MIESIĘCZNIK NAUKOWO-TECHNICZNY
• ORGAN STOWARZYSZENIA INŻYNIERÓW I TECHNIKÓW MECHANIKÓW POLSKICH • ROK LXXXI
* Prof. zw. dr inż. Kazimierz E. Oczoś jest pracownikiem nauko-
wym Katedry Technik Wytwarzania i Automatyzacji Politechniki Rze-
szowskiej i redaktorem naczelnym „Mechanika”.
Kształtowanie ubytkowe tytanu i jego stopów
w przemyśle lotniczym i technice medycznej
Część I
KAZIMIERZ E. OCZOŚ*
Ogólna charakterystyka stopów tytanu stosowanych
w przemyśle. Zastosowanie tytanu i jego stopów. Pro-
gnoza wzrostu zastosowań stopów tytanu w przemyśle
lotniczym. Uwarunkowania kształtowania ubytkowego
stopów tytanu. Narzędzia do skrawania stopów tytanu
– wymagania i rozwiązania.
Tytan (Ti), oprócz aluminium (Al) i magnezu (Mg),
jest trzecim, a jednocześnie najcięższym (o gęstości
4,51 g/cm
3
) metalem lekkim, stosowanym coraz szerzej
w konstrukcjach. Czysty (niestopowy) Ti występuje
w dwóch odmianach alotropowych Ti
α i Tiβ. Odmiana
α krystalizuje w temperaturze pokojowej w układzie hek-
sagonalnym, a w temperaturze 882,5
° C ulega przemia-
nie na wysoko temperaturową odmianę
β, krystalizującą
w układzie regularnym. Odmiana
β jest trwała do tem-
peratury topnienia 1682
° C. Pierwiastki stopowe wpływają
ogólnie na umocnienie roztworu stałego i zmianę prze-
miany alotropowej.
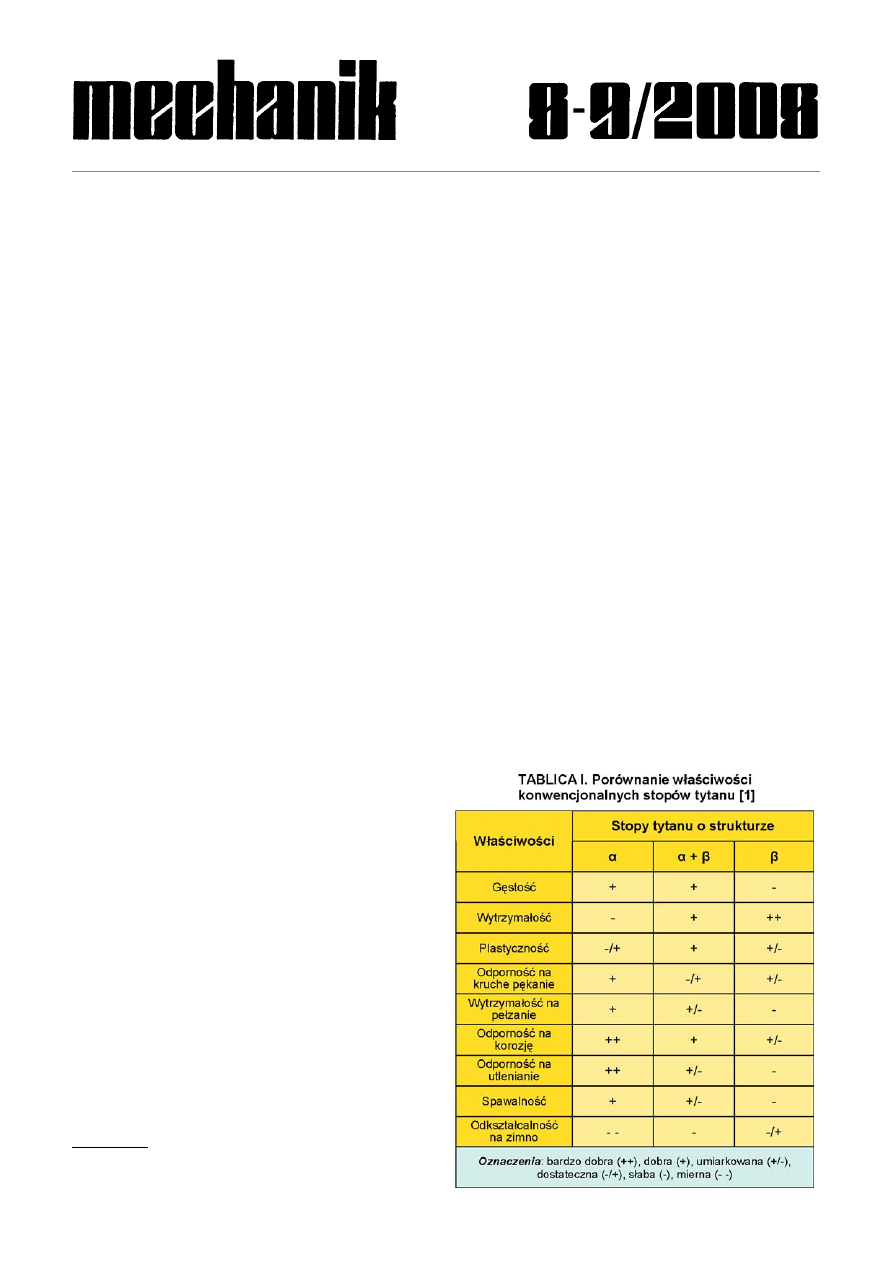
W zależności od składu chemicznego stopy tytanu
mogą mieć strukturę jednofazową
α, jednofazową β lub
dwufazową
α + β. Stopy o strukturze jednofazowej α wy-
kazują bardzo dobrą odporność na korozję i utlenianie,
dobrą spawalność, odporność na kruche pękanie i wy-
trzymałość na pełzanie, lepsze od stopów
β. Stopy te
odznaczają się jednak gorszą wytrzymałością i odkształ-
calnością niż stopy
β (tabl. I). Wadom obróbki plastycznej
tych stopów (zwłaszcza przy dużej zawartości Al) moż-
na przeciwdziałać przez zwiększenie stopnia przerobu.
W przypadku zawartości do 5% fazy
β w stopach α okreś-
la się je jako stopy pseudo-
α, które charakteryzują się
polepszoną odpornością na pełzanie i wyższe tempera-
tury.
Stopy o strukturze dwufazowej
α + β zawierają 10 ÷ 50%
fazy
β w temperaturze pokojowej i otrzymuje się je w na-
stępstwie wprowadzania do fazy
α dodatków stabilizują-
cych poszczególne fazy. Najczęściej stosowanym dodat-
kiem stopowym stabilizującym i umacniającym fazę
α jest
Al, które zwiększa również jej stabilność cieplną, zmniej-
szając jednocześnie gęstość stopu. Natomiast oddziały-
wanie pierwiastków stabilizujących fazę
β na właściwości
mechaniczne tej fazy jest różne. Pierwiastki
β-izomet-
ryczne (V, Mo, Nb, Ta) powodują, że plastyczność fazy
β
jest większa (przy mniejszej wytrzymałości na rozciąga-
nie), a pierwiastki eutektoidalne (Cr, Mn, Fe, Co, Ni i inne)
działają odwrotnie. Generalnie stopy
α + β odznaczają się
dobrą wytrzymałością, plastycznością i odpornością na
korozję (tabl. I). Wraz ze wzrostem udziału fazy
β po-
prawiają się właściwości mechaniczne stopu
α + β, osią-
gając maksimum dla struktury o zawartości 50% fazy
α i 50% fazy β. Chociaż ten stop cechuje się słabą
odkształcalnością, to – dzięki dobrej podatności na od-
kształcenia plastyczne – może być umacniany metodami
obróbki cieplnej. Z tej grupy wywodzi się najczęściej
dotychczas stosowany stop Ti6Al4V, który ma największy
udział na rynku światowym spośród wszystkich materia-
łów na bazie Ti [2,3].
