wartoś
ci
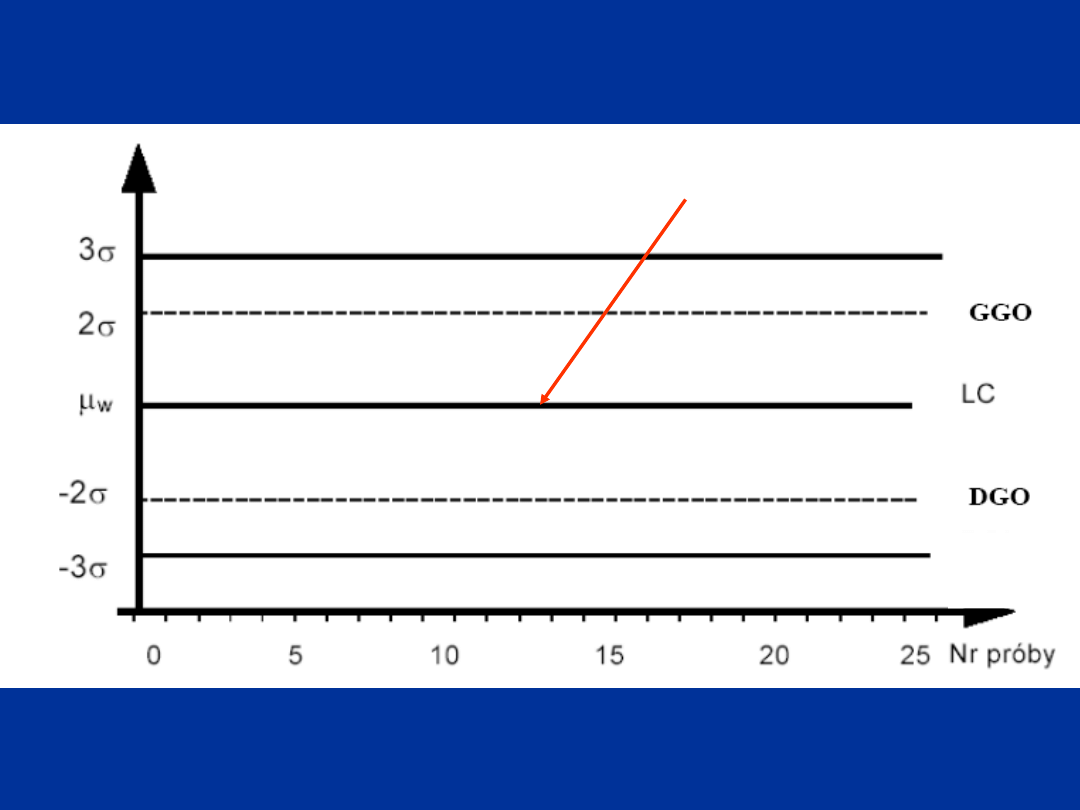
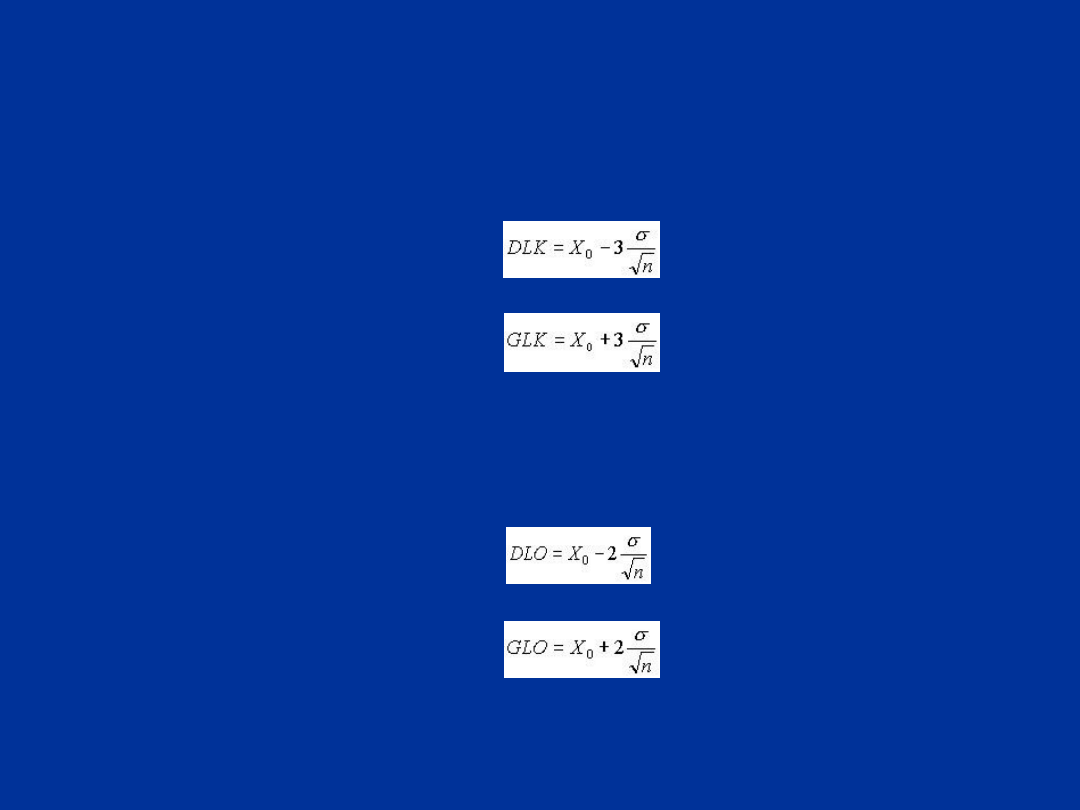
- X +/- 3 mieści się 99.73% obserwacji,
- X +/- 2 mieści się 95,45% obserwacji,
- X +/- 1 mieści się 68,27% obserwacji
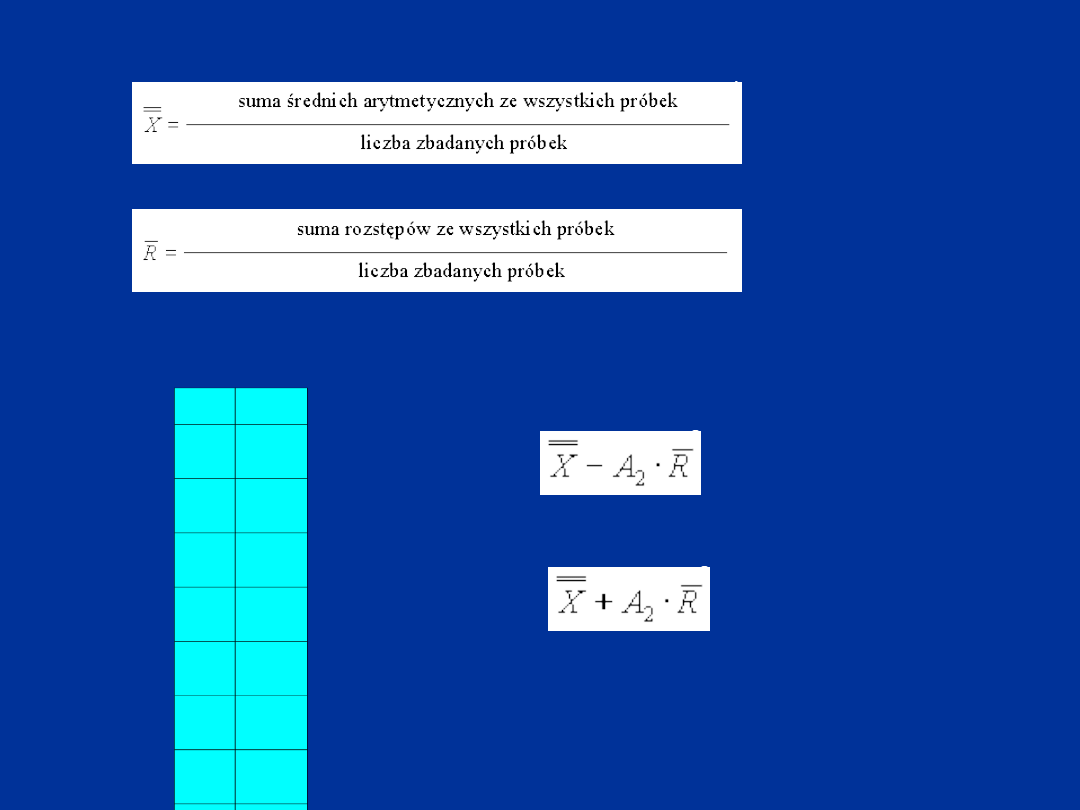
Linia centralna – z
próbki pilotażowej lub
