
Tworzywa odlewnicze
Tworzywa odlewnicze dzieli się na stopy żelaza
(żeliwa i staliwa) i stopy metali nieżelaznych. Podstawowy
stop żelaza z węglem (do 4,5% C) nazywa się surówką.
Żeliwo jest to stop żelaza z węglem, zawierający zwykle
od 2,2% do 3,8% C. Otrzymuje się je z powtórnego
przetopienia surówki w piecach zwanych żeliwiakami.
Staliwo jest to stal zawierająca od 0,1 do 0,6% C i
odlewana w formach odlewniczych. Około 90% odlewów
wykonuje się ze stopów żelaza, w tym na odlewy z żeliwa
szarego przypada około 85% produkcji, na odlewy ze
staliwa około 10%, a na odlewy z żeliwa ciągliwego 5%
produkcji. W krajach wysoko uprzemysłowionych stale
wzrasta
produkcja
odlewów
ze
stopów
metali
nieżelaznych,
głównie
aluminium,
miedzi,
cynku,
magnezu i ołowiu.
Żeliwa szare
Najbardziej rozpowszechnionym odlewniczym stopem żelaza jest żeliwo szare, w
którym cały węgiel (ponad 2%) lub znaczna jego część występuje w postaci
płatków grafitu. Powszechność stosowania odlewów z żeliwa szarego wypływa z
jego dobrych właściwości użytkowych przy stosunkowo małych kosztach
produkcji (małe koszty topienia, bardzo dobre właściwości odlewnicze, mały,
około 1%, skurcz odlewniczy, zdolność tłumienia drgań, dobra skrawalność).
Żeliwo szare dzieli się, zgodnie z PN-EN 1561:2000, na sześć gatunków, które
oznaczamy znakiem EN-GJL- i liczbami 100, 150, 200, 250, 300, 350. Liczby te
podają minimalną wytrzymałość na rozciąganie R
m
[MPa]. Materiał może być też
oznaczony odpowiednimi numerami, np. EN-JL1010 (dla żeliwa EN-GJL-100),
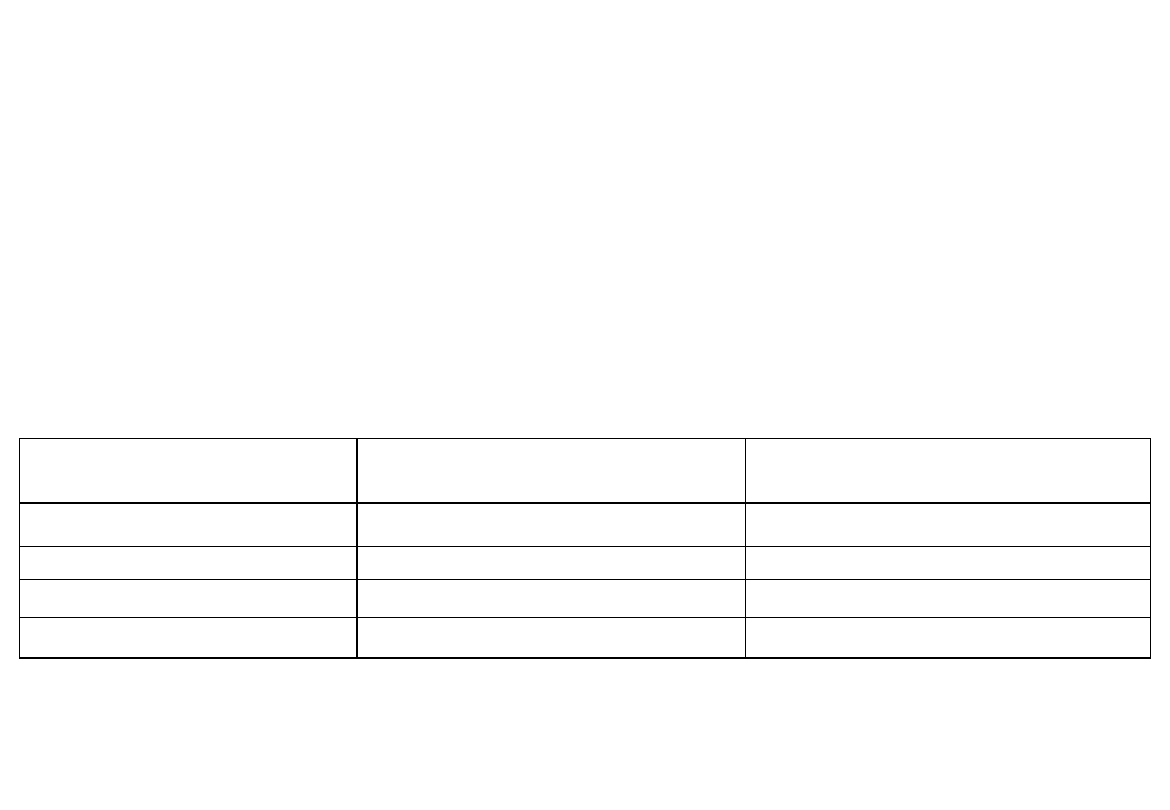
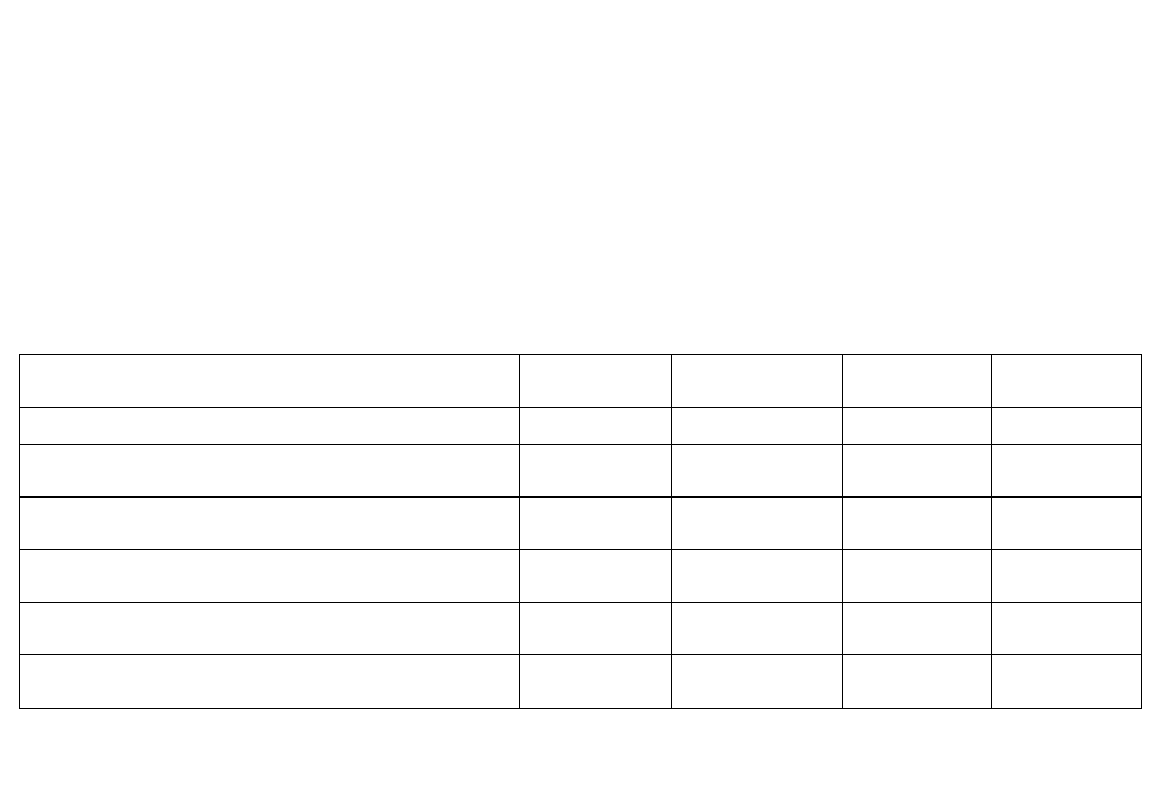
EN-JL1060 (dla żeliwa EN-GJL350). Wytrzymałość i twardość żeliwa szarego jest
silnie zależna od grubości ścianek odlewu, co pokazano w tabl.
