
INSTRUKCJA OBSŁUGI
SPAWARKA PÓŁAUTOMATYCZNA MIG 130F
2
OSTRZE
Ż
ENIE!
Przed instalacj
ą
i rozruchem urz
ą
dzenia nale
ż
y zapozna
ć
si
ę
z niniejsz
ą
instrukcj
ą
1. UWAGI OGÓLNE
Uruchomienia i eksploatacji urz
ą
dzenia mo
ż
na dokona
ć
tylko po dokładnym zapoznaniu si
ę
z niniejsz
ą
Instrukcj
ą
Obsługi.
Ze wzgl
ę
du na ci
ą
gły rozwój techniczny urz
ą
dzenia, pewne jego funkcje mog
ą
ulega
ć
modyfikacji i ich
działanie mo
ż
e ró
ż
ni
ć
si
ę
szczegółami od opisów w instrukcji. Nie jest to bł
ę
dem urz
ą
dzenia, lecz wynikiem
post
ę
pu i ci
ą
głych prac modyfikacyjnych urz
ą
dzenia.
Uszkodzenie urz
ą
dzenia spowodowane niewła
ś
ciw
ą
obsług
ą
powoduje utrat
ę
uprawnie
ń
z tytułu gwarancji.
Wszelkie przeróbki prostownika s
ą
zabronione i powoduj
ą
utrat
ę
gwarancji.
2. BEZPIECZE
Ń
STWO
Pracownicy obsługuj
ą
cy urz
ą
dzenie powinni posiada
ć
niezb
ę
dne kwalifikacje uprawniaj
ą
ce ich do
wykonywania prac spawalniczych:
•
powinni posiada
ć
uprawnienia spawacza elektrycznego w zakresie spawania elektrodami otulonymi oraz
w osłonach gazowych,
•
zna
ć
zasady BHP przy eksploatacji urz
ą
dze
ń
elektroenergetycznych jakimi s
ą
urz
ą
dzenia spawalnicze i
osprz
ę
t pomocniczy zasilany energi
ą
elektryczn
ą
,
•
zna
ć
tre
ść
niniejszej instrukcji i eksploatowa
ć
urz
ą
dzenie zgodnie z jego przeznaczeniem.
OSTRZE
Ż
ENIE
Spawanie mo
ż
e zagra
ż
a
ć
bezpiecze
ń
stwu operatora i pozostałych osób przebywaj
ą
cych w pobli
ż
u.
Dlatego podczas spawania nale
ż
y zachowa
ć
szczególne
ś
rodki ostro
ż
no
ś
ci. Przed przyst
ą
pieniem do
spawania nale
ż
y zapozna
ć
si
ę
z przepisami BHP obowi
ą
zuj
ą
cym na stanowisku pracy.
W czasie spawania elektrycznego metod
ą
MIG/MAG istniej
ą
nast
ę
puj
ą
ce zagro
ż
enia:
•
PORA
Ż
ENIE PR
Ą
DEM ELEKTRYCZNYM
•
NEGATYWNE ODDZIAŁYWANIE ŁUKU NA OCZY I SKÓR
Ę
CZŁOWIEKA
•
ZATRUCIE PARAMI I GAZAMI
•
OPARZENIA
•
ZAGRO
Ż
ENIA WYBUCHEM I PO
Ż
AREM
•
HAŁAS
Zapobieganie pora
ż
eniu pr
ą
dem elektrycznym:
•
podł
ą
cza
ć
urz
ą
dzenie do technicznie sprawnej instalacji elektrycznej o wła
ś
ciwym zabezpieczeniu i
skuteczno
ś
ci zerowania (dodatkowej ochrony przeciwpora
ż
eniowej); nale
ż
y sprawdzi
ć
i poprawnie
podł
ą
czy
ć
do sieci tak
ż
e inne urz
ą
dzenia na stanowisku pracy spawacza,
•
przewody pr
ą
dowe montowa
ć
przy wył
ą
czonym urz
ą
dzeniu,
•
nie dotyka
ć
jednocze
ś
nie nieizolowanych cz
ęś
ci uchwytu elektrodowego, elektrody i przedmiotu
spawanego, w tym obudowy urz
ą
dzenia,
•
nie u
ż
ywa
ć
uchwytów i przewodów pr
ą
dowych o uszkodzonej izolacji,
•
w warunkach szczególnego zagro
ż
enia pora
ż
eniem pr
ą
dem elektrycznym (praca w
ś
rodowiskach o
du
ż
ej wilgotno
ś
ci i zbiornikach zamkni
ę
tych) pracowa
ć
z pomocnikiem wspomagaj
ą
cym prac
ę
spawacza
i czuwaj
ą
cym nad bezpiecze
ń
stwem, stosowa
ć
ubranie i r
ę
kawice o dobrych wła
ś
ciwo
ś
ciach
izolacyjnych,
•
w razie zauwa
ż
enia jakichkolwiek nieprawidłowo
ś
ci, nale
ż
y zwróci
ć
si
ę
do kompetentnych osób w celu
ich usuni
ę
cia,
•
Zabroniona jest eksploatacja urz
ą
dzenia ze zdj
ę
tymi osłonami.
Zapobieganie negatywnemu oddziaływaniu łuku elektrycznego na oczy i skór
ę
człowieka:
•
Stosowa
ć
ubrania ochronne (r
ę
kawice, fartuch, buty skórzane),
•
Stosowa
ć
tarcze lub przyłbice ochronne z wła
ś
ciwie dobranym filtrem,
•
Stosowa
ć
zasłony ochronne z niepalnych materiałów oraz wła
ś
ciwie dobiera
ć
kolorystyk
ę
ś
cian
absorbuj
ą
cych szkodliwe promieniowanie.
3
Zapobieganie zatruciom parami i gazami wydzielanymi w czasie spawania z otuliny elektrod i
parowania metali:
•
Stosowa
ć
urz
ą
dzenia wentylacyjne i odci
ą
gi instalowane na stanowiskach o ograniczonej wymianie
powietrza,
•
Przedmuchiwa
ć
ś
wie
ż
ym powietrzem przy pracach w przestrzeni zamkni
ę
tej (zbiorniki),
•
Stosowa
ć
maski i respiratory.
Zapobieganie oparzeniom:
•
Stosowa
ć
odpowiedni
ą
odzie
ż
ochronn
ą
i obuwie chroni
ą
ce od oparze
ń
pochodz
ą
cych od
promieniowania łuku i odprysków,
•
Unika
ć
zabrudze
ń
odzie
ż
y smarami i olejami mog
ą
cymi doprowadzi
ć
do jej zapalenia
Zapobieganie wybuchowi i po
ż
arom:
•
Zabrania si
ę
eksploatacji urz
ą
dzenia i spawania w pomieszczeniach zagro
ż
onych wybuchem lub
po
ż
arem,
•
Stanowisko spawalnicze powinno by
ć
wyposa
ż
one w sprz
ę
t ga
ś
niczy,
•
Stanowisko spawalnicze powinno znajdowa
ć
si
ę
w bezpiecznej odległo
ś
ci od materiałów łatwopalnych.
Zapobieganie negatywnemu oddziaływaniu hałasu:
•
Stosowa
ć
zatyczki do uszu lub inne
ś
rodki ochrony przed hałasem,
•
Ostrzega
ć
o niebezpiecze
ń
stwie osób znajduj
ą
cych si
ę
w pobli
ż
u.
