje wzrost naprężeń w przekroju niebezpiecznym). Niezbędny nacisk jednostkowy
dociskacza zależy od rodzaju materiału, współczynnika wytłaczania oraz względnej grubości
blachy. Siłę docisku (dla wytłoczek cylindrycznych) oblicza się ze wzoru:
(
)
[
q
r
2
d
D
4
q
F
P
2
m
1
2
0
d
d
+
−
π
=
=
]
(VII.12)
Naciski jednostkowe q dla większości materiałów metalowych mieszczą się w granicach 1 - 3
[MPa] i można je wyznaczyć doświadczalnie lub odszukać w poradnikach (np. [3]). Dla miękkiej
stali dobór nacisku q można przeprowadzić na podstawie przybliżonej zależności:
]
MPa
[
g
D
2
,
1
m
1
02
,
0
q
0
0
1
−
≈
(VII.13)
Dla d
1
= 50 [mm], H = 40 [mm], g
0
= 1 [mm], r = 9 [mm] i m
1
= 0,508 (patrz wyżej) z (7.11),
(VII.13) i (VII.12) otrzymujemy: g
0
/D
0
* 100 % = 1,015 < 4,5(1 - m
1
) = 4,5(1 - 0,508) = 2,214
(dociskacz jest konieczny), q
≈ 1,48 [MPa], P
d
≈ 5,76 [kN].
Zwykle
obciążenie dociskacza odpowiednio dobraną siłą jest realizowane przez
dodatkowy suwak prasy podwójnego działania lub przez poduszkę powietrzną umieszczoną pod
stołem prasy (rys. VII/6). Jeżeli względna grubość blachy jest większa niż to wynika z warunku
(VII.11) - dociskacza nie stosuje się.
Szczelina
s
pomiędzy stemplem i płytą ciągową winna być większa od grubości blachy g
0
ze względu na pogrubienie kołnierza (tabl. VII/3). Położenie szczeliny w ostatniej operacji
zależy od sposobu wymiarowania wytłoczki. Jeżeli podany jest wymiar zewnętrzny, to szczelinę
wykonuje się zmniejszając średnicę stempla. Gdy dany jest wymiar wewnętrzny, to po-większa
się średnicę płyty ciągowej.
Tabl. VII/3. Dane do określania szczeliny s pomiędzy stemplem i płytą ciągową (wg
[3])
Pierwsze ciągnienie: s = g
0
+
δ + a (wytłoczki dokładne), lub: s = g
0
+
δ + (1,5 -
2)a
Operacje pośrednie: s = g
0
+
δ + 2a (wytłoczki dokładne), lub: s = g
0
+
δ + (2,5 -
3)a
Ostatnie ciągnienie: s = g
0
+
δ (wytłoczki dokładne), lub: s = g
0
+
δ + 2a
δ - górna (dodatnia) odchyłka nominalnej grubości blachy g
0
[mm].
g
0
[mm]
a [mm]
g
0
[mm] a
[mm]
0,2 0,05 1,8 0,21
0,5 0,10 2,0 0,22
0,8 0,12 2,5 0,25
1,0 0,15 3,0 0,30
1,2 0,17 4,0 0,35
1,5 0,19 5,0 0,40
9
8
p
7
6
5
1
10
2
4
3
Rys. VII/6. Schemat wytłaczania z wykorzystaniem poduszki pneumatycznej do
obciążenia płyty dociskacza: a) położenie początkowe, b) położenie końcowe i początek ruchu
powrotnego; 1 - stempel, 2 - matryca, 3 - płyta dociskacza, 4 - popychacz, 5 - stół prasy,
6 - tłok poduszki pneumatycznej, 7 - cylinder, 8 - trzpień wyrzutnika górnego, 9 - suwak prasy,
10 - wytłoczka
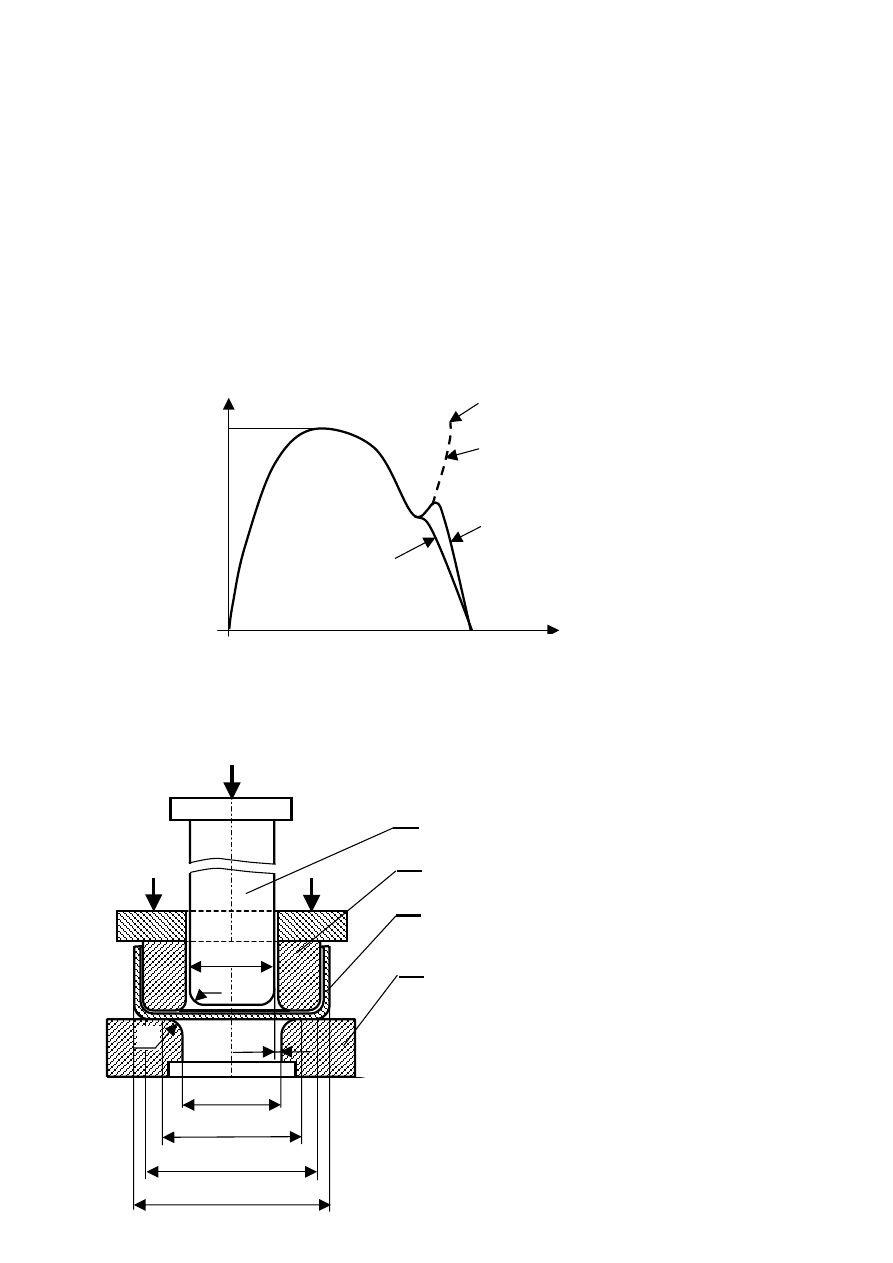
Maksymalną siłę na stemplu podczas wytłaczania można oszacować ze wzoru:
1
m
1
max
k
gR
d
P
π
≈
(VII.14)
gdzie: R
m
– wytrzymałość na rozciąganie wytłaczanej blachy, k
1
- współczynnik, zależny od
względnej grubości blachy, względnych promieni zaokrągleń krawędzi stempla i płyty ciągowej
oraz od współczynnika wytłaczania. Przy minimalnych dopuszczalnych wartościach m
1
: k
1
≈ 1 -
1,1. Schemat zależności siły wytłaczania od drogi stempla pokazano na rys. VII/7.
Jeżeli wytłoczka jest za wysoka i nie może zostać wykonana w jednej operacji - to
najpierw stosuje się wytłaczanie przy zalecanym współczynniku m
1
. Otrzymaną wytłoczkę o
średnicy większej i wysokości odpowiednio mniejszej od wymaganej poddaje się kolejnym
operacjom
przet aczania
(rys. VII/8). Wytłaczanie połączone z przetłaczaniem nosi nazwę
ciąg
n
ienia
wytłoczek.
ł
Pęknięci
c
b
a
P
m
S
P
t
Rys. VII/7. Typowa zależność siły od drogi stempla przy wytłaczaniu: a - prawidłowy prze-bieg procesu,
b , c - zbyt mała szczelina lub siła dociskacza (pogrubiona lub pofałdowana część kołnierza zakleszcza się w
szczelinie pomiędzy stemplem i płytą ciągową, co powoduje lokalny wzrost siły i może nawet doprowadzić do
pęknięcia wytłoczki w przekroju niebezpiecznym)
s
2
4
3
1
d
r
r
d
d
d
d
i 1
Rys. VII/8.
Schemat przetłaczania:
1 - stempel, 2 - matryca, 3 - dociskacz,
4 - wytłoczka przeznaczona do przetłaczania
Analogicznie jak przy wytłaczaniu definiuje się kolejne współczynniki m
i
:
1
i
i
i
d
d
m
−
=
(VII.15)
gdzie i = 2, 3, ... , n. Zalecane wartości współczynników przetłaczania m
i
podano w tabl.
VII/4.
Tabl. VII/4. Zalecane wartości współczynników przetłaczania dla materiałów o
dobrej tłoczności [3]
g
0
/D
0
*100 [%]
2 - 1,5
1,5 - 1,0
1,0 - 0,5
0,5 - 0, 2
0,2 - 0,06
m
2
0,70 - 0,72 0,72 - 0,74 0,74 - 0,76 0,76 - 0,78 0,78 - 0,80
m
3
0,72 - 0,74 0,74 - 0,76 0,76 - 0,78 0,78 - 0,80 0,80 - 0,82
m
4
0,74 - 0,76 0,76 - 0,78 0,78 - 0,80 0,80 - 0,82 0,82 - 0,84
m
5
0,76 - 0,78 0,78 - 0,80 0,80 - 0,82 0,82 - 0,84 0,84 - 0,86
Kolejne średnice wytłoczki wynoszą:
∏
∏
=
−
=
−
=
=
=
=
=
=
=
=
=
n
2
i
1
n
śr
1
n
2
i
i
1
0
i
1
n
1
n
n
3
2
1
0
3
2
1
3
2
3
2
1
0
2
1
2
m
d
m
m
D
m
d
m
d
d
m
m
m
D
m
m
d
m
d
d
m
m
D
m
d
d
(VII.16)
gdzie m
śr
oznacza średnią wartość współczynnika przetłaczania (i = 2, 3, ... , n).
Przykład 3. Jeżeli d
n
= 40 [mm], H = 50 [mm], g
0
= 1 [mm] oraz r = 9 [mm], to: D
0
= 94,11
[mm] (wzór (VII.8)), g
0
/D
0
* 100 % = 1,063 %, m
1
= 0,50 (z tabl. VII/2), d
1
= 47,05 (wzór
(VII.2)), m
2
= 0,72 (z tabl. VII/4), d
2
= 33,88 [mm]. Ostatnia wartość d
2
< d
n
, zatem wystarczy
jedna operacja przetłaczania. Wartości współczynników m
1
i m
2
należy powiększyć w taki
sposób, aby otrzymać d
n
= 40 [mm], np. przyjmując: m
1
= 0,551, m
2
= 0,772, co daje: d
1
=
51,85 [mm] i d
2
= 40,03 [mm]
≈ d
n
.
