WYTWARZANIE WANIEN
WYTWARZANIE WANIEN
METODĄ
METODĄ
TERMOFORMOWANIA
TERMOFORMOWANIA
PRÓŻNIOWEGO
PRÓŻNIOWEGO
Paweł Zaklukiewicz IM 1-3-1
Paweł Zaklukiewicz IM 1-3-1
Spis treści
Spis treści
1.Wstep
1.Wstep
-schemat blokowy linii technologicznej
-schemat blokowy linii technologicznej
-zasady pracy linii technologicznej
-zasady pracy linii technologicznej
2. Zalety metody
2. Zalety metody
3. Założenia projektowe
3. Założenia projektowe
-
co wytwarzamy
co wytwarzamy
-
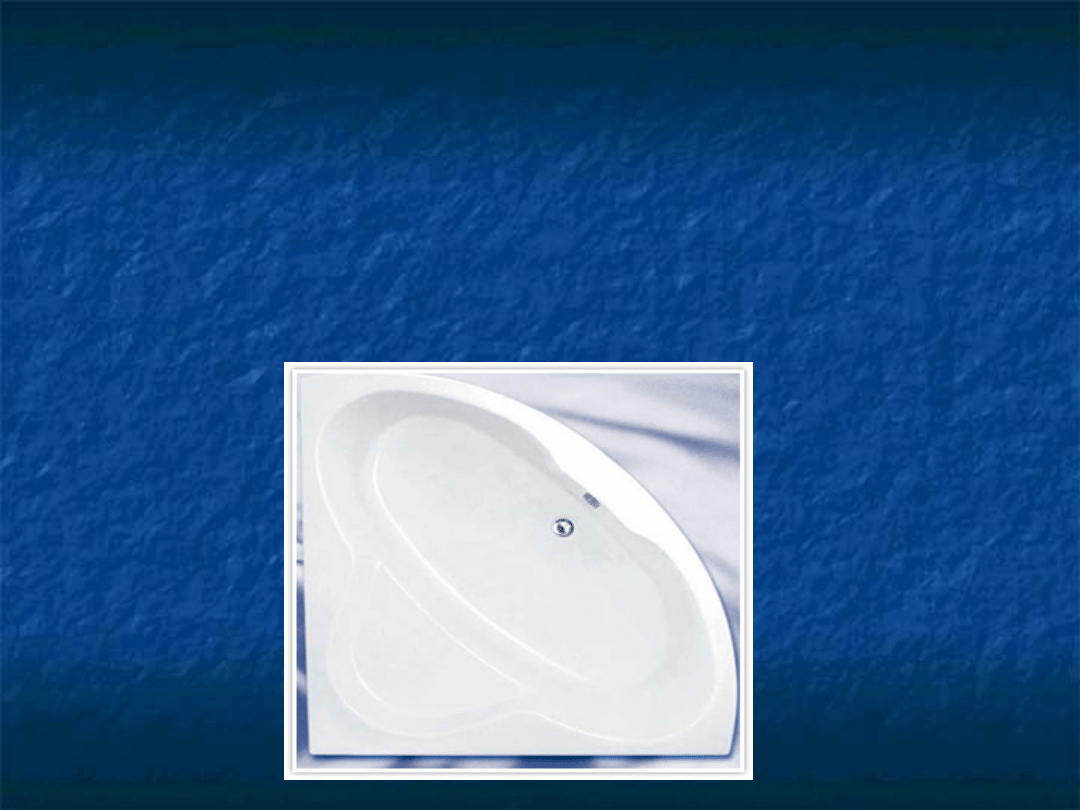
zdjęcie wyrobu
zdjęcie wyrobu
-
materiał, wymiary, waga, zapotrzebowanie
materiał, wymiary, waga, zapotrzebowanie
-
4. Dane
4. Dane
-
- ilość dni pracy
- ilość dni pracy
-
-dzienny czas pracy
-dzienny czas pracy
-
-ile materiału
-ile materiału
-
-wydajność
-wydajność
5. Dobór maszyn
5. Dobór maszyn
1. WSTĘP
1. WSTĘP
Prezentacja ma na celu zaprezentowanie linii
Prezentacja ma na celu zaprezentowanie linii
technologicznej produkcji wanien metodą
technologicznej produkcji wanien metodą
termoformowania próżniowego.
termoformowania próżniowego.
