inż. Jan Kmita
„Prawie 90%
wszystkich
łożysk typu
garnkowego
po wykonaniu
zbyt dużego
obrotu ulega
zniszczeniu.
W skrajnym
przypadku
następuje
blokada
przemieszczeń
i obrotów”
dr inż.
A. Niemierko
To stwierdzenie wybitnego znawcy w dziedzinie budowy
i eksploatacji łożysk mostowych pozwala na wysnucie
jednoznacznego wniosku – skonstruowanie popraw-
nie działającego łożyska jest konieczne dla właściwej
eksploatacji mostów. Pomijając wysokie koszty wymiany
uszkodzonych łożysk z obiektu mostowego, powstaje
dylemat, czym je zastąpić? Łożyska typu garnkowego
mają więcej wad niż zalet. Ich największym mankamen-
tem jest zjawisko kontaktu metal-metal, gdy zewnętrzna
powierzchnia tłoka styka się z wewnętrzną powierzchnią
cylindra przy przenoszeniu sił poprzecznych ustroju
nośnego. Dodatkowym problemem jest starzenie się
elastomeru. Skonstruowanie łożyska soczewkowego nie
rozwiązało powyższych problemów, pozostała kwestia
kontaktu metal-metal. Do tego dołączyły się trudności
przy wykonywaniu sfer kulistych, tak wklęsłych, jak i wy-
pukłych. Jednak z braku lepszego rozwiązania łożyska obu
typów są nadal stosowane.
Nowa generacja
łożysk mostowych
ze stopu aluminium i magnezu
Jak powstało łożysko?
Przystępując do prac projektowych nad łożyskiem, które
nie powielałoby błędów swoich poprzedników i było
niezniszczalne, miano na uwadze następujące parametry
techniczne i eksploatacyjne:
– wyeliminowanie zjawiska korozji,
– wyraźne zwiększenie kąta obrotu łożyska,
– usunięcie występowania kontaktu metal-metal,
– dokładność wykonywania elementów łożyska,
– brak połączeń spawanych.
W celu wyeliminowania zjawiska korozji do wyko-
nania górnej i dolnej części łożyska zastosowano
stop aluminium i magnezu (AlMg4.5). Jest to stop
odporny na najtrudniejsze warunki atmosferyczne
(działanie wody morskiej). Dodatkowo, ze względu
