https://www.automation.siemens.com/WW/forum/guests/PostShow.aspx?HTTPS=REDIR&PostID=338970&language=en
Witam
Przydarzyło mi się nieszczęście, po wykonaniu OS update na Panelu OP77a
panel krzykną, że błąd w transmisji. Gdy wyłączyłem zasilanie go i ponownie włączyłem mam następujący komunikat:
"This device contains free software, see Info/Settings for details."
żaden klawisz nie reaguje, po prostu nie żywy panel.
próbowałem różnych kombinacji klawiszy, aby zrobić Overall Reset przy powrocie zasilania
np: ESC+strz.Prawo+strz.Dół.
nic nie pomaga. :cry: :cry:
Gdy łącze się za pomocą ProSave poprzez Serial USB-PPI cabel, ProSave nie widzi panala.
Proszę Was o pomoc, jak przywrócić OS tego systemu, aby mieć ustawienia fabryczne.
Lub jakiś pomysł na dalsze działania.
hello ,
i was doing an OS update to an op 77A using Cpu 315 2 Dp and mpi usb adapter (i do not have ppi cable ).Os update isneeded to be able to transfer new project on.
he transfere all datas , 3 from 3 , and he erase flash memory data Prosave give me an error transfera data failed
Now when i boot , is apear : fist time OP77A boot loader 2010 07.xx
and after that goes to next screen to This device contains free software , see info/Setings for details .
and remain here ..
please help me to fix this to go to transfer area or to initial factory settings
Hello aliuta2000,
Check this FAQ on How do you do an operating system update (OS update) on operator panels?
In your case you may need either RS232/PPI Multi-master cable (6ES7 901-3CB30-0XA0) or USB/PPI Multi-master cable (6ES7 901-3DB30-0XA0) to
I succed to have an USB-PPI Multi master cable .
olso i have an CP 5711 Adapter also (is ok tu use CP 5711). i hope i will sove tonight
should i mark there Booting ?? or just os update again
I succed to have an USB-PPI Multi master cable .
olso i have an CP 5711 Adapter also (is ok tu use CP 5711). i hope i will sove tonight
Hello aliuta2000,
You need either one of the above mentioned two cables only in case of Update OS and Reset to Factory Settings.
You will be able to Update OS with other supported cables but not perform a Reset to Factory Settings.
since USB PC adapter (6ES7972-0CB20-0XA0) supports OP77A, CP5711 should not have any issues with downloading / Updating OS.
Już to czytałem, i przerabiałem
nawet ostatnie stwierdzenie "(do not ask witch key cause i press them random arraows esc enter)" też próbuję ciągle różnych kombinacji i dalej nic :cry: :cry:
:D :D Jednak się udało :D :D
po dokładnym zapoznaniu się z stronami Siemensa.
W wielkim skrócie:
1. Szukamy PC z RS232
2. Instalacja na PC softu Simatic ProSave V9.0.0.0
ProSave, można wziąć z oficjalnej strony Siemensa, lub z płyty od np. WinnCC
3. Odpalamy ProSave, wybieramy Connection jako Serial,
4. W parametrze Opening.. wskazujemy plik, z OSem dla panela
5. W zakładce Os Update, zaznaczamy opcje Reset to Factory settings
6. Teraz Update OS i czkamy parę minut.
Po resecie Panelu wielki :D i możemy już przejść do programowania ekranów.
Na stronie Siemensa
http://support.automation.siemens.com/WW/llisapi.dll?func=cslib.csinfo&lang=en&objid=19701610&caller=view
jest opis w oryginale, dla różnych softów np dla: WinCC_flexible, ProTool.
W mojej sytuacji zastosowałem ProSave, który był najlżejszą aplikacja dla starego PC z złączem RS232.
Pozdrawim ALL
S95
|
How do you do an operating system update (OS update) on operator panels? |
|
|

Również sądzę, że w Polsce większość maszyn to stare graty-ale muszą chodzić.
I nikt przy zdrowych zmysłach nie inwestuje w nie kasy-PLC. Działały na stykach pomocniczych to niech tak dalej pracują, tym bardziej, że mając sterowniki nawet za milion nikt nie rezygnuje z zabezpieczenia styczników silnika poprzez rezygnacje puszczenie sterowania stykami pomocniczymi..........
Najprościej i na miarę wieku logikę przycisków i krańcówek przełożę na uniwersalną płytkę z podstawowymi układami 74... i tam je będę krosował w/g przygotowanego schematu w "BASCOMIE" :). A kasa zostanie w kieszeni. Serwis też prostszy.
W końcu 10 krańcówek, 6 przycisków, 4 silniki 3fazowe tak prosto sterownikiem LOGO nie obsłużę a i "7ką" będzie przekichane.
Przy okazji znalazłem coś ale te języki tekstowe...
http://www.adatronik.com.pl/oferta_avr.html
oraz
http://neuron.com.pl/hall2007.html
Moduł prototypowy PRO-ATMEGA128 z mikrokontrolerem typu ATMEGA128, w obudowie TQFP64, częstotliwość zegara do 16MHz, zewnętrzna pamięć RAM 128kB, elementy magistrali I2C, (szeregowa pamięć EEPROM 24C02, zegar czasu rzeczywistego PCF8583, układ pośredniczący PCF8574), klawiatura 6-przyciskowa. Złącze szeregowe RS232 i RS485, złącze pod wyświetlacz LCD, dwa złącza ISP i złącze JTAG (do programowania i testowania mikrokontrolera w systemie). Sterownik dla 8-pozycyjnego wyświetlacza LED, diody LED do sygnalizacji stanów logicznych. Układ wejściowy dla przetwornika A/C, wejściowy wzmacniacz pomiarowy, wyjściowy wzmacniacz dla modulatorów PWM. Bufor mocy typu ULN2803, jeden przekaźnik. Szeregowa pamięć typu Data Flash. Wymiary modułu 160x100mm.
