
OBRÓBKI UBYTKOWE
OBRÓBKI UBYTKOWE
Obróbka wiórowa
Siły skrawania
OBRÓBKI UBYTKOWE
OBRÓBKI UBYTKOWE
Obróbka wiórowa
Siły skrawania
zatarcie pośliz
g
Narzędzie
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
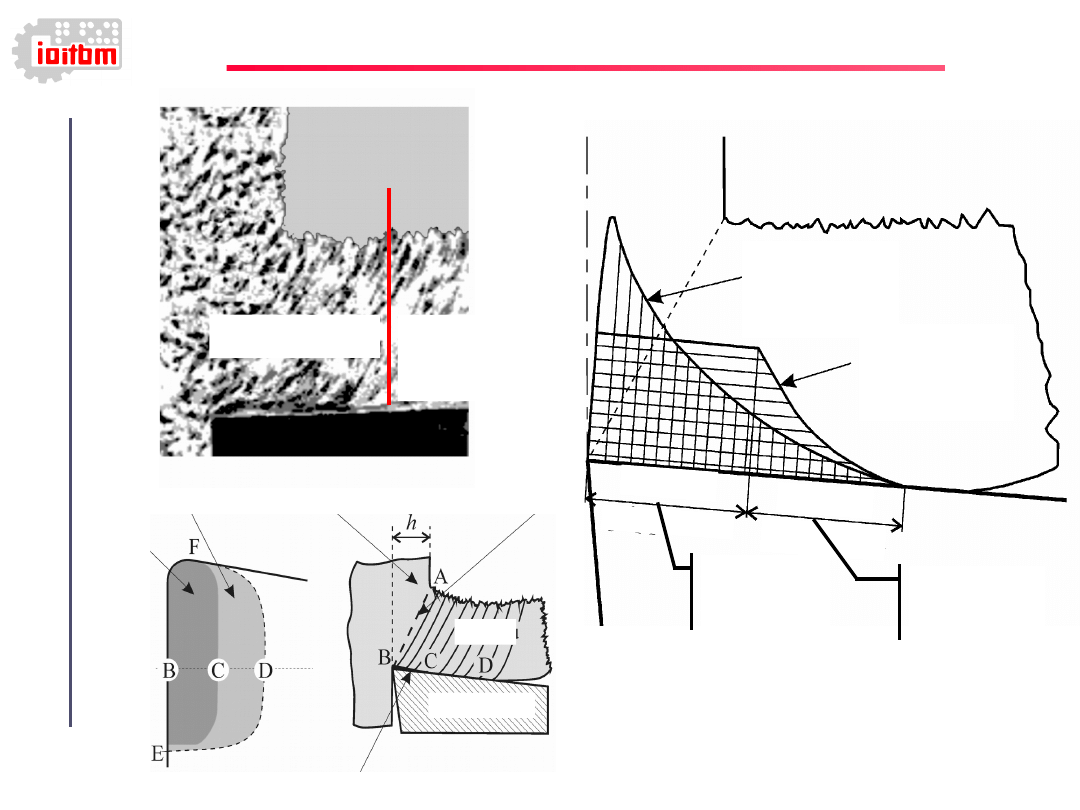
Naprężen
ia
normalne
Naprężen
ia
styczne
Strefa
zatarcia
Strefa
poślizgu
Strefa
zatarcia
Strefa
poślizgu
narzędzie
wiór
Strefa zatarcia
Płaszczyz
