
RODZAJE I
ZASTOSOWANIE
ZGRZEWANIA
OPRACOWAŁA:
Patrycja Kieraś

RODZAJE ZGRZEWANIA
- Oporowe (elektryczne):
-
Punktowe
- Garbowe
- Liniowe
- Doczołowe: zwarciowe, iskrowe
- Mechaniczne:
- Tarciowe
- Ultradźwiękowe
- Wybuchowe
- Ogniskowe

ZGRZEWANIE OPOROWE
(elektryczne)
Powstałe w wyniku przepływu prądu
elektrycznego o dużej gęstości oraz
działania siły dociskowej na
zgrzewane elementy.
Wyróżniamy następujące rodzaje:
punktowe, garbowe, liniowe,
doczołowe
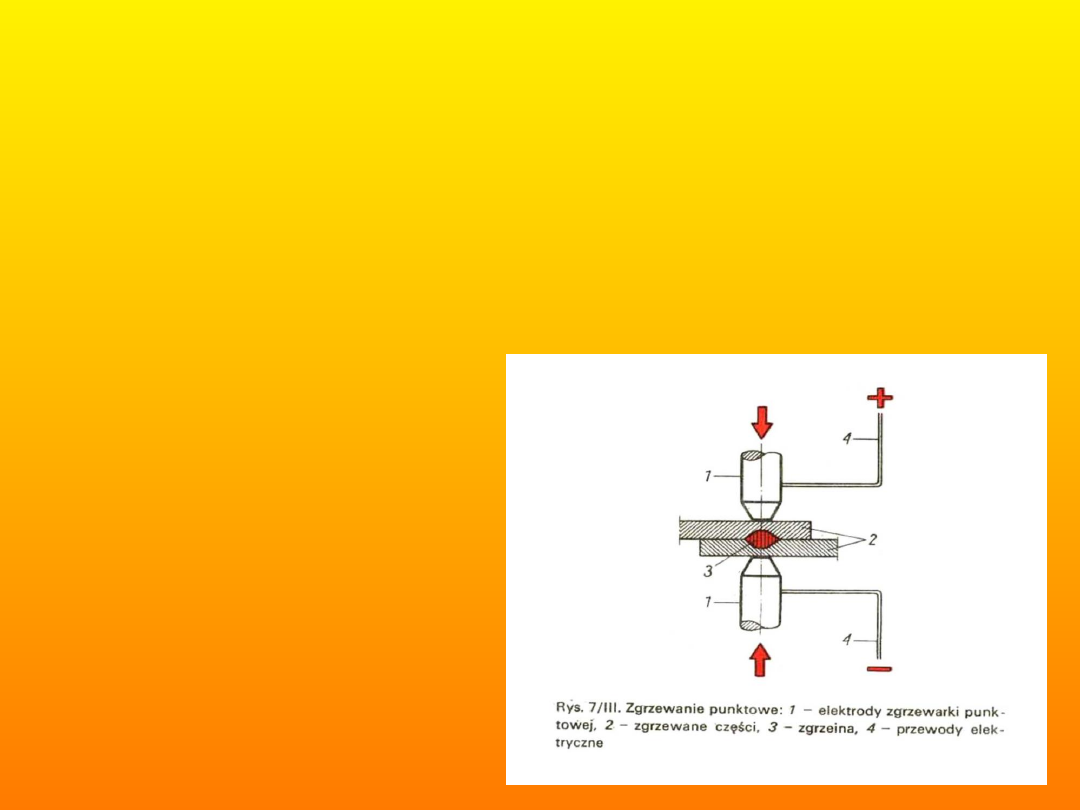
ZGRZEWANIE PUNKTOWE
Głównie stosowane do łączenia cienkich blach.
Blachy dociskane są za pomocą dwóch elektrod
kłowych wykonanych ze stopu miedzi. Do
elektrod dopływa prąd z transformatora o dużym
natężeniu.
