
Cięcie gazowe

Cięcie gazowe jest szeroko
stosowaną metodą cięcia stali
niestopowych i niskostopowych o
grubości od kilku milimetrów do
kilku metrów. Proces cięcia polega
na spalaniu metalu w tlenie.
Strumień tlenu (tzw. strumień tlenu
tnącego) wypala szczelinę w
materiale, usuwając z niej
jednocześnie produkty spalania.

Z tego względu czystość tlenu
tnącego wpływa w dużym
stopniu na osiągane prędkości
cięcia. Wyższa czystość tlenu
gwarantuje wyższą prędkość
cięcia. Przyjmuje się, że
wystarczająca czystość tlenu
zapewniającą dobre wyniki
kszałtuje się na poziomie 99,5%.

Zanim rozpocznie się proces cięcia, stal
musi osiągnąć temperaturę zapłonu. To
jest zadanie dla płomienia gazowego.
Wybór gazu palnego decyduje o szybkości
nagrzewania.
Acetylen zapewnia wysoką temperaturę
i skuteczność płomienia .
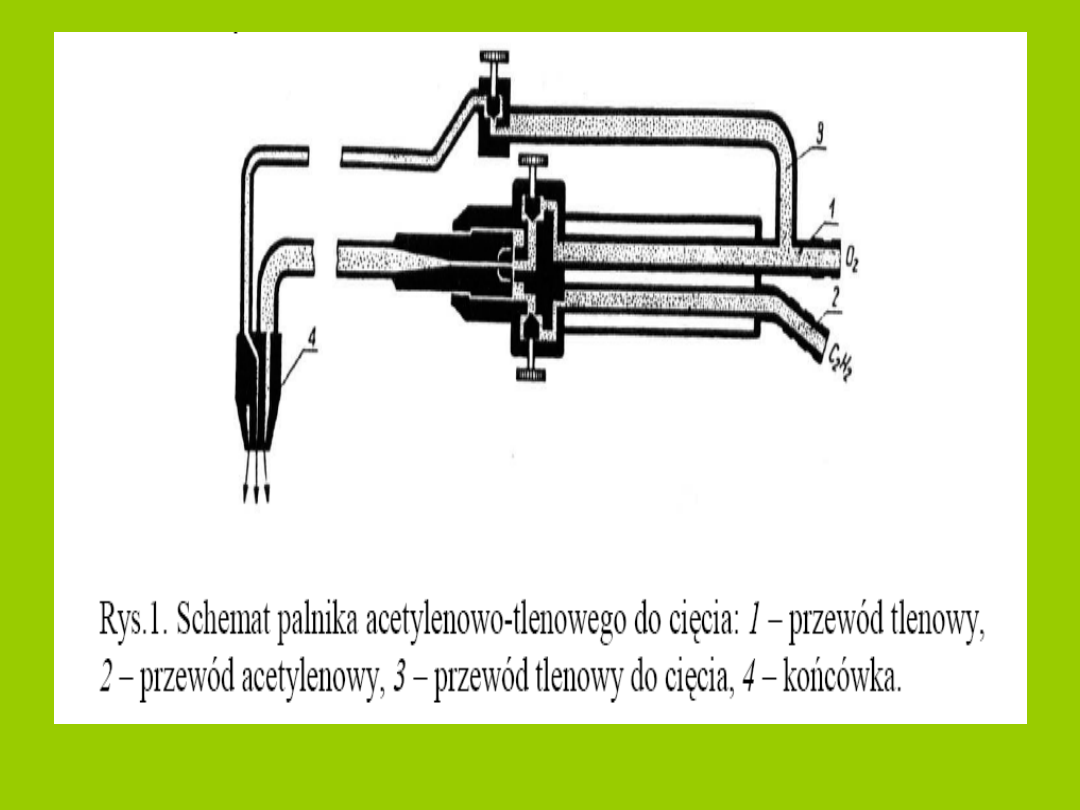
Najistotniejszym elementem sprzętu jest
dysza tnąca. Odpowiednie ukształtowanie
wylotu kanału tlenu tnącego, zwiększające
prędkość wypływu tego gazu w znacznym
stopniu zwiększa prędkość cięcia
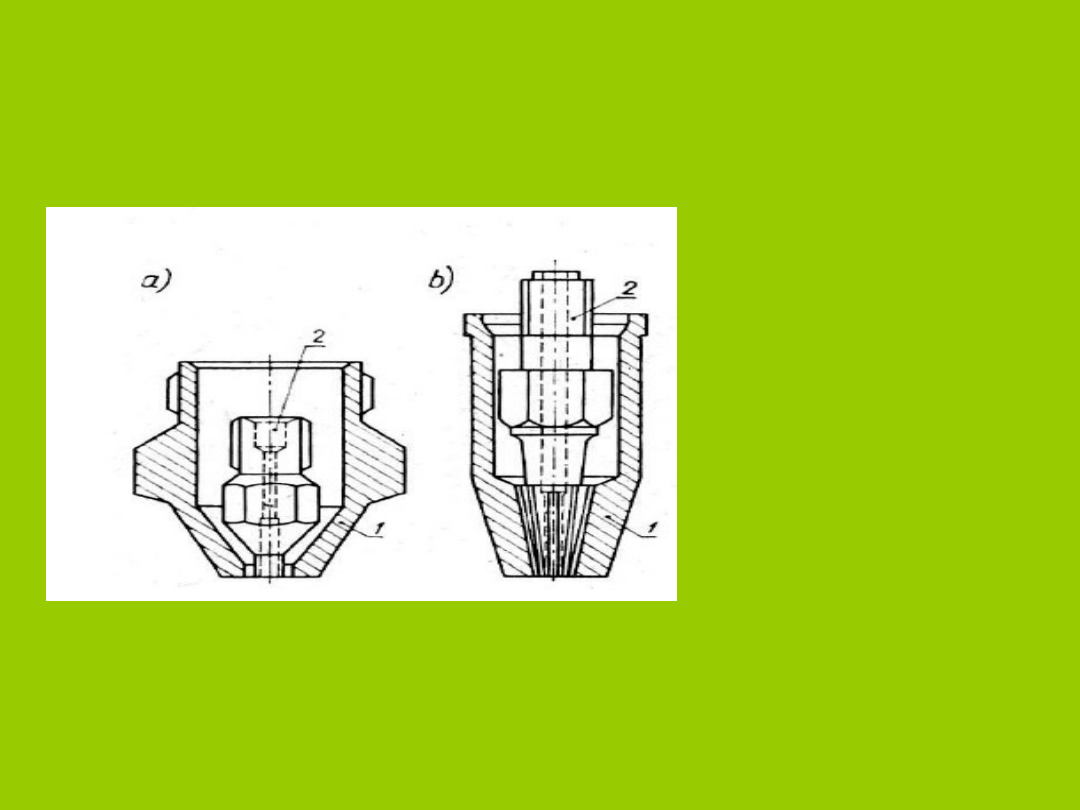
Układy i rodzaje dysz do cięcia tlenem: typu szczelinowego i
rowkowego do acetylenu
1. Dysza podgrzewająca
2. Dysza tnąca
Dysze dwudzielne
składają się z
wykonanych oddzielnie
