
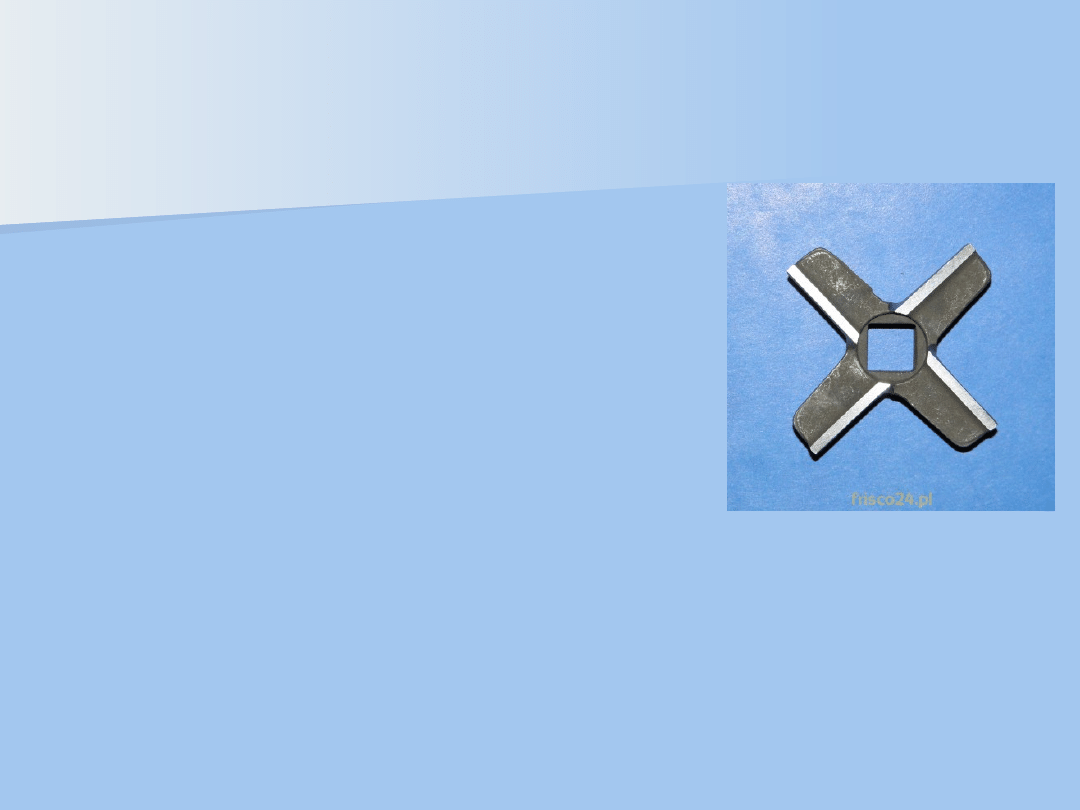
Nóż w maszynie do
Nóż w maszynie do
rozdrabniania mięsa
rozdrabniania mięsa

Spis treści:
Spis treści:
1. Przedstawienie wyrobu.
1. Przedstawienie wyrobu.
2. Omówienie warunków pracy.
2. Omówienie warunków pracy.
3. Technologia wytwarzania.
3. Technologia wytwarzania.
4. Propozycje materiałów.
4. Propozycje materiałów.
5. Dobór odpowiedniego materiału.
5. Dobór odpowiedniego materiału.
PRZEDSTAWIENIE
PRZEDSTAWIENIE
WYROBU
WYROBU

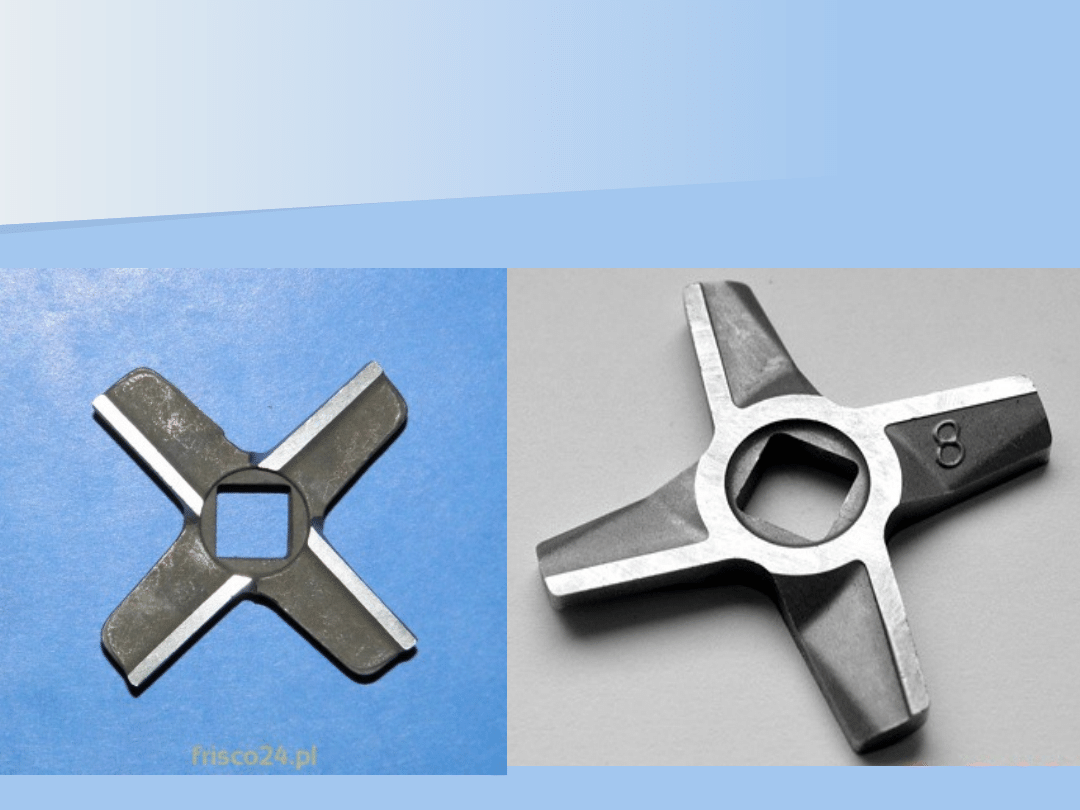
Noże stosowane w procesie
Noże stosowane w procesie
rozdrabniania możemy podzielić ze
rozdrabniania możemy podzielić ze
