1
Wydział Mechaniczny
Technologiczny
Politechniki Śląskiej w
Gliwicach
Dr inż.. Iwona Wosik

2
Szeregowanie
Szeregowanie
polega na uporządkowaniu
polega na uporządkowaniu
operacji w czasie i przestrzeni zgodnie z
operacji w czasie i przestrzeni zgodnie z
warunkiem procesu produkcyjnego tak, aby
warunkiem procesu produkcyjnego tak, aby
określone kryterium efektywności osiągało
określone kryterium efektywności osiągało
wartość ekstremalną.
wartość ekstremalną.
Podstawowe cele szeregowania:
Podstawowe cele szeregowania:
• Skrócenie cyklu produkcyjnego,
• Skrócenie cyklu produkcyjnego,
• Usprawnienie organizacji pracy.
• Usprawnienie organizacji pracy.
Szeregowanie
Szeregowanie
3
Zmierza ono do ustalenia optymalnego
Zmierza ono do ustalenia optymalnego
harmonogramu kolejności wykonania operacji
harmonogramu kolejności wykonania operacji
na m stanowiskach, dla n przedmiotów,
na m stanowiskach, dla n przedmiotów,
zdeterminowanego przede wszystkim przez :
zdeterminowanego przede wszystkim przez :
kolejność wykonywanych operacji
kolejność wykonywanych operacji
Szeregowanie
Szeregowanie
4
Ustalenie najlepszego harmonogramu
Ustalenie najlepszego harmonogramu
kolejności wykonywania operacji często
kolejności wykonywania operacji często
sprawia problem przedsiębiorstwom, które
sprawia problem przedsiębiorstwom, które
dążą do
dążą do
skrócenia czasu produkcji
skrócenia czasu produkcji
.
.
Z myślą o rozwiązaniu tych problemów
Z myślą o rozwiązaniu tych problemów
opracowano kilka metod. Metody
opracowano kilka metod. Metody
szeregowania są podstawowym narzędziem
szeregowania są podstawowym narzędziem
planowania operatywnego.
planowania operatywnego.
Problem

5
1.zbiór N zadań produkcyjnych oczekuje na
realizację począwszy od momentu t = 0. Każde