na zabezpieczenie antykorozyjne i dekoracyjne,
elementy te można anodować, względnie malować
proszkowo.
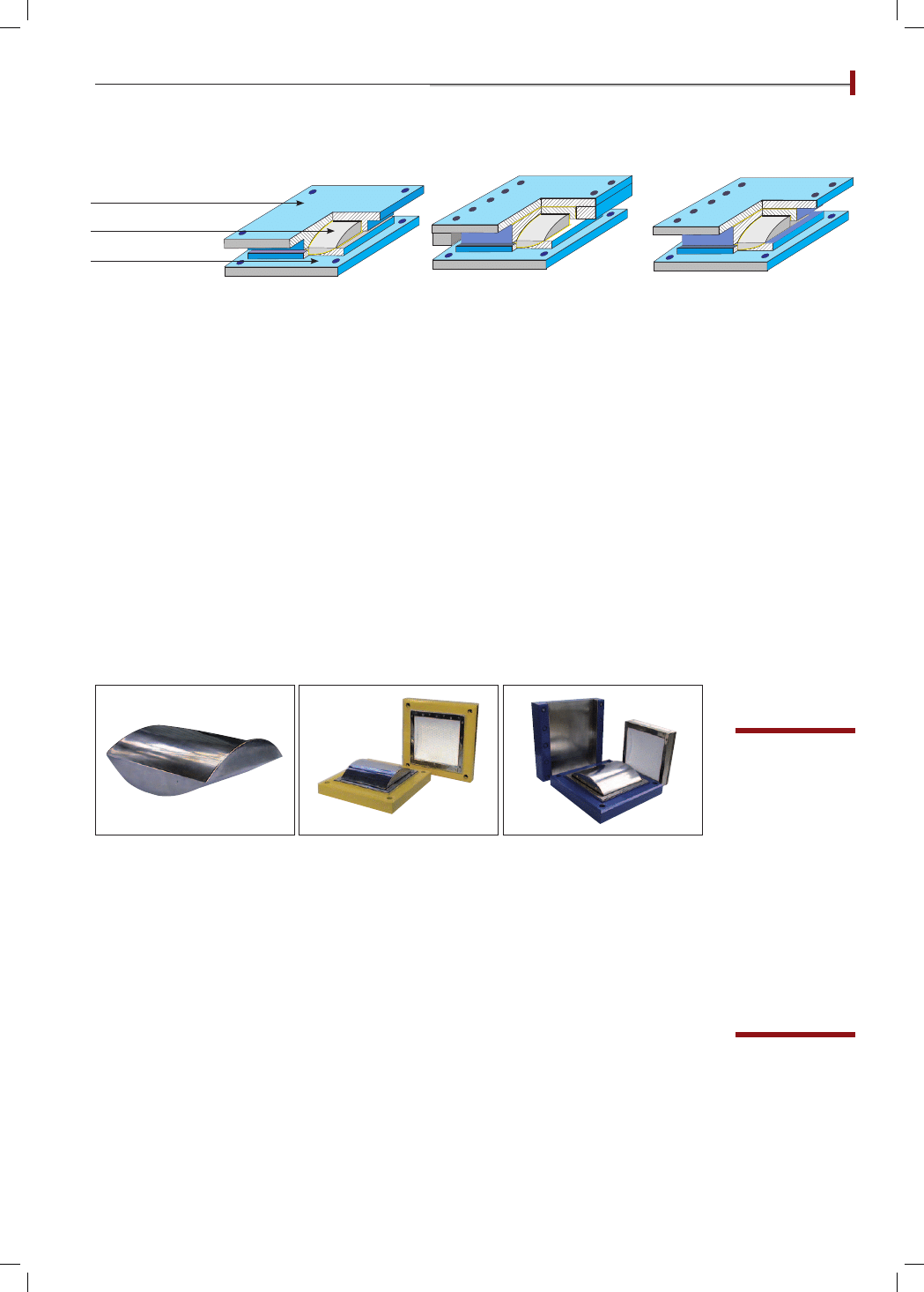
2. Rzut aksonometryczny łożyska kołyskowego – jednokierun-
kowo przesuwnego
3. Rzut aksonometryczny łożyska kołyskowego – dowolnie
przesuwnego
płyta górna (AlMg4.5)
kołyska (S355JO)
płyta dolna (AlMg4.5)
1. Rzut aksonometryczny łożyska kołyskowego
– stałego
m o s t y
m a t e r i a ł y i t e c h n o l o g i e
33
Łożysko składa się z trzech podstawowych części, które
przedstawiono na rysunkach 1, 2, 3 (str. 33).
Część górna i dolna wykonane są ze stopu aluminium
i magnezu, a część środkowa, zwana kołyską, ze stali
węglowej S355JO. Kołyska po szlifowaniu jest chromo-
wana. Grubość powłoki wynosi 100 jam. Gniazda kołyski
wyłożone są wykładziną z PTFE o grubości 5 mm. Brzegi
wykładziny z PTFE zabezpieczone są przed wypadnięciem
płaskownikami ze stali nierdzewnej (0H18N9). Wszystkie
śruby użyte do złożenia łożyska mają specjalną powłokę
antykorozyjną.
Wyzwaniem było zapewnienie dużego kąta obrotu
łożyska, co w pełni udało się zrealizować, stosując kołyskę
jako środkowy element złożonej całości. Kołyska ma po-
wierzchnię walca i z tego względu uzyskano obrót płyty
górnej względem płyty dolnej rzędu 0,2 rad. Zważywszy
na fakt, że dotychczas produkowane łożyska nie miały
możliwości obrotu więcej niż o kąt 0,01 rad, różnica jest
dość znaczna. Fakt ten ma istotne znaczenie przy mon-
tażu łożyska na podporze. Łożysko kołyskowe może być
wstępnie obrócone nawet o kąt 0,01 rad, by po wbudo-
waniu mogło wykonać dodatkowy obrót wywołany przez
ustrój nośny. W przypadku dotychczas produkowanych
łożysk powyższa sytuacja spowodowałaby jego blokadę.
Tak duży kąt nie jest potrzebny, stanowi jednak wyznacz-
nik możliwości eksploatacyjnych.
Dużą innowacją jest także brak kontaktu metal-metal.