Stopy o strukturze fazy
β, jak też stopy pseudo-β, tj.
o strukturze bardziej odpowiadającej stopom
α + β z dużą
zawartością fazy
β, zawsze jeszcze mają znaczny udział
fazy
α. Odznaczają się one szczególnie wysokimi walora-
mi wytrzymałościowymi, lepszym połączeniem wytrzyma-
łości i odporności na kruche pękanie (tabl. I), głębszą
640
MECHANIK NR 8-9/2008
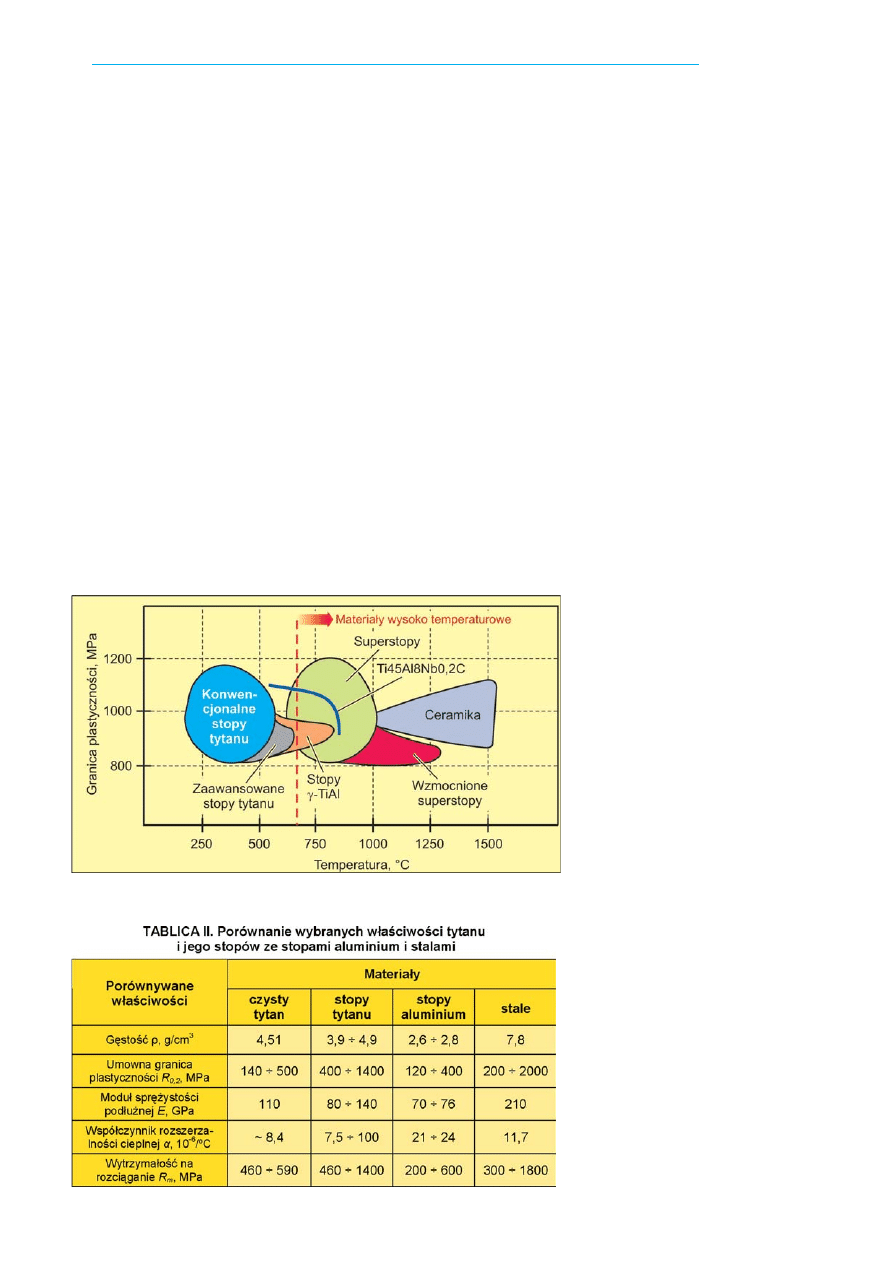
Rys. 1. Relacja stopów
γ
-TiAl z innymi materiałami wysokotemperaturowymi [5]
hartownością skrośną i korzystnymi właściwościami plas-
tycznymi. Oferują również niezłą odporność na koro-
zję i – ze względu na wysoką rozpuszczalność wodoru –
tworzą hybrydy dopiero przy wysokiej jego koncentracji
[4]. Zaletom stopów
β przeciwstawiają się wyższe koszty
ich wytwarzania i większa gęstość (4,9 g/cm
3
) spowodo-
wane ceną i masą właściwą pierwiastków stopowych.
Uwzględniając podstawowe i przejściowe grupy stopów
tytanu, można dokonać przyporządkowania do nich przy-
kładowych materiałów:
stopy
α: Ti5Al2,5Sn,
stopy pseudo-
α: Ti8Al1Mo1V, Ti6Al4Zr2Mo2Sn,
stopy
α + β: Ti6Al4V, Ti6Al6V2Sn, Ti7Al4Mo,
stopy pseudo-
β: Ti5Al5V5Mo3Cr, Ti8Mn,
stopy
β: Ti10V2Fe3Al, Ti15V3Cr3Al3Sn, Ti13V11Cr3Al.
Oprócz wymienionych grup stopów tytanu w ostatnich
latach zyskały na znaczeniu stopy na osnowie fazy
międzymetalicznej (
γ) – TiAl. Obecnie istnieją stopy
γ -TiAl trzeciej generacji [5], które odznaczają się – w
porównaniu ze stopami poprzednimi – udziałem 5
÷ 10%
Nb. Stanowią one specyficzny przypadek, ponieważ
zawierają niemal 50% Al. Ich gęstość wynosi zatem
3,7
÷ 4,0 g/cm
3
i jest mniejsza niż konwencjonalnych
stopów tytanu. Jednocześnie cechują się bardzo dob-
rymi właściwościami mechanicznymi, w tym wytrzymało-
ścią, szczególnie przy wysokich temperaturach. W za-
kresie temperatur 500
÷ 850° C wykazują także dobrą
odporność na utlenianie. Usytuowanie stopów
γ -TiAl
w spektrum materiałów o wysokiej odporności tempera-
turowej pokazano na rys. 1, obrazującym m.in. relację
stopu
γ -TiAl trzeciej generacji (Ti45Al8 NB0,2C), w sto-
sunku do pozostałych stopów Ti.
Rosnącą rolę i znaczenie przemysłowe stopów tytanu
można przekonująco wykazać, porównując wybrane ich
właściwości z cechami stopów Al i stali (tabl. II). Ogólnie,
gęstość tytanu stanowi ok. połowy gęstości stali, a tym
samym masa części wykonanych z tytanu i jego stopów
oscyluje wokół połowy masy analogicznych części ze
stali. Z kolei wysoka wytrzymałość czystego Ti – i do-
chodząca do 1400 MPa dla stopów tytanu – to istotnie
więcej niż wytrzymałość wielu stali stopowych, co za-
pewnia stopom tytanu znaczną przewagę, jeżeli bierze
się pod uwagę stosunek wytrzymałości do masy właś-
ciwej. Stopy tytanu mają niższy moduł sprężystości niż
stale czy superstopy na bazie Ni i dzięki temu od-
znaczają się około dwa razy większą sprężystością niż
stal. Są niemal idealne do zastosowań, w których wyma-
gane są materiały sprężyste, niezrywające się i niepęka-
jące. Ponadto stopy tytanu wykazują się znacznie lep-
szą odpornością na korozję i utlenianie niż stale nie-
rdzewne.
Na tym tle wzrost zastosowań stopów tytanu jest w peł-
ni uzasadniony i obejmuje coraz liczniejsze branże i dzie-
dziny. Czysty, niestopowy Ti nadaje się przede wszystkim
do zastosowań, przy których jest wymagana duża odpor-
ność na korozję, a więc do budowy urządzeń chemicz-
nych i w przemyśle wiertniczym na
morzu. Również jest wykorzystywa-
ny w technice medycznej czy też do
produkcji oprawek okularów i zegar-
ków. Czyste stopy o strukturze jed-
nofazowej
α są – podobnie jak czy-
sty Ti – stosowane głównie w przy-
padkach, w których wymaga się wy-
łącznie dobrej odporności na koro-
zję i/lub utlenianie. Natomiast stopy
pseudo-
α nadają się m.in. na ele-
menty składowe turbin lotniczych,
których temperatura w trakcie eks-
ploatacji nie przekracza 600
° C.
Dotychczas najbardziej reprezen-
tatywnym przedstawicielem stopów
α + β jest Ti6Al4V, stanowiący efek-
tywne
połączenie
wytrzymałości,
odporności na kruche pękanie i wy-
trzymałości zmęczeniowej. Z wyża-
rzonego stopu Ti6Al4V wykonuje się
liczne elementy w przemyśle lotni-
czym i kosmicznym, m.in. części ze-
społów napędowych czy kadłuba
samolotu. Z niego też produkuje się
kije golfowe, implanty chirurgiczne,
czółenka do maszyn tkackich, ele-
menty łodzi motorowych i jachtów
– ze względu na dobrą odporność
na działanie wody morskiej. W bu-
dowie maszyn i urządzeń istnieje już
szerokie spektrum zastosowań dla
tego stopu, szczególnie na części
narażone na wysokie obciążenia dy-
namiczne. Można z niego również
odlewać tarcze turbosprężarek doła-
dowujących pracujące z prędkościa-
mi do 600 m/s i w temperaturach do
300
° C.