Wykorzystując ostatni ze związków (VII.16) otrzymujemy wzór na liczbę operacji
ciągnienia (jedna operacja wytłaczania i n - 1 operacji przetłaczania):
1
m
log
d
log
d
log
n
śr
1
n
+
−
=
(VII.17)
Przykład 4. Jeżeli d
n
= 30 [mm], H = 100 [mm], g
0
= 1 [mm] oraz r = 9 [mm], to: D
0
=
111,03 [mm], g
0
/D
0
* 100 % = 0,901 %, m
1
= 0,53, d
1
= 58,85 [mm], m
2
= 0,74, d
2
= 43,55
[mm], m
3
= 0,76, d
3
= 33.10 [mm], m
4
= 0,78, d
4
= 25.81 [mm] < d
n
= 30 [mm]. Tym razem
potrzebne są trzy operacje przetłaczania. Współczynniki m
1
- m
4
(wszystkie lub tylko niektóre z
nich) należy powiększyć w taki sposób, aby ich iloczyn wynosił d
n
/D
0
= 0,270, np. przyjmując:
m
1
= 0,55, m
2
= 0,77, m
3
= 0,79, m
4
= 0,808. Po skorygowaniu współczynników odpowiednie
średnice wytłoczek wynoszą: d
1
= 61,07 [mm], d
2
= 47,02 [mm], d
3
= 37,15 [mm] i d
4
= 30,02
[mm]. Wysokości wytłoczek po kolejnych operacjach wyznacza się ze wzoru:
(
)
+
π
−
π
−
−
+
π
−
+
−
=
∏
=
g
r
4
3
2
d
d
g
r
2
2
1
m
1
d
4
1
H
i
i
2
i
1
j
j
i
i
(VII.18)
(wzór (VII.10) jest szczególnym przypadkiem (VII. 18) dla i = 1). Ostatecznie: H
1
= 39,73
[mm], H
2
= 58,38 [mm], H
3
= 78,35 [mm] i H
4
= 99,94 [mm]. Znajomość wysokości wytłoczek
po poszczególnych operacjach jest niezbędna przy konstruowaniu tłoczników i do-borze skoków
suwaka prasy.
Jak
widać, kolejne współczynniki przetłaczania (patrz tabl. VII/4) są
coraz
większe
, co
oznacza, że odkształcenia możliwe do uzyskania
zmniejszają się
. Jest to skutek pogorszenia
własności plastycznych materiału odkształcanego na zimno. Dla niektórych materiałów przy
większej liczbie operacji konieczne staje się wyżarzanie międzyoperacyjne, które powoduje
rekrystalizację i przywrócenie własności plastycznych.
Schemat
ciągnienia wytłoczki cylindrycznej z kołnierzem przedstawiono na rys. VII/9.
Średnicę krążka wyjściowego określa się z zależności (d
n
i r
n
brane w środku grubości blachy):
(
)
(
)
(
)
(
)
(
)
[
]
(
)
[
]
2
n
n
n
n
2
n
n
n
n
2
n
n
n
n
n
2
n
n
2
k
2
0
r
8
r
r
2
d
2
4
r
8
r
r
2
d
2
4
r
2
d
4
r
2
H
d
r
2
d
D
4
4
D
+
−
π
π
+
+
−
+
π
π
+
−
π
+
−
π
+
+
−
π
=
π
(VII.19)
co daje:
(
)
n
n
n
n
2
k
0
H
d
4
r
d
4
4
D
D
+
π
−
−
=
(VII.20)
n
2
1
D
0
D
k
d
1
d
2
d
n
r
n
r
n
H
n
r
1
H
1
h
1
r
1
h
n
Rys. VII/9. Schemat
ciągnienia wytłoczki
cylindrycznej z kołnierzem -
kolejność operacji:
1 - wytłaczanie, 2, 3, ... , n
- przetłaczanie bez zmiany
szerokości kołnierza; część
powierzchni wytłoczki
zaznaczona linią pogrubioną
jest podstawą do określenia
umownego współczynnika
wytłaczania m
u
(promienie
zaokrągleń, wysokości
i średnice liczone w środku
grubości blachy)
Sprawdzenie, czy wytłoczka może być wykonana w jednej operacji wytłaczania przeprowadza
się określając tzw.
umowny wspó czynnik wyt aczania
m
ł
ł
u
:
u
n
u
D
d
m
=
(VII.21)
gdzie umowną średnicę D
u
oblicza się biorąc pod uwagę część powierzchni wytłoczki
zaznaczoną pogrubioną linią na rys. VII/9:
(
)
(
)
(
)
[
]
(
)
[
]
2
n
n
n
n
2
n
n
n
n
n
n
n
2
n
n
2
u
r
8
r
r
2
d
2
4
r
8
r
r
2
d
2
4
r
2
H
d
r
2
d
4
4
D
+
−
π
π
+
+
−
+
π
π
+
−
π
+
−
π
=
π
(VII.22)
Na podstawie (VII.21) i (VII.22):
+
−
π
+
+
=
n
n
n
n
n
n
obl
u
d
r
3
d
r
4
d
H
4
1
1
m
(VII.23)
Zalecane wartości m
u
w funkcji stosunku D
k
/d
n
i względnej grubości blachy podano w tabl
VII/5 (dla stali 10).
Tabl. VII/5. Zalecane wartości umownych współczynników wytłaczania wytłoczek z
koł-nierzem dla stali 10 [3]
D
k
/d
n
m
u
dla g
0
/D
0
*100 [%]
2 - 1,5
1,5 - 1,0
1,0 - 0,5
0,5 - 0, 2
0,2 - 0,06
Do 1,1
0,46 - 0,50 0,50 - 0,53 0,53 - 0,56 0,56 - 0,58 0,58 - 0,60
1,5
0,52 - 0,56 0,56 - 0,58 0,58 - 0,60 0,60 - 0,62 0,62 - 0,64
2,0
0,58 - 0,62 0,62 - 0,64 0,64 - 0,66 0,66 - 0,68 0,68 - 0,70
2,5
0,65 - 0,68 0,68 - 0,70 0,70 - 0,73 0,73 - 0,75 0,75 - 0,78
2,8
0,70 - 0,74 0,74 - 0, 78 0,78 - 0,80 0,80 - 0,82 0,82 - 0,85
Jeżeli współczynnik m
u
obl
obliczony z (VII.23) jest
większy
niż to wynika z tabl. VII/5, to
wytłoczkę można wykonać w jednej operacji. W przeciwnym przypadku wykonuje się wy-tłoczkę
o wymaganej średnicy zewnętrznej kołnierza D
k
i zalecanym współczynniku m
u
(np. z tabl.
VII/5), a więc:
u
0
1
m
D
d
=
(VII.24)
Głębokość wytłaczania wynika z (VII.20):
(
)
1
1
2
k
2
0
1
r
4
d
4
D
D
H
π
−
+
−
=
(VII.25)

Kolejne średnice wynoszą:
1
n
śr
1
n
2
i
i
u
0
n
2
i
i
1
n
1
n
n
3
2
u
0
3
2
1
3
2
3
2
u
0
2
1
2
m
d
m
m
D
m
d
m
d
d
m
m
m
D
m
m
d
m
d
d
m
m
D
m
d
d
−
=
=
−
∏
∏
=
=
=
=
=
=
=
=
=
(VII.26)
gdzie współczynniki przetłaczania m
i
(i = 2, 3, ... , n) przyjmuje się jak dla wytłoczek bez
kołnierza (np. z tabl. VII/4). Wysokości poszczególnych wytłoczek wynikają ze wzoru:
(
)
i
i
2
k
2
0
i
r
4
d
4
D
D
H
π
−
+
−
=
(VII.27)
Jak widać, operacje przetłaczania aż do osiągnięcia ostatecznych wymiarów wytłoczki (i = 2, 3,
... , n) wykonuje się bez zmiany szerokości kołnierza (przy stałej średnicy D
k
).
Przykład 5. Wymiary końcowe wytłoczki wynoszą: D
k
= 100 [mm], d
n
= 40 [mm], H
n
= 50
[mm], r
n
= 9 [mm], grubość blachy g
0
= 1 [mm] (wymiary d
n
, H
n
i r
n
podano w środku grubości
blachy). Przyjmujemy jednakowe promienie zaokrągleń wszystkich stempli i płyt ciągowych.
Wykonując odpowiednie obliczenia otzrymujemy: D
0
= 129,48 [mm] (z (VII.20)), D
k
/d
n
= 2,5,
g/D
0
*100 % = 0,77 i m
u
obl
= 0,397 (z (VII.23)). Ponieważ współczynnik m
u
obl
jest mniejszy od
zalecanej wartości (0,7) z tabl. VII/5, więc wytłaczanie należy wykonać na średnicę: d
1
=
0,7D
0
= 90,63 [mm] (wzór (VII.24)) i głębokość H
1
= 26,38 [mm] (wzór (VII.25)). Kolejne
średnice wynoszą: d
2
= 0,74d
1
= 67,07 [mm], d
3
= 0,76d
2
= 50,97 [mm], d
4
= 0,78d
3
= 39,76
[mm] < d
n
= 40 [mm]. Potrzebne są więc trzy operacje przetłaczania (kolejne współczynniki
przetłaczania m
2
= 0,74, m
3
= 0,76 i m
4
= 0,78 wzięto z tabl. VII/4). Jeżeli ostatni
współczynnik powiększymy do wartości 0,78475, to otrzymamy dokładną watrość d
n
= 40
[mm]. Odpowiednie wysokości wytłoczek wynoszą: H
2
= 32,94 [mm], H
3
= 40,90 [mm] i H
4
= 50,00 [mm] (wzór (VII.27)).
Należy dodać, że w przypadku ciągnienia wytłoczek z blachy wykazującej anizotropię
płaską, wysokość wyrobu może być różna w różnych częściach obwodu (patrz ćw. II). Trzeba
więc liczyć się z koniecznością zastosowania okrawania, w celu wyrównania wysokości i prze-
widzieć odpowiedni naddatek. Wysokość wytłoczki we wszelkich obliczeniach przyjmuje się więc
z uwzględnieniem naddatku na okrawanie.
Wytłoczki z małymi promieniami zaokrągleń wymagają dodatkowej operacji dotłaczania,
w której uzyskuje się ostateczne zmniejszone promienie.
6.1.2. Ciągnienie wytłoczek o zarysie prostokątnym
Oprócz zaokrągleń przy dnie i kołnierzu wytłoczki o zarysie prostokątnym mają naroża
zaokrąglone o promieniu r
N
(rys. VII/10). Liczba operacji ciągnienia oraz sposób określania
kształtu i wymiarów płaskiego półwyrobu są uzależnione od trzech parametrów ciągnienia,
związanych z wymiarami wytłoczki:
• względnej wysokości H/B,
• względnego promienia zaokrąglenia naroży r
N
/B, r
N
/(B-H),
• względnej grubości blachy g
0
/2R (R jest promieniem zaokrąglenia naroża płaskiego
półwyrobu).
r
N
A
r
d
g
B
H
Rys. VII/10. Podstawowe wymiary wytłoczki o zarysie prostokątnym bez kołnierza
Informacje dotyczące wyznaczania kształtu i wymiarów półwyrobu oraz liczby operacji
dla wytłoczek prostokątnych z kołnierzem i bez kołnierza można znaleźć w poradnikach (np.
[3]). Sposób postępowania przy konstruowaniu półwyrobu dla niskiej (H/B = 0,3) wytłoczki
prostokątnej bez kołnierza przedstawia rys. VII/11. Wymiar l wynika z rozwinięcia ścianek
bocznych na płaszczyznę i wynosi:
−
π
+
=
1
2
r
H
l
d
(VII.28)
Promień R oblicza się jak dla wytłoczki o promieniu r
N
(porównaj ze wzorem (VII.8)):
(
)
(
)
[
]
d
N
d
N
2
N
r
3
r
4
r
Hr
2
r
R
−
π
+
π
−
−
+
=
(VII.29)
Współczynniki ciągnienia definiuje się jako stosunki długości odpowiednich obwodów:
1
i
i
i
0
1
1
l
l
m
L
l
m
−
=
=
(VII.30)
gdzie: L
0
- długość obwodu płaskiego półwyrobu, l
1
- długość obwodu wytłoczki po pierwszej
operacji, l
i
- długości obwodów wytłoczek po kolejnych operacjach (i = 2, 3, ... , n). Zalecane
wartości współczynników ciągnienia przyjmuje się podobne jak dla wytłoczek cylindrycznych.
