Politechnika Lubelska
Wydział Mechaniczny |
LABORATORIUM Metod Łączenia Materiałów
|
Grupa: MD-505.5a
|
Ocena: |
|
|
Student:
Leńczuk Małgorzata Data:
|
|
TEMAT: Spawanie i cięcie gazowe. |
|||
Cel ćwiczenia:
Celem ćwiczenia jest zapoznanie z płomieniem acetylenowo-tlenowym, jego zapalaniem i regulacją, a także z obsługą stanowiska do spawania i cięcia gazowego oraz wykonanie złącza spawanego oraz próba cięcia stali
Gazy techniczne wykorzystywane w procesie spawania i cięcia gazowego w przeprowadzonym przez nas ćwiczeniu.
Acetylen rozpuszczony techniczny C2H2 otrzymuje się przez rozpuszczenie w acetonie podciśnieniem gazowego acetylenu powstałego w wyniku działania rozpylonej wody na karbid (węglik wapnia).
Acetylen jest gazem bezbarwnym o słodkim smaku, lżejszy od powietrza.
Techniczny acetylen zanieczyszczony jest powietrzem, siarkowodorem, amoniakiem i
fosforowodorem, który nadaje acetylenowi charakterystyczny zapach , Zawartość tych zanieczyszczeń łącznie nie może przekraczać 2% objętości. Acetylen jest gazem łatwopalnym, zapalony w powietrzu płonie jasnym, silnie kopcącym płomieniem, którego temperatura wynosi ok. 24000 C. Zmieszany z tlenem w specjalnym palniku daje płomień o bardzo wysokiej temperaturze dochodzącej do 30000 C. Acetylen jest gazem wybuchowym, zwłaszcza pod ciśnieniem i w stanie ciekłym, nie można go więc sprężać w butlach ciśnieniowych, ani skraplać. Z powietrzem i tlenem tworzy mieszaniny wybuchowe w granicach 2,3-82% obj. acetylenu. Acetylen rozpuszczony w acetonie traci swe właściwości wybuchowe, dlatego też przechowuje się go i przewozi w butlach stalowych wypełnionych nasyconym acetonem porowatą masą składającą się zwykle z mieszanin ziemi okrzemkowej i węgla drzewnego. Acetylen pakowany jest w butle stalowe bez szwu wypełnione materiałem
porowatym. Butle pomalowane są na żółto i mają czarny napis "ACETYLEN" zgodnie z PN-
75/M-69210.
Tlen
W stanie wolnym występuje w powietrzu (2 % obj.) w postaci dwuatomowych cząsteczek O2.
Jest gazem bezbarwnym, bez smaku i zapachu, cięższy od powietrza, nie palnym (ale
niezbędnym w procesach spalania). Tlen, sprężony pod ciśnieniem 15 MPa przewozi się w
butlach stalowych (albo stanowiących jedna całość - wiązkach butli), oznaczonych, niebieską
farbą z napisem białym, "TLEN" i z nakręconym kołpakiem ochronnym zgodnie PN-75/M-
69210. Butle stalowe bez szwu, o pojemności 0,4, 1, 2, 5, 8, 10, 27, 40, 45, 50 dm3 zgodnie z PN-67/M-69222, zaopatrzone w szczelne zawory wg PN-65/M-69228 do tlenu technicznego pomalowane na niebiesko z białym napisem "TLEN".
Urządzenia do spawania i ciecia gazowego
Butle:
a) do tlenu,
b) acetylenu
l) cylinder butli,
2) szyjka butli,
3) pierścień zewnętrzny nagwintowany,
4) zawór butli,
5) kołpak
Budowa butli acetylenowej:
Butle acetylenowe są wykonane przez ciągnienie na gorąco i podobnie jak butle tlenowe - ze stali odpowiedniego gatunku dla naczyń ciśnieniowych. W spawalnictwie stosowano dotychczas butle 40 litrowe. Masa porowata wypełnia wewnątrz całą butle acetylenową. Zadaniem tej masy jest zabezpieczenie butli przed wybuchem oraz wchłanianie acetonu z rozpuszczonym w nim acetylenem i rozprowadzenie go po całej objętości butli.
