
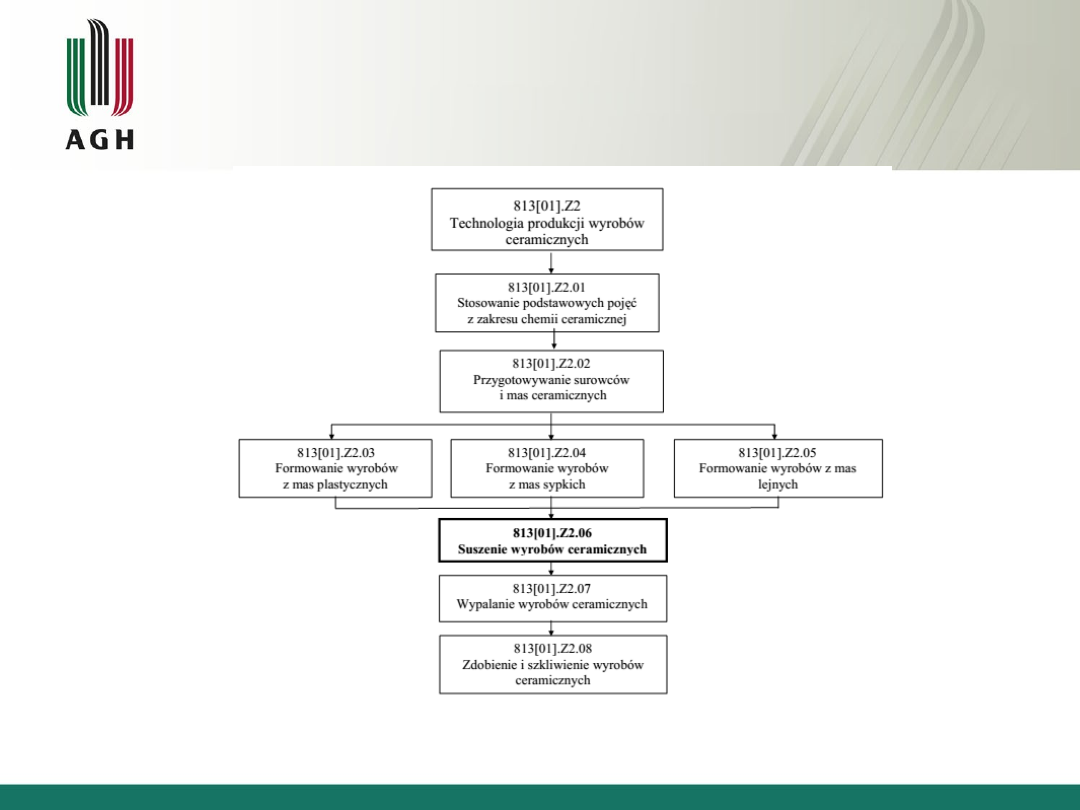
Suszenie wyrobów ceramicznych

Cel suszenia
Celem procesu suszenia półfabrykatów ceramicznych jest
usunięcie pewnej ilości wody i utrwalenie ich kształtu na
tyle, aby stało się możliwe przeprowadzenie dalszych
koniecznych operacji technologicznych. Świeżo
uformowane półfabrykaty mają bardzo małą wytrzymałość
na ściskanie oraz nie nadają się do transportu i
załadowania do pieców ceramicznych. W zależności od
wilgotności masy z jakiej zostały uformowane są za
miękkie lub zbyt kruche, aby można było je ustawiać w
stosy.
Wysuszenie powoduje kilkakrotne zwiększenie wytrzymałości
półfabrykatów, dzięki czemu stają się one bardziej
odporne na obicia naroży i krawędzi oraz na pękanie w
czasie transportu i układania.
Wprowadzenie do pieca wilgotnych
półfabrykatów, spowodowałoby ich
zniszczenie wskutek zbyt gwałtownej
przemiany wody w parę. Tak więc, ze
względów technologicznych procesy
suszenia i wypalania wyrobów
realizowane są w osobnych urządzeniach.

Charakterystyka czynnika suszącego
Ciepło jest oddawane suszonemu materiałowi przez czynnik
suszący, który przepływając stale przez suszarnię odprowadza
z niej parę wodną wydzieloną ze wsadu. W niektórych
przypadkach do celów specjalnych stosuje się suszenie przy
zastosowaniu promieniowania podczerwonego, wydzielanego
przez nagrzane ciała zwane promiennikami.
W zakładach produkujących porcelanę elektrotechniczną stosowane
jest suszenie rezystancyjne, oparte na prawie Joule'a.
W większości procesów technologicznych produkcji wyrobów
ceramicznych, suszenie prowadzone jest z wykorzystaniem
czynnika suszącego. Może nim być powietrze, spaliny,
mieszanina powietrza i spalin oraz para przegrzana.

Charakterystyka czynnika suszącego
Suszenie może być realizowane tylko wtedy, gdy ciśnienie
cząstkowe pary wodnej w czynniku suszącym jest niższe od
ciśnienia cząstkowego pary wodnej na powierzchni
suszonego materiału. Możliwy jest wówczas proces
przechodzenia pary wodnej z suszonych półfabrykatów do
otaczającego je czynnika.
Szybkość suszenia jest wprost proporcjonalna do różnicy obu
ciśnień cząstkowych.
