Laboratorium laserowych technologii metali |
||
Cięcie przepalające lub dmuchem |
||
Ćwiczenie nr 3 data 1997 - 04 - 03 |
Polak grzegorz gr 23 m |
ocena: |
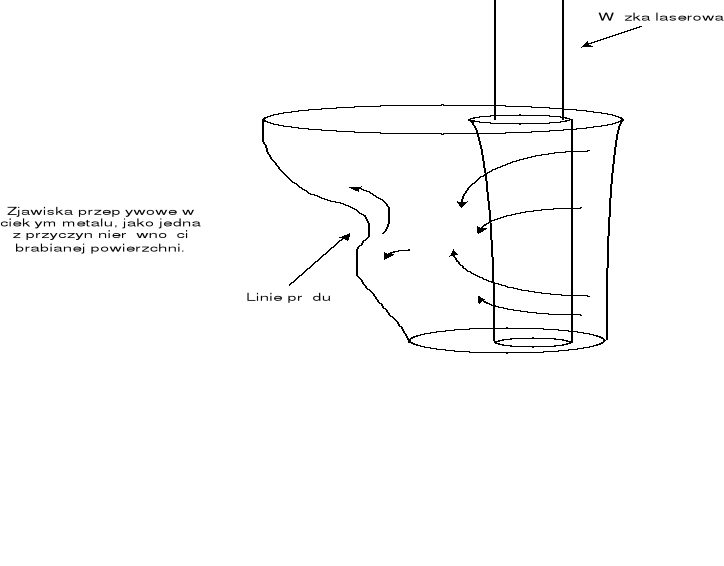
Cięcie laserowe może odbywać się jako przepalające, bądż cięcie
z dmuchem. Cięcie przepalające, które jest najczęściej używane, sto- suje skupioną wiązkę ( ok.0,3mm ) wraz z opływającym ją strumieniem tlenu o2 . Nagrzewanie następuje do temperatury zapłonu materiału. Proces spalania, jako egzotermiczny powoduje, że promień lasera dos- tarcza części energii potrzebnej na stopienie materiału, a przepływ strumienia gazu usuwa produkt spalania, tlenki metalu. Pełne usunięcie ( wydmuchanie ) tlenków daje czystą krawędż cięcia, niepełne - powierz chnię nierówną - zadzior zwany też gradem. Na wygląd powierzchni
obrobionej największy wpływ ma dobór parametrów. Stan obrabinej po- wierzchni i wysokie nagrzanie pwodują, że stopień pochłaniania zbliża się do jedności. Stąd laser CO2 stosuje się do cięcia stali. Do cięcia cien- kich blach duraluminiowych można też stosować lasery Nd: Yag.
Szybkość cięcia zależy od rodzaju materiału, jego rubości i mocy lasera. Na ogół, przy mocy rzędu 1 kW można ciąć blachę stalową
o grubości 4 mm z szybkością 30 mm/s. Rzadko przekracza się szybkości 100 mm/s dla blach cienkich ( 2 mm ) i mocy 2 kW. Trudne w cięciu są stale nierdzewne, natomiast łatwiejszy - tytan. Skupienie wiązki wynosi z regóły ułamek milimetra np. 0,25 mm.
Techniką laserową można ciąć między innymi: stal niskowęglową, stale stopowe, stopy aluminium i miedzi.
Na dobór parametrów mają wpływ: posiadane żródło laserowe ( moc, intensywość, kształt impulsu, polaryzacja, średnica i kształt dyszy ), posiadany manipulator ( stopnie swobody, zakresy, szybkości przesu- wu), właściwości materiału ( zdolność pochłaniania promieniowania przez powierzchnię materiału, przewodnictwo cieplne i pojemność cieplna materiału ), właściwości gazu.
Niewłaściwy dobór parametrów powoduje powstawanie zadziorów, wybrzuszenia, niejednakowy obraz krawędzi cięcia, trudności przy rozdzieleniu materiału ( przy złożonych kształtach ).