zadanie wymaga M
operacji
operacji, każda operacja jest
realizowana na innym stanowisku spośród M
dostępnych,
2.kolejność realizacji operacji jest identyczna
dla wszystkich zadań,
3. operacje nie mogą być przerywane,
4.czasy przygotowawczo-zakończeniowe dla
urządzeń nie są zależne od kolejności zadań,
5.każda operacja ma określony czas trwania
równy sumie czasu przygotowawczo-
zakończeniowego i czasu wykonania serii
wyrobów.
Istota problemu szeregowania
zadań

6
Istnieje wiele metod rozwiązujących
problem szeregowania, m.in. metody
przybliżone do których zaliczamy:
• Metodę Palmera
• Metodą Gupty

7
Metoda Palmera
Metoda Palmera
Palmer opracował algorytm porządkujący
zadania wg spadku czasów obróbki,
opierając się na spostrzeżeniu, że zadania
umieszczone na początku sekwencji
optymalnej powinny mieć czasy obróbki
zwiększające się w miarę przechodzenia
zadania przez kolejne stanowiska, zadania
umieszczone na końcu – czasy zmniejszające
się.
8
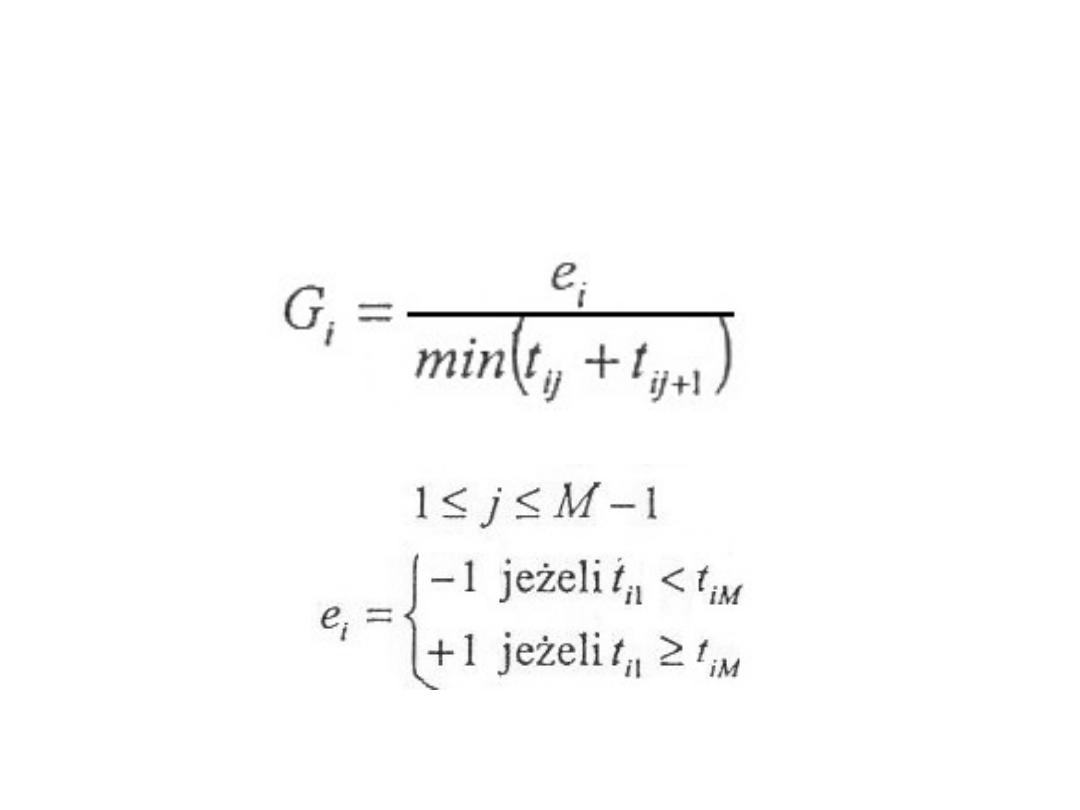
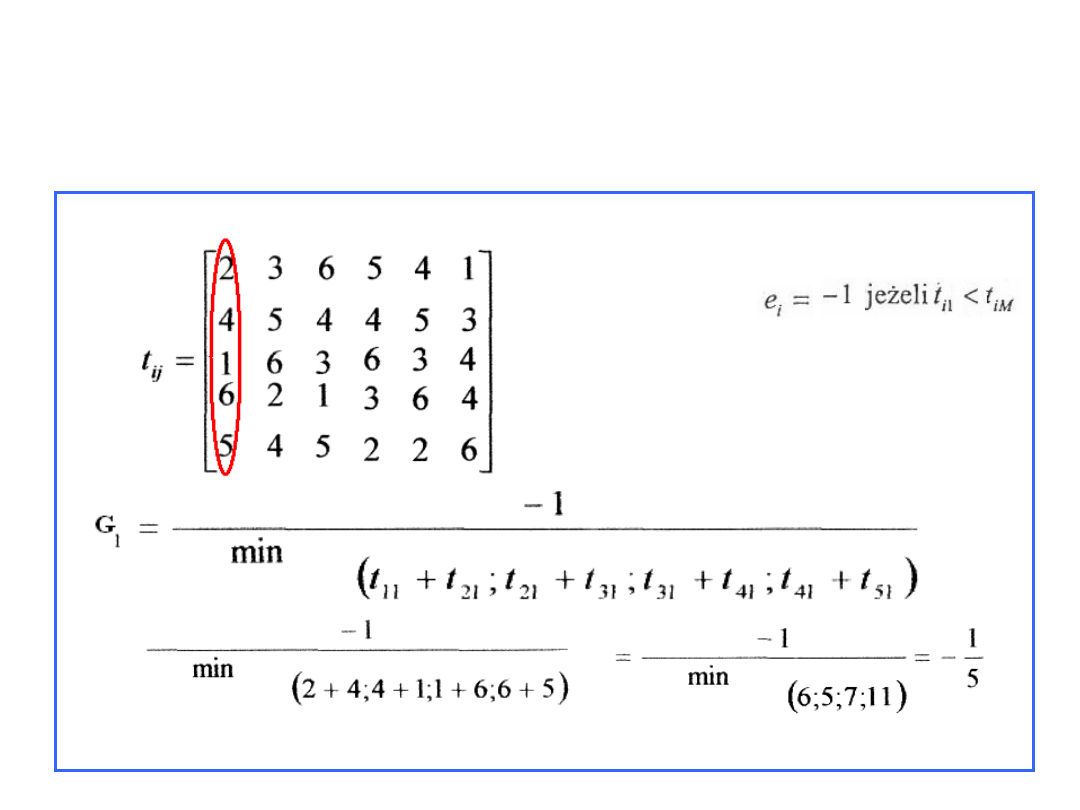
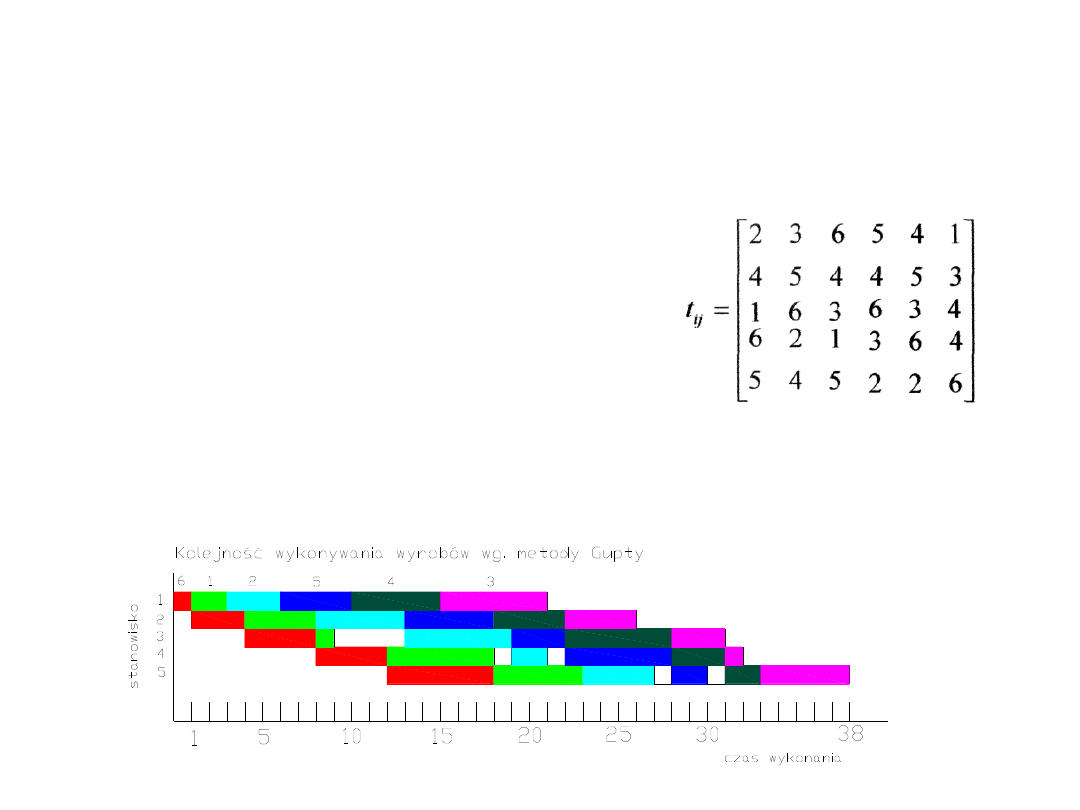
Metoda Gupty
Metoda Gupty
Metoda Gupty polega na wyznaczeniu dla każdego
Metoda Gupty polega na wyznaczeniu dla każdego
wskaźnika G
wskaźnika G
i
i
wg wzoru:
wg wzoru:
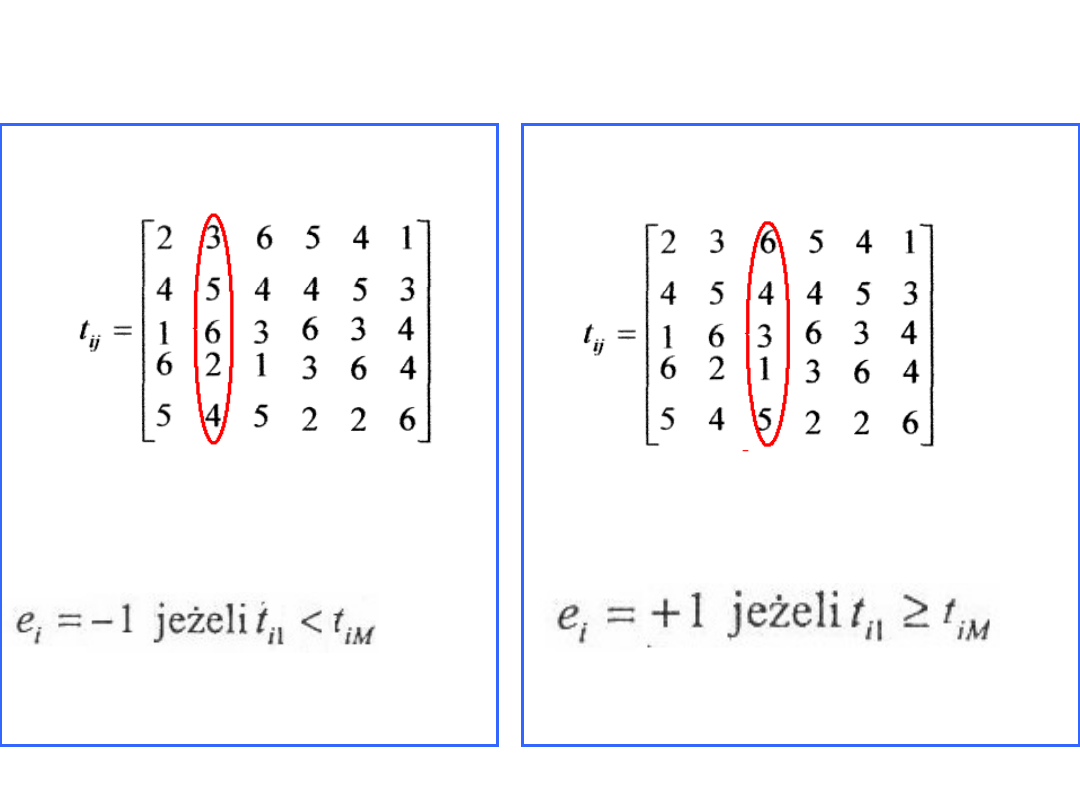
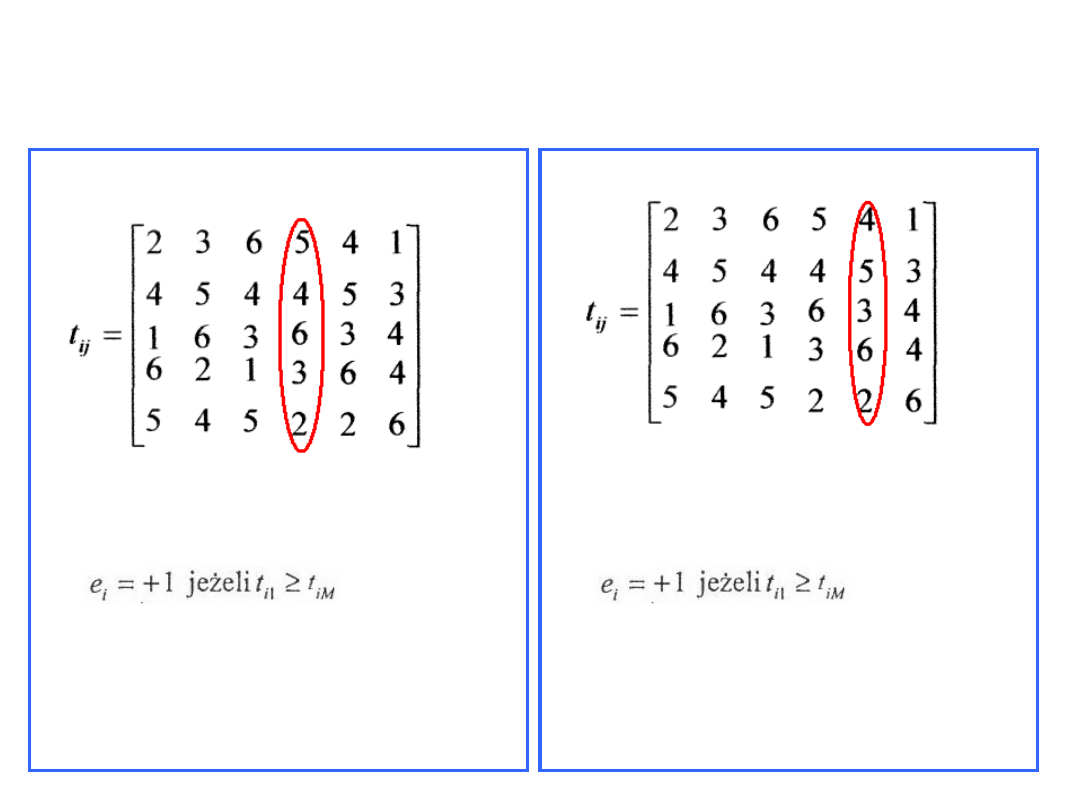
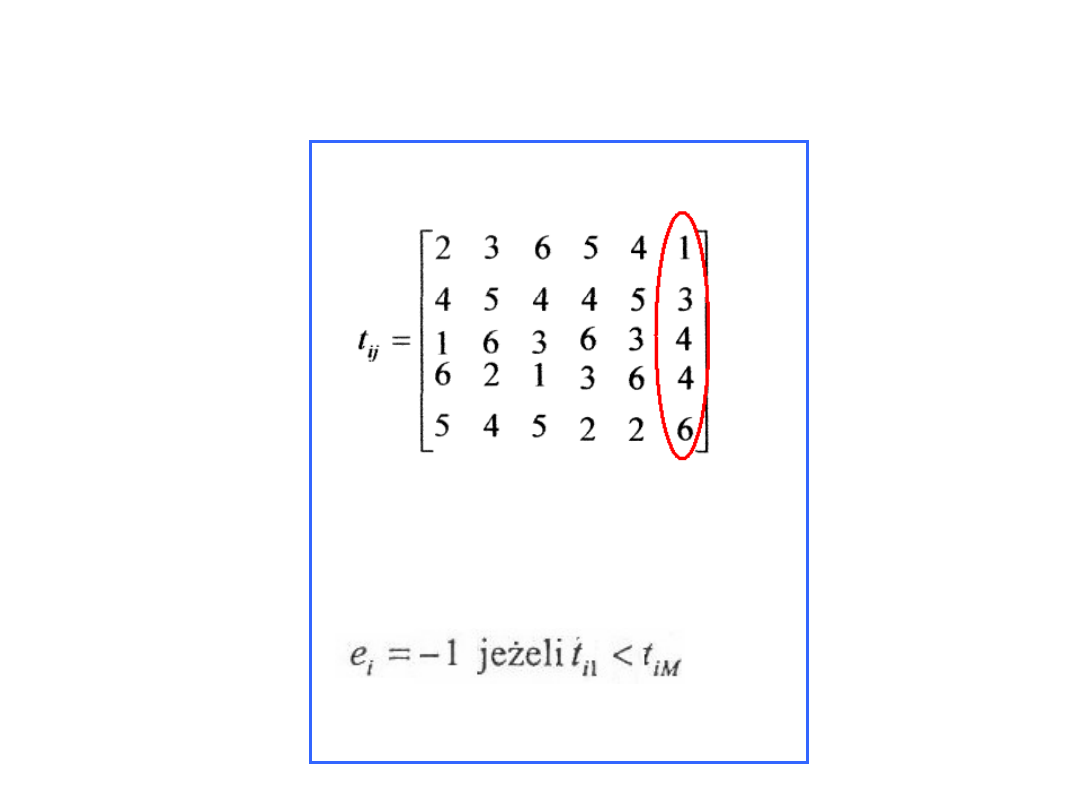
Gdzie za współczynnik e
Gdzie za współczynnik e
i
i
przyjmuje się:
przyjmuje się:

9
Metoda Palmera
Metoda Palmera
Dla każdego zadania oblicza się wskaźnik SI
i
ze
wzoru:
SIi = (M-1)xtiM+(M-3)xtiM-1+(M-5)xtiM-2+…- (M-
3)xti2-(M-1)xti1
gdzie:
M- liczba stanowisk pracy,
t
iM
– czas jednostkowy operacji i-tego zadania
na stanowisku M,
t
iM-j+1
– czas jednostkowy operacji i-tego
zadania na stanowisku M-j+1.

