„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Radziszewska
Badanie właściwości przędzy
311[41].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Wiesława Paciorek
mgr inż
. Bo
żena Wilbik-Ha
łgas
Opracowanie redakcyjne:
mgr inż. Barbara Radziszewska
Konsultacja:
mgr Zenon W. Pietkiewicz
Poradnik stanowi obudowę dydaktyczną programu jednostki modu
łowej 311[41].Z1.04,
„Badanie właściwości przędzy”, zawartego w modułowym programie nauczania dla zawodu
technik włókiennik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawowe parametry półproduktów przędzenia
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
12
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
16
4.2. Wyznaczanie masy i nierównomierności masy liniowej przędzy
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
21
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
23
4.3. Skręt przędzy i metody wyznaczania
24
4.3.1. Materiał nauczania
24
4.3.2. Pytania sprawdzające
28
4.3.3. Ćwiczenia
28
4.3.4. Sprawdzian postępów
29
4.4. Wytrzymałość przędzy i sposoby wyznaczania podstawowych wskaźników
30
4.4.1. Materiał nauczania
30
4.4.2. Pytania sprawdzające
34
4.4.3. Ćwiczenia
34
4.4.4. Sprawdzian postępów
36
4.5. Parametry określające właściwości użytkowe przędzy
37
4.5.1. Materiał nauczania
37
4.5.2. Pytania sprawdzające
43
4.5.3. Ćwiczenia
43
4.5.4. Sprawdzian postępów
46
5. Sprawdzian osiągnięć ucznia
47
6. Literatura
52

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o badaniu właściwości przędzy.
W poradniku znajdziesz:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
311[41].Z1.01
Przygotowanie surowca do przędzenia
311[41].Z1.02
Wytwarzanie przędzy
311[41].Z1.03
Dokonywanie końcowej obróbki
przędzy
311[41].Z1.04
Badanie właściwości przędzy
311[41].Z1
Technologia wytwarzania przędzy
311[41].Z1.05
Projektowanie procesów
przędzalniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
stosować warunki klimatu normalnego,
−
pobierać próbki do badań laboratoryjnych,
−
posługiwać się higrometrem i psychrometrem,
−
przeprowadzać aklimatyzację próbek przeznaczonych do badań,
−
wykonywać pomiary,
−
opracowywać wyniki badań,
−
interpretować wyniki badań,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii,
−
korzystać z różnych źródeł informacji,
−
użytkować komputer,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
–
określić warunki wykonywania badań laboratoryjnych,
–
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
–
rozróżnić aparaty, narzędzia i urządzenia do przeprowadzania pomiarów,
–
scharakteryzować budowę i wyjaśnić działanie aparatów i urządzeń do badania przędzy
i półproduktów przędzenia,
–
dobrać narzędzia i urządzenia do przeprowadzania pomiarów,
–
obsłużyć aparaty i urządzenia do badania przędzy,
–
zastosować
podstawowe
i
pomocnicze
środki do wykonywania pomiarów
laboratoryjnych,
–
dokonać pomiaru parametrów przędzy i półproduktów przędzenia,
–
dokonać pomiaru wytrzymałości przędzy,
–
dokonać analizy parametrów określających właściwości użytkowe przędzy,
–
opracować wyniki przeprowadzonych pomiarów,
–
dokonać analizy właściwości przędzy na podstawie przeprowadzonych pomiarów,
–
określić wpływ błędów nawojów oraz przędzy na realizację procesu produkcyjnego
tkalni i właściwości wyrobu gotowego,
–
określić wpływ surowca zastosowanego do produkcji przędzy na rodzaj obróbki
i konserwacji odzieży,
–
określić parametry wody stosowanej w procesach technologicznych,
–
zastosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawowe parametry półproduktów przędzenia
4.1.1. Materiał nauczania
W trakcie procesu przędzenia, który jest połączeniem wielu procesów takich jak:
trzepanie, zgrzeblenie, wytwarzanie taśmy i niedoprzędu prowadzona jest okresowa kontrola
jakości półproduktów i przędzy. Czynności kontroli międzyoperacyjnej wykonuje się
pomiędzy poszczególnymi fazami produkcji w momencie, gdy produkt przechodzi do dalszej
obróbki. W konsekwencji takiego postępowania nie zakłóca się przebiegu pracy, kontrola
nie powoduje przerw w produkcji i zapobiega przenoszeniu się błędów produktu na dalsze
etapy.
Zadaniem kontroli międzyoperacyjnej jest nie tylko stwierdzenie istniejącego stanu
w odniesieniu do wskaźników jakości półproduktów oraz wyeliminowanie nieprawidłowości,
lecz przede wszystkim ustalenie nieprawidłowej pracy maszyny, ułatwienie wykrycia
przyczyn i spowodowanie ich usunięcia.
Przedmiotem kontroli międzyoperacyjnej w przędzalni są zwoje z trzeparek, łączarek
taśm i zwojarek, runko ze zgrzeblarek, taśma z czesarek i niedoprzęd.
Głównymi wskaźnikami charakteryzującymi jakość półproduktu są:
a) wskaźnik grubości (masa liniowa),
b) współczynnik zmienności masy liniowej,
c) wskaźnik czystości.
Grubość (masa liniowa) półproduktów
Grubość półproduktów w kontroli międzyoperacyjnej w przędzalniach oznacza się jako
masę liniową wyrażoną w jednostkach systemu Tex (tex lub jego wielokrotności dtex, ktex).
Wartości masy liniowej Tt oblicza się ze wzoru:
l
m
1000
Tt
⋅
=
gdzie:
l – długość odcinka taśmy lub niedoprzędu [km, m, mm],
m – masa odcinka o długości l odpowiednio [kg, g, mg].
Masę liniową wyznacza się metodą ważenia na wadze kątowej lub technicznej odcinków
półproduktu o określonych długościach. Długości odcinków stanowiących podstawę pomiaru
są podane w tabeli 1.
Tabela 1 Długość odcinków półproduktów przy kontroli masy liniowej [2, s. 175]
Przędzalnia
Rodzaj półproduktu
bawełny
lnu
zgrzebna
wełny
czesankowej
Zwój z łączarek lub zwojarek
Taśma
Niedoprzęd gruby
Niedoprzęd cienki
1 m
5 m
–
10 m
–
10 m
–
10 m
–
–
–
25 m
–
1, 2 lub 3 m
3 m
10 m
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Wagi kątowe (kwadratowe) są wycechowanie najczęściej bezpośrednio w jednostkach
odpowiednich do długości podwieszenia. Ważąc na wadze technicznej oblicza się masę
liniową na podstawie długości i masy odcinka.
Wagi tego typu są zbudowane na zasadzie, że przy cechowaniu podziałki wagi przyjęto
stałą długość przędzy l, zatem wychylenie wskazówki jest w określonym stosunku do masy
przędzy. Z powyższego wynika, że do określenia numeru przędzy na wadze kątowej należy
zawieszać na niej odcinek przędzy takiej długości, dla jakiej została wycechowana. Wagi
w układzie metrycznym są dostosowane do długości 100 lub 500 m. Pomimo pewnych zalet
wagi te nie są przyrządami dokładnymi.
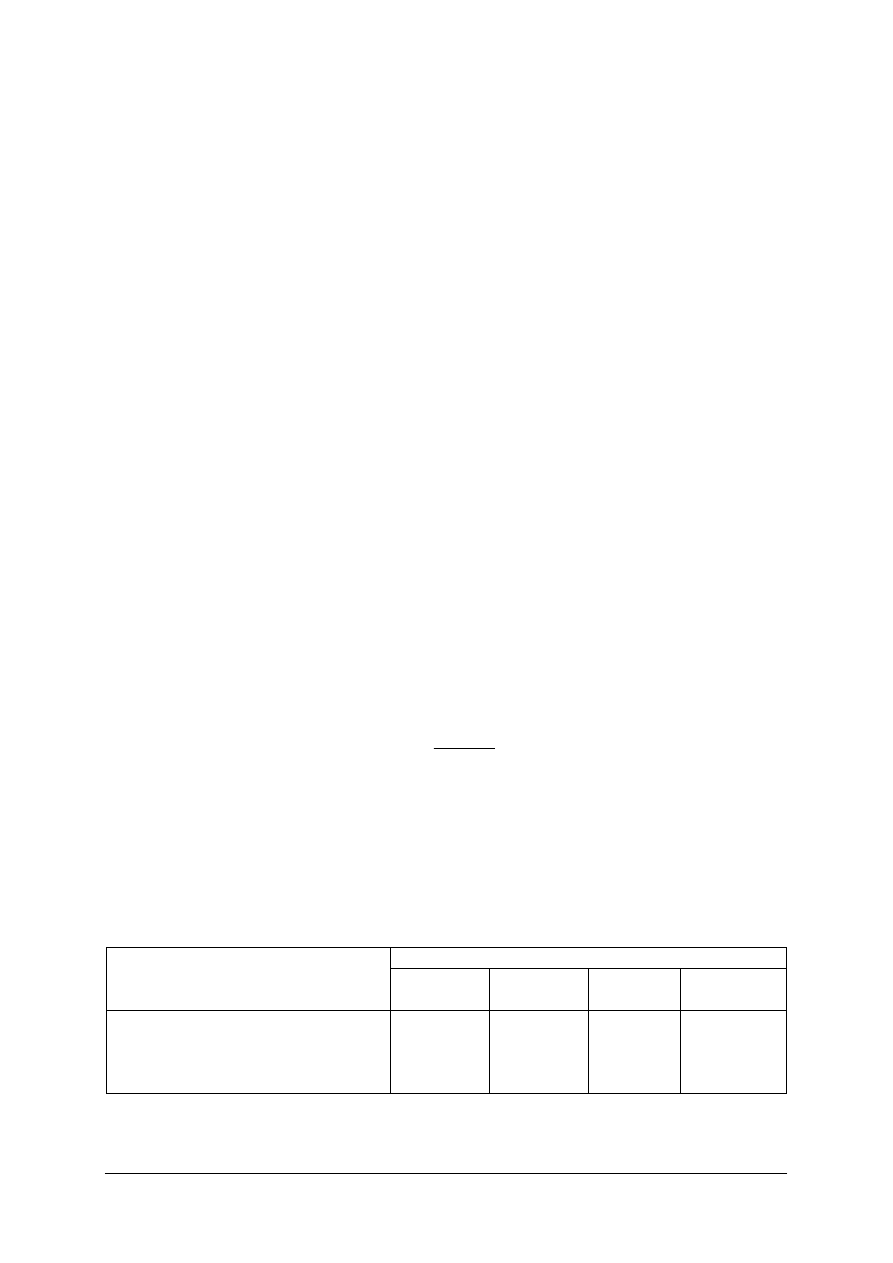
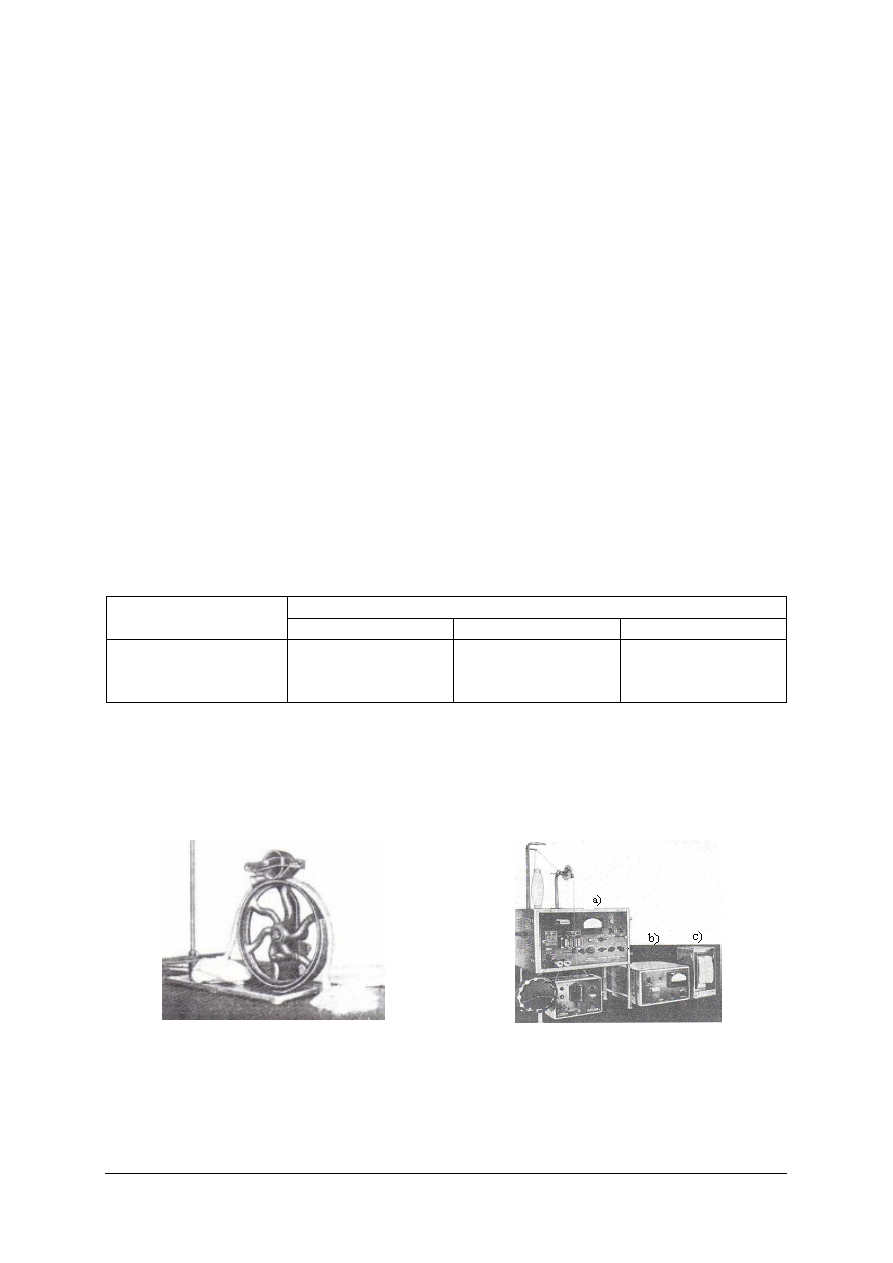
Waga kątowa (rys. 1) składa się ze statywu, dźwigni trójramiennej ze wskazówką
i podziałki kątowej. Dźwignia w położeniu normalnym jest w równowadze; wskazówka
znajduje się wówczas na podziałce zero. Po zawieszeniu na haczyku dźwigni pasma przędzy
wskazówka wychyla się i wskazuje numer zawieszonej przędzy.
Rys. 1. Waga kątowa [2, s. 176]
Rys. 2. Waga techniczna [2, s. 207]
Wagi techniczne (rys. 2) stosuje się do ważenia stosunkowo dużych odcinków przędzy.
W zależności od przeznaczenia są wykonywane dla różnych mas maksymalnych i dają różną
dokładność pomiarów. Nośność wag wynosi 5, 2 i 1 kg lub mniej – aż do 0,2 kg przy
dokładności pomiarów 200÷10 mg.
Aby skontrolować masę liniową taśmy lub niedoprzędu należy pobrać próbki bez łączeń
i wyraźnych błędów. Przy kontroli produktu z jednego wylotu produkcyjnego pobiera się
do badań próbkę złożoną z trzech odcinków. Jeżeli kontrola obejmuje więcej wylotów
produkcyjnych, to odcinki pobiera się z różnych przypadkowych wylotów, nie mniej niż 10.
Do odmierzania odcinków taśmy lub niedoprzędu stosuje się bęben o obwodzie 1m (rys. 3).
Po odmierzeniu wymaganej liczby odcinków właściwej długości, każdy odcinek waży się
na wadze kątowej i notuje wyniki. W przypadku posługiwania się wagą techniczną wynik
każdego pomiaru przelicza się ze wzoru:
l
m
1000
Tt
⋅
=
Następnie na podstawie wszystkich pomiarów oblicza się średni numer tex taśmy
lub niedoprzędu.
W niektórych przypadkach kontrola polega na ustaleniu masy odcinków stałej długości
półproduktu. Na przykład w przędzalniach bawełny prowadzi się kontrolę masy każdego
wyprodukowanego zwoju. Kontrolę tego rodzaju prowadzi się przy założeniu, że długość
zwoju jest wielkością stałą.
W przędzalniach wełny czesankowej ustala się masę niedoprzędu na cewkach
(z tzw. niedoprzędzarek wagowych).
W przędzalniach zgrzebnych lnu jest prowadzona kontrola masy taśmy w garach
ze zgrzeblarek lub rozciągarek.
Zaletą systemu wagowej kontroli półproduktów jest to, że stwarza ona możliwość
natychmiastowego eliminowania produktów wadliwych o niewłaściwej masie lub też
umożliwia łączenie ze sobą produktów o różnej masie liniowej (zwojów o różnej masie)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
i uzyskiwanie wyrównania grubości przez odpowiedni dobór. Wadą systemu mogą być błędy
wynikające z różnic masy tary ważonych nawojów (drążek, gar, cewka) oraz często
występujące niedokładności w pracy urządzeń odmierzających długość ważonych odcinków.
Zmienność masy liniowej
W praktyce kontroli międzyoperacyjnej w przędzalni prowadzi się okresową kontrolę
masy liniowej półproduktów. Masę liniową dowolnego półproduktu wyznacza się
na podstawie kilku odcinków o stałej długości. Masa liniowa poszczególnych odcinków
z danej próbki na ogół jest różna, różnice są tym większe, im większa jest zmienność procesu,
z którego dany produkt pochodzi. Na podstawie badania próbki składającej się
z n odcinków ustala się wartość średnią (średnią arytmetyczną lub medianę) oraz wartość
wskaźnika charakteryzującego zmienność. Najprostszym wskaźnikiem zmienności masy jest
rozstęp, jest to różnica między największą i najmniejszą wartością w próbce.
W dokładniejszych badaniach nie wystarcza wyznaczenie rozstępu jako charakterystyki
zmienności. Chcąc otrzymać dokładniejsze informacje o zmienności masy liniowej produktu
z danej fazy produkcyjnej, wyznacza się, na podstawie badania większej liczby odcinków,
współczynnik zmienności, w %.
W zależności od długości badanych odcinków produktu rozróżnia się:
–
współczynnik zmienności grubości produktu określony na podstawie odcinków długich,
–
współczynnik zmienności grubości produktu określony na podstawie odcinków krótkich.
Najczęściej stosowane długość odcinków długich są podane w tabeli 1, a odcinków
krótkich w tabeli 2.
Tabela 2. Długość odcinków krótkich [2, s. 177]
Przędzalnia
Rodzaj półproduktu
bawełny
lnu
wełny czesankowej
Zwój
Taśma
Niedoprzęd
1 m
30 mm
30 mm
–
500 mm
500 mm
–
100 mm
100 mm lub 500 mm
Aby wyznaczyć zmienność masy liniowej metodą grawimetryczną na odcinkach długich
taśmy lub niedoprzędu odmierza się odpowiednią liczbę (co najmniej 100) odcinków
właściwej długości (podanej w tabeli) tak jak przy wyznaczaniu średniej masy liniowej.
Odmierzone odcinki waży się i notuje wyniki. Następnie oblicza się średnią masę odcinka,
odchylenie średnie i współczynnik zmienności.
Rys. 3. Bęben do odmierzania odcinków taśmy
lub niedoprzędu [2, s. 181]
Rys. 4. Elektroniczne urządzenie do pomiaru
nierównomierności produktów przędzalniczych:
a) miernik podstawowy, b) integrator,
c) rejestrator [2, s. 178]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
W praktyce do wyznaczania zmienności są stosowane nowoczesne aparaty pomiarowe,
przeważnie elektroniczne. W związku z tym coraz bardziej traci na znaczeniu metoda ważenia
odcinków. Stosowane są szwajcarskie aparaty Uster (rys. 4) działające na zasadzie elektro-
-pojemnościowej. Obsługa tego typu aparatu nie jest skomplikowana, wymagana jest jednak
sumienność i dokładność w pracy. Korzystanie z wyników pomiarów wymaga posiadania
dużych wiadomości i praktyki.
