dr inż. Barbara Juszczyk
Nowe materiały i technologie dla motoryzacji
w projekcie strategicznym - ZAMAT
Program Operacyjny
Innowacyjna Gospodarka, 2007-2013
Pod. 1.1.2
„Zaawansowane materiały i technologie ich
wytwarzania”
POIG.01.01.02-00-015/09
Okres realizacji: 2010÷2013
PROJEKT WSÓŁFINANSOWANY PRZEZ UNIĘ EUROPEJSKĄ
Z EUROPEJSKIEGO FUNDUSZU ROZWOJU REGIONALNEGO
Obszary Tematyczne
I.
Nanomateriały
II. Zaawansowane technologie wytwarzania
proszków
i
spieków
III. Nowe
materiały ze stopów lekkich
IV. Stopy ekologiczne
V.
Materiały funkcjonalne o osnowie metalowej
VI.
Materiały dla fotoniki i źródeł energii
VII. Recykling i utylizacja
materiałów
Problemy przemysłu motoryzacyjnego
Wymagania:
• Ograniczenie stopnia zużycia paliwa,
• Ograniczenie masy samochodów przez zwiększanie
materiałów ze stopów lekkich (Al, Mg, Ti),
• Wzrost bezpieczeństwa,
• Niskie koszty produkcji poprzez zmniejszenie zużycia
energii w
urządzeniach produkcyjnych,
• Aspekty związane z ochroną środowiska.
Al
Stopy aluminium
Dlaczego stopy aluminium?
•Niski ciężar właściwy,
•Odporność na korozję,
•Dobre właściwości mechaniczne i zmęczeniowe,
•Wysokie przewodnictwo elektryczne i cieplne,
•Odporność na ścieranie,
•Odporność termiczna,
•Dobra obrabialność i możliwość stosowania innych obróbek,
•Cena surowca i koszty produkcji
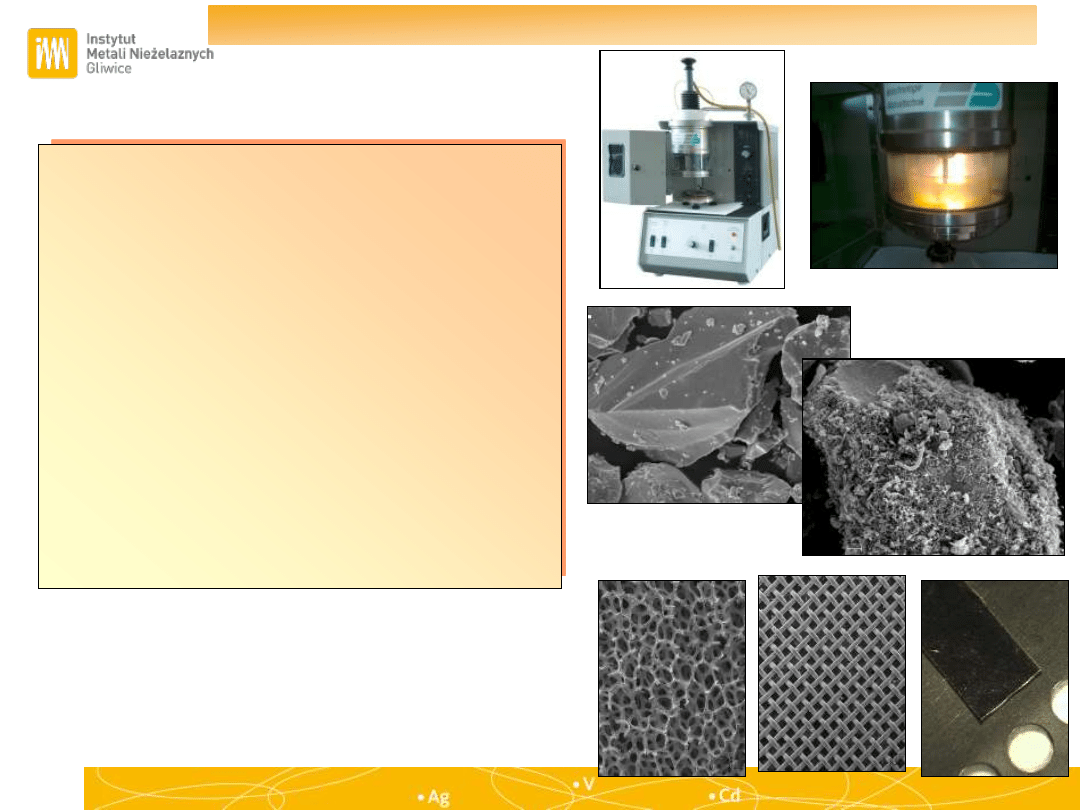
„Opracowanie technologii wytwarzania spiekanych elementów
ze stopowych proszków aluminium dla instalacji
klimatyzacyjnej w samochodzie osobowym”
Politechnika Krakowska
Prof. dr inż. Jan Kazior
Zalety:
•możliwość stosowania niskich ciśnień prasowania z uwagi na dobrą
prasowalność proszków ze stopów aluminium,
•wysoka wytrzymałość wyprasek,
•minimalny udział wad,
•małe zużycie energii elektrycznej dzięki możliwości stosowania niskiej
temperatury spiekania (540÷630°C),
Wytwarzanie elementów konstrukcyjnych
w procesach metalurgii proszków
Potencjalne problemy technologiczne:
•konieczność stosowania bardzo czystej atmosfery ochronnej,
•konieczność dokładnej kontroli temperatury dla zachowania stabilności
wymiarowej,
•małe różnice gęstości po prasowaniu w celu otrzymania jednolitego
skurczu w
całej objętości,
•konieczność stosowania kalibrowania
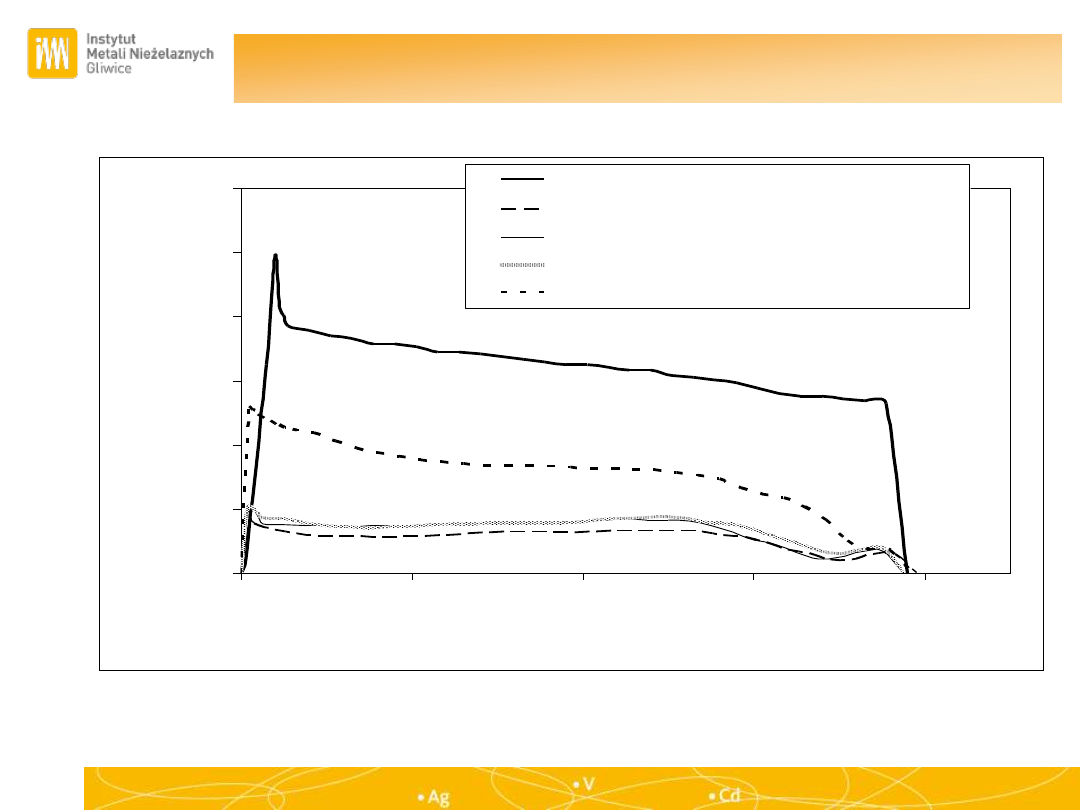
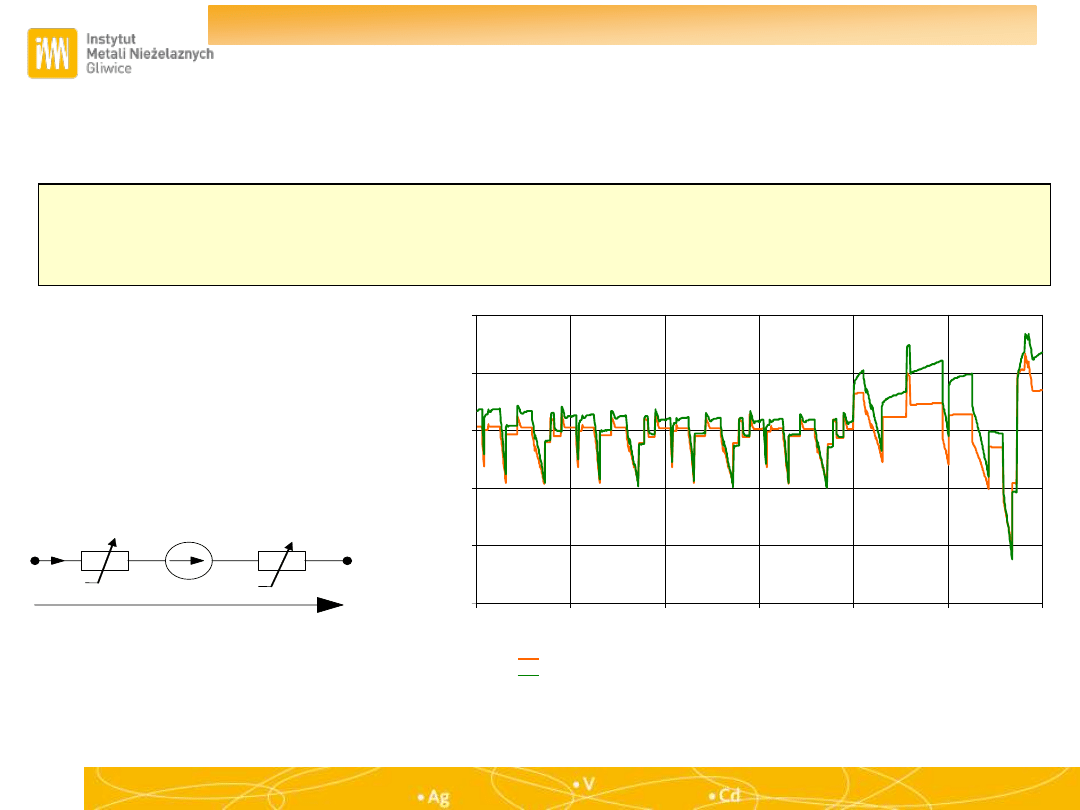
Zależność siły wypychania od przemieszczenia dla proszków
Alumix 431 przy zastosowaniu różnych środków poślizgowych
0
10
20
30
40
50
60
0
10
20
30
40
Przemieszczenie, mm
Si
ła
wyp
ych
an
ia
,
kN
431D (
Bez środka poślizgowego)
431D+1.5% Kenolube
431D+1.5% Acrawax
431D+1.5% Stearynian cynku
Smarowanie ścianek matrycy gliceryną
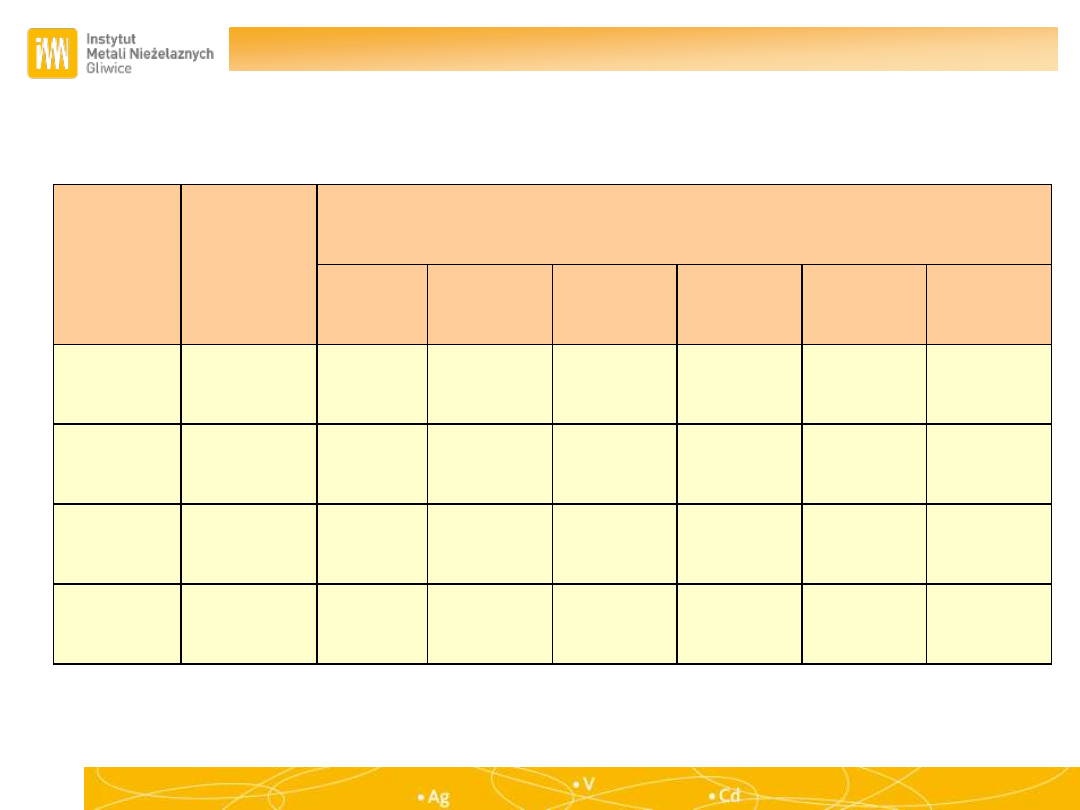
Skład chemiczny mieszanek proszkowych
Gatunek
proszku
Stop
Skład chemiczny % mas.
