Continuous Improvement
Management
Praktyka wdrażania
Prof. dr hab. inż. Mariusz
Bednarek
Najbardziej istotną cechą
charakteryzującą otoczenie, w którym
działa i działać będzie przedsiębiorstwo
jest jego zmienność, będąca pochodną:
globalizmu,
wysokiej dynamiki rozwoju naukowo-
technicznego,
wysokiej konkurencyjności.
Współczesne otoczenie
przedsiębiorstwa
Zmienności przedsiębiorstwa sprzyja
high-tech, do której należy branża
technologii informacyjnej (sprzyjająca
globalizacji) pomagając
przedsiębiorstwu w:
uzyskaniu przewagi konkurencyjnej.
działań, wiele razy wymuszonych,
praktycznie w każdym miejscu na
kuli ziemskiej.
Cele przedsiębiorstwa
Cele te można zdefiniować w następujący
sposób:
1.Osiągniecie i utrzymanie kondycji
pozwalającej przedsiębiorstwu
odpowiadać na przewidywalne i
nieprzewidywalne zmiany otoczenia.
2.Osiąganie satysfakcji klientów w
zmieniających się dynamicznie
warunkach rynkowych
.
3. Prowadzenie operacji w sposób na
tyle „szczupły – lean”, zwinny –
agile” i inteligentny, aby
odpowiadając na zmiany nie naruszać
kondycji przedsiębiorstwa.
4. Posiadanie pracowników
działających w oparciu o wiedzę.
5. Satysfakcjonowanie interesów
wszystkich zainteresowanych
działalnością przedsiębiorstwa
(akcjonariuszy, pracowników,
dostawców itp.).
Jakie modele działania mogą sprostać
wszelkim
wymienionym
wyzwaniom,
jakie stoją przed przedsiębiorstwem?
organizacji wirtualnej
organizacji
“szczupłej
–lean”-
i
elastycznej.
organizacji “zwinnej – agile”
Organizacja wirtualna
Organizacja wirtualna to taka, którą
tworzy sieć instytucji, zespołów i ludzi
zorganizowanych w luźno związanych,
niezdefiniowanych strukturach, których
łączy
wspólny
cel
polegający
na
świadczeniu produkcji wyrobów lub usług
na rzecz klienta.
Organizacja taka ma strukturę
macierzową
i zdecentralizowaną.