Przykładowe parametry cięcia dla stali nisko węglowej, stopu aluminium, drewna:
materiał |
grubość |
moc p.[kw] |
częstotl. f[hz] |
ciśnienie tlenu p.[kpa] |
uwagi |
prędkość v[mm/min] |
blacha st3 |
3 |
880 |
10000 |
100 |
---------- |
2000 |
blacha st3 |
5 |
1000 |
10000 |
90 |
ognisko 1-2 mm w głąb |
1400 |
blacha st3 |
8 |
1100 |
10000 |
80 |
ognisko 3 mm w głąb |
900 |
ceramika |
6 |
890 |
10000 |
100 |
ognisko na powierzchni |
1000 |
1h18n9t |
-- |
828 |
200 |
300 |
2 mm nad powierzchnią |
500 |
drewno |
30 |
1000 |
20000 |
150(azot) |
ognisko 3 mm w głąb |
800 |
gdzie:
P[kW] - moc wiązki,
α ≈ 1,27
Cięcie z dmuchem gazem obojętnym stosuje się:
trudno palne materieły ( np. stale stopowe nierdzewne, stopy Al.),
łatwo palne materiały wytwarzające dużo spalin
Właściwości:
wysoka jakość powierzchni przeciętych ( brak utleniania, możliwe spawanie, malowanie itp. )
nieco zmniejszona pędkość obróbki w porównaniu z cięciem przepalającym,
wyższe ciśnienie gazu ( < 2 MPa ) - występuj niebezpieczeństwo rozerwania okien optycznych,
większe zużycie gazu,
konieczność osobnego programu rozpoczynającego cięcie.
W porównaniu z cięciem przepalającym stosuje się nieco mniejszą średnicę dyszy celem oraniczenia zużycia gazu. Również dyszę umieszcza się bliżej powieżchni materiału: 0,7 - 1,0 mm. Swobodna struga gazu ulega bowiem rozszerzenu i osłabieniu, czego trzeba uniknąć. Jakość echniczna gazu ( N2 ) może być niższa. Ciśnienie gazu pD [ MPa ] dobiera się orientacyjnie do grubości blachy δ [ mm ] i mocy wiązki P [ kW ] wg zależności :
pD = 0,352 - 0,022p + ( 0,252 + 0,018 )δ.
Ciśnienie gazu muchanego ma wpływ na gładkość powierzchni przeciętych ( np. przy Al Mg 3, gr. 3 [ mm ], posuwie v = 1 [ m/min ], i mocy wiązki 2,1 [ kW ], chropowatość pozostaje mało zmienna
( 16 - 18 [ μm ] ) na rubość blachy przy ciśnieniu 1 [ MPa ], a zmienia się w znaczniejszym stopniu (14 -32[μm]) przy ciśnieniu obniżonym do 0,5 [ MPa ]. Koszt podwyżzonego ciśnienia wyraża się kosztem gazu oraz specjalnych okien optycznych. Cięcie z dmuchem umżliwia wykrawanie bardziej precyzyjnych konturów niż cięcie z przepalaniem. Cięcie laserowe stosuje si ę w: przemyśle lotniczm, przemyśle półfabrkatów, przemyśle elekrycznym oraz ceramicznym.
Wyszukiwarka
Podobne podstrony:
LTM, LASERY~2, LABORATORIUM LASEROWYCH TECHNOLOGII METALI
LTM, LASERY3, LABORATORIUM LASEROWYCH TECHNOLOGII METALI
LTM, LTMCW6 4, LABORATORIUM LASEROWYCH TECHNOLOGII METALI
LTM, LTMCW5~1, LABORATORIUM LASEROWYCH TECHNOLOGII METALI
LTM, LTM-LA~1, Laserowe Technologie Metali
LTM, LASERY-3, Labolatorium Laserowych Technologi Metali
LTM, LASERY 2, Laserowe Technologie Metali
LTM, LASERY3!, Labolatorium Laserowych Technologi Metali
LTM, LASER ~1, LABORATORIUM Z PODST
LTM, LAS OB~1, LABORATORIUM LTM
LTM, LAS SP~2, LABORATORIUM LTM
LTM, LAS SP~3, LABORATORIUM LTM
LTM, LAS OB~3, LABORATORIUM LTM
LTM, LAS M~1, Data:
LTM, LAS SP~1
Technologia metali mikrostruktura
Technologia metali
SZKŁO I SPRZĘT LABORATORYJNY org, Technologia Żywnośći UR, I rok, ChemiaII
TECHNOLOGIA METALI bez rys, Politechnika Gdańska, Wydział Mechaniczny, Technologia Metali
więcej podobnych podstron