Cu
Mg
Si
Zn
Acrawax
Al
Alumix
123
AlCuSiMg
4,5
0,5
0,7
-
1,5
reszta
Alumix
231
AlSiCuMg
2,5
0,5
14,0
-
1,5
reszta
Alumix
321
AlMgSiCu
0,2
1,0
0,5
-
1,5
reszta
Alumix
431
AlZnMgCu
1,5
2,5
-
5,5
1,2
reszta
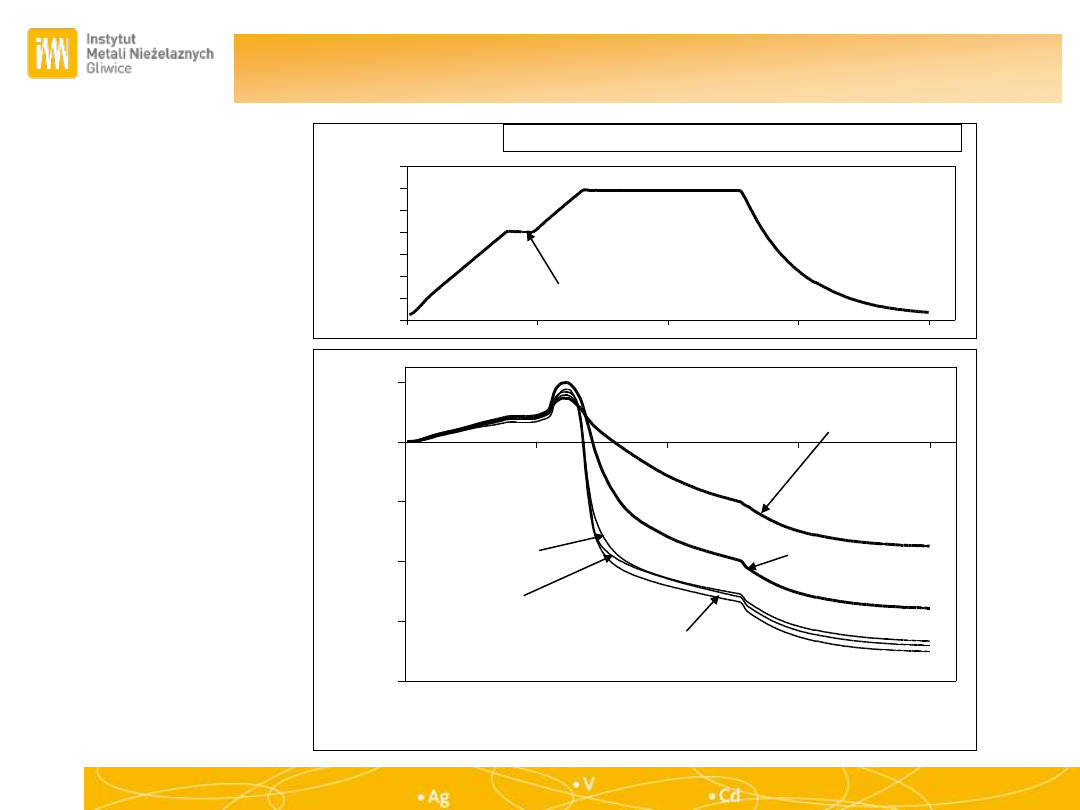
Zmiany długości wyprasek podczas spiekania proszków Alumix 431
z udziałem środków poślizgowych
0
100
200
300
400
500
600
700
T
emp
er
atu
ra,
°C
Spiekanie izotermiczne 620°C, 2h, Azot
10°C/min.
20°C/min.
400°C
10 min.
-8.0
-6.0
-4.0
-2.0
0.0
2.0
0
50
100
150
200
Czas, min.
Z
mi
an
a
d
łu
g
o
ści
,
%
Kenolube
Bez środka poślizgowego
Acrawax
Smarowanie ścianek
matrycy gliceryną
Stearynian Zn
„ Nowe stopy aluminium z dodatkiem wanadu o dużej
zdolności pochłaniania energii dla przemysłu
motoryzacyjnego”
Instytut Metali Nieżelaznych o. Skawina
dr inż. Marzena Lech-Grega prof. IMN
Założenia materiałowe
Dobór materiału na elementy występujące w strefach wpływu zgniotu
podczas
wypadków powinien uwzględniać nie tylko właściwości
wytrzymałościowe stopu, ale też zdolność do absorpcji energii.
Porównując stosunki współczynników sztywności zginania dla aluminium
i stali, przy identycznej wadze materiałów, dla aluminium jest on
ośmiokrotnie wyższy
K
Al
/K
st
= 8,22
Gdzie:
K=E/
ρ
3
K
– współczynnik sztywności zginania
E
– moduł Younga
ρ – gęstość materiału
Dlaczego stopy aluminium z wanadem?
Opracowywana jest nowa grupa
stopów aluminium do przeróbki plastycznej
zawierających wanad w zakresie 0,05 – 0,5% charakteryzująca się:
•wysokimi właściwościami wytrzymałościowymi,
•dużą ciągliwością,
•stabilnością właściwości w podwyższonych temperaturach,
•zdolnością absorpcji energii.
Rola wanadu w stopach aluminium:
• wpływa na rozdrobnienie ziarna,
• obniża przewodność,
• podnosi temperaturę rekrystalizacji,
• przyspiesza kinetykę wydzielania faz β’ i β’’,
• podwyższa wytrzymałość i granicę plastyczności
materiału
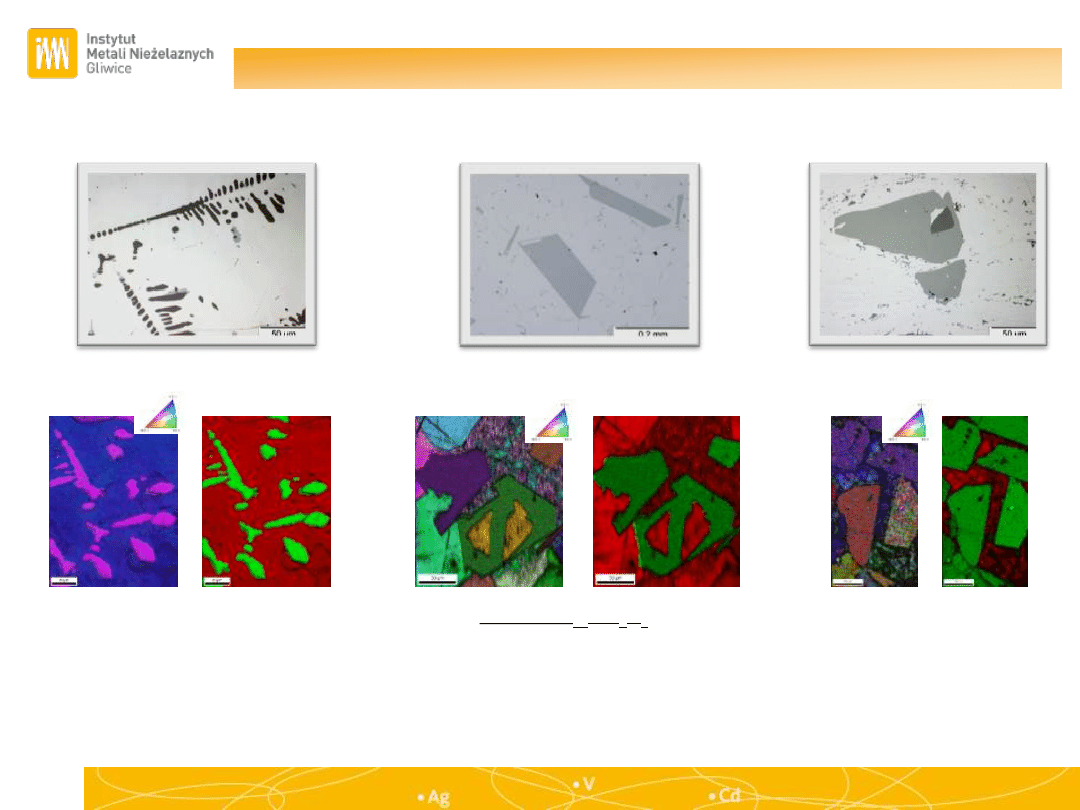