Grubość ścianki [mm]
Wytrzymałość na rozciąganie
R
m
[MPa] min
Twardość Brinella
[HB 30] min
2,5÷ 5
230
260
5÷ 10
205
225
10 ÷ 20
180
205
20÷40
155
185
Żeliwa EN-GJL-100, 150 (ferrytyczne) stosuje się na odlewy handlowe, rury
kanalizacyjne, żeliwa EN-GJL-200, 300 (ferrytyczno-perlityczne) na cylindry,
tłoki,
łoża
obrabiarek
a
EN-GJL-350 (perlityczne) stosuje się na silnie obciążone elementy maszyn,
korpusy silników, turbin.
Żeliwa sferoidalne
Żeliwo sferoidalne stosuje się w przypadkach, w których wymagana jest duża
wytrzymałość i wysoka granica plastyczności (kadłuby, korpusy), duża
wytrzymałość zmęczeniowa w granicach 157-f-196 MPa (wały korbowe i
rozrządu) oraz duża odporność na ścieranie (tuleje, koła zębate). Żeliwo to
otrzymuje się przez dodanie do żeliwa szarego modyfikatorów (magnezu lub
stopów magnezu), w wyniku czego część węgla wydziela się w czasie
krzepnięcia w postaci kulek grafitu, a nie jak w żeliwie szarym w postaci
płatków grafitu. Żeliwo sferoidalne dzieli się, zgodnie z PN-EN 1563:2000, na
trzynaście gatunków Podstawą klasyfikacji jest wytrzymałość na rozciąganie R
m
.
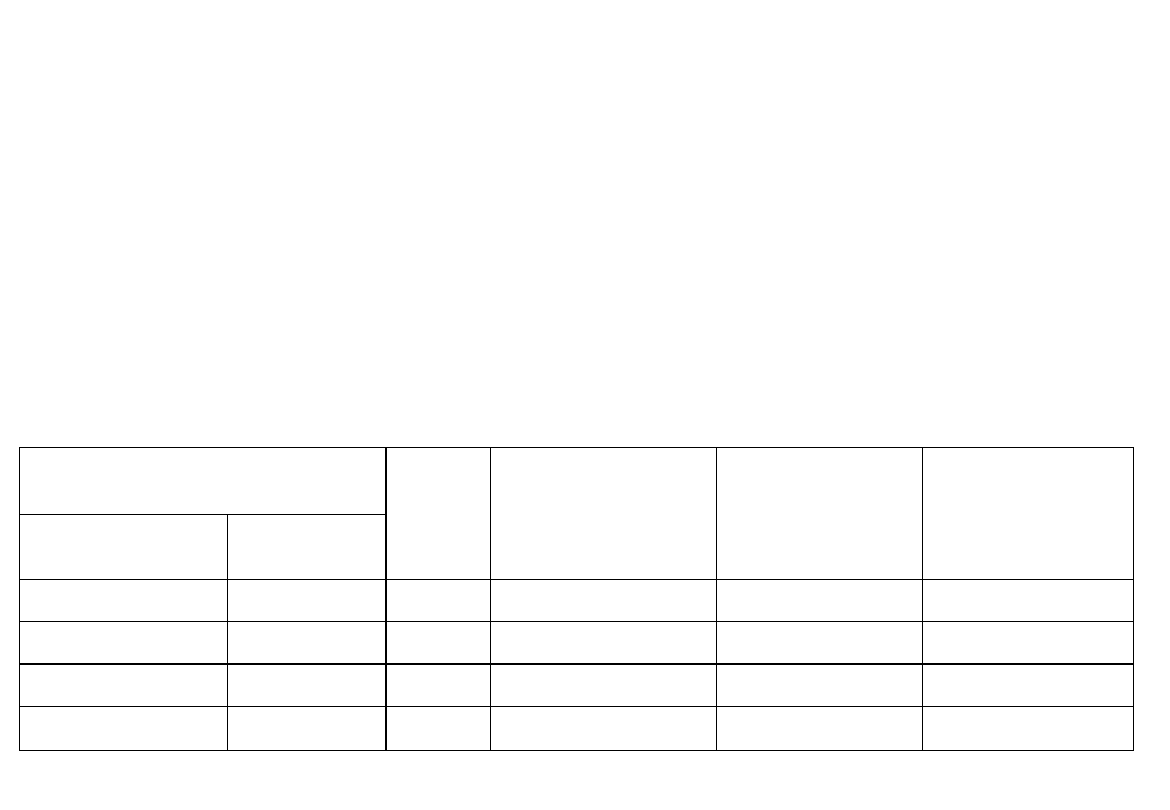
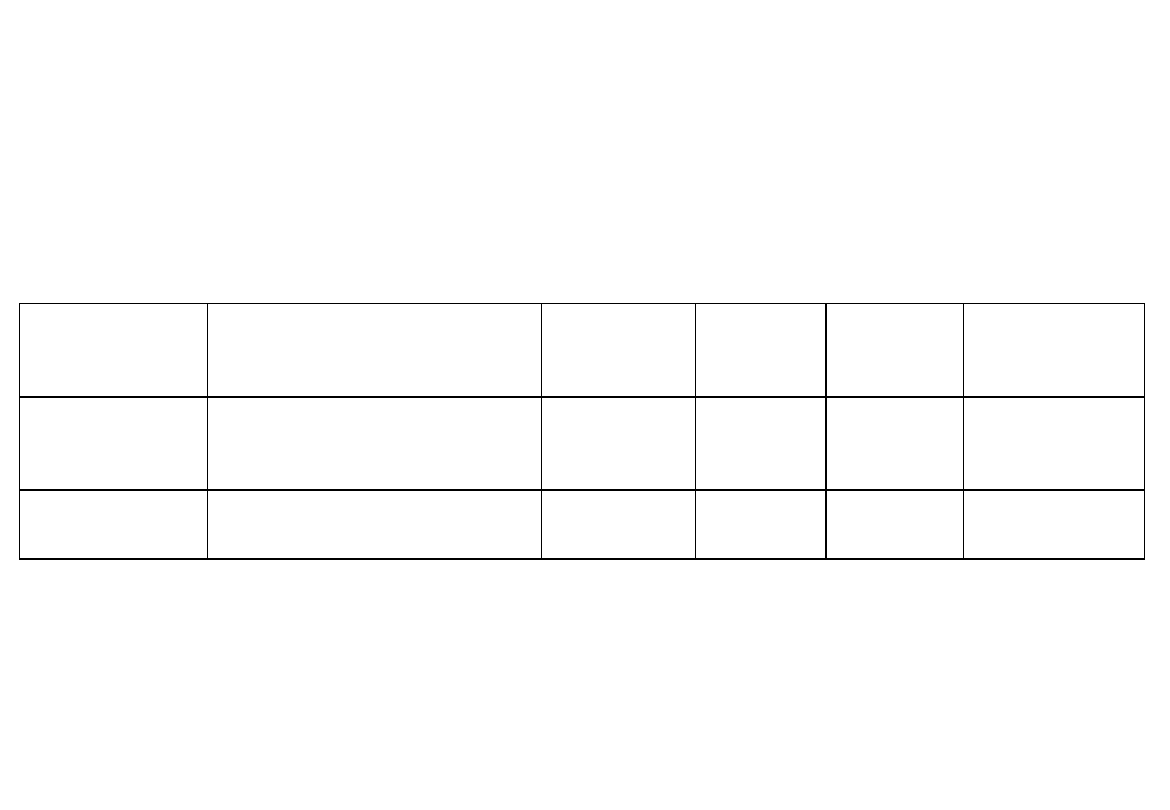
Oznaczenia materiału dokonuje się za pomocą znaku lub numeru (tabl. 1.2). W
tablicy pokazano tylko kilka podstawowych gatunków materiału.
