
Copyright © by ASDConsulting 2013
„Optymalizacja linii produkcyjnej przy użyciu narzędzi Lean Management.”
Streszczenie
Od wielu lat firmy starają się minimalizować zapasy oraz ograniczać koszty
działalności. Robią to na różne sposoby. Jednym z nich przynoszącą największe korzyści jest
optymalizacja linii produkcyjnych.
Autor stara się na przykładzie przedsiębiorstwa produkującego długopisy
zaprezentować jak należy przeprowadzać powyższy proces. W literaturze przedmiotu
1
najpopularniejsze podejście, to podział w procesie optymalizacji linii produkcyjnej na 5
kroków:
1 krok: Heijunka – równoważenie planu produkcyjnego
2 krok: Obliczenie Takt Time
3 krok: Obliczenie liczby operatorów
4 krok: Balansowanie linii
5 krok: Przepływ jednej sztuki
W pracy autor szeroko prezentuje każdy etap i przedstawia jego znaczenie w osiągnięciu
celu, jakim jest eliminacja zapasów oraz redukcja kosztów działalności.
Słowa kluczowe
Heijunka, Lean Management, Balansowanie linii, Takt Time, Przepływ jednej sztuki, Lead
Time
Wstęp
Jednym z głównych problemów jakie trapią dziś większość firm produkcyjnych jest
nadmierna ilość zapasów. Przyczyną ich powstawania jest bardzo często nadprodukcja
2
,
która została uznana przez twórcę Systemu Produkcyjnego Toyoty, Taiichi Ohno
3
za
najgorszy typ marnotrawstwa.
1
Productivity Press Development Team “Produkcja w systemie Pull”, Productivity Press, Wrocław 2011 a.
2
Productivity Press Development Team “Just in Time”, Productivity Press, Wrocław 2011 c.
3
Taiichi Ohno, „System Produkcyjny Toyoty”,Prodpress, Wrocław, 2008

Copyright © by ASDConsulting 2013
Wynika ona głównie z tego, że przedsiębiorstwa nie potrafią przewidywać jaki będzie
popyt na ich produkty. Skutkuje to tym, że firmy budują zbyt duże zapasy po to, aby mieć
pewność, że zawsze będą mogły zaspokoić potrzeby swoich klientów.
Wspomniany wcześniej Taiichi Ohno stworzył wraz ze swoimi współpracownikami
zestaw narzędzi, które mają pomóc w rozwiązaniu tego problemu. Należą do nich m.in. :
Heijunka
Balansowanie linii
Przepływ jednej sztuki
Zastosowanie tych narzędzi skutkuje nie tylko zmniejszeniem ilości zapasów w
przedsiębiorstwie, ale również optymalizacją linii produkcyjnej i ograniczeniem kosztów jej
funkcjonowania.
Celem artykułu jest przedstawienie czytelnikom na przykładzie przedsiębiorstwa
produkującego długopisy zastosowania w/w narzędzi oraz pokazanie, dzięki zastosowaniu
niżej wymienionych wskaźników
Produktywności (Sprzedaż na osobę)
Poziomu zapasów w toku produkcyjnym
Czasu realizacji
Koszty
Ilość środków produkcyjnych
jak duże korzyści może osiągnąć przedsiębiorstwo stosując nowoczesne metody zarządzania.
1. Analiza sytuacji obecnej przedsiębiorstwa
Analizowane przedsiębiorstwo zajmuje się produkowaniem różnego rodzaju długopisów.
Produkcja przebiega w systemie jednozmianowym. Załoga składa się z 32 pracowników
nadzorowanych przez 1 kierownika zakładu.
1.1 Charakterystyka wyrobu:
Wyroby produkowane w analizowanym przedsiębiorstwie można podzielić na trzy
podstawowe rodzaje:
Wieczne pióra
Długopisy żelowe
Copyright © by ASDConsulting 2013
Długopisy plastikowe
Każdy rodzaj wyrobu ma kilka wariantów:
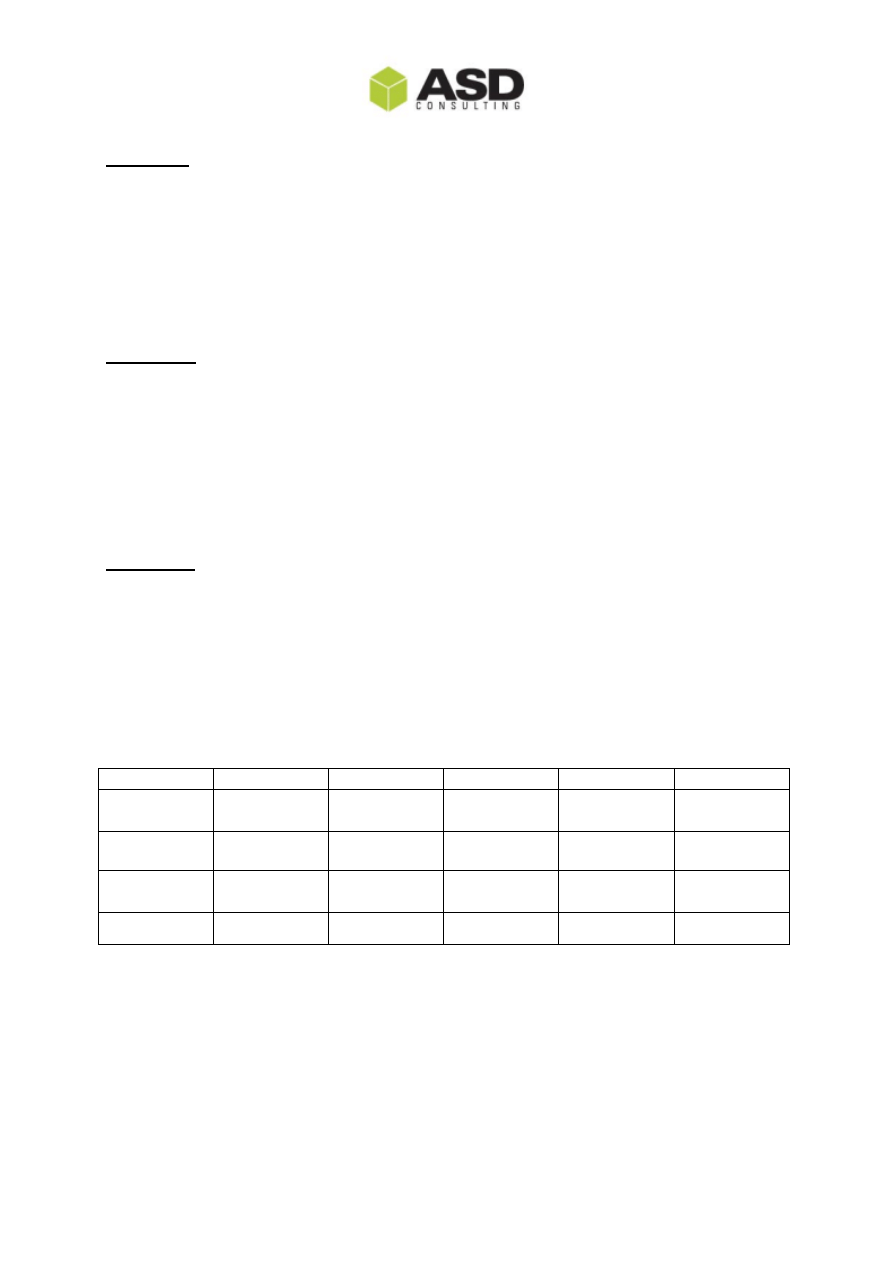
Rodzaj
Wariant
Długopisy żelowe
SID483
SID762
SID328
Długopisy plastikowe
WIF847
WIF943
WIF942
WIF342
WIF431
Wieczne pióra
NIT431
NIT827
Tabela 1. Opracowanie własne
Warianty różnią się od siebie takimi właściwościami jak kolor obudowy, kolor
atramentu oraz dodatkami, które mogą być metalowe lub plastikowe.