W miejscu docisku
blachy rozgrzewają
się do stanu
ciastowatego
wskutek przepływu
prądu elektrycznego i
pod naciskiem
elektrod kłowych
łączą się ze sobą
zgrzewane metale.
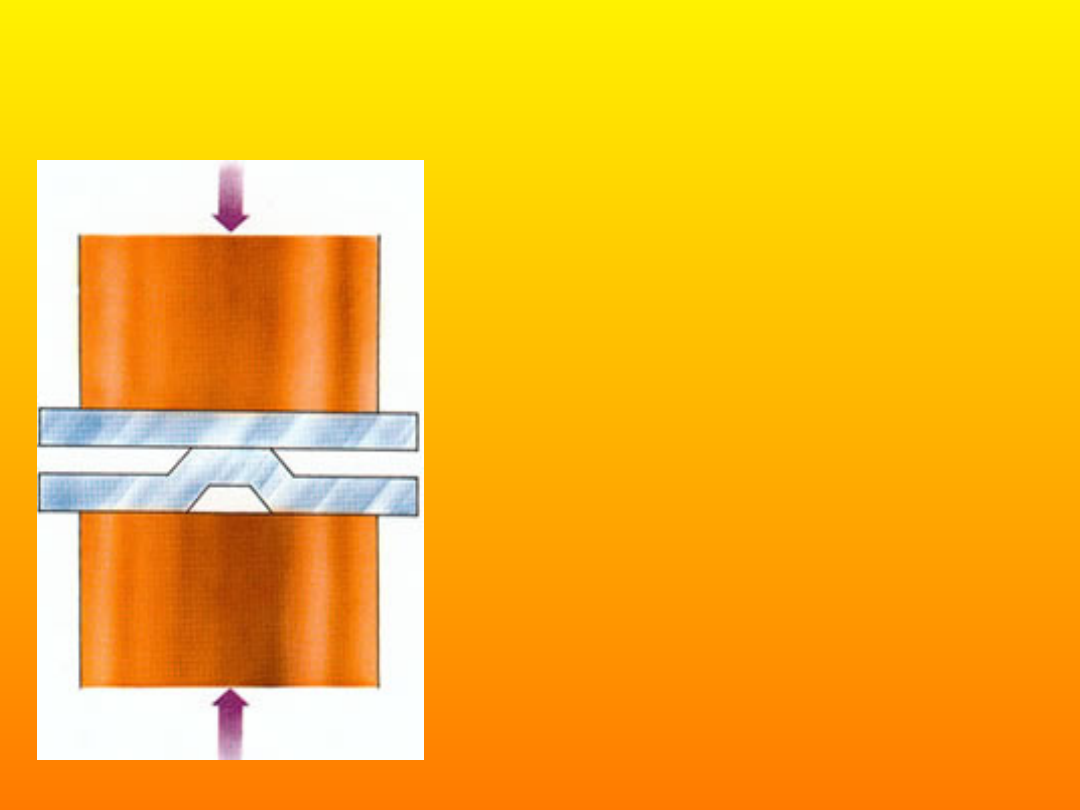
ZGRZEWANIE GARBOWE
Zgrzeina powstaje w miejscu
punktu kontaktowego,
specjalnie ukształtowanego
na materiale roboczym.
Łączenie elementów może
odbywać się jednocześnie
w kilku punktach.
Odpowiednio duże
elektrody obejmują
wszystkie punkty, które
mają zostać zgrzane w
jednej operacji.

PRZYKŁADY ZGRZEWANIA
GARBOWEGO
• Zgrzewanie do blach śrub i nakrętek
zaprojektowanych pod tym kątem i
dostępnych na rynku.
• Zgrzewanie garbowe elementów o kształcie
pręta, takich jak śruby czy zaczepy (kołki).
• Zgrzewanie garbowe elementów rurowych
(złącza T i krzyżowe), a także sworzni,
użebrowania i krzywek.
• Zgrzewanie krzyżowe drutów.