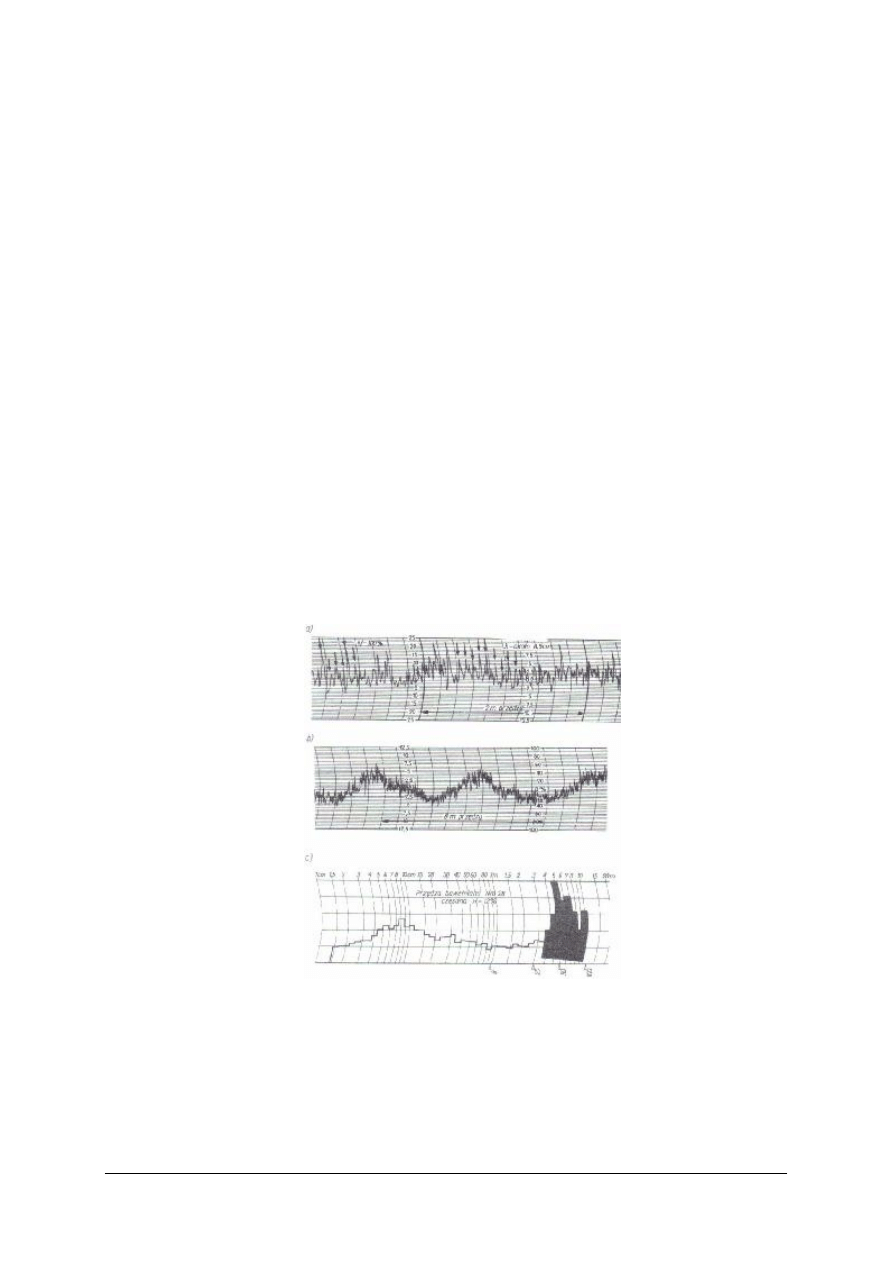
Zestaw urządzeń przedstawiony na rysunku 5 umożliwia otrzymanie:
–
wskaźnika nierównomierności masy N% lub współczynnika zmienności masy V%,
Rodzaj wskaźnika N lub V zależy od typu integratora. W oparciu o otrzymane dane
liczbowe można wnioskować, czy badany produkt jest równomierny, średni czy też
nierównomierny,
–
wykresu ilustrującego graficznie przebieg zmian masy liniowej dowolnego półproduktu
lub przędzy. Analiza wykresu umożliwia wnioskowanie nie tylko o charakterze
nierównomierności badanego produktu, lecz również wykrywanie ewentualnych
przyczyn zaistniałej nierównomierności. Podstawą metody wykrywania przyczyn błędów
systematycznych,
np.
pojawiających
się
okresowo
zgrubień
produktu,
jest znajomość: prędkości ruchu produktu (taśmy, niedoprzędu, przędzy) w czasie
pomiaru oraz prędkości przesuwu taśmy wykresowej.
Na podstawie tych danych wiadomo, jakim odcinkom produktu odpowiada dany odcinek
wykresu. Można stwierdzić, w jakich odstępach pojawiają się zgrubienia lub ścienienia
produktu. Znając konstrukcję maszyny, z której pochodzi dany produkt, poszukuje się, który
z elementów roboczych maszyny mógł spowodować dany, regularnie powtarzający się błąd.
Otrzymane wykresy (rys. 5) są graficzną ilustracją przebiegu zmian masy liniowej
dowolnego półproduktu lub przędzy.
Rys. 5. Wykresy: a) i b) nierównomierności przędzy, c) spektogram [2, s. 179]
Najnowsze modele aparatów do wyznaczania zmienności masy liniowej produktów
włókienniczych są wyposażone w komputer analizujący dane i informujący o błędach
i przyczynach ich powstawania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Czystość półproduktów
Czystość półproduktów wyznacza się najczęściej dla runka ze zgrzeblarek i czesarek.
Stosowana metoda polega na liczeniu błędów i zanieczyszczeń w próbce runka.
W przędzalniach, w których są stosowane przędzarki bezwrzecionowe, jest wyznaczana
również zawartość zanieczyszczeń w taśmie ostatecznej, zasilającej przędzarkę. Kontrola
międzyoperacyjna prowadzona jest w oparciu o badanie przypadkowych próbek.
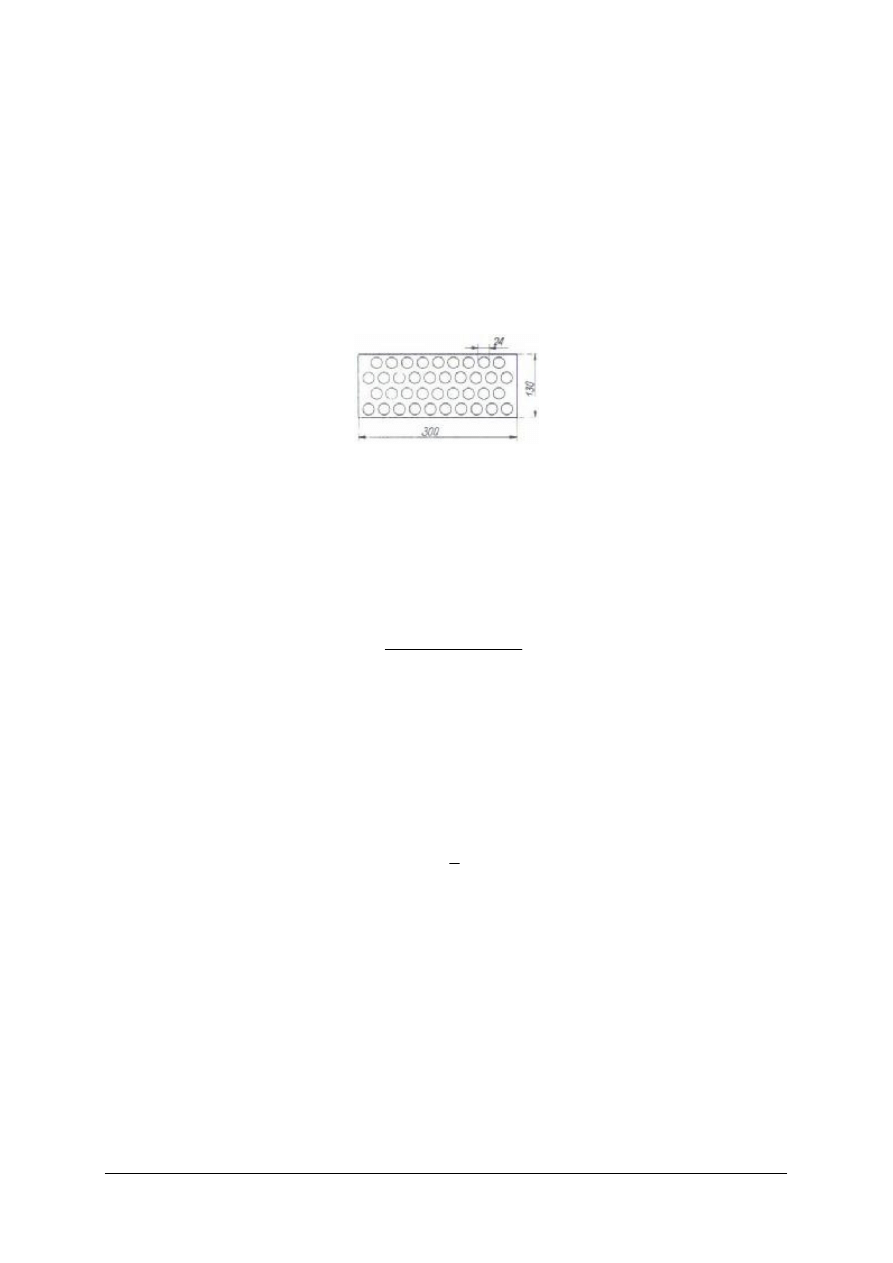
Ocena czystości runka ze zgrzeblarek polega na określeniu wskaźnika wyrażającego
liczbę usterek i zanieczyszczeń przypadających na 1 g runka.
Do wyznaczania stosuje się płytki (rys. 6) o wymiarach 130x300 mm, o barwie
kontrastującej z runkiem oraz szablony nakrywkowe takich samych rozmiarów z 38
równomiernie rozmieszczonymi otworami, każdy o średnicy 24 mm (rys. 6).
Rys. 6. Szablon nakrywkowy z otworami [2, s. 193]
Po zatrzymaniu zgrzeblarki podkłada się pod zwisające runko płytkę. Runko na płytce
nakrywa się szablonem z otworami. Zwisające brzegi runka obcina nożyczkami równo
z krawędzią płytki. Pobiera się 3 próbki z różnych miejsc w szerokości runka.
Dokonuje się przeglądu runka widocznego przez otwory szablonu. Przelicza się otwory
w których widać usterki runka. Następnie zdejmuje się runka z płytek i waży łącznie
z dokładnością do 0,01 g.
Oblicza się liczbę usterek (oddzielnie dla każdej próbki) ze wzoru:
a
i =
3
,
86
e
log
)
b
N
log(
N
log
i
⋅
−
−
gdzie:
a
i
– liczba usterek w poszczególnych próbkach,
b
i
– liczba otworów szablonu z widocznymi usterkami runka dla poszczególnych próbek
N – ogólna liczba otworów szablonu (N = 38, logN = 1,580),
e – liczba naturalna (e=2,178..., loge = 0,434).
Wskaźnik czystości runka jest to liczba usterek przypadające na 1g masy włókien.
Oblicza się ze wzoru:
∑
=
=
⋅
=
n
i
1
i
i
a
c
1
A
gdzie:
A – liczba usterek w 1g włókna,
c – masa próbek, g,
n – liczba próbek.
Wyniki kontroli próbek, to jest wartość średnia dla próbki, wartość rozstępu w próbce,
odchylenie średnie w próbce, liczba błędów runka itp. są notowane w postaci liczb
w książkach kontroli, a w przypadku stosowania statystycznej kontroli jakości wyniki
są notowane w postaci wykresu na kartach kontroli.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Kontrola czystości czesanki wełnianej
Kontrolę czystości czesanki wełnianej przeprowadza się na 15 odcinkach taśmy czesanki
o długości 1 m, każdy pobranych z różnych miejsc partii. Po zważeniu taśm
z dokładnością do 0,1 g rozkłada się je na kontrastowym tle i przelicza nopy małe, średnie
i duże oraz zanieczyszczenia.
Do usterek czystości czesanki zalicza się:
−
zanopienie – nopkiem nazywa się trudne do rozplatania skłębienie włókien, rozróżnia się:
nopy małe o średnicy 0,5
÷
1 mm, średnie 1
÷
2 mm i duże powyżej 2 mm,
−
resztki zanieczyszczeń – są to zanieczyszczenia stanowiące obłożenie, zaśmiecenie
oraz znaczniki wełny.
Wskaźnik zanopienia jest liczbą nopów średnich w 100 g czesanki. Nopy małe i duże
przelicza się na średnie: 3 nopy małe = 1 średni, 1 nop duży = 2 średnie.
Za błąd obłożenia uważa się każdy szczątek rośliny stanowiący zanieczyszczenia
złośliwe, to jest przyczepione silnie do włókien, pod warunkiem, że jego wielkość mierzona
jest między najdalszymi końcami wynosi co najmniej 2 mm. Obłożnie stanowią różnego typu
kolki lub ich części.
Za błąd zaśmiecenia uważa się każdy szczątek roślinny stanowiący zanieczyszczenie
niezłośliwe, to jest nie związane z włóknem.
Znaczniki są to zaplamienia farbą olejna, tuszem, smołą itp.
Oblicza się liczbę nopów średnich w 100 g czesanki oraz liczbę zanieczyszczeń.
Przykład: W 15 odcinkach czesanki o łącznej masie 302,2 g stwierdzono:
–
63 nopy małe
–
37 nopów średnich
–
15 nopów dużych
= 21 nopów średnich
= 37 nopów średnich
= 30 nopów średnich
Razem
88 nopów średnich
Stwierdzono również 15% zanieczyszczeń. W wyniku analizy otrzymano:
g
nopów/100
29
100
302,2
88
=
⋅
g
100
czeńzeń/
zanieczysz
5
100
302,2
15
=
⋅
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Kiedy wykonuje się czynności kontroli międzyoperacyjnej?
2. Jakie jest zadanie kontroli międzyoperacyjnej?
3. Co jest przedmiotem kontroli międzyoperacyjnej w przędzalni?
4. Jaką metodą wyznacza się masę liniową półproduktów?
5. Co określa zmienność masy liniowej produktu i jak się ją wyznacza?
6. Jak są zbudowane i do czego służą wagi kątowe i techniczne?
7. Jak prowadzi się kontrolę w przędzalniach czesankowych i zgrzebnych lnu?
8. Jakie są zalety systemu wagowej kontroli półproduktów?
9. Do czego służą aparaty Uster?
10. Jakie informacje uzyskuje się na elektronicznym urządzeniu do pomiaru
nierównomierności produktów przędzalniczych?
11. Jaką metodą wyznacza się wskaźnik czystości runka ze zgrzeblarek?
12. Jak przeprowadza się kontrolę czystości czesanki wełnianej?
13. Jak oblicza się czystość czesanki wełnianej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.3. Ćwiczenia
Ćwiczenie 1
Wyznacz masę liniową taśmy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki taśmy,
3) odmierzyć długość na bębnie o obwodzie 1 m,
4) zważyć każdą próbkę na wadze,
5) obliczyć średni tex taśmy,
6) ocenić otrzymane wyniki i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
waga,
−
bęben do odmierzania odcinków taśmy lub niedoprzędu,
−
taśma ze zgrzeblarki lub rozciągarki,
−
nożyce,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wyznacz masę liniową niedoprzędu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki niedoprzędu,
3) odmierzyć długość na bębnie o obwodzie 1 m,
4) zważyć każdą próbkę na wadze,
5) obliczyć Tt dla każdej próbki,
6) obliczyć średni tex niedoprzędu,
7) ocenić otrzymane wyniki i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
waga,
−
bęben do odmierzania odcinków taśmy lub niedoprzędu,
−
niedoprzęd,
−
nożyce,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ćwiczenie 3
Wyznacz zmienność masy liniowej metodą grawimetryczną na odcinkach długich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki taśmy lub niedoprzędu,
3) odmierzyć 100 odcinków właściwej długość na bębnie o obwodzie 1 m,
4) zważyć każdą próbkę na wadze,
5) obliczyć Tt dla każdej próbki,
6) odszukać odpowiednie wzory i obliczyć średnią masę odcinka, odchylenie średnie
i współczynnik zmienności,
7) ocenić otrzymane wyniki i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
waga,
−
bęben do odmierzania odcinków taśmy lub niedoprzędu,
−
taśma lub niedoprzęd,
−
nożyczki,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia.,
−
literatura z rozdziału 6.
Ćwiczenie 4
Wyznacz nierównomierność masy liniowej metodą elektro-pojemnościową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z oznaczeniami poszczególnych przełączników i ich funkcją,
2) pobrać przykładowe próbki do badań (np. gary z taśmą lub nawoje z niedoprzędem),
3) dobrać właściwą szczelinę pomiarową kondensatora,
4) uruchomić aparaturę,
5) ustawić wskazówkę miernika w pozycji 100% i dobrać zakres skali pomiaru,
6) nastawić prędkość przesuwu badanego produktu,
7) ustalić wartość współczynnika zmienności,
8) wykonać około 50 cm wykresu,
9) przeanalizować otrzymany wykres,
10) ocenić otrzymane wyniki i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
aparat firmy Zellweger Uster,
−
instrukcja obsługi,
−
gary z taśmą lub nawoje z niedoprzędem,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Ćwiczenie 5
Dokonaj oceny czystości runka ze zgrzeblarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) pobrać próbki do badań,
3) obciąć nożycami zwisające brzegi runka,
4) przeliczyć otwory w których widać usterki runka,
5) zważyć łącznie wszystkie próbki,
6) obliczyć liczbę usterek oddzielnie dla każdej próbki,
7) obliczyć wskaźnik czystości runka,
8) ocenić otrzymane wyniki i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
runko ze zgrzeblarki,
−
płytka i szablon nakrywkowy z otworami,
−
waga analityczna,
−
naczynka wagowe,
−
nożyce,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 6
Przeprowadź kontrolę czystości czesanki wełnianej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) pobrać 15 odcinków taśmy czesanki o długości 1 m,
3) zważyć pobrane odcinki,
4) rozłożyć na kontrastowym tle i przeliczyć nopy małe, średnie, duże oraz
zanieczyszczenia,
5) obliczyć liczbę nopów średnich w 100 g czesanki,
6) obliczyć liczbę zanieczyszczeń w 100 g czesanki,
7) ocenić otrzymane wyniki i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
czesanka wełniana,
−
bęben do odmierzania odcinków taśmy lub niedoprzędu,
−
waga analityczna,
−
nożyce, pęseta, igły preparacyjne, naczynka wagowe,
−
karton stanowiący kontrastowe tło (czarny dla włókien białych, biały dla włókien
kolorowych) o wymiarach 1 x 1 m,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zadania kontroli międzyoperacyjnej?
2) wyznaczyć masę liniową półproduktów przędzenia?
3) wyznaczyć zmienność masy liniowej?
4) ocenić czystości runka ze zgrzeblarki?
5) przeprowadzić kontrolę czystości czesanki wełnianej?
6) wykorzystać zdobyte wiadomości w praktycznym działaniu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Wyznaczanie masy i nierównomierności masy liniowej
przędzy
4.2.1. Materiał nauczania
Przędza może być wytwarzana z włókien staplowych w procesie przędzenia lub włókien
ciągłych poprzez łączenie i skręcanie elementarnych włókien jedwabiu naturalnego
lub syntetycznego. Rozróżnia się przędzę przeznaczoną na:
–
osnowę o większym skręcie, wytrzymałości i bardziej gładką,
–
wątek o nieco mniejszym skręcie i wytrzymałości,
–
przędzę dziewiarską o większej puszystości.
Każdy rodzaj przędzy, niezależnie od surowca charakteryzuje się swoistymi właściwościami,
uzależnionymi od poszczególnych elementów jej budowy. Laboratoryjna analiza daje
podstawę do właściwej oceny i wykorzystania przędzy w tkalni lub dziewiarni oraz
umożliwia ustalenie prawidłowego przebiegu procesu przędzenia. Głównymi wskaźnikami
charakteryzującymi jakość przędzy są:
–
wskaźnik masy liniowej (numer),
–
wskaźnik skrętu (liczba i kierunek),
–
wskaźnik wytrzymałości na rozerwanie i wydłużenie przy rozrywaniu,
–
wskaźnik nierównomierności masy liniowej, skrętu i wytrzymałości,
–
wskaźnik czystości.
Dla przędz o specjalnym przeznaczeniu bada się dodatkowo inne wskaźniki, np.: stopień
i trwałość skędzierzawienia, wskaźnik zrównoważenia skrętu, wskaźnik puszystości.
Badanie przędzy podobnie jak badanie surowców powinno być przeprowadzone
w pomieszczeniach o klimacie normalnym, na próbkach aklimatyzowanych. Wszystkie
czynności, jak pobieranie prób, dobór liczby pomiarów, metody postępowania i obliczanie
wyników są analogiczne jak przy badaniu surowców.
Pobieranie próbek prowadzi się zgodnie z normą. Z partii przędzy pobiera się próbki
pierwotne, a z nich tworzy się próbki ogólne. Z każdego wylosowanego opakowania pobiera
się nawoje przędzy z różnych miejsc nie przylegających bezpośrednio do powierzchni
opakowania. Każdy nawój powinien mieć długość przędzy nie mniejszą niż przedstawia
tabela 3. W przypadku nawojów o mniejszej długości należy pobrać z tego samego miejsca
opakowania jednostkowego tyle nawojów, aby łączna długość przędzy odpowiadała
wymaganiom podanym w tabeli.
Tabela 3. Długość przędzy w nawoju [2, s.200]
Masa liniowa przędzy w tex
Długość przędzy w m
poniżej 12
od 12 do 100
powyżej 100
2000
1000
600
Masa liniowa przędzy jest określana:
−
numerem metrycznym Nm obliczanym ze wzoru:
m
l
Nm
=
−
numerem titr denier Td obliczanym ze wzoru:
l
m
9000
Td
⋅
=
−
numerem titr tex Tt obliczanym ze wzoru:
l
m
1000
Tt
⋅
=

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
w których:
m – masa wyrażona w mg, g, kg,
l – długość wyrażona w mm, m, km.
Jednostką podstawową w systemie tex jest:
m
1000
g
1
tex
1
=
Jednostki pochodne w systemie tex to:
tex
1000
m
1000
kg
1
ktex
1
tex
0,1
m
1000
dg
1
dtex
1
tex
0,001
m
1000
mg
1
mtex
1
=
=
=
=
=
=
Oznaczenia numeru przędzy
–
numer przędzy pojedynczej podaje się w postaci jednej liczby, za którą umieszcza się
symbol numeracji, np. 50 Nm, 40 tex, 17 dtex. W przypadku przędz z włókien ciągłych
(jedwab) za numerem dodaje się liczbę włókienek elementarnych,
–
oznaczenie przędzy nitkowanej powinno zawierać oznaczenie przędzy pojedynczej oraz
nitkowanie oznaczone skośną kreską lub znakiem x i liczba nitek przędzy pojedynczej,
np. 50 Nm/2, 40 tex x2,
–
oznaczenie przędzy wielokrotnie nitkowanej powinno zawierać oznaczenie przędzy
nitkowanej oraz nitkowanie oznaczone skośną kreską lub znakiem x i liczbą nitek
przędzy nitkowanej, np. 50 Nm/2/3, 40 tex x2 x3.
Wyznaczanie masy liniowej przędzy
Wyznaczanie masy liniowej przędzy przeprowadza się przeważnie metodą
grawimetryczną, polegającej na pomiarze długości i masy badanej próbki. Stosuje się
następujące metody:
−
pasmową dla każdej przędzy, której średnica nie przekracza 2 mm lub numer nie
przekracza 2000 tex,
−
odcinkową dla każdej przędzy, której średnica przekracza 2 mm lub numer przekracza
2000 tex.
Metoda pasmowa polega na nawinięciu na motowidle określonej długości przędzy
w postaci jednowarstwowego pasma, ustaleniu rzeczywistej długości przędzy w paśmie za
pomocą sprawdzianu pasmowego przy obciążeniu wstępnym oraz ustaleniu masy pasma
w określonych warunkach.