Wzory (VII.28) - (VII.30) napisano dla wysokości H, promieni r
d
i r
N
oraz obwodów wytło-
czek liczonych w środku grubości blachy.
d
l
R
f
f
R
r
n
r
d
s
s
Rys. VII/11. Konstrukcja półwyrobu do wytłaczania niskich naczyń prostokątnych bez
kołnierza z małym promieniem r
N
Nieco inny tok postępowania obowiązuje przy projektowaniu półwyrobów dla wysokich
wytłoczek wymagających wielooperacyjnego ciągnienia (patrz np. [3]). W szczególności przy B
≈ A i dużym względnym promieniu zaokrąglenia naroża można stosować półwyroby w kształcie
koła, a dla B A - półwyroby owalne.
≠
Związki (VII.28) - (VII.30) można także stosować dla wytłoczek wielokątnych.
6.1.3. Ciągnienie wytłoczek złożonych kształtach
6.1.3.1. Wytłoczki osiowo - symetryczne
Ciągnienie wytłoczek o kształcie półkulistym, parabolicznym i stożkowym stwarza duże
trudności, zwłaszcza przy małej względnej grubości blachy. Jest to spowodowane możliwą
utratą stateczności materiału (pofałdowaniem) w obrębie szerokiej strefy swobodnej, która nie
ma kontaktu z dociskaczem. Powoduje to konieczność wykonywania wstępnych wytłoczek o
kształcie innym niż założony i stosowanie dodatkowych operacji. Przykładowo, wytłoczki
stożkowe wykonuje się jako cylindryczne z kilkoma stopniami wysokości i następnie dotłacza się
je uzyskując ostateczny kształt stożkowy. Zapobieganie utracie stateczności przy ciągnieniu
wytłoczek półkulistych i parabolicznych oraz o podobnych kształtach polega na stosowaniu
silnego docisku materiału oraz tzw.
żeber
(
progów
) i
listew ciągowych
(rys. VII/12).
Powoduje to zwiększenie naprężeń rozciągających (promieniowych), a tym samym (patrz
warunek plastyczności (VII.2)) obniżenie (co do wartości bezwzględnej) naprężeń ściskających
(obwodowych), które wywołują utratę stateczności (fałdowanie materiału) w strefie swobodnej.
Silne rozciąganie blachy wymaga podwyższenia współczynników ciągnienia, przez co zwiększa
się liczba operacji.
Żebro ciągowe
Listwa ciągowa
Stempel
Płyta ciągowa
Dociskacz
Rys. VII/12. Żebro ciągowe wykonane na płycie ciągowej (a) i listwa ciągowa osadzona w
dociskaczu (b)
6.1.3.1. Wytłoczki o dowolnym kształcie
Podczas
ciągnienia wytłoczek o dowolnym kształcie wzdłuż obwodu występują nie-
równomierne odkształcenia. Żebra, względnie listwy ciągowe (pojedyncze lub wielokrotne)
stosuje się zwykle tylko na pewnych odcinkach obwodu, zwłaszcza wzdłuż dłuższych prosto-
liniowych boków oraz większych łuków i dużych promieni naroży. Kształt półwyrobu określa się
w przybliżeniu, ustalając maksymalne i minimalne wymiary na podstawie rozwinięć na
płaszczyznę wzdłuż odpowiednich kierunków. Dokładne określenie kształtu i wymiarów
materiału wstępnego oraz przebiegu odkształceń, rozkładu grubości blachy, a także
przewidywanie zjawisk utraty stateczności i dekohezji (ewentualnie przy uwzględnieniu
anizotropii blachy) wymaga przeprowadzenia modelowania matematycznego procesu
z wykorzystaniem metody elementów skończonych, bądź też badań doświadczalnych.
Wytłoczki niesymetryczne mogą być wykonywane jako zdwojone, przez co otrzymuje się
jedną wytłoczkę symetryczną, którą następnie rozcina się.
6.1.4. Ciągnienie z pocienianiem ścianki (wyciąganie, przetłaczanie z wyciąganiem)
Podczas
ciągnienia z pocienianiem ścianki (rys. VII/13) następuje celowe zmniejszenie
grubości ścianki wytłoczki (szczelina s jest mniejsza od grubości blachy g
n-1
przed daną ope-
racją), przy czym zmiana średnicy zewnętrznej d
n-1
jest niewielka. Miarą odksztłcenia jest
wydłużenie rzeczywiste ścianki:
n
1
n
n
F
F
ln
−
=
ϕ
(VII.31)
lub względny ubytek przekroju:
n
1
n
n
1
n
n
1
n
1
n
n
1
n
n
m
1
g
g
1
g
g
g
F
F
F
−
=
−
=
−
≈
−
=
ε
−
−
−
−
−
(VII.32)
gdzie F
n-1
, F
n
- powierzchnie przekrojów poprzecznych przez ścianki wytłoczki przed i po da-nej
operacji wyciągania, m
n
- współczynnik pocienienia. Sprawdzenie możliwości wyciągania (bez
zerwania ścianki) oraz określenie liczby operacji przeprowadza się analogicznie jak przy