1.2 Analiza sprzedaży
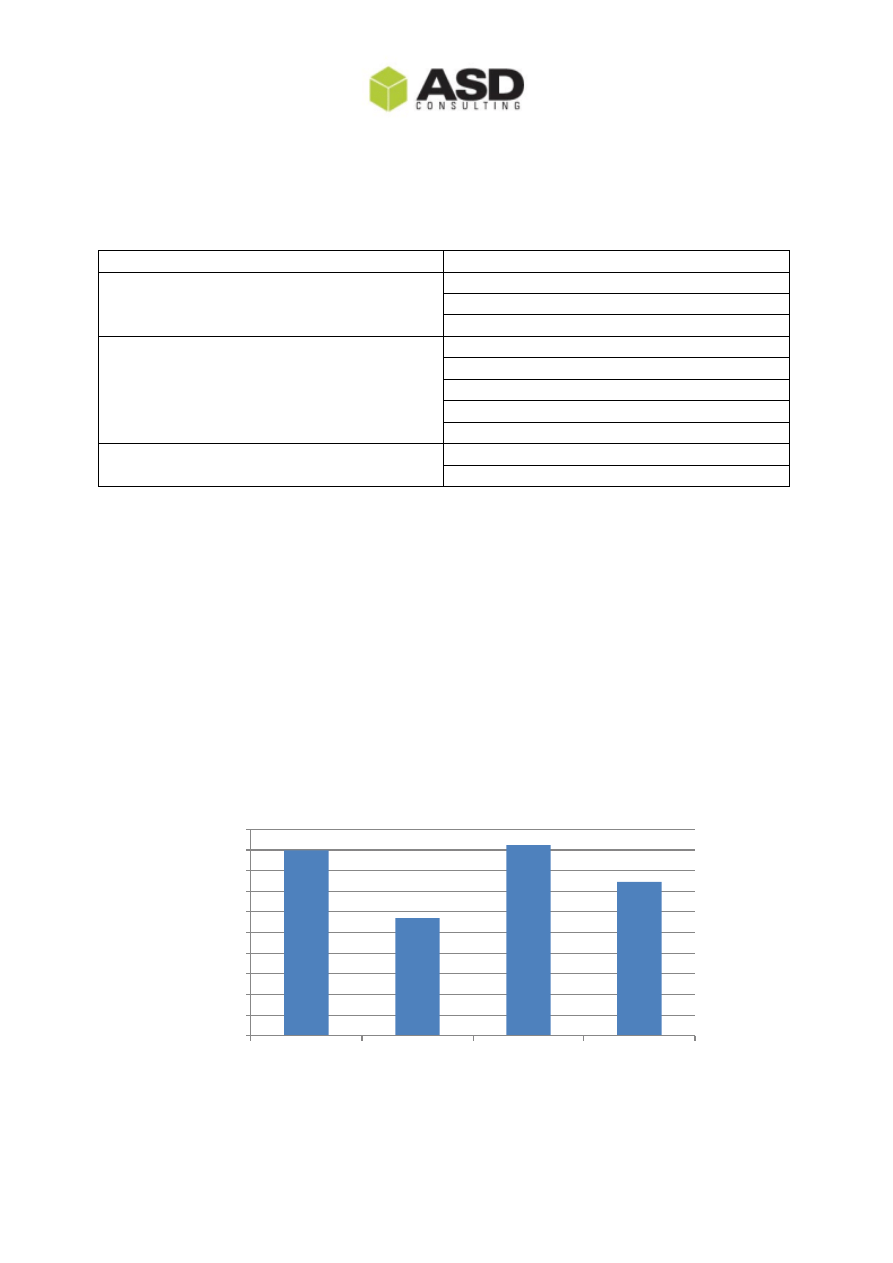
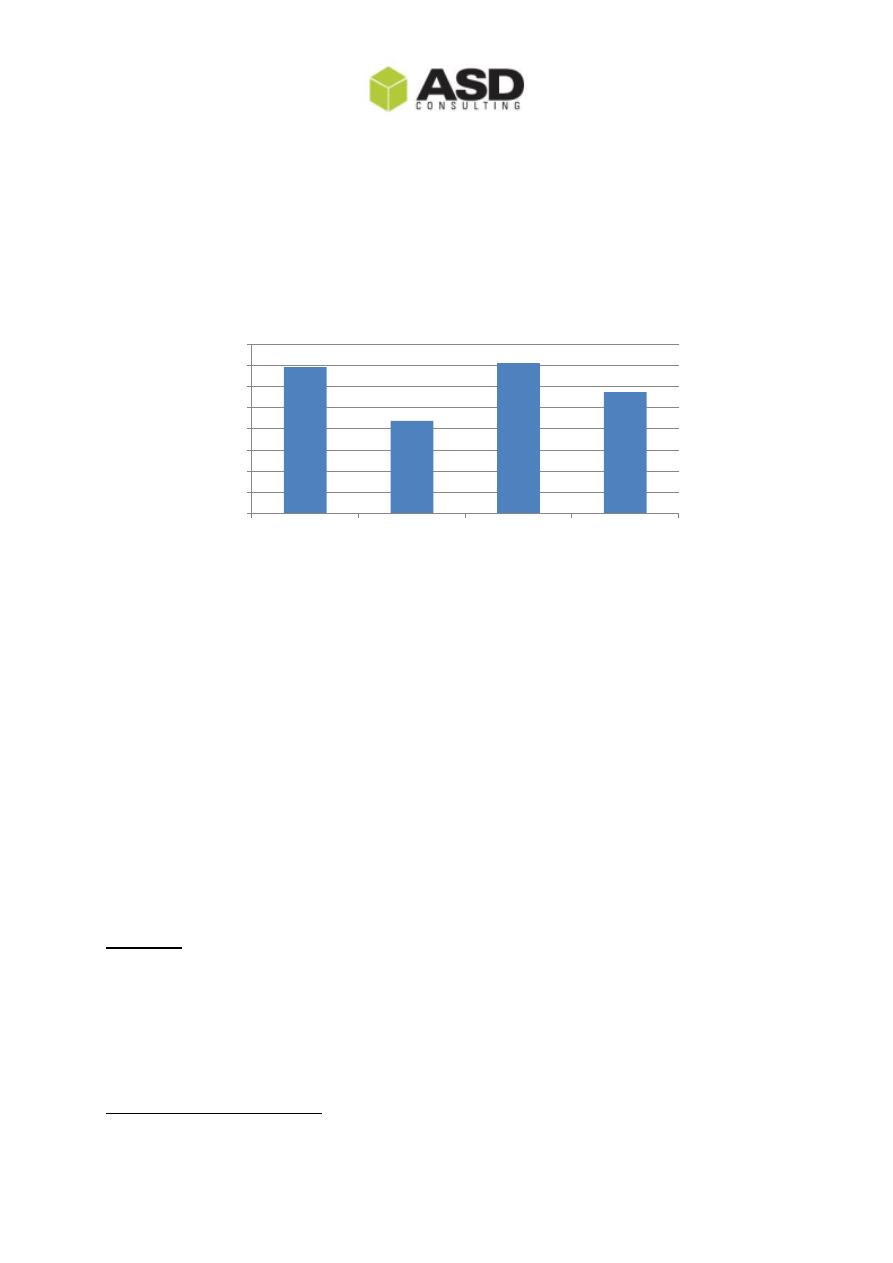
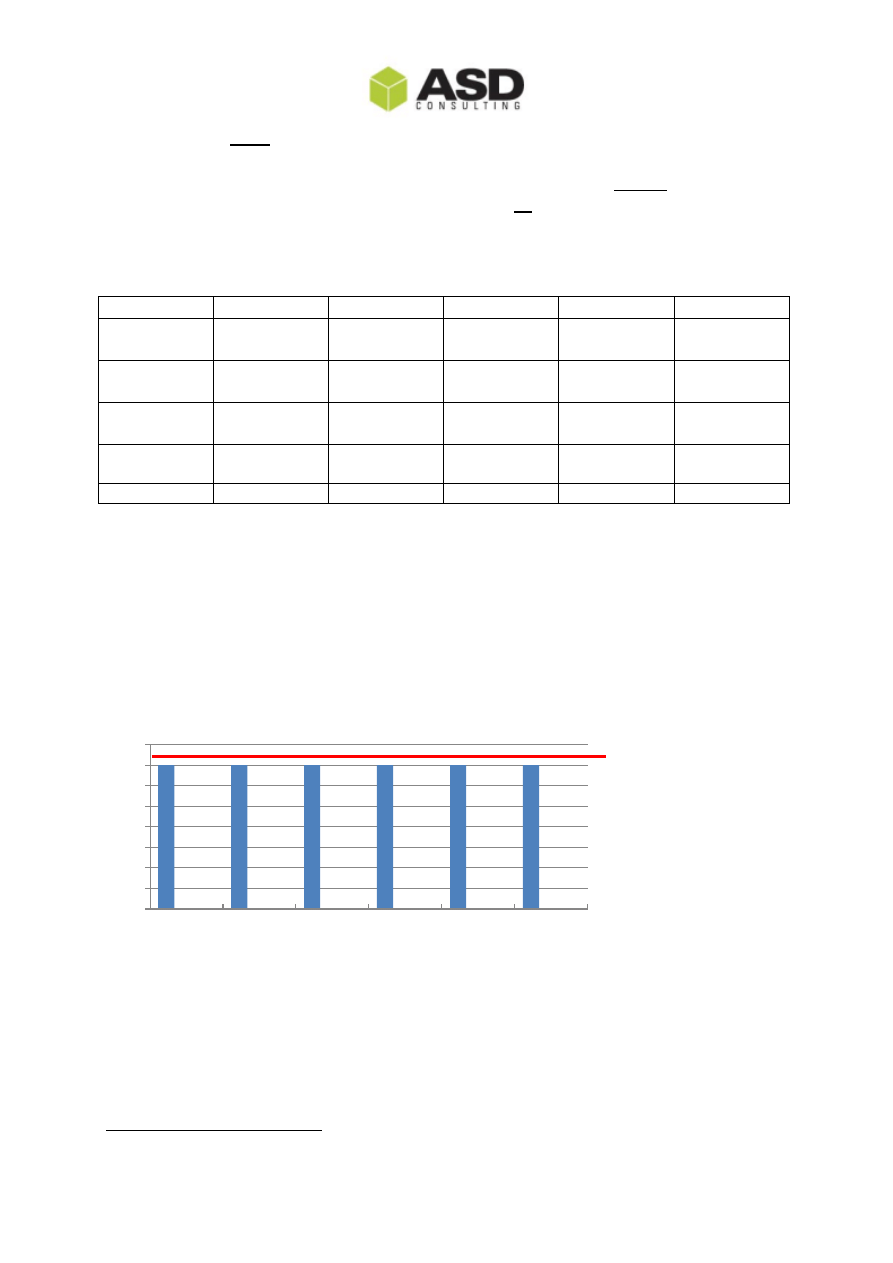
Poniższy wykres pokazuje wielkość sprzedaży w roku 2011. Wykres ten przedstawia
sumę sprzedaży wszystkich rodzajów długopisów, szczegółowy wykres z podziałem na
warianty, można znaleźć w dalszej części artykułu.
Wykres 1. Opracowanie własne
Analiza sprzedaży pozwala na wyciągnięcie następujących wniosków:
89876
56987
92354
74538
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