Jakkolwiek kąt obrotu możnaby ustalić przez „sumienne
zabudowanie”, to zjawisko kontaktu płyty górnej z płytą
dolną był nieunikniony. Podczas działania siły poprzecznej
na łożysko przy jednoczesnym obrocie ustroju nośnego
o pewien kąt, następowało miażdżenie materiału w strefie
styku wyżej wymienionych płyt. Używając wzorów na
docisk Hertza, można stwierdzić, że w miejscach styku wy-
stępują naprężenia przekraczające normy, które wywołują
zniszczenia w tej części łożyska. W łożyskach kołyskowych
ten problem został rozwiązany poprzez „obłożenie” ich
wykładziną z PTFE na wszystkich powierzchniach. Tym
sposobem łożysko kołyskowe staje się bardziej odporne
na zniszczenia.
Badania aprobacyjne wykazały możliwość chwilowe-
go, podwójnego obciążenia łożyska siłą pionową, bez
żadnych konsekwencji. Nie bez znaczenia jest także fakt
odstąpienia od połączeń spawanych. Omawiane łożysko
kołyskowe posiada zgłoszenie patentowe w Urzędzie
Patentowym RP, a w krótkim czasie będzie opatento-
wane również poza granicami kraju. Przeszło pomyślnie
badania aprobacyjne i otrzymało Aprobatę Techniczną
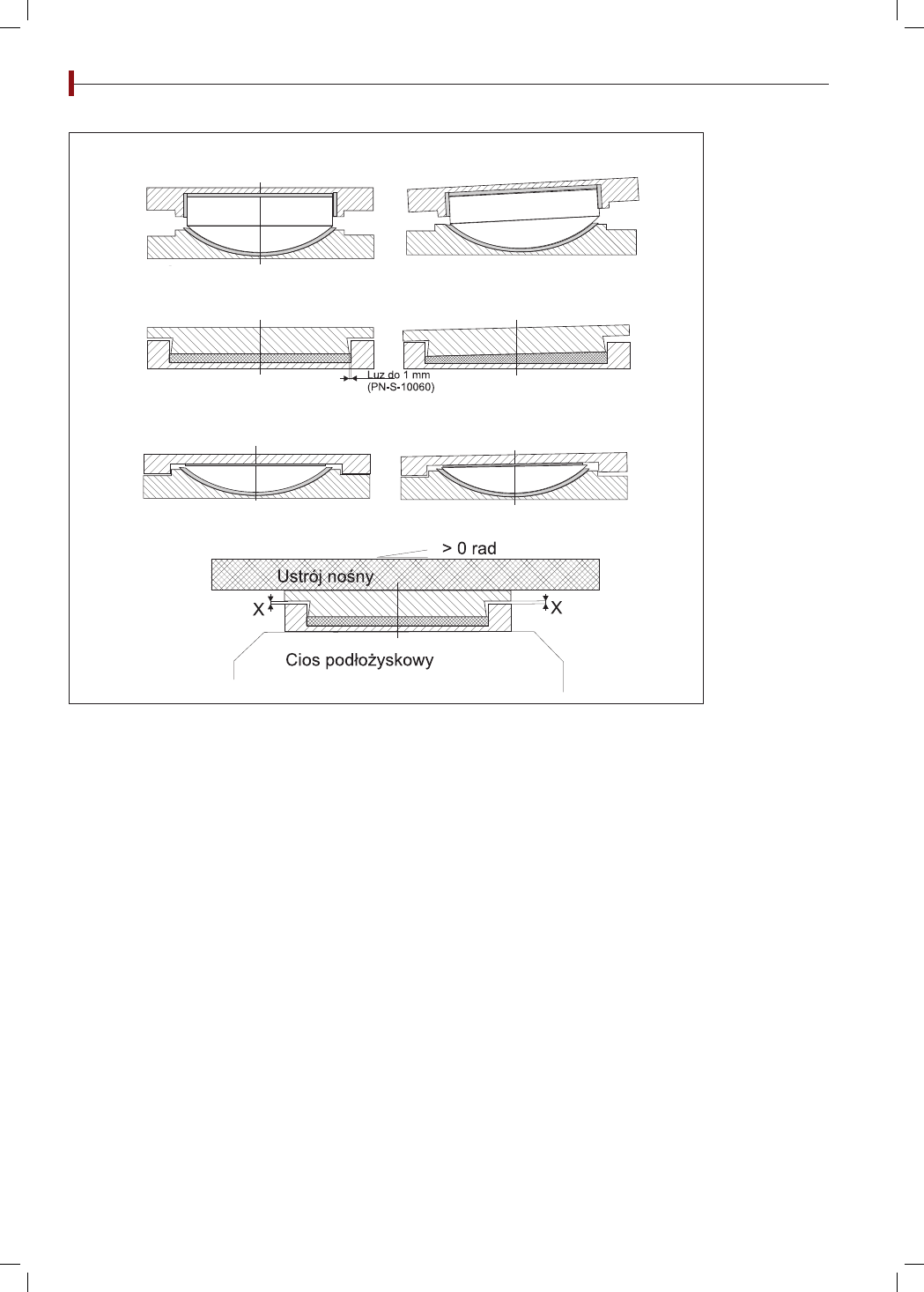
4. Wpływ zakresu obrotu łożyska dla prawidłowego montażu
Łożysko soczewkowe stałe
Łożysko kołyskowe stałe
Łożysko garnkowe stałe
Obrót do 0.1 rad
Obrót do 0.01 rad
Obrót do 0.01 rad
34
AT/2007-03-2250 wydaną przez IBDiM w Warszawie.
