PikoCNC
Hardware board v2.1
PikoCNC Hardware
board v2.1
29.08.2014
copyright: Andrzej Woźniak 2011-2014
P.P.H.U ELCOSIMO
Strona 1
PikoCNC
Hardware board v2.1
Podstawowe parametry płyty v2.1
Interface
USB (optoizolowane)
Liczba osi
4
Częstotliwość sygnału STEP (Max)
120Khz
Szerokość impulsów STEP: 3us (Min)
3us
Bufor
160 wektorów
Zdolności przesyłowe
1000 wektorów/s
Wyjścia cyfrowe
7
Wejścia cyfrowe
14 (wszystkie optoizolowane)
Wejścia analogowe
1
Zasilanie
12V lub 24V DC Iout>=200mA
Wymiary płyty
150x93mm
Aktualizacja FirmWare
Do aktualizacji wewnętrznego oprogramowania sterownika służy program „Fwupdate”.
Aby wprowadzić sterownik w tryb aktualizacji należy przy wyłączonym zasilaniu sterownika
przytrzymać przycisk „prog” na jego płycie a następnie (cały czas go trzymając) załączyć
zasilanie sterownika. Wejście w tryb sygnalizuje dioda stanu (mruga 2x wolniej niż
normalnie). Następnie uruchomić program „FWupdate”, wybrać odpowiedni plik firmware
(pliki z rozszerzeniem „.wsd”) i nacisnąć „programuj”.
Strona 2
PikoCNC
Hardware board v2.1
Podłączenie USB
Ze względu na bezpieczeństwo transmisji PC<->sterownik przy podłączaniu do komputera
należy pamiętać o następujących kwestiach:
●
Kabel USB musi być bardzo dobrej jakości (podwójny ekran, koralik ferrytowy)
●
W komputerze do którego się podłączamy należy wybierać gniazda USB
zainstalowane bezpośrednio na płycie głównej komputera!
●
Kabel prowadzimy z dala od silników, sterowników silników oraz przewodów je
łączących.
●
Należy zadbać o eliminację zakłóceń EMC - eliminacja niechlujnych i niezgodnych
ze sztuką połączeń, działające uziemienie itp.
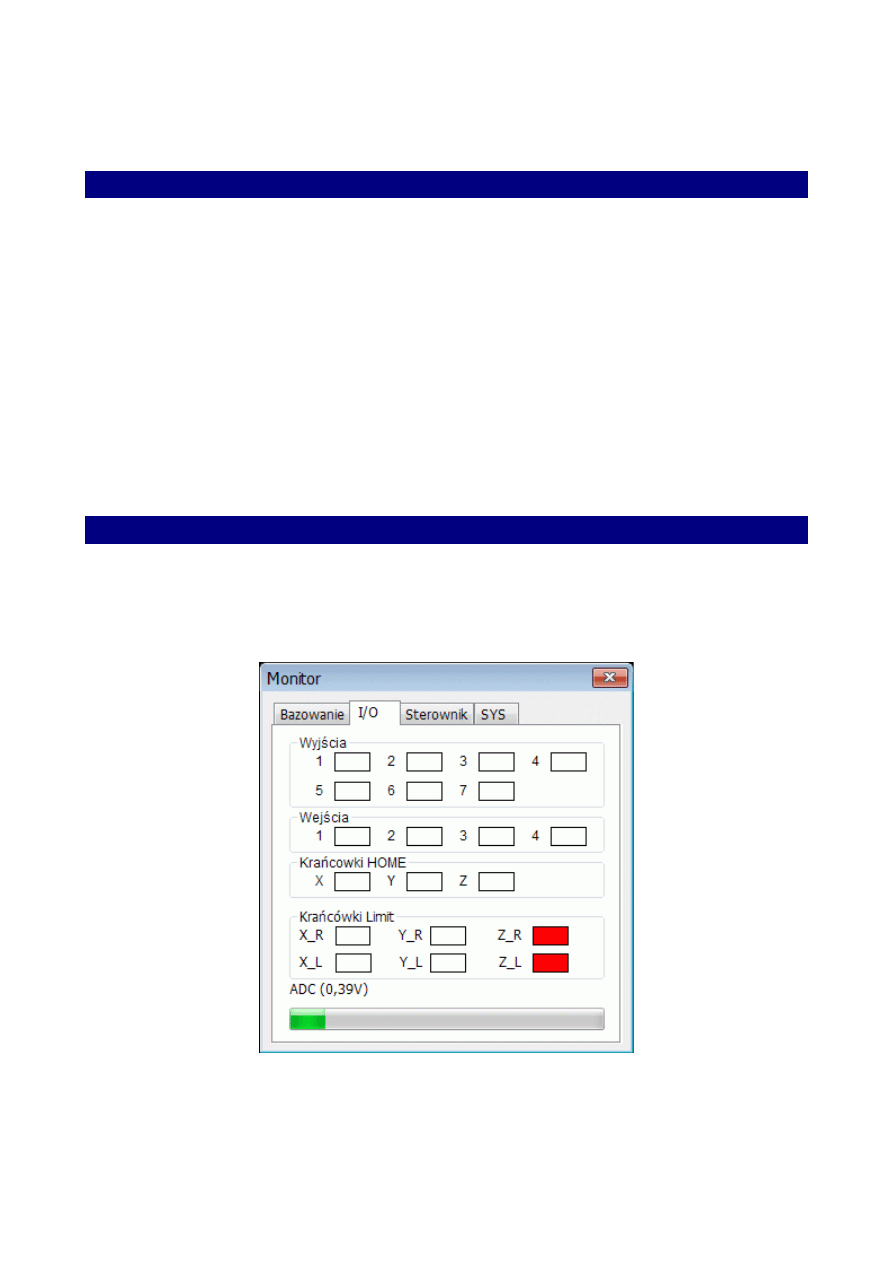
Kontrola stanu I/O
Aktualny stan wszystkich wejść/wyjść możemy sprawdzić w okienku monitora.
Zaświecenie na czerwono lampki oznacza, że styk na wejściu jest zamknięty.
Strona 3
PikoCNC
Hardware board v2.1
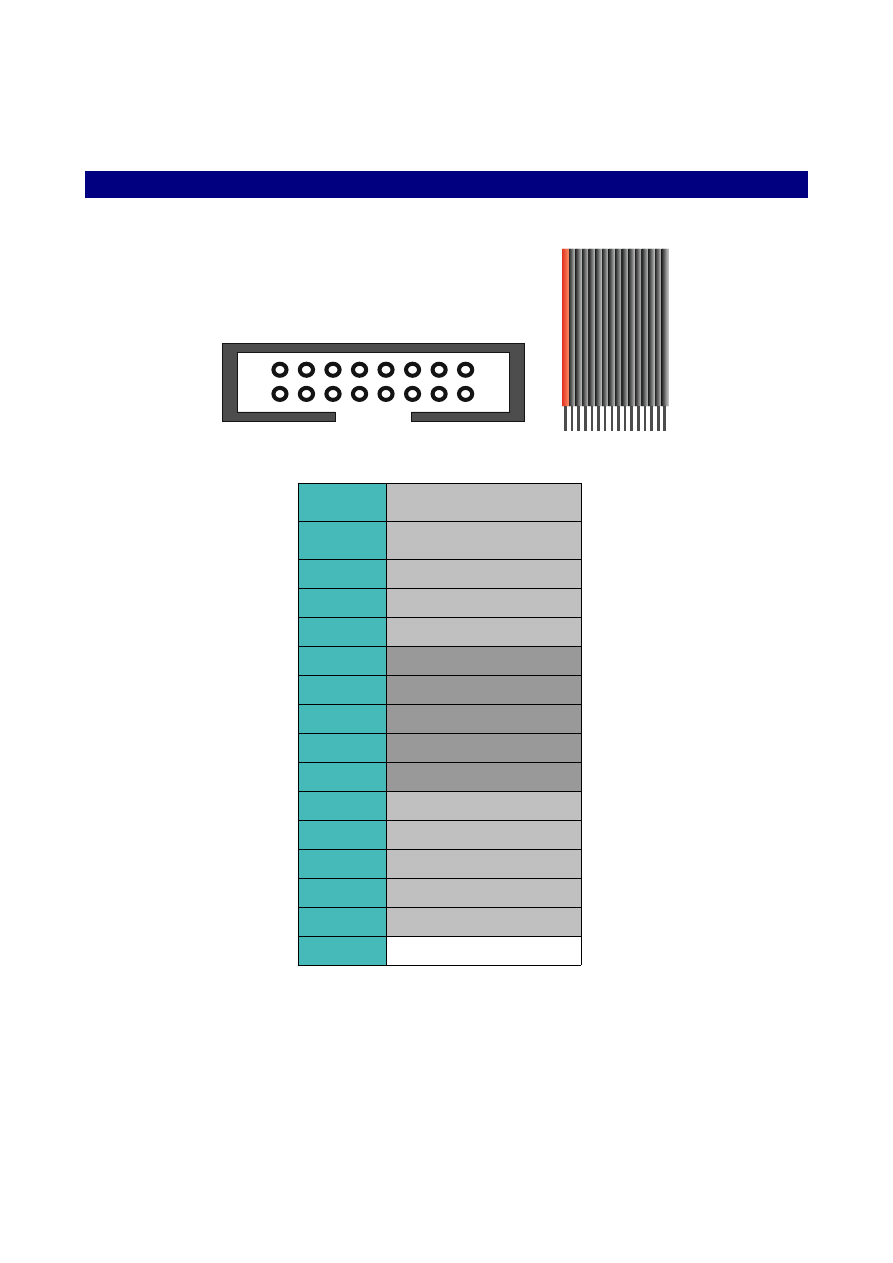
Złącze ''Motors” (IDC16).
1
GND
2
+5V
3
X_CLK
4
X_DIR
5
ENABLE
6
GND
7
+5V
8
Y_CLK
9
Y_DIR
10
ENABLE
11
GND
12
+5V
13
Z_CLK
14
Z_DIR
15
ENABLE
16
NC
Rozkład numeracji oraz sygnałów na złączu „MOTORS”.
Na złączu sygnały rozmieszczono tak aby można było łatwo rozdzielić taśmę na trzy
części (po 5 linii) i w prosty sposób połączyć z poszczególnymi sterownikami osi. Dla
sygnału ENABLE stanem aktywnym jest stan wysoki (H).
Do wyjść „+5V” absolutnie nie
należy podłączać jakichkolwiek zewnętrznych źródeł napięcia.