OSTRZE
Ż
ENIE!
Nie wolno u
ż
ywa
ć
ź
ródła pr
ą
du do rozmra
ż
ania zamarzni
ę
tych rur.
Przed uruchomieniem urz
ą
dzenia nale
ż
y:
•
Sprawdzi
ć
stan poł
ą
cze
ń
elektrycznych i mechanicznych. Zabrania si
ę
u
ż
ywa
ć
uchwytów i przewodów
pr
ą
dowych o uszkodzonej izolacji. Niewła
ś
ciwa izolacja uchwytów i przewodów pr
ą
dowych grozi
pora
ż
eniem pr
ą
dem elektrycznym
•
Zadba
ć
o wła
ś
ciwe warunki pracy, tj. zapewni
ć
wła
ś
ciw
ą
temperatur
ę
, wilgotno
ść
i wentylacj
ę
w miejscu
pracy. Poza pomieszczeniami zamkni
ę
tymi chroni
ć
przed opadami atmosferycznymi
•
Umie
ś
ci
ć
prostownik w miejscu umo
ż
liwiaj
ą
cym jego łatw
ą
obsług
ę
.
Osoby obsługuj
ą
ce spawark
ę
powinny:
•
posiada
ć
uprawnienia do spawania elektrycznego metod
ą
MIG/MAG
•
zna
ć
i przestrzega
ć
przepisy BHP obowi
ą
zuj
ą
ce przy wykonywaniu prac spawalniczych
•
u
ż
ywa
ć
wła
ś
ciwego, specjalistycznego sprz
ę
tu ochronnego: r
ę
kawic, fartucha, butów gumowych, tarczy
lub przyłbicy spawalniczej z odpowiednio dobranym filtrem
•
zna
ć
tre
ść
niniejszej instrukcji obsługi i eksploatowa
ć
spawark
ę
zgodnie z jej przeznaczeniem.
Wszelkie naprawy urz
ą
dzenia mog
ą
by
ć
dokonywane wył
ą
cznie po odł
ą
czeniu wtyczki z gniazdka
zasilaj
ą
cego.
Gdy urz
ą
dzenie jest podł
ą
czone do sieci niedozwolone jest dotykanie goł
ą
r
ę
k
ą
ani przez wilgotn
ą
odzie
ż
ż
adnych elementów tworz
ą
cych obwód pr
ą
du spawania.
Zabronione jest zdejmowanie osłon zewn
ę
trznych przy urz
ą
dzeniu wł
ą
czonym do sieci.
Wszelkie przeróbki prostownika we własnym zakresie s
ą
zabronione i mog
ą
stanowi
ć
pogorszenie
warunków bezpiecze
ń
stwa.
Wszelkie prace konserwacyjne i remontowe mog
ą
by
ć
przeprowadzane wył
ą
cznie przez uprawnione osoby z
zachowaniem warunków bezpiecze
ń
stwa pracy obowi
ą
zuj
ą
cych dla urz
ą
dze
ń
elektrycznych.
Zabrania si
ę
eksploatacji spawarki w pomieszczeniach zagro
ż
onych wybuchem lub po
ż
arem!
Stanowisko spawalnicze wyposa
ż
one powinno by
ć
w sprz
ę
t ga
ś
niczy
Po zako
ń
czeniu pracy przewód zasilaj
ą
cy urz
ą
dzenie nale
ż
y odł
ą
czy
ć
od sieci.
Przedstawione powy
ż
ej zagro
ż
enia i ogólne zasady BHP nie wyczerpuj
ą
zagadnienia bezpiecze
ń
stwa pracy
spawacza, gdy
ż
nie uwzgl
ę
dniaj
ą
specyfiki miejsca pracy. Wa
ż
nym ich uzupełnieniem s
ą
stanowiskowe
instrukcje BHP oraz szkolenia i instrukta
ż
e udzielane przez pracowników nadzoru.
4
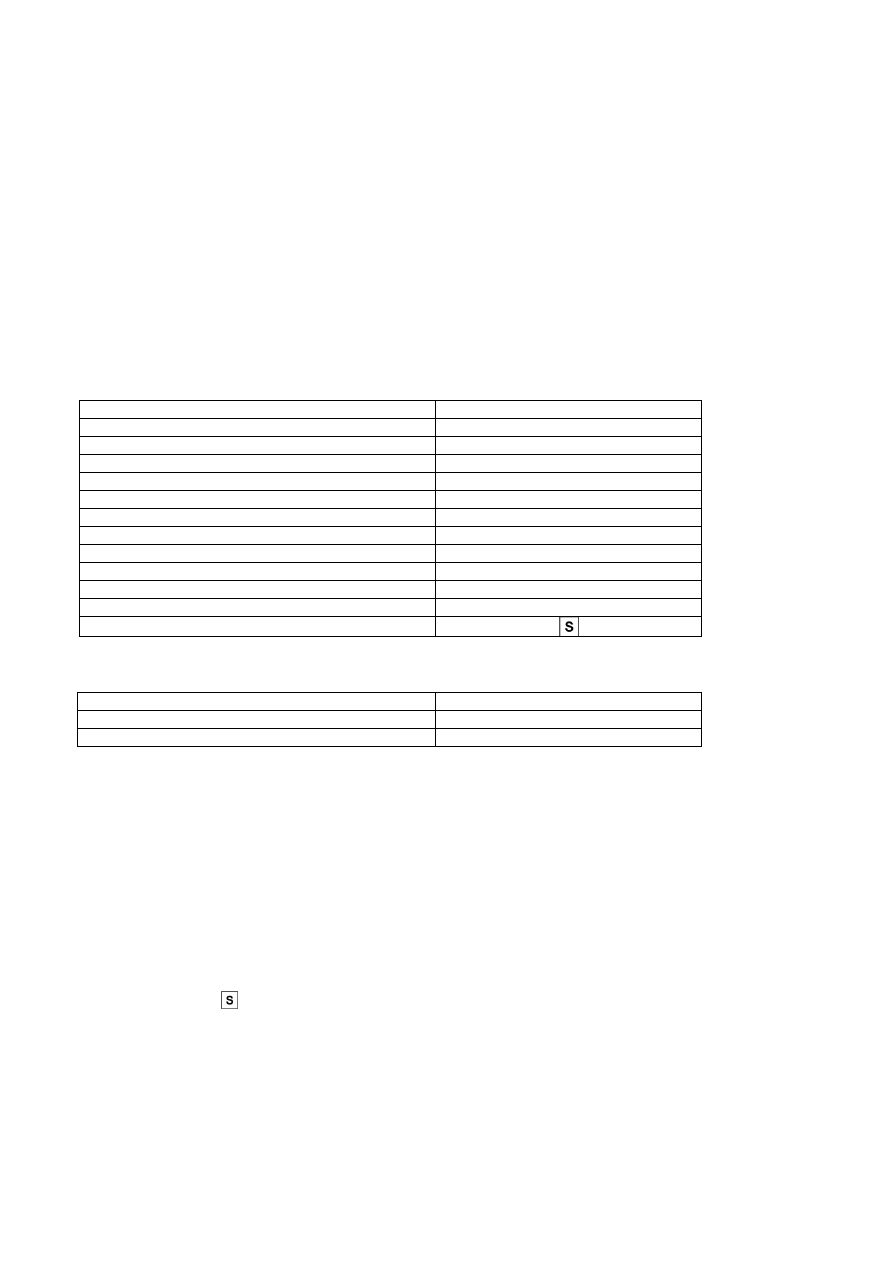
3. OPIS OGÓLNY
Spawarka półautomatyczna MIG 130F to urz
ą
dzenie transformatorowe przeznaczone wył
ą
cznie do
bezgazowego spawania stalowym proszkowym drutem samoosłonowym. Sprz
ę
t polecany jest głównie do
zastosowa
ń
hobbystycznych oraz do lekkich, dorywczych prac warsztatowych. Znajduje zastosowanie w
pomieszczeniach zamkni
ę
tych lub zadaszonych, nienara
ż
onych na bezpo
ś
rednie działanie wpływów
atmosferycznych.
