Ćwiczenie 5, 6
5. USTAWIANIE PARAMETRÓW PROCESU FORMOWANIA WTRYSKOWEGO
6. WPŁYW PARAMETRÓW PROCESU FORMOWANIA WTRYSKOWEGOO NA WŁAŚCIWOŚCI
WYPRASEK WTRYSKOWYCH
ZAGADNIENIA DO ĆWICZEŃ
Wstęp
Proces formowania wtryskowego należy do najczęściej stosowanych technologii przetwórstwa tworzyw
sztucznych. Prowadzi się go na maszynach zwanych wtryskarkami oraz z udziałem takich urządzeń
pomocniczych jak termostaty produkcyjne, suszarnie tworzywa, młynki do mielenia tworzyw itp. Coraz
częściej proces ten automatyzuje się poprzez wykorzystanie manipulatorów oraz urządzeń kontroli jakości.
Istota procesu polega na uplastycznieniu określonej porcji materiału (wynikającej z objętości gniazd formy oraz
układu wlewowego) w postaci tzw. granulatu wtryskowego oraz wtryśnięciu tejże masy pod wysokim
ciśnieniem do gniazd formy, gdzie na skutek ogrzewania (dotyczy duroplastów) lub chłodzenia (dotyczy
termoplastów) ulega ona zestaleniu zachowując kształt nadany przez odpowiednio wyprofilowane gniazdo
formy. Tak ukształtowany wyrób nosi nazwę wypraski.
Proces ten, w zależności od wielkości i konstrukcji wypraski oraz wykorzystanej wtryskarki trwa od kilku
sekund do kilku minut. Jest to więc technologia zapewniająca wysoką wydajność produkcji. Schemat typowej
wtryskarki przedstawia rys.1.
1. Budowa wtryskarki
W budowie każdej wtryskarki wyróżnia się cztery podstawowe zespoły:
• Zespół zamykania i otwierania formy (stoły wtryskarki, kolumny prowadzące, mechanizmy ryglujące
formę w momencie zamknięcia – mechanizm kolanowo – dźwigniowy itp.)
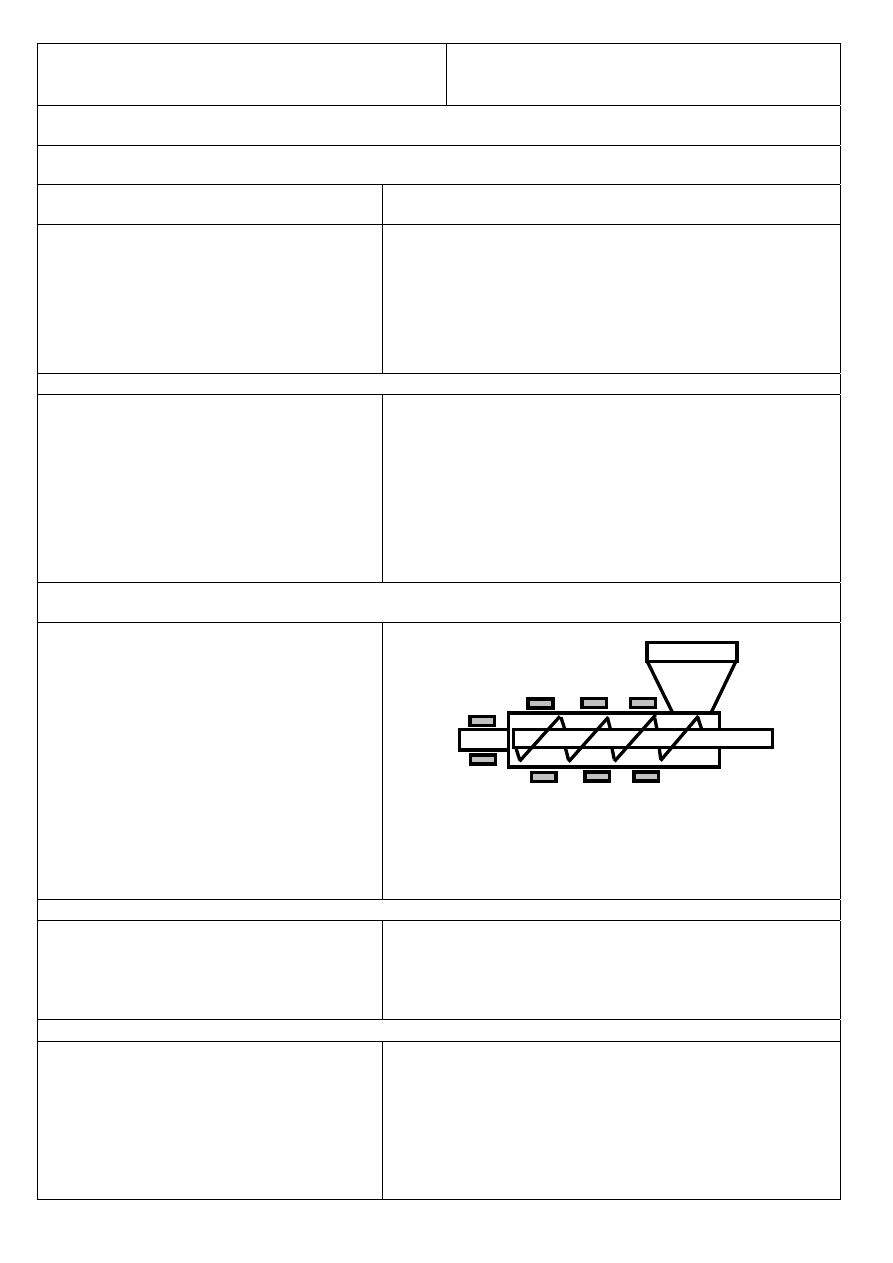
• Zespół plastyfikacji i wtrysku (zasobnik z tworzywem, cylinder plastyfikujący, ślimak, elementy
grzejne, dysza wtryskowa itp.)
• Zespół napędowy (silniki elektryczne, siłowniki hydrauliczne, pompy hydrauliczne itp.)
• Zespół sterowania procesem wtrysku (jednostka sterująca CPU, elementy automatyki przemysłowej (np.
termoregulatory, wyłączniki czasowe, wyłączniki krańcowe) itp.)
3. Cykl formowania wtryskowego
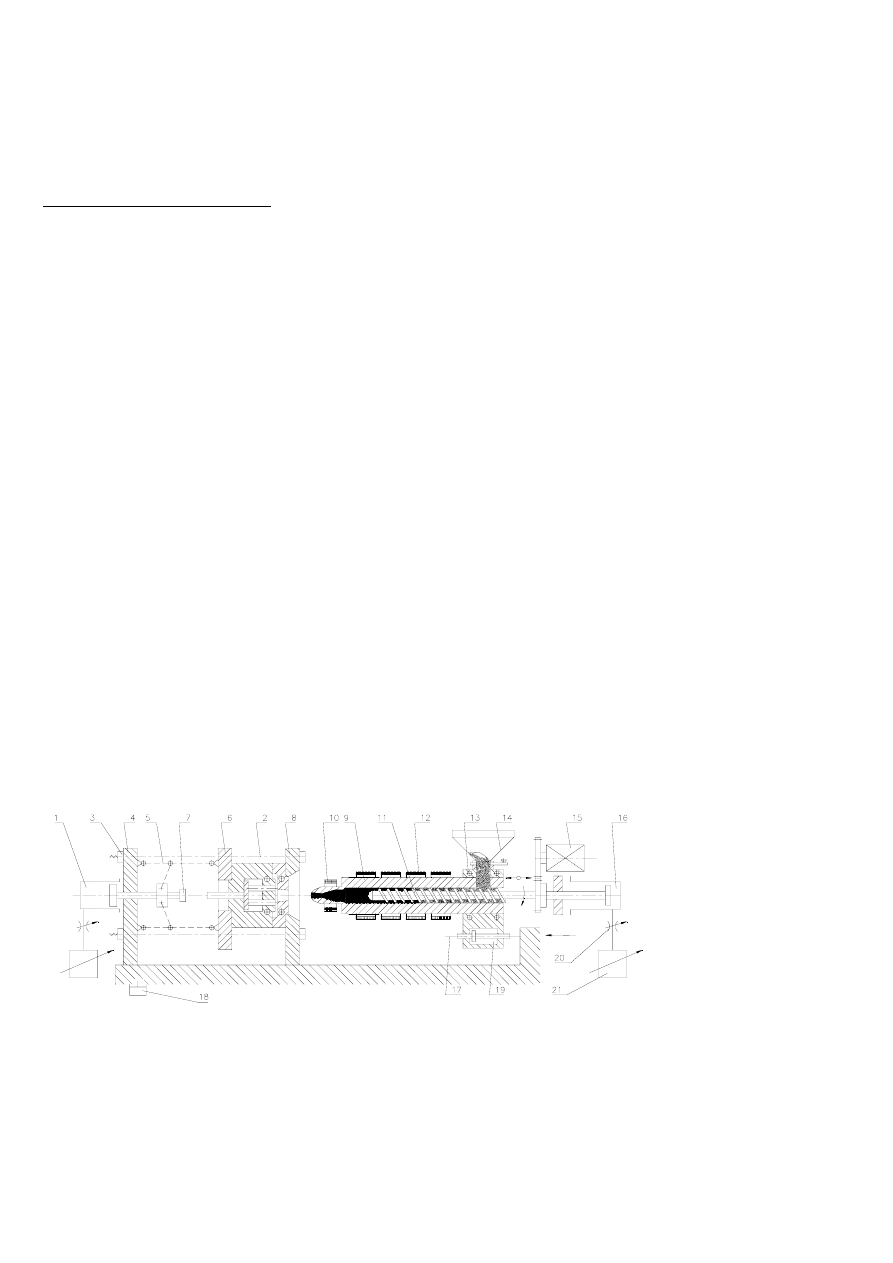
Rys. 1. Schemat wtryskarki ślimakowej z kolanowo – dźwigniowym systemem zamykania: 1- siłownik hydrauliczny
napędu stołu, 2 – kolumny prowadzące, 3 – nakrętki regulacji wysokości formy, 4 – stół tylny, 5 – zespół zamykania i
otwierania formy, 6 – stół ruchomy, 7 – zderzak wtryskarki, 8 – stół nieruchomy, 9 – cylinder wtryskowy, 10 – dysza
wtryskarki, 11 – ślimak, 12 – grzejniki, 13 – chłodzenie strefy zasypowej cylindra, 14 – lej zasypowy, 15 – napęd
ruchu obrotowego ślimaka, 16 – siłownik hydrauliczny napędu ślimaka, 17 – prowadnice zespołu cylinder – ślimak,
18 – zbiornik oleju, 19 – siłownik hydrauliczny przesuwu zespołu cylinder – ślimak, 20 regulator wydatku oleju, 21 –
regulator ciśnienia oleju.
