Obróbka cieplno-
chemiczna sworzni
tłokowych
Mateusz Soja
SII, IM4

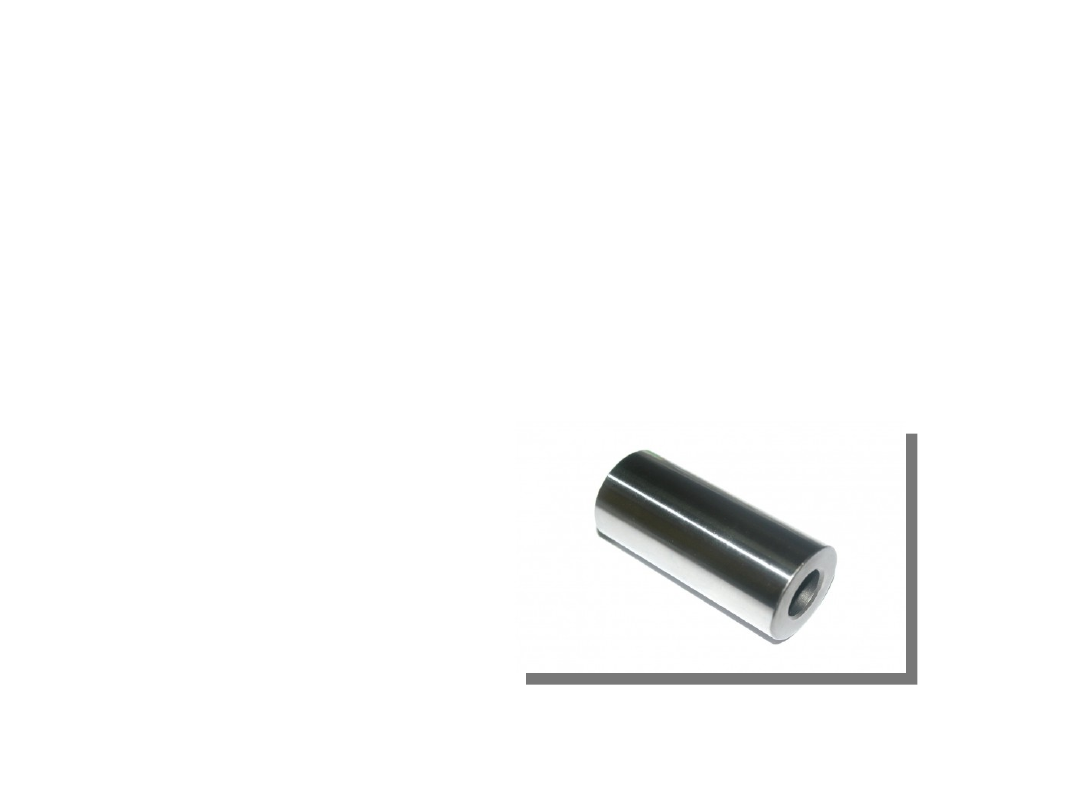
Sworznie tłokowe
Sworzeń
tłokowy -
element układu
korbowego tłokowego silnika spalinowego,
wykonany
jako
drążony
walec.
Łączy korbowód z tłokiem oraz przenosi siłę
z tłoka na oś korbowodu
.
Sworznie tłokowe

Sworznie tłokowe
Sworzeń tłokowy służy do przenoszenia
nacisku tłoka na korbowód i jednocześnie
umożliwia korbowodowi ruch wahadłowy. W
czasie pracy sworzeń tłokowy podlega
znacznym obciążeniom zmiennym co do
wartości
i
kierunku.
Wskutek
małych
wymiarów sworzeń podlega dużym naciskom
jednostkowym. Warunki pracy pogarsza
dosyć znaczne nagrzewanie się sworznia.
Sworznie tłokowe
Wymagania stawiane sworzniom
tłokowym to:
• Duża sztywność,
• Duża wytrzymałość zmęczeniowa,
• Odporność powierzchni na zużycie i
korozję,
• Mała masa.
Sworzeń tłokowy

Stale stosowane na sworznie
tłokowe
Materiały, z których wykonane są sworznie
tłokowe
(z uwagi na temperaturę pracy, naciski
i zmienne obciążenia oraz smarowanie):
• Stal do nawęglania np. 15H, 15N, 16HG,
• Stal do ulepszania cieplnego np. 38HN,
• Stal do azotowania np. 38HMJ.