Istotnymi parametrami powietrza suszącego są także:
temperatura, wilgotność, zawartość wilgoci oraz entalpia.
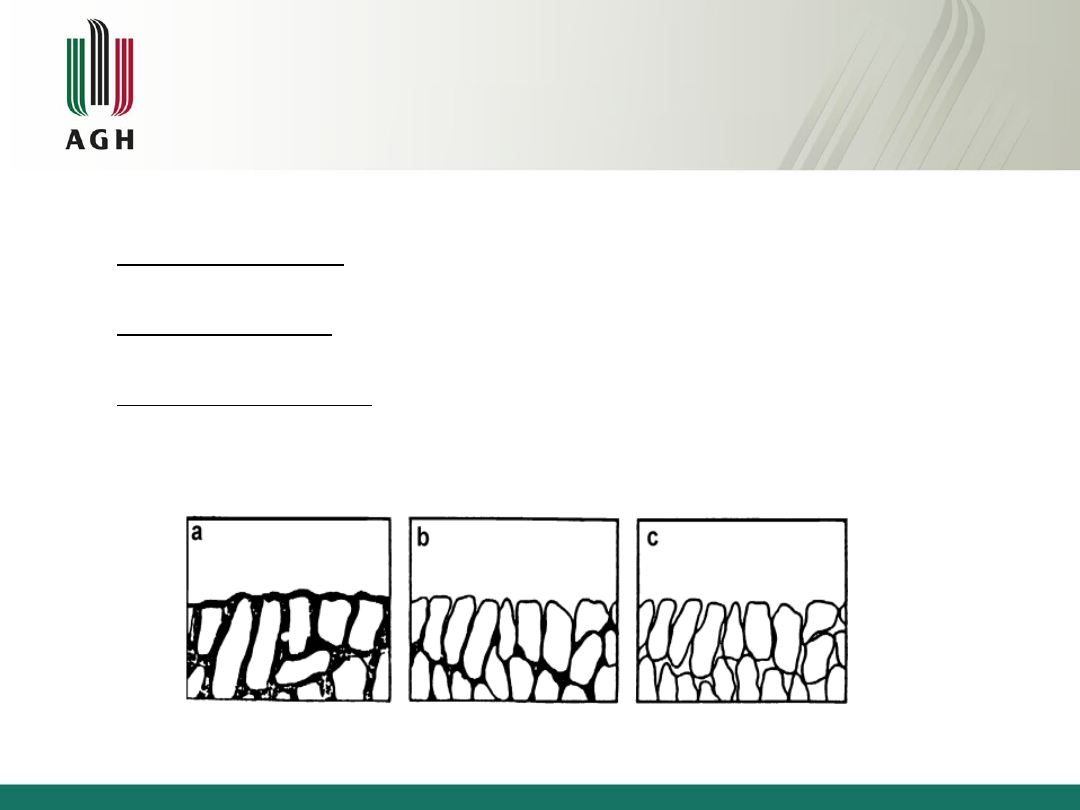
Rodzaje wody w masach ceramicznych
Wodę zawartą w masie plastycznej dzieli się na:
1. wodę swobodną, oddzielającą odsunięte od siebie ziarna
materiału,
2. wodę kapilarną, która wypełnia przestrzenie pomiędzy
stykającymi się ziarnami,
3. wodę adsorpcyjną - jest ona zaadsorbowana na powierzchni
ziaren materiału i pozostaje w układzie po odparowaniu wody
swobodnej i kapilarnej. W toku suszenia nie jest ona zwykle w
pełni usuwana.
Rys.1. Układ materiał ceramiczny – woda; a) obecne są wszystkie 3 rodzaje wody,
b) pozostaje woda kapilarna i adsorpcyjna, c)obecna jest tylko woda adsorpcyjna.

Zjawiska zachodzące w procesie suszenia
Proces suszenia, czyli odprowadzania z wyrobów wody fizycznie związanej,
składa się z dwóch zjawisk:
– dyfuzji wewnętrznej polegającej na przemieszczaniu się wody z wnętrza
wyrobu na jego powierzchnię,
– dyfuzji zewnętrznej polegającej na przemieszczaniu się wody z powierzchni
wyrobu do czynnika suszącego.
Siłą napędową procesu suszenia jest gradient wilgotności. Woda przemieszcza
się z miejsc o wilgotności wyższej do miejsc o wilgotności niższej. Szybkość
dyfuzji wewnętrznej zależy od właściwości masy, z której uformowano
wyrób, temperatury oraz od lepkości wody.
Szybkość dyfuzji zewnętrznej, czyli parowania wody z powierzchni wyrobu
zależy od temperatury, wilgotności oraz szybkości przepływu czynnika
suszącego. Warunkiem zachowania kształtu suszonych wyrobów jest
wyrównanie tempa obu dyfuzji.