Budowa i zadanie reduktora:
Reduktor ciśnienia służy do zmniejszania ciśnienia tlenu w butli do ciśnienia roboczego oraz do samoczynnego utrzymywania ciśnienia na tej samej wysokości podczas pracy.
Przekrój reduktora:
1) łącznik wlotowy,
2) filtr,
3) zaworek,
4) sprężyna,
5) śruba nastawna,
6) sprężyna,
7) przepona (membrana),
8) popychacz,
9) zawór odcinający,
10) łącznik (do palnika)
Palniki acetylenowo-tlenowe
Przekrój palnika smoczkowego do spawania: l ,2) końcówki doprowadzające tlen i acetylen, 3,4) rurki doprowadzające korpusu 5 umieszczonego w rękojeści, 6)
smoczek, 7) kanały acetylenowe, 8) komora mieszankowa, 9) dziób palnika, 10) dysza, 11) nakrętka mocująca wymienną nasadkę do spawania
rys. palniki uniwersalne acetylenowo-tlenowe
Podział palników do spawania gazowego i cięcia tlenem podaje PN. W kraju wytwarzane i stosowane są głównie palniki tzw. smoczkowe. Palniki do cięcia różnią się od palników do spawania tym, że mają dodatkowy przewód doprowadzający tlen, tzw. tnący. Najczęściej jednak stosuje się palniki uniwersalne. Są to takie palniki, w których nasadki do spawania można zamienić na nasadki stosowane do cięcia tlenem
Sprzęt pomocniczy
Sprzęt pomocniczy stanowią: węże gumowe, przyłączki i złączki węży gumowych, opaski
taśmowe, zapalniczki iskrowe oraz oszczędzacze gazów.
Obsługa palnika:
Przed przystąpieniem do pracy należy ustawić ciśnienie robocze na reduktorach tlenowym i acetylenowym, które winno wynosić 0,03 - 0,08 MPa, w zależności od wielkości palnika.
Ciśnienie robocze tlenu ustawia się przy otwartym zaworze na palniku i winno ono mieć wartość 0,25 - 0,45 MPa. Przystępując do zapalenia płomienia należy najpierw odkręcić zawór tlenu, a w dalszej kolejności zawór acetylenu i zapali_ palnik, po czym lekko przykręcić acetylen, aby płomień pali się tuż przy dziobie palnika. Teraz należy powoli otwierać zawór tlenowy i wyregulować palnik, zgodnie z podanym niżej opisem płomienia. Przy gaszeniu płomienia zawsze najpierw należy zamknąć zawór acetylenowy, a później dopiero tlenowy.
Płomień acetylenowo-tlenowy:
jądro,
2) strefa odtleniająca,
3) kita
Część płomienia znajdująca się tuż za jądrem (strefa odtleniająca) działa na stopiony metal dodatnio: odtlenia, tj. odbiera tlen od powstałych już tlenków i chroni metal przed działaniem tlenu z powietrza, tj. przed powstawaniem nowych tlenków. Dalsza część płomienia tzw. kita działa na stopiony metal ujemnie, ponieważ ma własności utleniające na skutek obecności wolnego tlenu, a znajdujące się w tej strefie cząsteczki pary wodnej wpływają na powstawanie porów i pęcherzy w spoinie.
Metody spawania gazowego:
Rozróżniamy trzy zasadnicze metody spawania gazowego:
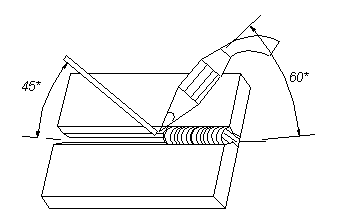
a) Spawanie metodą w lewo-materiałów o grubości do 3 mm grubości, polega na prowadzeniu palnika od strony prawej do lewej, przy pochyleniu palnika pod kątem od 60°(przy materiałach grubszych), do 10°(przy materiałach cieńszych). Spoiwo podczas spawania prowadzi się pod kątem około 45°. Przy spawaniu metodą w lewo spoiwo jest prowadzone przed palnikiem. Płomień palnika roztapia brzegi metalu, tworząc otworek w dolnej części spawanego materiału. Spawacz prowadzi palnik prawą ręką, postępowym ruchem w lewo nie czyniąc nim żadnych ruchów bocznych. Bardzo ważne jest aby spoiwo cały czas było w obrębie płomienia, gdyż rozgrzany jego koniec w zetknięciu z powietrzem szybko się utlenia i spawacz wprowadza do spoiny tlenki.
