Applied Engineering in Agriculture
Vol. 22(3): 421-426
E 2006 American Society of Agricultural and Biological Engineers ISSN 0883−8542
421
E
CONOMICS
OF
P
RODUCING
F
UEL
P
ELLETS
FROM
B
IOMASS
S. Mani, S. Sokhansanj, X. Bi, A. Turhollow
A
BSTRACT.
An engineering economic analysis of a biomass pelleting process was performed for conditions in North America.
The pelletization of biomass consists of a series of unit operations: drying, size reduction, densifying, cooling, screening, and
warehousing. Capital and operating cost of the pelleting plant was estimated at several plant capacities. Pellet production
cost for a base case plant capacity of 6 t/h was about $51/t of pellets. Raw material cost was the largest cost element of the
total pellet production cost followed by personnel cost, drying cost, and pelleting mill cost. An increase in raw material cost
substantially increased the pellet production cost. Pellet plants with a capacity of more than 10 t/h decreased the costs to
roughly $40/t of pellets. Five different burner fuels – wet sawdust, dry sawdust, biomass pellets, natural gas, and coal were
tested for their effect on the cost of pellet production. Wet sawdust and coal, the cheapest burner fuels, produced the lowest
pellet production cost. The environmental impacts due to the potential emissions of these fuels during the combustion process
require further investigation.
Keywords. Pelletization costs, Cost analysis, Wood pellets, Solid fuels.
ignocellulosic biomass (biomass from plants), in its
original form usually have a low bulk density of
30 kg/m
3
and a moisture content ranging from 10%
to 70% (wb). Pelleting increases the specific densi-
ty (gravity) of biomass to more than 1000 kg/m
3
(Lehtikan-
gas, 2001; Mani et al., 2004). Pelleted biomass is low and
uniform in moisture content. It can be handled and stored
cheaply and safely using well developed handling systems
for grains (Fasina and Sokhansanj, 1996).
Forest and sawmill residues, agricultural crop residues,
and energy crops can be densified into pellets. Pellets are
cylindrical, 6 to 8 mm in diameter and 10 to 12 mm long.
Melin (2005) reports that in North America, more than
1.2 million t (In this article, t indicates tonne in SI Units) of
fuel pellets are produced annually. Most of the U.S. pellets
are bagged and marketed for domestic pellet stoves. In
Canada, pellets produced from sawdust and wood shavings
are exported to European countries – Sweden and Denmark.
The recent increases in oil and gas prices and climate
change have boosted the demand for biomass. In spite of their
many desirable attributes, biomass pellets cannot compete
with fossil fuel sources because it is still expensive to densify
biomass. Samson et al. (2000) reported that depending upon
the raw material cost, switchgrass pellets range from $72 to
$102/t. Drying costs are not included in this price. Thek and
Submitted for review in September 2005 as manuscript number FPE
6086; approved for publication by the Food & Process Engineering
Institute Division of ASABE in March 2006.
The authors are Sudhagar Mani, ASABE Student Member, Graduate
Student, Xiaotao Bi, Associate Professor, Department of Chemical and
Biological Engineering, University of British Columbia, Vancouver, BC
Canada; Shahab Sokhansanj, ASABE Member Engineer, Distinguished
Research Scientist, and Anthony Turhollow, ASABE Member Engineer,
Research Scientist, Oak Ridge National Laboratory, Environmental
Sciences Division, Oak Ridge, Tennessee. Corresponding author:
Sudhagar Mani, Dept. of Chemical and Biological Engineering, University
of British Columbia, 2360 East Mall, Vancouver, BC Canada V6T 1Z3;
phone: 604-827-3413; fax: 604-822-6003; e-mail:
msudhagar@chml.ubc.ca.
Obernberger (2004) reported the pellet production cost in
Sweden and Austria between $78 and $113/t. The main cost
difference was due to the larger plant capacity and the lower
electricity price in Sweden. Raw material is a major
contributor to the cost of pellets produced (Mani, 2005). To
produce biomass pellets economically, a detailed economic
analysis for the North American condition is required taking
into consideration plant capacity, feedstock cost, drying cost,
and plant utilization time. The objectives of this work were
to develop the cost of producing biomass pellets and to
investigate the effect of feedstock cost, plant capacity, and
dryer fuel options on pellet production cost.