I
II
III
IV
Wielkość sprzedaży w 2011r. w szt.
Kwartał
Copyright © by ASDConsulting 2013
Produkcja charakteryzuje się dużą zmiennością wpływu zamówień związaną z
sezonowością popytu na rynku
Zamówienia są składane nieregularnie i na zmienne ilości wyrobów
Wynik sprzedaży wynosi 313755 długopisów
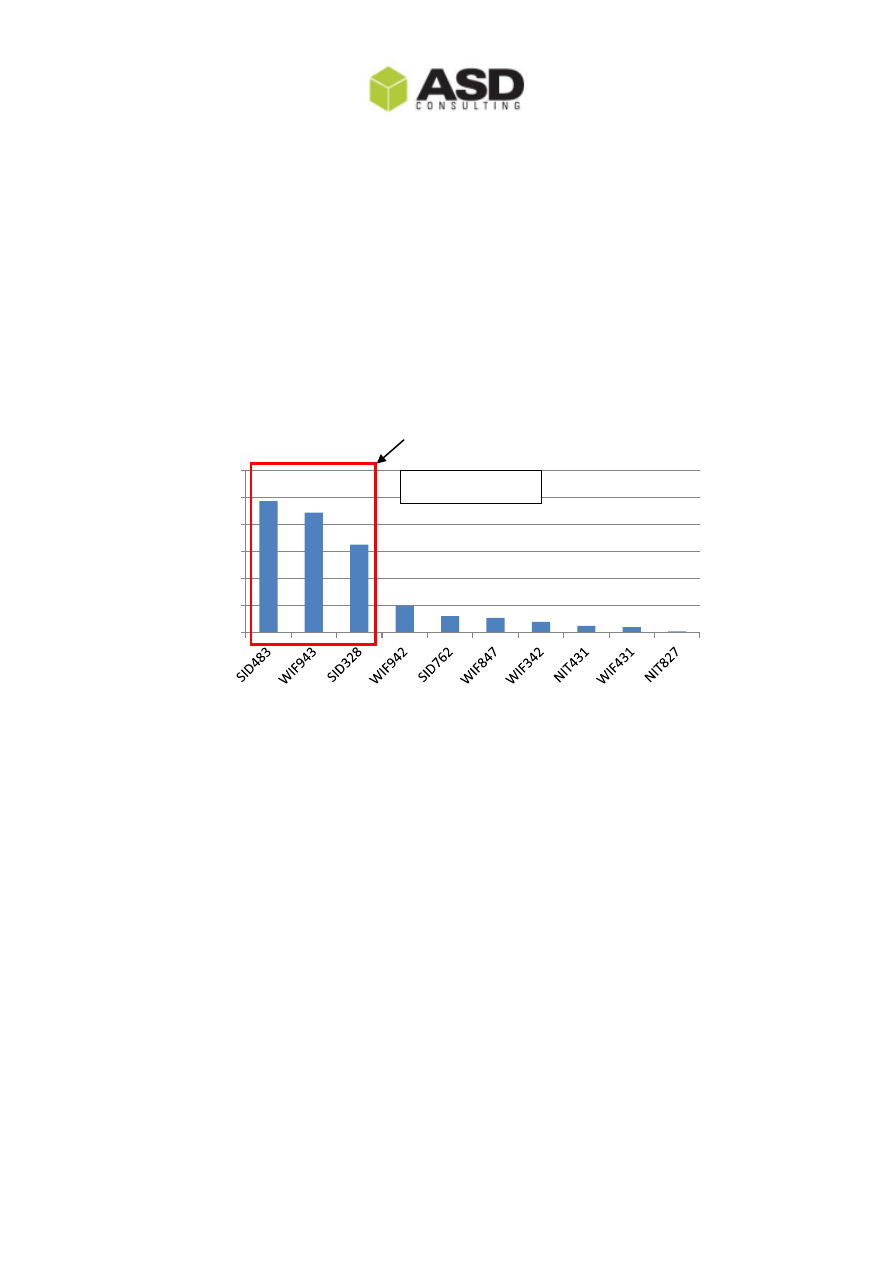
80% sprzedaży jest generowane przez 3 rodzaje długopisów
W kolejnym wykresie możemy szczegółowo prześledzić, które wyroby cieszą się
największym zainteresowaniem.