Moduł prototypowy PRO-ATMEGA32 z mikrokontrolerem typu ATMEGA32, w obudowie DIP-40, częstotliwość zegara do 16MHz, elementy magistrali I2C, (szeregowa pamięć EEPROM 24C02, zegar czasu rzeczywistego PCF8583, układ pośredniczący PCF8574), klawiatura 6-przyciskowa, odbiornik podczerwieni RC5. Złącze szeregowe RS232 lub RS485, złącze pod wyświetlacz LCD, złącze ISP i JTAG (do programowania i testowania mikrokontrolera w systemie). Sterownik dla 8-pozycyjnego wyświetlacza LED, diody LED do sygnalizacji stanów logicznych. Układ wejściowy dla przetwornika A/C, wejściowy wzmacniacz pomiarowy, wyjściowy wzmacniacz dla modulatorów PWM, konwerter napięcia. Bufor mocy typu ULN2803, dwa przekaźniki. Szeregowa pamięć typu Data Flash. Dodatkowy 8-bitowy port wejścia/wyjścia. Wymiary modułu 160x100mm.
Moduł prototypowy PRO-8535 z mikrokontrolerem typu lub ATMEGA8535 w obudowie DIP-40, częstotliwość zegara do 16MHz, elementy magistrali I2C, (szeregowa pamięć EEPROM 24C02, zegar czasu rzeczywistego PCF8583, układ pośredniczący PCF8574), klawiatura 6-przyciskowa, odbiornik podczerwieni RC5. Złącze szeregowe RS232 lub RS485, złącze pod wyświetlacz LCD, złącze ISP i JTAG (do programowania i testowania mikrokontrolera w systemie). Sterownik dla 8-pozycyjnego wyświetlacza LED, diody LED do sygnalizacji stanów logicznych. Układ wejściowy dla przetwornika A/C, wejściowy wzmacniacz pomiarowy, wyjściowy wzmacniacz dla modulatorów PWM, konwerter napięcia. Bufor mocy typu ULN2803, dwa przekaźniki. Szeregowa pamięć typu Data Flash. Dodatkowy 8-bitowy port wejścia/wyjścia. Wymiary modułu 160x100mm.
Moduł prototypowy PRO-2313 z mikrokontrolerem z rodziny AVR, typu ATTINY2313, mikrokontroler w obudowie 20-nóżkowej typu DIP-20, częstotliwość zegara do 20MHz, elementy magistrali I2C, (szeregowa pamięć EEPROM 24C04, zegar czasu rzeczywistego PCF8583, układ pośredniczący PCF8574, przetwornik A/C i C/A PCF8591), klawiatura 6-przyciskowa, odbiornik podczerwieni RC5, złącze RS232 i RS485, złącze pod wyświetlacz LCD, złącze ISP (do programowania w systemie). Wymiary modułu 97x72mm.
Moduł prototypowy PRO-8515/PLCC wyposażony w mikrokontroler typu ATMEGA8515 w obudowie 44-nóżkowej typu PLCC, częstotliwość zegara do 10MHz, pamięć danych RAM 2x32kB, dekoder adresów GAL16V8, złącze RS232. Elementy magistrali I2C, (szeregowa pamięć EEPROM 24C02, zegar czasu rzeczywistego PCF8583). Złącze pod wyświetlacz LCD, złącze ISP (do programowania w systemie). Wymiary modułu 100x160mm.
Moduły prototypowe z mikrokontrolera z rodziny AVR, firmy ATMEL są uniwersalnym narzędziem przeznaczonym do realizacji układu mikroprocesorowego. Powszechna dostępność i coraz większa popularność oraz rozmaitość mikrokontrolerów z tej rodziny pozwala budować urządzenia mikroprocesorowe o różnym przeznaczeniu.
Moduły PRO-XX są idealnym narzędziem niezbędnym przy realizowaniu prototypowych urządzeń mikroprocesorowych lub małej serii gotowych urządzeń. Stanowią niezastąpioną pomoc dydaktyczną dla osób pragnących zapoznać się techniką mikroprocesorową a także poszerzyć swoje wiadomości na temat wybranego mikrokontrolera.
Moduły prototypowe są bardzo dobrą pomocą przy realizacji prac dyplomowych, stanowisk dydaktycznych, stanowisk laboratoryjnych w szkołach, uczelniach lub instytucjach naukowych.
Korzystając z gotowej i przetestowanej płytki prototypowej, zawierającej już zamontowane podstawowe elementy układu mikroprocesorowego takie jak: mikrokontroler, złącze pod wyświetlacz LCD lub LED, elementy magistrali I2C, złącze do programowania w systemie ISP, układ do transmisji szeregowej można znacznie przyspieszyć realizację wybranego urządzenia, koncentrując się na sprawach oprogramowania a nie na sprawach sprzętowych.
Moduły wyposażone są w uniwersalne pole lutownicze, dzięki któremu użytkownik może dołączyć dodatkowe elementy i układy elektroniczne. W zależności od wersji modułu użytkownik ma do dyspozycji pełną szynę adresową i szynę danych oraz wyprowadzenia z portów mikrokontrolera, które są doprowadzone na granicę uniwersalnego pola lutowniczego.
Każdy moduł może być zasilany niestabilizowanym napięciem stałym od ok. +7.5V do ok. +15V, (każdy moduł zawiera swój własny stabilizator napięcia +5V/1A).
Do każdego modułu dołączona jest:
instrukcja obsługi modułu (opis poszczególnych elementów modułu),
schemat ideowy modułu,
dokładny opis zainstalowanego mikrokontrolera (plik pdf),
płyta CD-ROM z dodatkowymi informacjami (programy, opisy układów elektronicznych, oprogramowanie typu shareware, demo, asembler, kompilator języka C i Basic itp.),
12-miesięczna gwarancja.
Każdy moduł dostarczany jest w trwałym opakowaniu, pudełko kartonowe o wymiarach 24 x 17 x 4 cm.