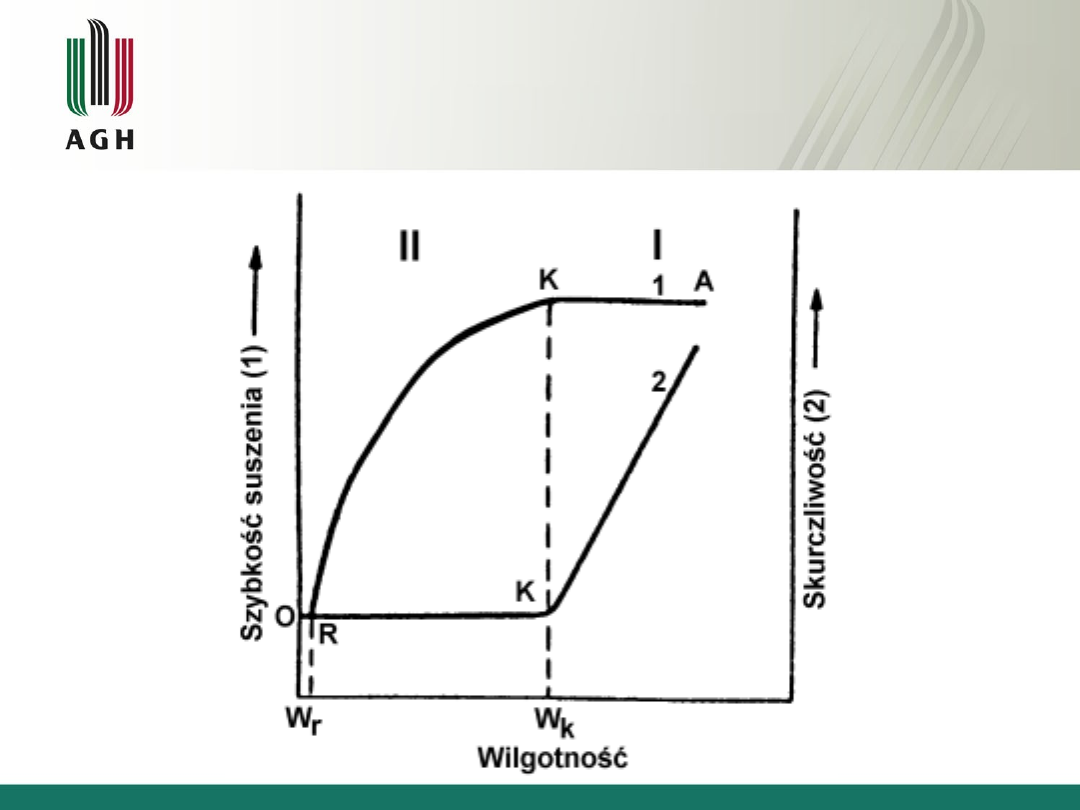
Technologiczne zasady procesu
Zadaniem technologów jest stworzenie takich warunków
suszenia, aby można było suszyć możliwie szybko z minimalną
ilością braków. Wyznaczanie na drodze obliczeniowej
prawidłowych parametrów suszenia jest uciążliwe i mało
dokładne. Najczęściej sposób suszenia dla każdego rodzaju
wyrobów ustala się doświadczalnie w laboratorium.
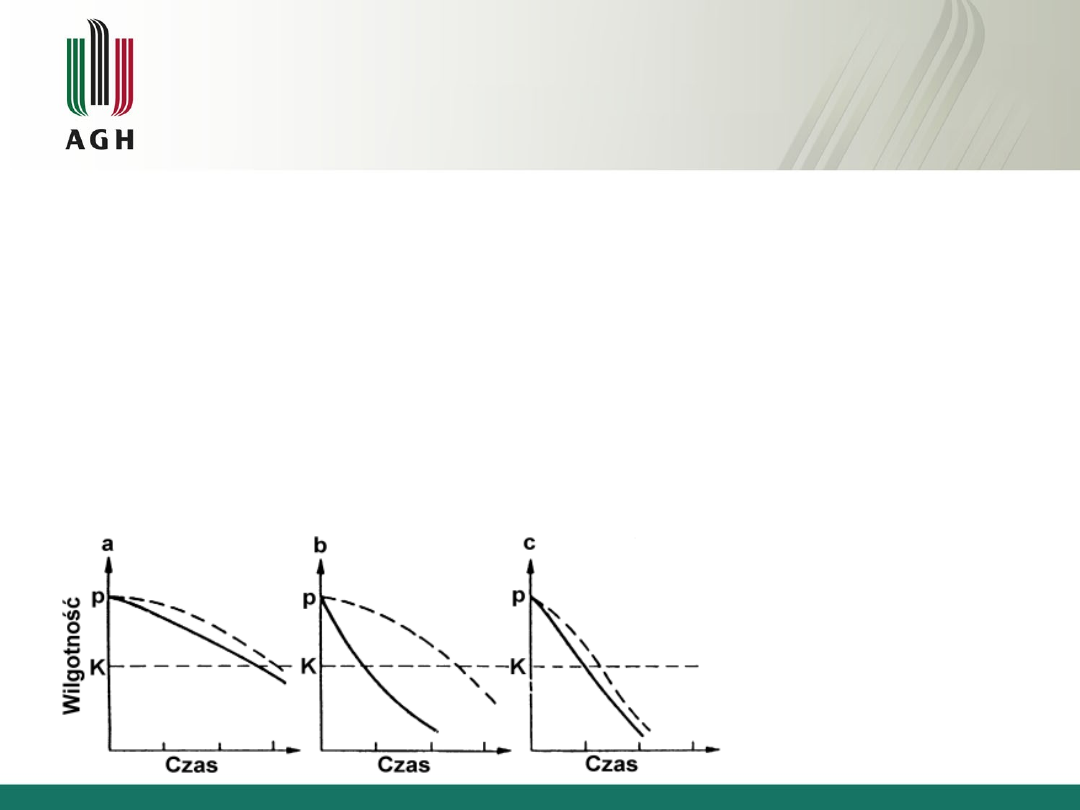
Prawidłowa technika suszenia polega na ogrzewaniu wyrobów w taki
sposób, aby nie spowodować zbyt gwałtownego wysuszenia
powierzchni, ale na równomiernym ogrzewaniu ich w całej
objętości. Racjonalne suszenie jest najczęściej realizowane
dwustopniowo.
