Projektowanie
wytwarzania odlewanych
części maszyn (2)
Dr hab.inż. Andrzej
Modrzyński
prof. nadzw. PP
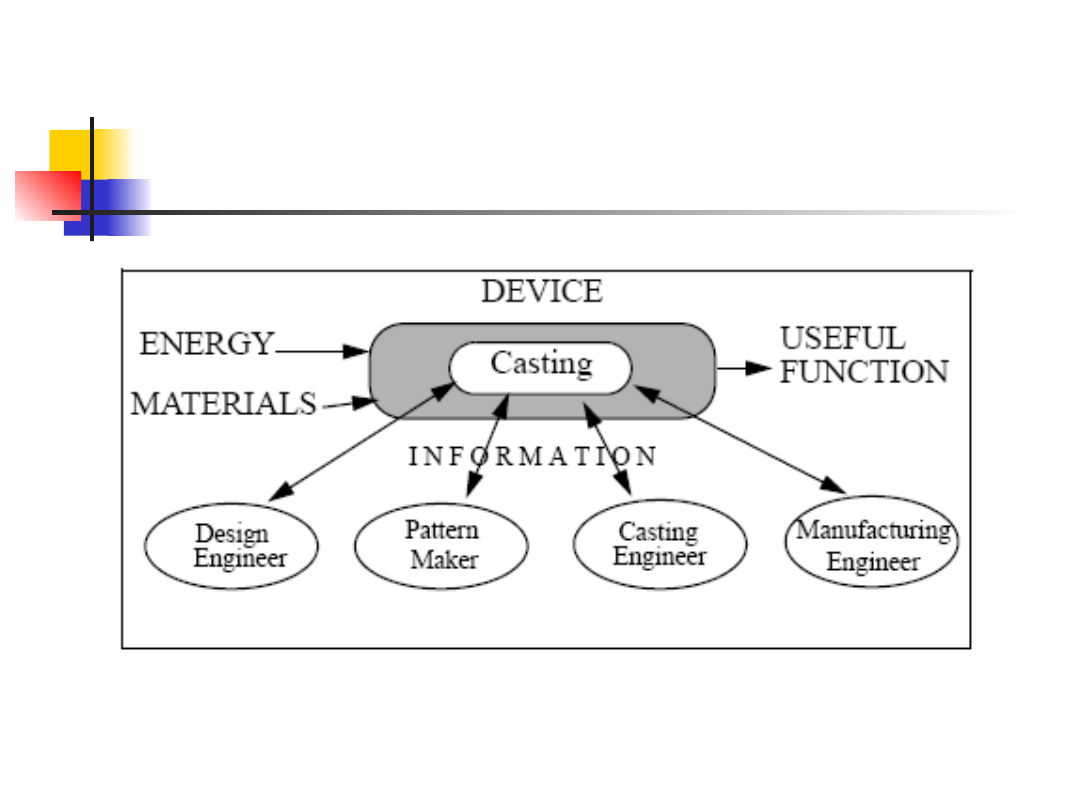
Schemat procesu
wykonywania odlewów
Projektowanie
Odlewy posiadają określony kształt ,
wymiary, skład chemiczny i strukturę
które są wyznaczone przez decyzje
inżynierskie podejmowane przez :
A. Projektanta (Mechanical Engineers)
B. Modelarza (Skilled craftsman, CAD)
C. Odlewnika ( Metallurgical Engineers)
D. Szefa Produkcji (Mechanical,
Metallurgical Engineers)
Warunki wytworzenia dobrego
odlewu
(I)
Należy zaprojektować:
1. Prawidłowy układ wlewowy , aby w sposób właściwy
dostarczyć ciekły metal do wnęki formy bez
zanieczyszczenia cząstkami żużla, masy i gazami.
2. Zaprojektować prawidłowy układ nadlewowy ,który
pozwoli uzupełnić ubytki ciekłego metalu w formie
podczas studzenia do temperatury likwidus i zakresie
temperatury krzepnięcia ( T
l
– T
s
).
Warunki wytworzenia dobrego
odlewu(II)
3. Kontrola procesu odprowadzenia ciepła z
powstającego odlewu w celu zapewnienia skutecznego
działania układu nadlewowego
4. Kontrola szybkości odprowadzenia ciepła, która ma
istotny wpływ na strukturę pierwotną odlewu.
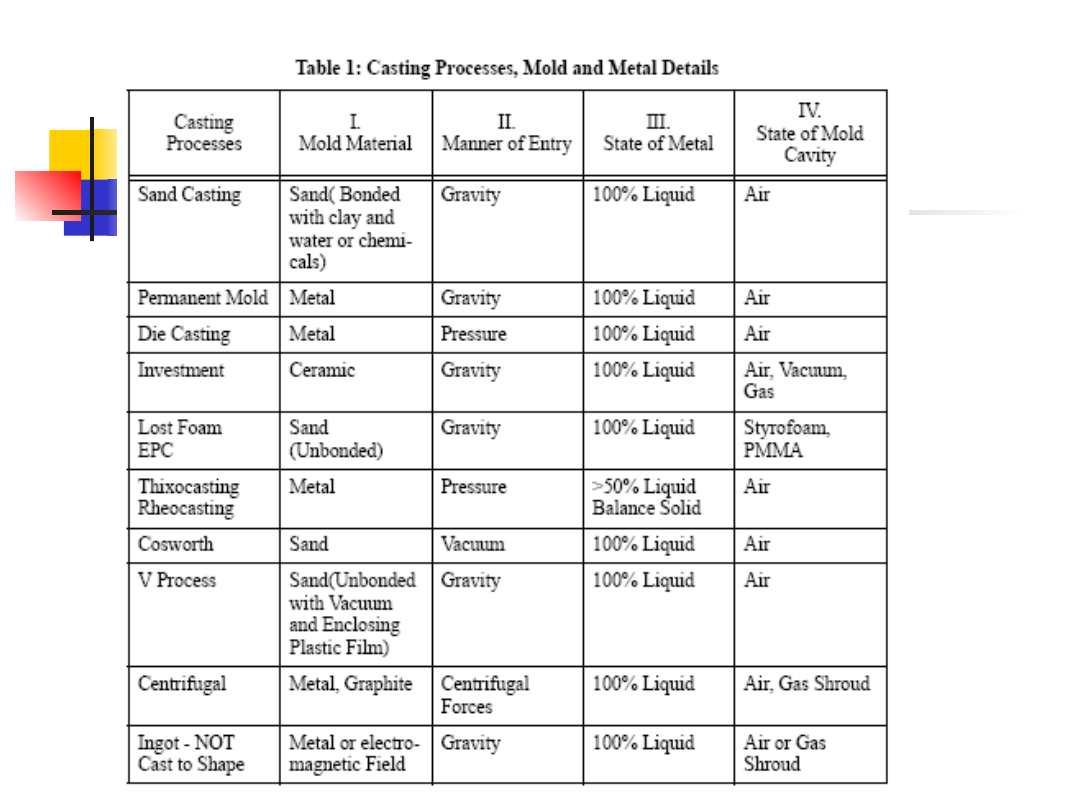
Ważny jest dobór:
- Rodzaju materiału formy ( masa, forma trwała)
- Sposób wprowadzenia ciekłego metalu do formy
( grawitacyjne, pod ciśnieniem, zasysanie próżniowe
5. Stanu metalu ( ciekły, odlewanie tixotropowe)
6. Wypełnienia wnęki formy ( powietrze, próżnia,gaz
ochronny, ciało stałe – Proces Pełnej Formy )
Kolejne etapy w projektowaniu
(1)
1.Model fizyczny części przeznaczonej do wykonania :
propozycja kształtu, tolerancje wykonania, zmiany
wymiarów w czasie procesu, relacje z innymi
częściami wyrobu finalnego (Concurrent Engineering ).
2. Dobór tworzywa odlewniczego do wytworzenia
odlewu – właściwości mechaniczne i fizyczne, zdolność
do odwzorowania kształtu odlewu, zdolność do
płynięcia w formie.
3. Zaprojektowanie kształtu i wymiarów modeli i
rdzennic- uwzględnia się przy tym układ wlewowy i
nadlewowy, wypełnienie formy ciekłym metalem i
szybkość odprowadzania ciepła.
Kolejne etapy w projektowaniu
(2)
4.Wybór procesu wykonania odlewów –
ograniczenia w wytwarzaniu, waga odlewu,
wymiary odlewu, wymagania
wymiarowe( tolerancje ) i jakoścć powierzchni
odlewu, analiza kosztów wytwarzania
5. Planowane zabiegi po wytworzeniu odlewu-
obróbka mechaniczna i cieplna, spawanie
elementów.
6. Ocena kosztów wytwarzania
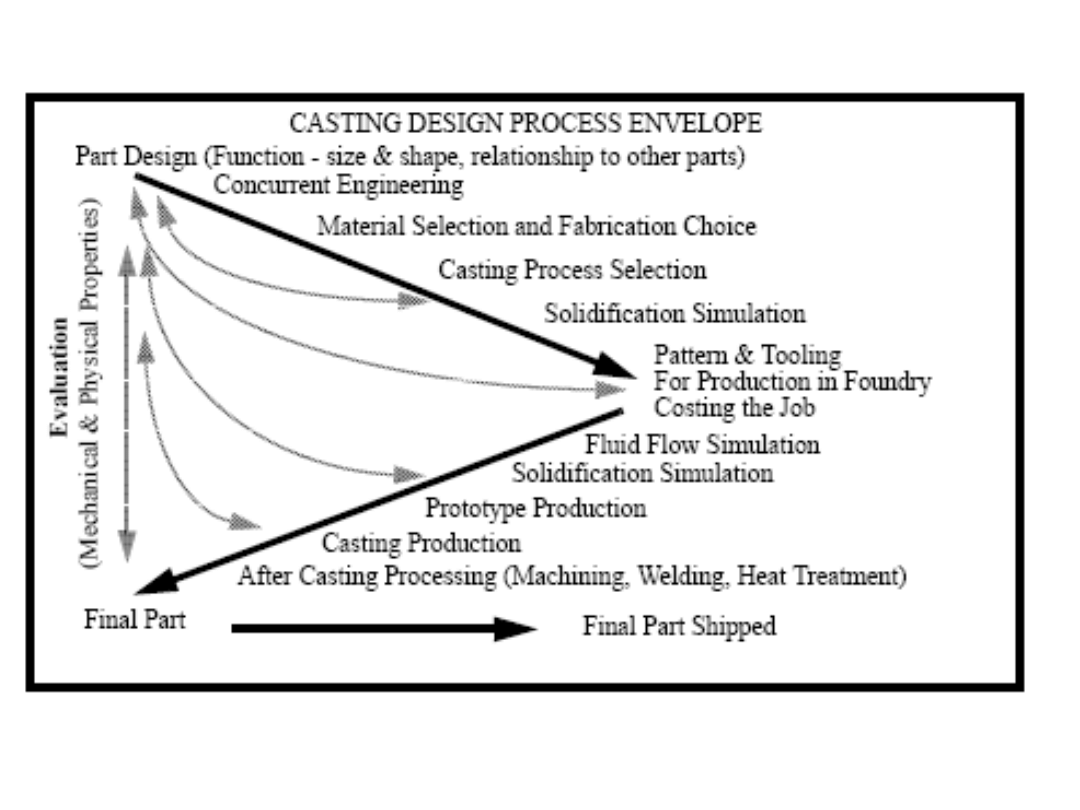
UWAGA !
Projektowanie procesów
odlewniczych jest procesem
interaktywnym wymagającym
doskonałej komunikacji na wszystkich
etapach procesu projektowania.
Te interaktywne oddziaływania są
zilustrowane na poniższym
schemacie strzałkami
UWAGA!
Projektant odlewów (bardzo często inżynier budowy maszyn )
powinien doskonale się orientować w podstawowych
właściwościach materiałów ( stopów ), ograniczenia w ich
stosowaniu oraz ograniczenia w stosowaniu do wykonywania
odlewów poszczególnych technologii.
Podstwowa wiedza projektanta powinna obejmować:
- zmiany w grubości ścian odlewów, eliminacje ostrych
krawędzi
- wymagania stawiane materiałom na odlewy,
- projektowanie procesów obróbki mechanicznej (bazy )
-możliwe do osiągnięcia tolerancje wymiarowe parametry
powierzchni,
- ograniczenia przy wytwarzaniu odlewów,
- warunki kontroli procsu i warunki odbioru odlewów.
