
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Andrzej Zych
Jerzy Giemza
Wykonywanie połączeń spajanych 722[03].Z2.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Michał Sylwestrzak
mgr inż. Grzegorz Śmigielski
Opracowanie redakcyjne:
mgr inż. Andrzej Zych
Konsultacja:
dr inż. Janusz Figurski
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[03].Z2.05
„Wykonywanie połączeń spajanych”, zawartej w modułowym programie nauczania dla zawodu
Ślusarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Spawanie gazowe i elektryczne
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
12
4.1.4. Sprawdzian postępów
17
4.2. Zgrzewanie
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
20
4.2.3. Ćwiczenia
20
4.2.4. Sprawdzian postępów
23
4.3. Lutowanie miękkie i twarde
24
4.3.1. Materiał nauczania
24
4.3.2. Pytania sprawdzające
25
4.3.3. Ćwiczenia
26
4.3.4. Sprawdzian postępów
27
5. Sprawdzian osiągnięć
28
6. Literatura
34

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy i kształtowaniu umiejętności
wykonywania połączeń zgrzewanych, spawanych i lutowanych.
Poradnik zawiera 3 tematy, są to: Spawanie elektryczne i gazowe, Zgrzewanie, Lutowanie
twarde i miękkie.
Treści zawarte w temacie „Spawanie elektryczne i gazowe” umożliwią Ci kształtowanie
umiejętności wykonywania spawania elektrycznego, gazowego oraz cięcia gazowego.
Treści zawarte w temacie „Zgrzewanie” umożliwią Ci ukształtować umiejętności
wykonywania operacji zgrzewania oporowego punktowego, liniowego i garbowego.
Treści zawarte w temacie „Lutowanie twarde i miękkie” umożliwią Ci ukształtowanie
umiejętności lutowania lutami miękkimi oraz lutami twardymi.
Ponadto w każdym temacie znajdziesz podstawowe informacje na temat bezpieczeństwa
i higieny pracy oraz ochrony środowiska naturalnego
Poradnik ten posiada następującą strukturę:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiadomości, które
powinieneś mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia.
3. Materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń. Materiał nauczania obejmuje:
−
informacje, opisy, tabele, rysunki dotyczące tematu,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczeń,
−
zestaw ćwiczeń,
−
sprawdzian postępów.
4. Sprawdzian osiągnięć zawierający zestaw zadań testowych z zakresu całej jednostki
modułowej.
5. Zestaw literatury przydatnej do wykonywania ćwiczeń oraz uzupełniania wiadomości.
Jeżeli będziesz miał trudności ze zrozumieniem tematu lub wykonaniem ćwiczenia, to
poproś nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze
wykonujesz daną czynność. Po przerobieniu materiału nauczania spróbuj rozwiązać
sprawdzian osiągnięć.
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa
i
higieny
pracy
oraz instrukcji przeciwpożarowych dotyczących
wykonywanych prac. Wymagania te poznasz podczas trwania nauki.
Podczas wykonywania ćwiczeń musisz pamiętać o dokładnym, uważnym i spokojnym
wykonywaniu pracy, gdyż będziesz narażony na różnego rodzaju urazy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
722[03].Z2
Technologia wytwarzania
części maszyn
722[03].Z2.01
Wykonywanie typowych
zabiegów na tokarkach
722[03].Z2.02
Wykonywanie typowych
zabiegów na frezarkach
722[03].Z2.03
Wykonywanie typowych
zabiegów na szlifierkach
722[03].Z2.05
Wykonywanie połączeń
spajanych
722[03].Z2.04
Wykonywanie obróbki
cieplnej i plastycznej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
posługiwać się jednostkami układu SI,
−
odczytywać informacje z rysunków technicznych,
−
wykonywać szkice części maszyn,
−
wykonywać pomiary warsztatowe,
−
rozróżniać materiały metalowe, niemetalowe i pomocnicze stosowane w pracach
ślusarskich,
−
dobierać materiały do wykonywanych prac ślusarskich,
−
wykonywać trasowanie,
−
wykonywać cięcie i przecinanie materiału,
−
udzielać pierwszej pomocy osobom poszkodowanym w wypadkach przy pracy,
−
przestrzegać regulaminy obowiązujące w pracowniach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować podstawowe procesy spawalnicze,
−
rozróżnić rodzaje złączy spawanych i rodzaje spoin,
−
określić wady i zalety połączeń spawanych,
−
rozróżnić urządzenia, przyrządy oraz materiały do spawania gazowego i elektrycznego,
−
przygotować elementy do spawania,
−
wykonać złącze za pomocą spawania gazowego i elektrycznego,
−
wykonać napawanie,
−
wykonać cięcie gazowe,
−
wyjaśnić istotę zgrzewania,
−
wykonać połączenia blach za pomocą zgrzewania punktowego,
−
scharakteryzować lutowanie,
−
dobrać narzędzia, urządzenia i materiały do lutowania,
−
wykonać połączenia lutowane lutem miękkim,
−
wykonać połączenia lutowane lutem twardym,
−
ocenić jakość wykonanych połączeń spajanych,
−
zastosować środki ochrony indywidualnej podczas spawania i zgrzewania,
−
zastosować przepisy bhp, ochrony ppoż. i ochrony środowiska podczas wykonywania
połączeń spajanych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Spawanie gazowe i elektryczne
4.1.1. Materiał nauczania
Podstawy spawania
Połączenia spawane, obok lutowanych i zgrzewanych są połączeniami nierozłącznymi.
Spawaniem nazywamy łączenie ze sobą metalu za pomocą złącza spawanego (rysunek 2), przy
czy następuje nadtopienie brzegów łączonych części i ich zespolenie. Podczas spawania
powstaje spoina, która powstaje z roztopienia brzegów łączonych metali lub przez dodanie
spoiwa. Proces spawania polega na miejscowym nagrzaniu i nadtopieniu brzegów łączonych
metali i spoiwa (np. z elektrody), a następnie następuje oziębienie złącza i trwałe połączenie.
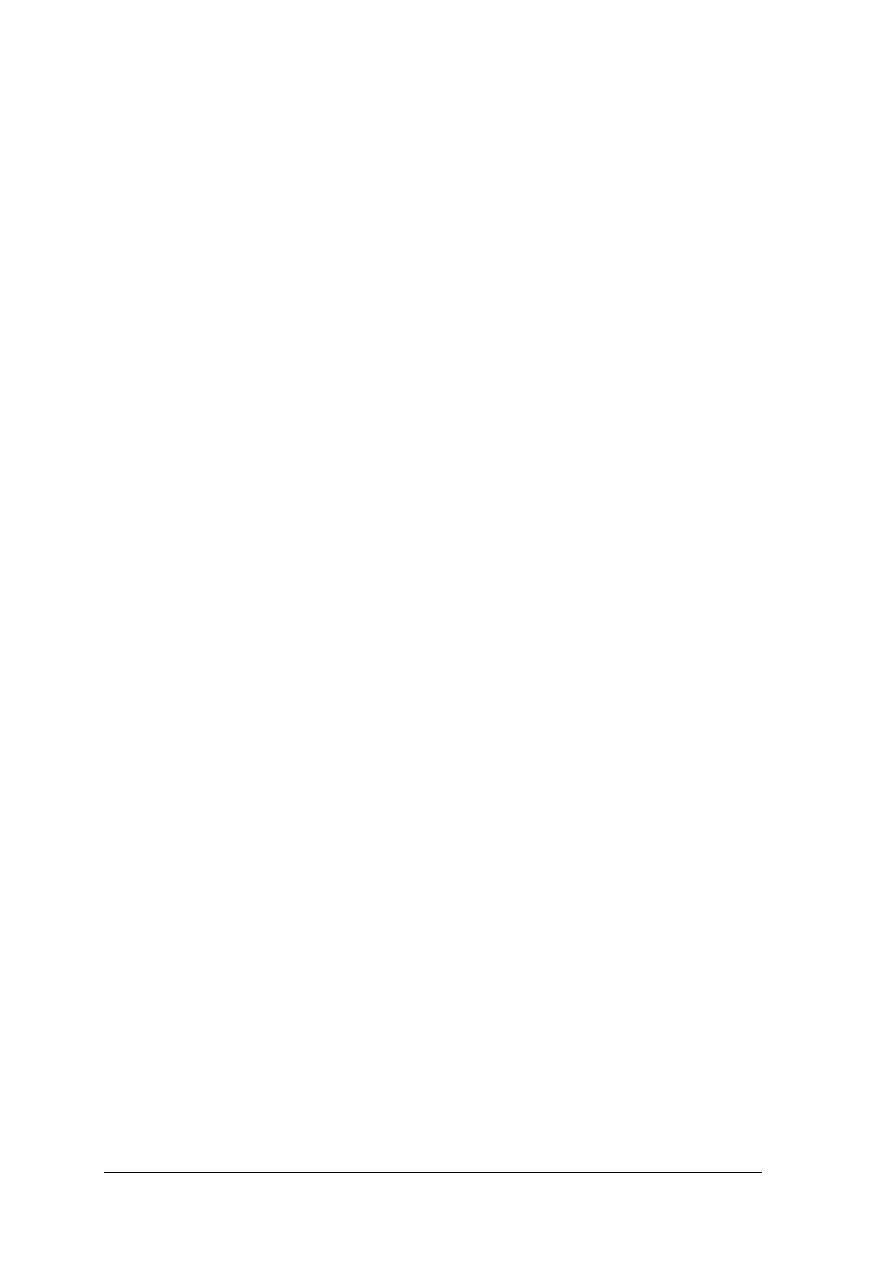
Wybrane metody spawania przedstawia rysunek 1.