wg normy
GG
K
DG
K
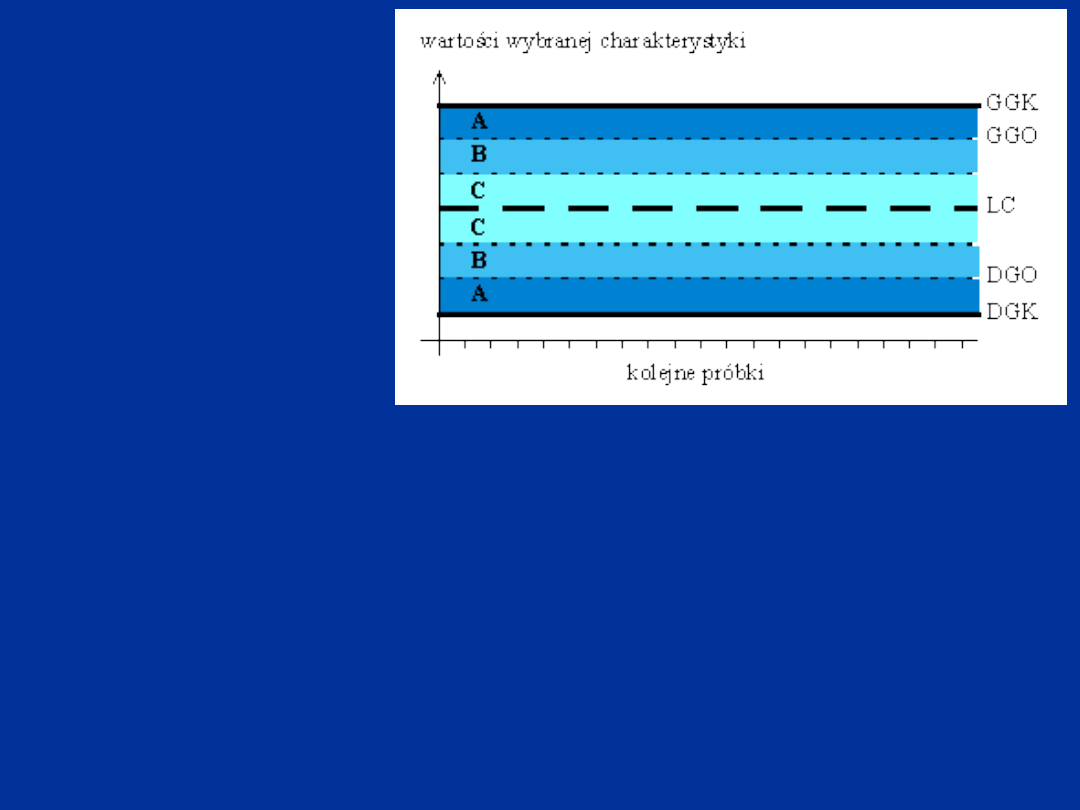
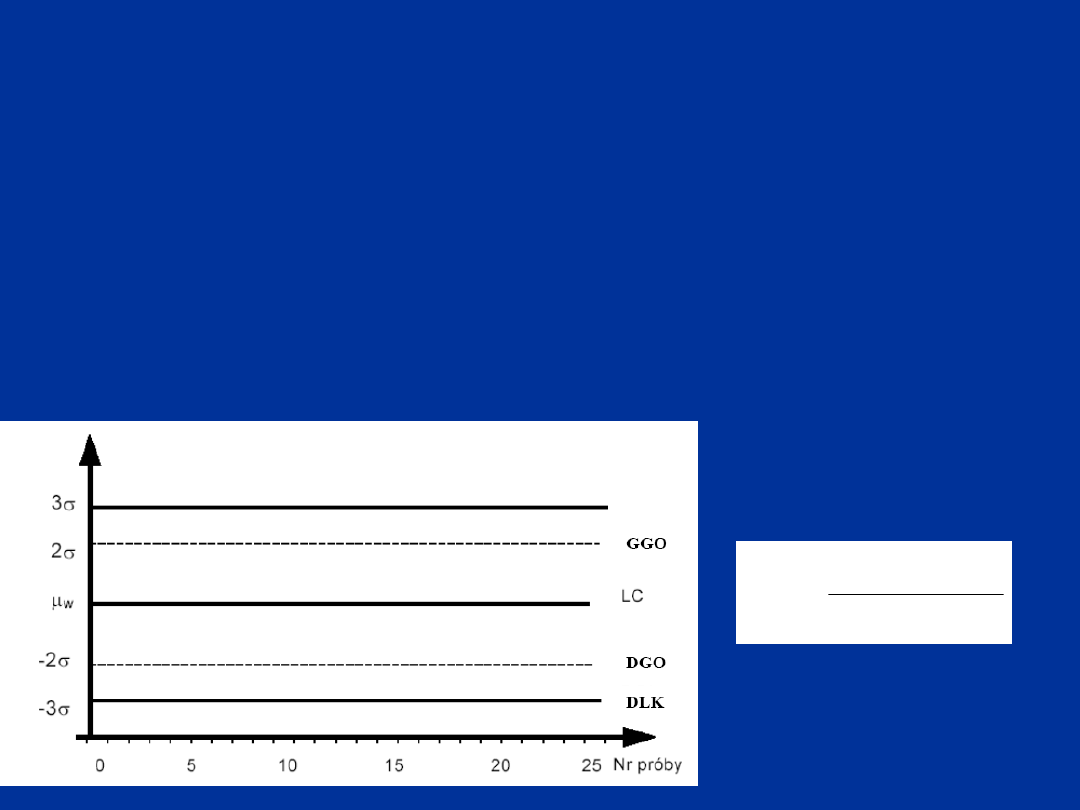
Główne elementy karty:
linia centralna - LC
dolna granica kontrolna - DGK
górna granica kontrolna - GGK
dolna granica ostrzegawcza - DGO
górna granica ostrzegawcza - GGO
strefy kontrolne - A, B i C