wytłaczaniu i przetłaczaniu, porównując odpowiednie wskaźniki odkształceń z dopuszczalny-mi.
Względne ubytki przekroju winny być
mniejsze lub równe
a współczynniki pocienienia
większe lub równe
w porównaniu z dopuszczalnymi (tabl. VII/6).
Tabl. VII/6. Średnie dopuszczalne wartości względnych ubytków przekroju
i współczyn-ników pocienienia [3]
Materiał
n = 1
n > 1
ε
n
m
n
ε
n
m
n
Stal miękka
0,55 - 0,60
0,45 - 0,40
0,35 - 0,45
0,65 - 0,55
Mosiądz
0,60 - 0,70
0,40 - 0,30
0,50 - 0,60
0,50 - 0,40
Aluminium
0,60 - 0,65
0,40 - 0,35
0,40 - 0,50
0,60 - 0,50
Korzystając z (VII.32) można napisać:
1
k
k
3
2
1
k
k
3
2
k
1
k
3
2
2
1
1
1
1
1
.
.
.
1
1
1
1
m
1
m
1
.
.
.
m
1
m
1
g
g
.
.
.
g
g
g
g
−
−
−
ε
−
=
ε
−
ε
−
ε
−
=
=
=
(VII.33)
gdzie m i
ε są średnimi wartościami m
n
i
ε
n
dla k
≥ n ≥ 2. Ostatecznie liczbę operacji k określa
wzór:
1
1
1
log
g
log
g
log
1
m
1
log
g
log
g
log
k
k
1
k
1
+
ε
−
−
=
+
−
=
(VII.34)
Wyciąganie jest efektywnym sposobem kształtowania wysokich cienkościennych wytło-
czek i może być realizowane za pomocą jednego długiego stempla w kilku matrycach o coraz
mniejszych średnicach ustawionych jedna za drugą w odpowiednich odstępach. Przy większej
liczbie operacji może zachodzić konieczność wyżarzania międzyoperacyjnego.
2
3
4
1
l
k
r
s
d
n
d
n-1
g
n
s
g
n-1
Rys. VII/13. Ciągnienie z pocienianiem ścianki (wyciąganie): 1 - stempel, 2 - matryca,
3 - pierścień centrujący, 4 - wytłoczka poddana wyciąganiu
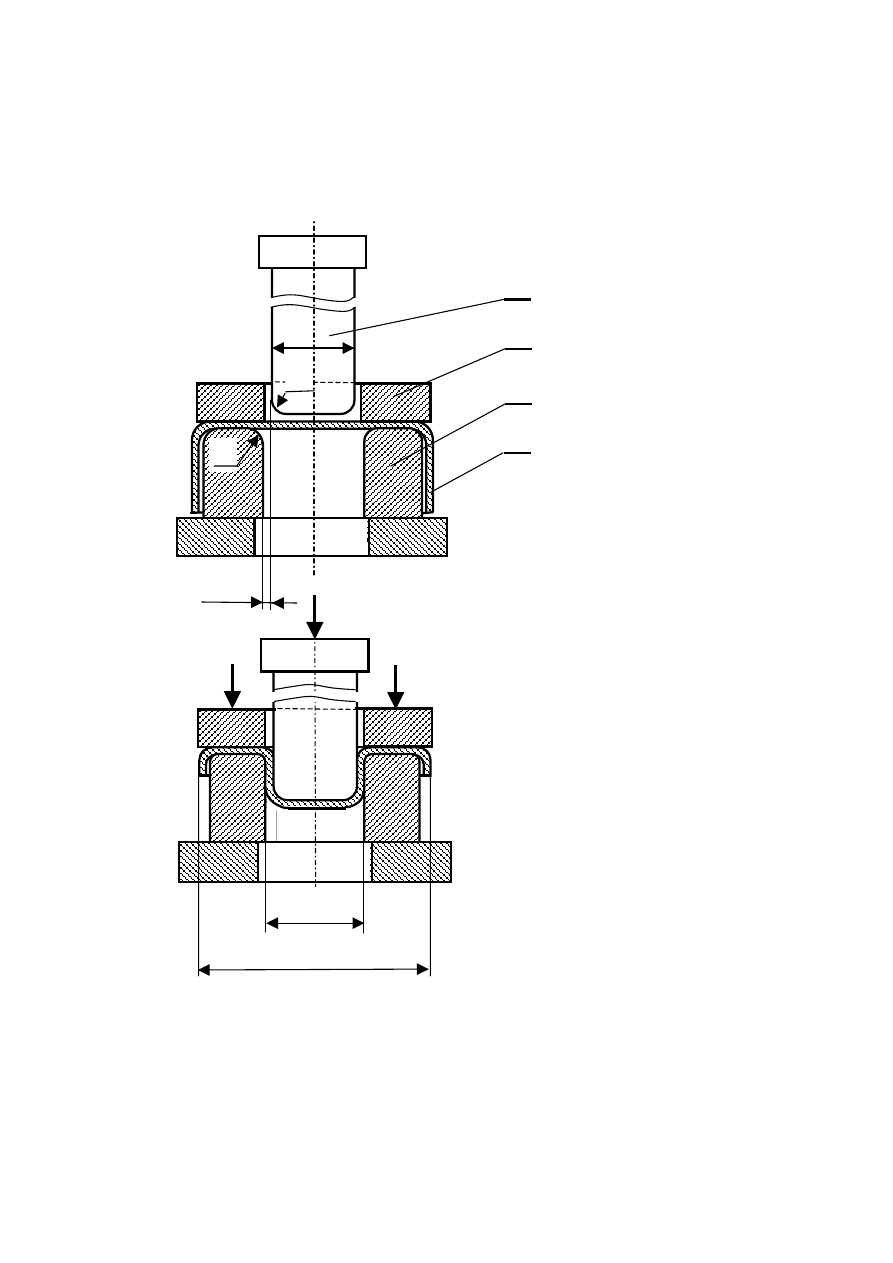
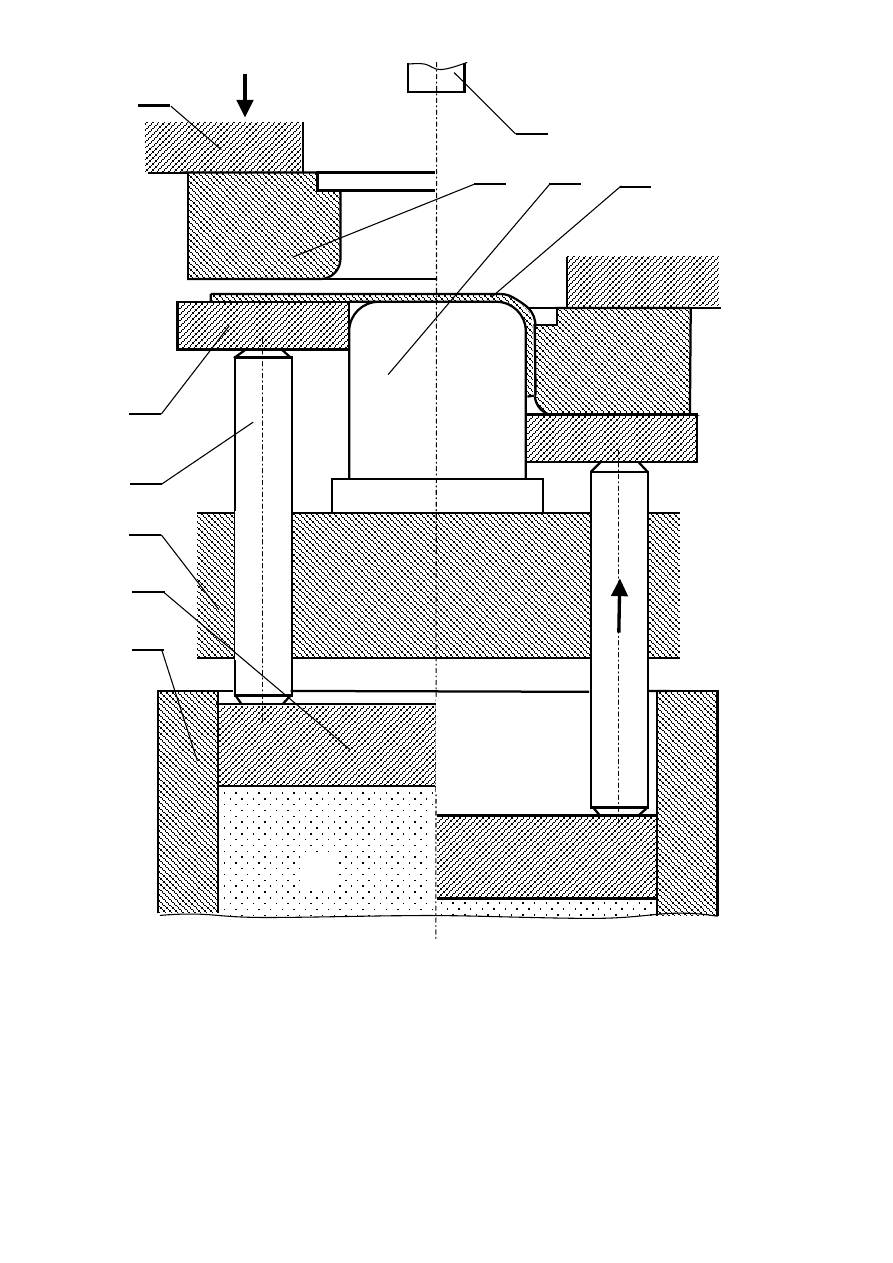
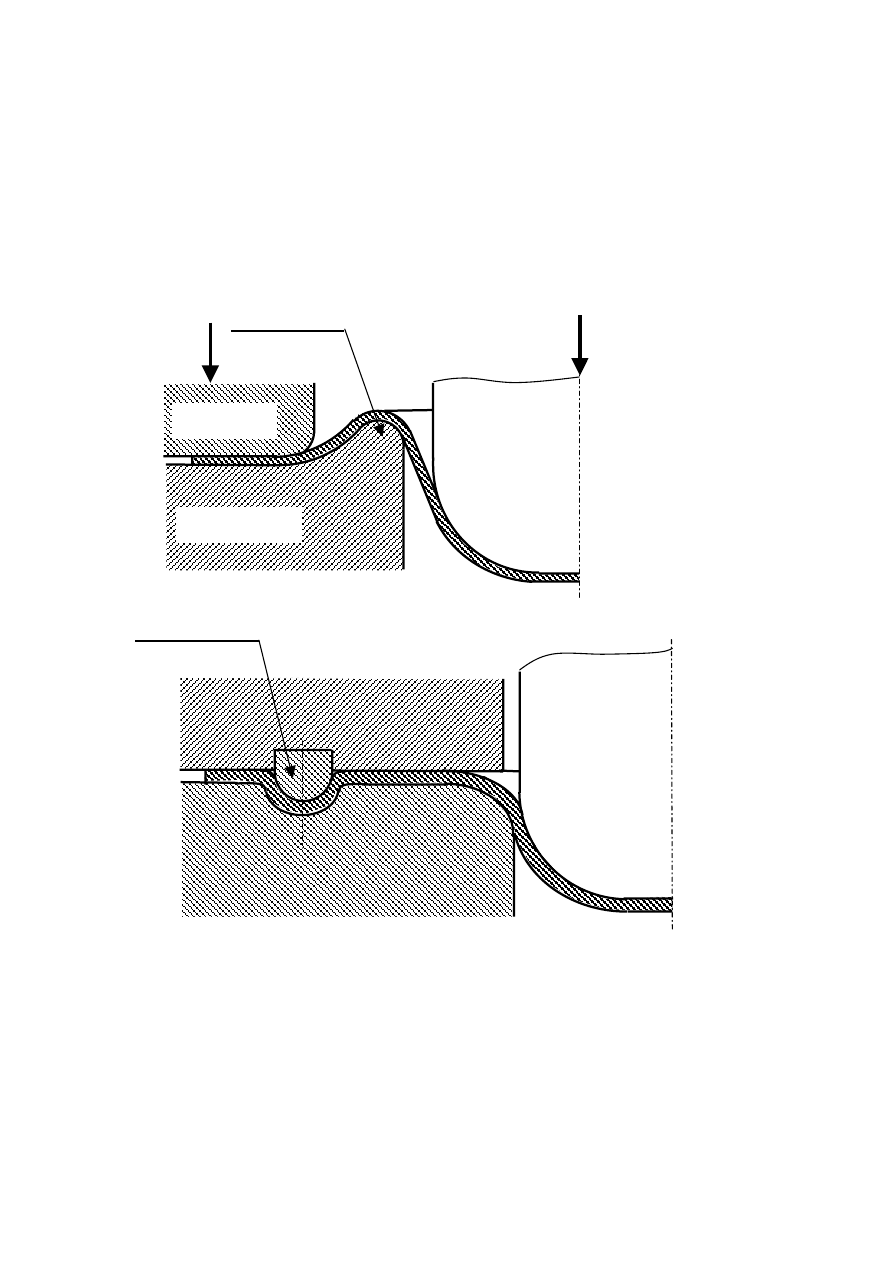
6.1.5. Przewijanie (przetłaczanie z przewijaniem)
Schemat przewijania pokazano na rys. VII/14. Jak widać, powierzchnia zewnętrzna
wytłoczki zamienia się na zewnętrzną. Sposób ten jest stosowany do przetłaczania wytłoczek o
dużych średnicach przy małej grubości ścianek oraz do jednoczesnego wytłaczania stemplem
drążonym i przewijania na prasach podwójnego działania (rys. VII/15).
d
n-1
d
n
s
d
s
r
s
r
m
b)
a)
4
2
3
1
Rys. VII/14. Schemat przewijania: a) ułożenie wytłoczki na matrycy, b) przebieg procesu;
1 - stempel, 2 - matryca, 3 - dociskacz, 4 - wytłoczka przeznaczona do przewijania

6.1.6. Inne operacje tłoczenia - kształtowania
Oprócz omówionych wyżej, do ważniejszych operacji tłoczenia - kształtowania zalicza się:
• gięcie,
• rozciąganie na wzornikach (gięcie z rozciąganiem),
• rozpęczanie,
• obciskanie,
• kształtowanie miejscowe (np. wywijanie obrzeży wytłoczek oraz krawędzi otworów,
kształtowanie wgłębień i rowków usztywniających itp.),
• dotłaczanie i kalibrowanie wytłoczek,
• operacje łączenia.
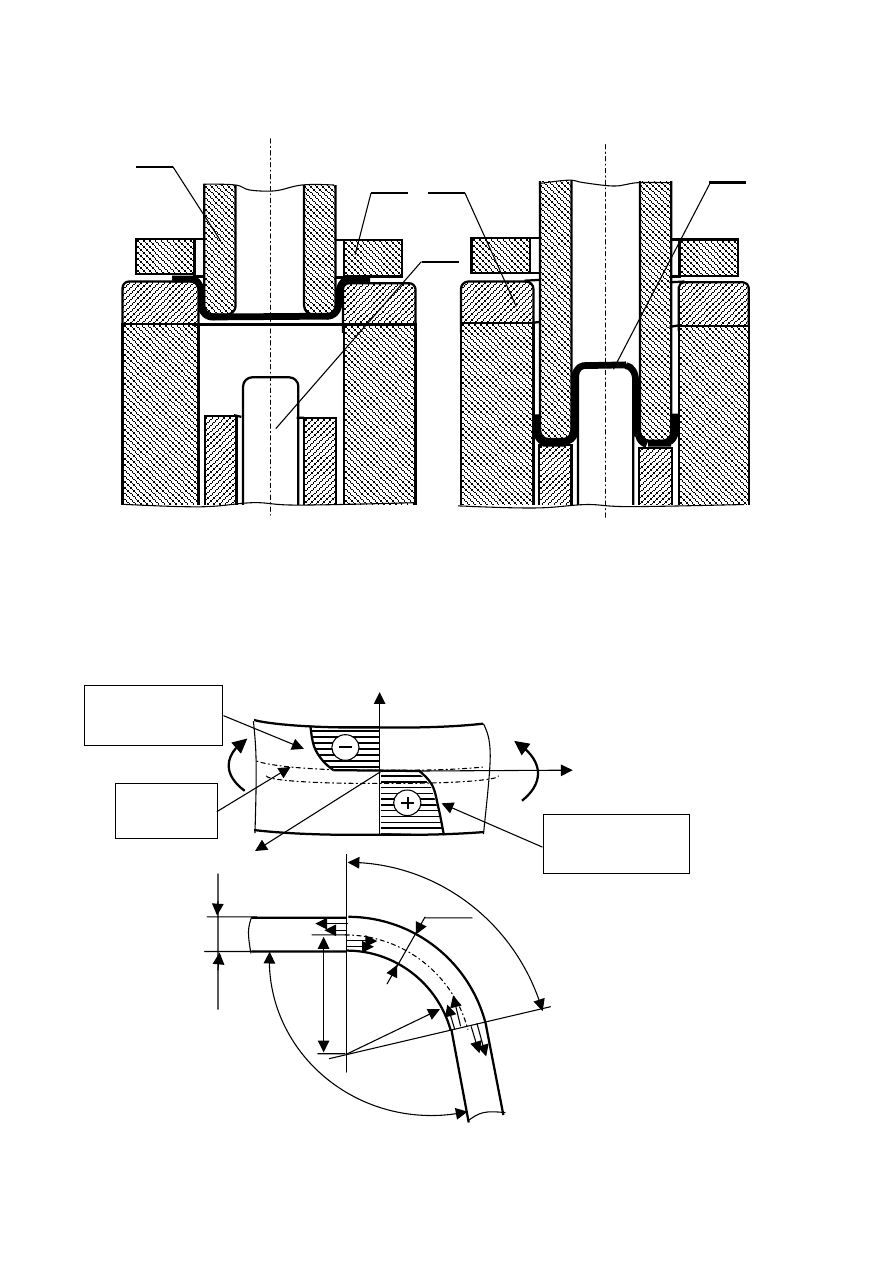
Gięcie szerokich pasm blach przebiega w warunkach zbliżonych do płaskiego stanu od-
kształcenia, przy czym od strony wklęsłej występuje strefa naprężeń ściskających, od strony
wypukłej natomiast - strefa naprężeń rozciągających. Strefy te są oddzielone od siebie tzw.
warstwą obojętną
(rys.VII/16). Kąt gięcia
α oraz kąt ϕ zginanego odcinka pasma blachy
spełniają związek:
α
−
π
=
ϕ
(VII.35)
Długość warstwy obojętnej l
o
w zginanym odcinku określa wzór:
(
xg
r
l
o
+
ϕ
≈
)
)
(VII.36)
gdzie: r - wewnętrzny promień gięcia, g - grubość blachy, x - współczynnik zależny od stosunku
r/g (x zmienia się od ok. 0,3 dla r/g = 0,1 do 0,5 dla r/g = 10). Ponieważ promień krzywizny
warstwy obojętnej r
0
nie jest stały wzdłuż linii gięcia, więc związek (VII.36) określa
przybliżoną długość warstwy obojętnej. Wartości współczynnika x można znaleźć w poradnikach
(np. [3]). W strefie gięcia blacha ulega pocienieniu. Typowe przypadki gięcia blach pokazano na
rys. VII/17. Całkowitą długość L pasma wyginanego na dowolny kształt wyznacza się przez
rozwinięcie na płaszczyznę:
(
∑ ∑
=
=
+
ϕ
+
=
k
1
i
n
1
j
j
j
j
i
g
x
r
l
L
(VII.37)
gdzie l
i
- długości prostoliniowych odcinków giętego pasma,
ϕ
j
- kąty zginanych odcinków
z promieniami gięcia r
j
, x
j
- współczynniki określające położenia warstw obojętnych w
poszczególnych zginanych odcinkach.