Dokładne opisy instalowanych mikrokontrolerów i pozostałych układów scalonych znajdują się na stronie OPIS UKŁADÓW.
Amatorski system sterowania i wizualizacji
|
automatyka domowa, systemy pomiarowe i rejestrujące, automatyzacja testów, sterowanie modeli, sterowanie oświetlenia, monitorowanie alarmów, monitorowanie serwerowni,
SYSYTEM STEROWANIA, REJESTRACJI I WIZUALIZACJI
|
Co to jest Hall2007
Idea była taka: wziąć przemysłowy pakiet oprogramowania do sterowania, pomiarów i wizualizacji (SCADA) i na jego wzór zrobić równie profesjonalny pakiet oprogramowania które pozwoli na tworzenie profesjonalnych ale też amatorskich systemów sterowania i kontroli.
Oprogramowanie to uzupełnić o rodzinę dedykowanych procesorów pozwalających na budowę interfejsów wejść i wyjść.
Tak powstał system Hall2007 i rodzina procesorów HallChip.
Dostępne funkcjonalności
Obsługa sieci procesorów
Program może obsłużyć sieć procesorów HallChip. Procesory HallChip pozwalają na obsługę wejść i wyjść a jeden z nich potrafi pracować samodzielnie
Realizacja algorytmów sterowania
Dzięki możliwości tworzenia skryptów sterujących w języku Pascal oraz STL program może realizować wielorakie funkcje sterujące: od prostych zadań sterowniczych takich jak nadzór nad oświetleniem po skomplikowane algorytmy np. sterowanie automatycznymi testerami a nawet niektórymi maszynami.
Niektóre z procesorów HallChip posiadają wbudowany prosty sterownik PLC co pozwala na pewną autonomie sterownika np. procesor steruje bramą wjazdową a komputer nadzoruje tę bramę obserwując ją, rejestrując zamknięcia i otwarcia i sterując np. kilkoma bramami jednocześnie.
Wizualizacja, ekrany synoptyczne
Dzięki możliwości tworzenia ekranów z wykorzystaniem wielu komponentów takich jak mierniki, lampki, potencjometry, przełączniki i animowane grafiki możemy stworzyć dowolną wizualizację stanu sterowanych czy kontrolowanych obiektów (zobacz zrzuty ekranowe)
Pomiar i rejestracja wartości analogowych
Podstawowe procesory HallChip mogą obsłużyć dwa cyfrowe czujniki temperatury DS18c20 i trzy wejścia analogowe. Program posiada zestawy filtrów i konwerterów do przetwarzania i przeliczania tych wartości oraz rejestratory pozwalające na rysowanie trendów i analizę danych pomiarowych.
Rejestracja zdarzeń
Rejestr zwany dziennikiem pozwala na rejestrację zdarzeń wraz z ich opisem, datą i godziną. Możemy zarejestrować czas załączenia jakiegoś urządzenia, moment otwarcia drzwi, uzbrojenia alarmu etc.
Programatory czasowe i harmonogram
Programatory dobowe i tygodniowe pozwalające na sterowanie urządzeniami w funkcji czasu a harmonogram pozwala na zaplanowanie listy działań do realizacji w wyznaczonym terminie.
Poczta elektroniczna
Program może w reakcji na jakieś zdarzenia wysyłać e-maie. Można system zaprogramować tak aby co godzinę wysyłał nam list z rozkładem temperatur w naszej szklarni.
Dynamiczne dokumenty HTML
Aby opublikować wyniki pomiarów w internetcie trzeba zapisać je do bazy sql, zainstalować serwer, napisać odpowiednie skrypty PHP. Hall robi to trochę inaczej - tworzymy normalny kod strony www (dokument HTML) umieszczając w tekście specjalne znaczniki. Program kopiuje ten dokument z jednego katalogu do drugiego i zamienia znaczniki na aktualne wartości zmiennych tekstowych. Docelowy katalog może leżeć w obrębie naszego serwera ftp albo możemy wysłać pliki naszą stronę www.
Program posiada własną przeglądarkę WWW sterowaną rozkazami skryptów można więc np. wyświetlać dokumenty HTML lub strony WWW zależnie od stanu wejść czy potrzeb danego algorytmu.
Dźwięk i muzyka
Program może za pomocą instrukcji stosowanych w skryptach odtwarzać pliki wav, uruchamiać dowolne pliki audio lub video w systemowych odtwarzaczach oraz sterować odtwarzaczem Winamp. Może tez sterować głośnością i wyciszeniem dźwięku.
Praca w sieci LAN
Programy Hall mogą współpracować między sobą wysyłając sobie dane i polecenia za pośrednictwem sieci TCP/IP. Jeden z komputerów z programem Hall2007 może być serwerem danych a inne odpytywać te dane i wysyłać do niego polecenia
O możliwościach systemu najlepiej niech świadczą dołączone przykładowe aplikacje które można wykorzystać jako ,,gotowce'' do dalszej rozbudowy lub jako inspirację dla własnych projektów. Wraz z programem dołączono między innymi :
Dwie proste aplikacje automatyki domowej
aplikację nadzorującą akwarium
Aplikację monitorującą system alarmowy
Aplikację prostego autonomiczneg alarmu nadzorowanego przez PCta
Aplikację monitorującą pracę ochrony obiektu
Aplikację monitorującą zestaw kompresora
Aplikację monitorującą system chłodzenia wody technologicznej
Aplikację sterującą testerem zasilaczy i przetwornic
Aplikację monitorującą pomieszczenie serwerów
Stację meteorologiczną
Dwie aplikacje monitorujące instalacje centralnego ogrzewania
Prostą aplikację wizualizacji basenu
I wiele innych .........