Strona 4
1
2
15
16
1
16
PikoCNC
Hardware board v2.1
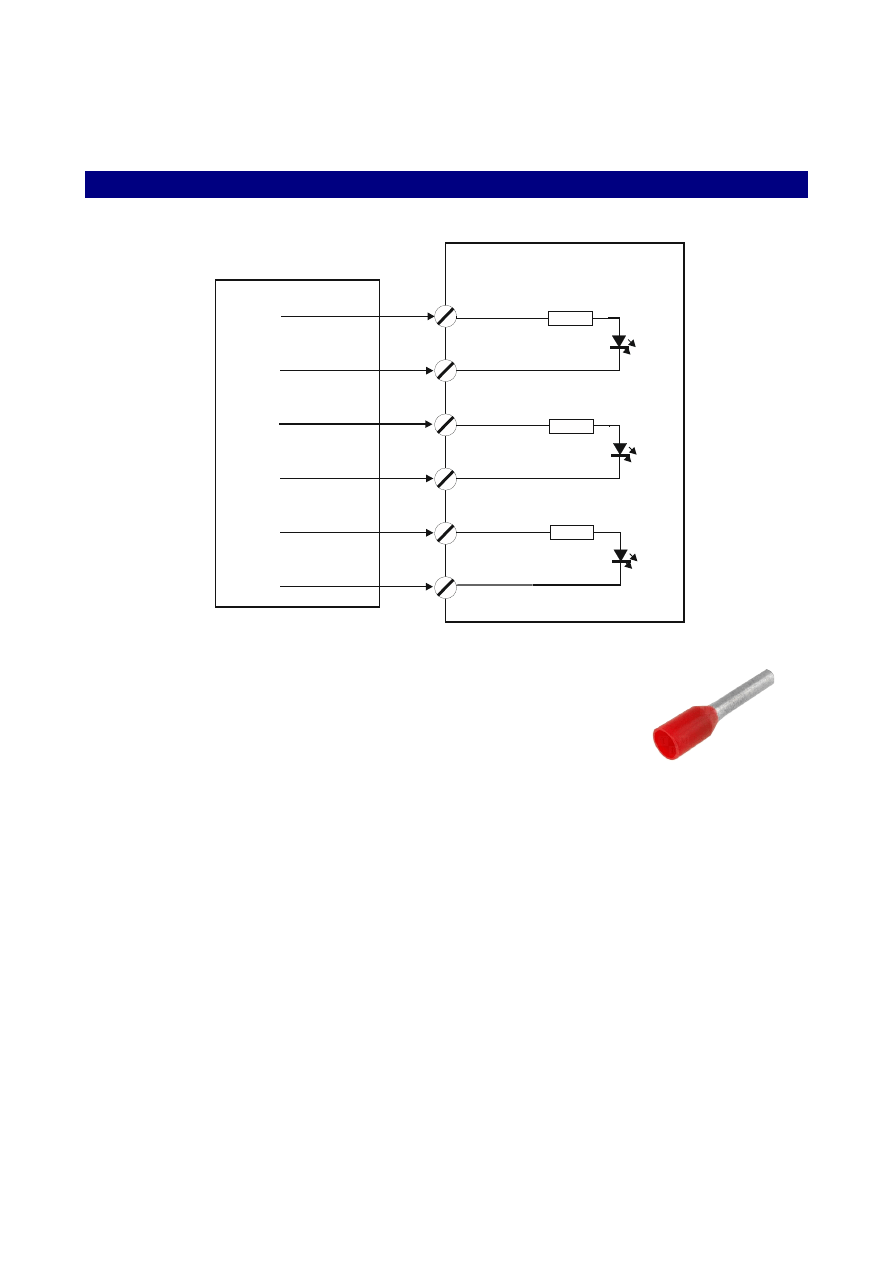
Sposób podłączenia typowego drivera z optoizolacją
Połączenie zakończeń taśmy z listwami zaciskowymi: obrobione
końcówki taśmy warto zaopatrzyć w końcówki tulejkowe. Najlepiej
zastosować rurki o takiej średnicy aby w środek mieściła się także (na
styk) izolacja żyły. Zagniecenie rurki wraz z krótkim odcinkiem izolacji
daje bardzo trwałe i pewne zakończenie taśmy.
Strona 5
DRIVER
PUL+
PUL-
DIR+
DIR-
ENA+
ENA-
+5V
CLK
+5V
DIR
+5V
ENABLE
Złącze MOTORS
PikoCNC
Hardware board v2.1
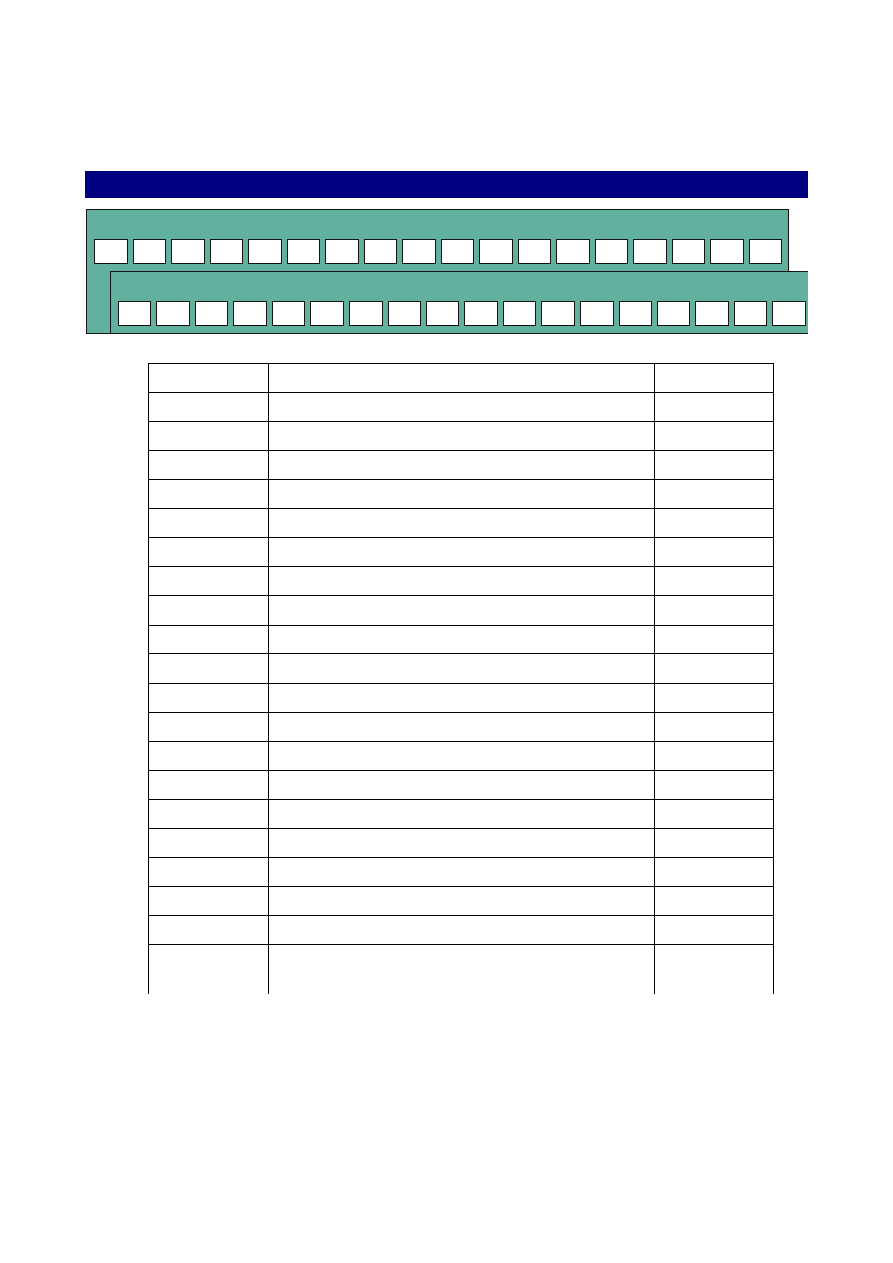
Listwa zaciskowa
Nazwa
Podstawowa funkcja
Typ wejścia
I3
Wejście przycisku „PAUZA”
NO
I2
Wejście przycisku „STOP”
NO
I1
Wejście przycisku „START”
NO
LIM ZL
Wejście krańcówki dolnej osi Z
NO/NC
LIM YL
Wejście krańcówki lewej osi Y
NO/NC
LIM XL
Wejście krańcówki lewej osi X
NO/NC
LIM ZR
Wejście krańcówki górnej osi Z
NO/NC
LIM YR
Wejście krańcówki prawej osi Y
NO/NC
LIM XR
Wejście krańcówki prawej osi X
NO/NC
HOME Z
Wejście krańcówki home osi Z
NO
HOME Y
Wejście krańcówki home osi Y
NO
HOME X
Wejście krańcówki home osi X
NO
ES
Wejście przycisku E-Stop
NO/NC
I4
Wejście przycisku „RESET”
NO
COM
Wspólne dla wszystkich wejść
PWM
Wyjście PWM
O1
Wyjście sterowania przekaźnika 1
O2
Wyjście sterowania przekaźnika 2
V+
Wspólne dla wszystkich wyjść
VCC / GND Wejścia zasilania sterownika (12V lub 24V
DC)
Sygnały na listwie zostały tak wyprowadzone, że dla każdego dolnego gniazda parą jest
górne gniazdo (przesunięte nieco w lewo).