Stal do nawęglania
Normy
Norma dotycząca
stali do nawęglania to:
PN-EN 10084:2009.
Norma ta zastąpia
starą normę PN-93/H-
84019
Norma PN-EN 10084:2009
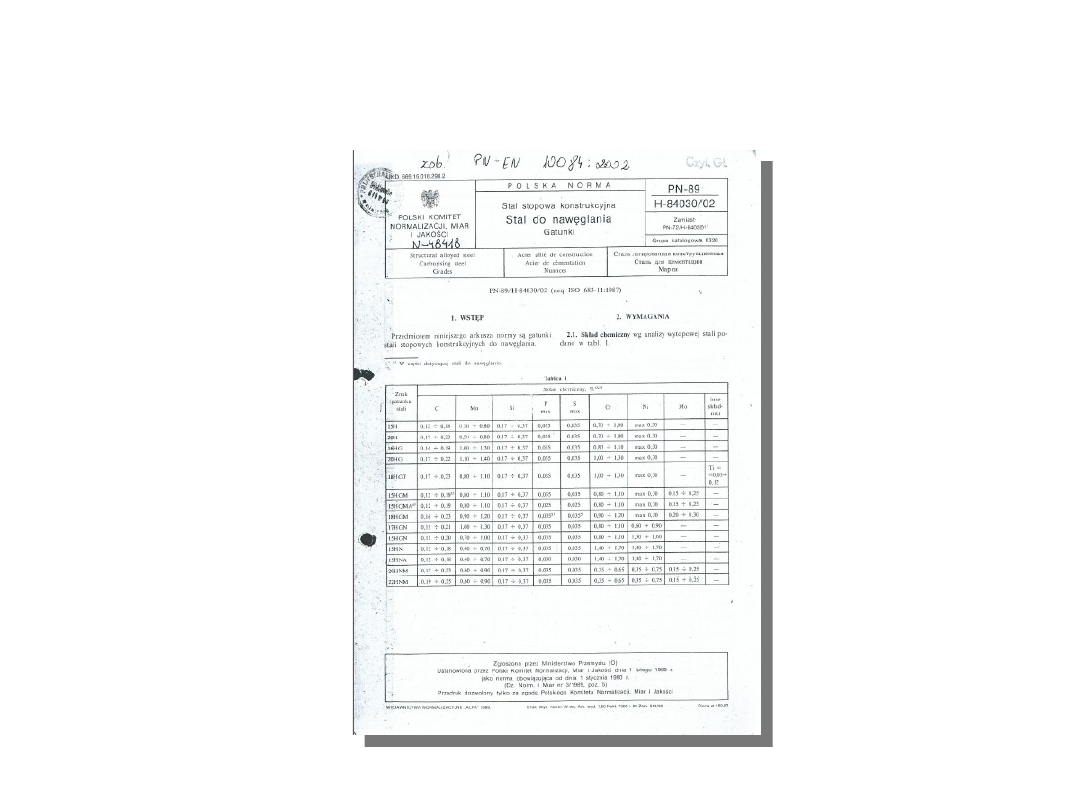
Normy
Norma PN-93/H-84019

Wybór stali
Podczas
przeprowadzonego
ćwiczenia wybrano jedną ze
stali do nawęglania w celu
przeprowadzenia symulacji
obróbki cieplnej po obróbce
cieplno chemicznej. Wybrana
stal to 16HG (według
nowego nazewnictwa
16MnCr5).