Technologiczne zasady procesu c.d.
Początkowo dla ułatwienia dyfuzji wewnętrznej i spowolnienia
parowania wody z powierzchni, proces należy prowadzić przy
znacznej wilgotności względnej czynnika suszącego, dochodzącej
do 80÷90% i stosunkowo wysokiej jego temperaturze pozwalającej
na podgrzanie wyrobów na wskroś.
W drugim okresie, gdy nastąpi wyrównanie temperatury w wyrobach,
stopniowo obniża się wilgotność czynnika i zwiększa szybkość jego
przepływu. Temperatura czynnika suszącego w obu etapach
suszenia jest dostosowana do rodzaju wyrobów i typu suszarni.
Rys.2. Zależność
wilgotności wnętrza i
powierzchni od czasu
suszenia. Różne warianty
prowadzenia procesu.

Suszarnie o różnej konstrukcji
Suszarnie jak większość urządzeń specjalistycznych projektuje się
na zamówienie konkretnego zakładu, produkującego określony
asortyment wyrobów ceramicznych.
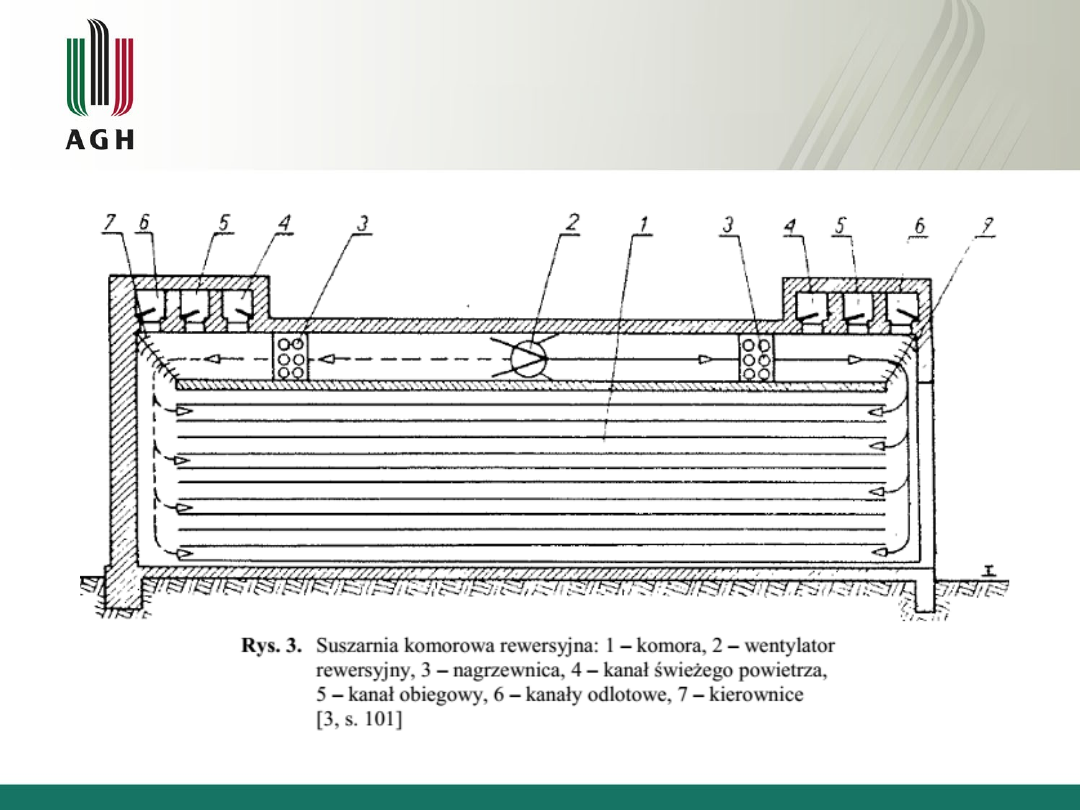
Istnieje wiele rozwiązań konstrukcyjnych suszarń komorowych,
różniących się między innymi wyposażeniem wnętrza,
pochodzeniem czynnika suszącego oraz jego obiegiem.
Wspólna cechą wszystkich suszarni komorowych jest to, że
posiadają zamknięta przestrzeń roboczą, w której załadowane
wyroby pozostają w miejscu podczas całego cyklu suszenia.
