PRZEGLĄD
PODSTAWOWYCH
MASZYN
ŁADOWARKI
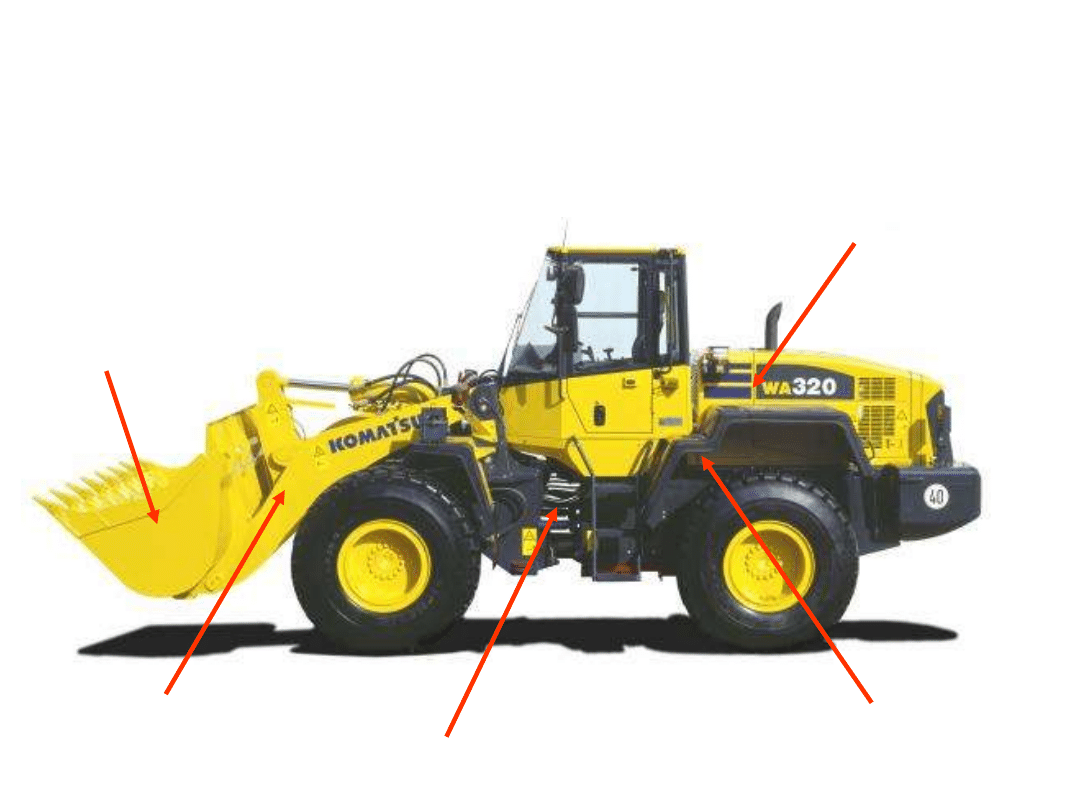
ŁADOWARKA
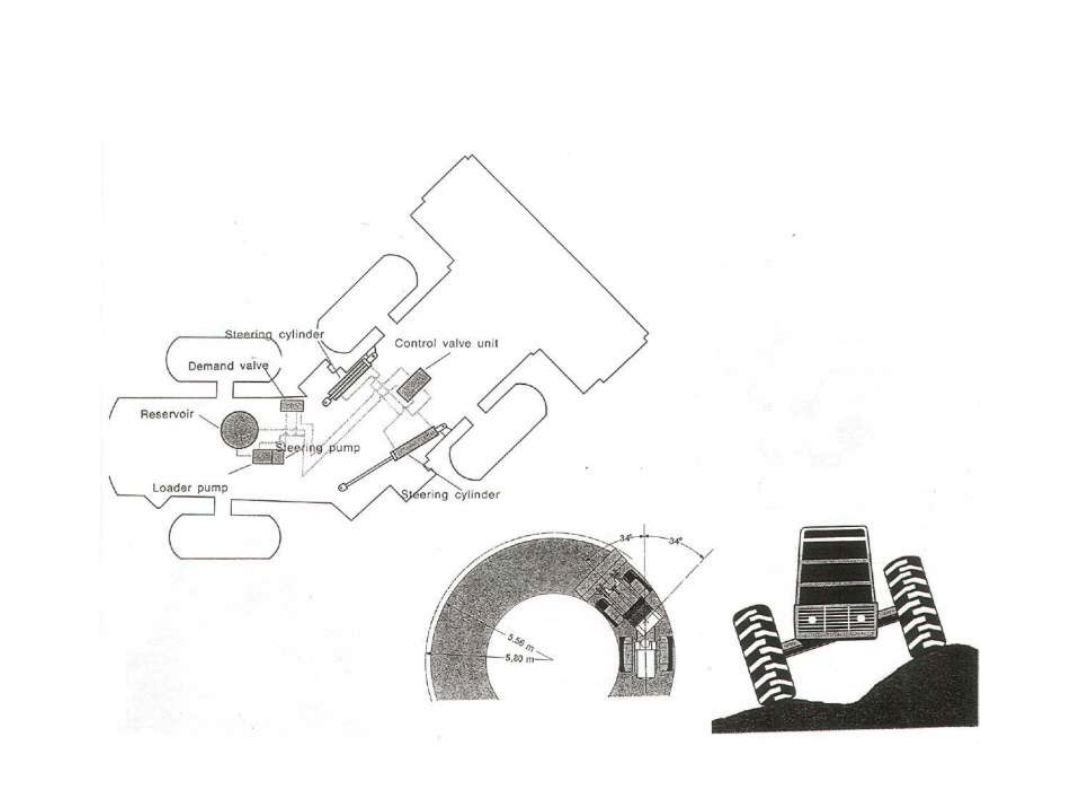
NADWOZIE
UKŁAD SKRĘTU
ŁYŻKA
WYSIĘGNIK
PODWOZIE

ŁADOWARKI
Podczas pracy
Ładowarka

ŁADOWARKA
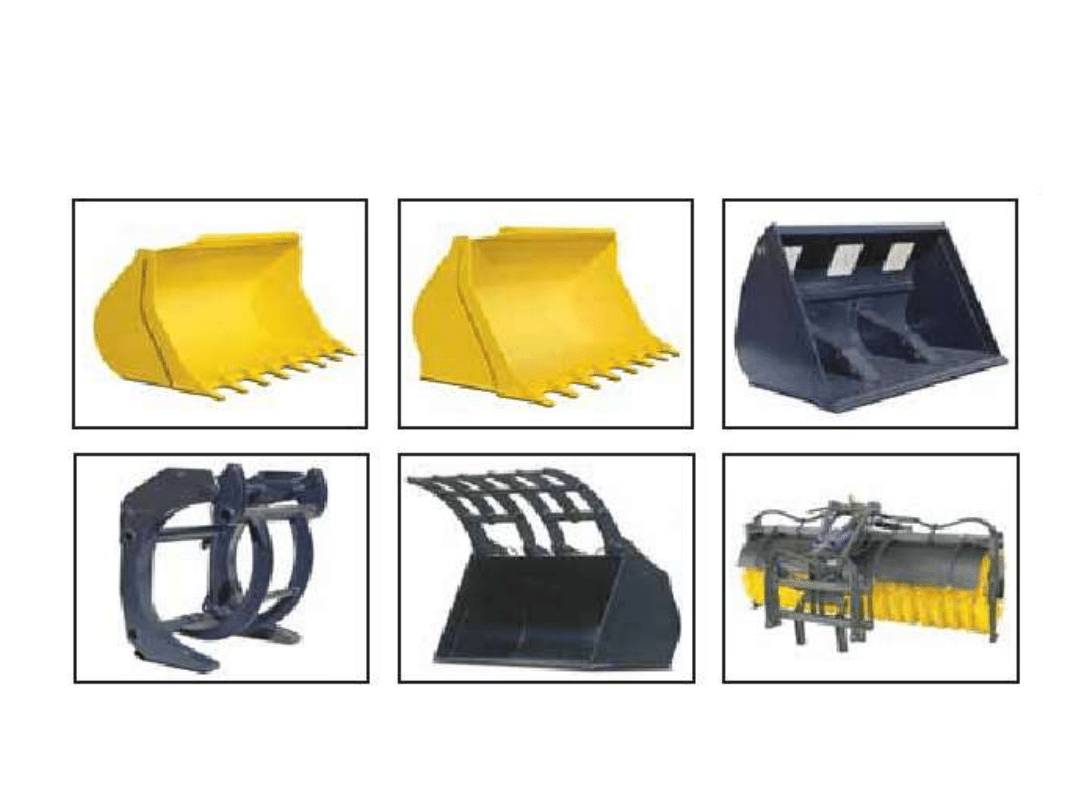
Nośnik osprzętów

ŁADOWARKA
Nośnik osprzętów

ŁADOWARKA
Nośnik osprzętów
ŁADOWARKA
Narzędzia
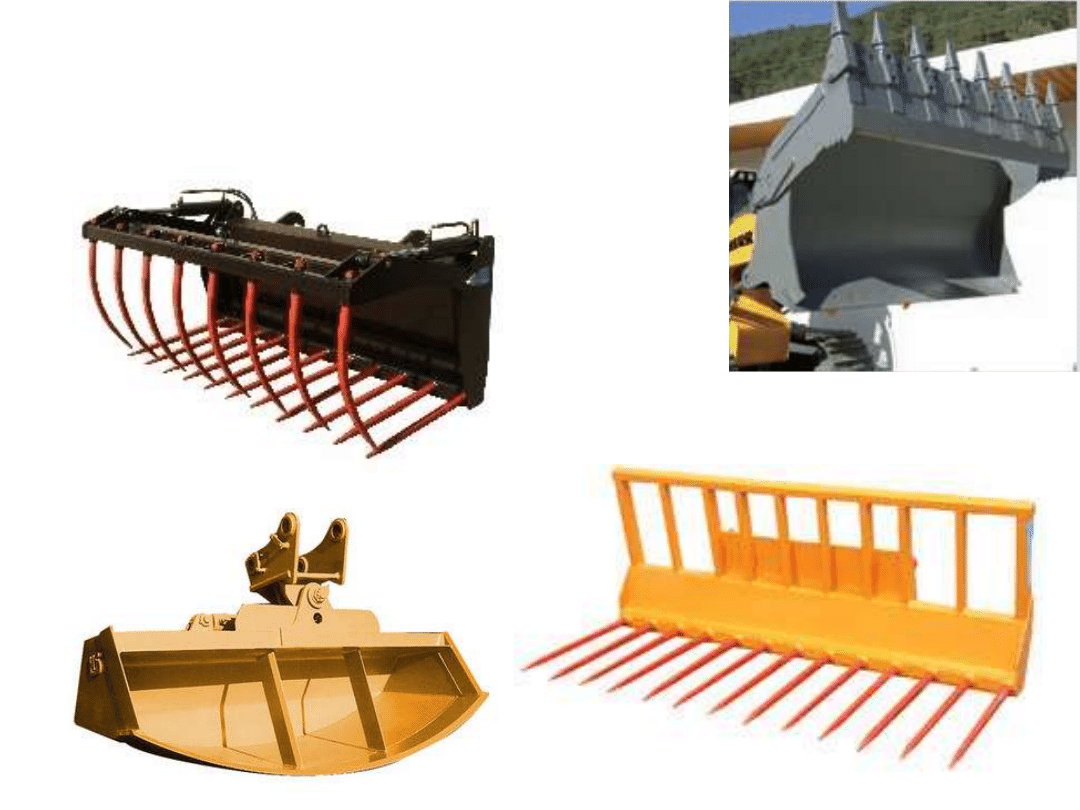
ŁADOWARKA
Narzędzia

ŁADOWARKA
Narzędzia

ŁADOWARKA
burtowa

ŁADOWARKA –
do pracy w kopalniach

ŁADOWARKA
Ładowarki gąsienicowe
Ładowarki kołowe przegubowe
Ładowarki kołowe nieprzegubowe

ŁADOWARKA
Kabina
związana z
ramą tylną
Kabina
związana z
ramą przednią
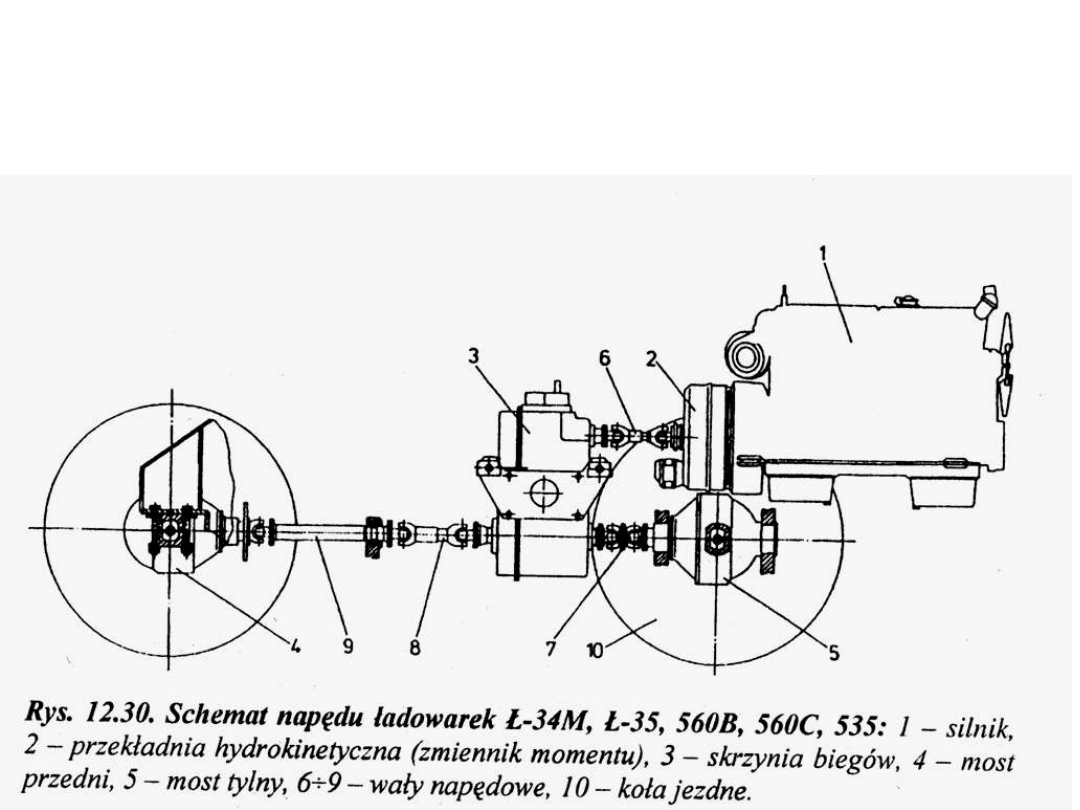
ŁADOWARKA
