„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Grzegorz Śmigielski
Wytwarzanie prostych części maszyn i urządzeń
precyzyjnych 731[03].O1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Henryk Stańczyk
mgr inż. Igor Lange
Opracowanie redakcyjne:
mgr inż. Grzegorz Śmigielski
Konsultacja:
mgr inż. Andrzej Zych
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[03].O1.05
„Wytwarzanie prostych części maszyn i urządzeń precyzyjnych” zawartej w modułowym
programie nauczania dla zawodu mechanik precyzyjny 731[03].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Organizacja stanowiska pracy do wykonywania obróbki ręcznej
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
11
4.2. Obróbka ręczna
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
16
4.2.4. Sprawdzian postępów
18
4.3. Połączenia
19
4.3.1. Materiał nauczania
19
4.3.2. Pytania sprawdzające
21
4.3.3. Ćwiczenia
22
4.3.4. Sprawdzian postępów
24
4.4. Mechaniczna obróbka skrawaniem
25
4.4.1. Materiał nauczania
25
4.4.2. Pytania sprawdzające
27
4.4.3. Ćwiczenia
27
4.4.4. Sprawdzian postępów
35
4.5. Obróbka plastyczna, cieplna i cieplno-chemiczna
36
4.5.1. Materiał nauczania
36
4.5.2. Pytania sprawdzające
39
4.5.3. Ćwiczenia
39
4.5.4. Sprawdzian postępów
41
5. Sprawdzian osiągnięć
42
6. Literatura
48

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o organizacji stanowiska
ślusarskiego, operacjach obróbki ręcznej, połączeniach, mechanicznej obróbce skrawaniem,
obróbce plastycznej i obróbce cieplno-chemicznej.
Poradnik ten posiada następującą strukturę:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś mieć
opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń. Materiał nauczania obejmuje:
−
informacje, opisy, tabele, rysunki z danego tematu,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczeń,
−
zestaw ćwiczeń,
−
sprawdzian postępów.
4. Sprawdzian osiągnięć zawierający zestaw zadań testowych z zakresu całej jednostki
modułowej.
Poradnik zawiera materiał nauczania składający się z 5 tematów. Są to: Organizacja
stanowiska pracy do wykonywania obróbki ręcznej, Obróbka ręczna, Połączenia, Mechaniczna
obróbka skrawaniem, Obróbka plastyczna, cieplna i cieplno-chemiczna.
Treści zawarte w temacie „Organizacja stanowiska pracy” przygotuje Cię, przede wszystkim,
do wykonywania prac z zakresu obróbki ręcznej. Ponadto przybliży Ci zagadnienia z zakresu
bezpieczeństwa i higieny pracy oraz ochrony środowiska.
Treści zawarte w tematach „Obróbka ręczna” i „Połączenia” są najważniejszymi tematami
w tej jednostce modułowej. Przerabiając tematy z zakresu obróbki ręcznej i połączeń nauczysz się
wykonywać podstawowe prace ślusarskie i montażowe oraz posługiwać się narzędziami.
Umiejętności te będą bardzo przydatne podczas wykonywania montażu i naprawy mechanizmów
precyzyjnych.
Treści zawarte w tematach „Mechaniczna obróbka skrawaniem”, „Obróbka plastyczna,
cieplna i cieplno-chemiczna” służą ukształtowaniu umiejętności wykonywania części do
mechanizmów precyzyjnych. Umiejętności te wykorzystywane będą przede wszystkim podczas
wykonywania naprawy mechanizmów precyzyjnych.
Jeżeli będziesz miał trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela
lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bezpieczeństwa
i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac.
Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
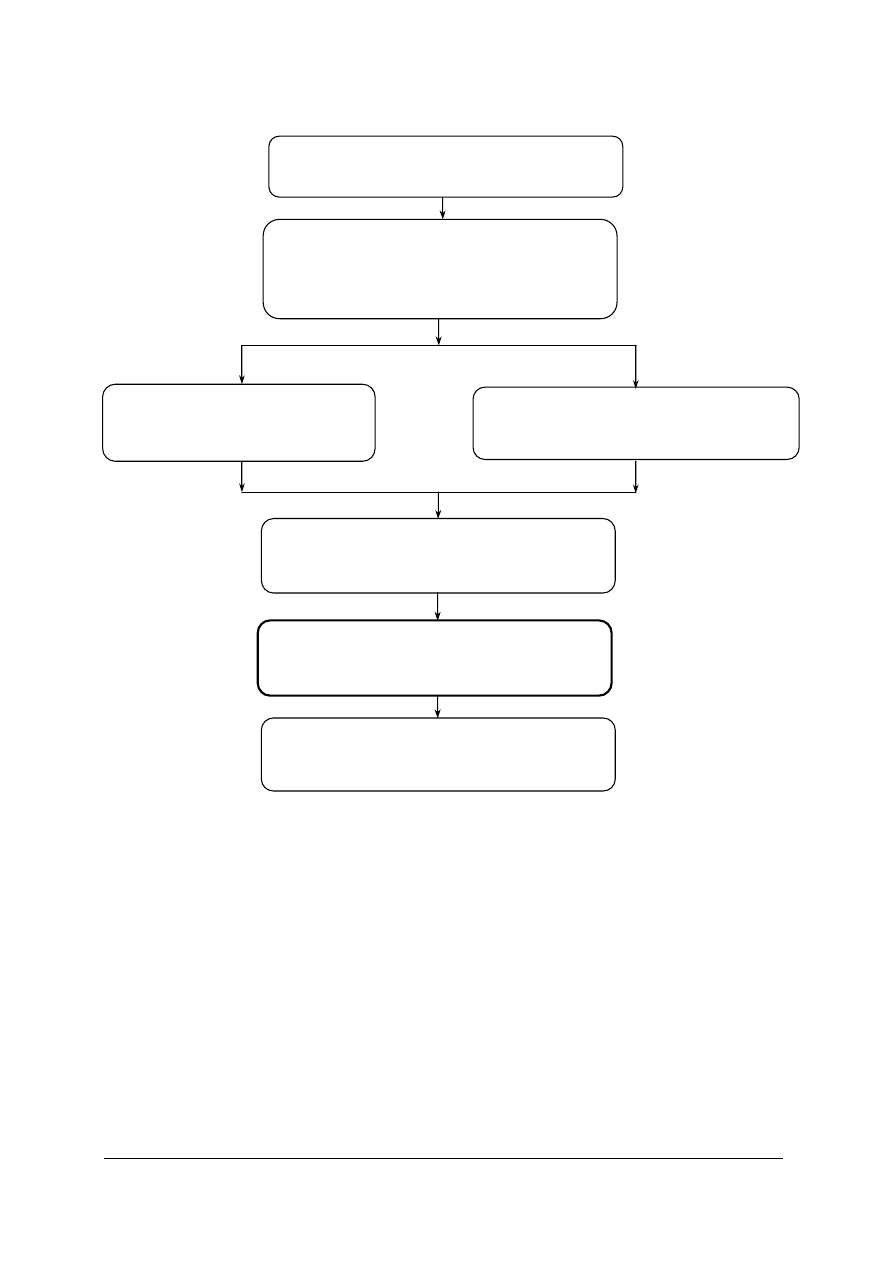
Schemat jednostek modułowych
731[03].O1
Techniczne podstawy mechaniki precyzyjnej
731[03].O1.01
Stosowanie przepisów bezpieczeństwa
i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska
731[03].O1.02
Posługiwanie się dokumentacją
techniczną
731[03].O1.03
Rozróżnianie materiałów konstrukcyjnych
stosowanych w mechanice precyzyjnej
731[03].O1.04
Wykonywanie pomiarów warsztatowych
731[03].O1.05
Wytwarzanie prostych części maszyn
i urządzeń precyzyjnych
731[03].O1.06
Magazynowanie i transport maszyn i urządzeń
precyzyjnych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
posługiwać się jednostkami układu SI,
−
odczytywać informacje z rysunków technicznych,
−
rozróżniać podstawowe materiały na podstawie ich właściwości,
−
dobierać materiały konstrukcyjne,
−
wykonywać pomiary warsztatowe,
−
przestrzegać zasad bezpieczeństwa i higieny pracy przy obsłudze maszyn, urządzeń i narzędzi
z napędem elektrycznym,
−
przestrzegać zasad ochrony przeciwpożarowej przy obsłudze maszyn, urządzeń i narzędzi
z napędem elektrycznym,
−
przestrzegać wymagań dotyczących ochrony środowiska naturalnego,
−
dobierać odzież ochronną oraz środki ochrony osobistej w zależności od wykonywanych
prac,
−
przestrzegać regulaminów obowiązujących w pracowniach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska na stanowisku pracy,
–
zorganizować i wyposażyć stanowisko pracy,
–
scharakteryzować techniki wytwarzania części mechanizmów precyzyjnych,
–
dobrać narzędzia obróbcze,
–
dobrać oprzyrządowanie technologiczne,
–
wykonać część mechanizmu precyzyjnego z zastosowaniem obróbki ręcznej,
–
wykonać część mechanizmu precyzyjnego z zastosowaniem obróbki mechanicznej
skrawaniem,
–
wykonać część mechanizmu precyzyjnego z zastosowaniem obróbki plastycznej,
–
zastosować obróbkę cieplną i cieplno - chemiczną do wykonanych części,
–
wykonać docieranie wykonanych części,
–
zastosować obróbkę wykończającą do wykonanych części,
–
ocenić jakość wykonanych części,
–
posłużyć się dokumentacją techniczną przy wytwarzaniu części maszyn i urządzeń
precyzyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Organizacja stanowiska pracy do wykonywania obróbki
ręcznej
4.1.1. Materiał nauczania
Obróbka ręczna polega na wykonywaniu różnych przedmiotów z metali i innych tworzyw
przy użyciu narzędzi ręcznych i elektronarzędzi (np. wiertarki ręcznej elektrycznej). Większość
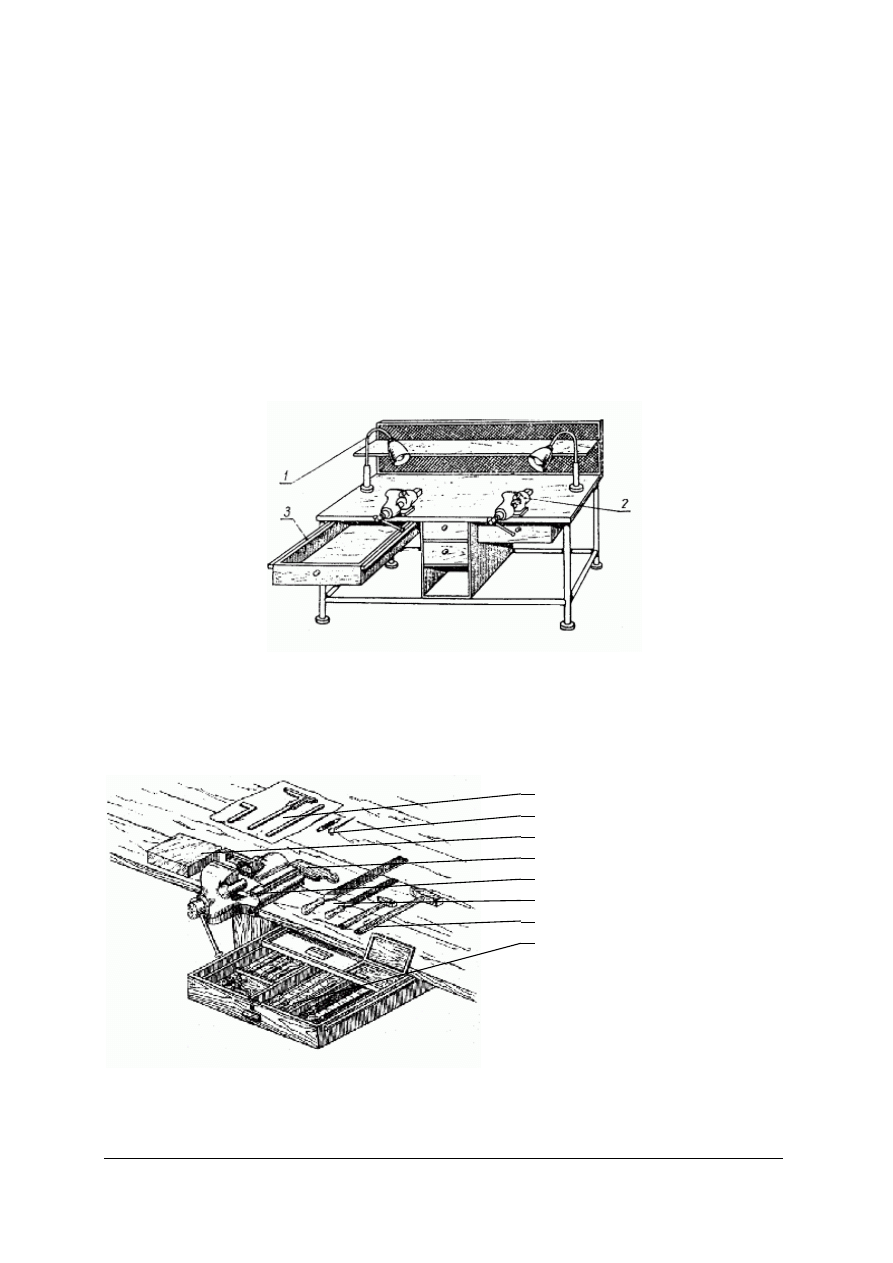
tych prac wykonuje się na stole ślusarskim wyposażonym w imadło, różnego rodzaju narzędzia
i przyrządy ślusarskie. Stół ślusarki przedstawiony jest na rysunku 1.
Rys. 1. Stół ślusarski dwustanowiskowy: 1 – lampa, 2 – imadło ślusarskie, 3 – szuflada na narzędzia. [3, s. 9].
Na stanowisku ślusarskim powinien być utrzymywany porządek i ład (właściwe ułożenie
narzędzi, nie rzucanie nimi, nie układanie jednych na drugich). Sposób ułożenia narzędzi
przedstawiony jest na rysunku 2.
1. Narzędzia pomiarowe.
2. Rysik, punktak.
3. Płyta do prostowania.
4. Szczotka do czyszczenia pilnika.
5. Imadło ślusarskie.
6. Pilniki.
7. Młotki.
8. Wyposażenie dodatkowe.
Rys. 2. Rozmieszczenie narzędzi na stole ślusarskim. [3, s. 13]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
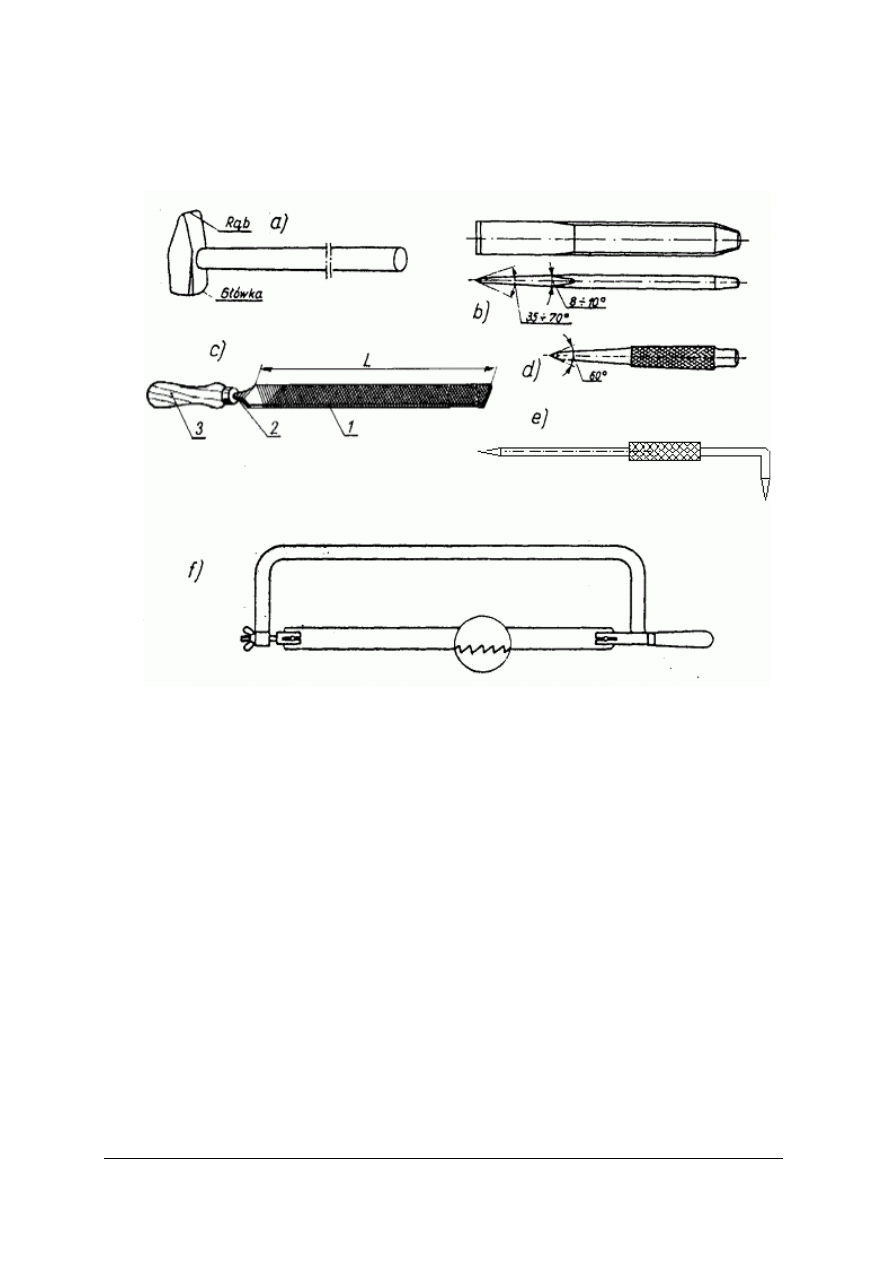
Do podstawowych narzędzi ślusarskich zaliczamy: pilniki, młotki, piłki do metalu, przecinaki,
rysik, punktak, cyrkiel traserski, wiertła, gwintowniki, narzynki, narzędzia pomiarowe. Zestaw
wybranych narzędzi ślusarskich przedstawiono na rysunku 3.
Rys. 3. Narzędzia ślusarskie: a) młotek ślusarski, b) przecinak, c) pilnik ślusarski (1 – część robocza, 2 – część
chwytowa, 3 – rękojeść, d) punktak, e) rysik, f) piłka do metalu [3].
Podczas wykonywania prac należy stosować się do zasad bezpieczeństwa i higieny pracy oraz
ochrony środowiska.
Podczas pracy bardzo łatwo jest o wypadek lub uraz. Należy więc zachować ostrożność,
prace wykonywać spokojnie i dokładnie, narzędzia stosować zgodnie z przeznaczeniem. Ponadto
należy stosować środki ochrony indywidualnej. Rękawice ochronne używać do prac przy gięciu,
prostowaniu oraz tam, gdzie materiał może posiadać ostre krawędzie, np. blachy. Okularów
ochronnych używać tam, gdzie mogą wystąpić odpryski, wióry (np. przy prostowaniu, wierceniu).
W warsztacie mogą leżeć na podłodze ostre przedmioty i odpady, co wymaga stosowania obuwia
na twardej podeszwie. Konieczne jest również stosowanie ubrania ochronnego.
Przy pracach ślusarskich powstaje dużo odpadów, wiórów (np. resztki materiałów
metalowych, z tworzyw sztucznych), stosuje się różne materiały pomocnicze (np. olej).
W związku z tym należy przestrzegać zasad ochrony środowiska. Wszelkie odpady należy
segregować i składać w odpowiednio oznakowane pojemniki. To samo należy robić ze śmieciami,
np. zaoliwione szmaty należy składać osobno).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.2. Pytania sprawdzające
Odpowiadając na podane pytania, sprawdzisz, czy jesteś przygotowany do wykonania
ćwiczeń.
1. Jakie są podstawowe narzędzia ślusarskie?
2. Jakie przyrządy pomiarowe stosuje się podczas wykonywania prac ślusarskich?
3. Jakie są podstawowe zasady bezpieczeństwa i higieny pracy podczas prac ślusarskich?
4. Jakich zasad ochrony środowiska należy przestrzegać podczas wykonywania prac
ślusarskich?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wypisz znajdujący się w sali sprzęt ochrony osobistej i określ jego przeznaczenie.
Nazwa środków ochrony
osobistej
Przeznaczenie środków ochrony osobistej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać wszystkie środki ochrony osobistej,
2) korzystając z informacji zamieszczonej na sprzęcie i literatury określić ich przeznaczenie,
3) porównać swoje wyniki z wynikami kolegów oraz przedstawić nauczycielowi do oceny.
Wyposażenie stanowiska pracy:
−
wyposażenie pracowni,
−
katalogi sprzętu ochrony osobistej,
−
literatura podana w poradniku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Ćwiczenie 2
Odszukaj w katalogu narzędzia i przyrządy stosowane do obróbki ręcznej. Podaj ich
zastosowanie i wielkości charakterystyczne.
Nazwa narzędzia
(przyrządu)
Typ i wielkości
charakterystyczne
Zastosowanie
Młotki ślusarskie
Pilniki ślusarskie
Piłka do metalu
Przecinaki
Imadło ślusarskie
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w katalogu podane narzędzie,
2) wpisać podstawowe dane i wielkości charakteryzujące to narzędzie,
3) wpisać zastosowanie,
4) porównać swoją tabelę z tabelami kolegów oraz przedstawić nauczycielowi do oceny.
Wyposażenie stanowiska pracy:
−
katalogi narzędzi i przyrządów ślusarskich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować stanowisko pracy do obróbki ręcznej?