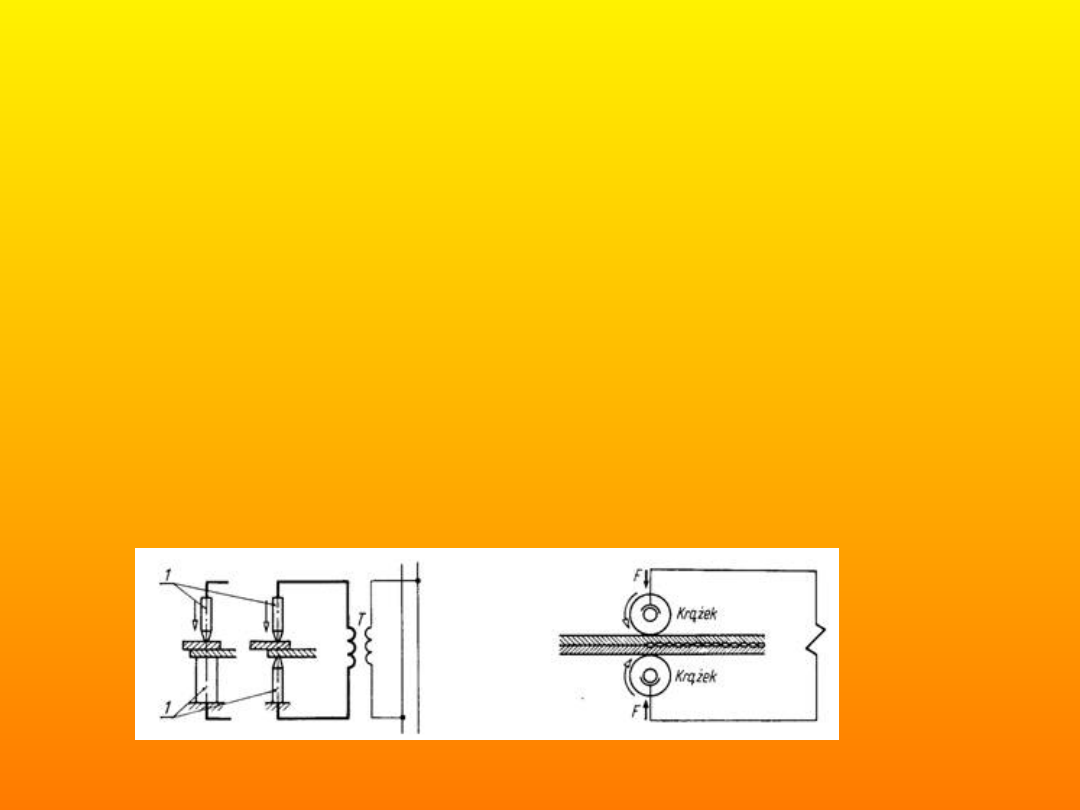
ZGRZEWANIE LINIOWE
Stosowane głównie do blach o
maksymalnej grubości 2 mm. Blachy
założone na zakładkę przeciąga się
między dwiema napędzanymi
elektrodami krążkowymi
przewodzącymi prąd elektryczny i
dociskanymi do blach .