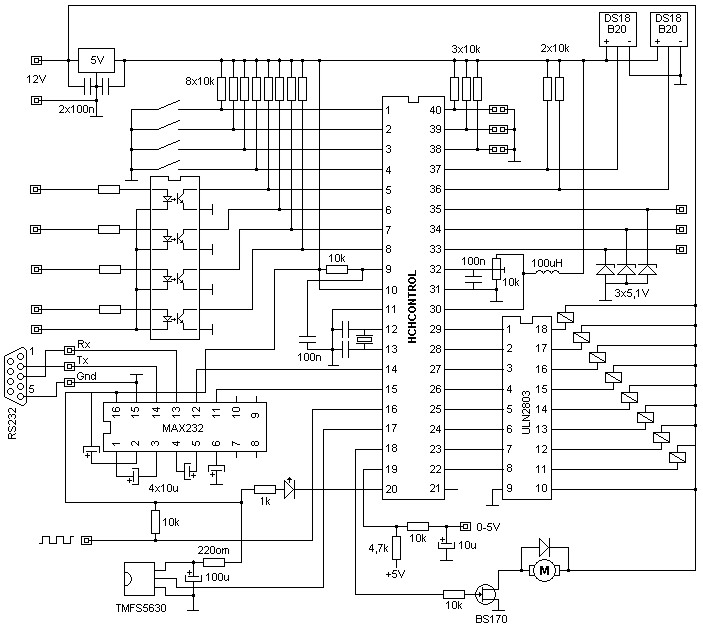
Procesory HallChip
Procesory HallChip stanowią pomost pomiędzy programem a światem zewnętrznym. To one realizują funkcję wejść i wyjść. Procesory HallChip możemy łączyć w sieć co pozwala z jednej strony na uzyskanie dużej ilości wejść i wyjść a z drugiej strony na budowę systemów rozproszonych.
Na dzień dzisiejszy dostępne są następujące procesory HallChip:
HCHC1 - 8we, 8wy 3we analogowe, 2wy PWM, 2 czujniki temperatury DS18B20, dekoder kodu RC5, licznik/częstościomierz, oscylator
HCHC2 - 2we, 16wy 3we analogowe, 3wy PWM, 2 czujniki temperatury DS18B20
HCHDL - 16we, 2wy, 3we analogowe, 2wy PWM, 2 czujniki temperatury DS18B20, dekoder kodu RC5, licznik/częstościomierz
HCHPLC - jak HCHC1 + wbudowany PROGRAMOWALNY sterownik PLC
HCHLCD - sterownik wyświetlacza LCD 2x16 znaków, 4we, 3wy
{kind=link}
Hall i Edukacja
Hall reprezentuje trochę inne podejście do realizacji systemu sterowania i pomiarów niż typowy sterownik PLC, pakiet SCADA czy pakiet typu LabView ale podstawowa zasada jest zawsze taka sama: jest problem, są narzędzia i trzeba znaleźć rozwiązanie.
Hall daje możliwość rozwinięcia wyobraźni i wykazania się inwencją a to te właśnie cechy w świecie który zmienia się z dnia na dzień charakteryzują każdego profesjonalistę. Nie bez znaczenia jest fakt że dzięki niewielkim kosztom Hall jest bardziej dostępny dla przeciętnego śmiertelnika niż typowy sterownik PLC lub pakiet SCADA.
Płyta bazowa HallBoard1
|
Dla procesorów HallChip opracowano prostą płytę bazową
|
{kind=link}
Instalacja oprogramowania Hall2007
Do programu dołączono komplet dokumentacji oraz 50 przykładowych aplikacji
Uwagi na temat instalacji pod Windowsem Vista i Windows 7
Dokumentacja programu Hall2007
Reszta dokumentacji, opis procesorów i płyty hallboard dostępna po instalacji oprogramowania
Miałem w pracy wiele "starych gratów" i modernizacje poprzez dołożenie sterownika (czy jak kto woli przekaźnika programowalnego) poprawiało znacznie pracę:
1. dołożenie dodatkowych czujników do starej prasy zabezpieczało przed błędem ludzkim; np. kontrola czy detal już wyleciał - wtedy możliwy kolejny cykl. Człowiek mógł nie zauważyć (3 cykle na sekundę) a sterownik zatrzymywał :). Po zakleszczeniu 3-4 detali (raptem 1,5 sek) pękała matryca za 3kPLN - średnio raz na miesiąc!. Sterownik zastąpił człowieka - ten mógł tylko nadzorować, a nie powtarzać te same nudne ruchy 8h/dzień.
W trakcie modernizacji okazywało się niejednokrotnie że trzeba powstawiać jakieś opóźnienia między operacjami - na sterowniku to betka, a na TTL?.
Pewnie, jakbym miał ileś tam tych samych urządzeń to i warto by dedykowany zrobić nawet z zapasowymi modułami.
W Twoim przykładzie: ilość wejść i wyjść(16/4)? nieistotne! ... - weź XD26 (ok 1kPLN brutto)...zostanie Ci jeszcze 6 wyjść na jakieś alarmy czy lampki kontrolne.
Przerabiałem ten temat podczas konstruowania układu sterującego do maszyn podających proszek do innych maszyn pakujących. Teoretycznie banalna sprawa - wystarcza włączać i wyłączać silnik na podstawie sygnału z dwóch czujników poziomu.
Na moje szczęście wsadziłem do szaf PLC... okazało się że dzięki temu mogę wykrywać sytuacje awaryjne jak przytkanie wylotu czy brak produktu w podajniku, zastosować jakiś cwany algorytm podawania aby proszek się nie ubijał, czy wreszcie sygnalizować czytelnie co się dzieje z maszyną za pomocą malutkiego paneliku z tekstowym opisem sytuacji.
Wszystkie 6 maszyn ma identyczne, niewielkie szafeczki sterujące. Jedyną różnicą pomiędzy nimi jest soft na PLCku. Dzięki temu zapas części serwisowych to jeden sterownik, jeden rozrusznik silnikowy i parę czujników.