Urz
ą
dzenie posiada 4-pozycyjn
ą
skokow
ą
regulacj
ę
napi
ę
cia spawania, oraz płynn
ą
regulacj
ę
pr
ę
dko
ś
ci podawania drutu. Przed przeci
ąż
eniem chroni je zabezpieczenie termiczne. Współpracuje ze
szpulami drutu D100 (1kg).
Spawarka wyposa
ż
ona jest w zintegrowany uchwyt spawalniczy, przewód zasilaj
ą
cy z wtyczk
ą
oraz
przewód masowy z zaciskiem kleszczowym.
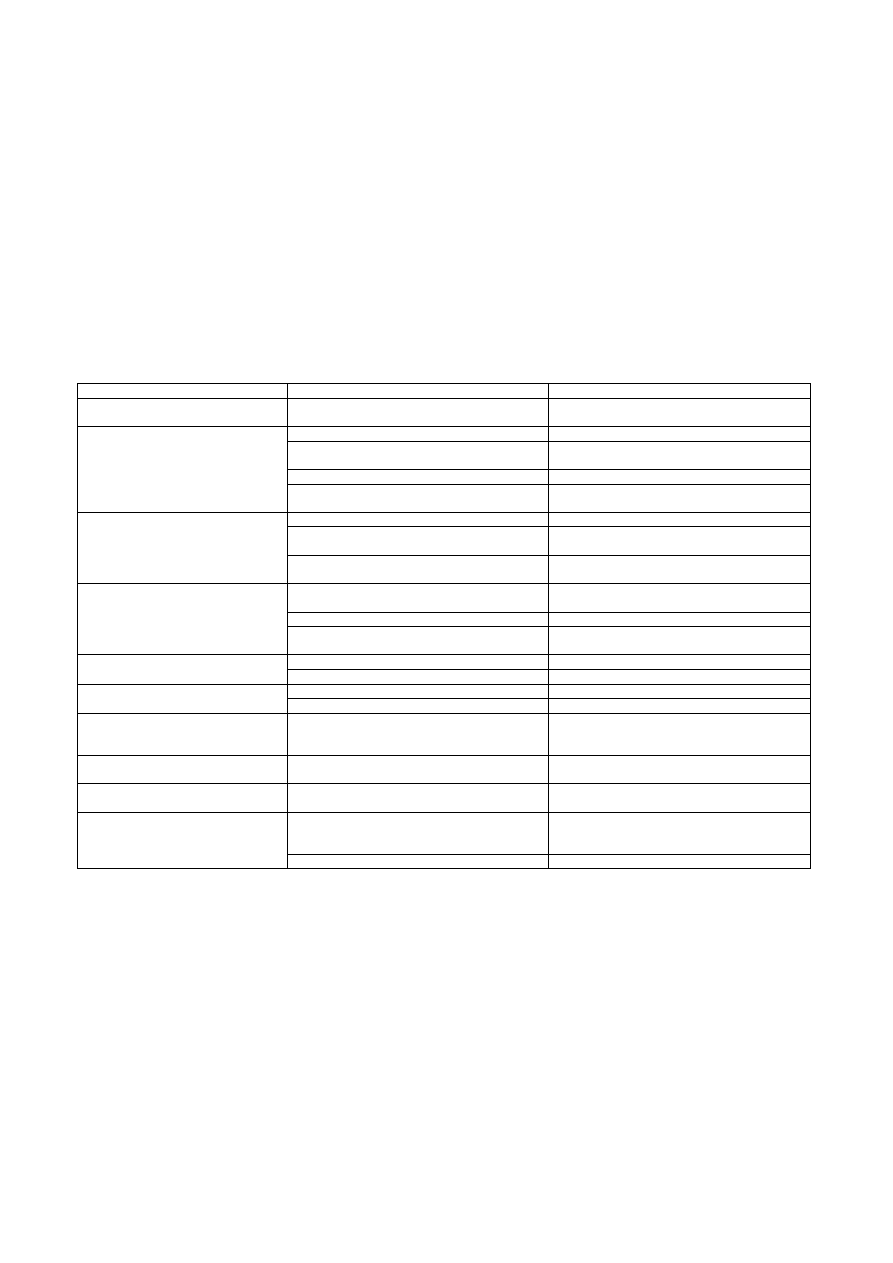
4. PARAMETRY TECHNICZNE
4.1 Spawarka
Napi
ę
cie zasilania:
AC 230V 50Hz
Maksymalny pobór mocy:
2,6 kVA
Znamionowy pr
ą
d spawania / cykl pracy
120A / 10%
Zakres regulacji pr
ą
du spawania:
40 - 120 A
Sposób regulacji pr
ą
du spawania:
Skokowy, 4-pozycyjny
Ś
rednica szpuli z drutem:
100 mm
Sposób regulacji pr
ę
dko
ś
ci podawania drutu:
Płynny
Zakres regulacji pr
ę
dko
ś
ci podawania drutu
1,8-11 m/min
Maksymalny pobór pr
ą
du:
10 A
Masa:
17 kg
Wymiary [mm]:
345 x 185 x 380 mm
Stopie
ń
ochrony
IP21S
Klasa zastosowania
4.2 Uchwyt MIG
Typ uchwytu
TW-14
Maksymalna obci
ąż
alno
ść
pr
ą
dowa
140A
Długo
ść
2,1 m
Cykl pracy
Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 10% oznacza,
ż
e po 1 minucie pracy urz
ą
dzenia
jest wymagana 9-minutowa przerwa. Cykl pracy 100% oznacza,
ż
e urz
ą
dzenie mo
ż
e pracowa
ć
w sposób
ci
ą
gły, bez przerw.
Uwaga! Badania nagrzewania zostały przeprowadzone w temperaturze otaczaj
ą
cego powietrza. Cykl pracy
przy 40ºC został wyznaczony przez symulacj
ę
.
Stopie
ń
ochrony
IP okre
ś
la w jakim stopniu urz
ą
dzenie jest odporne na przedostawanie si
ę
do wewn
ą
trz zanieczyszcze
ń
stałych i wodnych. IP21S oznacza,
ż
e urz
ą
dzenie jest przystosowane do pracy w pomieszczeniach
zamkni
ę
tych i nie nadaje si
ę
do stosowania na deszczu i
ś
niegu.
Klasa zastosowania
Klasa zastosowania
oznacza,
ż
e urz
ą
dzenie jest przystosowane do u
ż
ytkowania w miejscach o
zwi
ę
kszonym niebezpiecze
ń
stwie pora
ż
enia pr
ą
dem elektrycznym.