10
Długość cyklu produkcyjnego obliczana jest
Długość cyklu produkcyjnego obliczana jest
według wzoru:
według wzoru:
C
max
= max(C
iM
)
Przy czym:
C
11
=t
11
oraz C
ij
= t
ij
+ max(C
i,j-1
, C
i-1,j
)
Wyznaczenie długości cyklu
produkcyjnego
11
P
P
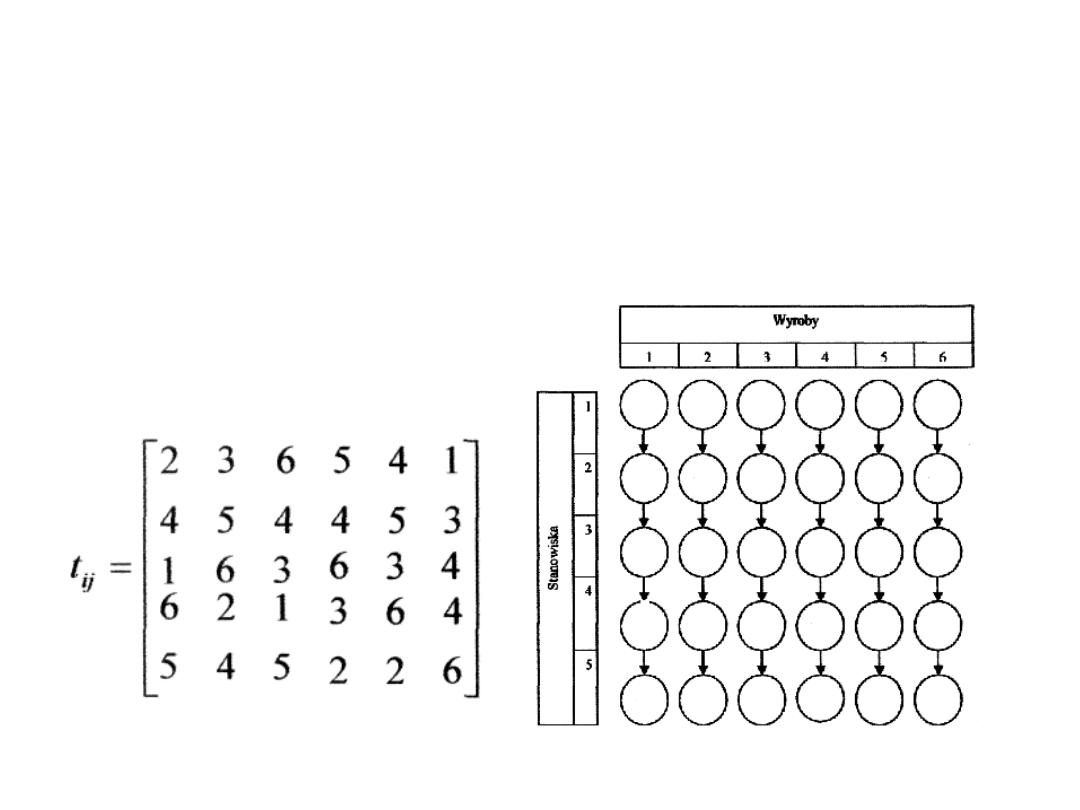
rzykład
rzykład
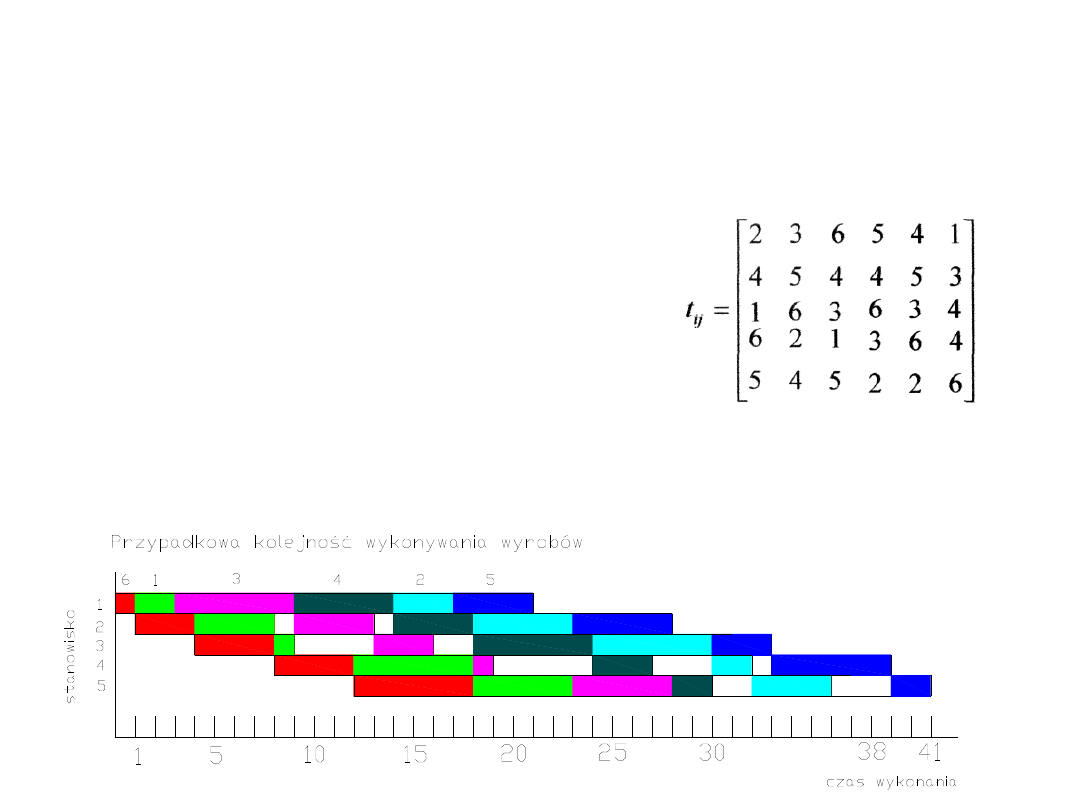
Należy ustalić optymalny harmonogram obróbki sześciu przedmiotów na
Należy ustalić optymalny harmonogram obróbki sześciu przedmiotów na
pięciu maszynach. Czasy obróbki j detalu na i maszynie zawiera macierz [t
pięciu maszynach. Czasy obróbki j detalu na i maszynie zawiera macierz [t
ij
ij
],
],
Kolejność wykonania operacji jest ustalona na poniższym rysunku.
Kolejność wykonania operacji jest ustalona na poniższym rysunku.
12