Napęd hydrokinetyczny – budowa
i zasada działania
ŁADOWARKA
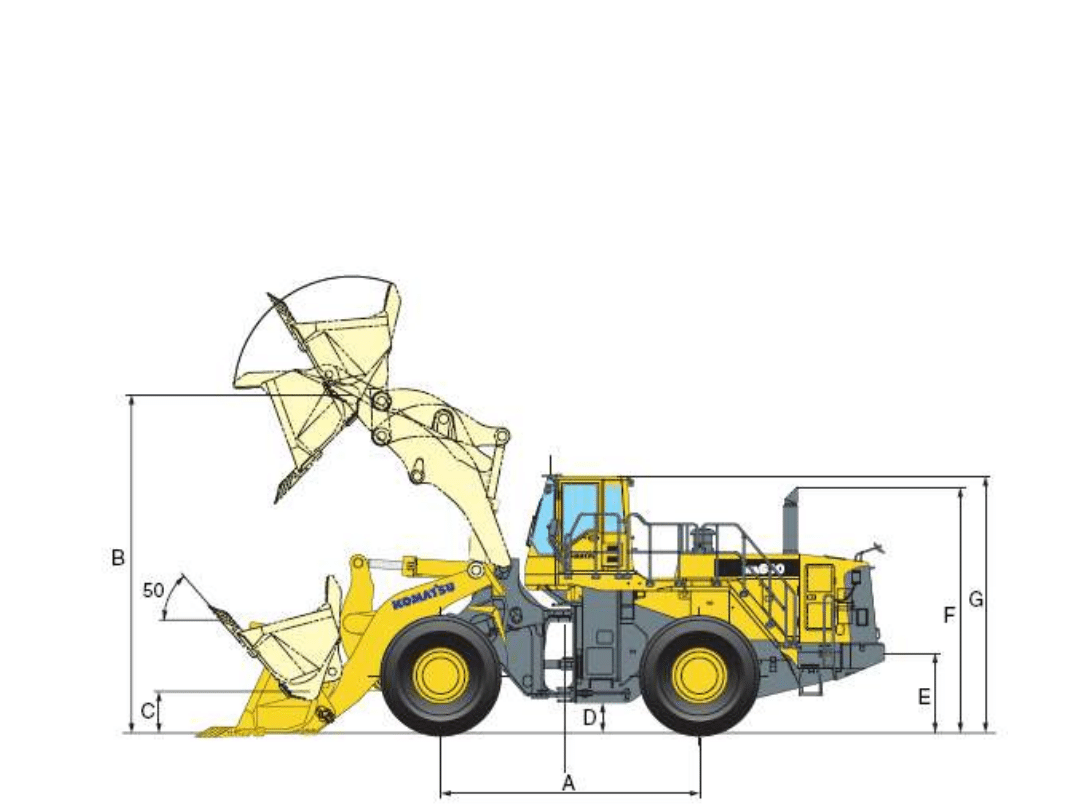
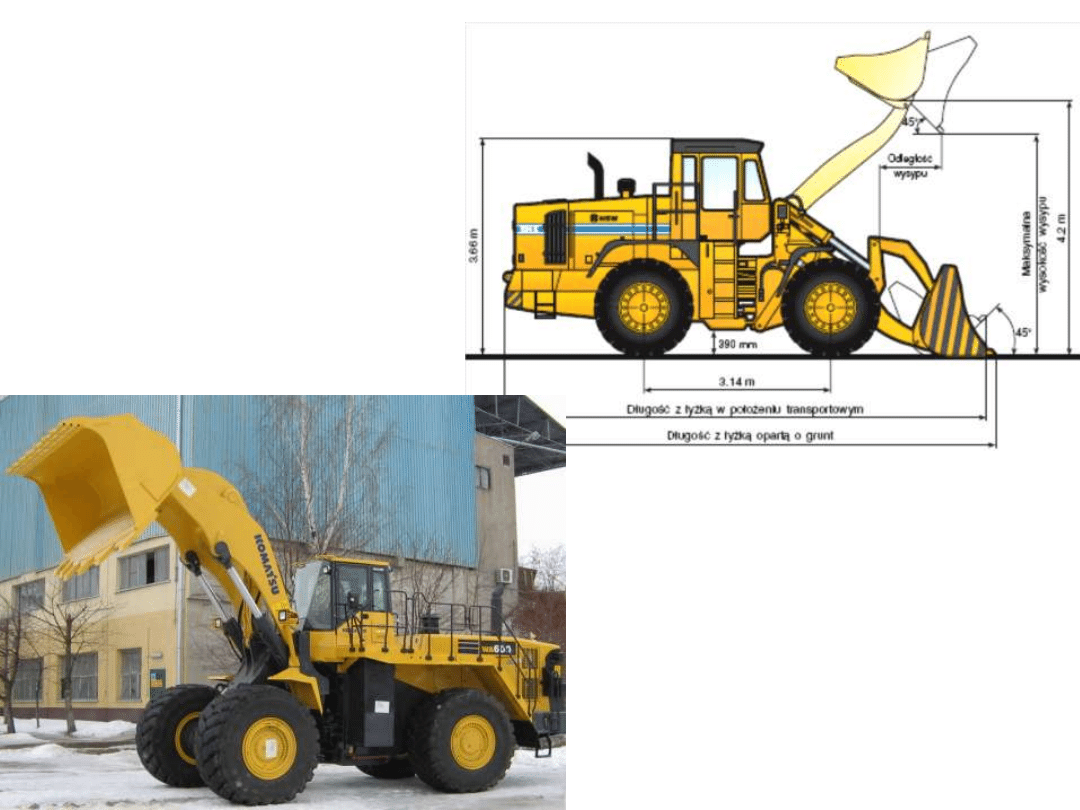
Pole pracy
ŁADOWARKA
ŁADOWARKA
- sterowanie
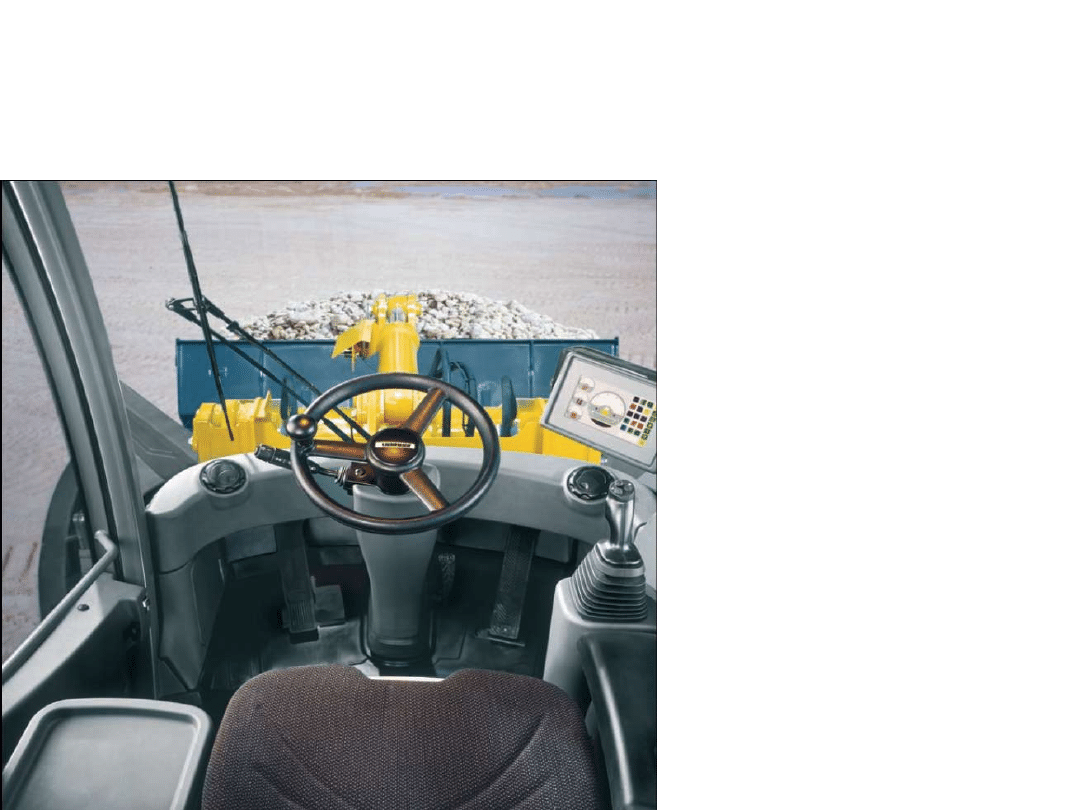
Kabina
–
ładowarka
kołowa
Liebherr L524
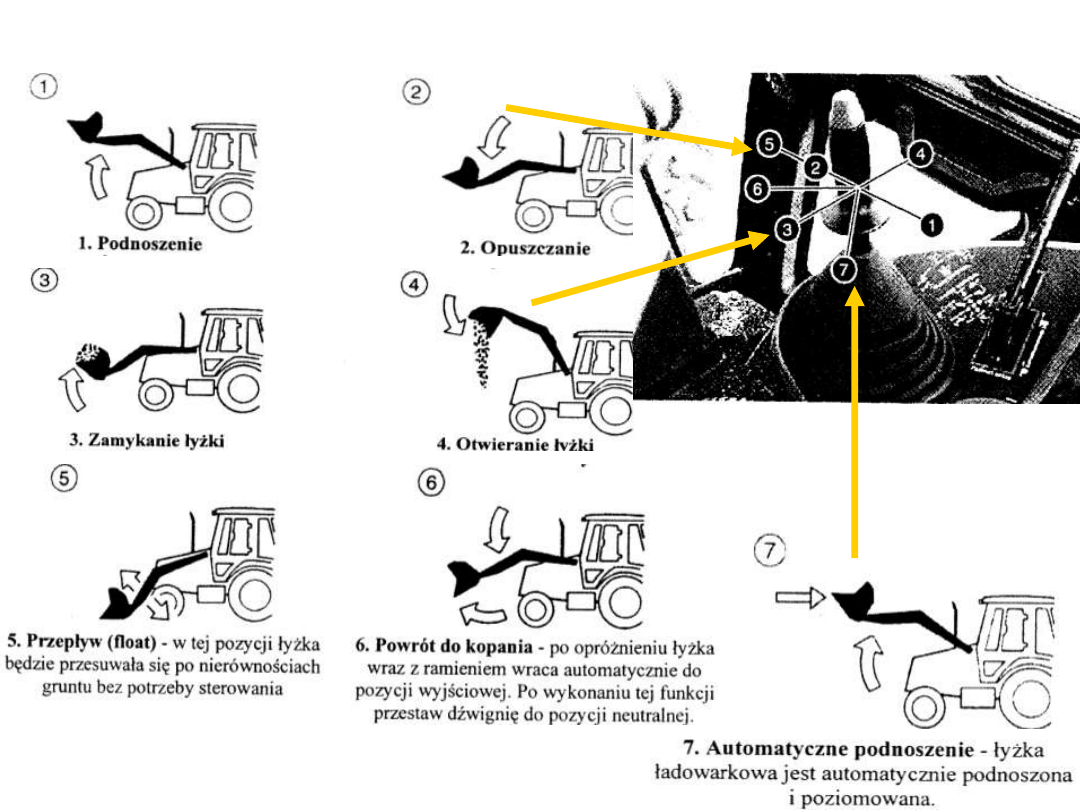
ŁADOWARKA
- sterowanie
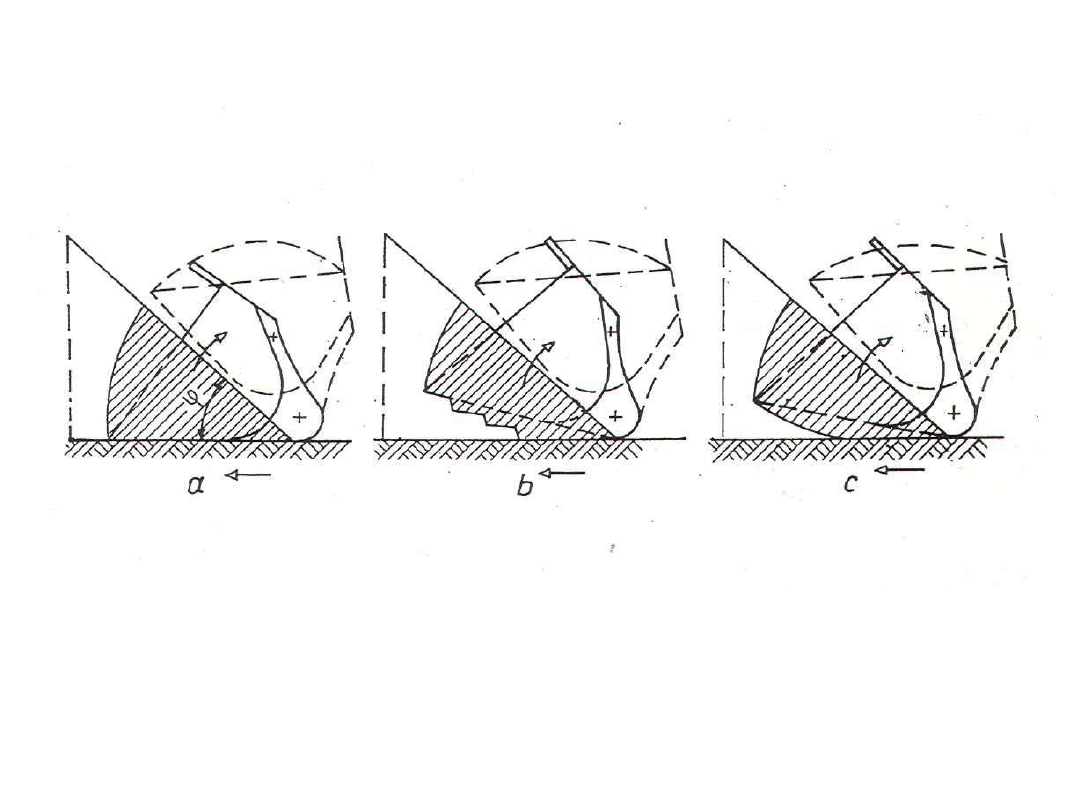
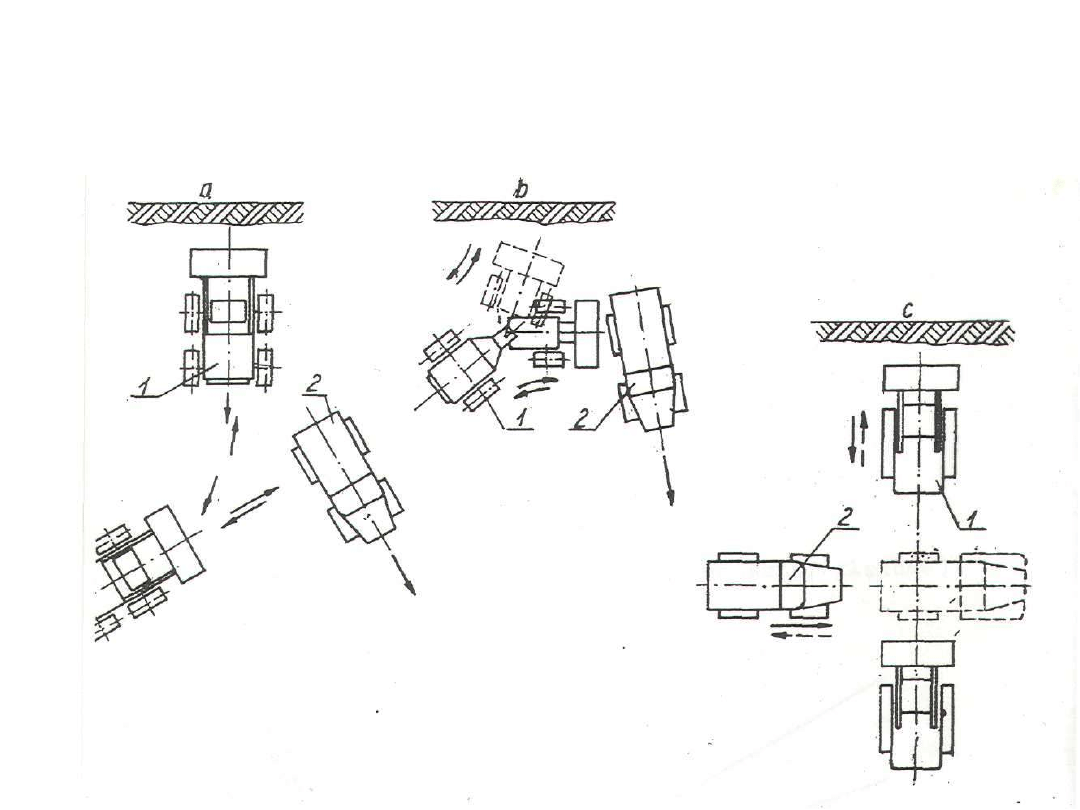
ŁADOWARKA
Sposoby napełniania łyżki w zwale ośrodka
a)
Rozdzielne (najazd i obrót)
b)
Złożone stopniowe
c)
Złożone ciągłe
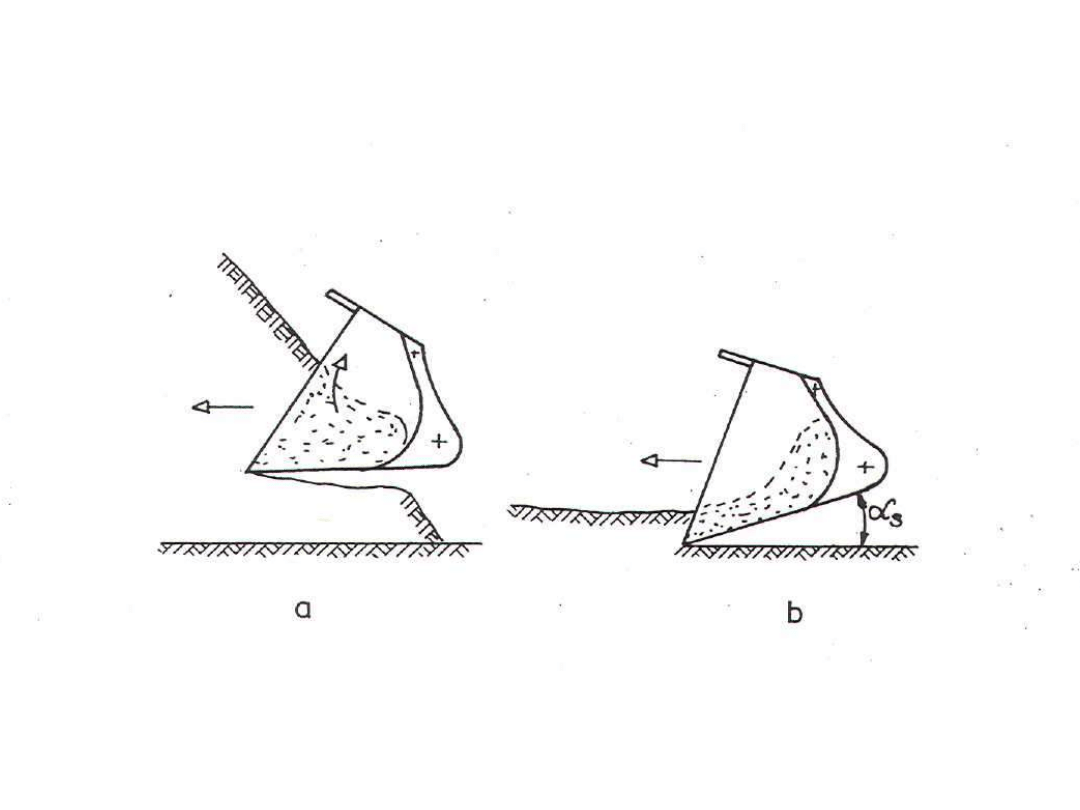
ŁADOWARKA
Schematy napełniania łyżki ładowarki
a)
w zwale ośrodka
b) przy zbieraniu warstwy gruntu

GRUNTY
Opór (siły) urabiania gruntów