Wartości minimalnych dopuszczalnych promieni gięcia są uzależnione od własności
plastycznych materiału, a także od usytuowania linii gięcia względem kierunku walcowania
blachy.
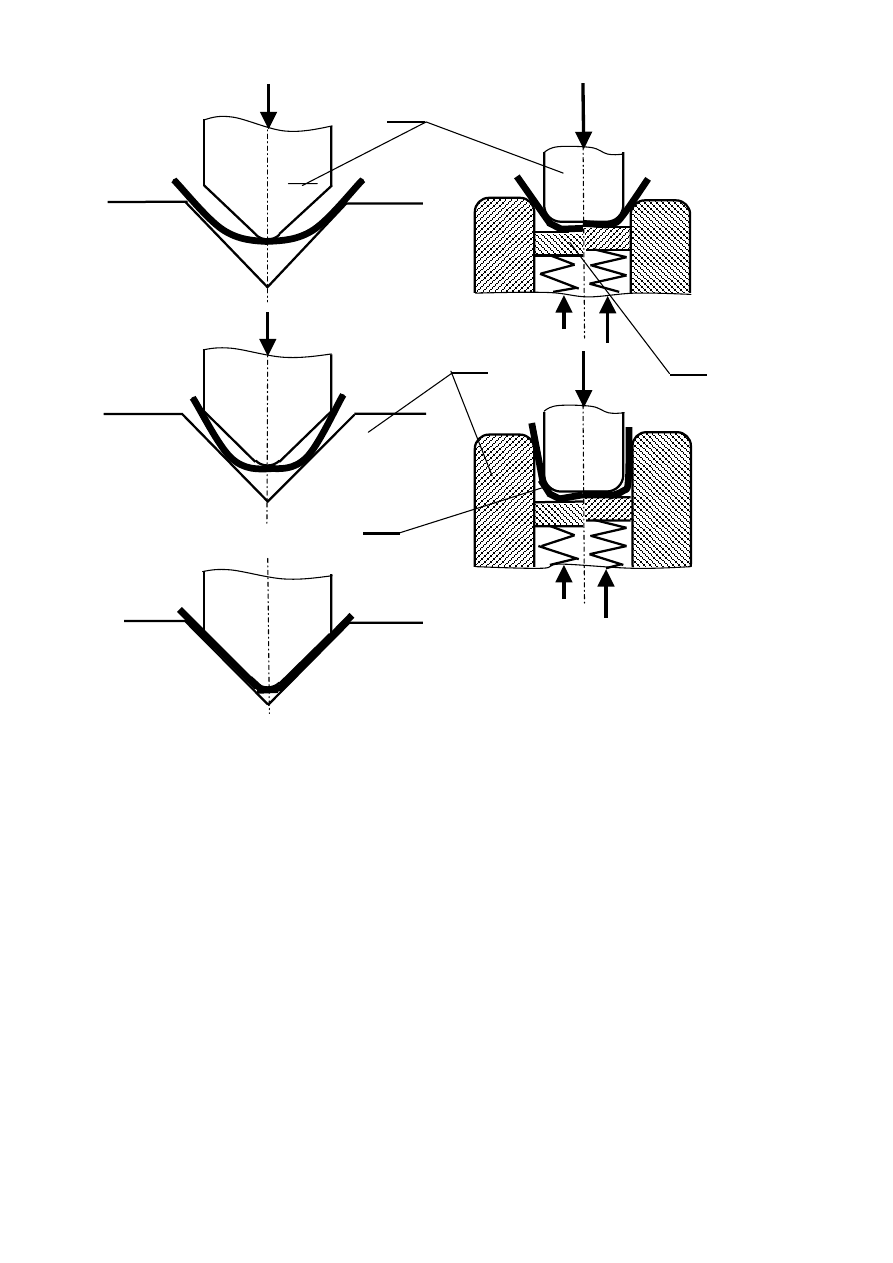
Po
zakończeniu gięcia występuje sprężyste odkształcenie powrotne (tzw. sprężynowa-
nie), powodujące zmianę kąta gięcia. Przy gięciu swobodnym bez dotłaczania kształtu „V” kąt
sprężynowania
β > 0, co oznacza, że kąt gięcia α zwiększa się po zdjęciu obciążenia do war-
tości
α
1
:
β
+
α
=
α
2
1
(VII.38)
Kąt sprężynowania
β rośnie wraz ze wzrostem stosunku granicy plastyczności do modułu
sprężystości materiału (R
e
/E), odległości krawędzi oporowych matrycy oraz r/g. Kompensację
sprężystych odkształceń powrotnych uzyskuje się stosując dotłaczanie lub korekcję kąta gięcia,
względnie dotłaczanie boczne (dodatkowe doginanie ścianek bocznych) przy gięciu kształtu „C”.
b)
a)
5
4
1
3
2
Rys. VII/15. Połączenie wytłaczania z przewijaniem na prasie podwójnego działania:
a) wytłaczanie górnym stemplem drążonym (1), b) przewijanie dolnym stemplem (2);
3 - dociskacz, 4 - płyta ciągowa, 5 - wytłoczka
M
b)
a)
Warstwa
obojętna
Strefa naprężeń
ściskających
Strefa naprężeń
rozciągających
y
z
Rys. VII/16. Rozkład
naprężeń przy gięciu pasma
blachy z uwzględnieniem
wzmocnienia (a) oraz kąt
gięcia
α i kąt zginanego
odcinka
blachy
ϕ (b)
r
g
r
0
ϕ
α
g
1
x
4
3
2
1
P
d
b)
a)
Rys. VII/17. Typowe przypadki gięcia blach: a - kształt „V”, b) - kształt „C”; 1 - stempel,
2 - matryca, 3 - dociskacz, 4 - nieprawidłowy przebieg gięcia przy zbyt małej sile docisku
dociskacza P
d
Gięcie blach wykonuje się na prasach mechanicznych i hydraulicznych, stosując
odpowiednie przyrządy do gięcia. Przy długich liniach gięcia wykorzystuje się specjalne prasy
krawędziowe.
Schemat
gięcia z rozciąganiem przedstawiono na rys. VII/18. Sposób ten znajduje
zastosowanie do kształtowania powłok z cienkiej blachy z pojedynczą lub podwójną krzywizną
przy dużych promieniach i pozwala na ograniczenie kątów sprężynowania. Dopuszczalny
współczynnik wydłużenia określany jako stosunek długości najbardziej rozciągniętego odcinka
blacy do odpowiedniej długości początkowej wynosi ok. 1,03 - 1,08 (dla jednej operacji).
Gięcie z rozciąganiem przeprowadza się zazwyczaj na prasach hydraulicznych stosując
dodatkowe oprzyrządowanie.
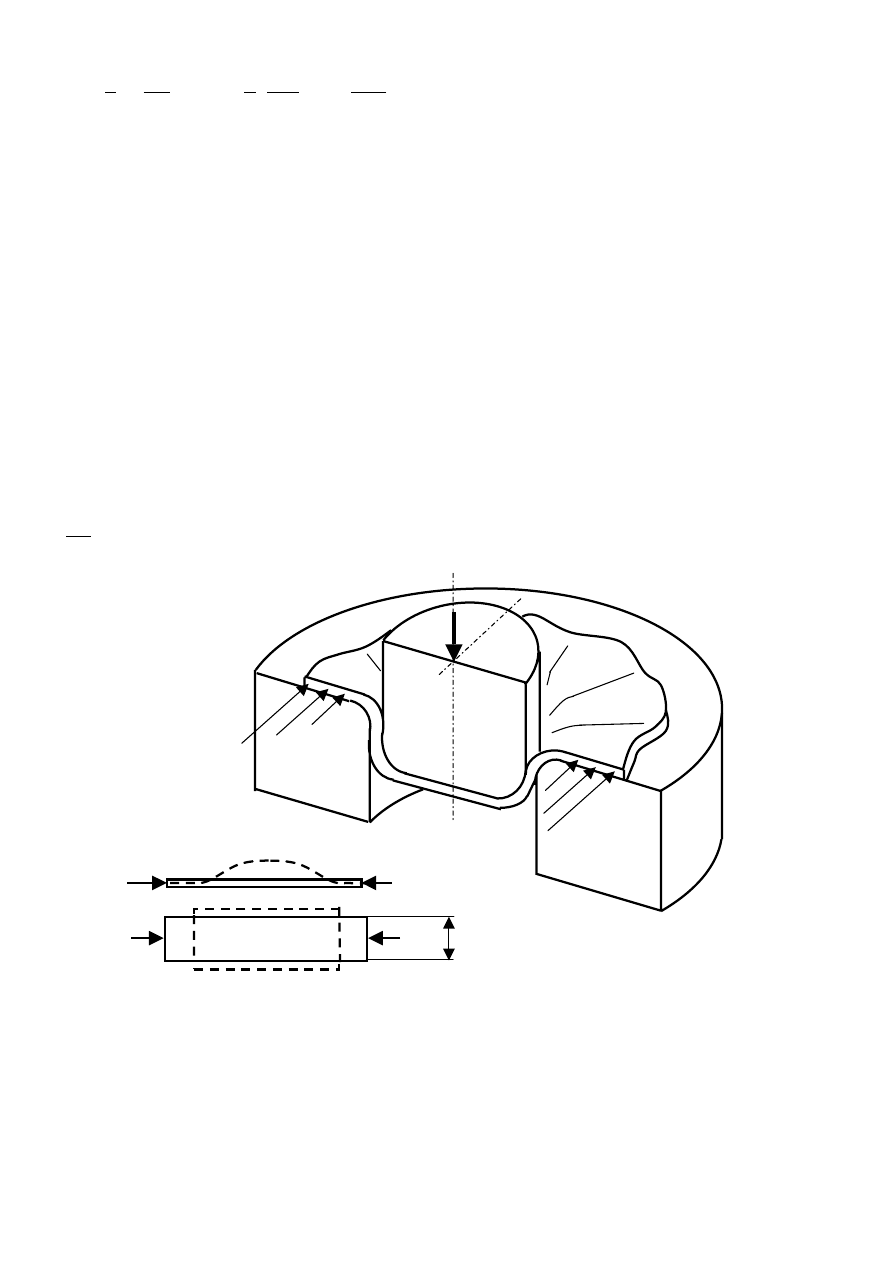
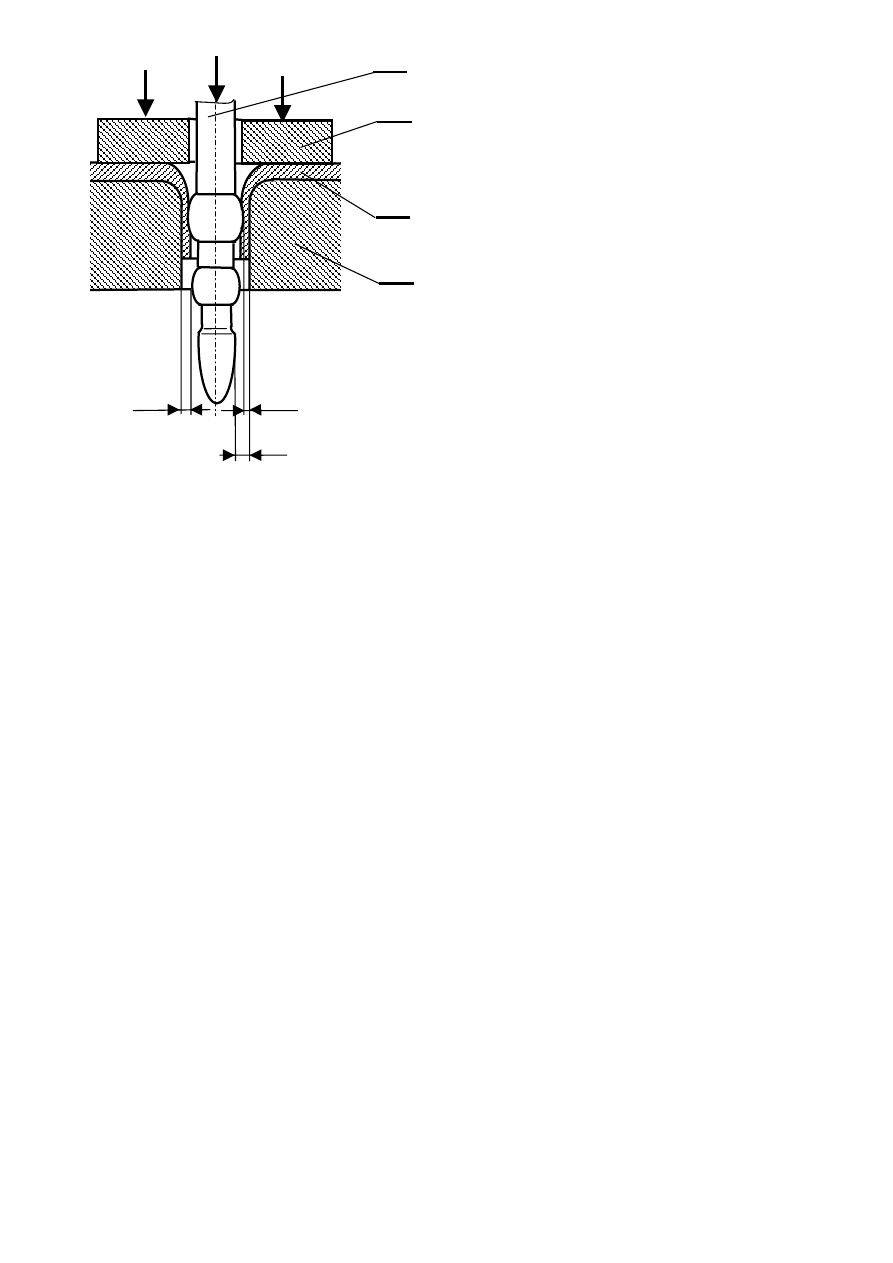
Rozpęczanie stosuje się w celu miejscowego powiększenia średnicy wytłoczki.