D
ESCRIPTION
OF
A
T
YPICAL
B
IOMASS
P
ELLETING
O
PERATION
Apart from animal feed, alfalfa and sawmill residues are
the other two biomass that are pelletized extensively in
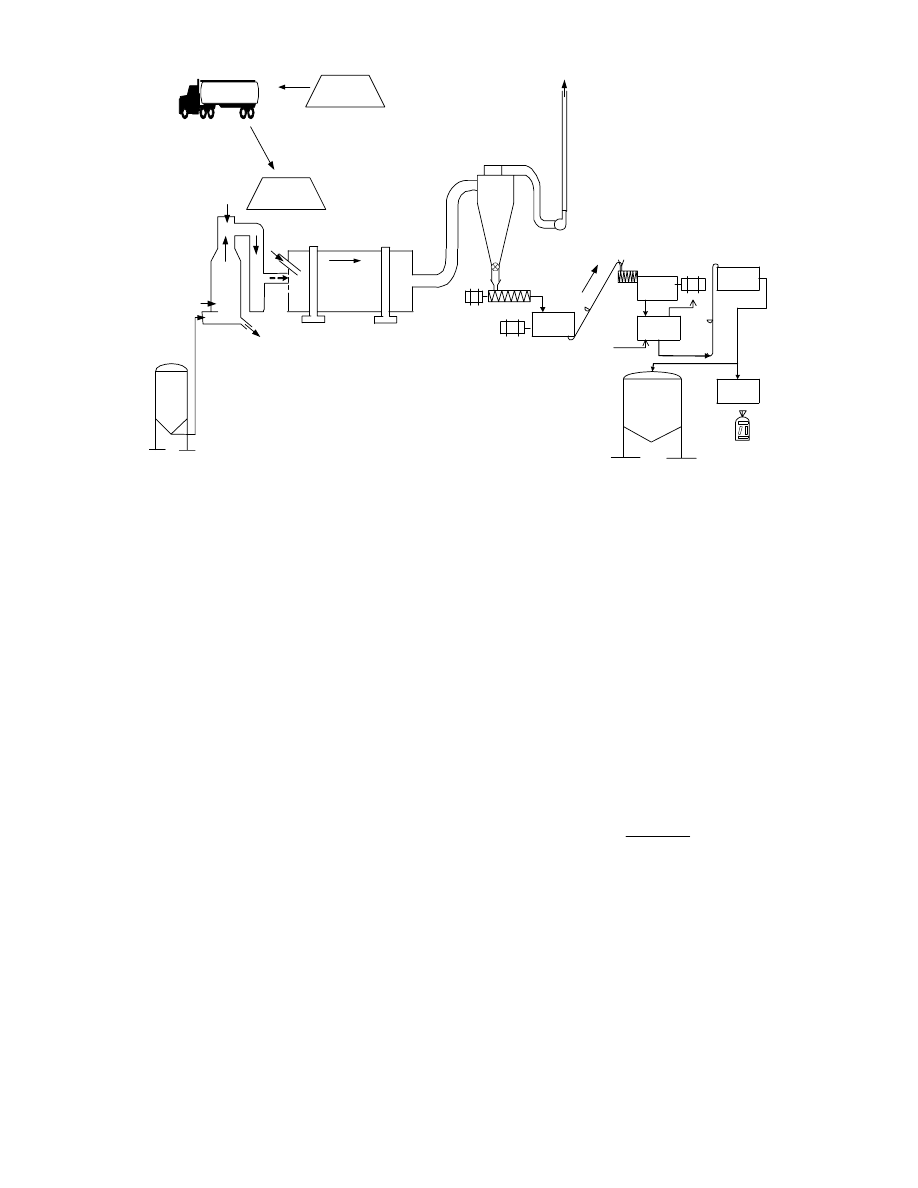
Canada. Figure 1 shows the unit operations and the flow of
biomass in a typical biomass pelleting operation that consists
of three major unit operations, drying, size reduction
(grinding), and densification (pelleting). The biomass is
dried to about 10% (wb) in the rotary drum dryer. Super-
heated steam dryers, flash dryers, spouted bed dryers, and
belt dryers are also common in European countries (Stahl
et al., 2004; Thek and Obernberger, 2004) but they are not
used in North America (to the knowledge of the authors). The
drying medium is the flue gas from the direct combustion of
natural gas. Solid fuels, especially biomass fuels, are
gradually replacing natural gas because of recent price
increases in fossil fuels.