Projekt przechodzi przez
pięć etapów
Etapy wstępne
1.Podjęcie decyzji o wykonywaniu
elementu metodą odlewania
2. Szczegółowy projekt CAD –
geometria 3-D
3. Kontakty komercyjne ; zapytania
ofertowe, uzgodnienia warunków
odbioru oraz redakcja zamówienia
Projekt przechodzi przez
pięć etapów
Etapy produkcyjne
4. Wytwarzanie niezbędnego
oprzyrządowania,
5. Proces odlewania i wykańczania
Inne ważne czynniki
Idealny i bardzo ścisły kontakt
zamawiającego z z projektantem i wytwórcą
(odlewnią ),
Posiadanie przez projektanta wiedzy z
zakresu z zakresu projektowania odlewów i
powstania odlewu w formie odlewniczej,
Dostosowanie metody wytwarzania do ilości
zamawianych odlewów w celu uzyskania
ekonomiczne uzasadnionej ceny odlewu
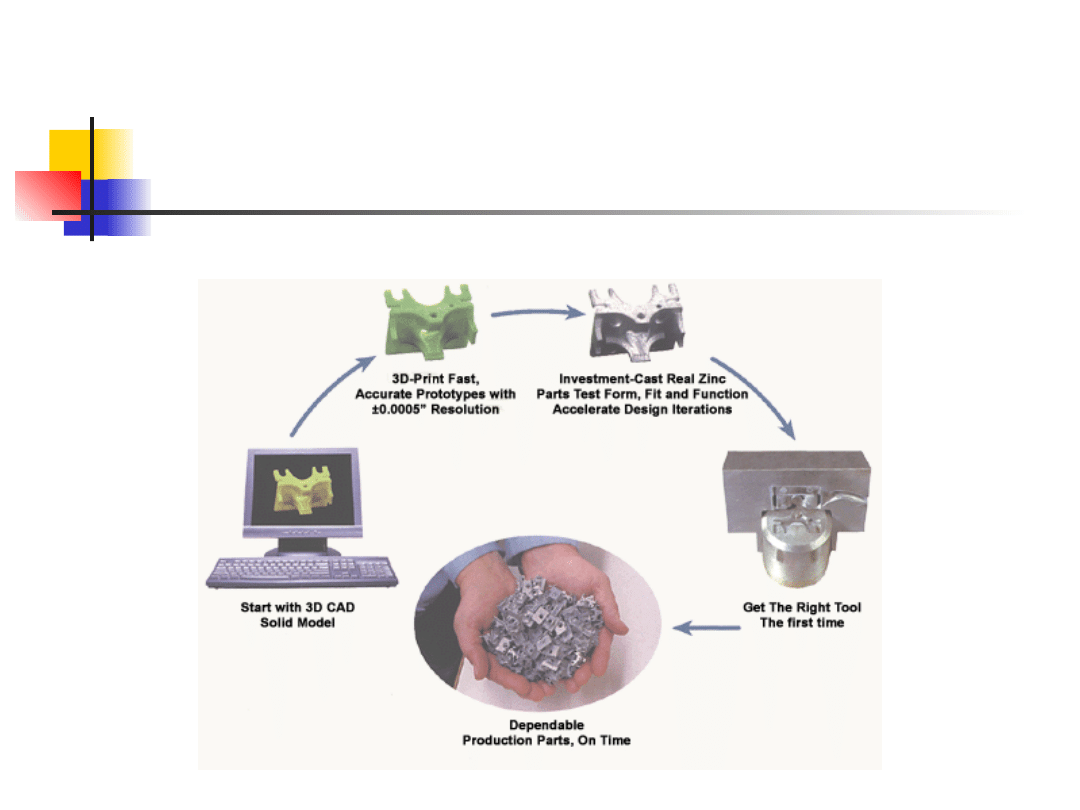
CAD/CAM i Rapid
Prototyping techniqes
CAD wymaga stworzenia geometrii
3D kształtu wyrobu,
Pozwala to na kolejnych etapach
wizualizację rozkładu naprężeń w
pracującym elemencie, modelowanie
procesu wypełniania formy ciekłym
metalem, budowę odlewu po
procesie krystalizacji i krzepnięcia
CAD/CAM i Rapid
Prototyping techniqes
CAD ogranicza konieczność wykonywania
serii prototypowej i umożliwia realizację
tego etapu na ekranie komputera przy
wykorzystaniu programów symulujących
proces odlewania,
Technika Rapid Prototyping umożliwia
szybką kreację kształtu modelu dla
ukształtowania wnęki formy dla odlewu
próbnego
Rapid Prototyping
Technika ta jest oparta w swej
zasadzie na kształtowaniu modelu
metodą nakładania kolejnych
warstw,
Powstający z tworzyw sztucznych
lub innych materiałów model jest
kształtowany bezpośrednio przy
wykorzystaniu geometrii 3-D
Rapid prototyping
Dlaczego używamy RP?
Projektant woli mieć do dyspozycji model
fizyczny nowej części niż model
komputerowy w formie rysunku lub
rysunek techniczny
-
bardzo często stworzenie prototypu jest
integralną częścią procesu projektowania,
-
model wirtualny nie we wszystkich
przypadkach pozwalana pełną wizualizację
wyglądu projektowanej części,
-
możliwość weryfikacji fizycznej dzieła
Rapid Prototyping
Stosowane techniki:
-
usuwanie materiału przy
wykorzystaniu maszyn CNC
- materiał wyjściowy często wosk
- Maszyna CNC wyposażona w
przystawkę do mikroobróbki
- Dodawanie materiału – nakładanie
warstw materiału
Rapid Prototyping
Podział ze względu na materiał
wyjściowy:
Z materiału ciekłego,
Z materiału stałego,
Z proszków
Oparte na cieczach
systemy RP
Materiałem wyjściowym jest
ciekły monomer
Przykłady rozwiązań
-
Stereolitografia,
-
Metoda kroplowa
-
Spiekanie na ciało stałe
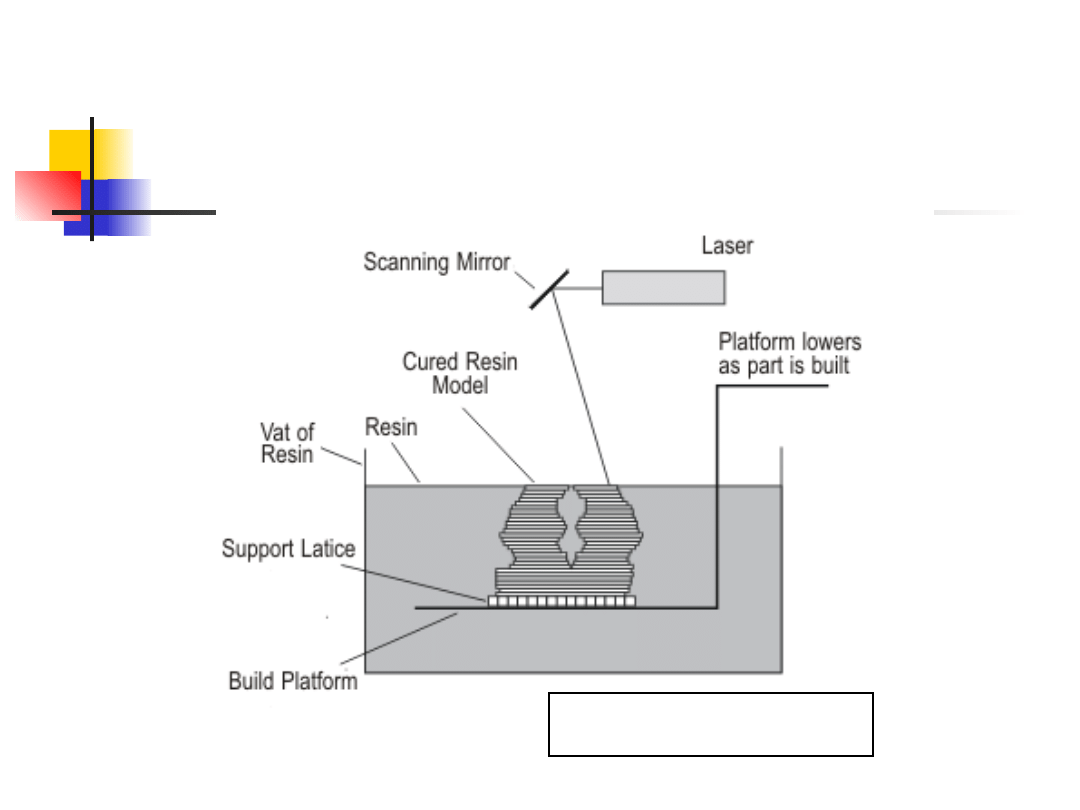
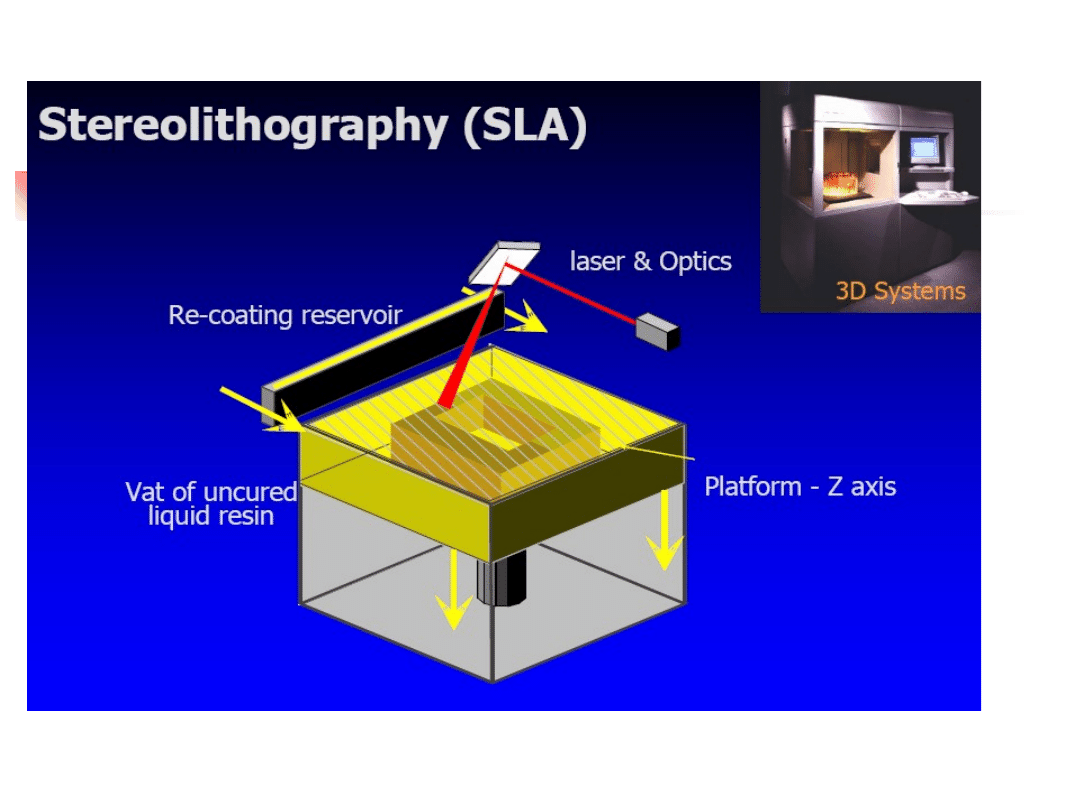
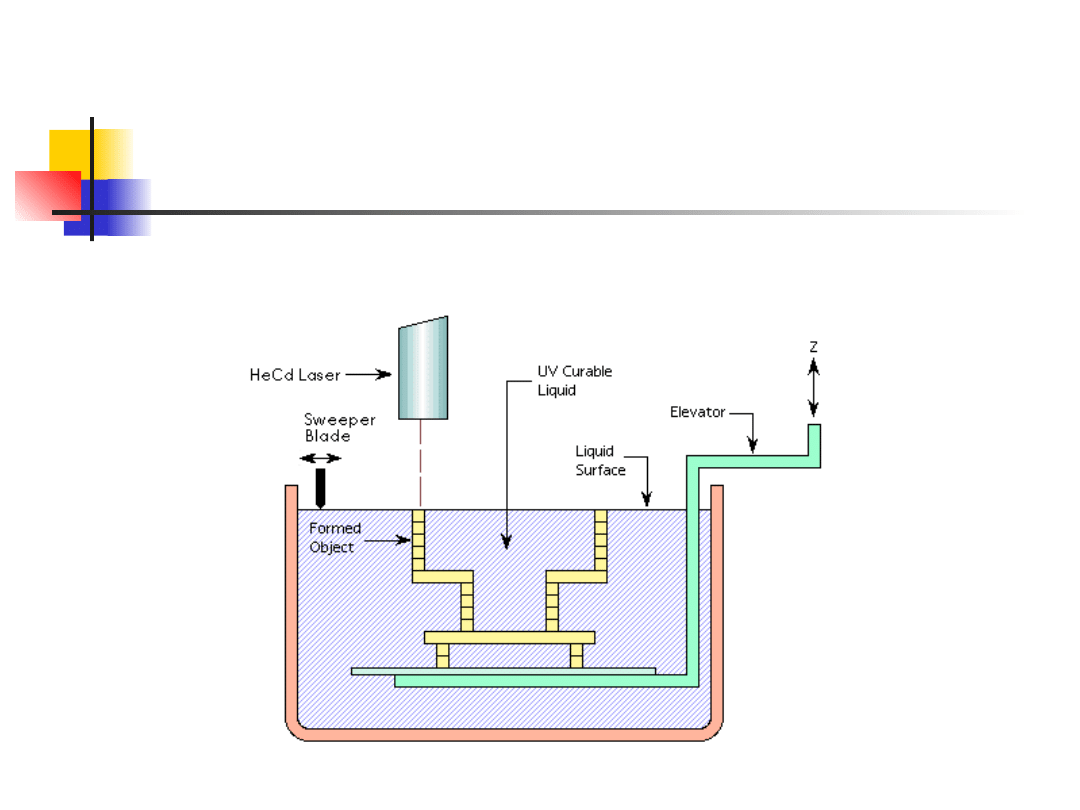
STEREOLITOGRAFIA
Stereolitografia jest jednym z częściej
stosowanych procesów addytywnej produkcji
elementów prototypowych w przemyśle
(
Rapid prototyping
) ,
Proces produkcji części z wykorzystaniem
stereolitografii opiera się na stopniowym
obrysowywaniu kolejnych przekrojów
poziomych produkowanej części za pomocą
na sukcesywnie zanurzanej platformie
w wannie z
.