5
5. PRZYGOTOWANIE URZ
Ą
DZENIA DO PRACY
5.1. MONTA
Ż
UCHWYTU TRANSPORTOWEGO
Przymocowa
ć
uchwyt do górnej
ś
cianki obudowy przy pomocy doł
ą
czonych wkr
ę
tów.
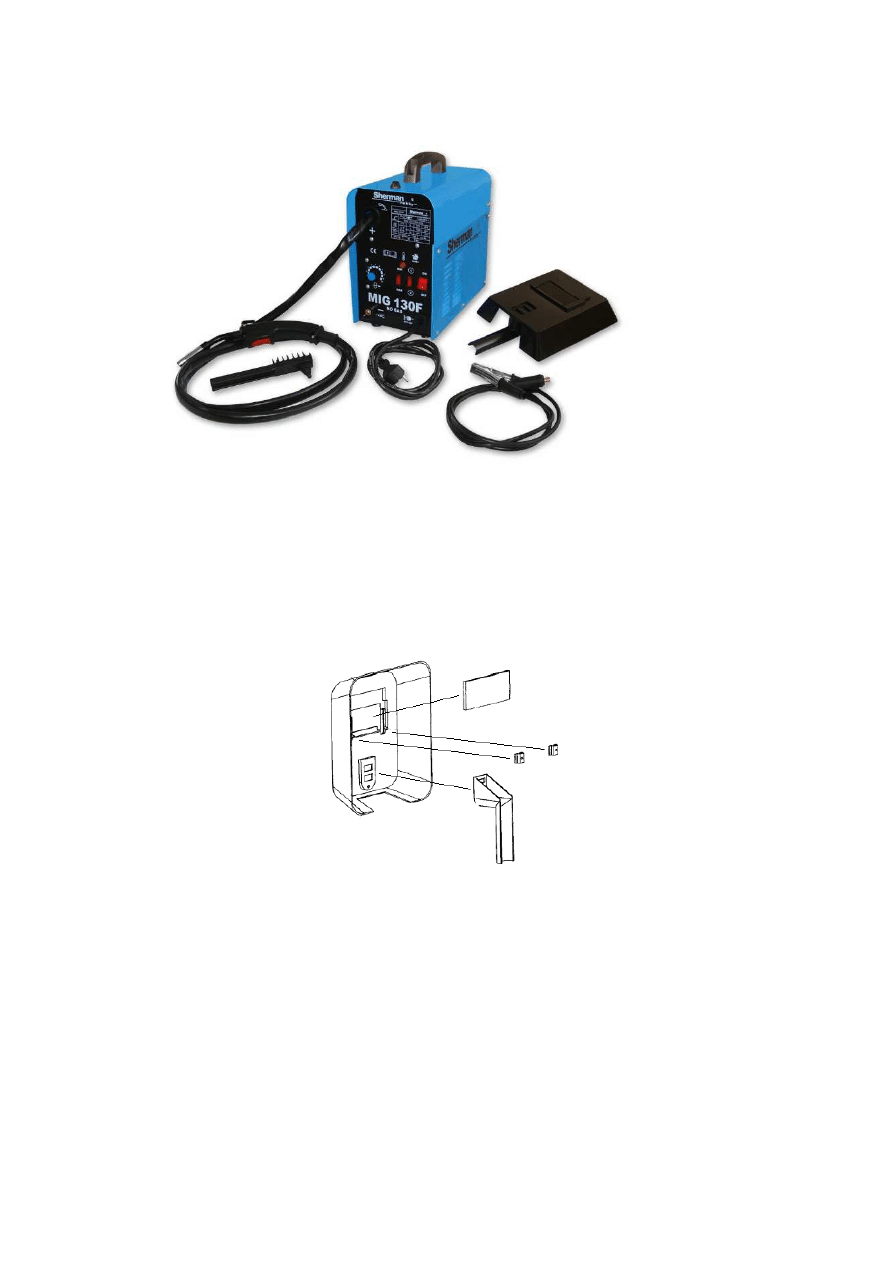
5.2. MONTA
Ż
TARCZY SPAWALNICZEJ
Zło
ż
y
ć
tarcz
ę
spawalnicz
ą
jak na rysunku:
5.3. PRZYŁ
Ą
CZENIE DO SIECI ZASILAJ
Ą
CEJ
1. Urz
ą
dzenie powinno by
ć
u
ż
ytkowane wył
ą
cznie w układzie zasilania jednofazowego,
trójprzewodowego, z uziemionym punktem zerowym.
2. Półautomat spawalniczy MIG 130F jest przystosowany do współpracy z sieci
ą
230V 50 Hz
zabezpieczon
ą
bezpiecznikiem 10A o działaniu zwłocznym. Gniazdo przył
ą
czeniowe powinno
posiada
ć
zacisk ochrony przeciwpora
ż
eniowej.
3. Urz
ą
dzenie wyposa
ż
one jest w przewód i wtyk zasilaj
ą
cy. Przed podł
ą
czeniem zasilania nale
ż
y
upewni
ć
si
ę
, czy przeł
ą
cznik zasilania (1) jest w pozycji OFF (wył
ą
czony).
5.4. ZAKŁADANIE SZPULI Z DRUTEM ELEKTRODOWYM
−
otworzy
ć
górn
ą
pokryw
ę
obudowy
−
odkr
ę
ci
ć
nakr
ę
tk
ę
mocuj
ą
c
ą
szpul
ę
(lewy gwint)
−
zało
ż
y
ć
szpul
ę
z drutem elektrodowym na trzpie
ń
i zabezpieczy
ć
nakr
ę
tk
ą
6
−
podnie
ść
rami
ę
rolki dociskaj
ą
cej
−
st
ę
pi
ć
ko
ń
cówk
ę
drutu elektrodowego
−
wprowadzi
ć
drut poprzez rolk
ę
nap
ę
dow
ą
podajnika do uchwytu
−
opu
ś
ci
ć
rami
ę
rolki dociskaj
ą
cej
−
wykr
ę
ci
ć
z uchwytu ko
ń
cówk
ę
pr
ą
dow
ą
, wł
ą
czy
ć
zasilanie spawarki i nacisn
ąć
przycisk steruj
ą
cy
uchwytu spawalniczego
−
po pojawieniu si
ę
drutu elektrodowego w wylocie uchwytu zwolni
ć
przycisk i nakr
ę
ci
ć
ko
ń
cówk
ę
pr
ą
dow
ą
.
5.5. PRZYGOTOWANIE UCHWYTU MIG DO PRACY
W zale
ż
no
ś
ci od rodzaju spawanego materiału i
ś
rednicy drutu elektrodowego zało
ż
y
ć
do uchwytu MIG
odpowiedn
ą
ko
ń
cówk
ę
pr
ą
dow
ą
oraz wkład prowadz
ą
cy drut.