Termoformowanie
Termoformowanie
to proces technologiczny, w
to proces technologiczny, w
którym z płaskich folii lub płyt, podgrzanych do
którym z płaskich folii lub płyt, podgrzanych do
określonej temperatury, formuje się produkty o
określonej temperatury, formuje się produkty o
określonych kształtach. Stosunkowo tanie i wysoko
określonych kształtach. Stosunkowo tanie i wysoko
wydajne przetwórstwo sprawia, że termoformowanie
wydajne przetwórstwo sprawia, że termoformowanie
jest powszechnie wykorzystywane zarówno w
jest powszechnie wykorzystywane zarówno w
przemyśle jak i w reklamie. Oferowane rozwiązania
przemyśle jak i w reklamie. Oferowane rozwiązania
techniczne przewidują wiele różnorodnych
techniczne przewidują wiele różnorodnych
wariantów: od produkcji jednostkowej i prototypowej
wariantów: od produkcji jednostkowej i prototypowej
do masowej skali wielkoprzemysłowej.
do masowej skali wielkoprzemysłowej.
Schemat blokowy
Schemat blokowy
linii
linii
technologicznej
technologicznej
PALETA Z
MATERIAŁE
M
(PŁYTY
PMMA)
MASZYNA
TERMOFORMUJĄCA
WYCINARKA
LASEROWA
MASZYNA DO
NATRYSKIWANIA
WŁÓKNA
SZKLANEGO
PALETA NA
GOTOWY
WYRÓB
ZASADY PRACY LINII
ZASADY PRACY LINII
TECHNOLOGICZNEJ
TECHNOLOGICZNEJ
-
-
Poddawany obróbce materiał zamocowany jest na
Poddawany obróbce materiał zamocowany jest na
obrzeżu
obrzeżu
w uchwytach igłowych.
w uchwytach igłowych.
-Ogrzewanie elektryczne zapewniają promienniki
-Ogrzewanie elektryczne zapewniają promienniki
zlokalizowane po jednej lub obu stronach
zlokalizowane po jednej lub obu stronach
poddanego obróbce materiału,
poddanego obróbce materiału,
w odległości 125 mm.
w odległości 125 mm.
- Czas ogrzewania wymagany
- Czas ogrzewania wymagany
do uzyskania odpowiednio miękkiego półfabrykatu,
do uzyskania odpowiednio miękkiego półfabrykatu,
-Następnie nadaje się im formę po przez
-Następnie nadaje się im formę po przez
wytworzenie próżni.
wytworzenie próżni.

- Po ostygnięciu gotowe formy przenosi się
- Po ostygnięciu gotowe formy przenosi się
do wycinarki laserowej, gdzie następuje
do wycinarki laserowej, gdzie następuje
nadanie odpowiednich wymiarów
nadanie odpowiednich wymiarów
-
Wanna przeniesiona zostaje na stół i
Wanna przeniesiona zostaje na stół i
odwrócona dnem do góry
odwrócona dnem do góry
-
Kolejnym krokiem jest natryskiwanie
Kolejnym krokiem jest natryskiwanie
włókna szklanego i żywicy
włókna szklanego i żywicy
-
Po czym następuje naniesienie żelkotu w
Po czym następuje naniesienie żelkotu w
celu nadania wannie estetycznego
celu nadania wannie estetycznego
wyglądu. Następnie wanna jest pakowana i
wyglądu. Następnie wanna jest pakowana i
przechowywana w magazynie.
przechowywana w magazynie.
2. ZALETY METODY
2. ZALETY METODY
- możliwość wytwarzania wyrobów o bardzo małej
- możliwość wytwarzania wyrobów o bardzo małej
grubości ścianek i znacznych gabarytach,
grubości ścianek i znacznych gabarytach,
-niski koszt form,
-niski koszt form,
- możliwość stosowania form wielokrotnych,
- możliwość stosowania form wielokrotnych,
zwiększając wydajność produkcji,
zwiększając wydajność produkcji,
- swoboda wyboru surowca do formowania.
- swoboda wyboru surowca do formowania.
- duża wydajność
- duża wydajność
3
3
.
.