Metoda odcinkowa polega na odcięciu przędzy o długości 500 mm, znajdującej się pod
obciążeniem wstępnym, oraz na wyznaczeniu masy tego odcinka w określonych warunkach.
Przyrządami pomiarowymi do wyznaczania masy liniowej przędzy są: motowidło,
sprawdzian pasmowy oraz wagi.
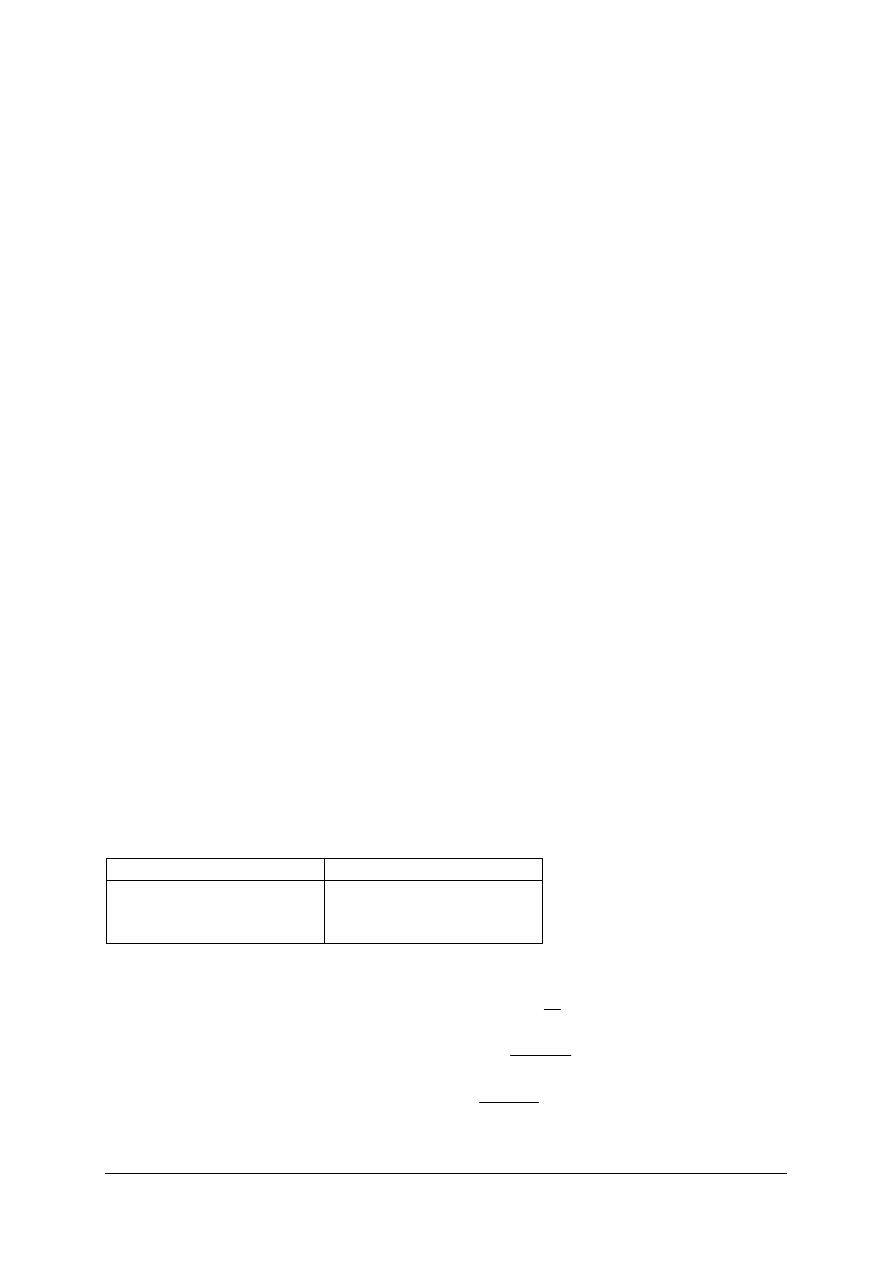
Motowidło (rys. 7) służy do odmierzania pasm odpowiedniej długości. Składa się
z urządzenia natykowego 1, dwóch prowadnic: nieruchomej 2 i ruchomej 3 o stałym
przesuwie zapewniającym jednowarstwowe ułożenie nitek w paśmie, naprężacza 4
regulującego naprężenie przewijanej przędzy, korony motaka 5 utworzonej przez listwy 6
i ramion 7 osadzonych na osi. Oś motaka może być obracana ręcznie lub silnikiem
elektrycznym.
Liczbę obrotów motaka wskazuje licznik obrotów 8. Motowidło jest zaopatrzone
w dzwonek, który sygnalizuje nawinięcie 100 m przędzy. Motowidła napędzane przez silnik
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
są wyposażone bardzo często w urządzenie automatycznie zatrzymujące motak po wykonaniu
określonej liczby obrotów. Jedna z listew motaka może być opuszczona lub odchylona
w celu swobodnego zdejmowania pasm po nawinięciu.
Rys. 7. Motowidło [2, s. 205]
1 – urządzenie natykowe, 2 – prowadnica nieruchoma, 3 – prowadnica ruchoma, 4 – naprężacz, 5 – korona
motaka, 6 – listwa, 7 – ramiona osadzone na osi motaka, 8 – licznik obrotów
Motowidła napędzane przez silnik są wyposażone bardzo często w urządzenie automatycznie
zatrzymujące motak po wykonaniu określonej liczby obrotów. Jedna z listew motaka może
być opuszczona lub odchylona w celu swobodnego zdejmowania pasm po nawinięciu. Przy
zakładaniu nitki na motek mocuje się ją w zacisku, który znajduje się na jednej z listew.
Nawijanie ręczne rozpoczyna się i kończy zawsze w dolnym położeniu korbki, a przy
napędzie elektrycznym wtedy, kiedy zaciski mocujące przędzę znajdują się w górnym
położeniu motaka. Do wyznaczenia długości pasm w metrach są stosowane motaki
w obwodzie 1m.
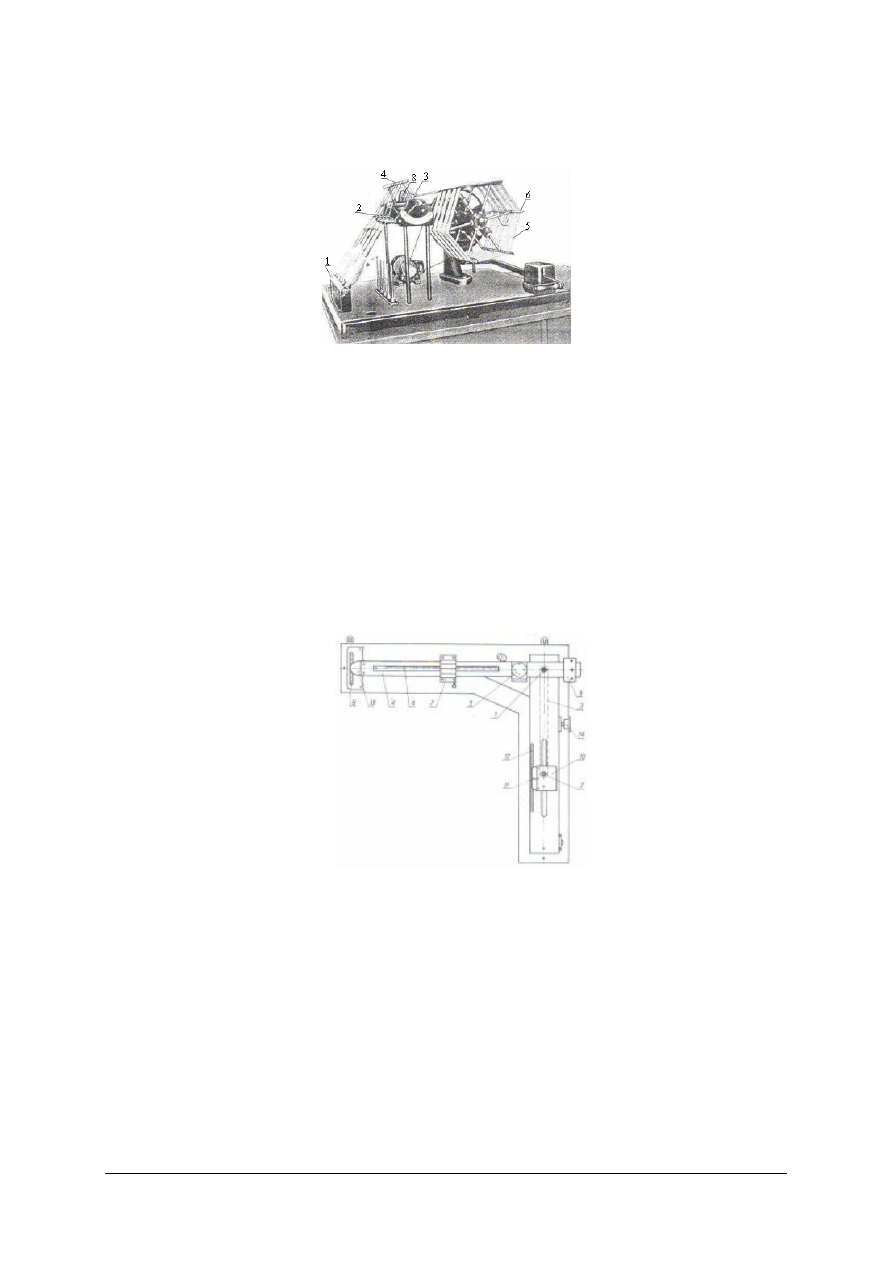
Sprawdzian pasmowy (rys. 8) służy do kontroli długości nawiniętych pasm.
Rys. 8. Sprawdzian pasmowy [2, s. 206]
1 i 2 – dwa zaczepy, 3 – pasmo, 4 – dwuramienna dźwignia, 5 – oś obrotu, 6, 12 – skala, 7, 9 – obciążnik,
8 – skala, 10 – przesuwana płytka, 11 – kreska płytki, 13 – wskazówka, 14 – pokrętło
Jest on wyposażony w dwa zaczepy 1 i 2 do zawieszania pasma 3. Górny zaczep 1
znajduje się na dwuramiennej dźwigni 4 i osi obrotu w punkcie 5. Na lewym ramieniu
dźwigni jest naniesiona skala 6, według której ustawia się obciążnik 7 do wstępnego
obciążenia pasma. Skala 8 wskazuje odchylenia w długości badanych pasm,
zaś obciążnik 9 stanowi przeciwwagę dźwigni 4. Dolny zaczep 2 jest zamocowany
na przesuwanej płytce 10. Kreska 11 płytki wskazuje na skali 12 długość obwodu pasma przy
zerowym położeniu wskazówki 13 na skali 8. Zmianę położenia płytki, a więc i zaczepu
2 reguluje się pokrętłem 14. Obciążnik 7 jest ustawiony w różnych punktach dźwigni,
a położenie jego zależy od masy liniowej też badanej przędzy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Wagi służą do określania masy liniowej przędzy. Używa się powszechnie wag
elektronicznych, technicznych lub analitycznych, gdzie po zważeniu badanego odcinka
przędzy ustala się jego masę i po przeliczeniu określa numer przędzy.
Wyznaczanie masy liniowej (grubości) i nierównomierności masy liniowej przędzy
metodą pasmową
Z każdego nawoju próbki ogólnej, wyznaczonej według normy pobiera się dwa pasma
o długości podanej w tabeli 4. Pierwsze pasma odwija się z zewnętrznej (górnej) części
nawoju po uprzednim usunięciu, co najmniej 10 m przędzy. Drugie pasmo nawija się
po usunięciu odcinka przędzy o długości równej, co najmniej połowie długości pasma.
Tabela 4. Stosowane długości pasm [2, s. 210]
Nominalna masa liniowa w Tt
Długość przędzy w m
≤
12,5
12,5<Tt
≤
50
50<Tt
≤
100
100<Tt
≤
500
500<Tt
≤
1000
1000<Tt
≤
2000
200
100
50
20
10
5
Przystępując do motania pasem najpierw wyprostowuje się składane żeberko motaka,
ustawia wskazówkę licznika na zero. Końce przędzy z cewek przeprowadza się
przez prowadniki i zamocowuje na żeberku z zaciskami, po czym napina nitki przędzy
urządzeniem naprężającym i uruchamia motak. W czasie przewijania należy zapewnić stałą
prędkość liniową nawijania (nie większą niż 200 m/min) w celu otrzymania stałego
naprężenia.
Wartość naprężenia należy skontrolować przed nawijaniem za pomocą tensometru.
Przed zbliżaniem się wskazówki do żądanej długości zwalnia się prędkość obrotów
i zatrzymuje motak po odezwaniu się dzwonka.
Po oderwaniu nitek w pobliżu górnego żeberka wiąże się w każdym pasmie początek
z końcem, obcinają związane końce nitek nie mniej niż 20
±
5 mm od węzła.
Pasma przed zdjęciem z motaka zabezpiecza się, aby nie nastąpiła zmiana
jednowarstwowej struktury. W tym celu pasma zaciska się w dwóch przeciwnych miejscach
płaskimi zaciskami, po zdjęciu z motaka aklimatyzuje się, a następnie sprawdza
ich długość na sprawdzianie pasmowym.
Odległość zaczepów sprawdzianu na początku pomiaru nastawia się dla obwodu pasma
L
n
=
1000 mm. Pasmo obciąża się stopniowo, aż do pełnego obciążenia i po 3 s odczytuje
na skali ramienia wahadłowego odchylenia
∆
L od długości pasma L
n
z dokładnością do 1mm.
Długość pasma L
s
w mm oblicza się ze wzoru:
L
s
= L
n
±
∆
L
Wartość L
n
powinna być zawarta w przedziale
±
0,25% w stosunku do nominalnej
długości pasma.
Długość przędzy w paśmie L oblicza się ze wzoru:
L = L
s
⋅ n
w którym:
n oznacza liczbę nitek w paśmie.
Po ustaleniu długości pasm wyznacza się masę każdego pasma przez ważenie.
Na podstawie otrzymanych wyników pomiarów oblicza się:
−
średni numer metryczny przędzy,
−
współczynnik zmienności,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
−
względny błąd przypadkowy wartości średniej numeru przędzy,
−
ostateczną liczbę pomiarów.
Wyznaczanie masy liniowej (grubości) i nierównomierności masy liniowej przędzy
metodą odcinkową
Z każdego nawoju próbki ogólnej przędzy pobranej zgodnie z normą, przygotowuje się
dwa pasma o długości ok. 10 m. Pierwsze odwija się z zewnętrznej części nawoju
po uprzednim usunięciu co najmniej 10 m przędzy. Drugie zaś ze środkowej części nawoju.
Z nawojów przędzy nitkowanej przygotowuje się pasma dla, co najmniej 50 odcinków
przędzy, każdy o długości 600 mm. Tak przygotowane pasma aklimatyzuje się.
Z każdego przygotowanego pasma wycina się po 5 odcinków przędzy, każdy
o długości 600 mm. Przygotowane odcinki zakłada się kolejno na odmierzaczu do tworzenia
500 mm odcinków przędzy zakleszczając jeden koniec odcinka w górnym zacisku, obciąża
obciążeniem wstępnym drugi koniec i po upływie 3 s. zakleszcza się w dolnym zacisku.
Następnie odcina się go przy samych zaciskach zachowując każdy odcinek do dalszego
wyznaczenia.
Odcinki waży się kolejno na wadze analitycznej z dokładnością do 0,00 1g.
Tak jak w metodzie pasmowej oblicza się średni numer tex, odchylenie średnie,
współczynnik zmienności, względny błąd przypadkowy wartości średniej numeru przędzy
i ostateczną liczbę pomiarów.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje przędz?
2. Jakie wskaźniki charakteryzują jakość przędzy?
3. W jakich warunkach przeprowadza się badania przędzy?
4. Jak pobiera się próbki do badań?
5. Co określa masa liniowa przędzy?
6. Jak oznacza się numer przędzy pojedynczej i nitkowanej?
7. Jak jest zbudowane motowidło i do czego służy?
8. Jak jest zbudowany sprawdzian pasmowy i do czego służy?
9. Jakimi metodami wyznacz się masę liniową przędzy?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj przędzę na podstawie wybranych próbek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wybrać próbki przędzy,
3) rozkręcić przędzę do równoległości włókien,
4) sprawdzić z jakiego rodzaju włókien wykonana jest przędzą,
5) ocenić organoleptycznie puszystość przędzy, kierunek skrętu i intensywność,
6) zapisać spostrzeżenia i wyciągnąć wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Wyposażenie stanowiska pracy:
−
przędza,
−
igła preparacyjna, peseta,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wyznacz masę liniową i nierównomierność masy liniowej przędzy metodą pasmową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki ogólne przędzy,
3) odmierzyć długość pasm,
4) sprawdzić ich długość na sprawdzianie pasmowym,
5) obliczyć długość każdego pasma,
6) zważyć każdą próbkę na wadze,
7) obliczyć średni numer tex, odchylenie średnie, współczynnik zmienności, względny błąd
przypadkowy wartości średniej numeru przędzy, ostateczną liczbę pomiarów,
8) zapisać obliczenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
higrostat,
–
motak metryczny,
–
przędza,
–
sprawdzian pasmowy,
–
waga,
–
płaskie zaciski, obciążniki,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 3
Wyznacz masę liniową i nierównomierność masy liniowej przędzy metodą odcinkową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować dwa pasma po 10 m przędzy,
3) utworzyć po 5 odcinków przędzy na odmierzaczu z każdego pasma,
4) zważyć każdą próbkę na wadze analitycznej,
5) obliczyć średni numer tex, odchylenie średnie, współczynnik zmienności, względny błąd
przypadkowy wartości średniej numeru przędzy, ostateczną liczbę pomiarów,
6) zapisać spostrzeżenia i wyciągnąć wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Wyposażenie stanowiska pracy:
–
higrostat,
–
motak metryczny,
–
odmierzacz do tworzenia 500 mm odcinków przędzy,
–
przędza,
–
waga,
–
naczynka wagowe, obciążniki,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
−
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować wskaźniki charakteryzujące jakość przędzy?
2) rozpoznać przędzę pojedynczą i nitkowaną?
3) obsłużyć motowidło, sprawdzian pasmowy i odmierzacz do
tworzenia 500 mm odcinków przędzy?
4) przygotować próbki przędzy do badań?
5) dobrać metodę i wyznaczyć masę liniową przędzy?
6) obliczyć średni numer, odchylenie średnie, współczynnik zmienności,
względny błąd przypadkowy wartości średniej numeru przędzy
i ostateczną liczbę pomiarów?
7) ocenić jakość przędzy?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3. Skręt przędzy i metody wyznaczania
4.3.1. Materiał nauczania
Do otrzymania przędzy niezbędne jest równoległe uformowanie włókien w taśmę
określonej grubości i nadanie jej skrętu. Ze wzrostem skrętu rośnie siła tarcia między
włóknami i jednocześnie wzrasta wytrzymałość przędzy. Wzrost ten ograniczony jest tak
zwanym skrętem krytycznym, powyżej którego zwiększanie skrętu powoduje gwałtowny
spadek wytrzymałości.
Z tego względu należałoby nadawać przędzy tyle skrętów, ile ich potrzeba do osiągnięcia
maksymalnej wytrzymałości. Takich przypadków nie stosuje się, gdyż przędza nadmiernie
skręcona jest najczęściej twarda i mało giętka. Skręt wywiera znaczny wpływ na wygląd
zewnętrzny tkanin i dzianin oraz ich właściwości użytkowe. Skręt powinien być tak duży,
aby zapewniał dostateczną wytrzymałość przędzy dla celów technologicznych.
W praktyce decydujący wpływ na wielkość skrętu mają długość i właściwości włókna
oraz przeznaczenie przędzy. Większą liczbę skrętów na jednostkę długości nadaje się przędzy
cienkiej, mniejszą – grubej. Większa liczba skrętów jest wymagana również dla przędzy
z krótkowłóknistego surowca, mniejsza dla przędzy z długowłóknistego surowca.
Im dłuższego i cieńszego używa się surowca, tym mniejszy skręt może otrzymać przędza. Dla
przędzy przeznaczonej na osnowę wymagana jest większa liczba skrętów niż dla przędzy
przeznaczonej na wątek lub też przędzy przeznaczonej do wytwarzania dzianin. Do celów
specjalnych przędza jest skręcana mniej lub więcej, zależnie od efektu, do którego się dąży.
Na przykład do tkanin woalowych lub krepy stosuje się przędze mocno skręcone, natomiast
przędze do tkanin drapanych są słabo skręcone. W przemyśle dziewiarskim jest używana
przędza o małym skręcie.
Intensywność skrętu charakteryzują:
−
liczba skrętów τ na jednostkę długości (1 m lub 1 cal angielski), oznacza liczbę obrotów
przędzy wokół jej osi podłużnej,
−
współczynnik skrętu α, określa stosunek liczby skrętów do pierwiastka kwadratowego
numeru rzeczywistego przędzy. Zależnie od zastosowanego systemu numeracji może
występować współczynnik skrętu dla numeru metrycznego lub numeru tex.
Współczynnik skrętu dla numeru metrycznego
m
α
oblicza się ze wzoru:
Nm
m
m
τ
=
α
w którym:
m
τ
– średnia liczba skrętów na 1 m.
Współczynnik skrętu dla numeru tex oblicza się ze wzoru:
Tt
cm
tex
⋅
τ
=
α
w którym:
cm
τ
– średnia liczba skrętów na 1 cm
100
cm
τ
=
Stosunek przeliczeniowy między
m
α i
tex
α jest następujący:
tex
m
α
α
16
,
3
=
m
tex
316
,
0
α
=
α
W procesie rozkręcenia następuje zmiana długości badanego odcinka przędzy,
którą można określić w wartościach bezwzględnych i względnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Bezwzględna zmiana długości przy rozkręcaniu jest to różnica między długością odcinka
przędzy przed rozkręceniem a długością odcinka po rozkręceniu, to znaczy,
w równoległym położeniu włókien elementarnych lub przędz składowych. Bezwzględną
zmianę długości przy rozkręcaniu w oblicza się ze wzoru:
1
l
l
w
−
=
Względna zmiana długości przy rozkręcaniu jest wyrażona procentowo stosunkiem
bezwzględnej zmiany długości badanego odcinka do długości odcinka przed rozkręceniem.