Strona 6
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
PikoCNC
Hardware board v2.1
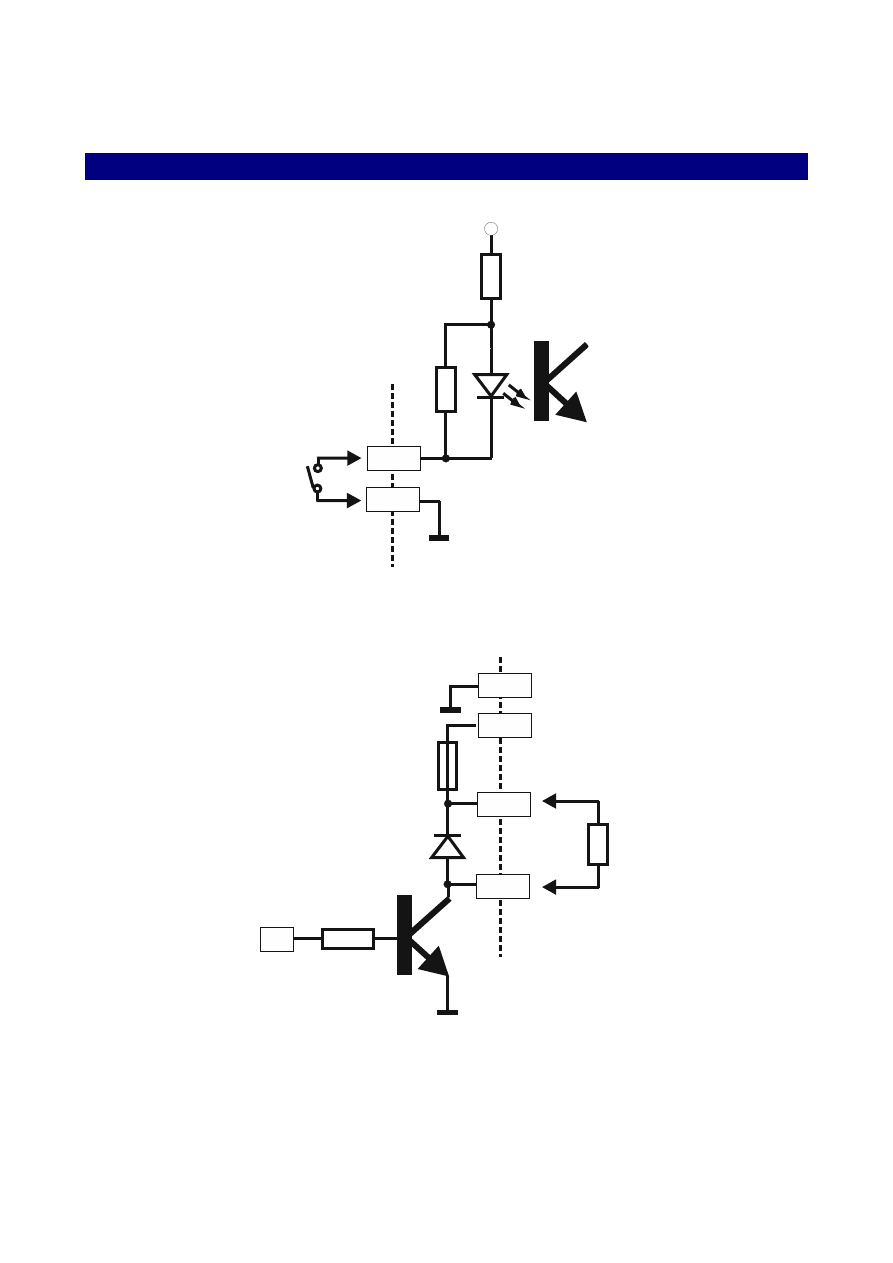
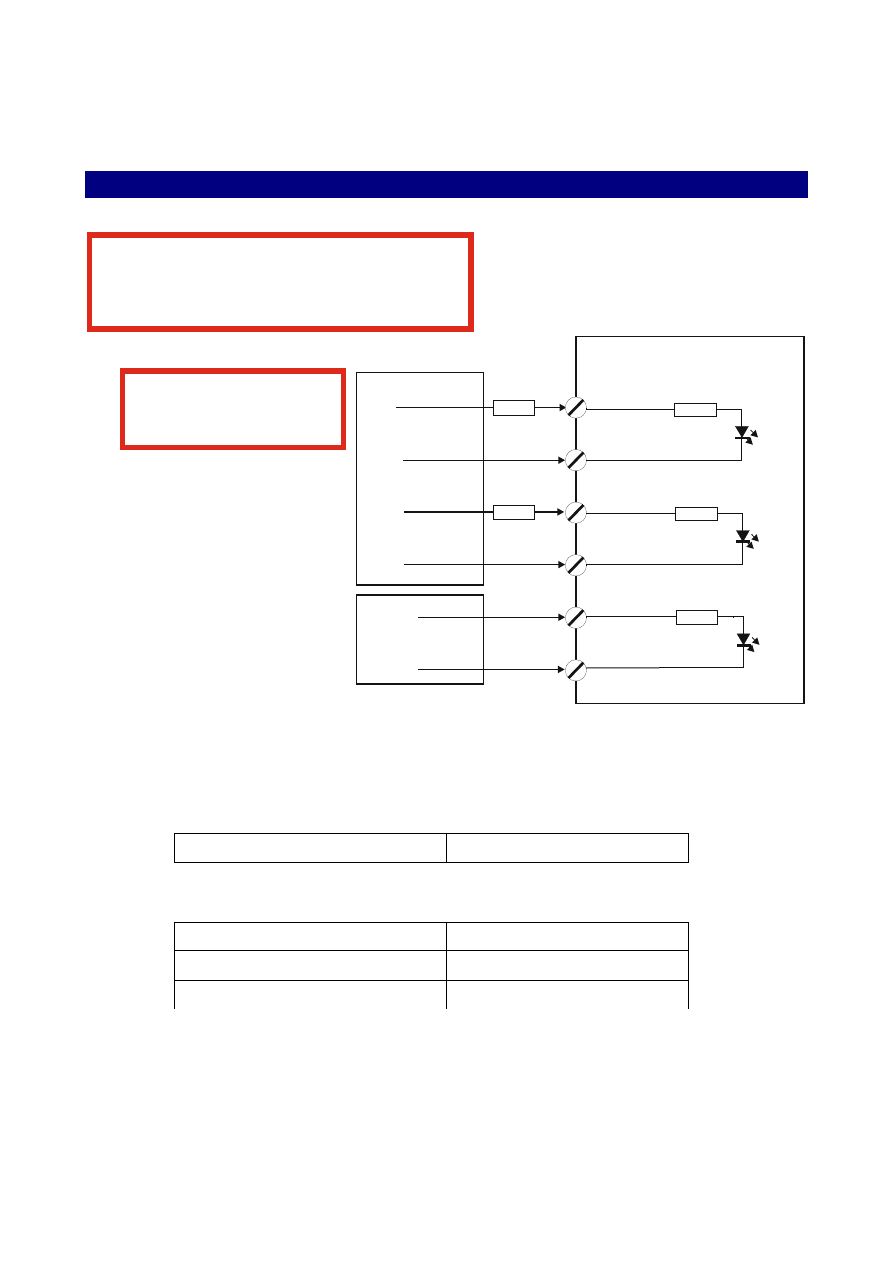
Schematy wewnętrzne I/O na listwie.
Schemat wewnętrzny toru wejściowego wszystkich wejść kontrolera.
Schemat wewnętrzny wyjść O1- 07 sterownika oraz podłączenie przekaźnika.
Strona 7
GND_IN
IN
COM
+VCC_IN
PK
+V
OUT
VCC
GND
12V / 24V
uc
WTA
500mA
PikoCNC
Hardware board v2.1
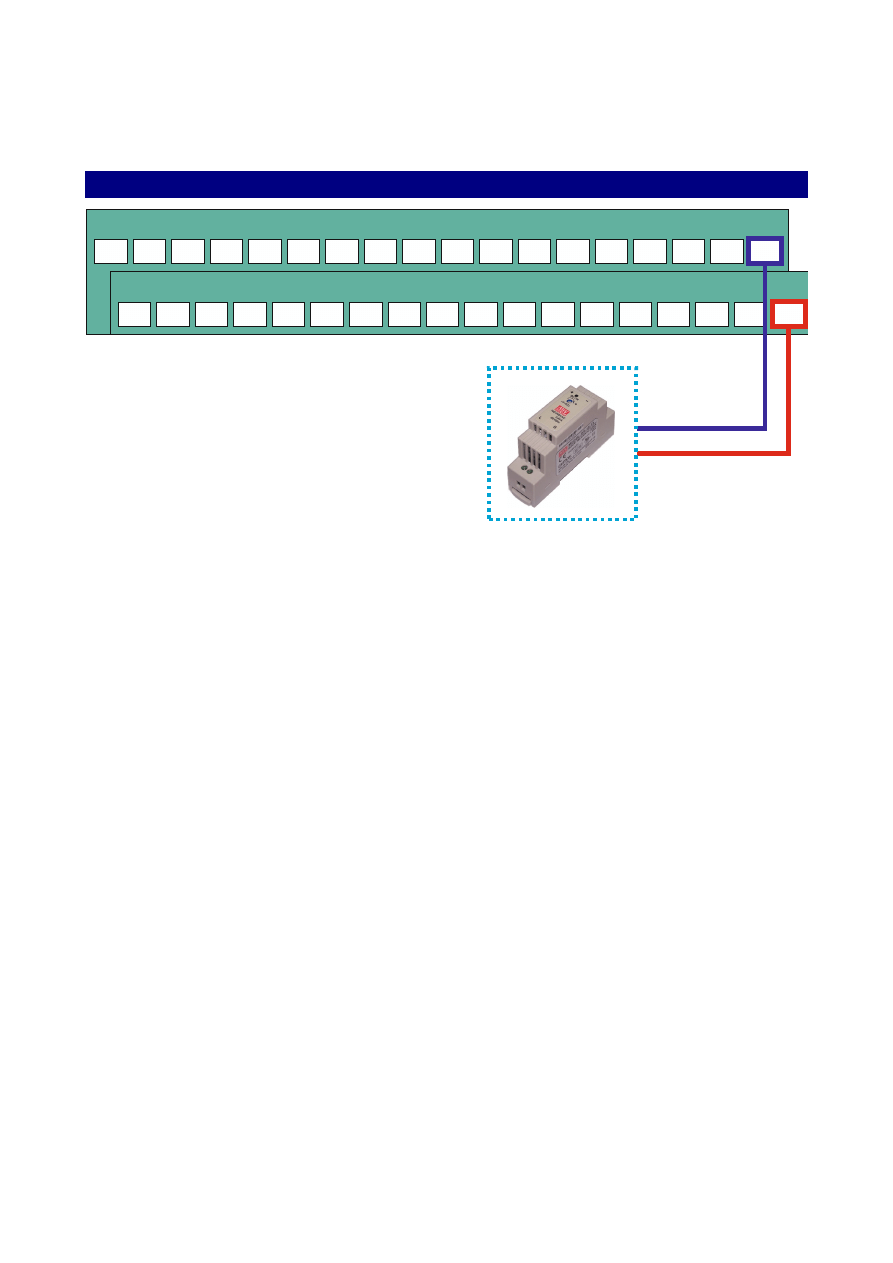
Podłączenie zasilania.
Napięcie zasilające układ może być 12V lub 24V Należy tylko pamiętać, że przekaźniki
sterujące muszą być na to samo napięcie co zasilanie układu! Tak więc jeżeli zasilamy
układ napięciem 12V to musimy zastosować przekaźniki z cewką na 12V. Kontroler
posiada zabezpieczenie na wypadek podłączenia odwrotnie polaryzacji zasilania.
Strona 8
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
-
+
Zasilacz 12V lub 24V DC
Iout >=200mA
PikoCNC
Hardware board v2.1
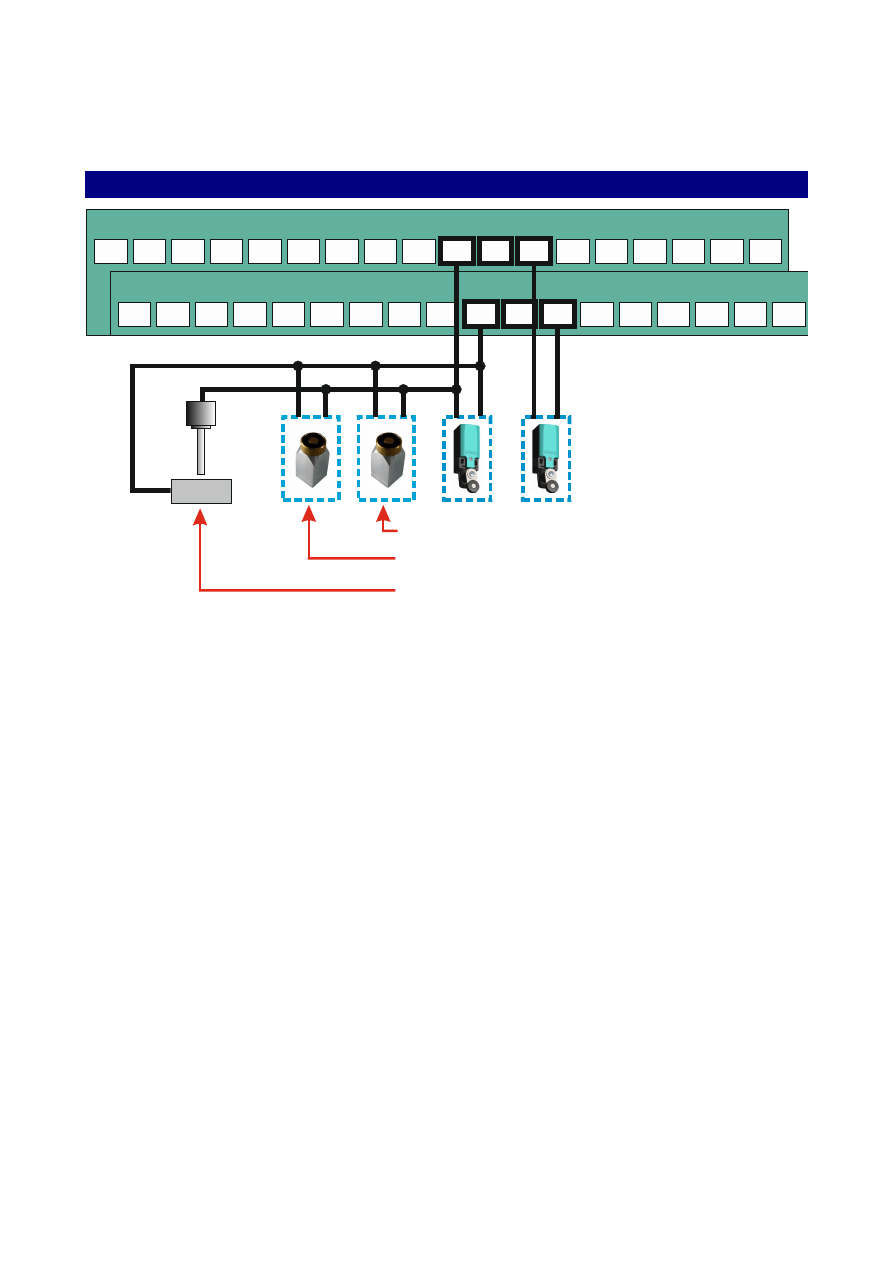
Podłączenie krańcówek HOME.