Większość z nich buduje się jako wielokomorowe, przystosowane
do zmechanizowanego załadowywania i wyładowywania wsadu
systemem Kellera. Każda komora ma swój odrębny cykl
suszenia
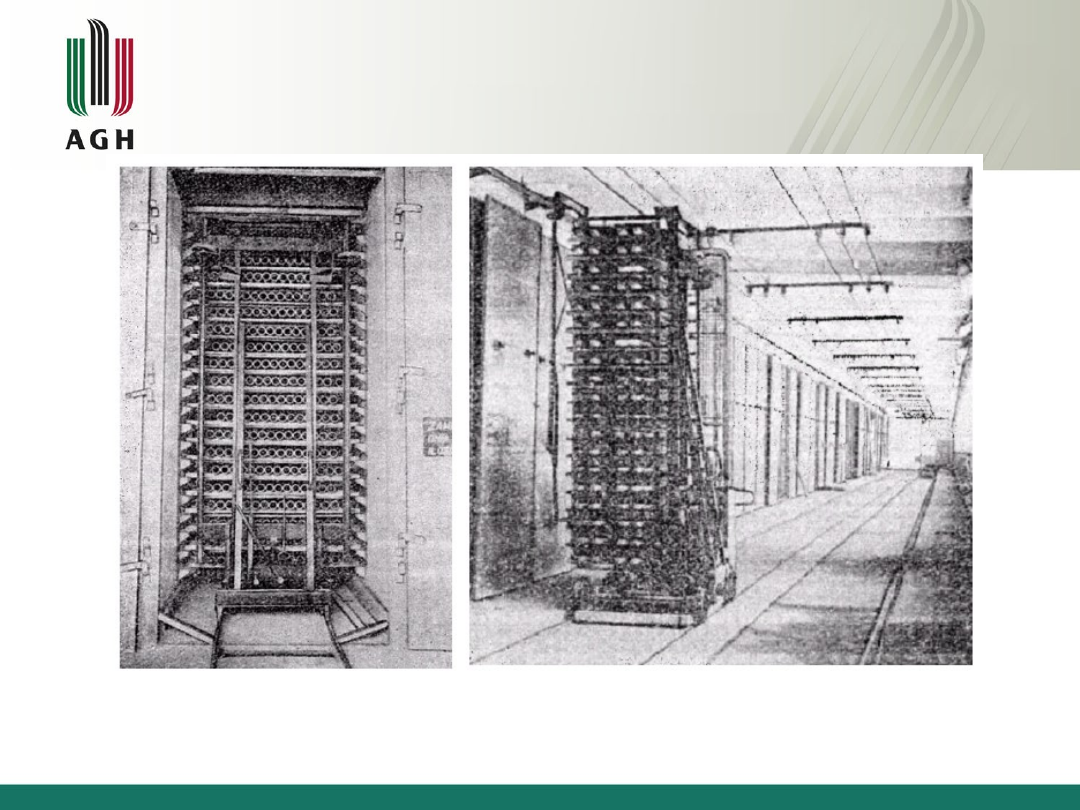
Suszarnia Kellera z przepływem naturalnym
Rys.3. Widok komory suszarni i wózka grzebeniastego
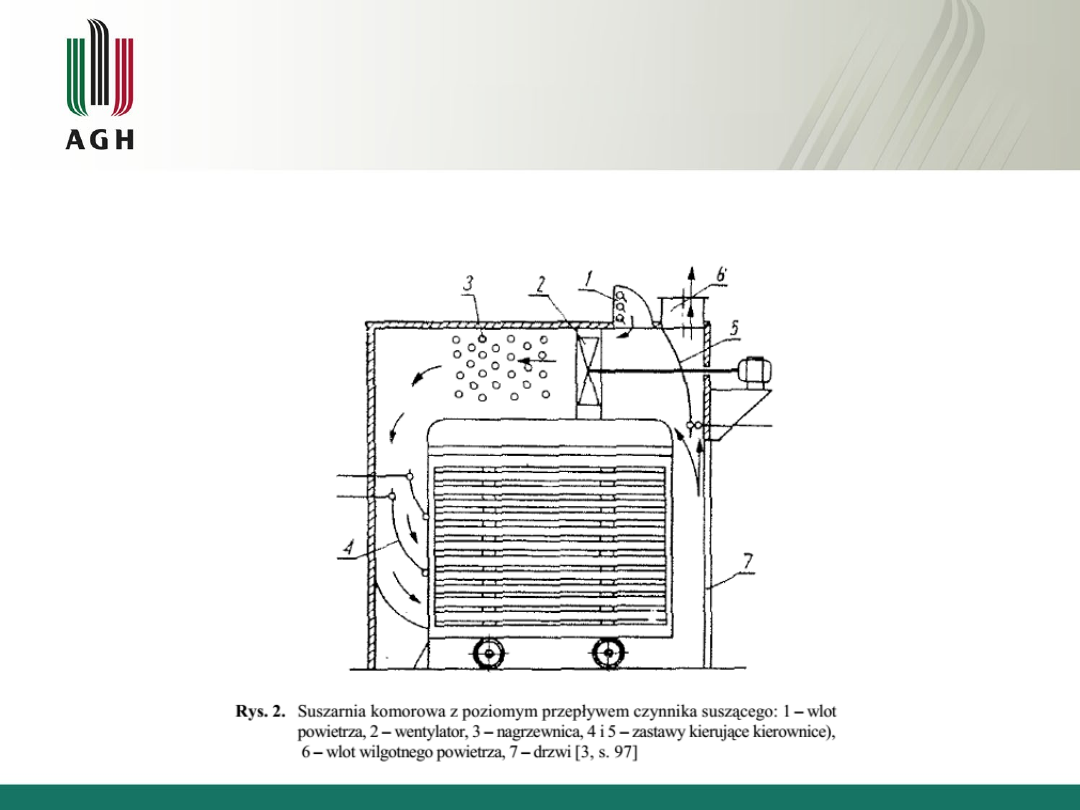
Przykładem suszarni recyrkulacyjnej jest suszarnia z poziomym przepływem
czynnika suszącego.