Program produkcyjny przewiduje produkcję łożysk
o następujących wielkościach mierzonych obciążeniem
pionowym: 1 MN, 2 MN, 3 MN, 4 MN, 5 MN, 6 MN, 7 MN,
22 MN, 24 MN, 26 MN, 28 MN i 30 MN. Technologia
wykonania pozwala na produkcję dużo większych łożysk
i jest to tylko związane z odpowiednio większymi roz-
miarami obrabiarki.
Zakres obrotu łożyska
a montaż
W przypadku stosowania łożysk kołyskowych wstępne
ugięcie ustroju wynikające z przyczyn niezależnych od
konstruktora i wykonawcy nie ma znaczenia! Kąt obrotu
łożyska kołyskowego może osiągnąć wartość 0,1 rad
i przemieszczenie ustroju po zabudowie wszystkich łożysk
nie ma wpływu na pracę łożyska w przypadku większe-
go ugięcia mostu wynikającego z eksploatacji. Nawet
zabudowa łożyska kołyskowego o ugięciu 0,01 rad nie
powoduje jego zablokowania.
Łożysko garnkowe, względnie soczewkowe, ze wzglę-
du na mały kąt obrotu według zaleceń Aprobaty
Technicznej powinno być montowane w położeniu
neutralnym (skręcone śrubami), po zakotwieniu śruby
są usuwane. Problem w tym, że uzyskanie położenia
neutralnego sprowadza się do uzyskania jednakowych
wartości X, która zależy od tolerancji równoległości
płaszczyzny dna garnka do płaszczyzny górnej tłoka.
Nawet wtedy, gdy zachowana jest równoległość po-