F
U
= F
U
(O, N, W, K) + e (Z)
F
U
= F
z
+ F
t
+ F
p
+ F
o
+ F
H
F
s
-
opór zagłębiania (wcinania krawędzi poziomej,
krawędzi pionowych)
F
t
-
opór tarcia (o dno łyżki, boczne ścianki, dna
łyżki o podłoże)
F
p
-
opór piętrzenia materiału
F
o
– opór przy obrocie łyżki (ścinania, tarcia,
naporu)
F
H
– opór podnoszenia
O
A
B
50°
piece-wise linear
trajectories
K
L
M
h=80 mm
h=120 mm
free boundary
curvilinear trajectories
a)
b)
23
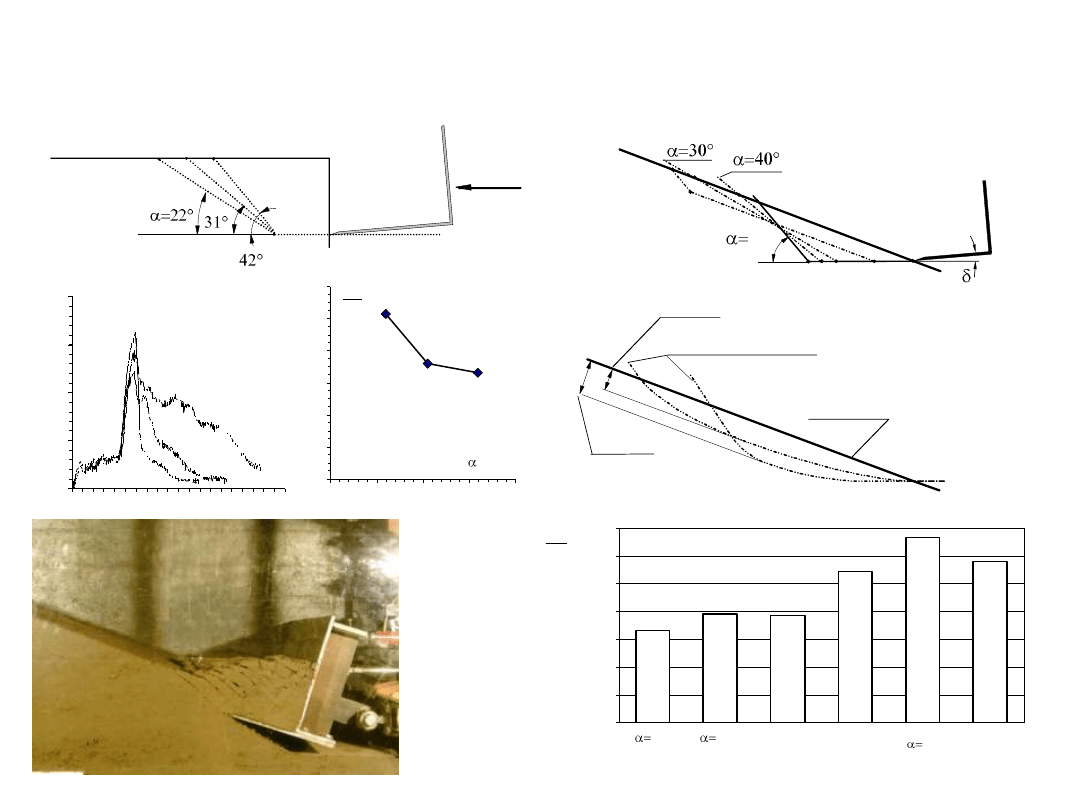
Optymalizacja pojedynczego cyklu urabiania
0
0.2
0.4
0.6
0.8
1
1.2
1.4
50°
40°
30°
curvilinear
trajectory
h=120 mm
curvilinear
trajectory
h=80 mm
trajectory
OKLM
]
[m
Q
W
f
B
C
D
V
0
O
A
O'
a)
0
1000
2000
3000
4000
0
200
400