Wykres 2. Opracowanie własne
Dzięki dokładnej analizie sprzedaży można w prosty sposób zidentyfikować
najważniejsze czynniki wpływające na poziom produkcji w poszczególnych kwartałach.
Analiza ta umożliwi zaprojektowanie nowego, znacznie bardziej skutecznego systemu
produkcyjnego.
2. Najważniejsze wskaźniki charakteryzujące przedsiębiorstwo
Aby można było sprawdzić efektywność nowego systemu należy wybrać takie
wskaźniki charakteryzujące przedsiębiorstwo, aby możliwe było porównanie stanu przed i po
zmianach.
97213
88722
65231
20226
12341 11121 8121 5224 4315
1241
0
20000
40000
60000
80000
100000
120000
Wielkośc sprzedaży poszczególnych
produktów w sztukach
80% sprzedaży
Nazwa produktu
Copyright © by ASDConsulting 2013
Wskaźnik
Przed
Liczba pracowników
32 osoby
Roczna sprzedaż na osobę
9805 szt.
Roczne koszty przeznaczane na
wynagrodzenia
800000 PLN
Koszt robocizny/długopis
2,55 PLN
Zapasy w procesie (WIP)
4
6 dni
Lead Time
6 dni
Koszty wynajętej hali w 2011
40000 PLN
Tabela 2. Opracowanie własne
Sposób obliczenia poszczególnych wskaźników:
1. Sprzedaż na osobę
Roczna sprzedaż = 313755 długopisów
Liczba pracowników = 32 osoby
Roczna sprzedaż na osobę = 313755 / 32 = 9805 szt.
2. Jednostkowy koszt robocizny
Średni koszt jednego pracownika wynosi ok 25000 PLN brutto / rocznie
W ten sposób roczny koszt robocizny na wymienionym obszarze wynosi:
Koszt. Pracy = 32 * 25000 PLN = 800000 PLN
Koszt Robocizny = 800000 PLN
Roczna sprzedaż = 313755 długopisów
Jednostkowy koszt robocizny = 800000 / 313755 = 2,55 PLN
4
Productivity Press Development Team “Identyfikacja marnotrawstwa”, Productivity Press, Wrocław 2008
Copyright © by ASDConsulting 2013
3. WIP – Zapasy w procesie
Ilość zapasów na linii produkcyjnej została oszacowana i wynosi ok. 6 dni produkcyjnych.
4. Lead Time – Czas Przejścia
„Lead Time – to czas przejścia półwyrobu przez operacje, czas od momentu, kiedy półwyrób
wchodzi do operacji do momentu, kiedy ją opuszcza. Warto, abyś dokonał takiego pomiaru
zwłaszcza dla tych operacji, które długo trwają, np. wygrzewanie, zamrażanie, pieczenie,
szuszenie, metalizacja itp.”
5
Czas przejścia (LEAD TIME) = 6 dni
2.1 Czas Produkcji wyrobów
Wszystkie czasy ( Czas Cyklu ) zostały ustalone na podstawie analizy filmu video
6
.
Całkowity czas montażu jest uzależniony od rodzaju wyrobów i wynosi:
Długopisy plastikowe = 432 sek.
Długopisy żelowe = 448 sek.
Wieczne pióra = 459 sek.
Podsumowanie sytuacji firmy przed zmianami
Na podstawie obserwacji zidentyfikowano w przedsiębiorstwie następujące problemy:
Wysokie koszty transportu wewnętrznego
Mała elastyczność produkcji
Duża ilość braków
Niska wydajność linii produkcyjnej
Duża ilość marnotrawstwa
Duża ilość zapasów (WIP)
Długi czas przejścia przez proces (lead time )
5
J. Czerska “Doskonalenie strumienia wartości”, Difin sp. z o.o., Warszawa, 2009, s. 97
6
J.M. Gross, K.R. Mcinnis, “Kanban made simple”, Amacon, 2003
Copyright © by ASDConsulting 2013
Nadgodziny – Nagła realizacja pilnych zamówień
3. Działania zmierzające do optymalizacji produkcji
Wybór odpowiednich narzędzi jest rzeczą bardzo ważną, ponieważ źle dobrane metody
optymalizacji mogą nie tylko nie przynieść pożądanych efektów, ale wręcz zaszkodzić
przedsiębiorstwu.