Oznaczenie materiału
R
m
[MPa]
Umowna granica
plastyczności
R
p0,2
[MPa]
Wydłużenie A
5
[%] min
Twardość
Brinella [HB]
Znak
Numer
EN-GJS-350-22 EN-JS1010
350
220
22
160 max
EN-GJS-400-18 EN-JS1020
400
250
18
130÷175
HN-GJS-500-7
EN-JS1050
500
320
7
170÷230
KN-GJS-900-22 EN-JS1090
900
600
2
270÷360
Żeliwa białe
Zawierają one węgiel (poza roztworem w żelazie) całkowicie w postaci
związanej z żelazem (cementyt) lub innymi pierwiastkami. Obecność cementytu
sprawia, że żeliwo to jest bardzo twarde i odporne na ścieranie, ze względu na
nieobrabialność za pomocą skrawania i złe właściwości odlewnicze nie znajduje
większego zastosowania. Najczęściej żeliwo białe jest materiałem wyjściowym
do produkcji żeliwa ciągliwego.
Żeliwa ciągliwe
Otrzymuje się je z żeliwa białego przez wyżarzanie w temperaturze 900÷1000°C
przez długi czas (około 1000 godzin), dzięki czemu materiał staje się plastyczny,
osiągając wydłużenie do 12% oraz całkowicie obrabiany skrawaniem przy
wytrzymałości na rozciąganie 290÷700 MPa. Stosowane jest do wytwarzania
drobnych odlewów części maszyn rolniczych, motoryzacyjnych (np. przeguby
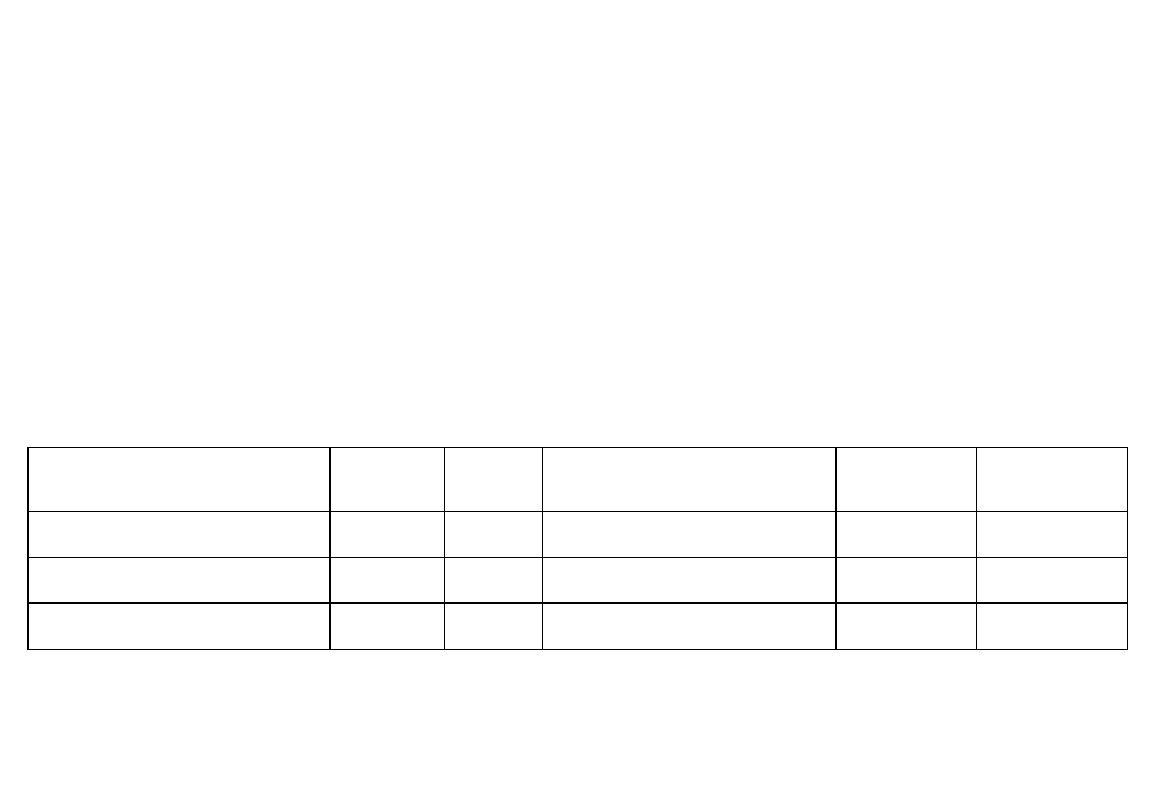
Cardana), armatury itp. Zgodnie z PN-EN 1562:2000, dzieli się je na dwa
rodzaje
Białe
R
m
[Mpa]
min
[HB]
Czarne
R
m
[Mpa] min
[HB]
EN-GJMW-350-4 EN-
JM1010
350
230
EN-GJMB-300-6 EN-
JM1110
300
150
EN-GJMW-550-4 EN-
JM1050
550
250
EN-GJMB 550-4 EN-
JM1160
550
180÷230
EN-GJMB 800-1 EN-
JM1200
800
270÷320
Cyfry w znakach podają kolejno minimalną wytrzymałość na rozciąganie i
minimalne wydłużenie A
3,4
. Przykłady oznaczeń:
-żeliwo ciągliwe białe (odwęglone), np. EN-GJMW-350-4 o R
m
= 350 MPa i A
3,4
= 4%,
-żeliwo ciągliwe czarne (nieodwęglone), np. EN-GJMB-300-6 o R
m
= 300 MPa i
A
3
= 6%.