After drying, a hammer mill equipped with a screen size
of 3.2 to 6.4 mm reduces the dried biomass to a particle size
suitable for pelleting. The ground biomass is compacted in
the press mill to form pellets. The individual pellet density
ranges from 1000 to 1200 kg/m
3
. The bulk density of pellets
ranges from 550 to 700 kg/m
3
depending on size of pellets.
Pellet density and durability are influenced by physical and
chemical properties of the feedstock, temperature and
L
422
A
PPLIED
E
NGINEERING
IN
A
GRICULTURE
Truck transport
Biomass
storage
Raw
material
Feed in
Cyclone
Rotary dryer
(single/triple)
Fan
Hammer
mill
Solid
fuel
burner
Ash
Dilution Air
Air
Fuel
tank
Fuel
Motor
Conveyor
Pellet
mill
Screening
Cooler
Packing
bags
Pellet
storage
Cool
air
Pellet
Figure 1. Schematic layout of a typical biomass pelleting plant.
applied pressure during the pelleting process (Mani et al.,
2003). In some operations, the ground material is treated with
super-heated steam at temperatures above 100
°C before
compaction. The superheated steam increases moisture and
temperature of the mash causing the release and activation of
the natural binders present in the biomass. Moisture also acts
as a binder and lubricator (Robinson, 1984).
In some operations, binders or stabilizing agents are used
to reduce the pellet springiness and to increase the pellet
density and durability. Most widely used binders for pelleting
of animal feeds are calcium lignosulfonate, colloids, benton-
ite, starches, proteins and calcium hydroxide (Pfost, 1964;
Tabil and Sokhansanj, 1996). Pfost and Young (1974)
reported that there was a significant increase in pellet
durability when using colloids and calcium lingo-sulphonate
as additives in the range of 2.6% by weight. Biomass from
woody plants contains higher percentages of resins and lignin
compared to agricultural crop residues (straw and stover).
When lignin-rich biomass is compacted under high pressure
and temperature, lignin becomes soft exhibiting thermoset-
ting properties (van Dam et al., 2004). The softened lignin
acts as glue.
The temperature of pellets coming out of the pellet mill
ranges from 70
°C to 90°C. The elevated temperature is due
to the frictional heat generated during extrusion and material
pre-heating. Pellets are cooled to within 5
°C of the ambient
temperature in a cooler. The hardened cooled pellets are
conveyed from the cooler to storage areas using mechanical
or pneumatic conveying systems. Pellets may be passed over
a screen to have fines removed and were weighed before
being stored in enclosed storage areas.
P
ELLET
P
RODUCTION
C
OSTS
The cost of pelleting includes fixed (capital) and operating
costs. The purchase cost of different equipment was collected
from the manufacturers and published literature sources. All
capital cost components follow the economy of scale, i.e.
expansion of the unit size with respect to its characteristics
dimensions will reduce the capital cost, non-proportional to
the actual size of expansion (Krokida et al., 2002). For
notations used in this article, see the List of Nomenclatures
at the end of the text.
The total capital cost, C
c
($/y) was calculated by:
eq
c
eC
C
=
(1)
where e is the capital recovery factor and C
eq
is the cost of the
equipment ($).
The capital recovery factor was calculated using equa-
tion 2:
( )
( )
1
1
1
−
+
+
=
N
N
i
i
i
e
(2)
where i is the interest rate (decimal) and N is the lifetime of
the equipment (years).