wyższych płaszczyzn, z niewiadomych przyczyn ustrój
nośny być może ugięty i wykonanie obrotu w kierunku,
gdzie łożysko nie ma zapasu spowoduje zablokowanie
punktu łożyskowanego (rys. 4).
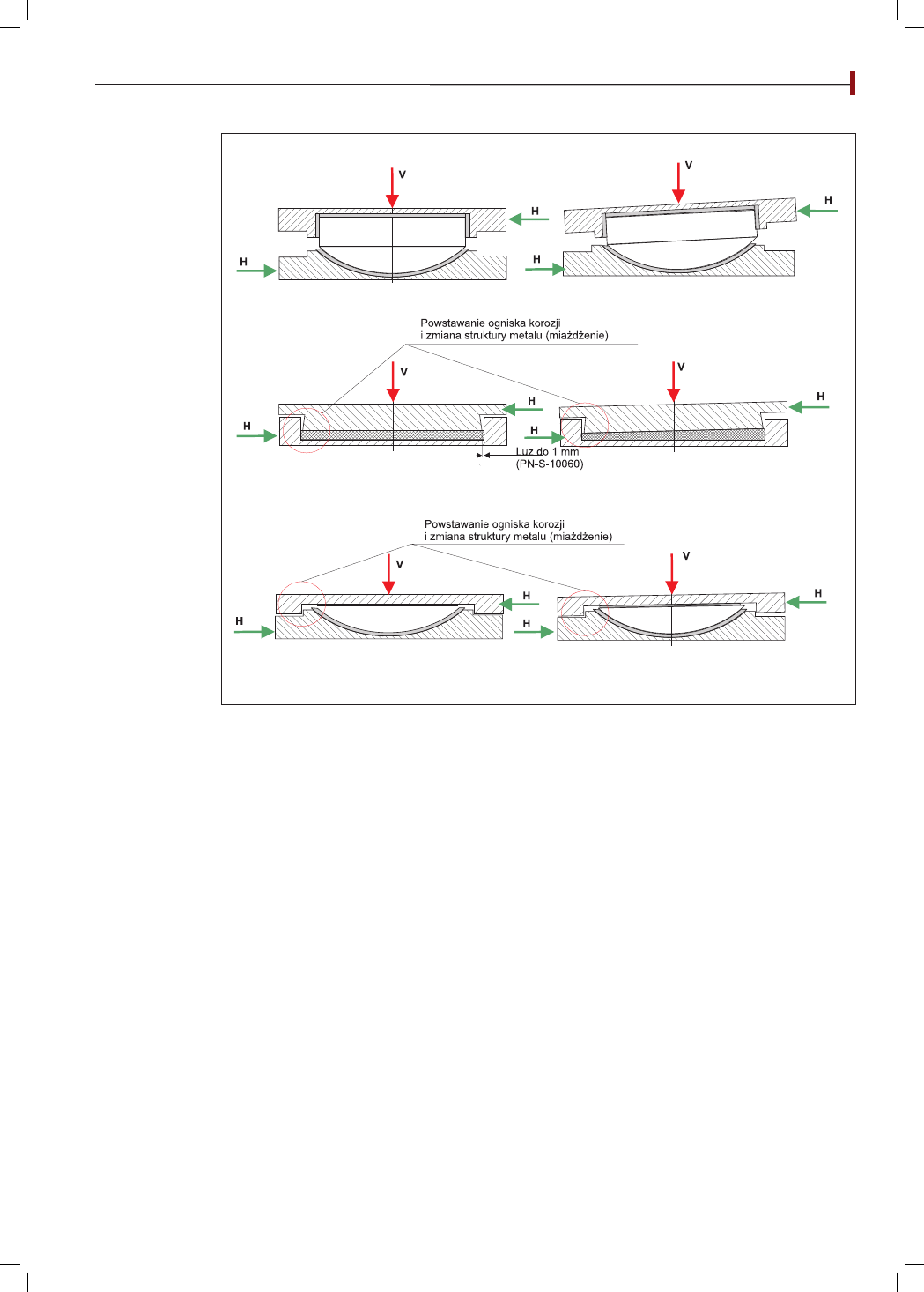
Następstwa kontaktu
metal-metal
W łożysku kołyskowym nie występuje zjawisko kontaktu
metal-metal, gdyż elementy, które wykonują względem
siebie przemieszczenie spowodowane siłą pionową i po-
ziomą, oddzielone są płytą z PTFE. Dzięki temu moment
obrotowy łożyska zależy tylko od tarcia między wykła-
dziną z PTFE a chromowaną powierzchnią kołyski.
W łożysku garnkowym w momencie działania siły piono-
wej V i poziomej H górny tłok łożyska opiera się o ściankę
wewnętrzną cylindra w płycie dolnej. W momencie
obrotu łożyska o pewien kąt następuje tarcie, które wg
5. Następstwa kontaktu metal-metal podczas obrotu łożyska przy działaniu siły poziomej H
Łożysko soczewkowe stałe
Łożysko garnkowe stałe
Łożysko kołyskowe stałe
Obrót do 0.1 rad
Obrót do 0.01 rad
Obrót do 0.01 rad
m o s t y
m a t e r i a ł y i t e c h n o l o g i e
35
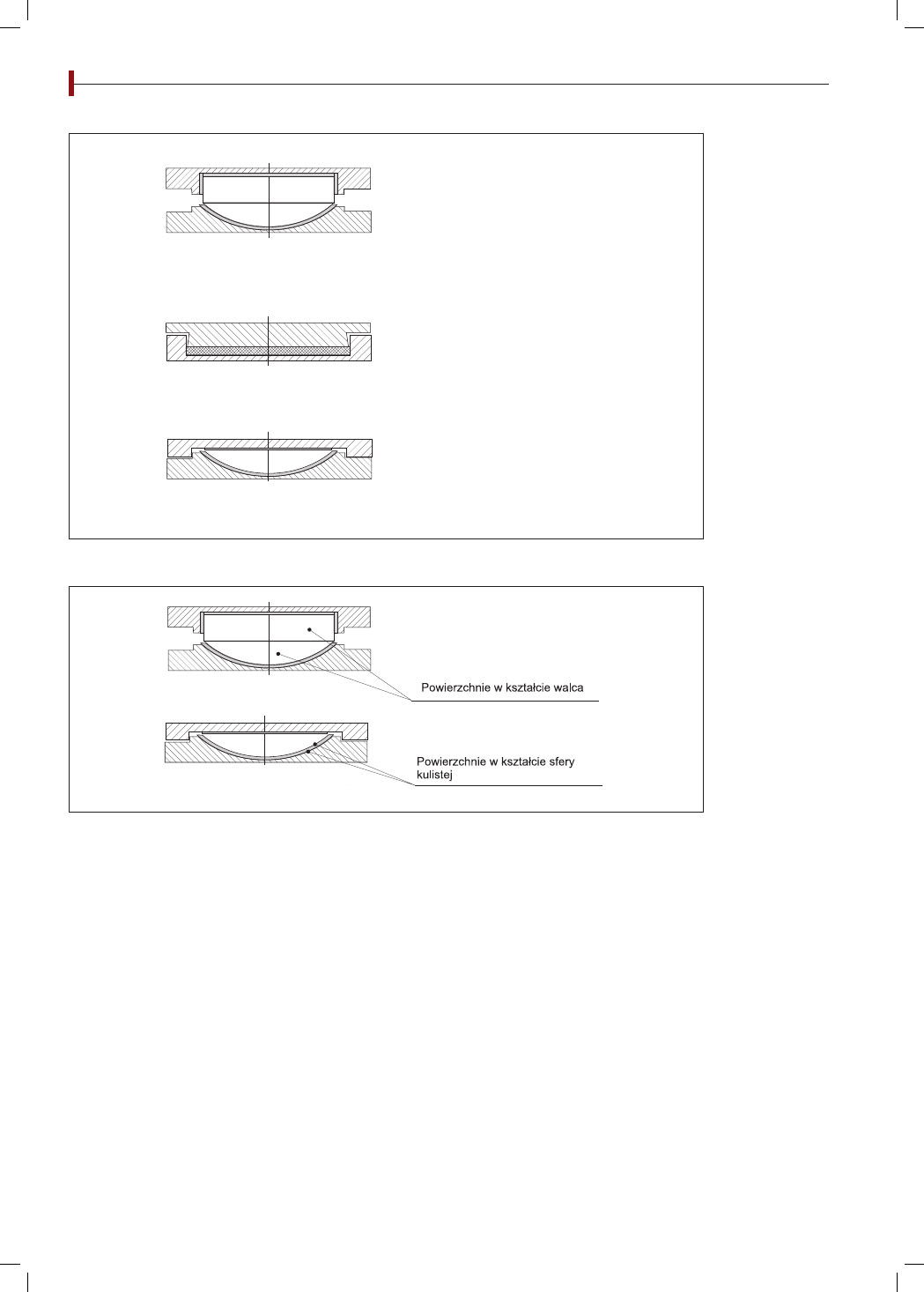
7. Wpływ wykonania wrażliwych elementów łożyska na jego prawidłową pracę
Łożysko kołyskowe stałe
Łożysko soczewkowe stałe
wzorów Hertza na docisk jest na tyle wielkie, że przekracza