Względna zmianę długości przy rozkręcaniu ε oblicza się ze wzoru:
ε
%
100
l
l
l
1
⋅
−
=
w którym:
l
1
–
długość odcinka przed rozkręcaniem (początkowa odległość zacisków),
l – długość odcinka po rozkręceniu (końcowa odległość zacisków).
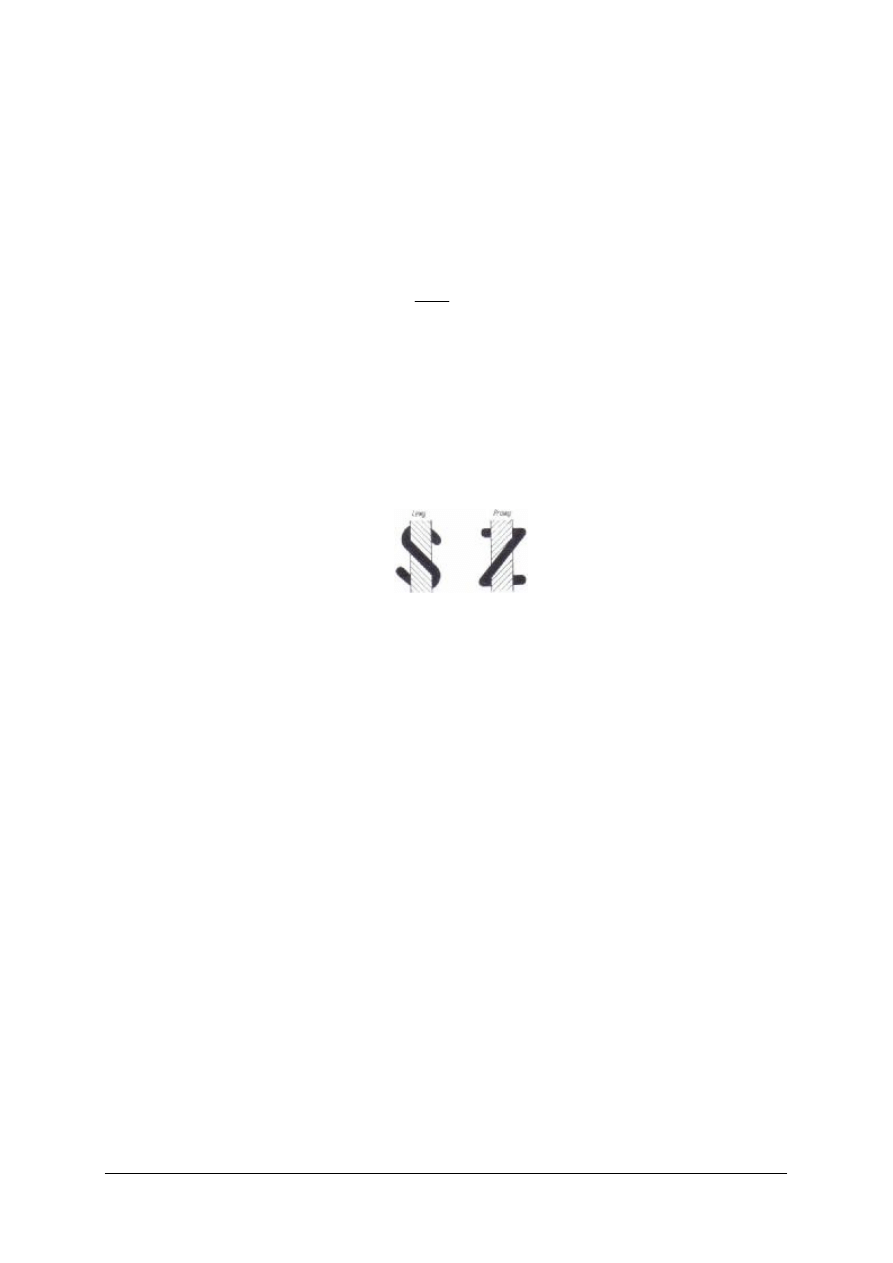
Kierunek skrętu jest to kierunek linii śrubowych, zgodnie z którymi układają się włókna
na powierzchni przędzy. Kierunek skrętu może być S lub Z (rys.9). Przędza ma skręt S, jeżeli
jej spirale biegnące dookoła osi podłużnej mają kierunek zgodny z pochyleniem części
środkowej litery S, natomiast skręt Z, gdy spirale mają kierunek zgodny z pochyleniem
środkowej części litery Z.
Rys. 9. Kierunek skrętu [2, s. 218]
W przędzy bawełnianej skręt Z jest stosowany głównie na osnowę, a skręt S na wątek.
Obecnie w przemyśle bawełniarskim stosuje się wyłącznie skręt Z zarówno na osnowę,
jak i na wątek. W przemyśle wełniarskim czesankowym skręt S jest stosowany głownie
dla przędz osnowowych, a Z dla wątku. Przędza pojedyncza z wełny zgrzebnej jest skręcana
w kierunku S. W przędzach nitkowych skręt nadaje się zazwyczaj w kierunku przeciwnym
do kierunku skrętu, jaki ma przędza pojedyncza.
Do wyznaczania liczby skrętu przędzy stosuje się następujące metody:
−
bezpośrednia metoda doprowadzenia włókien lub przędz składowych do stanu
równoległego, którą stosuje się do przędzy pojedynczej i nitkowanej oraz do przędzy
z włókien ciągłych,
−
metoda pośrednia (odwrotnego skrętu), stosowana do wszystkich rodzajów przędzy
z włókien krótkich, tzn. bawełny, włókna ciętego, kotoniny itp.
Pomiary liczby skrętu dla przędzy wykonanej z włókien staplowych syntetycznych
lub trójoctanowych przeprowadza się metodą bezpośrednią, ponieważ trwałe ustabilizowanie
skrętu pierwotnego w tych włóknach powoduje błędy przy wyznaczaniu liczby skrętu metodą
odwrotnego skrętu.
Pomiary skrętu przędzy przeprowadza się w warunkach klimatu normalnego na próbkach
aklimatyzowanych.
Poza liczbą skrętu wyznacza się również wskaźnik zrównoważenia skrętu przędzy,
który charakteryzuje skłonność przędzy do pętlenia się.
Przy wyznaczaniu skrętu przędzy stosuje się:
–
skrętomierz z zaciskiem stałym i obrotowym dla metody standardowej,
–
skrętomierz z zaciskiem wahadłowym i obrotowym dla metody odwrotnego skrętu.
–
obciążniki,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
–
igłę preparacyjną,
–
sztywne sprawdziany metalowe o długości 10±0,2 mm; 25±0,5 mm; 50±0,5 mm;
100±0,5 mm; 250±0,5 mm; 500±0,5 mm.
Nowoczesne typy skrętomierzy są tak budowane, że na każdym można przeprowadzić
pomiary jedną i drugą metodą. Budowa skrętomierza elektrycznego z zaciskami: stałym,
wahadłowym i obrotowym jest przedstawiona na rysunku 10.
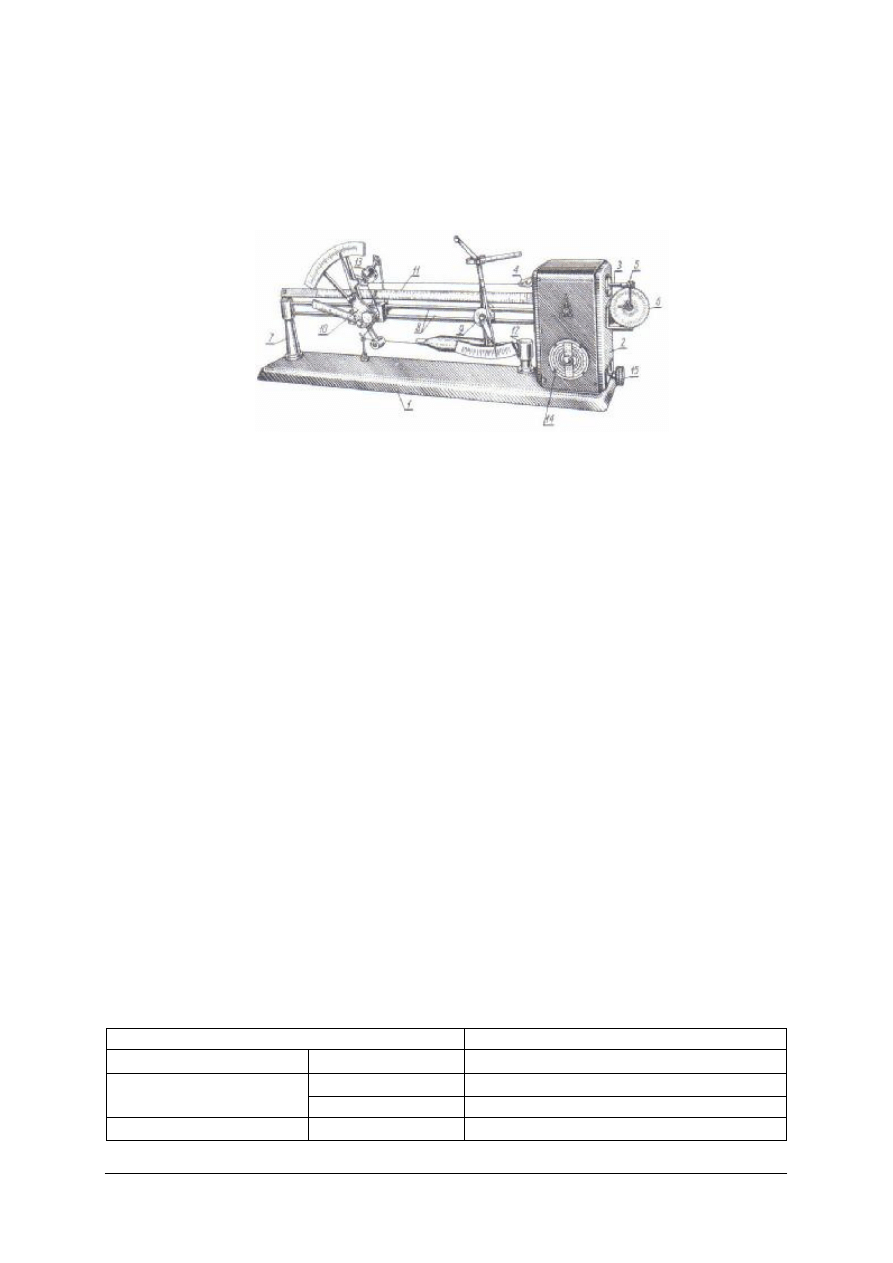
Rys. 10. Skrętomierz elektryczny [2, s. 218]
1 – podstawa, 2 – obudowa silnika, 3 – wrzeciono, 4 – zacisk, 5 – przekładnia ślimakowa, 6 – licznik obrotów,
7 – wspornik, 8 – dwa pręty, 9 – przesuwane wahadło, 10 – zacisk stały, 11 – listwa, 12 – cewka, 13 – lupa,
14 – regulator prędkości obrotów, 15 – gałka
Do podstawy 1 jest przymocowana jest obudowa silnika 2, w której znajduje się silnik
napędzający wrzeciono 3 zakończone z jednej strony zaciskiem 4, a z drugiej przekładnią
ślimakową 5, wprowadzającą w ruch licznik obrotów 6. Między obudową silnika
a wspornikiem 7 są zamocowane dwa pręty 8, po których może być przesuwane wahadełko 9
lub zacisk stały 10 na odpowiednią odległość. Odległość ustawienia tych zacisków
w stosunku do zacisku obrotowego można odczytać na podziałce znajdującej się na listwie
11. Dalsze oznaczenia: uchwyt na cewki 12, lupa 13, regulator prędkości obrotów 14 i gałka
15 do uruchomienia silnika, a więc i wrzeciona.
Bezpośrednia metoda wyznaczania skrętu przędzy
Próbkę ogólną pobiera się zgodnie z normą. Z przeznaczonych do badania nawojów
odwija się i odrzuca pierwsze 10 m przędzy. Odcinki z jednego nawoju przędzy należy
pobierać w różnych odstępach, nie mniejszych niż 1 m, z wyjątkiem przędzy ozdobnej, gdzie
pobiera się odcinki bez odstępu.
Liczba pomiarów zależy od długości zakleszczenia:
−
przy odległości zakleszczenia do 50 mm należy wykonać 100 pomiarów.
−
przy odległości zakleszczenia większej niż 50 mm należy wykonać 50 pomiarów.
Ostateczna liczba pomiarów zależy od dopuszczalnego błędu przypadkowego wartości
średniej przy prawdopodobieństwie 95%.
Odległość zacisków skrętomierza dla badanych odcinków przędzy podano w tabeli 5.
Odległość ta dla przędzy pojedynczej z włókien staplowych jest wtedy prawidłowa, gdy nie
mniej niż połowa włókien po doprowadzeniu ich do równoległości jest obustronnie
zakleszczona w zaciskach.
Tabela 5. Długość zakleszczenia odcinków przędzy w metodzie doprowadzenia do równoległości [2, s. 221]
Przędza
Odległość zacisków mm
Pojedyncza
10; 25; 50; 100; 250
τ < 1250
500
Jedwabna oraz
nitkowana
τ ≥ 1250
250
Wielokrotnie nitkowana
500
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Po określeniu kierunku skrętu S lub Z przędzy przeznaczonej do badania wyznacza się
obciążenie wstępne. Ustawia się licznik skrętomierza na zero a zaciski skrętomierza rozstawia
zgodnie z rodzajem badanej przędzy.
Przędzę zakleszcza się w jednym zacisku, przewleka przez drugi zacisk, poddaje
działaniu naprężenia wstępnego, a następnie zakleszcza w drugim zacisku. Uruchamiając
skrętomierz nadaje się zaciskowi obrotowemu taki kierunek obrotów, aby przędza rozkręcała
się aż do momentu równoległego ułożenia włókien. Moment ten sprawdza się wprowadzając
między włókna przędzy igłę preparacyjną, przesuwając ją od zacisku nieobrotowego
do obrotowego. W czasie przesuwania igły między włóknami należy obracać zaciskiem
ruchomym w położenie odpowiadające równoległemu ułożeniu włókien. Odczytuje się liczbę
skrętów na liczniku z dokładnością 0,25 skrętu przy liczbie skrętów 40/m i z dokładnością do
1 skrętu przy liczbie skrętów powyżej 40/m.
Przy pomiarach przędzy nitkowej postępuje się tak jak przy pomiarach przędzy
pojedynczej. Po doprowadzeniu nitek składowych do ułożenia równoległego i odnotowaniu
wyników pomiarów w zaciskach pozostawia się jedną nitkę (nitkę pojedynczą), a pozostałe
nitki składowe odcina się i wyznacza liczbę skrętów nitki pojedynczej jak poprzednio. Jeżeli
wystąpią wątpliwości co do kierunku i liczby skrętu poszczególnych nitek składowych
przędzy jedwabnej, to każdą nitkę składową bada się osobno i podaje osobno wyniki badań.
Na podstawie wyników otrzymanych z pomiarów na skrętomierzu oblicza się następujące
wielkości:
−
średnią liczbę skrętów na metr ze wzoru:
w kontroli międzyoperacyjnej:
n
l
S
1000
o
m
⋅
⋅
=
τ
,
w ekspertyzach (powyżej 50 pomiarów):
1000
l
m
⋅
τ
=
τ
,
w których:
l – odległość zacisków w m,
n – liczba pomiarów,
S
o
– suma obrotów odczytana na liczniku przy końcowym pomiarze,
τ
m
– średnia arytmetyczna pomiarów.
Pozostałe wielkości oblicza się według wcześniej poznanych wzorów.
−
średnią arytmetyczną pomiarów,
−
odchylenie średnie,
−
współczynnik zmienności,
−
względny błąd przypadkowy wartości średniej skrętu przędzy,
−
ostateczną liczbę pomiarów.
Wyznaczanie skrętu przędzy metodą pośrednią
Przed przystąpieniem do badania wykonuje się pięć próbnych pomiarów na podstawie
których ustawia się ogranicznik wahadła w takim położeniu, aby zastosowanie naprężenia
wstępnego nie powodowało rozślizgiwania się włókien w przędzy przy malejącym w miarę
odkręcania skręcie.
Licznik skrętomierza ustawia się na zero. Przędzę zakleszcza się w zacisku wahadło
i w chwili mocowania w zacisku obrotowym sprowadza się wahadło w położenie zerowe.
Następnie wprowadzając w ruch obrotowy, rozkręca się zamocowaną przędzę. Po rozkręceniu
wahadło wychyla się i zatrzymuje na ograniczniku. Nie przerywając kierunku obrotów,
przędzę po odkręceniu skręca się w kierunku odwrotnym do pierwotnego skrętu, aż do
momentu, w którym wahadełko zajmie ponownie położenie zerowe. W tym momencie
skrętomierz należy zatrzymać i zanotować wskazania licznika. Następne pomiary wykonuje
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
się bez zerowania licznika. Odczytana wartość skrętu jest sumą wszystkich pomiarów.
Przy obliczaniu średniej liczby skrętów wskazania licznika należy podzielić przez dwa,
pozostałe obliczenia wykonuje się tak jak w metodzie bezpośredniej.
Na podstawie wyników otrzymanych z pomiarów na skrętomierzu oblicza się średnią
liczbę skrętów na metr ze wzorów:
w kontroli międzyoperacyjne:
n
l
2
S
1000
o
m
⋅
⋅
⋅
=
τ
w ekspertyzach (powyżej 50 pomiarów):
l
2
1000
m
⋅
⋅
τ
=
τ
w których:
l – odległość zacisków w m,
n – liczba pomiarów,
S
o
– suma obrotów odczytana na liczniku przy końcowym pomiarze,
m
τ
– średnia arytmetyczna pomiarów.
Pozostałe wielkości oblicza się według wcześniej poznanych wzorów.
−
średnią arytmetyczną pomiarów,
−
odchylenie średnie,
−
współczynnik zmienności,
−
względny błąd przypadkowy wartości średniej skrętu przędzy,
−
ostateczną liczbę pomiarów.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co oznacza skręt przędzy i co decyduje o jego wielkości?
2. Jakie parametry charakteryzują skręt?
3. Co charakteryzuje i jak oblicza się współczynnik skrętu?
4. Co oznacza bezwzględna i względna zmiana długości?
5. Co określa kierunek skrętu i od czego jest uzależniony?
6. Do czego służy skrętomierz i jak jest zbudowany?
7. Jakie są metody wyznaczania skrętu przędzy?
8. Od czego zależy dobór metody wyznaczania skrętu przędzy?
9. Jak wyznacza się skręt przędzy nitkowej?
10. Dlaczego dla przędzy z włókien staplowych syntetycznych stosuje się metodę
bezpośrednią?
4.3.3. Ćwiczenia
Ćwiczenie 1
Określ kierunek i wielkość skrętu przędzy metodą bezpośrednią.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki z otrzymanej przędzy,
3) oznaczyć kierunek skrętu przędzy,
4) przygotować skrętomierz,
5) wyznaczyć skręt przędzy metodą bezpośrednią,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
6) obliczyć średnią liczbę skrętów na metr, średnią arytmetyczną pomiarów, odchylenie
średnie, współczynnik zmienności, względny błąd przypadkowy wartości średniej
numeru przędzy, ostateczną liczbę pomiarów,
7) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
−
skrętomierz,
−
przędza,
−
igła preparacyjna, obciążniki,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wyznacz wielkość skrętu przędzy metodą pośrednią.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki z otrzymanej przędzy,
3) oznaczyć kierunek skrętu przędzy,
4) wykonać pięć próbnych pomiarów,
5) ustawić licznik skrętomierza i zacisk wahadełka,
6) wyznaczyć skręt przędzy metodą pośrednią,
7) obliczyć średnią liczbę skrętów na metr, średnią arytmetyczną pomiarów, odchylenie
średnie, współczynnik zmienności, względny błąd przypadkowy wartości średniej
numeru przędzy, ostateczną liczbę pomiarów,
8) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
−
skrętomierz,
−
przędza,
−
obciążniki,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić parametry charakteryzujące skręt przędzy?
2) wyjaśnić wpływ skrętu na jakość przędzy?
3) wyznaczyć skręt metodą bezpośrednią?
4) wyznaczyć skręt metodą pośrednią?
5) dobrać metodę do rodzaju przędzy?
6) wykorzystać zdobyte wiadomości w praktycznym działaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.4. Wytrzymałości przędzy i sposoby wyznaczania podstawowych
wskaźników
4.4.1. Materiał nauczania
Miarą wytrzymałości przędzy jest wartość siły, pod działaniem której badana przędza
ulega zerwaniu. Przędza poddana badaniu na rozerwanie ulega wydłużeniu. Miarą wydłużenia
jest przyrost długości od momentu zakleszczenia do chwili zerwania.
Wytrzymałość i wydłużenie przędzy zależą od następujących czynników:
−
surowca użytego do wyrobu przędzy, liczby i grubości elementarnych włókien
w przekroju przędzy oraz liczby skrętów, jaką przędza otrzymała w procesie przędzenia,
−
warunków i metod przeprowadzania pomiarów.
Do wyznaczenia wytrzymałości przędzy jest stosowana metoda zrywu pojedynczej nitki
oraz metoda pasmowa. W metodzie pierwszej próbki dla jednego pomiaru stanowi nitka,
która podlega jednokierunkowemu rozciągnięciu aż do momentu zerwania. Siła potrzebna
do zerwania jest poszukiwaną wartością wytrzymałości. Metoda ta ma zastosowanie
do wszystkich rodzajów przędzy pojedynczej i nitkowej, z wyjątkiem przędz o średnicy
powyżej 2 mm (2000 tex) i wydłużeniu większym niż 1% przy zwiększaniu obciążenia
wstępnego z 2 do 3c N/tex .
Jakość przędzy jest oceniana również wartością wskaźnika zwanego samozrywem.
Samozryw oznacza taką długość przędzy w km, która spowoduje zerwanie tej przędzy
pod własnym ciężarem.