względu na kształt:
względu na kształt:
Tarczowe
Tarczowe
Stożkowe
Stożkowe
Ślimakowe cylindryczne
Ślimakowe cylindryczne
Ślimakowe stożkowe
Ślimakowe stożkowe
W kształcie sierpa
W kształcie sierpa
Płaskie
Płaskie
Noże o ostrzach ząbkowanych i
Noże o ostrzach ząbkowanych i
gładkich:
gładkich:
Noże jedno- i dwustronne
Noże jedno- i dwustronne
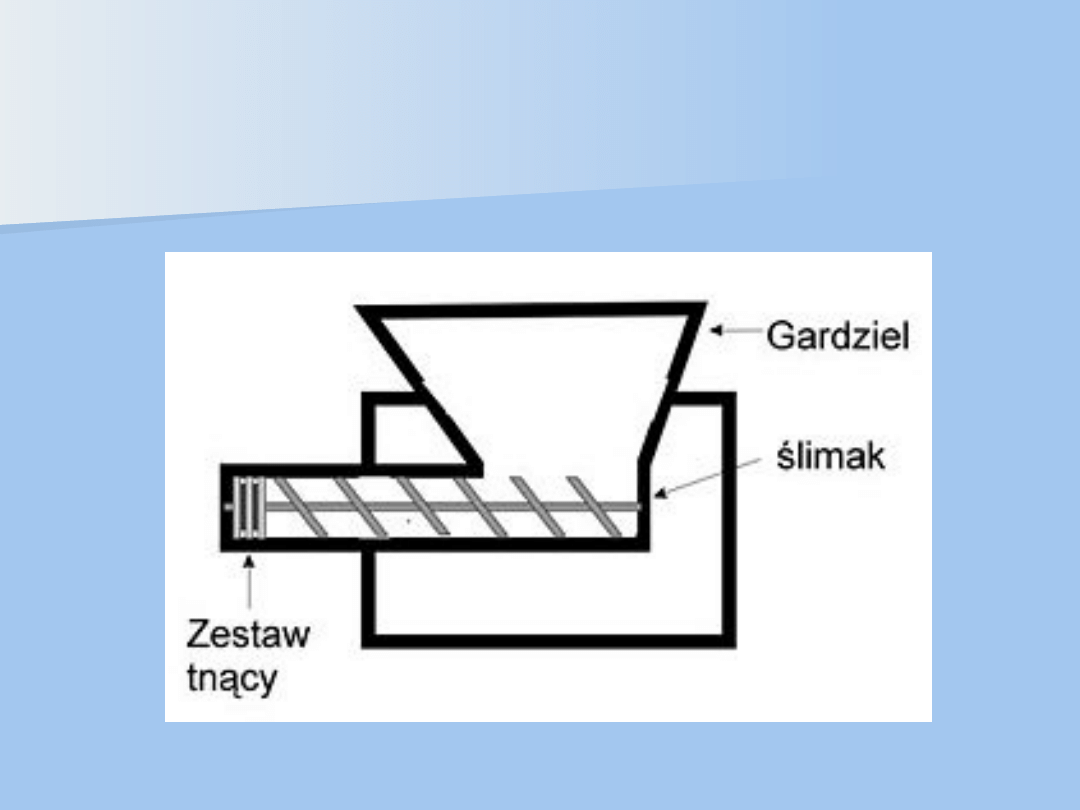
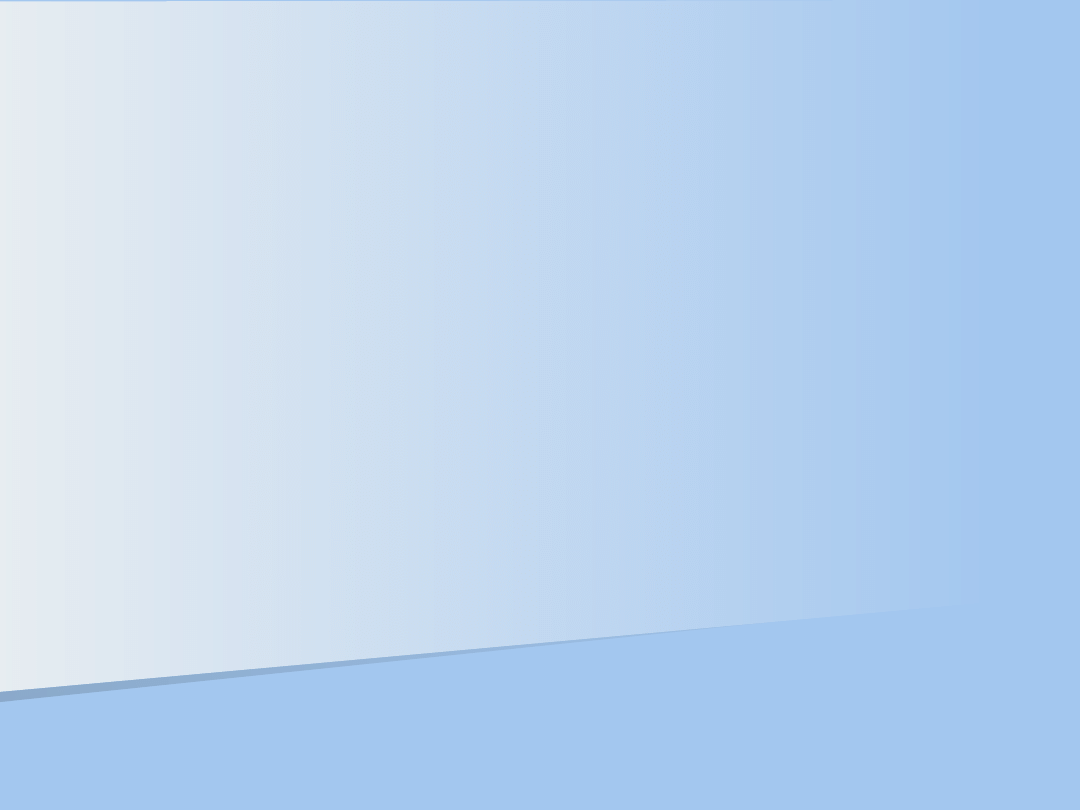
Wilk – duża maszynka do
Wilk – duża maszynka do
rozdrabniania mięsa,
rozdrabniania mięsa,
najczęściej stosowana w
najczęściej stosowana w
przemyśle spożywczym.
przemyśle spożywczym.