Rozwiązanie przykładu metodą
Palmera
Wyznaczamy wartości współczynnika
SI
i
dla wszystkich wyrobów
SI
i
= (M-1)xt
iM
+(M-3)xt
iM-1
+(M-5)xt
iM-2
- (M-3)xt
i2
-(M-
1)xt
i1
= 4x t
15
+ 2x t
14
+ 0x t
13
- 2x t
12
- 4x t
11

13
Wartości współczynnika SI
i
dla i= 1,2,3,4,5,6
wynoszą:
S1 = 20+12-8-8= 16
S2 = 16+4-10-12= -2
S3 = 20+2-8-24= -10
S4 = 8+6-8-20= -14
S5 = 8+12-10-16= -6
S6 = 24+8-6-4= 22
Porządkujemy wartości SI w ciąg malejący:
Porządkujemy wartości SI w ciąg malejący:
S6>S1>S2>S5>S3>S4
S6>S1>S2>S5>S3>S4
Uzyskaliśmy następującą optymalną
Uzyskaliśmy następującą optymalną
kolejność obróbki wyrobów :
kolejność obróbki wyrobów :
6 l 2 5 3 4.
6 l 2 5 3 4.
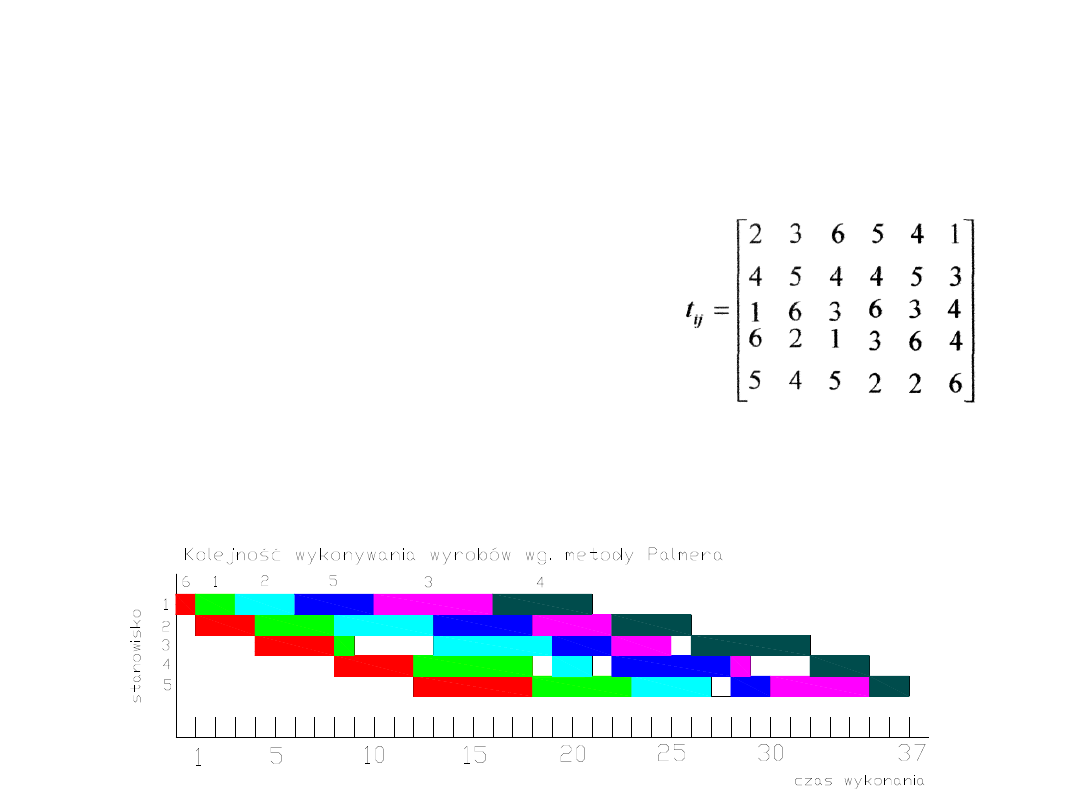
14
Długość cyklu produkcyjnego – metoda
Długość cyklu produkcyjnego – metoda
Palmera
Palmera
6.