Na podstawie wcześniejszej analizy wybrano następujące narzędzia:
Heijunka – równoważenie planu produkcyjnego
Takt time
Odpowiednia liczba operatorów
Balansowanie linii
Przepływ jednej sztuki
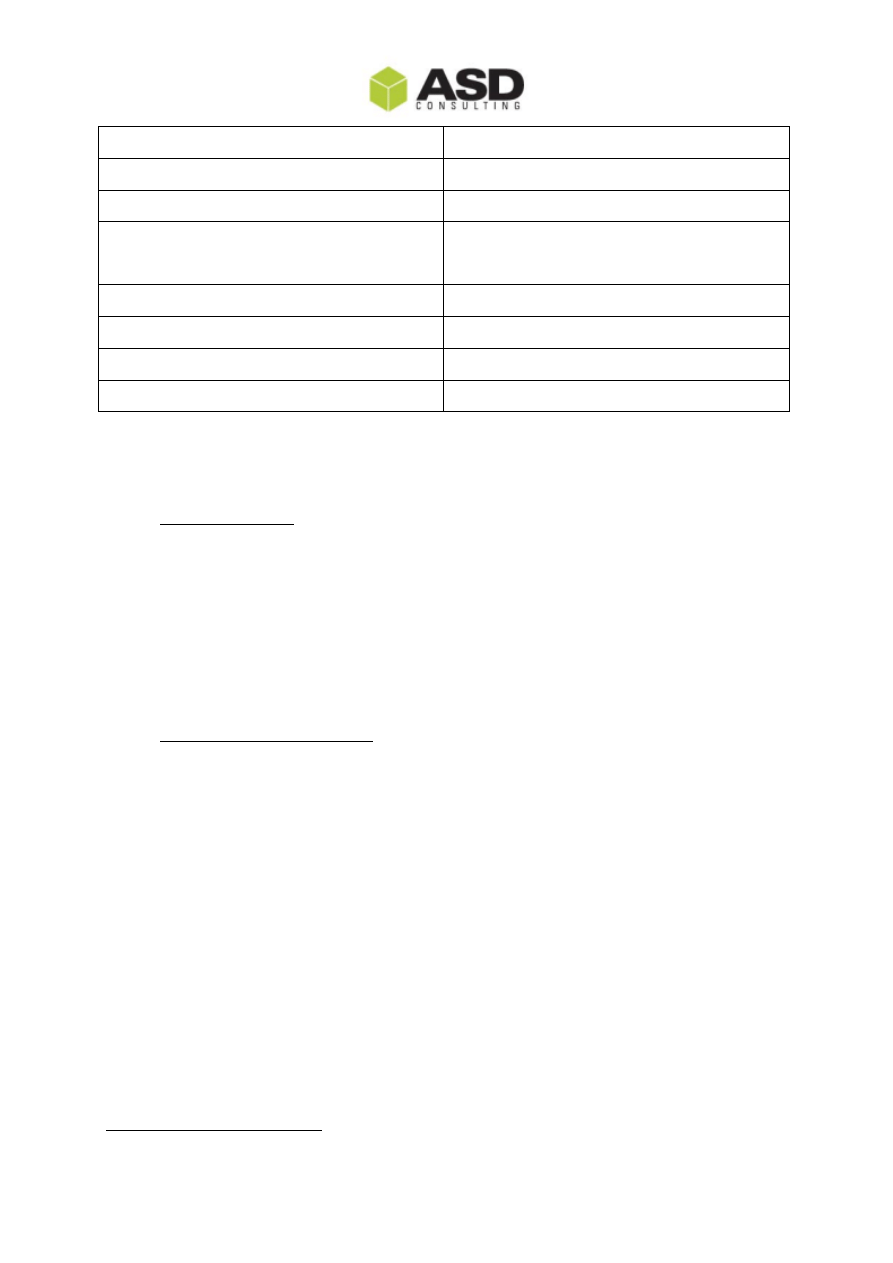
Krok 1: Heijunka - równoważenie planu produkcyjnego
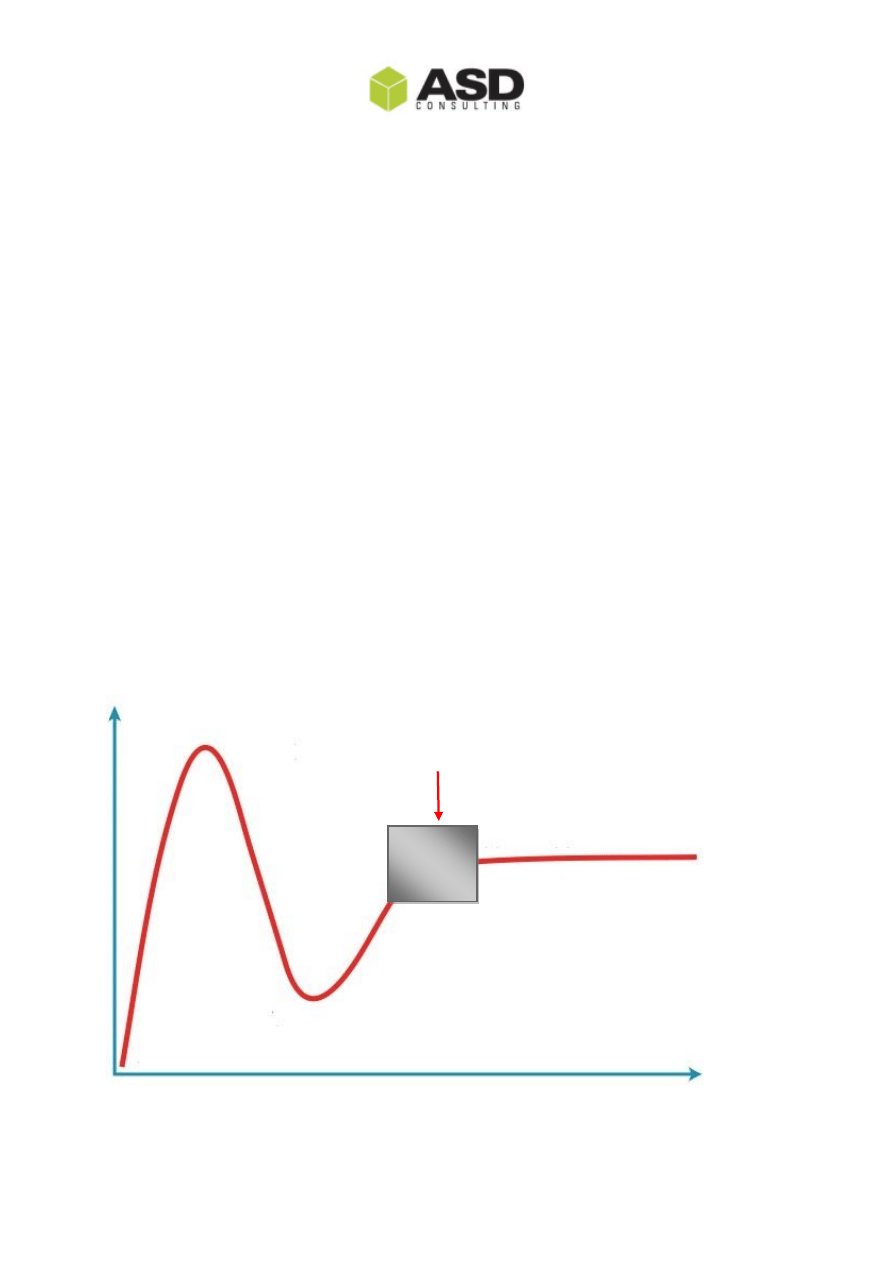
„Heijunka oznacza poziomowanie produkcji, to jest takie jej harmonogramowanie, aby
przepływ był ciągły. Dotyczy więc jednej z podstawowych zasad Lean Manufacturing.
Wykres 3. Opracowanie własne
Czas
ZAMÓWIENIA KLIENTÓW
Heijunka
Copyright © by ASDConsulting 2013
Heijunka odnosi się do trzech powiązanych ze sobą czynników mających wpływ na
ciągłość przepływu: poziomowania zapotrzebowania, poziomowania obciążenia oraz
bilansowania obciążenia linii (równoważenie linii).”