Staliwa stopowe konstrukcyjne
Według PN-H-83156:1997 rozróżnia się 23 gatunki staliwa konstrukcyjnego
stopowego. Oznaczenie gatunku składa się z: litery L, liczby określającej średnią
zawartość węgla w setnych częściach procenta, liter oznaczających pierwiastki
stopowe:
F
—
wanad,
G
—
mangan,
S
—
krzem,
H — chrom, N — nikiel, M - molibden, np. gatunek L35HGS zawiera:
0,30÷040% C, 0,60÷0,80% Si, 1,10÷1,50% Mn, 0,60÷0,90% Cr.
Temperatura zalewania [°C]
1420 ÷
1480
Skurcz liniowy [%]
1,9 ÷ 2,3
Wytrzymałość na rozciąganie R
m
, [MPa]
węglowe
stopowe (po normalizowaniu i odpuszczaniu)
150÷330
450 ÷800
Wydłużenie A
s
[%]
węglowe
stopowe (po normalizowaniu i odpuszczaniu)
15 ÷ 25
10 ÷20
Twardość [HB]
węglowe
stopowe (po normalizowaniu i odpuszczaniu)
114÷170
135 ÷270
Ogólna charakterystyka
staliw

Obróbka cieplna odlewów ma na celu poprawę właściwości mechanicznych
odlewu. Przykładowo — staliwo L40HF normalizowane ma R
m
= 790 MPa, a po
ulepszaniu cieplnym R
m
wzrasta do 1200 MPa. Zależnie od potrzeby
przeprowadza się obróbkę cieplną w celu zmniejszenia twardości przed obróbką
skrawaniem, usunięcia naprężeń własnych odlewu, utwardzania odlewu.
Podstawową obróbką cieplną, którą należy stosować do wszystkich ważniejszych
odlewów, jest wyżarzanie odprężające, umożliwiające usunięcie z odlewu
naprężeń powstających podczas krzepnięcia. Naprężenia te mogłyby być,
podczas późniejszej pracy urządzenia, przyczyną pęknięcia oraz korozji
naprężeniowej.
Do odlewów żeliwnych można stosować zabiegi podobne do wykonywanych w
czasie obróbki cieplnej stali, a więc różnego rodzaju wyżarzanie, hartowanie
oraz odpuszczanie. Najczęściej jest to wyżarzanie odprężające w temperaturze
około 500°C, usuwające naprężenia powstałe podczas krzepnięcia odlewu.
Często stosuje się wyżarzanie zmiękczające (760÷820°C) powodujące częściową
grafityzację cementytu.
Odlewy staliwa zawsze normalizuje się, a ponadto można poddawać je
różnym rodzajom obróbki cieplno-chemicznej, jak: nawęglaniu, azotowaniu,
hartowaniu z odpuszczaniem itp.
Stopy metali nieżelaznych
Największe znaczenie mają stopy aluminium, miedzi i cynku. W przemyśle
lotniczym szerokie zastosowanie znajdują stopy magnezu. Sposób oznaczeń
opiera się na systemie oznaczeń numerycznych i na podstawie symboli
chemicznych. Cyfry po symbolach chemicznych oznaczają średnią zawartość
procentową głównych składników stopowych.