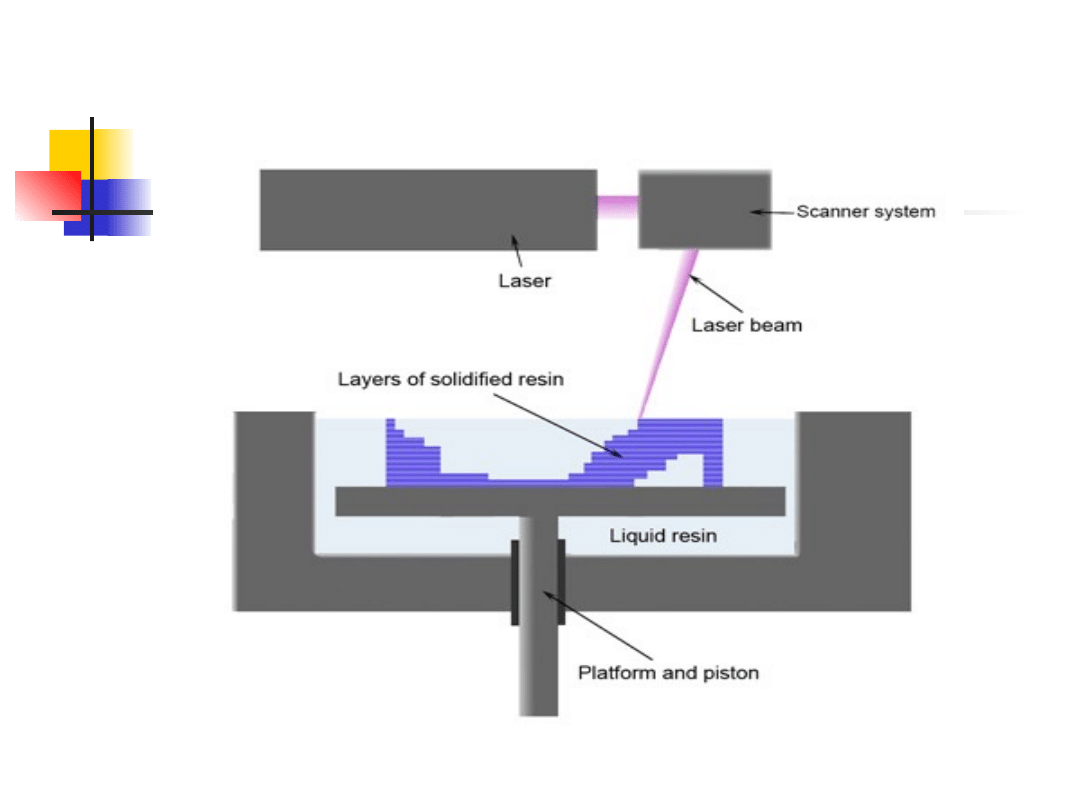
STEREOLITOGRAFIA
Pod wpływem światła laserowego,
dochodzi do
i zestalenia
substancji blisko powierzchni roztworu,
Po obrysowaniu warstwy, platforma
jest obniżana dokładnie o grubość
wytworzonej warstwy, a cały proces
powtarza się ,aż do uzyskania całego
produkowanego elementu
STEREOLITIGRAPHY
STEREOLITIGRAPHY
Zasada – wytwarzanie stałych modeli
z tworzyw sztucznych wskutek
zjawiska fotosyntezy ciekłego polimeru
wskutek oddziaływania
bezpośredniego wiązki laserowej na
ciecz ,aby wywołać zjawisko
polimeryzacji
Pierwszy proces został wprowadzony
w 1988 r. do zastosowań technicznych
STEREOLITIGRAPHY
(ETAPY)
ETAPY:
A. Dane uzyskane z plików CAD-wskich są
przetwarzane na cienkie przekroje poprzeczne
B. Następnie sterowany przez oprogramowanie laser
( typu HeCd ) rysuje promieniem ultrafioletowym
pierwszy przekrój wygenerowany z pliku CAD-
owskiego na powierzchni ciekłego fotopolimeru
czułego na promieniowanie ultrafiletowe lub
ciekłego tworzywa sztucznego umieszczonego na
zaprojektowanej podstawie. Gdy promień laserowy
dotyka powierzchni ciekłego fotopolimeru
przechodzi on w stan stały i precyzyjnie otwarza
kształt przekroju.
STEREOLITIGRAPHY
(ETAPY)
C. Kiedy zakończy się proces utwardzania pierwszej
warstwy dźwignia z zamocowaną do niej podstawką
opuszcza się
i następna warstwa jest tworzona z ciekłego
fotopolimeru zgodnie z geometrią przekroju modelu
D. Grubość każdej warstwy waha się w granicach od 0.003-
- 0.015 cala.
E. Proces jest kontynuowany tak długo, aż cały kształt
zawarty w pliku CAD zostanie przetworzony w stały
model, prototyp lub model odlewniczy
F. Następnie jest on usuwany z podstawki i rozpoczyna się
obróbka wykańczająca ostateczne spieczenie i
wykańczanie powierzchni
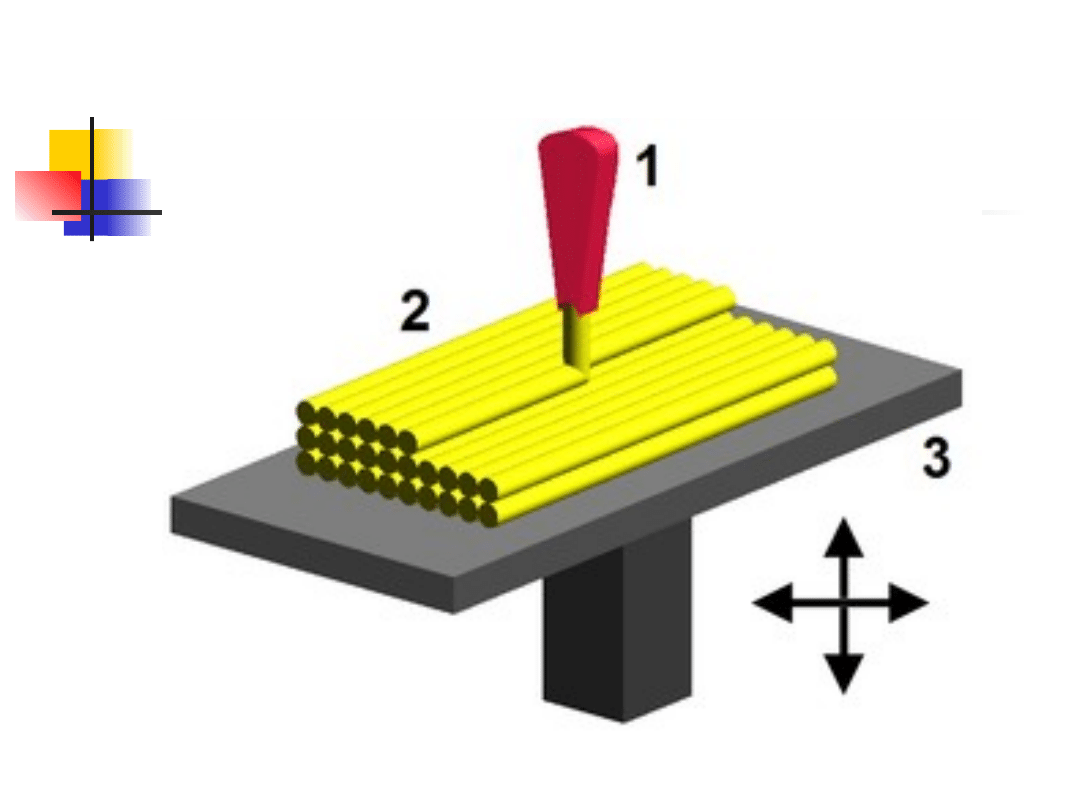
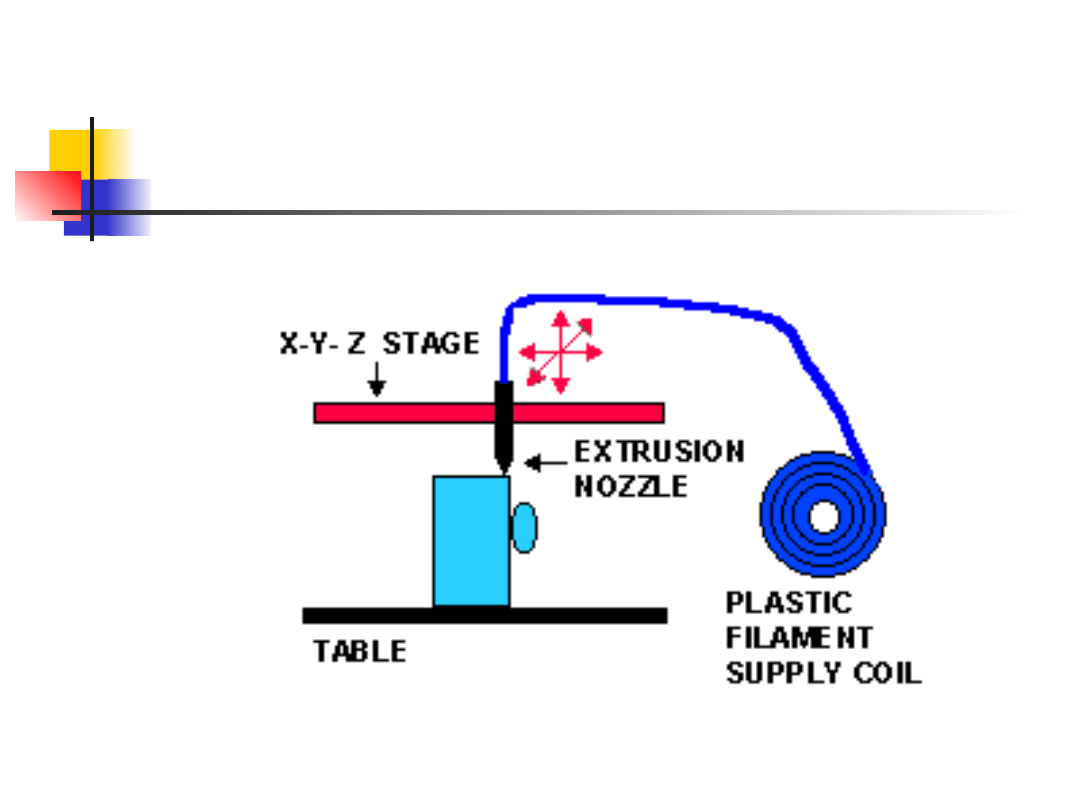
Fused Deposition Modeling -
FDM
Proces wytwarzania trójwymiarowego prototypu przez
nanoszenie przez specjalną głowicę tworzywa
termoplastycznego w postaci cienkiej warstwy.
Etapy:
A. Pliki CAD są przekształcane w poziome powierzchnie
B. Głowica wyposażona w programowany regulator
temperatury sterowana przez pliki wygenerowane z rys. CAD
podaje jednorazowo pierwszą warstwę termoplastyczny
materiału (ABS, wosk lub poliamid). Termoplastyczne medium
modelujące ma grubość około 0.070 cala i jest podawane z
głowicy maszyny modelującej wyposażone w urządzenie do
termoregulacji. Ten fakt umożliwia wyciskanie tworzywa z
głowicy w stanie stało-ciekłym .
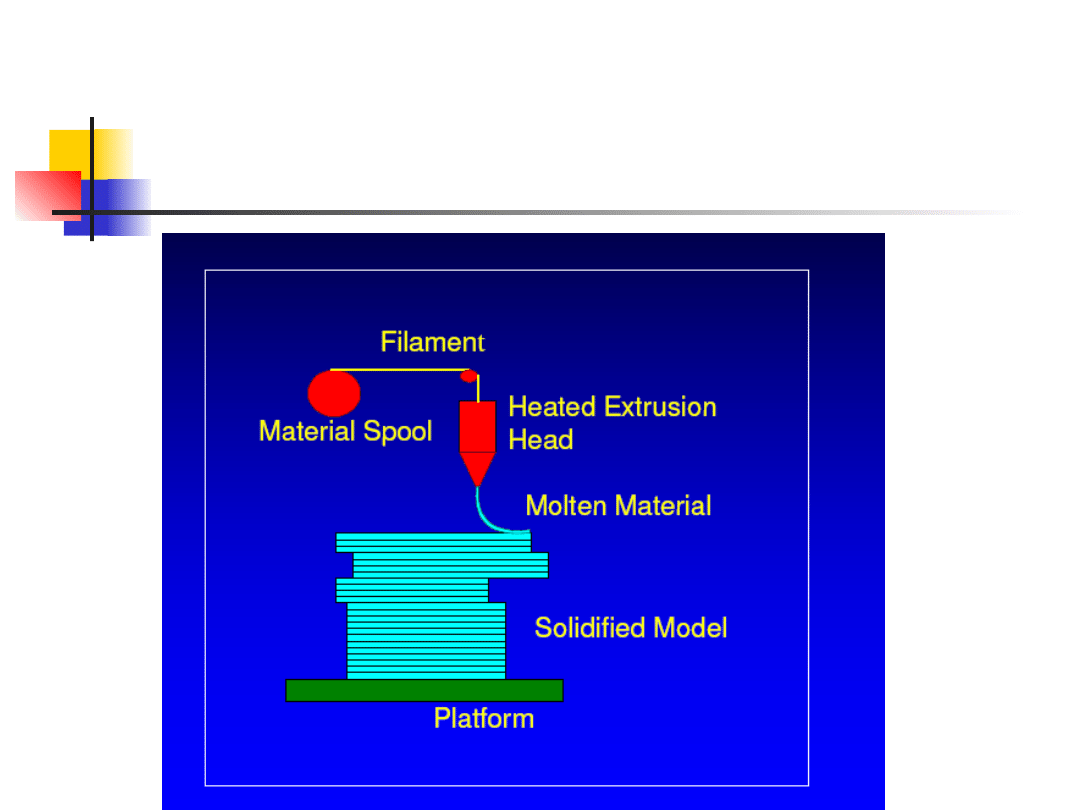
Fused Deposition Modeling -
FDM
C. Głowica podaje i starannie układa na
postawie w postaci cienkiej warstwy .
Ruch głowicy jest sterowany przez pliki
kierunkowe , które są wprowadzane do
systemu FDM , który steruje
przemieszczeniami wzdłuż osi x,y i z.
D. Kiedy materiał przechodzi w stan stały
łączy się z poprzednią warstwą.