Ogólny schemat karty kontrolnej
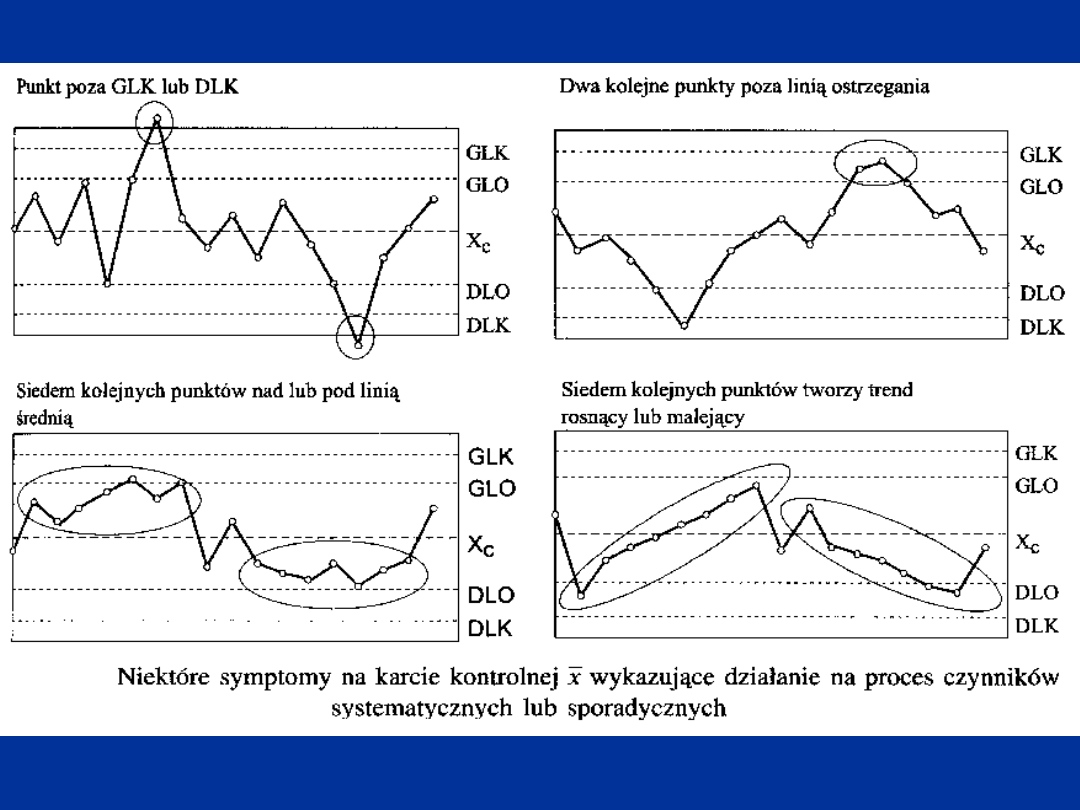

Ocena procesu na podstawie wykresu
• Aby stwierdzić, że analizowany proces jest pod kontrolą, musza być spełnione
następujące warunki:
- wszystkie punkty musza mieścić w polu ograniczonym liniami GLK i DLK;
- większość punktów musi znajdować się bliżej linii LC niż GLA czy DLK;
- punkty nie mogą wykazywać trendów ani cykli świadczących o
nienaturalnych
przyczynach zmienności;
- punkty nie mogą tworzyć powtarzających się okresowo układów;
- linie łączące poszczególne punkty na wykresie powinny przecinać linię LC.