Właściwości mechaniczne przędzy wyznacza się najczęściej w warunkach klimatu
normalnego na próbkach aklimatyzowanych.
W niektórych przypadkach wyznacza się wytrzymałość i wydłużenie przędzy na mokro.
W tym celu przed badaniem przędzę moczy się w 1% roztworze wodnym używając
zmiękczacza.
Wytrzymałość na rozerwanie wyznacza się najczęściej dla przędzy zrywanej w stanie
wyprostowanym. W niektórych jednak przypadkach, np. w celu wyznaczenia sztywności
przędzy, wyznacza się wytrzymałość przędzy zgiętej w pętlę lub związanej w węzeł.
Wyznaczenie wytrzymałości przędzy
Do pomiarów wytrzymałości stosuje się zrywarki, wyposażone w urządzenie
umożliwiające sporządzenie wykresów ilustrujących przebieg rozrywania przędzy
(wytrzymałości w funkcji wydłużenia).
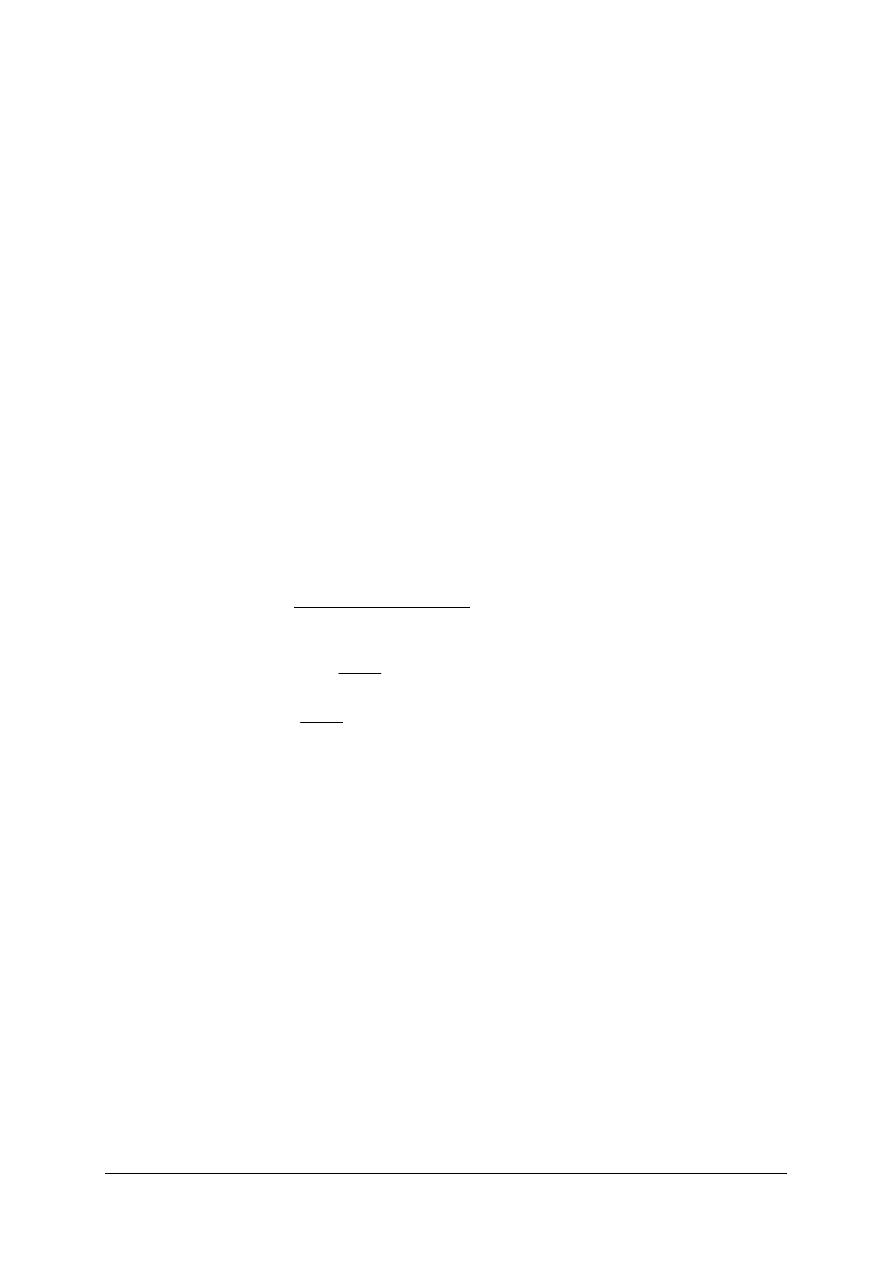
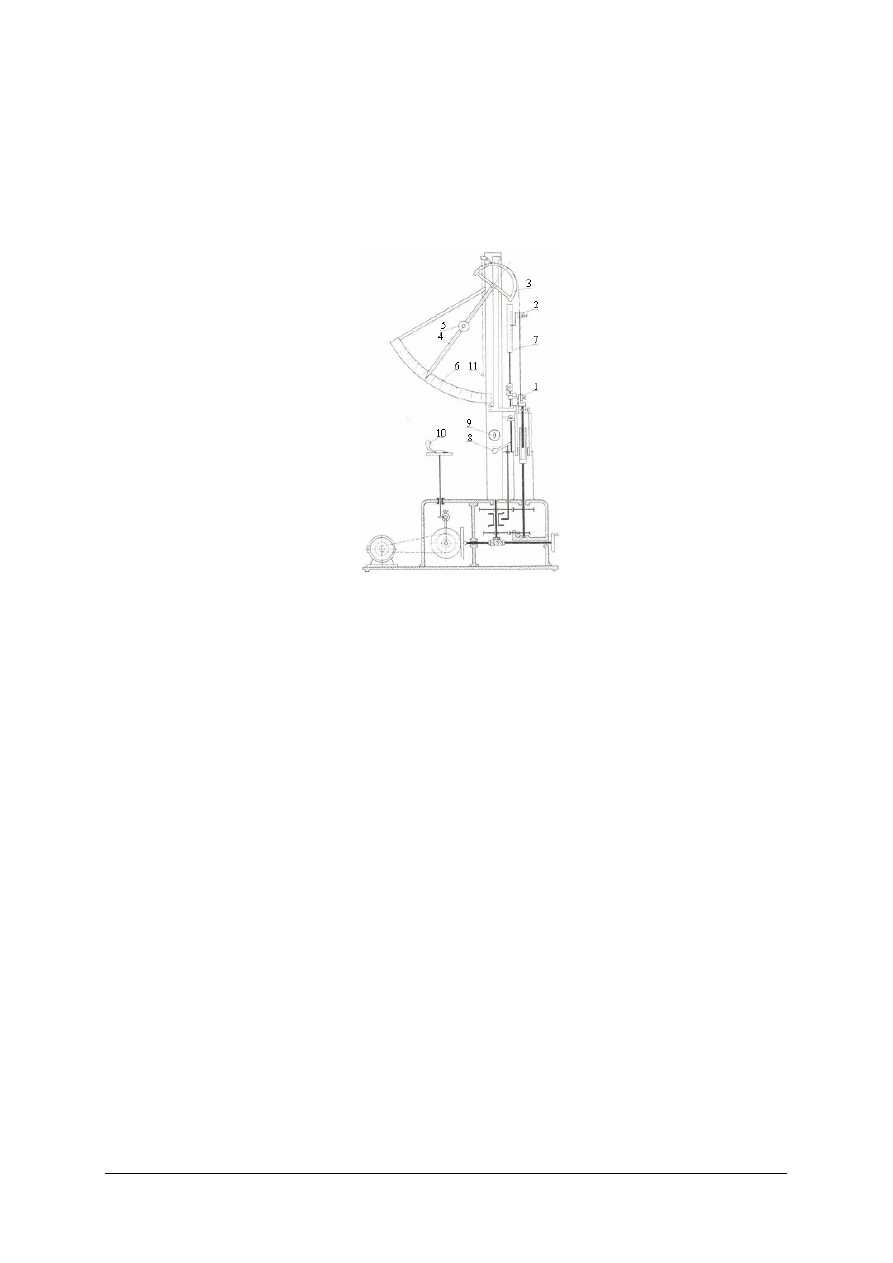
Zrywarka wahadłowa (rys. 11) składa się z dwóch zacisków do zamocowania przędzy,
z których dolny 1 porusza się w czasie pomiaru w dół, a górny 2 jest zamocowany na końcu
łańcuszka umieszczonego na segmencie 3. Wahadło 4, obciążone obciążnikiem 5, odchylając
się wskazuje na podziałce 6 siłę działającą na przędzę. Wydłużenie przędzy odczytuje się
na podziałce 7. Włącznik 9 służy do uruchomienia silnika, dźwignia 8 do uruchomienia
dolnego zacisku. Dźwignia 8 może mieć trzy pozycje – dolną, środkową i górną. W dolnej
pozycji dźwigni zacisk 1 opuszcza się do dołu, w środkowej jest zatrzymany, a w górnym
położeniu dzwigni zacisk wraca do pozycji wyjściowej. Ponadto zrywarka jest wyposażona
w rączkę 10 do regulacji prędkości opadania szczęki dolnej oraz łańcuszka 11 służącego
do sprowadzania wskazówki wahadła 4 w położenie zerowe. Podziałka sił 6 jest zwykle
dwuzakresowa, skala A od 0 do 196 cN, a skala B od 0 do 980 cN. Przejście z jednego
zakresu podziałki na drugi jest osiągane przez zmianę obciążenia wahadła.
Przy wyznaczaniu wytrzymałości na rozerwanie przędz pętelkowych i teksturowanych
stosuje się specjalne szczęki, aby nie uszkodzić elementarnych włókien w przędzy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Do wyznaczenia wytrzymałości przędzy metodą zrywu pojedynczej nitki przygotowuje się
zgodnie z normą dwa pasma, każde o obwodzie około 1m i długości 50 m przędzy. Pierwsze
pasmo odwija się z górnej części nawoju po uprzednim usunięciu, co najmniej 25 m przędzy.
Drugie pasmo nawija się po usunięciu nie mniej niż 10m przędzy. Pasma zabezpiecza się
przed
zmianą
skrętu,
przez
założenie
zacisków,
przecina
między
zaciskami
i aklimatyzuje. Próbki elementarne pobiera się losowo.
Rys. 11. Zrywarka wahadłowa do pomiarów wytrzymałości i wydłużenia przędzy [2, s. 235]
1 – zacisk dolny, 2 – zacisk górny, 3 – segment, 4 – wahadło, 5 – obciążnik, 6, 7 – podziałka, 8 – dźwignia,
9 – włącznik, 10 – rączka, 11– łańcuszek
Przed przystąpieniem do wykonania pomiarów ustala się numer przędzy i wyznacza
obciążenie wstępne. Odległość między zaciskami zrywarki powinna wynosić 500±1 mm.
W przypadku przędz o wydłużeniu większym niż 40% zmniejsza się odległość między
szczękami do 250±0,5 mm lub 200±0,5 mm.
Na podstawie 10 pomiarów wstępnych dla próbek roboczych, pobranych z nie mniej niż
dwóch nawojów, dobiera się zakres skali tak, aby odczyty wielkości siły rozrywania mieściły
się w przedziale 20÷90% zakresu skali, a szybkość opadania szczęki dolnej powodowała zryw
przędzy w czasie 20±3 s.
Przystępując do pomiaru sprawdza się położenie zerowa na podziałce sił i podziałce
wydłużeń. Pobrany losowo z pasma odcinek przędzy zamocowuje się w górnej szczęce
zrywarki, drugi jego koniec wprowadza się między otwartą dolną szczękę, obciąża
obciążeniem wstępnym i zamocowuje w dolnej szczęce, a następnie uruchamia zrywarkę.
W czasie wykonywania tych czynności nie należy dotykać ręką, rozciągać lub rozkręcać
odcinka przędzy między szczękami.
W chwili zerwania nitki odczytuje się wskazania na podziałce sił i wydłużenia
zaokrąglając wytrzymałość do całkowitej liczby gramów, a wydłużenie do 1 mm.
Jeżeli w czasie rozrywania przędza wyślizguje się ze szczęk, pomiar uznaje się
za nieprawidłowy i powtarza się na następnym odcinku. Za prawidłowe uznaje się te pomiary,
w czasie których rozrywanie odcinka przędzy następuje w różnych miejscach w odległości
nie mniejszej niż 10 mm od jednej ze szczęk.
Z partii przędzy pobiera się 6 nawojów, z każdego nawoju dwa pasma o długości 50 m
i poddaje aklimatyzacji. Z każdego pasma pobiera się losowo po 5 odcinków i wykonuje
60 pomiarów wytrzymałości i wydłużenia przędzy. Wyniki pomiarów wpisuje się do karty
pomiarowej, a następnie oblicza średnią wytrzymałość przędzy, odchylenie średnie,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
współczynnik zmienności, względny błąd przypadkowy wartości średniej, niezbędną liczbę
pomiarów, wydłużenie bezwzględne, wydłużenie względne oraz samozryw.
Średnią siłę zrywającą w stanie aklimatyzowanym P oblicza się ze wzoru:
n
P
P
n
i
1
i
i
∑
=
=
=
w którym:
P
i
– siła zrywająca poszczególnych odcinków w stanie aklimatyzowanym,
n – liczba pomiarów.
Wyznaczanie wskaźników przy rozciąganiu w suple i pętli
Ze względu na złożony charakter oddziaływania sił występujących w czasie wyznaczania
wytrzymałości w suple i pętli wskaźniki te charakteryzują kruchość w przędzy. Na podstawie
tych wskaźników można wnioskować o zachowaniu się przędzy, np. w procesie falowania na
maszynach dziewiarskich, podczas którego tworzą się pod naprężeniem pętle,
o wytrzymałości przędzy w dzianinie, o wytrzymałości nici przy szyciu maszynowym
oraz przy występujących różnych obciążeniach w wyrobach technicznych. Pozwalają również
wnioskować o wielkości uszkodzenia lub osłabienia przędzy w procesach wykończalniczych.
Wytrzymałość w suple pozwala ocenić przydatność przędzy do wyrobów sieciarskich itp.
Wytrzymałość w suple jest z reguły niższa niż wytrzymałość w pętli.
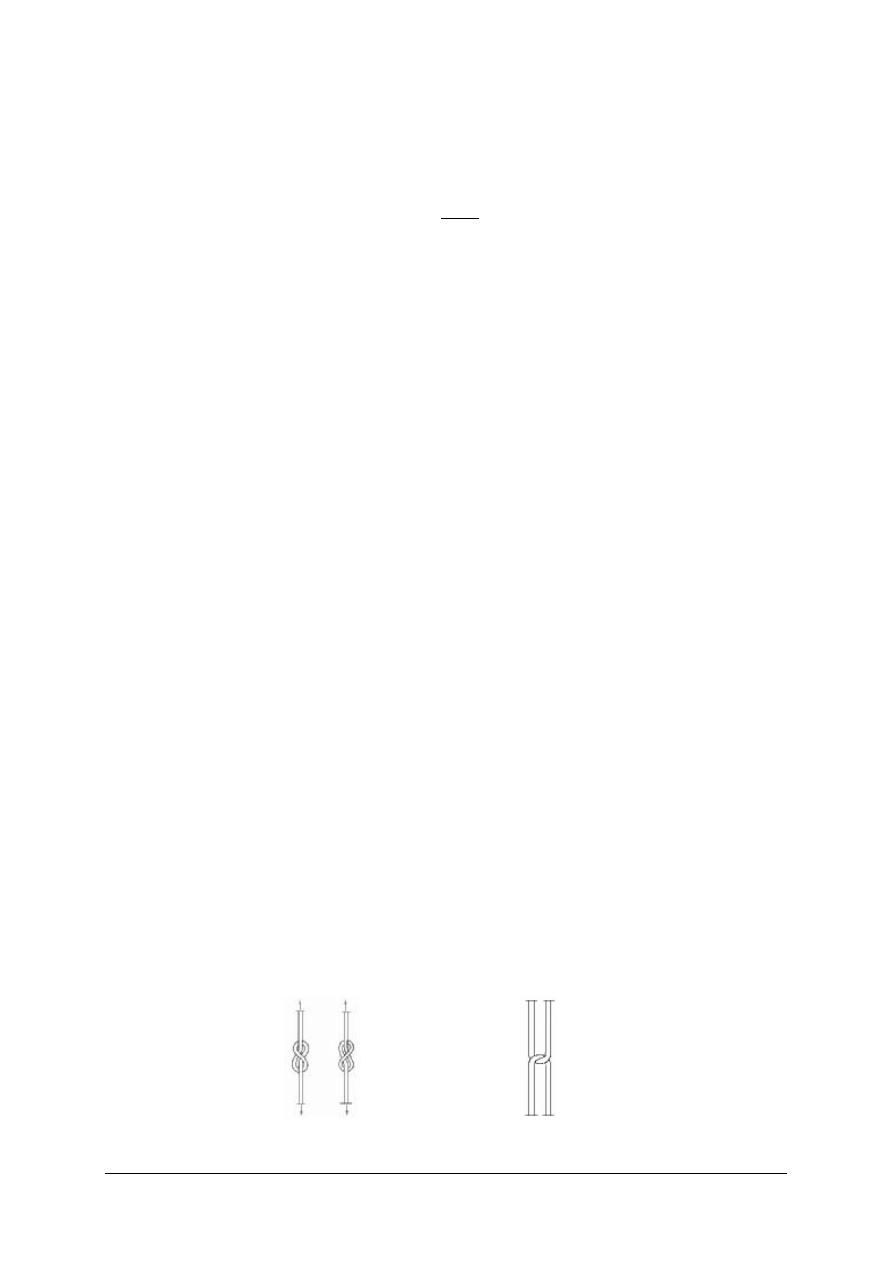
Wyznaczenie wytrzymałości w suple
Warunki wykonania próbnych pomiarów oraz sposobów pobierania i przygotowania
przędzy jak dla przędzy prostej. Z każdego pasma pobiera się losowo odcinki przędzy,
nie dotykając palcami części odcinka przeznaczonego do utworzenia supła i mniej więcej
pośrodku tworzy supeł S lub Z (rys. 12). Zaciągnięcie supła powinno nastąpić podczas
rozciągania na zrywarce. Przystępując do pomiarów zakleszcza się jeden koniec w górnym
zacisku, drugi koniec obciąża się znormalizowanym obciążnikiem 0,5 cN/tex i zakleszcza
w zacisku dolnym. Następnie uruchamia się zrywarkę i rozciąga przędzę aż do rozerwania.
Otrzymany wynik obciążenia rozrywającego notuje się z dokładnością do jednej działki skali,
a wydłużenia bezwzględnego do 0,5 mm. Pomiar prawidłowy jest wówczas, gdy rozerwanie
następuje w samym suple lub w odległości nie większej niż 5mm od niego.
Średnią wytrzymałość na rozerwanie wyznacza się na przemian w suple S i Z, jeżeli normy
przedmiotowe nie przewidują inaczej. Wykonuje się minimalnie 50 pomiarów.
Przy wyznaczeniu wytrzymałości w suple w stanie mokrym każde z przygotowanych
pasma dzieli się na 2 równe części, zabezpieczając przed zmianą skrętu i oznacza się tym
samym symbolem. Jedną z dwóch części każdego pasma zanurza się w 1% roztworze
wodnym używając zmiękczacza, o temp. 20±2°C, na okres 1 h. Do pomiarów odcinki
przędzy wyjmuje się bezpośrednio z zanurzonego pasma. Czas od wyjęcia do zakończenia
pomiaru nie powinien przekraczać 1 min. Poszczególne odcinki obciąża się wstępnie
wyznaczonym obciążnikiem równym 0,25 cN/tex i wykonuje pomiary jak w stanie
aklimatyzowanym.
Rys. 12. Sposób utworzenia supła
[2, s. 243]
Rys. 13. Sposób utworzenia pętli
[2, s. 244]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyznaczenie wytrzymałości na rozerwanie w pętli
Z każdego przygotowanego pasma pobiera się 2 odcinki przędzy. Jeden z odcinków jest
w kształcie litery U (rys. 13), zakleszcza oba jego końce w górnym zacisku, uważając
na równoległe i pionowe ułożenie obu ramion. Drugi odcinek przędzy przekłada się przez
pierwszy, nadając mu jak pierwszemu kształt litery U. Utworzona w ten sposób pętla powinna
znaleźć się mniej więcej w połowie odległości między zaciskami. Dolny koniec pętli obciąża
się obciążnikiem dwukrotnie większym niż w suple i zakleszcza się w dolnym zacisku. Każdy
odcinek przędzy naznacza się przy samych zaciskach kredką w celu stwierdzenia
ewentualnego wysuwania się zakleszczonej nitki w czasie pomiaru. Uruchamia się zrywarkę
i rozciąga przędzę aż do rozerwania, notując wyniki z dokładnością do jednej działki
obciążenia rozrywającego. Wykonuje się minimalnie 50 pomiarów. Pod uwagę bierze się
te pomiary, w których rozerwanie następuje w miejscu skrzyżowania nitek i nie stwierdza się
wysuwania końców nitek z zacisków. Wskazane jest stosowanie zrywarki, w której zaciski są
obrócone względem siebie o 90°.
Wyznaczenie wytrzymałości w pętli w stanie mokrym przeprowadza się w ten sam
sposób, z tym, że pasma przed pomiarami moczy się w 1% roztworze wodnym używając
zmiękczacza w ciągu 1h. W czasie pomiarów stosuje się obciążenie 0,5 cN/tex.
Średnią siłę zrywającą w suple w stanie aklimatyzowanym P
s
oblicza się ze wzoru:
n
P
P
n
i
1
i
si
s
∑
=
=
=
w którym:
P
si
– siła zrywająca poszczególnych odcinków w stanie aklimatyzowanym,
n – liczba pomiarów.
Średnia siłę zrywającą w pętli w stanie aklimatyzowanym P
p
oblicza się ze wzoru:
n
2
P
P
n
i
1
i
pi
p
∑
=
=
=
w którym:
P
pi
– siła zrywająca poszczególnych odcinków w stanie aklimatyzowanym, cN.