2) podać wymagania dotyczące ochrony środowiska?
3) podać wymagania dotyczące bezpieczeństwa i higieny pracy?
4) podać podstawowe zasady organizacji stanowiska pracy?
5) odszukać w katalogach narzędzia ślusarskie i podać ich zastosowanie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Obróbka ręczna
4.2.1. Materiał nauczania
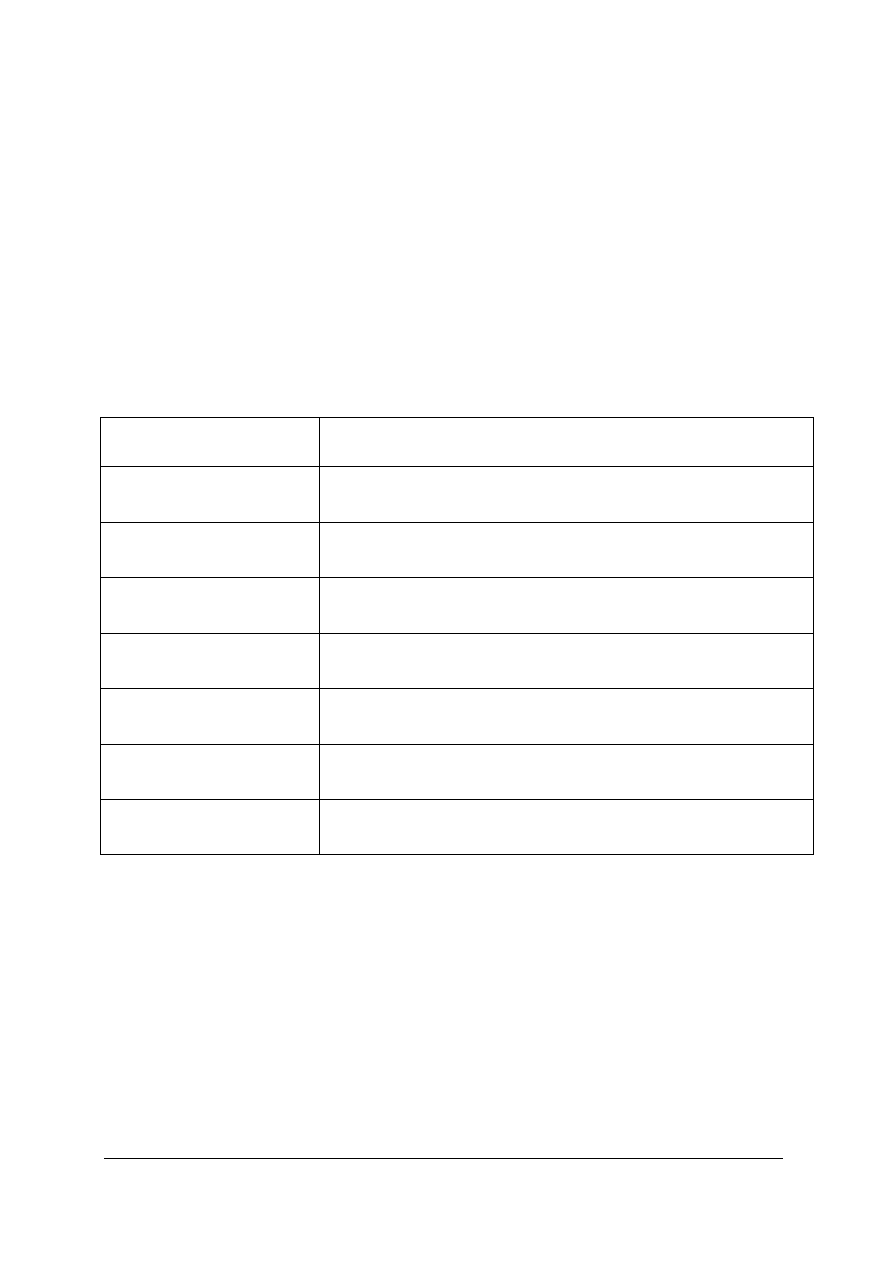
Trasowanie
Trasowaniem nazywamy wyznaczanie na powierzchni wyrobu (blachy, kształtownika)
środków kół, obrysów, linii pomocniczych za pomocą rys traserskich (kresek). Do trasowania na
metalu używa się następujących narzędzi traserskich:
–
rysiki (do nanoszenia linii prostych),
–
cyrkle traserskie (do trasowania kół),
–
liniały i kątowniki (do prowadzenia rysika),
–
punktak (do wybijania punktów).
Podstawowe narzędzia traserskie przedstawiono na rysunku 4.
Rys. 4. Podstawowe narzędzia traserskie: rysik, punktak, cyrkiel traserski, liniał traserski, kątownik.
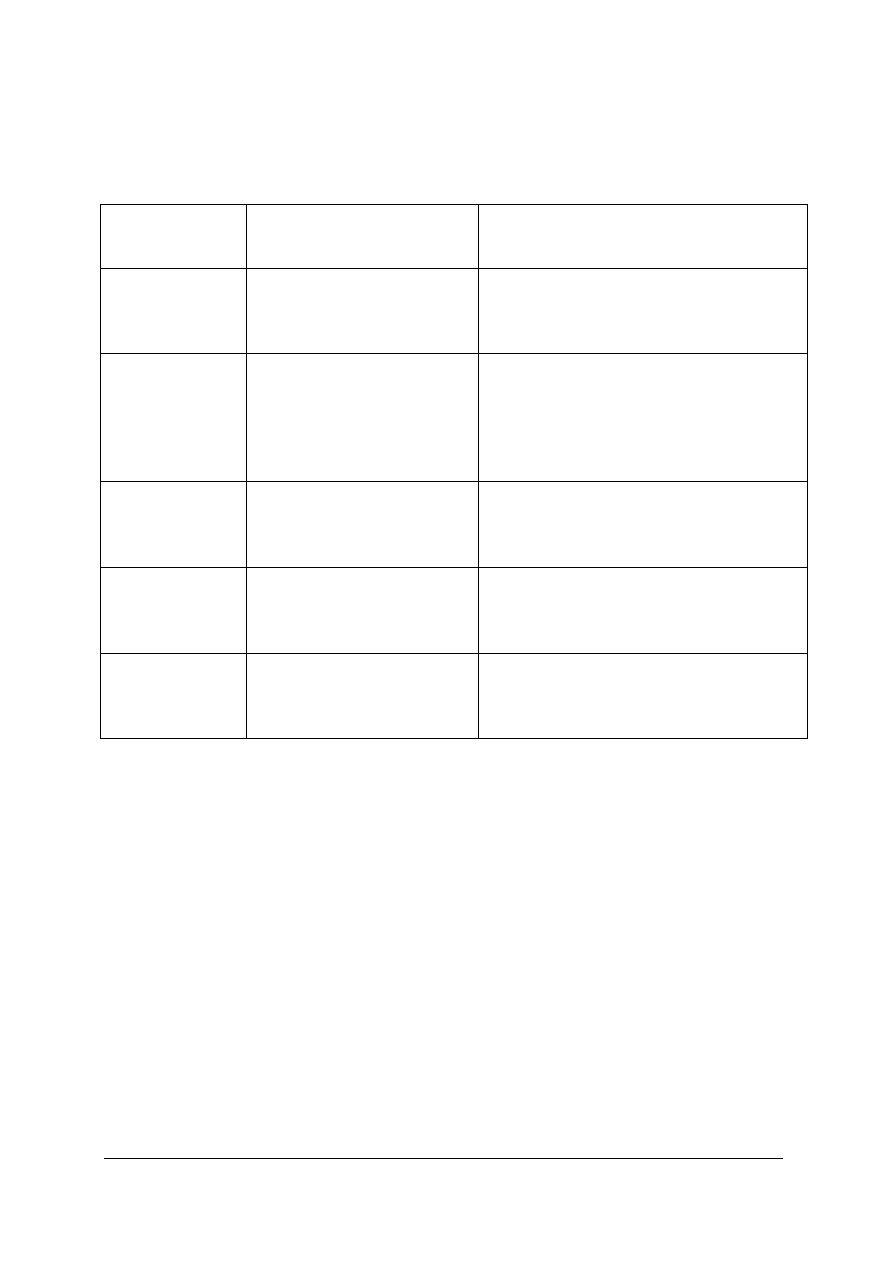
Cięcie i piłowanie
Przy wykonywaniu przedmiotów w operacjach obróbki ręcznej konieczne jest dobranie
odpowiedniego materiału. Następnie należy przygotować odpowiedni jego kawałek (np. odcinek
pręta, kątownika). W obróbce ręcznej operacje cięcia wykonuje się za pomocą piłki do metalu
(np. odcięcie odpowiednio długiego kształtownika), ręcznych lub dźwigniowych nożyc do blach,
przecinaka (np. przecięcie kawałka grubego drutu). Przecinak i piłkę do metalu przedstawiono na
rysunku 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 5. Przecinak i piłka do metalu.
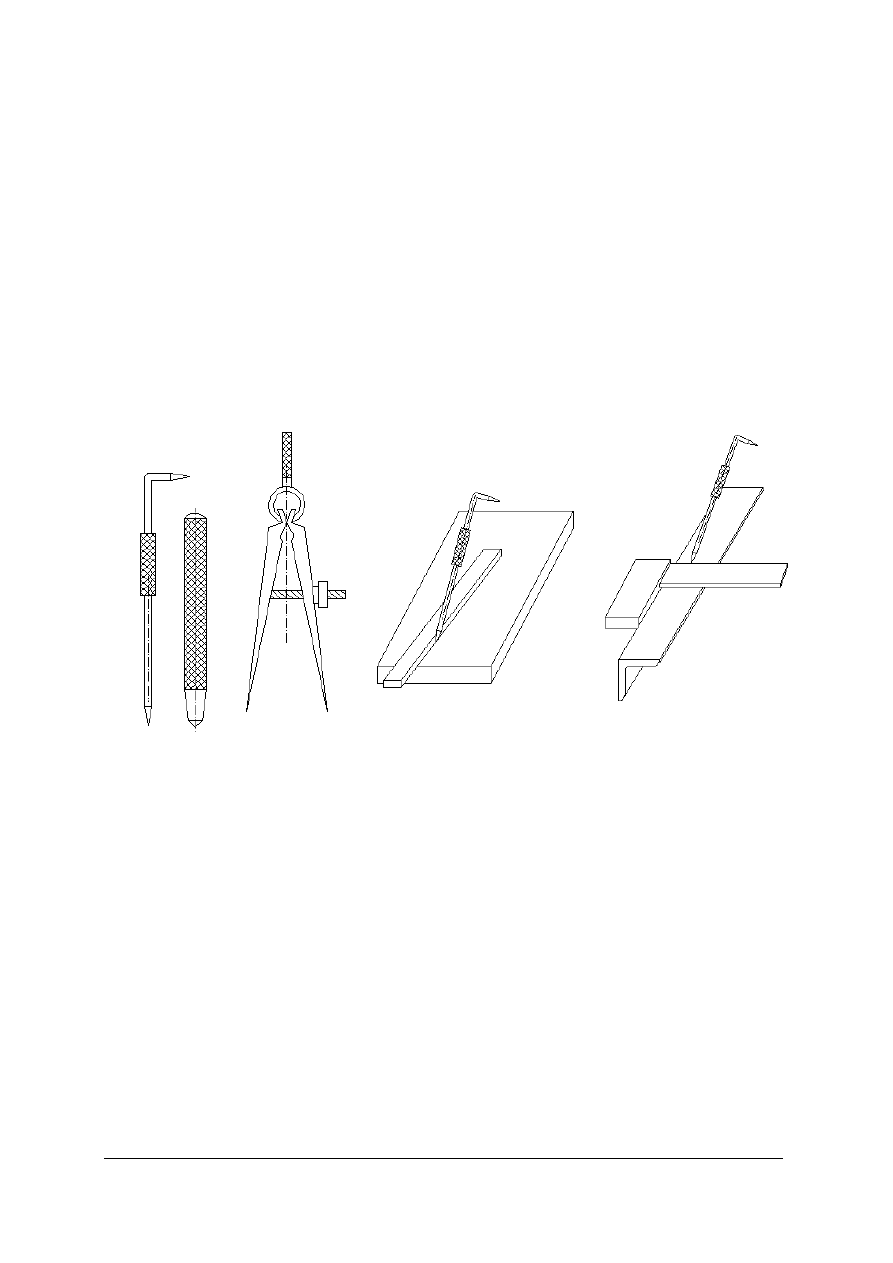
Piłowanie
Po ucięciu odpowiedniego kawałka materiału dalszą obróbkę możemy wykonać pilnikami.
Do piłowania stosuje się różne pilniki. Są to przede wszystkim pilniki ślusarskie o różnym
kształcie części roboczej (płaskie, kwadratowe, okrągłe, trójkątne, półokrągłe) i różnej wielkości
(długości części roboczej od 100 mm do 600 mm). Ponadto różnią się wielkościami nacięć.
Są więc pilniki zdzieraki (o grubych nacięciach), pilniki równiaki (o średnich nacięciach) i pilniki
gładziki (o drobnych nacięciach). Do piłowania bardzo małych przedmiotów służą pilniki igłowe
(iglaki), które mają różny przekrój części roboczej (płaskie, okrągłe, owalne, soczewkowe,
kwadratowe) oraz pilniki kluczykowe. Piłowanie powierzchni płaskich pokazano na rysunku 6.
Na lewym rysunku przedstawiono piłowanie zgrubne, a na prawym piłowanie wykańczające.
Rys. 6. Piłowanie płaszczyzn.
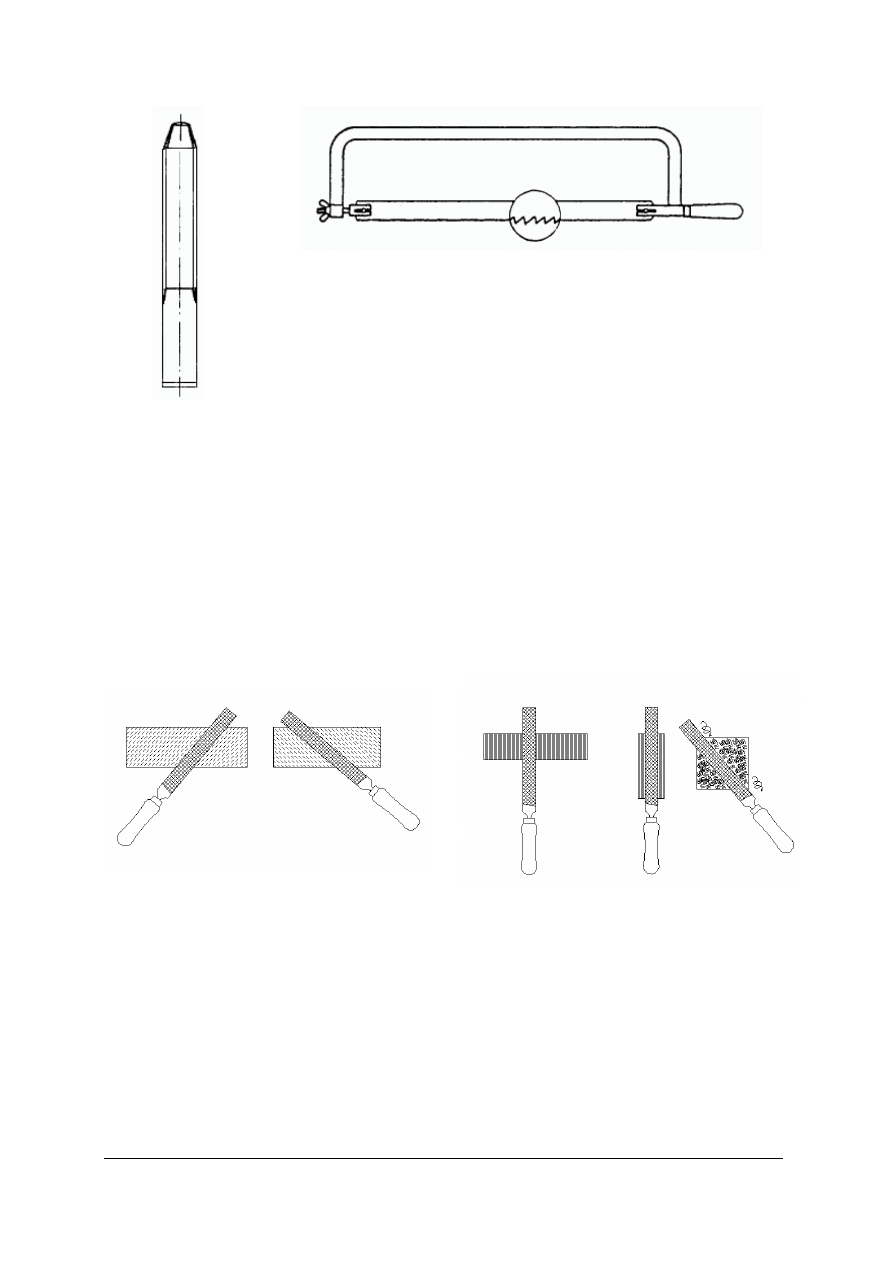
Na rysunku 7 przedstawiono piłowanie kształtowe pilnikami o różnym przekroju części
roboczej. Pilniki dobiera się w zależności od kształtu powierzchni piłowanej oraz od jej wielkości
(małe powierzchnie piłuje się pilnikami igłowymi o różnych kształtach, większe pilnikami
ślusarskimi).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 7. Dobór kształtu pilnika w piłowaniu kształtowym.
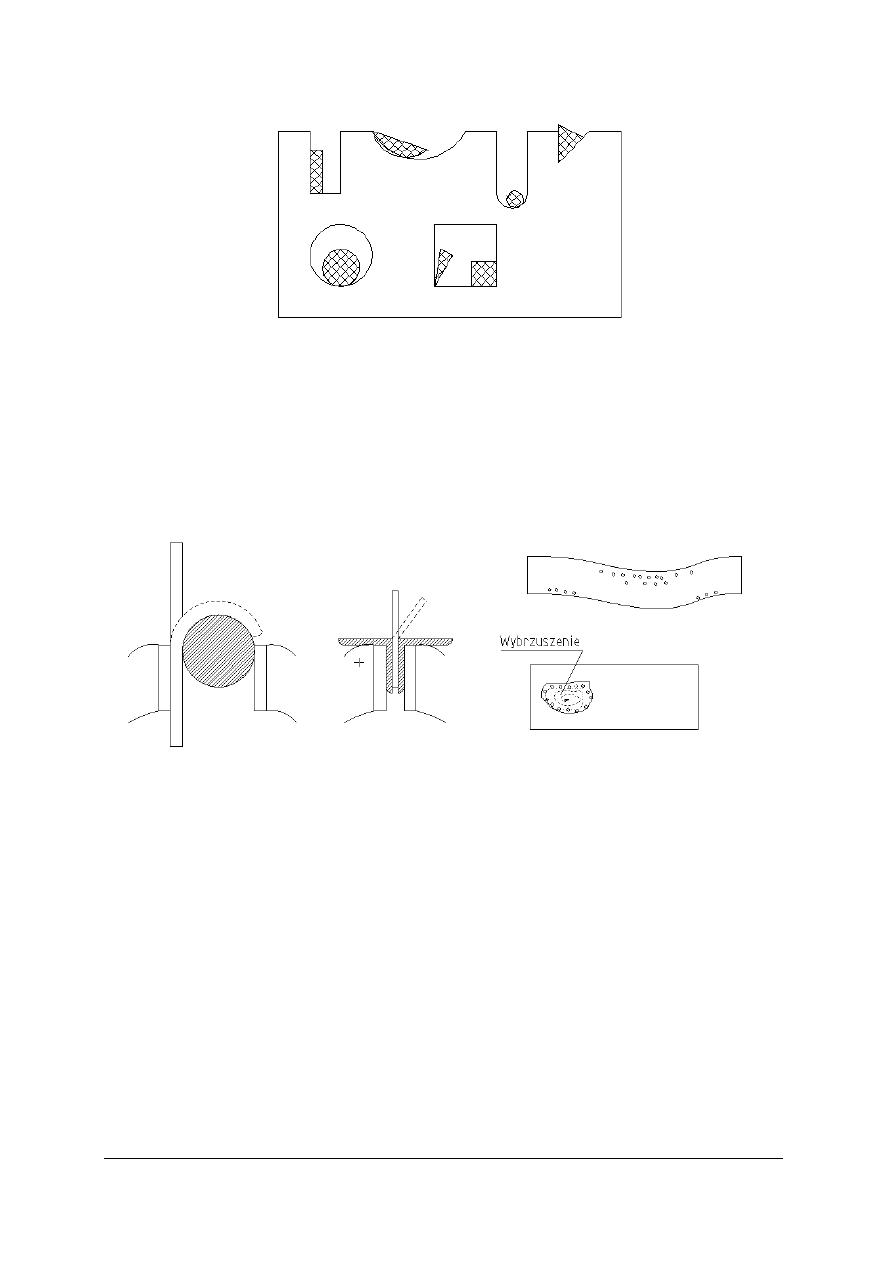
Gięcie i prostowanie
W obróbce ręcznej często zachodzi konieczność gięcia oraz prostowania. Przykłady gięcia
i prostowania przedstawiono na rysunku 8. Przy gięciu i prostowaniu musimy stosować
narzędzia, które nie uszkadzają przedmiotów. Mogą to być młotki drewniane, z tworzywa
sztucznego, z miedzi.
Rys. 8. Przykłady gięcia i prostowania: a) gięcie pręta na walcu zamocowanym w imadle, b) gięcie blach
w skręconych kątownikach, c) prostowanie płaskownika (kółeczkami oznaczono miejsca uderzeń), d) prostowanie
wybrzuszenia w blasze (uderzenia zaczynamy od zewnątrz i ruchem spiralnym poruszamy się do środka).