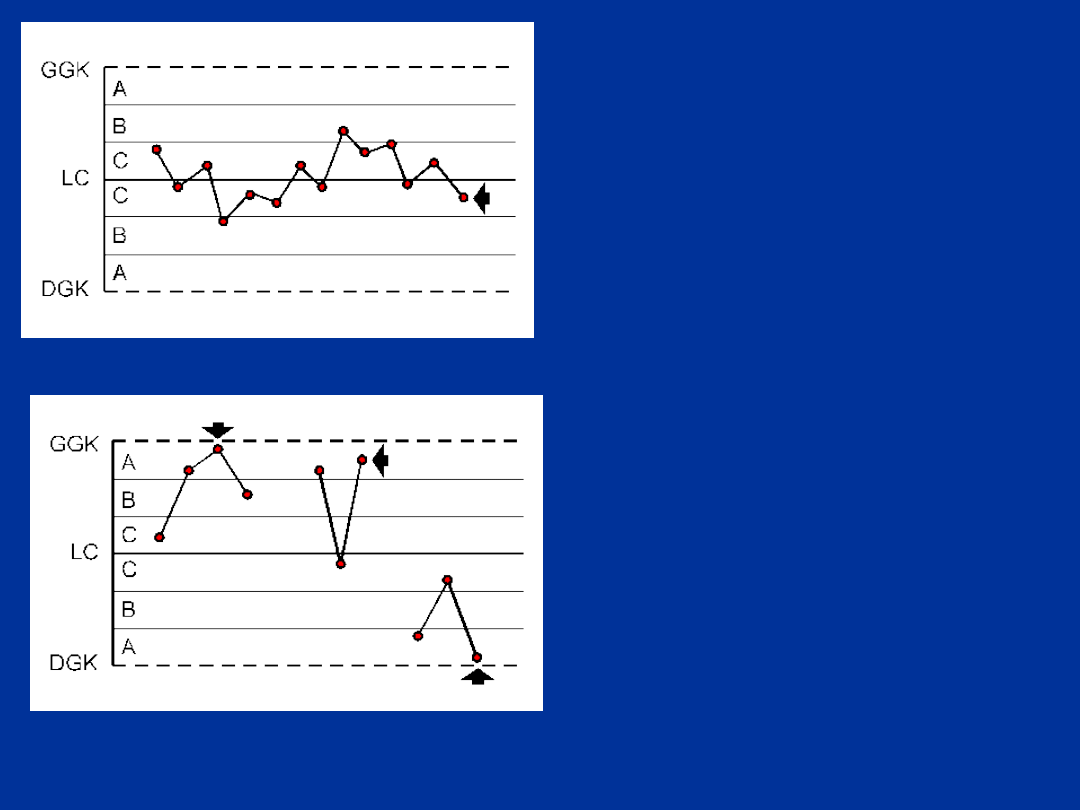
• Proces ma cechy mogące świadczyć o niekontrolowanym przebiegu gdy:
- punkt (punkty) na karcie znajduje się poza GLK lub DLK;
- dwa z trzech kolejnych punktów leżą blisko GLK lub DLK;
- seria 9-ciu kolejnych punktów leży po jednej stronie LC;
- szereg 6-ciu punktów leży wzdłuż prostej rosnącej lub malejącej;
- 14-cie kolejnych punktów na przemian rosnących lub malejących;
- 4 z 5-ciu kolejnych punktów leżą w strefie między linią ostrzegania i kontrolną;
- 15-cie kolejnych punktów oscyluje wokół linii centralnej;
- osiem kolejnych punktów leży po obu stronach LC ale żaden z nich nie w pobliżu
9 punktów z rzędu
w strefie C lub
poza nią po tej
samej stronie linii
centralnej
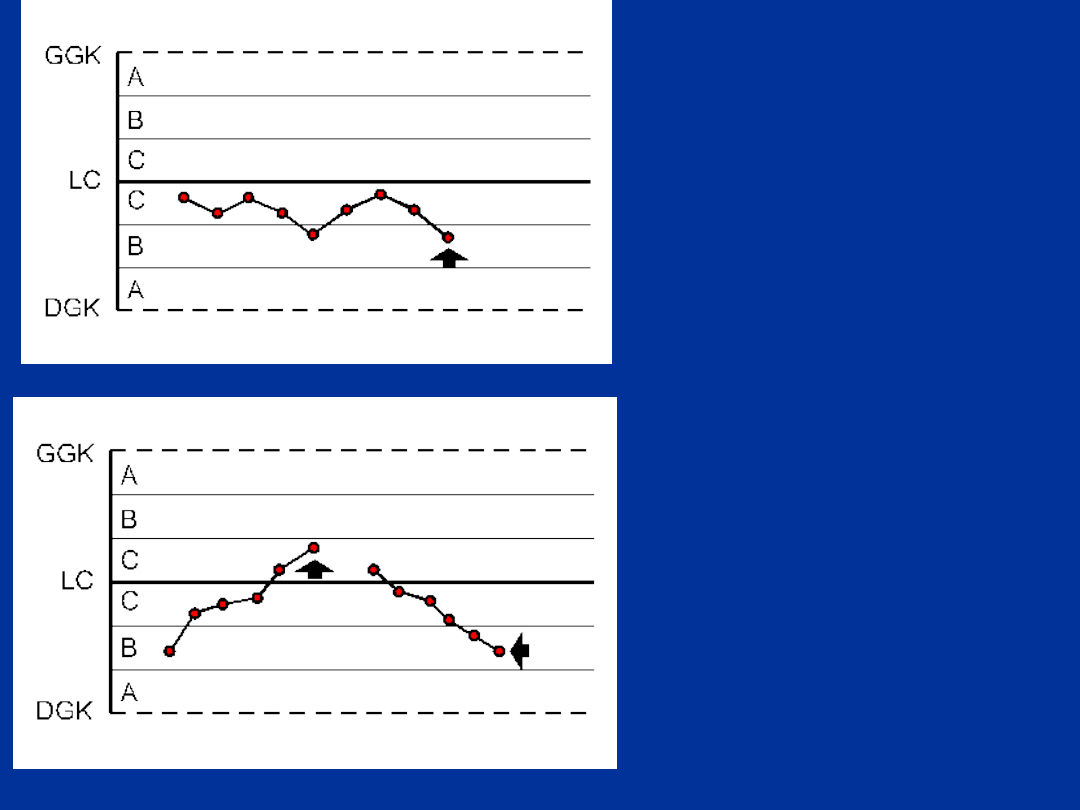