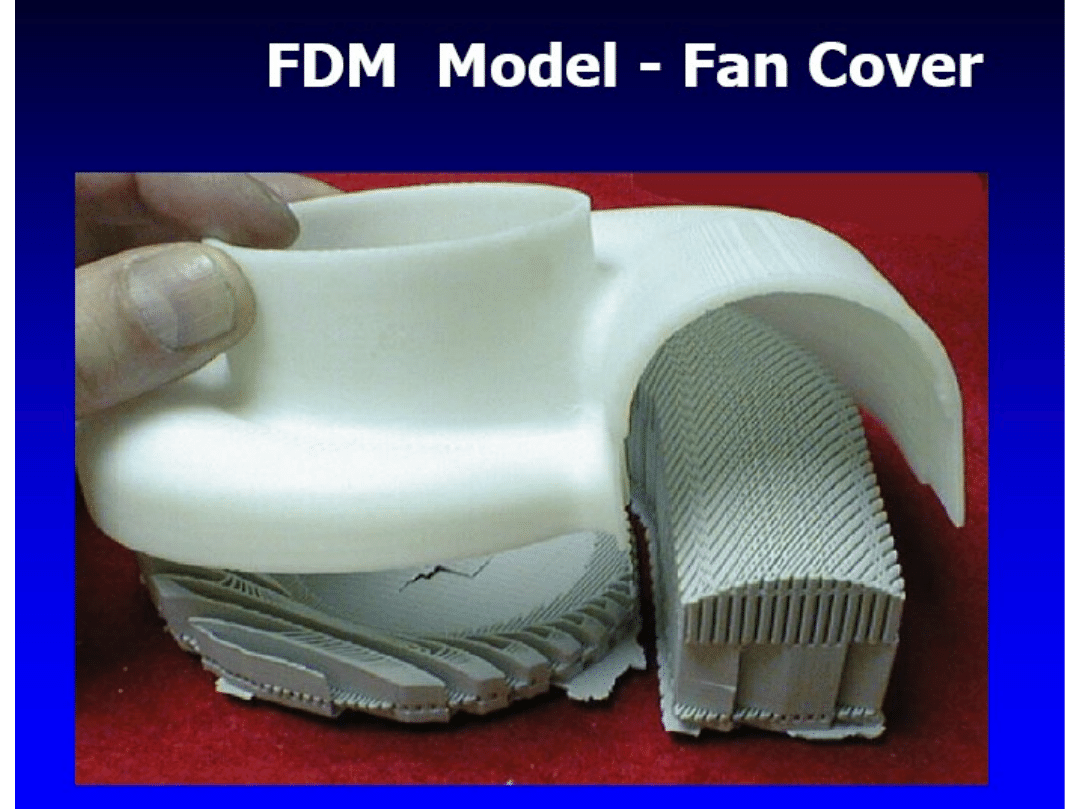
FDM
FDM
Solid Ground Curing
(SGS)
Spiekanie polimerów na drodze
fotosyntezy warstwa po warstwie na
podstawie wykreowanej geometrii CAD,
Zamiast zastosowania promienia
laserowego do spiekania może być
zastosowana wiązka promieniowania
UV skierowana na ciekły polimer,
proces utwardzenia warstwy trwa 2-3 s
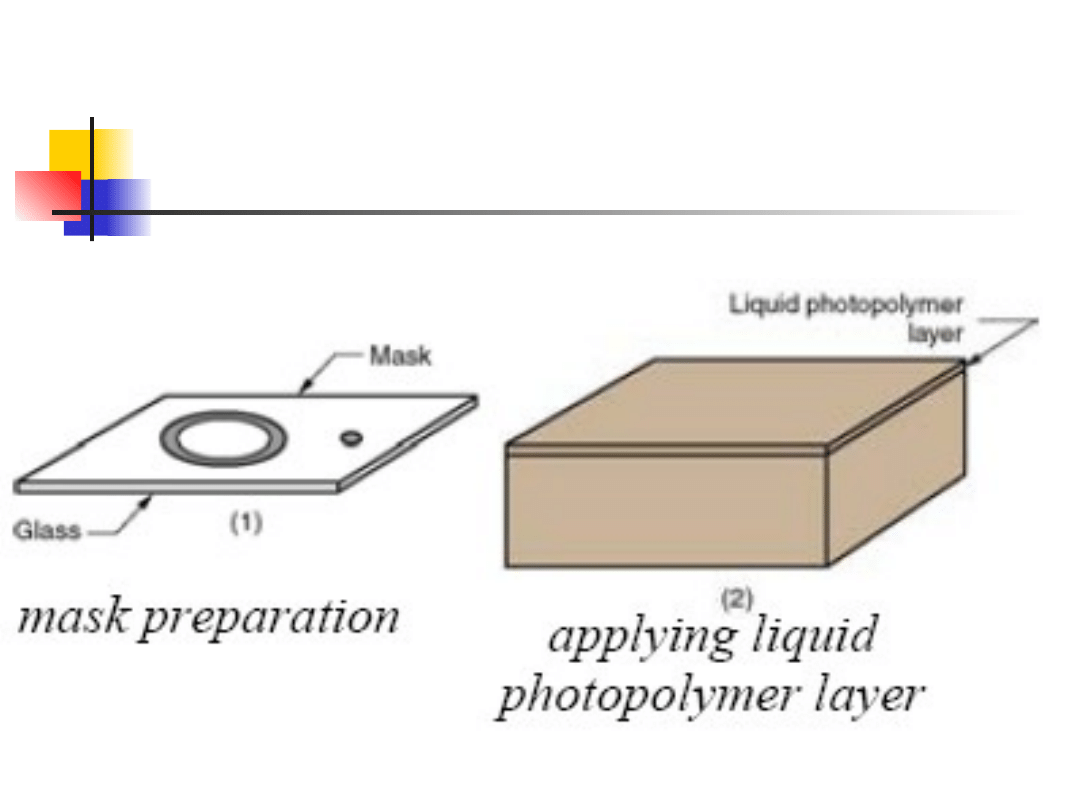
SGS (Stage I)
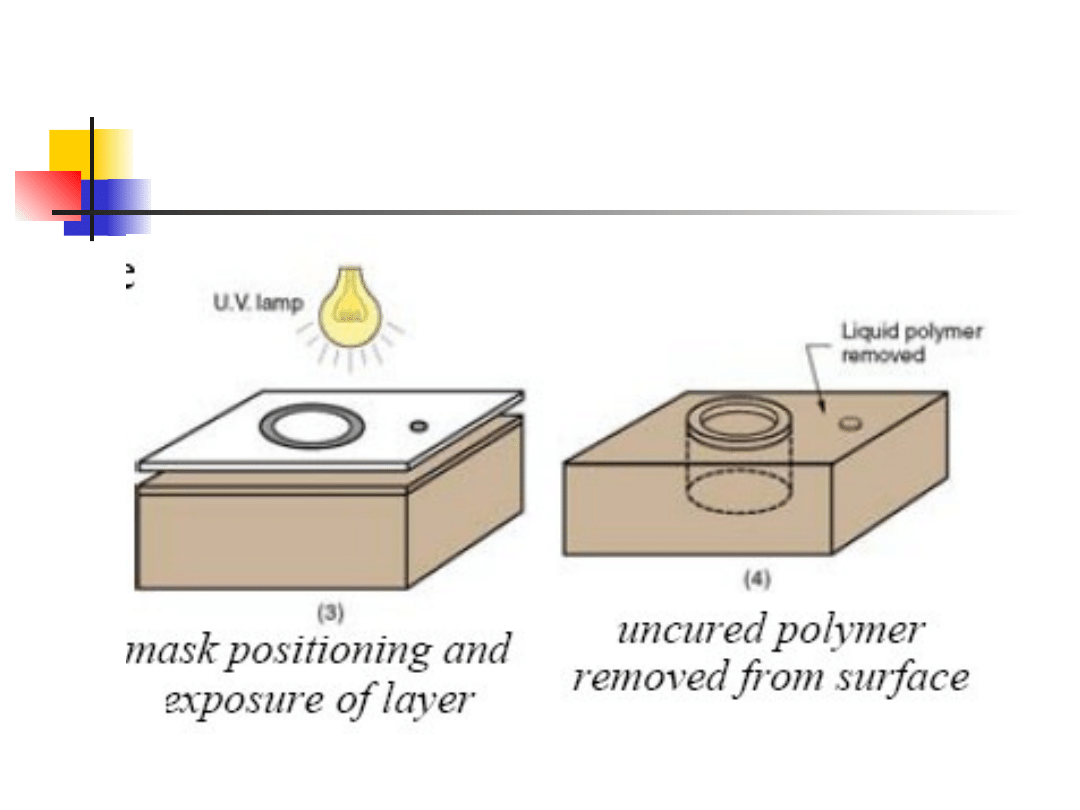
SGS ( Stage II)
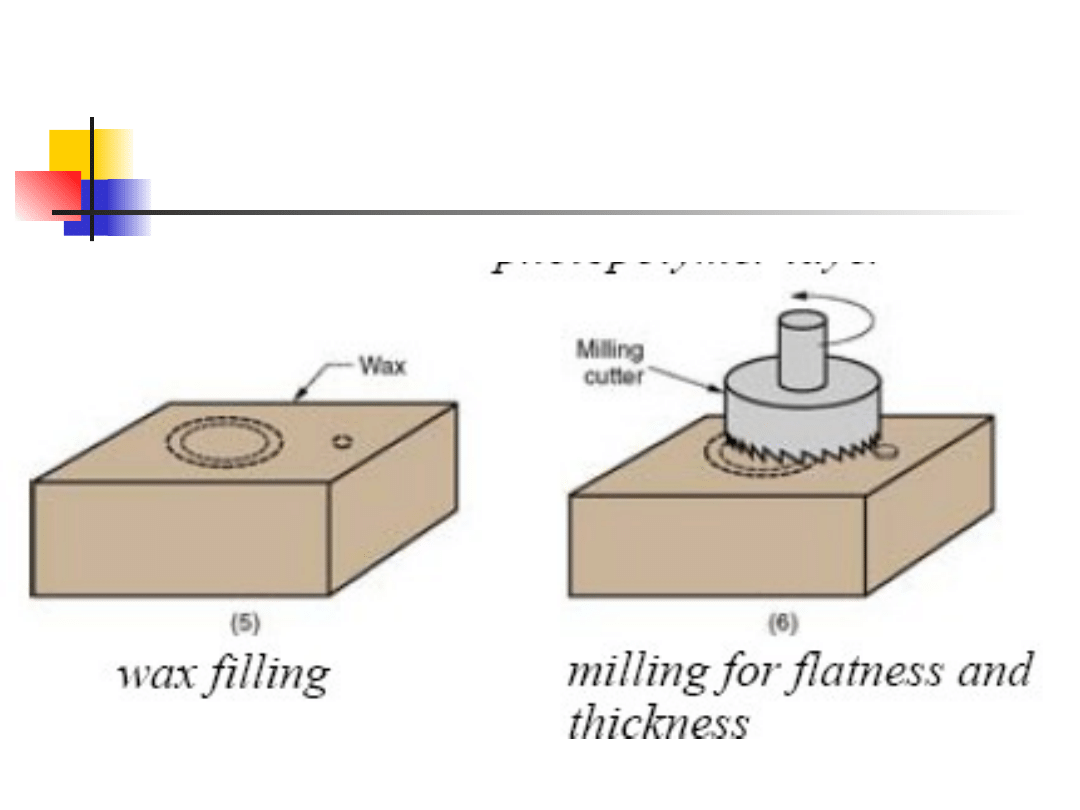
SGS ( Stage III )
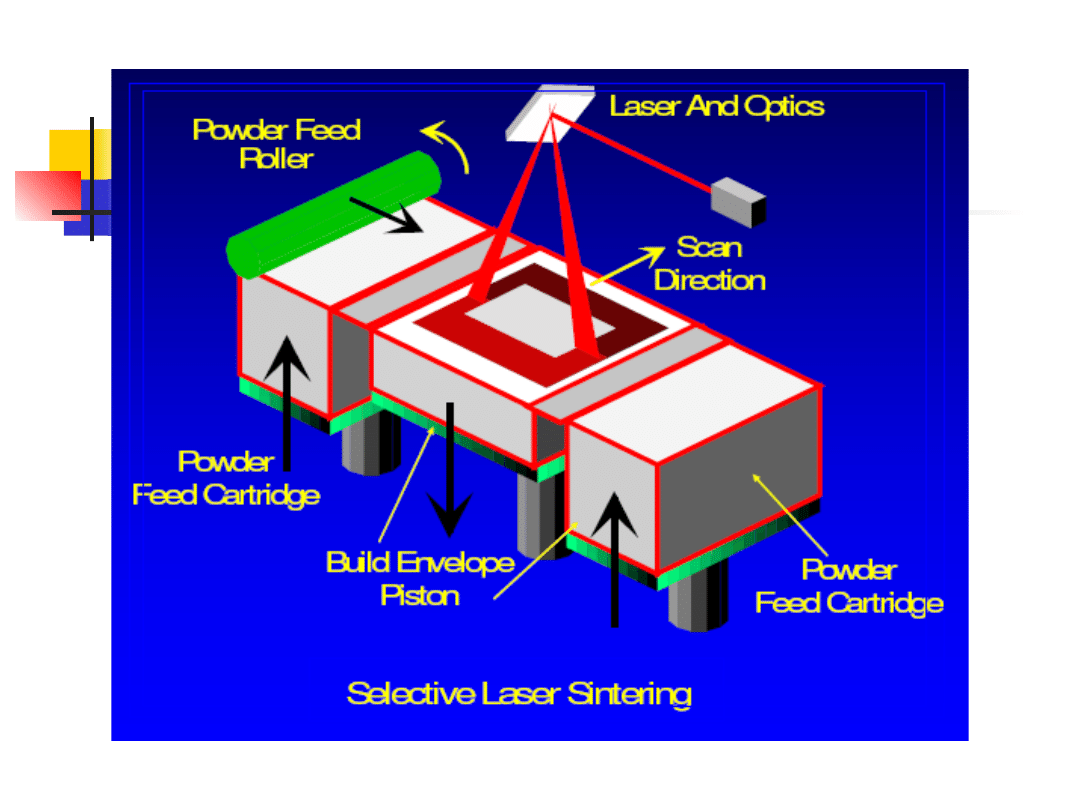
Selective Laser Sintering
Solid-Based RP Systems
Materiał wyjściowy jest w stanie
stałym.