ZAŁOŻENIA PROJEKTOWE
ZAŁOŻENIA PROJEKTOWE
- Wytwarzanie wanien metodą
- Wytwarzanie wanien metodą
termoformowania próżniowego
termoformowania próżniowego
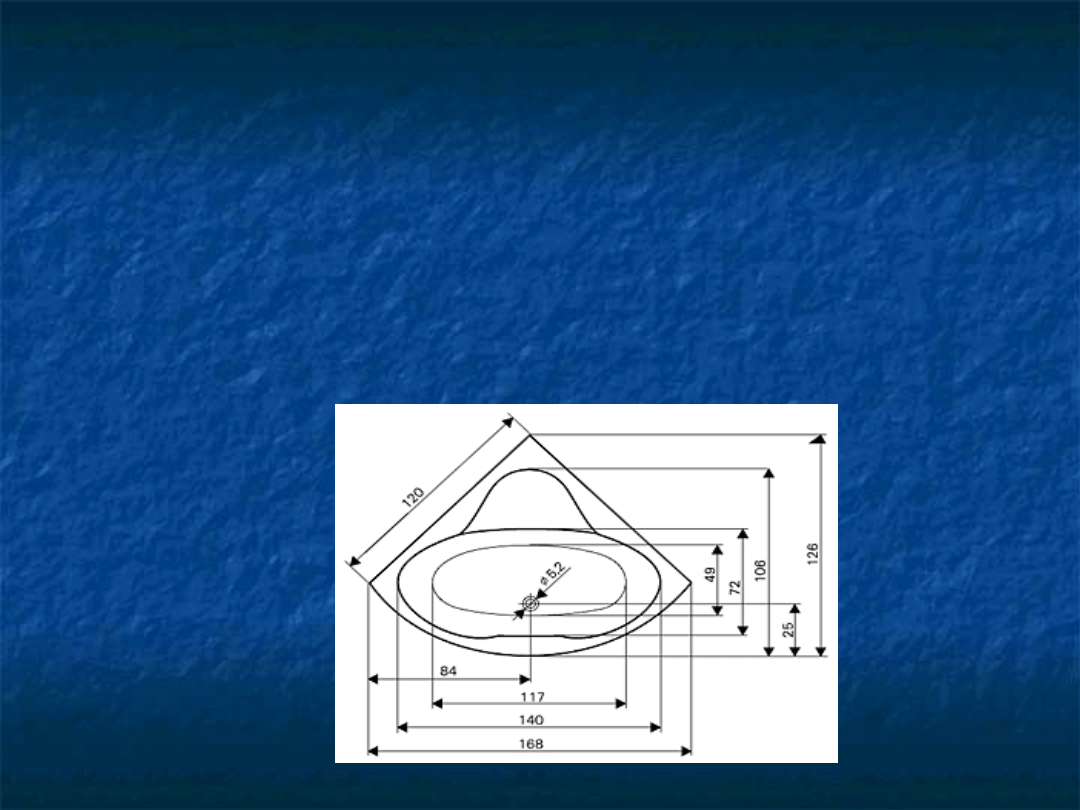
-
Materiał: PMMA, włókno szklane,
Materiał: PMMA, włókno szklane,
żelkot
żelkot
-
Waga: 12 kg
Waga: 12 kg
-
Zapotrzebowanie: 2000 sztuk
Zapotrzebowanie: 2000 sztuk
-
Wymiary:
Wymiary:
4. Dane Technologiczne
4. Dane Technologiczne
1.
1.
Ilość dni pracy: 200 dni/ rok
Ilość dni pracy: 200 dni/ rok
2.
2.
Dzienny czas pracy: 8 h.
Dzienny czas pracy: 8 h.
3.
3.
Ilość materiału: 2000 płyt o
Ilość materiału: 2000 płyt o
wymiarach 130x130 o grubości
wymiarach 130x130 o grubości
5mm.
5mm.
4.
4.
Wydajność: 10 wanien dziennie.
Wydajność: 10 wanien dziennie.
5.
5.