OMÓWIENIE
OMÓWIENIE
WARUNKÓW PRACY
WARUNKÓW PRACY

W zależności od przeznaczenia
W zależności od przeznaczenia
możemy wyróżnić:
możemy wyróżnić:
wilki przeznaczone do rozdrobnienia produktów w
temperaturze pokojowej
wilki przeznaczone do rozdrabniania mięsa tłustego,
wilki przeznaczone do rozdrabniania mięsa
mrożonego,
wilki do rozdrabniania żelatyny, (w danym wypadku
cylinder roboczy wyposażony jest w kanały wzdłużne
i zbiornik przeznaczony do gromadzenia wody w
czasie przetłaczania masy do części tnącej wilka)
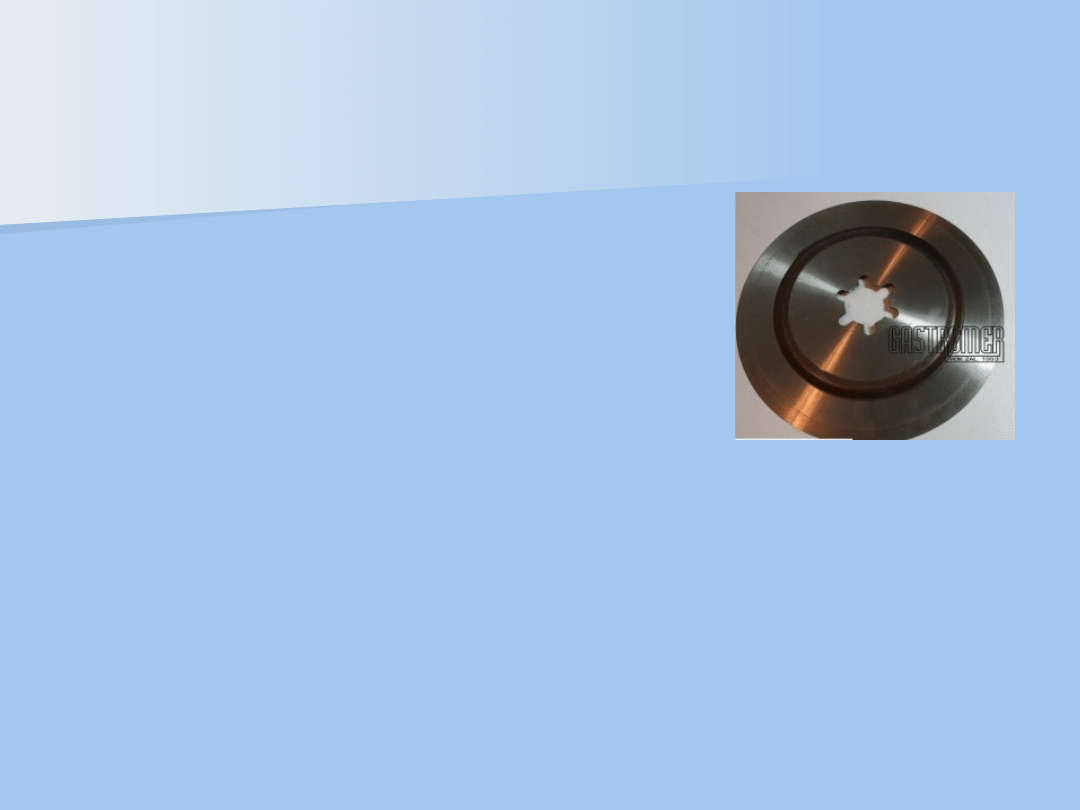
Wilki mogą być wyposażone w noże płaskie
lub stożkowe.
Noże płaskie współpracują z płaskimi siatkami a
noże stożkowe wykonane w postaci frezów
współpracują z siatkami stożkowymi. Najczęściej
noże są ruchome, a siatki nieruchome, przy czym
w większości wypadków noże osadzone są na
wału ślimaka roboczego i obracają się z tą samą
liczbą obrotów.
Ważne aspekty na które należy
Ważne aspekty na które należy
zwrócić uwagę omawiając warunki
zwrócić uwagę omawiając warunki
pracy:
pracy:
Ciągły kontakt z żywnością
Ciągły kontakt z żywnością
Twardość
Twardość
Odporność na ścieranie
Odporność na ścieranie
Wytrzymałość mechaniczna
Wytrzymałość mechaniczna
Stan powierzchni
Stan powierzchni
Odporność na korozje, konserwacja
Odporność na korozje, konserwacja
Udarność
Udarność
Wymagania wg normy
Wymagania wg normy
Części tnące
Części tnące
powinny mieć na
powinny mieć na
powierzchni
powierzchni
twardość nie
twardość nie
mniejszą niż:
mniejszą niż:
- skrzydła noża
- skrzydła noża
52HRC
52HRC
- piasta noża 33HRC
- piasta noża 33HRC
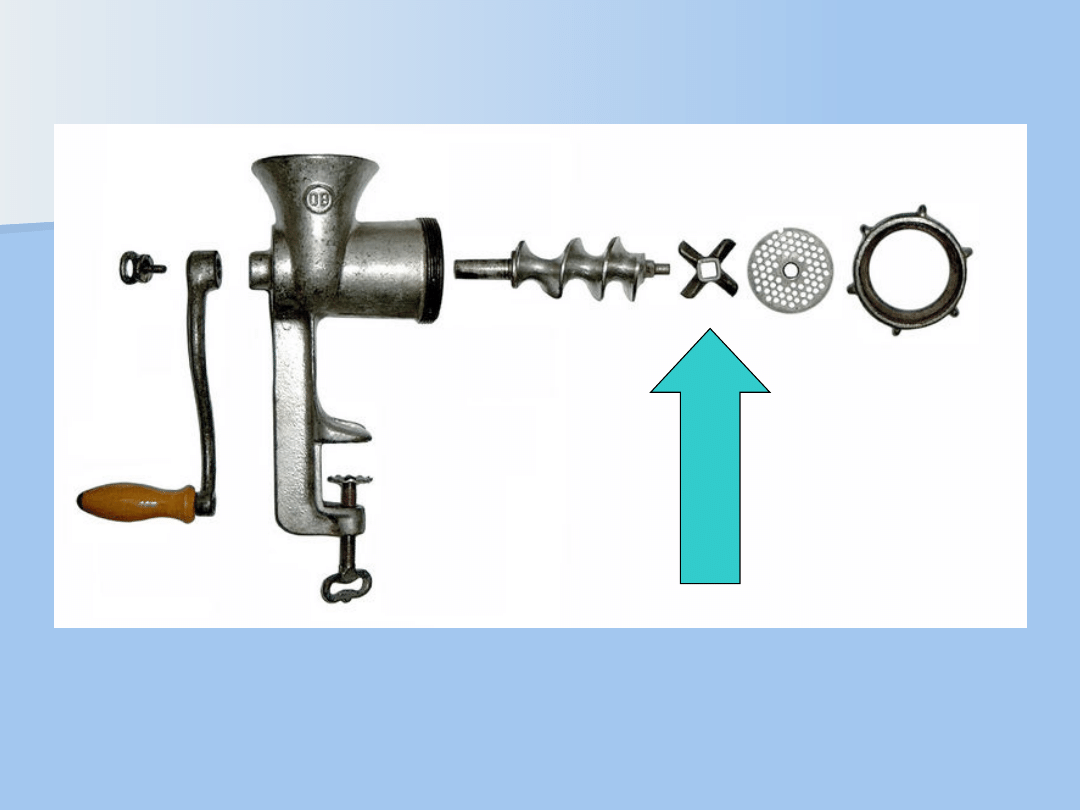
- tarcze przepustowe
- tarcze przepustowe
i przednoże 60HRC
i przednoże 60HRC

Powierzchnie
Powierzchnie
części tnących
części tnących
powinny być
powinny być
gładkie, bez
gładkie, bez
wgłębień,
wgłębień,
pęknięć, rys,
pęknięć, rys,
śladów uderzeń,
śladów uderzeń,
wżerów korozji,
wżerów korozji,
zgorzeliny,
zgorzeliny,
zadziorów,
zadziorów,
rozwarstwień
rozwarstwień
materiału itp.