Wyróżnia się dwa systemy tej
metody RP należące do tej
grupy :
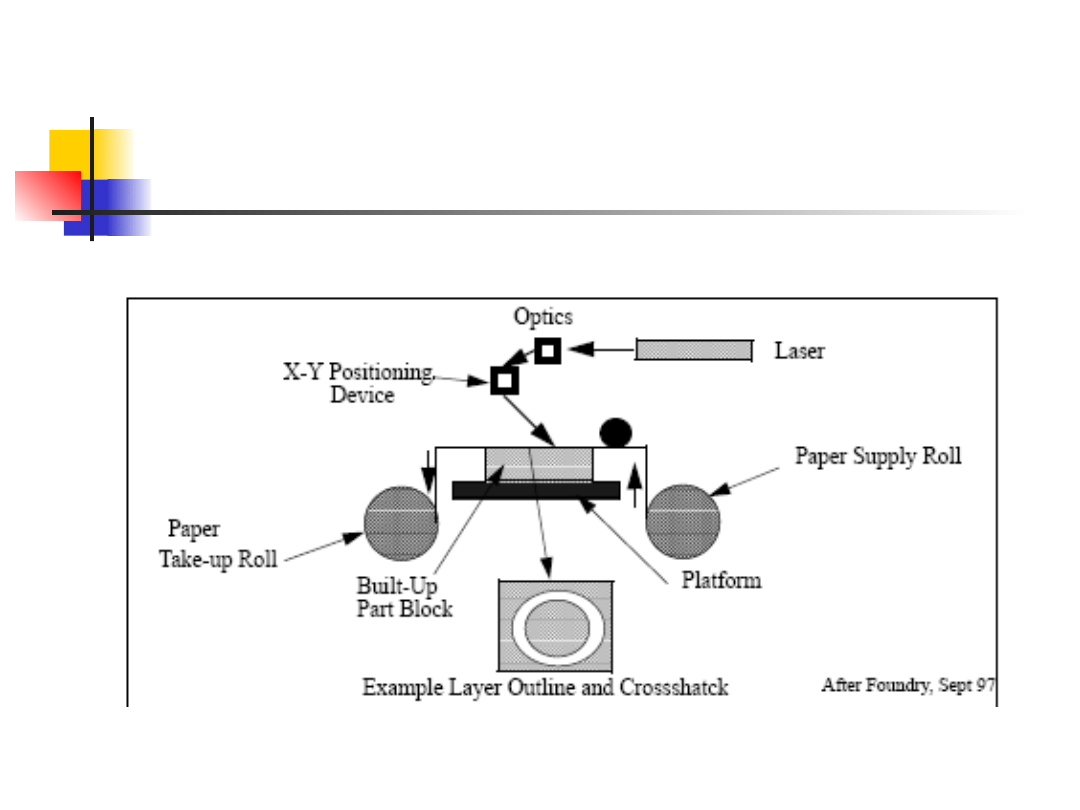
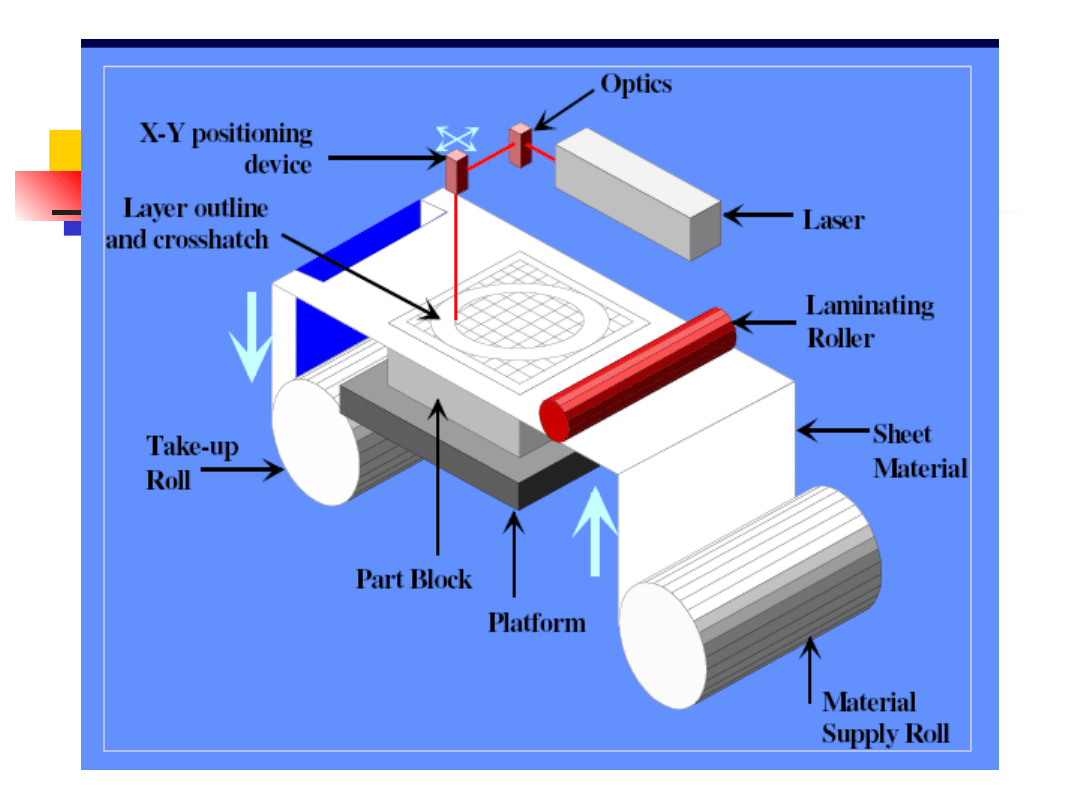
Laminated object manufacturing
(LOM)
Fused deposition modelling
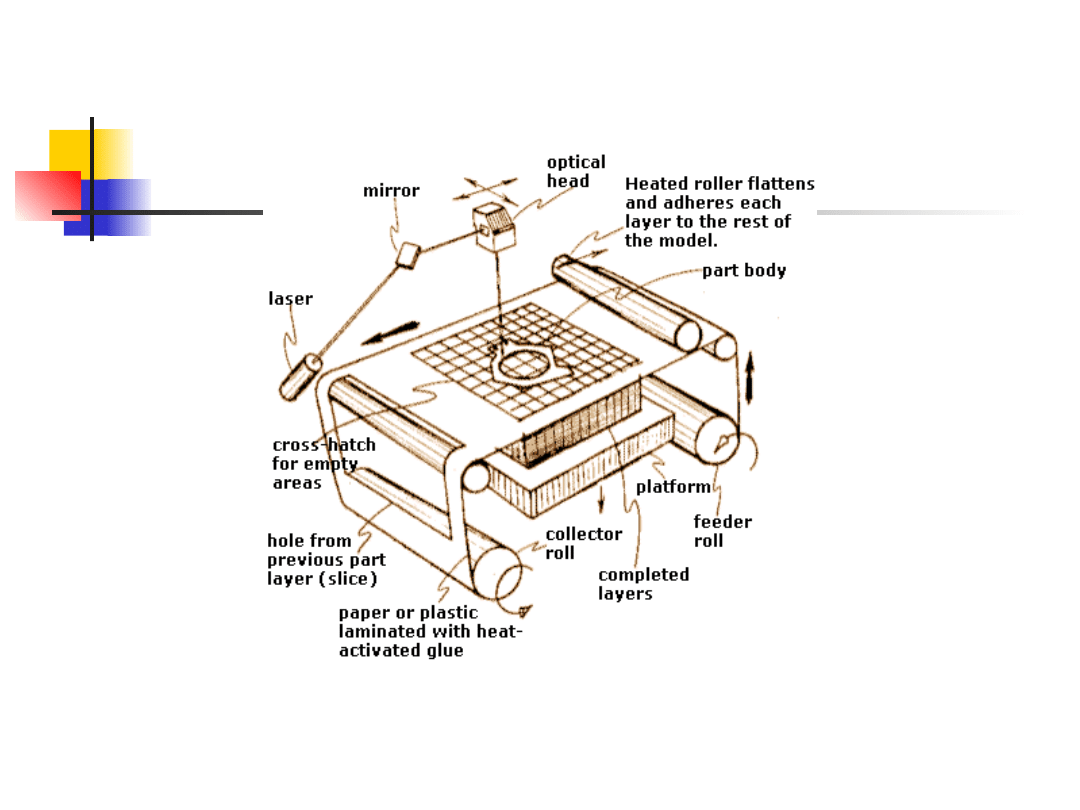
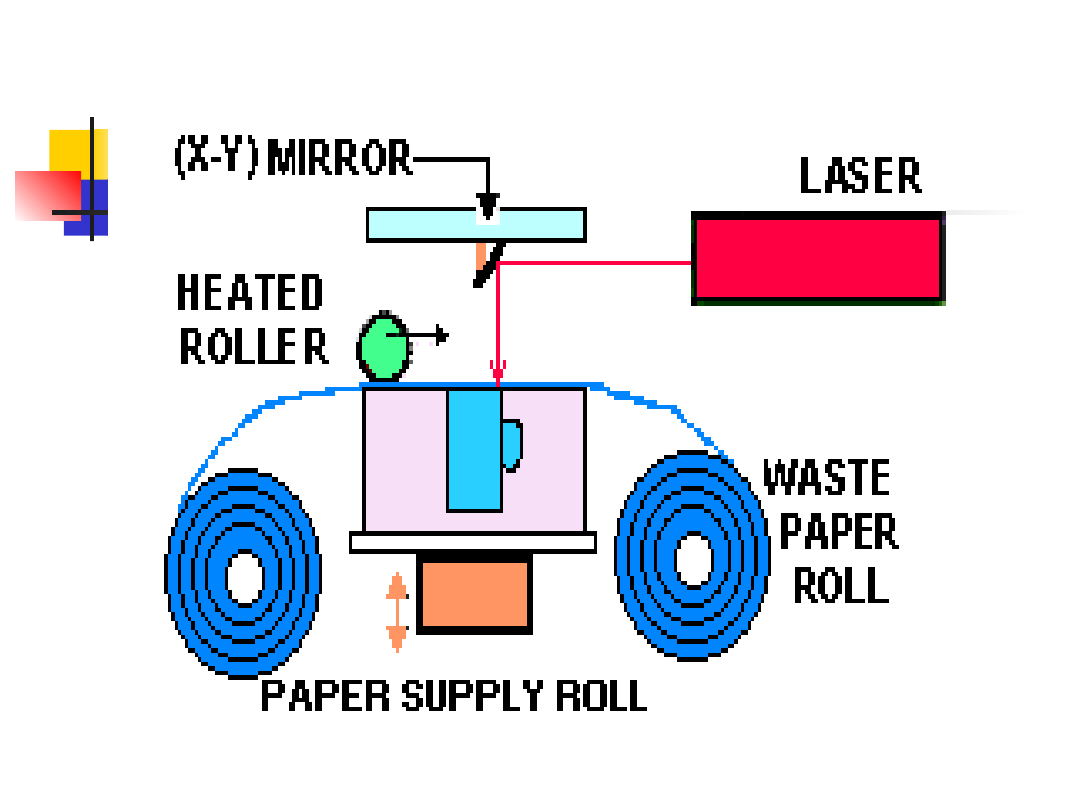
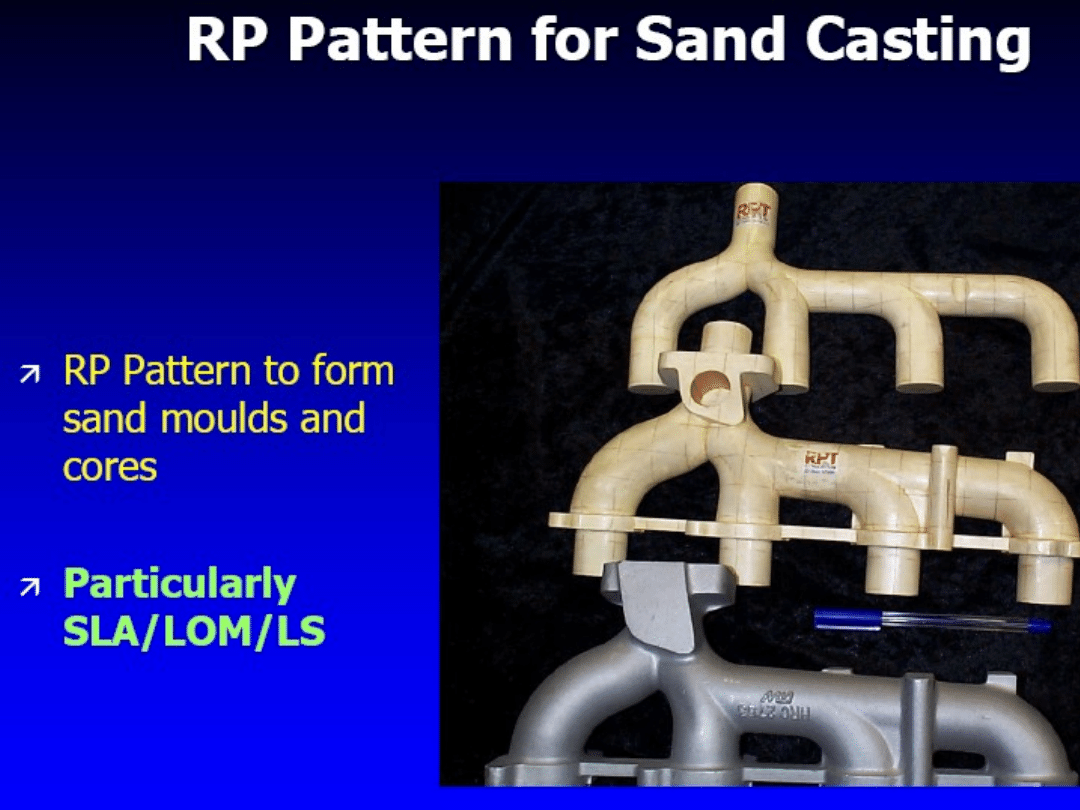
LOM
Stały model fizyczny jest budowany
poprzez nakładanie kolejnych
warstw przy wykorzystaniu CAD -
owskiego modelu części
Materiał wyjściowy w formie arkuszy
takich materiałów jak papier,
tworzywo sztuczne, celuloza,
metale oraz zbrojona guma
LOM
Zrolowany materiał pokryty z
jednej strony adhezyjną powłoką –
materiał podstawowy.