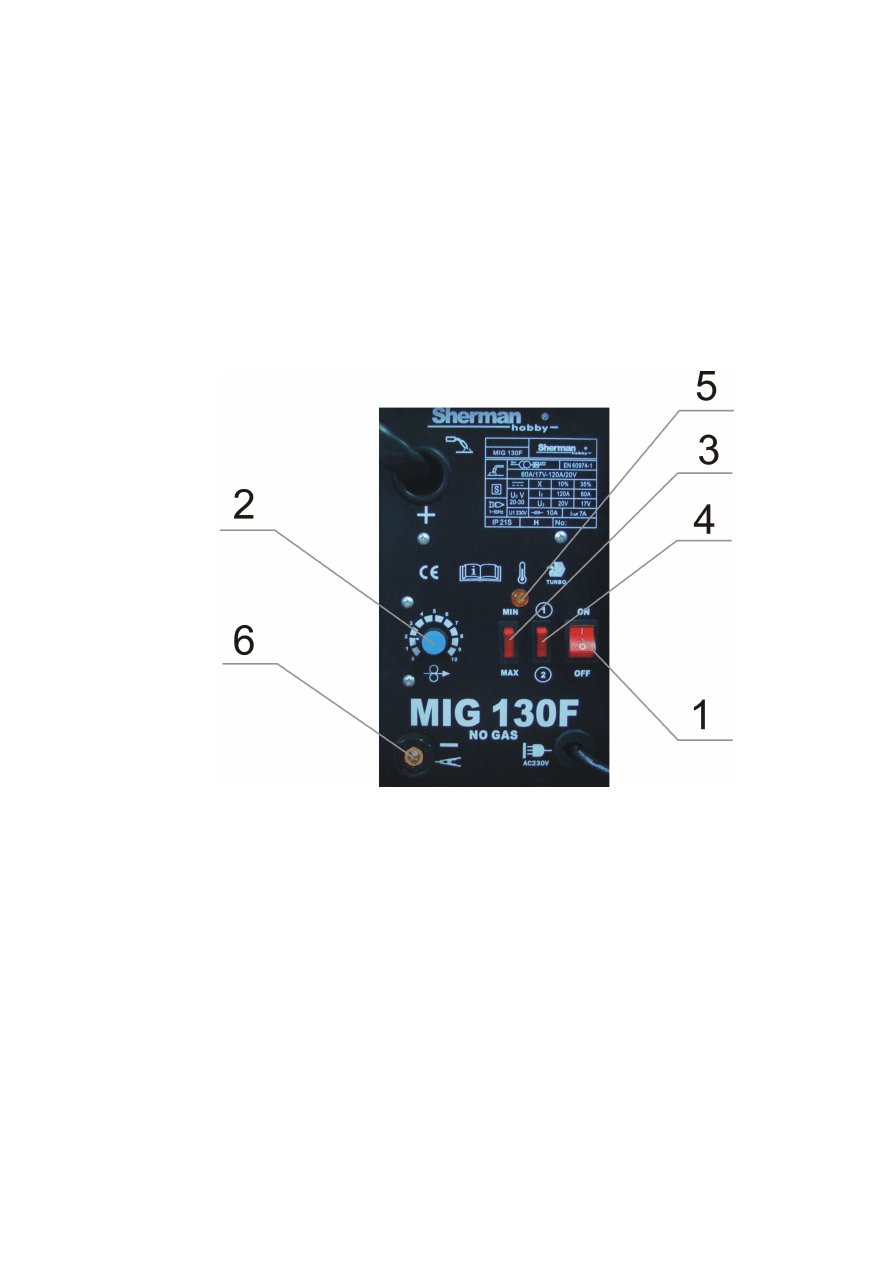
6. OPIS FUNKCJI PRZEŁ
Ą
CZNIKÓW I POKR
Ę
TEŁ
1. Przeł
ą
cznik zasilania. Wł
ą
czenie urz
ą
dzenia sygnalizowane jest pod
ś
wietleniem wył
ą
cznika
2. Pokr
ę
tło regulacji pr
ę
dko
ś
ci podawania drutu.
3. Przeł
ą
cznik dokładnej regulacji napi
ę
cia pr
ą
du spawania
4. Przeł
ą
cznik zgrubnej regulacji napi
ę
cia pr
ą
du spawania
5. Dioda zabezpieczenia termicznego
6. Gniazdo przewodu masowego
7. ZABEZPIECZENIE PRZED PRZEGRZANIEM
Ź
ródło pr
ą
du wyposa
ż
one jest w termiczny, samoczynny wył
ą
cznik przeci
ąż
eniowy. Gdy temperatura
spawarki b
ę
dzie zbyt wysoka, zabezpieczenie odł
ą
czy pr
ą
d spawania i zapali si
ę
dioda sygnalizuj
ą
ca
przegrzanie (5). Po opadni
ę
ciu temperatury nast
ą
pi automatyczny reset wył
ą
cznika.
8. PRZYGOTOWANIE DO PROCESU SPAWANIA
−
Poł
ą
czy
ć
przewód masowy z elementem spawanym za pomoc
ą
zacisku kleszczowego
−
Wł
ą
czy
ć
wtyczk
ę
zasilania sieciowego do gniazda zasilania
−
Wł
ą
czy
ć
zasilanie urz
ą
dzenia przeł
ą
cznikiem (1)
−
Zało
ż
y
ć
drut elektrodowy do podajnika
−
Ustawi
ć
odpowiednie parametry spawania przy pomocy przeł
ą
czników napi
ę
cia spawania i
pokr
ę
tła pr
ę
dko
ś
ci podawania drutu
7
−
Zbli
ż
y
ć
uchwyt do spawanych elementów, tak aby odległo
ść
mi
ę
dzy dysz
ą
a spawanymi
elementami wynosiła ok. 10 mm. Nacisn
ąć
przycisk na uchwycie spawalniczym i rozpocz
ąć
spawanie. Zwolnienie przycisku zako
ń
czy proces spawania
UWAGA! Zabrania si
ę
przeł
ą
czania zakresów pr
ą
du spawania podczas procesu spawania. Mo
ż
e to
spowodowa
ć
zwarcie elektryczne i uszkodzenie urz
ą
dzenia. W tym celu nale
ż
y przerwa
ć
spawanie i
zmieni
ć
przeł
ą
cznikiem zakres pr
ą
du.
9. ZANIM WEZWIESZ SERWIS
W przypadku nieprawidłowego funkcjonowania urz
ą
dzenia, przed wysłaniem spawarki do serwisu nale
ż
y
sprawdzi
ć
list
ę
podstawowych awarii i spróbowa
ć
samodzielnie je usun
ąć
.
Wszelkie naprawy urz
ą
dzenia mog
ą
by
ć
dokonywane wył
ą
cznie po odł
ą
czeniu wtyczki z gniazdka
zasilaj
ą
cego.
Uwaga! Urz
ą
dzenie nie jest plombowane i u
ż
ytkownik mo
ż
e zdj
ąć
obudow
ę
spawarki w celu usuni
ę
cia
drobnych awarii.