Krańcówki HOME jak i wszystkie czujniki długości i wysokości mogą być wyłącznie jako
NO. Należy zadbać aby przy bazowaniu nie następowało „przejeżdżanie” krańcówek
HOME tzn rozłączania ich przy najeździe - spowodowanym np. długą drogą hamowania
osi.
Strona 9
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL
L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
.
Czujnik długości narzędzia
Czujnik wysokości materiału
= Styki
NO
Czujnik długości lub wysokości w formie płytki stykowej
PikoCNC
Hardware board v2.1
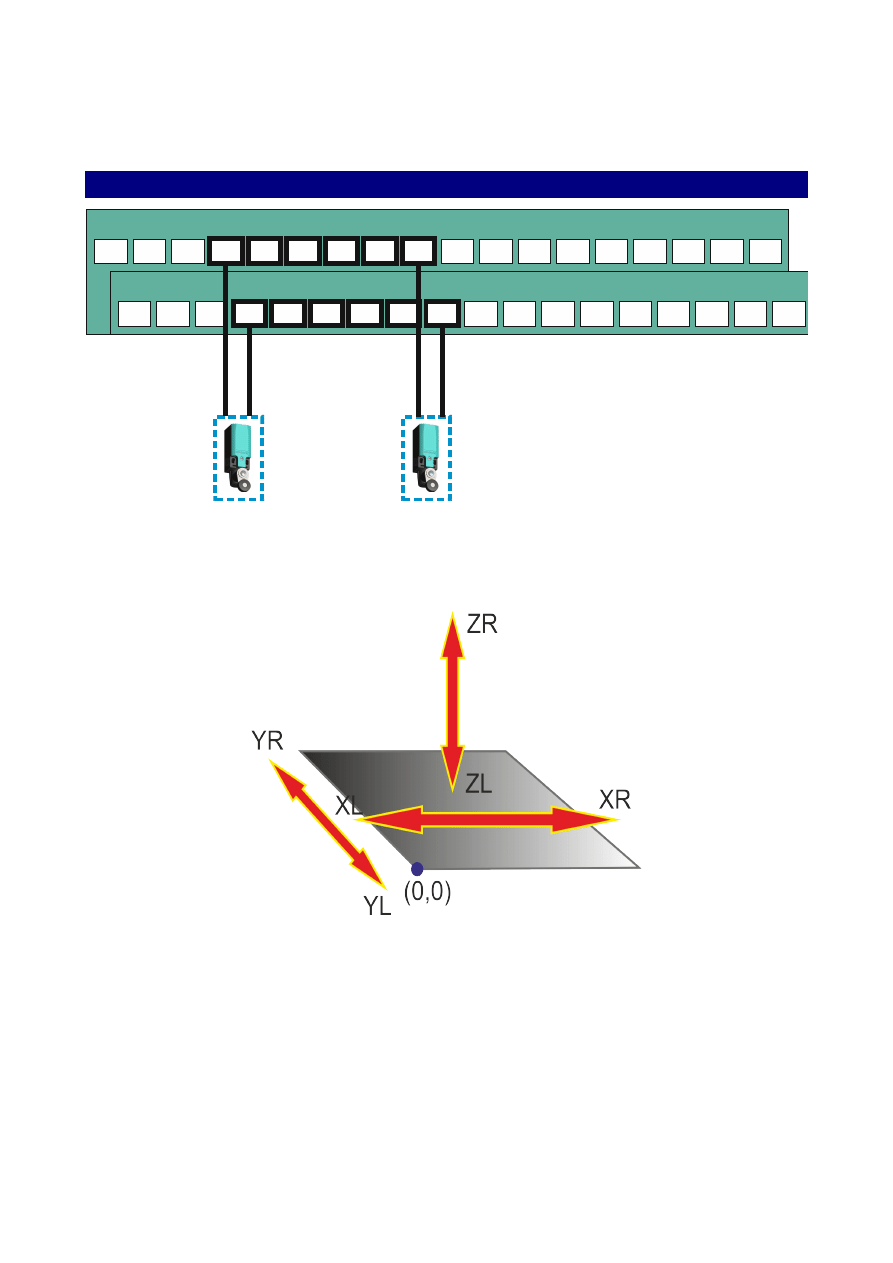
Podłączenie krańcówek LIMIT.
Krańcówki LIMIT mogą być zarówno jako NC jaki i NO. Konfigurujemy w ustawieniach
zakładka „Maszyna 1/2 - Konfiguracja wejść”.
Rozmieszczenie krańcówek LIMIT na maszynie.
Krańcówki LIMIT muszą być tak zainstalowane aby po najechaniu na nie było jeszcze
trochę miejsca (kilka mm) na ewentualne wyhamowanie silnika. Oczywiście krańcówki
HOME muszą być przed krańcówkami LIMIT tzn. najpierw maszyna musi najechać na
krańcówkę HOME.
Strona 10
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
....
= Styki
lub
NO
NC
PikoCNC
Hardware board v2.1
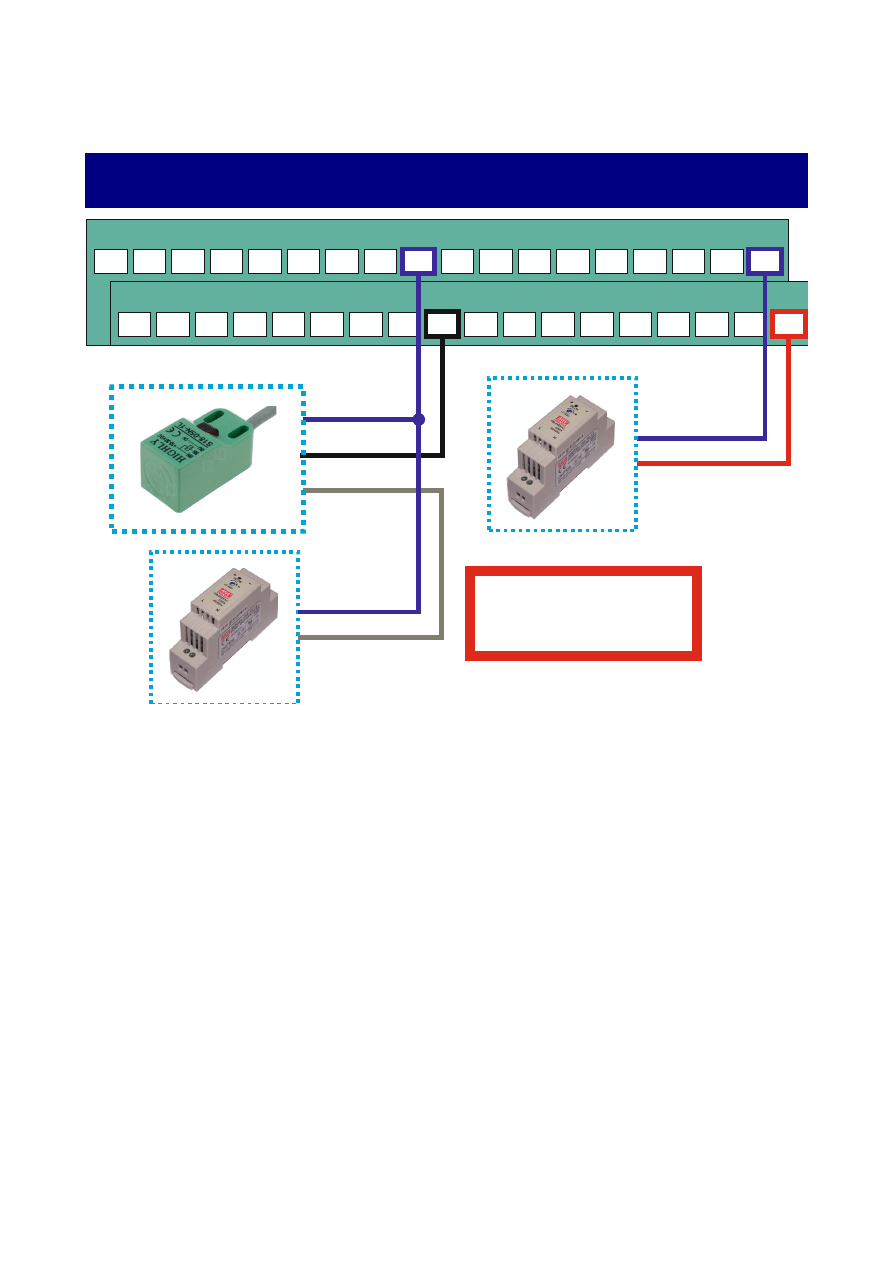
Podłączenie krańcówek zbliżeniowych (wariant z dwoma
zasilaczami)
Zamiast krańcówek mechanicznych można stosować krańcówki zbliżeniowe jednak mogą
być tylko z wyjściem typu NPN. Co do stosowania NO/NC jest tak jak przy krańcówkach
mechanicznych. Pewnym problemem jest zasilanie takich krańcówek. Możemy albo
stosować osobny zasilacz do krańcówek – nie tracimy wtedy izolacji galwanicznej na
wejściach. Lub zasilać je z tego samego źródła, z którego zasilamy kontroler – lecz wtedy
tracimy izolację galwaniczną wejść (rysunek niżej).
Strona 11
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
-
+
BLUE
BLACK
-
+
BROWN
Uwaga!
Czujniki zbliżeniowe muszą
mieć wyjście typu NPN !