600
800
F
x
[N]
u
x
[mm]
42°
22°
31°
0
0.2
0.4
0.6
0.8
1
1.2
10
20
30
40
50
W
f
[m]
[deg]
Q
Kryterium optymalizacji: Całkowita praca sił urabinia odniesiona do ciężaru materiału
pozostającego w łyżce
(specific excavation energy)
24
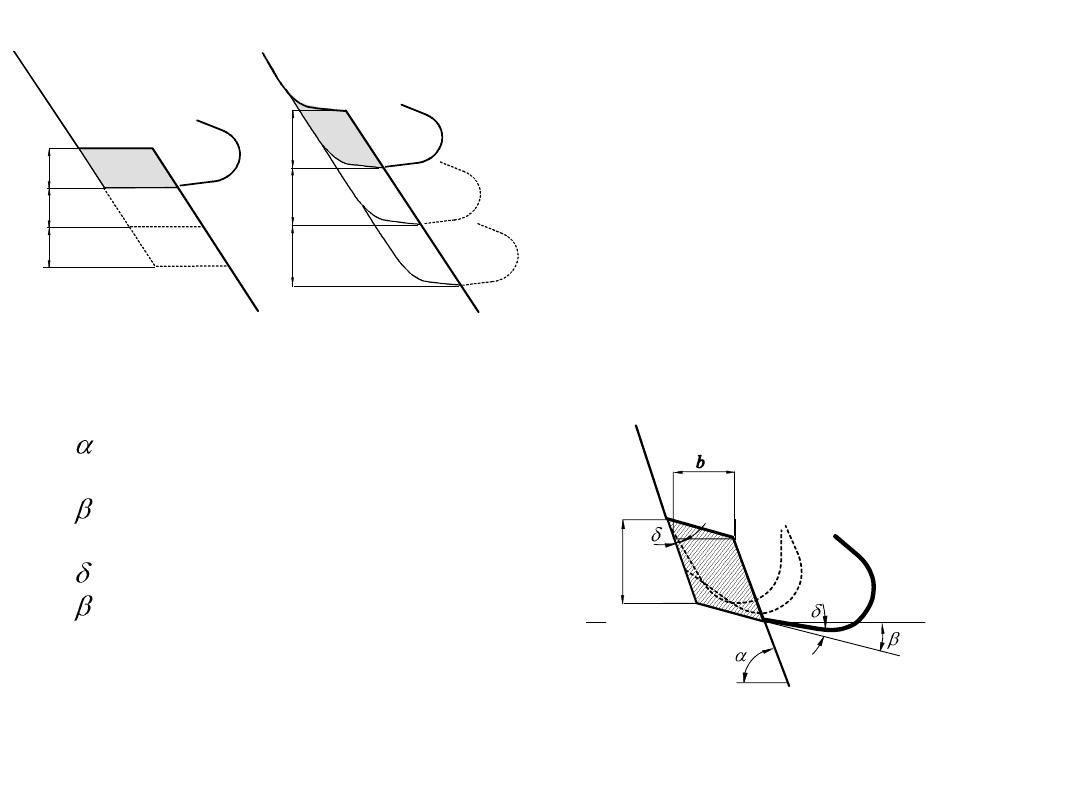
Powtarzalne cykle urabiania łyżką
h
h
h
h
h
h
Powtarzalne cykle urabiania to takie cykle
ruchu narzędzia, dla których
powierzchnia swobodna przed procesem i
po procesie urabiania są podobne
Parametry procesu
– kąt pochylenia skarpy ( równy
pochyleniu trajektrorii w fazie wyjścia),
– kąt pochylenia trajektorii w fazie
wejściowej,
– kąt pochylenia narzędzia względem
h – wysokość odspajanego odłamu,
b – szerokość odspajanego odłamu.