No i serwis jest dużo przyjemniejszy - podpinam się z laptopem, daję podgląd programu i już wiem o co chodzi. Układy stycznikowe trochę trudniej się "debuguje", nie mówiąc już o wprowadzaniu to moze i ja dodam swoje trzy grosze. problem jest w tym, ze na zachodzie, podstawowy sterownik PLC to koszt powiedzmy... 200-300 euro co jest adekwatnie ok 10-20% sredniego, miesiecznego wynagrodzenia. w polsce? relacja ta wyglada inaczej gdzie ten procent zmienia sie na wartosc 60-70% sredniego, miesiecznego wynagrodzenia, ale moze sie myle...
wygloda to tak ze niejednokrotnie budowanie wlasnego ukladu... no po prostu sie nie chce, wygodniej kupic PLC zmian...
a moze nie ma czasu na bastlowanie lub to bastlowanie moze jest zbyt kosztowne.
Jezeli elektronik przemyslowy na zachodzie zarabia np. 15Euro/h i bedzie musial poswiecic
pare dni na zaprojektowanie sterowania,plytki,zamowienia czesci, wytrawienie plytki,polutowanie wszystkiego,sprawdzenie to koszt robocizny przekroczy wartosc malego PLC
np. 3 dni x 8 godz x 15 Euro = 360Euro i to jest suma ,ktora on zarobil.Doliczajac podatek i inne platnosci uiszczane przez pracodawce za ten okres czasu wyjdzie juz calkiem inna suma, ktora musi ten pracodawca pokryc
Jest jeszcze jedna kwestia, której jak dotąd jakoś nikt nie poruszył. Mianowicie kupując PLC (oczywiście nie jakąś pachnącą ryżem podróbkę) mamy na nim oznakowanie CE i producent deklaruje zgodność z odpowiednimi dyrektywami i gdy zamontujemy go zgodnie z przeznaczeniem i wytycznymi producenta, to w razie wypadku na maszynie jesteśmy czyści. W przypadku samoróbek - "leżysz pan i robisz pod siebie" - jak mawiali w Psach Pasikowskiego.
Witam, kiedyś popełniłem kilkanaście prostych liczników w oparciu o "mikreprocesory" - taka sobie prosta samoróba - ale miało być tanio i prosto. Na stole wszystko działało znakomicie ale kiedy poszło do klienta to zaczęły się schody. Koniec końców okazało się że sam licznik jest prosty ale filtrowanie i separacja zakłóceń od strony zasilania przerosły najśmielsze oczekiwania. Przestało być tanio. A za moment okazało się że taniej jest kupić profesjonalny i drogi licznik OMRONa aniżeli bawić się w klejenie płytek. Od tej pory nie daję się nabrać na rozwiązania typu 'hand made"
Pozdrawiam
Grzegorz Boroś
Poza tym zawsze można kupić taki sterownik żeby nie marnować kasy, a otrzymać to czego się potrzebuje. Nie ma powodu żeby do sterowania prostą maszyną stosować od razu S7. Zazwyczaj LOGO w zupełności wystarczy. A nie kosztuje on tak znowu dużo.
Dziwnym trafem mam podobne odczucia w temacie nowej dyrektywy maszynowej jak kolegan neuron
Do białej gorączki doprowadzają mnie cwaniaki z firm handlujących żółtymi badziewiami którzy z bezczelnymi uśmiechami bredzą slogany typu: "bezpieczeństwo jest bezcenne" i wiedzą, że klient i tak kupi bo nie ma innego wyjścia. To się nazywa siła lobbingu.
Akurat jestem na etapie dostosowywania maszyn do nowych dyrektyw. Oczywiście można pójść po najmniejszej linii oporu i zrobić najprościej jak się da, tylko w razie jakiegoś wypadku może być problem. Też mnie wkurza, że będę musiał wsadzić w maszynę (która chodzi już 15 lat na 5 przekaźnikach R15 i nikomu krzywdy nie zrobiła) "żółte" PLC, dodatkowe czujniki, rygle, okablowanie do tego wszystkiego itd, ale co tu można poradzić?
Co do sensu montowania zwykłego PLC: jeżeli maszyna jest prosta, to dużo da się zrobić na przekaźniku programowalnym, który można już kupić za kilkaset złotych, łatwo wymienić w razie awarii lub zmienić program.
neuron - zdaje się, że oznaczenie CE możesz nadać sam, tylko wtedy bierzesz odpowiedzialność za ew. wypadki spowodowane brakiem zgodności maszyny z dyrektywą.
Witam.
Interesująca jest kwestia następująca - kto z twórców " rękodzieła automatyki " stosuje podzespoły przeznaczone do warunków przemysłowych ?
Na przykład komparator LM 311 , LM211 , Lm111 - " pinologicznie " to samo - ale !!
To samo jest z wzmacniaczami operacyjnymi i tak dalej .
Wystarczy przeglądnąć karty katalogowe - i wszystko staje się jasne .
Ktoś coś tam wieczorkiem wystruga i nagle - zdziwienie - nie działa !
Coś nie zadziałało ( chociaż zwykle działało ) , urąbało komuś łapę i przychodzi pan prokurator.
Pozdrawiam .
Moda!
U mnie w zakładze stoi młynek - włącz, wyłącz, awaryjny i regulacja prędkości silnika. Falownik i potencjometr powiecie?
Nie! S-7, falownik i... panel dotykowy przyzwoitej przekątnej. Ale rzuca się w oczy na targach, wiec jego kupili, a normalny nie znalazł nabywcy. To, że ma ciągłe problemy komunikacji panela ze strownikiem, bo od wstrząsów wypada wtyczka z panela to gwóźdź do trumny tej paranoi.
Trzeba zauważyć jeszcze jedną rzecz, coraz częściej w zakładach przemysłowych działają system SCADA itp. a proste sterowniki często nie są oprogramowane pod kątem komunikacji i przesyłania danych i żeby mieć np. na głównym panelu sterującym kontrole nad wszystkim lepiej jest być konsekwentnym. No ale z drugiej strony producenci PLC chcą zagarnąć jak najwięcej dla siebie i za stosowanie ich protokołów żądają sporych opłat... chodzi mi to konkretnie Simensa i Profibusa.