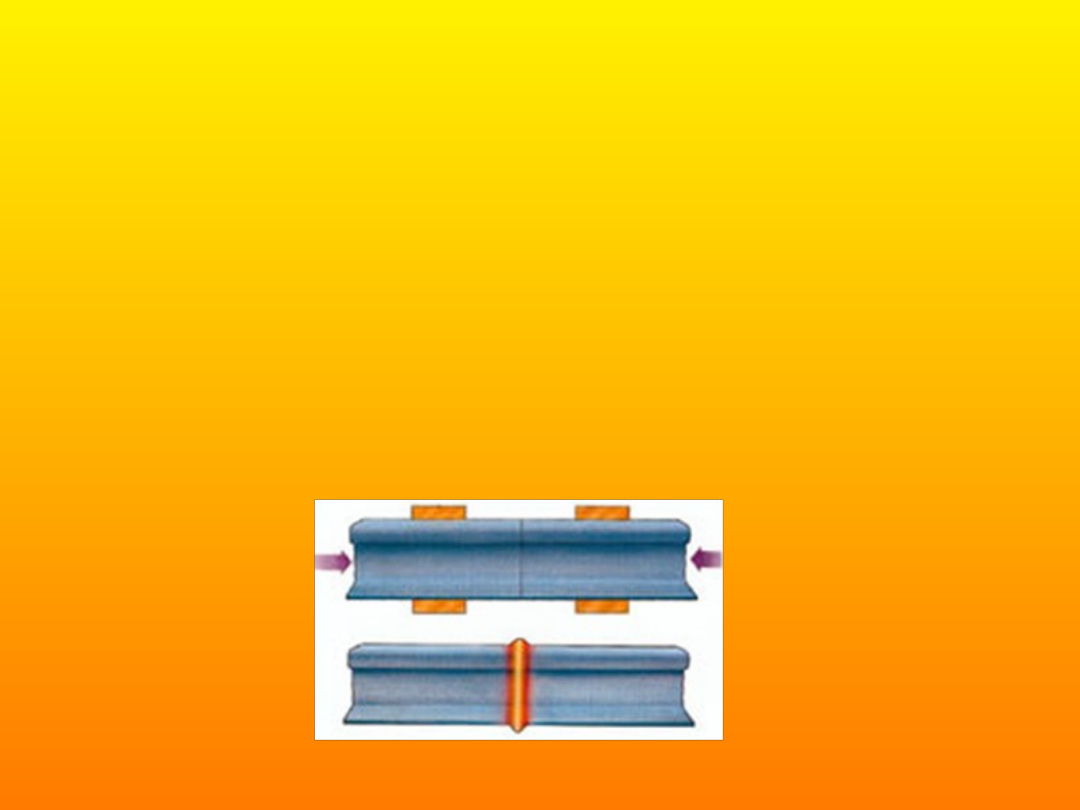
ZGRZEWANIE DOCZOŁOWE
• ZWARCIOWE:dociśnięte do siebie części nagrzewane
są przepływającym prądem do wysokiej plastyczności,
a następnie spęczane siłą docisku. Zgrzewanie
zwarciowe stali jest możliwe w zakresie temperatur
1100°C - 1500°C. Przy zgrzewaniu aluminium, miedzi
i ich stopów zazwyczaj metal roztapia się w styku.
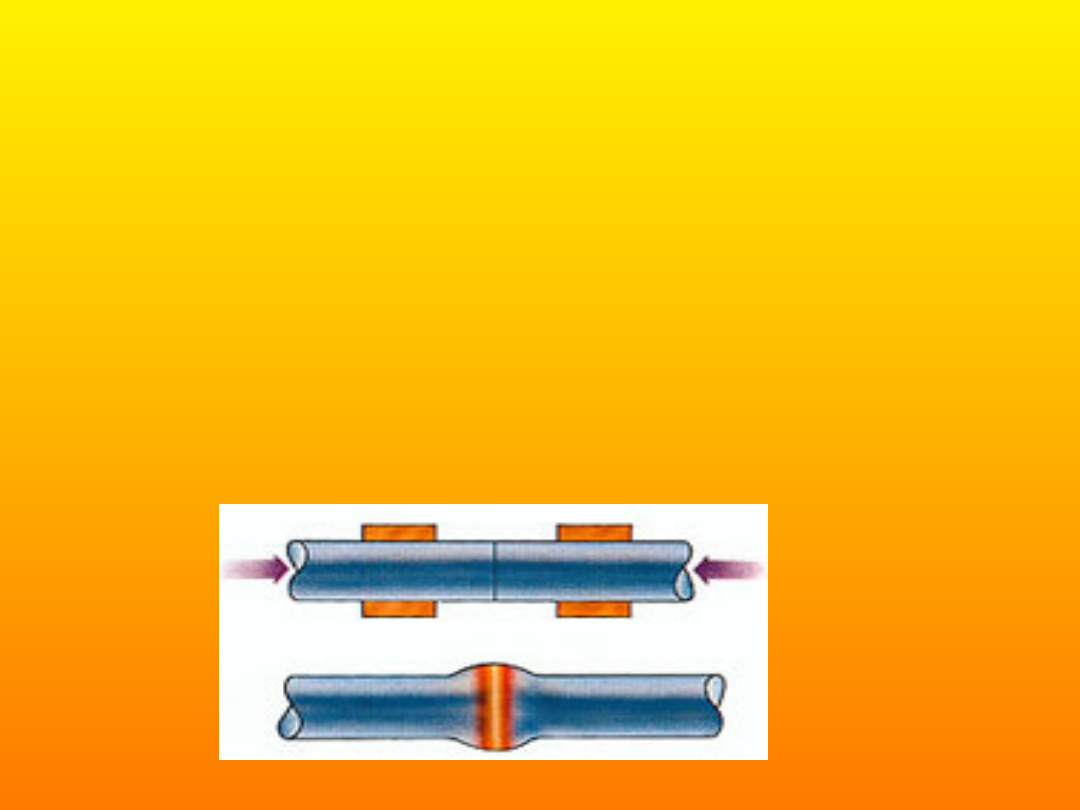
ZGRZEWANIE DOCZOŁOWE
• ISKROWE: Elementy o chropowatych powierzchniach
czołowych, zamocowane w szczękach zgrzewarki,