Ilość pracowników: 5 osób
Ilość pracowników: 5 osób
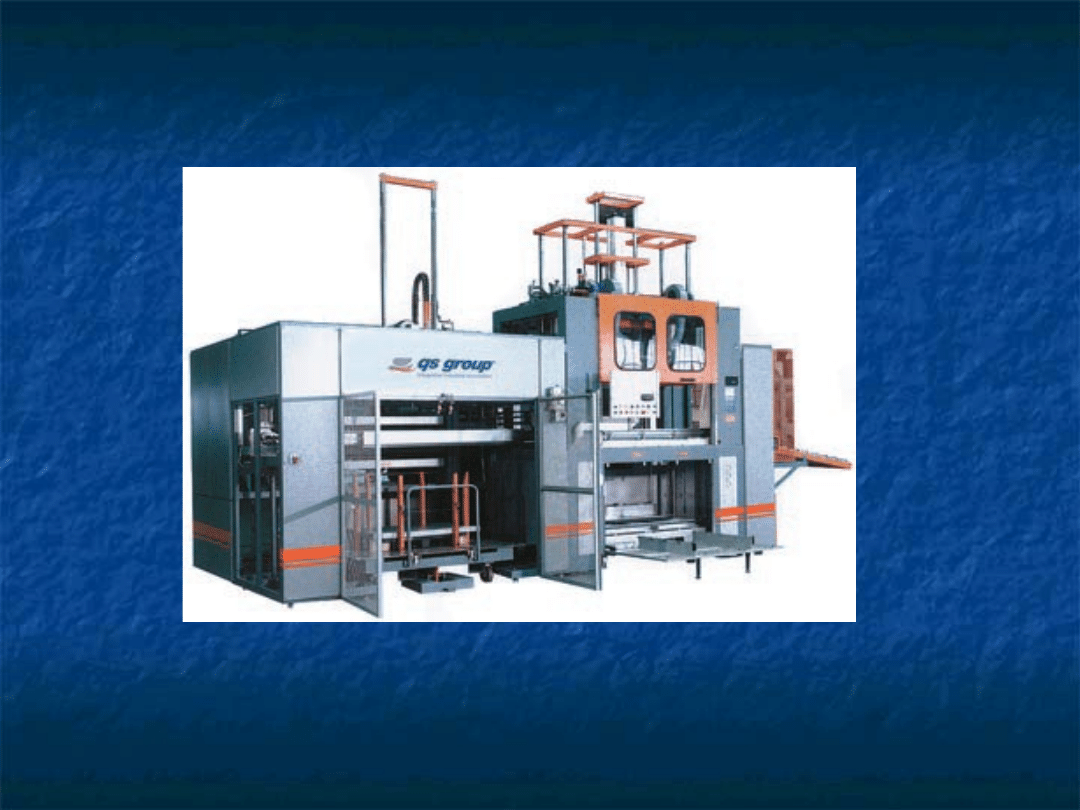
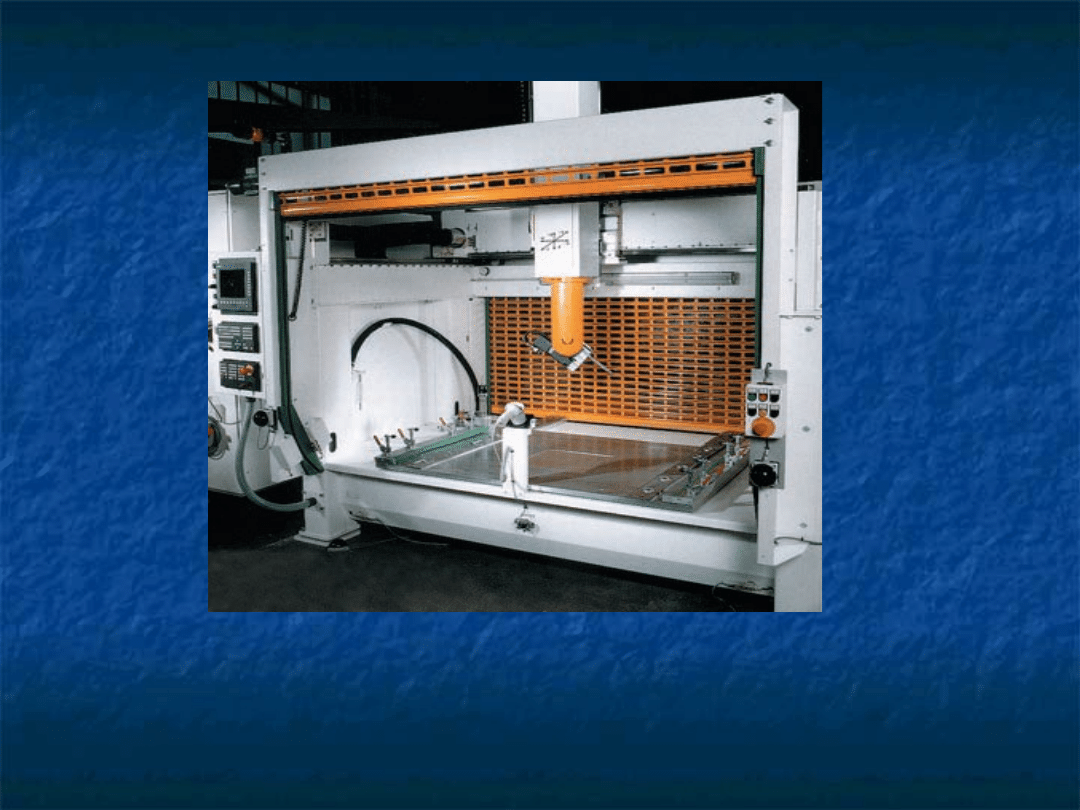
DOBÓR MASZYN
DOBÓR MASZYN
Rys.1 Urządzenie do termoformowania.