Organizacja wirtualna charakteryzuje
się,
precyzyjnie zdefiniowaną, w danym
momencie jej
działania, specjalizacją oraz ma
opanowaną do
perfekcji zasadę „outsourcingu”.
Organizacja szczupła,
zwinna
i elastyczna
Podstawową jej cechą jest poszukiwanie
i ograniczanie do minimum
(lub też całkowite wyeliminowanie)
wszelkiego rodzaju strat oraz wprowadzenie
automatyzacji opartej przeważnie na sprzęcie
sterowanym numerycznie.
Idea szczupłego przedsiębiorstwa (lean)
narodziła
w Japonii, kiedy to Eiji Toyota ze swoim
współpracownikiem Taiidzi Ohno doszli
do wniosku, iż w ich kraju masowa
produkcja samochodów nie ma racji
bytu.
Tak narodził się model produkcji zwany
Toyota Production System (TPS), który
potem przerodził się w koncepcję
produkcji szczupłej, opisany w książce J.
Womack i inni
„La maquina que cambio el mundo”.
Paradygmaty zarządzania szczupłego –
“Lean Thinking” są następujace:
1. Podstawą zarządzania jest wartość
dodana generowana w procesie
wytwarzania wyrobu
lub usługi. Wartość dodaną
definiuje klient nabywający w
określonym czasie produkt
lub usługę, która spełnia jego
oczekiwania związane z
zaproponowaną mu ceną.
Zarządzanie szczupłe
2. Dla sprawnego zarządzania potrzebne
jest
zdefiniowanie łańcucha wartości
obejmującego
trzy podstawowe ogniwa:
proces projektowania wyrobu (usług)
i
programu prowadzenia
odpowiednich prób;
proces planowania i programowania
produkcji
od momentu wpłynięcia zamówienia,
aż do czasu
dostarczenia wyrobu (usługi)
klientowi;
proces wykonawczy wyrobu lub
usługi.
Struktura organizacji zwinnej
organizacja
oparta o ciągłe
procesy
innowacyjne
ludzie
wymieniający się
wiedzą oraz
współuczestniczą
cy w procesach
zarządzania
technologia
elastyczna i
inteligentna
Wytwarzanie
zwinne
integracja organizacji, ludzi, technologii
Podstawowe cechy modelu
zwinnego przedsiębiorstwa to:
integracja wszystkich elementów przedsiębiorstwa,
oparcie działania o sieci, których podstawowymi
ogniwami są pracujący w organizacji ludzie i
tworzone przez nich w naturalny sposób grupy
robocze (zespoły),
tworzenie w przedsiębiorstwie otoczenia
innowacyjnego
i uczącego się,
ciągłe doskonalenie realizowanych procesów,
przystosowanie się do zmian i wynikającego stąd
zarządzania rynkiem,
skupienie się na klientach jako na najistotniejszym
elemencie działania organizacji
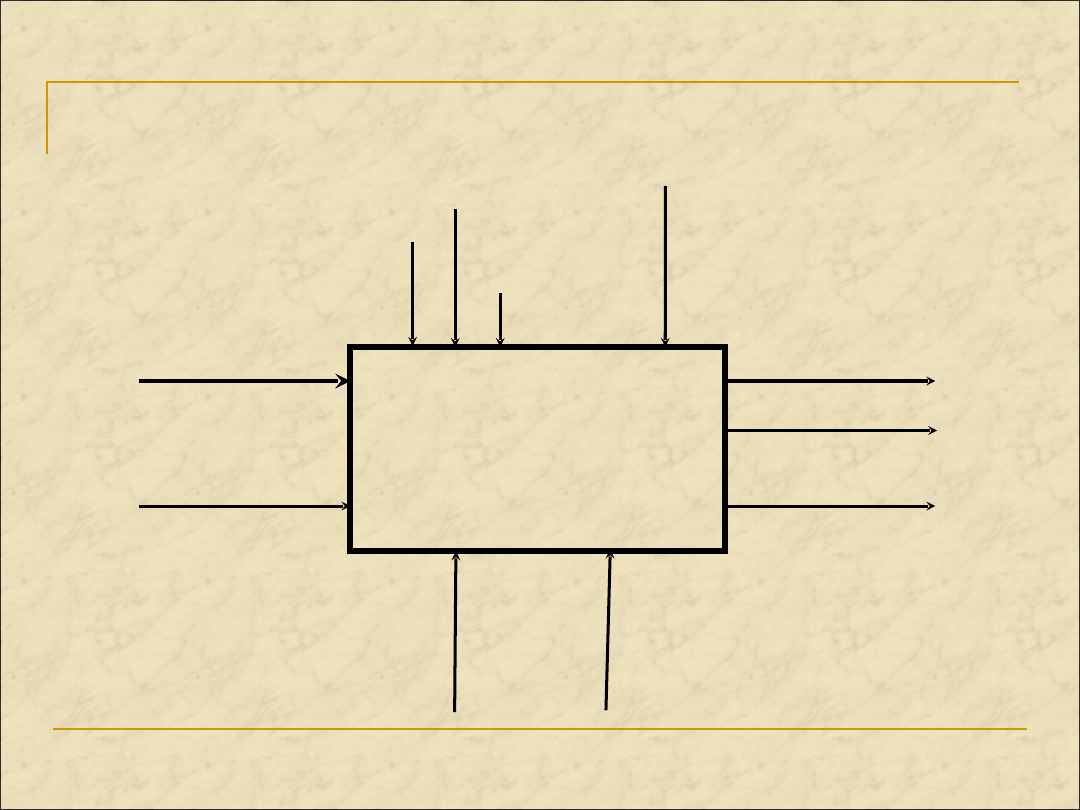
Trendy zmian w zarządzaniu
Zarządzani
e
Skorygowane
plany
i
wskaźniki
Zadania do
zrealizowani
a
Decyzje
Przyjęte strategie
działania
Regulac
je
prawne
Procedury
Założenia
przyjętych
metod
działania
Informacj
e
o
działalności
organizacji
Informacj
e
z
otoczenia
Technologie
informatyczn
e
Zasoby
ludzkie
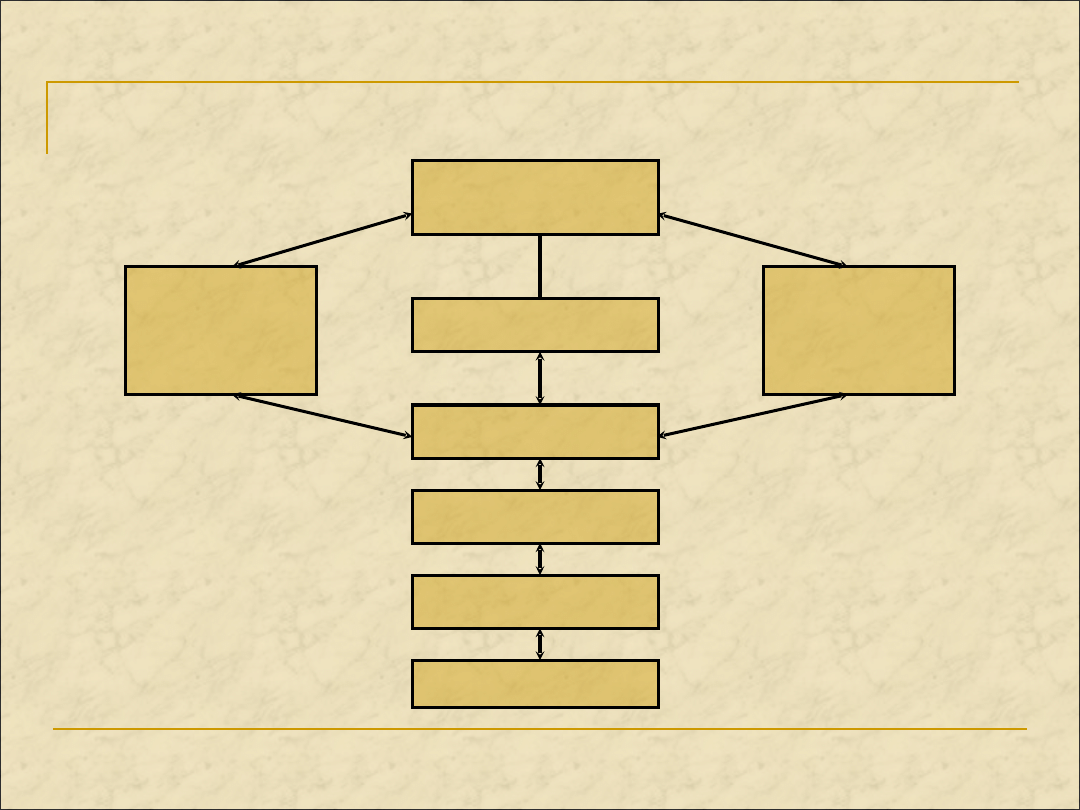
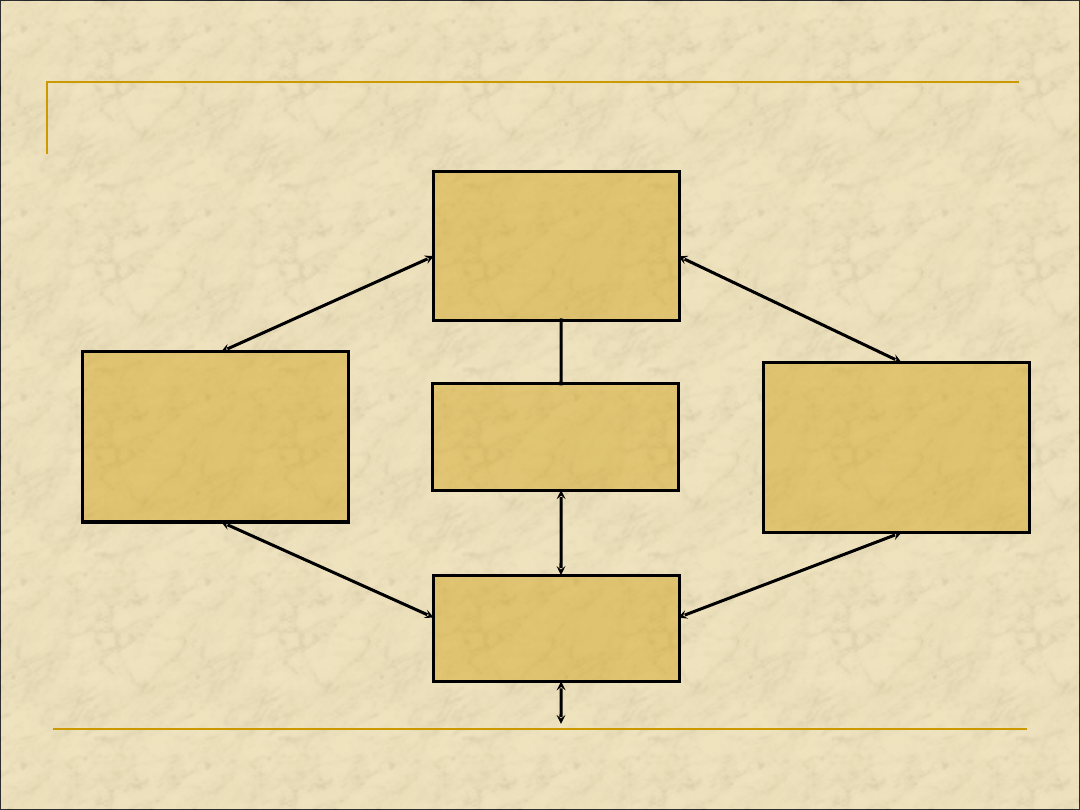
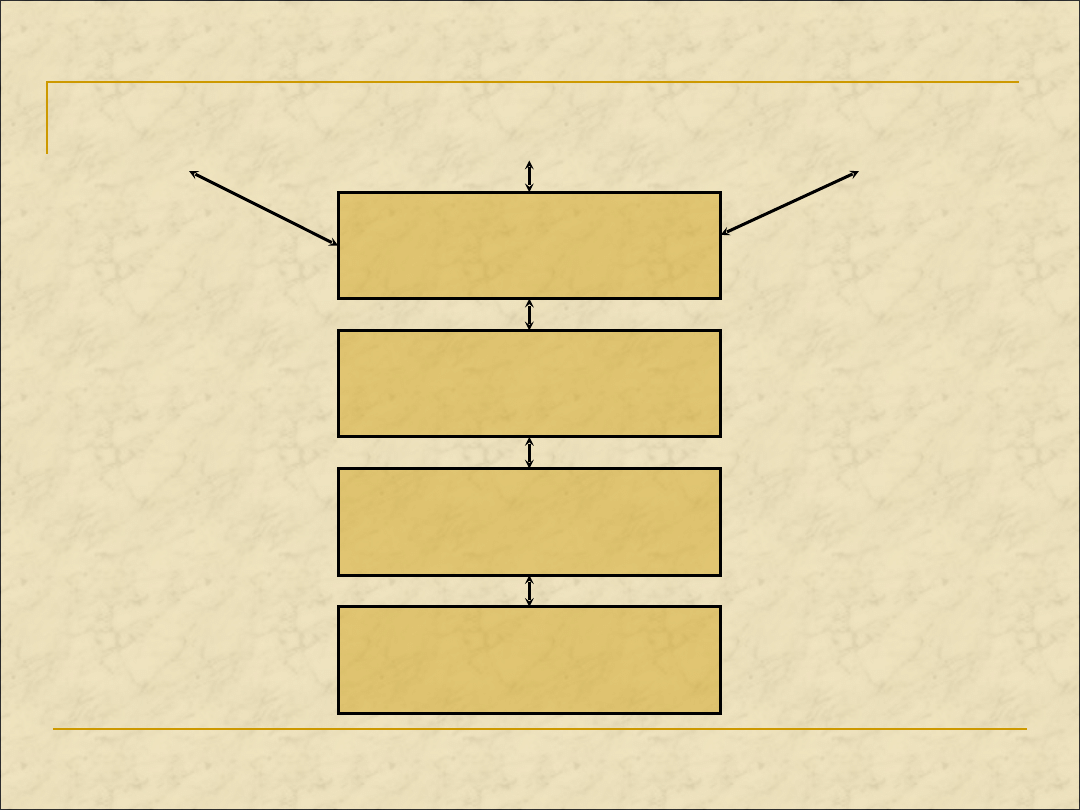
Model systemu
zarządzania
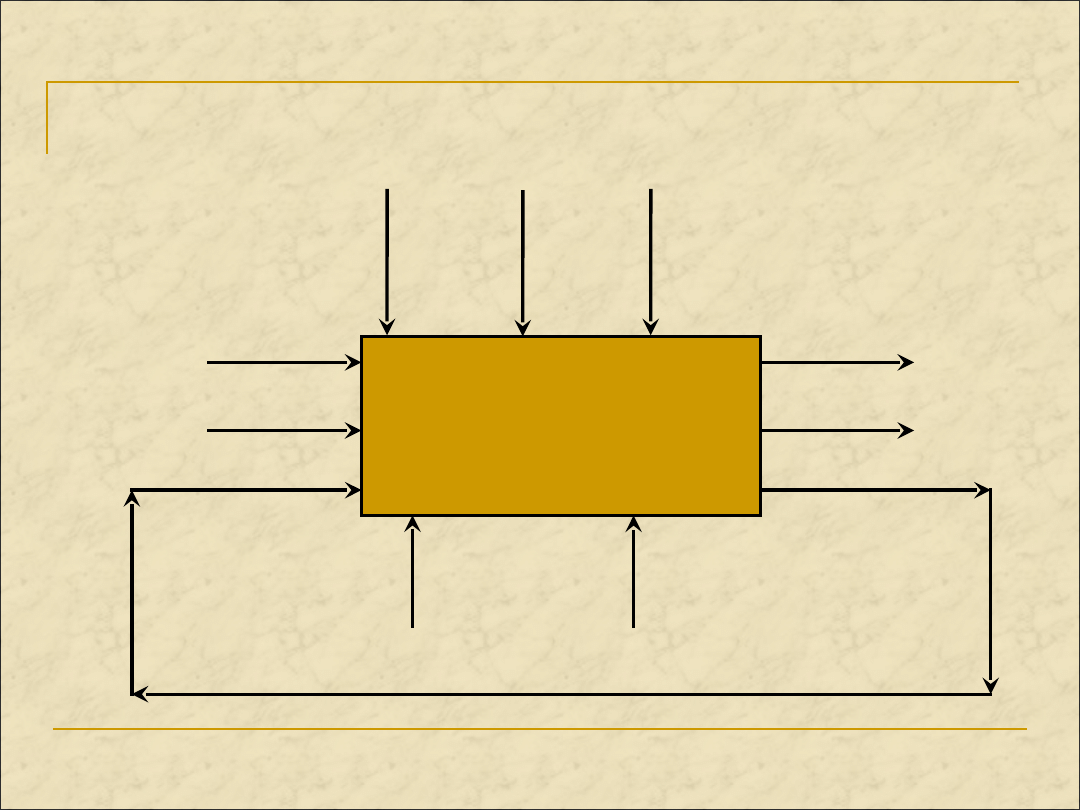
Model obrazujący tendencje zmian
w zarządzaniu
Zarządzanie
oparte na wiedzy
i myśleniu systemowym
Strategie
wizja
misja
Cele Procedury tworzenia
wiedzy organizacyjnej
Innowacje
Doskonalenie
procedur i procesów
Wiedza
Zewnętrzna
Wiedza
Wewnętrzna
Wiedza
Spersonalizowana
Informa
cja
Technologia
informatyczna
Ludzie ich
wiedzy
Zarządzanie produkcją
Zarządzanie produkcją przedsiębiorstwa
powinno
być współcześnie oparte o
Continuous Improvement Management
„Proces nieustającego wdrażania w
przedsiębiorstwie zmiennego, zależnego od
indywidualnych cech charakterystycznych
firmy zbioru metod, narzędzi i filozofii, które
są wybierane i wdrażane w zależności od
zmian wewnątrz przedsiębiorstwa i w jego
otoczeniu. Zmiany te, mające charakter
ciągły, będą identyfikowane poprzez proces
monitoringu lub controllingu”.