642
MECHANIK NR 8-9/2008
a)
b)
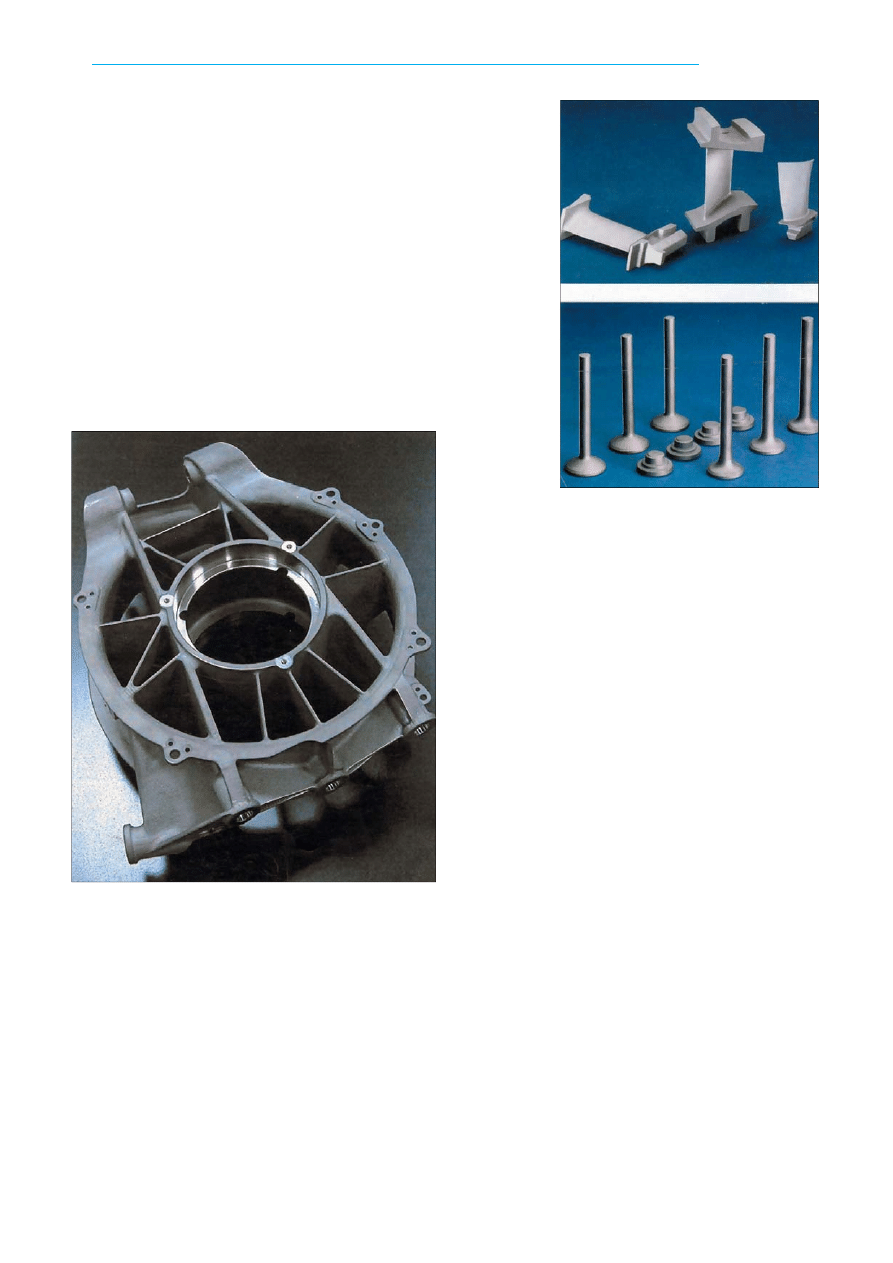
Rys. 2. Element odlany ze stopu Ti6Al4V o konstrukcji ramowej do
samochodu Formuły 1 (firma CRP)
Rys. 3. Przykła-
dy części wy-
konanych
do-
ś w i a d c z a l n i e
ze stopu
γ-TiAl:
a) łopatki turbi-
nowe, b) zawory
silników
samo-
chodów sporto-
wych
Jeśli chodzi o samochody wyścigowe, to ze stopu
Ti6Al4V wytwarza się nie tylko części silnika, jak zawory,
ale także – przykładowo – części do samochodu For-
muły 1. Na rys. 2 pokazano taką część w postaci stojaka
o konstrukcji ramowej (upright), wykonaną odlewaniem
precyzyjnym z wykorzystaniem modelu RP wytworzone-
go sposobem SLS wraz z następnie wspawanymi w nią
(metodą TIG) elementami odlewanymi. Obróbka pood-
lewnicza obejmowała: prasowanie izostatyczne na gorą-
co (HIP) w atmosferze obojętnej (argonu) w celu wyelimi-
nowania mikroporowatości i braków materiałowych we-
wnątrz odlewu, trawienie chemiczne (w celu usunięcia
struktury
α odlewu powstałej w następstwie kontaktu
stopu Ti6Al4V z powłoką ceramiczną formy), wyżarzanie
oraz skrawanie na obrabiarce CNC. Zwykle stosowana
obróbka cieplna w postaci wyżarzania służy poprawie
wiązkości, ciągliwości w temperaturze pokojowej, stabil-
ności wymiarowej i strukturalnej, a czasem odporności na
pełzanie (żarowytrzymałości).
Stopy o strukturze
β i pseudo-β znajdują zastosowanie
głównie w przemyśle lotniczym, ponieważ przede wszyst-
kim w nim cenione są ich walory eksploatacyjne, niezale-
żnie od wysokich kosztów materiałowych i wytwórczych.
Wykorzystuje się je również w technice medycznej do
produkcji implantów.
Przykładowymi zastosowaniami stopów
γ-TiAl mogą
być łopatki turbin w napędach lotniczych oraz korbowody,
popychacze i trzonki zaworów (rys. 3) czy tłoki w przemy-
śle samochodowym, zwłaszcza wykorzystywane w spor-
cie motorowym. Powoduje to nie tylko oszczędność ma-
sy, ale jednocześnie podwyższa współczynnik sprawnoś-
ci i moc silników.
W tym artykule zaprezentowano rozszerzający się za-
kres stosowania elementów ze stopów tytanu w przemyś-
le lotniczym i technice medycznej oraz problemy związa-
ne z ich wytwarzaniem za pomocą toczenia, frezowania,
wiercenia, przecinania i szlifowania, jak też wdrażane
rozwiązania mające na celu doskonalenie procesów
kształtowania ubytkowego stopów tytanu.
ZASTOSOWANIE I KSZTAŁTOWANIE UBYTKOWE
STOPÓW TYTANU W PRZEMYŚLE LOTNICZYM
Zastosowanie w przemyśle lotniczym lekkich materia-
łów konstrukcyjnych, jak stopy tytanu, stopy aluminium
czy kompozyty włókniste powoduje, że samoloty stają
się lżejsze, coraz większe i coraz bardziej energoosz-
czędne. W odniesieniu do stopów tytanu ich wysoki
stosunek wytrzymałości do gęstości (20 : 1) umożliwia
uzyskanie znacznych oszczędności masy w przypadku
dużych części, co – w połączeniu z pozostałymi ich
walorami – ma szczególne znaczenie dla lotnictwa.
Z opublikowanych prognoz wynika, że w przyszłości
popyt na tytan będzie się zwiększał jeszcze bardziej,
gdyż – według aktualnych analiz rynku dokonanych
przez firmy Airbus i Boeing – w następnych 20 latach
trzeba będzie wyprodukować 22 000
÷ 28 000 nowych
samolotów pasażerskich [6].
Już obecnie przemysł lotniczy, przede wszystkim
w USA, Europie i Japonii, wykorzystuje około połowy
rocznej produkcji światowej tytanu. Do realizacji naj-
nowszych produktów przemysłu lotniczego – przykłado-
wo samolotów Airbus 380 i Boeing 787 Dreamliner – ich
wytwórcy zakupili po 130
÷ 150 ton tytanu na samolot.
Należy w tym miejscu podkreślić, że tzw. buy to fly ratio,
określający stosunek masy zakupionego materiału do
masy wykonanych z niego części samolotu wynosi
w przypadku samolotu Boeing 787 ok. 8:1 [7]. Oznacza
to, że z 8 kg zakupionego stopu tytanu otrzymuje się 1 kg
wmontowywanych części (rys. 4). Obecnie udział stopów
tytanu zużytych do budowy nowoczesnego samolotu pa-
sażerskiego sięga już 20% jego całkowitej masy, wyno-
szącej ok. 300 t. Jest to niemal trzykrotnie więcej niż przy
pierwszych samolotach, w których został zastosowany
tytan.