6 punktów z rzędu o
stale rosnących lub
malejących wartościach
Prawdopodobnie na proces ma
wpływ jakiś istotny czynnik.
Test wskazuje na dryf średniej
procesu. Zwykle taki dryf jest
skutkiem zużycia maszyn,
nieodpowiedniej konserwacji,
poprawy umiejętności obsługi itp
14 punktów z rzędu o naprzemiennie
rosnących i malejących wartościach
2 punkty z 3
kolejnych w strefie
A
Jeśli zostanie wykryty taki sygnał,
to można się spodziewać, że na
proces mają systematyczny wpływ
dwie przeciwstawne przyczyny. Na
przykład, monitorowane są na
przemian dostawy z dwóch
różnych źródeł (od dwóch
dostawców).
Pozytywny wynik tego testu
jest tak zwanym "sygnałem
ostrzegawczym" o
przesunięciu wartości badanej
zmiennej.
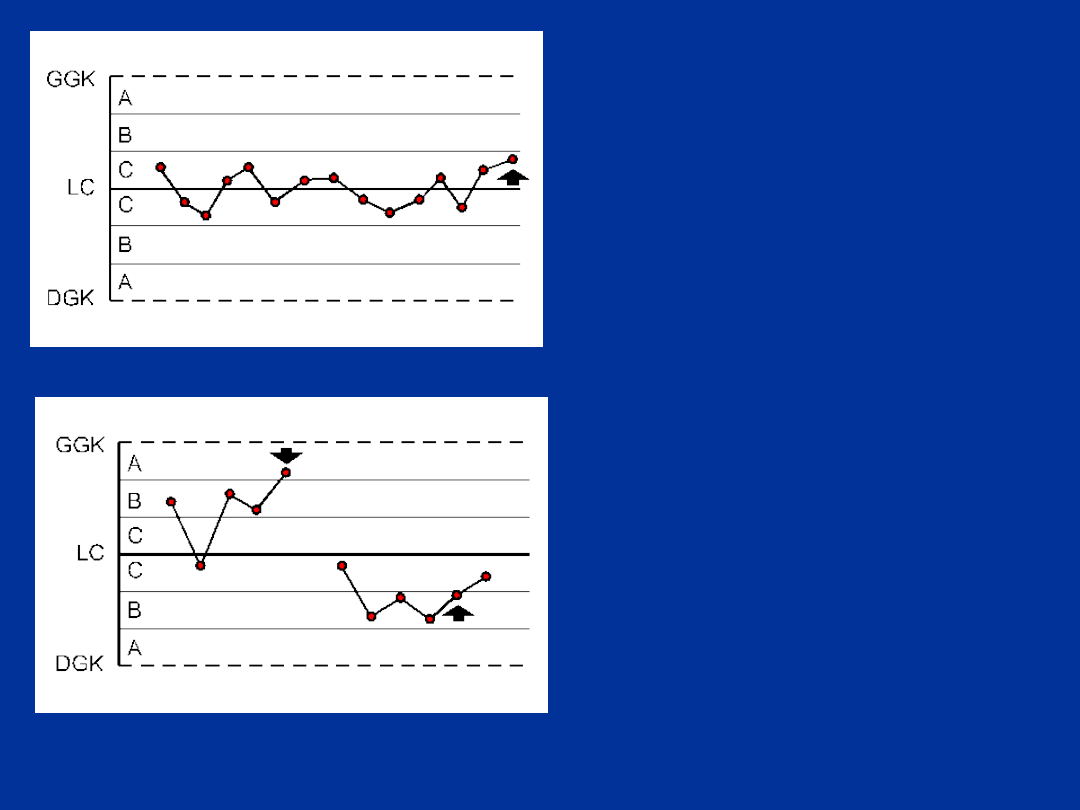