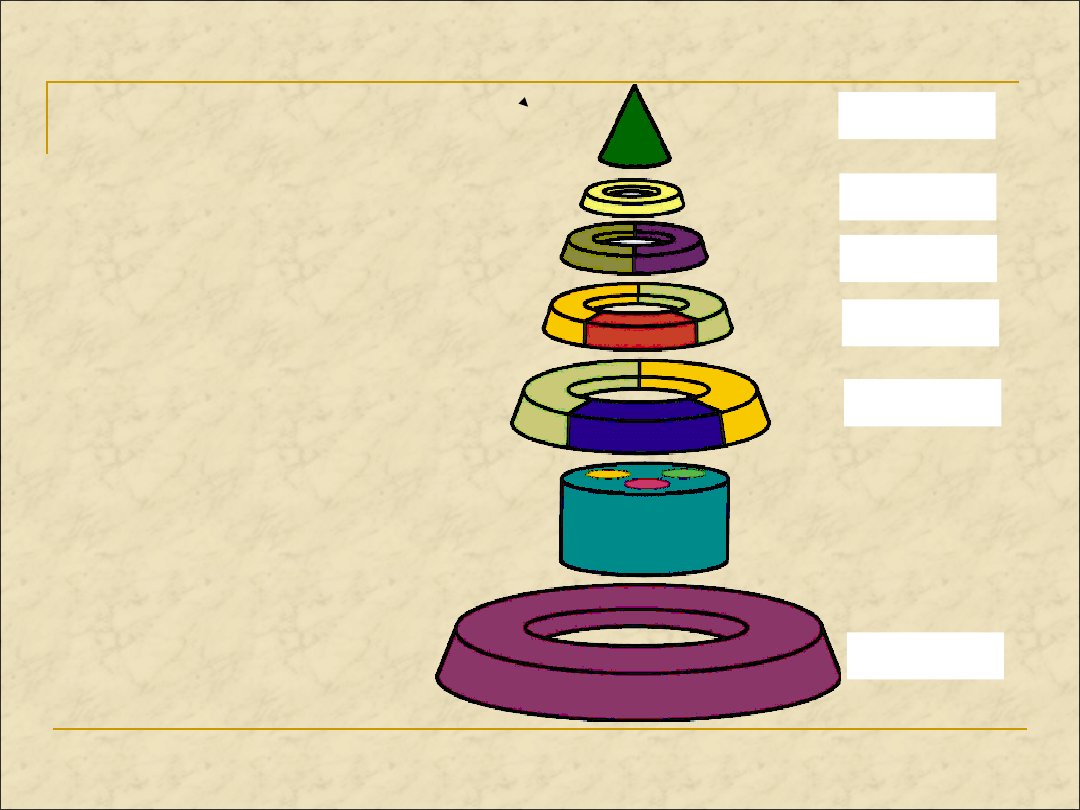
Model szczegółowy ciągłego doskonalenia
zarządzania.
Poziom 6
Poziom 5
Poziom 4
Poziom 3
Poziom 2
Poziom 1
Organizacja
inteligentna
Przedsiębiorstwo zwinne
Przedsiębiorstwo zwinne
”Agile”
”Agile”
Przedsiębiorstwo szczupłe
Przedsiębiorstwo szczupłe
„Lean”
„Lean”
JIT
MRPII
ERP
CIM
TPM
KAIZEN
TOC
SMED
ISO 9000:2000
TQM
KM
BPR
TG
Wybrane metody i narzędzia zarządzania
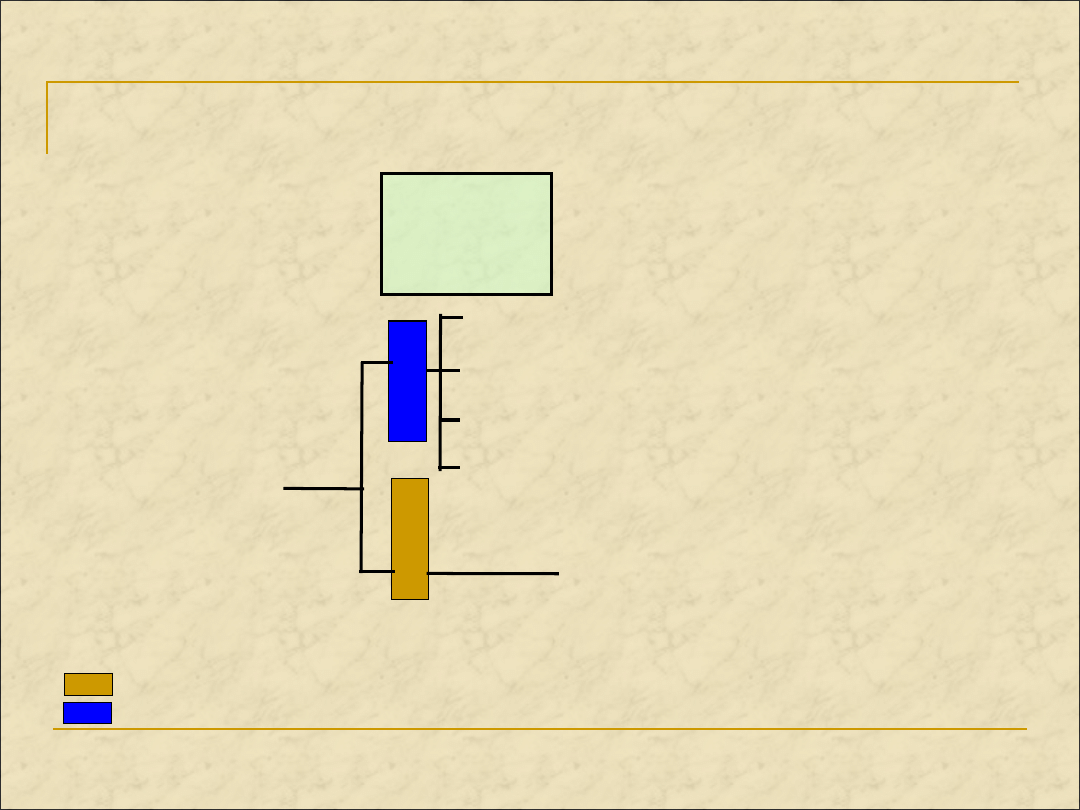
produkcją SMED
Koncepcja systemu SMED - etapy przezbrajania maszyn
i urządzeń
.