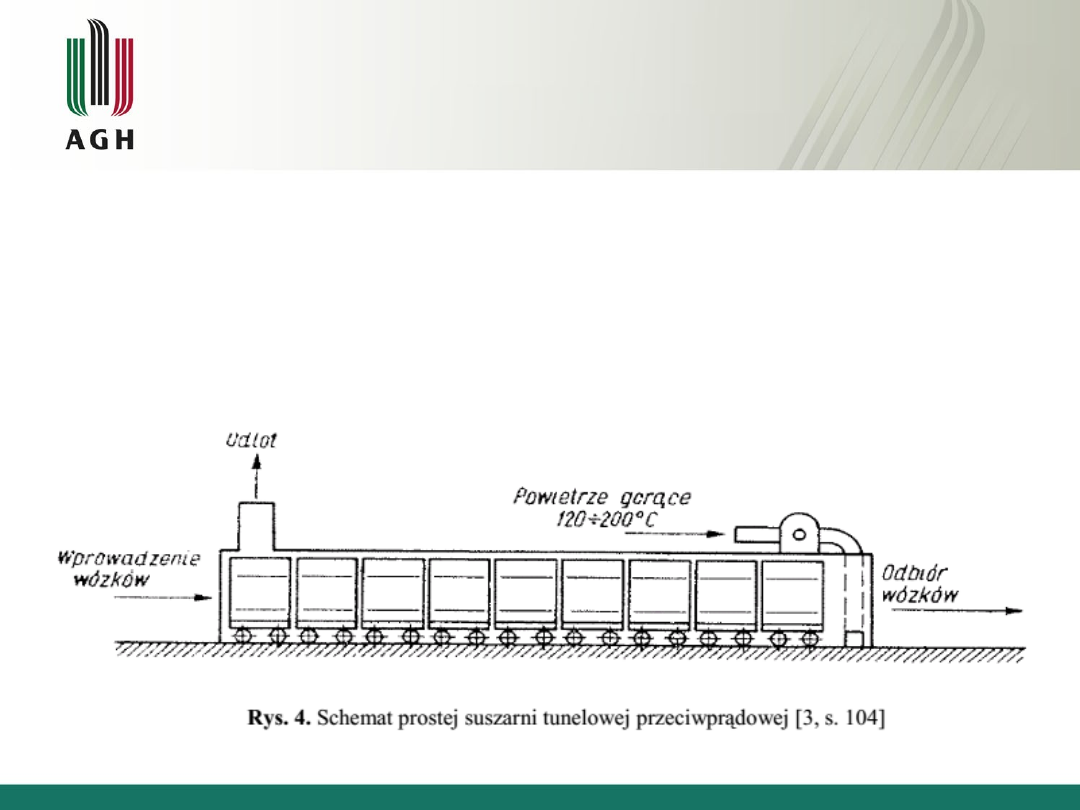
Suszarnie o działaniu ciągłym
Suszarnie tunelowe mają dużą wydajność i stosunkowo małe zużycie ciepła. Konstrukcja
suszarni musi jednak odpowiadać wymaganiom procesu suszenia wyrobów jednego
asortymentu, gdyż trudno jest w nich uzyskać szybką zmianę programu suszenia.
Zazwyczaj ze względów ekonomicznych buduje się nie jeden, lecz kilka tuneli
równoległych do siebie i oddzielonych wspólnymi ścianami.