Mikrostruktura stopów aluminium z dodatkiem wanadu
Al +5%V
AlMgSi +0,4%V
Phase Al
18
Mg
3
V
2
Cubic [0h][m3m]
a=14.61A=b=c; α=β=γ=90°
ICCD PDF
– No. Aluminium
Magnezium Vanadium_040115
AlMnCu +0,4%V
Identyfikacja met. EBSD faz wanadowych na skaningowym mikroskopie elektronowym
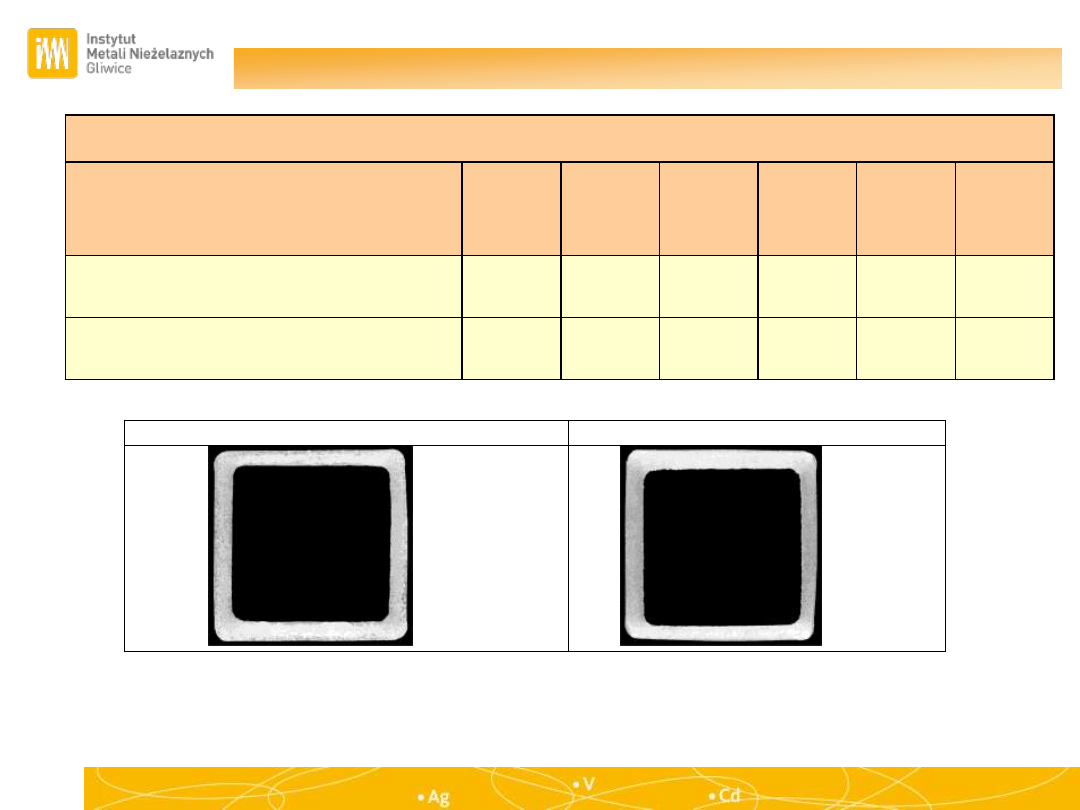
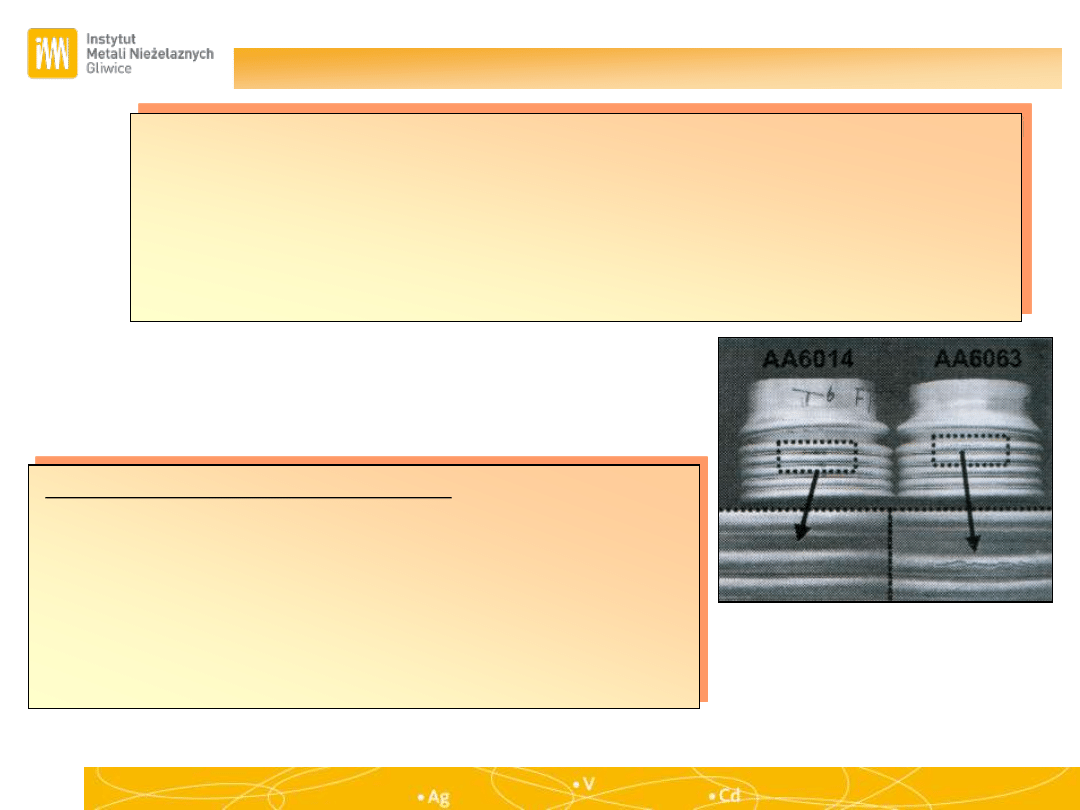
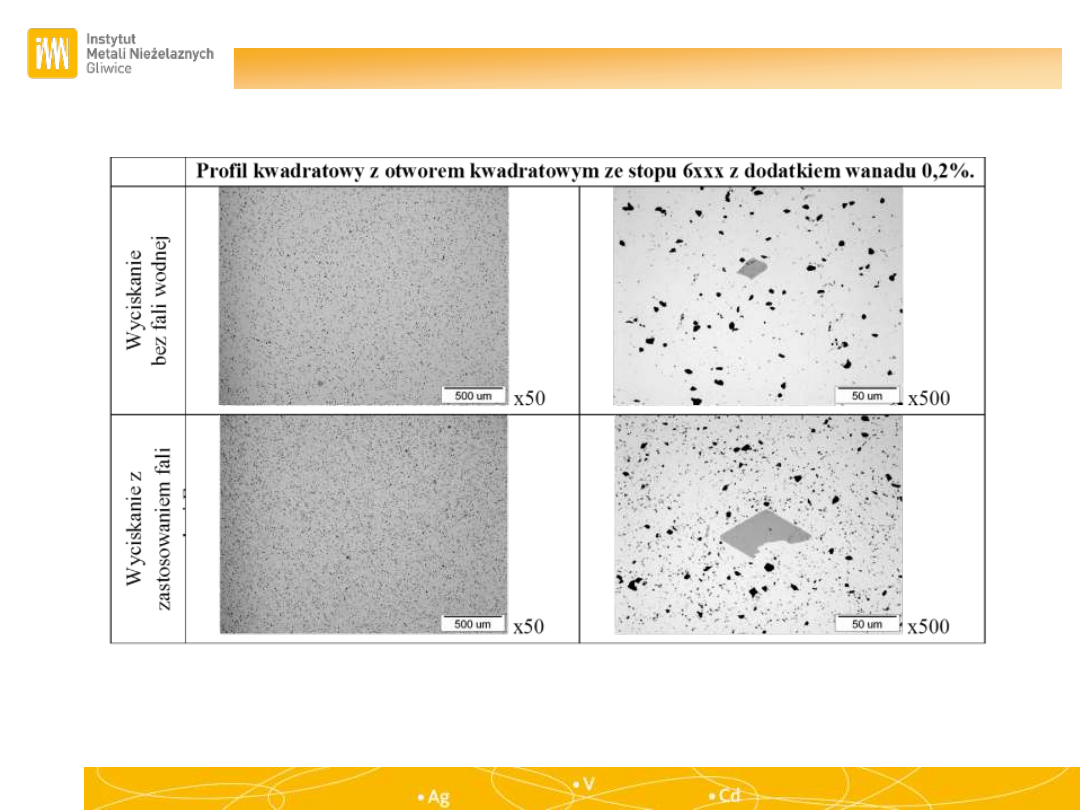
Przeróbka plastyczna stopów aluminium z wanadem
Profil kwadratowy z otworem kwadratowym
Próbka
R
p0,2
[MPa]
R
m
[MPa]
A
[%]
E
Rp0,2
[J]
E
Rm
[J]
E
pęk
[J]
0,2%V
(proces wyciskania prowadzony
bez fali wodnej)
93
209
23,2
0,4
58
61
0,2%V
(proces wyciskania prowadzony
z
falą wodną)
97
198
19,8
0,4
50
50
Wyciskanie z zastosowaniem fali wodnej - F.
Wyciskanie bez fali wodnej
HB 49,6
HB 52,7
Przeróbka plastyczna stopów aluminium z wanadem
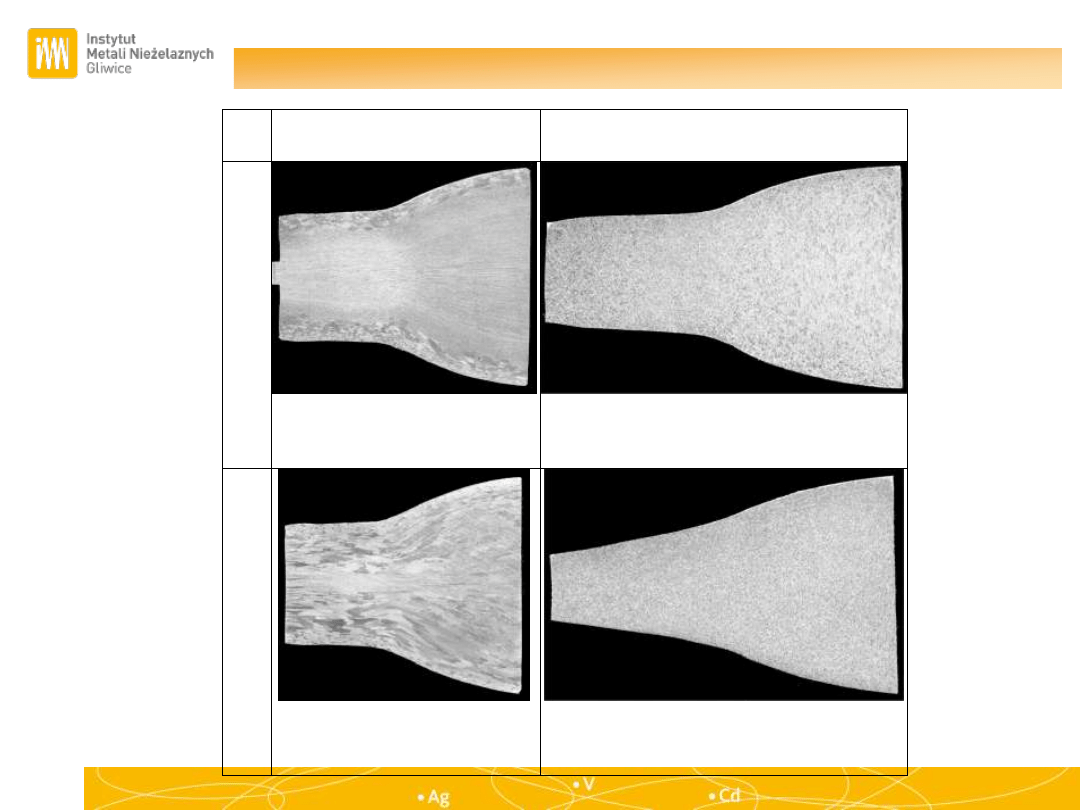
Przeróbka plastyczna
Odkuwka z pręta
Odkuwka z wlewka
Z
awa
rt
oś
ć
wa
na
du
0,
1%wa
g.
HB 74
HB 97
Z
awa
rt
oś
ć
wa
na
du
0
,2
%wa
g.
HB 81
HB 74
Uwaga
Właściwości otrzymanych profili wyciskanych
charakteryzują się porównywalnymi parametrami
wytrzymałościowymi jak profile z podobnych stopów serii
6xxx bez dodatku wanadu, ale mają dużo większe
wydłużenie, świadczące
o możliwościach absorbcji energii podczas odkształcenia
(np. w „crash testach”).
„Technologia wytwarzania wyrobów ze stopów lekkich
przeznaczonych do pracy w warunkach ekstremalnych
w środkach transportu lądowego, morskiego i powietrznego”
Instytut Metali Nieżelaznych o. Skawina
dr inż. Tomasz Stuczyński
Skład chemiczny
AlZn6 Cu5 Mg1.6 -
zamienniki stopów Ti
AlCu7 Sc0.4 -
zamienniki stopów Ti
AlSi>30% -
stopy przeznaczone na tłoki
Mg-Al-Zn-Ca-Mn -
zamienniki stopów Al
Mg-Ni-Mn + pierwiastki ziem rzadkich
– stopy o
zdolnościach przechowywania wodoru
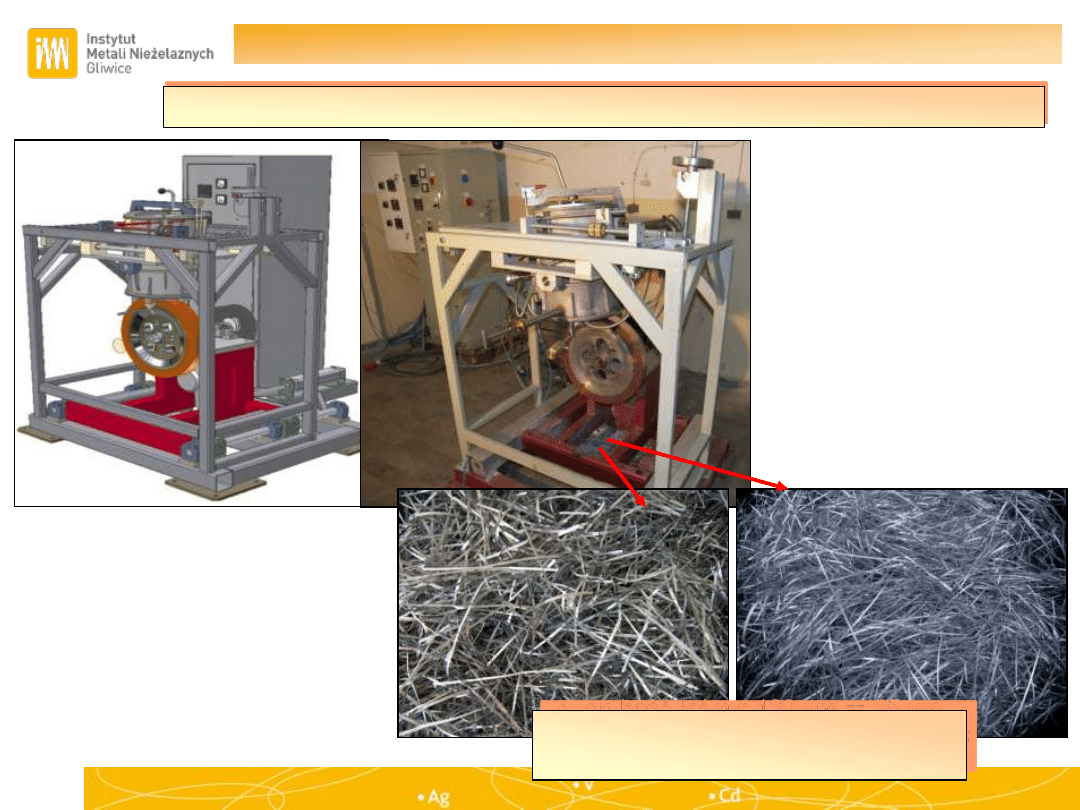
Technologia wytwarzania
– technika melt spinning