2. Cykl formowania wtryskowego
Formowanie wtryskowe, podobnie jak każdy proces cykliczny, przebiega wg ustalonego schematu, który tylko
w niewielkim stopniu podlega modyfikacji. Typowy przebieg cyklu wtrysku przedstawiono na rys. 2.
Ślimak
t
m4
t
m2
8’
7’
8
7
6
5
9
8”
4
3
12
11
10
2
1
S
d
S
w
t
m1
t
w
t
d
t
pl
t
ch
czas
t
p
t
c
t
m3
Zespół zamykania
Zespół plastyfikacji
Ślimak
t
mn
– czasy maszynowe
t
d
–czas docisku
t
w
– czas wtrysku
t
pl
– czas plastyfikacji
(dozowania)
t
p
– czas przerwy między
cyklami
t
ch
– czas chłodzenia wypraski
S
d
– droga docisku
S
w
– droga wtrysku
S
pl
– droga plastyfikacji
Droga S
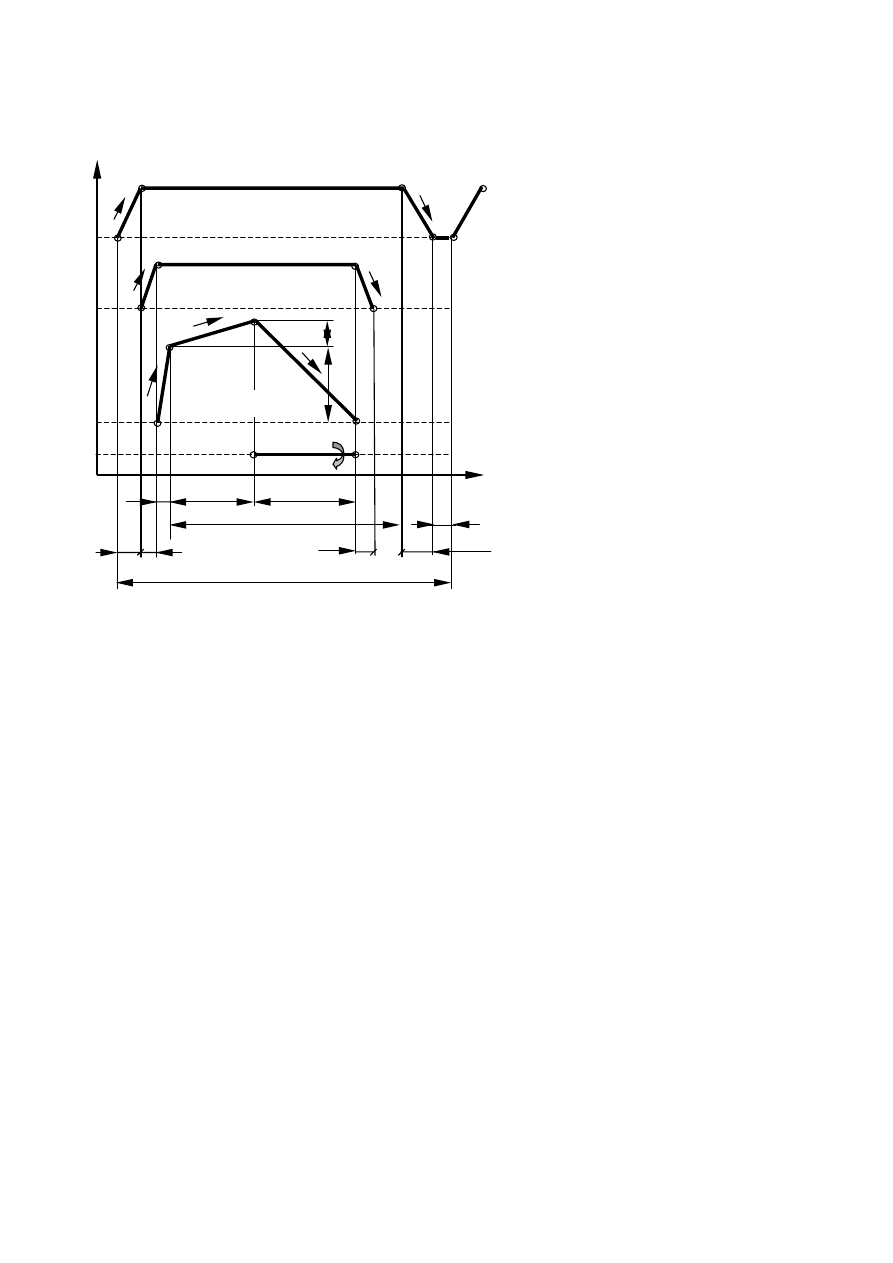
Rys. 2. Diagram podstawowego cyklu wtrysku: 1-2 – zamykanie formy wtryskowej, 3-4 – dosuwanie układu plastyfikacji do formy,
5-6 – faza wtrysku tworzywa z szybkim przesuwem ślimaka, 6-7 – faza docisku – powolny przesuw ślimaka, 7-8 – faza plastyfikacji -
odsuwanie ślimaka pod wpływem uplastycznionego tworzywa, znajdującego się przed jego czołem, 7’-8’ – uplastycznianie nowej
porcji tworzywa - obrót ślimaka, 8”-9 – odsunięcie układu plastyfikacji od formy, 10-11 – otwieranie formy, 11-12 –przestój
związany z czasem przerwy między cyklami.
W cyklu formowania wtryskowego wyróżnić można kilka zasadniczych faz, wynikających ze specyficznych
cech procesu tj.:
- faza wtrysku (5-6) – uplastycznione tworzywo, pod wysokim ciśnieniem (przeciętnie: kilkadziesiąt
MPa) i z dużą szybkością, przepływa przez dyszę wtryskową oraz kanały wlewowe formy wtryskowej
do gniazd formy wypełniając je całkowicie.
- faza docisku (6-7) – stosowana jest szczególnie dla tworzyw krystalicznych, które wykazują duży tj.
20% ubytek objętości wskutek zmian skurczowych następujących przy schładzaniu uplastycznionej
masy tworzywa. W trakcie tej fazy uzupełnia się te straty podając tworzywo do gniazd, do momentu
ustania przepływu, który praktycznie ustaje po zakrzepnięciu przewężki (patrz rys.8).