Wiercenie
Wierceniem nazywamy wykonywanie otworu za pomocą wiertła. Może to być wiercenie
w pełnym materiale lub powiększanie średnicy otworu (powiercanie). Budowę wiertła
przedstawia rysunek 9b. Wiertło zbudowane jest z chwytu, szyjki i części roboczej. W wiertłach
do wiercenia na wiertarkach przemysłowych chwyt może być walcowy lub stożkowy. Wiertła
z chwytem walcowym mocuje się w uchwytach (np. trzyszczękowy samocentrujący, taki jaki na
ogół posiada wiertarka elektryczna ręczna). Wiertła z chwytem stożkowym wbija się
bezpośrednio we wrzeciono wiertarki (stożek jest samozaciskający się i nie trzeba dodatkowo
mocować wiertła).
Do wiercenia w różnych materiałach stosuje się różne wiertła. Na rysunku 9a przedstawiono
kolejno: wiertło do metalu, wiertło do drewna, wiertło do wiercenia w cegle, betonie i wiertło
piórkowe do drewna.
Podczas wiercenia bardzo ważne jest mocowanie materiału obrabianego na stole wiertarki.
Przedmioty duże mocujemy w imadle maszynowym lub łapami bezpośrednio do stołu wiertarki.
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Przedmioty małe trzymamy za pomocą dodatkowego uchwytu, np. za pośrednictwem imadełka
ręcznego. Nie wolno trzymać w rękach materiału obrabianego. Poza tym podczas wiercenia nie
wolno używać rękawic, ubranie powinno być pozapinane, a na głowie powinno się mieć czapkę.
Rys. 9. Wiertła: a) różne rodzaje wierteł (do metalu, do drewna, do betonu, piórkowe do drewna), b) budowa
wiertła do metalu z chwytem stożkowym i walcowym. [6]
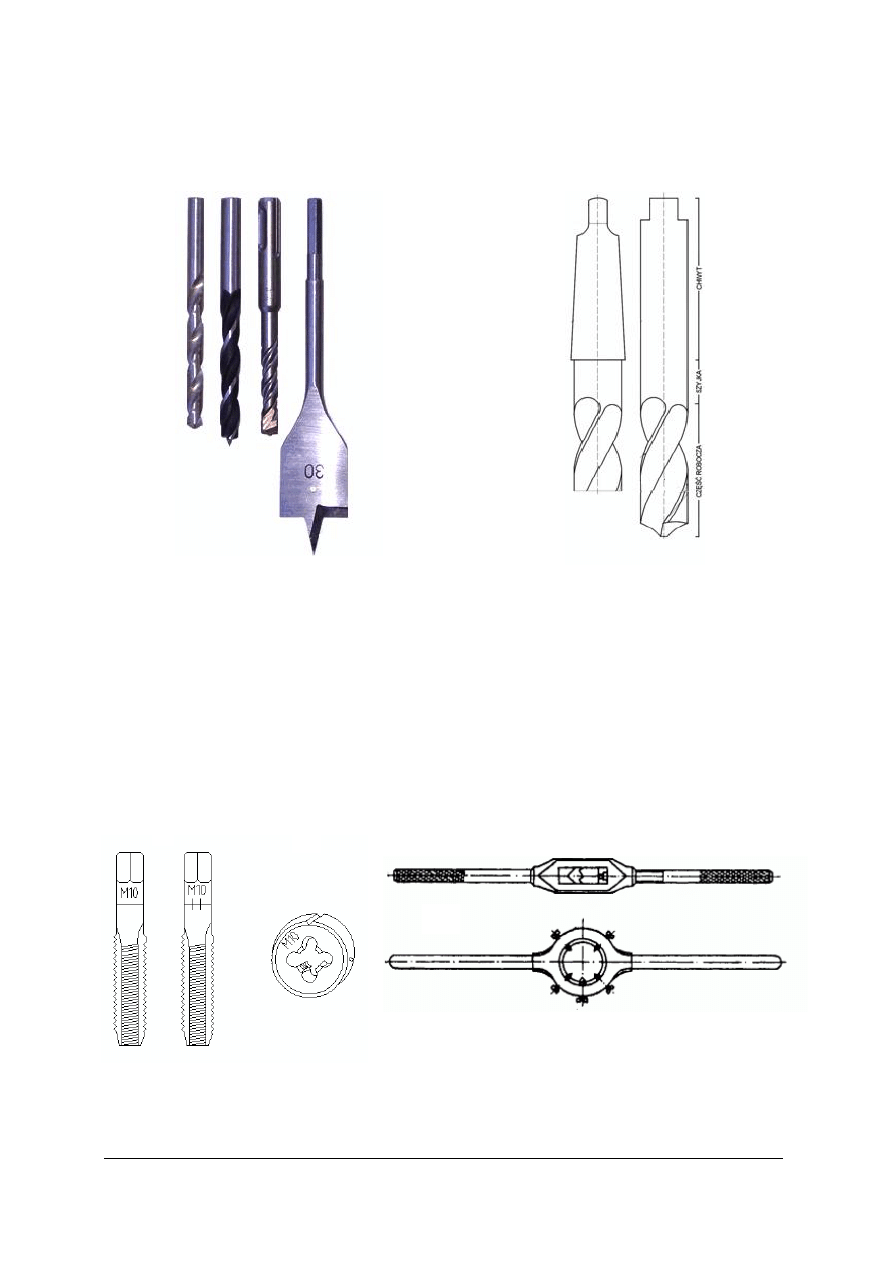
Gwintowanie
Gwintowanie jest to nacinanie na zewnętrznych lub wewnętrznych powierzchniach
walcowych rowka po linii śrubowej (gwintu). Gwinty wewnętrzne nacina się gwintownikami
(komplet składa się w dwóch lub trzech gwintowników), a gwinty zewnętrzne nacina się
narzynkami. Komplet gwintowników przedstawiony jest na rysunku 10a. Narzynka
przedstawiona jest na rysunku 10b. Podczas gwintowania gwintownikami osadza się je
w pokrętłach (rysunek 10c). Podczas gwintowania narzynkami mocuje się je w oprawkach
(rysunek 10d).
Rys. 10. Narzędzia do gwintowania ręcznego: a) komplet gwintowników, b) narzynka, c) pokrętło do
gwintowników, d) oprawka do narzynek.
a)
b)
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Na rysunkach technicznych gwinty oznacza się, podając symbol rodzaju gwintu i średnicę
zewnętrzną, np. na gwintownikach i narzynce podano symbol „M10”, co oznacza, że jest to gwint
metryczny o średnicy 10 mm. Gwinty zewnętrzne nacina się na trzpieniach o średnicy troszkę
mniejszej niż średnica gwintu (np. dla gwintu M10 średnica trzpienia powinna wynosić 9,8 mm).
Gwinty wewnętrzne nacina się w otworach odpowiednio dobranych do średnicy gwintu (dla
gwintu M10 średnica otworu powinna wynosić ok. 8,4 mm). Wymiary te można dobrać
z poradników (np. z poradnika ślusarza).
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest trasowanie?
2. Jakimi narzędziami posługujemy się podczas trasowania?
3. Jakich narzędzi używamy podczas cięcia i przecinania?
4. Jakie są podstawowe rodzaje pilników?
5. Jakie pilniki stosuje się do obróbki zgrubnej i dokładnej?
6. Jakich młotków używamy podczas prostowania i gięcia?
7. Jakie rodzaje chwytów może mieć wiertło do metalu?
8. Jakie są sposoby mocowania przedmiotów obrabianych na wiertarkach?
9. Jakich zasad bezpieczeństwa należy przestrzegać podczas wiercenia?
10. Jakimi narzędziami wykonujemy gwinty wewnętrzne i zewnętrzne?
11. Jak dobieramy średnicę wiertła do wywiercenia otworu pod gwint wewnętrzny?
4.2.3. Ćwiczenia
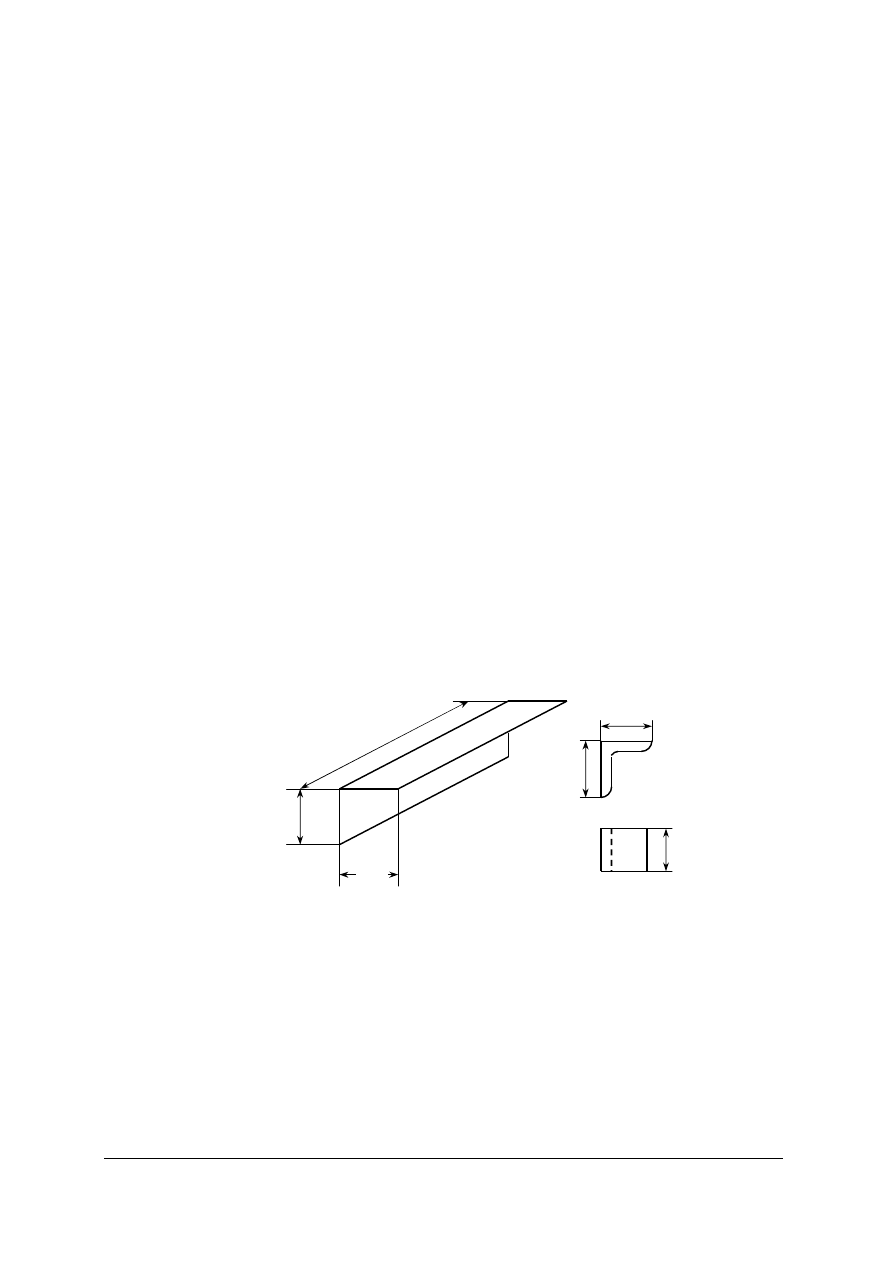
Ćwiczenie 1
Wykonaj cztery kątowniki 20,5x20,5x251 z blachy o grubości od 1,5 do 2 mm i utnij
4 kątowniki 20x20x3, zachowując wymiar 21.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaplanować kolejność czynności podczas wykonywania kątowników,
2) dobrać narzędzia i przygotować stanowisko pracy,
3) wytrasować pasy blach na kątowniki,
4) wyciąć pasy blach,
5) wykonać gięcie kątowników,
6) wytrasować i uciąć 4 kątowniki 20x20x3 na długość 21 mm,
7) sprawdzić wymiary i w razie potrzeby dokonać poprawek.
251
20,5
20,5
20
20
21
Mat: stal
Szt: 4
Mat: kątownik
20x20x3
Szt: 4
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyposażenie stanowiska pracy:
−
materiał do wykonania kątowników,
−
narzędzia pomiarowe,
−
narzędzia traserskie, nożyce do blach, piłka do metalu,
−
listwy pomocnicze i młotek drewniany lub z tworzywa sztucznego.
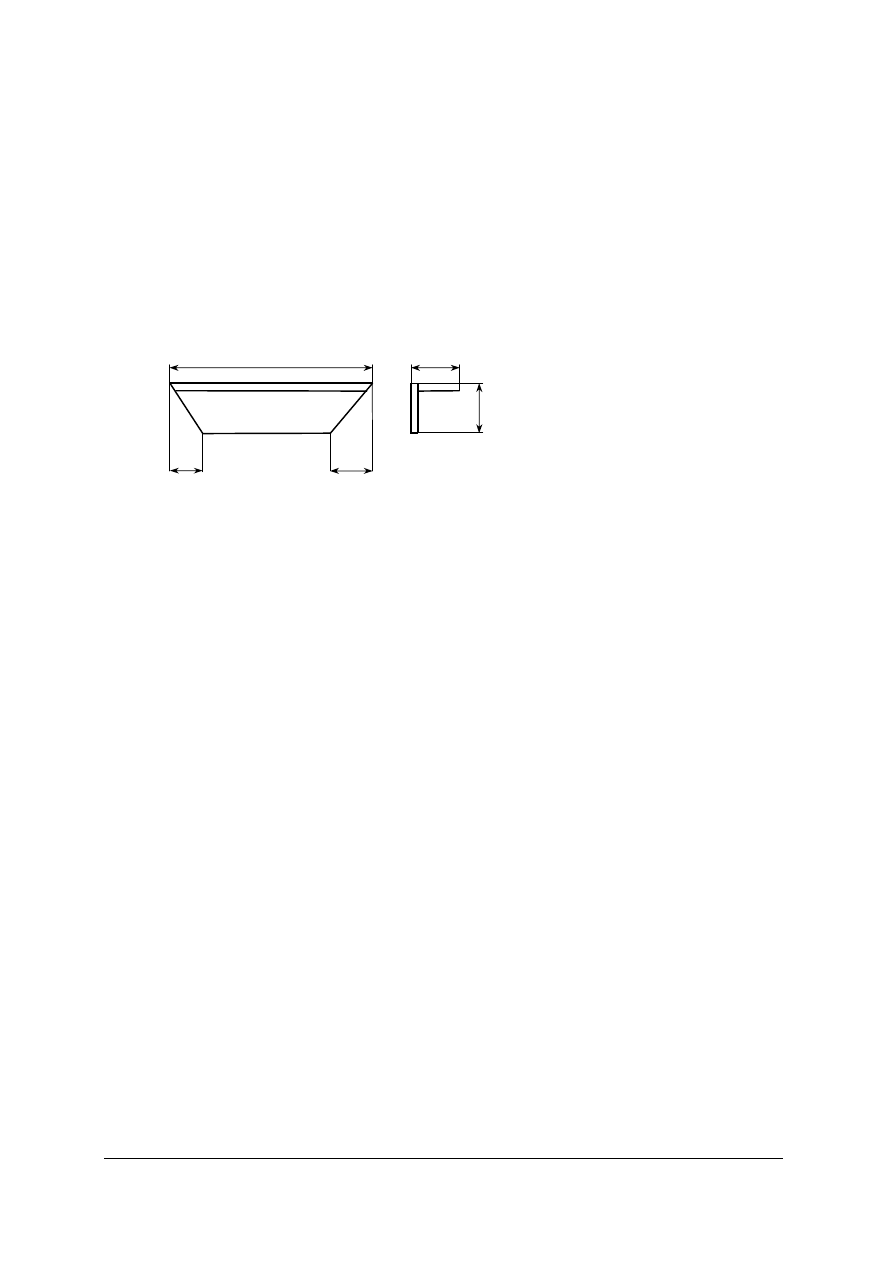
Ćwiczenie 2
Korzystając z materiału przygotowanego w ćwiczeniu 1 wykonaj 4 przedmioty (detale):
2 sztuki zgodnie z poniższym rysunkiem i 2 kątowniki 20x20x20 (zachowaj kąty proste).
Detal 1. szt. 4
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaplanować kolejność czynności podczas wykonywania kątowników,
2) dobrać narzędzia i przygotować stanowisko pracy,
3) ściąć skosy piłką do metalu,
4) wypiłować kątowniki zachowując wymiary z rysunku,
5) stępić ostre krawędzie,
6) sprawdzić wymiary i w razie potrzeby dokonać poprawek.