Objawy
Przyczyna
Post
ę
powanie
Brak zasilania, sygnał awarii lub
wadliwa praca urz
ą
dzenia
Brak poł
ą
czenia lub lu
ź
na wtyczka wewn
ą
trz
urz
ą
dzenia
Sprawdzi
ć
i poprawi
ć
poł
ą
czenia wszystkich
wtyczek elektrycznych wewn
ą
trz urz
ą
dzenia
Brak podawania drutu
elektrodowego (silnik podajnika
pracuje)
Za słaby docisk rolki
Ustawi
ć
prawidłowy docisk
Niewła
ś
ciwa
ś
rednica rowka rolki
prowadz
ą
cej
Zało
ż
y
ć
wła
ś
ciw
ą
rolk
ę
prowadz
ą
c
ą
Zanieczyszczony prowadnik drutu w uchwycie
Wyczy
ś
ci
ć
prowadnik drutu elektrodowego
Zablokowany drut elektrodowy w ko
ń
cówce
pr
ą
dowej
Wymieni
ć
ko
ń
cówk
ę
pr
ą
dow
ą
Nieregularny posuw drutu
elektrodowego
Uszkodzona ko
ń
cówka pr
ą
dowa
Wymieni
ć
ko
ń
cówk
ę
pr
ą
dow
ą
Rowek rolki podaj
ą
cej jest brudny lub
uszkodzony
Wyczy
ś
ci
ć
rowek rolki lub wymieni
ć
rolk
ę
Szpula z drutem ociera o
ś
cianki pokrywy
spawarki
Zamocowa
ć
poprawnie szpul
ę
z drutem
Łuk nie zajarza si
ę
Brak wła
ś
ciwego styku zacisku przewodu
masowego
Poprawi
ć
styk zacisku masowego
Uszkodzony przeł
ą
cznik w uchwycie MIG
Wymieni
ć
przeł
ą
cznik
Niewła
ś
ciwe podł
ą
czenie uchwytu MIG do
urz
ą
dzenia
Sprawdzi
ć
stan poł
ą
cze
ń
elektrycznych
uchwytu
Łuk zbyt długi i nieregularny
Napi
ę
cie spawania za wysokie
Zmniejszy
ć
napi
ę
cie spawania
Pr
ę
dko
ść
podawania drutu za mała
Zwi
ę
kszy
ć
pr
ę
dko
ść
podawania drutu
Łuk zbyt krótki
Napi
ę
cie spawania zbyt niskie
Zwi
ę
kszy
ć
napi
ę
cie spawania
Pr
ę
dko
ść
podawania drutu za du
ż
a
Zmniejszy
ć
pr
ę
dko
ść
podawania drutu
Po wł
ą
czeniu zasilania lampka
sygnalizacji zał
ą
czenia zasilania nie
ś
wieci si
ę
Brak napi
ę
cia zasilania
Sprawdzi
ć
bezpieczniki na przył
ą
czu
sieciowym
Ś
wieci si
ę
dioda przegrzania
Urz
ą
dzenie zostało przegrzane.
Odczeka
ć
kilka minut a
ż
dioda zga
ś
nie i
kontynuowa
ć
spawanie.
Wentylator nie pracuje
Wentylator został zablokowany zagi
ę
t
ą
osłon
ą
Wyprostowa
ć
osłon
ę
wentylatora
Niezadowalaj
ą
ca jako
ść
spoiny
Nieodpowiednie lub złej jako
ś
ci u
ż
yte
materiały lub cz
ęś
ci eksploatacyjne,
Wymieni
ć
cz
ęś
ci eksploatacyjne. Zmieni
ć
drut
spawalniczy na drut samoosłonowy firmy
Kiswel
Niewła
ś
ciwy drut spawalniczy
Zało
ż
y
ć
drut samoosłonowy firmy Kiswel
10. INSTRUKCJA EKSPLOATACJI
Eksploatacja spawarki półautomatycznej MIG 130F powinna odbywa
ć
si
ę
w atmosferze wolnej od
składników
ż
r
ą
cych i du
ż
ego zapylenia. Nie nale
ż
y ustawia
ć
urz
ą
dzenia w miejscach zakurzonych, w pobli
ż
u
pracuj
ą
cych szlifierek itp.
Nale
ż
y unika
ć
eksploatacji w
ś
rodowiskach o du
ż
ej wilgotno
ś
ci, a w szczególno
ś
ci w sytuacjach
wyst
ę
powania rosy na elementach metalowych.
W przypadku wyst
ą
pienia rosy na elementach metalowych np. po wprowadzeniu chłodnego urz
ą
dzenia do
ciepłego pomieszczenia nale
ż
y poczeka
ć
do chwili znikni
ę
cia rosy. Zaleca si
ę
w razie eksploatacji spawarki
na wolnym powietrzu umieszczenie jej pod dachem w celu zabezpieczenia przed niekorzystnymi warunkami
atmosferycznymi.
Urz
ą
dzenie MIG 130F powinno by
ć
eksploatowane w nast
ę
puj
ą
cych warunkach:
-
zmiany warto
ś
ci skutecznej napi
ę
cia zasilania nie wi
ę
ksze ni
ż
10%
-
temperatura otoczenia od –10°C do +40°C
-
ci
ś
nienie atmosferyczne 860 do 1060 hPa
8
-
wilgotno
ść
wzgl
ę
dna powietrza atmosferycznego nie wi
ę
ksza ni
ż
80%
-
wysoko
ść
nad poziomem morza do 1000m
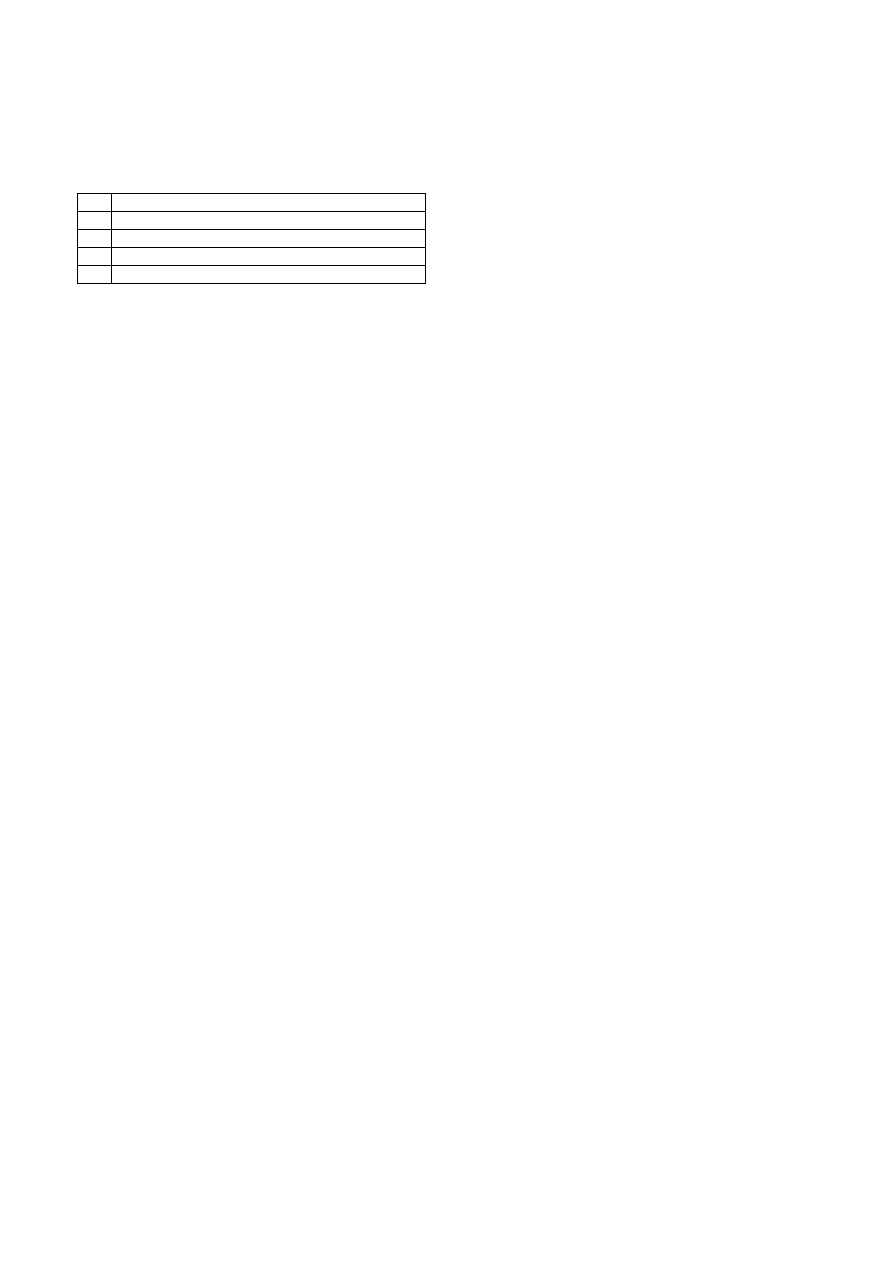
Wykaz cz
ęś
ci eksploatacyjnych:
1
Rolka podajnika 26 x 7 x 8mm
2
Ko
ń
cówka pr
ą
dowa TW-14 M6x25
3
Ł
ą
cznik pr
ą
dowy TW-14
4
Dysza gazowa TW-14
5
Wkład stalowy
Pełny wykaz cz
ęś
ci eksploatacyjnych oraz cz
ęś
ci zamiennych dost
ę
pny jest na stronie internetowej
www.tecweld.pl oraz w firmie TECWELD. Istnieje mo
ż
liwo
ść
bezpo
ś
redniego zakupu tych cz
ęś
ci.