Moc grzewcza
Moc grzewcza
: 25-50KW/m
: 25-50KW/m
2
2
Wymiary stołu: 150X150
Wymiary stołu: 150X150
Rodzaj stosowanego materiału:
Rodzaj stosowanego materiału: ABS, ASA,
PMMA, PA, PC, PSU, PES i PET
Chłodzenie wyrobu w formie następuje przez
wypromieniowanie ciepła do otoczenia lub
natrysk mgły na powierzchnię wyrobu.
Ciśnienie: 6 barów.
Rys. 2 Wycinarka laserowa.
Wydajność wycinarki 50m/min.
Wydajność wycinarki 50m/min.
Praca w wielu osiach (3:6).
Praca w wielu osiach (3:6).
Wymiary stołu 150X150 mm.
Wymiary stołu 150X150 mm.
Całkowita mechanizacja procesu.
Całkowita mechanizacja procesu.
Proces wycinania przebiega „cicho”
Proces wycinania przebiega „cicho”
BIBLIOGRAFIA
BIBLIOGRAFIA
http://tworzywa.blogspot.com/2009/05/termof
http://tworzywa.blogspot.com/2009/05/termof
ormowanie-tworzy-sztucznych.html
ormowanie-tworzy-sztucznych.html
http://www.youtube.com/watch?
http://www.youtube.com/watch?
v=uBiubGrGZNk
v=uBiubGrGZNk
http://www.tworzywa.pl/gfx/files/termoformow
http://www.tworzywa.pl/gfx/files/termoformow
anie.pdf
anie.pdf
- Tworzywa Sztuczne w Praktyce: wytwarzanie,
- Tworzywa Sztuczne w Praktyce: wytwarzanie,
zastosowanie, przetwórstwo, recykling:
zastosowanie, przetwórstwo, recykling:
zespół autorów. Pod red. Józefa Haponiuka
zespół autorów. Pod red. Józefa Haponiuka
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
Wyszukiwarka
Podobne podstrony:
Cersanit wanna, Resources, Budownictwo, BUDOWNICTWO OGÓLNE, Budownictwo Ogólne I i II, Budownictwo o
12 POMIAR CZASU KRZEPNIECIA ODLEWU I PARAMETROW TERMOFIZYCZNYCH FORMY PIASKOWEJ(1)
wanna elektrolityczna
ćw.14, LAB3 - wanna, Nr ćwiczenia:
Lazienka na lata wanna INT Nieznany
drela,analiza techniczna L,?DANIA WLASNOSCI TERMOFIZYCZNYCH
Termoformowanie
WANNA, MAKATON
Akon?at Snoop Dogg I wanna love you
Britney Spears I I I Wanna Go
termoformowanie, PWr, 5 semestr, Tworzywa sztuczne
WHY YOU WANNA TRIP ON ME
T7 Termoformowanie
Termofizjologia, mikroklimat i komfort cieplny
Termoformowanie, materiałoznawstwo
Make me wanna die
Termoformowanie i nanoszenie - sprawozdanie, Automatyka i Robotyka, Semestr I, Maszynoznawstwo, labo
Termoformowanie, Studia, Tworzywa sztuczne
więcej podobnych podstron