materiału itp.
TECHNOLOGIA
TECHNOLOGIA
WYTWARZANIA
WYTWARZANIA

W zależności od materiału jaki
W zależności od materiału jaki
zastosujemy:
zastosujemy:
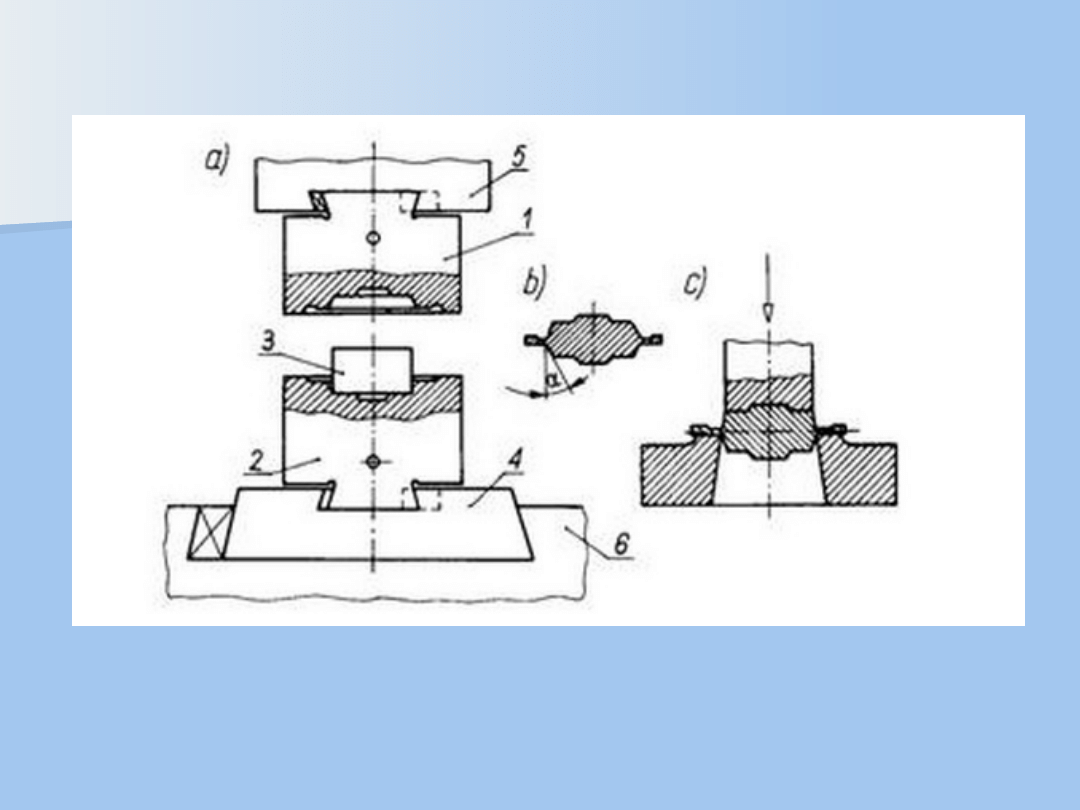
Kucie matrycowe
Kucie matrycowe
Odlewanie
Odlewanie
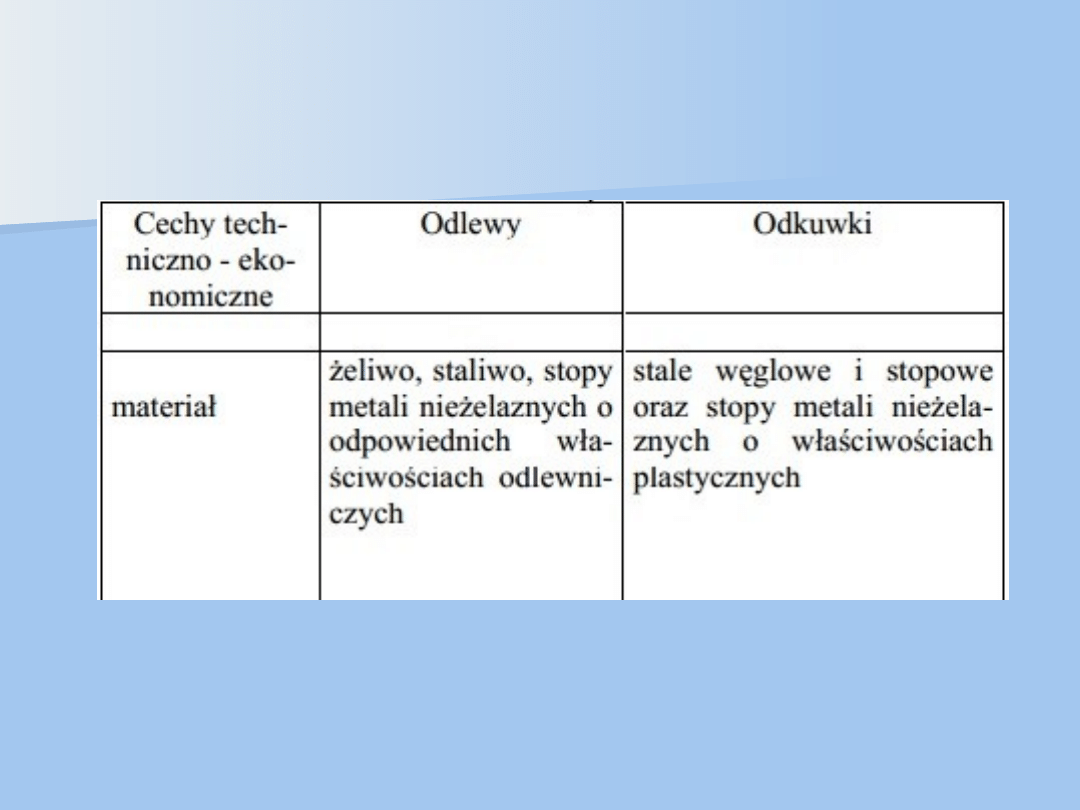

Kucie na gorąco
Kucie na gorąco
Proces technologiczny, metoda
Proces technologiczny, metoda
obróbki plastycznej metali na gorąco.
obróbki plastycznej metali na gorąco.