- faza plastyfikacji (7-8) – następuje tutaj uplastycznienie wymaganej porcji granulatu wtryskowego w
układzie plastyfikacyjnym wtryskarki. Ślimak wtryskarki, obracając się, samoczynnie przesuwa się do
tyłu, ustępując miejsca przemieszczającej się po jego zwojach uplastycznianej masie tworzywa. W
praktyce swobodne jego odsuwanie się jest utrudnione, ponieważ przeciwdziała temu tłumienie
wypływu oleju z przestrzeni roboczej siłownika (poz. 16 - rys.1). Uzyskuje się w ten sposób tzw.
przeciwciśnienie, które nosi nazwę ciśnienia plastyfikacji lub dozowania. Jego wartość ustala na
poziomie ok. 0.1 wartości ciśnienia wtrysku.
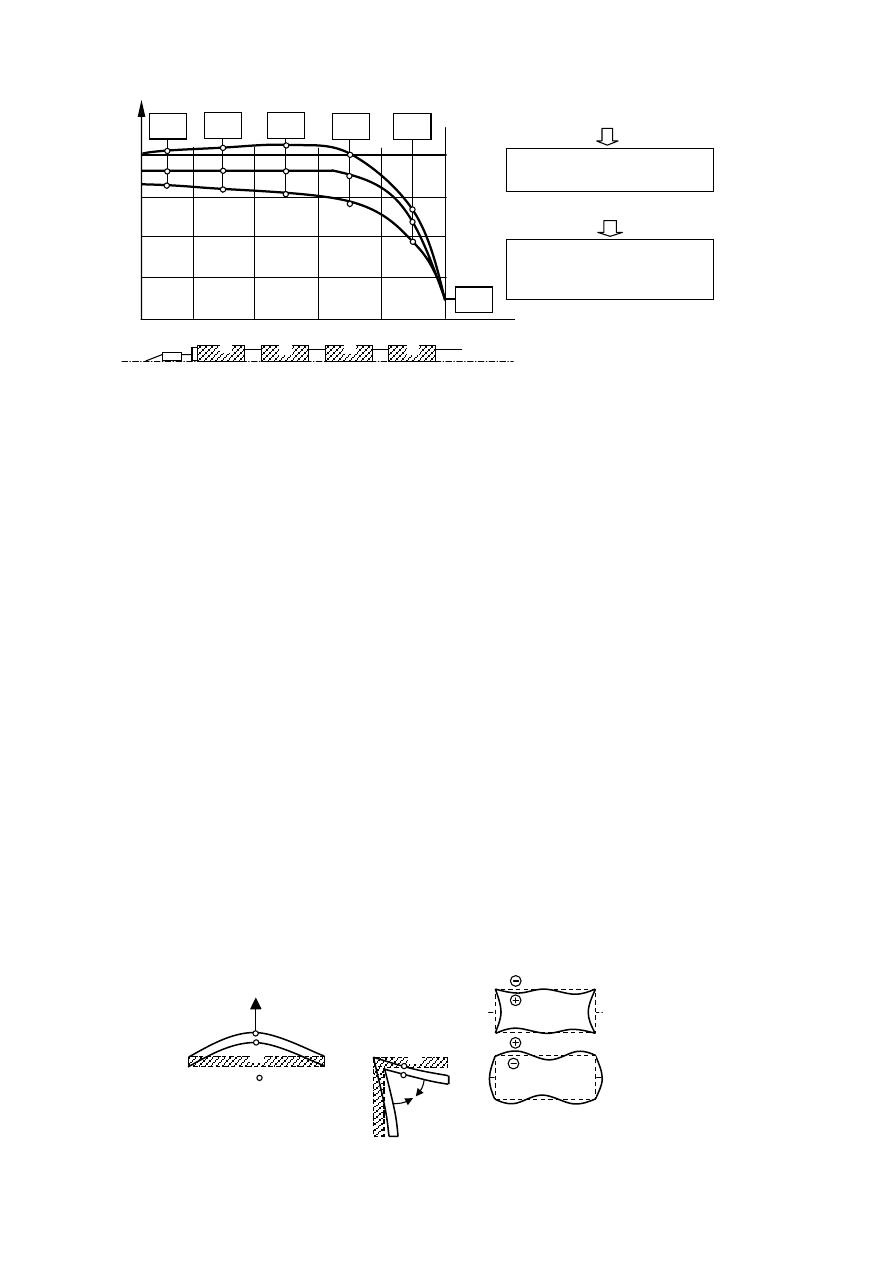
Ciśnienia w układzie wtryskarki
Zmiany ciśnień w formie wtryskowej oraz towarzyszące im zmiany ciśnień w układzie hydraulicznym
przedstawia rys.3. W fazie wtrysku ciśnienie w układzie hydraulicznym (p
HI
) osiąga wartość maksymalną (ok.
10 –14 MPa). Na czole ślimaka ciśnienie jest z reguły w tej fazie 10-krotnie większe. Ciśnienie to nazywamy
ciśnieniem wtrysku.
Otwarcie
formy
Usunięcie
wypraski
Cykl wtrysku (t
c
)
Przepływ wolny
Przepływ
szybki
Etap tworzenia kształtu wypraski
Proces niekontrolowany
Proces kontrolowany
P
H
[bar]
Punkt przełączania
ciśnienia wtrysku A
Punkt napełniania
gniazda
P
ftw
[bar]
- utrwalanie kształtu
- krystalizacja
- naprężenia
- skurcz wtórny
- łatwość usuwania z
formy
- wydajność
- zagęszczanie wzdłuż drogi
płynięcia
- jamy
- zapadnięcia
- wypaczenia
- orientacja wewnątrz
wypraski
- naprężenia
- skurcz
- łatwość usuwania z formy
- dopełnienie
gniazda
- ukształtowanie
konturów
- tworzenie
wypływki
- uszkodzenia
formy
- jakość powierzchni
- wygląd
- orientacja
powierzchniowa wypraski
- termiczne obciążenie
tworzywa
P
fw maz
Zakrzepnięcie przewężki
Zamknięcie gniazda
Niepożądany skok
ciśnienia
P
fd
p
Hpl
p
HII
Faza docisku (t
d
)
Faza chłodzenia t’
ch
Faza wtrysku
(t
w
)
SPR
ĘŻ
ANIE
Wype
łnianie gniazda
Wype
łnianie kana
łów
p
HI
Czas t [s]
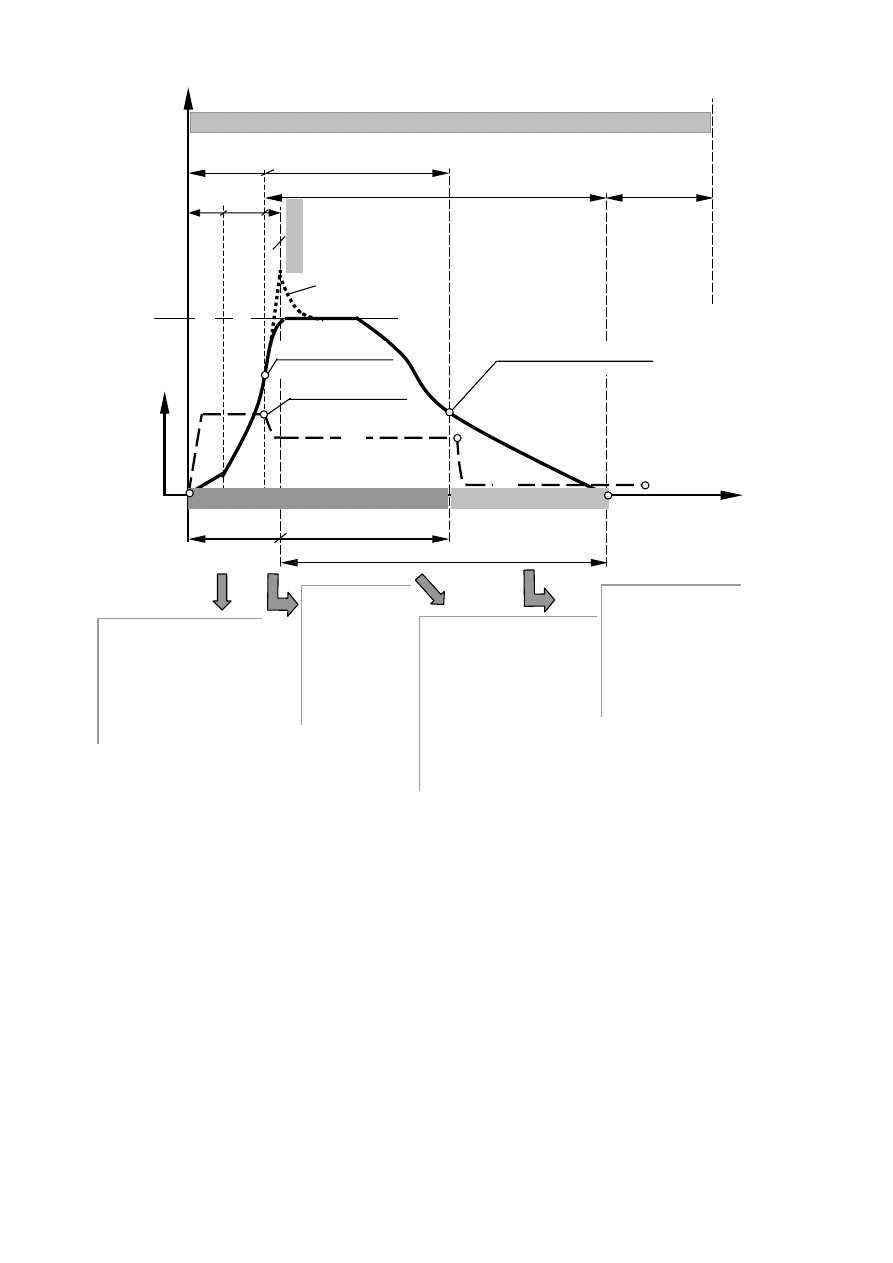
Rys. 3. Przebieg zmian ciśnień w formie wtryskowej i ciśnienie hydrauliczne oleju.