ustawione są bez wywierania docisku osiowego. Przy
włączeniu prądu następuje przesuw jednego elementu
i zbliżenie powierzchni czołowych, które stykają się w
jednym lub kilku punktach. Podczas iskrzenia temp.
lokalnych styków silnie wzrasta (do temp. 20 000°C)

ZGRZEWANIE
MECHANICZNE
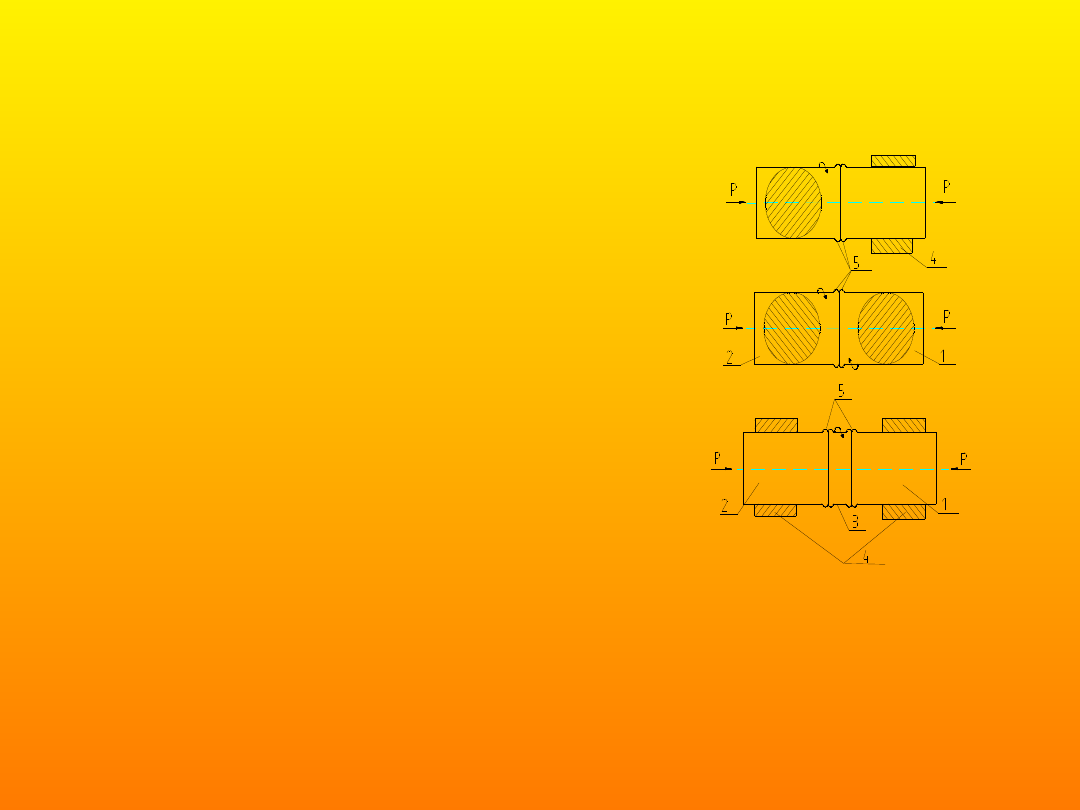
ZGRZEWANIE TARCIOWE
Polega na łączeniu części
metalowych, których końce
są zamocowane w
specjalnych szczękach
zaciskowych, a powierzchnie
zgrzewane stykają się ze
sobą przez cały czas
przepływu prądu.