NPN NO/NC
PikoCNC
Hardware board v2.1
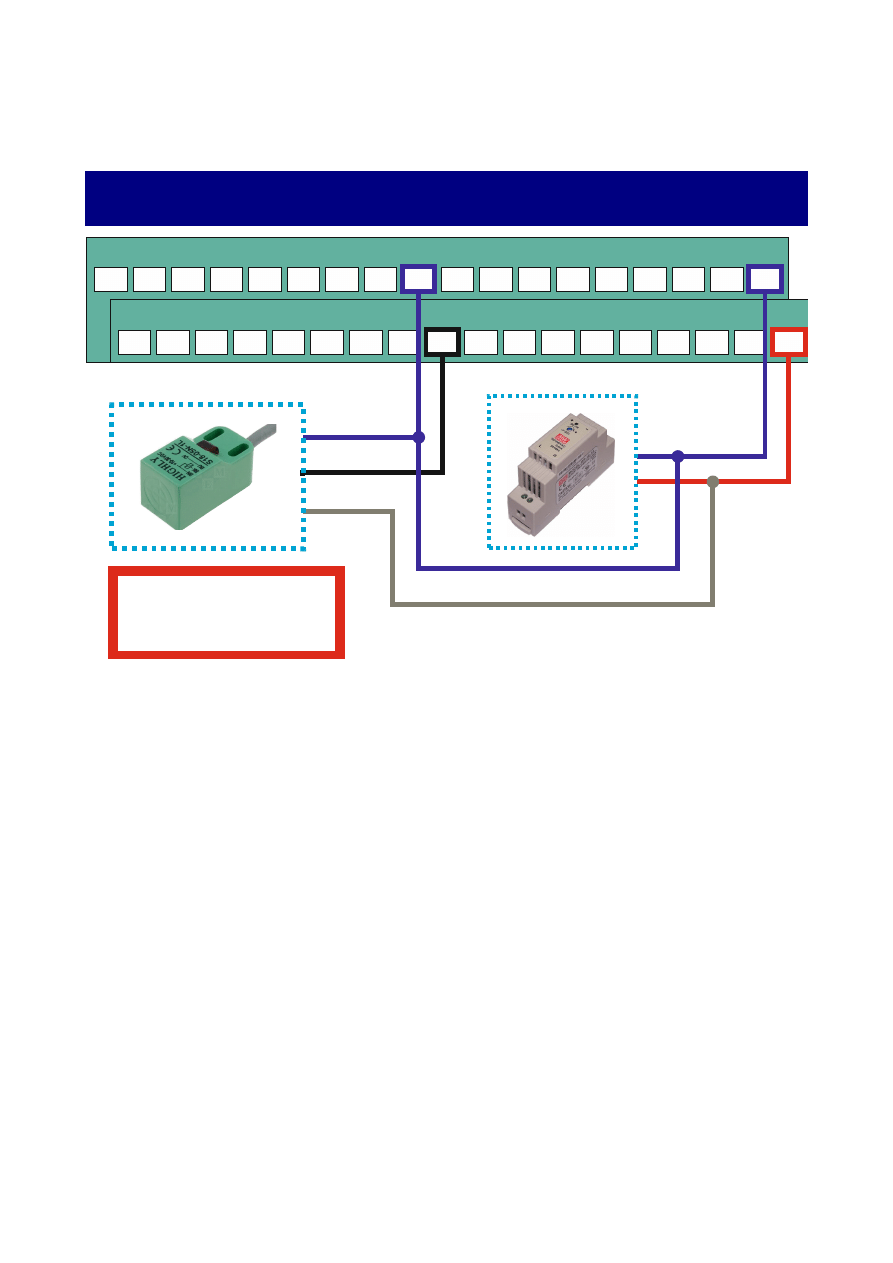
Podłączenie krańcówek zbliżeniowych (wariant z jednym
zasilaczem)
Strona 12
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL
L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
-
+
BLUE
BLACK
BROWN
Uwaga!
Czujniki zbliżeniowe muszą
mieć wyjście typu NPN !
NPN NO/NC
PikoCNC
Hardware board v2.1
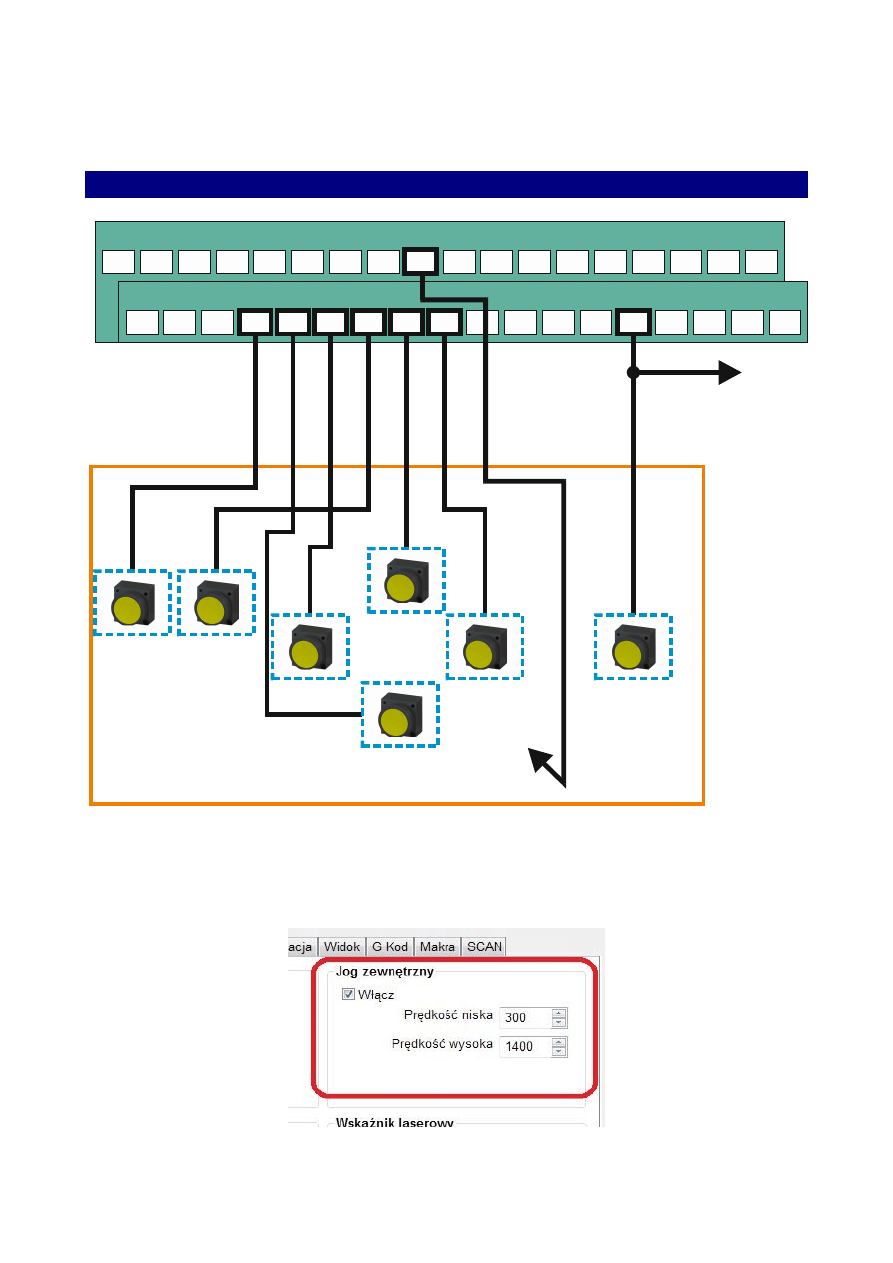
Wykorzystanie wejść LIMIT jako wejść JOG-a.
Kiedy nie korzystamy z krańcówek LIMIT wejścia możemy przeznaczyć na JOG-a (ręczny
manipulator osiami). Aby ta funkcja działa osie muszą mieć inne tryby niż ograniczanie
krańcówkami, a także musi być włączony w zakładce „Maszyna 2/2 – Jog zewnętrzny”.
Można tam też ustawić prędkość niską i wysoką (z przyciśniętym przyciskiem RESET).
Strona 13
COM COM
COM COM COM COM
COM COM COM COM
COM COM COM COM
V+
V+
V+
GND
I3
I2
I1
L_ZL
L_YL
L_XL
L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
Z-
Z+
Y-
X-
Y+
X+
RESET
SLOW / FAST
COM
do wszystkich
PikoCNC
Hardware board v2.1
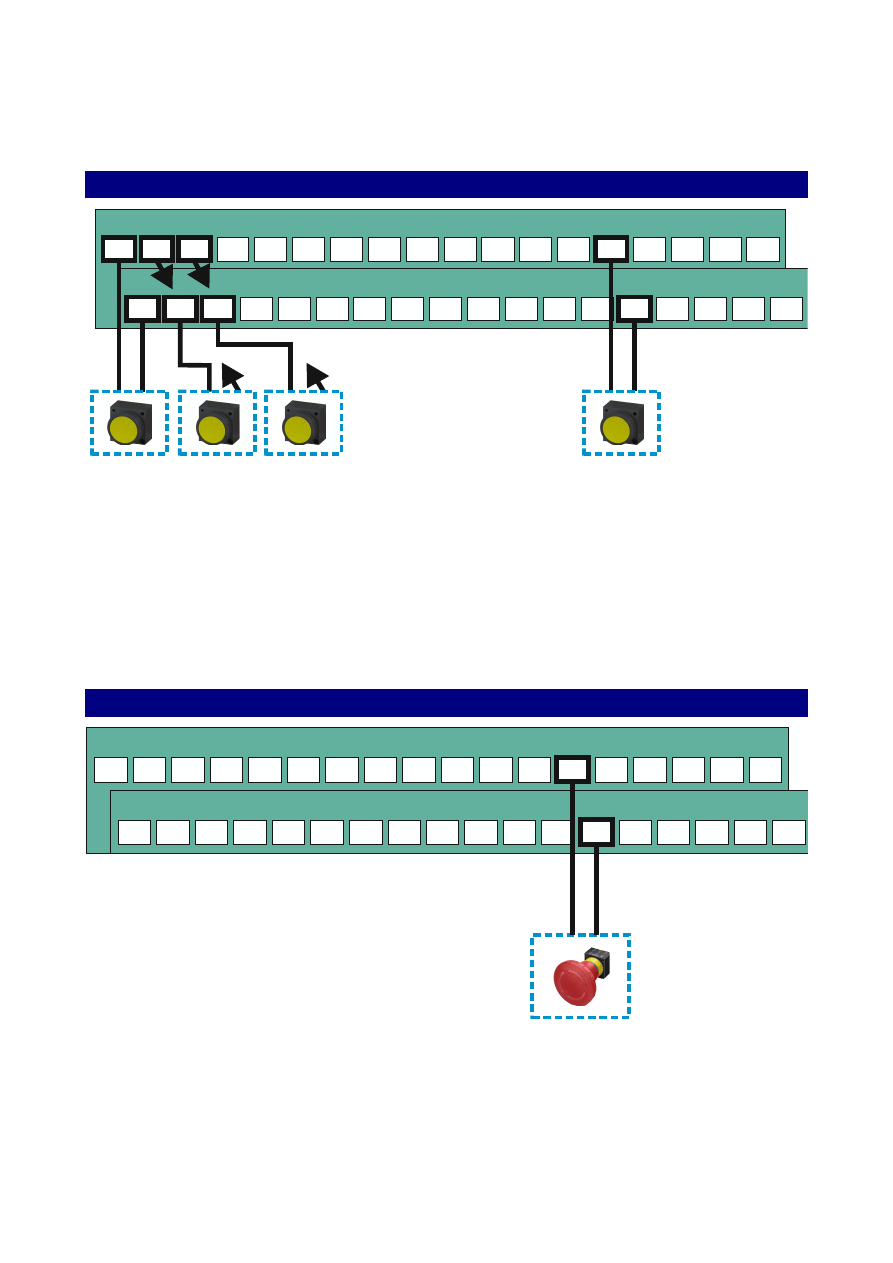
Podłączenie przycisków sterujących.
Za pomocą przycisków można zdalnie kontrolować prace maszyny.
Dodatkowo mamy następujące kombinacje:
Przyciśnięcie przycisku „PAUZA” razem z przyciskiem „RESET” inicjuje cykl jazdy
referencyjnej.
Przyciśnięcie przycisku „STOP” razem z przyciskiem „RESET” inicjuje cykl pomiaru
wysokości materiału.
Podłączenie przycisku bezpieczeństwa
Przycisk bezpieczeństwa może być skonfigurowany zarówno jako NC jaki i NO. Jednak z
wielu powodów lepiej ustawić NC. Konfigurujemy w ustawieniach zakładka „Maszyna 1/2 -
Konfiguracja wejść”.