Ogólna charakterystyka odlewniczych stopów metali nieżelaznych podana jest w
tabl.
Stopy
Stopy
Stopy
Stopy
aluminium
miedzi
cynku
magnezu
Temperatura zalewania [°C]
680 ÷ 760 1000÷1150 420÷550 700÷800
Skurcz liniowy [%]
l÷2
1,4÷2,3
l÷2
l÷2
Wytrzymałość na rozciąganie R
m
[MPa]
150÷330
150÷700 150 ÷300 90÷220
Wydłużenie A
5
[%]
0,2 ÷7,0
2÷20
l÷2
2÷6
Twardość [HB]
50÷100
45÷200
70÷ l00
40÷65

Odlewnicze stopy aluminium
Podział stopów zawarto w PN-EN 1706:2002. Zarówno oznaczenie numeryczne,
jak i oznaczenie symbolami chemicznymi zaczyna się od liter EN AB-. Oznacza
się również typ stopu, np. stopy typu AlCu składają się ze 2 stopów (w
nawiasach oznaczenie symbolami chemicznymi):
1. EN AB-21000 (EN AB-AlCu4MgTi);
2. EN AB-21100 (EN AB-AlCu4Ti).
Stopy aluminium charakteryzują się małą gęstością przy dobrej wytrzymałości i
znalazły szerokie zastosowanie w budowie maszyn. Przykładem jest często
stosowany na skomplikowane odlewy silumin EN AB-43200, czyli EN AB-
AlSilOMg(Cu), oznaczany dawniej jako AK9. Odlewy te można, w celu
zwiększenia twardości, poddawać hartowaniu i odpuszczaniu. Odlewy ze stopów
aluminium z miedzią, magnezem oraz niektóre stopy magnezu poddaje się
przesyceniu i starzeniu.
Stopy cynku
Stopy cynku według PN-EN 12844:2001 nadają się na odlewy o dużej
dokładności wymiarowej. Stopy cynku z aluminium, zwane „znalami", stosowane
są przede wszystkim na odlewy ciśnieniowe np. ZnA14 (Z40), na stopy
łożyskowe np. ZnABOCul, wyroby prasowane, armaturę. Przeważnie mają
niedostateczną odporność na korozję i pełzanie.

Stopy magnezu
W praktyce stosowane są przede wszystkim stopy magnezu z aluminium,
cynkiem
i
manganem.
W porównaniu ze stopami aluminium mają znacznie mniejszą gęstość, lepszą
obrabialność skrawaniem i mniejsza, granicę plastyczności. W celu
podwyższenia właściwości mechanicznych, stopy magnezu z aluminium można
poddawać obróbce cieplnej (przesycanie i starzenie). Najszersze zastosowanie
stopy magnezu znajdują w budowie przyrządów precyzyjnych i w przemyśle
lotniczym.
Stopy miedzi
Wykaz stopów miedzi i ich własności mechaniczne podaje norma PN-EN
1982:2002. Materiał oznacza się znakiem lub numerem, jest on podany w 40
tablicach, Obejmujących stopy miedzi z chromem, cynkiem, cyną, ołowiem,
aluminium, manganem i aluminium, oraz niklem. Oznaczenia znakiem oparto na
systemie oznaczenia podanym w ISO 1190-1. Oznaczenia za pomocą numeru są
zgodne z systemem podanym w EN-1412. Do oznaczenia dodaje się przyrostki -B
(materiał w postaci gąsek) lub -C (materiał w postaci odlewów). W przypadku
odlewów należy podać stosowany proces odlewania w postaci dwóch liter, np.