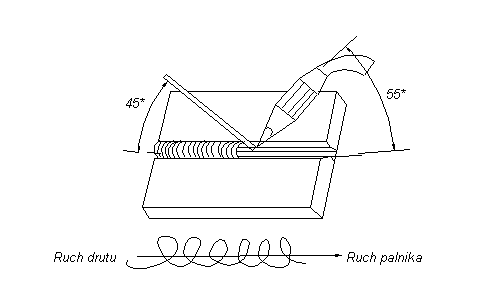
b) Spawanie metodą w prawo-stosuje się przeważnie do grubszych materiałów(ponad 3mm) wymagających ukosowania brzegów. Przy spawaniu w prawo palnik prowadzi się pod kątem 55°,a spoiwo pod kątem 45°. Spoiwo posuwa się za palnikiem od strony lewej do prawej. Palnikiem nie wykonuje się żadnych ruchów poprzecznych, lecz prowadzi się go równomiernie ruchem prostoliniowym wzdłuż brzegów spawanych. Spoiwem trzymanym w jeziorku stopionego metalu wykonuje się ruch(w kształcie półksiężyca lub elipsy) w kierunku poprzecznym do spoiny. Metodę spawania w prawo stosuje się do robót odpowiedzialnych, zwłaszcza rurociągów przeznaczonych do pracy na wysokie ciśnienie i trudne warunki eksploatacyjne (częste zmiany temperatury i ciśnienia)
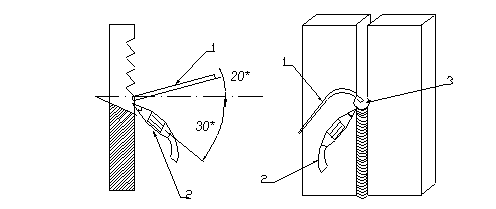
c) Metodę spawania w górę -stosujemy do wszystkich grubości materiału, przy czym materiał o grubości powyżej 4mm powinien być spawany przez dwóch spawaczy jednocześnie. Palnik należy prowadzić pod kątem 30° do osi pionowej, a drut pod kątem około 20°. Palnik prowadzi się równomiernym ruchem prostoliniowym, a spoiwo ruchem skokowym. Metoda ta pozwala na łatwiejsze utrzymanie oczka oraz mniejsze zużycie gazów.
Spoiwa i topniki przy spawaniu gazowym
Stosuje się trzy rodzaje spoiw (drutów): niskowęglowe, niskostopowe i wysokostopowe. Druty niskowęglowe stosuje się do spawania konstrukcyjnych stali węglowych, druty niskostopowe do spawania stali konstrukcyjnych o podwyższonej wytrzymałości, druty wysokostopowe do spawania stali nierdzewnych, żaro i kwasoodpornych.
Topniki do spawania gazowego stosuje się w nielicznych przypadkach przy połączeniowym spawaniu stali wysokostopowych nierdzewnych i kwaso oraz żaroodpornych. Działanie topnika w tych przypadkach polega na rozpuszczeniu w topniku trudno topliwych tlenków chromu(Cr2O3), których temperatura topnienia wynosi 2050 stopni C. Podstawowymi składnikami tych topników są; boraks, sól kwarcyt, fluoryt, kreda, żelazokrzem.
Cięcie metali i ich stopów tlenem
Cięcie tlenem jest to sposób dzielenia metali polegający na jego miejscowym spaleniu (utlenianiu) w strumieniu czystego tlenu i wydmuchaniu powstałych tlenków. Aby mogło nastąpić spalanie, miejsce, w którym rozpoczyna działanie strumień tlenu, powinno być podgrzane do odpowiedniej temperatury zwanej temperaturą zapłonu (dla stali niskowęglowych 1300 - 1350°C).