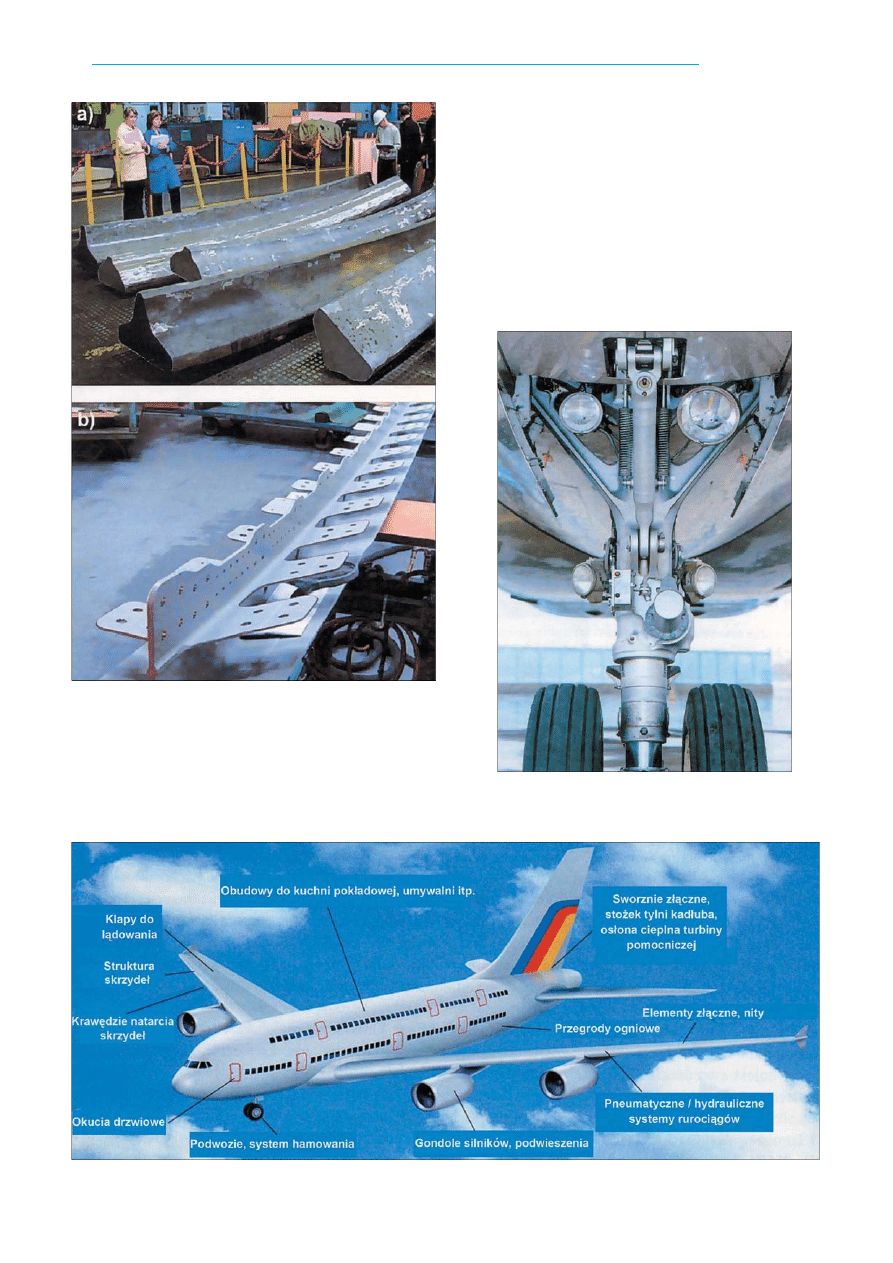
Typowe zastosowania stopów tytanu w budowie nowo-
czesnego samolotu pasażerskiego (rys. 5) dotyczą takich
644
MECHANIK NR 8-9/2008
Rys. 4. Do samolotu Boeing 787 Dreamliner wykonuje się górne
dźwigary skrzydeł z kutych półfabrykatów tytanowych (a), które
następnie zostają obrobione z bardzo dużym ubytkiem masy (b)
Rys. 5. W nowoczesnym szerokokadłubowym samolocie pasażerskim udział elementów ze stopów tytanu sięga 20% całkowitej jego masy
wynoszącej ok. 300 ton
Rys. 6. Stopy tytanu są obecnie niezastępowalnym materiałem na
elementy podwozia nowoczesnych samolotów
jego elementów, jak: klapy do lądowania, podwozie
(rys. 6), urządzenie hamulcowe, dźwigary, wręgi i krawę-
dzie natarcia skrzydeł, przewody hydrauliczne i pneuma-
tyczne, części złączne, okucia, przegrody ogniowe, jak
też elementy zespołów napędowych (rys. 7).
Należy się spodziewać, że wraz z rosnącym zastoso-
waniem kompozytów wzmocnionych włóknem węglowym
[8] udział tytanu w budowie samolotów będzie nadal
ulegał zwiększeniu. Sprzyja temu bowiem dobra chemicz-
na i mechaniczna kompatybilność tytanu z tego rodzaju
kompozytami, co ma decydujące znaczenie w jego rywa-
lizacji ze stopami aluminium, które w połączeniu z kom-
pozytami wykazują elektrochemiczną różnicę potencja-
łów, prowadzącą do korozji.
Przy 5% wzroście rocznym do 2011 r. komercyjny prze-
mysł lotniczy jest aktualnie i będzie nadal największym
646
MECHANIK NR 8-9/2008
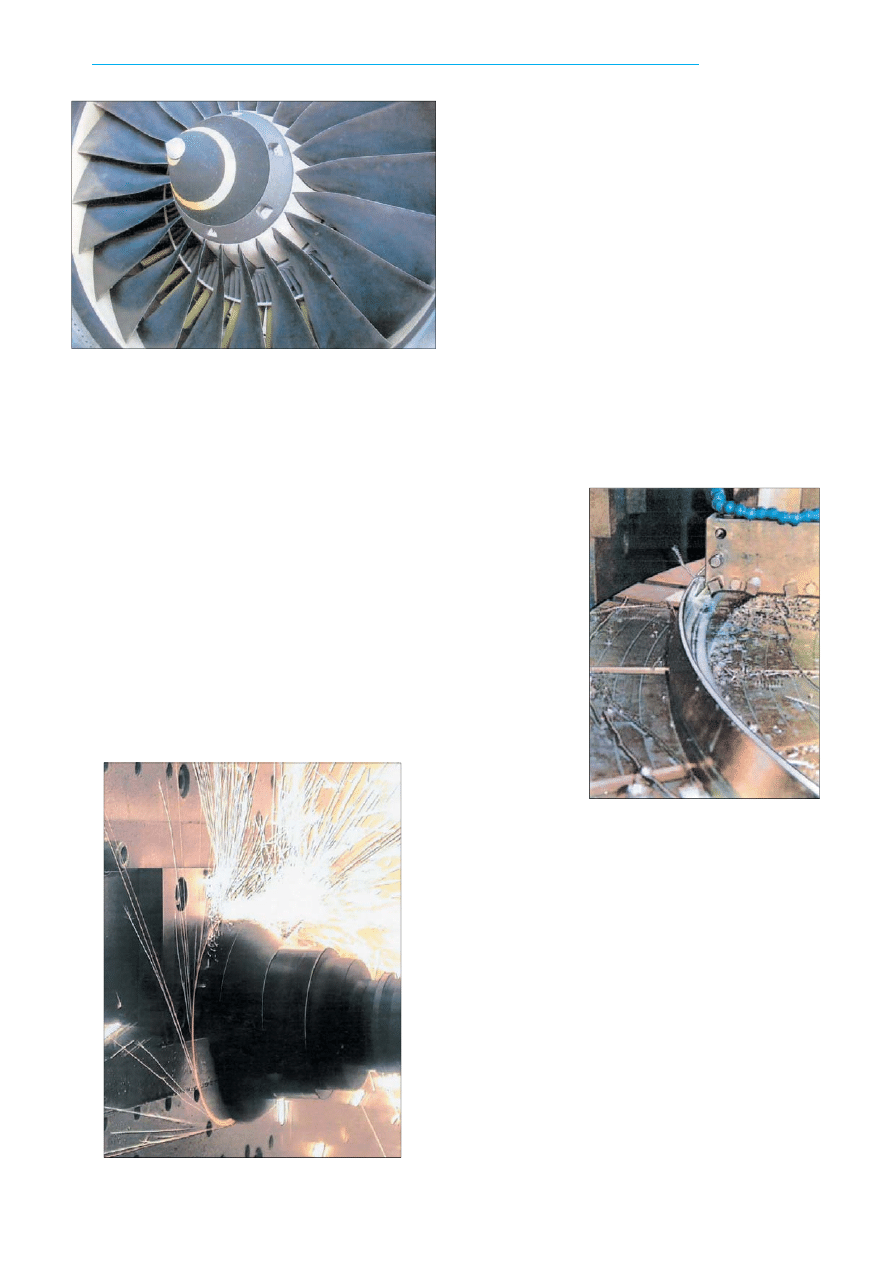
Rys. 7. Duże łopatki wentylatora, jako pierwszego stopnia turbiny
samolotu odrzutowego stanowią pierwsze wielkotechniczne zastoso-
wanie stopów tytanu w lotnictwie
Rys. 8. Podczas skrawania stopów tytanu powstają wysokie tem-
peratury i obciążenia elementów narzędzia i obrabiarki
Rys. 9. Toczenie pier-
ścienia z Ti6Al4V wy-
maga nawet 4-krotnie
dłuższego czasu niż
w przypadku obróbki
identycznej części ze
stali
rynkiem zbytu dla tytanu. Ponieważ jesteśmy w trakcie
tworzenia nowych generacji samolotów, zanosi się jesz-
cze na istotne przekroczenie przewidywanego popytu na
tytan.