Po rozgrzaniu się części
końców części zgrzewanych
do stanu ciastowatego
następuje dociśnięcie ich do
siebie w celu otrzymania
połączenia.
1,2 - elementy
zgrzewane; 3 -
wkładka; 4 - podpórka;
5 - wypływka
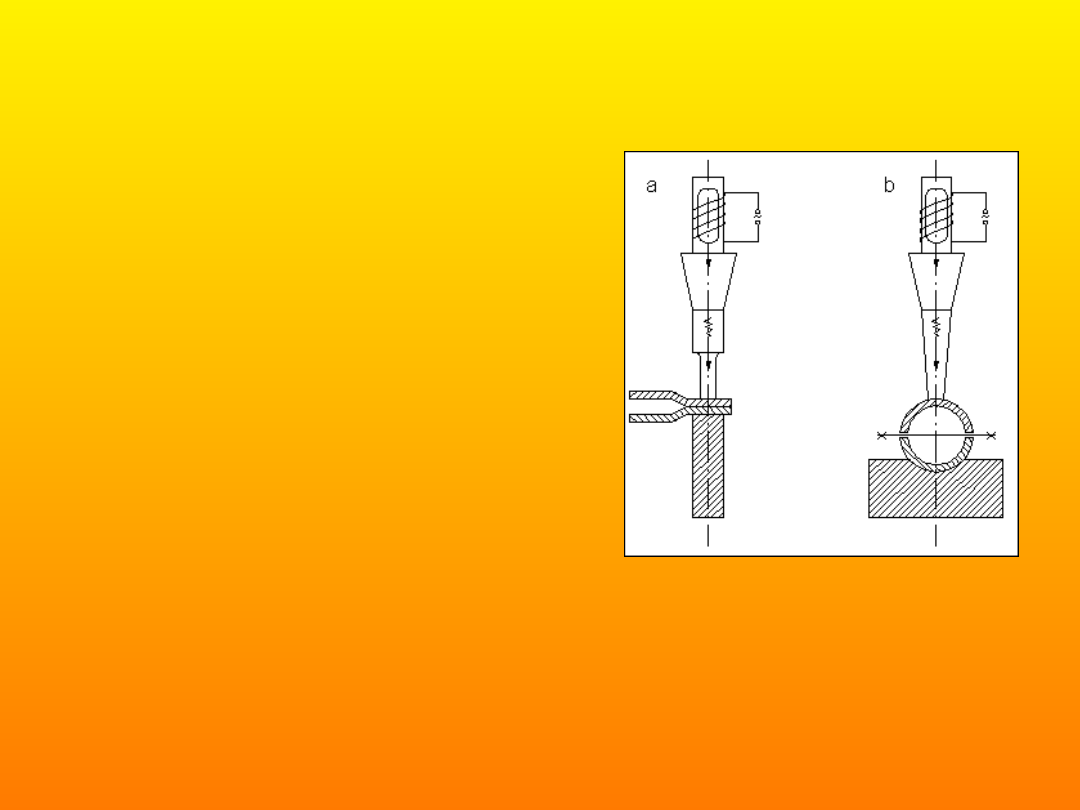
ZGRZEWANIE
ULTRADŹWIĘKOWE
Zgrzewanie
ultradźwiękami
elementów z tworzyw
polega na
wprowadzeniu ich w
szybkie drgania
mechaniczne. W
skutek tego następuje
nagrzewanie
powierzchni styku
spajanych elementów
do temperatury
uplastycznienia.