Strona 14
COM COM COM COM
COM COM COM COM
COM COM COM COM
COM COM
V+
V+
V+
GND
I3
I2
I1
L_ZL
L_YL L_XR L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM VCC
PAUZA
START
STOP
RESET
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
Styk
lub
NO
NC
PikoCNC
Hardware board v2.1
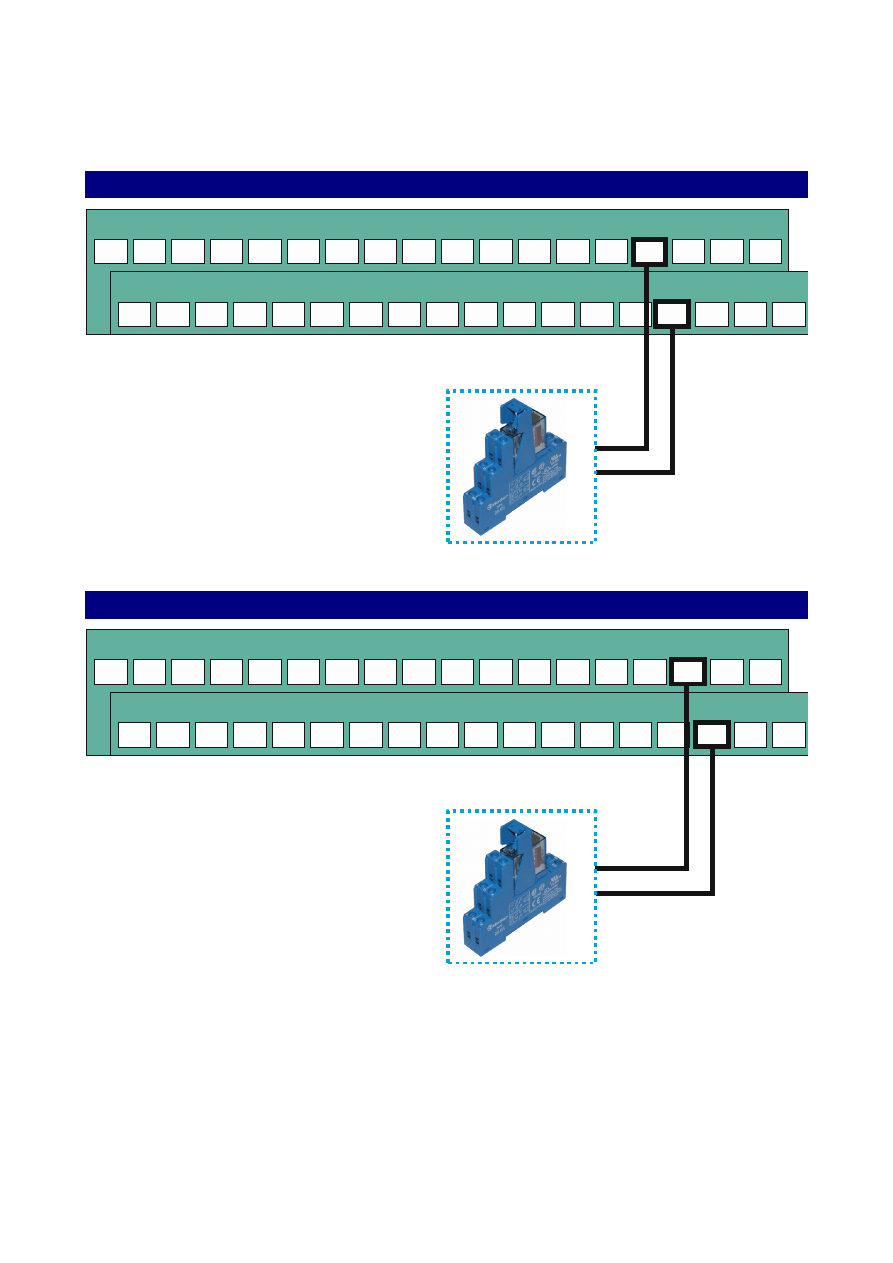
Podłączenie cewki przekaźnika do OUT1
Podłączenie cewki przekaźnika do OUT2
Strona 15
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
PikoCNC
Hardware board v2.1
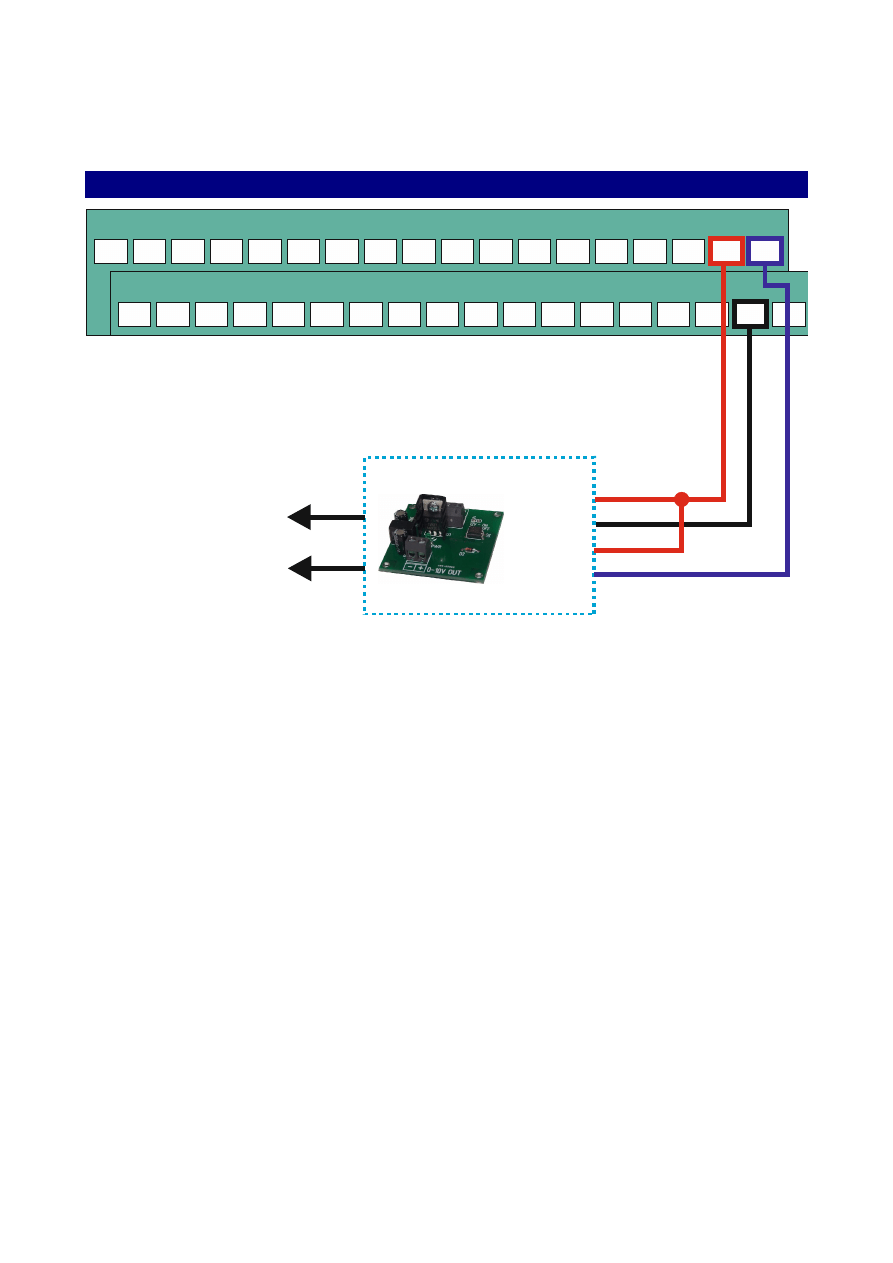
Podłączenie modułu konwerter PWM-> 0-10V.
Moduł PWM umożliwia sterowanie obrotami wrzeciona zasilanego z falownika.
Wszelkie ustawienia dotyczące PWM są w zakładce „I/O PWM”. Moduły PWM są
wykonywane w dwóch wariantach zasilania 12V i 24V. Zatem należy się zaopatrzyć w
moduł odpowiedni do zasilania kontrolera. Moduł jedynie zadaje napięcie decydujące o
obrotach wrzeciona. Do sterowania falownikiem potrzebny jest także przekaźnik (pod O1),
który będzie załączał wejście START falownika.
Strona 16
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL
L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
PWM IN+
PWM IN-
VCC+
VCC-
0-10V do falownika
PikoCNC
Hardware board v2.1
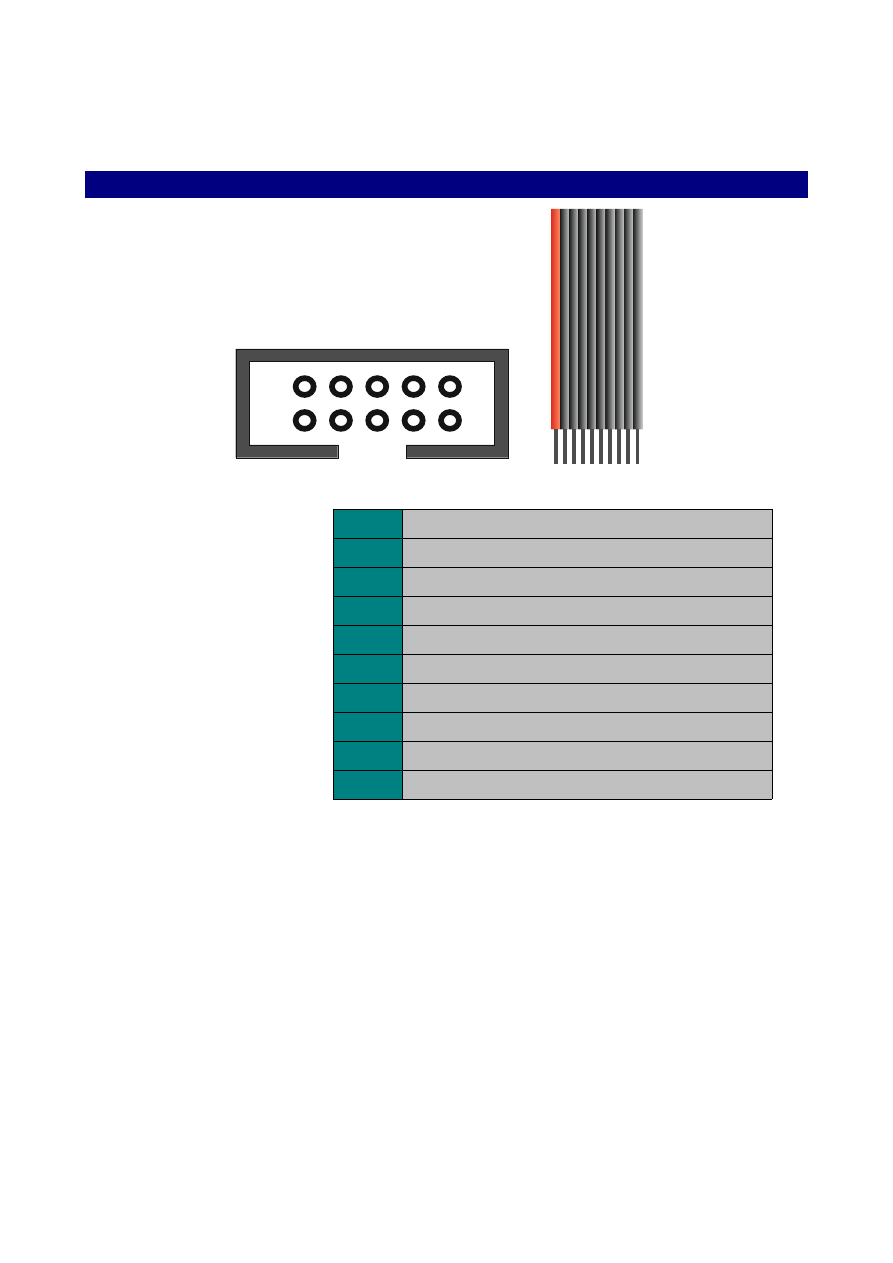
Złącze ''J1” (IDC10).