Czynności zewnętrzne
Czynności wewnętrzne
KRO
K
1
KRO
K
2
KRO
K
3
KRO
K
4
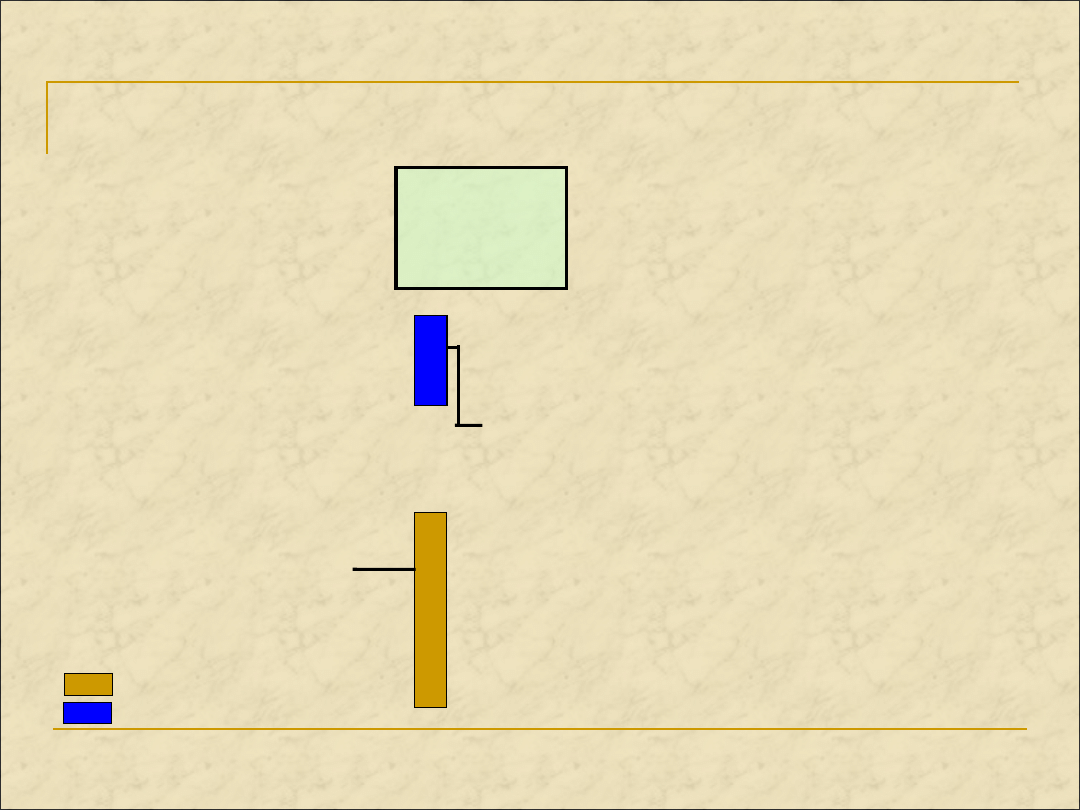
Wybrane metody i narzędzia zarządzania
produkcją SMED
Koncepcja systemu SMED - etapy przezbrajania maszyn
i urządzeń
.
Czynności zewnętrzne
Czynności wewnętrzne
KRO
K
1
FAZY
KONCEPTUALNE
CZAS
TECHNIKI
I
NARZĘDZIA
UŻYWANE
PRZEZBRAJANIE
Obserwacje stanowiska
Video
NIE ODRÓŻNIA SIĘ CZYNNOŚCI
ZEWNĘTRZNYCH I WEWNĘTRZNYCH
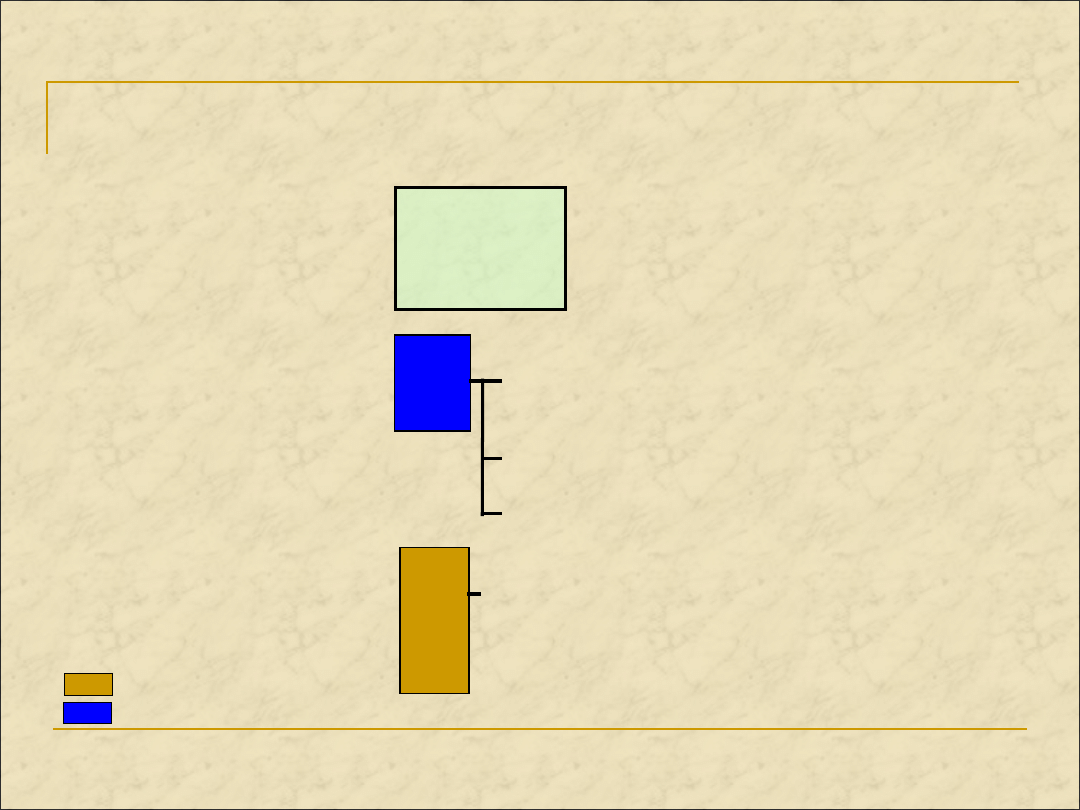
Wybrane metody i narzędzia zarządzania
produkcją SMED
Koncepcja systemu SMED - etapy przezbrajania maszyn
i urządzeń
.