Schemat pojedynczego cyklu pracy
h
A
B
C
b
h
A
B
C
a)
b)
25
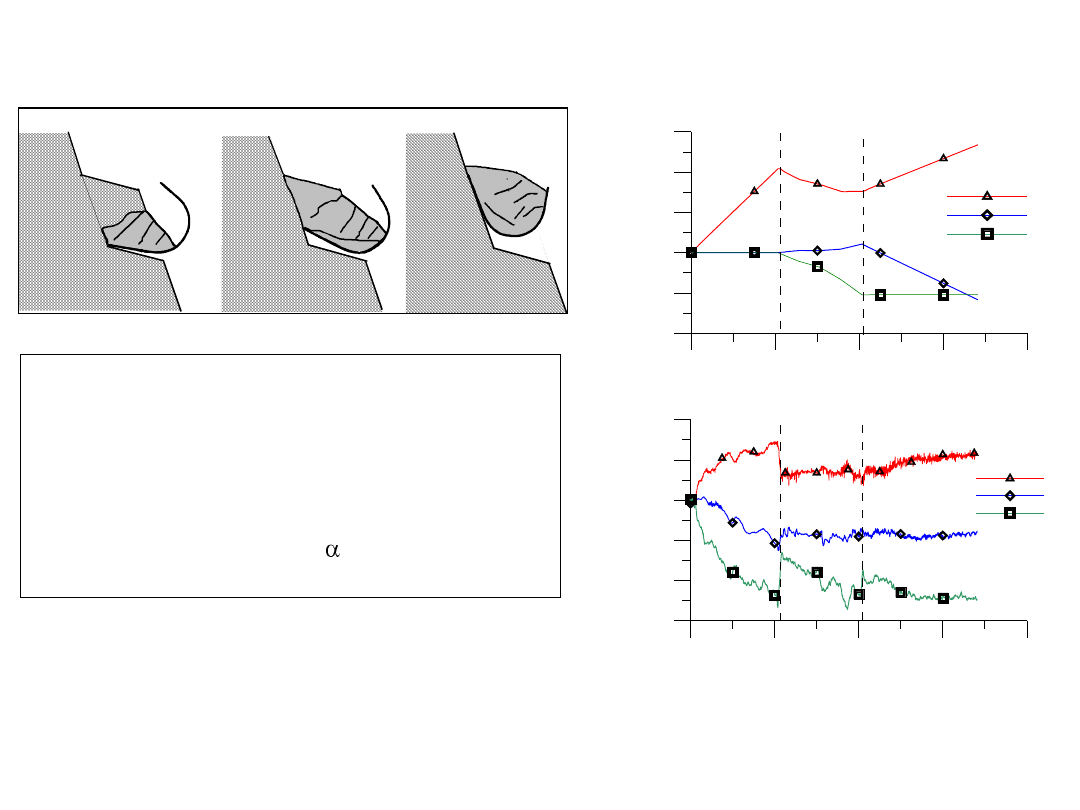
Kolejne etapy powtarzalnego cyklu odspajania
C
A
B
C
A
B
C
A
B
a)
b)
c)
E
E
M
N
M
M
N
N
I – Ruch translacyjny wzdłuż prostej AB
II –W punkcie B narzędzia zmienia kierunek
ruchu, przechodząc do fazy wyjścia. W
trakcie zmiany kierunku następuje generacja
płaszczyzny ścięcia BEC.
III –Ruch translacyjny wzdłuż prostej BCM
pochylonej pod kątem (równym
pochyleniu skarpy).
0
20
40
60
80
-200
-100
0
100
200
300
0
20
40
60
80
T i m e [ s ]
-3000
-2000
-1000
0
1000
2000
l
x
, l
y
, l
r
[ m m ]
F
x
, F
y
, F
r
[ N ]
a )
b )
T i m e [ s ]
I
I I
I I I
I I I
I I
I
l
x
l
y
l
r
F
x
F
y
F
r
a) zmiany długości siłowników hydraulicznych
b) zmiany sił w siłownikach w funkcji czasu
26
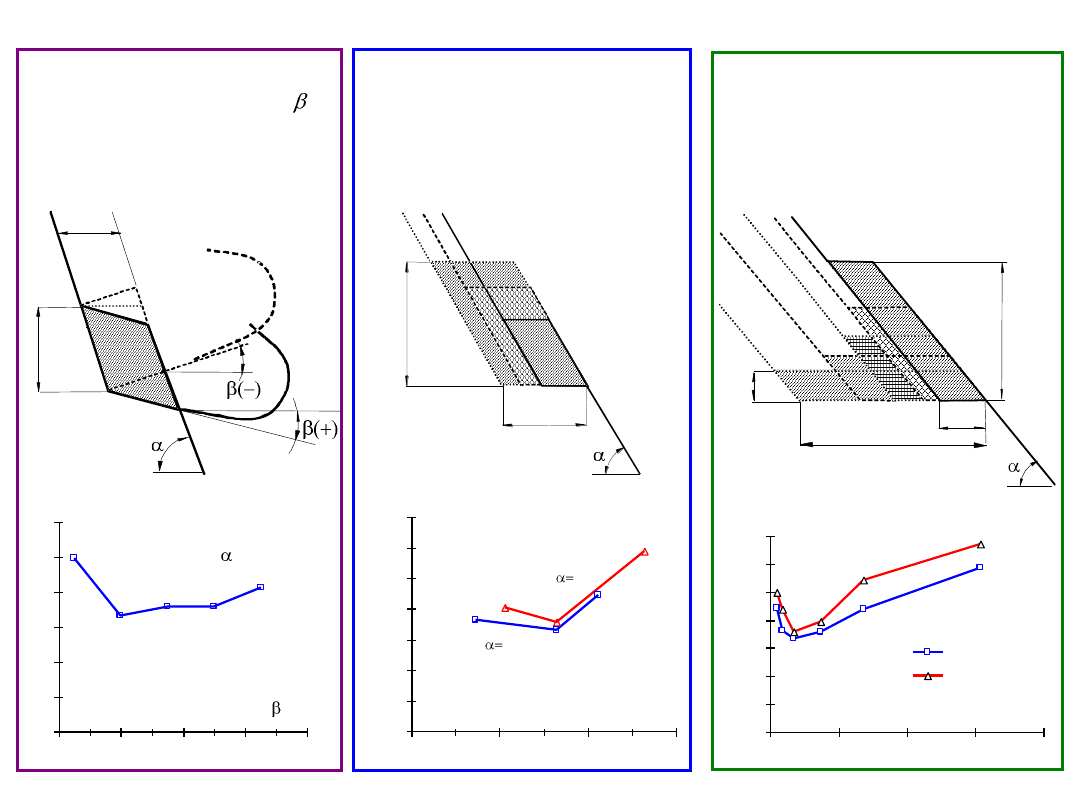
Optymalizacja powtarzalnych cykli odspajania
b
h
A
B
C
A
'
D
D
'
Jednostkowa energia urabiania
w funkcji objętości
odspajanego materiału
Constant ratio b/h = 2/3
b
h
Jednostkowa energia urabiania w
funkcji szerokości odłamu b
b
h
b '
h '
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0
20000
40000
60000
50°
70°
Wc/Q [m]
cross-section of dug-out materal [mm
2
]
