Projekt obróbki cieplnej
napoin ze stali
żaroodpornych
Krzysztof Busch
Artur Bugajski
IM gr.1

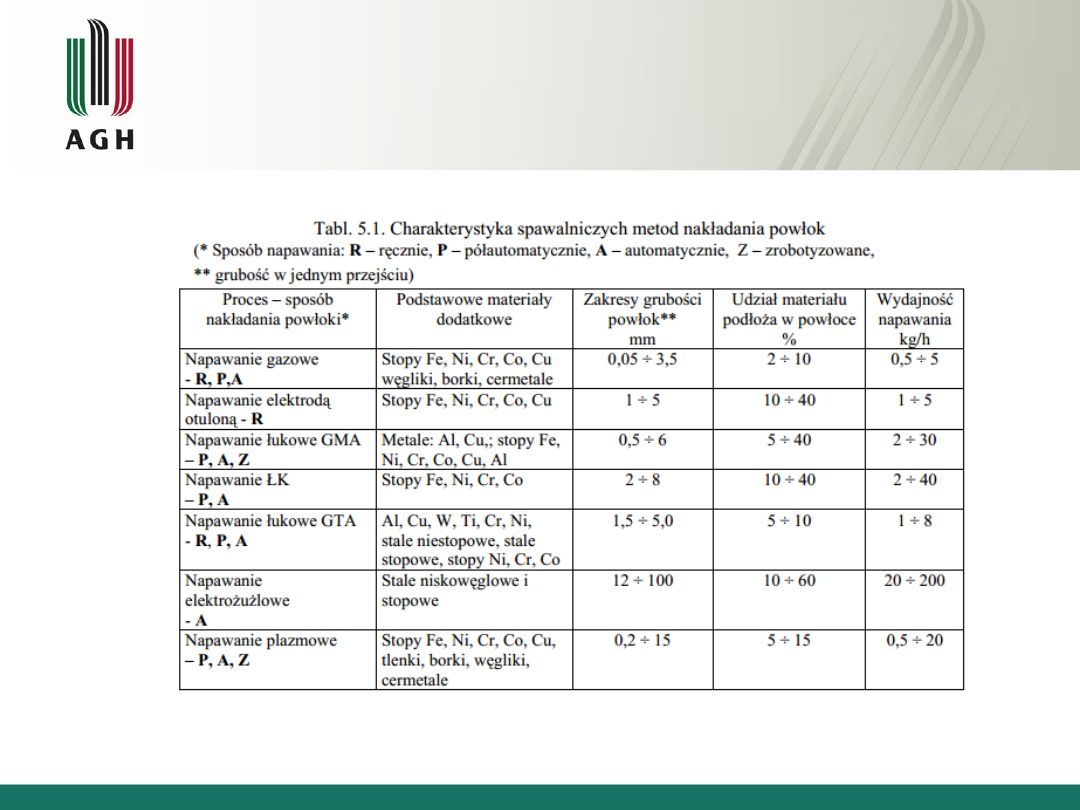
Napawanie- wiadomości ogólne
• Napawanie polega na dokładnym stopieniu materiału
dodatkowego (spoiwa) z nadtopionym materiałem
podłoża, którego udział w nałożonej napoinie, zależnie od
stosowanej metody, może dochodzić do kilkudziesięciu
procent.
Źródłem ciepła stapiającym materiał dodatkowy w postaci
drutu, pręta, taśmy lub proszku jest płomień gazowy, łuk
elektryczny lub wiązka lasera, stąd można wyróżnić
następujące metody napawania :
- gazowe,
- elektryczne: łukowe (elektrodą otuloną, elektrodą
nietopliwą lub elektrodą topliwą w osłonie gazowej, łukiem
krytym), żużlowe, plazmowe

Cel wykonania
• Ogólnym celem napawania jest regeneracja części
maszyn (napawanie regeneracyjne) bądź wytwarzanie
elementów maszyn z uszlachetnioną warstwą wierzchnią
zwiększającą odporność na: korozję, zużycie ścierne,
erozję, kawitację, albo
zwiększające żaroodporność i
żarowytrzymałość (napawanie produkcyjne).
• Nakładane materiały, posiadające wymagane wysokie
właściwości, pochodzą ze wszystkich grup materiałowych,
metali i stopów, cermetali, ceramiki oraz tworzyw
sztucznych.
• Żaroodporność zapewnia zastosowanie dodatków
stopowych do stali : chromu, glinu, krzemu.