Stal 16HG
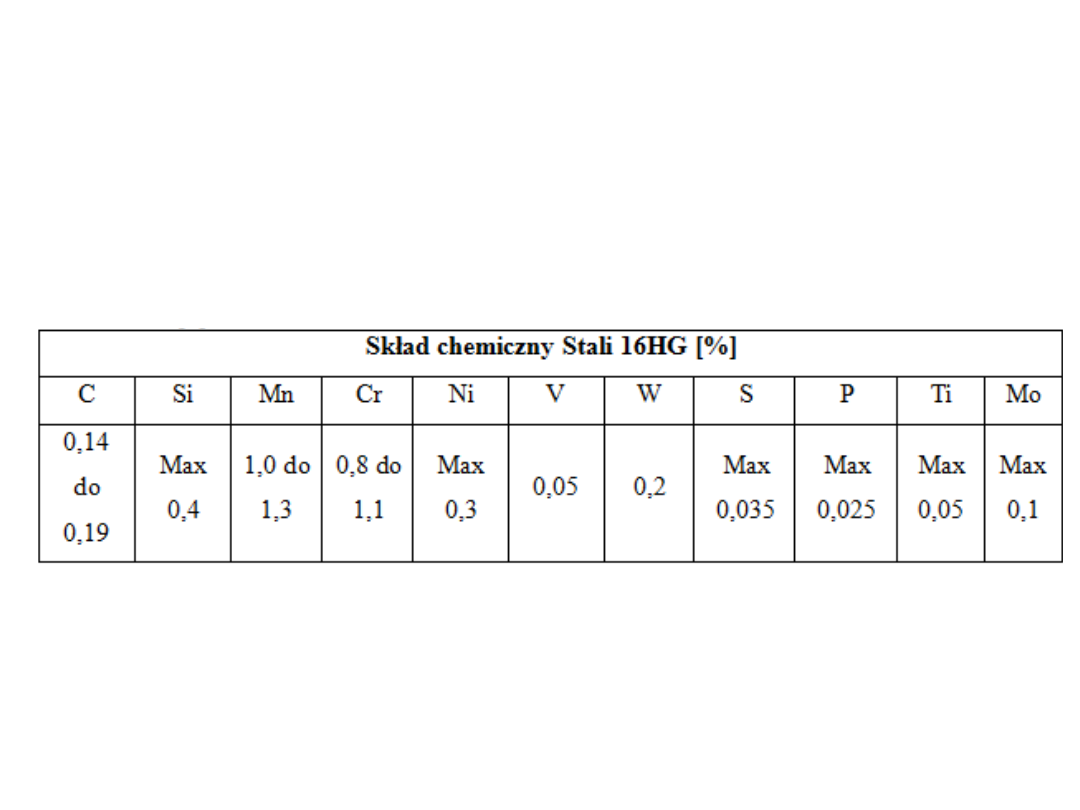
Właściwości stali 16HG
Skład chemiczny stali 16HG podany w %, opracowany na podstawie
normy PN-EN 10084:2009
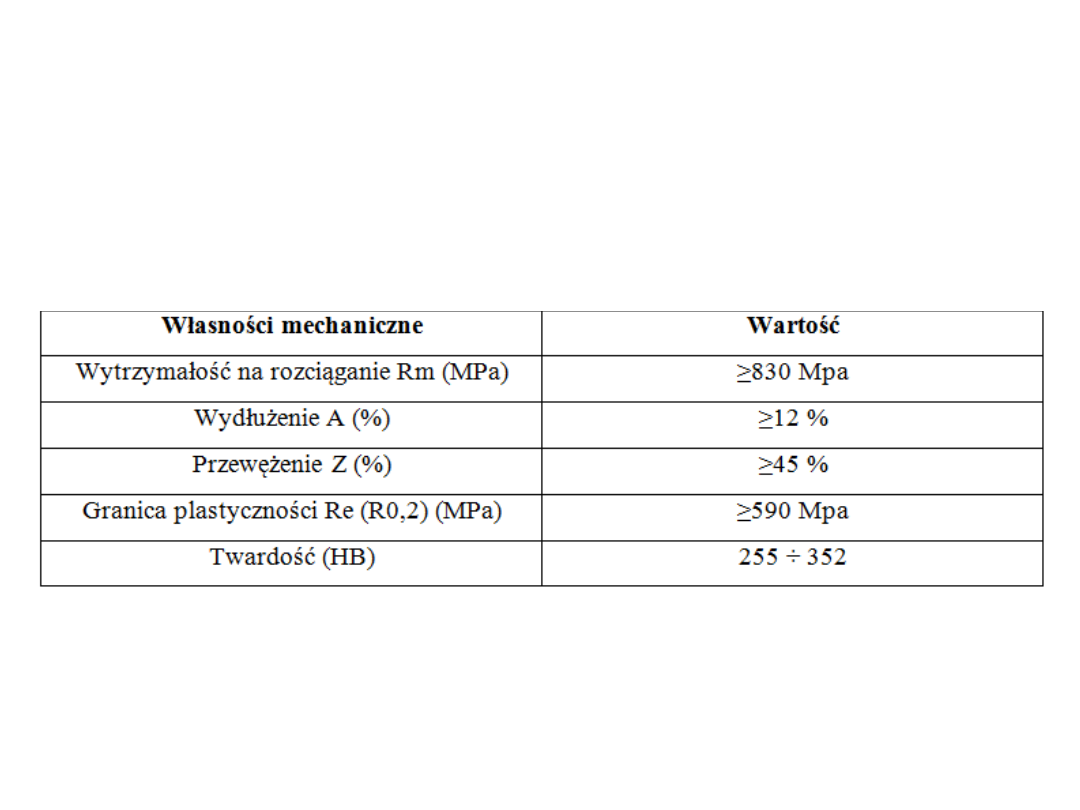
Właściwości mechaniczne stali
16HG
Własności mechaniczne stali 16HG, opracowane na podstawie normy
PN-EN 10084:2009
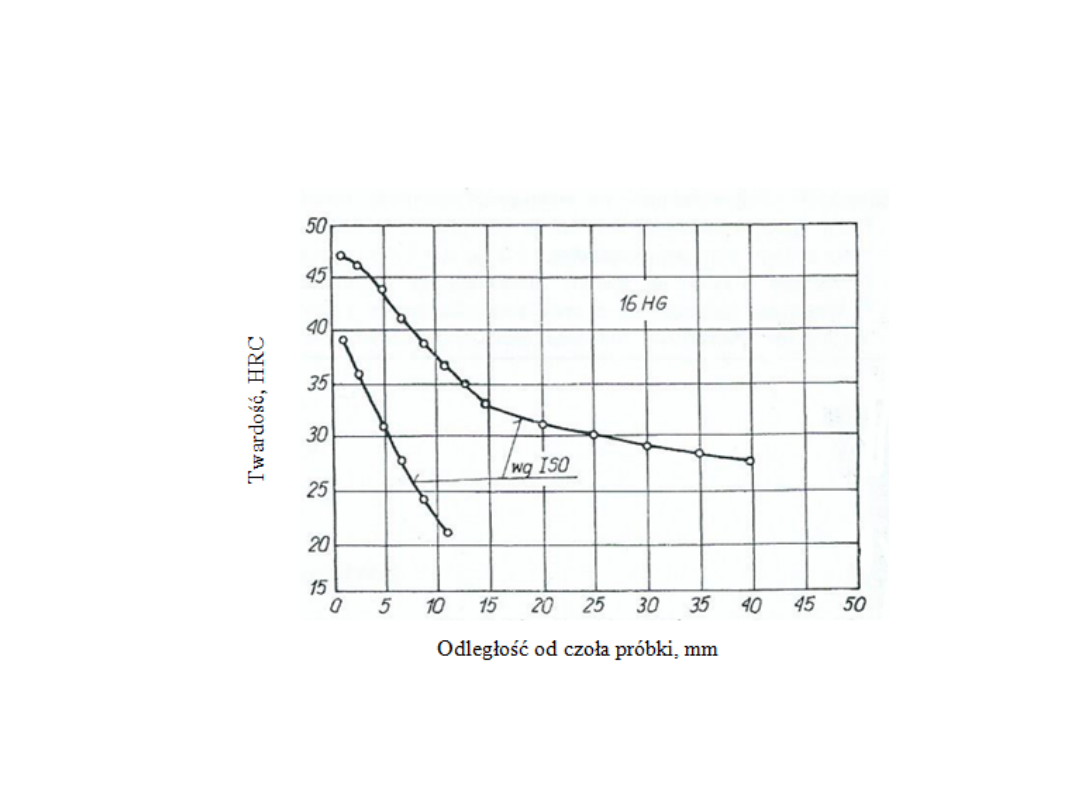
Właściwości mechaniczne stali
16HG
Twardość [HRC] w odległości od zahartowanego
czoła próbki
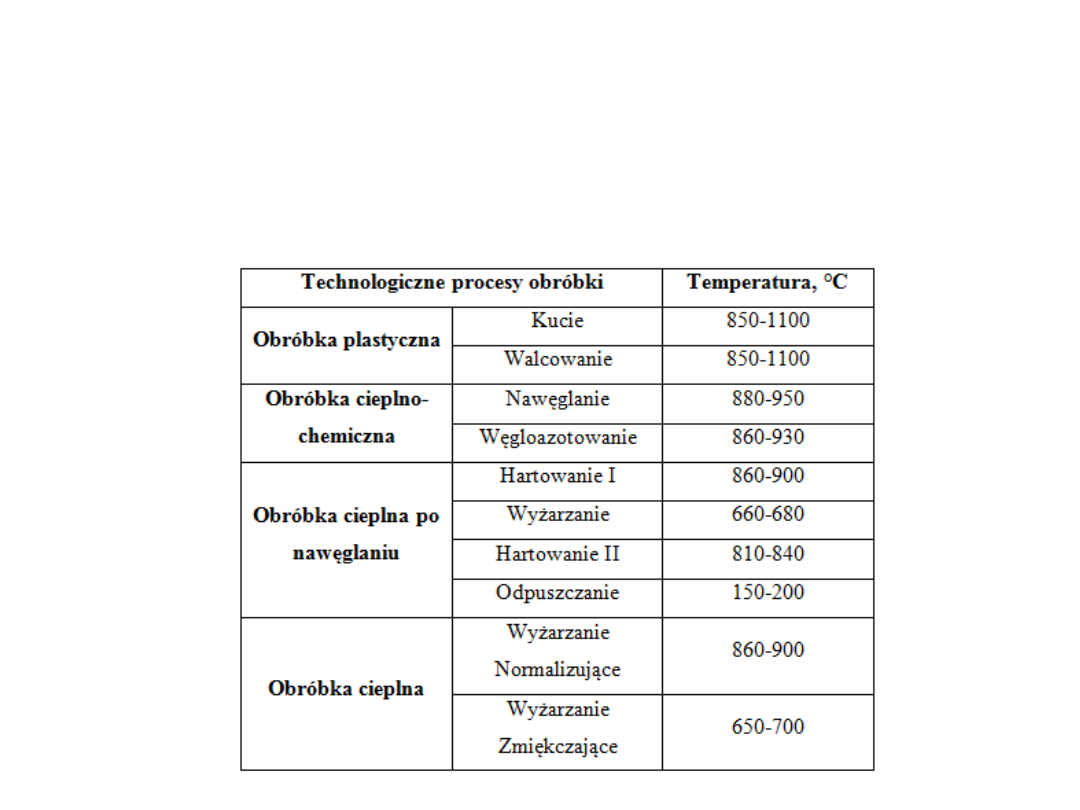
Technologiczne procesy obróbki dla
stali 16HG
Technologiczne procesy obróbki dla stali 16HG, opracowane na
podstawie normy PN-EN 10084:2009

Obróbka cieplna stali 16HG po nawęglaniu
Po udanym procesie nawęglania
sworzni tłokowych, należy poddać je
obróbce cieplnej. Obróbkę cieplną po
nawęglaniu można podzielić na 2
etapy:
• Hartowanie oraz wyżarzanie,
• Hartowanie oraz niskie odpuszczanie.
Etapy obróbki cieplnej sworzni tłokowych:
1. Hartowanie po nawęglaniu w temperaturze 860-
900°C. Podczas procesu chłodzenia, stal można
chłodzić wodą lub olejem hartowniczym.
2. Wyżarzanie w temperaturze 660-680°C.
Chłodzenie po wyżarzaniu odbywa się w powietrzu.
3. Hartowanie II po nawęglaniu w temperaturze 810 -
840°C. Chłodzenie po drugim hartowaniu może
odbywać się w wodzi lub oleju hartowniczym.
4. Niskie odpuszczanie w temperaturze 150 - 200°C.
Chłodzenie po odpuszczaniu odbywa się w
powietrzu. Czas odpuszczania – 1h.