granicę plastyczności. W tym miejscu oprócz zdeformowanej
powierzchni występuje ognisko korozji. W łożysku soczew-
kowym zachodzi identyczna sytuacja. Obliczenia na docisk
Hertza wykażą znaczne przekroczenie granicy plastyczności,
co spowoduje zdeformowanie powierzchni styku, a co za
tym idzie powstanie ogniska korozji (rys. 5, str. 35).
Zabezpieczenie antykorozyjne
Łożyska kołyskowe projektowane były między innymi pod
kątem rozwiązania problemu zabezpieczenia antykoro-
zyjnego. Dlatego do ich wykonania wykorzystano stop
aluminium i magnezu (AIMg4.5), odporny na działania
czynnika, jakim jest woda morska. Dodatkowo gotowe
elementy wykonane ze stopu aluminium i magnezu
poddaje się operacji anodowania, która zabezpiecza
powierzchnię stopu, nadając jej dekoracyjny wygląd
(w kolorze złota, czarnym i srebrnym). Kołyska jest co
prawda stalowa (S355JO), lecz ma powłokę z twardego
chromu grubości 100 μm. Reszta elementów wykonana
jest ze stali nierdzewnej.
Łożyska garnkowe i soczewkowe wykonywane są ze stali
S355JO. Ich jedyną ochroną są powłoki cynkowane metodą
natryskową, a następnie pokrywane powłoką lakierniczą.
Na pewien czas jest to jakieś zabezpieczenie, ale tylko na
zewnątrz. Tam, gdzie występuje kontakt metal-metal stoso-
wanie wyżej wymienionych powłok mija się z celem (rys. 6).