Praktyczne wykonanie ćwiczenia:
Widok od strony lica elementów spawanych metodą w lewo. Materiał blacha St3S grubości 1,5 mm, jako materiału dodatkowego użyto drutu SPG1A o Ø 2 mm. Palnik użyty do spawania to PERUN MO59 z zamontowaną dyszą nr 2.
Widok od strony lica elementów spawanych metodą w prawo. Materiał blacha St3S grubości 3 mm, jako materiału dodatkowego użyto drutu SPG1A o Ø 2 mm. Palnik użyty do spawania to PERUN MO59 z zamontowaną dyszą nr 4.
Wnioski:
Podczas spawania acetylenowo-tlenowego powinniśmy przestrzegać następujących zasad:
- pracować zawsze płomieniem normalnym (nadmiar acetylenu w płomieniu nawęgla
spoinę, nadmiar tlenu utlenia ja)
- nie dotykać roztopionego metalu jąderkiem płomienia, ponieważ spoina się nawęgla
- przetapiać dokładnie brzegi, spoiwo stapiać tylko w płynnej kąpieli metalu wykonywać spawanie szybko, bez przerw i poprawek oraz unikać niepotrzebnego ogrzania metalu.
Spawanie gazowe wciąż zajmuje istotne miejsce wśród metod łączenia metali. Jest szczególnie przydatne w pracach remontowych i pracach w terenie. Głównym obszarem zastosowania tej metody jest spawanie rur i blach w cienkościennych konstrukcjach stalowych. Metoda spawania w lewo ma tę zaletę, że jest łatwa do szybkiego opanowania - można otrzymać gładkie lico spoiny, co w dużym stopniu zachęca początkujących spawaczy do szerszego jej stosowania. Lecz spoina taka ma gorsze właściwości wytrzymałościowe niż spoiny wykonane np. w prawo. Do wady tej metody można zaliczyć trudność w otrzymywaniu otworka pomiędzy brzegami spawanych metali, w skutek czego często zdarza się brak przetopu. Spoina na ogół szybko stygnie, co wpływa na tworzenie się w niej porów i pęcherzy. Z kolei w stalach wysokowęglowych mogą powstać podhartowania i pęknięcia spoiny. Jeśli zaś chodzi o spawanie w prawo to spoina ma lepsze właściwości wytrzymałościowe i dlatego jest stosowana do połączeń ważniejszych, narażonych na duże obciążenia lub wysokie ciśnienie. Do wad tej metody można zaliczyć trudność otrzymania ładnego wyglądu nadlewu spoiny. Jeśli zaś chodzi o spawanie w górę dużym minusem tej metody jest to ze nie zawsze daje się stosować i że praca spawacza na wysokich urządzeniach jest trudna. Zaletą jest to, że jest bardzo łatwo utrzymać otworka , dzięki czemu utrzymuje się łatwy przetop materiału, mniejsze zużycie gazów a zatem niższy koszt wykonania pracy.
Wyszukiwarka
Podobne podstrony:
Spawanie i cięcie gazowe
SPAWANIE I CIĘCIE, ORZ inne, ROZPORZĄDZENIA, ROZPORZĄDZENIA, SPAWALNICTWO
1 Spawanie gazowe oraz cięcie gazowe i plazmowe
Spawanie gazowe totio, Spawalnictwo
Spawanie elektronowe, ►►►►►Dla studenta!!, Spawalnictwo
Scharakteryzuj wykonanie prac spawania elektrycznego i gazowego
Cięcie gazowe
Wykład Spawanie i cięcie łukowe
Instrukcja bhp- cięcie gazowe
Spawanie TIG, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
istan Spawanie elektryczne i gazowe, BHP, Instrukcje-Stanowiskowe
spawanie elekt gazowe
Spawanie i ciecie metali, Instrukcje-Bezpiecznej Pracy
06-spawanie i cięcie metali, INSTRUKCJA BHP NA STANOWISKU SPAWANIA I CI?CIA METALI
istan Spawanie i cięcie metali, BHP, Instrukcje-Stanowiskowe
Polaczenia spawane, Księgozbiór, Studia, Obróbka, Spawalnictwo
CHARAKTERYSTYKA SPAWANIA METODĄ MIG MAG Spawalnicy
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
SPRAWOZDANIE z OCS. cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictw
więcej podobnych podstron