W odróżnieniu od kucia na zimno, w
W odróżnieniu od kucia na zimno, w
metodzie tej odkształcenie plastyczne
metodzie tej odkształcenie plastyczne
osiągane jest w temperaturze wyższej
osiągane jest w temperaturze wyższej
od temperatury rekrystalizacji. W
od temperatury rekrystalizacji. W
trakcie kucia na gorąco odbywa się
trakcie kucia na gorąco odbywa się
kształtowanie materiału wraz ze
kształtowanie materiału wraz ze
zmianą własności fizykochemicznych,
zmianą własności fizykochemicznych,
struktury i gładkości powierzchni.
struktury i gładkości powierzchni.
Najważniejsze parametry kucia:
Najważniejsze parametry kucia:
-temperatura nagrzewania materiału
-temperatura nagrzewania materiału
-prędkość odkształcenia
-prędkość odkształcenia
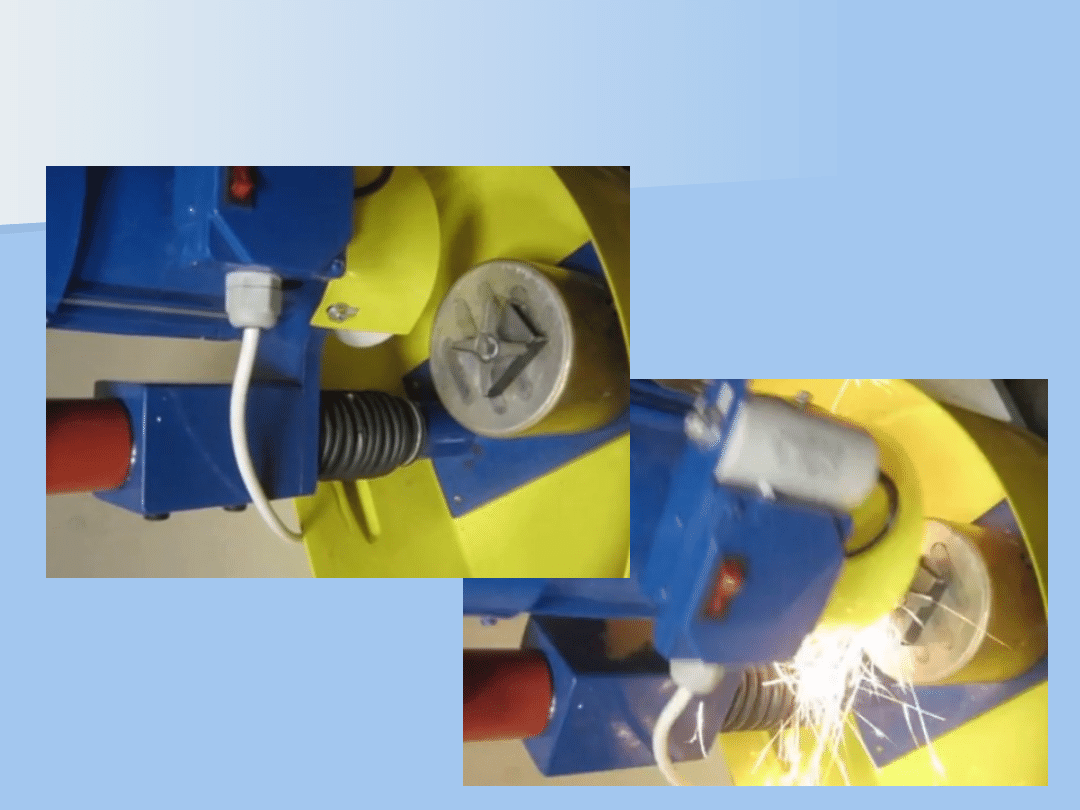
Szlifowanie
Szlifowanie

Obróbka cieplna
Obróbka cieplna
Hartowanie
Hartowanie
odpuszczanie
odpuszczanie

Odlewanie
Odlewanie
Odlewanie do form skorupowych
Odlewanie do form skorupowych
To ekonomiczne rozwiązanie stosowane w
To ekonomiczne rozwiązanie stosowane w
przypadku średniej i dużej produkcji relatywnie
przypadku średniej i dużej produkcji relatywnie
prostych kształtów. W wyniku tego procesu
prostych kształtów. W wyniku tego procesu
osiąga się bardziej rozdrobnioną
osiąga się bardziej rozdrobnioną
mikrostrukturę i wyższe poziomy twardości w
mikrostrukturę i wyższe poziomy twardości w
porównaniu z odlewaniem piaskowym, co czyni
porównaniu z odlewaniem piaskowym, co czyni
go przydatnym dla narzędzi tnących i noży.
go przydatnym dla narzędzi tnących i noży.
Max. waga odlewu 24kg, max. wymiar 500mm.
Max. waga odlewu 24kg, max. wymiar 500mm.
Odlewanie ciśnieniowe
Odlewanie ciśnieniowe
– polega na
odlewaniu stopów lekkich w formach
metalowych pod ciśnieniem na maszynach
ciśnieniowych.
Stosuje się w produkcji wielkoseryjnej i
masowej przy odlewaniu elementów maszyn
ze stopów cynku oraz stopów aluminium oraz
magnezu.
Otrzymuje się odlewy bardzo gładkie o dużej
dokładności wymiarów.