na
poślizgu
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
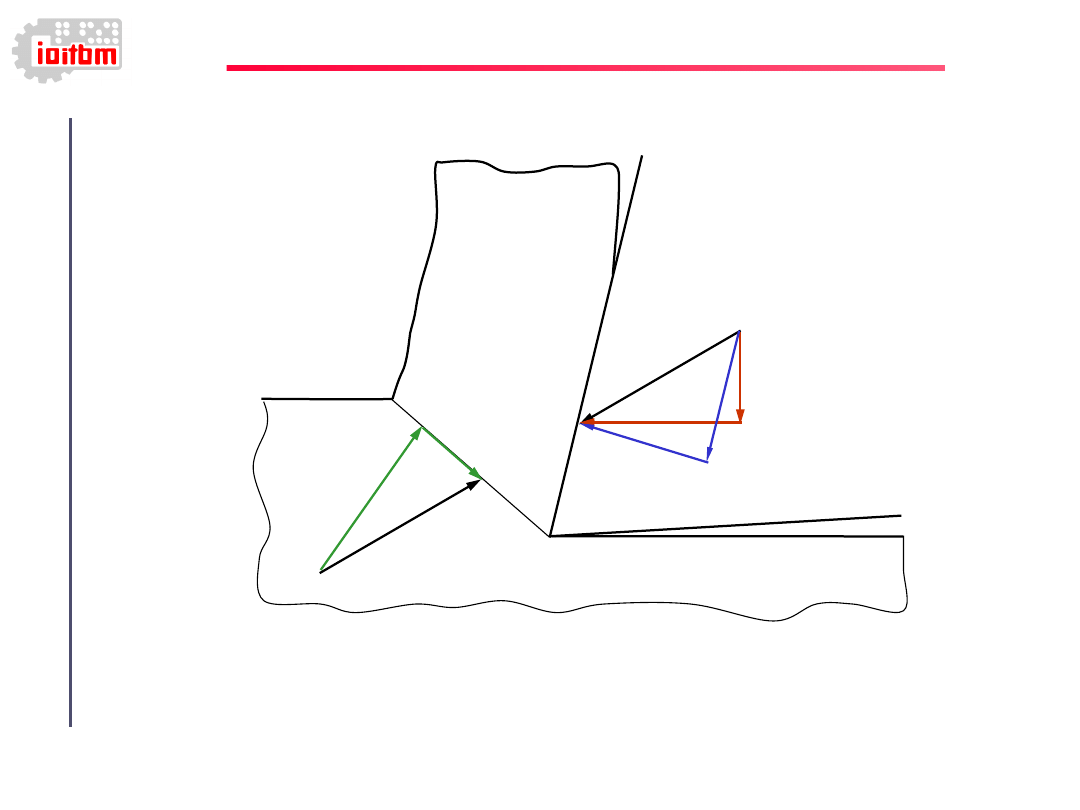
F
F
F
c
F
p
F
sh T
F
sh N
F
N
F
T
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
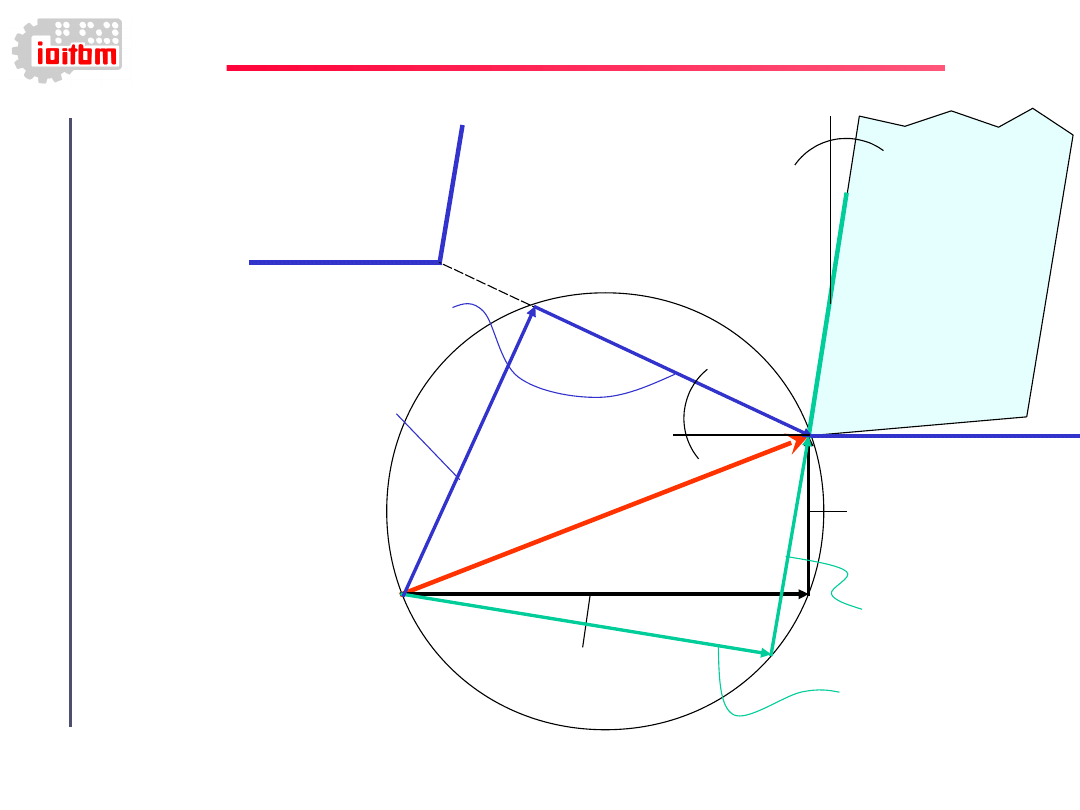
Siła
wyp
adk
owa
,
F
Siła odporowa,
F
p
Siła skrawania,
F
c
Siła styczna na
pow.natarcia F
T
Siła normalna na
pow.natarcia,
F
N
Siła styczna na
pow. poślizgu