Wytrzymałość względna w suple w stanie aklimatyzowanym Psw oblicza się ze wzoru:
[%]
100
P
P
P
s
sw
⋅
=
w którym:
P – siła zrywająca przędzy odcinka prostego stanie aklimatyzowanym, cN.
Wytrzymałość względną pętli w stanie aklimatyzowanym P
pw
oblicza się ze wzoru:
[%]
100
P
P
P
p
pw
⋅
=
Wytrzymałość względna w suple w stanie mokrym P
swm
oblicza się ze wzoru:
[%]
100
P
P
P
sm
swm
⋅
=
w którym:
P
sm
– średnia siła zrywająca w suple w stanie mokrym, cN.
Wytrzymałość względna w pętli w stanie mokrym P
pwm
oblicza się ze wzoru:
[%]
100
P
P
P
p
pm
pwm
⋅
=

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
w którym:
P
pm
– średnia siła zrywająca w pętli w stanie mokrym, cN.
Wytrzymałość właściwa w suple P
ts
w cN/tex oblicza się ze wzoru:
Tt
P
P
s
ts
=
Wytrzymałość właściwa w pętli P
tp
w cN/tex oblicza się ze wzoru:
Tt
P
P
p
tp
=
Pozostałe wielkości oblicza się według wcześniej poznanych wzorów:
−
odchylenie średnie,
−
współczynnik zmienności,
−
względny błąd przypadkowy wartości średniej skrętu przędzy,
−
ostateczną liczbę pomiarów.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co określa wytrzymałość i wydłużenie przędzy?
2. Jakie parametry wpływają na wytrzymałość i wydłużenie przędzy?
3. Jakimi metodami wyznacza się wytrzymałość przędzy?
4. Jakie przyrządy stosuje się do pomiarów wytrzymałości?
5. Jaka jest zbudowana i jak działa zrywarka do przędzy?
6. Jak przygotowuje się próbki do badania wytrzymałości przędzy?
7. W jakim celu wyznacza się wytrzymałość przędzy w suple i pętli?
8. Jak oblicza się wytrzymałość średnią i wytrzymałość względną?
9. Jak oblicza się wytrzymałość właściwa w suple i w pętli?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wyznacz wytrzymałość i wydłużenie przędzy metodą zrywu jednej nitki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki do badań,
3) ustalić numer przędzy i obciążenie wstępne,
4) przeprowadzić pomiary wytrzymałość i wydłużenie przędzy,
5) zanotować wyniki i przeprowadzić obliczenia,
6) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
–
zrywarka,
–
przędza,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Ćwiczenie 2
Wyznacz wytrzymałość przędzy w suple w stanie aklimatyzowanym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki przędzy,
3) przygotować zrywarkę do przeprowadzenia pomiarów,
4) wykonać pomiary i zanotować wyniki,
5) obliczyć średnią wytrzymałość na rozerwanie,
6) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
–
zrywarka,
–
przędza,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 3
Wyznacz wytrzymałość przędzy w pętli w stanie aklimatyzowanym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki przędzy,
3) przygotować zrywarkę do przeprowadzenia pomiarów,
4) wykonać pomiary i zanotować wyniki,
5) obliczyć średnią wytrzymałość na rozerwanie,
6) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
–
zrywarka,
–
przędza,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 4
Wyznacz wytrzymałość przędzy na rozerwanie w suple w stanie mokrym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki przędzy,
3) przygotować zrywarkę do przeprowadzenia pomiarów,
4) wykonać pomiary i zanotować wyniki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
5) obliczyć średnią wytrzymałość na rozerwanie,
6) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
–
zrywarka,
–
zmiękczacz,
–
przędza,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 5
Wyznacz wytrzymałość przędzy na rozerwanie w pętli w stanie mokrym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki przędzy,
3) przygotować zrywarkę do przeprowadzenia pomiarów,
4) wykonać pomiary i zanotować wyniki,
5) obliczyć średnią wytrzymałość na rozerwanie,
6) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
–
zrywarka,
–
zmiękczacz,
–
przędza,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić parametry charakteryzujące wytrzymałość przędzy?
2) wyjaśnić cel wyznaczania wytrzymałość przędzy w suple i pętli?
3) wyznaczyć wytrzymałość przędzy metodą zrywu jednej nitki?
4) wyznaczyć wytrzymałość przędzy w suple i pętli w stanie
aklimatyzowanym i mokrym?
5) obliczyć wskaźniki wytrzymałościowe przędzy?
6) wykorzystać zdobyte wiadomości w praktycznym działaniu?
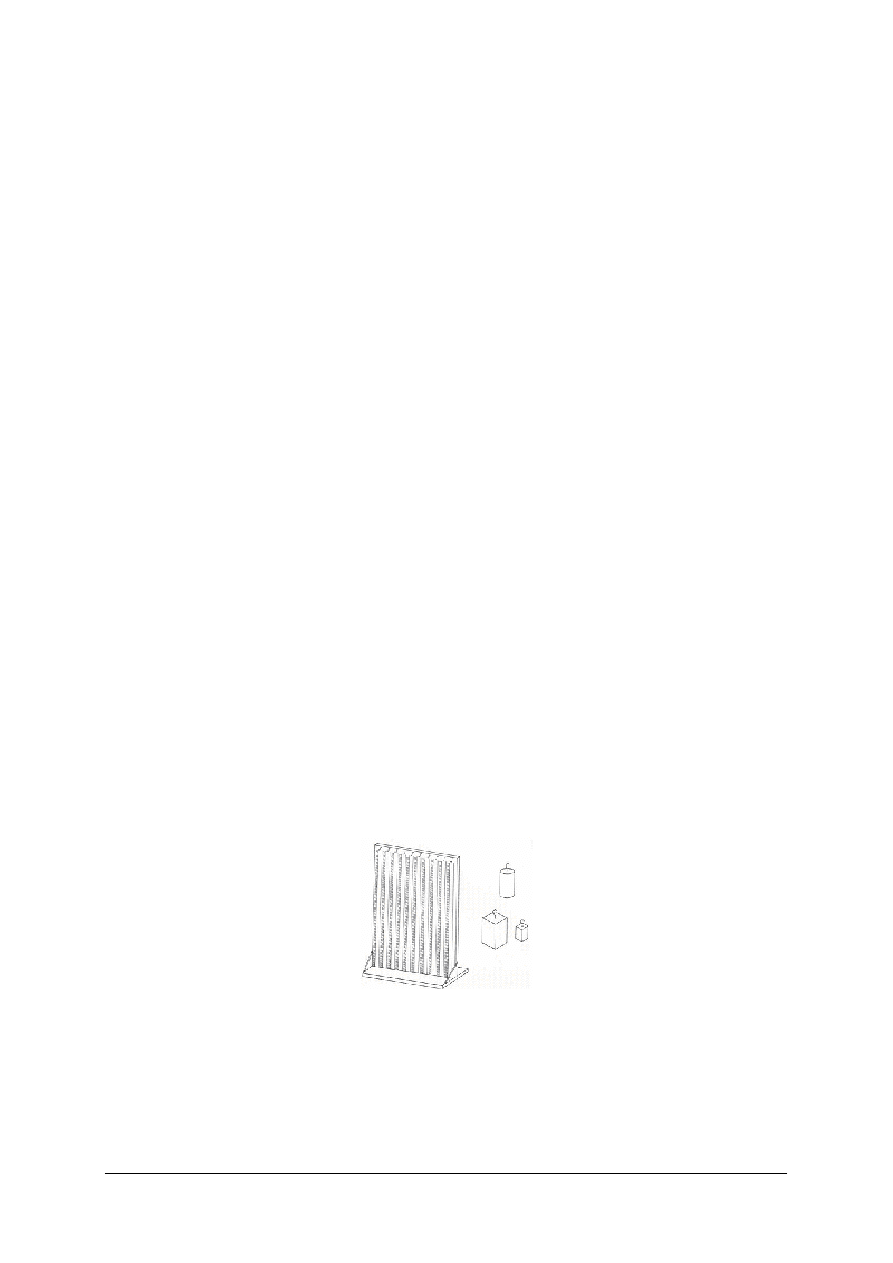
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.5. Parametry określające właściwości użytkowe przędzy
4.5.1. Materiał nauczania
Na podstawie wartości wskaźników liczbowych charakteryzujących właściwości
przędzy, ustala się i kwalifikuje przędzę do odpowiedniej klasy jakości. Typowe przędze
przeznaczone do przerobu w tkalniach i dziewiarniach kwalifikuje się na trzy stopnie jakości:
1, 2, 3 na podstawie następujących podstawowych wskaźników:
−
dopuszczalne odchylenie masy liniowej (tex) rzeczywistej (z wyznaczenia), od masy
liniowej nominalnej,
−
współczynnik masy liniowej (tex),
−
wytrzymałość właściwa,
−
współczynnik skrętu,
−
współczynnik zmienności siły zerwania,
Dla przędz o specjalnym przeznaczeniu brane są pod uwagę dodatkowe wskaźniki,
takie jak: stopień i trwałość skędzierzawienia, wskaźnik zrównoważenia skrętu, wskaźnik
puszystości.
Niezależnie, ocenieniu i kwalifikowaniu podlega czystość przędzy oraz liczba błędów
na określonej długości nitki.
Wyznaczanie wskaźników skędzierzawienia przędzy
Przędze otrzymane z włókien chemicznych podane teksturowaniu metodą fałszywego
skrętu wykazują wysoki stopień elastyczności. Wartość tego wskaźnika charakteryzuje
stopień i trwałość skędzierzawienia.
Stopień skędzierzawienia jest to przyrost długości próbki elementarnej, pod wpływem
obciążenia prostującego skędzierzawionej przędzy, wyrażony w procentach długości próbki
skędzierzawionej do rozprostowanej.
Trwałość skędzierzawienia jest to iloraz stopnia skędzierzawienia przed i po działaniu
określonych
czynników
mechanicznych
(obciążników).
Wymienione
wskaźniki
skędzierzawienia wyznacza się metodą pasmową w gorącej wodzie i metodą pasmową
w gorącym powietrzu.
Do wyznaczania wskaźników skędzierzawienia przędzy służy tablica pomiarowa
z co najmniej 10 haczykami do zawieszenia pasm i pionowymi przymiarami o działce
elementarnej 1mm, wyposażona w zaciski do zamocowania pasm (rys. 14).
Rys. 14. Rama pomiarowa i obciążniki [2, s. 252]
Próbkę ogólną pobiera się zgodnie z normą. Z każdego nawoju próbki ogólnej nawija się
na motaku o naprężeniu nie większym niż 0,5 cN/tex po 2 pasma jedwabiu o długości
uzależnionej od nominalnej masy liniowej.
Ogólna masa liniowa pasma powinna w przybliżeniu wynosić:
–
2500 dtex dla jedwabiu o masie liniowej do 56 dtex,
–
9000 dtex dla jedwabiu o masie liniowej powyżej 56 dtex.
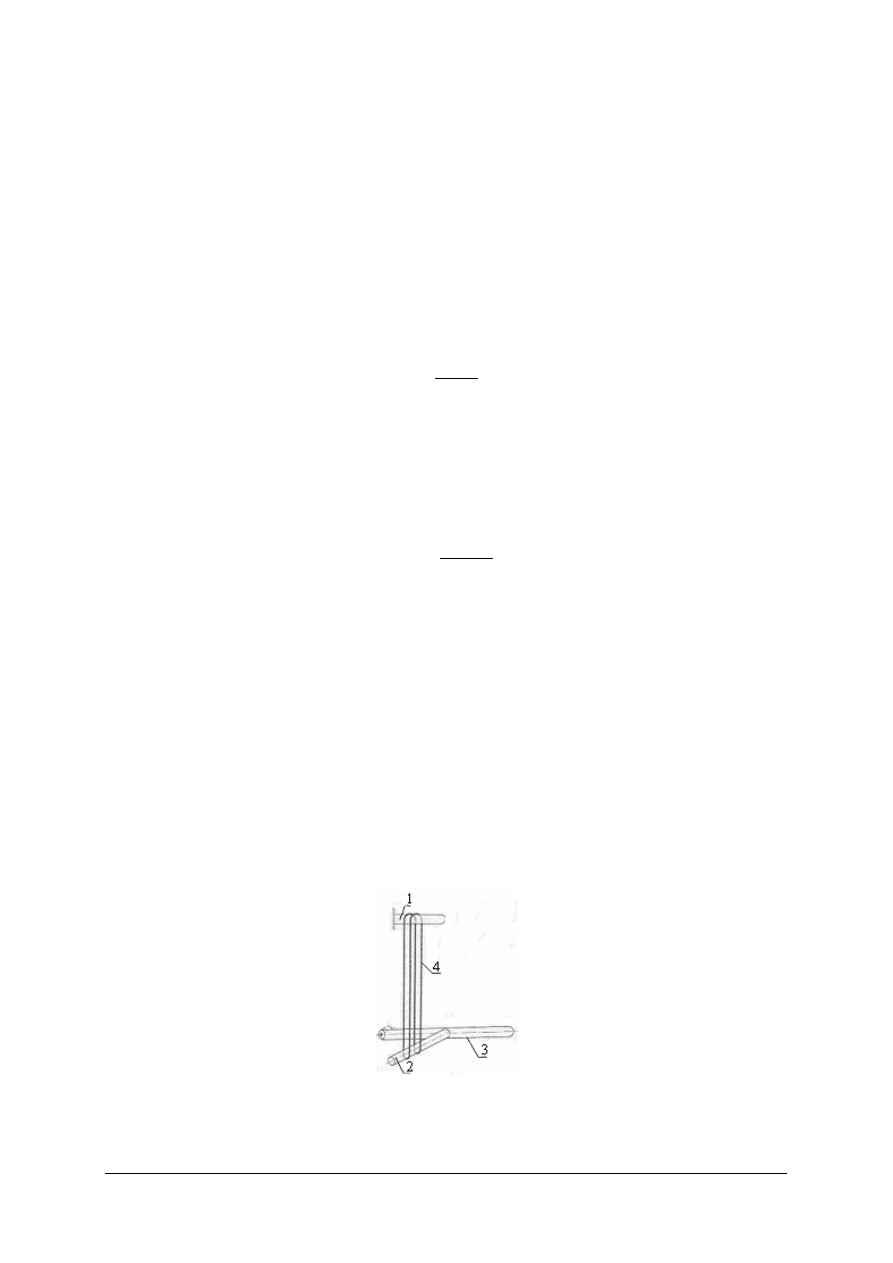
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Pasma po zdjęciu z motaka należy kolejno po jednym umieszczać w zlewce w 1%
w roztworze wodnym używając zmiękczacza, w temperaturze 60±5˚C, w czasie 10 min.
Po wyjęciu pasma ułożyć na 1min na bibule do sączenia, a następnie umieścić w suszarce
w odstępach 2÷3 cm od siebie i suszyć w ciągu 1 h w temperaturze 100÷105˚C. Po
wysuszeniu pasma rozłożyć na szklanej płytce i pozostawić w stanie swobodnym na 15 min
w temperaturze otoczenia.
Pasma zawieszać kolejno na haczykach tablicy pomiarowej i jednocześnie obciążać
obciążnikami – wstępnym i wtórnym. Po 2 min obciążenia odczytać długość pasma l
o
w milimetrach. Następnie zdjąć z każdego pasma obciążniki wstępne i po 60 min odczytać
długość pasma l
1
w milimetrach pod obciążeniem wtórnym.
Stopień skędzierzawienia SK
i
oblicza się w % dla każdego pasma z dokładnością
do czterech cyfr znaczących, zaokrąglając do trzech, ze wzoru:
[ ]
%
100
l
l
l
SK
1
1
0
i
⋅
−
=
w którym:
l
o
– długość pasma w mm pod obciążeniem wstępnym i wtórnym,
l
1
– długość pasma w mm pod obciążeniem wtórnym.
Średni stopień skędzierzawienia SK z dokładnością do czterech cyfr znaczących oblicza
się ze wzoru:
n
SK
SK
n
i
1
i
i
∑
=
=
=
w którym:
n – liczba wykonanych pomiarów.
Puszystość przędzy
Wskaźnik puszystości jest to liczba wyrażająca stosunek gęstości włókna do gęstości
pozornej przędzy, wyznaczonej przez zmierzenie powierzchni przekroju pasma pomiarowego
w warunkach określonych normą.
W praktyce przędza o dużej początkowej objętości, lecz o małej oporności na zgniecenie
nie daje efektu puszystości w wyrobie, gdyż już niewielkie siły powodują zbliżenie włókien
do siebie, wzrost gęstości i zanik puszystości.
Do wyznaczania puszystości przędzy stosuje się specjalny przyrząd, który ma urządzenie
do zamocowania pasma przędzy. Składa się on z górnego zaczepu 1 oraz dolnego zaczepu 2
zamocowanego na dźwigni 3. Osie podłużne zaczepów są prostopadłe względem siebie,
aby można było zawieszać na nich pasma przędzy 4 o obwodzie zamkniętym, złożone
poczwórnie jak pokazuje (rys. 15).
Rys. 15. Schemat zamocowania pasma przędzy do pomiaru [2, s. 255]
1 – górny zaczep, 2 – dolny zaczep, 3 – dźwignia, 4 – pasmo przędzy
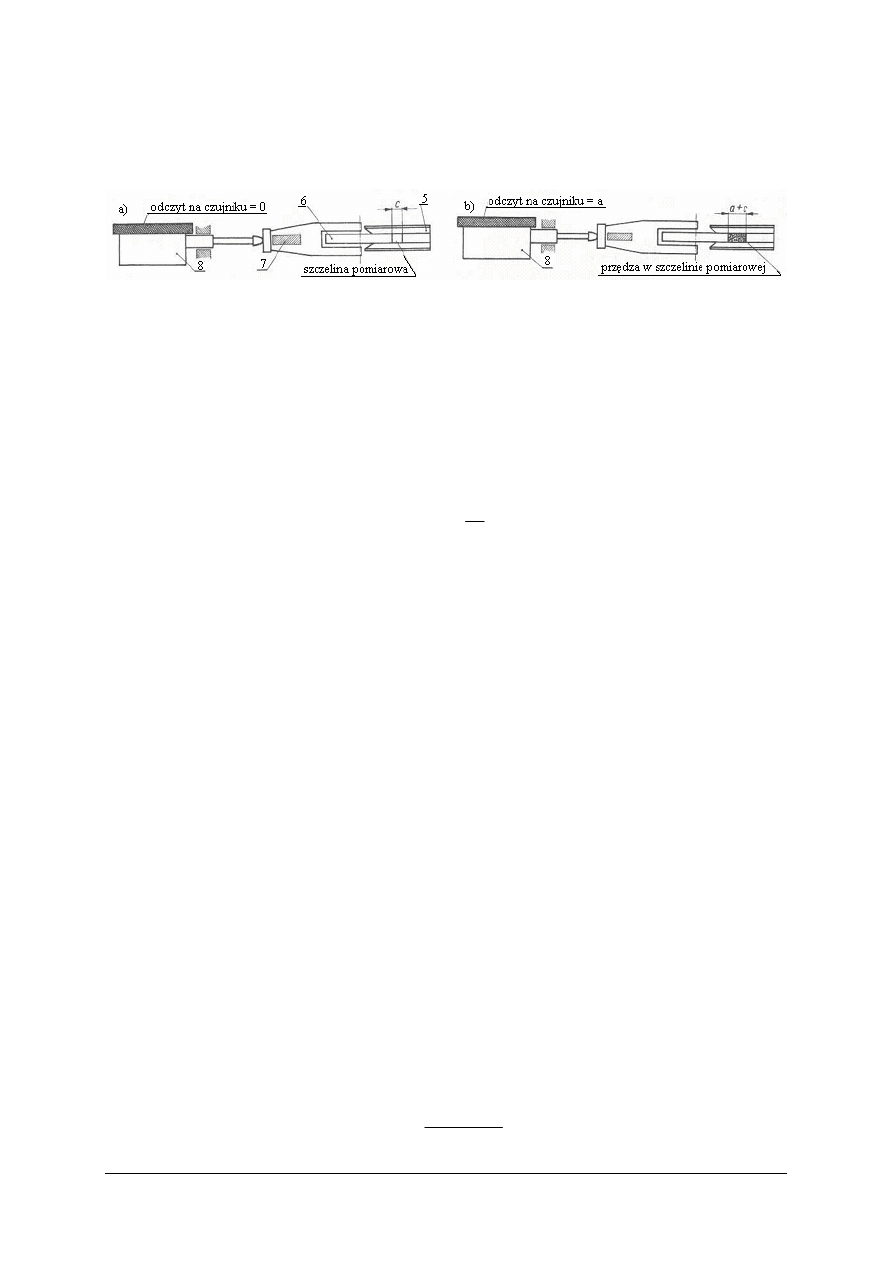
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Urządzenie zagęszczające pasmo w mierzonym przekroju (rys. 16) składa się
z wymiennej kształtki szczelinowej 5 ze szczeliną prostokątna o szerokości 5±0,1 lub
10±0,1 mm oraz wymiennego krążka dociskowego 6 osadzonego na dzwigni 7.
Rys. 16. Pomiar przekroju pasma [2, s. 256]
5
–
kształtka szczelinowa, 6
–
wymienny krążek dociskowy, 7
–
dzwignia
Na (rys. 16 a) w szczelinie pomiarowej nie ma przędzy, na skali czujnika wskazówka
wskazuje położenie 0, (rys. 16 b) pokazuje szczelinę z wyprowadzoną przędzą, która odpycha
krążek dociskowy i wartość a odczytuje się na czujniku. Jeżeli pasmo pomiarowe nie mieści
się w szczelinie o szerokości 5 mm, należy wymienić kształtkę i krążek dociskowy na inne,
tworząc szczelinę o szerokości 10 mm.
Próbkę roboczą stanowi pasmo przędzy przygotowane za pomocą motaka o obwodzie 1m.
Długość przędzy l w pasmie zależy od numeru badanej przędzy i wynosi:
Tt
1
1500
l
=
w którym:
l – długość przędzy w metrach zaokrąglona do całkowitej liczby metrów.