Wyposażenie stanowiska pracy:
−
materiał do wykonania kątowników,
−
narzędzia pomiarowe,
−
piłka do metalu, pilniki zdzieraki i gładziki płaskie,
20
20
250
20
20
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Ćwiczenie 3
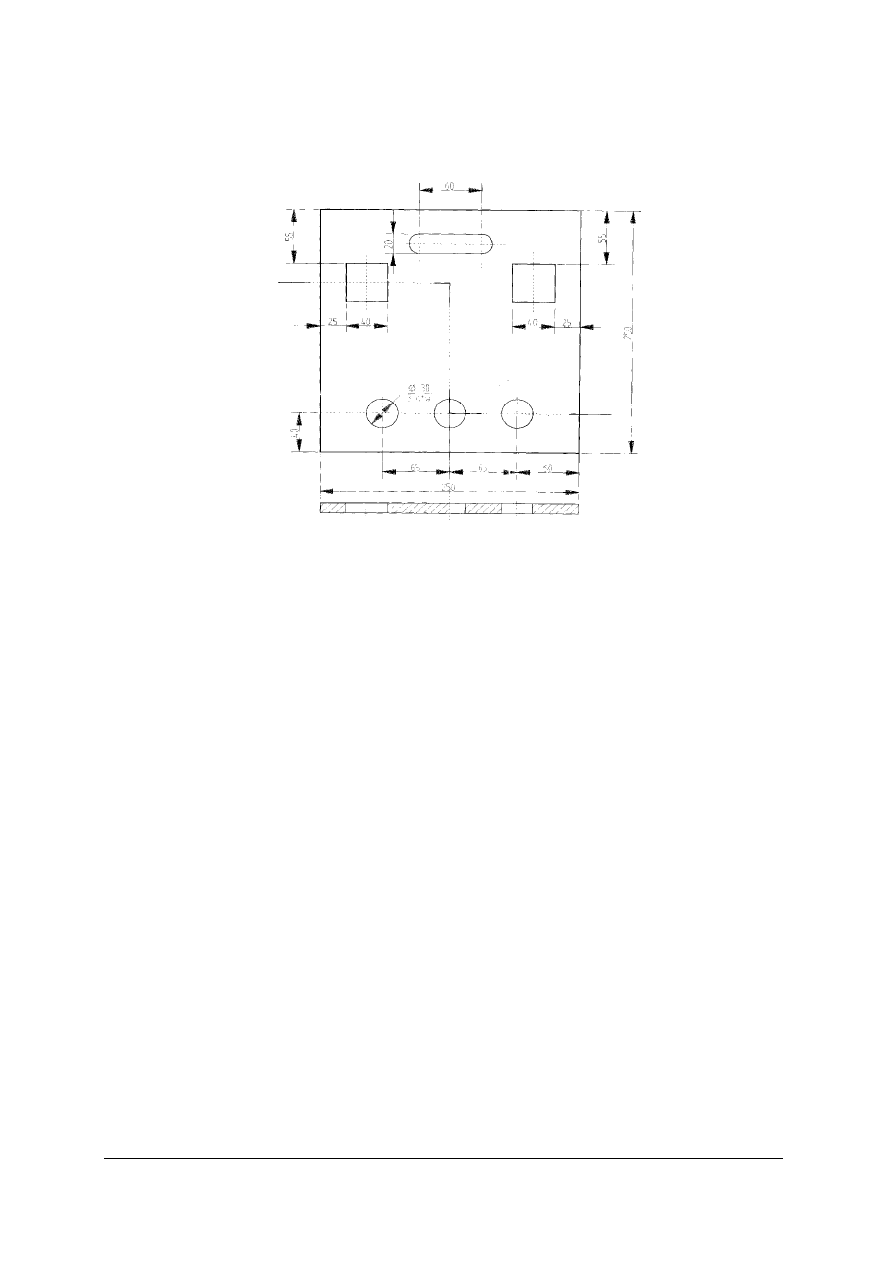
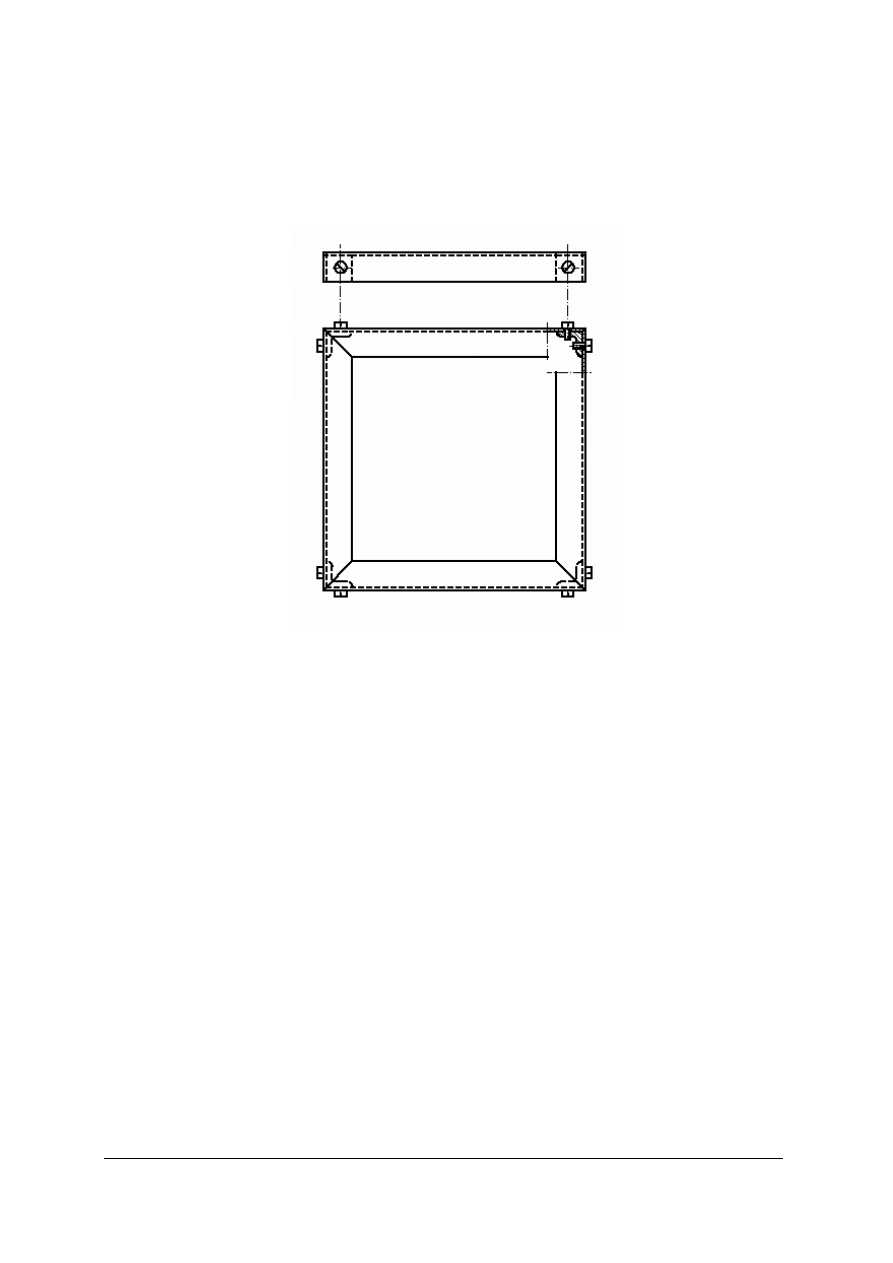
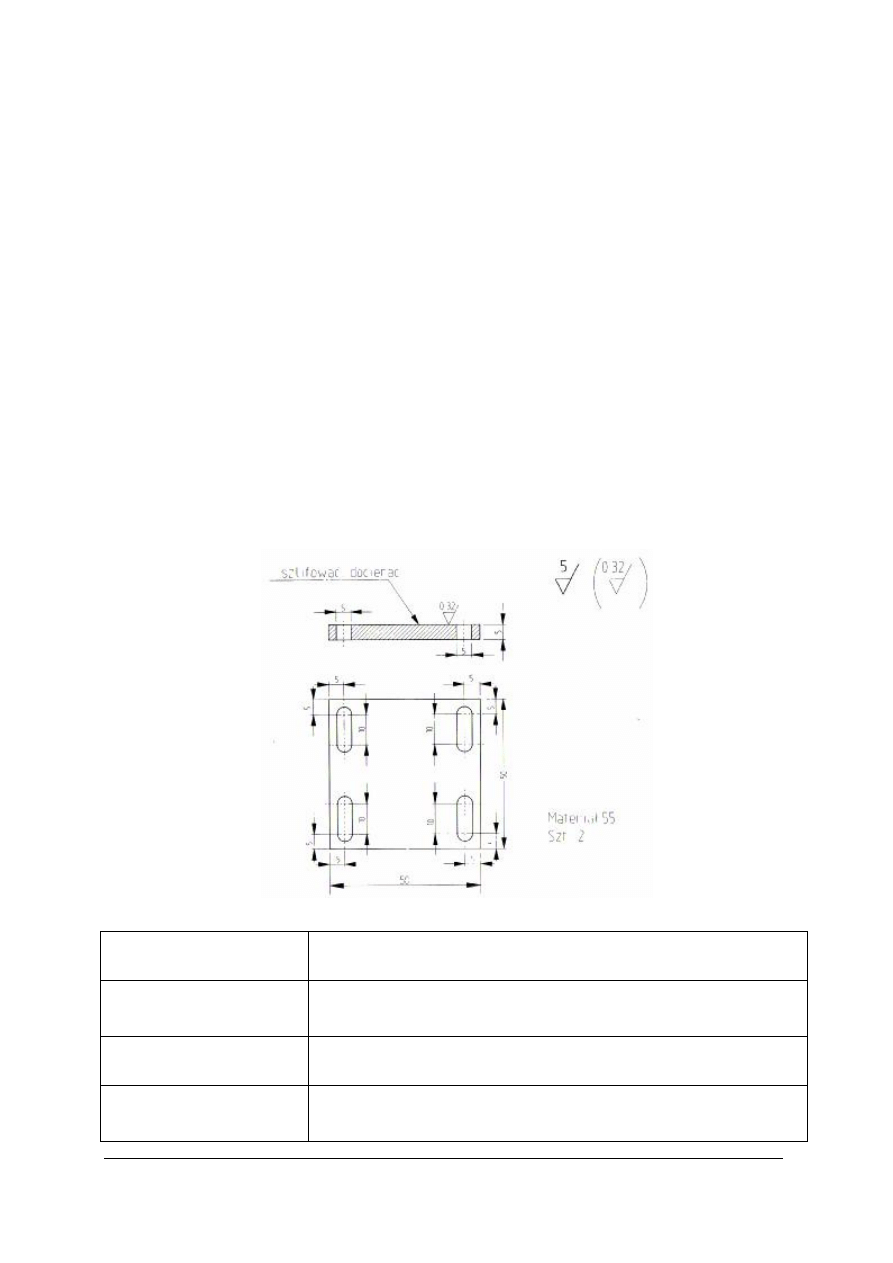
Wykonaj pokrywę przedstawioną na rysunku poniżej. Materiał: tworzywo sztuczne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaplanować kolejność czynności podczas wykonywania płyty,
2) dobrać narzędzia i przygotować stanowisko pracy,
3) uciąć płytę, wyrównać i stępić krawędzie, zachowując wymiary,
4) wytrasować otwory,
5) wywiercić otwory, które umożliwią rozpoczęcie piłowania,
6) wypiłować otwory wg rysunku,
7) stępić ostre krawędzie,
8) sprawdzić wymiary i w razie potrzeby dokonać poprawek.
Wyposażenie stanowiska pracy:
−
materiał do wykonania płyty,
−
narzędzia pomiarowe,
−
nożyce do blach, pilniki zdzieraki i gładziki,
−
wiertarka stołowa, wiertła.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać trasowanie na płaszczyźnie?
2) przeciąć blachę nożycami ręcznymi i dźwigniowymi?
3) przeciąć materiał piłką do metalu?
4) wypiłować powierzchnie płaskie i kształtowe?
5) wywiercić otwory w stali?
6) dobrać narzędzia do gwintowania?
7) dobrać średnicę wałka pod gwint zewnętrzny?
8) dobrać średnicę otworu pod gwint wewnętrzny?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3. Połączenia
4.3.1. Materiał nauczania
Połączenia części maszyn możemy podzielić na połączenia rozłączne i położenia nierozłączne.
Połączenia nierozłączne są to takie połączenia, których nie można rozłączyć bez zniszczenia
części łączonych lub łącznika. Przykładem takich połączeń są: połączenia spawane, lutowane,
klejone, kitowane, zgrzewane, skurczowe, wtłaczane i nitowe.
Połączenia rozłączne można rozłączać wielokrotnie i ponownie je łączyć (demontować
i montować). Przykładami takich połączeń są: połączenia gwintowe (za pomocą śrub i wkrętów,
połączenia kołkowe, połączenia klinowe, połączenia wpustowe, połączenia sworzniowe.
Połączenia nierozłączne
Połączenia lutowane:
Lutowanie jest to sposób łączenia części metalowych za pomocą stopu metalowego, tzw.
lutu. Prawidłowe złącze otrzymuje się, gdy powierzchnie przeznaczone do lutowania są starannie
oczyszczone z rdzy, brudu, tłuszczu, farby i innych zanieczyszczeń. Powierzchnie oczyszcza się
mechanicznie lub ręcznie pilnikiem, skrobakiem, szczotkami, płótnem ściernym i następnie
chemicznie np. kwasem solnym, wodą lutowniczą, specjalnymi pastami. Zależnie od temperatury
topnienia lutu użytego do lutowania rozróżnia się lutowanie miękkie (w temperaturze do 450
o
C)
i twarde (w temperaturze ponad 450
o
C).
W lutowaniu miękkim materiały łączy się za pomocą lutów, których głównym składnikiem
jest cyna i ołów. Przykłady lutów i ich zastosowanie podano w tabeli 1. Natomiast na rysunku 11a
przedstawiono rysunek połączenia lutowanego.
Tabela 1. Luty miękkie i ich zastosowanie (wg PN-76/M-694000)
Temperatura topnienia
[
°
C]
Cecha
spoiwa
dolna
górna
Metale
łączone
Przykłady
LC2
320
325
stal
lutowanie opakowań na produkty spożywcze
LC30
183
260
miedź
mosiądz
stal
spoiwo powszechnego użytku, lutowanie blach
stalowych, ocynowanych, ocynkowanych oraz
cynku, pobielanie i lutowanie kąpielowe,
lutowanie chłodnic
LC50
183
216
miedź
mosiądz
stal
lutowanie i pobielanie drobnych elementów
w budowie maszyn, pobielanie i lutowanie
w przemyśle elektrotechnicznym
LC90
183
220
miedź
mosiądz
stal
lutowanie i pobielanie wewnętrznych części
opakowań oraz sprzętu na produkty
spożywcze, lutowanie aparatury medycznej
Połączenia klejone:
Połączenia klejone są to połączenia metali, niemetali i metali z niemetalami za pomocą kleju.
W połączeniach klejonych wykorzystuje się adhezyjne właściwości substancji klejowych. Klej
wnika w drobne pory (nierówności) na powierzchni materiału, po czym zastyga. Przy klejeniu
tworzyw sztucznych dodatkowo następuje częściowe rozpuszczenie powierzchni klejonej.
Przystępując do klejenia należy dobrać odpowiedni klej, następnie starannie przeczytać
instrukcję i postępować zgodnie z zaleceniami tam zapisanymi. Ogólnie można powiedzieć,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
że proces klejenia przebiega następująco: oczyszczenie mechaniczne powierzchni klejonych,
oczyszczenie chemiczne (jeżeli jest to konieczne), przygotowanie kleju (dwuskładnikowe:
lepiszcza i utwardzacze), nałożenie warstwy kleju (często należy odczekać określony czas – na
odparowanie rozpuszczalnika, np. butapren), ściśnięcie elementów łączonych (oczyszczenie
z wycieków) i pozostawienie ściśniętych elementów do zaschnięcia kleju. Po zaschnięciu kleju
należy oczyścić złącze z nadmiaru kleju.
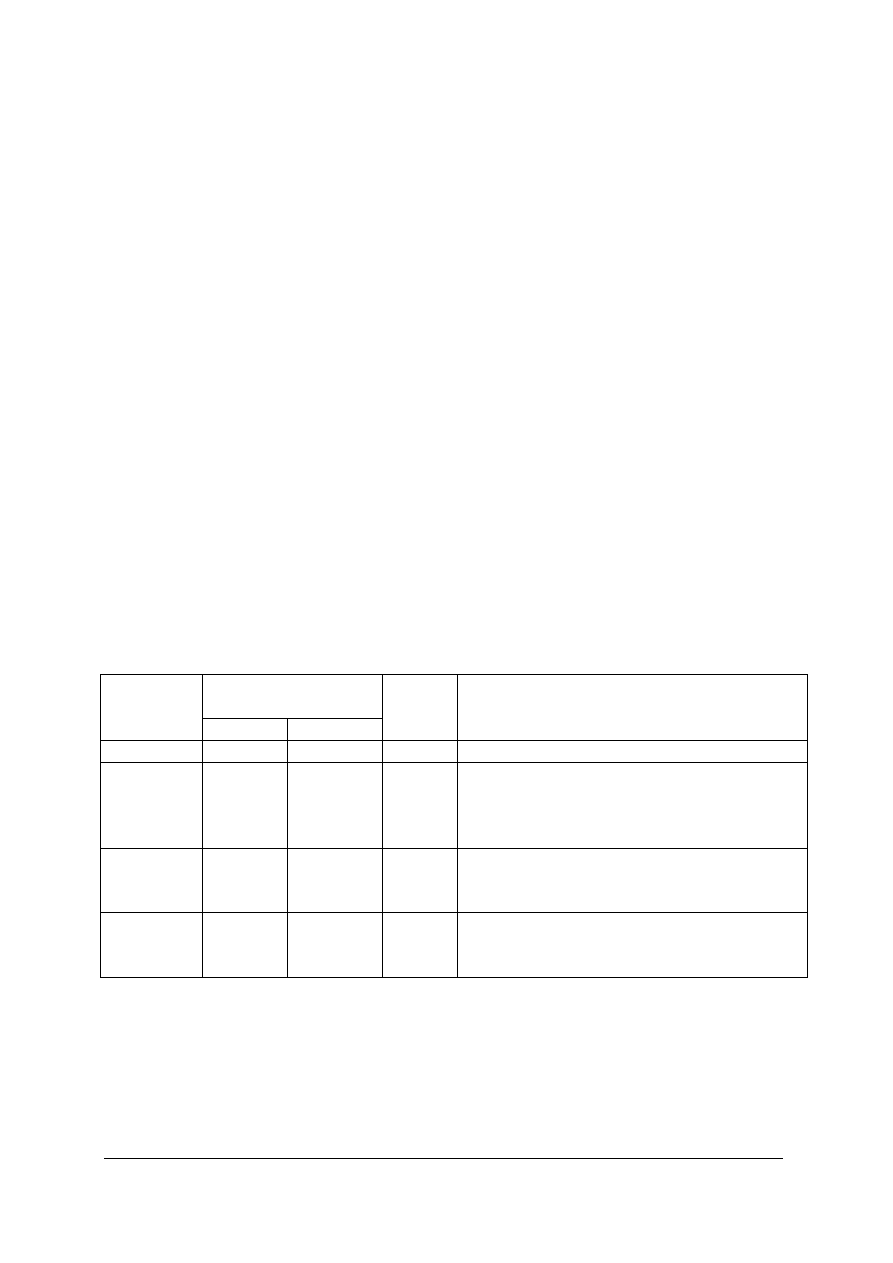
Przykład połączenia klejonego przedstawiano na rysunku 11 b.
a)
b)
Rys. 11. Połączenia lutowane i klejone: a) połączenie lutowane i jego oznaczenie, b) połączenie klejone i jego
oznaczenie.
Połączenia zgrzewane:
Połączenia zgrzewane to połączenia metali lub tworzyw sztucznych przez doprowadzenie
miejsca łączenia do plastyczności, przy jednoczesnym dociśnięciu łączonych części. Jedną
z częściej stosowanych metod zgrzewania jest zgrzewanie elektryczne oporowe. Na skutek
przepływu prądu następuje rozgrzanie miejsca styku łączonych części i jednoczesne dociśnięcie.
Po chwili prąd zostanie odłączony, miejsce styku ostygnie i łączone części zgrzeją się. Zgrzewanie
to stosuje się do łączenia blach.
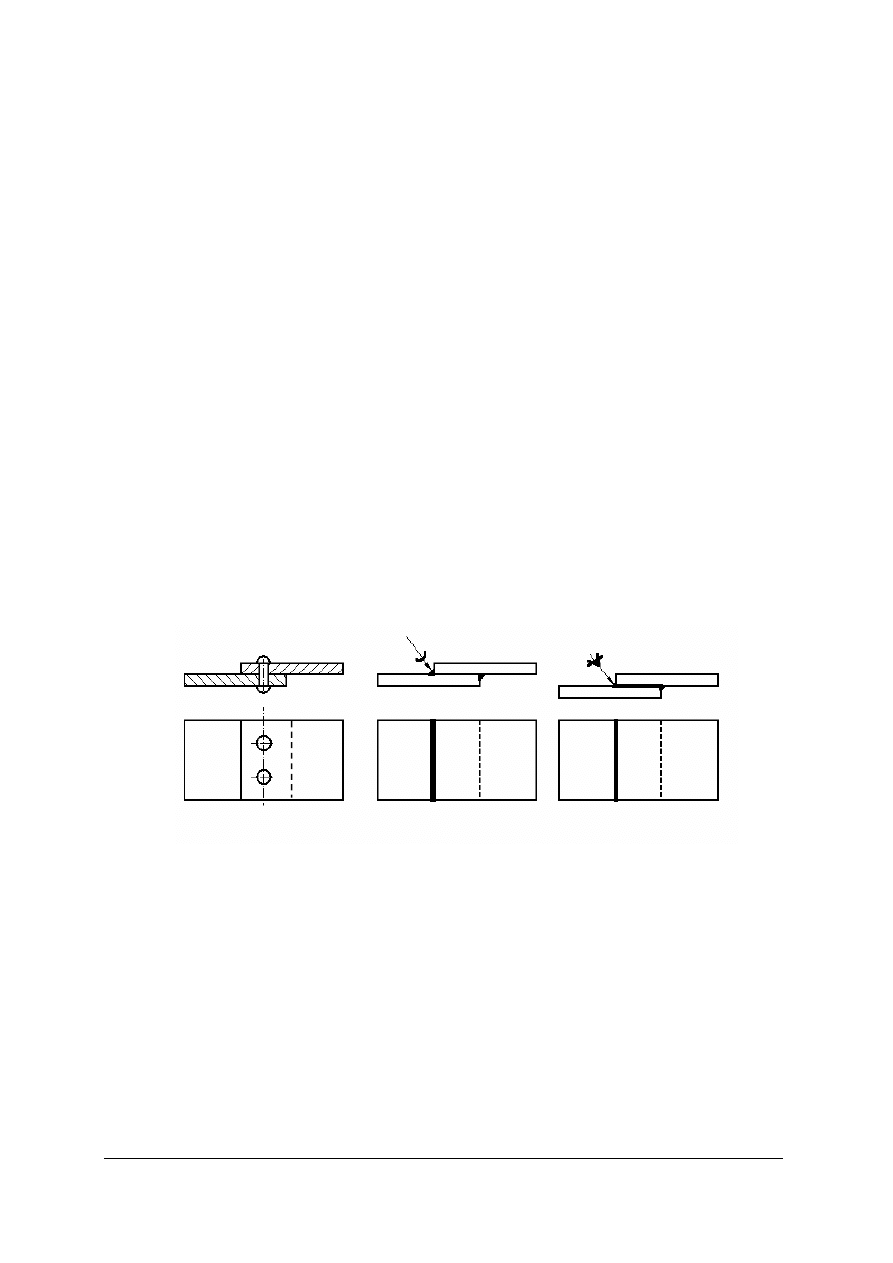
Połączenia spawane:
Połączenia spawane są połączeniami o największej wytrzymałości i dlatego są one najczęściej
stosowane. Połączenia te wykonuje się metodą spawania elektrycznego i gazowego. Do spawania
gazowego używa się spawarek elektrycznych, a do spawania gazowego palników zasilanych
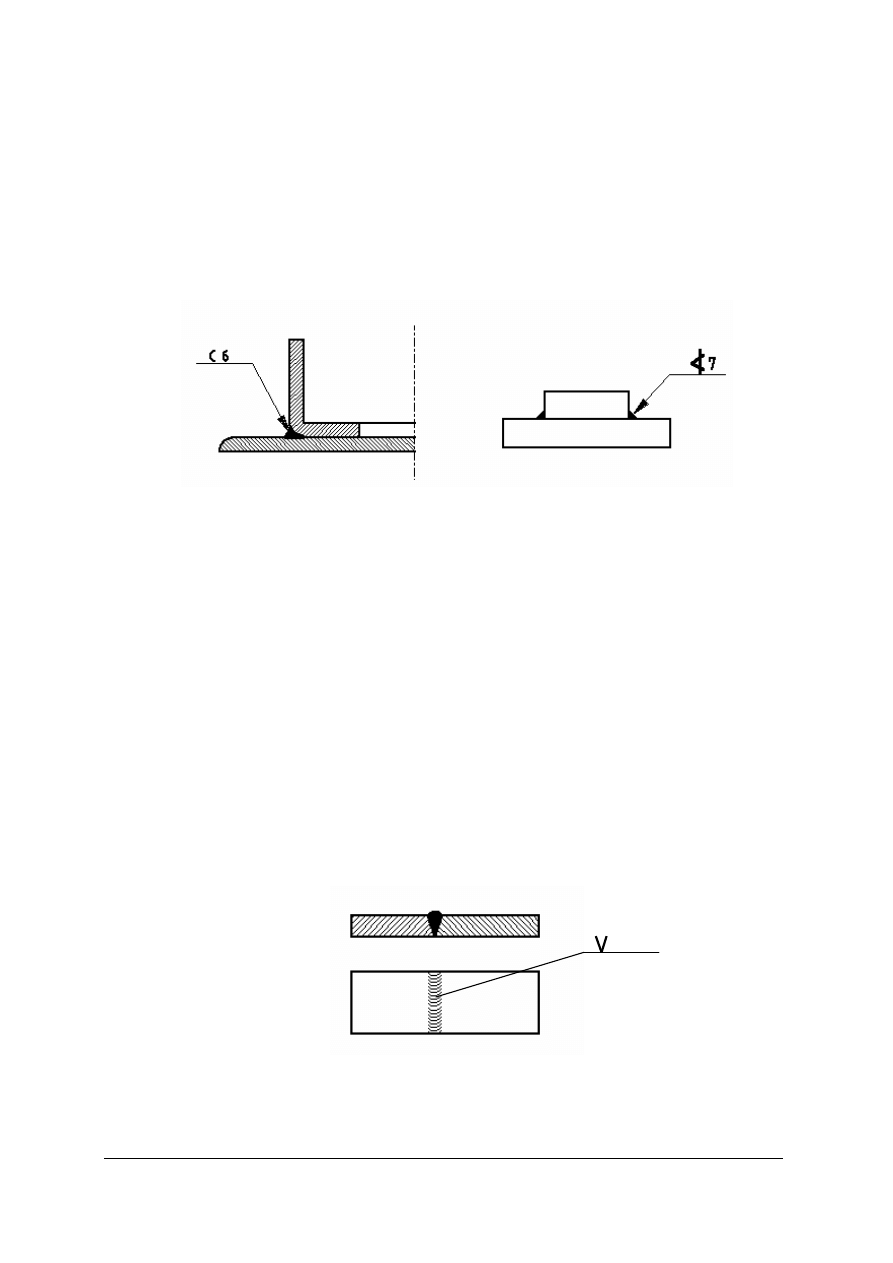
tlenem i acetylenem z butli gazowych. Sposób oznaczania połączeń spawanych na rysunkach
przedstawiony jest na rysunku 12.