The equipment cost, C
eq
, was found from the general
relationship.
eq
n
eq
eq
P
C
α
=
(3)
where
a
eq
is the unit cost of the equipment ($), n
eq
is the
scaling factor of the equipment, and P is the characteristic
parameter of the equipment.

423
Vol. 22(3): 421-426
The following cost versus capacity relationship was used
(Ulrich, 1984) wherever the specific equipment cost for a
particular capacity was not available,
g
eq
eq
C
C
C
C
=
2
1
2
1
(4)
C
1
and C
2
are the capacity of equipment 1 and 2; g is the
exponent. The exponent value for process equipment ranges
from 0.4 to 0.8. We used the exponent value of 0.6 in this
study.
The total cost, C
T
, was calculated by:
op
c
T
C
C
C
+
=
(5)
where C
op
is the operating cost ($/y).
The production cost, C
P
($/kg), for any product was
estimated from equation 6:
P
op
T
p
G
t
C
C
=
(6)
where t
op
is the total operating hours of the plant per year (h/y)
and G
p
is the production rate (kg/h).
Equipment price relationships quoted in different years
are adjusted to 2004 U.S. dollar values by taking into account
for inflation factors (Consumer Price Index) published by
National Aeronautics and Space Administration (NASA)
cost estimating web site (NASA, 2004). Installation cost of
the equipment was in the range of 40% to 75% of the purchase
cost. The purchase and installation cost of various equipment
were taken from Perry and Green (1999) and Walas (1990).
The capital cost of hammer and pellet mills were received
from equipment manufacturers. The capital cost includes the
land cost, purchase, installation and maintenance, office
building construction cost, and costs of dump trucks, forklifts
and front-end loaders. Cost analysis of dump trucks,
front-end loaders, and forklifts was based on the ASAE
standard EP496.2 (ASAE Standards, 2003).
We assumed a 6% interest rate. The maintenance of
equipment and building was assumed to be 2% of the capital
cost except for the pellet and hammer mills. Pellet and
hammer mills have high repair and maintenance cost (10%
of the purchase cost) due to the wear and tear of the
equipment. The operating cost includes the cost of the raw
material, heat energy cost for drying, electricity cost, and
personnel costs. The heat energy cost for the dryer depends
on the type of fuel used and the fuel cost. Costs for five
different dryer fuels (wet biomass, dry biomass, fuel pellets,
natural gas, and coal) were calculated. Personnel costs were
included in pellet production, marketing, and administration.
In order to produce wood pellets, no steam conditioning or
external binders were used. Because lignin in the sawdust
acts as a natural binder during pelletization, the cost of steam
or binders was not included in the cost analysis. The pellet
production cost was calculated for the base case scenario of
6 t/h wood pellet plant. The base case pellet cost estimation
was used to investigate the effect of plant capacity, raw
material cost, and dryer fuel options on the pellet production
cost.
R
ESULTS
AND
D
ISCUSSIONS
The base case pellet plant has a production capacity of 6 t
of pellets/h with the annual production of 45,000 t. The plant
operates 24 h for 310 days annually (annual utilization period
85%). Table 1 lists the cost of the equipment purchase,
installation, annualized cost, and the cost in $/t of pellets
produced for each equipment. In this analysis, the transporta-
tion cost of raw material to the pellet operation facility was
included. We also assumed that the plant was located within
5 to 10 km of the biomass source. The costs of the dryer and
the pellet mill were the largest among the annual capital
costs. The capital cost of the pellet production plant was
about $6/t of pellet production. The capital cost may be
further reduced if the plant capacity is increased from the
current production rate (45,000 t/y).
Table 2 shows the cost of pellet production including
variable costs. The transportation of raw material to the pellet
plant was included in the cost estimation. For the base case,
Table 1. Summary of initial capital cost of the equipment for the pellet production plant (base case – 6 t/h production rate).