Ja kiedyś także budowałem proste maszynki na przekaźnikach. Mała szafeczka, 3 sztuki R15 i czasówka. Po paru miesiącach zażyczono sobie drugie opóźnienie, no ok, zmieściło się. Potem znowu dodatkowy czujnik a co za tym idzie kolejny przekaźnik. Wyszło że 2 czasówki, i 4 przekaźniki z podstawami kosztują tyle samo co podstawowy Fatek. Wiec ze środka wszystko wywalone i zamontowany Fatek. Od tego czasu doszedł jeszcze wybór 3 czasów opóźnień bo jeden detal jest taki a drugi inny i parę innych zależności. Najfajniejsze dla mnie jest to że potrzebowałem kilku minut z lapkiem a nie 2 godz z szafka na biurku. Po drugie jak mi koleś mówi że na prostą maszynkę koszt 2tyś na sterowanie czyli Fateka, szafki i przycisków to za dużo to mnie strzela. Aktualnie maszynka zrobiła już 7mln detali na których ma 3gr. na czysto za sztukę. Wiec sobie policzcie.
A co do tych samoróbek to krew mnie zalewa jak nieraz otwieram szafę i widzę jakąś płytkę ze jakimś starym układem UL bo ktoś miał zapas z lat 90. No normalnie masakra. Zrobi taki ktoś jakiś magiczny układ i potem siedzę cały dzień przed google i staram się rozszyfrować o co kaman :/ bo łaskawie schematu nawet nie wkleił na drzwiczki szafy. Po kilku dobrych godz diagnostyki okazało się że jak przejeżdżała sztaplarka to resetował się jakiś układ... Nie róbcie takich rzeczy. To nie DIY w piwnicy tylko przemysł.
Stosowanie płytek drukowanych oczywiście powoli odchodzi w przeszłość a obiekty robi się i zresztą słusznie na gotowych PLC. W tej chwili koszty PLC nie są już takie duże jak kiedyś. Ostatnio znalazłem ciekawe plc Delta Electronics które włożyłem do maszynki i w sumie wyszło bardzo tanio jak na możliwości co potrafią. Jak pomyśle że przy każdym obiekcie musiał bym lutować jakieś płytki dla zrobienia logiki to po prostu chyba bym zmienił zawód. Oczywiście dla bardzo bardzo prostych układów nie ma co stosować sterowników lecz tak jak napisałem malejące ceny tego typu urządzeń oraz ich powiedzmy elastyczność sprawiają że w zasadzie będą one a w zasadzie to już są niezastąpione.
Witam, powiem tak od plc niema już odwrotu, a z drugiej strony to przecież jak by każdą maszynę potrafił naprawić (popaprać) zwykły elektryk od siedmiu boleści to zarabialibyśmy dużo mniej, z mojego doświadczenia to stosowanie zwykłych procków np, atmega w maszynach przemysłowych to totalna porażka świrują wieszają się i nie sposób pozbyć się zakłóceń, ale z czasu jakiś analog 741 albo 358 popełnię bo nad tym da się za panować, na pewno da się zapanować np nad atmegą ale jeśli maszyna jest produkowana nawet w dziesiątkach szt rocznie uznaje to za nieopłacalne, bo zawsze są jakieś zmiany które dużo szybciej wchodzą w sterowniki plc.
Nie wiem dlaczego uważacie że zwykłe plc są drogie ,dla mnie to taniocha ,chyba że dochodzi panel tft albo czujniki pt100 i wejścia liniowe wtedy cena idzie mocno w górę.
No to zróbmy, Panowie, tutaj ankietę - kto z nas jest za stosowaniem prostej elektroniki, a kto za sterownikami PLC?
Ja jestem za sterownikami PLC - i od razu chcę dodać, że nie za mikrokontrolerami (atmegi i inne), ale właśnie PLC.
Jasne, że nie w betoniarce, ale w jakiejś stojącej w ciepłej hali maszynie - jak najbardziej.
Jak już Koledzy wcześniej pisali - w każdej chwili może zaistnieć konieczność "dorobienia" czegoś, jakiejś funkcji, choćby opóźnienia - w przypadku PLC jest to tylko kilka ruchów myszką. W przypadku przekaźników - już kilka drucików. W przypadku "samoróbek" - dorób płytkę...
A jeśli chodzi o same sterowniki PLC - nie wiem jak Wam, ale mnie strasznie nie podoba się pisanie na siemensy. Jasne, że same sterowniki to dziś standard - ale pisanie na nie programów to katorga (choć może dzisiaj się to zmieniło, wszak świat idzie naprzód). Pamiętam jak kiedyś musiałem w programie jedną i tą samą linię kopiować kilkadziesiąt razy, tylko ze zmienionymi indeksami - program umiał kopiować tylko pojedyncze bramki. Do następnej maszyny kupiłem więc Matsushitę (wtedy - FP1) - program się "sam pisał". Wtedy to wyglądało tak, jak różnica pomiędzy solidnością niemieckiego golfa, a subtelnością japońskiej mazdy. Tu tylko jedna szuflada pod siedzeniem, a tam - mnóstwo schowków, klapek, dźwigienek i wajszek... Czy dale Step7 jest taki toporny? Ja od kilkunastu lat robię wszystko na Matsushitach. No teraz, po zmianie nazwy - na Panasonicach.
Dajecie klientowi kopię programu? Zabezpieczacie program hasłami? Jasne, że to Wy jesteście autorami - ale co w przypadku Waszej (Boże uchowaj) śmierci? Znam przypadek jak to żona płaci za serwisowanie maszyny, którą jej mąż przerobił na PLC i wszystko pozabezpieczał kilkupoziomowymi hasłami, a potem zginął w wypadku samochodowym. Właściciel maszyny wytoczył proces o zwrot kosztów serwisu i wygrał. Żona tego programisty do dziś płaci za wszelkie naprawy. Ona pewnie zagłosowałaby za przekaźnikami...