Czynności zewnętrzne
Czynności wewnętrzne
KRO
K
2
FAZY
KONCEPTUALNE
CZAS
TECHNIKI
I
NARZĘDZIA
UŻYWANE
Obserwacja stanowiska pracy
Poprawa transportu wewnętrznego
Video
Listy kontrolne
ZDEFINIOWANIE CZYNNOŚCI
ZEWNĘTRZNYCH
I WEWNĘTRZNYCH
Wybrane metody i narzędzia zarządzania
produkcją SMED
Koncepcja systemu SMED - etapy przezbrajania maszyn
i urządzeń
.
Czynności zewnętrzne
Czynności wewnętrzne
KRO
K
3
FAZY
KONCEPTUALNE
CZAS
TECHNIKI
I
NARZĘDZIA
UŻYWANE
Przygotowanie potrzebnej dokumentacji
i oprzyrządowania z wyprzedzeniem
Standaryzacja czynności
KONWERSJA CZYNNOŚCI
WEWNĘTRZNYCH
W ZEWNĘTRZNE
Wybrane metody i narzędzia zarządzania
produkcją SMED
Koncepcja systemu SMED - etapy przezbrajania maszyn
i urządzeń
.
Czynności zewnętrzne
Czynności wewnętrzne
KRO
K
4
FAZY
KONCEPTUALNE
CZAS
TECHNIKI
I
NARZĘDZIA
UŻYWANE
Wykonywanie czynności
przezbrojeniowych równolegle
Automatyzacja i mechanizacja
Eliminacja usterek
Doskonalenie operacji
magazynowych
DOSKONALENIE
CZYNNOŚCI
PRZEZBROJENIOWYCH
System obsługi bezawaryjnej
-TPM
Założenia Systemu Obsługi Bezawaryjnej -
TPM, zostały zdefiniowane przez Seiichi
Nakajima - Wiceprzewodniczącego
Japońskiego Instytutu Inżynierów
Produkcji (JIPE).
Głównym celem TPM jest stałe
doskonalenie efektywności pracy maszyn i
urządzeń przy aktywnym
współuczestnictwie wszystkich
pracowników przedsiębiorstwa w
procesach obsługi
konserwacyjno – remontowej.
Podstawowe elementy TPM
obsługa autonomiczna
obsługa prewencyjna
obsługa zapobiegawcza
wczesne zarządzanie sprzętem
Wdrożenie TPM w przedsiębiorstwie obejmuje
12 podstawowych kroków:
1. Zobowiązanie się Naczelnej Dyrekcji do
wdrażania TPM.
2. Rozpoczęcie programu szkoleń i
przedsięwzięć mających na celu włączenie
wszystkich pracowników
w proces wdrażania TPM.
3. Stworzenie struktur organizacyjnych
niezbędnych w procesie wdrażania TPM.
4. Zdefiniowanie polityki i celów TPM.
5. Sformułowanie wzorcowego planu
wdrażania TPM.
6. Rozpoczęcie wdrażania.
7. Podwyższanie efektywności wszystkich
grup
maszyn i urządzeń.
8. Opracowanie programu obsługi
autonomicznej.
9. Opracowanie programu obsługi
prewencyjnej
maszyn i urządzeń.
10. Prowadzenie szkoleń w celu
usprawniania systemu
obsługi maszyn i urządzeń.
11. Opracowanie programu wczesnego
zarządzania sprzętem.
12. Usprawnianie procesów TPM.
Wdrażając TPM chcemy zrealizować:
- Zero przestojów nieplanowanych.
- Zero braków spowodowanych przez
sprzęt.
- Zero strat wynikających z
niewykorzystywania pełnego zakresu
parametrów operacyjnych sprzętu.
Zmiana zasad uczestnictwa operatorów w pracach
konserwacyjno-remontowych po wdrożeniu obsługi
autonomicznej.
100
0
Punkt
początkowy
Procent zadań
realizowanych
przez DOKR
Dział obsługi
konserwacyjno -
remontowej
(DOKR)
Komórki
produkcyjno -
usługowe
Postęp w programie obsługi autonomicznej
Dokładne planowanie
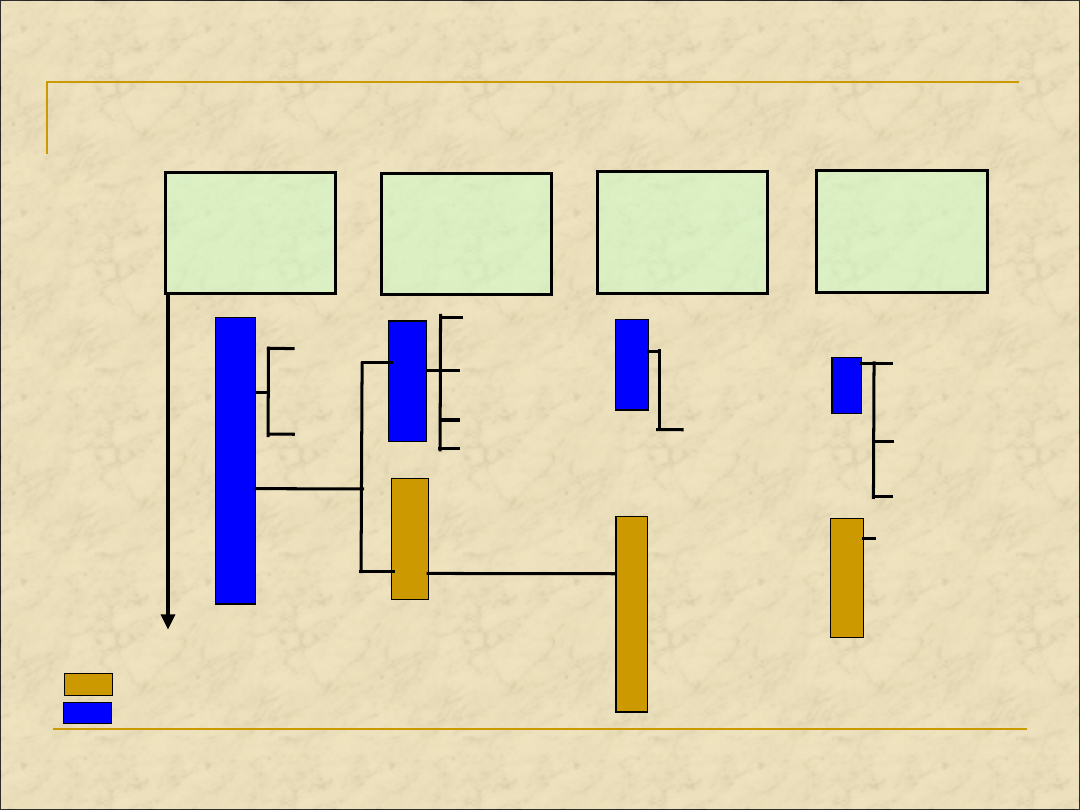
Struktura MRP II
Zintegrowany system zarządzania
zasobami przedsiębiorstwa - MRPII
Planowanie
biznesowe
Planowanie
operacji i sprzedaży
Operatywne
planowanie
Harmonogramowanie
Wykonanie
Analiza popytu
Przybliżone
planowanie
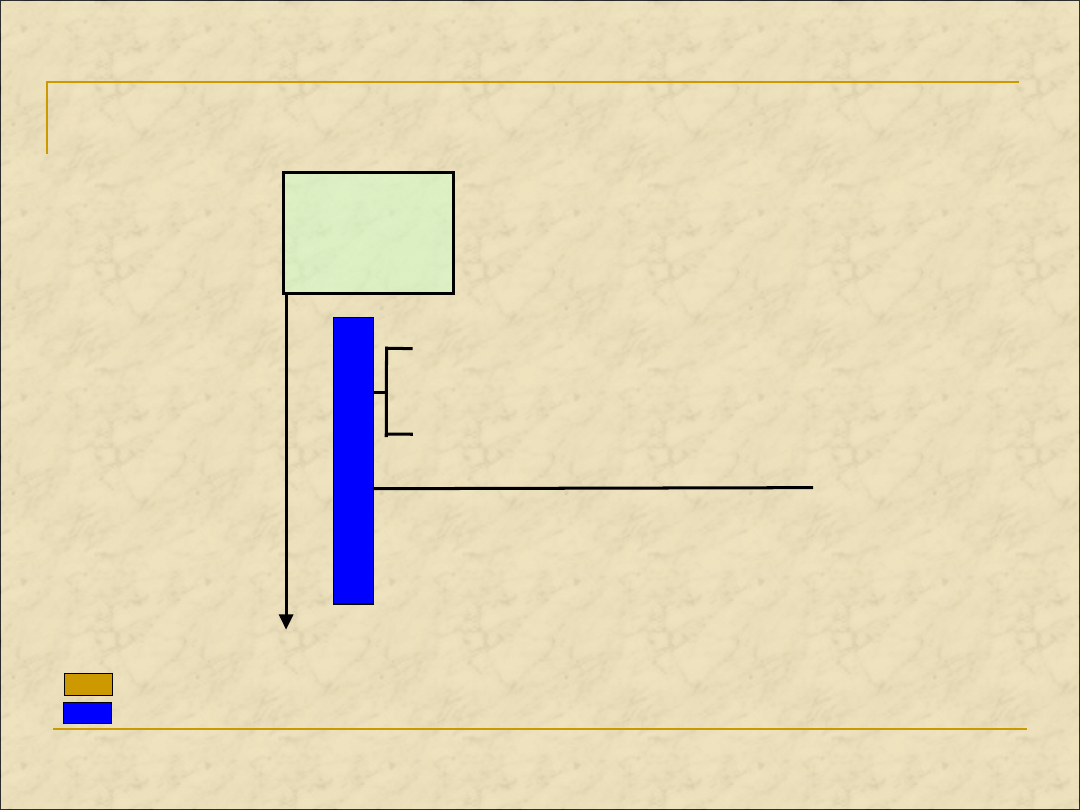
Struktura MRP II
Zintegrowany system zarządzania