W samej formie w czasie szybkiego płynięcia ciśnienie tworzywa zmienia się zależnie od oporów płynięcia i
jest stosunkowo niskie, jednakże natychmiast po wypełnieniu gniazda następuje jego momentalny wzrost. Ten
właśnie wzrost powoduje sprężenie tworzywa i jest niezbędny dla całkowitego dopełnienia gniazda. Natomiast
zbyt małe ciśnienie wtrysku może być przyczyną niedolewów bądź chwilowych zahamowań ruchu
(przechłodzenia) tworzywa w poszczególnych fragmentach gniazd. Nadmierny, skokowy zaś wzrost ciśnienia
może spowodować:
- uchylenie formy i powstanie gratu,
- naprężenia własne wypraski (pogorszenie własności),
- rozrzut
wymiarów,
- ruch wsteczny tworzywa, do cylindra po przełączeniu na docisk,
- straty energii.
Jedyną możliwością zapobieżenia nadmiernemu skokowi ciśnienia jest, w momencie sprężania, przełączenie
ciśnienia w układzie hydraulicznym p
HI
na mniejsze ciśnienie (p
HII
). Moment przełączenia nazywany jest
punktem przełączenia (A
p
). Powinien on wyprzedzać nadmierny wzrost ciśnienia w gnieździe. Po przełączeniu
ciśnienia p
HI
na p
HII
na czole ślimaka występuje mniejsze ciśnienie, niż przy wtrysku, które nazywane jest
ciśnieniem docisku. Ciśnienie docisku w momencie przełączania powinno być równe ciśnieniu wtrysku w
punkcie przełączania A
p
. Jeżeli warunek ten nie jest spełniony może wystąpić przepływ wsteczny, czego
efektem jest późniejsze rozwarstwiane się wypraski. Przy prawidłowym ciśnieniu uzupełniane są straty
skurczowe w gnieździe i ostatecznie nadawany jest kształt wypraski. Odbywa się to do momentu zakrzepnięcia
przewężki. Po tym fakcie dalsze zmiany ciśnienia w gnieździe odbywają się już w sposób niekontrolowany.
Ciśnienie zaś w układzie hydraulicznym zostaje obniżone do poziomu (p
Hpl
) wymaganego do właściwego
uplastycznienia nowej porcji tworzywa.
4. Parametry procesu formowania wtryskowego
Należy pamiętać, iż aby uzyskać wyrób o optymalnych własnościach należy ściśle przestrzegać parametrów
technologicznych. Parametry te powinny być ustalone dla każdej z faz. Do najistotniejszych z nich należą:
- temperatura: stref grzejnych w układzie plastyfikacji (T
z
, T
cn
, T
d
), formy (T
f
), usuwania wypraski z
formy (T
u
) itp.
- ciśnienie: w układzie hydraulicznym (p
H
) oraz ciśnienia pochodne tj.: wtrysku (p
w)
, docisku (p
d
),
plastyfikacji (p
pl
), w gnieździe formy (p
f
)
- czas: wtrysku (t
w
), docisku (t
d
), chłodzenia wypraski (t
ch
), plastyfikacji (t
pl
).
Zmiany tych wielkości, dzięki nowoczesnym układom sterowania wtryskarek, możliwe są nawet w zakresie
danej fazy procesu (np. stosuje się tzw. docisk stopniowy, polegający na stopniowo zmieniającym się – z reguły
malejącym - ciśnieniu docisku)
P
H
T
c1
...T
cn
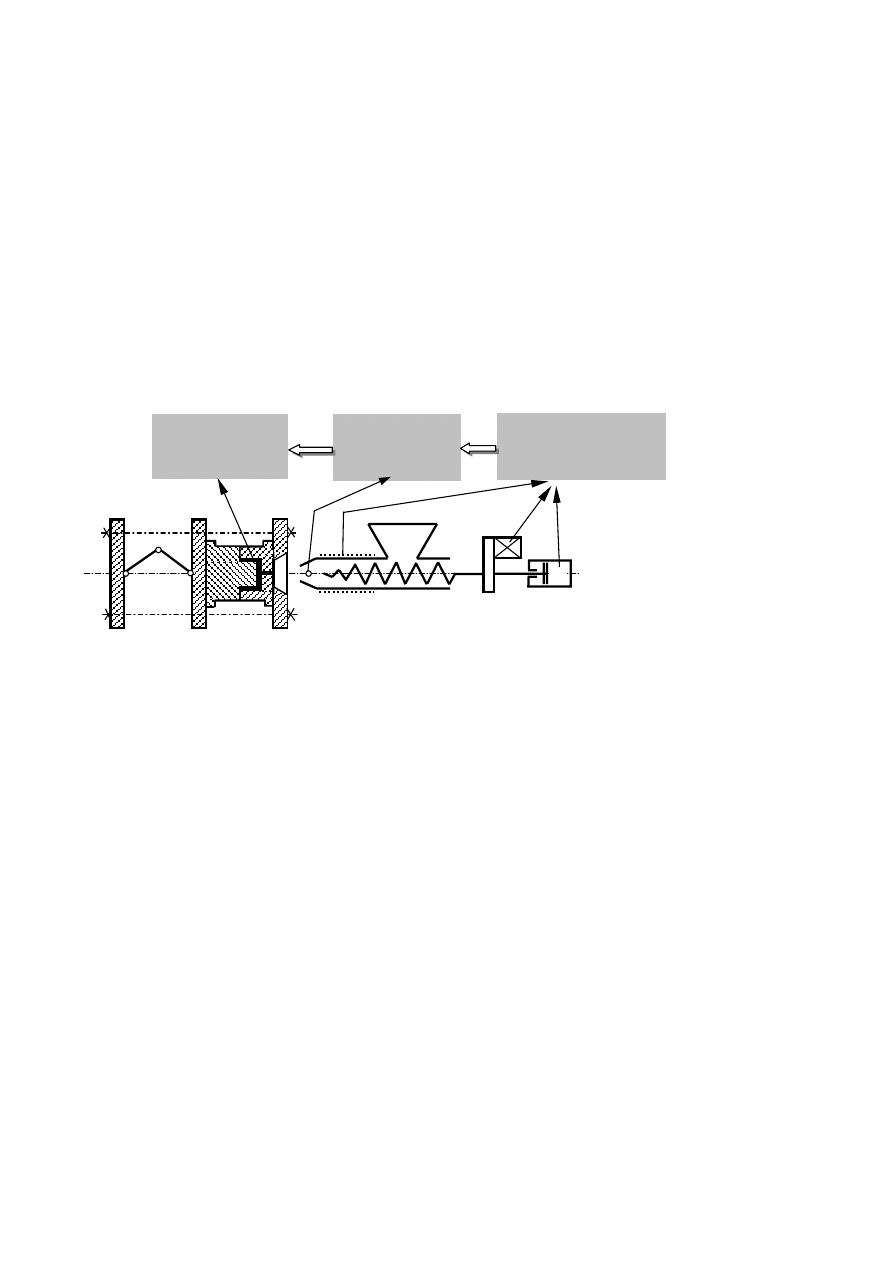
Parametry nastawne
wtryskarki: np.
p
HI
, p
HII
, p
Hpl,
T
c1
...T
cn
Parametry
procesu wtrysku:
np. p
w
, p
d
, p
pl
, T
Parametry stanu
tworzywa w
formie: np. p
f
, T
Rys. 3. Przemiany parametrów formowania wtryskowego
Parametry ustawiane przez operatora lub technologa nazywane są parametrami nastawnymi wtryskarki.