Po przecięciu promieniem
laserowym materiał nadmiarowy
pozostaje na podstawie i stanowi
ochronę budowanego modelu
LOM
Metoda LOM polega na wytwarzaniu przez
wycinanie elementów z papieru czułego na
oddziaływanie promienia laserowego:
A. Promień lasera wycina kształt przekroju wyrobu na
podstawie geometrii pobranej z pliku CAD-
owskiego na warstwie papieru czułego na
promieniowanie termiczne
B. Kiedy pierwszy przekrój jest zakończony , następna
warstwa papieru jest umieszczana na tej
powierzchni i następna warstwa jest odtwarzana
przez laser. W wyniku oddziaływania ciepła
warstwy ulegają połączeniu (powstaje laminat )
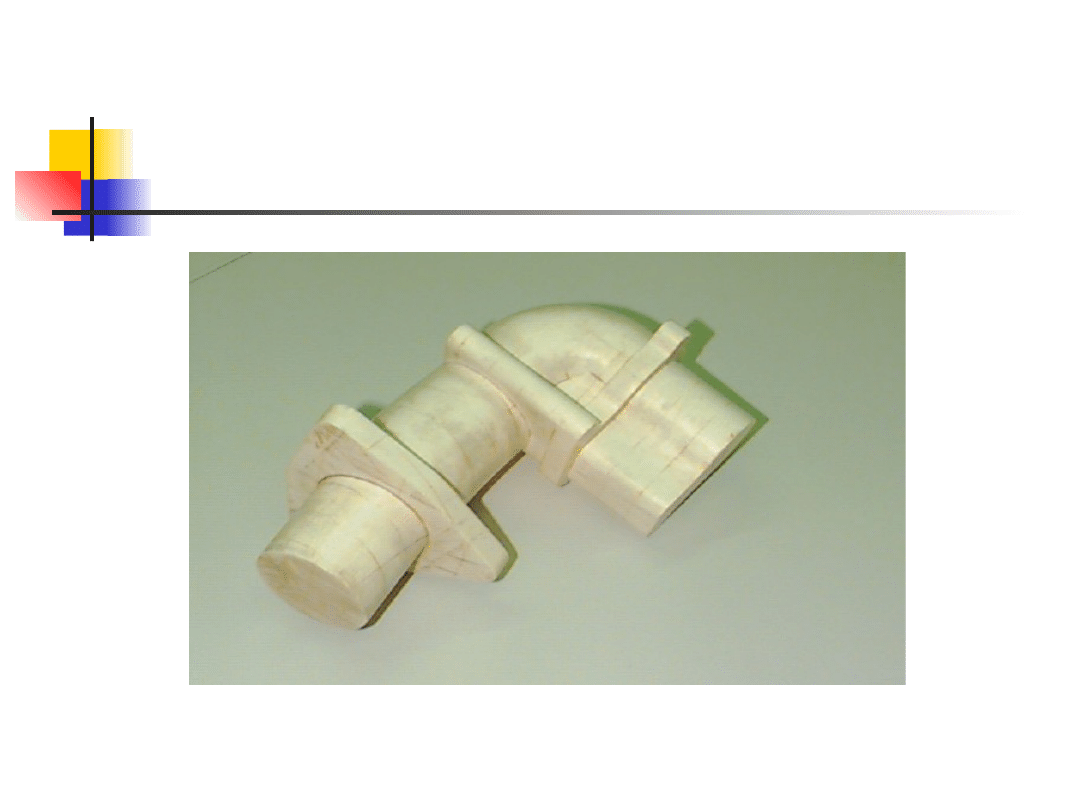
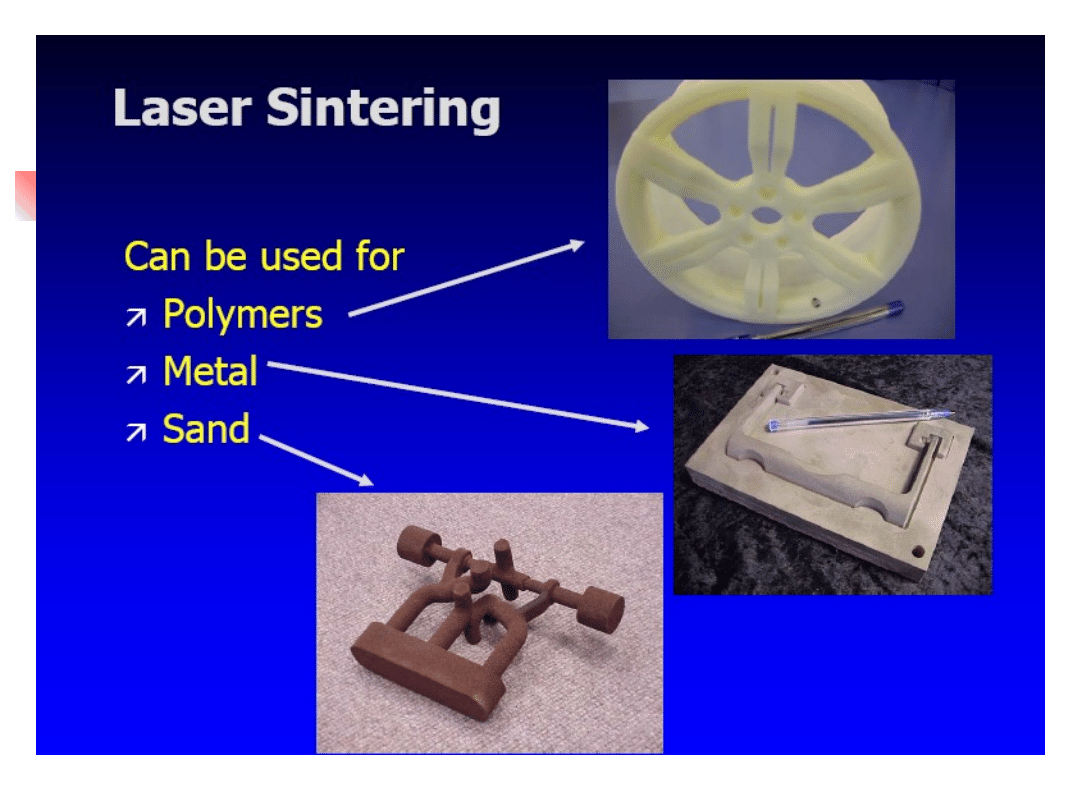
Sand Casting Core -LOM
Powder-Based RP Systems
Materiałem wyjściowym jest
proszek.
Wyróżnia się dwa podstawowe
systemy :
Selective laser sintering
Three dimensional printing
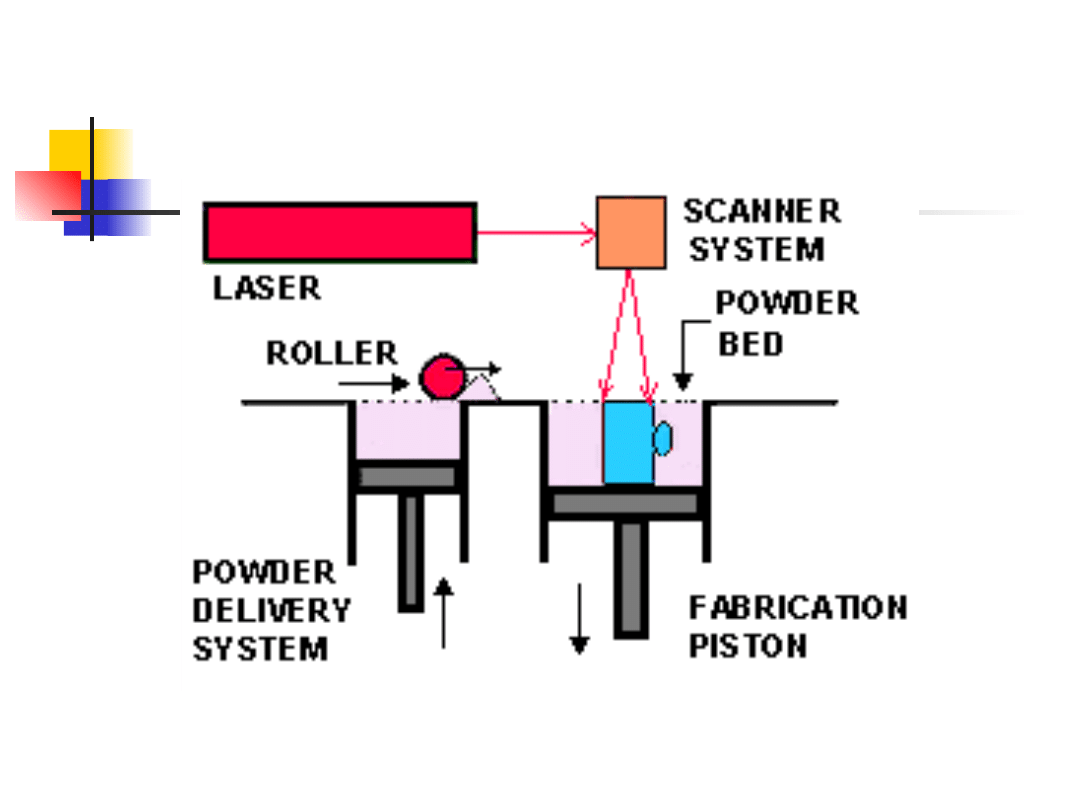
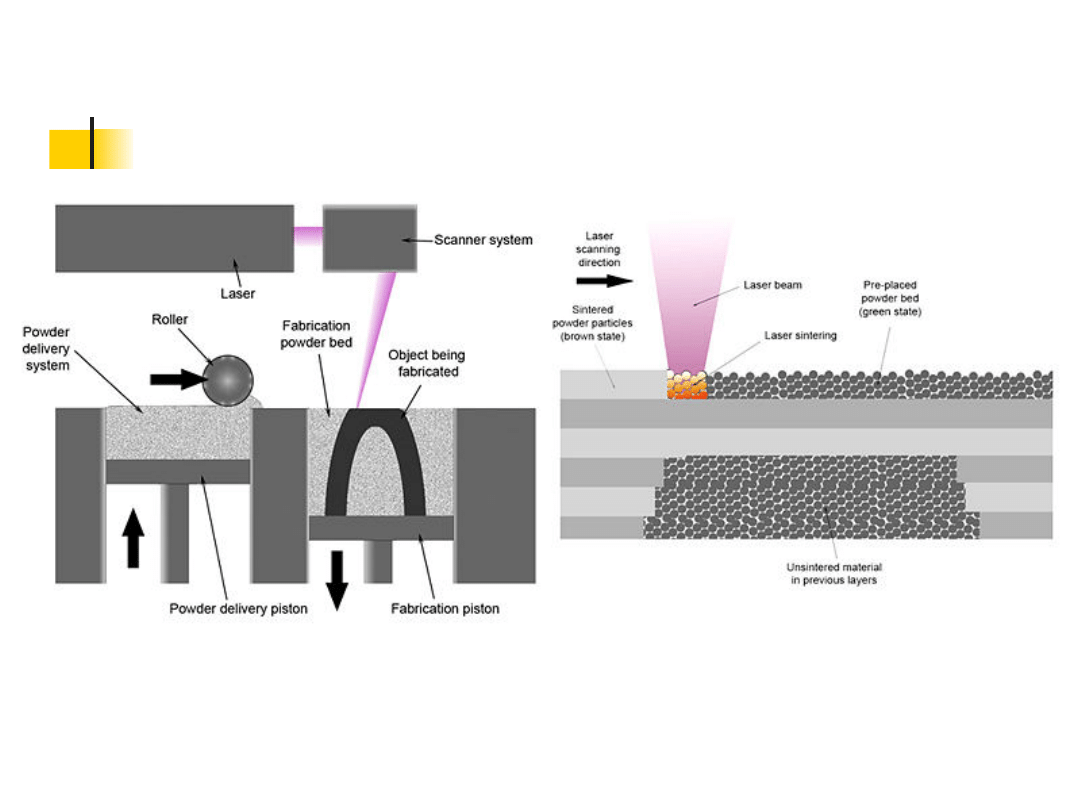
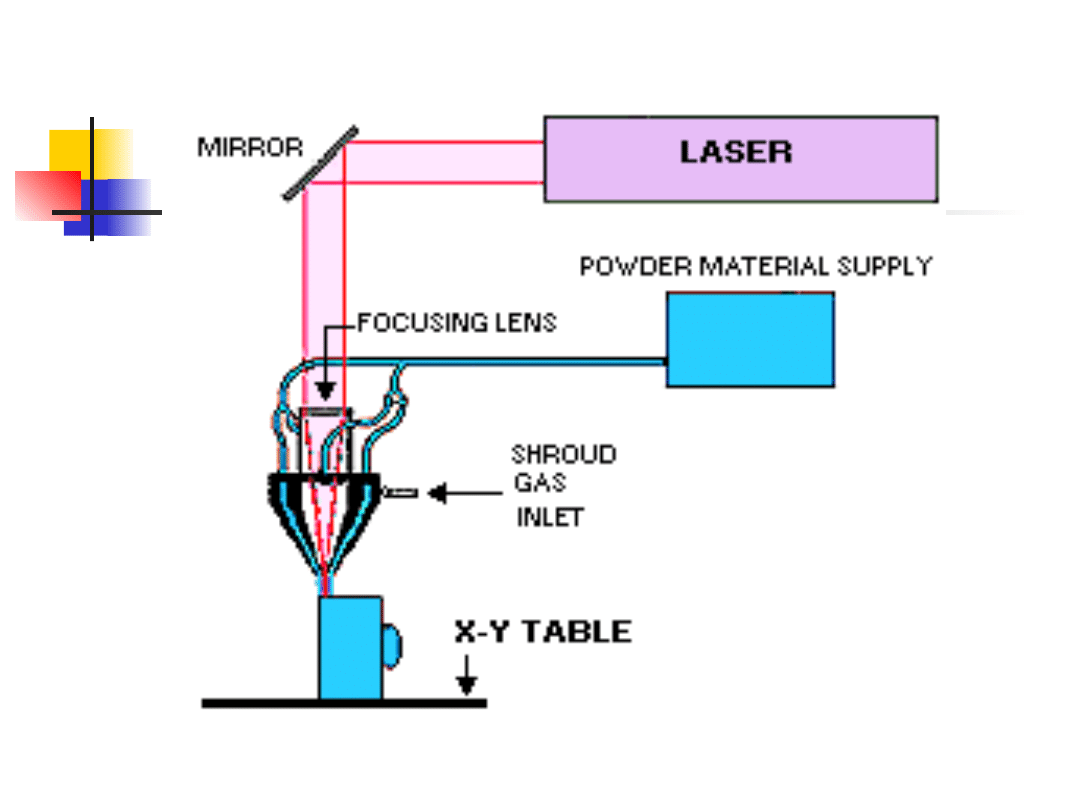
Selective laser sintering
Zasada:
Przemieszczający się laser spieka specjalnie
przygotowany proszek warstwami wykorzystując
geometrię CAD
Po utwardzaniu warstwy kolejna warstwa jest
spiekana po naprowadzeniu nowej warstwy proszku,
Kolejno warstwa na warstwie jest stopniowo
spiekana formując geometrię modelu zapisaną w
formie 3-D
Strefy nie spieczone przez promień lasera po
usunięciu odkrywają kształt modelu.