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0
2
4
6
8
slope 70°
slope 50°
Wc/Q [m]
b/h
0.0
0.2
0.4
0.6
0.8
1.0
1.2
-20
0
20
40
60
slope
=70°
b/h =2/3
Wc/Q [m]
°
Constant cross-section
Jednostkowa praca
odspajania w funkcji kąta
pochylenia trajektorii w fazie
wejścia
27
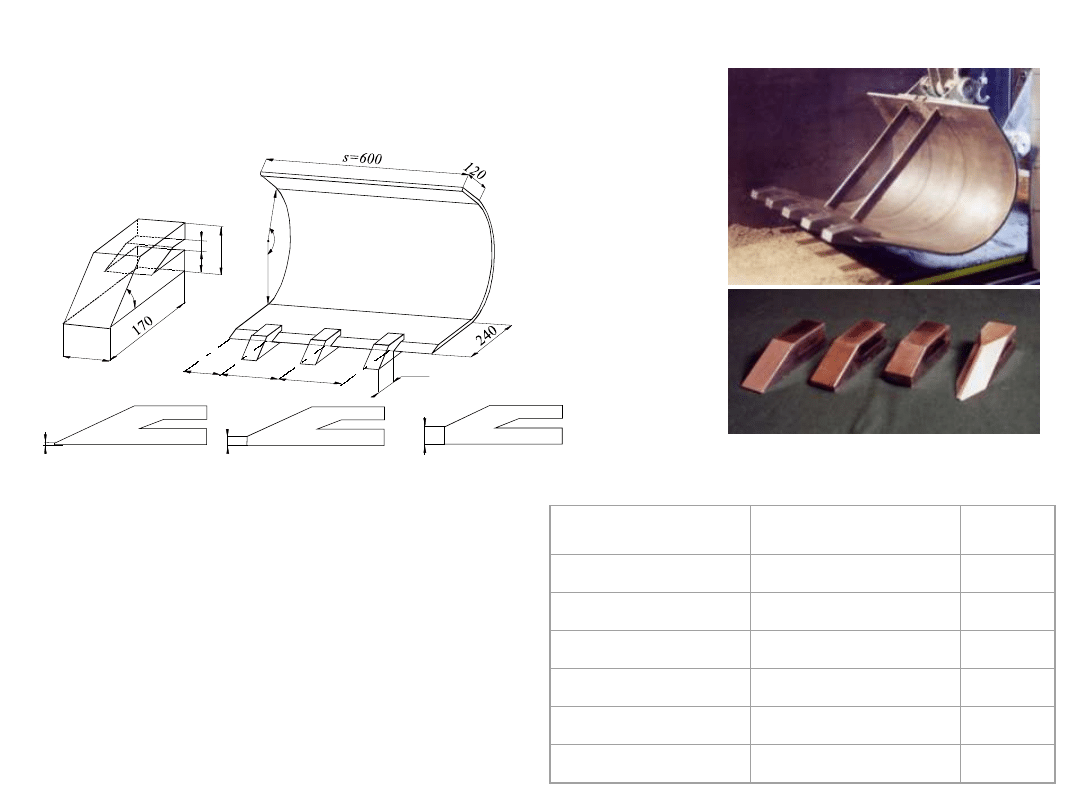
Badania eksperymentalne modelowej łyżki
Wpływ rozstawu i kształtu zębów
N – Liczba zębów
l – rozstaw zębów
[mm]
l/w
1
600
13.04
2
300
6.52
3
200
4.35
4
150
3.26
5
120
2.61
6
100
2.17
Schemat łyżki koparki z zestawem zębów
l – rozstaw zębów
w – szerokość pojedynczego zęba
Zalecany przez ESCO (1999) rozstaw
zębów l wynosi:
dla koparek od 2.5w do 3.5w
dla ładowarek od 3.5w do 4.7w
ESCO -
czołowy producent zębów
dla przemysłu wydobywczego i
budowlanego
l
l
R=170
145°
95
46
l/2
19
10
44
25°
10
20
2
a)
b)
28
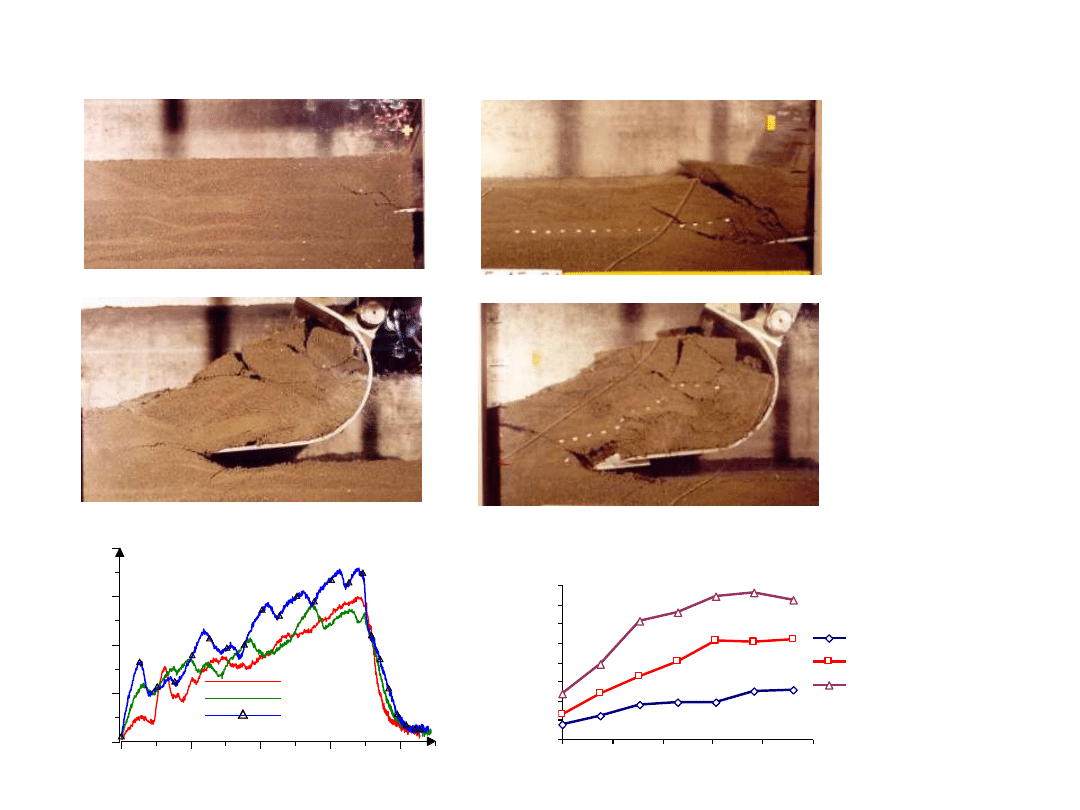
Kolejne etapy procesu odspajania łyżką koparki
-
bez zębów
- z 5
zębami (l/w=2.61; w/l= 0.383)
100
150
200
250
300
350
400
450
500
0
0.1
0.2
0.3
0.4
0.5
h100
h150
h200
w/l [-]
W
150
[Nm]
Praca urabiania W150
dla łyżek z różną liczbą zębów
l – rozstaw zębów
w – szerokość
pojedynczego
zęba
0
200
400
600
800
0
1000
2000
3000
4000
1
3
5
F x [ N ]