C
11
=t
11
=1
C
12
=t
12
+C
11
=3+1=4
C
13
=t
13
+C
12
=4+4=8
C
14
=t
14
+C
13
=4+8=12
C
15
=t
15
+C
14
=6+12=18
1.
C
21
=t
21
+C
11
=2+1=3
C
22
=t
22
+max(C
21
C
12
)=4+4
=8
C
23
=t
23
+max(C
22
C
13
)=1+8
=9
C
24
=t
24
+max(C
23
C
14
)=6+1
2=18
C
25
=t
25
+max(C
24
C
15
)=5+1
8=23
2.
C
31
=t
31
+C
21
=3+3=6
C
32
=t
32
+max(C
31
C
22
)=5+8
=13
C
33
=t
33
+max(C
32
C
23
)=6+1
3=19
C
34
=t
34
+max(C
33
C
24
)=2+1
9=21
C
35
=t
35
+max(C
34
C
25
)=4+2
3=27
5.
C
41
=t
41
+C
31
=4+6=10
C
42
=t
42
+max(C
41
C
32
)=5+13
=18
C
43
=t
43
+max(C
42
C
33
)=3+19
=22
C
44
=t
44
+max(C
43
C
34
)=6+22
=28
C
45
=t
45
+max(C
44
C
35
)=2+28
=30
3.
C
51
=t
51
+C
41
=6+10=16
C
52
=t
52
+max(C
51
C
42
)=4+18
=22
C
53
=t
53
+max(C
52
C
43
)=3+22
=25
C
54
=t
54
+max(C
53
C
44
)=1+28
=29
C
55
=t
55
+max(C
54
C
45
)=5+30
=35
4.
C
61
=t
61
+C
51
=5+16=21
C
62
=t
62
+max(C
61
C
52
)=4+22
=26
C
63
=t
63
+max(C
62
C
53
)=6+26
=32
C
64
=t
64
+max(C
63
C
54
)=3+32
=34
C
65
=t
65
+max(C
64
C
55
)=2+35
=37
15
Kolejność wyrobów (metoda Palmera) 6, 1, 2, 5, 3, 4.
Wyrób 6
1
4
8
12
18
Wyrób 1
3
8
9
18
23
Wyrób 2
6
13
19
21
27
Wyrób 5
10
18
22
28
30
Wyrób 3
16
22
25
29
35
Wyrób 4
21
26
32
34
37
16
Rozwiązanie przykładu metodą
Gupty
•
Obliczamy wskaźnik G
Obliczamy wskaźnik G
i
i
odnoszący się do poszczególnych
odnoszący się do poszczególnych
detali:
detali:
Wyrób 1
G1= -1/5=-0,2
Warunek:
17
Wyrób nr.2
Wyrób nr.3
min tz
lj
+ tz
lj
+1 (8;11;8;6)=6
Warunek:
min tz
lj
+ tz
lj
+1 (10;7;4;6)=4
Warunek:
G2=-1/6=-0,16
G3=1/4=0,25
18
Wyrób nr.5
Wyrób nr.4
min tz
lj
+ tz
lj
+1 (9;10;9;5)=5
Warunek:
min tz
lj
+ tz
lj
+1 (9;8;9;8)=8
Warunek:
G4=1/5=0,2
G5=1/8=0,125
19
Wyrób
nr.6
min tz
lj
+ tz
lj
+1 (4;7;8;10)=4
Warunek:
G6=-1/4=-025
20
Ustawiamy wskaźniki Gi
Ustawiamy wskaźniki Gi
w ciąg rosnący:
w ciąg rosnący:
G6<G1<G2<G5<G4<G3
G6<G1<G2<G5<G4<G3
Na podstawie powyższego ciągu otrzymaliśmy następującą
Na podstawie powyższego ciągu otrzymaliśmy następującą
kolejność zapuszczania wyrobów do obróbki:
kolejność zapuszczania wyrobów do obróbki:
612543
612543
G1
G2
G3
G4
G5
G6
-0,2
-0,16
0,25
0,2
0,125 -0,25
21
Długość cyklu produkcyjnego – metoda Gupty
6.
C
11
=t
11
=1
C
12
=t
12
+C
11
=3+1=4
C
13
=t
13
+C
12
=4+4=8
C
14
=t
14
+C
13
=4+8=12
C
15
=t
15
+C
14
=6+12=18
1.