Ja jestem za PLC z tych mniej-więcej powodów, co wszyscy. Nie stosuję haseł i widzę że nawet poważne firmy rzadko je stosują - rzekłbym: im poważniejsze, tym rzadziej. Hasło miałoby sens, gdyby była obawa o skopiowanie całej maszyny, której częścią jest software. A dla eksploatacji konkretnego egzemplarza jaki to miałoby cel? Ze użytkownik sobie zacznie przerabiać program, a po którymś z kolei "ulepszeniu" zawoła serwis gwarancyjny i powie, że program ma błędy? Przecież takie mataczenie jest do udowodnienia. Raczej ktoś obcy z doskoku nie rozgryzie natychmiast dużego programu, więc jego autor ma duże fory u użytkownika maszyny i ten musiałby się bardzo uprzeć, żeby zawołać obcego. A jak tak bardzo się uprze, to lepiej nie mieć z nim więcej do czynienia , umyć ręce i zapomnieć o współpracy.
Panowie, kruszycie kopie BEZ SENSU. Obecnie nikt nie ma prawa wkładać jakiejkolwiek części bez CE. I koniec dyskusji Dobre PLC - są w cenie już od około 400 zł netto. Obecnie - dobrzy automatycy w Polsce również dużo zarabiają, tak więc hand made może kosztować więcej niż PLC. Żadna samoróbka - w tym momencie nie jest opłacalna - pod każdym względem, zwłaszcza prawnym. Sam od prawie 20 lat używam PLC Hitachi - darmowy kabel, darmowy super soft ( wada - chodzący pod DOS ). Na zaprogramowane ok. 4 m2 PLC - żadnej reklamacji. Dla wszystkich - zwłaszcza początkujących - nie jest sztuką napisać program na "działanie" maszyny. Sztuką jest przewidzieć wszystkie awarie - i je odpowiednio wpleść w algorytm pracy. Ok 5 lat pracowałem z programistami niemieckimi i S7. Do dzisiaj żal mi tych chłopaków stąd moje powiedzenie : Technika niemiecka skończyła się w 1945 r. Pozdrawiam
Z s7 miałem styczność i nie jest on najszczęśliwszy.
Może podacie inne przykłady "chorego softu"
Żeby w przyszłości omijać z daleka.
Z s7 miałem styczność i nie jest on najszczęśliwszy.
Może podacie inne przykłady "chorego softu"
Żeby w przyszłości omijać z daleka.
STEP7 nie jest programem dla amatorów. Z resztą każdy program ma swoje wady i zalety. Powiedzcie mi który z tych waszych super programów obejmuje wszystkie języki ujęte w normie IEC 61131-3 . Jasne że pisząc w miarę proste programy łatwo jest się posługiwać drabinka lub FBD ale jeśli musimy pisać skomplikowane algorytmy to mogę się założyć że ja w STEP7 zrobię to szybciej a kod wynikowy będzie miał mniejszą objętość niż te same procedury napisane na np OMRON-y lub sterowniki MITSUBISHI. Zresztą to S7 jest najczęściej wykorzystywanym sterownikiem w przemyśle europejskim, następne w kolejce to PLC ALLEN-BRADLEY a dopiero za nimi cała reszta. Osobiście za najlepsze obecnie na rynku uważam sterowniki firmy BECKHOFF. Zastanówmy się pokrótce z czego to wynika.
1 - NIEZAWODNOŚĆ
Większość uszkodzeń S7 wynika z nieznajomości sprzętu lub nie do szacowania jego możliwości do potrzeb. Większość znanej mi konkurencji sprawuje się tak samo dobrze a czasami nawet lepiej.
2. DOSTĘPNOŚĆ NA RYNKU
I tu dochodzimy do punktu który większość sterowników dyskwalifikuje (zastosowanie w dużych fabrykach sterowników japońskich lub innych tego typu producentów powoduje dość duże opóźnienia w razie awarii lub wręcz trzeba je zamawiać z dość dużym wyprzedzeniem, oczywiście można mieć pewne elementy na magazynie ale rzadko się zdarza by kupować wszystkie elementy).
S7 jest dostępny właściwie od ręki a jeśli go brak to spokojnie mogę w ciągu paru minut wstawić inną dostępną jednostkę w miarę kompatybilną z tą starą.
Jedyne sterowniki które są pod tym względem lepsze to jednostki firmy BECKHOFF gdzie występuje TWINCAT. CPU mogę wręcz zastąpić dowolnym komputerem gdzie zainstaluje oprogramowanie twincat i uruchomię softplc.
3.JESZCZE RAZ NIEZAWODNOŚĆ
Niema sprzętu który nie ulega uszkodzeniom. Jeśli odpowiednio dobierzemy sprzęt do określonych warunków pracy to w większości przypadków nie mamy z nim żadnych problemów. I tu także większośc systemów jest porównywalna.
Od kiedy to oprogramowanie STEP7 jest toporne?.....Wymagające od obsługującego wiedzy i czasu na jego naukę... TAK!!! Ale możliwości rekompensują poświęcony na naukę czas i energię.
Dam przykład:
Do obsługi jest 58 tanków o wysokości 10m, należy napisać program który pozwoli na ich napełnianie i opróżnianie w trybie auto gdzie operator musi tylko wybrać który z nich ma być napełniany, aktywować to napełnianie, określić czas po jakim mogą być opróżnione, dodam że napełnianie odbywa się z trzech niezależnych linii.
Mnie to zajęło 9k pamięci sterownika w trzech blokach, dla zainteresowanych mogę podesłać kody.
Moim skromnym zdaniem to programista jest odpowiedzialny za algorytmy które sterują pracą PLC i każdy z dostępnych na rynku sterownik pozwoli mu na zrealizowanie tego, natomiast czas poświęcony na dane zadanie to już odrębna sprawa często uzależniona od oprogramowania i umiejętności automatyka.
Wawrzo.
