LABORATORIUM LINII W AŁÓW
Imię i nazwisko:
Grupa:
Temat ćwiczenia:
Rozwiercanie tylnicy i układanie
linii wałów.
Numer
ćwiczenia:
3
Data wykonania
ćwiczenia:
Data oddania
sprawozdania:
Prowadzący:
Ocena:
Podpis:
1.Wytyczanie linii wałów.
Linia wałów ma za zadanie przeniesienie momentu obrotowego z silnika na śrubę
lub inny odbiornik ( prądnica ). Od niezawodnej i efektywnej pracy tego zespołu zależy
bezpieczeństwo i ekonomiczność statku ( jeden z wielu czynników ). Dlatego na
zaprojektowanie, wykonanie i zamontowanie tego zespołu kładzie się szczególny nacisk.
Linia wałów, po zespawaniu całego kadłuba, powinna przebiegać przez płaszczyznę
symetrii statku od przedniej grodzi siłowni do pionu rufowego i przecinać się z pionem
rufowym. Linia wałów powinna przebiegać w równej odległości od płaszczyzny podstawowej
statku. Lecz w praktyce nie da się uniknąć przesunięcia rzeczywistej osi linii wałów od
teoretycznej osi linii wałów. Spowodowane jest to tym, że spawanie kadłuba powoduje
