
Metody dużego odkształcenia plastycznego
Metody dużego odkształcenia plastycznego SPD (ang. severe plastic deformation) to grupa
technik polegających na przekształcaniu struktury mikrometrycznej materiałów, w strukturę
ultradrobną UFG (wielkość ziaren 500-100 nm) i nanometryczną (wielkość ziaren <100 nm)
poprzez reorganizację struktury dyslokacyjnej, wytwarzanej podczas odkształcenia plastycznego.
Po przekroczeniu odkształcenia krytycznego (dużo większego, niż w przypadku klasycznej
przeróbki plastycznej) pasma ścinania, komórki i ścianki dyslokacyjne ulegają przegrupowaniu.
Dodatkowo zmniejszają się odległości między granicami ziaren, a ich kąt dezorientacji powiększa
się. Końcowym produktem jest nanokrystaliczna struktura zawierająca ziarna z granicami
szerokokątowymi.
Dla każdego materiału występuje charakterystyczna, minimalna wielkość ziarna możliwa do
osiągnięcia poprzez rozdrobnienie struktury metodami SPD. Wielkość jest zależna od skłonności
materiału do anihiliacji defektów generowanych podczas odkształcenia (głównie dyslokacji) oraz
szybkości procesów zdrowienia i rekrystalizacji.
Metody dużego odkształcenia plastycznego w przeciwieństwie do klasycznej przeróbki
plastycznej nie prowadzi się w celu zmiany kształtu wyjściowego materiału! Służą tylko i
wyłącznie do przekształcenia struktury na ultradrobną i nanometryczną.
Istotna z punktu widzenia wszystkich metod dużego odkształcenia jest zależność Halla-
Petcha (H-P). Opisuje proces umocnienia przez granice ziaren (rozdrobnienie struktury). Została
opracowana przez E. O Halla i N. J. Petcha w latach 50 XX wieku. Relacja opisuje zależność
granicy sprężystości/granicy plastyczności/twardości od średniego wymiaru ziarna (a dokładniej od
zmiany tego wymiaru). Opiera się na obserwacji, że granice ziaren utrudniają ruch dyslokacji i
liczba dyslokacji w ziarnach ma wpływ na to jak łatwo dyslokacje mogą pokonywać granice ziaren
i poruszać się "od ziarna do ziarna". Poprzez zmianę wielkości ziaren można wpływać na ruch
dyslokacji i wytrzymałość materiału. Dana jest równaniem:
2
1
0
−
+
=
kd
y
σ
σ
gdzie:
σ
y
- granica sprężystości [Pa],
σ
0