Rys. 12. Połączenie spawane
5x20
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Połączenia nitowe:
Połączenie nitowe jest to połączenie dwóch części za pomocą nita. Do połączenia stasuje się
różne rodzaje nitów. Mogą to być nity z łbem kulistym, stożkowym, soczewkowym, nity
rurkowe, nity samozrywalne.
Połączenia rozłączne
Połączenia gwintowe:
Połączenia gwintowe stosuje się do łączenia części maszyn za pomocą łączników.
Łącznikami mogą być śruby i wkręty (do montażu połączeń ze śrubą używa się kluczy, natomiast
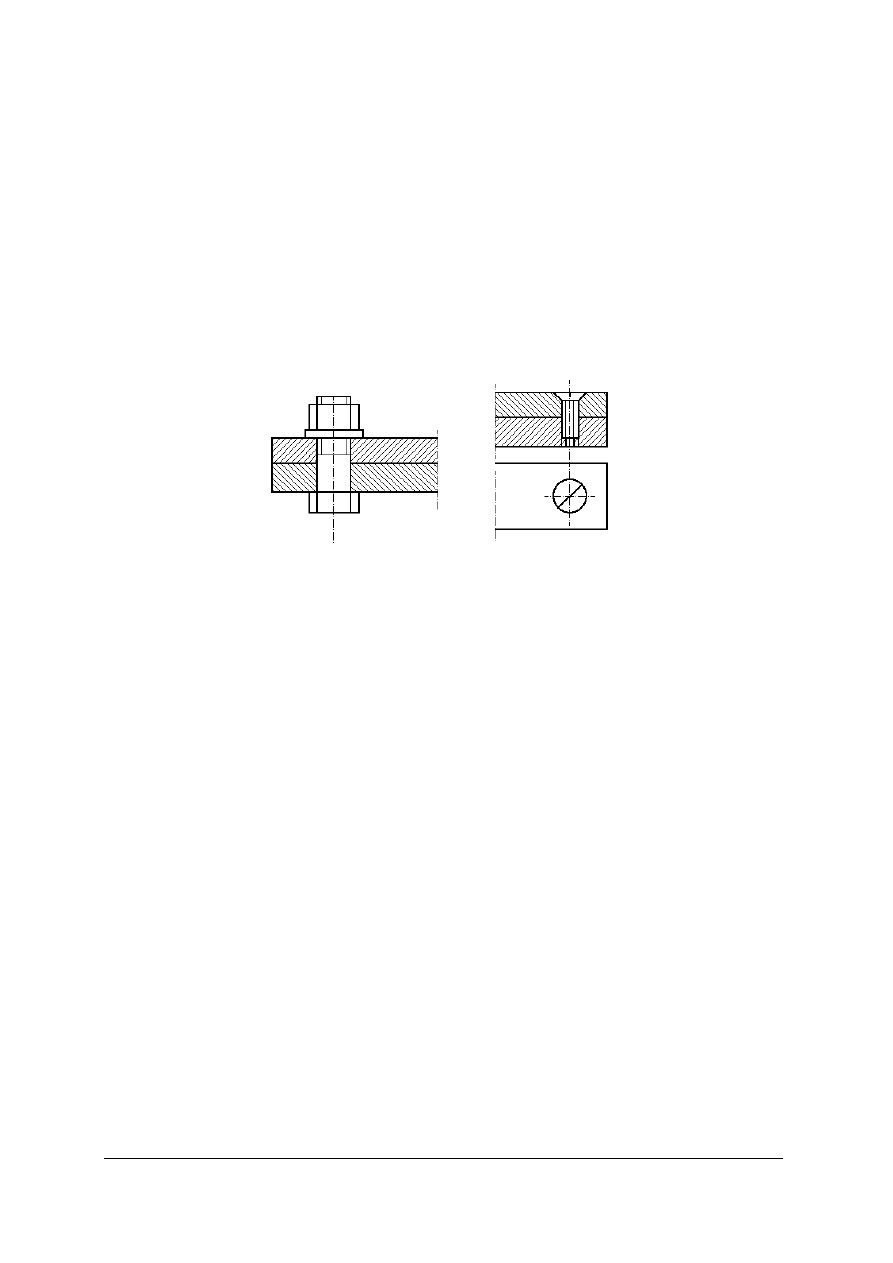
do montażu połączeń z wkrętem używa się wkrętaka). Przykłady połączeń gwintowych
przedstawiono na rysunku 13.
a)
b)
Rys. 13. Połączenia gwintowe: a) za pomocą śruby, b) za pomocą wkręta.
W połączeniu śrubowym występuje śruba, podkładka i nakrętka. Śruby i nakrętki mogą mieć
różne rodzaje łbów. Do najczęściej występujących należą łby sześciokątne. Wkręty również mogą
posiadać różne rodzaje łbów (walcowe, stożkowe, kuliste) oraz różne wcięcia pod wkrętak
(proste, krzyżowe, sześciokątne). Do każdego rodzaju wcięcia wkręta używa się innego rodzaju
wkrętaka. Do najbardziej popularnych należą wkrętaki płaskie i wkrętaki krzyżowe.
Do połączeń gwintowych możemy zaliczyć połączenia za pomocą wkrętów do blach
(blachowkrętów). Wykonanie połączenia za pomocą blachowkręta polega na przewierceniu
otworu przez obydwie łączone blachy (o średnicy równej rdzeniowi blachowkręta), następnie
rozłączeniu blach, powierceniu otworu w zewnętrznej blasze (o średnicy troszkę większej niż
zewnętrzna średnica blachowkręta).
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje połączeń?
2. Jaka jest różnica pomiędzy połączeniem rozłącznym i nierozłącznym?
3. Jakie połączenia możemy zaliczyć do nierozłącznych?
4. Jakie połączenia możemy zaliczyć do rozłącznych?
5. Jakie materiały i narzędzia są konieczne do wykonania połączenia lutowanego lutem
miękkim?
6. Jaka jest kolejność postępowania przy wykonaniu połączenia lutowanego?
7. Jaka jest kolejność postępowania przy wykonaniu połączenia klejonego?
8. Jaka jest kolejność wykonania połączenia dwóch części za pomocą połączenia gwintowego
ze śrubą i nakrętką?
9. Jaka jest kolejność wykonania połączenia dwóch części za pomocą połączenia gwintowego
wkrętem?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie kątowników tak, aby powstała ramka, jak na rysunku. Zastosuj
kątowniki wykonane w ćwiczeniach z części 4.2.3 tego poradnika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opracować plan wykonania zadania,
2) przedstawić go nauczycielowi,
3) skompletować 4 zestawy (kątownik z blachy i kształtownik),
4) wywiercić otwory Φ3,3 mm jednocześnie przez złączone komplety,
5) rozłączyć zestawy,
6) powiercić w kątownikach otwory na średnicę Φ4,5,
7) wykonać gwinty M4 w kształtownikach,
8) skręcić 4 komplety kątowników,
9) połączyć zestawy w ramkę (kolejność wykonania połączenia za pomocą wkręta zachować
taką, jak wcześniej).
Wyposażenie stanowiska pracy:
−
wiertarka stołowa,
−
detale wykonane w ćwiczeniach z części 4.2.3,
−
wiertła Φ3,3, Φ4,5,
−
komplet gwintowników M4,
−
wkrętak,
−
wkręty M4 z łbem walcowym, szt. 8.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ćwiczenie 2
Wykonaj połączenie ramki wykonanej w poprzednim ćwiczeniu i pokrywy wykonanej
w ćwiczeniach z części 4.2.3 tego poradnika. Zastosuj śruby, nakrętki i podkładki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opracować plan pracy (wykaz kolejnych czynności),
2) przedstawić nauczycielowi opracowany plan,
3) wykonać szkic obrazujący miejsca i liczbę połączeń,
4) wykonać połączenie.
Wyposażenie stanowiska pracy:
−
wiertarka ręczna elektryczna,
−
detale wykonane w ćwiczeniach z części 4.2.3 i ramka wykonana w ćwiczeniu poprzednim,
−
wiertło Φ4,5,
−
16 kompletów śrub M4 x 20, nakrętek M4 i podkładek Φ4,5,
−
klucze.
Ćwiczenie 3
Wykonaj połączenia zgodnie z zamieszczonym rysunkiem. Najpierw połącz płytki stalowe.
Następnie połącz płytki z tworzywa sztucznego (za pomocą kleju i nitów).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się ze sposobami wykonywania połączeń nitowych, lutowanych i klejonych
(skorzystać z poradników),
2) zapoznać się z narzędziami i materiałami stosowanymi do nitowania, lutowania i klejenia
(skorzystać z poradników),
3) opracować plan (wykaz kolejnych czynności) wykonania klejenia, lutowania, nitowania,
4) dobrać narzędzia i materiały do lutowania, klejenia i nitowania,
5) przedstawić nauczycielowi opracowane plany i zestawienia,
6) wykonać połączenia,
7) dokonać oceny jakości wykonanych połączeń,
8) wykonać połączenia klejone i nitowe płytek wykonanych z tworzywa sztucznego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Plany pracy
Połączenie nitowe
Połączenie lutowane
Połączenie klejone
Narzędzia
Połączenie nitowe
Połączenie lutowane
Połączenie klejone
Materiały
Połączenie nitowe
Połączenie lutowane
Połączenie klejone
Uwagi o błędach, usterkach
Połączenie nitowe
Połączenie lutowane
Połączenie klejone
Łączenie płytek z tworzywa sztucznego
Materiały
Połączenie nitowe
Połączenie klejone
Uwagi o błędach, usterkach
Połączenie nitowe
Połączenie klejone
Wyposażenie stanowiska pracy:
−
płytki z blachy stalowej,
−
płytki z tworzywa sztucznego,
−
zestaw narzędzi do nitowania, lutowania, klejenia,
−
materiały do nitowania, klejenia, lutowania,
−
rękawice ochronne, okulary ochronne.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić rodzaje połączeń?
2) podać przykłady połączeń nierozłącznych i rozłącznych?
3) dobrać narzędzia i materiały do lutowania miękkiego?
4) rozróżnić na rysunku połączenie spawane, klejone i lutowane?
5) przedstawić kolejne czynności wykonania połączenia lutowanego?
6) wykonać połączenie za pomocą śruby i nakrętki?
7) wykonać połączenie za pomocą wkręta?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.4. Mechaniczna obróbka skrawaniem
4.4.1. Materiał nauczania
Mechaniczna obróbka skrawaniem jest jedną z technik wytwarzania, polegającą na
nadawaniu przedmiotom pożądanego kształtu, wymiarów i dokładności przez usuwanie warstwy
materiału. Warstwa usuwana jest przez ostrze skrawające, a napęd nadaje mu obrabiarka
(tokarka, frezarka, szlifierka).
Toczenie
Toczeniem nazywamy rodzaj obróbki skrawaniem wykonywanej nożem tokarskim na
tokarce. Przy toczeniu ruch obrotowy wykonuje przedmiot obrabiany, a ruch posuwowy
wykonuje nóż tokarski. Toczy się głównie przedmioty walcowe.
Na tokarkach można wykonywać różne rodzaje robót, mogą to być:
–
toczenie powierzchni zewnętrznych,
–
toczenie powierzchni czołowych (planowanie),
–
toczenie powierzchni wewnętrznych (wytaczanie),
–
przecinanie,
–
wiercenie,
–
pogłębianie,
–
rozwiercanie i inne.
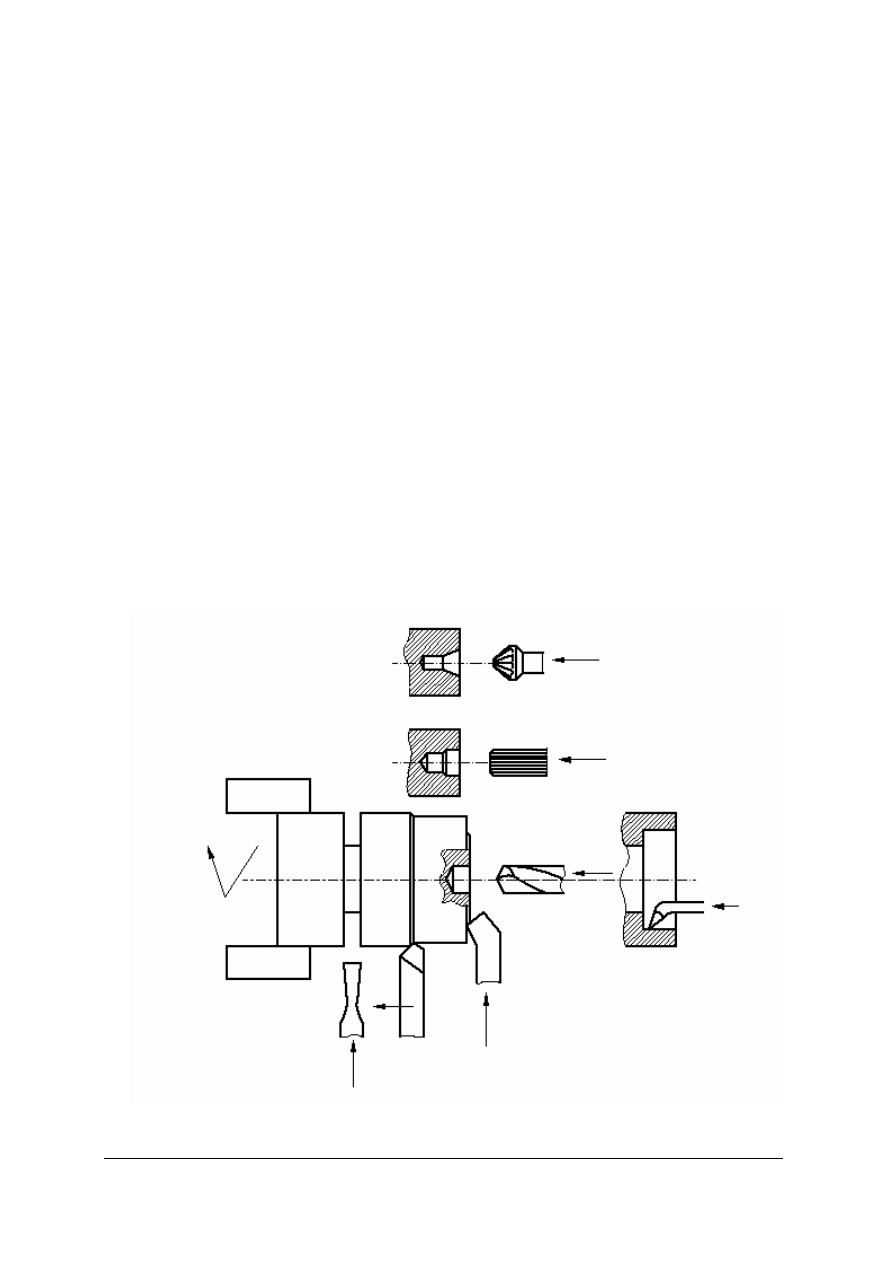
Przykłady robot tokarskich przedstawione są na rysunku 14.
Rys. 14. Rodzaje robót tokarskich: a) przecinanie (toczenie rowków), b) toczenie powierzchni zewnętrznych,
c) toczenie powierzchni czołowych, d) wytaczanie, e) wiercenie, f) rozwiercanie, g) pogłębianie.
a)
b)
c)
d)
e)
f)
g)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Mocowanie przedmiotów obrabianych na tokarkach uzależnione jest przede wszystkim od
kształtu
przedmiotu.
Przedmioty
krótkie
mocuje
się
w uchwycie
trójszczękowym
samocentrującym, przedmioty dłuższe dodatkowo podpiera się kłem obrotowym, przedmioty
długie mocuje się w kłach, a najdłuższe w kłach i podpiera podtrzymką.
Narzędzia do toczenia nazywają się nożami tokarskimi. Występują różne rodzaje noży
tokarskich. Są noże to toczenia zgrubnego powierzchni zewnętrznych, do toczenia
wykańczającego, do wytaczania, do toczenia powierzchni czołowych.
Podczas toczenia bardzo ważne jest dobranie odpowiednich parametrów obróbki. Przy
toczeniu podstawowymi parametrami są:
– prędkość obrotowa wrzeciona (to znaczy liczba obrotów, jaką wykonuje przedmiot w ciągu
jednej minuty),
– głębokość toczenia (jest to grubość warstwy jaką skrawa nóż tokarski),
– posuw (jest to liczba milimetrów, o jaką przesuwa się nóż podczas jednego obrotu
przedmiotu obrabianego).
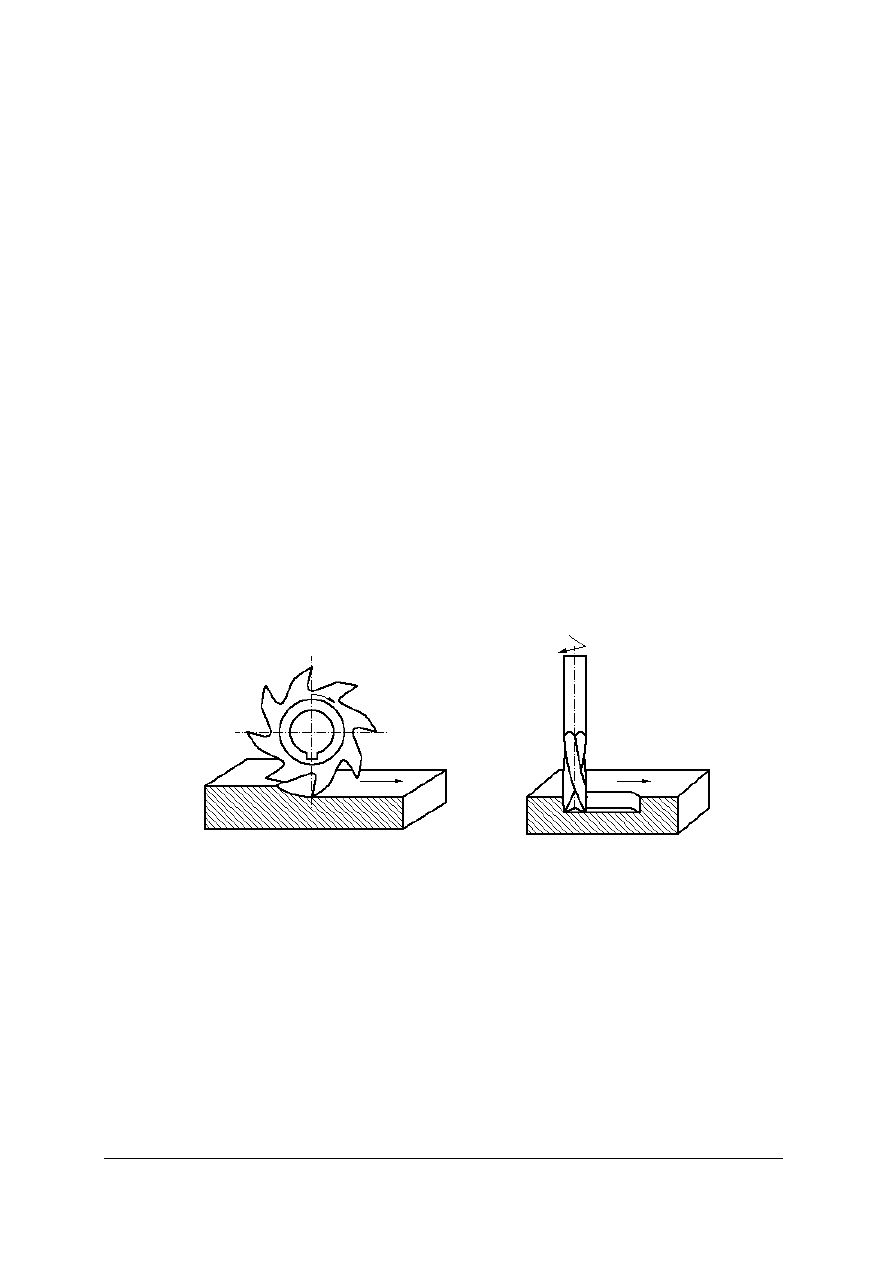
Frezowanie
Frezowaniem nazywamy proces obróbki powierzchni płaskich i kształtowych za pomocą
wieloostrzowych narzędzi (frezów) wykonywany na frezarkach. Frezowanie umożliwia obróbkę:
płaszczyzn, rowków, gwintów, powierzchni kształtowych (np.: wpusty i wielowypusty) i uzębień.