Zapisuje się je w pamięci komputera, sterującego pracą maszyny oraz w kartach technologicznych. Ich
oddziaływanie daje w efekcie parametry procesu wtrysku, czyli rzeczywiste wartości nastawionych
parametrów, charakteryzujące nie tylko dokładność działania wtryskarki ale również i stan znajdującego się w
niej tworzywa w czasie całego cyklu pracy. Stan, zaś, tworzywa w formie, gdzie następuje kształtowanie
własności wypraski określa się parametrami fizycznymi, nazywanymi parametrami stanu tworzywa w formie.
4.1. Charakterystyka wybranych parametrów procesu formowania wtryskowego
W procesie formowania wtryskowego tworzywa sztuczne przetwarzane są w zakresie stanu plastyczno-
płynnego, stąd spośród wielu istotnych parametrów przeanalizujmy na początek wszystkie istotne temperatury
w układzie wtryskarka – forma wtryskowa.
Temperatura wtrysku (T
w
) – jest to temperatura, do której zostaje nagrzane tworzywo w cylindrze
wtryskowym. Może być ona bezpośrednio kontrolowana przez zanurzenie termopary w tworzywie
wytryśniętym w przestrzeń.
Tworzywo w cylindrze wtryskarki jest ogrzewane dzięki:
- ciepłu dostarczonemu przez grzałki,
- ciepłu uzyskiwanemu w wyniku oporów tarcia tworzywa podczas obrotów ślimaka, (udział tego ciepła
wynosi od 15% dla PA do 80% dla PVC).
Nagrzewanie tworzywa odbywa się stopniowo. Zależnie od własności tworzyw i żądanej temperatury wtrysku
stosuje się następujące profile temperatur (rys.4):
Mniejsze obciążenie
termiczne przy dłuższych
czasach cykli
Mniejsza lepkość, większe
obciążenie termiczne
Dolny zakres temperatur
Górny zakres temperatur
T
Z
T
C1
T
C2
T
C3
T
C4
T
D
4
3
2
1
T
Rys. 4. Przebieg zmian temperatur cylindra – profile temperatur
- powoli
wzrastający (a) począwszy od zasypu w kierunku dyszy. Stosuje się go dla tworzyw o niższej
odporności cieplnej, dłuższych czasów cyklu, małej pojemności wtrysku w stosunku do pojemności
nominalnej,
- wzrastający, a potem stały (b). Stosuje się go np. przy wtrysku szybkobieżnym. Pozwala on bowiem na
dostarczenie dużej ilości ciepła potrzebnej do uplastycznienia większych ilości tworzywa w krótkim
czasie,
- wzrastający, w strefie ostatniej, a w dyszy opadający. Stosuje się go przy dyszach otwartych, zmniejsza
bowiem niebezpieczeństwo wyciągania nitki i przepływu wstecznego
Temperatura formy (T
f
) – jest to temperatura powierzchni gniazd formy. Regulację tej temperatury
przeprowadza się za pomocą urządzeń termostatujących, sterowanych obecnie z poziomu układów sterujących
wtryskarek. Jej wielkość zależy od rodzaju produkcji oraz oczywiście od gatunku tworzywa. W praktyce
przyjmuje się:
- T
f
= 60-120
o
C - przy produkcji wyrobów technicznych o wysokiej jakości, dla tworzyw krystalicznych
- T
f
=10-20
o
C - przy produkcji wyrobów masowych, ze względów ekonomicznych.
Wzrost temperatury formy:
- zwiększa krystalizację i polepsza własności użytkowe,
- podwyższa skurcz przetwórczy i zmniejsza niekontrolowany skurcz wtórny,
- zmniejsza
naprężenia własne wypraski,
- zmniejsza
orientację,
- zmniejsza
zapadnięcia i jamy,
- podwyższa dokładność odwzorowania gniazda,
- zmniejsza opory płynięcia i straty ciśnienia,
- wydłuża czas chłodzenia (ok. 2%/1
o
C).
Niewłaściwy zaś rozkład temperatur w gnieździe formy powoduje na skutek zróżnicowania skurczu paczenie
wypraski (niekontrolowane wygięcia ścianek) – rys. 5 (patrz również rozdz. 5).
c)
b)
a)
S
2
S
1
S – skurcz, S
2
>S
1
T
f1,2
– temperatury stref formy, T
f2
>T
f1
T
f2
T
f1
S
2
S
1
T
f2
T
f1
Rys. 5. Przykłady niekorzystnej deformacji wyprasek spowodowane niewłaściwym rozkładem temperatur w gnieździe formy