15 punktów z rzędu w strefie C
(poniżej lub powyżej linii
centralnej)
4 punkty z 5 kolejnych w strefie B lub A
Tak jak poprzednio,
sygnał ten można
traktować jako "sygnał
ostrzegawczy" o
przesunięciu badanej
wielkości zmiennej
W przypadku gdy 15 kolejnych
obserwacji leży w strefie C (po
obu stronach linii centralnej)
można przypuszczać, że
wariancja procesu uległa
zmniejszeniu.
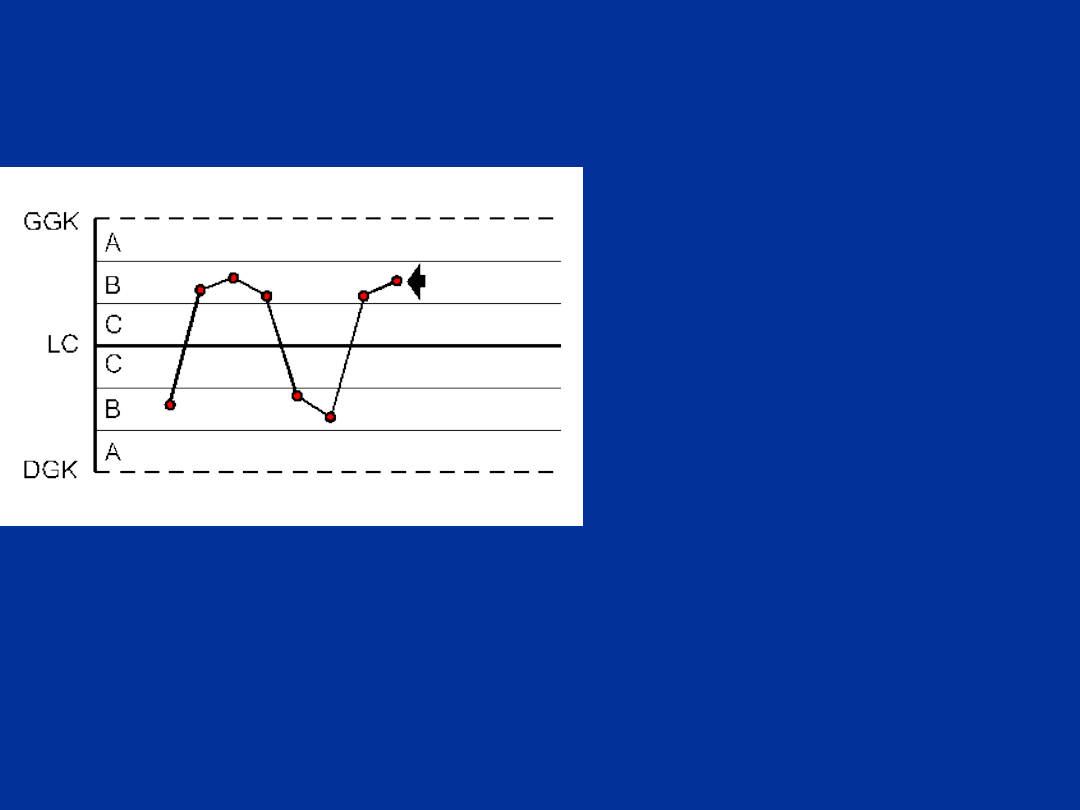
8 punktów z rzędu po obu
stronach linii centralnej poza
strefą C
Na pobierane próbki oddziałują dwa różne czynniki o dwumianowym rozkładzie.
Tak może się zdarzyć, gdy, na przykład, na karcie kontrolnej X-średnie odkładane
są próbki pobierane z jednej z dwóch maszyn. Jedna z tych maszyn generuje
strumień wyrobu powyżej średniej, druga poniżej średniej.