C
21
=t
21
+C
11
=2+1=3
C
22
=t
22
+max(C
21
C
12
)=4+
4=8
C
23
=t
23
+max(C
22
C
13
)=1+
8=9
C
24
=t
24
+max(C
23
C
14
)=6+
12=18
C
25
=t
25
+max(C
24
C
15
)=5+
18=23
2.
C
31
=t
31
+C
21
=3+3=6
C
32
=t
32
+max(C
31
C
22
)=5+
8=13
C
33
=t
33
+max(C
32
C
23
)=6+
13=19
C
34
=t
34
+max(C
33
C
24
)=2+
19=21
C
35
=t
35
+max(C
34
C
25
)=4+
23=27
5.
C
41
=t
41
+C
31
=4+6=10
C
42
=t
42
+max(C
41
C
32
)=5+13=
18
C
43
=t
43
+max(C
42
C
33
)=3+19=
22
C
44
=t
44
+max(C
43
C
34
)=6+22=
28
C
45
=t
45
+max(C
44
C
35
)=2+28=
30
4.
C
51
=t
51
+C
41
=5+10=15
C
52
=t
52
+max(C
51
C
42
)=4+18=
22
C
53
=t
53
+max(C
52
C
43
)=6+22=
28
C
54
=t
54
+max(C
53
C
44
)=3+28=
31
C
55
=t
55
+max(C
54
C
45
)=2+31=
33
3.
C
61
=t
61
+C
51
=6+15=21
C
62
=t
62
+max(C
61
C
52
)=4+22=
26
C
63
=t
63
+max(C
62
C
53
)=3+28=
31
C
64
=t
64
+max(C
63
C
54
)=1+31=
32
C
65
=t
65
+max(C
64
C
55
)=5+33=
38
22
Kolejność wyrobów (metoda Gupty):6, 1, 2, 5,
Kolejność wyrobów (metoda Gupty):6, 1, 2, 5,
4, 3.
4, 3.
Wyrób 6
1
4
8
12
18
Wyrób 1
3
8
9
18
23
Wyrób 2
6
13
19
21
27
Wyrób 5
10
18
22
28
30
Wyrób 4
15
22
28
31
33
Wyrób 3
21
26
31
32
38
23
Długość cyklu produkcyjnego – dowolna
kolejność
6.
C
11
=t
11
=1
C
12
=t
12
+C
11
=3+1=4
C
13
=t
13
+C
12
=4+4=8
C
14
=t
14
+C
13
=4+8=12
C
15
=t
15
+C
14
=6+12=18
1.
C
21
=t
21
+C
11
=2+1=3
C
22
=t
22
+max(C
21
C
12
)=4+
4=8
C
23
=t
23
+max(C
22
C
13
)=1+
8=9
C
24
=t
24
+max(C
23
C
14
)=6+
12=18
C
25
=t
25
+max(C
24
C
15
)=5+
18=23
3.
C
31
=t
31
+C
21
=6+3=9
C
32
=t
32
+max(C
31
C
22
)=4+
9=13
C
33
=t
33
+max(C
32
C
23
)=3+
13=16
C
34
=t
34
+max(C
33
C
24
)=1+
18=19
C
35
=t
35
+max(C
34
C
25
)=5+
23=28
4.
C
41
=t
41
+C
31
=5+9=14
C
42
=t
42
+max(C
41
C
32
)=4+
14=18
C
43
=t
43
+max(C
42
C
33
)=6+
18=24
C
44
=t
44
+max(C
43
C
34
)=3+
24=27
C
45
=t
45
+max(C
44
C
35
)=2+
28=30
2.
C
51
=t
51
+C
41
=3+14=17
C
52
=t
52
+max(C
51
C
42
)=5+
18=23
C
53
=t
53
+max(C
52
C
43
)=6+
24=30
C
54
=t
54
+max(C
53
C
44
)=2+
30=32
C
55
=t
55
+max(C
54
C
45
)=4+
32=36
5.
C
61
=t
61
+C
51
=4+17=21
C
62
=t
62
+max(C
61
C
52
)=5+
23=28
C
63
=t
63
+max(C
62
C
53
)=3+
30=33
C
64
=t
64
+max(C
63
C
54
)=6+
33=39
C
65
=t
65
+max(C
64
C
55
)=2+
39=41
24
Kolejność wyrobów przypadkowa 6, 1, 3, 4, 2, 5.
Wyrób 6
1
4
8
12
18
Wyrób 1
3
8
9
18
23
Wyrób 3
9
13
16
19
28
Wyrób 4
14
18
24
27
30
Wyrób 2
17
23
30
32
36
Wyrób 5
21
28
33
39
41

25
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
Wyszukiwarka
Podobne podstrony:
Układy Napędowe oraz algorytmy sterowania w bioprotezach
5 Algorytmy
5 Algorytmy wyznaczania dyskretnej transformaty Fouriera (CPS)
Tętniak aorty brzusznej algorytm
Algorytmy rastrowe
Algorytmy genetyczne
Teorie algorytmow genetycznych prezentacja
Algorytmy tekstowe
Algorytmy i struktury danych Wykład 1 Reprezentacja informacji w komputerze
ALGORYTM EUKLIDESA
Algorytmy z przykladami tp 7 0
ALGORYT8
5 Algorytmy i schematy blokowe
więcej podobnych podstron