c = 3 0 k P a
x [mm]
Zmiany przebiegu siły poziomej
29
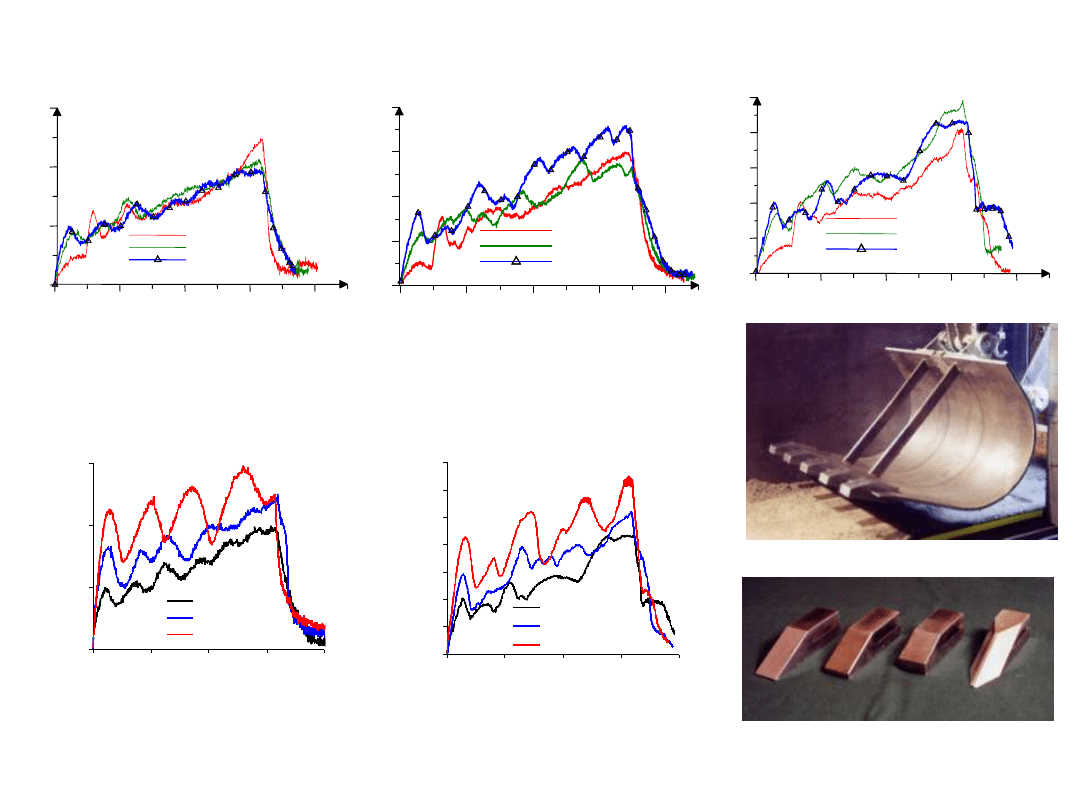
Zmiany poziomej siły urabiania dla łyżki z 5 zębami
i różnych faz zużycia
0
1000
2000
3000
0
200
400
600
800
2 mm
10 mm
20 mm
Fx [N]
c=15 kPa
x [mm]
a)
0
1000
2000
3000
4000
5000
6000
7000
0
200
400
600
800
2 mm
10 mm
20 mm
c=45 kPa
Fx [N]
x [mm]
c)
0
200
400
600
800
0
1000
2000
3000
4000
5000
1
3
5
F x [ N ]
c = 4 5 k P a
x [mm]
0
200
400
600
800
0
1000
2000
3000
1
3
5
F x [ N ]
c = 1 5 k P a
x[mm]
0
200
400
600
800
0
1000
2000
3000
4000
1
3
5
F x [ N ]
c = 3 0 k P a
x [mm]
Zmiany poziomej siły naporu dla łyżki z różną liczbą zębów, dla różnych
początkowych gęstości ośrodka
Wpływ zużycia zębów
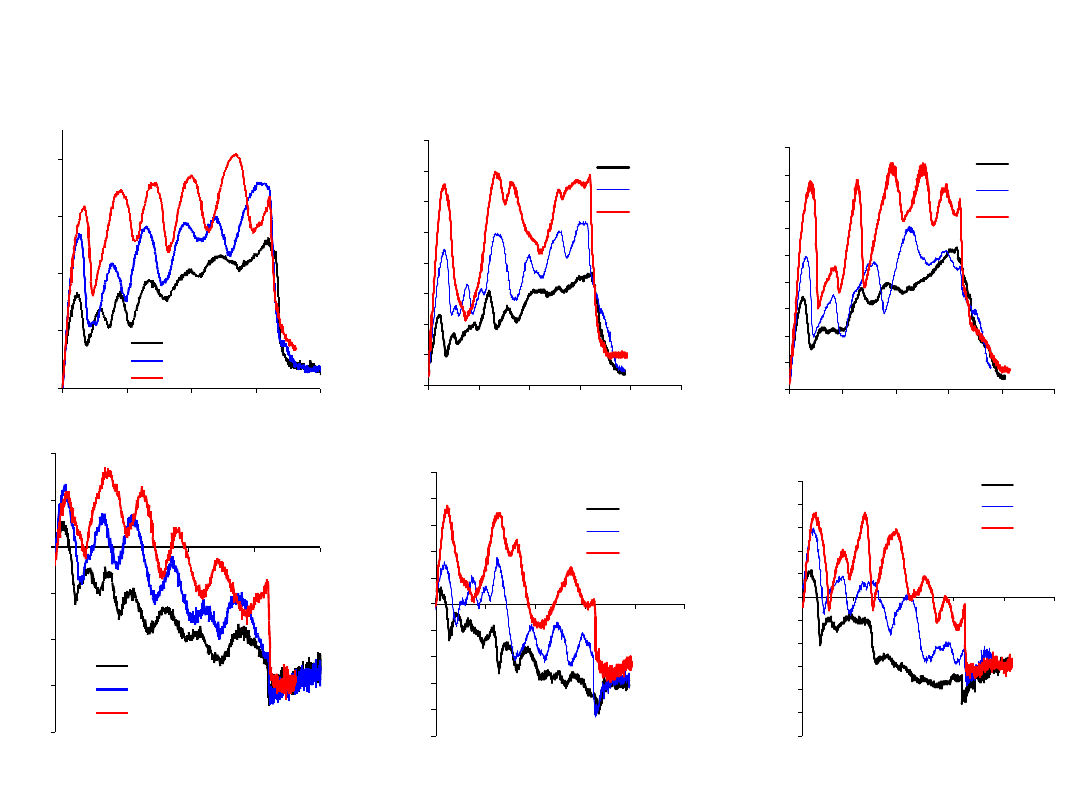
Przebiegi składowych poziomej i pionowej siły urabiania dla
narzędzia z listwą o różnym stopniu zużycia
0
1000
2000
3000
4000
5000
6000
7000
8000
0
200
400
600
800
1000
Fz 2 mm
Fz 10 mm
Fz 20 mm
Fx [N]
x [mm]
c =30 kP a
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
0
200
400
600
800
1000
2 mm
10 mm
20 mm
Fx [N]
x [mm]
c =45 kP a
-2500
-2000
-1500
-1000
-500
0
500
1000
1500
2000
2500
0
200
400
600
800
1000
Fz 2 mm
Fz 10 mm
Fz 20 mm
Fy [N]
x [mm]
c =30 kP a