Stanowisko melt spinning do odlewania aluminium, magnezu i ich
stopów
• grubość taśmy: 130 µm ± 35 µm
• szerokość taśmy: 2500 µm ± 270
µm
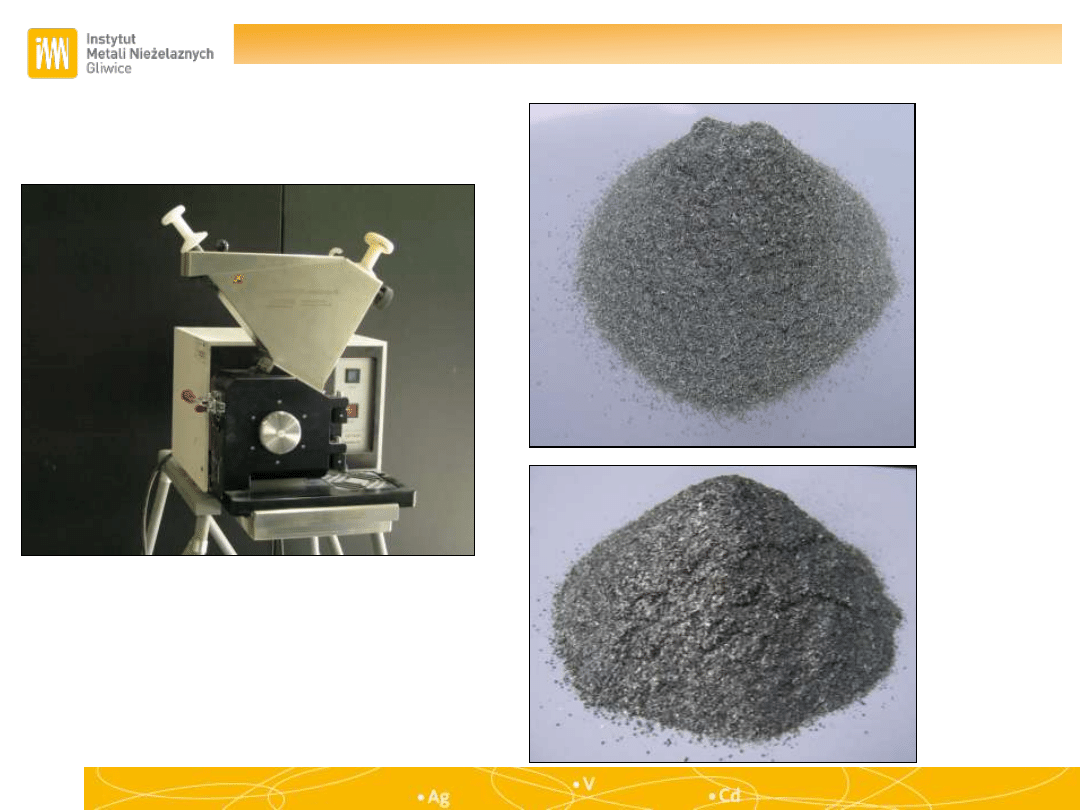
Technologia wytwarzania

Technologia wytwarzania
– proces wyciskania metodą Conform
„Odlewanie grawitacyjne nowoczesnych stopów magnezu
z dodatkiem metali ziem alkalicznych”
Politechnika Śląska
dr inż. Tomasz Rzychoń
„Ultralekkie kształtowniki wyciskane z nowych stopów
magnezowo-
litowych”
AGH Kraków
prof. dr hab. inż. Wojciech Libura
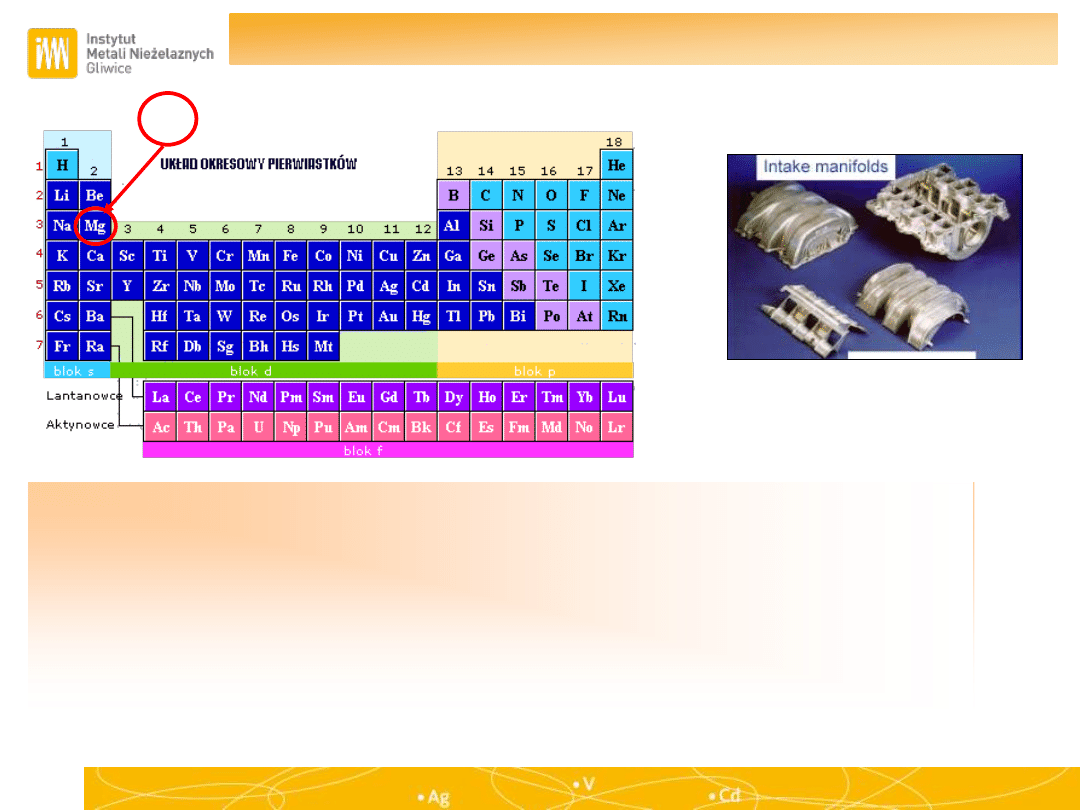
Stopy magnezu
Dlaczego stopy magnezu?
•Niski ciężar właściwy,
•Dobre właściwości mechaniczne (R
m
= 250 MPa) i
zmęczeniowe,
•Odporność na korozję,
•Możliwość otrzymywania elementów cienkościennych o skomplikowanych
kształtach,
•Dobra obrabialność i możliwość stosowania innych obróbek.
Mg
Skład chemiczny i właściwości stopów magnezu
1
2
3
4
5
6
7 8
120°
C
150°
C
175°
C
Lejność
Odporność na
peł
zani
e
1 Mg-9Al
2 Mg-2Al-Si
3 Mg-6Al-Sr
4 Mg-6Al-2Sr
5 Mg-4Al-2RE
6 Mg-5Al-Sr-Ca
7 Mg-5Al-2Ca-Sr
8 Mg-5Al-2Sr-2Ca
9 Mg-4Al-4RE
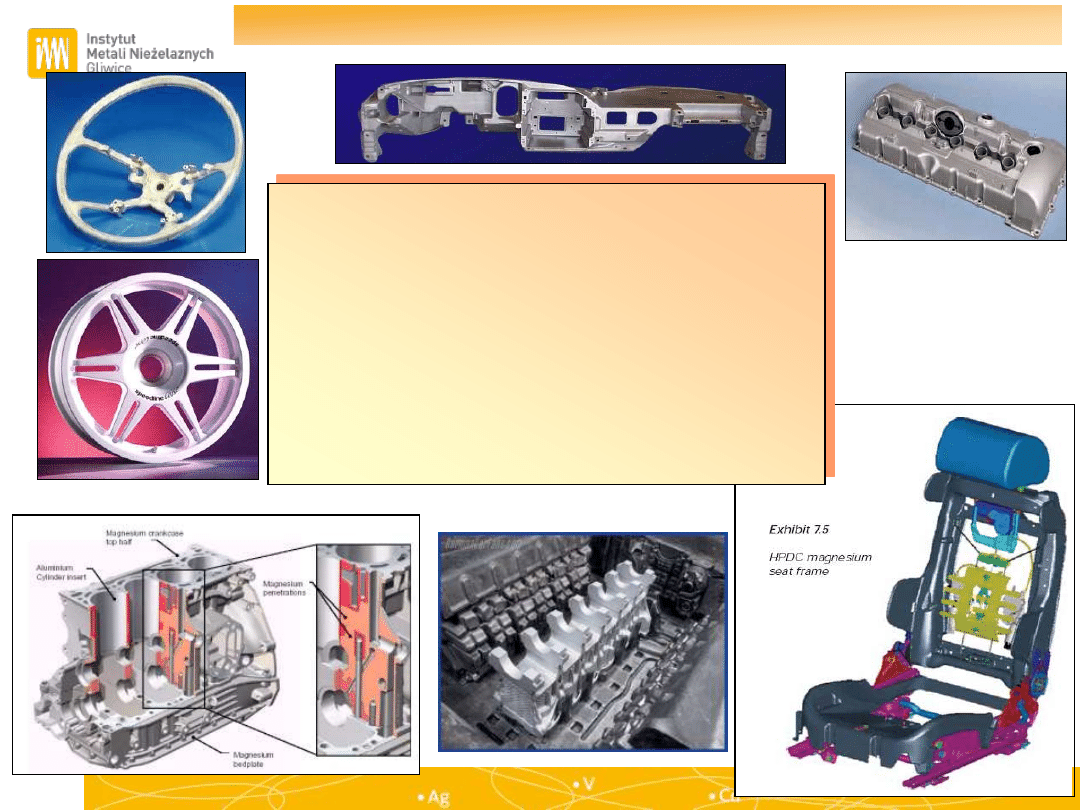
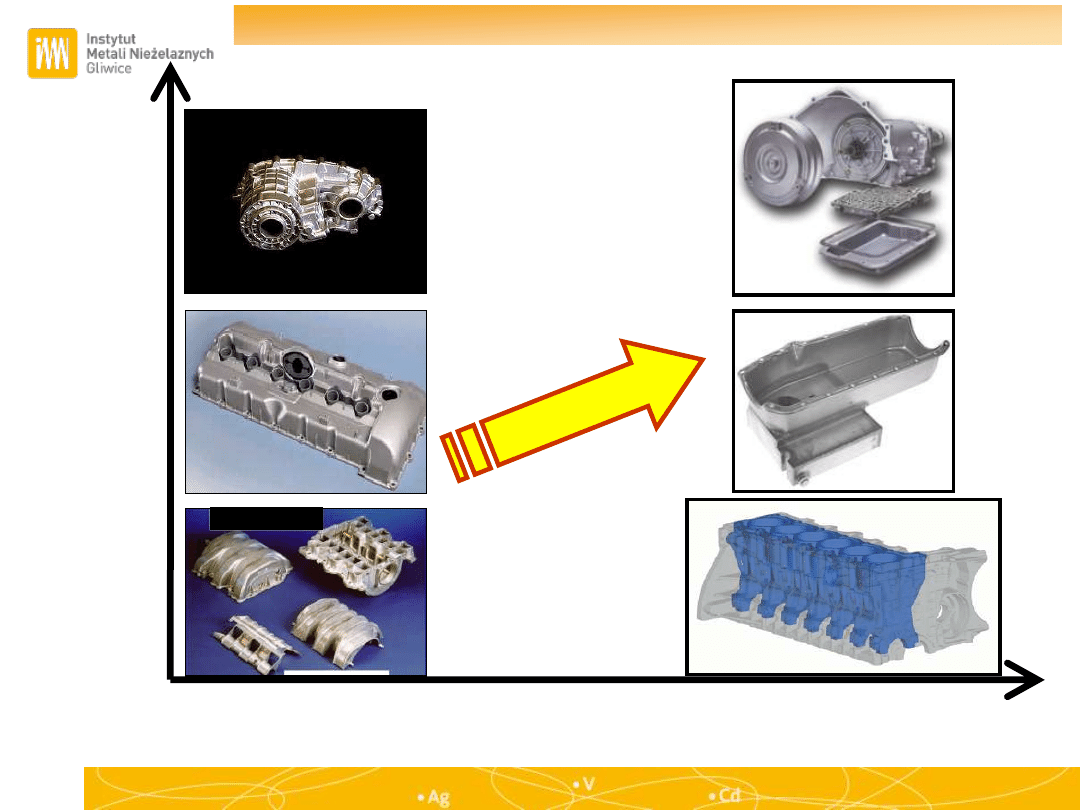
Zastosowanie stopów magnezu
Zastosowanie odlewniczych stopów magnezu:
•ramy siedzeń,
• obudowy skrzyni biegów,
• przewody dolotowe,
• miski olejowe,
• bloki silnika,
• panele,
• kierownice,
• felgi,
• kolumny kierownicy.
Zastosowanie stopów magnezu
Temperatura eksploatacji, °C
100
125
150
175
Przewody wlotowe
1.
Dobór parametrów odlewania ciśnieniowego stopów Mg-Al.-X, gdzie X =
Ca, Sr, RE
(metale ziem rzadkich) o wysokim poziomie właściwości
mechanicznych i dobrej
odporności korozyjnej,
2.
Dobór parametrów odlewania grawitacyjnego oraz parametrów obróbki
cieplnej
stopów magnezu z itrem, neodymem, gadolinem i cyrkonem,
3.
Dobór składu chemicznego stopów magnezu pod kątem określonego ich
zastosowania
w motoryzacji,
4.