Wytłoczkę umieszczoną w dzielonej matrycy (rys. VII/19) poddaje się rozpęczaniu z
wykorzystaniem gumowego stempla, ciśnienia cieczy (gazu), względnie ciśnienia wytwarzanego
podczas spalania materiału wybuchowego o działaniu miotającym lub mieszanki paliwowo -
powietrznej (po umieszczeniu przyrządu w komorze zamkniętej). Zamiast stempla gumowego
można stosować stempel składający się z kilku segmentów rozsuwanych za pomocą centralnego
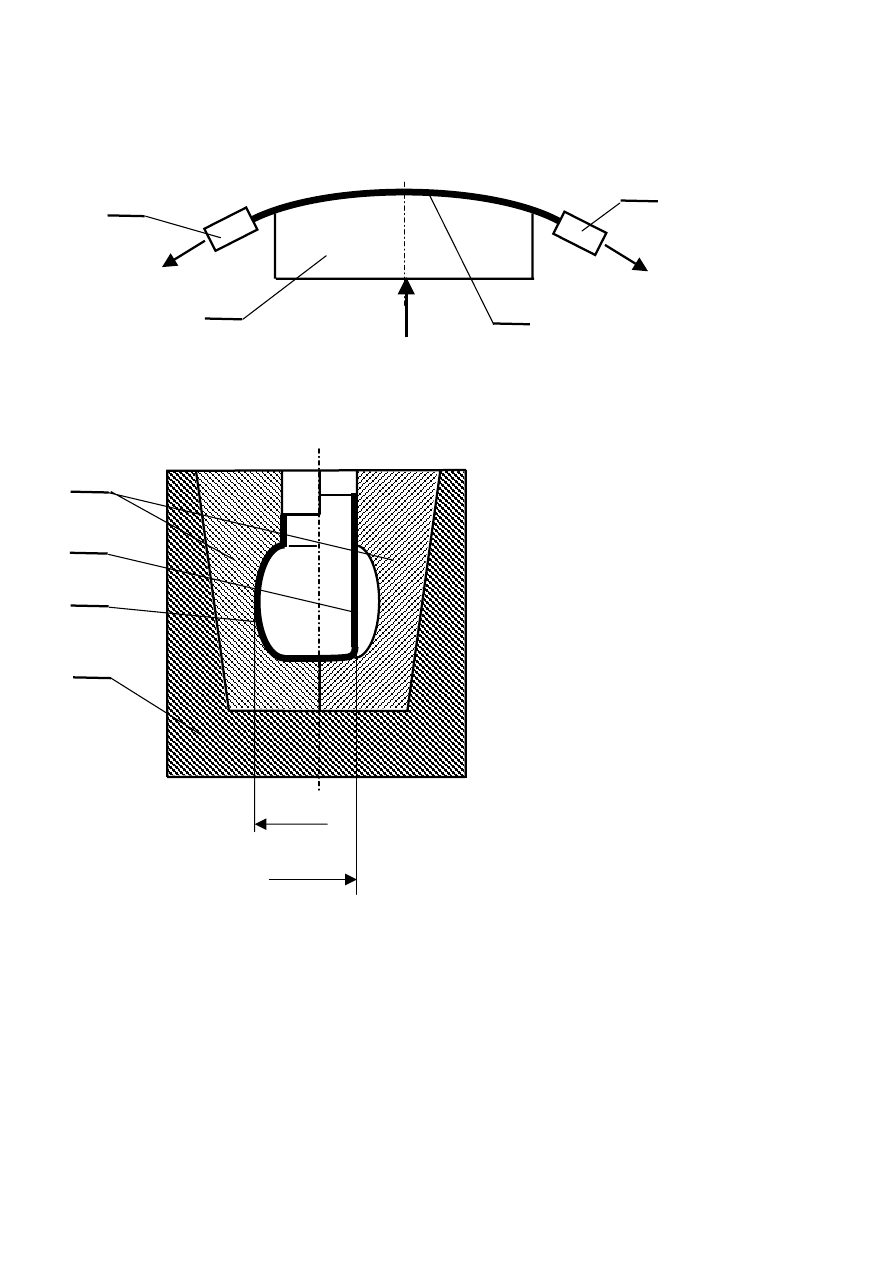
trzpienia stożkowego. W rozpęczanej strefie wytłoczki występuje dwuosiowe rozciąganie.
Stosunek średnic d
1
/d
0
nie może przekraczać wartości granicznej, która wynosi (dla jednej
operacji) ok. 1,1 - 1,2 (inaczej nastąpi pęknięcie ścianki wytłoczki).
3
2
1
2
Rys. VII/18. Schemat gięcia z rozciąganiem: 1 - stempel (wzornik), 2 - uchwyty, 3 - pasmo
blachy; strzałki pokazują kierunki działających sił
Rys. VII/19.
Wytłoczka
rozpęczana w dzielonej matrycy
(ciśnieniem cieczy, gumowym
stemplem itp.): 1 - połówki
dzielonej matrycy, 2 - obudowa, 3
- wytłoczka przed rozpęczaniem,
4 - wytłoczka po rozpęczaniu
2
4
3
1
d
0
d
1
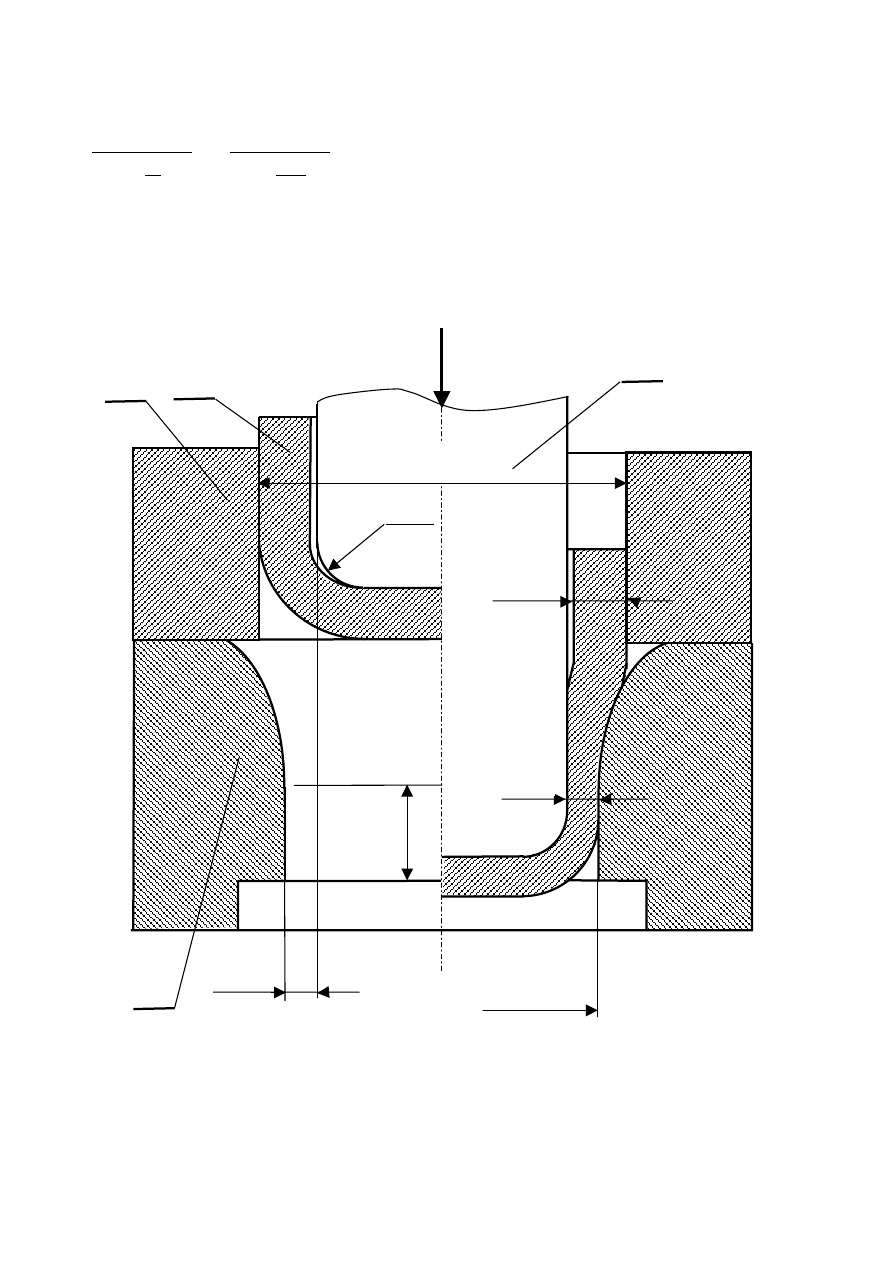
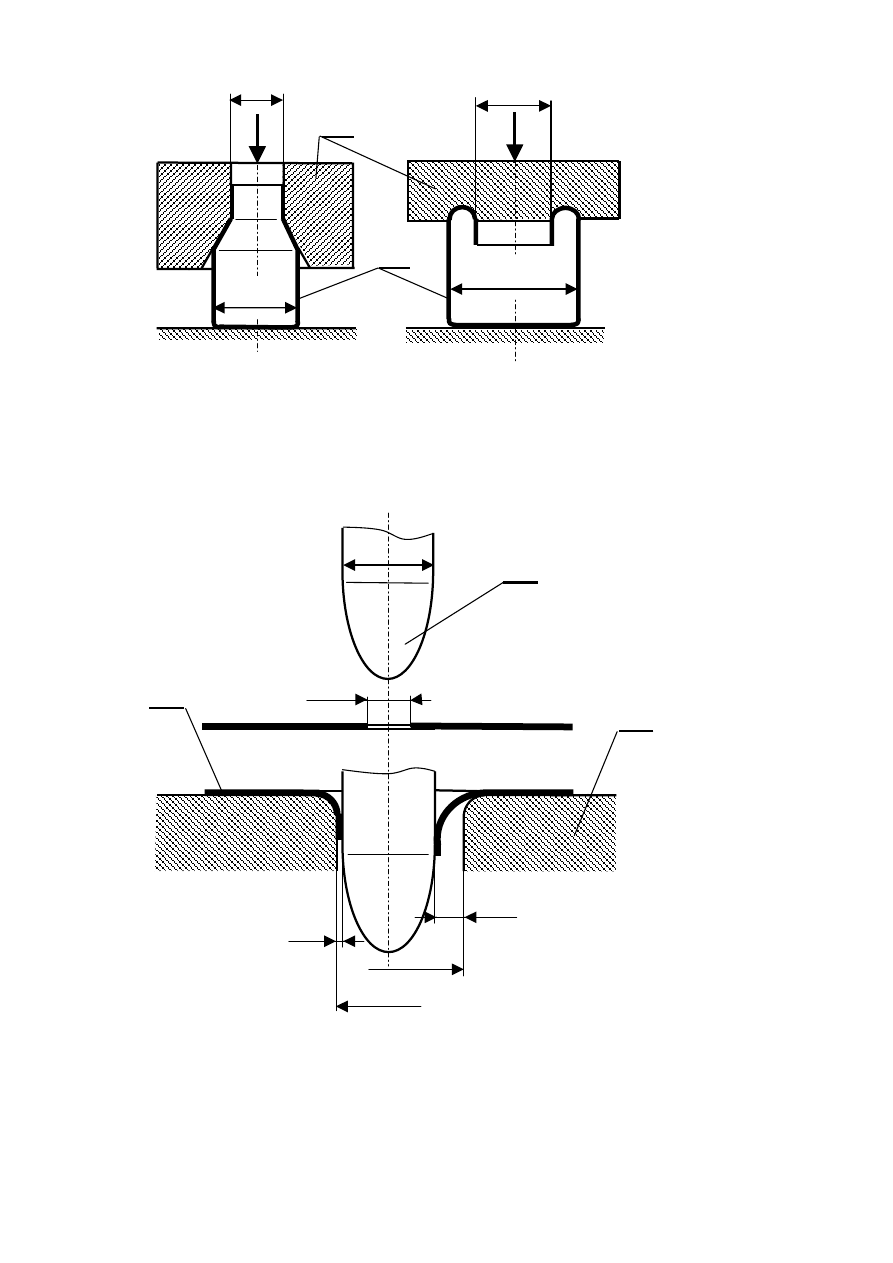
Obciskanie (rys. VII/20) polega na zmniejszeniu (lokalnym) średnicy wytłoczki. W
strefie odkształcanej występuje dwuosiowe ściskanie. Odkształcenie możliwe do uzyskania w
jednej operacji obciskania jest ograniczone, gdyż siłę obciskania przenoszą ścianki wytłoczki.