- naprężenie uplastyczniające dla wnętrza ziarna/monokryształu (stała materiałowa) [Pa],
k - parametr Petcha; współczynnik umocnienia (stała materiałowa) [Pa m
1/2
],
d - średni wymiar ziarna [m].
Wielkości σ
0
i k są parametrami wyznaczanymi eksperymentalnie i charakteryzują dany materiał.
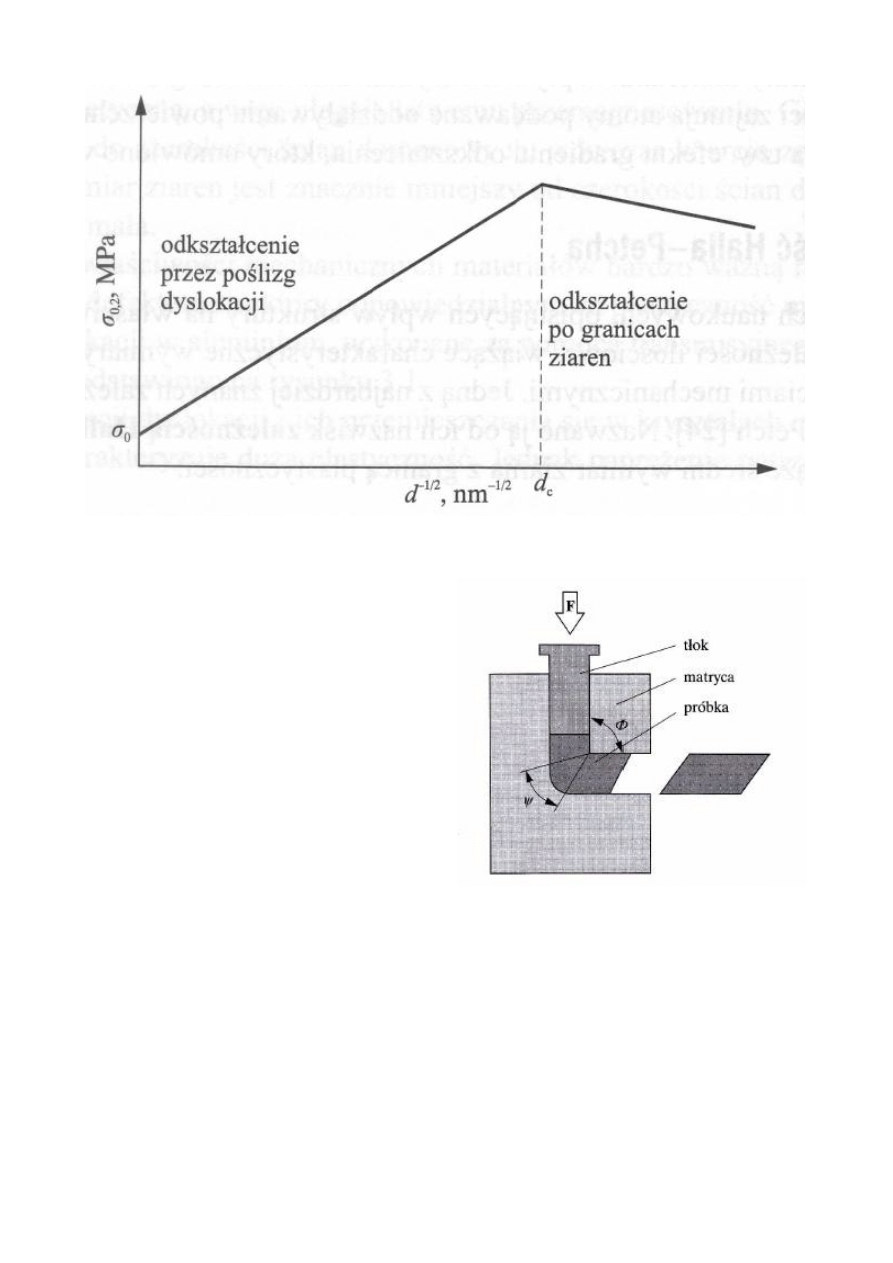
Zależność Halla-Petcha nie może być ekstrapolowana dla nieskończenie małych wielkości ziarna
(np. nanostruktury). Udowodniono empirycznie, że poniżej pewnej charakterystycznej wielkości
ziarna d
c
, zaczyna maleć również współczynnik umocnienia k. Mniej więcej dla średnic ziarna
10-50 nm rejestruje się najwyższe wartości naprężeń uplastyczniających σ
0
. Dalsze rozdrabnianie
struktury można opisać przez tzw. odwrotną zależność Halla-Petcha. Makroskopowo objawia się
ona spadkiem wartości naprężenia uplastyczniającego σ
0
wraz z dalszym rozdrobnieniem struktury
(wykres poniżej).
METODY SPD:
1) Przeciskanie przez kanał kątowy ECAP (ang.
equal channel angular pressing) - technika
polegająca na wielokrotnym przeciskaniu
materiału przez kanał kątowy o określonej
geometrii (dzięki temu próbka nie doznaje zmian
kształtu w trakcie procesu). Element odkształca się
w wyniku wystapienia naprężeń ścinających w
obszarze zagięcia kanału. Energia odkształcenia
zmagazynowana w materiale zależy od liczby
przeciskań i krzywizny przecinających się kanałów.
Krzywizna jest definiowana przez kąt pomiędzy
dwoma kanałami Φ i zewnętrzny kąt krzywizny
przecinających się kanałów Ψ. Kąty najczęściej
mają miarę 90
o
. Odkształcanie tą metodą może być
przeprowadzane według czterech schematów
odkształcania. W pierwszym położenie próbki nie zmienia się podczas kolejnych cykli. W drugim
próbkę po każdym cyklu obraca się wokół jej osi o kąt 90°, a w trzecim o kąt 180°. Ostatnią zmianą
położenia jest obrót o 270°. Materiały odkształcane za pomocą metody ECAP charakteryzują się
ultradrobną i nanokrystaliczną strukturą (średnia wielkość ziaren 50-500 nm) oraz dużym udziałem
granic ziaren szerokokątowych. Głównymi materiałami obrabianymi ową metodą są tytan, żelazo,
magnez, nikiel, glin, miedź i stopy wymienionych metali.