11. INSTRUKCJA KONSERWACJI
W ramach codziennej obsługi nale
ż
y utrzymywa
ć
spawark
ę
w czysto
ś
ci oraz sprawdza
ć
stan poł
ą
cze
ń
zewn
ę
trznych.
Regularnie wymienia
ć
cz
ęś
ci eksploatacyjne.
Okresowo czy
ś
ci
ć
urz
ą
dzenie wewn
ą
trz poprzez przedmuch spr
ęż
onym powietrzem.
Nie mniej ni
ż
raz na pół roku nale
ż
y dokona
ć
ogólnego przegl
ą
du oraz stanu poł
ą
cze
ń
elektrycznych, a w
szczególno
ś
ci:
-
stanu ochrony przeciwpora
ż
eniowej
-
stanu izolacji
-
stanu układu zabezpiecze
ń
-
poprawno
ś
ci działania układu chłodzenia
12. INSTRUKCJA PRZECHOWYWANIA I TRANSPORTU
Urz
ą
dzenie nale
ż
y przechowywa
ć
w temperaturze –10°C do +40°C i wilgotno
ś
ci wzgl
ę
dnej do 80% wolnych
od
ż
r
ą
cych wyziewów i pyłów. Transport opakowanych urz
ą
dze
ń
powinien odbywa
ć
si
ę
krytymi
ś
rodkami
transportowymi. Na czas transportu opakowane urz
ą
dzenie nale
ż
y zabezpieczy
ć
przed przesuwaniem si
ę
oraz zapewni
ć
im wła
ś
ciw
ą
pozycj
ę
.
13. SPECYFIKACJA KOMPLETU
1.
Ź
ródło MIG 130F
1 szt.
Wyposa
ż
enie:
a) uchwyt spawalniczy TW-14
2,1 m
b) przewód masowy z zaciskiem kleszczowym
2 m
c) przewód zasilaj
ą
cy
2 m
2. Tarcza spawalnicza
1 szt.
3. Szczotka druciana z młotkiem
1 szt.
4. Instrukcja obsługi
1 szt.
5. Opakowanie
1 szt.
9
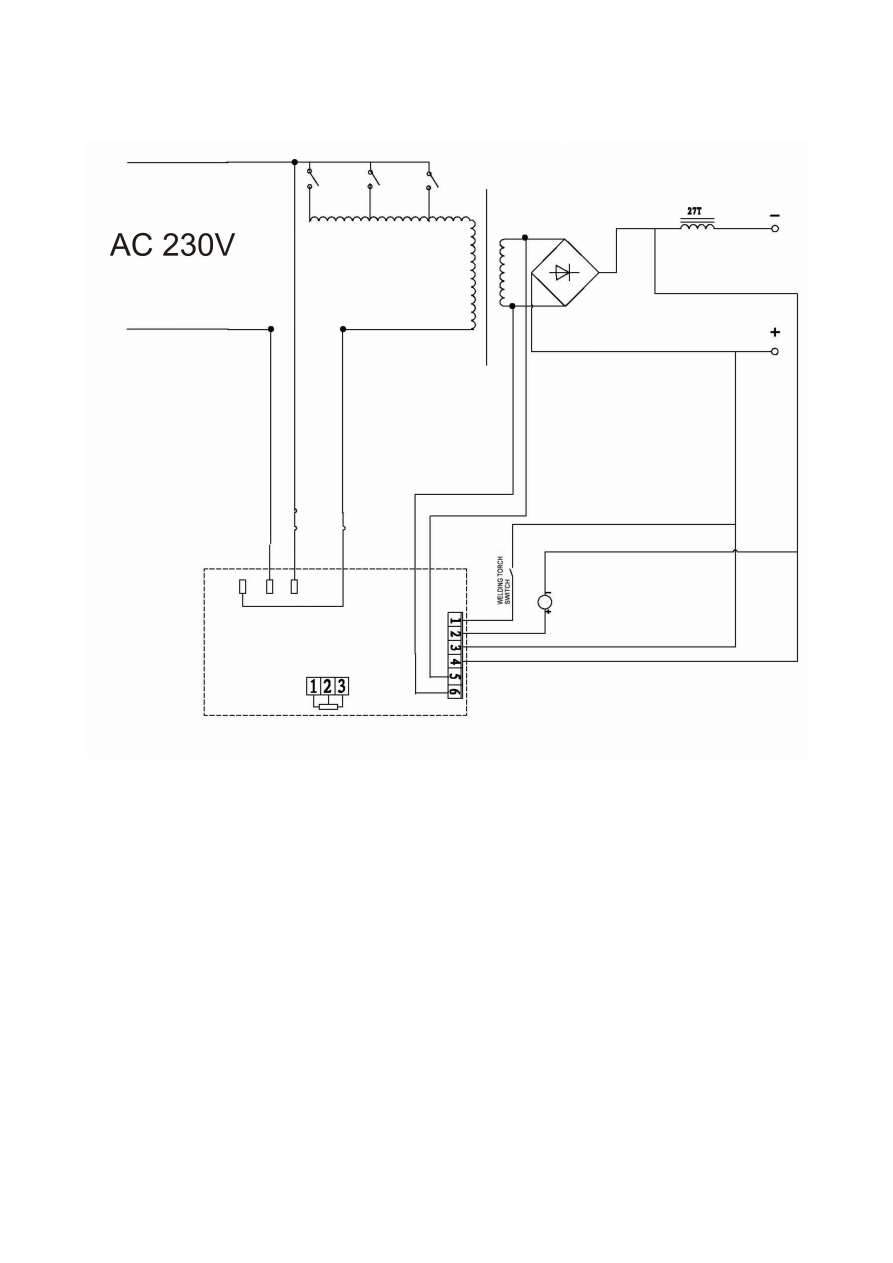
14. SCHEMAT ELEKTRYCZNY
15. GWARANCJA
Gwarancji udziela si
ę
na okres 12 miesi
ę
cy od daty sprzeda
ż
y umieszczonej na karcie gwarancyjnej
.