powstawanie naprężeń, które powodują odkształcanie się kadłuba w różnych miejscach.
Odkształceniom tym w większości przypadków nie da się zapobiec, albo nie jest to opłacalne.
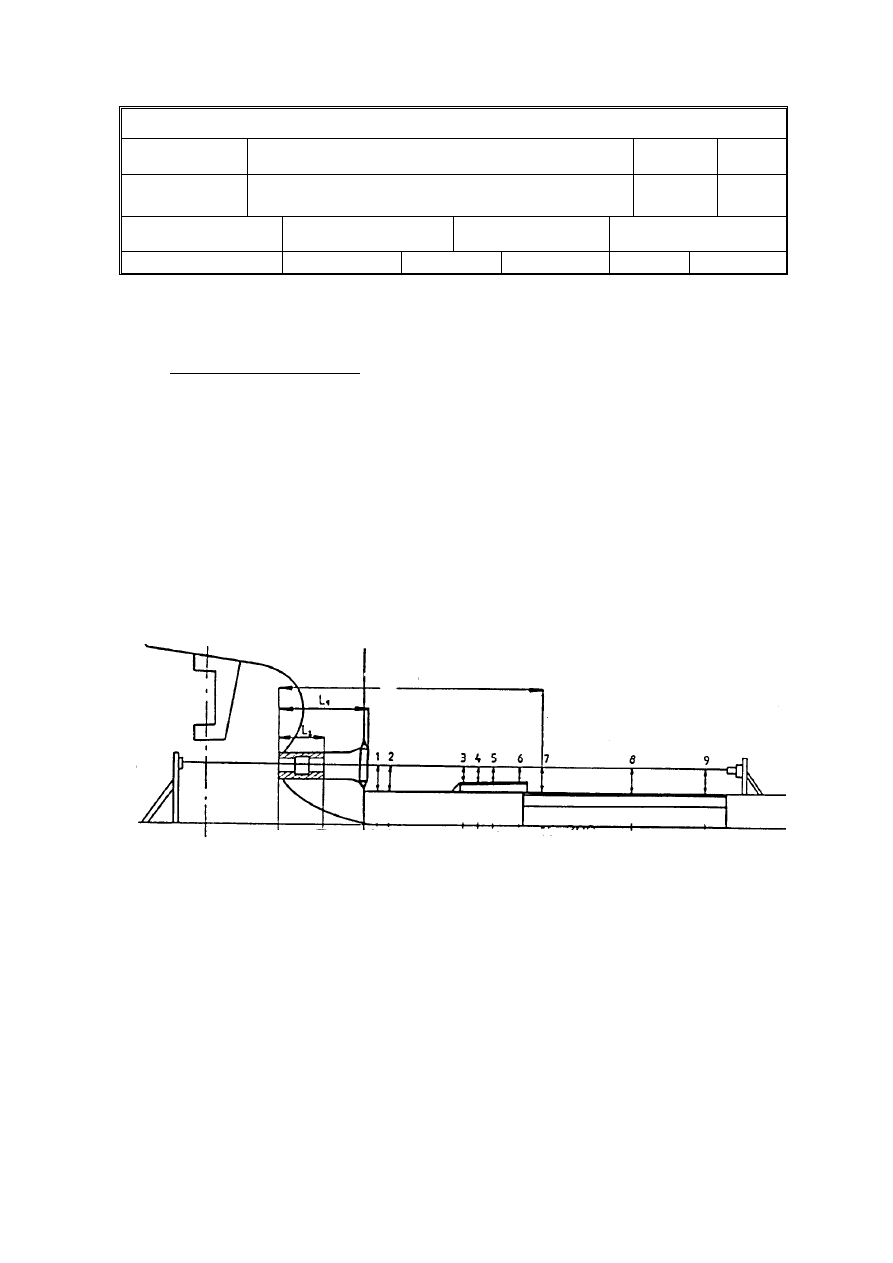
Aby zobrazować linię wałów stosuje się różne elementy i przyrządy tj. struna,
promień lasera lub układy optyczne z kolimatorem i lunetą. Pomimo dostępności wielu
nowoczesnych i bardzo dokładnych metod wyznaczania linii wałów ciągle szeroko stosuje się
strunę. Metoda ta jest najtańsza, a błąd pomiaru jest tak niewielki, że przy zastosowaniu tabel
korygujących zwis struny, otrzymuje się wystarczająco dokładne pomiary. Wytyczenie linii
wałów za pomocą struny przedstawia rysunek 1.
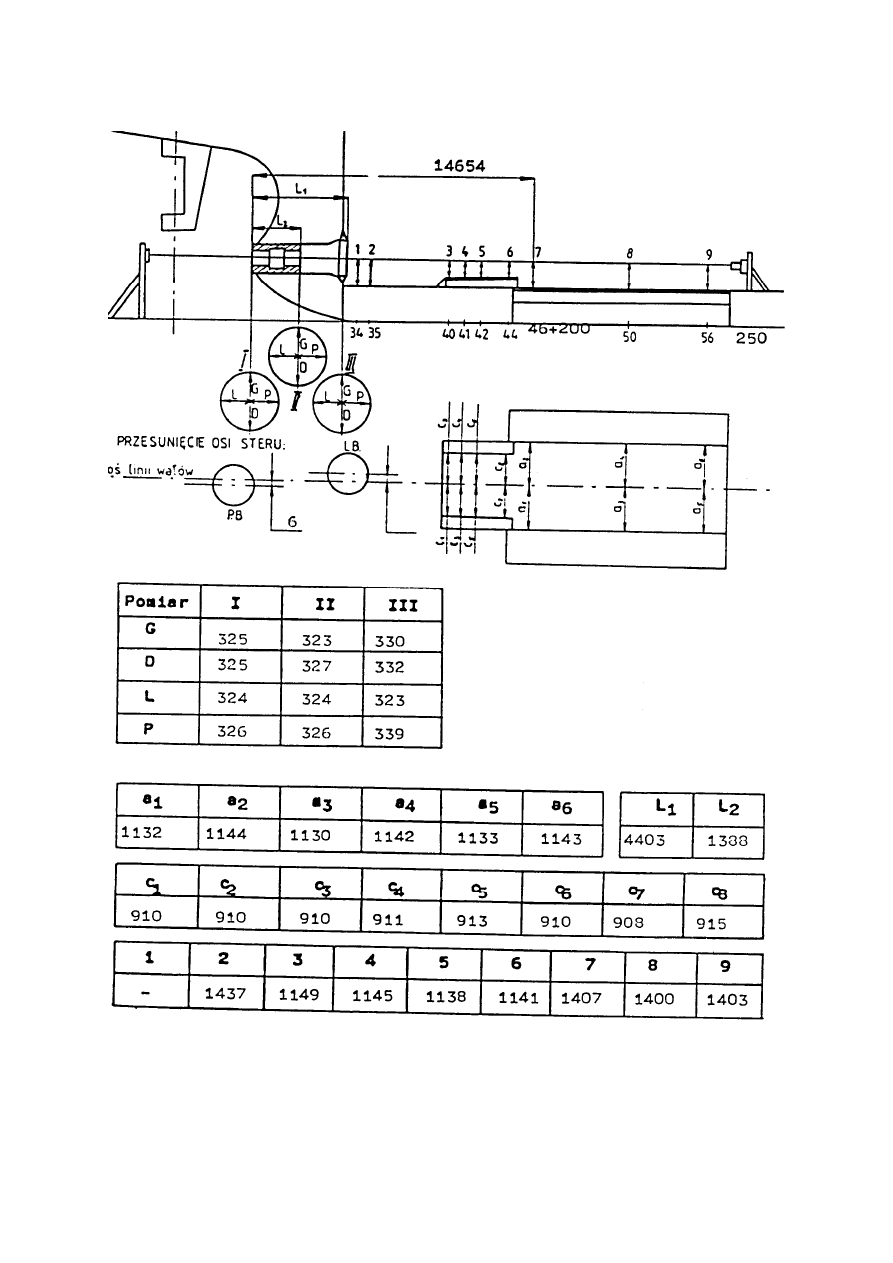
Jak już wcześniej było mówione, rzeczywista oś linii wałów nie pokrywa się z jej
zakładanym położeniem. Dlatego należy dokonać pomiarów, które pozwolą stwierdzić, gdzie
ta odchyłka zaistniała. Na rysunku 2 pokazano przykładowy protokół ze strunowania linii
wałów dla statków z serii B-186. Rysunek przedstawia wymiary, które są istotne w procesie
wytyczania linii wałów, oraz ich wartości zamieszczone w tabelach.
Rys.1.Wytyczenie linii wałów za pomocą struny.
2
Na końcu sprawozdania umieszczona została karta pomiarowa tulei łożyskowej wału
śrubowego i wału śrubowego.
Rys.2.Protokół ze strunowania wału.
3
2.Wykonanie linii wałów.
Wyniki pomiarów pokazują nam położenie wszystkich elementów związanych
z kadłubem, które to położenie będzie miało wpływ na przebieg linii wałów. Znając dokładne
wymiary można dokonać korekty położenia tych elementów. Zmiana położenia fundamentów
pod silnik czy przekładnię jest praktycznie nie możliwa. Jedyne co może ulec korekcji to oś
otworu pod pochw ę wału w tylnicy. Jest to możliwe, gdyż otwór w tylnicy ma mniejszą
średnicę niż wymiar zewnętrzny pochwy wału. Dzięki temu za pomocą wytaczarki można
bardzo dokładnie umiejscowić oś otworu, a tak że dokładnie go wytoczyć.