F
shT
Siła normalna na
pow. poślizgu
F
shN
narzędzi
e
wiór
sin
F
cos
F
F
cos
F
sin
F
F
P
C
N
P
C
T
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
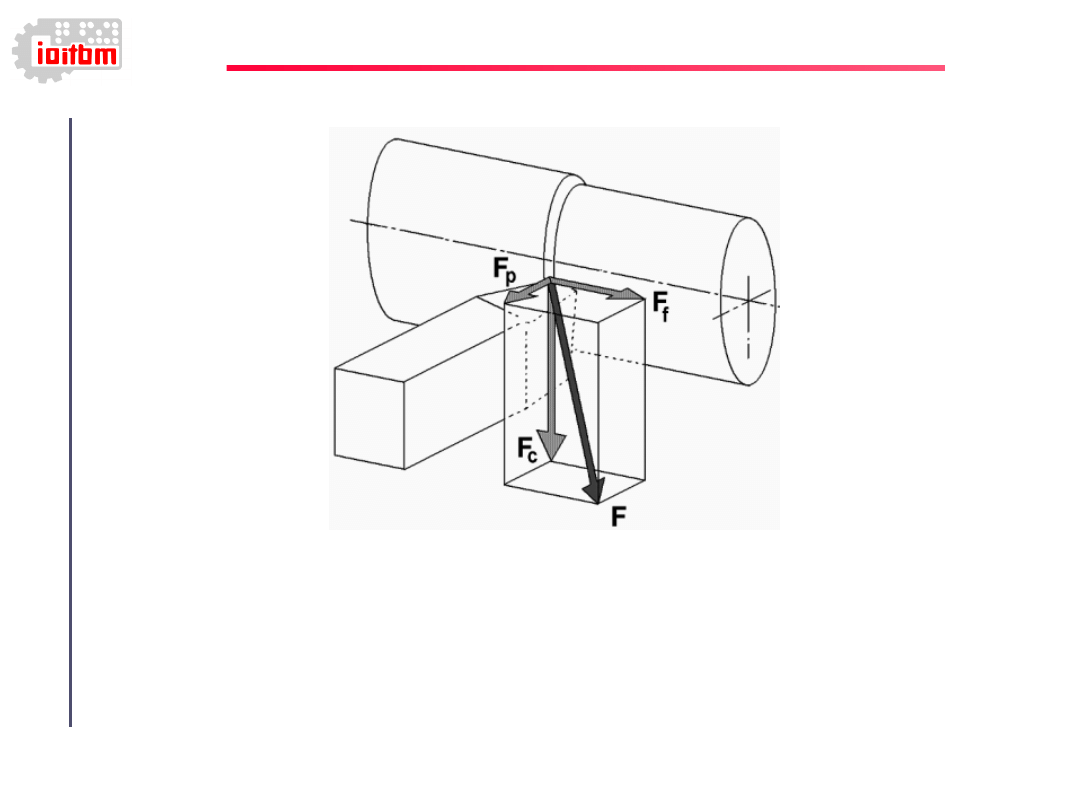
F – wypadkowa siła skrawania
F
c
– siła skrawania (obwodowa)
F
f
– siła posuwowa (osiowa)
F
p
– siła odporowa (promieniowa)
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
F
r
=(0.4-0.6) F
c
F
f