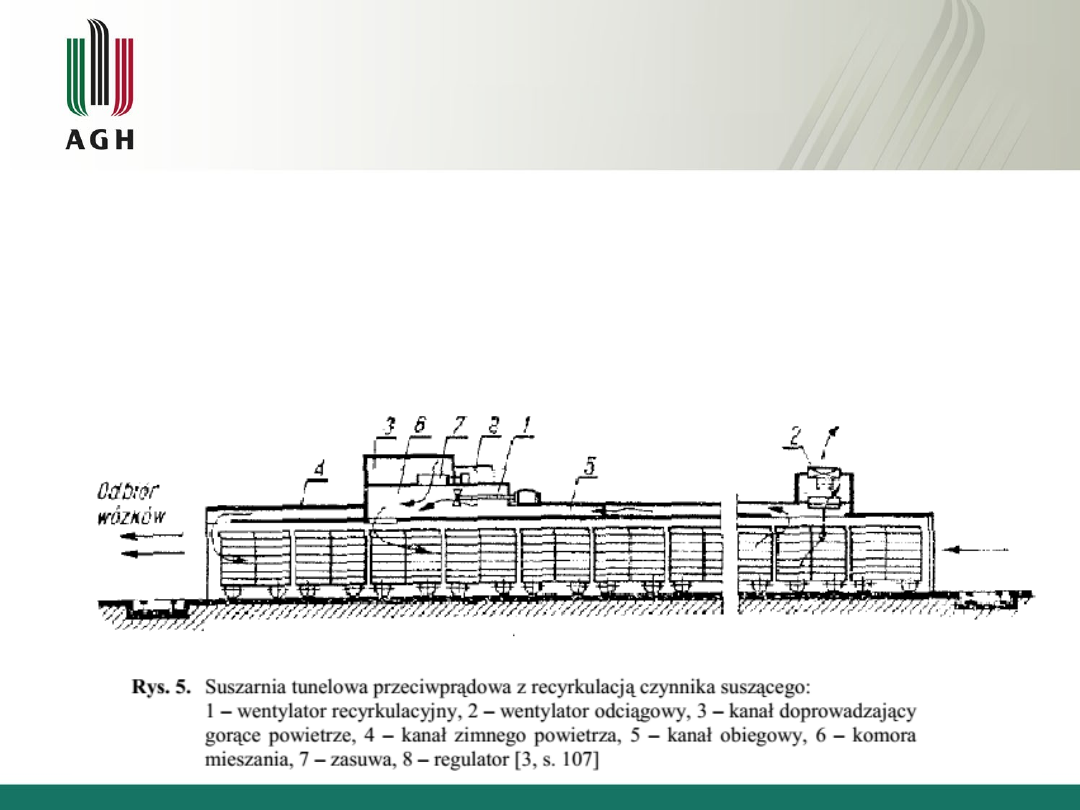
W suszarniach tunelowych występuje rozwarstwienie strumienia czynnika suszącego, co
może wywołać zakłócenia w równomiernym suszeniu na wysokości ustawki. Półfabrykaty
na górnych półkach wózka będą suszone intensywniej niż na dolnych. Aby temu
zapobiec w niektórych suszarniach tunelowych stosuje się recyrkulację czynnika
suszącego. Jej zadaniem jest wprowadzenie strumienia powietrza w ruch burzliwy, w
celu niedopuszczenia do rozwarstwień poziomych oraz umożliwia regulację
wilgotności w pierwszym okresie suszenia.
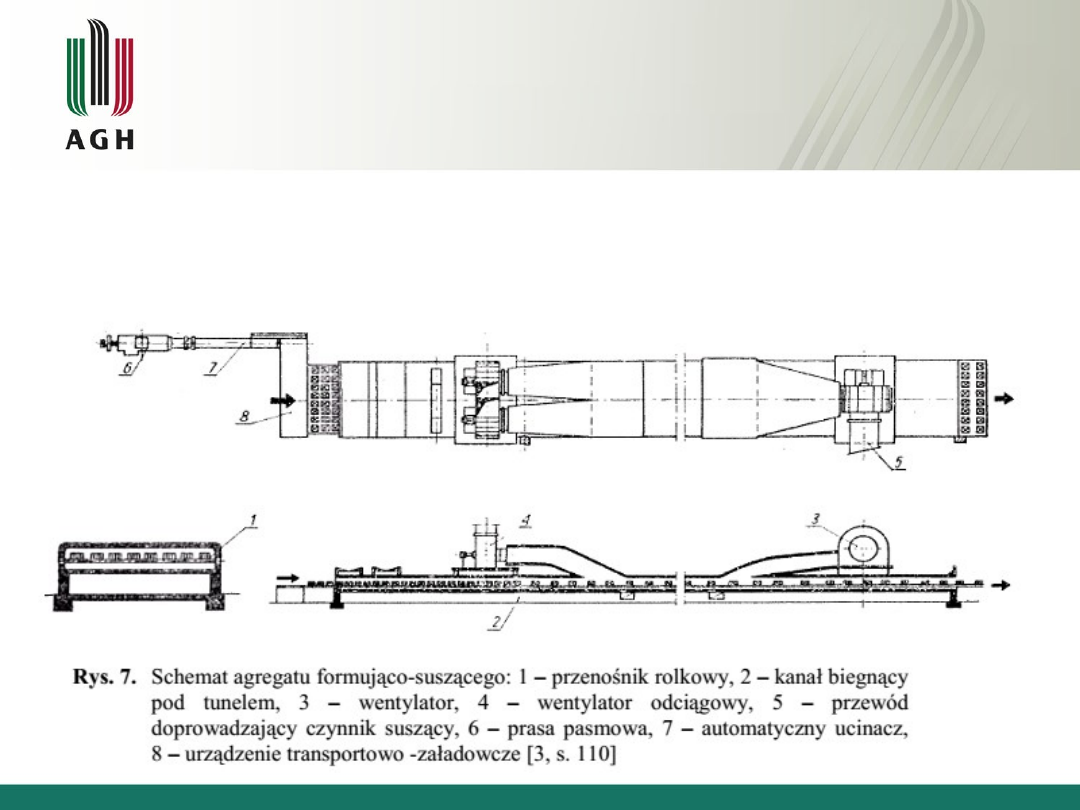
W produkcji cienkościennych wyrobów ceramiki budowlanej stosowane są agregaty
formująco-suszące. Prasa pasmowa, automatyczny ucinacz oraz urządzenia
transportowe i załadowcze są wówczas usytuowane w bezpośrednim sąsiedztwie
suszarni. Tunel suszarni jest otwarty, a suszone wyroby są układane jedną warstwą
na przenośniku rolkowym.