Wywierany
jednocześnie nacisk na
miejsca spajania
powoduje zgrzewanie
elementów.
Zasada zgrzewania
ultradźwiękowego bezpośredniego
(a), oraz zgrzewania
ultradźwiękowego pośredniego
(b): 1- sonotroda, 2- kowadło, 3-
transformator ultradźwiękowy, 4-
elementy zgrzewane, 5-
przetwornik ultradźwiękowy.
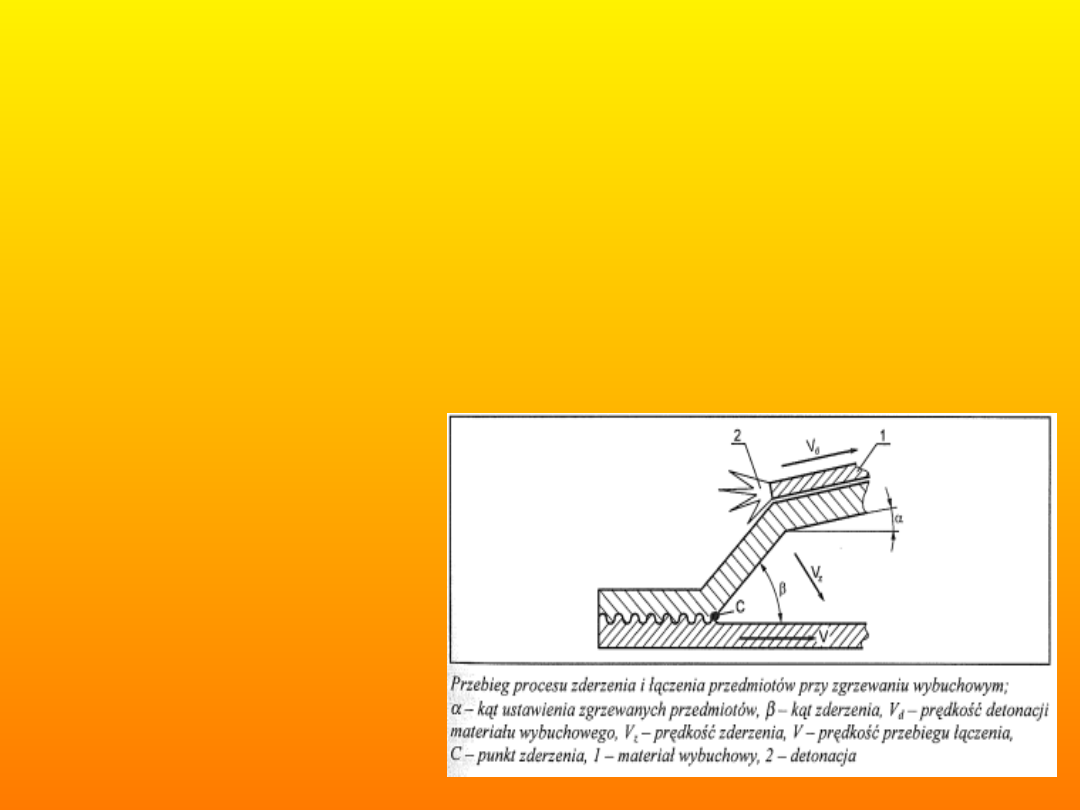
ZGRZEWANIE WYBUCHOWE
Zgrzewanie wybuchowe jest metodą spajania
charakteryzującą się tym, że połączenie części następuje w
wyniku docisku dynamicznego łączonych powierzchni
wywołanego energią wyzwalającą się przy detonacji
materiału wybuchowego. Znane dotychczas sposoby
zgrzewania wybuchowego metali i stopów można podzielić
na dwie grupy:
1) metody
polegające na
bezpośrednim
działaniu ładunku
wybuchowego na
łączone elementy,
2) metody
polegające na
działaniu pośrednim.