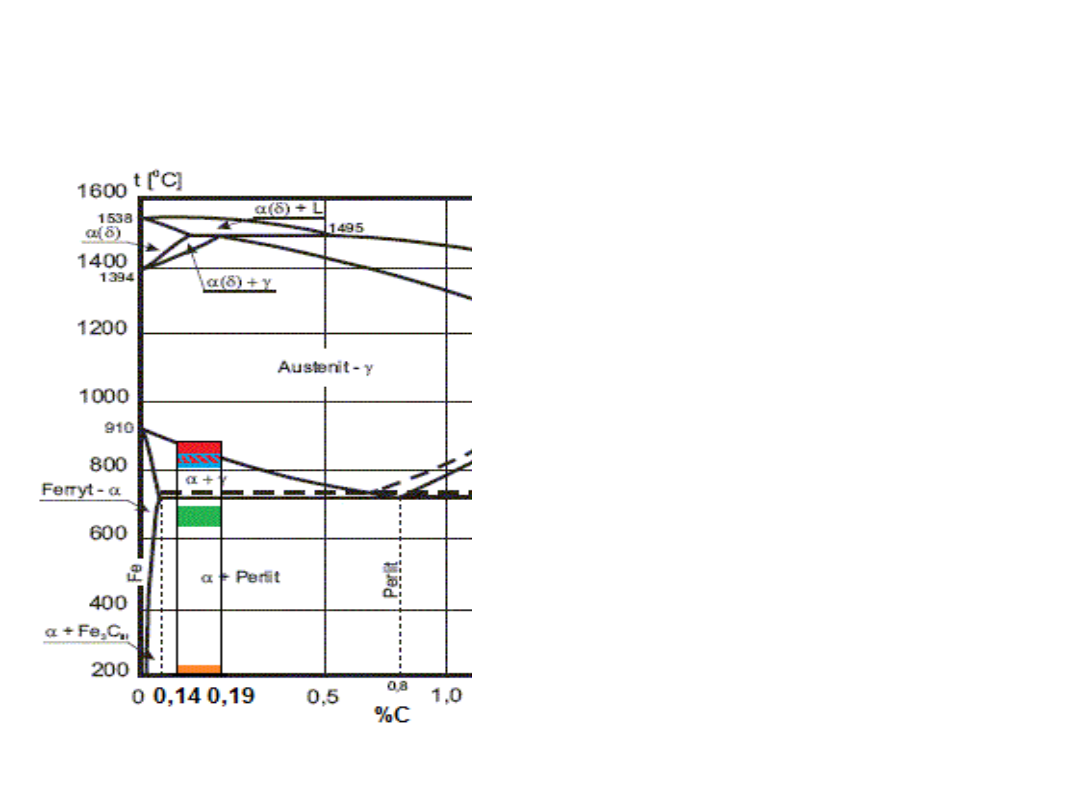
Umiejscowienie obróbki cieplnej stali
16HG na układzie żelazo-cementyt
Układ równowagi fazowej żelazo-
cementyt z naniesionymi procesemi
obróbki cieplnej dla nawęglonej stali
16HG:
• Czerwony prostokąt odpwiada
zakresowi temperatury hartowania I,
• Zielony prostokąt odpowiada
zakresowi temperatur wyżarzania,
• Niebieski prostokąt odpowiada
zakresowi temperatury hartowania
II,
• Pomarańczowy prostokąt odpowiada
zakresowi temperatur niskiego
odpuszczania.

Dziękuję za uwagę
Document Outline
- Slide 1
- Sworznie tłokowe
- Sworznie tłokowe
- Slide 4
- Stale stosowane na sworznie tłokowe
- Normy
- Normy
- Wybór stali
- Właściwości stali 16HG
- Właściwości mechaniczne stali 16HG
- Właściwości mechaniczne stali 16HG
- Technologiczne procesy obróbki dla stali 16HG
- Obróbka cieplna stali 16HG po nawęglaniu
- Etapy obróbki cieplnej sworzni tłokowych:
- Slide 15
- Dziękuję za uwagę
Wyszukiwarka
Podobne podstrony:
projekt OCMI obrobka cieplna nawęglonych sworzni tłokowych SOJA
symulacja obróbki cieplnej tytanu i jego stopów Prezentacja SOJA, SZINDLER, SIUDA, JĄKALSKI
nawęglanie i azotowanie, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Metelo
Sprawozdanie na OCS - nawęglanie itp, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka ciep
Bezpieczenstwo i higiena pracy podczas obrobki cieplnej
Obrobka cieplna laborka sprawko
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
7---Karta instrukcji obróbki cieplnej, OPERATOR CNC, TECHNOLOG CNC, KARTY TECHNOLOGICZNE
CERAMIKA, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo
OSC 1, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
s1, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo
OCS-sprawozdanie2, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
Obróbka cieplna 1
Obróbka cieplno
obróbka cieplno chemiczna (8)
obrobka cieplna wytłumaczenie
obrobka cieplna
Obróbka cieplno chemiczna węgl azot
więcej podobnych podstron