=(0.2-0.4)
F
c
2
2
2
f
p
c
F
F
F
F
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
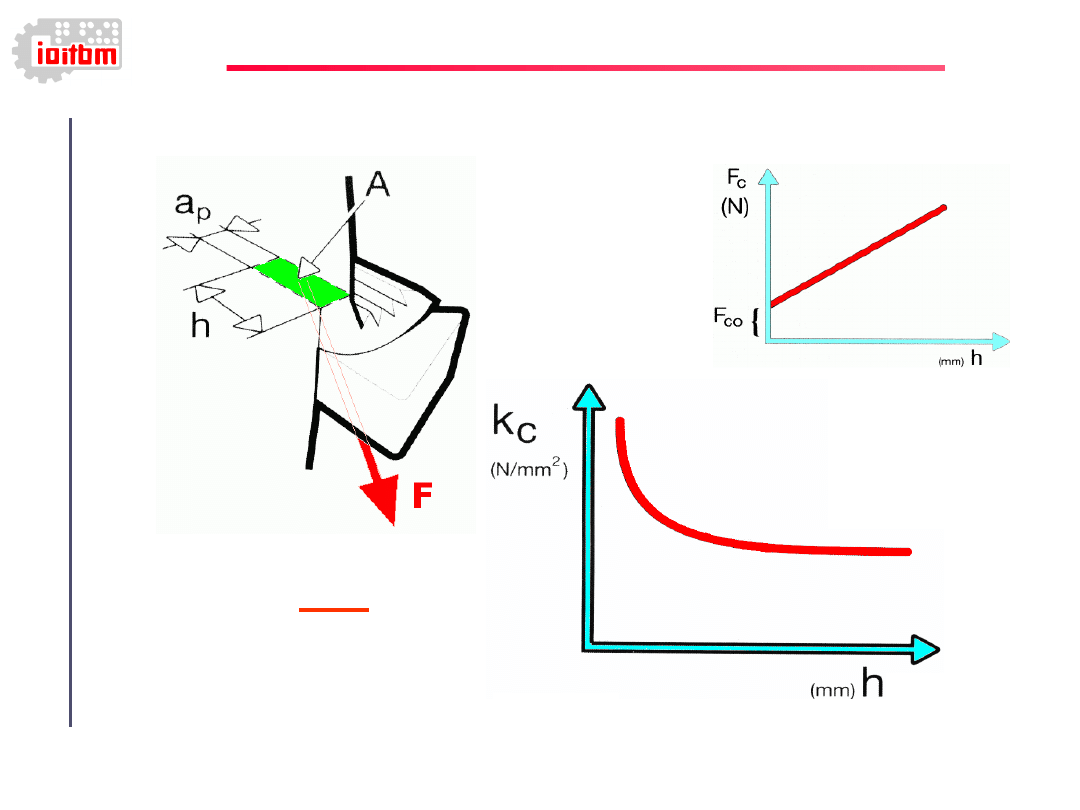
k
c
=
F
c
A
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
3
.
0
1
c
c
h
k
k
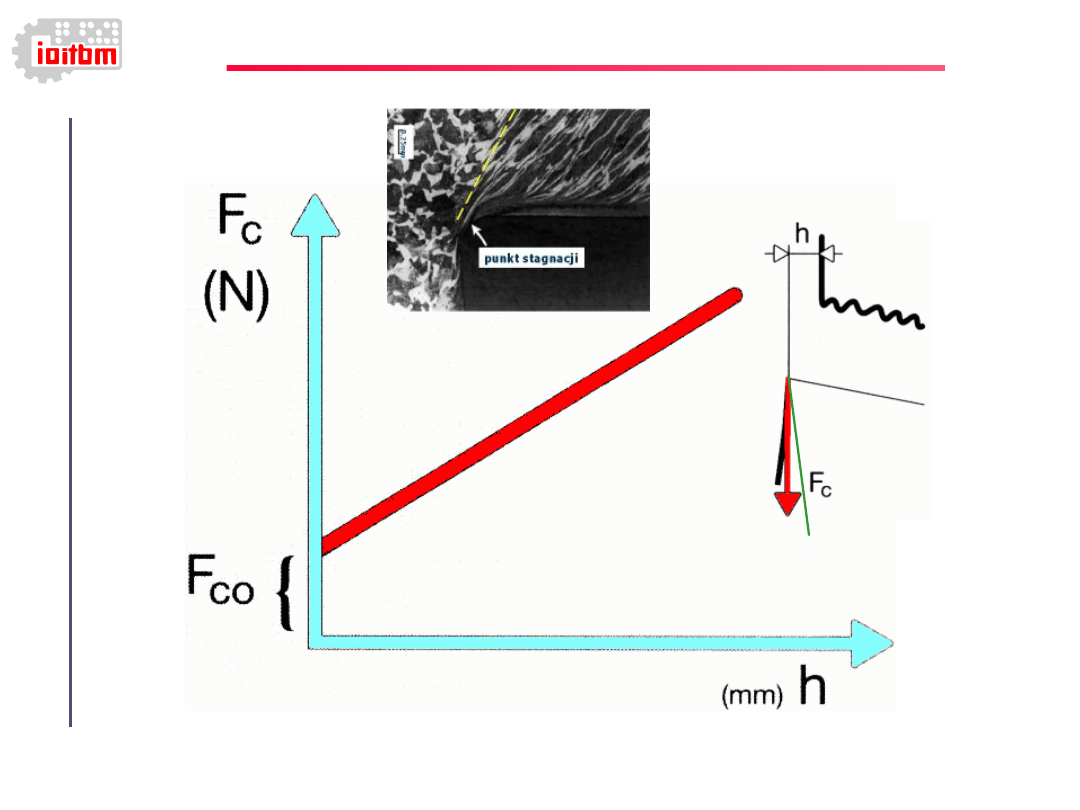
Niektórzy producenci (np. Sandvik Coromant) preferują
podawanie oporu właściwego skrawania odniesionego do
h=0.4 mm
k
c 0.4
= k
c1
0.4
-0.3
3
.