Frezy są to narzędzia obrotowe, wieloostrzowe. Ruch główny (obrotowy) wykonywany jest
przez narzędzie, podstawowe ruchy posuwowe frezowania są prostoliniowe i wykonuje je
przedmiot obrabiany. Zastosowanie narzędzi wieloostrzowych i dużych prędkości skrawania
umożliwia obróbkę z dużą wydajnością.
Rys 15. Frezowanie: a) płaszczyzny, b) rowka.
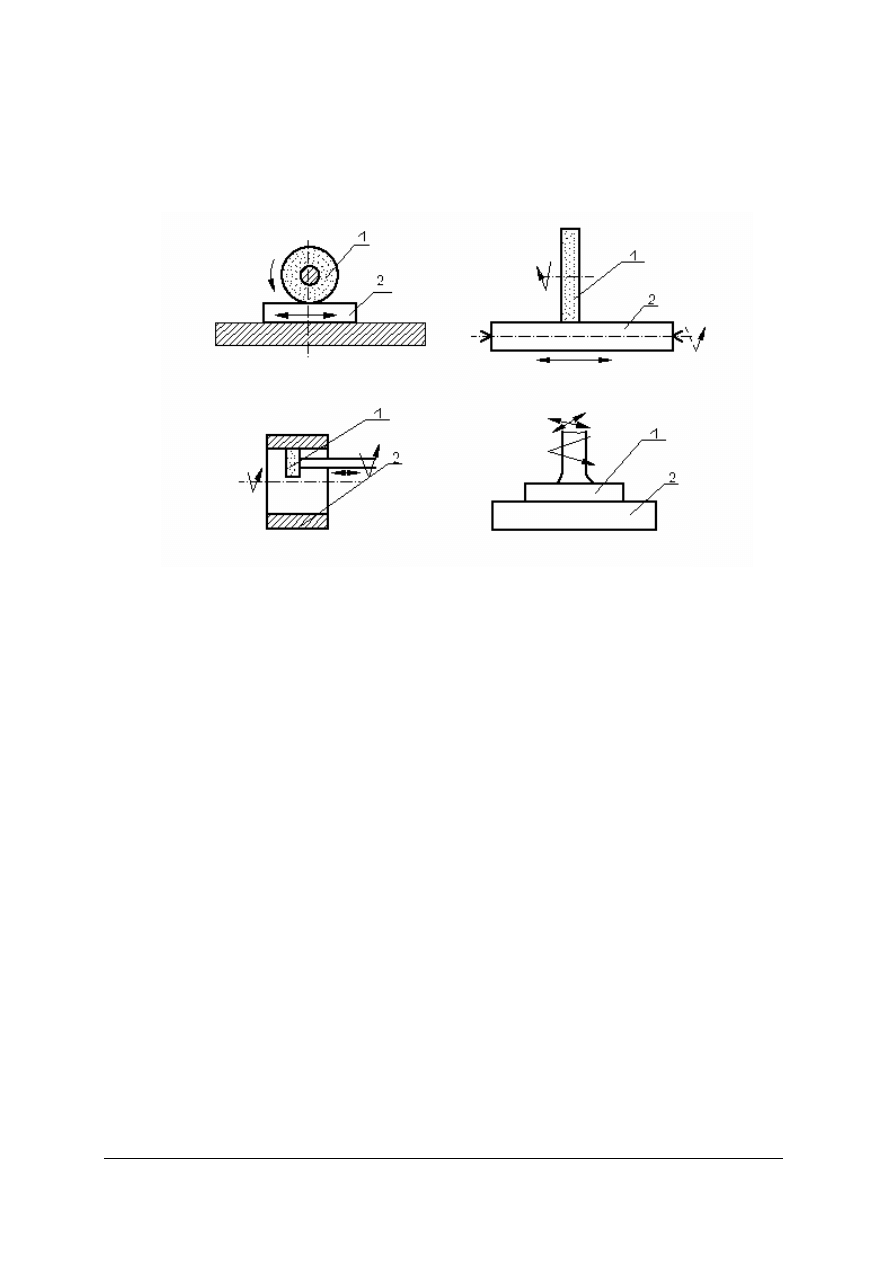
Obróbka ścierna
Szlifowanie przeprowadza się na szlifierkach. Polega na usuwaniu naddatku obróbkowego za
pomocą narzędzi nazywanych ściernicami. Szlifować można materiały o dużej twardości.
W czasie szlifowania ruch główny wykonuje ściernica, obracająca się wokół własnej osi. Ruch
posuwowy - w zależności od odmiany szlifowania - może wykonywać przedmiot obrabiany lub
ściernica. Szlifowanie stosowane jest głównie do obróbki wykańczającej przedmiotów. Szlifuje się
przede wszystkim wałki, otwory i płaszczyzny.
Docieranie jest to obróbka powierzchni za pomocą narzędzi zwanych docierakami i zawiesiny
materiałów ściernych (pasty). Materiał ścierny umieszczony między narzędziem i powierzchnią
obrabianą wygładza ją dzięki naciskom i ruchom narzędzia (mechanicznym lub ręcznym) lub
przedmiotu obrabianego. Docieranie przeprowadza się dla uzyskania bardzo dużej dokładności.
b)
a)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Polerowanie jest to obróbka ścierna poprawiająca gładkość powierzchni, również nadająca
połysk. Polerowanie jest przeprowadzane za pomocą past lub emulsji ściernych zawierających
miękkie materiały ścierne (np. tlenki metali), naniesionych na specjalne narzędzia polerskie
(np. tarcze obłożone suknem, skórą, wojłokiem).
Rys. 16. Wybrane rodzaje obróbki ściernej: a) szlifowanie płaszczyzny, b) szlifowanie wałka, c) szlifowanie
otworu, d) docieranie płaszczyzny docierakiem, gdzie: 1 – ściernica, docierak, 2 – przedmiot obrabiany.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki rodzaj obróbki nazywamy toczeniem?
2. Jakie rodzaje robót można wykonywać na tokarkach?
3. Jakie są sposoby mocowania na tokarkach przedmiotów obrabianych?
4. Jakie parametry obróbki dobiera się przy toczeniu?
5. Jaki rodzaj obróbki nazywamy frezowaniem?
6. Jak nazywają się narzędzia do frezowania?
7. Jakie rodzaje robót można wykonywać na frezarkach?
8. Jakie mogą być rodzaje obróbki ściernej?
9. Jaki rodzaj obróbki nazywamy szlifowaniem?
10. Jak nazywają się narzędzia do szlifowania?
11. Jakie rodzaje robót można wykonywać na szlifierkach?
12. Jaki rodzaj obróbki nazywamy docieraniem?
13. Jak nazywają się narzędzia do docierania?
14. Jaki rodzaj obróbki nazywamy polerowaniem?
b)
a)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4.3. Ćwiczenia
Ćwiczenie 1
Posługując się dokumentacją techniczną oraz instrukcją obsługi tokarki wpisz jej dane
techniczne, opracuj skróconą instrukcję obsługi oraz opisz roboty, jakie można na niej
wykonywać.
Nazwa i typ tokarki
Dane techniczne
Wyposażenie podstawowe
Rodzaje robót
podstawowych, które
można wykonać na tokarce
Instrukcja obsługi
Czynności, jakie należy
wykonać przed
przystąpieniem do pracy
Zasady i metody
bezpiecznego
wykonywania pracy
Czynności jakie należy
wykonać po zakończeniu
pracy
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w dokumentacji technicznej tokarki jej nazwę, typ oraz parametry i wpisać je do
tabeli,
2) odszukać w dokumentacji technicznej tokarki wyposażenie podstawowe i wpisać je do tabeli,
3) odszukać w dokumentacji technicznej tokarki rodzaje robót podstawowych i dodatkowych
oraz wpisać je do tabeli,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4) wpisać do tabeli skróconą instrukcję obsługi,
5) porównać swoją tabelę z tabelami kolegów.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna tokarki,
−
instrukcja obsługi tokarki.
Ćwiczenie 2
Odszukaj w katalogu narzędzia do mechanicznej obróbki skrawaniem.
Nazwa narzędzia
Typ i wielkości charakterystyczne, szkic
Noże tokarskie
Frezy
Pogłębiacze
Rozwiertaki
Ściernice
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w katalogu podane narzędzia,
2) wpisać po kilka przykładów narzędzi,
3) wykonać szkice wybranych narzędzi,
4) porównać swoją tabelę z tabelami kolegów.
Środki dydaktyczne:
−
katalogi narzędzi.
Ćwiczenie 3
Przygotuj tokarkę do toczenia zewnętrznego (zgrubnego i dokładnego) wałka o średnicy
10 mm i długości 30 mm. Przedmiot obrabiany będzie mocowany w uchwycie trójszczękowym,
bez podparcia.
Dobór warunków skrawania
Nazwa, typ, szkic, wielkości
Noże tokarskie
Parametry obróbki do toczenia
zgrubnego stali zwykłej jakości
(obroty, posuw)
Parametry do obróbki dokładnej stali
zwykłej jakości (obroty, posuw)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w katalogu noże tokarskie i wpisać je do tabeli (nóż do obróbki zgrubnej,
dokładnej i do toczenia poprzecznego – planowania),
2) zapoznać się ze sposobem dobierania parametrów toczenia,
3) dobrać parametry obróbki (z poradnika tokarza),
4) porównać swoją tabelę z tabelami kolegów,
5) zamocować przedmiot obrabiany i ustawić parametry obróbki,
6) zgłosić nauczycielowi przygotowanie tokarki do pracy.
Wyposażenie stanowiska pracy:
–
tokarka,
–
wałek stalowy o średnicy ok. 10 mm i długości ok. 30 mm,
–
katalog noży tokarskich,
–
dokumentacja techniczna tokarki,
–
poradnik tokarza.
Ćwiczenie 4
Przygotuj frezarkę i szlifierkę do płaszczyzn. Przedmiot obrabiany przedstawiony jest na
poniższym rysunku.
Dobór warunków
skrawania
Nazwa, typ, szkic, wielkości
Frezy, ściernice
Parametry obróbki
(frezowanie)
Parametry obróbki
(szlifowanie)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Instrukcja obsługi frezarki
Czynności, jakie należy
wykonać przed
przystąpieniem do pracy
Zasady i metody
bezpiecznego
wykonywania pracy
Czynności, jakie należy
wykonać po zakończeniu
pracy
Instrukcja obsługi szlifierki do płaszczyzn
Czynności, jakie należy
wykonać przed
przystąpieniem do pracy
Zasady i metody
bezpiecznego
wykonywania pracy
Czynności, jakie należy
wykonać po zakończeniu
pracy
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w katalogach narzędzia i wpisać je do tabeli (frez palcowy, wiertło, ściernicę),
2) zapoznać się ze sposobem dobierania parametrów frezowania i szlifowania,
3) dobrać parametry obróbki (z poradników lub dokumentacji technicznych),
4) porównać swoją tabelę z tabelami kolegów,
5) przygotować frezarkę do pracy,
6) zgłosić nauczycielowi przygotowanie frezarki do pracy,
7) przygotować szlifierkę do pracy,
8) zgłosić nauczycielowi przygotowanie szlifierki do pracy.
Wyposażenie stanowiska pracy:
–
frezarka, szlifierka,
–
katalogi frezów i ściernic,
–
dokumentacje techniczne frezarki i szlifierki,
–
instrukcje obsługi frezarki i szlifierki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
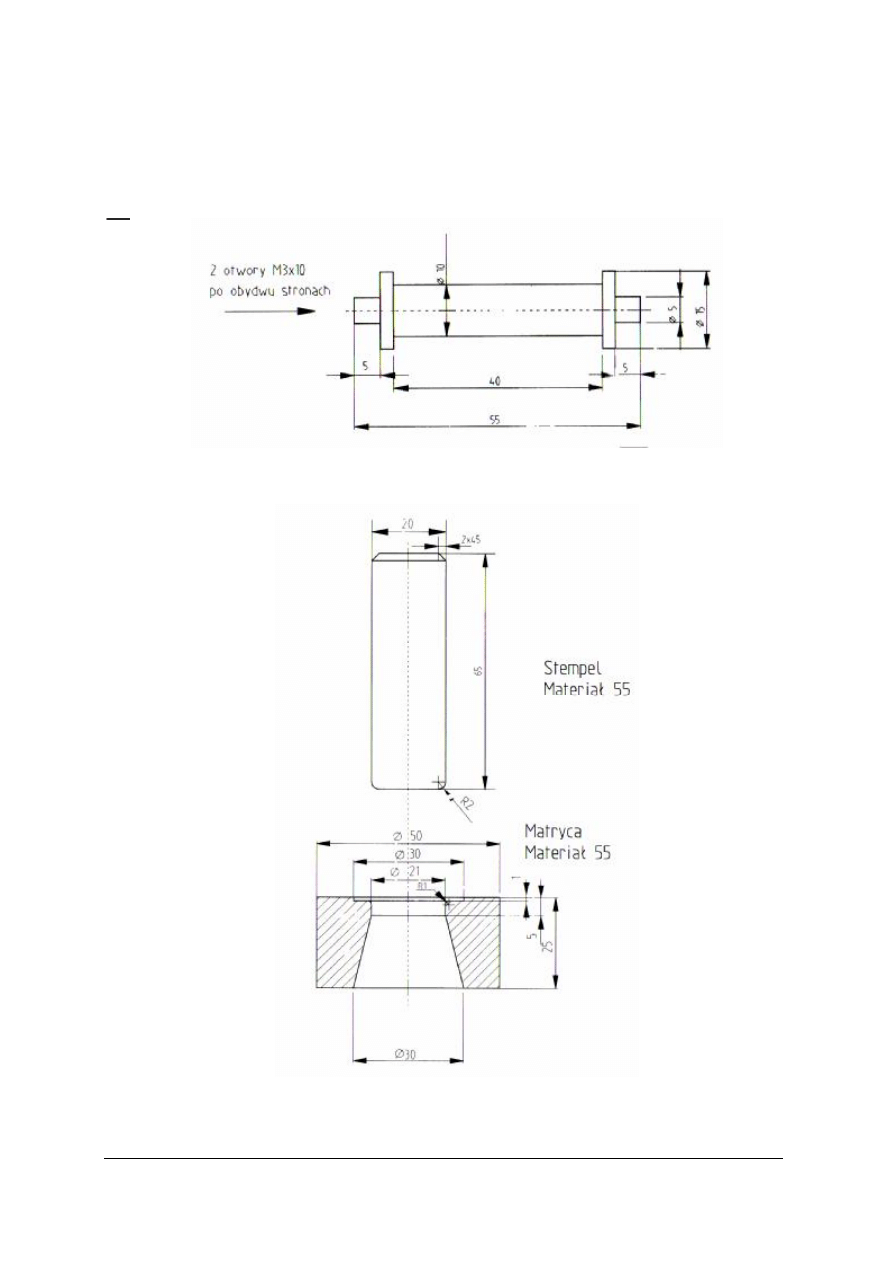
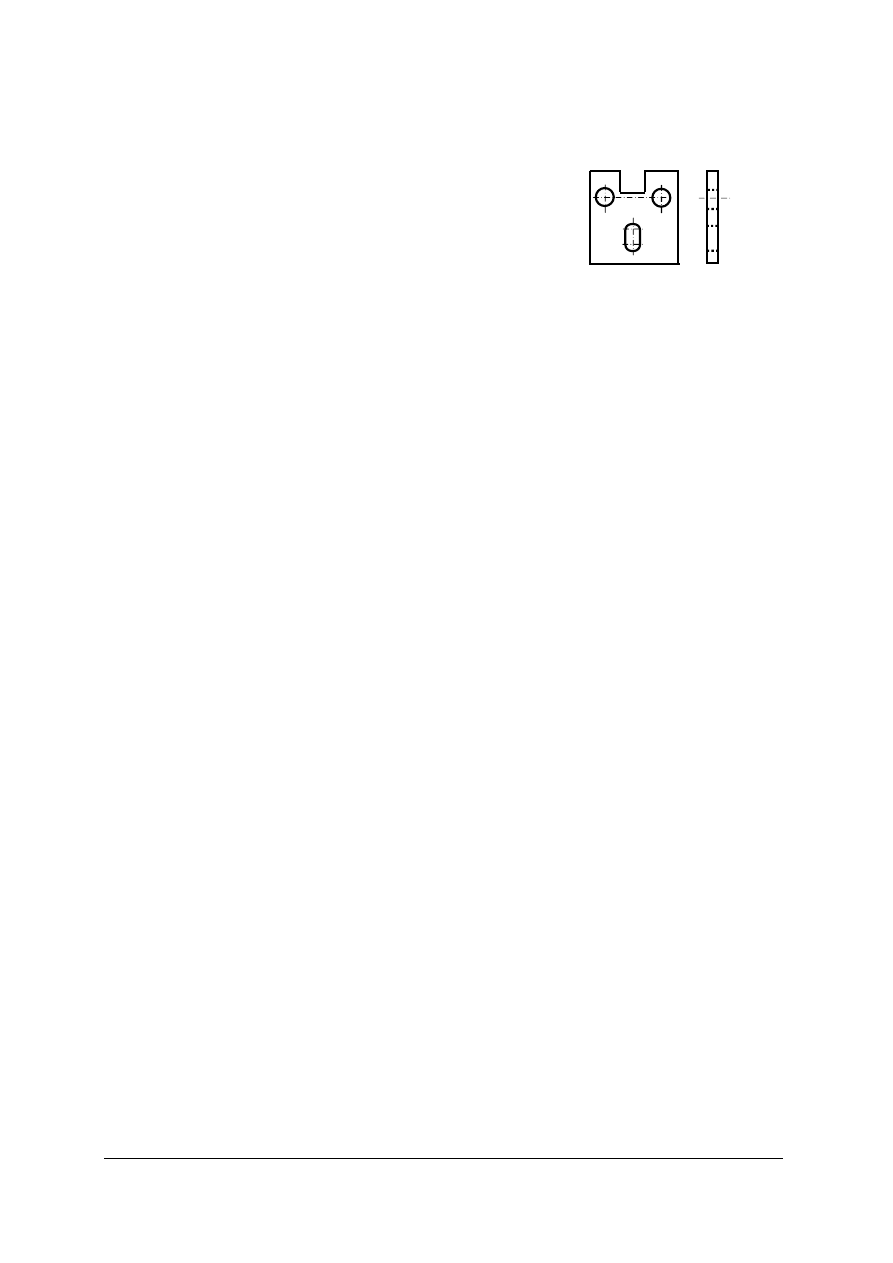
Ćwiczenie 5
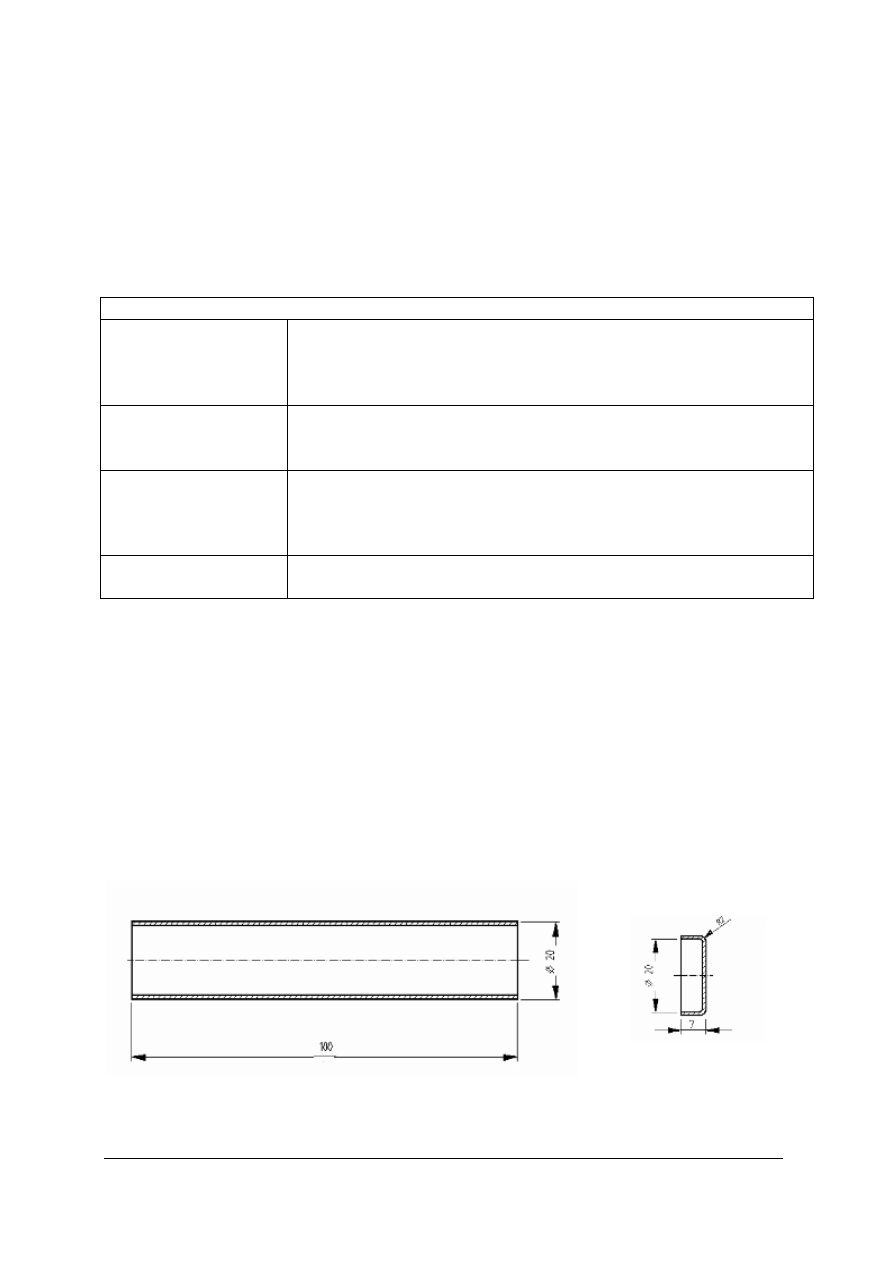
Wykonaj 4 wałki ze stali zwykłej jakości zgodnie z poniższym rysunkiem (rys. 1 do ćwiczenia 5.)