Rys. 1. Wybrane metody spawania
Rys. 2. Złącze spawane [2, s. 203]
W konstrukcjach spawanych stosuje się różnego rodzaju złącza. Do podstawowych
rodzajów złącz należą złącza: doczołowe ze spoiną czołową, teowe, narożne, krzyżowe,
zakładkowe, przylgowe ze spoiną grzbietową.
Wykonując złącze spawane można „położyć” różne rodzaje spoin. Do podstawowych
należą spoiny: czołowe, pachwinowe i grzbietowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
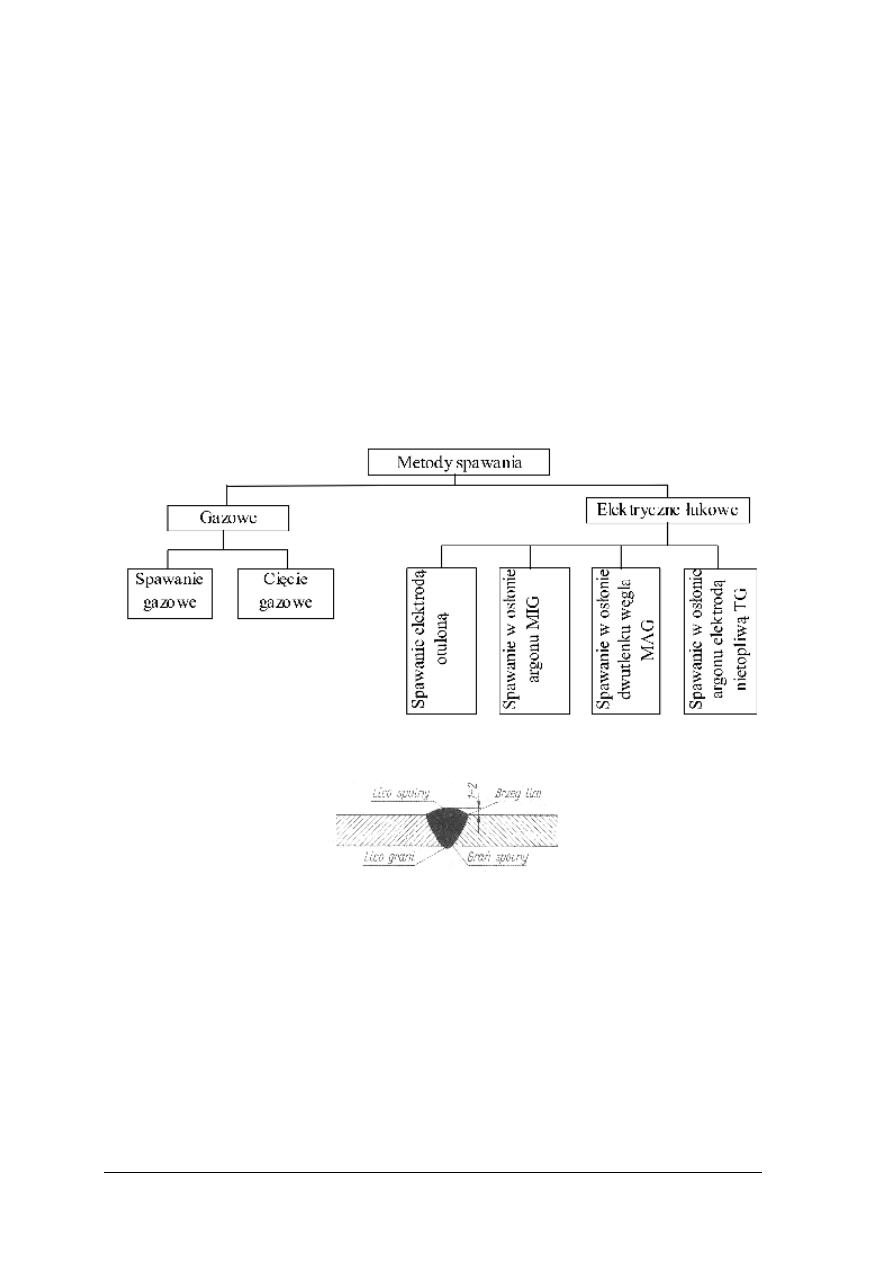
Rys. 3. Rodzaje spoin: a) czołowe, b) pachwinowe, c) otworowe, d) grzbietowe [2, s. 203]
Rys. 4. Rodzaje złącz spawanych: a) doczołowe ze spoina czołową, b) teowe, c) narożne,
d) krzyżowe, e) zakładkowe, f) przylgowe ze spoiną grzbietową [6, s. 331]
Wykonując złącza spawane spawacz musi to robić w różnych pozycjach, w zależności od
miejsca położenia spoiny w spawanej konstrukcji. Podstawowe pozycje spawania przedstawia
rysunek 5.
Rys. 5. Pozycje spawania
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Spawanie metali posiada szereg zalet. Otrzymuje się połączenia o wytrzymałości
porównywalnej z wytrzymałością łączonych części. Złącze jest trwałe, dość łatwe
w wykonaniu, a przy dostępności sprzętu i materiałów do spawania, jest szybką metoda
łączenia i stosunkowo tanią. Do wad należy zaliczyć wysoki koszt sprzętu do spawania.
Podczas spawania mogą powstać rożne wady spoin, które pogarszają jakość wykonanego
złącza. W skrajnych przypadkach całe złącze należy wycinać i spawać na nowo. Do
najczęstszych wad zaliczamy: pęcherze (zamknięte przestrzenie wewnątrz spoiny wypełnione
gazem), wtrącenia (żużel lub cząstka obcego metali wewnątrz spoiny), przyklejenie (brak
stopienia brzegów łączonych części), niewłaściwy przetop (brak wypełnienia grani spoiny –
spodu spoiny), pęknięcia spoiny i metalu w pobliżu spoiny, nadmierny nadlew.
Rys. 6. Wady spoin: a) pęcherze, b) wtrącenia
Badanie spoin przeprowadza się przez oględziny oraz metodami wykorzystującymi
specjalne przyrządy (prześwietlenia spoin, badania ultradźwiękami). Ponadto, w przypadku
zbiorników przeprowadza się próby szczelności.
Przygotowanie do spawania
Przygotowanie spawania wymaga: przygotowania materiału do spawania oraz
przygotowania stanowiska do spawania.
Przygotowanie materiału polega na takim przygotowaniu krawędzi łączonych części, aby
spoina była mocna i wytrzymała.
Przygotowanie stanowiska do spawania polega na przygotowaniu urządzeń i narzędzi
spawalniczych, materiałów spawalniczych (np. elektrod) oraz sprzętu i środków ochrony
indywidualnej.