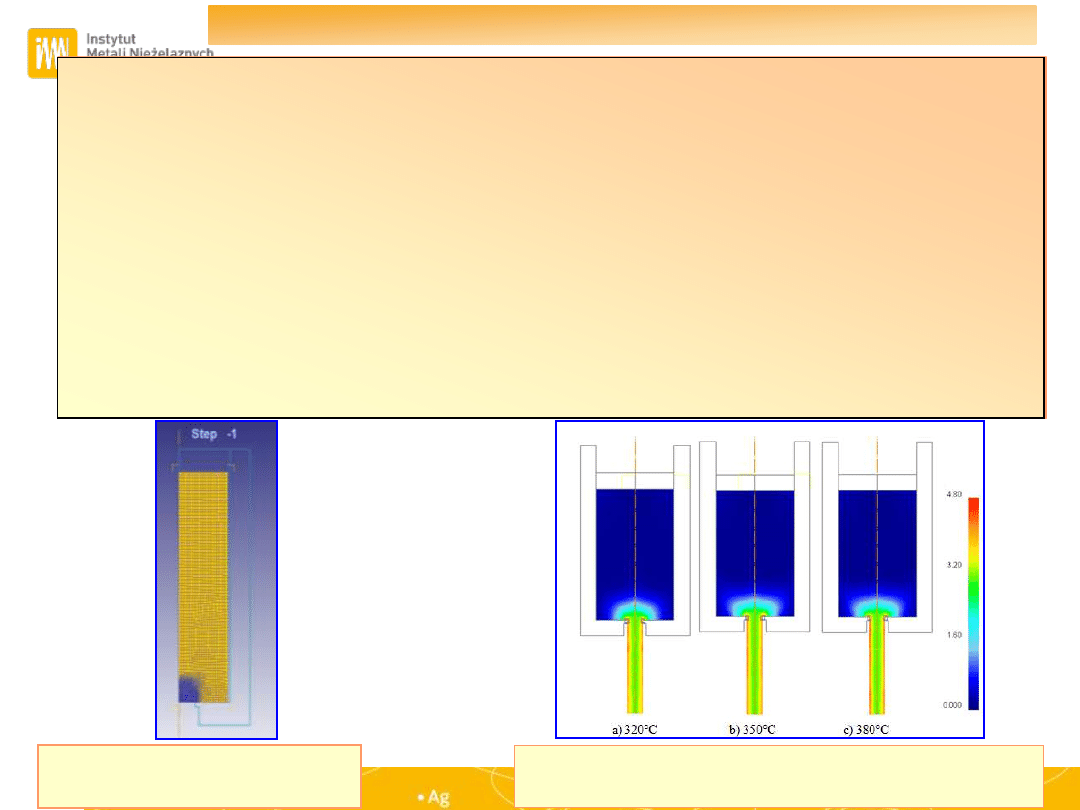
Wyznaczanie właściwości mechanicznych stopów Mg-Li12%, stanowiących
wytyczne do stworzenia modelu numerycznego procesu wyciskania,
5.
Opracowanie założeń do procesu wyciskania kształtowników magnezowo-
litowych w oparciu o wykonane modelowanie numeryczne.
Prowadzone kierunki badań
Model wyciskania przyjęty
w obliczeniach
Rozkład intensywności odkształceń dla współczynnika
wydłużenia λ = 25
„Opracowanie podstaw technologii wytwarzania odlewanych
elementów specjalnego przeznaczenia ze stopów tytanu”
Instytut Odlewnictwa
dr inż. Aleksander Karwiński
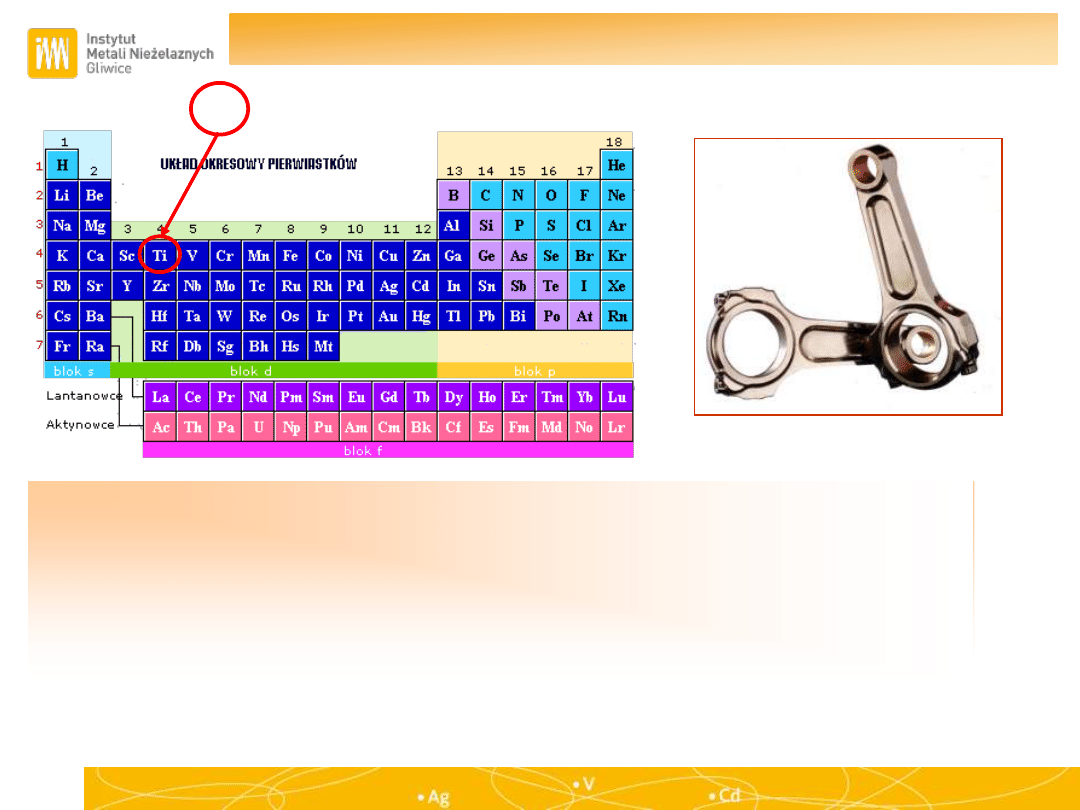
Stopy tytanu
Dlaczego stopy tytanu?
•Niski ciężar właściwy (ρ = 4,5÷4,7 g/cm
3
),
•Dobre właściwości mechaniczne (R
m
= 500÷1200 MPa, A = 10÷40 %),
•Odporność na korozję,
•Wysoka żaroodporność,
•Możliwość pracy w podwyższonej temperaturze.
Ti
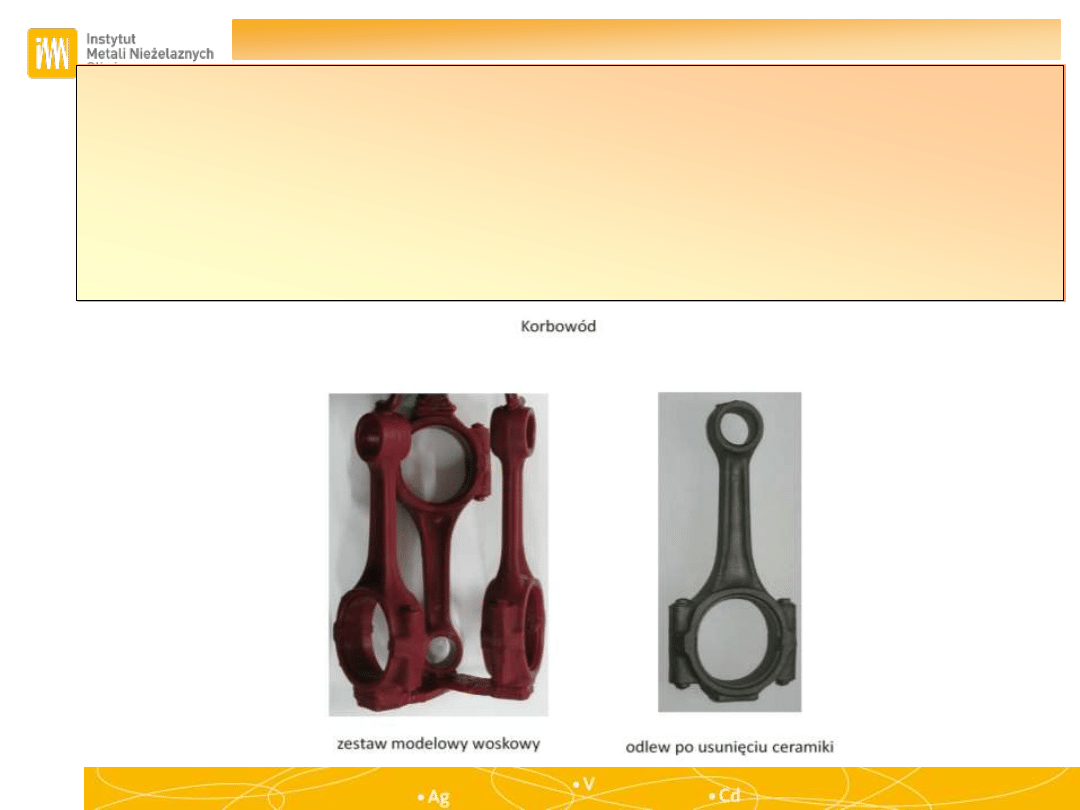
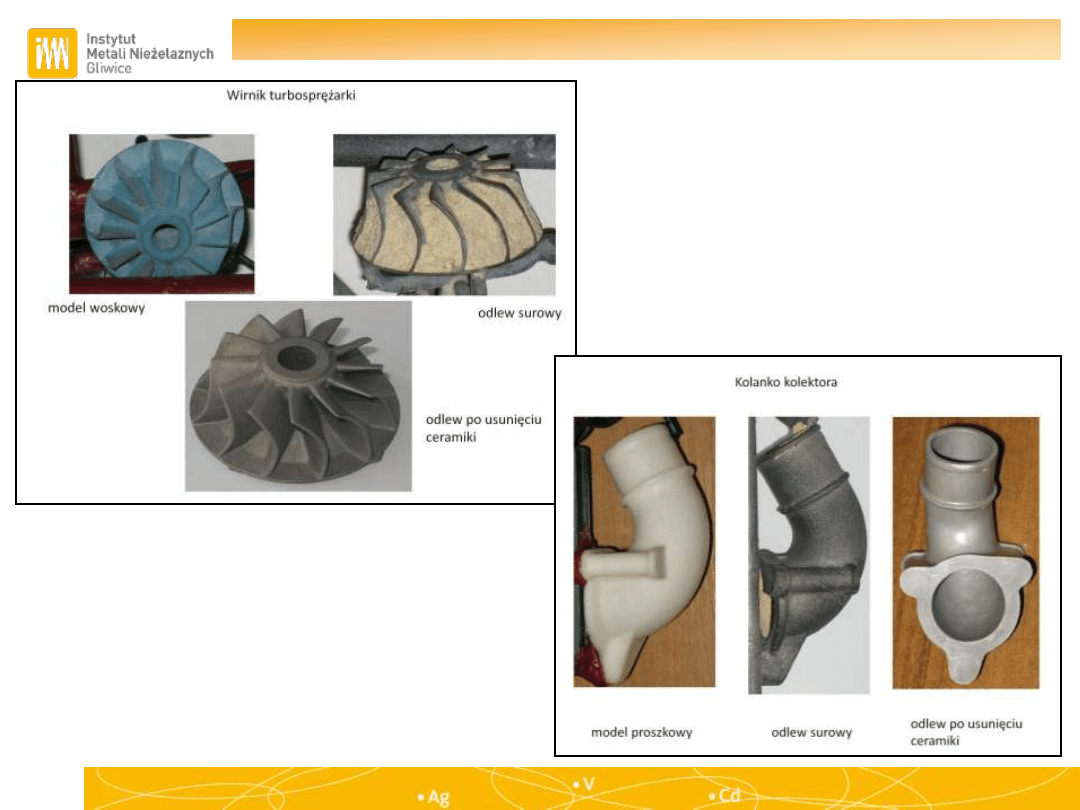
Prowadzone kierunki badań
Opracowanie parametrów procesu topienia i odlewania elementów
tytanowych,
w szczególności:
•korbowodów,
•wirników turbosprężarek,
•elementów układów wydechowych,
•zaworów silników motocyklowych.
Prowadzone kierunki badań
„Ekologiczne materiały lite oraz proszkowe o właściwościach
przeciwciernych przeznaczone na łożyska ślizgowe”
Instytut Metali Nieżelaznych
dr inż. Barbara Juszczyk
CuSnPb
CuSnPbZn
CuSn5Pb20
CuSn7Pb15
CuSn10Pb10
CuSn5Pb9
CuSn7Zn4Pb7
CuSn5Zn5Pb5
CuSn3Zn8Pb5
Wymagania stawiane materiałom łożyskowym:
• mały współczynnik tarcia,
• dobra odporność na ścieranie,
• wytrzymałość mechaniczna na obciążenia statyczne i dynamiczne,
• wysoka odporność na korozję chemiczną kwasowych produktów rozkładu smaru,
• dobra plastyczność (pozwala na dopasowanie się czopa do panwi),
• wysoka twardość (zabezpiecza przed zużyciem i niszczeniem przez kawitacje),
• dobre przewodnictwo cieplne,
• dobre właściwości ślizgowe (zwłaszcza przy wysoko obciążonych łożyskach);
• dobra właściwości odlewnicze,
• niska cena.