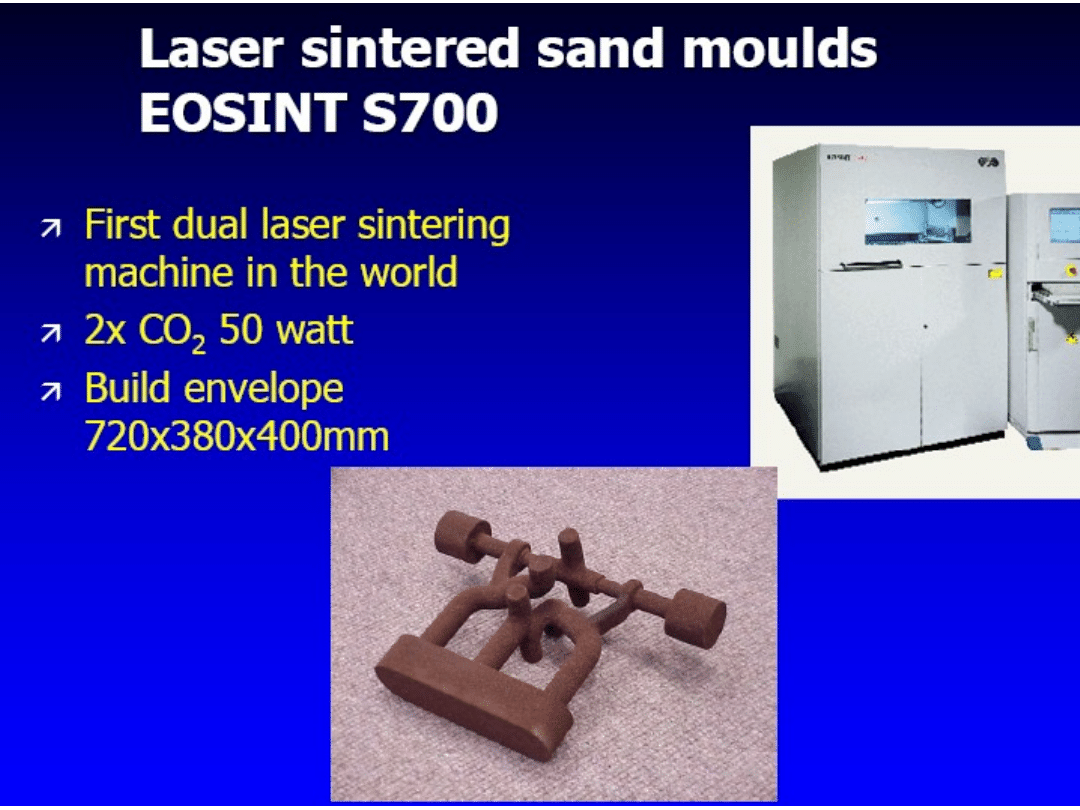
SLA
Technologia
A. Niezbędne dane kształtu z pliku CAD - wskiego
B. Cienka warstwa utwardzającego się pod wpływem ciepła
proszku ( jak polistyren, poliwęglan lub poliamid ) jest
umieszczana na platformie roboczej.
C. Pierwszy przekrój modelu jest odtwarzany przez
poddanie proszku działaniu Lasera CO
2
wytwarzającego
strumień ciepła .Temperatura proszku pod wpływem
promienia lasera osiąga temperaturę spiekania i jego
cząstki tworzą stały zarys kształtu modelu
D. Następnie nanoszona jest kolejna warstwa i proces się
powtarza- aż do ukończenia odwzorowania kształtu
modelu( prototypu )
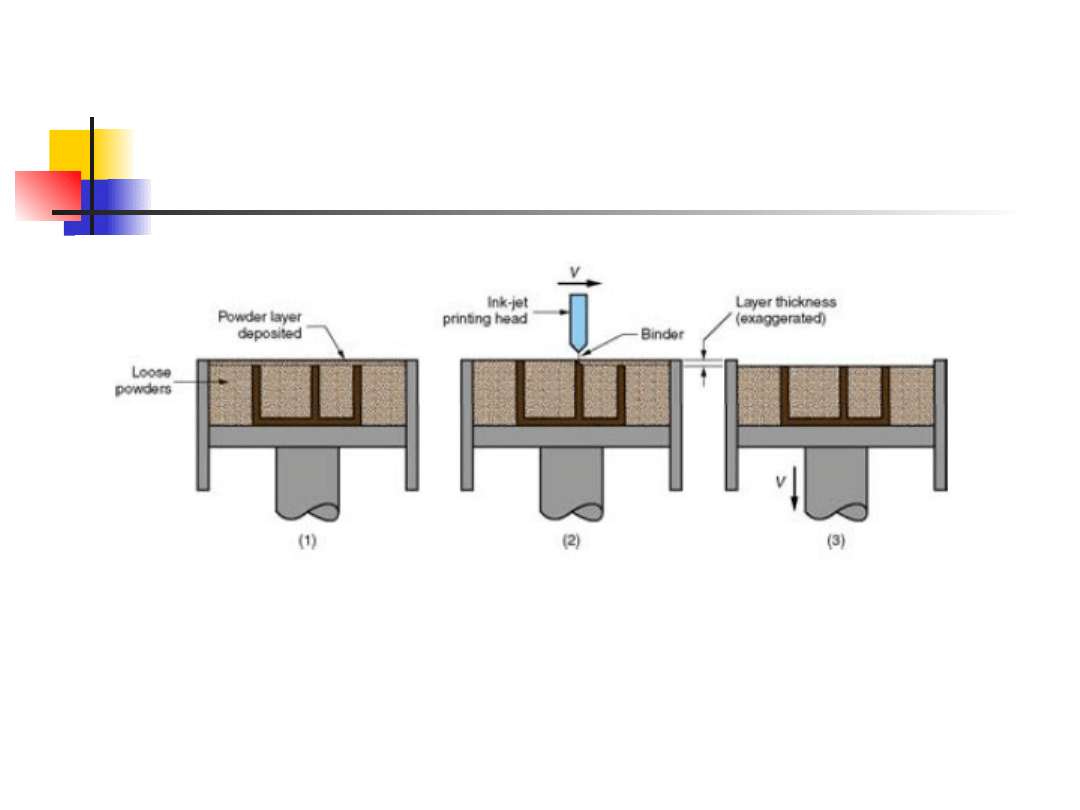
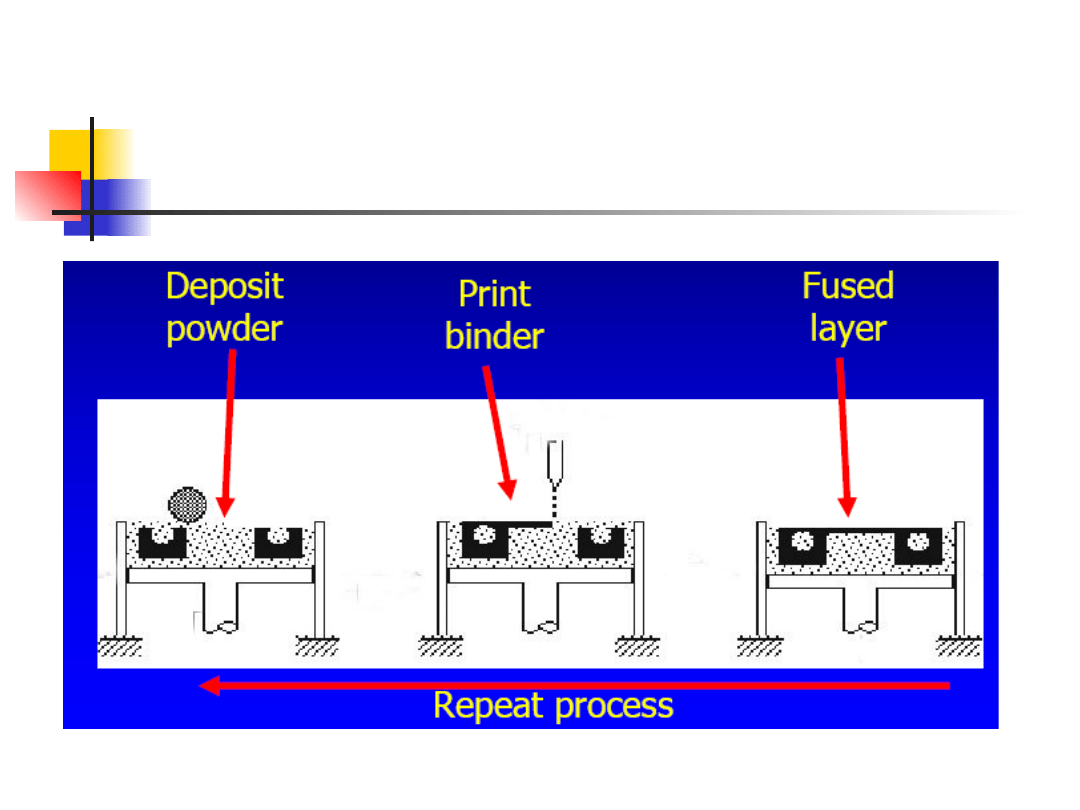
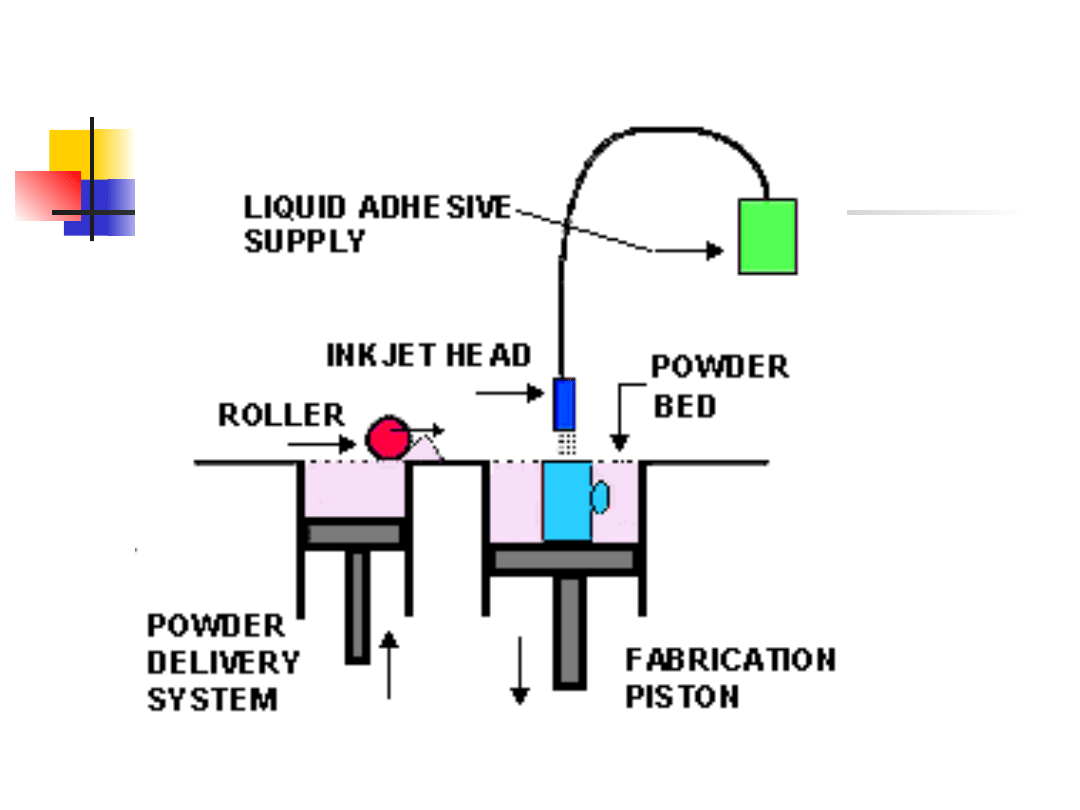
Three Dimensional
Printing (3DP)
W
metodzie 3DP, model części jest budowany
warstwa po warstwie przy wykorzystaniu drukarki
atramentowej w celu wprowadzenia materiału
wiążącego do proszku
Spoiwo rozkłada na powierzchni odpowiadającej
przekrojowi części modelowanej zgodnie z
geometrią CAD
Spoiwo łączy cząsteczki proszku i kreuje kształt
części , podczas gdy nie spieczony proszek jest
usuwany z urządzenia
W celu ostatecznego nadania modelowanej części
odpowiedniej wytrzymałości podlega ona spiekaniu
Three Dimensional
Printing (3DP)
3DP
3DP

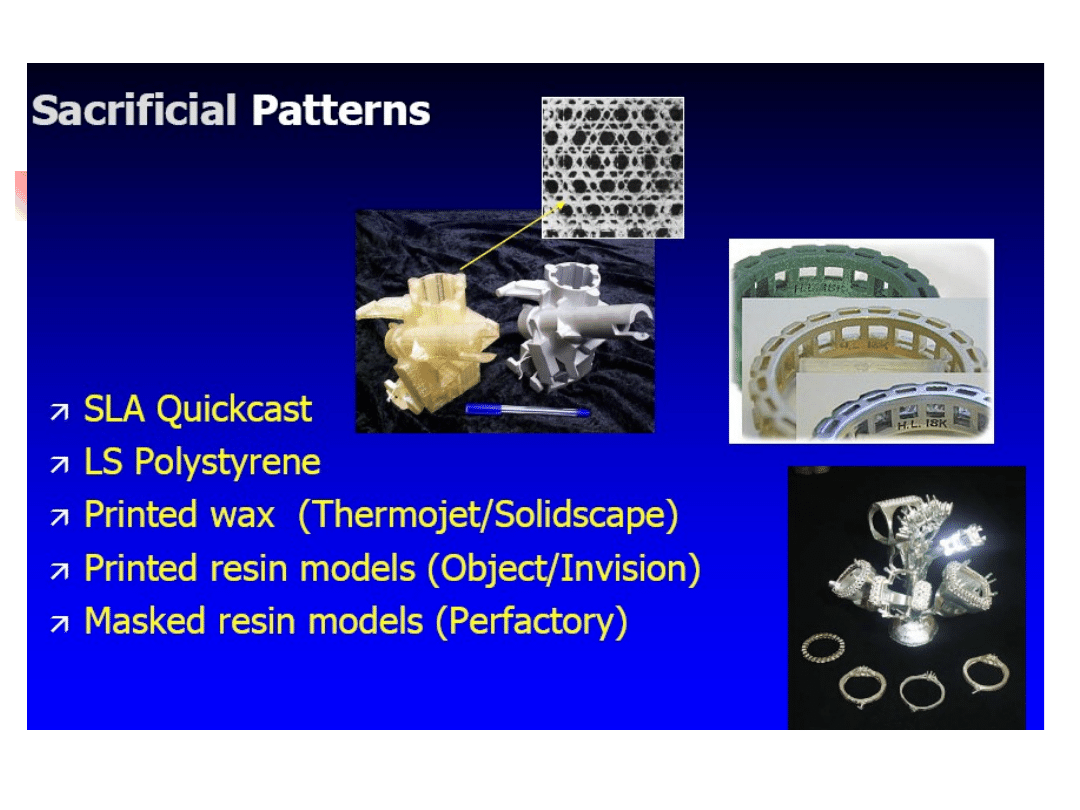
Drukowanie modeli z wosku
WAX PRINTING
SLA
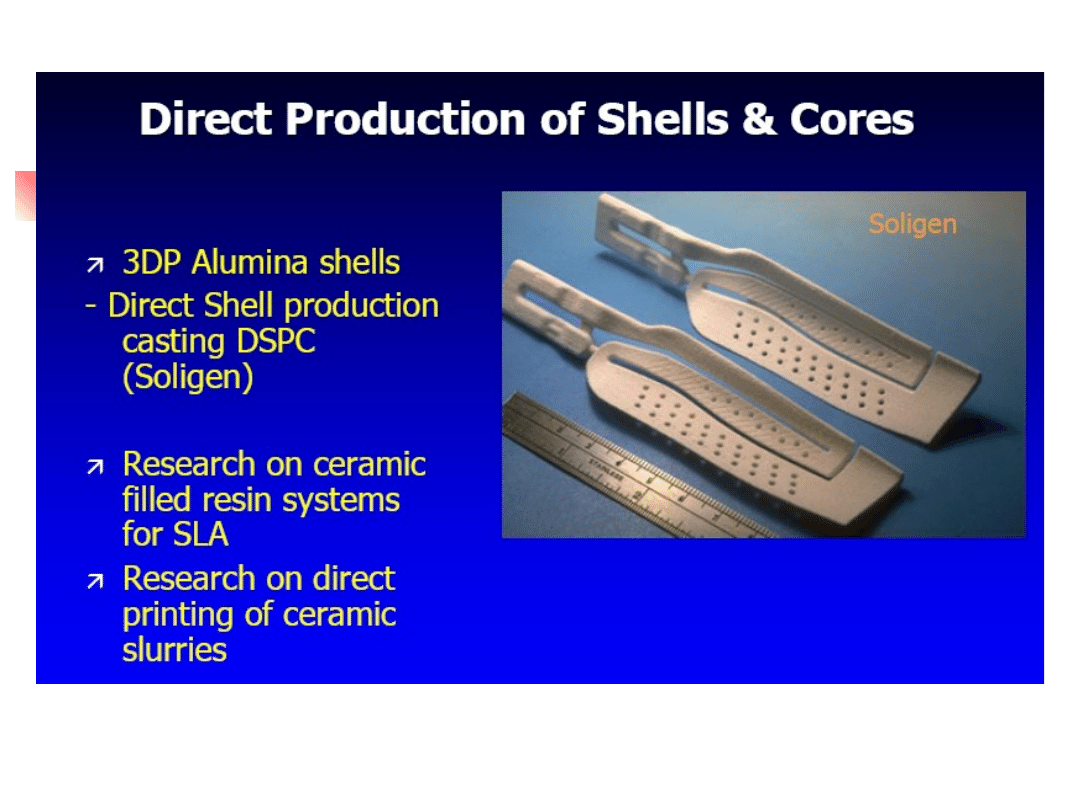
Direct Shell Production
Casting
DSPC
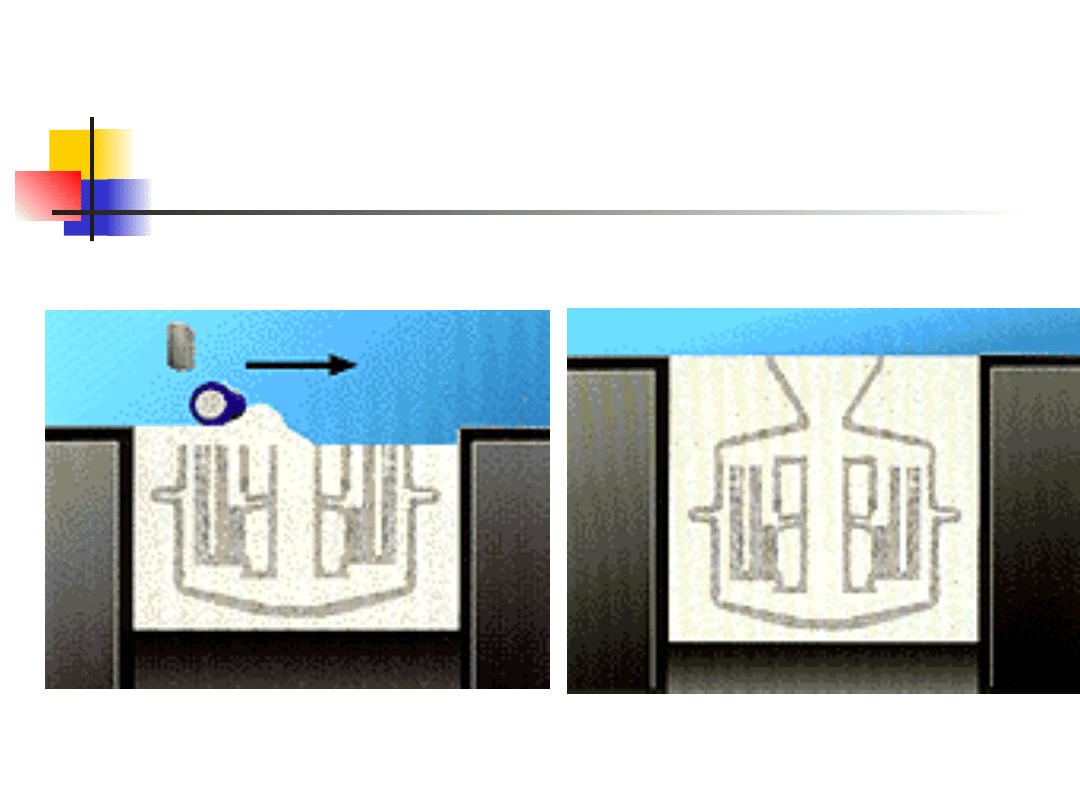
DSPC jest to proces w którym wytwarzana jest
ceramiczna forma na drodze nanoszenia na
podstawę kolejnych warstw materiału
ceramicznego, przez co eliminuje się koniczność