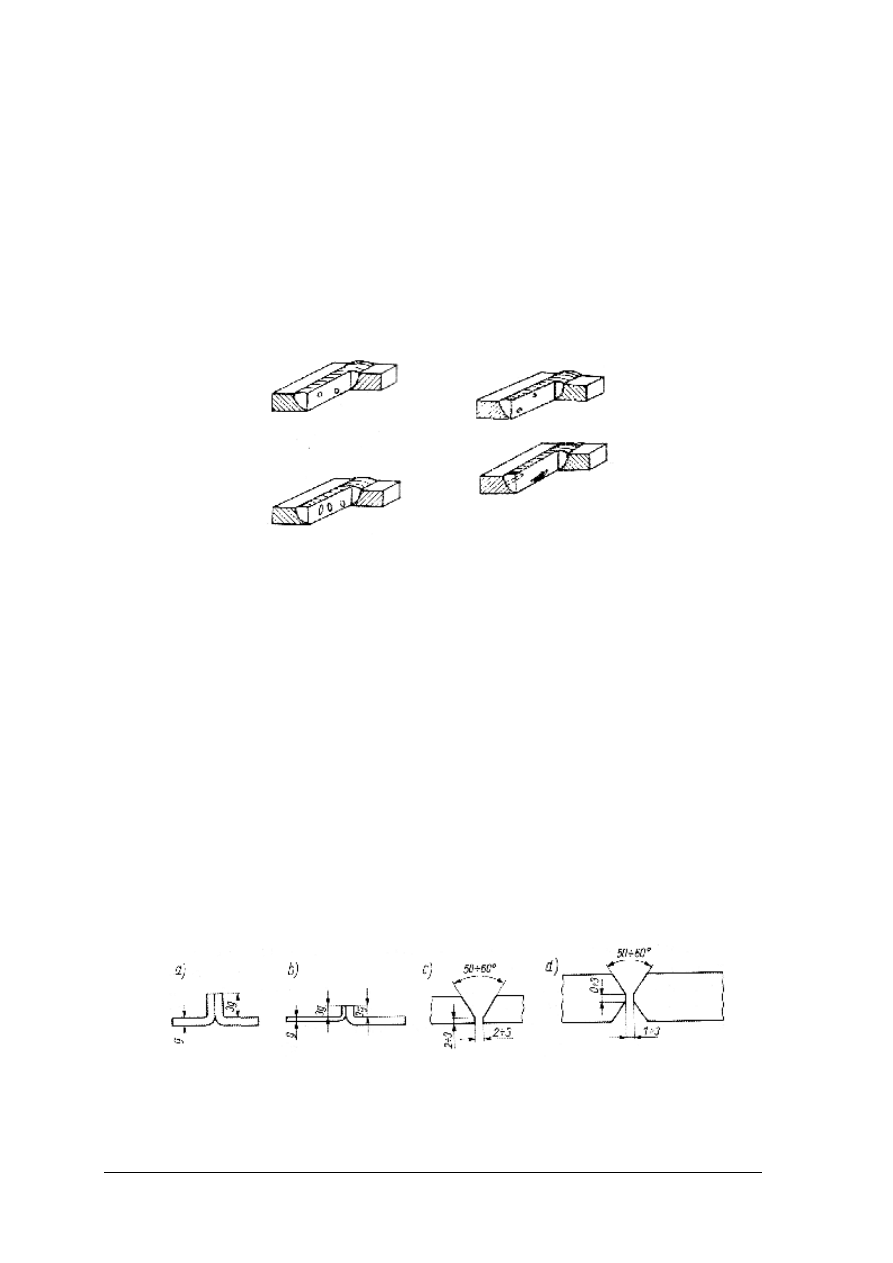
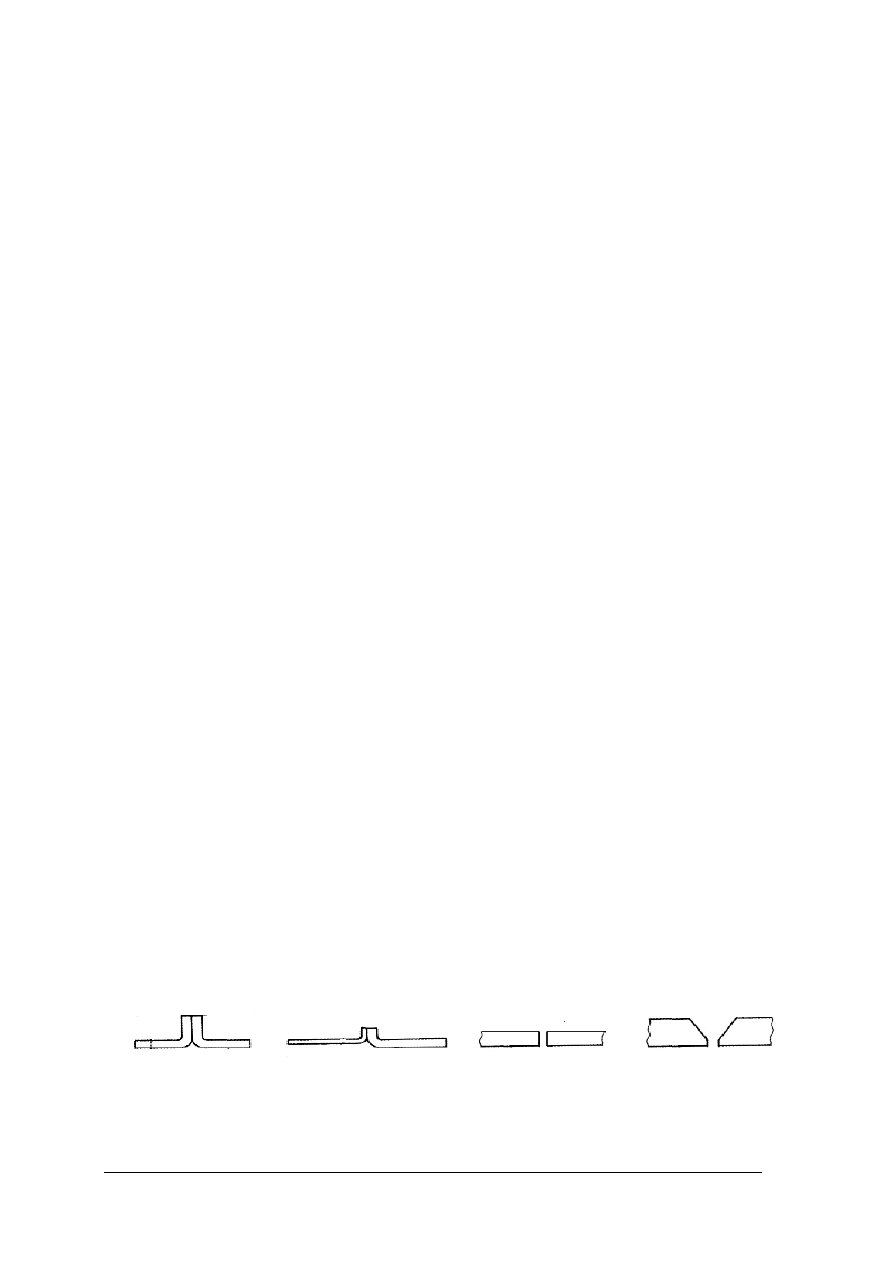
Przygotowanie materiału do spawania przedstawione jest na rysunku 7, przy czym nie
zaznaczono sposobu przygotowania blach od 2 do 5 mm, gdyż blach o tych grubościach nie
zawija się i nie ukosuje.
Rys. 7. Przygotowanie brzegów materiału do spawania (zawijanie i ukosowanie): a) cienkie blachy
o grubości do 2 mm, b) blach o różnej grubości, c) blach o grubości od 4 do 12 mm, d)
blach o grubości ponad 12 mm [2, s. 208]
a)
b)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Przygotowanie stanowiska do spawania elektrycznego polega na przygotowaniu agregatu
spawalniczego (spawarki), nastawieniu odpowiednich parametrów, podłączeniu przewodów,
dobraniu odpowiedniej elektrody, bądź drutu i gazów ochronnych oraz sprzętu ochrony
indywidualnej i sprzętu ochronnego całego stanowiska pracy. Wykonywania tego zadania
nauczysz się podczas ćwiczeń.
Przygotowanie stanowiska do spawania gazowego polega na przygotowaniu butli
z tlenem
i acetylenem,
przygotowaniu
drutu
spawalniczego,
przygotowaniu
węży
spawalniczych i palnika oraz sprzętu ochrony indywidualnej. Wykonywania tego zadania
nauczysz się podczas ćwiczeń.
Przygotowanie stanowiska do cięcia gazowego jest podobne, jak w przypadku spawania
gazowego. Różnica polega na tym, że konieczny jest inny palnik oraz można stosować inny
gaz palny. Poza acetylenem może to być gaz propan butan. Wykonywania tego zadania
nauczysz się podczas ćwiczeń.
Spawanie elektryczne
Do podstawowych metod spawania elektrycznego należą: spawanie elektroda otuloną,
spawanie w osłonie gazów ochronnych nieaktywnych (argon) MIG, gazów aktywnych MAG
(dwutlenek węgla) oraz ochronie gazów nieaktywnych elektrodą nietopliwą (TIG).
Spawanie elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje się przez
stopienie łukiem elektrycznym (łuk powstaje pomiędzy rdzeniem elektrody pokrytym otuliną,
a łączonymi metalami) topliwej elektrody otulonej i materiału spawanego. Elektroda otulona
przesuwana jest ręcznie przez spawacza wzdłuż linii spawania i ustawiona pod pewnym kątem.
Do spawania elektrodą otuloną używa się spawarek na prąd stały i przemienny (przy czym na
prąd przemienny wytwarza się spawarki małe, stosowane do prac pomocniczych i domowych).
Obecnie powszechnie stosuje się agregaty spawalnicze na prąd stały, w których prąd
przemienny z sieci przetwarzany jest na stały przez prostownik spawarki. Agregat spawalniczy
posiada regulację natężenia prądu w zakresie od kilkudziesięciu do kilkuset amperów. W skład
agregatu wchodzi spawarka, przewód podłączany do masy (do elementów łączonych) oraz
przewód z rączką do mocowania elektrody. Jako sprzęt ochrony indywidualnej stosuje się
ubranie ochronne, rękawice ochronne, buty ochronne oraz maskę spawalniczą chroniącą twarz
i oczy.
Dobór rodzaju elektrod zależy od rodzaju łączonego materiału i wymaganych właściwości
złącza.
Spawanie metodami MIG i MAG jest najczęściej stosowane w procesach spawalniczych.