Kryteria wyboru metody napawania
• ilość i wielkość napawanych elementów
• rodzaj materiału, jego stan i spawalność
• wymagane własności
• jakość i grubość powłoki
• kształt, wielkość i stan powierzchni
• rodzaj i koszt materiałów dodatkowych
• wymagana wydajność i ekonomiczność
procesu

Przygotowanie powierzchni
• …polega na oczyszczeniu, usunięciu
wszelkich wad, a zwłaszcza pęknięć oraz
ewentualnie ułożeniu wstępnej warstwy,
która pozwala uniknąć wytworzenia się
kruchych faz międzymetalicznych w
obszarze stopienia napoiny z podłożem
oraz przyczynia się do zmniejszenia
naprężeń cieplnych i znacznych
odkształceń w nakładanej napoinie.
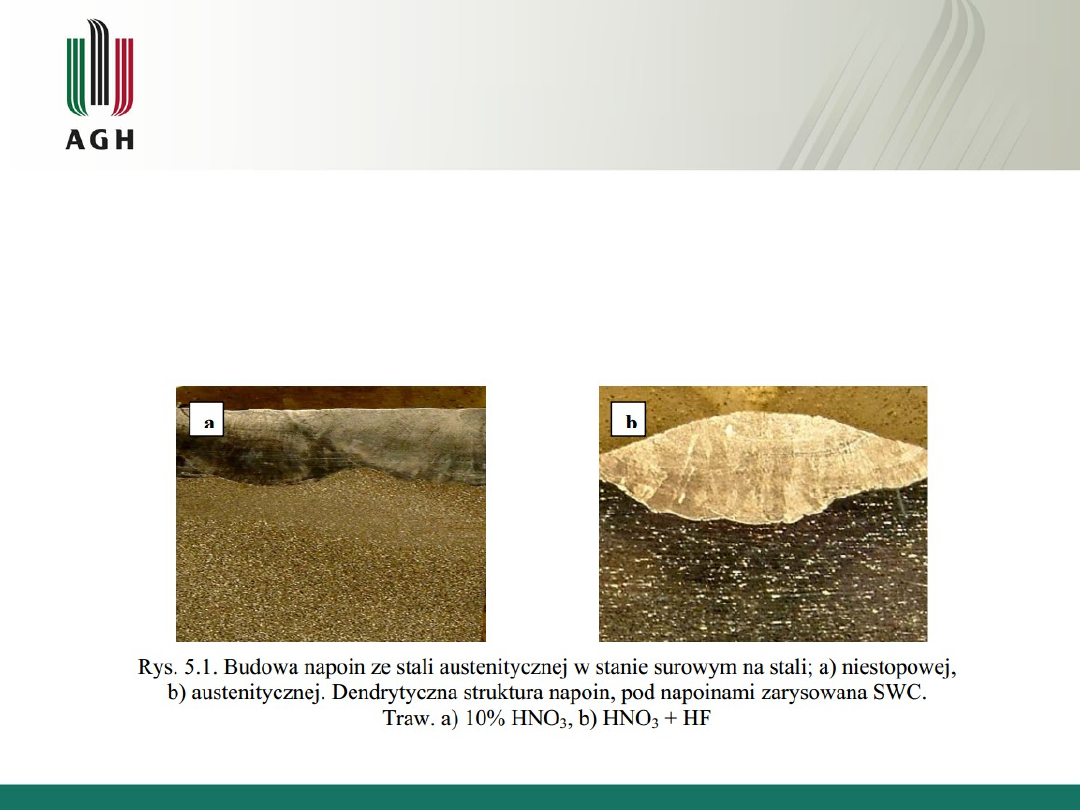
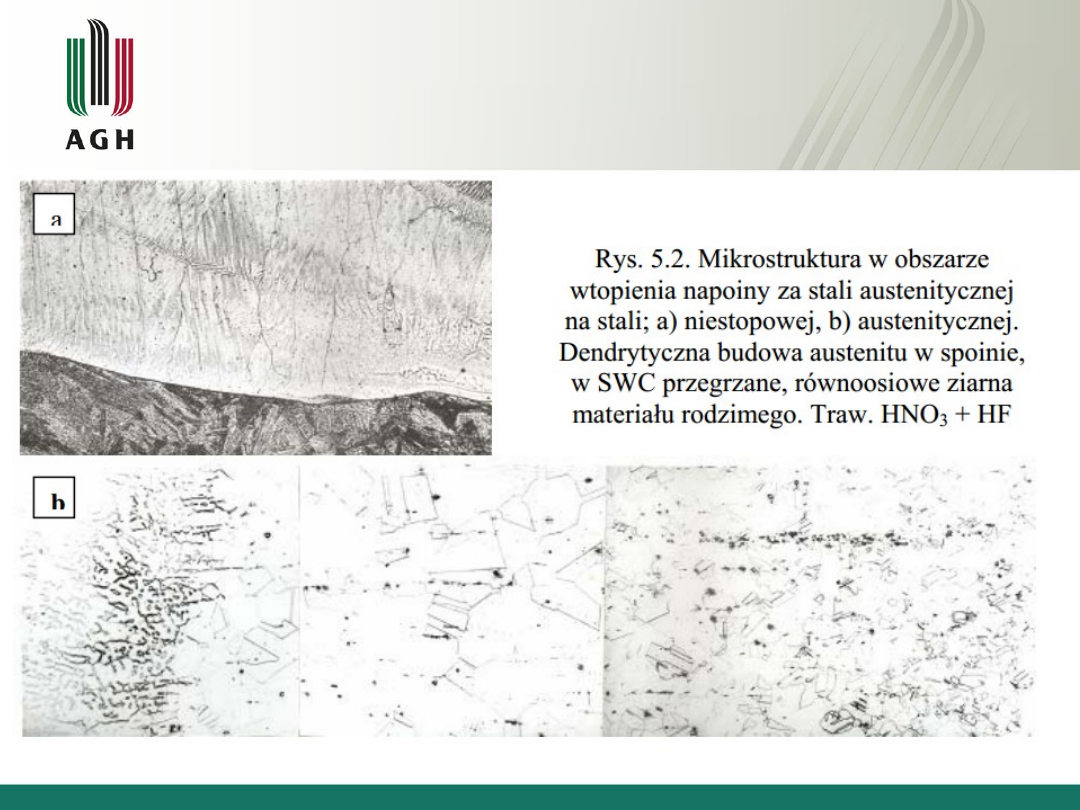
Budowa elementów z powłoką
napawaną
W makrostrukturze elementów z powłoką napawaną wyróżnia się materiał
rodzimy, napoinę
i strefę wpływu ciepła SWC, co przedstawiono na rysunku poniżej. Napoiny w
stanie surowym posiadają budowę dendrytyczną, a układ głównych osi
dendrytów odzwierciedla kierunek odpływu ciepła podczas krystalizacji
materiału dodatkowego.