Zalety ECAP-u:
- bardzo duże naprężenie uplastyczniające może być wyindukowane w materiale bez zmiany
jego kształtu,
- odkształcenie jest jednakowe i równomierne rozłożone w całym obrabianym materiale,
- materiał obrabiany nie uzyskuje porowatości wtórnej,
- wielkości obrabianych elementów są ograniczane tylko i wyłącznie przez geometrię matrycy
i wydajność prasy,
- naprężenia rozciągające pojawiają się na niewielkich obszarach materiału obrabianego.
Wady:
- matryca ze względu na ogromne naprężenia w narożu kanałów musi być często wymieniana,
- metoda może być wykorzystana tylko do rozdrobnienia struktury materiałów wykazujących
dobrą odkształcalność na zimno (głównie metali, niektórych faz międzymetalicznych),
- nie jest możliwe osiągnięcie minimalnych średnic ziaren dla materiałów obrabianych.
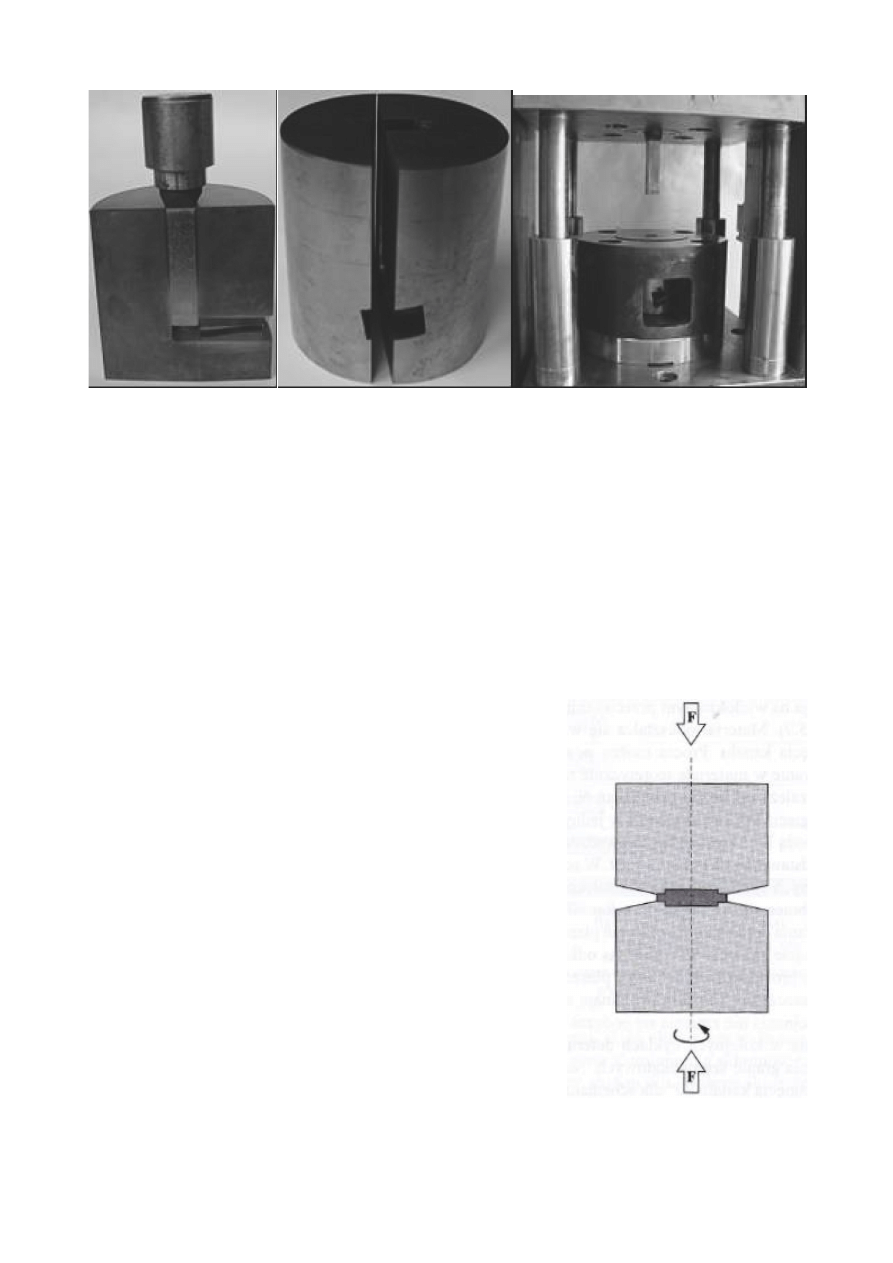
2) Skręcanie pod wysokim ciśnieniem HPT (ang. high pressure
torsion) - technika polegająca na jednoczesnym skręcaniu
i ściskaniu materiału pod wysokim ciśnieniem. Element
odkształca się przez ścinanie w warunkach ciśnienia quasi-
hydrostatycznego. Najczęściej cienki dysk jest umieszczany
między dwoma kowadłami. Zostaje skręcany i jednocześnie
ściśnięty przez kowadła. Najważniejszymi parametrami metody
jest ilość skręceń oraz wartość ciśnienia wywieranego na dysk. W
centralnej części dysk nie odkształca się. Odkształcenie pojawia
się i zwiększa się liniowo wraz ze wzrostem odległości od środka.