W metodzie MIG/MAG łuk jarzy się pomiędzy materiałem spawanym, a drutem spawalniczym
automatycznie podawanym przez podajnik drutu. Miejsce spawania osłonięte jest gazem
obojętnym (w MIG gaz oparty na argonie) lub aktywnym (w MAG dwutlenek węgla). Do
spawania stosuje się agregat spawalniczy posiadający podajnik drutu spawalniczego, przewód
z rączką, w którym znajduje się przewód podający drut spawalniczy i wąż podający gaz
ochronny. Środki ochrony indywidualnej i zbiorowej są takie same jak w przypadku spawania
elektrodą otuloną.
Spawanie metodą TIG pozwala na uzyskiwanie najwyższej jakości spoin w stalach
niestopowych, niskostopowych, nierdzewnych oraz w aluminium, miedzi i ich stopach.
W metodzie TIG łuk jarzy się pomiędzy materiałem spawanym, a nietopliwą elektrodą
wolframową. Metodą tą spawa się bezpośrednio materiał bez dodatkowego drutu
spawalniczego lub z dodawaniem drutu spawalniczego. Miejsce spawania jest osłaniane gazem
obojętnym (najczęściej argonem).
Środki ochrony indywidualnej i zbiorowej są takie same jak w przypadku spawania
elektrodą otuloną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Spawanie i cięcie gazowe
Spawanie gazowe jest metodą łączenia metali, w której nadtopienie brzegów łączonych
części i stopienie drutu spawalniczego dokonywane jest za pomocą płomienia wytwarzanego
z tlenu i acetylenu przez palnik. Spawanie to jest stosowane do spawania rur i blach oraz
w pracach remontowych i pracach w terenie, gdzie nie ma źródła prądu elektrycznego. Metoda
ta jest przydatna również do spawania cienkościennych konstrukcji stalowych.
Cięcie gazowe jest szeroko stosowaną metodą cięcia stali niestopowych i niskostopowych
o grubości od kilku milimetrów do kilkunastu centymetrów. Proces cięcia polega na spalaniu
metalu w tlenie. Ciecie rozpoczyna się nagrzewając miejsce cięcia do wysokiej temperatury.
Następnie odkręca się zawór dostarczający dodatkowy tlen, który powoduje zapalenie się
metalu i wydmuchanie produktów spalania.
Do cięcia i spawania stosuje się tlen oraz gaz palny (do spawania acetylen, do cięcia
acetylen lub propan butan). Gaz doprowadzany jest z butli, lub z instalacji przewodami
o rożnej grubości i kolorze. Na butlach znajdują się reduktory do zredukowania ciśnienia
gazów. Przewody zakończone są palnikami o rożnej wielkości. Palniki do ciecia posiadają
dodatkowy zawór tlenowy, konieczny do zapalenia metalu i przedmuchania szczeliny cięcia.
Jako sprzęt ochrony indywidualnej stosuje się ubranie ochronne, rękawice ochronne, buty
ochronne oraz okulary chroniące oczy.
Do procesów spawalniczych zaliczamy również napawanie. Napawanie jest to pokrywanie
części maszyn warstwą metalu, np. w celu naprawienia uszkodzonego czopa wału
maszynowego. Napawa się warstwą metalu wytarty czop i następnie przetacza się go na
wymagany wymiar.
Bezpieczeństwo i higiena pracy
Podczas wykonywania prac należy stosować się do zasad bezpieczeństwa i higieny pracy
oraz ochrony środowiska.
Podczas pracy bardzo łatwo jest o wypadek lub uraz. Należy więc zachować ostrożność,
prace wykonywać spokojnie i dokładnie, narzędzia stosować zgodnie z przeznaczeniem.
Ponadto należy stosować środki ochrony indywidualnej. Są to rękawice ochronne, buty
ochronne, ubranie ochronne oraz maska spawalnicza z filtrem (ciemne szkiełko). W przypadku
cięcia i spawania gazowego stosuje się okulary ochronne z przyciemnionego szkła.
Bardzo ważne jest stosowanie wentylacji. Będzie to miejscowy odciąg (usuwający
z miejsca spawania dymy i pyły spawalnicze) oraz wentylacja ogólna.
Przy pracach ślusarsko spawalniczych powstaje dużo odpadów metalowych i produktów
powstających w procesie spawania (pyły, odpryski). W związku z tym należy przestrzegać
zasad ochrony środowiska. Wszelkie odpady należy segregować i składać w odpowiednio
oznakowane pojemniki.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są metody spawania?
2. Jakie są rodzaje spawania łukowego?
3. Jakie są rodzaje spoin?
4. Jakie są rodzaje złączy spawanych?
5. Jakie są pozycje spawania?
6. Jakie są zalety i wady spawania?
7. Jakie są główne rodzaje wad spawalniczych?
8. Jakimi metodami bada się spoiny?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
9. Jakie czynności należy wykonać podczas przygotowania stanowiska do spawania?
10. Jak przygotowuje się brzegi blach do spawania?
11. Na czym polega spawanie elektrodą otuloną?
12. Na czym polega spawanie metodą MIG i MAG?
13. Ma czym polega spawanie metodą TIG?
14. Na czym polega spawanie gazowe?
15. Jaki sprzęt jest wymagany do spawania gazowego?
16. Jaki sprzęt jest wymagany do spawania łukiem elektrycznym?
17. Na czym polega cięcie gazowe?
18. Jaki sprzęt ochrony indywidualnej jest wymagany podczas spawania elektrycznego?
19. Jaki sprzęt ochrony indywidualnej jest wymagany podczas spawania gazowego?
4.1.3. Ćwiczenia
Ćwiczenie 1
Korzystając z dokumentacji technicznej oraz instrukcji obsługi, wypisz parametry
techniczne znajdującej się w pracowni spawarki do spawania elektrodą otuloną. Następnie
zapoznaj się z instrukcją obsługi i przygotuj spawarkę do pracy.
Plan pracy
Parametry techniczne spawarki
Główne czynności konieczne do wykonania
przed uruchomieniem spawarki
Główne czynności konieczne do wykonania
w czasie pracy spawarki oraz po zakończeniu
pracy
Zasady i metody bezpiecznego wykonania
pracy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować dokumentację techniczną spawarki i instrukcję obsługi,
2) odczytać i wypisać parametry techniczne spawarki,
3) określić czynności konieczne przed rozpoczęciem pracy oraz po jej zakończeniu,
4) określić i wypisać zasady i metody bezpiecznego wykonania pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna,
−
instrukcja obsługi.
Ćwiczenie 2
Połącz złączem czołowym blachy o grubości 10 mm i wymiarach 50x200 mm, tak aby
powstała blacha o wymiarach 100x200 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać elektrody, spawarkę,
2) ustalić wstępnie parametry spawania,
3) dobrać sprzęt ochrony indywidualnej,
4) określić zagrożenia jakie mogą wystąpić podczas pracy,
5) określić sposób przygotowania materiału do spawania,
6) zorganizować stanowisko pracy,
7) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
8) wykonać spawanie,
9) ocenić jakość wykonanego połączenia.
Plan pracy
Rodzaj elektrody
Rodzaj spawarki
Prąd spawania
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Zwymiarowany
szkic
ukosowanych blach
Oceń
jakość
wykonanego
połączenia (wpisz wady jakie
posiada spoina)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Wyposażenie stanowiska pracy:
–
sprzęt i środki ochrony indywidualnej i zbiorowej,
–
spawarka,
–
2 blachy 50x200x10 ze stali niskostopowej,
–
elektrody,
–
instrukcja obsługi spawarki,
–
dokumentacja techniczna,
–
katalog elektrod,
–
literatura techniczna.
Ćwiczenie 3
Wykonaj napawanie czopa wałka stalowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać elektrody, spawarkę, ustalić wstępnie parametry spawania,
2) dobrać sprzęt i środki ochrony indywidualnej i zbiorowej,
3) zorganizować stanowisko pracy,
4) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
5) wykonać napawanie,
6) ocenić jakość wykonanego napawania.
Plan pracy
Rodzaj elektrody
Rodzaj spawarki
Prąd spawania
Sprzęt ochrony indywidualnej
Oceń
jakość
wykonanego
napawania
Wyposażenie stanowiska pracy:
–
sprzęt i środki ochrony indywidualnej i zbiorowej,
–
spawarka,
–
wałek do napawania,
–
elektrody, instrukcja obsługi spawarki, dokumentacja techniczna,
–
katalog elektrod,
–
literatura techniczna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Ćwiczenie 4
Wykonaj metodą spawania gazowego połączenie dwóch odcinków rur stalowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać sprzęt do spawania,
2) dobrać sprzęt ochrony indywidualnej,
3) określić zagrożenia jakie mogą wystąpić podczas pracy,
4) określić sposób przygotowania materiału do spawania,
5) zorganizować stanowisko pracy,
6) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
7) wykonać spawanie,
8) ocenić jakość wykonanego połączenia.