(stempla i matrycy): a) odkształcenia płaszczyzn, b) odkształcenia kątów, c) odkształcenia pojemników prostokątnych.
Temperatury stosowane przy wtrysku najczęściej przetwarzanych tworzyw termoplastycznych zestawiono w
tab. 1. Analizując ją należy pamiętać, że podane w niej wartości mogą ulegać znacznym zmianom w zależności
od stosowanych środków modyfikujących a szczegółowe zalecenia dotyczące przetwórstwa podają producenci.
Tab.1. Wybrane temperatury stosowane przy wtrysku niektórych tworzyw sztucznych.
temperatury stref [
o
C]
Gatunek TS
T
F
T
D
T
3
T
2
T
1
T
Z
T
u
*
PS
10÷50 220÷240 210÷230
180÷230 150÷180 20÷30
80
SB
10÷50 220÷240 210÷230 180÷230 150÷180 20÷30
90
SAN
2
30÷80 210÷240 210÷240 180÷240 150÷180
40
110
ABS
2
30÷80 210÷250 210÷250 180÷230 150÷188 30÷50
100
PA6
2, 5
60÷90 230÷250 240÷250 230÷240 210÷230 60÷80
200
PA6.6
2, 5
50÷90 260÷280 260÷280 250÷270 240÷260 60÷80
230
PE
20÷50 200÷300 220÷300 180÷280 150÷250 20÷30 80÷110
PP
20÷80 240÷260 220÷250 210÷250 150÷210 20÷30
110
POM
1
50÷120 170÷215 170÷205 160÷180 150÷170 30÷40
150
PMMA
1, 2, 3, 4
40÷80 200÷250 200÷250 170÷200 140÷170 50÷60
130
PC
2
80÷120 260÷320 260÷320 250÷300 230÷260 70÷90
140
PVC-U
1, 3, 4
20÷60 170÷210 160÷190 160÷170 140÷160 30÷40
80
PVC-P
1, 3
20÷60 170÷200 160÷190 150÷170 140÷160
40
60
CA, CAB
1, 2
40÷80 200÷220 200÷220 200÷220 180÷200
40
80
PPE
80÷105 320÷340 320÷340 290÷330 250÷270
40
90÷115
PBT, PET
1
90÷120 240÷260 250÷260 240÷255 230÷250 60÷80 210÷200
T
Z
T
1
T
2
T
D
T
F
T
3
Uwagi do tabeli:
1
– czuły termicznie, górny zakres temperatur tylko przy krótkich cyklach,
2
– suszyć przed przetwórstwem, zależnie od warunków,
3
– stosować tylko dysze otwarte,
4
– nie stosować zaworu zwrotnego ślimaka,
5
– nie stosować dysz zamykanych tłoczkowych,
*
- temperatura usuwania wypraski z formy
4.2. Obliczenia wybranych parametrów procesu wtrysku
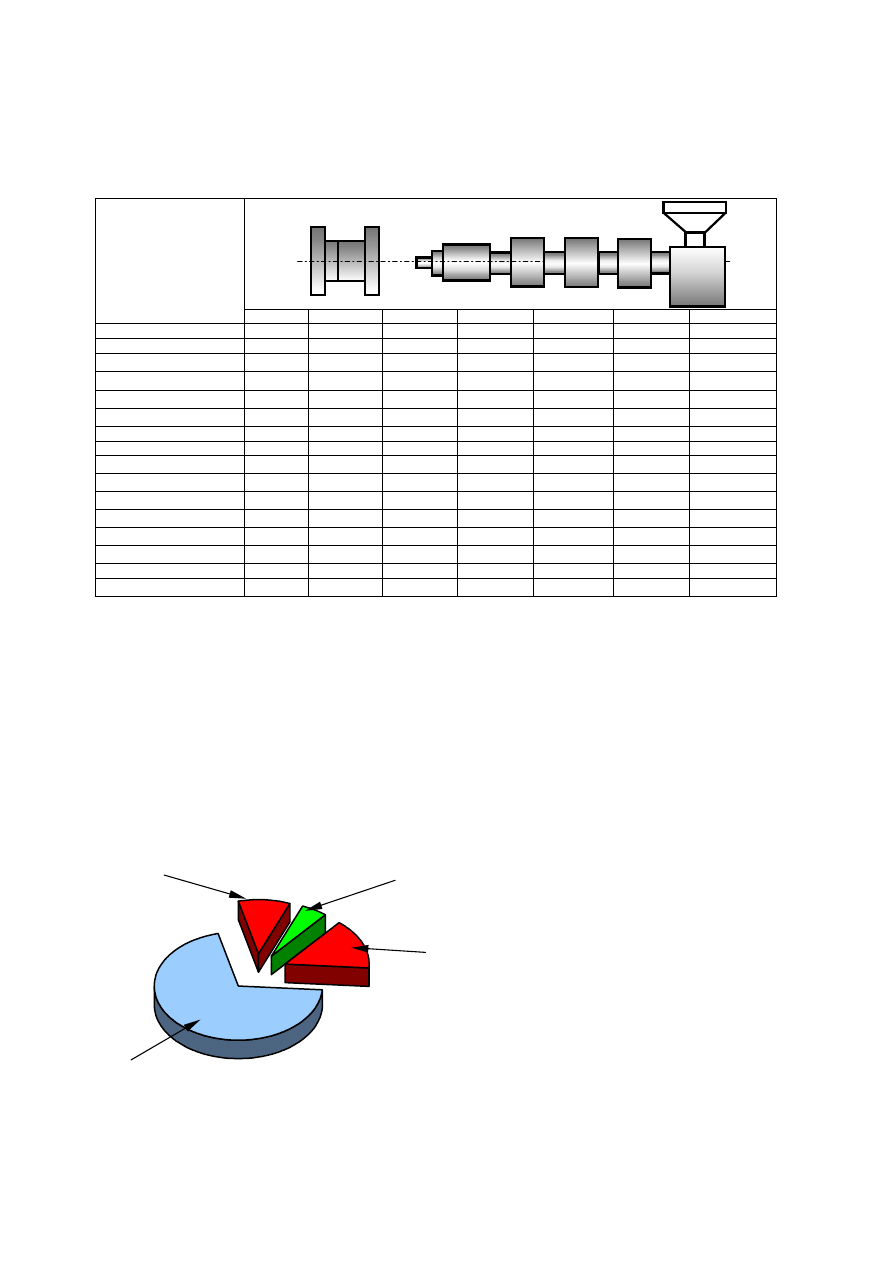
Analizując ekonomiczne aspekty produkcji wyprasek z tworzyw sztucznych stwierdza się, iż najistotniejszą
składową całkowitego czasu cyklu produkcji wyrobów jest czas chłodzenia. Proporcje wybranych czasów
przedstawia rys. 6.
15%
70%
10%
5%
czas chłodzenia wypraski
czas docisku
czas wtrysku
czasy maszynowe
Rys. 6. Struktura najważniejszych czasów technologicznych w procesie formowania wtryskowego
Przedstawione na rys. 6 wielkości obliczyć można, w sposób orientacyjny, z zależności:
• czas wtrysku
w
w
w
v
S
t
=
[s]
gdzie: v
w
– prędkość wtrysku
S
w
– droga wtrysku
w praktyce t
w
= 0.05 [s] – kilka sekund
• czas docisku
- dla tworzyw częściowo krystalicznych:
(
)
ch
d
t
t
⋅
÷
=
4
.
0
3
.
0
- dla tworzyw bezpostaciowych:
(
)
ch
d
t
t
⋅
÷
=
3
.
0
2
.
0
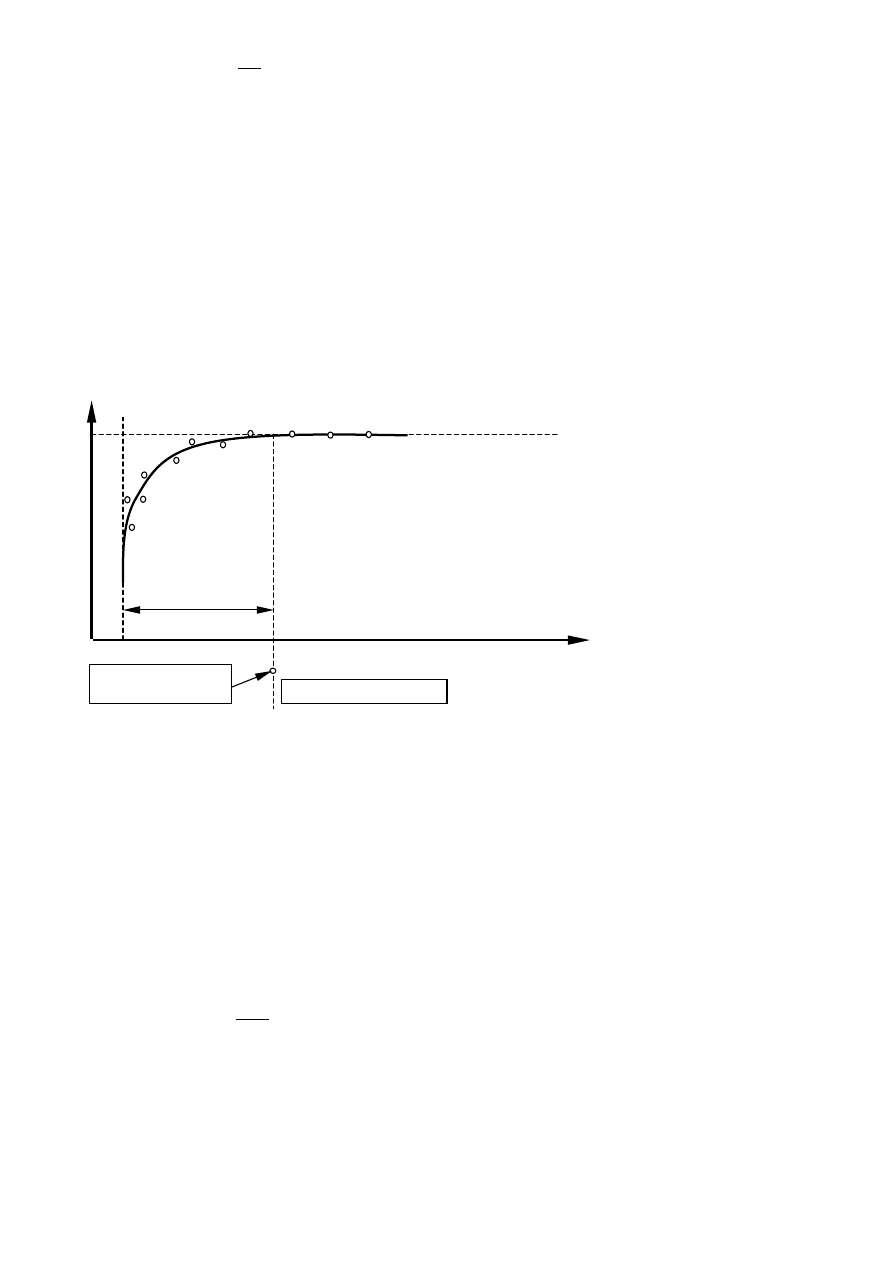
W praktyce produkcyjnej do określania optymalnego czasu docisku najlepsza jest wagowa metoda pomiaru
zmian ciężaru wyprasek. Wykorzystuje się tutaj oczywisty fakt, iż ze wzrostem czasu docisku rośnie ciężar
wypraski. W związku z tym wypraski wtryskiwane przy różnych czasach docisku waży się, na podstawie czego
tworzy się wykres (rys. 7), na którym określa się minimalny czas, którego przekroczenie nie daje już
zauważalnego wzrostu ciężaru. Czas ten przyjmuje się jako optymalny czas docisku.
Punkt zakrzepnięcia
przewężki
Wypraski o stałych
OPTYMALNY
CZAS
DOCISKU
Ci
ęż
ar wypraski
Czas docisku
Rys. 7. Wagowa metoda wyznaczania czasu docisku
• czas chłodzenia
)
2
1
(
s
s
a
t
ch
⋅
+
⋅
⋅
=
gdzie:
s – maks. grubość ścianki wypraski
a – współczynnik przeliczeniowy:
a=(0.7 – 1) – dla tworzyw: PS, SB, SAN, ABS, PP,
a=(0.5 – 0.7) – dla tworzyw: PC, PMMA, PEmg,
a=(0.2 – 0.5) – dla PEdg, POM, PA.