Spawalność stali żaroodpornej
• Żaroodporne stale nierdzewne mogą być spawane z
zastosowaniem wielu metod spawania (GMAW,
GTAW, PAW, SAW). Austenityczne stale nierdzewne
należą do najlepiej spawalnych stali spośród
wszystkich stali wysoko stopowych i ponadto mogą
być spawane z zastosowaniem wszystkich procesów
spawania oporowego.
• Podczas spawania austenitycznych stali
nierdzewnych należy mieć na względzie dwa
podstawowe czynniki: zachowanie odpowiednio
wysokiej odporności korozyjnej oraz unikanie
pękania stali.

Stale żaroodporne głównie stosowane
są na:
szyny, rury do pieców przemysłowych,
elementy żaroodporne kotłów parowych,
elementy suszarek do mas plastycznych,
komór próżniowych, części do montażu
pieców, części transportowe, zasuwy
urządzeń do wyżarzania.
Max. temp. pracy stali żaroodpornych to
850 - 1100°C, w zależności od gatunku

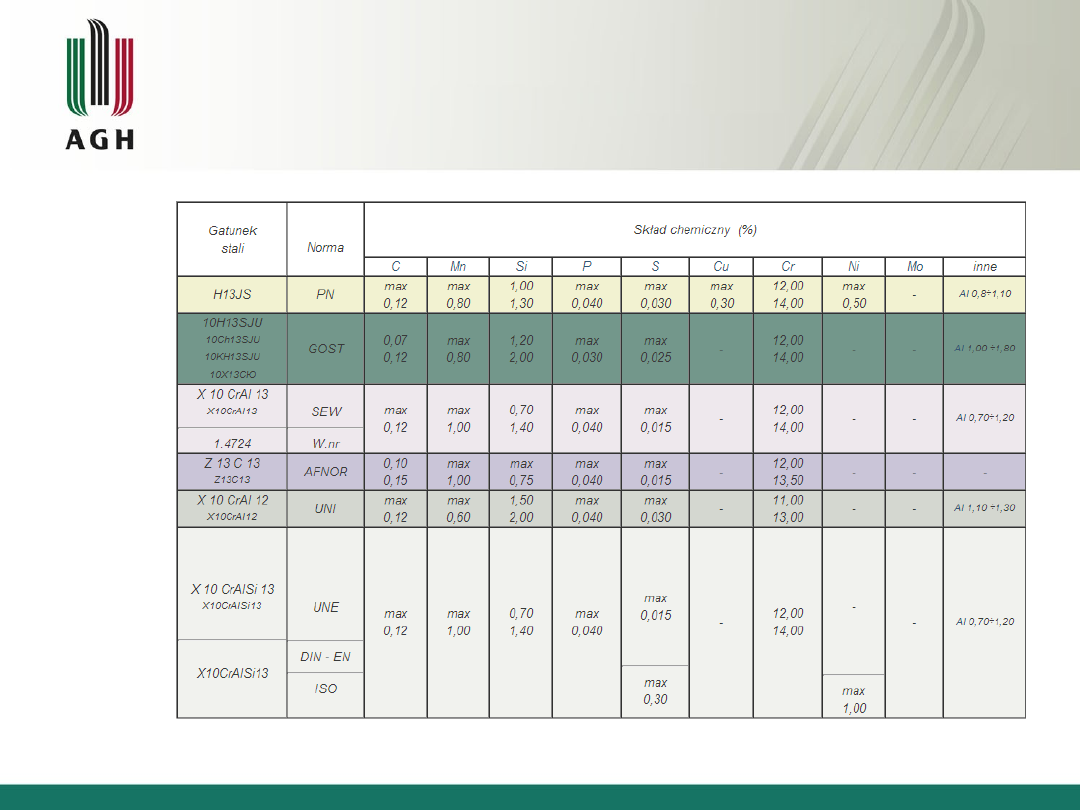
X10CrAlSi13
Własności fizyczne:
Gęstość - 7,70 (g*cm
3
)
Pojemność cieplna Cp
20-100
o
C
- 500 ( J*kg
-1
* K
-1
)
Przewodność cieplna λ - 18,90 (W*m
-1
* K
-1
)
Współczynnik rozszerzalności liniowej α
20-100
o
C -
10,0*10
-6
(
K
-1
)
Moduł sprężystości E 206 GPa
Kucie - 1100-800
o
C
Walcowanie 1100-800
o
C
Wyżarzanie zmiękczające - 800-850
o
C
W przypadku stali żaroodpornych firma dostarcza blachy,
pręty okrągłe walcowane i kute, pręty płaskie, odkuwki
swobodnie kute.

Cechy te uzyskuje się poprzez wysokie
zawartości dodatków stopowych w stali:
chromu 5% - 30%, niklu 4% - 30% oraz
znaczne ilości molibdenu 0.5% do 1.0% a
także wolframu do 2%.
Stale żaroodporne
należą w większości do
klasy stali nierdzewnych
Cechy stali: X10CrAlSi13

Bilbiografia
• Dziubiński J., Klimpel A.: Napawanie i natryskiwanie