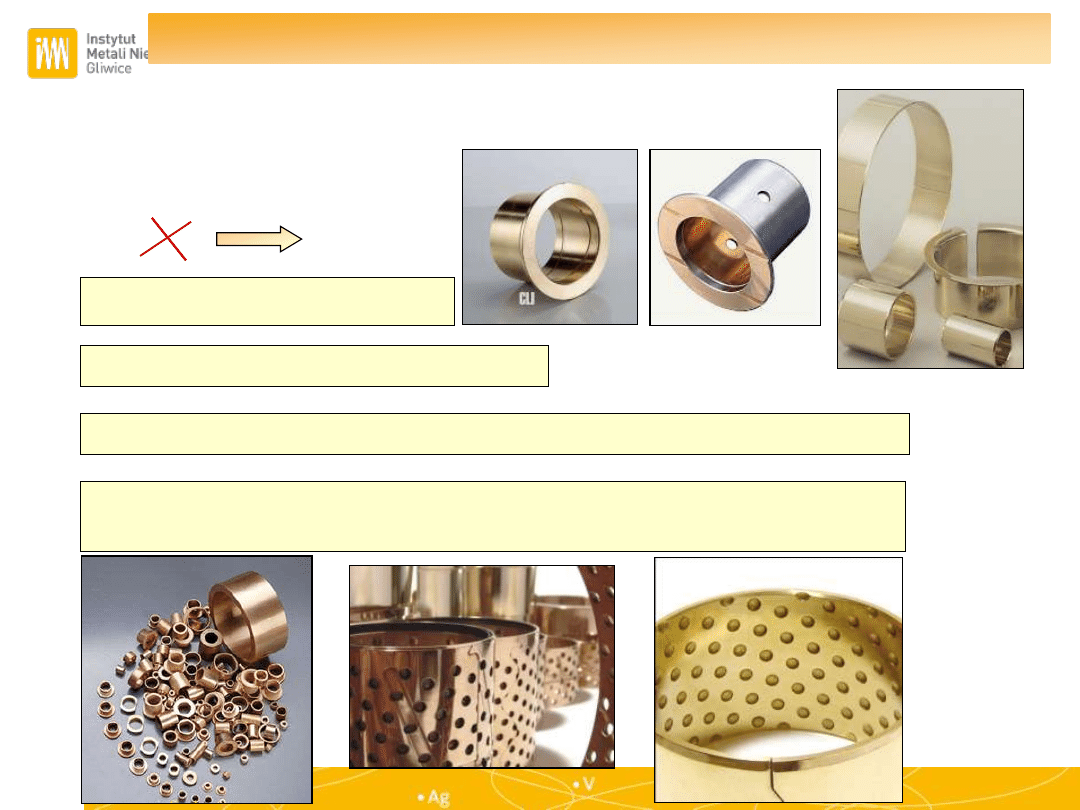
Stosowane obecnie stopy łożyskowe na osnowie miedzi (wg EN 1982)
36
Stopy: Al-Cu-Ni-Si, Al-Sn
Pb
Bi
Związki międzymetaliczne: Ti-Al
Kompozyty: metal (brąz) + faza niemetaliczna (cząstki miękkie)
Kompozyty hybrydowe: metal (brąz) + faza niemetaliczna (cząstki miękkie
+ twarde)
Kierunki rozwoju
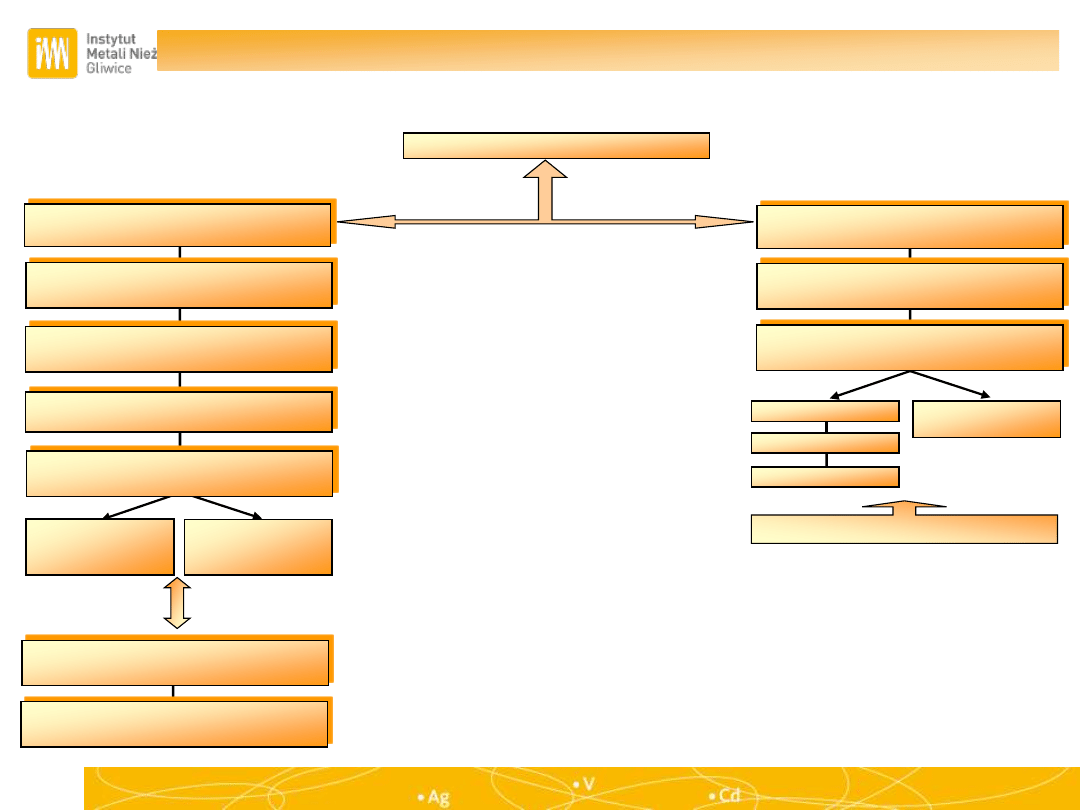
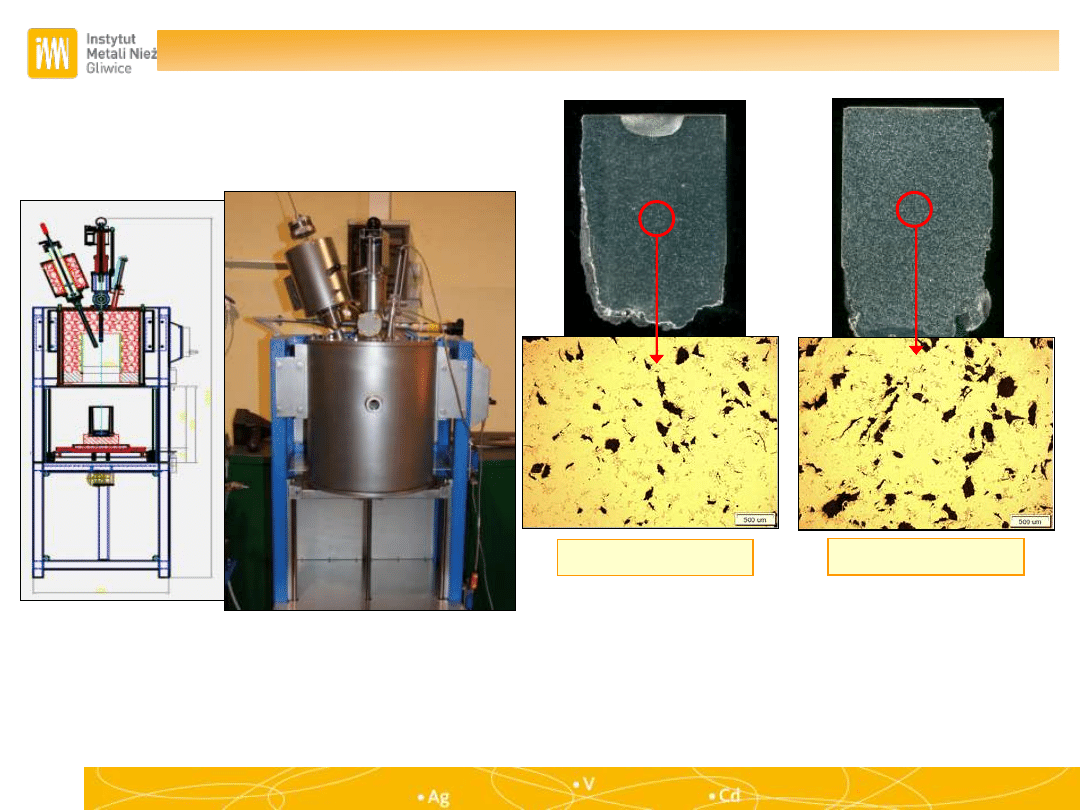
Sposoby wytwarzania
WYTWARZANIE KOMPOZYTÓW
„Klasyczna metalurgia”
compocasting, stir casting
Z całkowitym udziałem
fazy ciekłej
Metalurgia proszków
Z częściowym udziałem
fazy ciekłej
TOPIENIE
Wprowadzenie podgrzanych cząstek do
kąpieli metalowej i mieszanie
ODLEWANIE
Odśrodkowe
(
struktura
gradientowa)
Do form
(
struktura
jednorodna)
Umocniony odlew
MIELENIE + MIESZANIE
Prasowanie
Spiekanie pod
ciśnieniem
Spiekanie
Kalibrowanie
Obróbka końcowa
Obróbka końcowa
Skład chemiczny materiałów łożyskowych
Stopy i kompozyty odlewane:
• CuSn5Zn7Bi5,
• CuSn10Zn7P
Ti+grafit
• CuSn10P
+grafit/węgiel
szklisty
Kompozyty proszkowe:
• CuSn10P+grafit,
• CuSn10P+węgiel szklisty,
• CuSn10P+WS
2
,
• CuSn10P+MoS
2
,
• CuSn10P+BN
Kompozyty CuSn10Zn7PTi+grafit
CuSn10Zn7PTi1
CuSn10Zn7PTi4
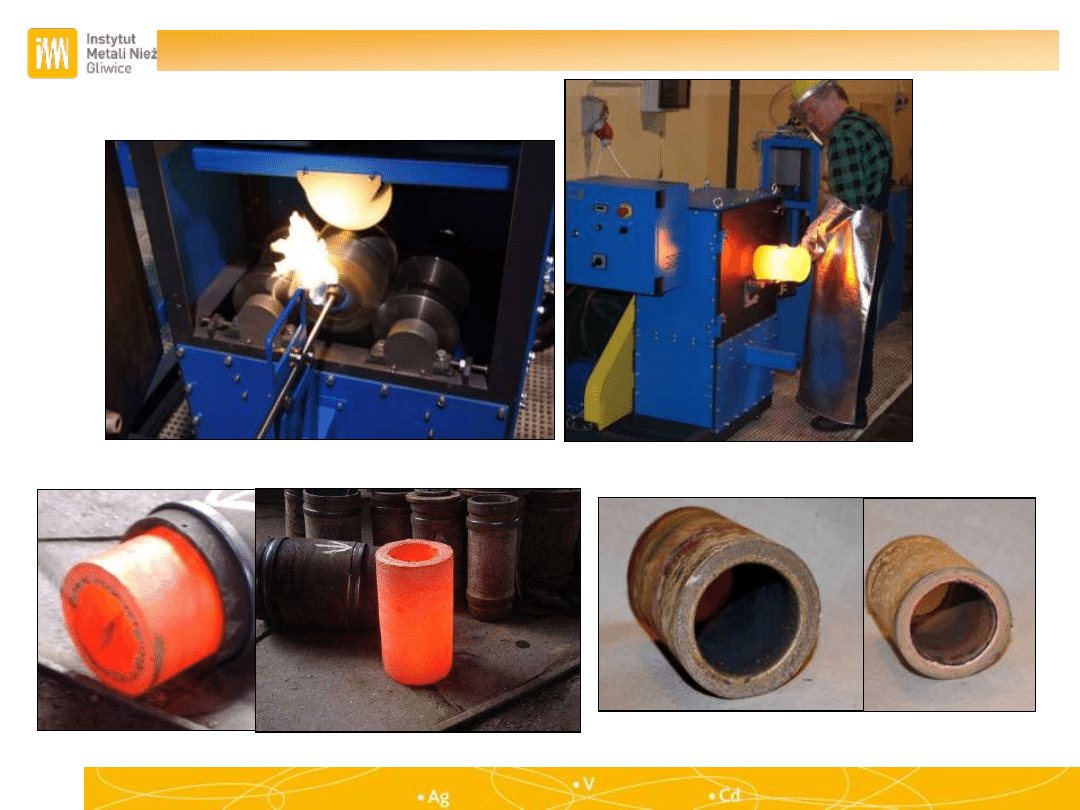
Odlewanie odśrodkowe stopu CuSn5Zn7Bi5
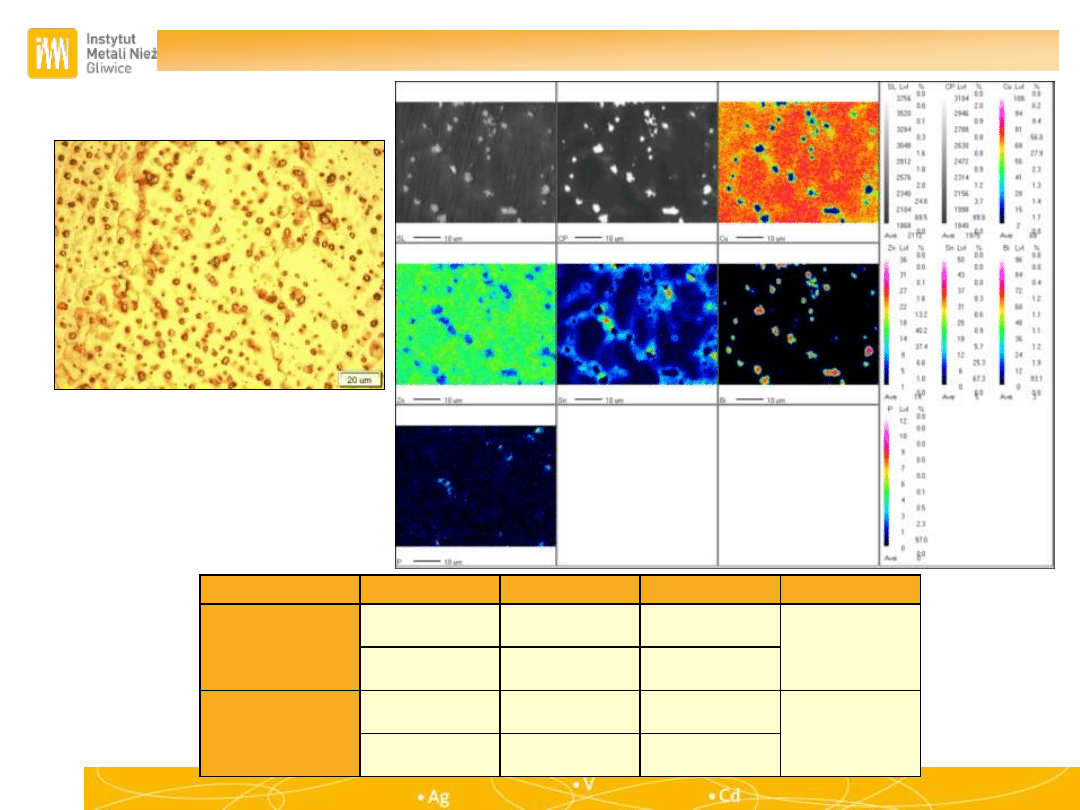
Mikrostruktura i właściwości stopu CuSn5Zn7Bi5
Stop
R
c0,2
[MPa]
R
c
[MPa]
A
c
[%]
HV10
CuSn5Zn5Pb5
146
929
35,3
79,2
144
880
34,6
CuSn5Zn7Bi5
139
798
34,0
85,2
153
868
33,1
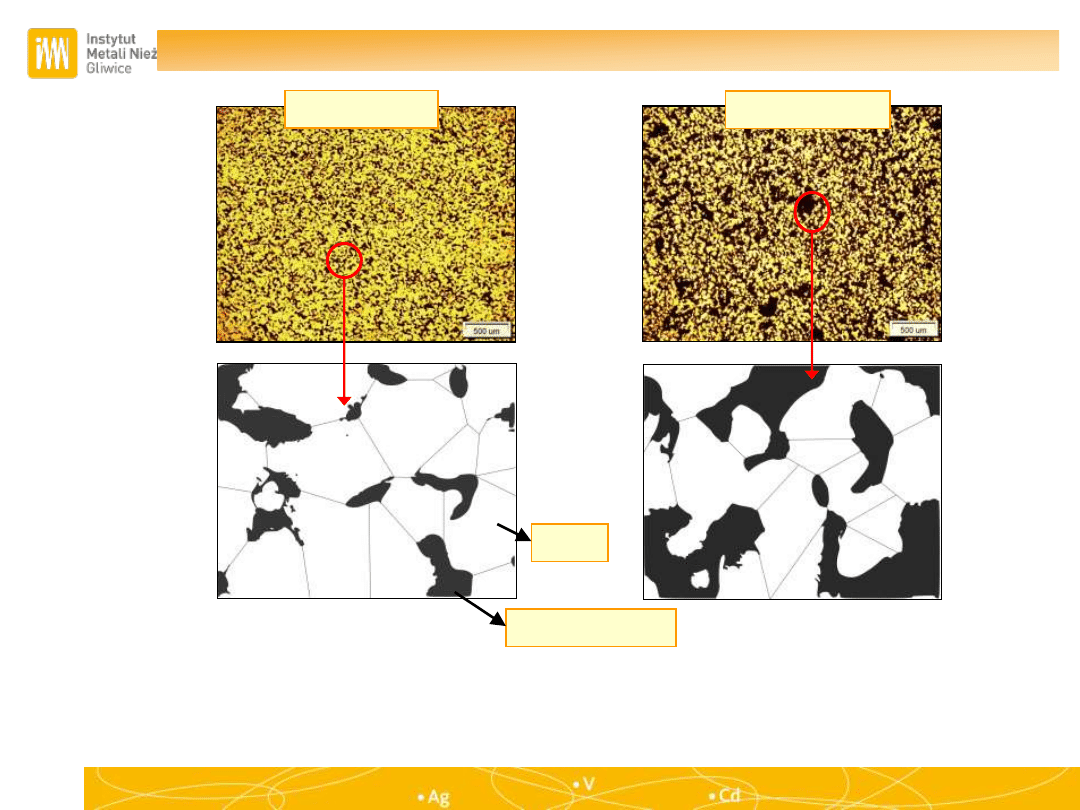
Kompozyty CuSn10P/C otrzymywane w procesie metalurgii proszku
CuSn10P+3C
CuSn10P+10C
r-r
α
cząstki grafitu
„Nowe wieloskładnikowe materiały metaliczne i kompozytowe
przeznaczone do zastosowań w napędach elektrycznych”
Instytut Metali Nieżelaznych – CLAiO Poznań
dr inż. Agnieszka Sierczyńska
Cel badań
Celem zadania jest zaprojektowanie i zoptymalizowanie składu
chemicznego wieloskładnikowych stopów odwracalnie absorbujących
wodór oraz kompozytów wytworzonych na bazie tych materiałów pod
kątem zastosowania ich w ogniwach niklowo-wodorkowych
przeznaczonych do napędów elektrycznych pojazdów.
Kierunki rozwoju
• Związki międzymetaliczne oraz kompozyty wytworzone na
bazie
tych
związków
znajdują
obecnie
szerokie
zastosowanie jako
materiały anodowe dla odwracalnych
ogniw niklowo-wodorkowych (Ni-MH). Uznaje
się je za jedno
z lepszych
źródeł energii elektrycznej dla pojazdów
z
napędem hybrydowym (HEVs – hybrid electric vehicles)
oraz
za
alternatywne
źródło mocy dla pojazdów
elektrycznych (EVs
– electric vehicles). Zaletą układów