wytworzenia modelu. A. mold is generated in a
CAD file.
Procedura:
A. Forma ceramiczna jest budowana krok po kroku przez
nanoszenie kolejnych warstw ceramicznego
sproszkowanego materiału ceramic wg procedury
opracowanej na podstawie pliku CAD- wskiego formy
odlewniczej – przekształconego w pliki opisujące
kształt kolejnych przekrojów..
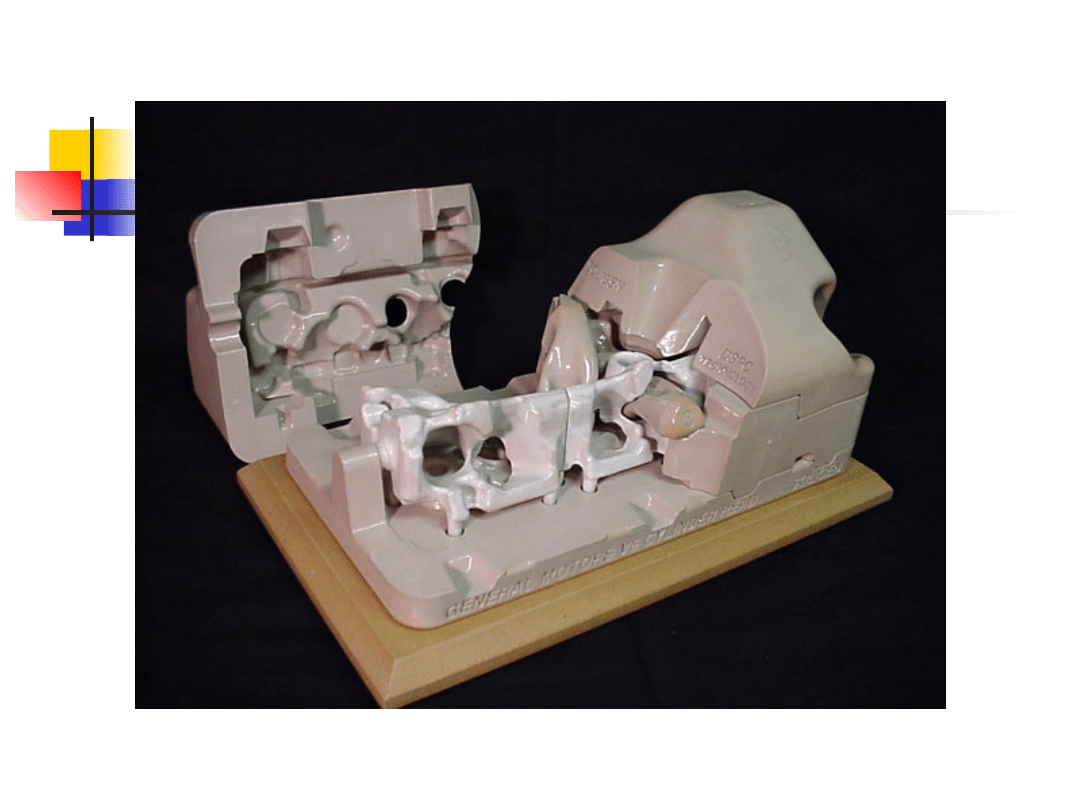
Direct Shell Production
Casting
DSPC
B.
Następnie powłoka ceramiczna jest utwardzana
przez głowicę drukarki podającej ciekły
utwardzacz na podstawie danych opisujących
kształtu przekroju modelu formy.
C.W ten sposób są nakładane kolejne warstwy , aż
do pełnego udtworzenia kształtu formy
odlewniczej,
D. Kiedy forma jest odwzorowana , może być
wypełniona ciekłym metalem w celu wytworzenia
prototypowego odlewu ( bez konieczności
przygotowania modelu )
Etap 1
Rys. CAD Zamawiającego
Etap 2
Dodanie układu wlewowego i nadlewowego

Etap 3
Rys. formy
Etap 3.1-3.2
Budowa Formy RP
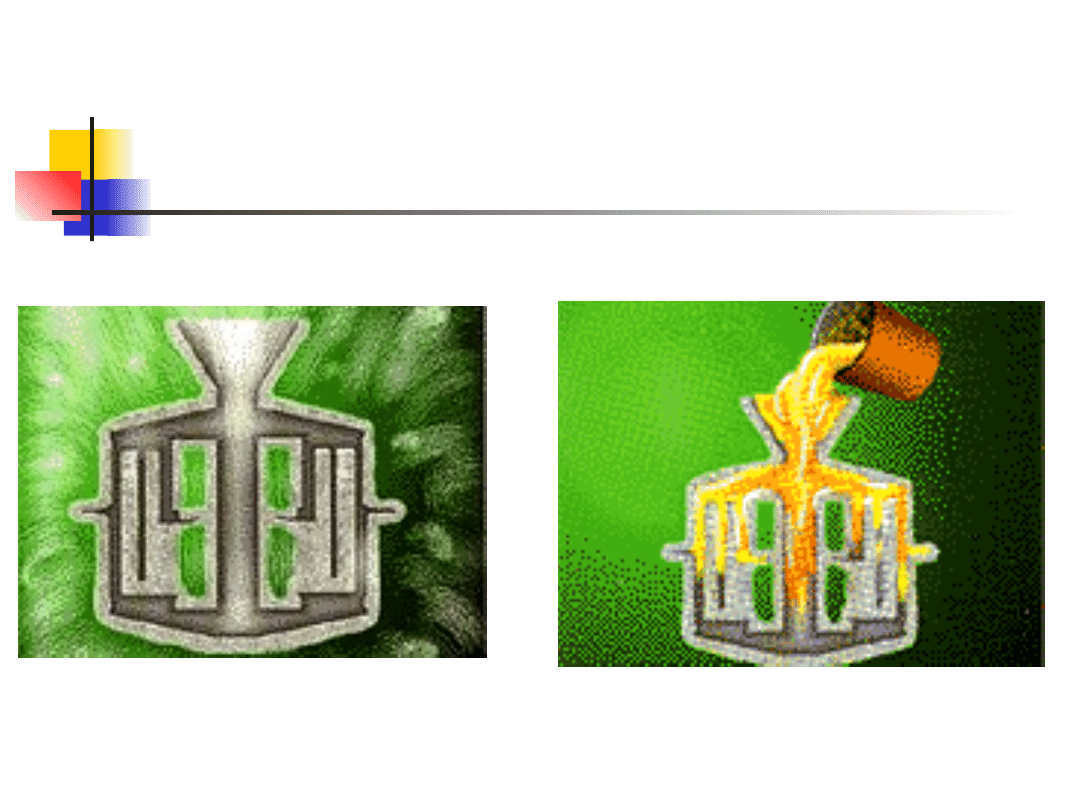
Etap 4 i 5
Gotowa forma
Zalewanie


Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
- Slide 73
- Slide 74
- Slide 75
- Slide 76
- Slide 77
- Slide 78
- Slide 79
- Slide 80
Wyszukiwarka
Podobne podstrony:
Unit 10Projektowanie wytwarzania odlewanych części maszyn (3)
05 Wytwarzanie prostych części maszyn i urządzeń
Części maszyn 13 - 15 BHP i ochrona środowiska, czesci maszyn
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
Dobór naddatków na obróbkę elementu odlewanego - Projekt, Uczelnia, Technologia budowy maszyn
Części maszyn 13 - 15 BHP i ochrona środowiska, czesci maszyn
Projektowanie węzłów i części maszyn Leonid W Kurmaz, Oleg L Kurmaz (2006)
więcej podobnych podstron