Można otrzymywać elementy o bardzo
złożonych kształtach, wykonane na gotowo,
eliminując w ten sposób obróbkę wiórową

Propozycje materiałów:
Propozycje materiałów:
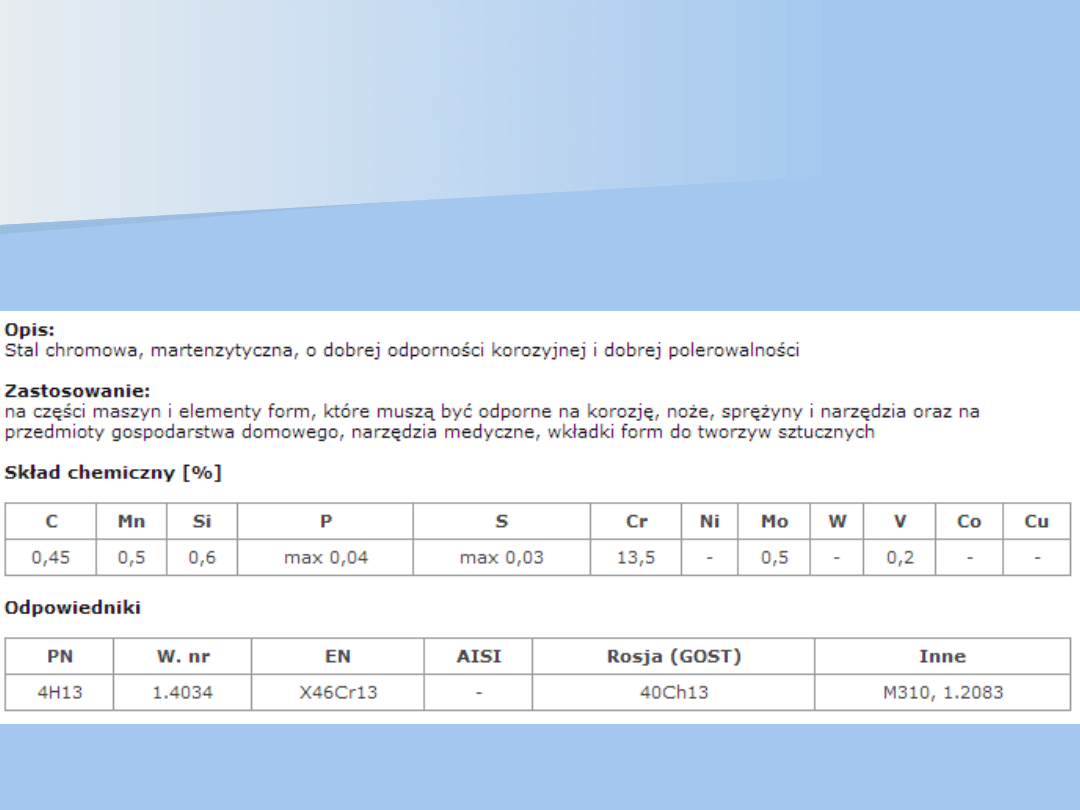
Stal nierdzewna 4H13
Stal nierdzewna 4H13
Popularna stal nierdzewna stosowana w
Popularna stal nierdzewna stosowana w
klasie tanich i średnich cenowo noży.
klasie tanich i średnich cenowo noży.
Posiada najniższą zawartość węgla (0.4-
Posiada najniższą zawartość węgla (0.4-
0.5%) w stosunku do innych klasycznych
0.5%) w stosunku do innych klasycznych
stali nierdzewnych stosowanych na noże.
stali nierdzewnych stosowanych na noże.
Zalety serii 420 to bardzo wysoka
Zalety serii 420 to bardzo wysoka
odporność na korozję, stosunkowo wysoka
odporność na korozję, stosunkowo wysoka
udarność (odporność na pęknięcia i
udarność (odporność na pęknięcia i
wykruszenia) oraz niskie koszty obróbki.
wykruszenia) oraz niskie koszty obróbki.
Stal 420 jest hartowana, możemy otrzymać
Stal 420 jest hartowana, możemy otrzymać
twardość w przedziale około 54-57 HRC.
twardość w przedziale około 54-57 HRC.
Cechuje się dużą miękkością, słabo
Cechuje się dużą miękkością, słabo
trzymają ostrość, ale za to są łatwe w
trzymają ostrość, ale za to są łatwe w
ostrzeniu. Wykorzystuje się je głównie
ostrzeniu. Wykorzystuje się je głównie
do produkcji noży z niższej półki;
do produkcji noży z niższej półki;
Stal nierdzewna 154CM
Stal nierdzewna 154CM
154CM
154CM
- Stal produkowana w USA. daje
- Stal produkowana w USA. daje
się wyżej hartować, niestety bardziej
się wyżej hartować, niestety bardziej
krucha. Wyższa odporność na ścieranie.
krucha. Wyższa odporność na ścieranie.
Znana z wysokiej jakości, idealna do
Znana z wysokiej jakości, idealna do
uniwersalnych zastosowań, gwarantuje
uniwersalnych zastosowań, gwarantuje
dużą odporność na korozję przy
dużą odporność na korozję przy
jednoczesnym zachowaniu twardości i
jednoczesnym zachowaniu twardości i
jakości ostrza.
jakości ostrza.
%C
%Mn
%Si
%Cr
%Mo
154CM
1.05
0.60
0.25
14.00
4.00

Stop Tytanu z Aluminium i
Stop Tytanu z Aluminium i
wanadem
wanadem
Ti-6Al-4V,
Ti-6Al-4V,
90% tytanu, 6 % aluminium i 4 % wanadu
90% tytanu, 6 % aluminium i 4 % wanadu
hartowane do twardości ok. 47-50HRC. Jest
hartowane do twardości ok. 47-50HRC. Jest
to materiał wytrzymały i odporny na
to materiał wytrzymały i odporny na
pęknięcia oraz wykruszenia, jednak z
pęknięcia oraz wykruszenia, jednak z
powodu niskiej odporności na ścieranie i
powodu niskiej odporności na ścieranie i
niższej hartowalności ustępuje stalom pod
niższej hartowalności ustępuje stalom pod
względem właściwości mechanicznych.
względem właściwości mechanicznych.
Lekki, amagnetyczny, całkowicie odporny na
Lekki, amagnetyczny, całkowicie odporny na
korozję.
korozję.