W przypadku, gdy liczba nitek w pasmie jest za mała (brak wskazań czujnika) należy
przez kolejne przygotowanie próbnych pasm każdorazowo zwiększonych o 1 m doprowadzić
do takiej długości pasma i wynikającej stąd liczby przędzy, przy której następuje wychylenie
wskazówki czujnika.
Gdy liczba przędzy w pasmie jest zbyt duża i nie mieści się w szczelinie i szerokości
10 mm, należy przy formowaniu kolejnych próbnych pasm zmniejszać każdorazowo
ich długość o 1m, aż wszystkie przędze zmieszczą się w szczelinie pomiarowej.
Po ustaleniu długości przędzy w pasmach z każdego nawoju próbki ogólnej przygotowuje
się dwa pasma, pierwsze z zewnętrznej części nawoju po usunięciu, co najmniej 10 m
przędzy. Drugie pasmo tworzy się po usunięciu odcinka przędzy o długości równej, co
najmniej połowie długości pasma. Przed zdjęciem z motaka pasma zabezpiecza się przed
zmianą struktury przez zaciśniecie pasma zaciskami w dwóch przeciwległych miejscach.
Należy obliczyć wartość wymaganego obciążenia pasma przędzy, stanowiącego próbkę
roboczą. Pomiaru dokonuje się w pomieszczeniu o klimacie normalnym na próbkach
aklimatyzowanych. Należy każdorazowo sprawdzić przez naciśniecie palcem, czy stopa
czujnika jest wysunięta do końca w prawo. Pasmo poczwórne według (rys. 16) zakłada się
za zaczepy 1 i 2. Nitki pasma na górnym i dolnym zaczepie powinny byś skupione tak,
aby przekrój pasma był możliwie mały. Pasmo powinno się znajdować dokładnie na osi
szczeliny kształtki. Po założeniu pasma obraca się powoli korbą w kierunku przeciwnym
do ruchu wskazówek zegara. Wszystkie nitki pasma muszą wypełniać równo szczelinę
między krążkiem dociskowym i kształtką. W tym położeniu odczytuje się wartość na
czujniku zegarowym z dokładnością do 0,01 mm. Każde pasmo mierzy się dwukrotnie
wykonując każdorazowo pomiar od początku.
Wskaźnik puszystości P
u
oblicza się ze wzoru:
z
Tt
A
1000
P
u
⋅
⋅
⋅
γ
=

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
w którym:
γ – masa właściwa włókna w g/cm
3
,
z – liczba nitek przekroju w paśmie:
l
4
z
⋅
=
l – długość w m przędzy w paśmie,
A – powierzchnia przekroju pasma, obliczona jako iloczyn szerokości szczeliny
pomiarowej i średniej grubości pasma ze wzoru:
a
h
A
⋅
=
[mm
2
]
ā – średnia grubość pasma w mm,
∑
=
=
⋅
=
n
i
1
i
i
a
n
1
a
a
i
– grubość poszczególnych pasm obliczona ze wzoru:
(
)
10
lub
5
2
d
d
a
2
1
i
+
+
=
w którym:
d
1
i d
2
– wyniki pierwszego i drugiego zmierzenia grubości pasm, mm,
n – liczba pomiarów,
h – szerokość szczelin w mm.
Wartość P
u
oblicza się z dokładnością do dwóch miejsc po przecinku i zaokrągla
do jednego miejsca.
Następnie oblicza się odchylenie średnie, współczynnik zmienności oraz względny błąd
przypadkowy. Dopuszczalny błąd względny wartości średniej grubości ± 3%.
Stopień czystości przędzy
Stopień czystości przędzy określa się przez porównanie z odpowiednimi wzorcami
fotograficznymi przędzy nawiniętej na tabliczkach, albo przez określenie liczby
zanieczyszczeń w przędzy na aparacie Imperfection Indicator Uster.
Błędami przędzy są nadmierne zgrubienia, nieprawidłowe węzły, miejsca nie związane
itp. Szczegółową charakterystykę błędów określają normy przedmiotowe dotyczące
konkretnych rodzajów przędzy. Z reguły podają one kryteria w oparciu, o które dane
zgrubienia lub węzeł muszą być zaliczone jako błąd. Na przykład w odniesieniu do przędzy
bawełnianej średnioprzędnej przyjmuje się, że błędem jest:
−
zgrubienie o średnicy równej lub większej od trzykrotnej średnicy normalnej przędzy
na odcinku długości powyżej 15 mm,
−
węzeł o końcach długości powyżej 10 mm.
Często w przepisach szczegółowych zgrubienia bardzo znaczne lub węzły o bardzo
długich końcach są liczone jako dwa błędy. Ze względu na subiektywizm oceny,
dla niektórych rodzajów przędz są opracowane wzorce fotograficzne błędów. Ułatwiają
one znacznie ocenę.
Stosowane są dwojakiego rodzaju metody przeglądu przędzy przy równoczesnej ocenie
błędów:
−
metoda organoleptyczna w której stosuje się snowarkę, przewijarkę lub inne urządzenie
do przemieszczania przędzy z taką prędkością, aby można było obserwować nitki nad
kontrastującym tłem. W przypadku, gdy rozliczeniowa jednostka długości przędzy, dla
której określa się liczbę błędów, jest stosunkowo nie duża (np. 100 lub 500 mm)
obserwacje można przeprowadzić również przy odwijaniu przędzy z nawojów za pomocą
motowidła laboratoryjnego,
−
metoda zobiektywizowana polega na przewijaniu przędzy na specjalnym urządzeniu
wychwytującym i rejestrującym występujące błędy. Mogą to być szczelinowe
wychwytywacze błędów lub też wychwytywacze elektro-pojemnościowe (Uster
Classimat).
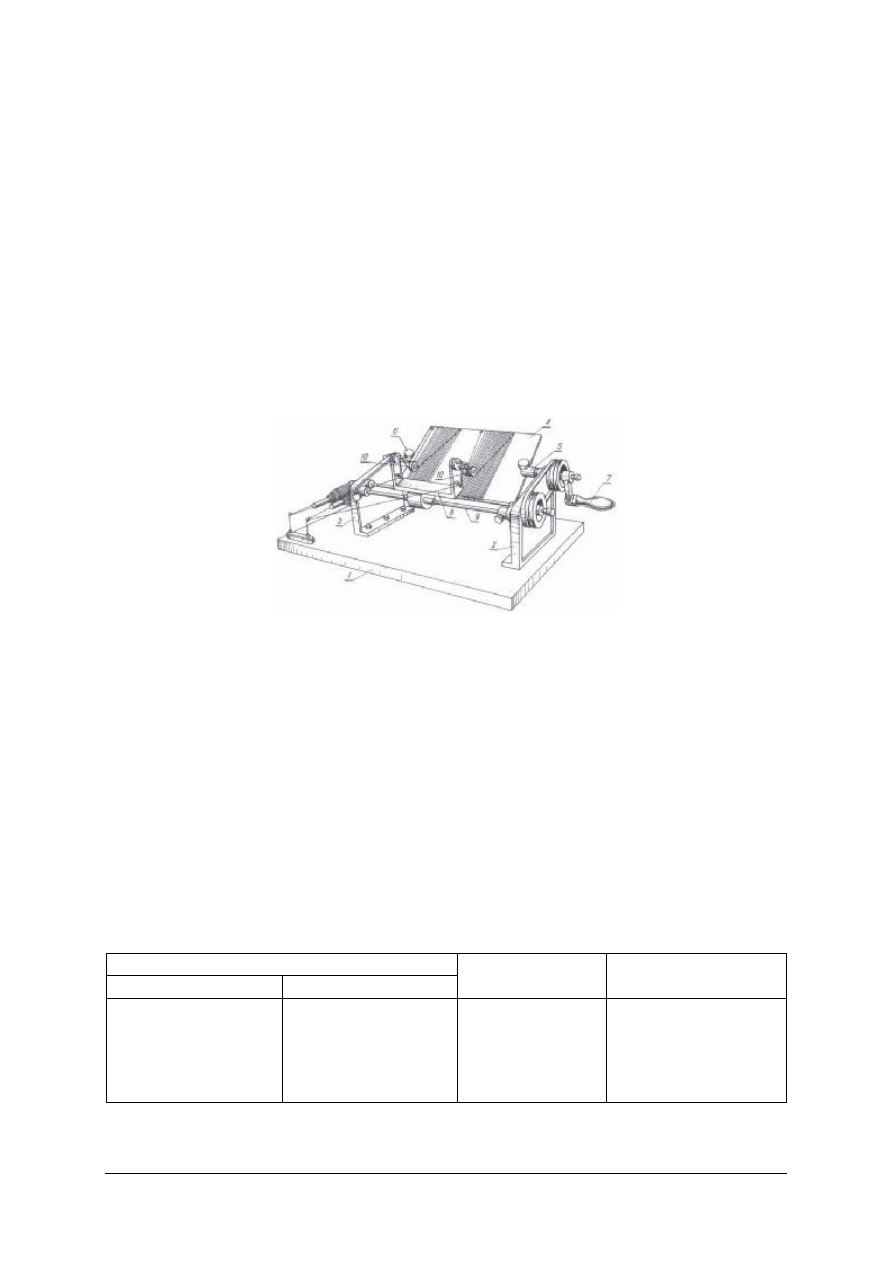
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
W urządzeniach Uster Classimat nitka przędzy jest przemieszczana między okładzinami
kondensatora, podobnie jak w aparacie Zellweger Uster do mierzenia nierówności masy
liniowej przędzy. W tym przypadku parametry elektryczne są dobrane w ten sposób,
że urządzenie reaguje nie na średnią masę liniową znajdująca się w danym momencie w polu
pomiarowym kondensatora, lecz natychmiastowymi impulsami, w chwili, gdy w szczelinie
pojawi się zgrubienie. Impulsy są rejestrowane na liczniku. Aparat automatycznie segreguje
błędy na wielkości, przy uwzględnianiu długości i masy (przekroju). Na tej samej zasadzie
pracuje urządzenie do wyznaczania liczby błędów Qualitester.
W każdym przypadku jest celowe wycięcie błędów, odkładanie ich na tablicy
kontrastowej i weryfikowanie za pomocą przymiaru o podziałce milimetrowej.
W urządzeniach elektronicznych następuje automatyczne wycięcie błędów.
W praktyce, przy określaniu jakości stosuje się podane w normie tablice zaszeregowania
jakościowego w zależności od liczby błędów.
Do wyznaczanie stopnia czystości przędzę nawija się na tabliczki kontrastowe
na przyrządzie zwanym noposkopem (rys. 17).
Rys. 17. Noposkop do optycznej oceny czystości przędzy [2, s. 265]
1
–
podstawa, 2, 3
–
ścianki boczne, 4
–
tabliczka, 5, 6
–
ruchome uchwyty, 7
–
korbka, 8
–
wózek, 9
–
wałek,
10
–
naprężacz
Do podstawy 1 są przymocowane dwie ścianki boczne 2 i 3, na których mieszczą się
wszystkie elementy przyrządu. Tabliczkę 4 do nawijania mocuje się śrubami między
ruchomymi uchwytami 5 i 6 i obraca korbą 7. Przesuw wózka 8 napędzanego gwintem
śrubowym wałka 9 powoduje równoległe nawijanie przędzy na tabliczkę. Wałek 9 otrzymuje
obroty od korby 7 przez połączenie pasowe. Zmienna wielostopniowa przekładnia służy
do zmiany prędkości przesuwu wózka w stosunku do obrotów tabliczki, dając różną odległość
między nitkami przy nawijaniu.
Naprężenie nawijania przędzy reguluje się naprężaczami 10 i powinno być tak dobrane,
aby przy nawijaniu przędza nie plątała się, a po nawinięciu na tabliczkę nie przesuwała się.
Zamiast noposkopu może być stosowany seriplan lub inne urządzenie do nawijania
spełniające wymagania podane w tabeli 6.
Tabela 6. Odległość między nitkami w zależności od numeru nawijanej przędzy [2, s. 266]
Zakres numeracji nominalnej
Tt
Nm
Liczba nitek na
1 cm
Odległość między
środkami nitek w mm
powyżej 84
poniżej 84÷40
poniżej 40÷15
poniżej 15÷18
poniżej 18
poniżej 12
powyżej 12÷25
powyżej 25÷66
powyżej 66÷125
powyżej 125
6
8
10
15
19
1,67
1,25
1,00
0,67
0,53
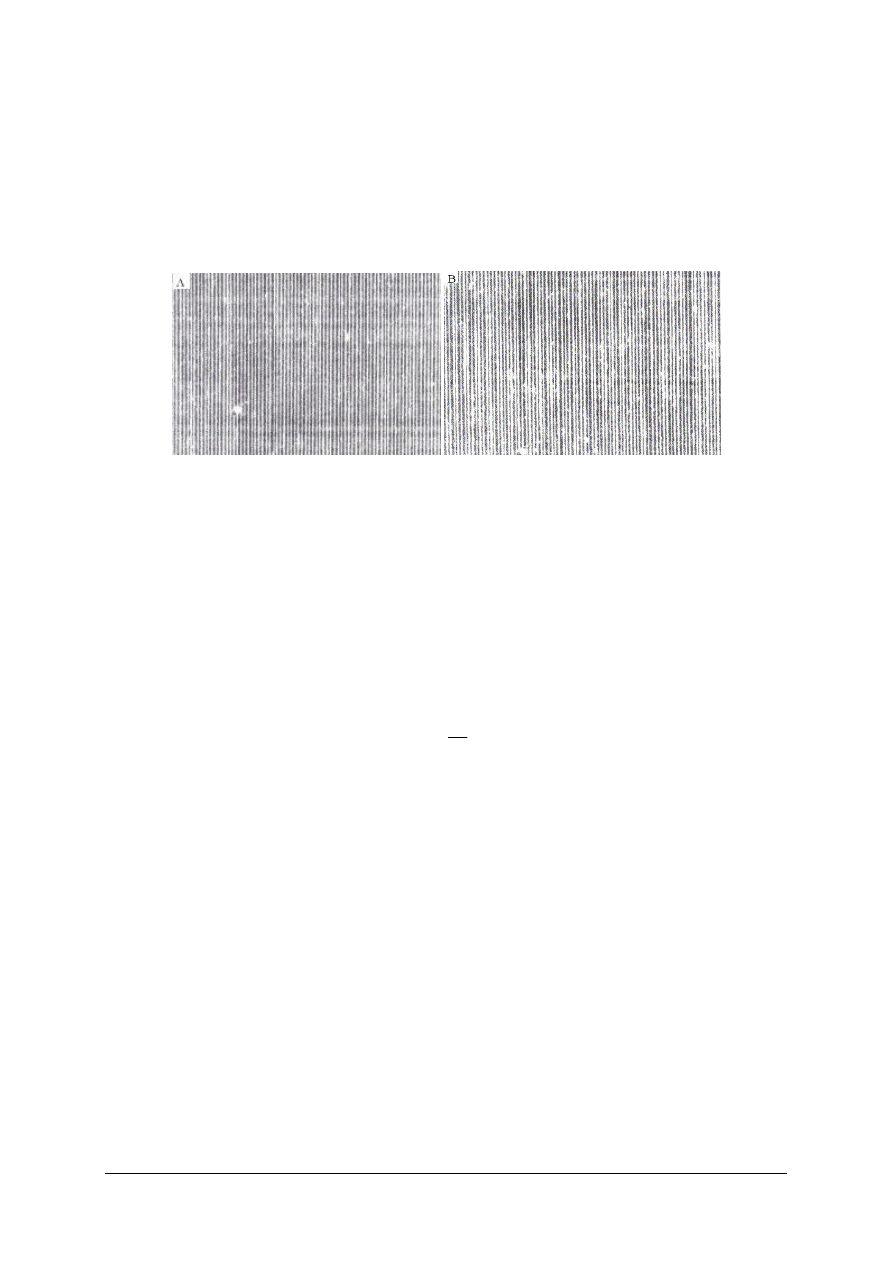
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wzorce czystości: wzorzec A określa czystość dopuszczalną dla pierwszej i drugiej
jakości przędzy, przędzę zgodną z wzorcami B zalicza się do braków (rys. 18).
Na podstawie przebadanych tabliczek z nawiniętą przędzą wyznacza się I lub II stopień
czystości, posługując się normą.
Aby wyznaczyć jakość przędzy umieszcza się tabliczkę w uchwytach noposkopu
i nastawia gęstość nawijania zgodnie z tabelą 6. Z każdego pobranego nawoju po odwinięciu
pierwszych 10 m nawija się przędzę na jedną tabliczkę.
Rys. 18. Przykładowe wzorce oceny stopnia czystości przędzy [2, s. 267]
Każdą z nawiniętych tabliczek kolejno porównuje z wzorcami fotograficznymi A i B
(w zakresie badanego numeru przędzy). Przędzę nawiniętą na tabliczki ocenia się jako:
–
lepszą lub równą wzorcowi A,
–
gorszą od wzorca A, jednak lepszą niż wzorzec B,
–
równą lub gorszą od wzorca B.
Wyznaczenie liczby błędów w przędzy można wykonać na dowolnym urządzeniu
do przewijania i przeglądania przędzy.
Należy przewinąć 5km przędzy, ocenić i przeliczyć błędy. W przypadku, gdy urządzenie
przewijające nie posiada licznika długości, to długość można obliczyć z masy liniowej
przędzy ze wzoru:
Tt
m
l
=
w którym:
m – masa całkowita przędzy (bez cewek) w g,
Tt – masa liniowa w tex.
Następnie posługując się normami dokonuje się oceny przędzy.
Woda w procesach przędzalniczych
W procesach przędzalniczych najwięcej wody zużywa się do prania wełny potnej.
Do prania wełny potnej należy używać wody klarownej i miękkiej o twardości
nie przekraczającej 3˚Be. Najpospolitszymi składnikami wód są związki wapnia i magnezu.
Od ilości tych składników w wodzie zależy jej twardość. Woda zawierająca dużo tych
składników nazywa się twardą, a zawierająca mało – miękką.
Podczas prania sole wapnia i magnezu wytwarzają z mydłem nierozpuszczalne związki
nie wytwarzające piany, wskutek czego zużycie środków piorących znacznie się zwiększa.
Wskutek osadzania się mydeł wapniowych i magnezowych wełna robi wrażenie brudnej.
Twardość wód rzecznych wynosi na ogół 4–12˚Be. Każda więc woda przed użyciem
do prania powinna być zmiękczona. Spośród wielu chemicznych metod zmiękczania wody
stosuje się metodę permutytowa, opartą na przepuszczaniu wody przez filtry wypełnione
permutytem (sztucznym glinokrzemianem sodu). W czasie filtrowania surowej wody
permutyt wymienia swój sód na wapń i magnez. Po przejściu wody przez filtr redukuje się

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
jej twardość do 0˚Be. Gdy całość sodu znajdującego się w permutycie zostanie wymieniona
na wapń i magnez, wówczas należy permutyt zregenerować. Czyni się to przepuszczając
w odwrotnym kierunku 10% roztwór soli kuchennej. Reakcja zachodzi w odwrotnym
kierunku. Wapń i magnez zostają wyparte i zastąpione z powrotem przez sód. Po wypłukaniu
soli kuchennej czystą wodą permutyt staje się ponownie zdatny do użycia. Regeneracja
permutytu trwa ok. 6 godzin.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak klasyfikuje się przędze przeznaczone do przerobu w tkalniach i dziewiarniach?
2. Jakie wskaźniki brane są pod uwagę przy klasyfikacji przędz o specjalnym
przeznaczeniu?
3. Jak określa się stopień i trwałość skędzierzawienia?
4. W jaki sposób wyznacza się wskaźnik puszystości?
5. Jak określa się stopień czystości przędzy?
6. Jakie nieprawidłowości przędzy uważane są za błędy?
7. Jakie są stosowane metody przeglądu przędzy przy równoczesnej ocenie błędów?
8. Na czym polega metoda organoleptyczna i zobiektywizowana?
9. Jak zbudowany jest noposkop i do czego służy?
10. Jakiej wody używa się w przędzalnictwie?
11. W jaki sposób oczyszcza się wodę?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wyznacz wskaźniki skędzierzawienia przędzy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki przędzy,
3) próbki umieścić w roztworze ze zmiękczaczem,
4) wysuszyć próbki i pozostawić w stanie swobodnym na 15 min,
5) wykonać pomiary i zanotować wyniki,
6) obliczyć stopień skędzierzawienia dla każdej próbki oraz wartość średnią,
7) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
–
tablica pomiarowa z haczykami,
–
motak do nawijania pasm,
–
łaźnia wodna, suszarka laboratoryjna,
–
obciążniki, zmiękczacz,
–
przędza,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Ćwiczenie 2
Wyznacz wskaźnik puszystości przędzy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki przędzy,
3) ustalić liczbę przędz w paśmie,
4) przygotować pasma,
5) wykonać pomiary i zanotować wyniki,
6) obliczyć grubość poszczególnych pasm, średnią grubość pasm, wskaźnik puszystości,
7) odszukać wzory i obliczyć odchylenie średnie, współczynnik zmienności, względny błąd
przypadkowy wartości średniej,
8) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
–
motak,
–
przyrząd do pomiaru puszystości przędzy,
–
obciążniki,
–
przędza,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 3
Wyznacz stopień czystości przędzy bawełnianej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) nawinąć przędzę na tabliczki kontrastowe,
3) porównać nawiniętą przędzę z wzorcami fotograficznymi o dwustopniowej skali.
4) zanotować wyniki,
5) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
−
noposkop,
−
tabliczki kontrastowe o wymiarach: 175
÷
225 mm i grubości 2
÷
3 mm, wykonane
ze sztywnego materiału,
−
przędza bawełniana,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Ćwiczenie 4
Wyznacz liczbę błędów przędzy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przewinąć i przejrzeć 5 km przędzy,
3) ocenić i przeliczyć błędy,
4) ocenić poprawność przeprowadzonych badań.