Grubość dysku pod wpływem odkształcenia i ciśnienia zmniejsza
się. Istnieje możliwość podgrzewania materiału podczas procesu.
Materiały odkształcane za pomocą metody HPT charakteryzują się
nanokrystaliczną strukturą (najsilniejsze rozdrobnienie wśród
technik SPD). Przemysłowo technika stosowana jest głównie do
odkształcania glinu i jego stopów.
Zalety:
- metoda dobrze poznana i przewidywalna,
- podczas procesu występuje tylko czyste naprężenie ścinające,
- możliwe jest odkształcenie materiałów kruchych i bardzo wytrzymałych,
- istnieje wiele niezależny parametrów, które można zmieniać,
- możliwe jest odkształcanie w podwyższonej temperaturze,
- możliwe jest uzyskanie minimalnych średnic ziaren dla wiekszości materiałów.
Wady:
- produktem końcowym jest obiekt o niewielkich rozmiarach,
- wymagane jest zachowanie dokładnej tolerancji wymiarowej kowadeł; każda nierówność
powoduje, że dysk nie będzie odkształcał się poprawnie (np. materiał dysku wypłynie do porów i
nierówności),
- rozdrobnienie struktury nie jest jednorodne w całej objętości materiału.
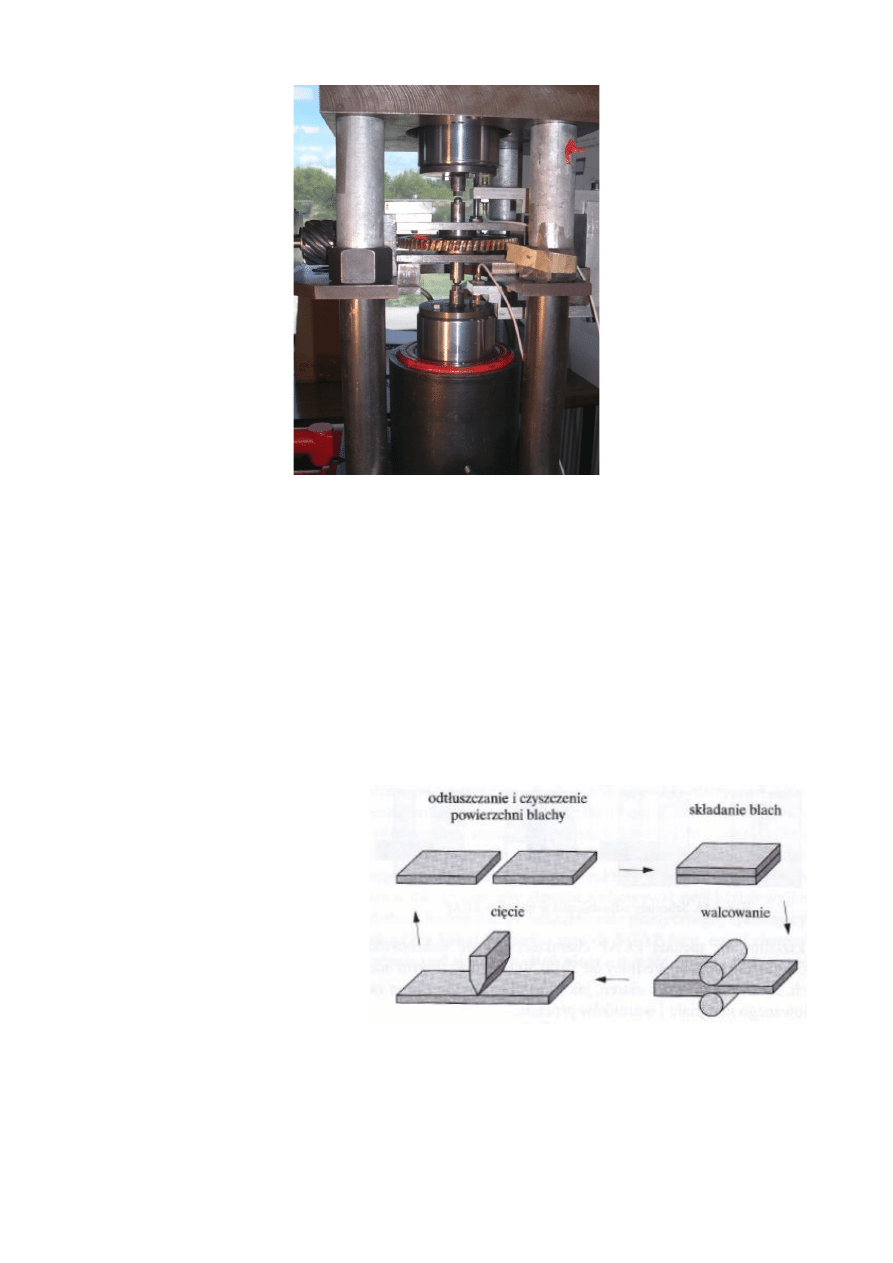
3) Cykliczne walcowanie materiału
wielowarstwowego ARB (ang.