hybrydowych jest zmniejszanie
zużycia paliwa, emisji spalin
oraz
hałasu.
• Rozwój akumulatorów Ni-MH jest ukierunkowany na
polepszanie mocy
właściwej zarówno w normalnych, jak
i niskich temperaturach.
Unowocześnianie materiałów
stosowanych w ogniwach Ni-MH pozwala na uzyskanie
wzrostu
wydajności, wyższej energii i mocy właściwej,
wyższej trwałości oraz znaczną redukcję wagi ogniw
i
redukcję kosztów.
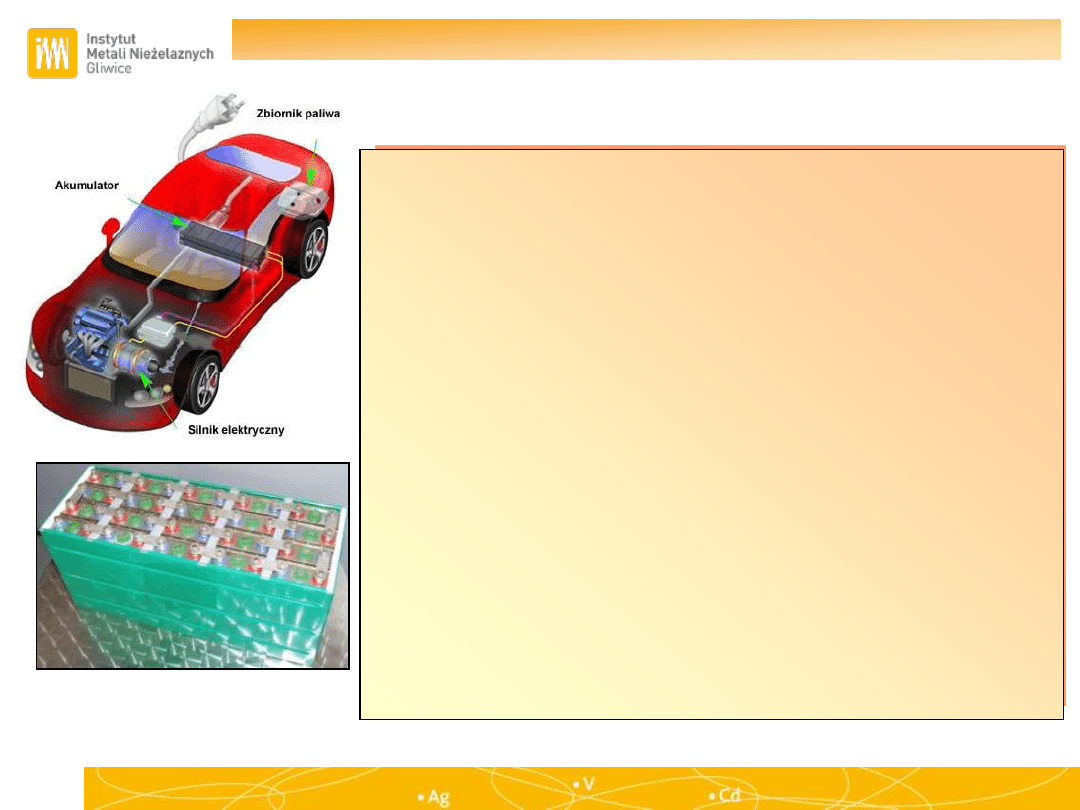
• W pojazdach z napędem hybrydowym (połączenie silnika
spalinowego
i
elektrycznego)
nie
ma
potrzeby
doładowywania
baterii
ze
źródła
zewnętrznego
w
przeciwieństwie do pojazdów elektrycznych (silnik
elektryczny).
Bateria ogniw niklowo-wodorkowych
Prowadzone kierunki badań
Zaprojektowano i wytworzono 7
wieloskładnikowych
stopów metali o zróżnicowanym składzie chemicznym
i stechiometrycznym;
•
Na bazie wytworzonych
materiałów stopowych
otrzymano szereg
kompozytów typu metal-węgiel;
•
Depozyt
węglowy wytwarzano bezpośrednio na
powierzchni ziaren stopu z zastosowaniem
różnych
prekursorów węgla, polimerów przewodzących,
takich jak: polianilina (PANI), polipirol (PPy),
poli(3,4-etylenodioksytiofen (PEDOT), a
także
alkoholu furfurylowego oraz poprzez chemiczne
osadzanie
węgla z fazy gazowej (metoda CVD);
•
Zoptymalizowano
skład elektrod akumulatora
Ni-MH i opracowano
metodykę ich wytwarzania;
•
Opracowano
założenia
do
wytworzenia
modelowego ogniwa typu nikiel-wodorek metalu
(Ni-MH).
Prowadzone kierunki badań
1,0
1,1
1,2
1,3
1,4
1,5
0
200
400
600
800
1000
1200
Czas [s]
N
ap
ięci
e
[V]
teoretycznie
praktycznie
Charakterystyka napięciowa akumulatora typu nikiel/wodorek
metalu podczas symulacji cyklu miejskiego
R
e
R
el
i
a
U
a
E
Energetyczny model matematyczny baterii
elektrochemicznej opracowano na podstawie
układu zastępczego
Badanie eksperymentalne modelu akumulatora Ni-
MH wg opracowanego algorytmu obciążeń SOC/SOD
(state of charge/state of discharge) wykazały wysoką zgodność osiągniętych rezultatów praktycznych z
teoretycznie wykreowanym modelem pracy w HEVs.
„Recykling materiałów z akumulatorów stosowanych w pojazdach
o napędzie hybrydowym”
Instytut Metali Nieżelaznych
dr inż. Jerzy Kozłowski
Kierunki rozwoju
Recyklingiem akumulatorów i ogniw NiMH zajmują się między innymi koncerny: Toxco, Inmetco,
Societe Nouvelle
d’Affinage des Metaux (S.N.A.M.), Umicore, XtrataNickel
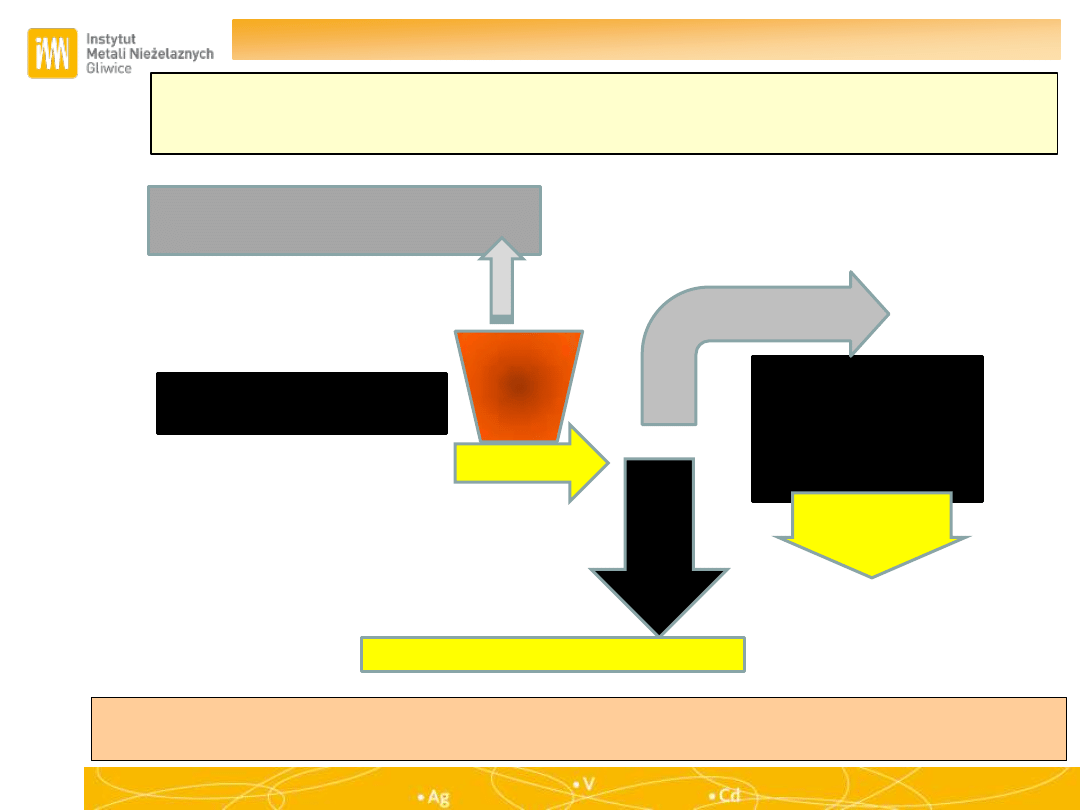
Przykładowy schemat procesu recyklingu w firmie Umicore proces umożliwia przerób zarówno
ogniw Ni-MH, jak i Li-
Ion w jednym procesie nastawiony jest głównie na odzysk Ni, Co i Fe.