ZGRZEWANIE OGNISKOWE
Przy nagrzewaniu ogniskowym temperatura
potrzebna do nagrzewania części łączonych
powstaje w ognisku kuziennym przez spalanie
koksu. Części łączone nagrzewa się do stanu
ciastowatego (białego żaru) i łączy się je za
pomocą kucia młotkami ręcznymi lub
mechanicznymi.
Nagrzewane w ognisku części metalowe
zabezpiecza się przed nadmiernym spalaniem
(utlenianiem) piaskiem krzemowym lub
boraksem. Wytrzymałość złącz zgrzewanych
jest niższa od wytrzymałości metalu
zgrzewanego i dlatego zgrzewy wykonuje się
nieco grubsze.
BIBLIOGRAFIA
•
http://spawalnictwo.blogspot.com/20
10/09/zgrzewanie.html
•
http://www.esab.pl/pl/pl/education/pr
ocesses-projection-welding.cfm
•
•

Dziękuję za
uwagę
Document Outline
- Slide 1
- RODZAJE ZGRZEWANIA
- ZGRZEWANIE OPOROWE (elektryczne)
- ZGRZEWANIE PUNKTOWE
- Slide 5
- ZGRZEWANIE GARBOWE
- PRZYKŁADY ZGRZEWANIA GARBOWEGO
- ZGRZEWANIE LINIOWE
- ZGRZEWANIE DOCZOŁOWE
- ZGRZEWANIE DOCZOŁOWE
- ZGRZEWANIE MECHANICZNE
- ZGRZEWANIE TARCIOWE
- ZGRZEWANIE ULTRADŹWIĘKOWE
- ZGRZEWANIE WYBUCHOWE
- ZGRZEWANIE OGNISKOWE
- BIBLIOGRAFIA
- Slide 17
Wyszukiwarka
Podobne podstrony:
24 Scianki szczelne i szczelinowe; rodzaje, zastosowanie, wykonawstwo i zasady obliczen
Rodzaje i zastosowanie peelingów, Prace zaliczeniowe-kosmetyka
Urządzenia energoelektryczne Rodzaje i zastosowania
22 Pale i fundamenty na palach rodzaje, zastosowania i technologie,
Rodzaje i zastosowanie linii rysunkowych, Energetyka, Grafika inżynierska
22 Pale i fundamenty na palach rodzaje, zastosowania i technologie,
FOLIE BUDOWLANE ICH RODZAJE I ZASTOSOWANIE JAKO MATERIAŁY IZOLACYJNE, referaty-budownictwo
3 Konstrukcje klejone – rodzaje i zastosowania
24 Scianki szczelne i szczelinowe; rodzaje, zastosowanie, wykonawstwo i zasady obliczen
24 Scianki szczelne i szczelinowe; rodzaje, zastosowanie, wykonawstwo i zasady obliczen
Magiczna różdżka historia, budowa, rodzaje, zastosowania
Mudry rodzaje, zastosowanie
Pompy rodzaje i zastosowanie
Filtry fotograficzne rodzaje i zastosowanie
,pytania na obronę inż,Rodzaje wentylacji i ich zastosowanie
18 Geosyntetyki – rodzaje i funkcje oraz wykonawstwo konstrukcji z zastosowaniem geosyntetykówx
więcej podobnych podstron