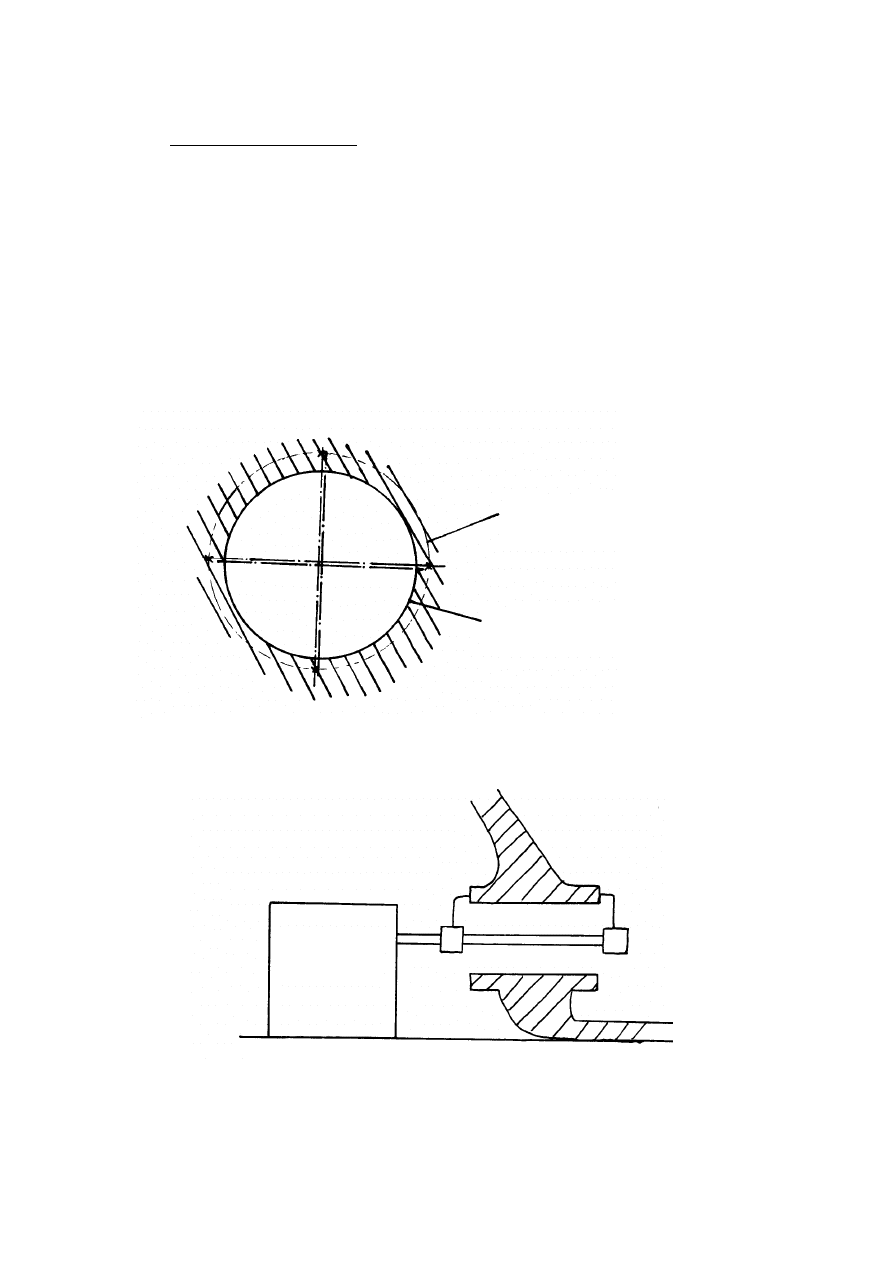
Po wcześniejszym zaznaczeniu na powierzchniach czołowych tylnicy ( z przodu
i z tyłu tylnicy ) żądanego położenia otworu ( rys.3 ), mocuje się na tylnicy przyrządy
ustalające wał wytaczarki w ustalonym położeniu ( rys.4 ) i obrabia otwór.
Takie rozwiązanie jednak jest kłopotliwe, gdyż należy zapewnić dobre posadowienie
wytaczarki, co na pochylni bywa kłopotliwe. Niedogodność tą likwiduje zastosowanie coraz
Żądane położenie otworu
Rzeczywiste położenie otworu
Rys.3.Rzeczywiste i żądane położenie otworu.
wytaczarka
Rys.4.Wytaczanie otworu w tylnicy.