Następnie wykonaj stempel i matrycę zgodnie z rysunkiem 2 do ćwiczenia 5 (będą ci potrzebne
do ćwiczenia w następnym temacie).
Rys. 1 do ćwiczenia 5
Rys. 2 do ćwiczenia 5
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opracować plan obróbki,
2) przygotować tokarkę do pracy,
3) zgłosić nauczycielowi gotowość wykonania ćwiczenia,
4) wytoczyć 4 wałki zgodnie z rysunkiem,
5) wykonać 4 szkice wykonanych wałków i nanieść na nie wszystkie wymiary zmierzone
suwmiarką,
6) wykonać stempel i matrycę.
Plan obróbki wałków
Parametry
obróbki
Kolejne zabiegi
procesu
wykonania
wałków
Wyposażenie stanowiska pracy:
–
tokarka,
–
wałek stalowy o średnicy ok. 20 mm i długości ok. 60 mm,
–
noże tokarskie, wiertło, gwintownik,
–
dokumentacja techniczna tokarki,
–
poradnik tokarza.
Ćwiczenie 6
Wykonaj 2 płytki stalowe zgodnie z rysunkiem zamieszczonym w ćwiczeniu 4.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opracować plan obróbki na frezarce,
2) opracować plan obróbki na szlifierce,
3) przygotować frezarkę do pracy,
4) zgłosić nauczycielowi gotowość wykonania ćwiczenia,
5) wykonać obróbkę frezarską,
6) przygotować szlifierkę do pracy,
7) zgłosić nauczycielowi gotowość wykonania ćwiczenia,
8) wykonać obróbkę szlifierską,
9) wykonać docieranie (do docierania należy przygotować docierak),
10) wykonać 2 szkice płytek i nanieść na nie wszystkie rzeczywiste wymiary,
11) przestawić płytki i szkice nauczycielowi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Plan obróbki na frezarce
Kolejne zabiegi
procesu
wykonania
płytek
Plan obróbki na szlifierce
Kolejne zabiegi
procesu
szlifowania
płytek
Docieranie
Szkic
docieraka
Materiały do
docierania
Szkice płytek
Wyposażenie stanowiska pracy:
–
frezarka, szlifierka,
–
2 blachy stalowe o wymiarach 60x60x6,
–
narzędzia do obróbki,
–
docierak i pasta do docierania.
–
dokumentacja techniczna frezarki i szlifierki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować tokarkę do pracy?
2) przygotować frezarkę do pracy?
3) przygotować szlifierkę do pracy?
4) dobrać parametry toczenia?
5) dobrać narzędzia do operacji obróbki skrawaniem?
6) wykonać detal na tokarce?
7) wykonać detal na frezarce?
8) wykonać operacje obróbki wykańczającej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5. Obróbka plastyczna, cieplna i cieplno-chemiczna
4.5.1. Materiał nauczania
Obróbka plastyczna
Obróbka plastyczna jest to taka obróbka, przy której kształtowanie (np. gięcie blachy) lub
podzielenie materiału (np. cięcie blachy), zmianę właściwości fizykochemicznych (np. kucie na
gorąco), struktury (np. walcowanie blachy) i gładkości powierzchni (np. przeciąganie rur) osiąga
się przez odkształcenie plastyczne.
Rozróżnia się obróbkę plastyczną na zimno (odkształcenie plastyczne osiągane jest
w temperaturze niższej od temperatury rekrystalizacji) oraz obróbkę plastyczną na gorąco
(odkształcenie plastyczne osiągane jest w temperaturze wyższej od temperatury rekrystalizacji).
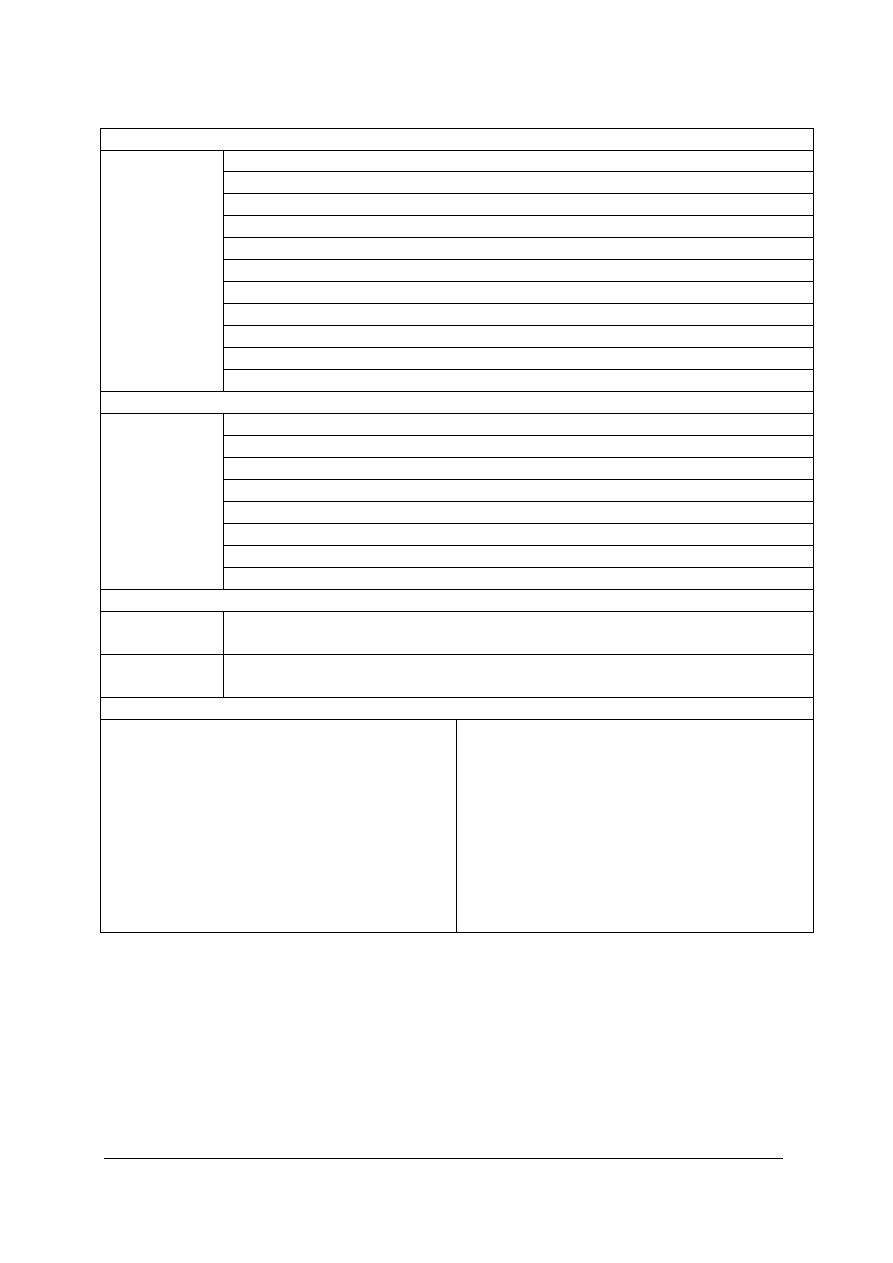
Podstawowe rodzaje obróbki plastycznej, to: kucie, walcowanie, tłoczenie, ciągnienie.
Kucie, jest to obróbka plastyczna metali na gorąco lub na zimno, wykonywana ręcznie lub
mechanicznie (na młotach, prasach i kuźniarkach), podczas której nadaje się przedmiotom kształt
przez uderzenie lub nacisk.
Walcowanie jest to obróbka wykonywana na zimno lub na gorąco, w której materiał
odkształca się plastycznie przechodząc pomiędzy walcami. Metodą tą otrzymuje się kształtowniki,
pręty, blachy, rury.
Ciągnienie jest to obróbka wykonywana na zimno lub na gorąco, w której zmienia się kształt
i pole przekroju drutu, pręta, rury.
Rys. 17. Przykłady obróbki plastycznej: a) walcowanie, b) ciągnienie, c) kucie.
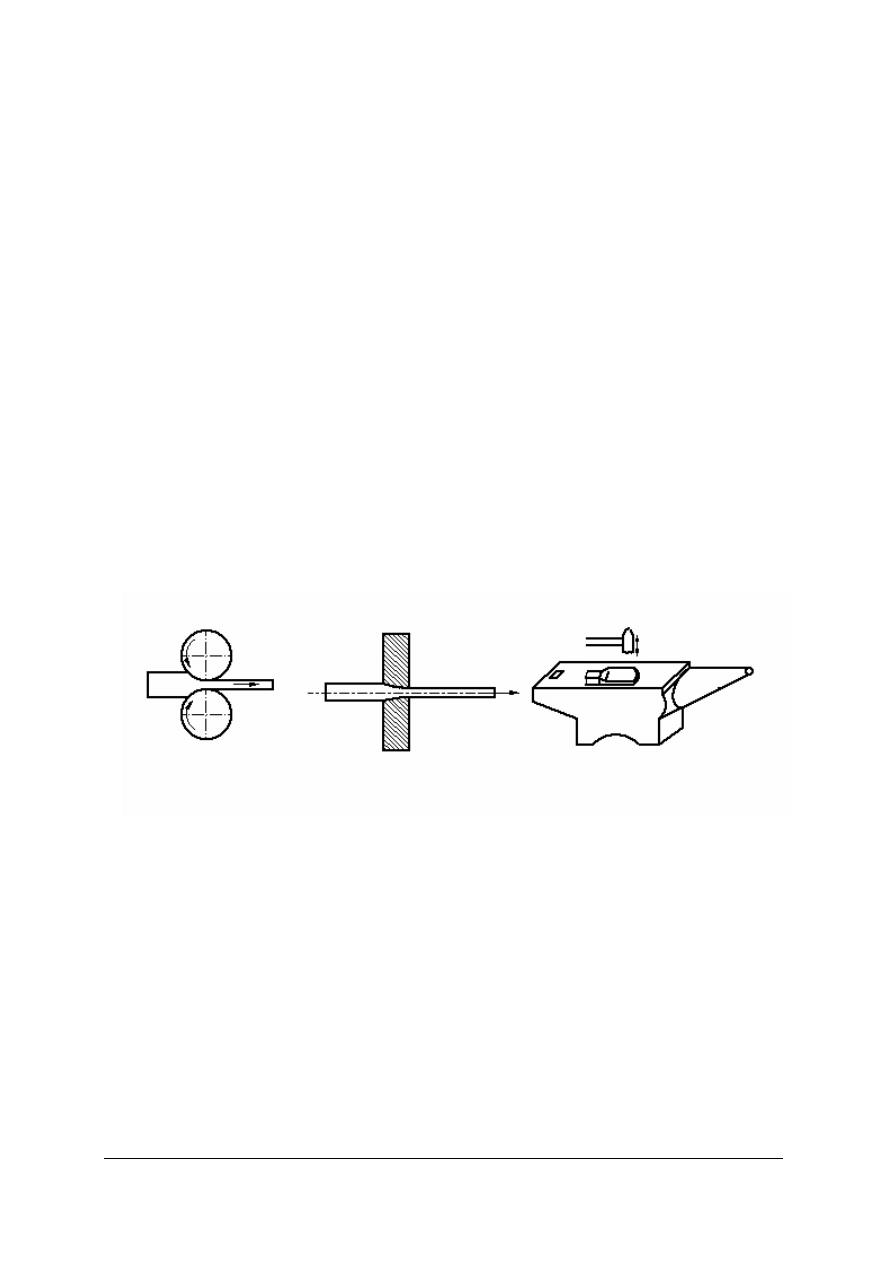
Tłoczenie, jest to obróbka plastyczna na zimno lub na gorąco, obejmująca procesy cięcia
i kształtowania blach i taśm metalowych. Wymagany kształt w procesie tłoczenia uzyskuje się
przez cięcie, tj. oddzielenie zbędnych części od reszty materiału wyjściowego (do cięcia zalicza
się odcinanie, wycinanie, dziurkowanie, przecinanie, okrawanie, nacinanie i rozcinanie) lub
plastyczne kształtowanie materiału wyjściowego bez naruszenia jego spójności (np. przez:
wyginanie, zawijanie, skręcanie, profilowanie, wygniatanie, przetłaczanie, obciąganie, wywijanie,
obciskanie). Tłoczenie przeprowadza się najczęściej na prasach. Przykłady tłoczenia podano na
rysunkach 18 i 19.
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 18. Tłoczenie – cięcie: a) odcinanie, b) wycinanie, c) dziurkowanie.
Rys. 19. Tłoczenie – kształtowanie plastyczne: a) wyginanie, b) zaginanie, c) zawijanie, d) wytłaczanie,
e) przetłaczanie.
Obróbka cieplna i cieplno-chemiczna
Obróbka cieplna jest to zespół odpowiednio dobranych zabiegów cieplnych (nagrzewania,
wygrzewanie i chłodzenia) prowadzonych po to, aby zmienić właściwości stali.
Do podstawowych rodzajów obróbki cieplnej zaliczamy:
–
obróbkę cieplną zwykłą,
–
obróbkę cieplno-chemiczną.
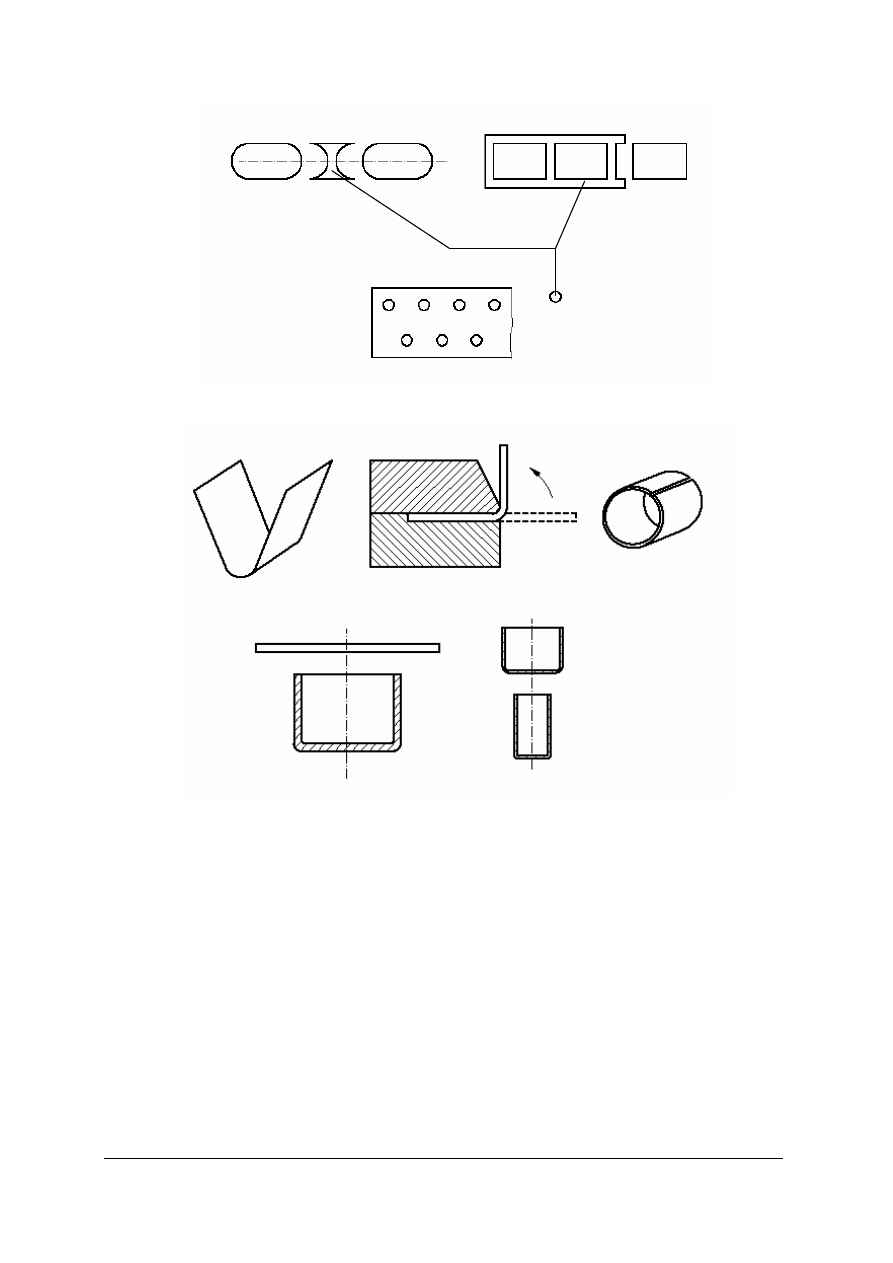
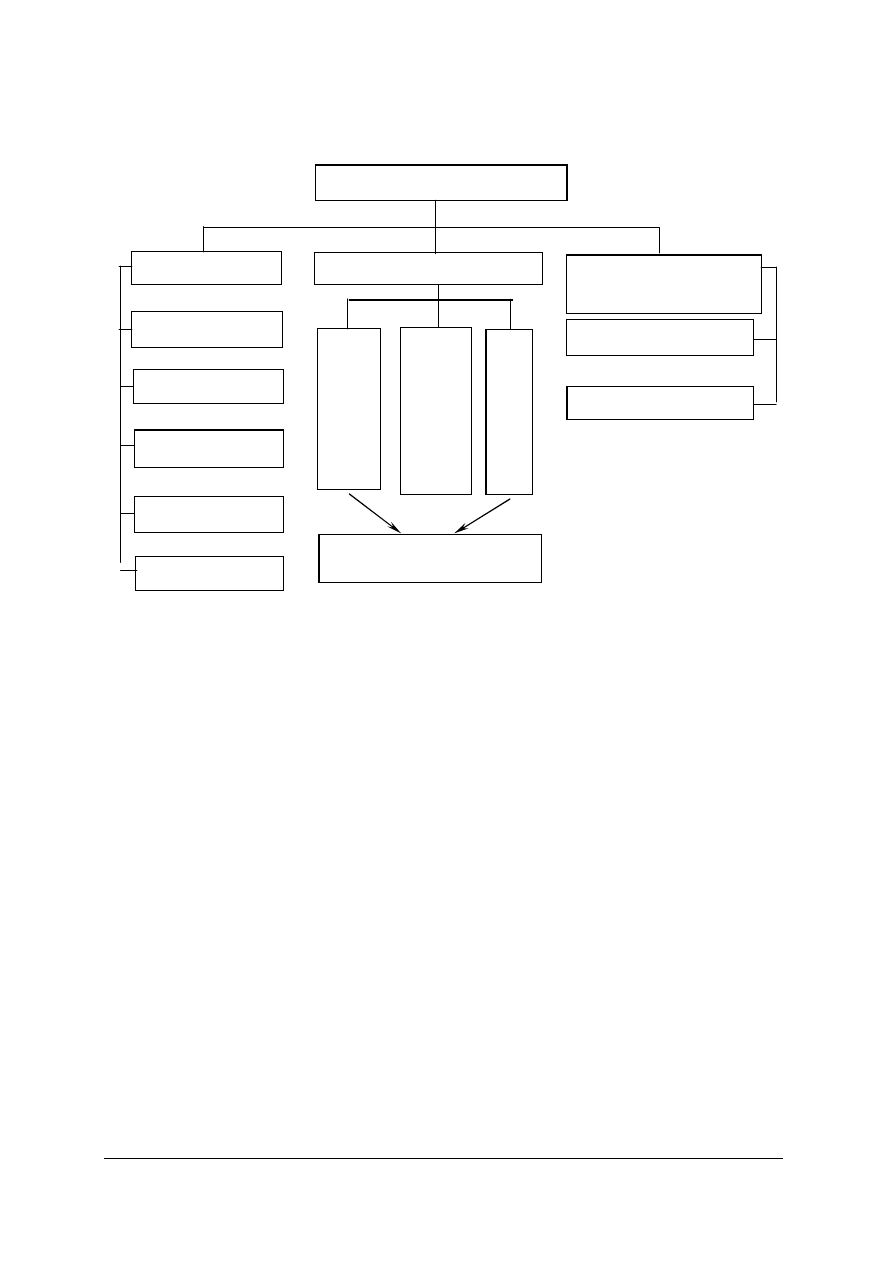
Klasyfikację wybranych rodzajów obróbki cieplnej przedstawia rysunek 20.
a)
b)
c)
odpady
a)
b)
c)
d)
e)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Hartowanie i odpuszczanie
Rys. 20. Klasyfikacja wybranych rodzajów obróbki cieplnej
Wyżarzanie rekrystalizujące przeprowadza się po obróbce plastycznej na zimno. Polega na
nagrzaniu materiału do temperatury wyższej od temperatury początku rekrystalizacji (to jest
wyższej niż 550 do 650 °C) wygrzaniu w tej temperaturze i chłodzeniu. Celem wyżarzania
rekrystalizującego jest usunięcie skutków zgniotu i przywrócenie pierwotnych właściwości
materiału.
Wyżarzanie odprężające polega na nagrzaniu materiału do temperatury najczęściej ok. 600 do
650 °C, wygrzaniu w tej temperaturze i powolnym studzeniu. Celem wyżarzania odprężającego
jest zmniejszenie naprężeń własnych takich wyrobów jak elementy spawane, czy utwardzonych
przez odkształcenia plastyczne.