Gwarancja b
ę
dzie respektowana po przedstawieniu przez reklamuj
ą
cego dowodu zakupu (paragon
lub faktura) oraz karty gwarancyjnej z wpisan
ą
nazw
ą
produktu, numerem fabrycznym, dat
ą
sprzeda
ż
y oraz opatrzonej piecz
ą
tk
ą
punktu sprzeda
ż
y
.
W przypadku naprawy gwarancyjnej reklamowane urz
ą
dzenie nale
ż
y wysyła
ć
do firmy TECWELD
firm
ą
spedycyjn
ą
GLS. Przesyłki wysyłane na koszt firmy TECWELD za po
ś
rednictwem innych firm
spedycyjnych nie b
ę
d
ą
przyjmowane !!
Spawark
ę
nale
ż
y dostarczy
ć
wraz z uchwytem spawalniczym. Reklamacje urz
ą
dzenia bez uchwytu
spawalniczego nie b
ę
d
ą
rozpatrywane.
Urz
ą
dzenie przesyłane do reklamacji musi by
ć
zapakowane w oryginalny karton oraz zabezpieczone
oryginalnymi kształtkami styropianowymi. Firma Tecweld nie ponosi odpowiedzialno
ś
ci za
uszkodzenia spawarki wynikłe podczas transportu.
10
Je
ż
eli zamierzasz pozby
ć
si
ę
tego produktu, nie wyrzucaj go razem ze
zwykłymi domowymi odpadkami. Według dyrektywy WEEE (Dyrektywa
2002/96/EC) obowi
ą
zuj
ą
cej w Unii Europejskiej dla u
ż
ywanego sprz
ę
tu
elektrycznego i elektronicznego nale
ż
y stosowa
ć
oddzielne sposoby
utylizacji.
W Polsce zgodnie z przepisami ustawy z dnia 1 lipca 2005r. o zu
ż
ytym
sprz
ę
cie elektrycznym i elektronicznym zabronione jest umieszczanie
ł
ą
cznie z innymi odpadami zu
ż
ytego sprz
ę
tu oznakowanego symbolem
przekre
ś
lonego kosza.
U
ż
ytkownik, który zamierza pozby
ć
si
ę
tego produktu, jest zobowi
ą
zany do oddania zu
ż
ytego sprz
ę
tu
elektrycznego i elektronicznego do punktu zbierania zu
ż
ytego sprz
ę
tu. Punkty zbierania prowadzone s
ą
m.in. przez sprzedawców hurtowych i detalicznych tego sprz
ę
tu oraz przez gminne jednostki
organizacyjne prowadz
ą
ce działalno
ść
w zakresie odbierania odpadów.
Powy
ż
sze obowi
ą
zki ustawowe wprowadzone zostały w celu ograniczenia ilo
ś
ci odpadów powstałych
ze zu
ż
ytego sprz
ę
tu elektrycznego i elektronicznego oraz zapewnienia odpowiedniego poziomu
zbierania, odzysku i recyklingu zu
ż
ytego sprz
ę
tu. Prawidłowa realizacja tych obowi
ą
zków ma
znaczenie zwłaszcza w przypadku, gdy w zu
ż
ytym sprz
ę
cie znajduj
ą
si
ę
składniki niebezpieczne, które
maj
ą
szczególnie negatywny wpływ na
ś
rodowisko i zdrowie ludzi.
Masa sprz
ę
tu 16,06 kg
TECWELD Piotr Polak
41-943 Piekary
Ś
l
ą
skie ul. Szmaragdowa 21/3/6
oddział:
41-909 Bytom ul. Krzy
ż
owa 3
Tel. (+48 32) 38-69-428, fax (+48 32) 38-69-434,
e-mail: info@tecweld.pl
www.tecweld.pl
DEKLARACJA ZGODNO
Ś
CI
01/MIG130F/2013
Upowa
ż
niony przedstawiciel producenta:
TECWELD Piotr Polak
41-943 Piekary
Ś
l
ą
skie
ul. Szmaragdowa 21/3/6
oddział:
41-909 Bytom
ul. Krzy
ż
owa 3
POLSKA
Deklarujemy,
ż
e ni
ż
ej wymieniony wyrób:
Spawarka inwertorowa
Nazwa handlowa:
MIG 130F
Typ:
MIG 130F
Znak towarowy producenta:
do którego odnosi si
ę
niniejsza deklaracja spełnia wymogi nast
ę
puj
ą
cych dyrektyw Unii Europejskiej oraz
przepisów krajowych wprowadzaj
ą
cych te dyrektywy:
Dyrektywy Niskonapi
ę
ciowej LVD 2006/95/EC
Dyrektywy Kompatybilno
ś
ci Elektromagnetycznej EMC 2004/108/EC
Dyrektywy RoHS II 2011/65/UE
oraz jest zgodny z nast
ę
puj
ą
cymi normami:
PN-EN 60974-1:2013-04 sprz
ę
t do spawania łukowego -- Cz
ęść
1: Spawalnicze
ź
ródła energii,
PN-EN 60974-10:2010 sprz
ę
t do spawania łukowego -- Cz
ęść
10: Wymagania dotycz
ą
ce
kompatybilno
ś
ci elektromagnetycznej (EMC),
PN-EN 50581:2013-03 Dokumentacja techniczna oceny wyrobów elektrycznych i elektronicznych
z uwzgl
ę
dnieniem ograniczenia stosowania substancji niebezpiecznych.
Rok umieszczenia znaku CE na urz
ą
dzeniu:
2009
Bytom, dn. 05.07.2013
Piotr Polak
(podpis osoby upowa
ż
nionej)
Wyszukiwarka
Podobne podstrony:
Piec LSL UB Instrukcja obsługi
Instrukcja obslugi Uchwyt samoc Nieznany
INSTRUKCJA OBSŁUGI DEKODER SAGEM ISD 4285 PL
Instrukcja obsługi interfejs KKL OPEL, BMW, VAG
Instrukcja obsługi Farymann 15D 18D
Instrukcja obslugi wymiennikow CB alfa laval
Instrukcja obslugi klimatyzacji Vectra B
14 Instrukcja obsługi BFZ
INSTRUKCJA OBSŁUGI APARAT KODAK EASYSHARE Z1285 PL
iobsł Dłutownica DAA-16, BHP, Instrukcje-Obsługi
INSTRUKCJA OBSŁUGI HYDRAULICZNEJ NADZIEWARKI DO KIEŁBAS(1), GOTOWANIE I ŻYWIENIE, GASTRONOMIA
pHmetr-instrukcja obsługi, Inżynieria środowiska, inż, Semestr II, Chemia ogólna, laboratorium
Czyszczarka naroża CNR-200, BHP, Instrukcje-Obsługi
Żuraw, BHP, Instrukcje-Obsługi
Pilarka DMMC, BHP, Instrukcje-Obsługi
Centralka MCR OMEGA, BHP, Instrukcje-Obsługi
Prasa hydrauliczna HAP, BHP, Instrukcje-Obsługi
Instrukcja obsługi CloudA 1
więcej podobnych podstron