Plan pracy
Rodzaj sprzętu do spawania
Rodzaj elektrody
Rodzaj drutu do spawania
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
połączenia (wpisz wady jakie
posiada spoina)
Wyposażenie stanowiska pracy:
–
sprzęt ochrony indywidualnej,
–
sprzęt do spawania gazowego,
–
rury stalowe o średnicy od Φ20 do Φ 40,
–
instrukcja obsługi sprzętu do spawania gazowego,
–
literatura techniczna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Ćwiczenie 5
Przetnij blachę stalową o grubości od 10 do 20 mm metodą cięcia gazowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać sprzęt do spawania,
2) dobrać sprzęt ochrony indywidualnej,
3) określić zagrożenia jakie mogą wystąpić podczas pracy,
4) zorganizować stanowisko pracy,
5) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
6) wykonać cięcie,
7) ocenić jakość wykonanego cięcia.
Plan pracy
Rodzaj sprzętu do cięcia
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
cięcia
Wyposażenie stanowiska pracy:
–
sprzęt ochrony indywidualnej potrzebny podczas spawania,
–
sprzęt do cięcia gazowego,
–
blacha stalowa do ciecia,
–
instrukcja obsługi sprzętu do spawania gazowego,
–
literatura techniczna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować sprzęt do spawania i napawania łukowego?
2) przygotować materiał do spawania?
3) dobrać elektrodę, drut spawalniczy?
4) pospawać blachy spoiną doczołową?
5) przygotować sprzęt do spawania i cięcia gazowego
6) pospawać rurę metodą spawania gazowego?
7) przeciąć blachę metodą cięcia gazowego?
8) dobrać sprzęt ochrony indywidualnej do spawania elektrycznego?
9) dobrać sprzęt ochrony indywidualnej do spawania gazowego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Zgrzewanie
4.2.1. Materiał nauczania
Zgrzewanie jest metodą łączenia materiałów polegającą na wytworzeniu na powierzchni
styku łączonych części zgrzeiny, która powstaje przez nagrzewnie fragmentów metalu i ich
dociśnięcie. Rozróżnia się różne metody zgrzewania, w zależności od tego, w jaki sposób
następuje ogrzanie materiału. W zależności od sposobu nagrzewania łączonych części
rozróżnia się zgrzewanie: gazowe (np. palnikiem acetylenowo-tlenowym), elektryczne
(iskrowe lub oporowe), tarciowe (ciepło wytwarza się poprzez tarcie powierzchni styku przy
zastosowaniu odpowiedniego docisku).
Do łączenia elementów maszyn najczęściej stosuje się zgrzewanie elektryczne oporowe.
Podczas zgrzewania oporowego przedmioty łączone są dociskane przez cały czas trwania
procesu elektrodami (zgrzewanie punktowe i liniowe) wykonanymi z miedzi. Zgrzewanie
elektryczne wykonuje się na specjalnych maszynach (zgrzewarkach), dostosowanych do
rodzaju zgrzewania i materiału łączonych części. Najłatwiej zgrzewa się metale o jednakowym
lub zbliżonym składzie chemicznym, np. stale niestopowe (węglowe) oraz stale niestopowe ze
stalami stopowymi lub narzędziowymi itp.
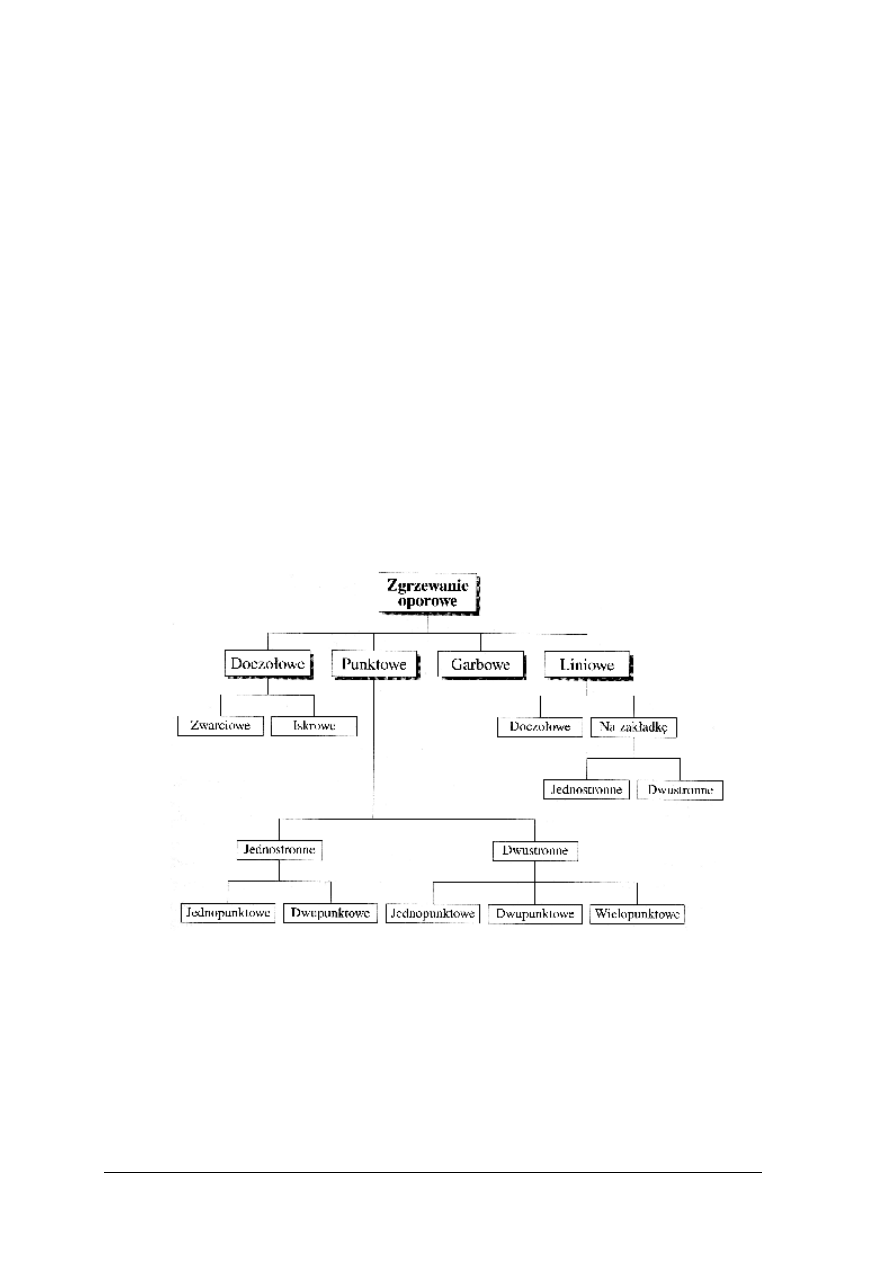
Zgrzewanie elektryczne oporowe można podzielić na doczołowe, punktowe, liniowe
i garbowe. Szczegółowy podział znajduje się na rysunku 8.
Rys. 8. Klasyfikacja zgrzewania oporowego [6, s. 335]
Zgrzewanie punktowe jest najczęściej stosowane do łączenia cienkich blach oraz blach
z różnymi kształtownikami. Proces zgrzewania przebiega następująco. Złożone blachy wkłada
się pomiędzy 2 miedziane elektrody, następnie włączony zostaje docisk i prąd elektryczny.