Wobec tego przy zbyt dużych odkształceniach może wystąpić utrata stateczności lub
niepożądane uplastycznienie ścianki. Przy wytłoczkach z cienkich blach utrata stateczności
(fałdowanie) może pojawić się także w strefie poddanej obciskaniu.
Schematy
wywijania krawędzi otworów przedstawiają rysunki VII/21 i VII/22.
Operację tę stosuje się często w celu umożliwienia wykonania gwintu w otworze.
Więcej informacji o wyżej wymienionych procesach tłoczenia - kształtowania można
znaleźć w [3].
d
1
d
0
d
1
d
0
b)
2
1
a)
Rys. VII/20. Obciskanie (a) oraz obciskanie z przewijaniem (b): 1 - matryce; ścianki
wytłoczek (2) przenoszą siłę obciskania - zbyt duża siła występująca w procesie może wywołać
utratę stateczności ścianek lub odkształcenia plastyczne w niewłaściwym miejscu, co nakłada
ograniczenie na wartość odkształcenia możliwego do realizacji
2
3
1
b)
a)
d
s
d
0
d
m
d
m
s
s
Rys. VII/21. Schemat wywijania krawędzi otworu bez pocieniania ścianki: z małą (a) i dużą
szczeliną s (b): 1 - stempel, 2 - materiał, 3 - matryca
Rys. VII/22. Schemat
wywijania obrzeża otworu z
pocienianiem ścianki:
1 - stempel stopniowany,
2 - matryca,
3 - dociskacz,
4 - materiał
2
4
3
1
s
1
s
3
s
2
6.1.7. Specjalne metody tłoczenia - kształtowania
Istnieje szereg metod tłoczenia - kształtowania o specjalnym przeznaczeniu, które
wykorzystuje się w przypadkach, gdy konwencjonalne metody nie są efektywne. Dotyczy to
zwłaszcza warunków produkcji jednostkowej i małych serii wyrobów o specyficznych kształtach
lub wykonywanych z materiałów o niskiej tłoczności. Zastosowanie specjalnych metod tłoczenia
- kształtowania pozwala na obniżenie kosztów wykonania tłoczników, w których jeden z
elementów (stempel lub matryca) staje się zbędny, a jego działanie zastępuje ciśnienie
wywierane na powierzchnię blachy za pośrednictwem ośrodka ciekłego, gazowego lub stałego
(sypkiego, względnie w postaci gumy lub tworzywa sztucznego). Wykorzystuje się również
oddziaływanie pola elektromagnetycznego na materiał kształtowany. Ciągnienie materiałów o
małej tłoczności (np. stopów tytanu i magnezu) wymaga zastosowania specyficznych
warunków: podgrzewania kołnierza w celu zwiększenia jego plastyczności (za pomocą
podgrzewanej elektrycznie płyty dociskacza) oraz ewentualnego chłodzenia stempla (w celu
podwyższenia wytrzymałości materiału w przekroju niebezpiecznym). W dalszym ciągu
omówimy krótko wybrane specjalne metody tłoczenia - kształtowania. Dalsze informacje można
znaleźć w [3].
6.1.7.1. Tłoczenie - kształtowanie z wysokimi prędkościami odkształcenia
W procesach tłoczenia - kształtowania z wysokimi prędkościami odkształcenia
wykorzystuje się:
• energię fali uderzeniowej powstającej przy detonacji materiałów wybuchowych kruszących
lub podczas wyładowania elektrycznego,
• ciśnienie wytwarzane podczas spalania materiałów wybuchowych miotających lub mieszanek
gazowych i paliwowo - powietrznych,
• energię pola elektromagnetycznego.
Tłoczenie z wykorzystaniem ładunków kruszących lub miotających nazywa się
t ocze
n
iem
wybuchowym
. Ładunki kruszące (np. trotyl) stosuje się przy kształtowaniu
wyrobów o dużych i bardzo dużych gabarytach (nawet do kilku metrów) z grubych blach i
materiałów o wysokiej wytrzymałości, np. elementów dużych zbiorników ciśnieniowych (dennic),
rakiet kosmicznych itp., zwykle w produkcji jednostkowej lub przy niewielkich seriach. Ośrodki,
ł
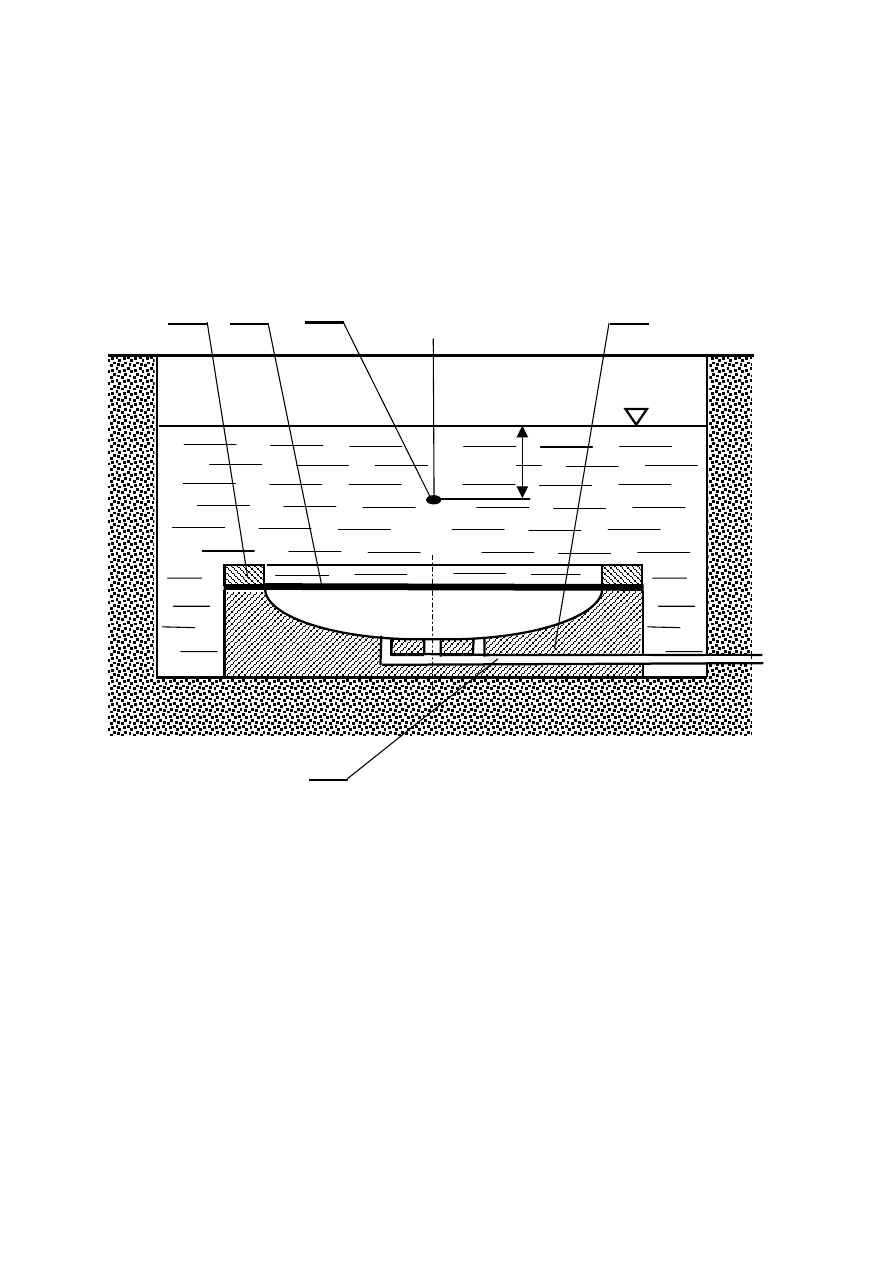
w których powstaje fala uderzeniowa mogą być gazowe, ciekłe lub sypkie. Kształtowanie
odbywa się na wolnym powietrzu lub w zbiornikach wodnych otwartych, z dala od zabudowań
(np. na poligonach wojskowych). Jedynym elementem tłocznika jest matryca (zwykle metalowa
lub żelbetowa z wykładziną kompozytową), rolę stempla spełnia ciśnienie na froncie fali
uderzeniowej (rys. VII/23). Istotną rolę odgrywa masa ładunku, jego ukształtowanie oraz
usytuowanie względem powierzchni półwyrobu i głębokość zanurzenia H. Czynniki te wpływają
na wartość energii efektywnej (wywołującej odkształcenie plastyczne) i kształt czoła fali
uderzeniowej. Kształtowanie na gorąco jest możliwe przy zastosowaniu sypkiego ośrodka
przenoszącego energię wybuchu (np. piasku).
5
3
1
4
2
H
Rys. VII/23. Schemat tłoczenia wybuchowego w zbiorniku wodnym: 1 - matryca z otworami
odpowietrzającymi, 2 - dociskacz, 3 - ładunek kruszący, 4 - materiał kształtowany, 5 - prze-
wód odprowadzający powietrze do pompy próżniowej, H - głębokość zanurzenia ładunku
Do kształtowania wyrobów o małych i średnich wymiarach oraz kształcie trudnym do
otrzymania w konwencjonalnych operacjach tłoczenia - kształtowania wykorzystuje się energię
spalania wybuchowego materiałów miotających (prochów) lub mieszanek gazowych i paliwowo
- powietrznych, zwlaszcza w operacjach rozpęczania i obciskania. Półwyrób umieszcza się w
dzielonej matrycy (jak na rys. (VII/19)) w pojemniku zamkniętym. Przy użyciu materiałów
prochowych uzyskiwane ciśnienie wzrasta wraz ze wzrostem tzw.
gęstości adowania
(stosun-ku masy ładunku do objętości komory spalania).