1
ENABLE_OC
2
V+
3
OUT7 (SIGNAL START / STOP / PAUZA)
4
V+
5
OUT6 (SIGNAL AUTO / MANUAL)
6
V+
7
OUT5 (CLK osi technicznej)
8
V+
9
OUT4 (DIR osi technicznej)
10
V+
Rozkład numeracji oraz sygnałów na złączu „J1”. Schemat wewnętrzny wyjść jest taki
sam jak w przypadku wyjść na listwie zaciskowej.
Strona 17
1
2
9
10
1
10
PikoCNC
Hardware board v2.1
Podłączenie osi „A” / technicznej
Oś „A” oraz oś „techniczna” korzystają z tych samych wyjść dlatego nie mogą być
używane jednocześnie.
W trybie osi „A” obsługiwane są dodatkowo następujące sygnały:
LIM_YL
HOME
W trybie osi technicznej obsługiwane są dodatkowo następujące sygnały:
LIM_XR
Zewnętrzny JOG-
LIM_XL
Zewnętrzny JOG+
LIM_YL
HOME
Strona 18
8 (V+)
7 (OUT5)
10 (V+)
9 (OUT4)
+5V
ENABLE
Złącze J1 (10pin)
Złącze MOTORS
R
R
VCC=12V R=1K 1/4W
VCC=24V R=2K 1/4W
Uwaga!
Oporniki są obowiązkowe. Ich niezastosowanie
spowoduje uszkodzenie drivera !
DRIVER
PUL+
PUL-
DIR+
DIR-
ENA+
ENA-
PikoCNC
Hardware board v2.1
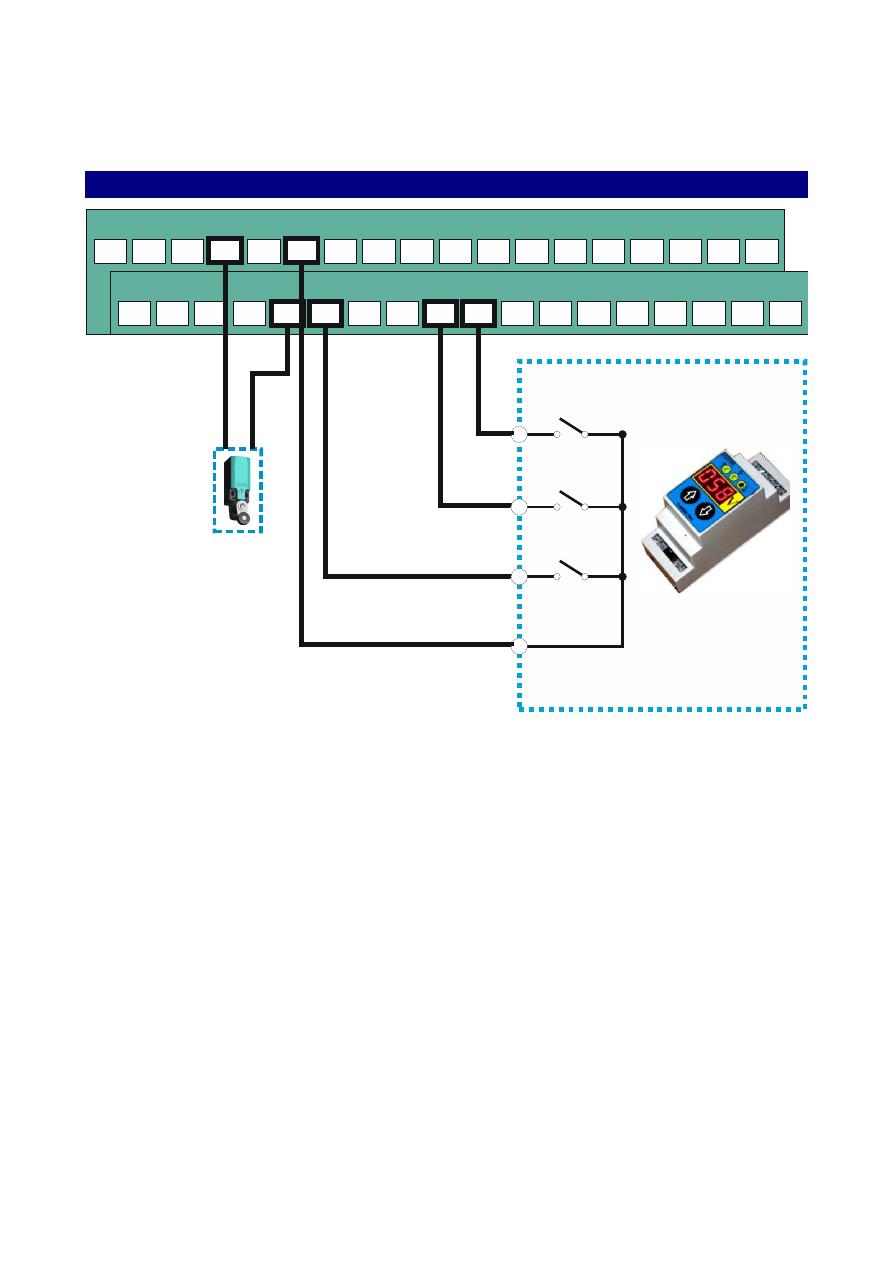
Podłączenie THC
Kiedy do sterowania osi palnika używamy osi technicznej można THC podpiąć
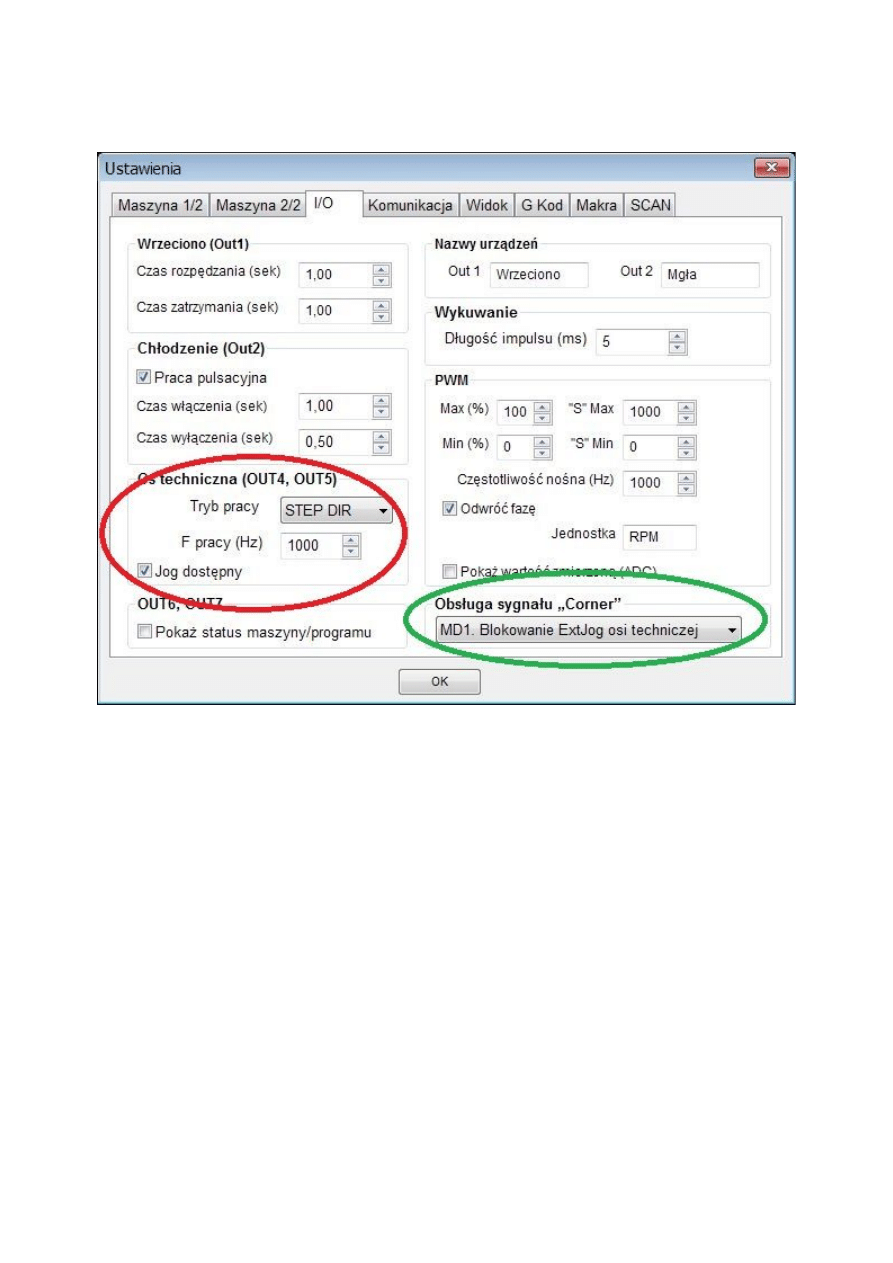
bezpośrednio do kontrolera. Aby oś techniczna działa prawidłowo musi być
skonfigurowana jak na obrazku u dołu. Jedynie, zależnie od tego jaki mamy podział kroku,
musimy indywidualnie dobrać „F pracy” czyli częstotliwość impulsów STEP. Oś techniczna
nie ma ramp przyśpieszania / hamowania dlatego częstotliwość nie może być zbyt duża
aby silnik nie wpadał w „poślizg”, a także nie gubił kroku. Ustawienia z grupy zaznaczonej
na zielono umożliwiają sygnałowi „Corner” blokować wejścia jog osi technicznej gdy
maszyna zwalnia na zakrętach. Wykorzystanie wejścia HOME_Z do detekcji łuku jest
umowne - zależy od tego co umieścimy w makro „M3”. Sygnał „PROBE” może służyć do
szukania poziomu (zera) materiału.
Przykłady prostej sekwencji M3
%
SetOut(1,TRUE);
// Załączenie wyjścia OUT1
if (not InputHomeZ) then Wait;
// Oczekiwanie na sygnał ARC
Delay(100);
// Czekamy jeszcze sekundę i program rusza.
Strona 19
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL
L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
THC
COM
DOWN
ARC
UP
PROBE

PikoCNC
Hardware board v2.1
Przykład sekwencji M3 wykorzystującej oś techniczną i sygnał „PROBE”.
const
// Deklaracje stałych
Z_POS_MM=10;
// Wysokość uniesienia palnika
IMP_PER_MM=400; /
/ Ilość impulsów na mm
%
TAMoveRef();
// Jazda palnika w dół do momentu pojawienia się sygnału PROBE
TAMove(Z_POS_MM*IMP_PER_MM);
// Uniesienie palnika na zadaną wysokość
SetOut(1,TRUE);
// Załączenie plazmy
if (not InputHomeZ) then Wait;
// Oczekiwanie na sygnał ARC
TAJogExt(TRUE);
// Załączenie sterowania osią z THC
Przykład prostej sekwencji M5.