Trwa to przez odpowiedni (nastawiony na zgrzewarce) czas. Następnie docisk i przepływ
prądu ustępuje, a elementy trwale się łączą. Zgrzew powstaje w miejscu styku blach, gdyż na
styku jest największy opór elektryczny i wydziela się bardzo dużo ciepła, które rozgrzewa
i uplastycznia metal.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
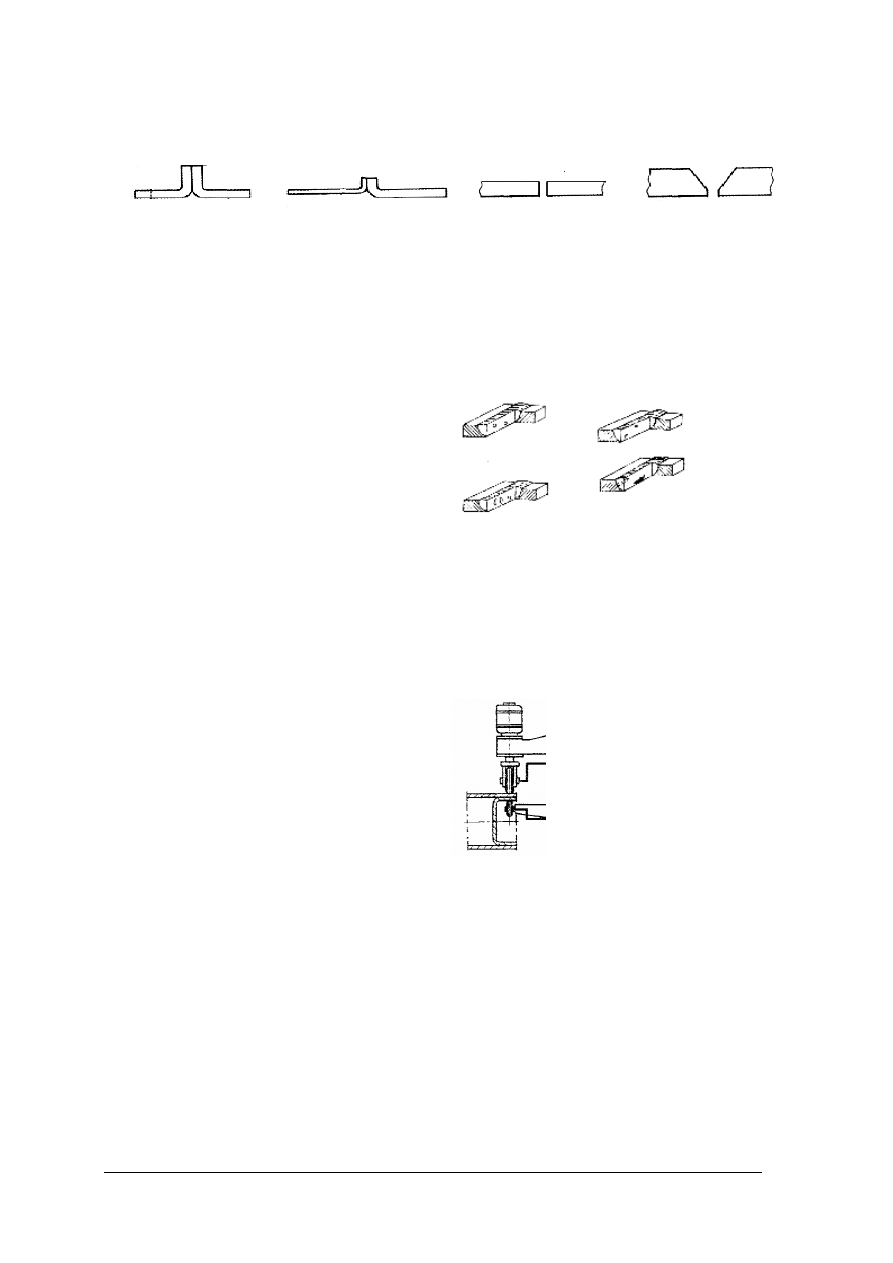
Odmianą zgrzewania punktowego jest zgrzewanie garbowe. Zgrzeina następuje wtedy
w miejscu garbu (miejscowego wybrzuszenia blachy).
Przy zgrzewaniu liniowym elektrody wykonane są w postaci krążków, które obracają się
(przy jednoczesnym przepływie prądu) i dociskają łączone elementy. Zgrzewanie to umożliwia
wykonanie szczelnych połączeń (np. pojemników, rur blaszanych itp. Zgrzewanie punktowe,
liniowe i garbowe przedstawione są na rysunku 9. Przykłady zastosowania zgrzewania
garbowego przedstawia rysunek 10, punktowego 11, a liniowego 12.
Rys. 9. Rodzaje zgrzewania: a) punktowe, b) liniowe, c) garbowe [6, s. 336]
Rys. 10. Przykłady zastosowania zgrzewania garbowego [2, s.216]
Rys. 11. Przykłady zastosowania zgrzewania punktowego [5, s. 294]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 12. Przykłady zastosowania zgrzewania liniowego oraz sposób zgrzewania na zgrzewarce [5, s. 319]
Podczas wykonywania prac należy stosować się do zasad bezpieczeństwa i higieny pracy
oraz ochrony środowiska.
Podczas pracy bardzo łatwo jest o wypadek lub uraz. Należy więc zachować ostrożność,
prace wykonywać spokojnie i dokładnie, narzędzia stosować zgodnie z przeznaczeniem.
Ponadto należy stosować środki ochrony indywidualnej. Są to rękawice ochronne, buty
ochronne, ubranie ochronne oraz przyłbica chroniąca oczy i twarz przed iskrami i odpryskami
powstającymi podczas zgrzewania. Ponadto należy bardzo uważać na obchodzenie się
z blachami, gdyż mogą one spowodować poważne skaleczenia.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega zgrzewanie?
2. Jakie możemy wyróżnić metody zgrzewania?
3. Jakie są rodzaje zgrzewania oporowego?
4. Kiedy stosuje się zgrzewanie punktowe?
5. Kiedy stosuje się zgrzewanie garbowe?
6. Kiedy stosuje się zgrzewanie liniowe?
7. Na jakich urządzeniach przeprowadza się zgrzewanie oporowe?
8. Jakie zalecenia dotyczące bhp obowiązują podczas zgrzewania?
4.2.3. Ćwiczenia
Ćwiczenie 1
Korzystając w dokumentacji technicznej oraz instrukcji obsługi, wypisz parametry
techniczne znajdującej się w pracowni zgrzewarki. Następnie zapoznaj się z instrukcją obsługi
i przygotuj zgrzewarkę do zgrzewania blach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Plan pracy
Parametry techniczne zgrzewarki
Główne czynności konieczne do wykonania
przed uruchomieniem zgrzewarki
Główne czynności konieczne do wykonania
w czasie
pracy
zgrzewarki
oraz
po
zakończeniu pracy
Zasady i metody bezpiecznego wykonania
pracy
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować dokumentację techniczną zgrzewarki i instrukcję obsługi,
2) odczytać i wypisać w tabeli parametry techniczne zgrzewarki,
3) określić i wypisać w tabeli czynności konieczne przed rozpoczęciem pracy oraz po jej
zakończeniu,
4) określić i wypisać w tabeli zasady i metody bezpiecznego wykonania pracy,
5) przygotować zgrzewarkę do pracy.
Wyposażenie stanowiska pracy:
−
instrukcja do ćwiczenia (tekst przewodni),
−
dokumentacja techniczna,
−
instrukcja obsługi.
Ćwiczenie 2
Wykonaj z blachy o grubości 1 mm 8–mio litrowy, sześcienny pojemnik na materiał sypki.
Zastosuj zgrzewanie punktowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaprojektować pojemnik,
2) narysować i zwymiarować rozwinięcia blach,
3) przedstawić projekt nauczycielowi,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4) przygotować blachy na pojemnik,
5) przygotować zgrzewarkę,
6) dobrać sprzęt ochrony indywidualnej,
7) wykonać pojemnik z zastosowaniem zgrzewania punktowego,
8) ocenić jakość wykonanego połączenia.
Plan pracy
Projekt pojemnika i szkice
blach na pojemnik
Sprzęt ochrony indywidualnej,
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
połączenia.
Wykonaj
szkic
gotowego
pojemnika
i zwymiaruj go.
Wyposażenie stanowiska pracy:
–
sprzęt ochrony indywidualnej,
–
zgrzewarka punktowa,
–
blacha na pojemnik,
–
instrukcja obsługi zgrzewarki, dokumentacja techniczna,
–
literatura techniczna.
Ćwiczenie 3
Wykonaj szczelny pojemnik z blachy o grubości 1 mm. Pojemnik powinien posiadać
kształt walca o średnicy około Φ200 mm, wysokość około 200 mm. Zastosuj zgrzewanie
liniowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaprojektować pojemnik,
2) narysować i zwymiarować rozwinięcia blach,
3) przedstawić projekt nauczycielowi,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4) przygotować blachy na pojemnik (zwinąć rurę, wyciąć krążek na dno z zawiniętymi
brzegami),
5) przygotować zgrzewarkę,
6) dobrać sprzęt ochrony indywidualnej,
7) wykonać pojemnik z zastosowaniem zgrzewania liniowego,
8) ocenić jakość wykonanego połączenia.
Plan pracy
Projekt pojemnika i szkice
blach na pojemnik
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
połączenia.
Wykonaj
szkic
gotowego
pojemnika
i zwymiaruj go.
Wyposażenie stanowiska pracy:
–
sprzęt ochrony indywidualnej,
–
zgrzewarka liniowa,
–
blacha na pojemnik,
–
instrukcja obsługi zgrzewarki, dokumentacja techniczna,
–
literatura techniczna.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować zgrzewarkę do pracy?
2) wykonać wyrób metodą zgrzewania punktowego?
3) wykonać wyrób metodą zgrzewania liniowego?
4) dobrać sprzęt ochrony indywidualnej do zgrzewania oporowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3. Lutowanie miękkie i twarde
4.3.1. Materiał nauczania
Lutowanie polega na łączeniu części metalowych za pomocą stopu metalowego, tzw. lutu.
Prawidłowe złącze otrzymuje się, gdy powierzchnie przeznaczone do lutowania są starannie
oczyszczone z rdzy, brudu, tłuszczu, farby i innych zanieczyszczeń. Powierzchnie oczyszcza
się mechanicznie lub ręcznie pilnikiem, skrobakiem, szczotkami, płótnem ściernym i następnie
chemicznie za pomocą topników, np. kwasu solnego, wody lutowniczej, past do lutowania.
Zależnie od temperatury topnienia lutu użytego do lutowania rozróżnia się lutowanie miękkie
(w temperaturze do 450
o
C) i twarde (w temperaturze ponad 450
o
C).