cieplne, WNT, W-wa 1985.
• M.Blicharski „Inżynieria materiałowa. Stal” , WNT 2004
• A. Klimpel, „Napawanie i natryskiwanie cieplne
technologie”, Wydawnictwo Naukowo – Techniczne, 2009,
Document Outline
- Slide 1
- Napawanie- wiadomości ogólne
- Cel wykonania
- Grubość napawanych warstw
- Kryteria wyboru metody napawania
- Przygotowanie powierzchni
- Budowa elementów z powłoką napawaną
- Spawalność stali żaroodpornej
- Slide 10
- X10CrAlSi13
- Bilbiografia
Wyszukiwarka
Podobne podstrony:
Projekt obróbki cieplnej napoin ze stali aroodpornych
Na zajeciach mielismy do dyspozycji próbki ze stali?5 które poddaliśmy następującym obróbka cieplny
Obróbka cieplna i odpuszczanie stali
Obróbka cieplna stali tabela
obróbka cieplna stali węglowych
OBRÓBKA CIEPLNA STALI
obróbka cieplna stali
Obrobka cieplna stali narzedziowych do pracy na goraco, Księgozbiór, Studia, Materiałoznastwo
Obróbka cieplna, Wpływ szybkości chłodzenia na strukturę i własności stali, WSI Opole
10 OBROBKA CIEPLNA STALI KONST Nieznany
obróbka cieplno chemiczna stali
sprawozdanie z metali-hartowność stali konstrukcyjnyc, nauka, zdrowie, materiałoznawstwo, Metaloznas
ZASADY DOBORU STALI NA CZĘŚCI MASZYN - Lab 8, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obr
ściąga - obr. cpln. 4- obr. cpln. stali - wyżarzanie, nauka, zdrowie, materiałoznawstwo, Obróbka cie
sprawozdanie z metali obrobka cieplna stali konstrukcyjnej, Studia, Materiałoznastwo, Metaloznastwo
3.Obróbka cieplna stali narzędziowej i jej wpływ na właściwości
Kopia (2) Projekt, Skrypty, UR - materiały ze studiów, studia, studia, 3 STASZEK, Odwodnienia
Obrobka cieplno chemiczna stali Nieznany
więcej podobnych podstron