Equipment
Purchase Cost
(1000 $)
Installation Cost
(1000 $)
Expected Life
(y)
Capital Recovery
Factor
Annual Capital Cost
(1000 $)
Specific Capital Cost
($/t)
Solid fuel burner
143
71
10
0.1359
29
0.65
Rotary drum dryer
350
210
15
0.1030
58
1.28
Hammer mill
60
24
10
0.1359
11
0.25
Pellet mill
315
160
10
0.1359
64
1.43
Pellet cooler
32
24
15
0.1030
6
0.13
Screen shaker
24
14
10
0.1359
5
0.11
Packaging unit
80
15
10
0.1359
13
0.29
Storage bin
24
14
20
0.0872
3
0.07
Miscellaneous equipment
168
68
10
0.1359
31
0.68
Front end loader
100
−
10
0.1359
14
0.30
Fork lifter
82
−
10
0.1359
11
0.25
Dump truck
100
−
15
0.1030
15
0.34
Office building
72
−
20
0.0872
6
0.14
Land use
40
−
25
0.0782
3
0.07
Total
1590
600
269
6.00

424
A
PPLIED
E
NGINEERING
IN
A
GRICULTURE
Table 2. Cost of biomass pellet production
for the base case (2004 US $).
Pellet Process Operations
Capital
Cost
($/t)
Operating
Cost
($/t)
Total
Cost
($/t)
Percent
Cost
Distribution
Raw material
[a]
0.34
19.39
19.73
39.02
Drying operation
2.46
7.84
10.30
20.37
Hammer mill
0.25
0.70
0.95
1.88
Pellet mill
1.43
1.88
3.31
6.55
Pellet cooler
0.13
0.21
0.34
0.67
Screening
0.11
0.05
0.16
0.32
Packing
0.56
1.37
1.93
3.82
Pellet Storage
0.07
0.01
0.08
0.16
Miscellaneous equipment
0.42
0.33
0.76
1.50
Personnel cost
0.00
12.74
12.74
25.19
Land use and building
0.21
0.05
0.26
0.51
Total cost
5.99
44.58
50.57
100
[a]
Raw material cost includes both the biomass and transportation cost.
wood shavings at 10% (wb) moisture content was considered
as a burner fuel with a fuel cost of $40/t of fuel delivered. Cost
of wood shavings is considerably higher due to the high
demand for animal bedding materials and as a fuel for the
pulp mills. The capital and operating cost of producing
biomass pellets are $6 and $45 per t of pellet production,
respectively. The cost of producing pellets ($51/t) may be
further reduced if the plant capacity is increased.
Pellets produced in North America are cheaper compared
to that produced in European countries. In Austria and
Sweden, the cost of production of fuel pellets was $113 and
$78/t of pellets, respectively. The difference in pellet cost
from the two countries was mainly due to the larger plant
capacity and the lower price for electricity in Sweden (Thek
and Obernberger, 2004).
Figure 2 shows the effect of pellet production rate on the
total cost of pellet production. We assumed that the plant
operates 7500 h annually, which is about 85% of the year. If
the plant operates 6000 h annually then the pellet cost
increased by $4.50/t. An increase in pellet production rate
(plant capacity) substantially decreased the pellet production
cost mainly due to the economics of scale for larger pellet
plants. For example, the personnel cost for the pellet plant
with 10 t/h production rate is about $4/t compared to $16/t for
the pellet plant with 2 t/h production rate. For a production
rate of 10 t/h, the cost of pellet produced decreased to about
0
20
40
60
80
100
120
0
2
4
6
8
10
12
14
16
Pellet production rate (t/h)
Pellet production cost ($/t)
Total cost
Capital cost
Operating cost
Figure 2. Pellet production cost vs. production rate.
$41/t with the annual production rate of 75,000 t/y. At $41/t
with the annual production rate of 75,000 t/y. At higher plant
capacity, the capital cost of the plant did not increase
substantially due to the plant scaling factor of 0.6. The
operating cost decreased considerably more than the capital
cost of the plant due to the increase in annual pellet
production rate.