dysz: tnącej i
podgrzewającej,
stanowiących odrębne
części palnika. Dysze
tego typu mogą
pracować
współcentrycznie lub
szeregowo. Dysze
współcentryczne są
stosowane do cięcia
stali o grubości 3 ÷
300 mm, a szeregowe
do cięcia blach
o grubości 0,2 ÷ 10
mm.

Document Outline
Wyszukiwarka
Podobne podstrony:
1 Spawanie gazowe oraz cięcie gazowe i plazmowe
Instrukcja bhp- cięcie gazowe
spawanie i cięcie gazowe, ►►►►►Dla studenta!!, Spawalnictwo
Spawanie i cięcie gazowe
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
SPRAWOZDANIE z OCS. cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictw
Spawanie gazowe i cięcie plazmowe
Spawanie ręczne elektroda otulona oraz spawanie gazowe i cięcie termiczne, Sprawozdania itp
spajalnictwo gazowe i ciecie, Spawalnictwo
spajalnictwo-gazowe i ciecie, Spawalnictwo
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
Spawanie gazowe ciecie tlenowe Mizerski Jerzy
Cięcie cesarskie u klaczy(1)
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
Cw. 1 (gazowe) Badanie procesu spalania gazu ziemnego, PODRĘCZNIKI, POMOCE, SLAJDY, SUROWCE I PALIWA
04-dłutownica dwustronna dd - 180, Instrukcje BHP, IV - INSTALACJE CO, GAZOWE I WODNOKANALIZACYJNE
prawa gazowe, chemia - liceum
więcej podobnych podstron