-3000
-2500
-2000
-1500
-1000
-500
0
500
1000
1500
2000
2500
0
200
400
600
800
1000
2 mm
10 mm
20 mm
Fy [N]
x [mm]
c =45 kP a
0
1000
2000
3000
4000
0
200
400
600
800
2 mm
10 mm
20 mm
Fx [N]
c=15 kPa
x [mm]
-2000
-1500
-1000
-500
0
500
1000
0
200
400
600
800
2 mm
10 mm
20 mm
Fy [N]
x [mm]
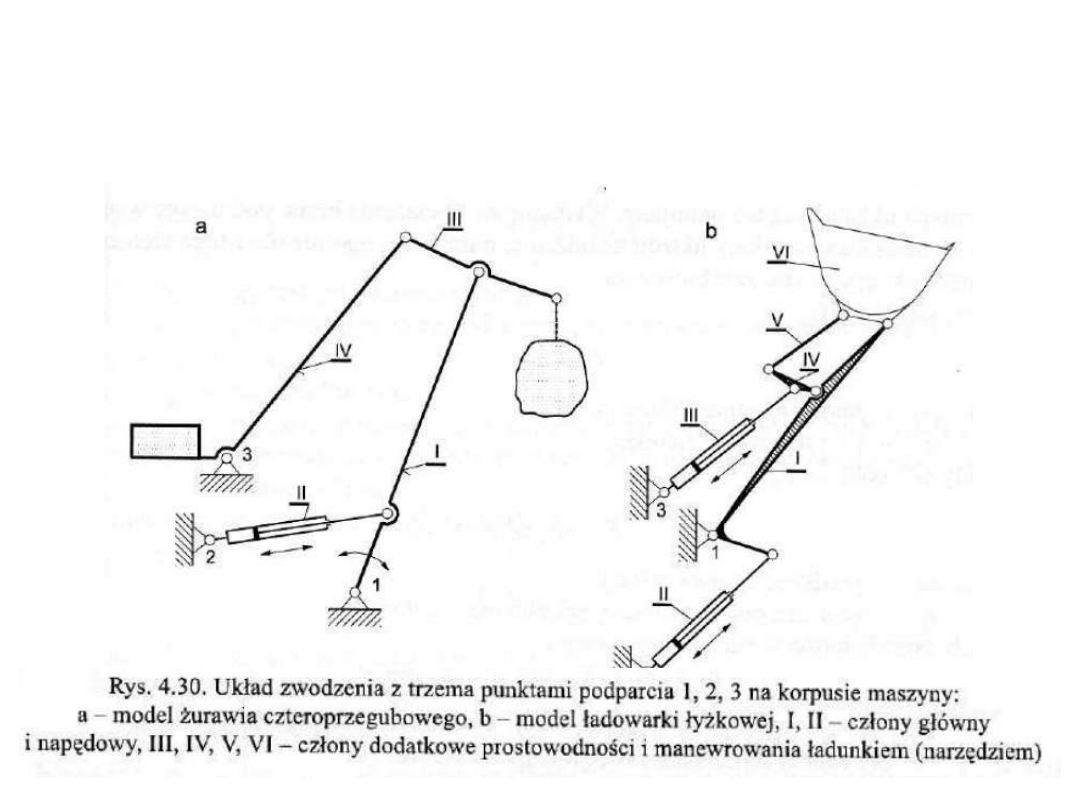
Układy zwodzenia z trzema punktami podparcia
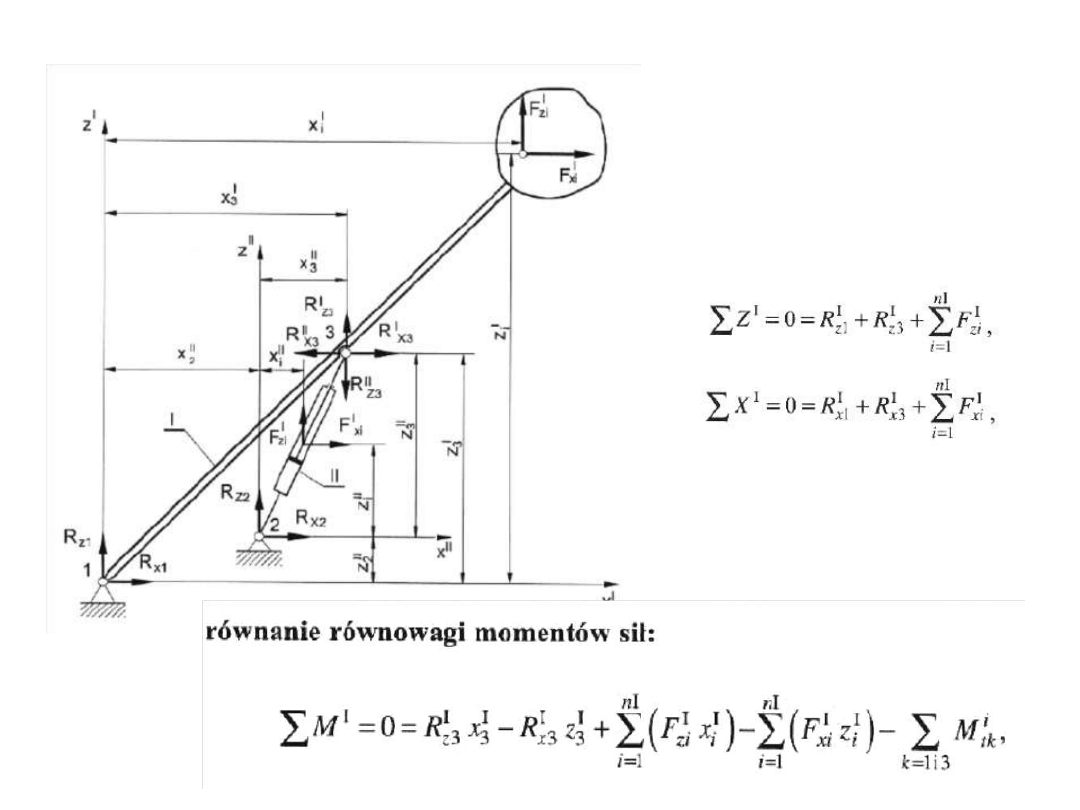
Schemat rozkładu obciążeń
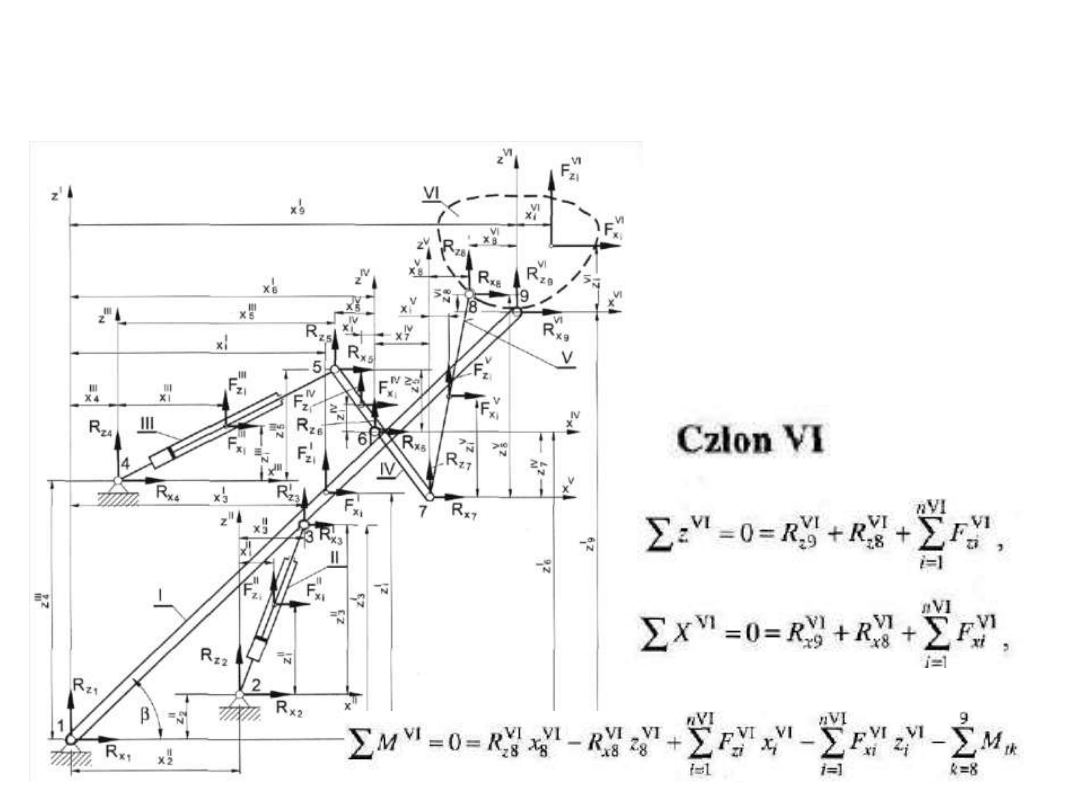
Schemat rozkładu obciążeń
– model ładowarki łyżkowej
ŁADOWARKA
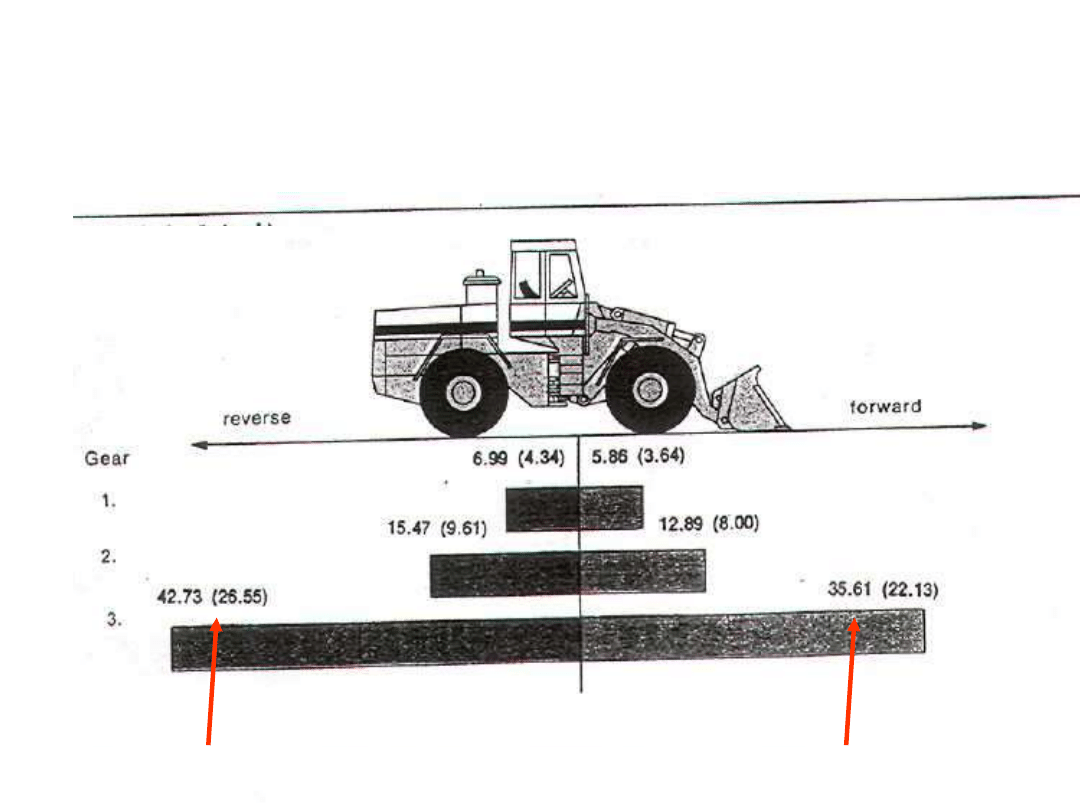
ŁADOWARKA
Prędkości jazdy
42,73 km/godz.
35,61 km/godz
.
Cykle pracy
ŁADOWARKA
Ładowarka kołowa
przegubowa
Ładowarka kołowa
Ładowarka gąsienicowa
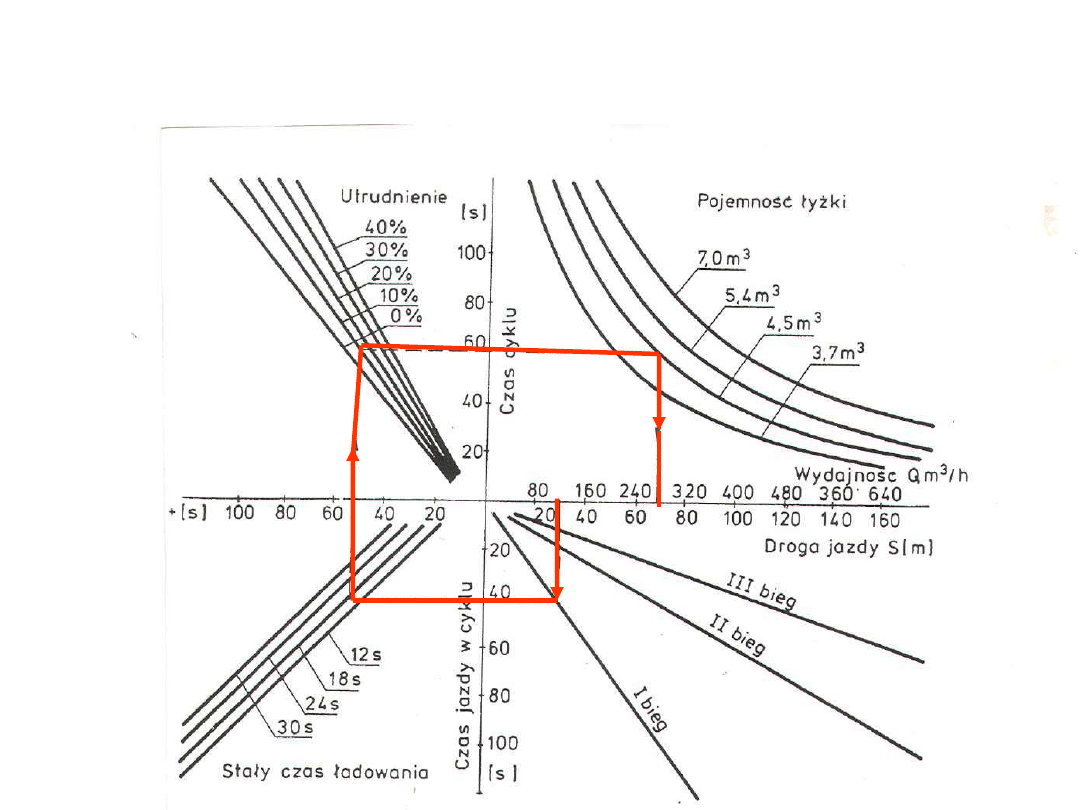
ŁADOWARKA
Normograf do wyznaczania wydajności
ładowarki łyżkowej na podwoziu kołowym
Wyszukiwarka
Podobne podstrony:
MR MB 05 ladowarki JM
MR MB 05 ladowarki JM
MR MB 09 przyszłosc JM
MR MB 06 spycharka JM
MR MB 04 koparki JM
MR MB 01 wprowadzenie JM
MR MB 08 kruszarki JM
MR 5 ladowarki JM
MR MB 02 plac budowy grunty JM
MR MB 03 urabianie mobilnosc JM
MR 5 ladowarki JM
MR MB 07 inne maszyny JM
więcej podobnych podstron