Wyposażenie stanowiska pracy:
–
urządzenie do przewijania i przeglądu przędzy,
–
nożyczki do wycinania błędów,
–
przymiar z podziałką milimetrową,
–
deska o barwie kontrastowej do oglądania wyciętych błędów,
–
fotograficzne i opisowe wzorce błędów,
–
przędza,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 5
Porównaj właściwości przędzy z tego samego surowca wytworzonej różnymi technikami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować próbki do badań,
3) wyznaczyć wytrzymałość i wydłużenie przy zerwaniu,
4) wyznaczyć skręt przędzy i określić jego kierunek,
5) wyznaczyć stopień czystości przędzy,
6) wyznaczyć liczbę błędów przędzy,
7) porównać otrzymane wyniki,
8) ocenić poprawność przeprowadzonych badań i zaprezentować otrzymane wyniki.
Wyposażenie stanowiska pracy:
–
zrywarka do przędzy,
–
skrętomierz,
–
urządzenie do przewijania i przeglądu przędzy,
–
nożyce do wycinania błędów,
–
przymiar z podziałką milimetrową,
–
deska o barwie kontrastowej do oglądania wyciętych błędów,
–
fotograficzne i opisowe wzorce błędów,
–
przędze wytworzone różnymi technikami,
–
igła preparacyjna, obciążniki, stoper,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować przędze przeznaczone do przerobu w tkalniach
i dziewiarniach?
2) wyznaczyć wskaźniki skędzierzawienia przędzy?
3) wyznaczyć wskaźnik puszystości przędzy?
2) określić stopień czystości przędzy?
3) wyznaczyć liczbę błędów przędzy?
4) ocenić jakość przędzy?
5) porównać właściwości przędzy wytworzonej różnymi technikami
z tego samego surowca?
6) wykorzystać zdobyte wiadomości w praktycznym działaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania 6, 16, 17, 18, 20 wymagają prostych obliczeń, które powinieneś wykonać
przed wskazaniem poprawnego wyniku. Tylko wskazanie odpowiedzi, nawet poprawnej,
bez uzasadnienia nie będzie uznane.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Głównym wskaźnikiem charakteryzującym jakość półproduktu nie jest
a) wskaźnik grubości.
b) wskaźnik czystości.
c) współczynnik skrętu.
d) współczynnik zmienności masy liniowej.
2. Waga kątowa służy do
a) ważenia przędzy.
b) bezpośredniego wyznaczania numeru taśmy, niedoprzędu i przędzy.
c) ważenia niedoprzędu.
d) ważenia taśmy, niedoprzędu i przędzy.
3. Elektroniczne aparaty Uster służą do
a) wyznaczania zmienności masy liniowej dowolnego półproduktu i przędzy.
b) wyznaczania masy liniowej dowolnego półproduktu i przędzy.
c) wyznaczania masy i zmienności masy liniowej dowolnego półproduktu i przędzy.
d) określania jakości dowolnego półproduktu i przędzy.
4. Podczas oceny czystości runka ze zgrzeblarek
a) dokonuje się przeglądu pobranych próbek runka.
b) stosuje się przyrządy do oceny czystości runka.
c) wybiera się błędy i zanieczyszczenia oraz waży się je.
d) dokonuje się przeglądu runka widocznego przez otwory szablonu.
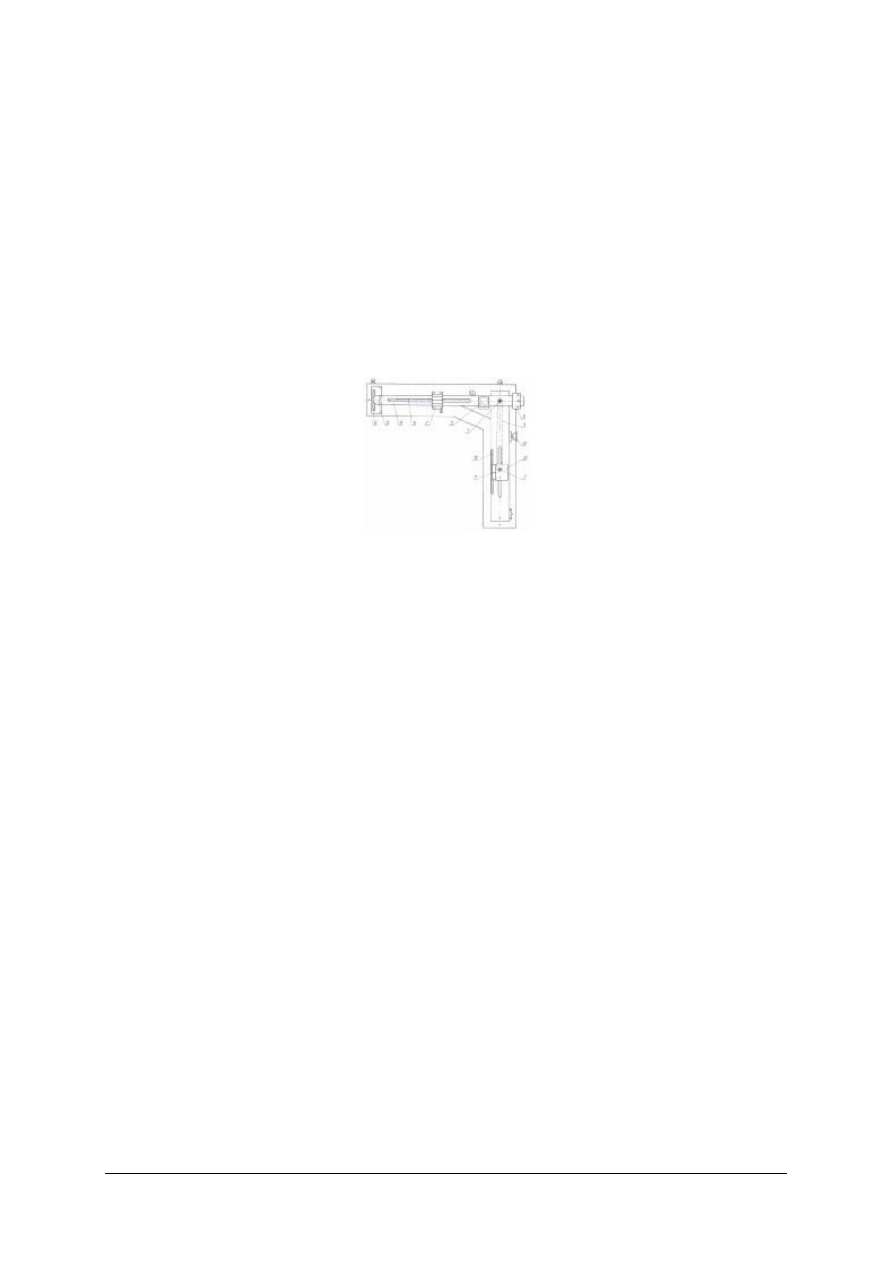
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5. Oznaczenie przędza 30 dtex informuje
a) o masie przędzy.
b) o numerze metrycznym przędzy.
c) o skręcie przędzy.
d) o masie liniowej przędzy.
6. Numer titr tex przędzy o numerze metrycznym 40 wynosi
a) 40.
b) 25.
c) 50.
d) 60.
7. Przyrząd przedstawiony na rysunku to
a) waga kątowa.
b) zrywarka.
c) sprawdzian pasmowy.
d) skrętomierz.
8. Bezpośrednią metodę wyznaczania skrętu przędzy stosuje się do
a) przędz pojedynczych.
b) przędz nitkowanych.
c) przędz z włókien ciągłych.
d) przędz pojedynczych, nitkowanych i przędz z włókien ciągłych.
9. Miarą wydłużenia przędzy poddawanej badaniu na zerwanie jest
a) przyrost długości od momentu zakleszczenia do chwili zerwania.
b) przyrost długości przędzy po założeniu obciążenia wstępnego.
c) zmiana długości przędzy zakleszczonej w zaciskach zrywarki.
d) wydłużenie przędzy poddawanej badaniu na zerwanie.
10. Kruchość przędzy charakteryzuje
a) wytrzymałość przędzy na rozerwanie.
b) wytrzymałość przędzy na zginanie.
c) wytrzymałość przędzy w suple i pętli.
d) wytrzymałość przędzy na zginanie w stanie mokrym.
11. Do wyznaczania puszystości przędzy służy
a) grubościomierz.
b) specjalny przyrząd do wyznaczania puszystości przędzy.
c) rama pomiarowa i obciążniki.
d) zrywarka.
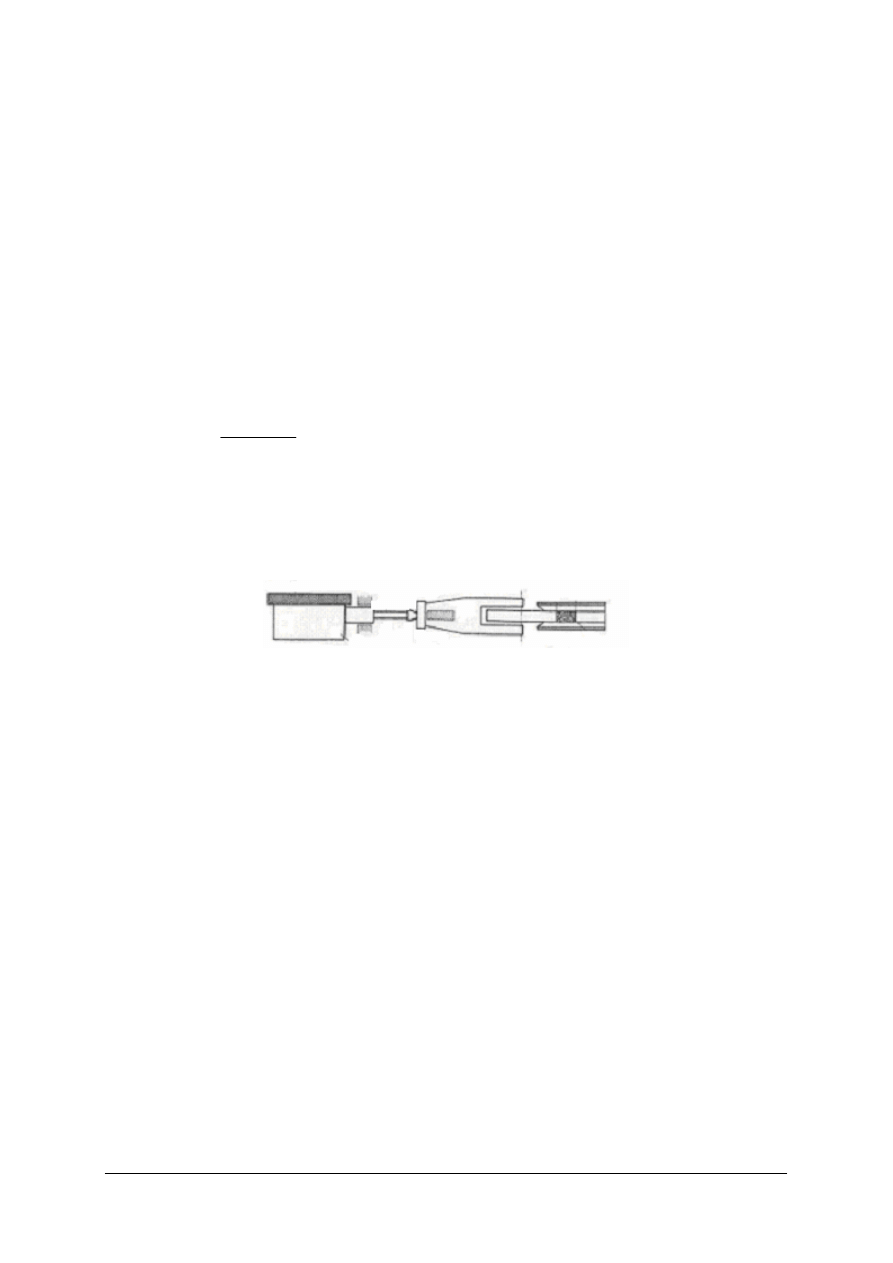
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
12. Przy wykonywaniu pomiaru wytrzymałości na zerwanie odcinek przędzy zamocowuje się
w górnej szczęce zrywarki, drugi jego koniec
a) wprowadza się między otwartą dolną szczękę, obciąża obciążeniem wstępnym
i zamocowuje w dolnej szczęce.
b) obciąża obciążeniem wstępnym a następnie uruchamia zrywarkę.
c) wprowadza się między otwartą dolną szczękę, obciąża obciążeniem wstępnym,
a następnie uruchamia zrywarkę.
d) zamocowuje w dolnej szczęce i uruchamia zrywarkę.
13. Stopień skędzierzawienia przędzy wyznacza się dla przędz
a) z włókien chemicznych teksturowanych.
b) z włókien bawełnianych i mieszanych.
c) z włókien wełnianych.
d) z włókien sztucznych.
14. Wzór
z
Tt
A
1000
P
u
⋅
⋅
⋅
γ
=
stosowany jest do wyznaczania
a) siły zrywającej.
b) wytrzymałość przędzy na rozerwanie.
c) wskaźnika puszystości.
d) przekroju pasm.
15. Przedstawiony niżej przyrząd służy do
a) wyznaczania ilości nopów.
b) pomiaru przekroju pasma.
c) wyznaczania skrętu przędzy.
d) wyznaczania długości przędzy.
16. Na skrętomierzu wykonano 10 pomiarów skrętu przędzy przy odległości między
zaciskami 500 mm. Suma obrotów odczytana na liczniku wyniosła 1365. Średnia liczba
skrętów na metr wynosi
a) 273.
b) 136,5.
c) 1365.
d) 366.
17. Masa krążka niedoprzędu o masie liniowej 150 tex waży 19,5 g. Długość niedoprzędu
wynosi
a) 292,5 m.
b) 2925 m.
c) 130 m.
d) 1300 m.
18. Przędza o długości 20 m waży 0,4 g. Numer tex tej przędzy wynosi
a) 80.
b) 20.
c) 40.
d) 50.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
19. Wzór
n
P
P
n
i
1
i
si
s
∑
=
=
=
służy do
a) obliczania siły zrywającej w suple.
b) obliczania średniej siły zrywającej w suple.
c) obliczania obciążenia wstępnego przędzy.
d) obliczania wytrzymałości w suple.
20. Wytrzymałość przędzy w pętli w stanie aklimatyzowanym wynosi 250cN, a w stanie
mokrym 285cN. Wytrzymałość względna przędzy w pętli w stanie mokrym wynosi
a) 114 %.
b) 114 cN.
c) 87,7 cN.
d) 87,7 %.
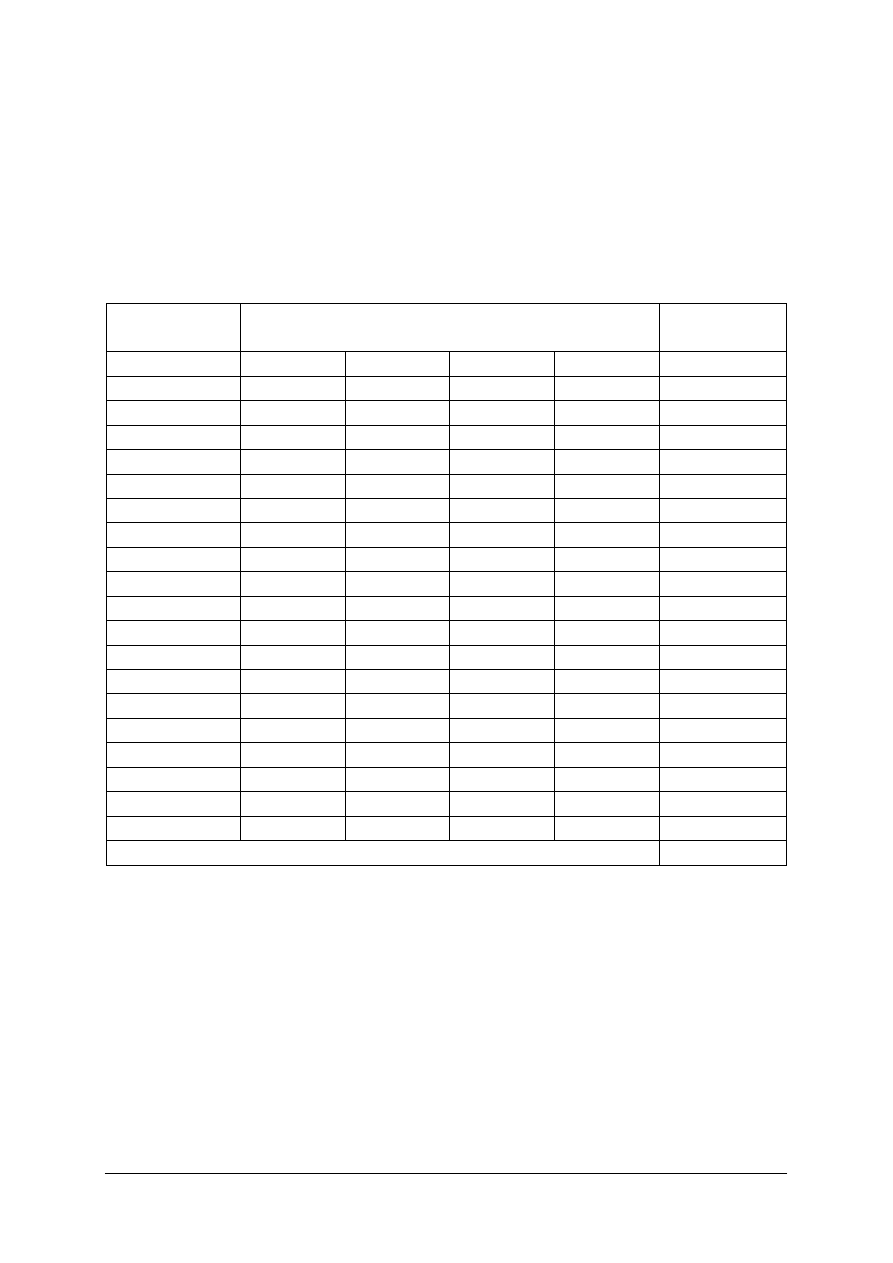
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Badanie właściwości przędzy
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
6. LITERATURA
1. Bartos J.: Włókiennictwo. Poradnik inżyniera. Tom 1 i 2. WNT, Warszawa 1988
2. Klim E. (red.): Pracowania włókiennicza. WSiP, Warszawa 1991
3. Mokranowska D. (red.): Materiałoznawstwo włókiennicze dla technikum. WSiP,
Warszawa 1992
4. Schellenberg A. (red.): Encyclopedia Techniki. Przemysł lekki. WNT, Warszawa 1986
5. Obowiązujące normy:
−
PN–84/P–04658 Metody badań surowców, półwyrobów i wyrobów włókienniczych
−
PN–EN 12751:2001 Tekstylia. Pobieranie próbek włókien, nitek i wyrobów płaskich
do badań
−
PN–P–04653:1997 Tekstylia – Nitki – Wyznaczanie masy liniowej metodą
odcinkową
−
PN–EN ISO 2060:1997 Tekstylia – Nitki w nawojach – Wyznaczanie masy liniowej
(masa na jednostkę długości) metodą pasmową
−
PN–76/P–04804 Metody badań wyrobów włókienniczych. Przędza i półprodukty
przędzenia.
Wyznaczanie
nierównomierności
masy
liniowej
metodą
elektropojemnościową
−
PN–ISO 2061:1997 Tekstylia – Wyznaczanie liczby skrętu nitek – Metoda
bezpośrednia
−
PN–P–04652:1997 Tekstylia – Wyznaczanie liczby skrętu nitek – Metoda pośrednia
−
PN–ISO 6939:1997 Tekstylia – Nitki w nawojach – Wyznaczanie siły zrywającej
nitki metodą pasmową
−
PN–EN ISO 2062:1997 Tekstylia – Nitki w nawojach – Wyznaczanie siły zrywającej
i wydłużenia przy zerwaniu odcinków nitki
−
PN–75/P–04805 Metody badań wyrobów włókienniczych – Przędza i nici –
Wyznaczanie wskaźnika nierównowagi skrętu
−
PN–75/P–04805 Metody badań wyrobów włókienniczych – Przędza i nici –
Wyznaczanie wskaźnika nierównowagi skrętu
−
PN–85/P–04655 Metody badań wyrobów włókienniczych – Jedwab chemiczny –
Wyznaczanie wskaźników skędzierzawienia
−
PN–P–04690:1996 Tekstylia – Przędza bawełniana i bawełnopodobna – Ocena
wyglądu przędzy za pomocą wzorców ASTM
−
PN–EN 14621:2007 Tekstylia – Multifilamenty – Metody badania teksturowanych
i nieteksturowanych nitek z włókien ciągłych
−
PN–76/P–06741 Przędza wełniana czesankowa – Błędy
−
PN–76/P–06743 Przędza wełniana zgrzebna pojedyncza – Błędy
−
PN–76/P–06746 Przędza bawełniana – Błędy
−
PN–80/P–04668 Metody badań wyrobów włókienniczych – Nitki – Wyznaczanie
błędów i ustalanie jakości według ich liczby
−
PN–ISO 1139:1998 Tekstylia – Oznaczenie nitek
Wyszukiwarka
Podobne podstrony:
Instrukcja B, Poniedziałek - Materiały wiążące i betony, 04. (27.10.2011) Ćw B - Badanie właściwości
Cw 07 E 01 Badanie właściwości elektrycznych kondensatora pł
04 Badanie układów elektrycznych i elektronicznych
Cw 02 M 04A Badanie wlasciwos Nieznany
Badanie właściwości minerałów i skał
Badanie właściwości aplikacyjnych i eksploatacyjnych powłok polimerowych - sprawozdanie, metody bada
ćw.10.Badanie właściwości łuku prądu stałego, Elektrotechnika - notatki, sprawozdania, Urządzenia el
BADANIE WŁAŚCIWOŚCI UKŁADU NERWOWEGO, dietetyka umed, fizjologia
Badanie właściwości materiałów magnetycznych –?rromagnetyki
Badanie właściwości przetworników prędkości liniowej
Doswiadczalne badanie właściwości optycznych teleskopu
Badanie wlasciwosci statycznych
badanie właściwości redoks kompleksów Fe, chemia nieorganiczna, laboratorium, Chemia nieorganiczna
Badanie właściwości tensometrów oporowych, Studia, sprawozdania, sprawozdania od cewki 2, Dok 2, Dok
Badanie właściwości mostków czterogałęźnych v5
04 Grecja właściwa i Macedonia
więcej podobnych podstron