Wysoka cena
Wysoka cena
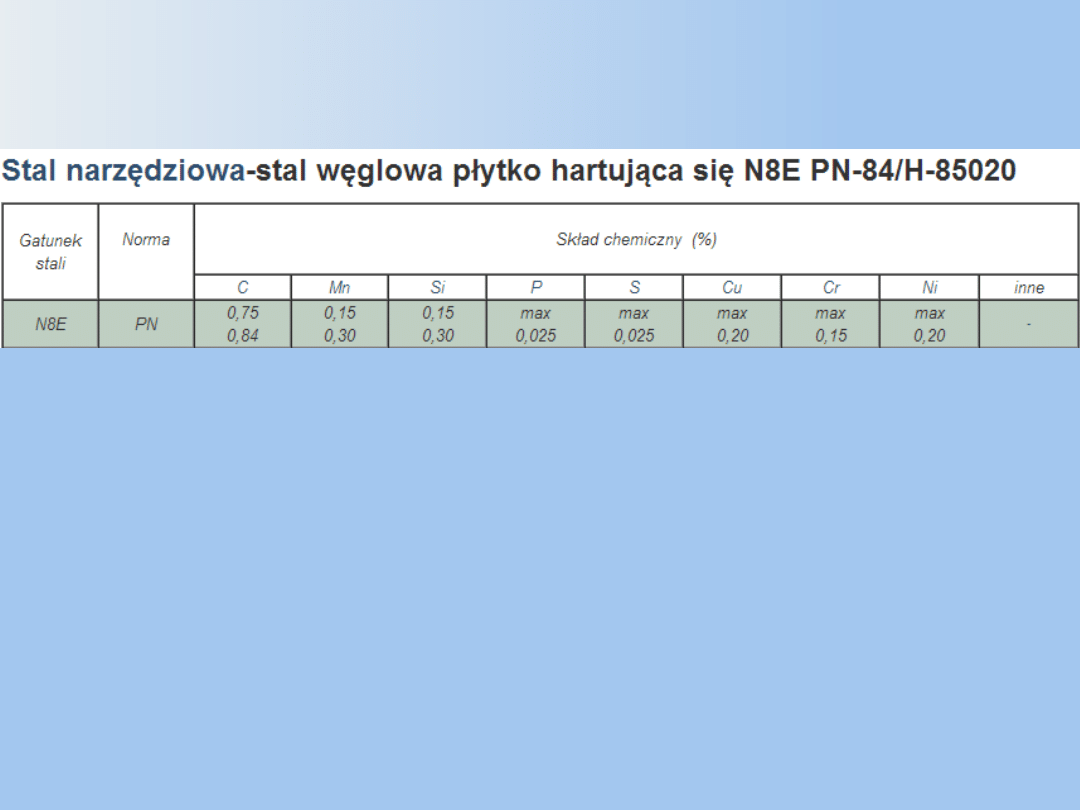
Stal narzędziowa niestopowa
Stal narzędziowa niestopowa
N8E
N8E
Stale narzędziowe do pracy na zimno są
przeznaczone na narzędzia, które podczas
pracy nie nagrzewają się powyżej
temperatury 250 º C. Stale te charakteryzuje
duża twardość oraz odporność na ścieranie,
co wynika ze stosowania ich w stanie
zahartowanym i nisko odpuszczonym.
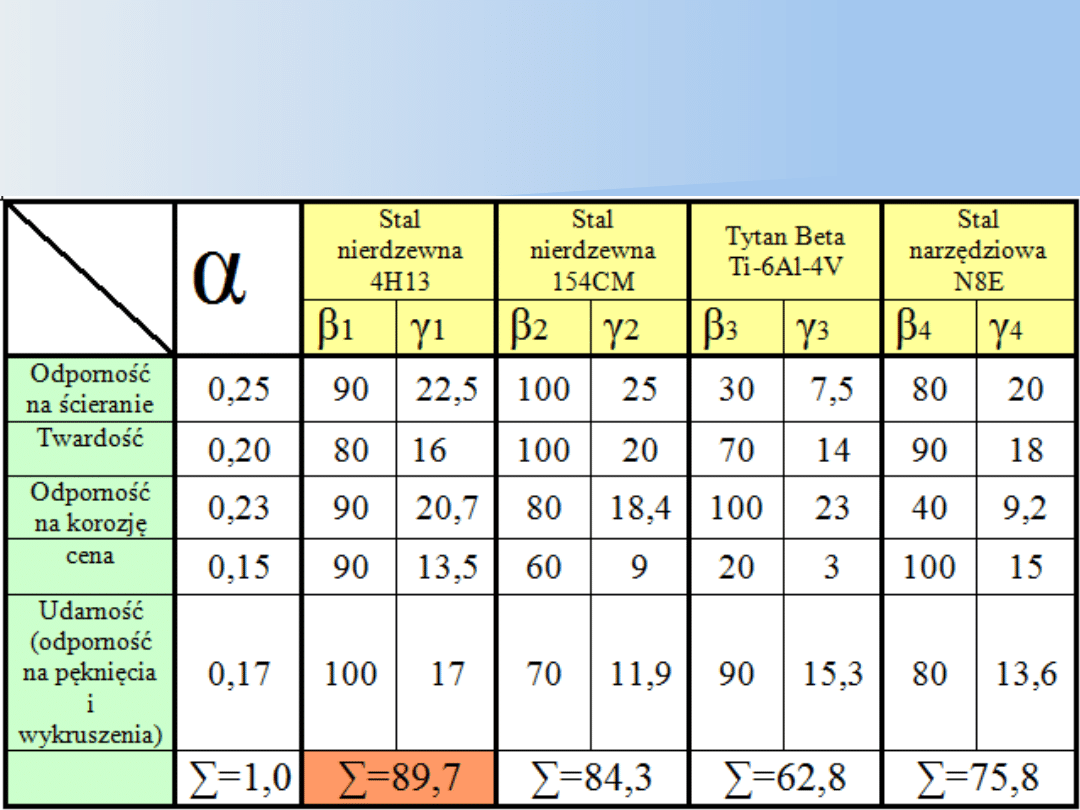
Dobór materiału metodą
Dobór materiału metodą
właściwości ważonych:
właściwości ważonych:

Podsumowanie
Podsumowanie
Jako materiał najbardziej optymalny pod względem
Jako materiał najbardziej optymalny pod względem
właściwości jak i ceny okazała się stal 4H13 (EN:
właściwości jak i ceny okazała się stal 4H13 (EN:
X46Cr13 ) Stal chromowa, martenzytyczna, o
X46Cr13 ) Stal chromowa, martenzytyczna, o
dobrej odporności korozyjnej i dobrej
dobrej odporności korozyjnej i dobrej
polerowalności
polerowalności
Odporna na korozję:
Odporna na korozję:
-atmosferyczną,
-atmosferyczną,
-rozcieńczonych zimnych roztworów soli
-rozcieńczonych zimnych roztworów soli
-niektórych rozcieńczonych zimnych kwasów
-niektórych rozcieńczonych zimnych kwasów
organicznych i nieorganicznych
organicznych i nieorganicznych
-alkoholi
-alkoholi
-produktów spożywczych
-produktów spożywczych
Własności mechaniczne
Własności mechaniczne
Twardość 52-57HRC
Twardość 52-57HRC
Moduł sprężystości E 215 GPa
Moduł sprężystości E 215 GPa
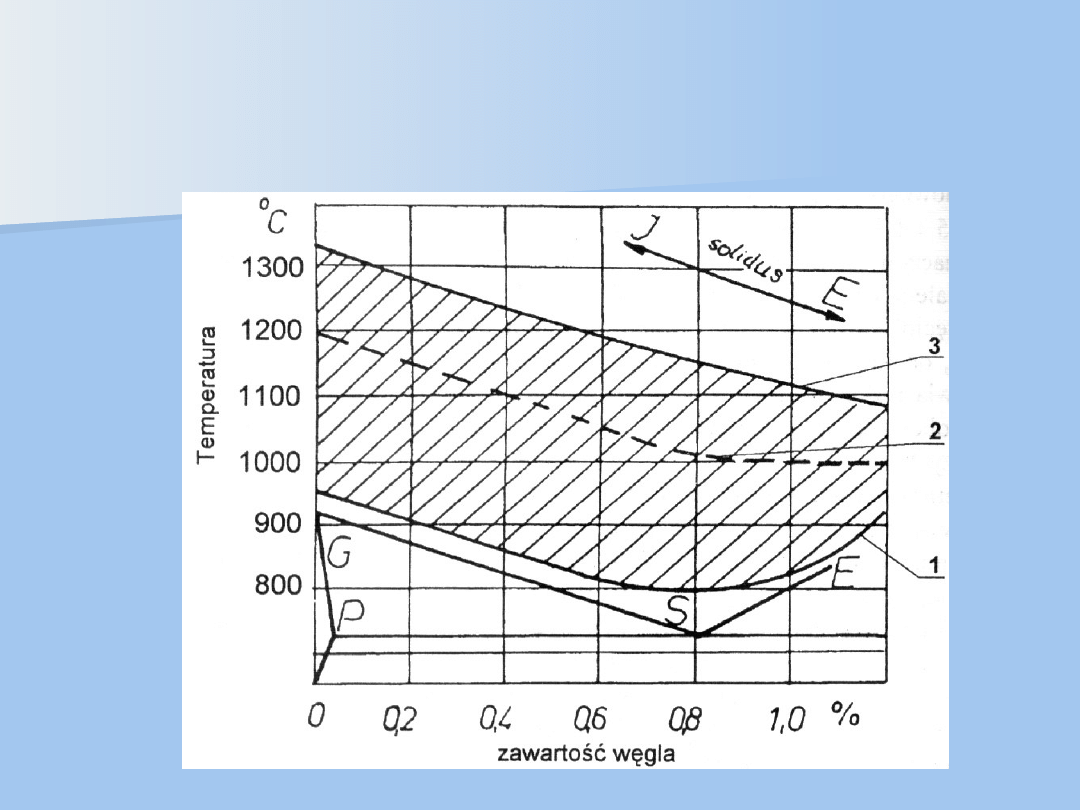
Warunki procesów technologicznych
Warunki procesów technologicznych
obróbki plastycznej i cieplnej:
obróbki plastycznej i cieplnej:
Kucie - 1100-800
Kucie - 1100-800
o
o
C
C
Hartowanie - 900-1080
Hartowanie - 900-1080
o
o
C
C
Odpuszczanie - 100-200
Odpuszczanie - 100-200
o
o
C
C

Bibliografia i zasoby
Bibliografia i zasoby
internetowe:
internetowe:
Michael F. Ashby,
Michael F. Ashby,
dobór materiałów w projektowaniu
dobór materiałów w projektowaniu
inżynierskim,
inżynierskim,
Wydawnictwo Naukowo-Techniczne Warszawa,
Wydawnictwo Naukowo-Techniczne Warszawa,
1998r.
1998r.
M. Ashby, H. Shercliff, D. Cebon,
M. Ashby, H. Shercliff, D. Cebon,
inzynieria materiałowa,
inzynieria materiałowa,
Wydawnictwo Galaktyka Sp. z o.o., Łódź 2011