Ogniwa
NiMH / Li-Ion
Przetop
Stop metaliczny
Ni, Co, Fe
Rafinacja
stopu
Żużel
Granulacja stopu
Plazmowe oczyszczanie gazów
technologicznych
Odzysk Li & metali ziem rzadkich
Kierunki rozwoju
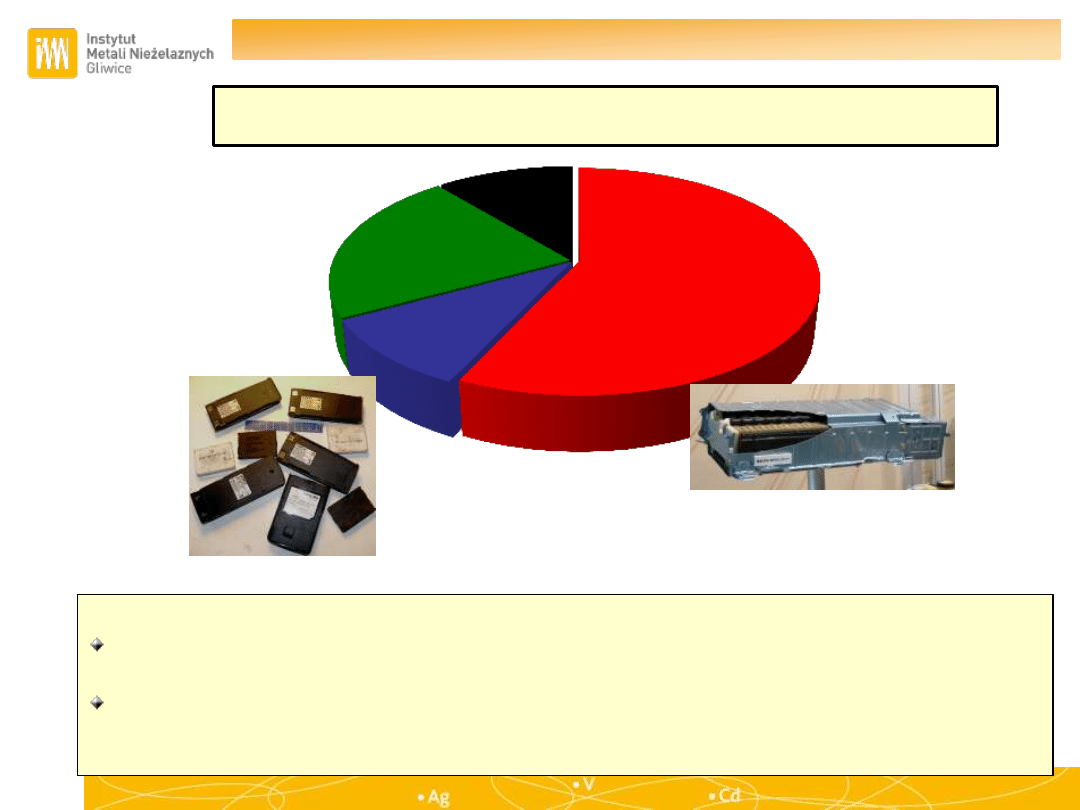
Wartość światowego rynku ogniw Ni-MH w 2009 roku to 1300mln $.
Udział pojazdów hybrydowych w rynku ogniw Ni-MH wynosił w 2004 roku ~ 20%,
przy czym wartość rynku w roku 2004 to niespełna 900 $ mln.
Od tego roku rynek wzrastał w tempie ok. 10%/rok za wyjątkiem roku 2008
(początek kryzysu).
Pojazdy
hybrydowe
57%
Telefony
bezprzewodowe
10%
Do użytku
domowego
22%
Inne
11%
Podział procentowy w rynku ze względu na zastosowanie ogniw Ni-MH
1.
Określenie wielkości i wartości rynku akumulatorów i ogniw Ni-MH.
2.
Efektywne sposoby wstępnego rozdrabniania ogniw w temperaturach kriogenicznych.
3.
Wydzielanie mechaniczne produktów recyklingu.
4.
Analiza chemiczna produktów.
5.
Proces pirolizy mas elektrodowych i obudów.
6.
Określenie termograwimetrycznego ubytku mas elektrodowych w funkcji czasu w klasie ziarnowej
<3mm.
7.
Określenie przydatności obudów ogniw Ni-MH jako paliwo formowalne.
8.
Opracowanie schematu technologicznego przerobu akumulatorów i ogniw Ni-MH.
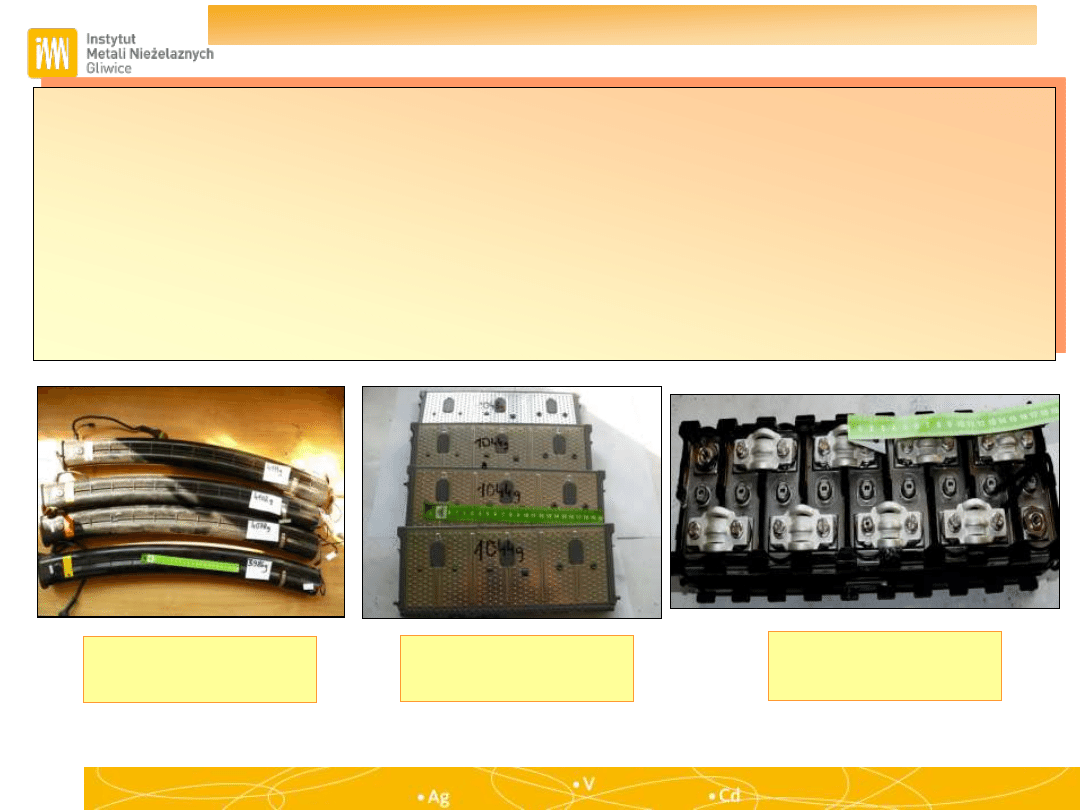
Prowadzone kierunki badań
Rowerowe
akumulatory Ni-MH
Ogniwa Ni-MH
Toyota Prius
Ogniwo Ni-MH
Skutera Vectrix
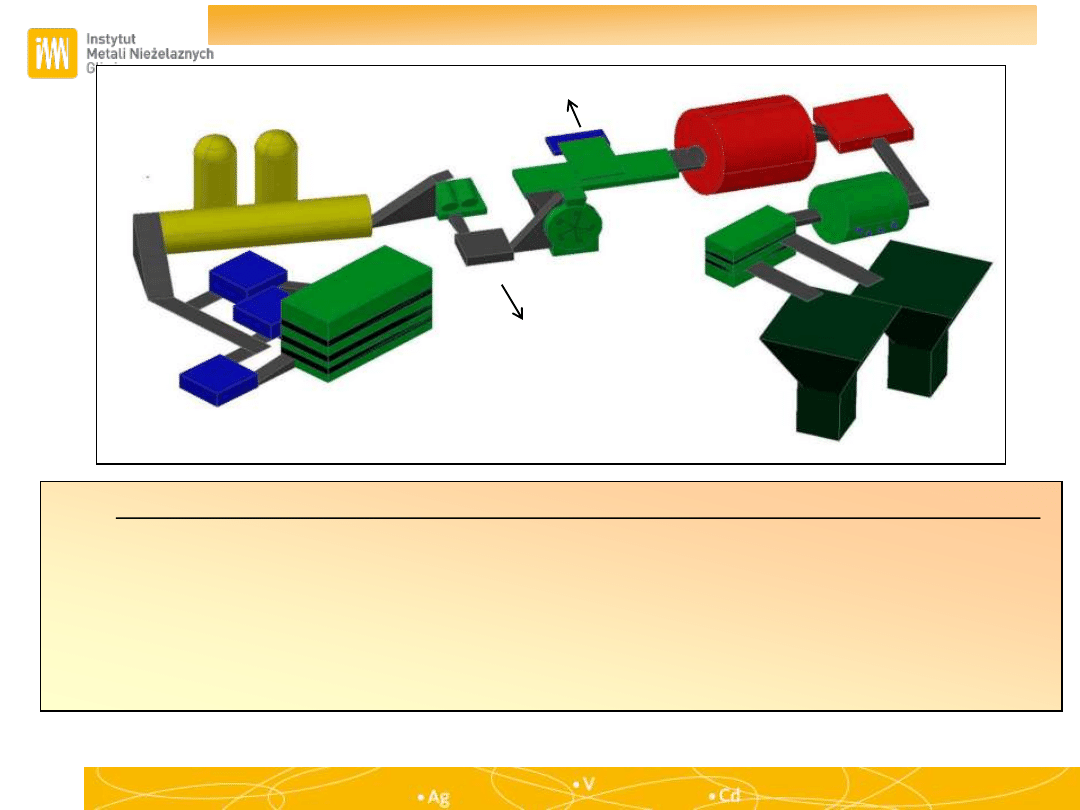
Schemat przerobu akumulatorów i ogniw Ni-MH pojazdów hybrydowych
1) sortownie 2) wymiarowy podział ogniw przed zamrażaniem 3) strefa zamrażania 4) wstępne
rozdrabnianie -
rozdrabniacz dwuwalcowy 5) separacja magnetyczna 6) rozdrabniacz młotkowy
(średnie rozdrabnianie) 7) magnetyczny separator nadtaśmowy 8) piroliza niskotemperaturowa
9) strefa prażenia materiału 10) młyn kulowy ( mielenie) 11) separacja końcowa ( sita
wibracyjne) 12) frakcja < 3mm do procesu hydrometalurgicznego 13) frakcja > 3 mm ( siatki,
elementy obudów itp.).
Prowadzone kierunki badań
LN
2
LN
2
3
2
2
2
1
4
5
6
7
8
9
10
11
12
13
frakcja magnetyczna
frakcja magnetyczna
Wyszukiwarka
Podobne podstrony:
SPRAWOZDANIE MINIKOSZ chłopcy, Treningi od J, Sobot, Marek, Nowe, Materiały dla nauczycieli, Warszta
Na bazie kesterytu powstaną nowe technologie dla fotowoltaiki
Plyta CD materialy edukacyjne dla nauczycieli i rodzicow
Szczygieł, inżynieria materialów i nauka o materiałach, zagadnienia dla części metale
Nowe odmiany krzewów dla zieleni publicznej(1)
starożytne cywilizacje 4, materiały z historii dla uczniów gimnazjum, klasy I, dla klasy I C sprawdz
nieznany żołnierz B, materiały z historii dla uczniów gimnazjum, klasy III
Wielkie Seminarium tydz 09, NOWE MATERIAŁY, Seminarium diecezjalne 2010
7 materiały pomocnicze dla egzaminatorów
PPN -Wykład I - periodyzacja - materiały, Wykłady dla IV roku/ studia stacjonarne pięcioletnie 2008/
Nowe rozwiązania technologiczne i organizacyjne w firmach
A Grajcar Nowoczesne stale wysokowytrzymałe dla motoryzacji II generacji
Wielkie Seminarium tydz 03, NOWE MATERIAŁY, Seminarium diecezjalne 2010
2015 11 20 strona tutułowa do zadania z technologii, dla uczniów
materialy z matematyki dla ZSZPC8 i ZSZPF33
Zakres materiału, Technologia Chemiczna, Rok I, Fizyka, Wykłady fizyka
Opracowanie - materialy, Technologia INZ PWR, Semestr 1, Materiałoznastwo, Materiały - opracowania
więcej podobnych podstron