Hobbystycznie projektuję i robię różne układy elektroniczne od podstaw, ale zarobkowo wymieniam płyty z przekaźnikami na PLC. Nie wkładam żadnych wynalazków ponieważ szanuję swój czas. Wynalazki zawsze są droższe niż rozwiązania typowe. Nie widzę możliwości zbudowania od podstaw układu będącego tańszym niż PLC. Zaprojektowanie układu, potem płytki, wytrawienie, zamontowanie w obudowie, testowanie. WPROWADZENIE POPRAWEK . Policz czas i zastanów się ile zarobisz na godzinę. Prosty PLC kosztuje ok. 500PLN. Na zbudowanie i wszechstronne przebadanie układu 100h to za mało. To ile kosztuje twoja praca?
Jeśli klient nie chce płacić godziwie to u niego nie robię, szukam takiego co oszczędności robi rozsądnie. Na budowie za podpieranie łopaty płacą 12zł/h.
A ja nie rozumiem sensu pytania o sens zakładania PLC. Używanie uC do takich zadań ma sens w przypadku automatyki garażowej, a nie poważnych instalacji.
Pracuję w firmie gdzie na naszych obiektach mam z kolegami pod opieką około 150 PLC i jest na naprawdę automatyka na DUŻĄ skalę. Sama firma to spółka o znaczeniu strategicznym i od jej funkcjonowania zależy komfort życia około 800 tyś. ludzi. Oprócz zadań utrzymania ruchu, jak jest potrzeba i pieniądze rozbudowywujemy nasze układy, wprowadzamy poprawki itp. Czasem robimy coś od podstaw. 95% naszych PLC to są S7-200 i 300/400. Do tego oczywiście SCADA, panele OP, bazy danych itp.
Dla nas sporym problemem jak wykonawca wrzucił kiedyś gdzieś jakiś inny wynalazek niż Siemens (czyli te 5%) i coś się schrzani. Wyobraźcie sobie teraz sytuację, gdzie zamiast tych 150 PLC na każdym obiekcie jest jakich garażowy wynalazek doktora Paj-Chi-Wo, albo innego pomysłowego Dobromira?
Używanie tego samego sprzętu daje nam swobodę. Nieraz można się ratować np. zatrzymując jakiś nieważny obiekt, albo wyciągnąć coś z zatrzymanego, aby naprawić inny do czasu aż dowiozą części (wiadomo, że nie zawsze na magazynie wszystko jest). Jeśli do nas trafia koleś, który np. automatyzował proces obierania ziemniaków, ale robił to na S7 i zna ten sterownik to i u nas sobie poradzi. A co by było jeśli jeden obiekt by był na uC PIC, inny na AVR, inny na 8051, bo tak komuś coś pasowało.
Przestańcie sobie robić jaja z tym wychwalaniem uC w automatyce. Jasne na papiere jest tańsze, ale robienie czegokolwiek na uC czasochłonne, a kto zapłaci Wam za ten czas?
Tylko nie PRO-H ( soft robiony przez Niemców ). Jeżeli już to Actwin lub darmowa wersja Actgraph ( niestety dosowa ). I super sprawa w/w soft obsługuje prakrycznie wszystkie sterowniki Hitachi ( bez najnowszego EHV ) - od początku produkcji. Tak więc bez problemu można wymienić stary PLC na nowy. A przewaga tego softu nad Siemensem - to m.in. to co ja zrobię w 1 dzień - to Ty będziesz robił w Siemensie przez tydzień - sprawdzone z programistami niemieckimi - mój post powyżej ( nie mówiąc ile u Ciebie będzie błędów w programie ). Zdarzało mi się wymieniać kilkuletnie S7 - na Hitachi - gdyż koszt modernizacji programu w S7 był wyższy niż napisanie programu dla Hitachi włącznie ze sterownikiem. Porównaj ceny hardware na początek. A co do CPU - przemysł nie oczekuje cudów - tylko bezawaryjnej pracy przez wiele lat. Zresztą moje najbardziej rozbudowane programy ( SUW, kotłownie ) nie zabrały więcej niż 30 % pojemności pamięci. Właśnie pod tymi względami PLC Hitachi jest w ścisłej czołówce. Pozdrawiam
Ja poproszę tą procedurę którą będę robił tydzień a Ty jeden dzień. Ja piszę programy na całe linie produkcyjne (moim dziełem jest np. oprogramowanie sterujące liniami produkcyjnymi w firmie Mitsubishi Polska). Ale największym wyzwaniem jest oprogramowanie zakładów produkcyjnych w spożywce. Programowaniem zajmuję się od przeszło dwudziestu lat i chciałbym dostać do rąk takie wyzwanie o którym piszesz....... więc czekam.
Jak już gdzieś napisałem osobiście znam sterowniki lepsze od siemensa ale niestety nie są to plc hitachi (np. BECKHOFF).
Notabene skoro to takie wspaniałe sterowniki to czemu nie podbiły nigdzie rynku?
Wawrzo.
Wyszukiwarka
Podobne podstrony:
[ebook renewable energy] Home Power Magazine 'Correct Solar Panel Tilt Angle to Sun'
lab 4 panel operatorski instrukcja
panel nawiewu 2
INSTRUMENT PANEL
Broszura SIMATIC Mobile Panel
Panel pokarmowy - badania, ZABURZENIA ROZWOJOWE DZIECKA
EKO Panel budowlany
mail2led panel
sprawozdanie panel sterowaniant sefibcmuui5gj4pj66q6hsyxube2utapv5k25wa SEFIBCMUUI5GJ4PJ66Q6HSYXUBE2
C++ Panel z przyciskami
Konica 7022 Print Panel IP 423
Panel Cutting Sled
panel
lcdcontroller, karta, Flat Panel Controller SPECTRA 97
op77
1 Podstawy, panel czolowy
Panel Power LED opis produktu
instrukcja do Panel Mio moov 200
in7 Access panel przelaczania
więcej podobnych podstron