Prawidłowa praca
Najważniejszym elementem, a zarazem najtrudniejszym
do wykonania jest kołyska ze stali S355JO. Górna i dolna
powierzchnia to część walca. W czasie obróbki skrawa-
niem bardzo łatwo jest kontrolować promień toczonego
walca. Z tego względu tolerancja wykonania jest bardzo
mała, a co za tym idzie element jest bardzo bliski projek-
towi. Gniazdo kołyski też ma kształt cylindra o promieniu
odpowiednio zwiększonym o grubość wykładziny z PTFE.
Nie ma żadnej trudności w dokładnym wykonaniu tej
powierzchni, z tego powodu elementy współdziałają ze
sobą według założeń konstrukcyjnych.
Rozpatrując wykonanie łożyska soczewkowego, należy
wspomnieć o soczewce i o odpowiednim gnieździe dla tej
soczewki jako o elementach podstawowych. Od dawna
6. Zabezpiecznie antykorozyjne elementów łożyska
Łożysko kołyskowe stałe
Łożysko garnkowe stałe
Łożysko soczewkowe stałe
Stal S355JO pokryta twardym chromem
Stop aluminium i magnezu
(AIMg4.5)
Stal S355JO pokryta chromem
100 μm
Stal S355JO pokryta lakierem
(czasami cynkiem – nastryskowo)
Stal S355 pokryta cynkiem
i lakierem natryskowo
36
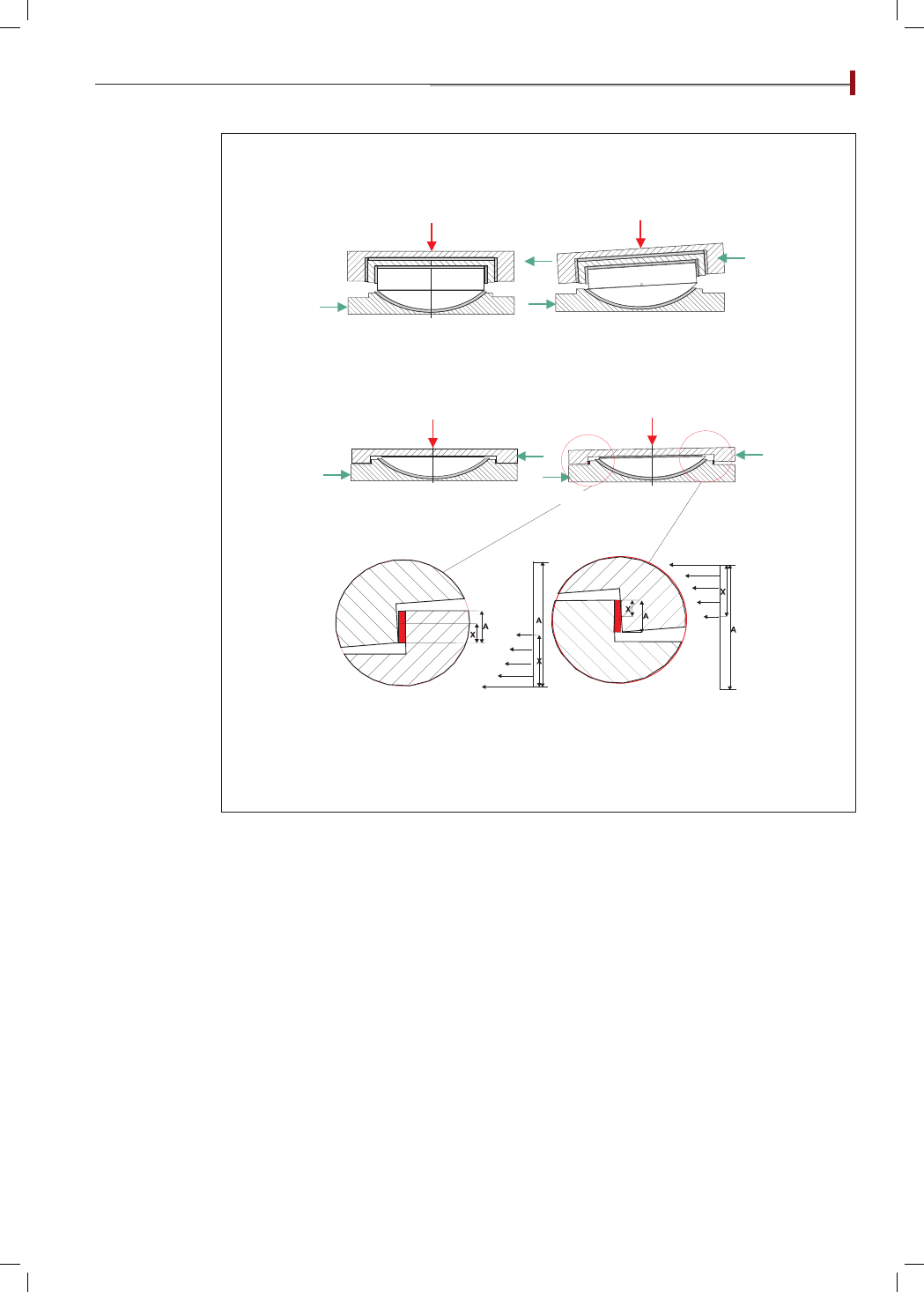
znane były trudności w wykonywaniu sfer kulistych, tak we-
wnętrznych, jak i zewnętrznych. Bardzo trudno je wykonać,
a jeszcze trudniej kontrolować proces obróbki skrawaniem.