Warunki kształtowania ubytkowego stopów tytanu
Problemom kształtowania ubytkowego stopów tytanu
w przemyśle lotniczym poświęcono już wiele opracowań,
w tym – przykładowo – pozycje [2, 7, 9
÷ 14]. Wynika to
nie tylko z rosnącej roli stopów tytanu w budowie samolo-
tów czy rakiet, ale nade wszystko z uwarunkowań, jakie
stwarza specyfika kształtowania ubytkowego tego rodza-
ju materiałów, spowodowana ich znamiennymi właści-
wościami.
Większość stopów tytanu ma niskie współczynniki
przewodności cieplnej, przez co wytworzone podczas
procesu skrawania ciepło nie zostaje szybko rozproszo-
ne, a – wręcz przeciwnie – koncentruje się na krawędzi
skrawającej i powierzchni natarcia ostrza. W konsekwen-
cji powstające temperatury – w niektórych przypadkach
przekraczające nawet 1100
° C – mogą prowadzić do
intensywnego zużywania się narzędzia i jego deforma-
cji. Ponadto stępione krawędzie skrawające narzędzia
wytwarzają coraz więcej ciepła, co powoduje szybsze
zmniejszanie się jego żywotności. Temperatury powstają-
ce w trakcie obróbki mogą być tak wysokie, że wióry
tytanowe ulegają spaleniu (rys. 8).
Wysoka temperatura, wytwarzana podczas oddziały-
wania narzędzia na obrabiany materiał, wywołuje także
zjawisko umacniania, co wpływa na integralność powierz-
chni stopu tytanu i może prowadzić do niedokładności
geometrycznych obrabianej części oraz znaczącego ob-
niżenia jej wytrzymałości zmęczeniowej.
Sprężystość stopów tytanu, korzystna i pożądana
w gotowych częściach, powoduje jednak powstawanie
ugięć i drgań podczas procesu obróbkowego. Pod wpły-
wem siły skrawania sprężysty przedmiot odkształca się,
a krawędzie ostrza raczej trą o niego niż go skrawają,
szczególnie w przypadku mało sztywnych narzędzi. Pro-
ces tarcia z kolei „produkuje” również ciepło, potęgu-
jąc problemy związane z niską przewodnością cieplną
tytanu.
Swoiste właściwości stopów tytanu objawiają się wyra-
źnie zwłaszcza podczas obróbki części o cienkich ścian-
kach lub pierścieni (rys. 9) – jako typowych operacji prze-
prowadzanych z użyciem narzędzi z dodatnim kątem
natarcia. Kształtowanie takich części na ogół powoduje,
że materiał bardziej jest odpychany niż skrawany, co
odzwierciedla się w dokładności obróbki. Materiał zostaje
zdeformowany plastycznie (a nie sprężyście), co zwięk-
sza jego wytrzymałość i twardość w obszarze skrawania.
Wraz ze wzrostem twardości stopu i jego wytrzymałości,
prędkości dobrane do początkowych warunków procesu
stają się zbyt duże, co prowadzi do znacznego wzrostu
zużycia narzędzia [15].
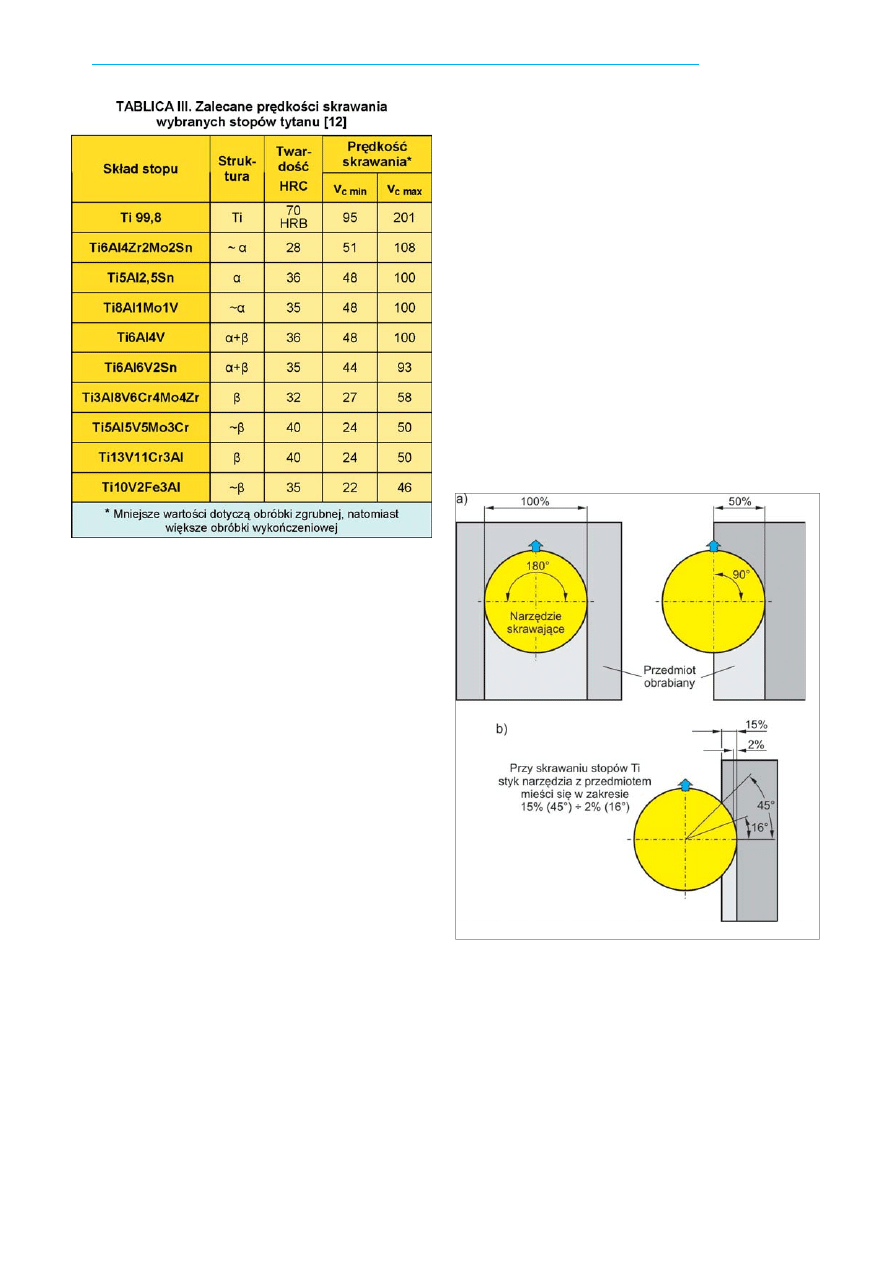
Do stopu tytanu, z którego wykonuje się daną część,
zaleca się określoną, dopuszczalną prędkość skrawania
(tabl. III). Z największymi prędkościami można skrawać
niestopowy tytan, który jest względnie miękki i nie stwa-
rza większych problemów obróbkowych. Twardsze sto-
py o strukturze
β wymagają stosowania zdecydowa-
nie mniejszych prędkości skrawania. Generalnie można
stwierdzić, że dopuszczalna prędkość skrawania maleje
wraz ze wzrostem w stopie udziału V i Cr. Twardość
materiału jest krytycznym czynnikiem w obróbce tytanu.
648
MECHANIK NR 8-9/2008
Rys. 10. Zakresy styku promieniowego narzędzia skrawającego
z przedmiotem obrabianym: a) podczas skrawania zwykłych stali
stopowych, b) podczas skrawania stopów tytanu
Jeżeli twardość jest niska (poniżej 38 HRC), tytan będzie
się lepił i może powstawać narost. Przy wyższej twardości
(powyżej 38 HRC) obrabiany materiał będzie miał cechy
ścierne, wywołujące zużycie krawędzi skrawającej [12].