Table 2 shows the distribution of pellet production cost
with various process operations and cost components. Cost of
raw material has the highest contribution to pellet production
cost, with a share of about 40%. The raw material considered
in this study was wet sawdust with 40% (wb) moisture
content. The cost of raw material at the sawmill plant was
about $10/t. If the transportation cost of the raw material was
included, the cost of raw material at the pellet plant site was
increased to about $19.73/t for an average transportation
distance of 7.5 km.
The cost of raw material increases to more than $32/t
(Sokhansanj and Turhollow, 2004) when the raw material
requires collection, baling, transportation and storage. Fig-
ure 3 shows that an increase in raw material cost substantially
increased the pellet production cost. If the raw material cost
is about $50/t, this would increase the pellet production cost
to about $110/t. If profit margin is assumed to be 20% of
production cost, the sale price of pellets would increase to
about $132/t ($8/GJ), which is almost equal to the current
natural gas price. Therefore, the raw material cost plays a
major role in the cost of pellet production.
Other major cost components are personnel and drying
costs with shares of 25% and 20%, respectively. Personnel
cost includes costs for personnel in the production, market-
ing, and administration. In the production, two people are
required for the entire production plant. The process requires
additional three people for the shift for bagging pellets into
18-kg (40-lb) bags.. We assumed that one third of the pellets
produced in the plants are packed. Personnel cost may be
considerably reduced when the packaging of pellets is
eliminated in the production operation. Personnel cost again
depends on the pellet production and administration strate-
gies set by the pellet plant operators.
Cost of operating a dryer in the pelleting plant is also a
major cost component compared to pellet and hammer mills.
To investigate the effect of burner fuel options on the pellet
production cost, five different fuel sources- wet sawdust, dry
sawdust, fuel pellets, natural gas, and coal were considered.
It was assumed that one solid fuel burner would handle all the
0
20
40
60
80
100
120
140
160
0
10
20
30
40
50
60
70
80
Raw material cost (US$)
Pellet production cost
(US$/t )
Figure 3. Effect of raw material cost on pellet production cost.

425
Vol. 22(3): 421-426
Table 3. Effect of various burner fuel options
on the cost of pellet production.
Burner Fuel Options
Fuel Cost ($/t)
Pellet Cost ($/t)
Wet biomass
10
48.53
Dry biomass
32
50.57
Fuel pellets
52
52.31
Natural gas
10/GJ
64.48
Coal
40
49.75
fuel options except natural gas. Table 3 shows the types of
burner fuel options used in the pellet production. The pellet
cost was based on a pellet production rate of 6 t/h (base case).
Wet sawdust produced the lowest pellet production cost of
$48.50/t followed by coal with a pellet production cost of
$50/t. Although wet sawdust and coal promise the lowest
pellet production cost, potential emissions during the com-
bustion of these fuels require further investigation. Mani
et al. (2005) explain the environmental impacts of using
these fuels for the production of pellets.
Use of emission control devices for various fuels may
further increase pellet production cost. As expected, the
pellet production cost increased to $64/t when natural gas
was the burner fuel. Environment impact of using natural gas
is considerably less compared to other fuel options (Mani
et al., 2005). Thek and Obernberger (2004) reported that a
superheated steam dryer may significantly reduce drying
cost. The main advantage of a superheated steam dryer is the
high potential of heat recovery from the exhaust steam, which
increases the dryer efficiency to about 90%. The capital cost
of superheated steam dryers is relatively high compared to
rotary drum dryers. Raw materials such as wood shavings and
other low moisture biomass sources may not require further
drying in the pellet plant. If the drying is eliminated from the
plant, the cost of pellet production would drop down to about
$39 from $51/t of pellets.
The pelletization operation is also one of the main cost
factors in the pellet production cost followed by hammer
milling. In this study, no additional binders are used for
producing pellets. If the raw material does not contain natural
binders (lignin), additional binders or stabilizing agents may
be required. This would further increase the pellet production
cost. Pellet and hammer mills have high repair and mainte-
nance costs (10% of the purchase cost) due to the wear and
tear of the equipment and also consume large amounts of
electricity in the whole pellet production process. Power
consumption of the pelleting process may be reduced, if the
current ring die pellet mills are replaced with a new mill
design. Additional information on energy consumption of
biomass pelleting process and production of binderless
pellets can be obtained from Mani et al. (2006) and
Sokhansanj et al. (2005).