Karty kontrolne dla cech ocenianych liczbowo
» umożliwiają szybkie podjęcie decyzji korygujących przebieg procesu,
Stosuje się, gdy chcemy kontrolować mierzalne czynniki jakości produktu (długość
w metrach, średnice, oporność w omach itp.).
Reprezentują klasyczne zastosowanie kart kontrolnych w sterowaniu procesem
są szczególnie użyteczne z powodu:
» większość procesów charakteryzuje się właściwościami mierzalnymi,
» wynik pomiaru zawiera więcej informacji niż proste klasyfikowanie TAK / NIE,
» wynik procesu można analizować bez specyfikacji,
» dają niezależny obraz przebiegu procesu i jego możliwości,
» pozwalają zmniejszyć całkowity koszt kontroli,
Karta kontrolna X-średnie
tzw karta kontrolna położenia. Na kartę nanoszone są wartości średnie wyników
pomiaru elementów próbek, pobieranych w regularnych odstępach czasu z procesu
poddawanego kontroli .
n- wielkość próbki
s - odchylenie standardowe procesu (wartość znana lub wyznaczana w
próbie pilotowej /w badaniu zdolności procesu/)
Karta kontrolna rozstępu R
metoda monitorowania zmienności
Linia środkowa: LC= Rśr
Położenie linii kontrolnych jest obliczane ze wzorów:
D – współczynniki tabelaryczne
• Dwa rodzaje współczynników zdolności jakościowej:
Cp – zdolność jakościowa procesu;
- stosowana w ocenie sprawności procesu, przy
założeniu, że proces jest normalnie realizowany
(rozrzut wyników mieści się w przedziale x
śr
6
LSL
USL
Cp
GGK
• Wskaźnik zdolności procesu
USL (LSL) – górna (dolna)
tolerancja
– odchylenie standardowe
Uwzględnienie przesunięcia
procesu C
pk
– wskaźnik
wycentrowania
6
LSL
USL
Cp
3
;
3
min
LSL
x
x
USL
Cpk
śr
śr

Określenie specyfikacji
LSL = 10,0 mm
USL = 11,0 mm
LSL i USL - dopuszczalny zakres
zmienności
USL – LSL = 1,0 mm

Szerokość procesu
σ = x 0,1 mm = ± 0, mm
±σ = 0,6 mm
Ponieważ :
0,6 mm < 1,0 mm to:
proces spełnia
wymagania
Zdolność procesu
Cp = (USL – LSL) / 6 σ
Cp = 1,0 mm / 0,6 mm = 1,67
Zdolność
Niezgodnoś
ć
1,0
2700 ppm
1,
6 ppm
1,67
0,57 ppm
2,0
0,002 ppm
n
A
2
2
1,88
0
3
1,02
3
4
0,72
9
5
0,57
7
6
0,48
3
7
0,41
9
8
0,37
3
9
0,33
7
10
0,30
8
LSL =
USL =
Document Outline
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
Wyszukiwarka
Podobne podstrony:
KARTA KONTROLI PRZYJĘCIA TOWARU, Haccp, GMP, GHP, ISO, Dokumentacja
KARTA KONTROLI TEMPERATURY W URZĄDZENIACH CHŁODNICZYCH I ZAM, instrukcje BHP
09.Karta kontroli wewnętrznej, Haccp-Dokumentacja-przykład
15. Karta kontrolna, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn tu
Karta kontrolna
karta kontroli badania frekwencji-przedszkole, Przedszkole
KARTA KONTROLNA
karta kontroli temp i wilgotn w pomieszcz magaz, Haccp, GMP, GHP, ISO, Dokumentacja
17 Karta kontrolna
Karta kontrolna materiałowa ilościowo - wartościowa, Nazwa towaru
04 KARTA KONTROLI ZAPISÓW TEMPERATURY I WILGOTNOŚCI W MAGAZY
Okołooperacyjna Karta Kontrolna, MEDYCYNA, RATOWNICTWO MEDYCZNE, BTLS+chirurgia
09.Karta kontroli wewnętrznej b, GHP GMP ISO HACCP
08.Karta kontroli przyjęcia towaru, Haccp-Dokumentacja-przykład
Karty kontrolne Shewharta2, Studia, STUDIA PRACE ŚCIĄGI SKRYPTY
03.KARTA KONTROLI TEMPERATURY URZĄDZENIA CHŁODNICZEGO a(1), zachomikowane(1)
technologia maszyn, KARTA KONTROLNA, POLITECHNIKA LUBELSKA
więcej podobnych podstron