• czas cyklu
75
.
0
ch
c
t
t
=
• czasy maszynowe
Czasy te zależą w głównej mierze od konstrukcji formy, typu budowy wtryskarki i cech jej napędu, a
również od jej wielkości
• droga plastyfikacji
pr
d
w
pl
S
S
S
S
+
+
=
gdzie:
S
w
– droga wtrysku,
S
d
– droga docisku,
S
pr
– droga poduszki resztkowej (zapas uplastycznionego tworzywa, jaki pozostaje w
cylindrze, po fazie docisku).
Z pewnym uproszczeniem można założyć, że
2
4
.
1
D
V
S
w
pl
=
- dla tworzyw bezpostaciowych (amorficznych),
2
5
.
1
D
V
S
w
pl
=
- dla tworzyw częściowo krystalicznych, gdzie:
V
w
– objętość wtrysku [cm
3
], D – średnica ślimaka [cm]
pl
pr
S
S
⋅
÷
=
)
1
.
0
05
.
0
(
.
W praktyce istotna jest również znajomość minimalnej siły zamykania danej formy wtryskowej, wywieranej
przez układ zamykania wtryskarki. Siłę tą policzymy z zależności:
f
z
p
A
P
⋅
=
[N]
gdzie:
A – powierzchnia rzutu gniazd wraz z układem wlewowym na płaszczyznę
podziałową formy [mm
2
],
p
f
– ciśnienie w gnieździe formy wtryskowej [MPa]
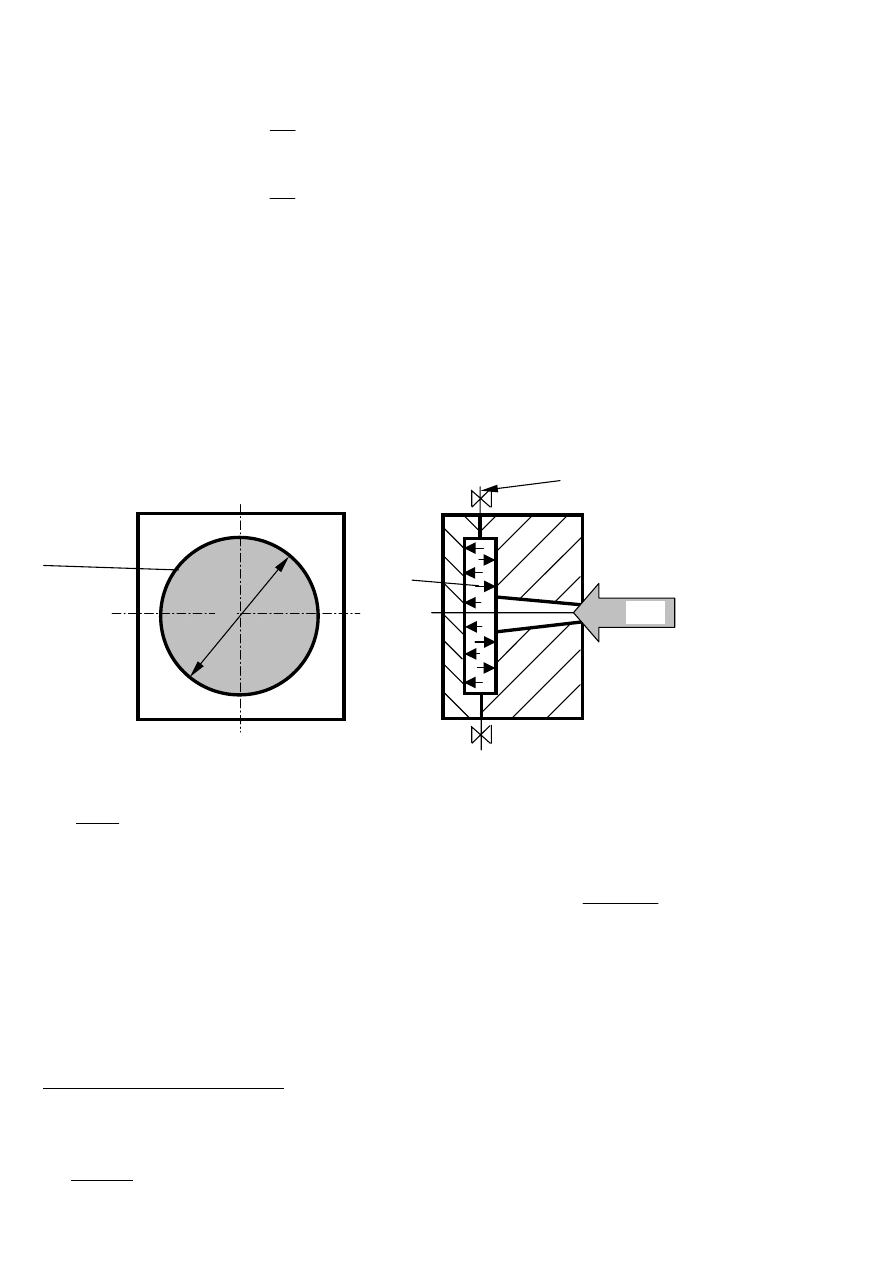
Sposób obliczeń ilustruje poniższy przykład:
p
w
Płaszczyzna
podziałowa formy
d
p
f
A
Ponieważ wlew główny jest prostopadły do płaszczyzny stołu wtryskarki (powierzchnia rzutu układu
wlewowego nie zwiększa pola powierzchni A) obliczamy tylko pole rzutu gniazda na płaszczyznę stołu:
4
2
d
A
⋅
=
π
Ciśnienie w formie obliczamy z zależności:
(
)
w
f
p
p
⋅
÷
=
8
.
0
5
.
0
Minimalną siłę zamykania formy dla tego przykładu obliczamy więc:
4
2
f
z
p
d
P
⋅
⋅
=
π
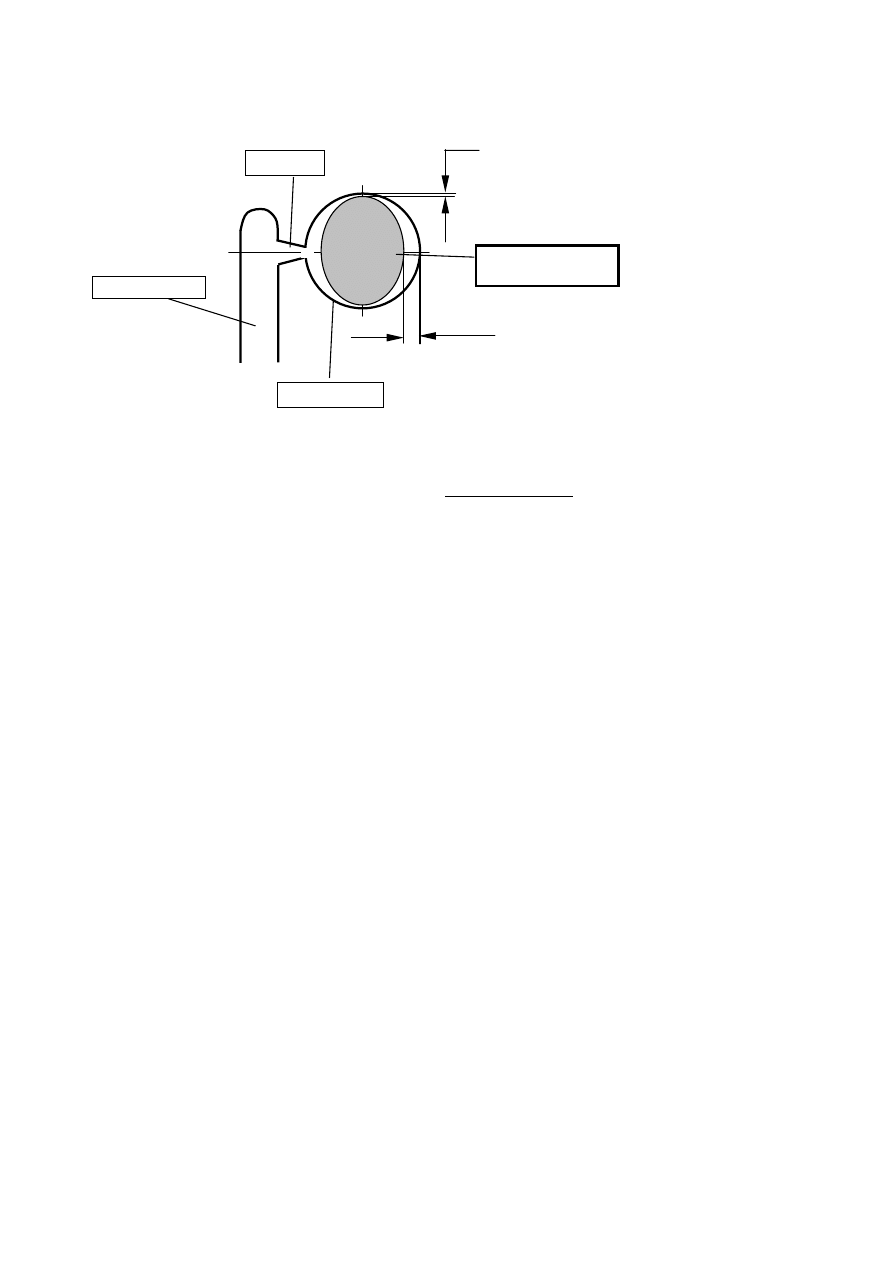
5. Zmiany geometryczne wyprasek - skurcz wyprasek
Po wyjęciu wypraski z formy w materiale wciąż zachodzą zmiany. Następstwem tych zmian jest tzw. skurcz tj.