C
ONCLUSIONS
Biomass pellets can be economically produced with a
production cost of $51/t, assuming a raw materials cost of
$10/t and drying biomass from 40% to 10% moisture using
dry shavings as fuel. Raw material and personnel costs are the
major cost factors on the pellet production cost followed by
dryer and pellet mill costs. An increase in raw material cost
substantially increases the pellet production cost. Scale of the
plant, burner fuel options, and the fuel cost had a significant
influence on the pellet production cost. Small-scale pellet
plants are more expensive to operate, which eventually
increases the pellet production cost. A larger scale pellet
plant with a production capacity (>10 t/h) would produce less
expensive pellets. Among the five burner fuel options tested,
coal or wet biomass may considerably reduce the pellet
production cost. However, environmental impacts due to the
combustion of these fuels require further investigation to
control potential emissions.
A
CKNOWLEDGEMENTS
Authors acknowledge funding sources for this project
from the following organizations: Office of Biomass Pro-
grams through Oak Ridge National Laboratory, the Natural
Sciences and Engineering Research Council of Canada
(NSERC), and the University of British Columbia Graduate
Fellowship (UGF) and Jack Davis Scholarship for Energy
Studies.
R
EFERENCES
ASAE Standards, 49
th
Ed. 2003. EP496.2. Agricultural machinery
management. St. Joseph, Mich.: ASAE.
Fasina, O. O., and S. Sokhansanj. 1996. Storage and handling
characteristics of alfalfa pellets. Powder Handling and
Processing 8(4): 361-365.
Krokida, M. K., Z. B. Maroulis, and C. Kremalis. 2002. Process
design of rotary dryers for olive cake. Drying Technology
20(4&5): 771-788.
Lehtikangas, P. 2001. Quality properties of pelletised sawdust,
logging residues and bark. Biomass and Bioenergy 20(5):
351-360.
Mani, S., L. G. Tabil, and S. Sokhansanj. 2003. An overview of
compaction of biomass grinds. Powder Handling and
Processing 15(3): 160-168.
Mani, S., L. G. Tabil, and S. Sokhansanj. 2004. Evaluation of
compaction equations applied to four biomass species.
Canadian Biosystems Engineering 46(1): 3.55-3.61.
Mani, S. 2005. A systems analysis of biomass densification process.
Ph.D. dissertation. Vancouver, Canada: University of British
Columbia, Chemical and Biological Engineering.
Mani, S., X. Bi, and S. Sokhansanj. 2005. Environmental systems
assessment of biomass densification process. CSAE Paper No.
05081. Winnipeg, MB: CSAE/SCGR.
Mani, S., L. G. Tabil, and S. Sokhansanj. 2006. Specific energy
requirement for compacting corn stover. Bioresource Technology
97(12): 1420-1426.
Melin, S. 2005. Personal Communications. drc@dccnet.com. Delta,
BC: Delta Research Center.
NASA. 2004. Cost estimating web site – Consumer Price Index
(CPI) inflation calculator. Washington, D.C.: National
Aeronautics and Space Administration. Available at
http://www1.jsc.nasa.gov/bu2/inflateCPI.html. Accessed on 15
March 2004.
Perry, R. H., and D. W. Green. 1999. Perry’s Chemical Engineers’
Handbook. New York: McGraw Hill Inc.
Pfost, H. B. 1964. The effect of lignin binders, die thickness and
temperature on the pelleting process. Feedstuffs 36(22): 20, 54.
Pfost, H. B., and L. R. Young. 1974. Effect of colloidal binder and
other factors on pelleting. Feedstuffs 45(49): 22.
Robinson, R. 1984. Pelleting. In Manufacture of Animal Feed, ed.