Podczas obróbki materiały tytanowe wykazują termo-
plastyczną niestabilność, która prowadzi do charakterys-
tycznych zjawisk w procesie tworzenia wióra. Odkształ-
cenia pochodzące od ścinania w wiórze są zlokalizowane
w wąskim pasie o szerokości kilku mikrometrów wzdłuż
pierwotnej strefy ścinania, co wpływa na formowanie się
wiórów segmentowych. Temperatura w tym pasie wynosi
powyżej 800
° C, gdyż – wskutek złej przewodności ciepl-
nej tytanu – ciepło nie odpływa do przedmiotu, lecz
pozostaje w strefie ścinania, zmiękczając materiał i powo-
dując przemieszczanie segmentów wióra. W efekcie wiór
przemieszcza się wzdłuż powierzchni natarcia narzędzia,
przy czym – wskutek tarcia o nią (wtórna strefa ścinania)
– temperatura w punkcie odrywania się wióra przekracza
900
° C [16]. Wióry segmentowe są przyczyną wahań siły
skrawania, która, w połączeniu z wysoką temperaturą,
wywołuje mikroobciążenie zmęczeniowe.
Podczas skrawania ciągłego stopy tytanu tworzą długie
wióry wstęgowe, które owijają się wokół narzędzia. Dlate-
go, szczególnie przy toczeniu i wierceniu, nie jest moż-
liwe wytwarzanie automatyczne. Proces należy przery-
wać w celu usuwania wiórów i ponownie uruchamiać.
W następstwie dodania do składu stopu Ti6Al4V do 2,8%
lantanu długość wióra ulega istotnemu skróceniu, po-
prawia się obrabialność stopu przez zmniejszenie ob-
ciążenia cieplnego ostrza i obniża o ok. 20% siła skrawa-
nia [16].
Wytwarzanie ciepła można obniżyć, zmniejszając pro-
mieniowy i osiowy zakres styku narzędzia skrawającego
z przedmiotem obrabianym. W przypadku stopów tytanu
zakres zmienności zarówno prędkości skrawania i posu-
wu, jak też styku promieniowego i osiowego jest ograni-
czony, aby nadmierna ilość ciepła nie wywoływała naros-
tu. W celu zapewnienia pożądanej trwałości narzędzia
podczas skrawania stopów tytanu, zakres styku na ogół
nie powinien przekraczać 15% (wyjątkowo może docho-
dzić do 30%), co odpowiada kątowi styku 45
° (rys. 10b),
podczas gdy dla typowych stali waha się w granicach
50
÷ 100% (rys. 10a). Prędkość skrawania można pod-
wyższyć poprzez zmniejszenie łuku styku narzędzia
z przedmiotem, co pozwala zwiększyć wydajność ubyt-
kową bez zmniejszenia trwałości narzędzia. Wydajność
można także podwyższyć, stosując większy osiowo,
a mniejszy promieniowo styk narzędzia. Jeśli zaś chodzi
o prędkość posuwu, to należy utrzymywać ją na takim
poziomie, aby uniknąć odpychania materiału (powodują-
cego umacnianie), zamiast jego skrawania, a jednocześ-
nie zapewnić wymaganą wydajność.
Wielkość sił skrawania, które powstają w trakcie
obróbki stopów tytanu jest wprawdzie niewiele większa
od występujących przy obróbce stali o porównywalnej
twardości, ale jednak proces kształtowania ubytkowego
stopów tytanu jest znacznie trudniejszy i bardziej zło-
żony. W porównaniu z innymi, lekkimi materiałami kon-
strukcyjnymi, w tym z kompozytami włóknistymi, skra-
wanie stopów stawia zupełnie inne wymagania w od-
niesieniu do stosowanych narzędzi skrawających i ob-
rabiarek.
Narzędzia do skrawania stopów tytanu
– wymagania i rozwiązania
Nowe materiały i nowe konstrukcje zmuszają wytwór-
ców w przemyśle lotniczym do poszukiwania innowacyj-
nych rozwiązań uwzględniających koszt i jakość produk-
tów oraz czas dostawy. Obróbka nowych materiałów,
w tym stopów tytanu, zmusza producentów do formuło-
wania zmodyfikowanych wymagań w odniesieniu do na-
rzędzi skrawających. Duża wydajność ubytkowa, długa
trwałość ostrzy, wysoka jakość wyrobów, przewidywana

650
MECHANIK NR 8-9/2008
Rys. 11. Badania wpływu kąta natarcia
γ
przy prędkości skrawania
v
c
= 75 m/min wykazały, że większy kąt
γ
skutkuje podwyższeniem
trwałości narzędzia [17]
żywotność narzędzi bez uszkodzeń są krytycznymi wy-
znacznikami wydajnego, stabilnego i bezpiecznego wy-
twarzania.
Podczas skrawania stopów tytanu typowymi objawami
zużycia narzędzia są starcie na powierzchni przyłożenia,
wyżłobienie i narost. Wyżłobienie przy krawędzi skrawa-
jącej występuje jako zlokalizowane zużycie ścierne głów-
nie na powierzchni natarcia, ale i na powierzchni przyło-
żenia (wzdłuż odcinka odpowiadającego głębokości skra-
wania). Jest ono częściowo spowodowane występowa-
niem umocnionej warstwy powstałej w poprzednich pro-
cesach odlewania, kucia, obróbki cieplnej lub wcześniej-
szych operacjach skrawania.
Zużycie w postaci wyżłobienia może być również wy-
wołane reaktywnością chemiczną tytanu z materiałem
ostrza narzędzia. Występuje ono wówczas, gdy tempera-
tura skrawania przekracza 800
° C i pojawia się dyfuz-
ja między narzędziem a materiałem przedmiotu obrabia-
nego.
W procesie skrawania stopów tytanu występuje także
tendencja do nawarstwiania się materiału obrabianego
na powierzchni natarcia wkładki ostrzowej. Powstające
w tym obszarze wysokie naciski mogą zgrzewać cząstki
stopu tytanu z krawędzią skrawającą, tworząc narost.
Cząstki te, w ciągu kolejnych krótkich przedziałów cza-
su, mają skłonność do odrywania się od krawędzi skra-
wającej i porywania ze sobą węglików z wkładki ostrzo-
wej.
W celu zmniejszenia intensywności zużywania się na-
rzędzi skrawających podejmuje się różnego rodzaju
przedsięwzięcia związane z ich konstrukcją, makro- i mik-
rogeometrią ostrzy, doborem materiału podłoża i rodza-
jem nanoszonej na niego powłoki.
Kąt przystawienia
κ wkładki równy 45° (lub mniejszy)
powoduje, że grubość wióra ulega zmniejszeniu. Wpra-
wdzie zwiększa się długość krawędzi skrawającej po-
zostającej w styku z przedmiotem i wiórem, ale jedno-
cześnie zmniejsza się ciepło zlokalizowane w strefie
obróbki i krawędź skrawająca wykazuje większą trwa-
łość.
W odniesieniu do skrawania stopów tytanu narzędziami
z wkładkami ostrzowymi istotnym zagadnieniem jest za-
szlifowanie ich obrzeży, mające na celu zmniejszenie
nacisków występujących w procesie oraz tarcia na ob-
rabianej powierzchni. Geometria wkładki musi być dodat-
nia (dodatnie kąty natarcia
γ), ale nie jest to wystar-
czające do zapewnienia efektywności procesu. Jeżeli
pierwsza część krawędzi skrawającej jest wzmocniona
przez wytrzymalszy – chociaż mniejszy – pierwotny kąt
natarcia, to wówczas zastosowanie większego kąta wtór-
nego, pozwalające na stworzenie dodatniej przestrzeni
wiórowej, może zapewnić geometrię najkorzystniejszą
do przeciwstawienia się naciskom i przedłużenia okresu
trwałości ostrza. Z kolei poprzez odpowiednio dobrane
dogładzanie krawędzi skrawającej zwiększa się jej ost-
rość, wymaganą w procesie obróbki tytanu, przy czym
zbyt ostre krawędzie mogą sprzyjać ich wykruszaniu się
i zmniejszeniu trwałości.
Poszukiwania makrogeometrii wkładki ostrzowej opty-
malnej do skrawania stopów tytanu doprowadziły do
konkluzji, że dodatnie kąty natarcia prowadzą z jednej
strony do mniejszych sił skrawania, z drugiej zaś małe
kąty klina ostrza
β powodują osłabienie jego stabilności.
Małe kąty natarcia powodują większe zużycie, gdyż
wskutek dużego obciążenia mechanicznego na krawę-
dziach skrawających powstają wykruszenia. Stwierdzono,
że najkorzystniejszy kompromis między wartościami sił
skrawania i stabilnością krawędzi, umożliwiający najko-
rzystniejsze zachowanie się narzędzia pod względem
zużycia, zapewnia kąt natarcia
γ wynoszący 14° (rys. 11)
i kąt przyłożenia
α równy ok. 6° [17]. Stanowi to zupełne
przeciwieństwo geometrii zazwyczaj stosowanej podczas
procesu skrawania stopów aluminium.
Ważną rolę w skrawaniu tytanu spełnia również właś-
ciwy dobór materiału ostrza i rodzaju powłoki. Preferuje
się podłoża z submikrometrowych węglików spiekanych
z powłokami TiAlN nanoszonymi metodą PVD. Cienka,
gładka powłoka PVD z dostatecznymi naprężeniami włas-
nymi zwiększa odporność narzędzia na wykruszanie się
oraz zużycie typu wyżłobienie (krater), co powoduje, że
tego rodzaju powłoki umożliwiają osiąganie lepszej od-
porności na zużycie, jak też chemicznej stabilności oraz
mniejszej skłonności do tworzenia narostów.