ł
ł
Tłoczenie wybuchowe stosuje się także do spajania i platerowania blach.
T oczenie elektrohydrauliczne
przebiega podobnie jak tłoczenie wybuchowe ładunka-
mi kruszącymi, przy czym fala uderzeniowa powstaje wskutek wyładowania elektrycznego du-
żej mocy w cieczy dielektrycznej.

Podczas
t oczenia elektromagnetycznego
krótkotrwały impuls prądu
przepływającego przez induktor wytwarza impuls pola elektromagnetycznego o dużym
natężeniu, co powoduje powstanie w materiale kształtowanym prądów wirowych. W efekcie
powstaje siła oddziaływania powodująca odpychanie materiału od induktora. Ciśnienie
działające na powierzchnię blachy może osiągać wartości rzędu kilkuset do kilku tysięcy MPa.
Półwyrób zderza się z matrycą z prędkością ok. 300 - 400 m/s. Zastosowanie tłoczenia
elektromagnetycznego jest podobne jak tłoczenia z wykorzystaniem materiałów miotających,
mieszanek gazowych i paliwowo - powietrznych. Osiąga się dużą dokładność wyrobów i
wydajność. Istnieją możliwości automatyzacji procesu. W pewnych przypadkach stosuje się kilka
impulsów prądu, przy czym pierwsze z nich są używane do podgrzania materiału w celu
podwyższenia własności plastycznych.
ł
t
Należy zwrócić uwagę na fakt, że przy dużych prędkościach odkształcenia własności
plastyczne kształtowanych materiałów ulegają zwykle obniżeniu. Zatem przy omawianych
metodach tłoczenia z dużymi prędkościami odkształcenia dopuszczalne odkształcenia są
mniejsze niż przy metodach konwencjonalnych.
6.1.7.2. Tłoczenie hydrauliczne
W procesach tłoczenia hydraulicznego wykorzystuje się ciśnienie cieczy działające na
powierzchnię blachy bezpośrednio lub poprzez gumową przeponę. Ciecz może spełniać rolę
stempla, wtłaczając półwyrób do matrycy, względnie zastępować działanie matrycy, obciskając
blachę na stemplu. Tłoczenie przeprowadza się na prasach hydraulicznych specjalnych lub
posiadających odpowiednie wyposażenie. W pewnych przypadkach tłoczenie hydrauliczne mo-
że być realizowane bez udziału prasy - ciecz pod ciśnieniem pompuje się do wnętrza specjalne-
go pojemnika gumowego, umieszczonego pomiędzy dwoma sztywnymi płytami, połączonymi ze
sobą. Matryca wraz z kształtowaną blachą jest umieszczona pod pojemnikiem z cieczą na dolnej
płycie urządzenia.
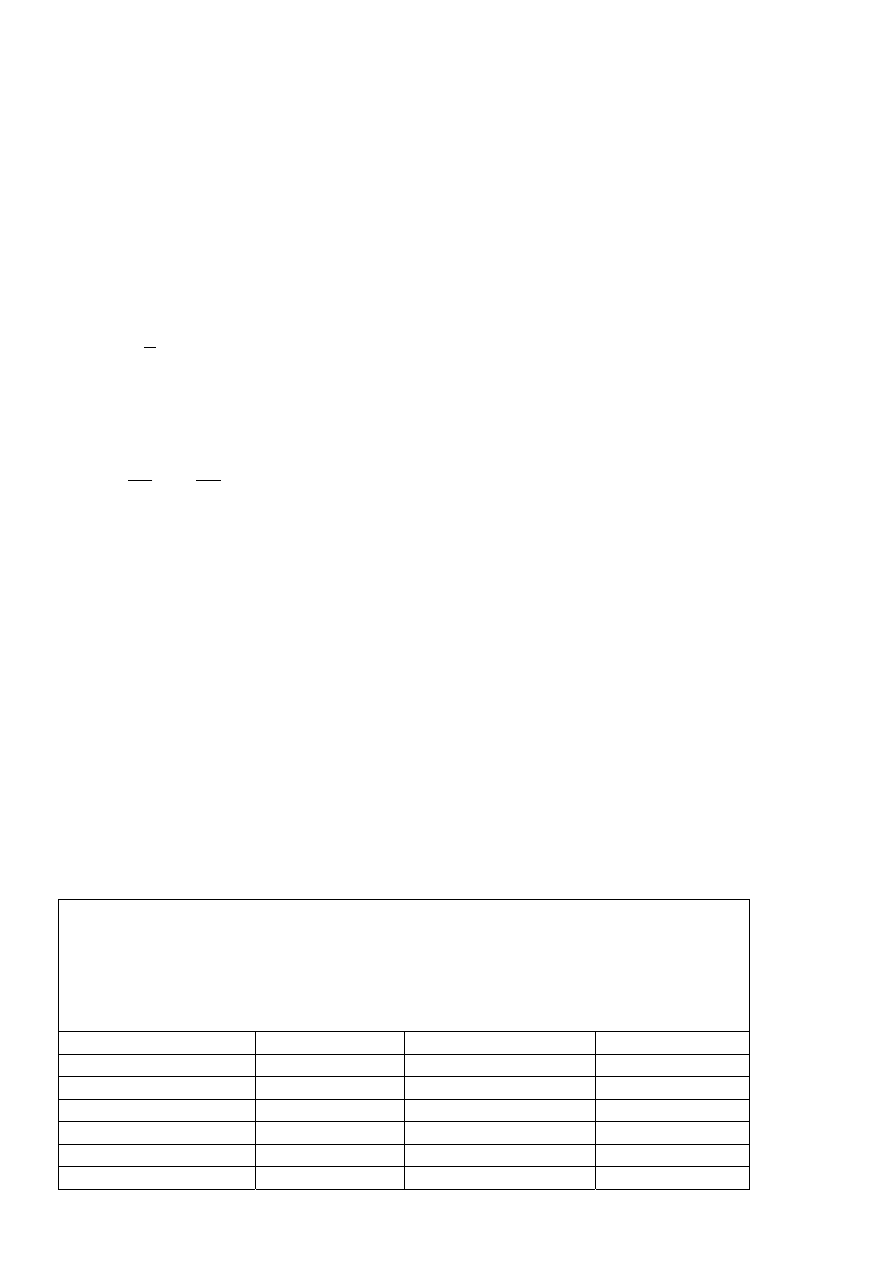
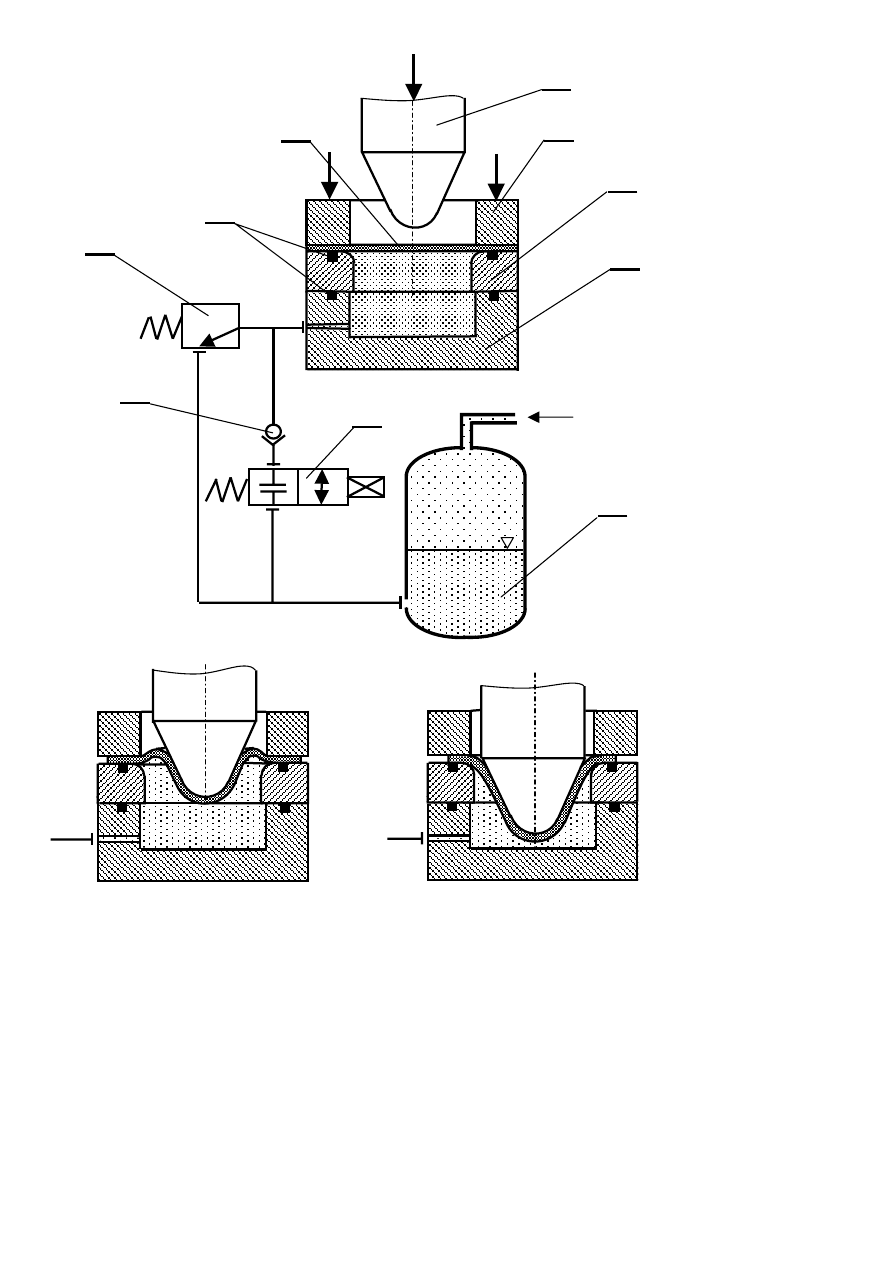
Na rys. VII/24 przedstawiono schemat tzw.
łoczenia
(
ciągnienia
)
hydromechanicz
n
ego
, stosowanego do głębokiego ciągnienia powłok o kształtach
półkulistych, parabolicznych, walcowych, stożkowych itp. Ciśnienie cieczy powoduje obciskanie
blachy na stemplu, co zapobiega utracie stateczności. Przy odpowiednim doborze ciśnienia
możliwe jest wykonywa-nie głębokich wytłoczek w jednej w jednej operacji.
p
10
9
8
7
5
6
4
2
3
1
c)
b)
a)
Rys. VII/24. Tłoczenie hydromechaniczne - kolejne fazy procesu (a, b, c): 1 - stempel,
2 - pierścień ciągowy, 3 - dociskacz, 4 - komora ciśnieniowa, 5 - blacha, 6 - uszczelnienia,
7 - wyłącznik ciśnienia (zawór przelewowy) , 8 - elektromagnetyczny zawór sterujący,
9 - zawór zwrotny, 10 - akumulator
7. Literatura
1. S. Erbel, K. Kuczyński, Z. Marciniak: Obróbka plastyczna. PWN, Warszawa 1981
2. M. Morawiecki, L. Sadok, E. Wosiek: Przeróbka plastyczna. Podstawy teoretyczne. Wyd.
„Śląsk”, Katowice 1986
3. W. P. Romanowski: Poradnik obróbki plastycznej na zimno. WNT, Warszawa 1976
Wyszukiwarka
Podobne podstrony:
EŚT 07 Użytkowanie środków transportu
07 Windows
07 MOTYWACJAid 6731 ppt
Planowanie strategiczne i operac Konferencja AWF 18 X 07
Wyklad 2 TM 07 03 09
ankieta 07 08
Szkol Okres Pracodawcy 07 Koszty wypadków
Wyk 07 Osprz t Koparki
zarządzanie projektem pkt 07
Prezentacja NFIN 07
więcej podobnych podstron