%
SetOut(1,FALSE);
// Wyłączenie palnika
Przykład prostej sekwencji M5 z osią techniczną.
const
// Deklaracje stałych
Z_POS_MM=40;
// Wysokość uniesienia palnika
IMP_PER_MM=400; /
/ Ilość impulsów na mm
%
TAJogExt(FALSE);
// Wyłączenie THC
SetOut(1,FALSE);
// Wyłączenie palnika
TAMove(Z_POS_MM*IMP_PER_MM);
// Uniesienie palnika na zadaną wysokość (jeśli
// w M3 używamy PROBE)
Strona 20
PikoCNC
Hardware board v2.1
Konfiguracja osi technicznej do THC.
Strona 21
PikoCNC
Hardware board v2.1
Podłączenie sterownika głowicy wykuwającej
Jest to podłączenie gdy silnik głowicy sterowany jest sygnałem STEP/DIR. Jeśli sterownik
głowicy sterowany jest tylko jednym sygnałem, wtedy używamy samego sygnału DIR
(O1) . W ustawieniach musimy określić szerokość impulsu wykuwania.
Strona 22
COM COM
COM COM COM COM
COM COM COM
COM COM COM COM
COM
V+
V+
V+
GND
I3
I2
I1
L_ZL L_YL
L_XL L_ZR L_YR L_XR
H_Z
H_Y
H_X
E_ST
I4
O1
O2
PWM
VCC
+5V
ENABLE
Złącze MOTORS
R
R
VCC=12V R=1K 1/4W
VCC=24V R=2K 1/4W
V+
V+
DRIVER
PUL+
PUL-
DIR+
DIR-
ENA+
ENA-
PikoCNC
Hardware board v2.1
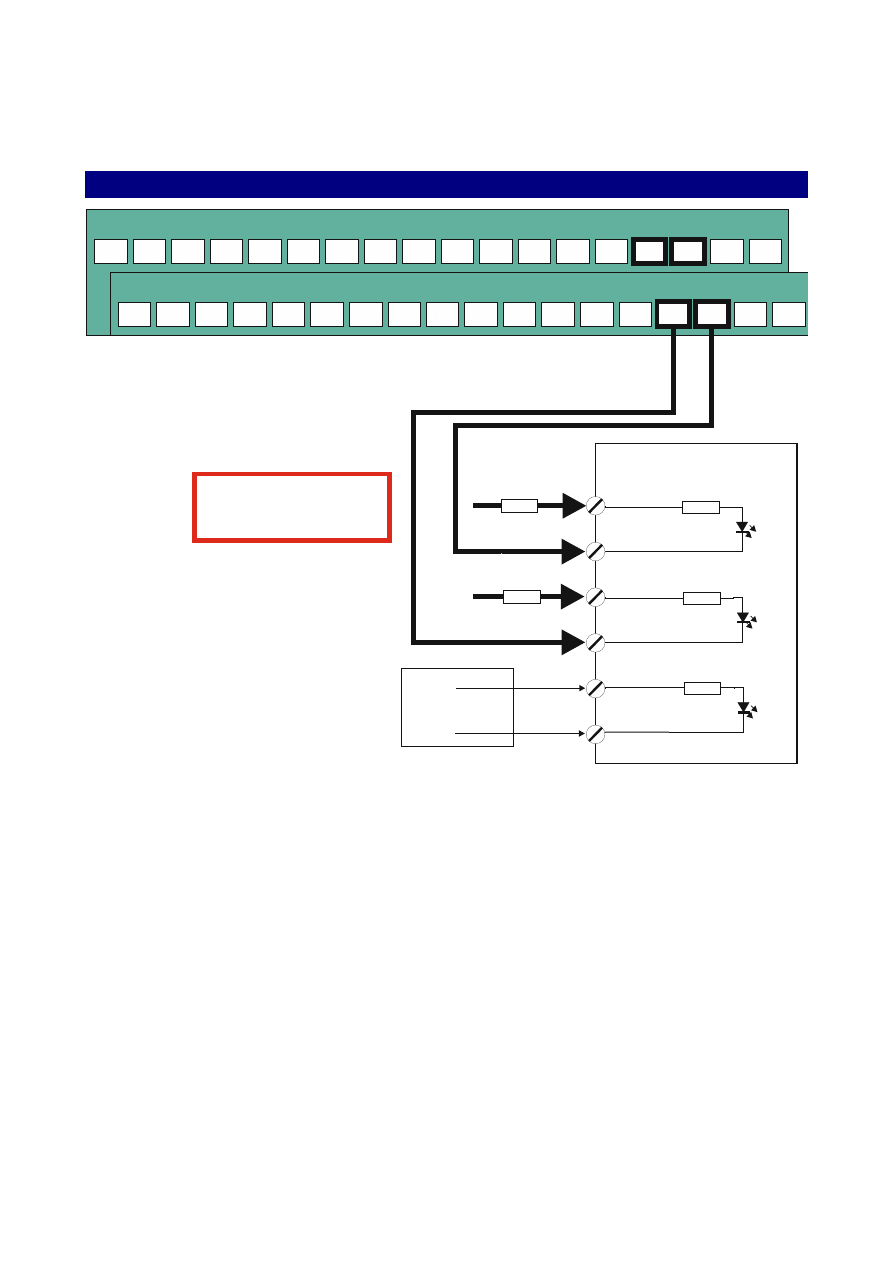
Podłączenie dalmierza laserowego z wyjściem 4-20mA
Wejście układu pomiarowego znajduje się jak na rysunku. Na wyjściu dalmierza należy
zastosować konwerter 4-20mA na napięcie 0-3,3V. Aktualny pomiar z przetwornika
można zawsze zobaczyć w oknie monitora (zakładka I/O), A także w okienku skanowania.
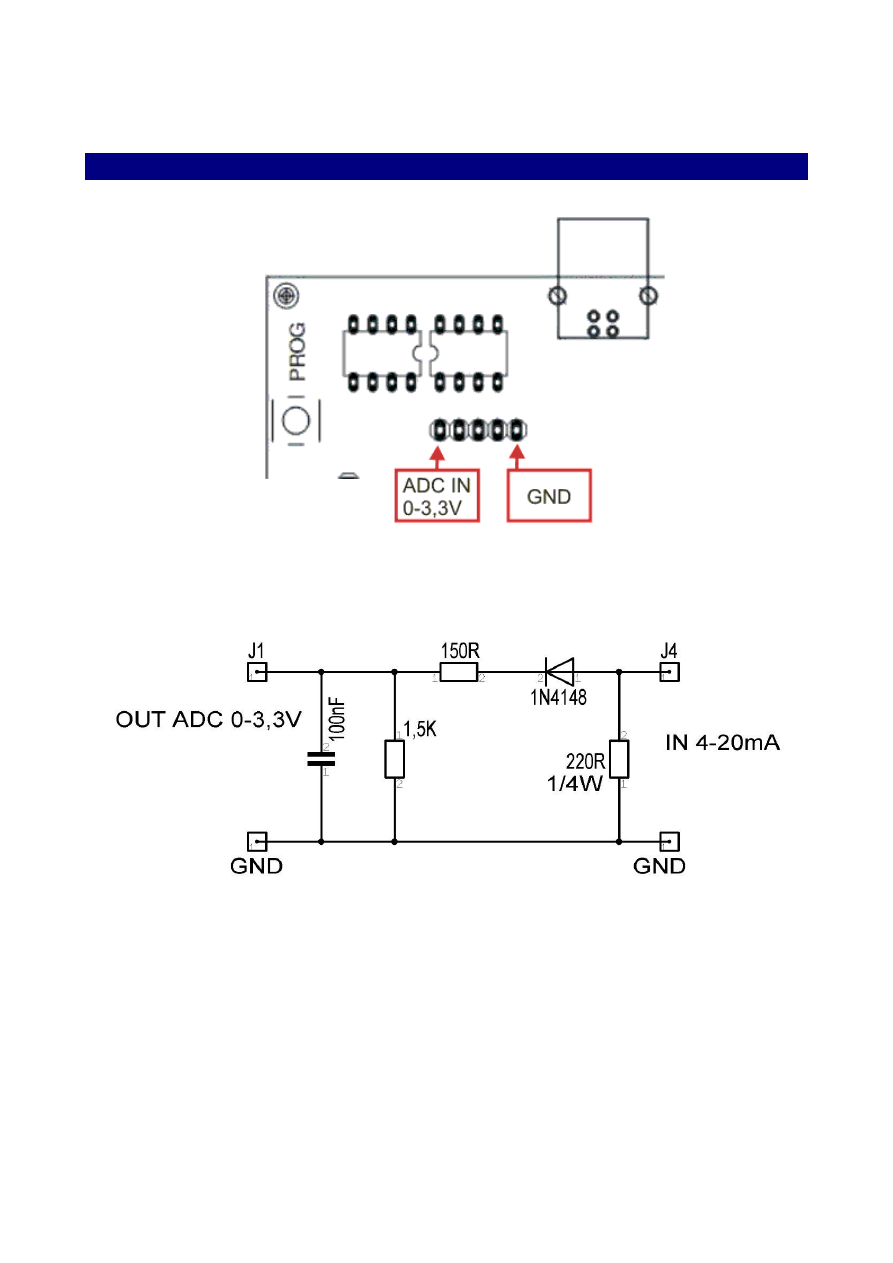
Prosty konwerter 4-20mA na 3,3V
Należy zwrócić uwagę aby napięcie wejściowe przetwornika ADC nigdy
nie przekroczyło 3,3V - Nie zastosowanie się do tego grozi
uszkodzeniem mikroprocesora !!!
Strona 23
Document Outline
- Podstawowe parametry płyty v2.1
- Aktualizacja FirmWare
- Podłączenie USB
- Kontrola stanu I/O
- Złącze ''Motors” (IDC16).
- Sposób podłączenia typowego drivera z optoizolacją
- Listwa zaciskowa
- Schematy wewnętrzne I/O na listwie.
- Podłączenie zasilania.
- Podłączenie krańcówek HOME.
- Podłączenie krańcówek LIMIT.
- Podłączenie krańcówek zbliżeniowych (wariant z dwoma zasilaczami)
- Podłączenie krańcówek zbliżeniowych (wariant z jednym zasilaczem)
- Wykorzystanie wejść LIMIT jako wejść JOG-a.
- Podłączenie przycisków sterujących.
- Podłączenie przycisku bezpieczeństwa
- Podłączenie cewki przekaźnika do OUT1
- Podłączenie cewki przekaźnika do OUT2
- Podłączenie modułu konwerter PWM-> 0-10V.
- Złącze ''J1” (IDC10).
- Podłączenie osi „A” / technicznej
- Podłączenie THC
- Podłączenie sterownika głowicy wykuwającej
- Podłączenie dalmierza laserowego z wyjściem 4-20mA
Wyszukiwarka
Podobne podstrony:
FX1N HARDWARE MANUAL
BOARD E HARDWARE manual
PANsound manual
als manual RZ5IUSXZX237ENPGWFIN Nieznany
hplj 5p 6p service manual vhnlwmi5rxab6ao6bivsrdhllvztpnnomgxi2ma vhnlwmi5rxab6ao6bivsrdhllvztpnnomg
BSAVA Manual of Rabbit Surgery Dentistry and Imaging
Okidata Okipage 14e Parts Manual
Bmw 01 94 Business Mid Radio Owners Manual
Manual Acer TravelMate 2430 US EN
manual mechanika 2 2 id 279133 Nieznany
4 Steyr Operation and Maintenance Manual 8th edition Feb 08
Oberheim Prommer Service Manual
cas test platform user manual
Kyocera FS 1010 Parts Manual
juki DDL 5550 DDL 8500 DDL 8700 manual
Forex Online Manual For Successful Trading
ManualHandlingStandingAssessment
więcej podobnych podstron