Praktycznie wszyscy więksi wytwórcy z branży narzę-
dziowej prezentują w swoich programach produkcyjnych
narzędzia przystosowane do skrawania stopów tytanu.
Przykładowo współpraca amerykańskich firm MAG Cin-
cinnati i MAG Maintenance Technologies z brytyjską
firmą Technicut Ltd. zaowocowała opracowaniem no-
wych frezów z ostrzami z węglików spiekanych, cha-
rakteryzujących się wysoką odpornością na zużycie ost-
rza i ciągliwością korpusu narzędzia w celu absor-
bowania drgań występujących podczas skrawania tyta-
nu [14, 18, 19].
Jednym z nich jest frez Raptor (rys. 12a) z wlutowany-
mi wkładkami z węglików spiekanych, przeznaczony głó-
wnie do obróbki wykończeniowej, który pozwala na uzys-
kiwanie wydajności ubytkowej nawet 150 cm
3
/min. Inną
jego zaletą jest możliwość obróbki przedmiotu w jednym
zamocowaniu i pominięcia obróbki półwykończeniowej.
Oznacza to dwukrotne zwiększenie trwałości narzędzia
oraz – w określonych zastosowaniach – nawet 30-krotny
wzrost produktywności.
Firma MAG Maintenance Technologies wprowadziła
również kolejne niepowlekane narzędzia. Wielorowkowy
frez Dreamcutter jest przeznaczony do obróbki wykoń-
czeniowej i bardzo skuteczny w wykonywaniu kieszeni
o głębokości do 200 mm bez widocznych odsadzeń na
całej długości oraz z maksymalną tolerancją równoległo-
ści 0,127 mm, jak też ścianek o grubości 1,5 mm z ma-
652
MECHANIK NR 8-9/2008
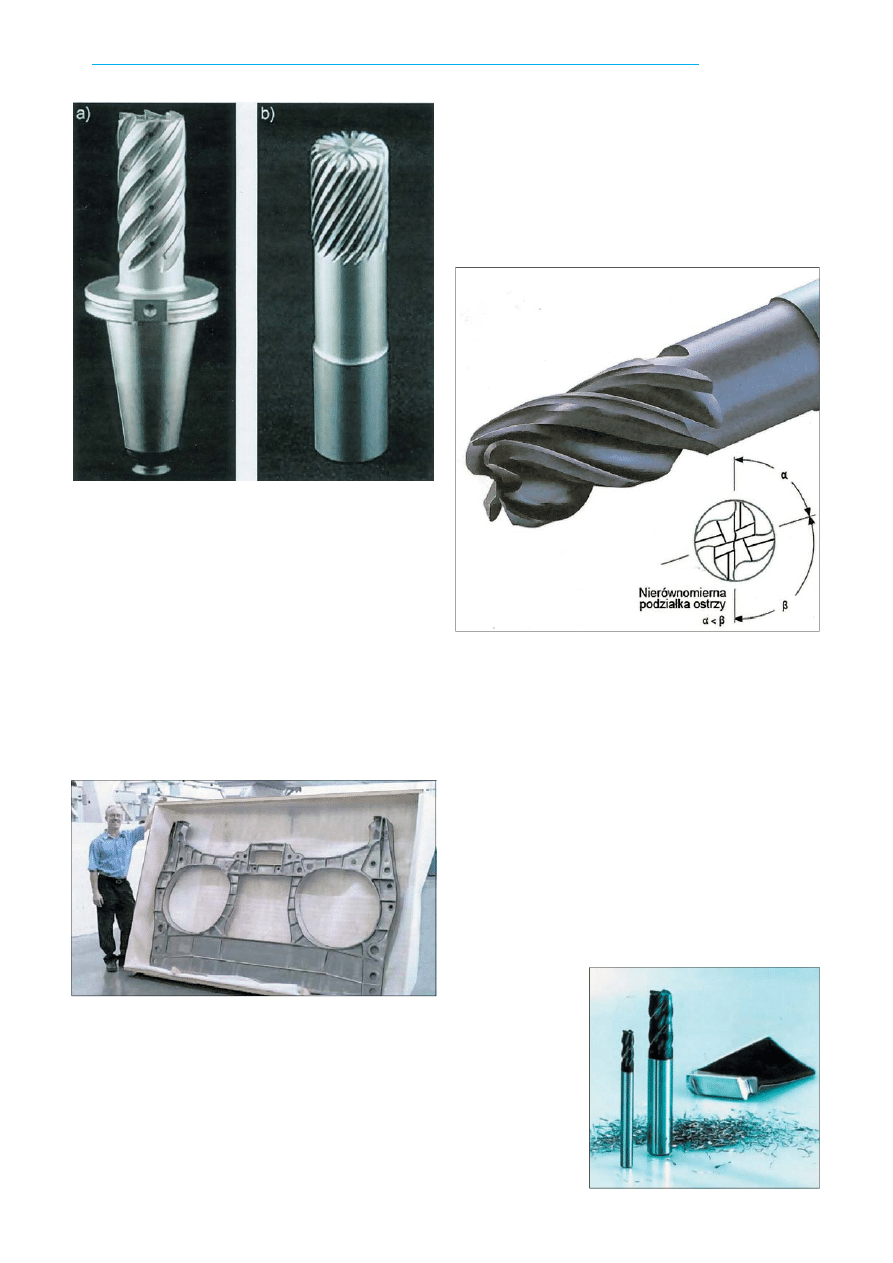
Rys. 12. Przykładowe frezy firmy MAG Maintenance Technologies do
obróbki stopów tytanu: a) frez Raptor z wlutowanymi wkładka-
mi z węglików spiekanych do wydajnej obróbki wykończeniowej,
b) pełnowęglikowy frez Mega-Flute do obróbki wykończeniowej z po-
suwami do 2,5 m/min i wydajnością 50 cm
3
/min
Rys. 13. Duży, monolityczny element tytanowy do wojskowego sa-
molotu myśliwskiego z obrobionymi głębokimi kieszeniami i cienkimi
ściankami (w celu zmniejszenia masy)
Rys. 14. Pełnowęglikowy frez trzpieniowy Protostar Ti 40 firmy Proto-
typ Werke z nierównomierną podziałką ostrzy, przeznaczony do
obróbki stopów tytanu
Rys. 15. Pełnowęgli-
kowe frezy trzpienio-
we o średnicach do
16 mm
firmy
Paul
Horn
do
skrawania
m.in. stopów tytanu
ksymalnym rozrzutem grubości
< 0,12 mm (rys. 13). Uzu-
pełnia go frez Mega-Flute (rys. 12b) zaprojektowany do
realizacji obróbki wykończeniowej części z tytanu i jego
stopów o dużej wytrzymałości. Szczególnie w budowie
samolotów, gdzie został zastosowany, osiągnięto impo-
nujące rezultaty, a mianowicie prędkość posuwu równą
2,5 m/min, wydajność ubytkową 50 cm
3
/min, jak też pew-
ną procesowo trwałość narzędzia wynoszącą 1 h ciąg-
łego skrawania.
Firma Prototyp Werke opracowała nowe, pełnowęg-
likowe frezy trzpieniowe do obróbki stopów tytanu, w tym
frez Protostar Ti 40 (rys. 14), przeznaczony do HPC-
obróbki zgrubnej i wykończeniowej. Jest on oferowany
w średnicach 12
÷ 25 mm i umożliwia wysoką wydajność
ubytkową dzięki dosuwowi wynoszącemu do 1,5 D przy
frezowaniu rowków w pełnym materiale, jak też prędkości
skrawania do 80 m/min. Konstrukcję 4-ostrzowego freza
charakteryzuje: kąt pochylenia linii śrubowej
λ = 40°, zale-
żny od wymagań przedmiotu promień naroża ostrzy R
w zakresie 0,2
÷ 4 mm oraz nierównomierna podziałka
ostrzy stosowana w celu zapewnienia cichego, tłumiące-
go drgania przebiegu procesu. Wewnętrzne, osiowe do-
prowadzenie cieczy chłodząco-smarującej ułatwia trans-
port wiórów wypolerowanymi rowkami narzędzia. Pod-
wyższeniu trwałości ostrza sprzyja specjalna powłoka
ACN.
Znany przez użytkowników typoszereg frezów DS firmy
Paul Horn został rozszerzony o pełnowęglikowe frezy
trzpieniowe o średnicach do 16 mm (rys. 15), przezna-
czone do obróbki nierdzewnych i żarowytrzymałych mate-
riałów oraz stopów tytanu. Do frezowania naroży i row-
ków oferuje się obecnie 8 frezów trzpieniowych z 4 ost-
rzami w zakresie średnic 3
÷ 12 mm oraz frez z 5 ostrza-
mi o średnicy 16 mm. Wszystkie narzędzia mają kąt
pochylenia linii śrubowej
λ wynoszący 45° i zależny
od średnicy promieni naroży R w zakresie 0,2
÷ 1 mm.