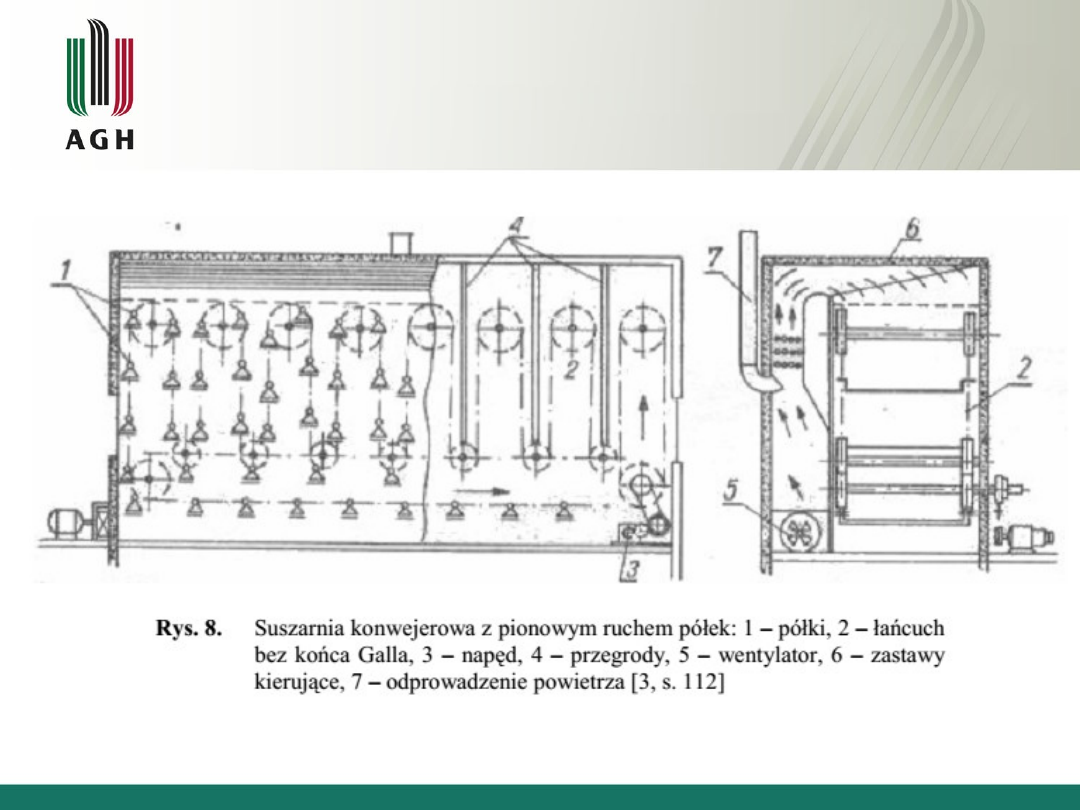
Kolejną grupą suszarń o pracy ciągłej są suszarnie konwejerowe
zwane również łańcuchowymi, szafkowymi lub szalkowymi.
Stanowią one zazwyczaj podstawowy element
zmechanizowanego transportu wewnętrznego półfabrykatów
między formownią i piecownią. Stosuje się je powszechnie w
zakładach ceramiki stołowej, gdzie współpracują z automatami
formierskimi.
Można w nich także suszyć cienkościenne wyroby ceramiki
budowlanej.
Suszarnie konwejerowe to komory, w których wędrują dwa
równoległe łańcuchy bez końca, z podwieszonymi przegubowo
półkami.

Dziękuję za uwagę!

Źródła
1. „Suszenie wyrobów ceramicznych” – Małgorzata Siemieniec
2. http://sod.ids.czest.pl/publikacje/l606/l606.pdf
3. http://encyklopedia.pwn.pl/haslo/3884269/ceramika.html
4. http://www.technologia.gda.pl/dydaktyka/index/w/tmb_chb/pdf_z/Wyklad_2
Document Outline
- Slide 1
- Slide 2
- Cel suszenia
- Slide 4
- Charakterystyka czynnika suszącego
- Charakterystyka czynnika suszącego
- Rodzaje wody w masach ceramicznych
- Slide 8
- Zjawiska zachodzące w procesie suszenia
- Technologiczne zasady procesu
- Technologiczne zasady procesu c.d.
- Suszarnie o różnej konstrukcji
- Suszarnia Kellera z przepływem naturalnym
- Slide 14
- Slide 15
- Suszarnie o działaniu ciągłym
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Dziękuję za uwagę!
- Źródła
Wyszukiwarka
Podobne podstrony:
Suszenie wyrobów?ramicznych
Obróbka wykańczająca wyrobów ceramicznych, Inżynieria Materiałowa, Semestr 4, Materiały spiekane
Ceramik wyrobow uzytkowych i oz Nieznany
229 731402 ceramik wyrobow uzytkowych i ozdobnych
Mat 10 Ceramika
CERAMIKA INŻYNIERSKA2A
12 Kontrolowanie jakosci wyrobo Nieznany (2)
operator urzadzen przemyslu ceramicznego 813[01] z2 07 u
Kontroler jakosci wyrobow elekt Nieznany
Sprawko badanie twardosci, Studia, WIP PW, I rok, MATERIAŁY METALOWE I CERAMICZNE, SPRAWOZDANIA
istan Suszenie i magazynowanie cegieł, BHP, Instrukcje-Stanowiskowe
CERAMIKA, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo
Magazynowanie wyrobów materiałow
więcej podobnych podstron