zmniejszenie wymiarów liniowych wypraski po jej wyjęciu z formy. Skurcz jest cechą materiałową. W
projektowaniu wymiarów gniazd form należy więc uwzględniać precyzyjnie jego wartość. Wyróżnia się dwa
rodzaje skurczu: pierwotny oraz wtórny.
Skurczem pierwotnym wypraski nazywamy różnicę między wymiarem formy w temperaturze 23
±2
o
C a
wymiarem wypraski mierzonym po upływie 16h składowania wypraski w warunkach 50
±5% wilgotności
względnej powietrza i temp. 23
±2
o
C, odniesioną do wymiaru formy. Obliczamy go z zależności:
%
100
⋅
−
=
F
w
F
L
L
L
s
gdzie: L
F
– wymiar gniazda formy,
L
w
– wymiar wypraski
Rzeczywisty kształt
wypraski
gniazdo formy
kanał wlewowy
przewężka
Skurcz poprzeczny
Skurcz wzdłużny
Rys. 8. Istota skurczu tworzywa w gnieździe formy wtryskowej
Zmiany skurczowe po upływie 16h określa się mianem skurczu wtórnego.
Czynniki wpływające na wielkość skurczu:
• struktura tworzywa (amorficzna, cz. krystaliczna),
• zmiana objętości właściwej w czasie chłodzenia,
• orientacja makrocząsteczek oraz napełniaczy,
• budowa wypraski,
• parametry wtrysku (ciśnienie i czas docisku, temperatura formy i czas chłodzenia)
• konstrukcja formy (liczba i układ gniazd, długość drogi płynięcia, typ wlewu i miejsce doprowadzenia
tworzywa)
6. Uwagi do sprawozdania z ćwiczenia nr 5.
Sprawozdanie z ćwiczenia należy wykonać wg poniższych punktów:
1. Cel ćwiczenia
2. Zwięzła charakterystyka procesu formowania wtryskowego (szkic + opis)
3. Opis ćwiczenia, który powinien zawierać:
a) Charakterystykę wtryskarki
b) Charakterystykę zamontowanej formy wtryskowej
c) Obliczenia podstawowych parametrów wtryskiwania dla formowanych wyprasek na podstawie
rzeczywistych parametrów procesu oraz otrzymanych wyprasek i wlewków.
4. Tabela parametrów wypełniona na podstawie powyższych obliczeń (patrz DODATEK)
5. Wnioski
DODATEK
PARAMETRY PROCESU WTRYSKIWANIA – przykładowy wzór tabeli do sprawozdania
DANE OGÓLNE:
Gatunek tworzywa sztucznego:
.....................................................................................
Oznaczenie wtryskarki: ...........................................
CHARAKTERYSTYKA TECHNICZNA FORMY
WTRYSKOWEJ:
Szkic
- krotność formy:...............................
- wymiary gabarytowe...............[mm]
- sposób usuwania wypraski z formy:.......................
- czynnik chłodzący:...........................................
- budowa układu chłodzenia……………….
- liczba płaszczyzn podziału..............................
- obecność suwaków:........
- doprowadzenie tworzywa do gniazd następuje
poprzez: (zimne kanały, kanały izolowane, gorące
kanały – wybrać właściwe).....................
GNIAZDO I UKŁAD WLEWOWY FORMY:
Gniazdo (wypraska) – szkic + opis
Objętość gniazda V
g
= ............ [cm
3
]
Układ wlewowy (wlewek) – szkic + opis
Objętość układu wlewowego V
uw
= ........... [cm
3
]
Opis wtryskarki (rodzaj napędu, charakterystyka
układu zamykania formy wtryskowej, rodzaj
sterowania):
...............................................................................
................................................................................
................................................................................
...............................................................................
...............................................................................
................................................................................
................................................................................
..................................................................................
.................................................................................
.................................................................................
.................................................................................
..................................................................................
CHARAKTERYSTYKA TECHNICZNA
WTRYSKARKI:
- siła zamykania formy:..................[kN]
- maks. ciśnienie wtrysku: ...................[MPa].
- wielkości gabarytowe stołu wtryskarki: ...........[mm]
- prześwit między kolumnami:..............[mm].
- teoretyczna pojemność wtrysku: .........[cm
3
]
- teoretyczna masa wtrysku dla PS:......[g].
- średnica ślimaka:...... [mm]
- maksymalna i minimalna wysokość formy:... [mm]
- średnica kolumny wtryskarki.........[mm]
Rys.
Rys.
Rys.
Całkowita objętość wtrysku V
w
= ............ [cm
3
]
PARAMETRY WTRYSKIWANIA
CIŚNIENIE [MPa]
w układzie hydraulicznym
w układzie wtrysku (orientacyjne)
- przy wtrysku - p
H1
= ..............
- przy docisku - p
H2
= .............
- profil zmian ciśnienia w funkcji drogi
ślimaka (wykonać szkic)
- przy plastyfikacji - p
Hpl
= ...............
- wtrysku - p
w
= ..............
- docisku - p
d
= ............
- plastyfikacji - p
pl
=...................
CZAS [s]
- wtrysku – t
w
= ......
- docisku – t
d
= ..................
- plastyfikacji – t
pl
= ....................
- chłodzenia wypraski w formie – t
ch
= .........
- mechaniczne – t
m
= ..............
Obliczenia
nie mierzono
TEMPERATURA [
o
C]
Układ plastyfikacji :
- profil nastawny – T
1n
=, T
2n
=, T
3n
=,
T
4n
=........
- średni profil rzeczywisty - T
1r
=, T
2r
=,
T
3r
=, T
4r
=...............
Forma wtryskowa:
- formy – T
F
=.............
- usuwania wypraski z formy – T
u
=......
Szkic:
SIŁA ZAMYKANIA FORMY [kN]
- rzeczywista – P
rzecz
=.........
- wymagana – P
z
=...........
Obliczenia
DANE DO PLASTYFIKACJII
droga wtrysku S
w
= ..........[mm]
droga docisku S
d
= .......... [mm]
droga poduszki resztkowej S
pr
=...... [mm]
obroty ślimaka - n
s
=....... [obr/min]
prędkość obwodowa ślimaka: V
sl
=.....
Obliczenia
T
1
T
2
T
3
T
4
Wyszukiwarka
Podobne podstrony:
4 wpływ parametrów wtryskiwania na jakość formowanych wyprasek, Studia, Przetwórstwo Tworzyw sztuczn
Przegląd rozwiązań konstrukcyjnych wtryskarek (ENG)
Regulacja pompy wtryskowej
Podstawowym miejscem pracy operatora jest stanowisko obsługi wtryskarki do pracy przetwórstwa tworzy
15 Formowanie cienkich warstw metodą chemicznej?pozycji par CVD
Technologia formowania prózniowego tworzyw sztucznych
Astra F Diagnostyka układu wtryskowego
13 Formowanie oraz obrobka elem Nieznany (2)
Formowanie ladunkow na srodkach Nieznany
407 B1HG7MK1 Demontaz montaz Wtryskiwacz diesel Nieznany
Wtrysk mechaniczny K-Jetronic, Troche techniki E30 i nietylko
D19180027 Dekret o przystąpieniu do formowan
więcej podobnych podstron