D. A. Beaven, 50-53. Herts, England: Turrent-Wheatland Ltd.

426
A
PPLIED
E
NGINEERING
IN
A
GRICULTURE
Sokhansanj, S., S. Mani, and P. Zaini. 2005. Binderless pelletization
of biomass. ASAE Paper No. 056061. St. Joseph., Mich.:
ASAE.
Sokhansanj, S., and A. F. Turhollow. 2004. Biomass densification –
cubing operations and costs for corn stover. Applied
Engineering in Agriculture 20(4): 495-499.
Samson, P., P. Duxbury, M. Drisdelle, C. Lapointe. 2000.
Assessment of pelletized biofuels. Available at
http://www.reap-canada.com/online_library/Reports%20and%2
0Newsletters/Bioenergy/ 15%20Assessment%20of. Accessed on
2 January 2006.
Stahl, M., K. Granstrom, J. Berghel, and R. Renstrom. 2004.
Industrial processes for biomass drying and their effects on the
quality properties of wood pellets. Biomass and Bioenergy
27(6): 621-628.
Tabil, L., and S. Sokhansanj. 1996. Process conditions affecting the
physical quality of alfalfa pellets. Applied Engineering in
Agriculture 12(3): 345-350.
Thek, G., and I. Obernberger. 2004. Wood pellet production costs
under Austrian and in comparison to Swedish framework
conditions. Biomass and Bioenergy 27(6): 671-693.
Ulrich, G. D. 1984. A Guide to Chemical Engineering Process
Design and Economics. New York: John Wiley & Sons.
van Dam, J. E. G., M. J. A. van den Oever, W. Teunissen, E. R. P.
Keijsers, and A. G. Peralta. 2004. Process for production of high
density/high performance binderless boards from whole coconut
husk - Part 1: Lignin as intrinsic thermosetting binder resin.
Industrial Crops and Products 19(3): 207-216.
Walas, S. M. 1990. Chemical Process Equipment – Selection and
Design. New York: Elsevier.
N
OMENCLATURE
C
c
= total capital cost ($/y)
C
E
= cost of electricity ($/kWh)
C
eq
= equipment cost ($)
C
P
= production cost ($/kg)
C
op
= operating cost ($/y)
C
T
= total annual cost ($/y)
e
= capital recovery factor
g
= exponent for the capacity of equipment
G
P
= production rate of the product (kg/h)
i
= annual interest rate (%)
N
= life time of the equipment (y)
n
eq
= scaling factors for equipment
P
= characteristic parameter for any equipment
(eg. heat transfer area, length, flow rate etc.)
t
op
= operation hours per year (h/y)
a
eq
= unit cost of equipment ($)
C
eq1
= equipment cost ($) for the capacity, C
1
C
eq2
= equipment cost ($) for the capacity, C
2
Wyszukiwarka
Podobne podstrony:
Fuel and chemical products from biomass syngas A comparison of gas fermentation to thermochemical co
Production of Energy from Biomass Residues 020bm 496 1993
Energetic and economic evaluation of a poplar cultivation for the biomass production in Italy Włochy
Economics of poplar short rotation coppice plantations on marginal land in Germany 2013 Biomass and
the illict preparation of morphine and heroin from pharmaceutical products containing codeine homeba
Production of xylan degrading enzymes from Amazon forest fungal
Organic pollutants profiling of wood ashes from biomass power plants
An%20Analysis%20of%20the%20Data%20Obtained%20from%20Ventilat
Blacksmith The Origins Of Metallurgy Distinguishing Stone From Metal(1)
Economic?velopment of Hawaii
A Political Economy of Formatted Pleasures
pobłocki the economics of nostalgia
Good Capitalism, Bad Capitalism, and the Economics of Growth and Prosperity
This is a copy of a install sheet provided from TRD USA
An%20Analysis%20of%20the%20Data%20Obtained%20from%20Ventilat
From Bosnia to Baghdad The Evolution of U S Army Special Forces from 1995 2004
0262033291 The MIT Press Paths to a Green World The Political Economy of the Global Environment Apr
Mechanics of a Diesel Fuel Injection System
więcej podobnych podstron