-GS oznacza odlewanie do form piaskowych, -GM odlewanie kokilowe. I tak
odlew stopu miedzi z cyną i ołowiem CuSn5Zn5Pb5-C ma numer CC491K i
zawiera około 85% Cu, 5% Sn, 5% Zn, 5% Pb. Stopy miedzi odznaczają się dobrą
lejnością, a odlewy dobrą skrawalnością oraz Odpornością na ścieranie i
korozję. Można je poddawać obróbce cieplnej jak: wyżarzanie odprężające i
ujednorodniające, hartowanie, odpuszczanie przesycanie (brązy berylowe) i
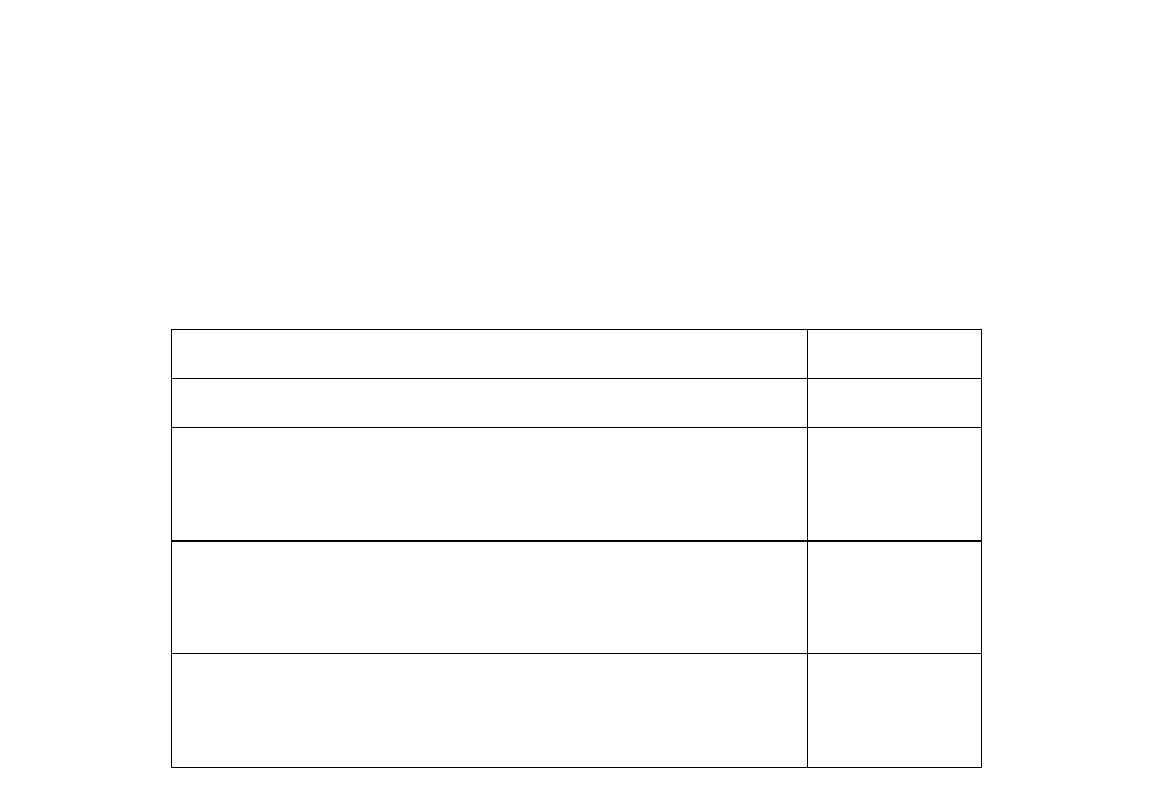
starzenie.

Gatunek
Symbol
Numer
R
m
[MPa]
Wydłużeni
e
A %
Moduł
sprężystości E
[MPa]
konstrukcyjny
EN-GJLA-XNiCuCrl 5-6-2
EN-GJSA-XNiCuCr20-2
EN-GJSA-XNiSiCr35-5-2
EN-JL3011
EN-JS3011
EN-JS3061
170÷210
370÷480
380÷500
2
7÷20
10÷20
85÷105·10
3
112÷130·10
3
130÷150·10
3
Specjalnego
przeznaczenia
EN-GJSA-XNiMnl3-7 EN-
GJSA-XniCr35-3
EN-JS3021
EN-JS3101
140÷220
370÷450
-
7÷10
70÷90·10
3
112÷123·10
3


Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
Wyszukiwarka
Podobne podstrony:
Mat pom Odlewnictwo 3
Mat pom Odlewnictwo 3
Wyklad2 mat
Mat 10 Ceramika
Mat dla stud 2
więcej podobnych podstron