Przebieg lutowania jest następujący. Najpierw oczyszcza się mechanicznie części
lutowane, następnie części układa się i ustala w pozycji, w jakiej mają być połączone. Po takim
przygotowaniu nakłada się topnik i rozgrzewa się lutownicą miejsce lutowania, a po
rozgrzaniu przykłada lut, który roztapia się w zetknięciu z gorącą powierzchnią i wypełnia
szczeliny pomiędzy łączonymi częściami. Na koniec złącze należy oczyścić mechanicznie oraz
chemicznie (aby pozostałości topnika nie powodowały korozji złącza).
Do lutowania miękkiego stosuje się lutownice elektryczne, gazowe, benzynowe.
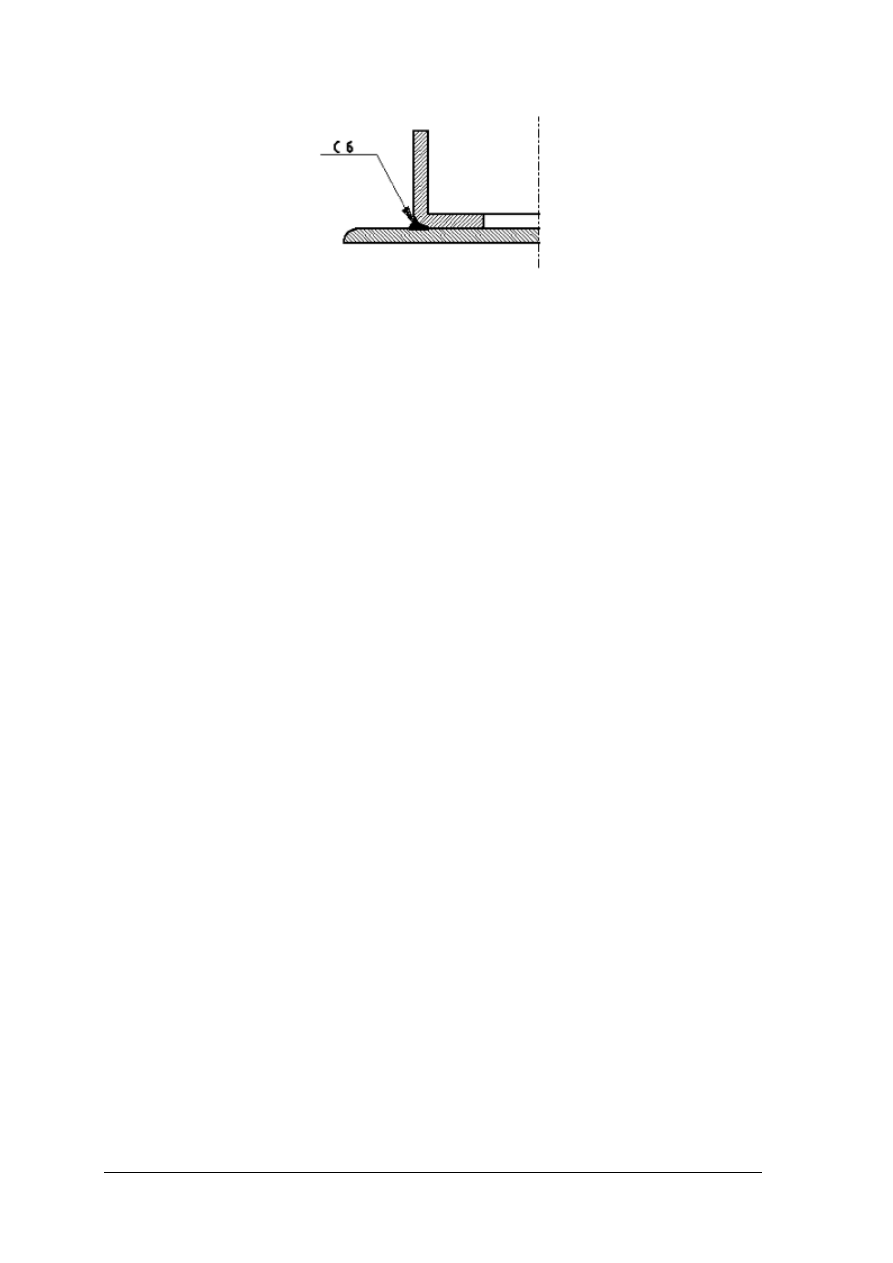
W lutowaniu miękkim materiały łączy się za pomocą lutów, których głównym składnikiem
jest cyna i ołów. Przykłady lutów i ich zastosowanie podano w tabeli 1. Natomiast na rysunku
13 przedstawiono szkic połączenia lutowanego.
Tabela 1. Luty miękkie i ich zastosowanie (wg PN–76/M–694000)
Temperatura topnienia
[
°
C]
Cecha
spoiwa
dolna
górna
Metale
łączone
Przykłady
LC2
320
325
stal
Lutowanie opakowań na produkty spożywcze
LC30
183
260
miedź
mosiądz
stal
Spoiwo powszechnego użytku, lutowanie blach
stalowych, ocynowanych, ocynkowanych oraz
cynku,
pobielanie
i lutowanie
kąpielowe,
lutowanie chłodnic
LC50
183
216
miedź
mosiądz
stal
Lutowanie i pobielanie drobnych elementów
w budowie maszyn, pobielanie i lutowanie
w przemyśle elektrotechnicznym
LC60
183
216
miedź
stal
mosiądz
Lutowanie i pobielanie w elektrotechnice
LC90
183
220
miedź
mosiądz
stal
Lutowanie i pobielanie wewnętrznych części
opakowań
oraz
sprzętu
na
produkty
spożywcze, lutowanie aparatury medycznej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 13. Połączenie lutowane i jego oznaczenie
Lutowanie lutami twardymi stosuje się przy znacznych naprężeniach w złączu i wysokiej
temperaturze pracy (ponad 150
o
C). Jest używane do połączeń ślusarskich, w budowie ram
rowerowych, w kołnierzach połączeń rurociągów, do łączenia części mechanizmów
precyzyjnych, w produkcji narzędzi skrawających. Jako topnik podczas lutowania ma
zastosowanie boraks oraz inne topniki specjalne. Lutami twardymi są miedź lub stopy miedzi,
stopy srebra z miedzią, cynkiem i inne.
Lutowanie odbywa się następująco: powierzchnie łączone dokładnie czyści się
i dopasowuje do siebie. Następnie smaruje się je pędzlem zanurzonym w roztworze boraksu
i kładzie się między te powierzchnie blaszkę lutu, a potem wiąże się obie części drutem. Po
posypaniu boraksem związanych części nagrzewa się je palnikiem gazowym lub lampą
lutowniczą tak długo, aż lut się roztopi i zwiąże części łączone.
Innym sposobem lutowania twardego (np. rur miedzianych) jest zastosowanie lutu ze
stopu srebra, specjalnej pasty lutowniczej i palnika na gaz propan butan. Miejsce lutowania
czyści się chemicznie (np. płótnem ściernym), nakłada pastę (topnik) i następnie rozgrzewa się
palnikiem miejsce połączenia. Po rozgrzaniu przykłada się lut, który wypełnia szczeliny i łączy
trwale części.
Podczas wykonywania prac należy stosować się do zasad bezpieczeństwa i higieny pracy
oraz ochrony środowiska.
Podczas pracy bardzo łatwo jest o wypadek lub uraz. Należy więc zachować ostrożność,
prace wykonywać spokojnie i dokładnie, narzędzia stosować zgodnie z przeznaczeniem.
Ponadto należy stosować środki ochrony indywidualnej. Są to przede wszystkim rękawice
ochronny, oraz okulary chroniące oczy. Ponadto należy bardzo uważać na obchodzenie się
z topnikami, gdyż w większości są to substancje chemiczne mogące posiadać trujące
właściwości.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakich temperaturach przebiega lutowanie miękkie i twarde?
2. Jakich topników używa się przy lutowaniu miękkim?
3. Jakich topników używa się przy lutowaniu twardym?
4. Jakich lutów używa się do lutowania miękkiego?
5. Jakich lutów używa się do lutowania twardego?
6. Jakie materiały i narzędzia są konieczne do wykonania połączenia lutowanego lutem
miękkim?
7. Jaka jest kolejność postępowania przy wykonaniu połączenia lutowanego lutem miękkim?
8. Jakie materiały i narzędzia są konieczne do wykonania połączenia lutowanego lutem
twardym?
9. Jaka jest kolejność postępowania przy wykonaniu połączenia lutowanego lutem twardym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj 2 połączenia płytek z blachy stalowej zgodnie z zamieszczonym rysunkiem.
Najpierw połącz blachy lutem miękkim, a potem twardym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się ze sposobami wykonywania połączeń lutowanych lutem miękkim i twardym,
2) zapoznać się z narzędziami i materiałami stosowanymi do lutowania (skorzystać
z poradników),
3) opracować plan (wykaz kolejnych czynności) wykonania lutowania,
4) dobrać narzędzia i materiały do lutowania,
5) przedstawić nauczycielowi opracowane plany i zestawienia,
6) wykonać połączenia,
7) dokonać oceny jakości wykonanych połączeń.