7
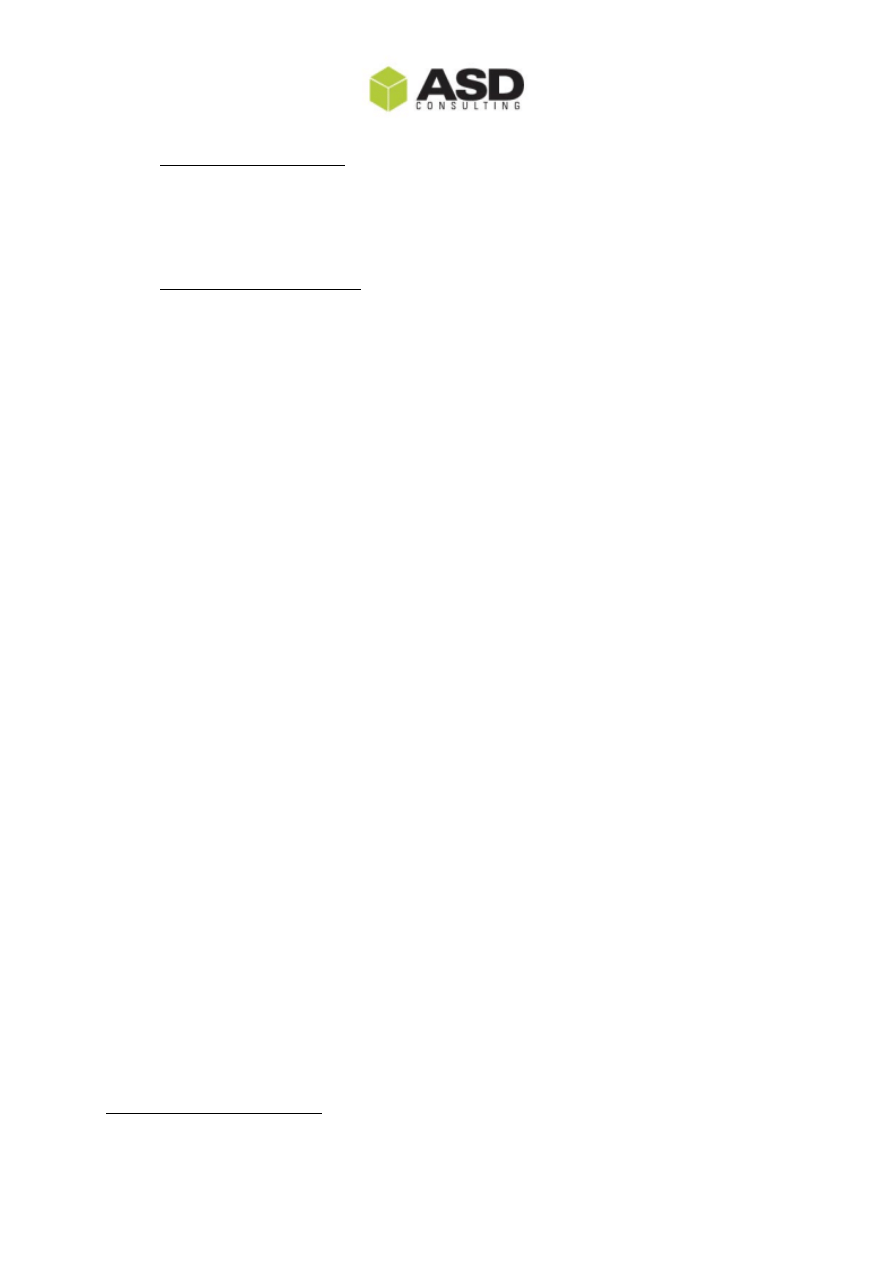
Najlepszym sposobem na poziomowanie jest analiza danych historycznych sprzedaży.
Analiza ta ma pomóc w ustaleniu dziennego poziomu produkcji.
Wykres 4. Opracowanie własne
Obliczenie dziennego poziomu produkcji jest pierwszym etapem tworzenia nowego
systemu produkcyjnego. Pozwala on na ustalenie Takt Time, czyli rytmu, w jakim linia
produkcyjna będzie pracować.
Krok 2: Obliczenie TAKT TIME
„W następnym kroku musimy ustalić Takt Time, obliczamy go ze wzoru:
Takt Time = dostępny czas / zapotrzebowanie klienta
Jest to tempo w jakim powinno pracować Twoje gniazdo.”
8
Kwartał I
Dostępny Czas pracy – 1 ZMIANA ( 27000 sek. )
Liczba sztuk / dzień – 1383 szt.
7
http://lean-management.pl/heijunka/135-poziomowanie-produkcji-heijunka.html z 25.03.2012
8
J. Czerska „Pozwól płynąć swojemu produktowi - Tworzenie ciągłego przepływu”, Placet, Warszawa, 2011
1383
877
1421
1147
0
200
400
600
800
1000
1200
1400
1600
I
II
III
IV
Dzienna produkcja
Kwartał
Copyright © by ASDConsulting 2013
TAKT / TIME = 27000 sek / 1383 = 20 sek.
Kwartał II
Dostępny Czas pracy – 1 ZMIANA (27000 sek.)
Liczba sztuk / dzień – 877 szt.
TAKT / TIME = 27000 sek / 877 = 31 sek.
Kwartał III
Dostępny Czas pracy – 1 ZMIANA (27000 sek.)
Liczba sztuk / dzień – 1421 szt.
TAKT / TIME = 27000 sek / 1421 = 19 sek.
Kwartał IV
Dostępny Czas pracy – 1 ZMIANA (27000 sek.)
Liczba sztuk / dzień – 1147 szt.
TAKT / TIME = 27000 sek / 1147 = 24 sek.
Kwartał
I
II
III
IV
Średnia
Produkcja w
kwartale
89876
56987
92354
74538
78438,75
Ilość dni
roboczych
65
65
65
65
65
Produkcja
dzienna
1383
877
1421
1147
1207
T/T
20
31
19
24
23,5
Tabela 3. Opracowanie własne
Krok 3: Obliczenie liczby operatorów
Kolejnym krokiem optymalizacji linii produkcyjnej jest obliczenie liczby operatorów,
niezbędnych do wyprodukowania wymaganej ilości produktów. Wielkość tą obliczamy z
następującego wzoru:
Liczba Operatorów = Czas cyklu / Takt time
Copyright © by ASDConsulting 2013
Suma czasów cykli jest różna dla każdego rodzaju długopisu. Obliczając liczbę operatorów
należy założyć średnie czasy montażowe wynikające z mixu wyrobów w danym kwartale.