accumulative roll bonding) - technika
polegająca
na
wielokrotnym
walcowaniu blach. W procesie blacha
jest przecinana, a jej powierzchnie
odtłuszczane i czyszczone. Materiał
jest następnie składany i poddawany
ponownemu walcowaniu. Nadanie
dużego odkształcenia doprowadza do
zespolenia blach oraz rozdrobnienia
struktury. Podstawowymi parametrami
procesu są temperatura, prędkość obrotowa i geometria walców, wielkość wsadu. Między składane
blachy można wprowadzać inny materiał (np. cząstki metaliczne). Materiały odkształcane za
pomocą metody ARB charakteryzują się ultradrobną i nanokrystaliczną strukturą (średnia wielkość
ziaren 50-500 nm). Obecnie nadal jest to metoda jedynie wykorzystywana eksperymentalnie.
Najczęściej przerabia się nią glin i jego stopy.
Zalety:
- jedyna metoda z rodziny SPD pozwalająca na ciągłą produkcję materiałów o dużej objętości,
- między składane blachy można wprowadzać inne materiały, w różnych kształtach (np.
drobnodyspersyjne cząstki),
- charakteryzuje się dużo większym stopniem przerobu, niż klasyczne przeróbki walcownicze,
- wsad może być wstępnie podgrzany,
- może być łatwo zaadaptowana do już istniejących walcowni.
Wady:
- dla dużych wartości odkształcenia i wysokiej temperaturze produkt końcowy charakteryzuje się
słabymi własnościami wytrzymałościowymi,
- często pojawiają się pęknięcia na krawędziach materiału,
- dla niektórych materiałów zmniejszenie grubości blach nie jest jednorodne.
Wyszukiwarka
Podobne podstrony:
Metody dużego odkształcenia plastycznego
ODKSZTAŁCENIE PLASTYCZNE I REKRYSTALIZACJA METALI
Odkształcenie plastyczne i rekrystalizujące metali
odksztalcenie plastyczne inne
cw 1 odksztalcenie plastyczne metali
Prez Odkształcenie plastyczne i rekrystalizacja metali
Wykład K Wierzbanowski Modele odkształcenia plastycznego polikryształu
ocena skutkw odksztacenia plastycznego na zimno i na gorco instrukcja wyw , mibm 3, Metaloznawstwo I
Zniszczenie przez odkształcenie plastyczne na zimno
ćw 1 odkształcenia plastyczne wyniki i wykresy (G=25)
3- sprawozdanie odksztalcenie plastyczne i rekrystalizacja tworzyw metalicznych
Austenit szczątkowy a odkształcenia plastyczne, nauka, zdrowie, materiałoznawstwo, Obróbka cieplna
Austenit szczątkowy a odkształcenia plastyczne, Politechnika Poznańska, Inżynieria Bezpieczeństwa, 1
odkształcenie plastyczne na zimno . krystalizacja, rekrystaliz lab ter
Wpływ odkształcenia plastycznego i rekrystalizacji na mikrostrukturę i własności mechaniczne metalix
Metaloznawstwo 1. Odksztalcenie plastyczne i rekrystalizacja tworzyw metalicznych, AGH, Semestr II,
06 Odkształcenia plastyczne
ćw 1 odkształcenia plastyczne metali wyniki (2)
Odksztalcenie plastyczne i rekr Nieznany
więcej podobnych podstron