Nie istnieje wiarygodny sposób pomiaru, tak promienia kuli,
jak i kulistości wykonywanej płaszczyzny. Wykonane sfery są
niejednokrotnie przypadkowe, zdarza się, iż nie przylegają
do siebie tak, jak wymaga tego projekt (rys. 7).
Naprężenia a różne obroty
Wykładziną gniazda łożyska kołyskowego jest płyta z PTFE.
Do obliczeń wytrzymałościowych przyjęto wartość naprę-
żeń dopuszczalnych rzędu 30 MPa. Wykres naprężeń przy
różnym położeniu (0-0,1 rad) jest niezmienny. Oznacza to, że
naprężenia w płycie z PTFE są stałe. Ten fakt pozwala na sytu-
ację, w której chwilowo można obciążyć łożysko podwójnie.
Elementem tłumiącym w łożyskach garnkowych jest
elastomer. Naprężenie dopuszczalne dla elastomeru są
rzędu 18 MPa. Wynika z tego, że po wykonaniu obrotu
naprężenia większe koncentrują się w jednej z połó-
wek dna cylindra, jak wykazuje wykres naprężeń przy
kącie obrotu 0,01 rad. Wniosek jest jeden: elastomer
narażony jest na zniszczenie z powodu przekroczenia
8. Problemy przenoszenia sił poprzecznych przez łożysko
Łożysko kołyskowe jednokierunkowo przesuwne
Łożysko soczewkowe jednokierunkowo przesuwne
Wykaz naprężeń w PTFE, gdy nie ma równoległości między paskiem z PTFE
a ścianką wewnętrzną płyty głównej łożyska
dopuszczalnych naprężeń. Zniszczenie elastomeru
polega na zmianie stanu skupienia, czyli przechodzi
on w stan płynny. Inną wadą elastomeru jest zjawisko
starzenia się. Nie ma publikacji traktującej o tym, jaki
okres obejmuje ten proces.
Problemy przenoszenia
sił poprzecznych
Każde łożysko mostowe ma za zadanie przeniesienie sił
pionowych i poprzecznych ustroju nośnego oraz jego ob-
rotu. Łożyska kołyskowe w każdym położeniu przenoszą
owe siły bez wywołania zmian naprężeń dopuszczalnych
w newralgicznych elementach.
W łożyskach soczewkowych problem przenoszenia sił
poziomych od ustroju jest bardzo źle rozwiązany! Na
wykresach pokazano rozkład naprężeń w paskach z PTFE
mających pełnić rolę elementów ślizgowych. Teoretycznie
po wykonaniu kilku „amplitud” przez łożysko soczewkowe
jednokierunkowo przesuwne, pasek z PTFE ulega defor-
macji. Niejednokrotnie łożysko blokuje się po nieznacz-
nym przekroczeniu kąta obrotu 0,01 rad (rys. 8).
m o s t y
m a t e r i a ł y i t e c h n o l o g i e
37
Wyszukiwarka
Podobne podstrony:
mosty artykul 2009 03 25899 Nowa generacja łożysk
Nowa generacja dylatacji mostowych ze stopu AlSi1MgMn
Mechatronika nowa generacja mas Nieznany
mosty artykul 2006 02 5199 id 3 Nieznany
Nowa generacja
Nowa generacja dylatacji mostowych ze stopu AlSi1MgMn
nowa generacja iq erp
więcej podobnych podstron