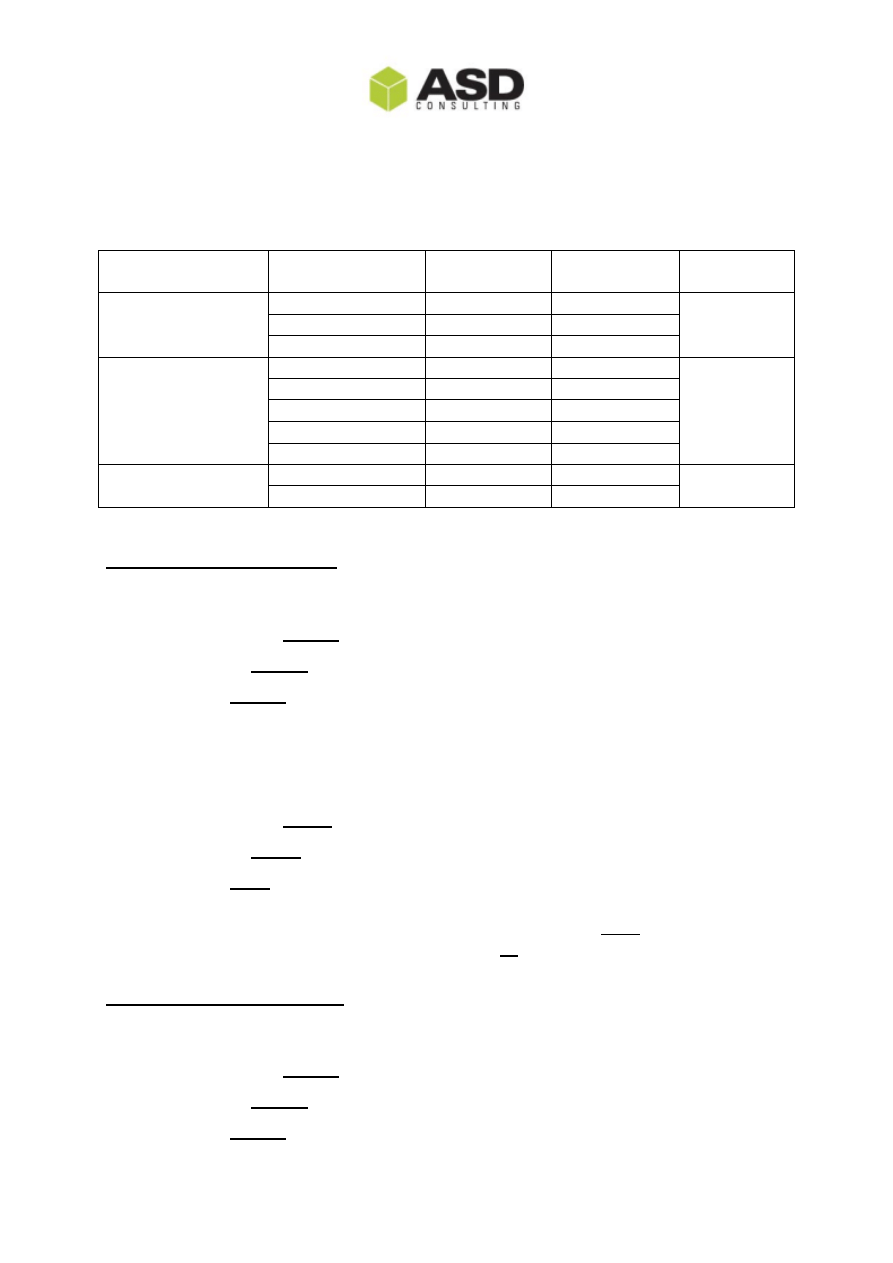
Analiza sprzedaży w roku 2011
Rodzaj
Wariant
Ilość
Udział %
Udział %
poszcz. rodz.
Długopisy żelowe
SID483
97213
30,98 %
55,7 %
SID762
12341
3,93 %
SID328
65231
20,79 %
Długopisy
plastikowe
WIF847
11121
3,54 %
42,24 %
WIF942
20226
6,45 %
WIF943
88722
28,28 %
WIF342
8121
2,59 %
WIF431
4315
1,38 %
Wieczne pióra
NIT431
5224
1,66 %
2,06 %
NIT827
1241
0,4 %
Tabela 4. Opracowanie własne
Ilość operatorów w I kwartale
Czasy montażu dla poszczególnych rodzajów długopisów:
Długopisy plastikowe = 432 sek
Długopisy żelowe= 448 sek
Wieczne pióra = 459 sek
Udział poszczególnych rodzajów długopisów w sprzedaży w I kwartale
Długopisy plastikowe = 43,4%
Długopisy żelowe= 55,1%
Wieczne pióra = 1,5%
Czas cyklu (KW. I) = 43,4%*432 s + 55,1%*448 s + 1,5%*459 s = 442 s
Liczba operatorów = Czas cyklu / T/T = 442 / 20 s = 23
Ilość operatorów w II kwartale
Czasy montażu dla poszczególnych rodzajów długopisów:
Długopisy plastikowe = 432 sek
Długopisy żelowe= 448 sek
Wieczne pióra = 459 sek
Copyright © by ASDConsulting 2013
Udział poszczególnych rodzajów długopisów w sprzedaży w II kwartale
Długopisy plastikowe = 45%
Długopisy żelowe= 53,3%
Wieczne pióra = 1,7%
Czas cyklu (KW. II) = 45%*432 s + 53,3%*448 s + 1,7%*459 s = 441 s
Liczba operatorów = Czas cyklu / T/T = 441 / 31 s = 15
Ilość operatorów w III kwartale
Czasy montażu dla poszczególnych rodzajów długopisów:
Długopisy plastikowe = 432 sek
Długopisy żelowe= 448 sek
Wieczne pióra = 459 sek
Udział poszczególnych rodzajów długopisów w sprzedaży w III kwartale
Długopisy plastikowe = 42,85%
Długopisy żelowe= 54,7%
Wieczne pióra = 2,45%
Czas cyklu (KW. III)
= 42,85%*432 s + 54,7%*448 s + 2,45%*459 s = 441,4 s
Liczba operatorów = Czas cyklu / T/T = 441,4 / 19 s = 24
Ilość operatorów w IV kwartale
Czasy montażu dla poszczególnych rodzajów długopisów:
Długopisy plastikowe = 432 sek
Długopisy żelowe= 448 sek
Wieczne pióra = 459 sek
Udział poszczególnych rodzajów długopisów w sprzedaży w IV kwartale
Długopisy plastikowe = 37,7%
Długopisy żelowe= 59,7%
Copyright © by ASDConsulting 2013
Wieczne pióra = 2,6%
Czas cyklu (KW. IV) = 37,7%*432 s + 59,7%*448 s + 2,6%*459 s = 442,3 s
Liczba operatorów = Czas cyklu / T/T = 442,3 / 24 s = 19
Kwartał
I
II
III
IV
Średnia
Produkcja w
kwartale
89876
56987
92354
74538
78439
Produkcja
dzienna
1383
877
1421
1147
1207
T/T
20
31
19
24
23,5
Liczba
Operatorów
23
15
24
19
21
Czas Cyklu
442
441
441
442
442
Tabela 5. Opracowanie własne
Krok 4: Balansowanie linii – równomierne obciążenie stanowisk
„Zbalansowanie linii produkcyjnej oznacza równomierne rozłożenie pracy na
poszczególne stanowiska. Taki podział umożliwia wdrożenie przepływu jednej sztuki i
połączenie stanowisk w jedną linię.”
9
Poniższy wykres obrazuje przykładowe obciążenie linii produkcyjnej.
Balansowanie Linii
Wykres 5. Opracowanie własne
Warto podczas balansowania linii obciążyć wszystkie stanowiska maksymalnie na 90-
95 % ( tak jak zostało to przedstawione na powyższym wykresie). Pozostały czas powinien
9
http://lean-management.pl/heijunka/135-poziomowanie-produkcji-heijunka.html z 25.03.2012
14
14
14
14
14
14
0
2
4
6
8
10
12
14
16
Stanowisko
I
Stanowisko
II
Stanowisko
III
Stanowisko
IV
Stanowisko
V
Stanowisko
VI
T/T
Copyright © by ASDConsulting 2013
stanowić bufor na ewentualne awarie sprzętu lub innego rodzaju problemy, które mogą się
pojawić na linii. Aby linia poradziła sobie i zrealizowała plan produkcyjny warto dodać do
wyliczonej wcześniej liczby operatorów jeszcze jedną osobę.
Liczba Operatorów
Kwartał
I
II
III
IV
Średnia
Liczba
Operatorów
23+1
15+1
24+1
19+1
21+1
Tabela 6. Opracowanie własne
Olbrzymim problemem, z którym spotyka się większość przedsiębiorstw
balansujących linie jest występowanie nadmiaru względnie niedoboru pracowników w
poszczególnych kwartałach. Firmy radzą sobie z tym problemem poprzez podpisywanie
umów z agencjami pracy tymczasowej, które dostarczają odpowiednią ilość
wykwalifikowanych pracowników.