0
4
.
0
c
c
h
4
.
0
k
k
k
c1
=k
c 0.4
0.4
0.3
=0.76k
c 0.4
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
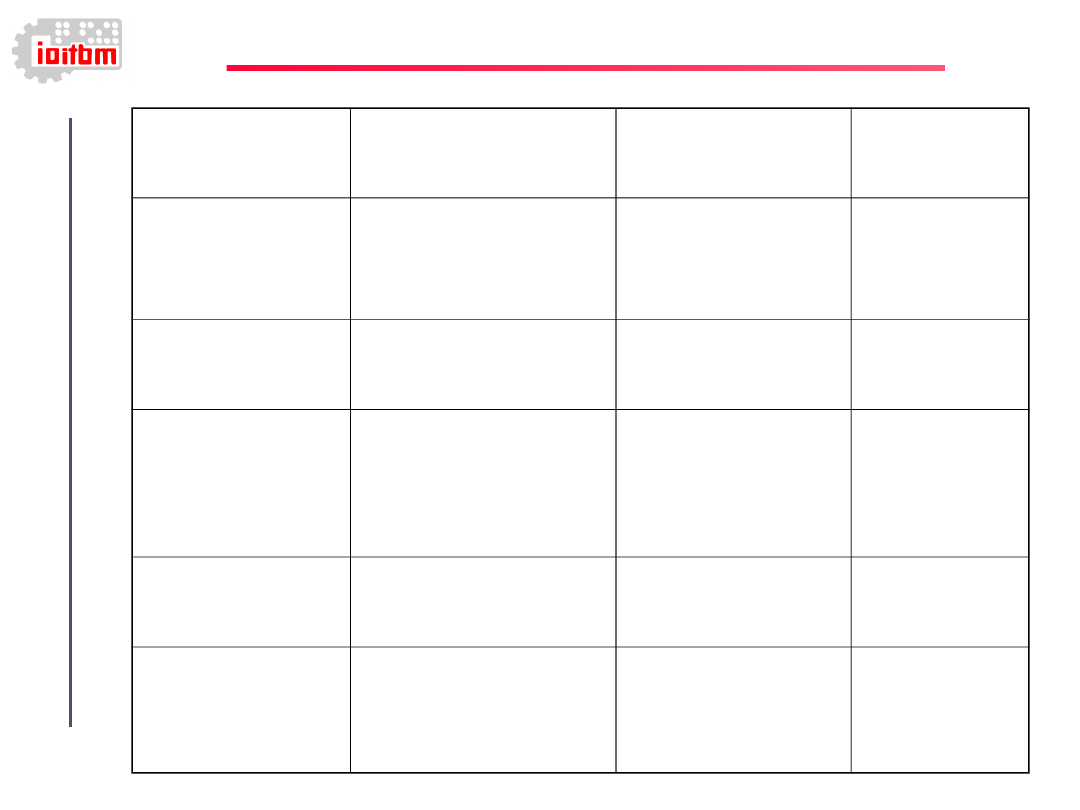
Materiał
obrabiany
Rodzaj
Twardość HB
K
c 0,4
[N/mm
2
]
Stale węglowe C<0,25%
C<0,8%
C<1,4%
110
150
310
2200
2600
3000
Stale
niskostopowe
Niehartowane
Hartowane
125-225
220-420
2500
3300
Stale
wysokostopow
e
Wyżarzane
Hartowane stale
narzędziowe
150-300
25-350
3000
4500
Stale b.