zasobami przedsiębiorstwa - MRPII
Planowanie
biznesowe
Planowanie
operacji i sprzedaży
Operatywne
planowanie
produkcji
Analiza popytu
Przybliżone
planowanie
zapotrzebowania
na moce
produkcyjne
Struktura MRP II
Zintegrowany system zarządzania
zasobami przedsiębiorstwa - MRPII
Operatywne planowanie
produkcji
Dokładne planowanie
zapotrzebowania na materialy
i moce produkcyjne
Harmonogramowanie dostaw
i produkcji
Wykonanie
Poszczególne
moduły
MRP
II
przedstawione
na rysunku realizują następujące
funkcje:
1. Planowanie biznesowe – to długoterminowe
planowanie
akcji
biznesowych
przedsiębiorstwa,
obejmujące
z
jednej
strony definicje jego celi finansowych i
strategicznych,
z
drugiej
zaś
ogólne
określenie posiadanych i dostępnych
zasobów
(ludzkich,
technologicznych,
materiałowych).
2. Planowanie operacji i sprzedaży.
Obejmuje ono rozwinięcie tej części
planu biznesowego, która związana jest
ze sprzedażą, produkcją, zapasami i
zaległymi
dostawami.
Jest
to
planowanie
operatywne
wykonania
założeń planu biznesowego.
3.Analiza popytu obejmuje sporządzenie
prognozy sprzedaży na okres zazwyczaj
roczny. Na tej podstawie sporządza się
plany sprzedaży oraz definiuje się
zadania, których wykonanie przez działy
marketingu
i
sprzedaży
powinno
pozwolić na realizację sporządzonych
planów.
4.Przybliżone planowanie zapotrzebowania
na moce produkcyjne definiuje to, co jest
potrzebne
do
zrealizowania
planów
sprzedaży i czy ich wykonanie jest
możliwe.
5. Operatywny plan produkcji definiuje,
przeważnie w okresie najbliższego roku,
ilość sztuk poszczególnych wyrobów,
jakie powinny być dostarczone klientowi,
biorąc pod uwagę istniejące zapasy
produkcyjne i magazynowe.
6. Dokładne planowanie zapotrzebowania
na materiały i moce produkcyjne
definiuje kiedy mają być wyprodukowane
wyroby, których daty dostaw określa
operatywny plan produkcji.
7.Harmonogramowanie
produkcji
i
dostaw definiuje dokładnie ilość i czas
wykonania wyrobów, jakie powinny być
wyprodukowane,
sprawdzając
ilości
zaplanowane
z
faktycznie
wyprodukowanymi i dostarczonymi.
System dostaw na czas - Just in
Time (JiT)
Założenia Just in Time przedstawia
rysunek
Podstawowe elementy systemu Just in
Time
Przebieg
procesu
Jakość
Zaangażowanie
się pracowników
System JiT
s
Zgodnie z Maasaki Imai definicja JiT jest
następująca:
„...jest
to
system,
który
poprzez
wyeliminowanie wszystkich możliwych
strat
w
procesach
realizowanych
wewnątrz organizacji pozwala uzyskać jak
najlepszą jakość, jak najniższe koszty
oraz zrealizować dostawy produktów lub
usług zgodnie z wymaganiami klienta i w
odpowiednim czasie”.
Cechy charakterystyczne typowych relacji
przedsiebiorstw - klientów z dostawcami są
następujące:
- kontrakty roczne,
- nadmierna biurokracja,
- konkursy, licytacje,
- kontrola otrzymywanych wyrobów i
usług,
- każdy produkt lub usługa pochodzą od
innego
kooperanta.
Relacje przedsiębiorstwa - klienta z
dostawcą
w systemie JiT charakteryzują się:
- współpracą długookresową,
- zmniejszeniem ilości wymaganych
dokumentów,
- negocjacjami cen w oparciu o analizę
kosztów,
- kontrolowaniem i certyfikowaniem jakości
przez dostawcę,
- jednym źródłem dostaw dla grupy
produktów i uslug.