Plany pracy
Połączenie blach stalowych lutem miękkim
Połączenie blach stalowych lutem twardym
Narzędzia
Połączenie blach stalowych lutem miękkim
Połączenie blach stalowych lutem twardym
Materiały
Połączenie blach stalowych lutem miękkim
Połączenie blach stalowych lutem twardym
Uwagi o błędach, usterkach
Połączenie blach stalowych lutem miękkim
Połączenie blach stalowych lutem twardym

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wyposażenie stanowiska pracy:
−
płytki z blachy stalowej,
−
zestaw narzędzi do lutowania,
−
materiały do lutowania,
−
rękawice ochronne, okulary ochronne.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać narzędzia i materiały do lutowania miękkiego?
2) dobrać narzędzia i materiały do lutowania twardego?
3) przedstawić kolejność czynności podczas wykonania połączenia lutem
miękkim?
4) przedstawić kolejność czynności podczas wykonania połączenia lutem
twardym?
5) wykonać połączenie lutem miękkim?
6) wykonać połączenie lutem twardym?
7) dobrać sprzęt ochrony indywidualnej do lutowania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań wielokrotnego wyboru. Tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 60 min.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
ZESTAW ZADAŃ TESTOWYCH
1. Do połączeń spajanych zaliczamy
a) spawanie, lutowanie zaklepywanie.
b) lutowanie twarde, lutowanie miękkie, spajanie zgrzewalne.
c) lutowanie, zgrzewanie, spawanie.
d) spawanie elektryczne i spawanie gazowe.
2. Przedstawione na rysunku złącze nazywa się
a) doczołowe.
b) teowe.
c) narożne.
d) przylgowe.
3. Przedstawiona na rysunku spoina nazywa się spoiną
a) czołową.
b) grzbietową.
c) pachwinową.
d) teową.
4. Spawanie elektryczne lukowe dzieli się na
a) spawanie elektrodą otuloną, spawanie w osłonie gazu obojętnego, spawanie w osłonie
gazu aktywnego, spawanie w osłonie gazu obojętnego elektrodą nietopliwą.
b) spawanie elektrodą otuloną, spawanie MIG, spawanie MAG, spawanie TAG.
c) spawanie MIG, spawanie MAG, spawanie elektrodą węglową.
d) spawanie elektrodą otuloną, spawanie gazowe acetylenem, spawanie gazowe gazem
propan butan.
5. Przedstawiona na rysunku pozycja spawania nosi nazwę
a) pogórnej.
b) podolnej.
c) nabocznej.
d) podłogowej.
6. Spawanie elektrodą otuloną jest procesem, w którym
a) trwałe połączenie uzyskuje się przez stopienie łukiem elektrycznym topliwej elektrody
otulonej i materiału spawanego.
b) spoina powstaje na skutek stopienia otuliny.
c) elektroda topi się pod wpływem ciepła wydzielanego przez otulinę.
d) trwałe połączenie uzyskuje się przez stopienie łukiem elektrycznym otuliny i materiału
spawanego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
7. Podczas spawania metodą MIG spoina chroniona przez
a) dwutlenek węgla.
b) otulinę.
c) argon.
d) łuk elektryczny wytwarzany w argonu.
8. Podczas spawania metodą MAG spoina chroniona przez
a) dwutlenek węgla.
b) otulinę.
c) argon.
d) łuk elektryczny wytwarzany w argonu.
9. Do spawania metodą TIG zastosujemy elektrodę
a) stalową pokrytą otuliną chroniącą przed stopieniem się.
b) wykonaną z wolframu.
c) wykonaną z tytanu.
d) wykonaną z miedzi.
10. Do spawania gazowego stosuje się następujące urządzenia i materiały. Konieczny zestaw z
wymienionych poniżej to
A.
Butla z tlenem.
B. Butla z acetylenem.
C. Butla z propanem butanem.
B.
Spawarka.
E. Palnik do spawania.
F. Palnik do cięcia.
G.
Węże.
H. Elektrody otulone.
I. Boraks.
a) A, C, D, E.
b) A, B, E, G.
c) A, C, E, H.
d) A, B, E, G, I.
11. Do ciecia gazowego stosuje się następujące urządzenia i materiały. Dobierz konieczny
zestaw z wymienionych poniżej
A. Butla z tlenem.
B. Butla z acetylenem.
C. Butla z propanem butanem.
D. Spawarka.
E. Palnik do spawania.
F. Palnik do cięcia.
G. Węże.
H. Elektrody otulone.
I. Boraks.
a) A, C, D, F.
b) A, B, E, G.
c) A, C, F, G.
d) A, B, E, G, I.
12. Do spawania blach o grubości 1 mm należy zastosować sposób przygotowania
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
13. Do spawania blach o grubości 15 mm należy zastosować sposób przygotowania
a)
b)
c)
d)
14. Napawanie elektryczne można, miedzy innym zastosować do
a) wypełnienia szczeliny przy spawaniu blach grubych.
b) wypełnienia szczeliny pomiędzy spawanymi kształtownikami.
c) naprawy dziurawej rury stalowej.
d) naprawy wytartego czopa wału maszynowego.
15. Przedstawiona na rysunku wada spawalnicza nazywa się
a) porowatość i zwęglenie.
b) pęcherze i przyklejenia.
c) wtrącenia i pęknięcia.
d) pęcherze i wtrącenia.
16. Zgrzewanie jest procesem spajania polegającym na
a) nadtopieniu brzegów łączonych części i ich dosunięciu.
b) sklejeniu na gorąco dwóch części i ich dociśnięciu.
c) wytworzeniu na powierzchni styku łączonych części zgrzeiny, która powstaje przez
nagrzewnie fragmentów metalu i ich dociśniecie.
d) uplastycznieniu materiałów łączonych.
17. Przedstawiony na rysunku sposób zgrzewania nazywa się
a) zgrzewaniem punktowym.
b) zgrzewaniem krążkowym.
c) zgrzewaniem liniowym.
d) zgrzewaniem tocznym.
18. Proces lutowania miękkiego powinien być wykonany zgodnie z podaną kolejnością
a) oczyszczenie mechaniczne, rozgrzanie lutownicą miejsca połączenia, nałożenie
warstwy lutu, ściśniecie elementów łączonych, oczyszczenie złącza.
b) oczyszczenie mechaniczne, oczyszczenie chemiczne, nałożenie warstwy lutu,
ściśniecie elementów łączonych, oczyszczenie złącza.
c) oczyszczenie mechaniczne, nałożenie topnika, rozgrzanie miejsca lutowania,
przyłożenie lutu do rozgrzanego miejsca, oczyszczenie złącza.
d) rozgrzanie lutownicą miejsca połączenia, nałożenie warstwy lutu, ściśniecie
elementów łączonych, oczyszczenie chemiczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
19. Do lutowania miękkiego rynny wykonanej z blachy ocynkowanej stosujemy lut
a) LC2.
b) LC30.
c) LC50.
d) LC90.
20. Topnik, który stosujemy do lutowanie twardego to
a) woda lutownicza
b) boraks.
c) kalafonia.
d) kwas solny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie połączeń spajanych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
6. LITERATURA
1. Czerwiński W., Czerwiński J.: Poradnik ślusarza. WNT, Warszawa 1989
2. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
2006
3. Kowerski A.: Bezpieczeństwo i higiena pracy w zakładach ślusarskich i budowy maszyn.
CIOP, Warszawa 1998
4. Mały poradnik mechanika. Praca zbiorowa: WNT, Warszawa 1999
5. Piwowar S.: Spawanie i zgrzewanie elektryczne. WSiP, Warszawa 1986
6. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2006
Wyszukiwarka
Podobne podstrony:
16 Wykonywanie połączeń elementów odzieży
08 Wykonywanie połączeń w urządzeniach precyzyjnych
16 Wykonywanie napraw i renowacji wyrobów stolarskich
16 Wykonywanie zabiegow agrotec Nieznany
05 Wykonywanie połączeń rozłącznych i nierozłącznych
16 Wykonywanie obsługi i konserwacji maszyn i urządzeń
34 Wykonywanie połączeń elementów w konstrukcjach
09 Wykonywanie połączeń stolarskich
16 Wykonywanie obsługi i konserwacji elementów instalacji oświetleniowej
16 Wykonywanie galanterii metal Nieznany (2)
742[01] z2 01 u wykonywanie połączeń stolarskich
16 Wykonywanie rehabilitacyjnych ćwiczeń pleoptycznych
08 Wykonywanie połączeń w urządzeniach precyzyjnych
16 Wykonywanie masażu u sportowców różnych dyscyplin
12 Wykonywanie połączeń elektrycznych i mechanicznych
16 Wykonywanie napraw i konserwacji wyrobów
16 Wykonywanie jałowych leków recepturowych
16 Wykonywanie masażu u sportowców różnych dyscyplin 2
więcej podobnych podstron