4
częściej stosowanych mas chemoutwardzalnych. Stocznia Szczecińska już od dawna stosuje
mas chemoutwardzalne do mocowania pochwy wału w tylnicy. Odbywa się to w ten sposób,
że otwór w tylnicy jest większy niż średnica zewnętrzna pochwy wału. Powoduje to
powstanie niewielkiej przestrzeni pomiędzy tymi elementami. Za pomocą specjalnych śrub
ustalających ustawia się pochwę wału ( w otworze tylnicy ) względem struny. Po dokładnym
ustawieniu pochwy powstałą przestrzeń zalewa się pod ciśnieniem masą chemoutwardzalną,
która po zastygnięciu tworzy trwałe i mocne zamocowanie pochwy w kadłubie.
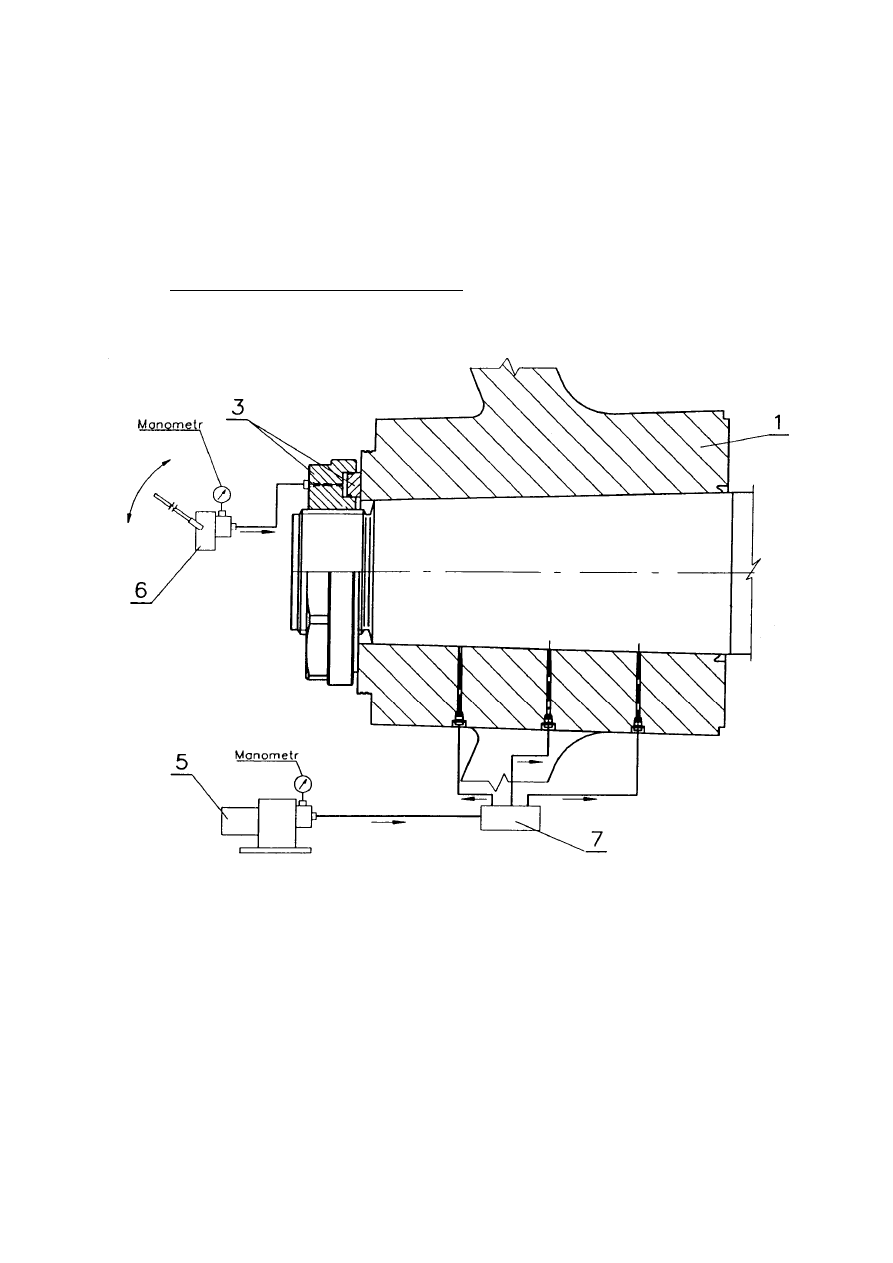
3.Montowanie śruby na wale śrubowym.