Relacje takie pozwalają
przedsiębiorstwu
klientowi uzyskać od swych
dostawców:
- dostarczanie produktów lub uslug
według
ustalonego
wspólnie
harmonogramu,
- częstych dostaw małej ilości
zamówionych
wyrobów lub usług,
- dostaw wyrobów lub usług o dobrej
jakości.
TQM
Jakość jest jedną z podstawowych strategii
przedsiębiorstwa,
której
zadaniem
jest
dostarczanie takich produktów i usług, które
satysfakcjonują
wymagania
klientów
wewnętrznych i zewnętrznych, wymagania
zarówno zdefiniowane jak i domniemane.
Propozycja Systemowa
Zastosowania interpretacji systemowej przedsiębiorstwa.
Narzędzia i Metody Wspomagające TQM
• Kontrola statystyczna procesu
• Wykresy przyczyna-efekt
• Benchmarking
Orientacja Na Klienta
Jeśli potrzeby klientów nie są znane od początku, to stosowanie
narzędzi i metod jakości może być zastosowane do produktów,
których nikt nie chce kupować.
TQM: Idee Podstawowe
Funkcja Dyrekcji
Dyrekcja jest odpowiedzialna za identyfikowanie i korygowanie
przyczyn powstawania problemów, a nie za ich wyłącznie
identyfikowanie i szukanie winnych ich istnienia.
Udział Pracowników
Ta zasada oznacza, iż pozwala się pracownikom podejmować
decyzje na wszystkich szczeblach działalności przedsiębiorstwa,
bez konieczności akceptacji tych decyzji przez przełożonych.
Definicje
Grupa Technologiczna (komórka elastyczna) - grupa maszyn i
urządzeń, które produkują rodziny części podobnych. Ta grupa
maszyn jest elementem podstawowym całego systemu
funkcjonowania przedsiębiorstwa lub odpowiedniej jego części
System produkcji wg Technologii Grup - zbiór podsystemów
administracyjnych i produkcyjnych, które realizują następujące
czynności:
programowania
produkcji,
kontrolę
jakości,
projektowanie rozmieszczenia maszyn, kontrolę personelu i
kosztów, traktując Grupę Technologiczną jako bazowy element
systemu produkcyjnego.
Technologia Grup - wszystkie zadania, jakie realizuje
przedsiębiorstwo,
aby
móc
produkować
w
Grupach
Technologicznych
Technologia Grup
1. Produkty wytwarzane w zakładzie (jego części)
mają charakterystyki wspólne, które pozwalają
pogrupować te produkty w rodziny wyrobów
podobnych
2. Podobieństwo wyrobów można wykorzystać w celu
stworzenia
Grup
Technologicznych
(komórek
elastycznych)
3. Z dodatkowym wyposażeniem komórka taka może
rozszerzyć zakres wykonywanej produkcji
Podstawowe Założenia Stosowania Metody
4. Zastosowanie metody wymaga zmian w
systemie zarządzania przedsiębiorstwa,
bowiem Grupa Technologiczna posiada pewną
autonomię, w granicach ustalonych przez
Organizacje w zakresie:
Produkcji
Zakupów
Kontraktacji personelu
Sprzedaży
Wykonania planu wydatków
Rozwoju technologii
marketing
ERP
zarzanzani
e
wewnetrznym
i lancucham
i dostaw
planowanie
strategiczne
systemy
jakosci
planowanie
korporacyjne
systemy
planowania i
programowania
zarzadzanie
procesami
wytworczym
i
wspomaganie
zarzadzania
strategicznego
zarzadzanie
lancucham
i dostaw
zarzadzanie
zasobami
ludzkim
i
B + R
zarzadzanie
systemami
magazynowani
a
zarzadzanie
gospodarka
konserwacyj no -
remontowa
zarzadzanie
projektami
zarzadzanie
logistyka
dostaw
MRP II
zarzadzanie
gosponarki
materialowej
zarzadzanie
finansowe
zapotrzebonanie
materialowe
MRP
programowanie
produkji
kontrola
zapasow
ustalanie
kolejnosci
operacji
planowanie
zdolnosci
produkcyjnych
planowanie
zaopartrzenia
materialowego
marketing
ERP
zarządzanie
wewnętrznymi
łańcuchami
dostaw
planowanie
strategiczne
systemy
jakości
planowanie
korporacyjne
systemy
planowania i
programowania
zarządzanie
procesami
wytwórczymi
wspomaganie
zarządzania
strategicznego
zarządzanie
łańcuchem
i dostaw
zarządzanie
zasobami
ludzkimi
B + R
zarządzanie
systemami
magazynowania
zarządzanie
gospodarką
konserwacyjno -
remontową
zarządzanie
projektami
zarządzanie
logistyką
dostaw
MRP II
zarządzanie
gospodarką
materiałową
zarządzanie
finansowe
zapotrzebowanie
materiałowe
MRP
programowanie
produkcji
kontrola
zapasów
ustalanie
kolejności
operacji
planowanie
zdolności
produkcyjnych
planowanie
zaopatrzenia
materiałowego
Najważniejsze funkcje realizowane poprzez MRP/MRP
II/ERP
Komputerowo zintegrowane
wytwarzanie (CIM)
jest to koncepcja zintegrowanego, komputerowego
wspomagania funkcji rozwoju produktu, kształtowania
produkcji, planowania i sterowania procesu produkcji,
jak również procesu zagwarantowania jakości we
wszystkich współdziałających ze sobą działach i
sferach w przedsiębiorstwie.
W
koncepcji
CIM
występuje
integracja w sensie technicznym
(przez zastosowanie komputerów)
przepływów
informacyjnych
w
układzie
dwóch
zasadniczych
procesów:
•
wytwarzania produktów
(CAD/CAE)
•
realizacji zamówień (CAM)
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
Wyszukiwarka
Podobne podstrony:
CONTINUOUS IMPROVEMENT, Lean
Hall Continuous Improvment to Creativity
Demystifying Six Sigma A CompanyWide Approach to Continuous Improvement
Financial Times Prentice Hall, Executive Briefings, Business Continuity Management How To Protect Y
Can we accelerate the improvement of energy efficiency in aircraft systems 2010 Energy Conversion an
141 Future Perfect Continuous
Total Quality Management (TQM)
prezentacje, TOTAL QUALITY MANAGEMENT
CHAIN MANAGEMENT
Marketing Management Course
Symmetrical components method continued
V80 Power Management 11May04
natto improvement fermentation
Crisis Management the Japanese way
PRESENT CONTINUOUS, Dokumenty zawodowe, Czasy gramatyczne
więcej podobnych podstron