Wydawnictwo Galaktyka Sp. z o.o., Łódź 2011
Leszek A. Dobrzański,
Leszek A. Dobrzański,
Podstawy nauk o materialach i
Podstawy nauk o materialach i
metaloznawstwo,
metaloznawstwo,
Wydawnictwo Naukowo-Techniczne, Gliwice-
Wydawnictwo Naukowo-Techniczne, Gliwice-
Warszawa, 2002r.
Warszawa, 2002r.
Polska norma PN-A-55567 : Noże, Tarcze przepustowe i
Polska norma PN-A-55567 : Noże, Tarcze przepustowe i
przednoże do maszyn do mielenia mięsa.
przednoże do maszyn do mielenia mięsa.
http://www.militaria.pl/porady/noze/glownie.xml#154%20CM
http://www.militaria.pl/porady/noze/glownie.xml#154%20CM
http://www.twenga.pl/nozyk-maszynki-do-miesa.html
http://www.twenga.pl/nozyk-maszynki-do-miesa.html
http://www.dostal.com.pl/stal-kwasoodporna-
http://www.dostal.com.pl/stal-kwasoodporna-
nierdzewna.html#nr4
nierdzewna.html#nr4
http://www.multistal.pl/go.live.php/PL-H38/4h1314034.html
http://www.multistal.pl/go.live.php/PL-H38/4h1314034.html
http://odkuwki.blogspot.com/2011/10/znacznie-odkuwek-
http://odkuwki.blogspot.com/2011/10/znacznie-odkuwek-
matrycowych-w-budowie.html
matrycowych-w-budowie.html
Dziękuje za uwagę!
Dziękuje za uwagę!
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
Wyszukiwarka
Podobne podstrony:
i1 Maszyna do rozdrabniania mięsa, BHP, Instrukcje-Jednostronicowe
INSTRUKCJA BHP PRZY OBSŁUDZE MASZYNY DO ROZDRABNIANIA MIĘSA, GASTRONOMIA
instrukcja bhp przy obsludze maszyny wilka kolbe do mielenia miesa
obsługa piły tarczowej do cięcia mięsa i kości, BHP i PPOŻ przygotowanie do szkoleń, Instrukcje BHP
i1 Urzadzenie do porcjowania mięsa, BHP, Instrukcje-Jednostronicowe
istan Urządzenie do porcjowania mięsa, BHP, Instrukcje-Stanowiskowe
Instrukcja bhp przy pracy piłą tasmową do ciecia mięsa na stanowisku sprzedawcy w sklepie mięsnym
instrukcja bhp przy obsludze mlyna laboratoryjnego do rozdrabniania wegla
instrukcja bhp przy obsludze pily tarczowej do ciecia miesa i kosci
Maszynka do mielenia mięsa, Instrukcje-Bezpiecznej Pracy
instrukcja bhp przy obsludze maszyny wilka kolbe do mielenia miesa
Dukielska maszynka do mielenia mięsa
Zalewa do peklowania mięsa
nóż w maszynie do mięsa
MARYNATA DO MIĘSA WOŁOWEGO, KUCHNIA-ZIOŁA-GOTOWANIE, UTRWALANIE ŻYWNOŚCI, przetwory, zalewy, marynat
więcej podobnych podstron