Wyżarzanie ujednorodniające polega na nagrzaniu materiału do temperatury ok. 1000 do
1250 °C, długotrwałym wygrzaniu w tej temperaturze oraz powolnym chłodzeniu. Celem zabiegu
jest zmniejszenie niejednorodności składu chemicznego i struktury.
Wyżarzanie normalizujące polega na nagrzaniu do temperatury 750 do 1000 °C (w zależności
od rodzaju stali) i następnie studzeniu w powietrzu. Celem operacji jest uzyskanie jednorodnej
struktury drobnoziarnistej.
Wyżarzanie zmiękczające polega na powolnym nagrzaniu stali do temperatury około
750 °C, wygrzaniu w tej temperaturze i następnie powolnym chłodzeniu. Celem tego wyżarzania
jest polepszenie plastyczności.
Hartowanie polega na nagrzaniu stali do temperatury 700 do 1200 °C (w zależności od
rodzaju stali), krótkim wygrzaniu w tej temperaturze i szybkim oziębieniu. Celem hartowania jest
podwyższenie twardości i wytrzymałości stali. Podczas hartowania stale stają się jednak bardziej
Obróbka cieplna
Wyżarzanie
Obróbka cieplno-
chemiczna
Rekrystalizujące
Odprężające
Ujednoradniające
Normalizujące
Zmiękczające
H
ar
to
w
an
ie
z
w
yk
łe
H
ar
to
w
an
ie
po
w
ie
rzc
hn
io
we
Ulepszanie cieplne
O
dpu
szcza
n
ie
Nawęglanie
Azotowanie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
kruche. Przy hartowaniu zwykłym materiał staje się twardszy w całej swojej objętości. Natomiast
przy hartowaniu powierzchniowym twarda staje się tylko powierzchnia (uzyskujemy twardą
powierzchnię przy zachowaniu plastyczności rdzenia).
Odpuszczanie polega na nagrzaniu stali zahartowanej do odpowiedniej temperatury,
wygrzaniu w tej temperaturze i chłodzeniu do temperatury pokojowej. W zależności od
temperatury, w której prowadzony jest proces, rozróżnia się odpuszczanie: niskie 100 do 250 °C,
średnie 250 do 500 °C, wysokie 500 °C do 700 °C.
Ulepszenie cieplne jest zabiegiem składającym się z hartowania i odpuszczania. Celem jest
uzyskanie dobrych właściwości mechanicznych, przy zachowaniu możliwości obróbki
skrawaniem.
Hartowanie powierzchniowe polega na szybkim nagrzaniu warstwy wierzchniej stali
(w płomieniu, indukcyjnie lub w kąpieli) i następnie szybkim chłodzeniu. Podczas nagrzewania
rdzeń nie zdąży się nagrzać, więc się nie zahartuje. Uzyskamy przedmiot o twardej powierzchni
i plastycznym rdzeniu.
Nawęglanie jest obróbką cieplno-chemiczną. Polega na nagrzaniu stali do temperatury 900 do
950 °C w ośrodku wydzielającym tlenek węgla (w otoczeniu mieszaniny zawierającej węgiel
drzewny lub w otoczeniu tlenku węgla), następnie długotrwałym przetrzymywaniu w tej
temperaturze. W wyniku nawęglania do warstwy wierzchniej stali (stali miękkiej, plastycznej)
przedostaje się węgiel, co daje możliwość późniejszego zahartowania. Hartuje się tylko warstwa
wierzchnia, a rdzeń pozostaje miękki i plastyczny.
Azotowanie polega na wprowadzeniu do warstwy wierzchniej stali azotu, który tworząc
odpowiednie związki przyczynia się do uzyskania bardzo twardej i odpornej na ścieranie warstwy
wierzchniej. Przedmiotów azotowanych nie trzeba hartować.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są podstawowe rodzaje obróbki plastycznej?
2. Jaki rodzaj obróbki plastycznej nazywamy kuciem?
3. Jaki rodzaj obróbki plastycznej nazywamy walcowaniem?
4. Jaki rodzaj obróbki plastycznej nazywamy ciągnieniem?
5. Jaki rodzaj obróbki plastycznej nazywamy tłoczeniem?
6. Jakie procesy obejmuje tłoczenie?
7. Jaki jest cel obróbki cieplnej?
8. Jakie są podstawowe rodzaje obróbki cieplnej?
9. Jakie są rodzaje wyżarzania?
10. Jakie są rodzaje hartowania?
11. Jakie są rodzaje obróbki cieplno - chemicznej?
12. Jaki jest cel odpuszczania?
4.5.3. Ćwiczenia
Ćwiczenie 1
Zahartuj stempel i matrycę wykonane w ćwiczeniu 5 z tematu 4.4.3. Zastosuj hartowanie
stopniowe.
(W przypadku braku pieca do hartowania zabieg można przeprowadzić w ognisku kowalskim lub
korzystając z palnika acetylenowo – tlenowego).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opracować plan obróbki,
2) przygotować stempel i matrycę,
3) przygotować piec i kąpiel chłodzącą (olej),
4) zgłosić nauczycielowi gotowość wykonania ćwiczenia,
5) zahartować stempel i matrycę.
Plan obróbki cieplnej
Opisz, na czym polega
i jak się przeprowadza
hartowanie stopniowe
(skorzystaj z literatury)
Wypisz kolejne zabiegi
procesu zahartowania
części
Wypisz podstawowe
zasady bezpieczeństwa
podczas wykonywania
ćwiczenia
Dobierz temperaturę
i czas nagrzewania
Wyposażenie stanowiska pracy:
–
piec do obróbki cieplnej, wanna na kąpiel chłodzącą z olejem,
–
detale wykonane w ćwiczeniu 5 tematu 4.4.3,
–
wałek stalowy o średnicy ok. 20 mm i długości ok. 60 mm,
–
poradnik ślusarza.
Ćwiczenie 2
Wykonaj detale przedstawione na poniższym rysunku.
Rurę wykonaj w procesie zawijania z blachy głębokotłocznej 0,5.
Miseczki (2 sztuki) wykonaj w procesie wytłaczania. Wykorzystaj stempel i matrycę zahartowane
w ćwiczeniu 1.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać szkice materiału przed obróbką plastyczną (półfabrykatu) i zwymiarować go,
2) przedstawić szkice nauczycielowi,
3) przygotować półfabrykaty,
4) wykonać rurę i miseczki,
5) rurę zlutować wzdłuż złącza,
6) obrobić detale tak, aby były zgodne z rysunkiem,
7) założyć miseczki na rurę i przylutować je.
Wyposażenie stanowiska pracy:
–
stanowisko ślusarskie,
–
blacha 0,5 mm, głębokotłoczna,
–
pręt do wykonania zawijania,
–
młotek drewniany,
–
stempel i matryca,
–
narzędzia i materiały do lutowania,
–
poradnik ślusarza.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować obróbkę cieplną?
2) sklasyfikować wyżarzanie?
3) sklasyfikować hartowanie?
4) opracować plan obróbki cieplnej korzystając z poradnika?
5) wykonać wybraną operację obróbki cieplnej?
6) sklasyfikować obróbkę plastyczną?
7) opracować plan obróbki plastycznej korzystając z poradnika?
8) wykonać wybraną operację obróbki plastycznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 23 zadania wielokrotnego wyboru, z których tylko jedna odpowiedź jest
poprawna.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
6. Zakreśl prawidłową odpowiedź w karcie odpowiedzi. Jeżeli się pomyliłeś, weź złą odpowiedź
w kółko i zaznacz odpowiedź poprawną.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie na
później i wróć do niego, gdy zostanie Ci czas wolny.
9. Na rozwiązanie testu masz 45 min.
ZESTAW ZADAŃ TESTOWYCH
1. Nie wolno stosować rękawic ochronnych przy następujących operacjach z zakresu obróbki
ręcznej:
a) piłowanie płaszczyzn.
b) przecinanie piłką do metalu.
c) gięcie blach.
d) wiercenie na wiertarce.
2. Odpady powstające przy pracach ślusarskich powinny być składowane w następujący sposób:
a) osobne pojemniki na metale, papier, zaoliwione szmaty i pozostałe śmieci.
b) wystarczy pojemnik na metale i pozostałe śmieci.
c) osobne pojemniki na każdy metal, papier, zaoliwione szmaty, czyste szmaty i pozostałe
śmieci.
d) wystarczy jeden pojemnik, który na końcu zostaje opróżniony, a śmieci posegregowane.
3. Przyporządkuj narzędzia operacjom obróbki ręcznej.
1. pilnik, 2. piłka do metalu, 3. rysik, 4. wiertło, 5. gwintownik
a) gięcie, b) prostowanie, c) wiercenie, d) gwintowanie, e) przecinanie, f) trasowanie,
g) piłowanie, h) rysowanie,
Wybierz sekwencję przedstawiającą poprawne przyporządkowanie.
a) 1h, 2g, 3h, 4c, 5d.
b) 1g , 2e , 3f , 4c , 5d.
c) 1g , 2c , 3f , 4e , 5d.
d) 1h , 2e , 3h , 4c , 5d.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4. Kolejność wykonania detalu z rysunku powinna być następująca:
a) piłowanie zgrubne powierzchni zewnętrznych, wiercenie,
rozwiercanie, wypiłowywanie.
b) piłowanie zgrubne, piłowanie wykańczające, wiercenie.
c) trasowanie, piłowanie powierzchni zewnętrznych, wiercenie,
piłowanie powierzchni wewnętrznych.
d) trasowanie, piłowanie, wiercenie, rozwiercanie, wycinanie.
5. Operacja polegająca na powiększaniu średnicy istniejącego otworu nazywa się:
a) poszerzanie.
b) rozwiercanie.
c) pogłębianie.
d) powiercanie.
6. Do połączenia dwóch blach o grubości po 5 mm wkrętem z łbem stożkowym należy wykonać
następujące operacje:
a) wiercenie, gwintowanie, wkręcenie wkręta
b) wiercenie, powiercenie górnej blachy i jej nagwintowanie, wkręcenie wkręta.
c) wiercenie, powiercenie górnej blachy, nagwintowanie dolnej blachy, wkręcenie wkręta.
d) wiercenie, powiercenie górnej blachy, pogłębienie otworu w górnej blasze, nagwintowanie
dolnej blachy, wkręcenie wkręta.
7. Dobierając wiertło do wykonania otworu pod gwint jego średnicę określamy w następujący
sposób:
a) obliczamy ze wzoru.
b) odczytujemy z napisu na gwintowniku.
c) mierzymy średnice gwintownika.
d) odczytujemy z tablic zamieszczonych w poradnikach.
8. Do połączeń nierozłącznych zaliczamy następujące rodzaje: (Wybierz odpowiedź zawierającą
w swoim zestawie wszystkie połączenia nierozłączne).
a) połączenia: spawane, lutowane, klejone, wtłaczane, nitowe.
b) połączenia: spawane, zgrzewane, klinowe, lutowane, gwintowe.
c) połączenia: spawane, gwintowe, lutowane, zgrzewane, skurczowe.
d) połączenia: lutowane, zgrzewane, skurczowe, nitowe, klinowe.
9. Do połączeń rozłącznych zaliczamy następujące rodzaje: Wybierz odpowiedź zawierającą
w swoim zestawie wszystkie połączenia rozłączne.
a) połączenia: wtłaczane, nitowe, gwintowe, klinowe.
b) połączenia: klinowe, wpustowe, wtłaczane, skurczowe.
c) połączenia: wpustowe, gwintowe, klinowe, sworzniowe.
d) połączenia: wpustowe, gwintowe, klinowe, skurczowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
10. Proces klejenia powinien być wykonany w następującej kolejności:
A
B
C
D
1) oczyszczenie
mechaniczne,
2) nałożenie warstwy
kleju,
3) ściśniecie
elementów
łączonych,
4) oczyszczenie
chemiczne,
5) oczyszczenie złącza.
1) oczyszczenie
mechaniczne,
2) oczyszczenie
chemiczne,
3) nałożenie warstwy
kleju,
4) ściśniecie elementów
łączonych,
5) oczyszczenie złącza.
1) oczyszczenie
chemiczne
2) oczyszczenie
mechaniczne,
3) oczyszczenie złącza,
4) nałożenie warstwy
kleju,
5) ściśniecie elementów
łączonych.
1) nałożenie warstwy kleju,
2) ściśniecie elementów
łączonych,
3) oczyszczenie
mechaniczne,
4) oczyszczenie chemiczne,
5) sprawdzenie
wytrzymałości złącza.
11. Sprawdzenie jakości wykonanego detalu możemy przeprowadzić w następujący sposób:
a) porównując wzrokowo wykonany detal z wzorcem.
b) porównując wzrokowo wykonany detal z rysunkiem.
c) wykonując pomiary narzędziami pomiarowymi i porównując je z wymiarami określonymi
na rysunku.
d) wykonując pomiary mikrometrem mierzącym z dokładnością do 0,01 mm.
12. Wybierz rodzaje robót, które można wykonywać na tokarkach:
a) toczenie, frezowanie, wiercenie, rozwiercanie.
b) toczenie, wiercenie, pogłębianie, rozwiercanie.
c) toczenie, wiercenie, szlifowanie, rozwiercanie.
d) toczenie, pogłębianie, rozwiercanie, ścinanie.
13. Parametr obróbki określający, ile przesunie się nóż tokarski podczas jednego obrotu
przedmiotu obrabianego, nazywamy:
a) głębokością toczenia.
b) szybkością przesuwu.
c) posuwem.
d) wydajnością toczenia.
14. Dobierz najwłaściwszy sposób mocowania na tokarce bardzo długich przedmiotów. Spośród
wymienionych najwłaściwszym jest następujący sposób:
a) uchwycie trójszczękowym.
b) w uchwycie trójszczękowym z podparciem kłem.
c) w kłach.
d) w uchwycie trójszczękowym i dwóch kłach.
15. Wybierz rodzaje robót, które można wykonywać na frezarkach:
a) frezowanie płaszczyzn, frezowanie rowków, frezowanie gwintów.
b) frezowanie płaszczyzn, frezowanie rowków, frezowanie nakiełków.
c) frezowanie płaszczyzn, frezowanie rowków na wpusty, frezowanie rozwierconych
otworów.
d) frezowanie rowków, frezowanie powierzchni kształtowych, frezowanie czopów pod
łożyska toczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
16. Wybierz rodzaje robót, które można wykonywać na szlifierkach:
a) szlifowanie płaszczyzn, szlifowanie wałków, szlifowanie pogłębień.
b) szlifowanie płaszczyzn, szlifowanie wałków, szlifowanie spawów.
c) szlifowanie wałków krótkich, szlifowanie wałków długich, szlifowanie rozwierceń.
d) szlifowanie wałków, szlifowanie otworów, szlifowanie płaszczyzn.
17. Spośród wymienionych narzędzi i materiałów do docierania potrzebne są:
Narzędzia: polerownik, docierak, docierarka.
Materiały: pasta polerska, pasta do docierania, czyścidło do docierania.
a) polerownik i pasta polerska.
b) docierak i czyścidło do docierania.
c) docierak i pasta do docierania.
d) docierarka i pasta do docierania.
18. Aby uzyskać gładką powierzchnię, należy zastosować następujący rodzaj obróbki
wykańczającej:
a) glancowanie.
b) docieranie.
c) polerowanie.
d) szlifowanie.
19. Obróbka plastyczna metali na gorąco lub na zimno, wykonywana ręcznie lub mechanicznie,
podczas której nadaje się przedmiotom kształt przez uderzenie lub nacisk, nazywa się:
a) tłoczenie.
b) wyciskanie.
c) obróbka udarowa.
d) kucie.
20. Przedstawiona na rysunku operacja nazywa się:
a) wycinaniem.
b) ucinaniem.
c) odcinaniem.
d) przycinaniem.
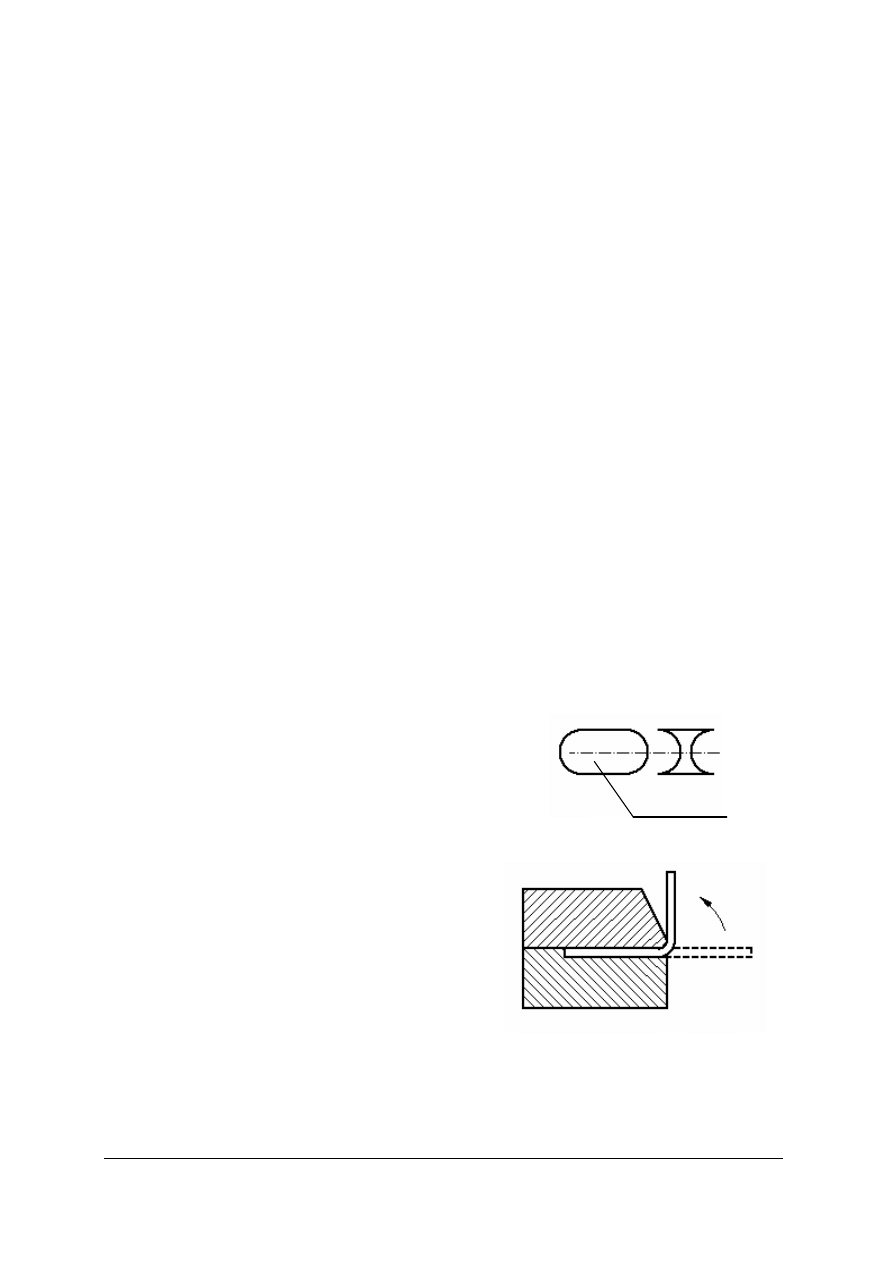
21. Przedstawiona na rysunku operacja nazywa się:
a) wyginaniem.
b) zaginaniem.
c) odginaniem.
d) przetłaczaniem.
odpad

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
22. Obróbka polegająca na nagrzaniu materiału do temperatury najczęściej ok. 600 do 650 °C,
wygrzaniu w tej temperaturze i powolnym studzeniu nazywa się:
a) odpuszczaniem.
b) wyżarzaniem odprężającym.
c) wyżarzaniem stabilizującym.
d) wyżarzaniem rekrystalizującym.
23. Obróbka polegająca na nagrzaniu stali do temperatury 900 do 950 °C w ośrodku
wydzielającym tlenek węgla, następnie długotrwałym przetrzymywaniu w tej temperaturze,
nazywa się:
a) nawęglaniem.
b) odwęglaniem.
c) wyżarzaniem cieplno - chemicznym.
d) odpuszczaniem cieplno - chemicznym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko ..........................................................................................
Wytwarzanie prostych części maszyn i urządzeń precyzyjnych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6. LITERATURA
1. Bartosiewicz J.: Obróbka i montaż części. Poradnik. WSiP, Warszawa 1986
2. Ciekanowski A.: Poradnik ślusarza narzędziowego wzorcarza. WNT, Warszawa 1989
3. Czerwiński W., Czerwiński J.: Poradnik ślusarza. WNT, Warszawa 1989
4. Dobrzański T.: Rysunek techniczny maszynowy. WNT, Warszawa 2004
5. Mały poradnik mechanika. Praca zbiorowa: WNT, Warszawa 1999
6. http://pl.wikipedia.org
Wyszukiwarka
Podobne podstrony:
05 Analiza działania podstawowych maszyn i urządzeń
Unit 13 Projektowanie wytwarzania odlewanych części maszyn
Unit 10Projektowanie wytwarzania odlewanych części maszyn (3)
05 Analiza działania podstawowych maszyn i urządzeń
operator maszyn i urzadzen odlewniczych 812[03] z2 05 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 05 n
mechanik maszyn i urzadzen drogowych 833[01] z2 05 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 05 u
05 Uzytkowanie maszyn i urzadze Nieznany (3)
mechanik maszyn i urzadzen drogowych 833[01] o1 05 u
operator maszyn i urzadzen odlewniczych 812[03] o1 05 n
więcej podobnych podstron