twarde
Hartowane i
odpuszczane
>450
4500
Żeliwo
ciągliwe
Dające krótki wiór
Dające długi wiór
110-145
200-230
1200
1300
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
c
p
c
y
1
c
c
1
y
1
c
c
c
D
c
k
f
a
F
h
b
k
F
h
k
h
b
F
k
A
F
c
c
D
c
c
A
F
k
1
y
1
c
c
c
h
k
k
1000
60
v
F
P
c
c
e
η
1000
60
f v
a
k
P
c
p
c
e
f
a
h
b
A
p
D
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
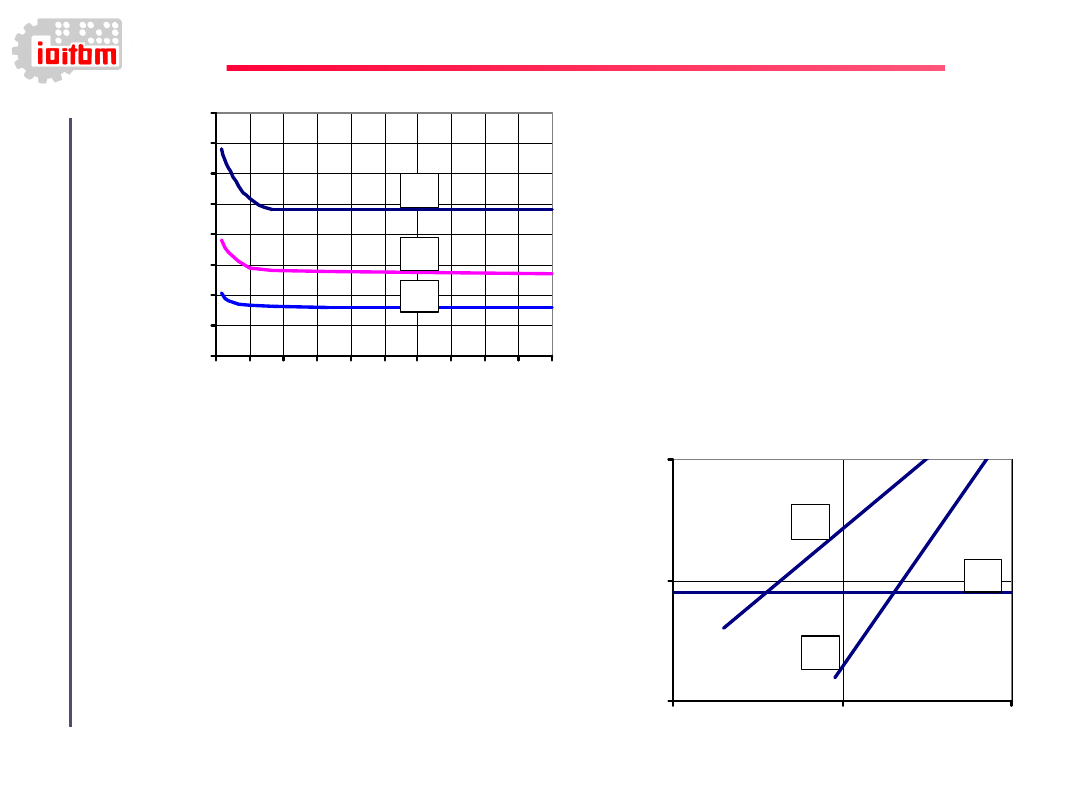
10
100
1000
0,1
1
10
Głębokość skrawania a
p
[mm*10
-2
]
S
iła
s
kr
aw
an
ia
[
N
]
F
c
F
p
F
f
0
500
1000
1500
2000
2500
3000
3500
4000
0
30 60 90 120 150 180 210 240 270 300
Prędkość skrawania vc [m/min]
S
iła
s
kr
aw
an
ia
[
N
]
F
c
F
p
F
f
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
0
200
400
600
800
1000
1200
0
30
60
90
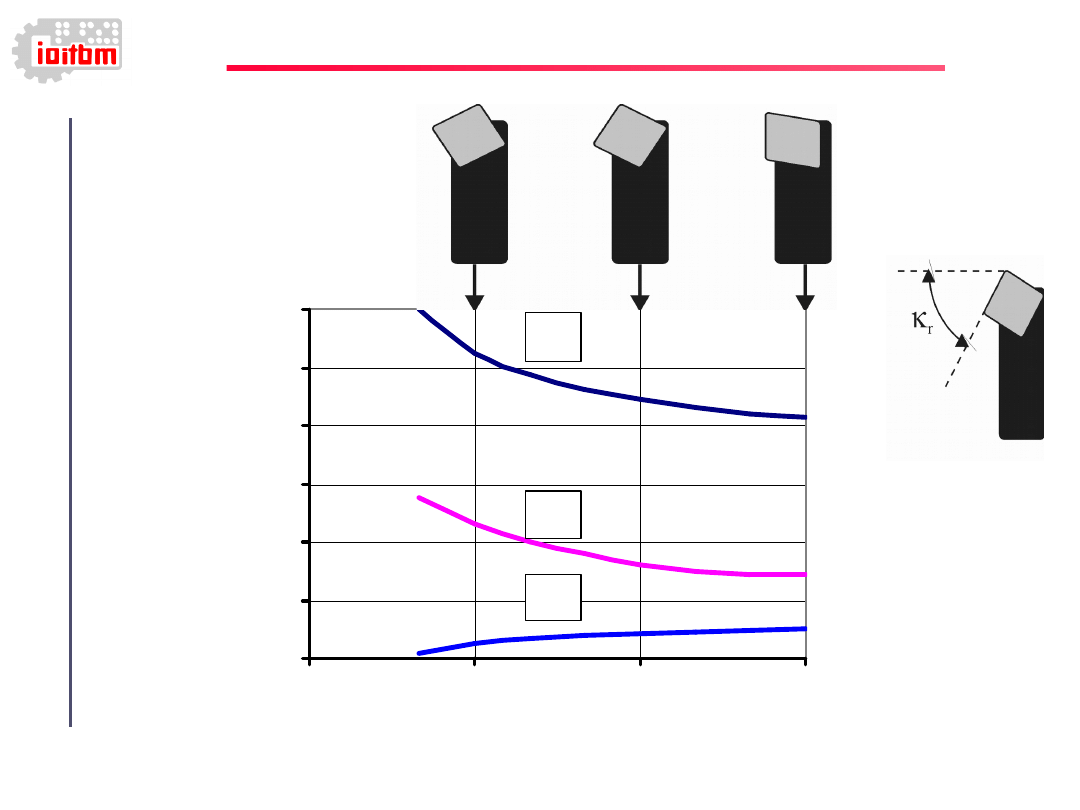
Kąt przystawienia
[
o
]
S
iła
s
kr
aw
an
ia
[
N
]
F
c
F
p
F
f