Na rysunku 5 pokazano zakładanie śruby na wał śrubowy dla statków serii B-577.
Po nałożeniu piasty śruby na stożek wału śrubowego należy wywołać wstępny
docisk śruby na stożku wału siłą 604 + 10kN, co odpowiada ciśnieniu 3,4 MPa w prasie
hydraulicznej 3 ( bez wywołania ciśnienia oleju w piaście śruby ). Położenie śruby trzeba
oznakować. Z odpowiedniego wykresu odczytać wielkość przesunięcia piasty śruby na stożku
wału w zależności od temperatury montażu. Przesunąć piastę śruby na stożku wału
o odczytaną wartość, przy czym:
- maksymalne ciśnienie w prasie 3 nie może przekraczać 40 MPa,
- maksymalne ciśnienie rozprężające nie może przekroczyć 84 MPa.
Przy ciśnieniu rozprężającym w piaście śruby 84 MPa, ciśnienie w prasie 3 w koń-
cowej fazie wcisku wynosi około 34 MPa przy temperaturze montażu 15
o
C. Odpowiada to
sile końca wcisku około 6088 kN. Należy stosować zasadę, że:
Rys.5.Montaż śruby napędowej.

5
- ciśnienie w piaście śruby utrzymywać w pobliżu wartości maksymalnej ( nie
przekraczać 84 MPa ),
- ciśnienie w prasie 3 tak regulować, aby zapewniało stopniowy wcisk i przy
końcu wcisku wynosiło około 35 MPa.
Ważną sprawą w połączeniu piasty śruby z wałem śrubowym jest zapewnienie
dobrej powierzchni styku tych dwóch elementów. Im większa powierzchnia styku tym
mniejsze prawdopodobieństwo poluzowania się śruby podczas pracy. Towarzystwa
klasyfikacyjne zwracają na tą kwestię szczególną uwagę. Wymagają one, aby przy
sprawdzaniu powierzchni styku metodą na tusz, na powierzchni znajdowały się zaczernione
3 punkty na cal kwadratowy lub powierzchnia zaczernienia nie była mniejsza niż 75 % całej
powierzchni styku.
Wyszukiwarka
Podobne podstrony:
Linia wałów, W montażu linii wałów możemy wyróżnić następujące etapy :
WYRÓWNOWAZANIE WAŁÓW (WYWAŻANIE WAŁÓW )
CIENKA LINIA
linia 4 punkty 2 punkty jeden kolor, makra zwcad
linia cisnien, STUDIA, Polibuda - semestr II, Hydraulika i hydrologia, laborki z hydro, laborki
LINIA LOSU, Chirologia
16. NIEBIESKA LINIA JAKO FORMA INTERWENCJI KRYZYSOWEJ, Pytania do licencjata kolegium nauczycielskie
kucie walow, Obróbka plastyczna(3)
linia
Połącz linią z obrazkami Czyj to domek itp karta pracy
21 Wyjaśnij pojęcia rozpiętość produktu, linia produktowa, głębokość i zawartość produktu
linia ciśnień
elebot linia 7414
Linia kolejowa Międzyrzecz Toporów
linia sortownicza A1
Niebieska Linia ROLA STEREOTYPÓW W DIAGNOZOWANIU PRZEMOCY, ROZNE (Zobacz), PRZEMOC W RODZINIE
inne Linia krzeseł przemysłowych obrotowych została zaprojektowana tak
więcej podobnych podstron