Krok 5: Przepływ jednej sztuki
Kolejnym krokiem jest takie zaprojektowanie linii produkcyjnej, aby produkcja
każdego produktu odbywała się poprzez przepływ jednej sztuki. Oznacza to, że każdy wyrób
od momentu rozpoczęcia do zakończenia jego produkcji przechodzi bez żadnych przestojów
przez wszystkie stanowiska produkcyjne. Rozwiązanie to niesie za sobą wiele korzyści dla
przedsiębiorstwa
10
. Są to m.in.
Skrócenie Lead Time
Mniejsza powierzchnia
Mniejsze koszty transportu wewnętrznego
Duża elastyczność linii produkcyjnej
Większa wydajność
Eliminacja kosztów związanych z nadgodzinami
Podsumowanie
Porównanie stanu Przed i Po zmianach
Wskaźnik
Przed
Po
10
Productivity Press Development Team “Gniazdo produkcyjne – przepływ jednej sztuki dla zespołów
roboczych”, Productivity Press, Wrocław 2011b.
Copyright © by ASDConsulting 2013
Liczba pracowników
32 osoby
22 osoby
Roczna sprzedaż na osobę
9805 szt.
14262 szt.
Roczne koszty na wynagrodzenia
800000 PLN
550000 PLN
Koszt robocizny/długopis
2,55 PLN
1,75 PLN
Zapasy w procesie (WIP)
6 dni
0 dni
Lead Time
6 dni
0 dni
Roczne koszty wynajętej hali
40000 PLN
40000 PLN
Tabela 7. Opracowanie własne
Sposób obliczenia poszczególnych wskaźników po zmianach :
1. Sprzedaż na osobę
Roczna sprzedaż = 313755 długopisów
Liczba pracowników = roczna średnia = 22 osoby
Roczna sprzedaż na osobę = 313755 / 22 = 14262 szt.
2. Koszt robocizny
Średni koszt jednego pracownika wynosi ok 25000 PLN brutto.
W ten sposób roczny koszt robocizny na wymienionym obszarze wynosi:
Koszt. Pracy = 22 * 25000 PLN = 550000 PLN
Koszt Robocizny = 550000 PLN
Roczna sprzedaż = 313755 długopisów
Jednostkowy koszt robocizny = 550000 / 313755 = 1,75 PLN
Przy produkcji w systemie „przepływ jednej sztuki” eliminowane są całkowicie
zapasy międzyprocesowe (WIP), które w głównej mierze determinują Lead Time.
Linie tego typu zazwyczaj zajmują mniej miejsca niż klasyczne linie produkcyjne.
Dlatego z czasem właściciele mogą podnająć innej firmie część zaoszczędzonej powierzchni

Copyright © by ASDConsulting 2013
lub przenieść produkcję do innej mniejszej hali. Rozwiązanie to z pewnością przyniesie
oszczędności w wskaźniku „koszty wynajęcia hali”.
Jak zostało to przedstawione w powyższym artykule, dzięki odpowiednim narzędziom
można w bardzo prosty sposób nie tylko zoptymalizować system produkcyjny praktycznie
każdego przedsiębiorstwa, ale również ograniczyć zapasy oraz koszty jego funkcjonowania.
W podanym przykładzie wyniosły one aż 250000 PLN co stanowi ok. 30% sumy kosztów
jakie ponosiło przedsiębiorstwo przed zmianami.
Należy jednak pamiętać, że użycie tylko narzędzi przedstawionych w artykule może
nie wystarczyć aby zoptymalizować całe przedsiębiorstwo. Muszą one być wsparte innymi
narzędziami jakie znajdują się w arsenale metodologii Lean np. Kanban, 5S , czy Zarządzanie
Wizualne. Dzięki ich wsparciu każda firma może bardzo szybko stać się liderem w swojej
branży.
Bibliografia
Czerska J., “Doskonalenie strumienia wartości”, Difin sp. z o.o., Warszawa, 2009
Czerska J., „Pozwól płynąć swojemu produktowi - Tworzenie ciągłego przepływu”,
Placet, Warszawa, 2011
Gross J.M., K.R. Mcinnis, “Kanban made simple”, Amacon, 2003
Ohno Taiichi, „System Produkcyjny Toyoty”,Prodpress, Wrocław, 2008
Productivity Press Development Team “Identyfikacja marnotrawstwa”, Productivity
Press, Wrocław 2008
Productivity Press Development Team, “Produkcja w systemie Pull”, Productivity
Press, Wrocław 2011 a.
Productivity Press Development Team “Gniazdo produkcyjne – przepływ jednej sztuki
dla zespołów roboczych”, Productivity Press, Wrocław 2011 b.
Productivity Press Development Team “Just in Time”, Productivity Press, Wrocław
2011 c.
http://lean-management.pl/heijunka/135-poziomowanie-produkcji-heijunka.html
Summary
Since many years companies are trying to minimalize supplies and reduce the
operational costs. In order to achieve their goals, companies are using various methods like
the optimization of production lines, which is considered to be the most effective.
The author, basing on the example of a company dealing with pen production, tries to
show how the aforementioned process should be executed. First of all, the process should
include these 5 steps:

Copyright © by ASDConsulting 2013
Step 1: Heijunka - Load levelling – balancing the production plan
Step 2: Calculating Takt Time
Step 3: Calculating the number of operators
Step 4: Line balancing
Step 5: One piece flow
The author broadly presents each step and explains their significance in reaching the
final goal, which is the elimination of supplies and the reduction of operational expenses.
Wyszukiwarka
Podobne podstrony:
byt kolo 1, Ssystem wspomagania produkcji przy użyciu dostaw just-in-time dla stoczni
audre lorde nie zdemontujesz domu pana,przy użyciu jego własnych narzędzi
iżykowski,ORGANIZACJA SYSTEMÓW PRODUKCYJNYCH, LEAN MANAGEMENT
DBR Optymalne zarządzanie produkcją, Lean
Ćw 1 Pomiar strumienia objętości i masy płynu przy użyciu rurek spiętrzających
Wykonywanie robót ziemnych przy użyciu koparek
Cele nauczania wyrażone przy użyciu czasowników operacyjnych, edukacja specjalna
1 Wyznaczanie wartości przyspieszenia ziemskiego g przy użyciu wahadła matematycznego instr przys
Pomiary wykonaliśmy przy użyciu suwmiarki oraz mikrometru
lean management1
Ściągi, Zarządzanie produkcją 2 - ściągi, Metody doboru wielkości serii produkcyjnych przy rozruchu
Metoda mostkowa przy użyciu technicznego mostka Wheatstone
Programowanie sieciowe przy użyciu gniazdek w?lphi 3 MPLMRFGCOQC4VOMKHU5DAT5YKUDWUHLWUTINXRI
Lean Management (14 stron) DR7HK6IV5RUKPNQIB6FCFK6GFTUI5Z6SFSW3VOI
Cw 4 Karta Pomiary temperatury przy uzyciu
ABC zasad bezpieczenstwa przetwarzania danych osobowych przy uzyciu systemow
Identyfikacja miejskiej przestrzeni publicznej przy użyciu alternatywnych form oświetlenia
2006 06 RSA w PHP chronimy nasze dane przy użyciu kryptografii asymetrycznej [Kryptografia](1)
więcej podobnych podstron