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
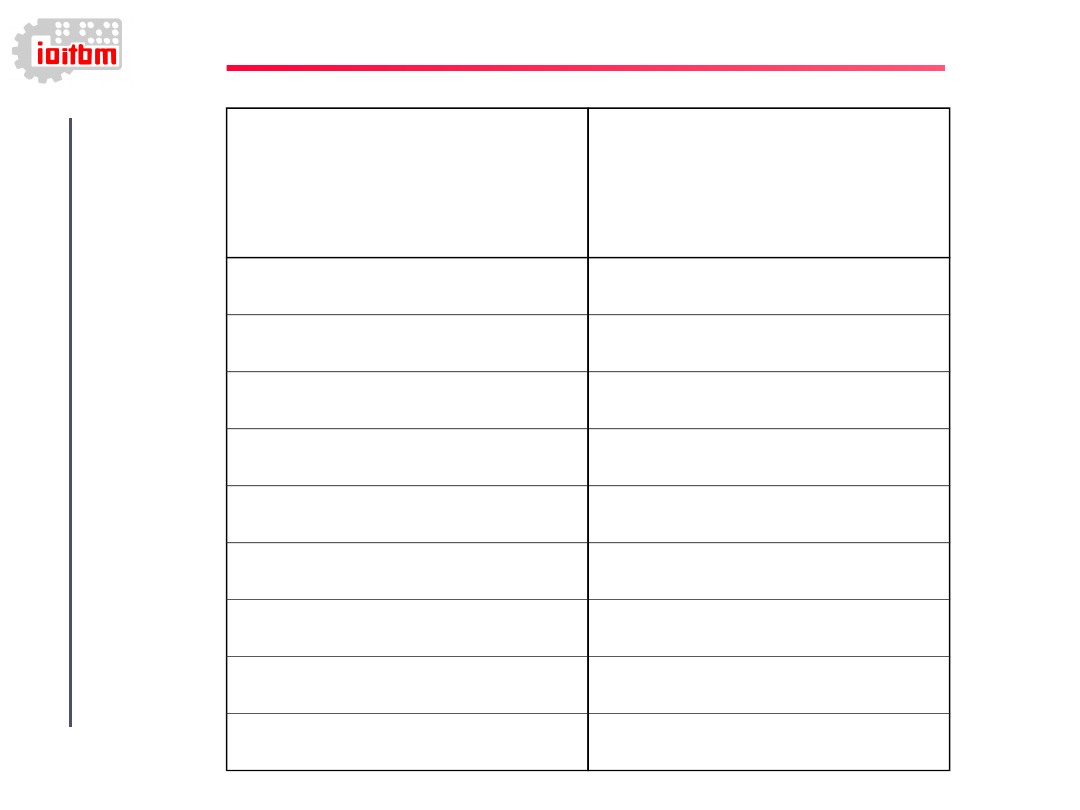
Materiał
obrabiany
Energia
właściwa
[J/mm
3
]
Stopy aluminium
0,45÷1,1
Żeliwa
1,6 ÷5,5
Stopy miedzi
1,4 ÷3,3
Stopy żaroodporne
3,3 ÷8,5
Stopy magnezu
0,45 ÷0,55
Stopy niklu
4,9 ÷5,5
Stal nierdzewne
3,0 ÷5,2
Stale
2,7 ÷9,3
Stopy tytanu
3,0 ÷4,1
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
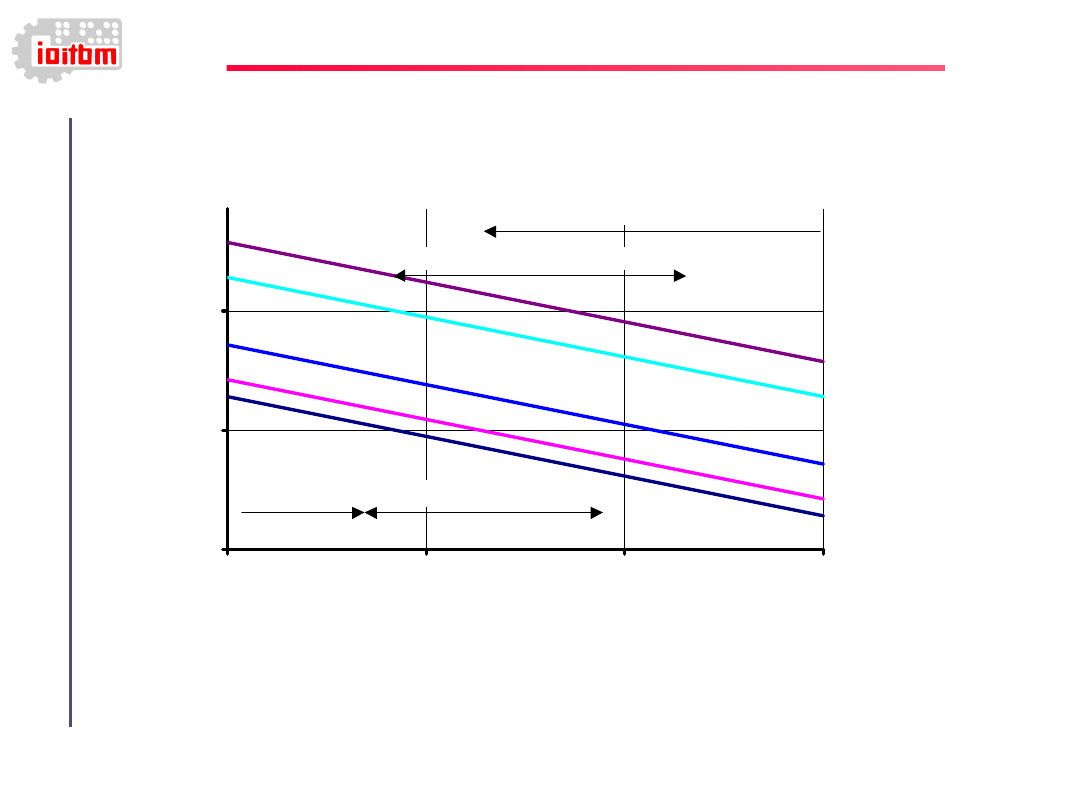
0
7
14
1
2
3
4
E
n
e
rg
ia
w
ła
ś
ci
w
a
[J
/m
m
3
]
0,001 0,01 0,1 1,0
Głębokość skrawania
[mm]
100
10
1
Szlifowanie
Toczenie
Frezowanie, wiercenie
Przeciąganie
Stale stopowe
Stale węglowe
Żeliwa
Stopy miedzi
Stopy
aluminium
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
Siły skrawania
P
ro
f.
B
o
g
d
a
n
K
ru
s
z
y
ń
s
k
i,
d
r
S
ta
n
is
ła
w
M
id
e
ra
O
B
R
Ó
B
K
I
U
B
Y
T
K
O
W
E
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
Wyszukiwarka
Podobne podstrony:
2012 LT Ćwiczenie 2 Siły skrawania w procesie toczenia
Pomiar siły skrawania
Pomiar siły skrawania
Schemat blokowy toru pomiarowego siły skrawania Fc i temperatury Θ
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
wykresy wartość siły i temperatury w zależności od prędkości skrawania
Siły i moc skrawania
Pomiar siły osiowej, Obróbka skrawaniem
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Sily przyklady
9 1 2 policja siły środki
3 Stateczność prętów prostych, Postaci utraty stateczności, określanie siły krytycznej ppt
7) Laboratoria EMG i MMG na pziomach sily i ko
OBROBKA SKRAWANIEM id 328388 Nieznany
Ćw1 Budowa i geometria ostrzy skrawających jakieś opracowanko
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
Siły iśrodki MW, Akademia Morska Szczecin, Wojsko
sily hamowania(2), SiMR, Pojazdy, Laboratorium Pojazdów, ćw.1 hamulce, Sprawozdanie
więcej podobnych podstron