Zastosowano
gatunek
węglików
spiekanych
TS 3K,
umożliwiający frezowanie materiałów o twardości do ok.
60 HRC.
W celu przeciwdziałania trudnościom występującym
podczas obróbki stopów tytanu firma Ceratizit opracowała
654
MECHANIK NR 8-9/2008
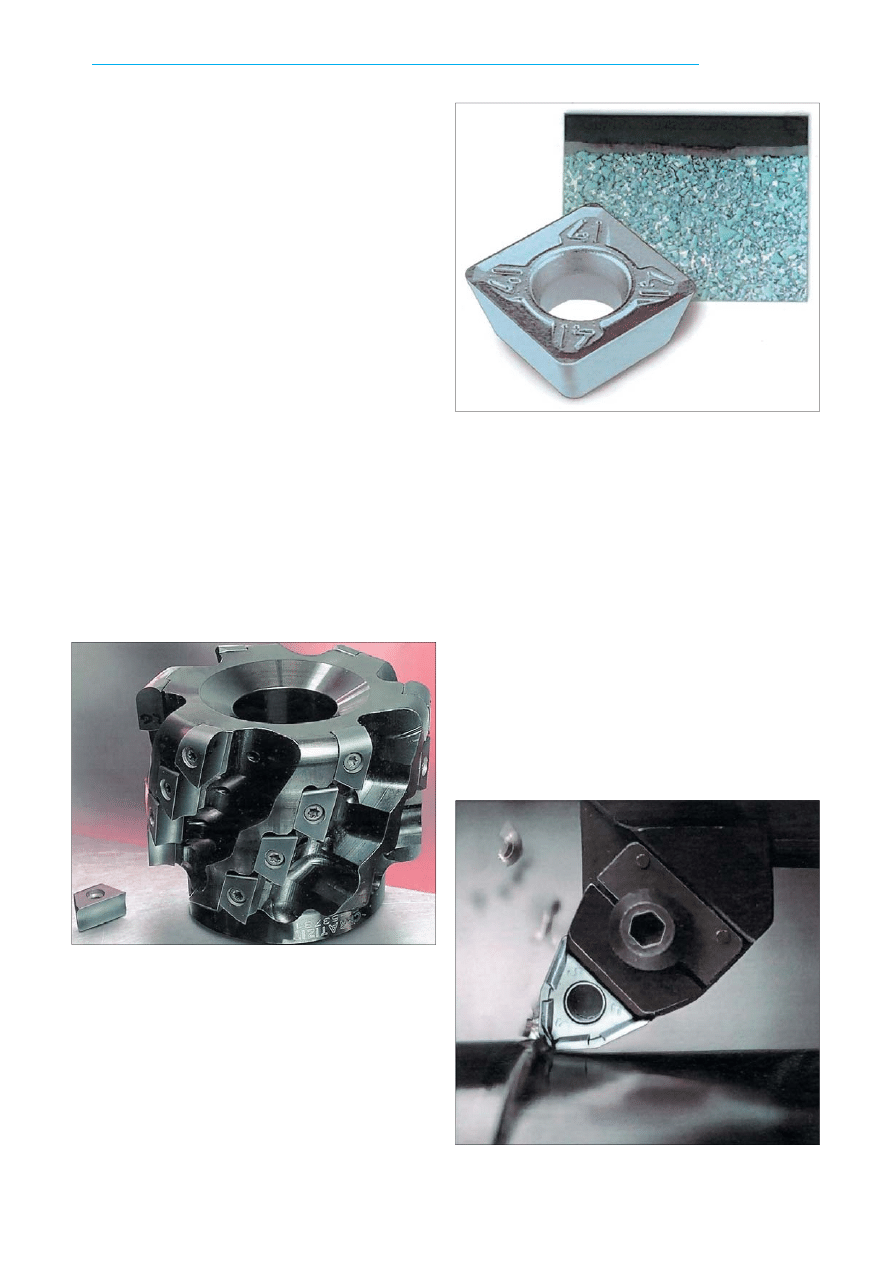
Rys. 16. Frez z wkładkami ostrzowymi z węglików spiekanych nowe-
go gatunku CTP 5240 firmy Ceratizit, przeznaczonymi specjalnie do
obróbki stopów tytanu [21]
Rys. 17. Wkładka ostrzowa X700 firmy ATI Stellram z powłoką TiAlN
naniesioną metodą PVD [22]
Rys. 18. Tokarska wkładka ostrzowa z geometrią 4E firmy ATI
Stellram z supertwardą powłoką Nano TiAlN do wysokotemperaturo-
wej obróbki stopów tytanu [15]
nowy gatunek powlekanych wkładek z węglików spieka-
nych, który zapewnia – zdaniem wytwórcy – rozwiązanie
problemów związanych z nadmiernym oddziaływaniem
ciepła na krawędzie skrawające, prowadzącym do chemi-
cznych reakcji, jak utlenianie i dyfuzja na powierzchni
ostrza narzędzia. Dzięki stworzeniu przez Ceratizit szcze-
gólnie żarowytrzymałego połączenia podłoża z powłoką
HyperCoat-P, nanoszoną metodą PVD [20], określonego
jako CTP 5240, znaleziono odpowiedź na nierównomier-
ną twardość odkuwek ze stopów tytanu i wynikające
z niej nieprzewidywalne obciążenia wkładek ostrzowych.
Podłoże z węglików spiekanych ISO – klasy P i M35,
z ziarnami średniej wielkości, cechuje duża odporność na
zużycie z wystarczającą ciągliwością i bardzo wysoka
wytrzymałość cieplna. Naniesiona na nie metodą PVD
powłoka jest dostosowana do przyszłego zastosowania
i wykazuje zredukowaną skłonność do chemicznych reak-
cji z obrabianym materiałem. Ma ona bardzo dobre właś-
ciwości tribologiczne i wysoką stabilność termiczną przy
jednocześnie wysokiej twardości. Stanowi również efek-
tywną osłonę cieplną dla węglikowego podłoża, chroniącą
go przed przedwczesnym zużyciem przy większych pręd-
kościach skrawania.
Geometria ostrzy wkładek CTP 5240 jest wysoce do-
datnia (rys. 16), co pozwala realizować proces obrób-
ki z mniejszymi siłami skrawania, lepszym formowa-
niem wiórów oraz ich efektywnym spływem. Temperatura
procesu utrzymuje się przez długi czas w zakresie
200
÷ 250° C. Takie połączenie geometrii i gatunku wkła-
dek umożliwia stosowanie podczas obróbki zgrubnej
prędkości wynoszącej 120 m/min przy posuwie na ostrze
0,12 mm i osiowej głębokości skrawania 6 mm [21].
Wkładka ostrzowa z węglików spiekanych gatunku
X700 jest najnowszym uzupełnieniem typoszeregu X
wkładek firmy ATI Stellram do narzędzi frezarskich. Na-
niesiono na nią metodą PVD powłokę TiAlN z prze-
znaczeniem do frezowania stali nierdzewnych i stopów
tytanu (rys. 17). Opracowana wkładka zapewnia niższe
naciski i naprężenia podczas obróbki. Wykorzystuje pod-
łoże z rutenu ze spoiwem kobaltowym, oferując korzyst-
niejsze parametry pękania pod wpływem temperatury
i odporność na propagację pęknięć, jak też wydajność
ubytkową 3-krotnie wyższą od osiąganej przez konwen-
cjonalne narzędzia skrawające, co szczególnie odnosi się
do obróbki stopów tytanu i jest również rekomendowane
do dużych prędkości skrawania i małych prędkości posu-
wu.
Ta sama firma zaprezentowała nową geometrię, okreś-
loną jako 4E, tokarskich wkładek ostrzowych z dodatnimi
kątami natarcia (rys. 18), przeznaczonych do wysokotem-
peraturowej obróbki stopów tytanu. Na podłoża z mikro-
ziarnistych węglików spiekanych jest naniesiona meto-
dą PVD supertwarda powłoka Nano TiAlN. Takie połą-
czenie podłoża z powłoką, określone jako SPO 819, ni-
weluje naprężenia własne oraz czyni go skrajnie twar-
dym, zapewniając dłuższą trwałość ostrza i wyższą pro-
duktywność.
Oprócz wykorzystywania w procesie toczenia sto-
pów tytanu narzędzi z kształtem ostrza umożliwiającym
zmniejszenie grubości wióra (kąty
κ < 45°), drugim środ-
kiem technologicznym na obniżenie temperatury procesu
i zmniejszenie wynikowego zużycia jest stosowanie od-
656
MECHANIK NR 8-9/2008
Rys. 19. System wysokociśnieniowego, ukierunkowanego chłodzenia
firmy Sandvik Coromant, umożliwiający – za pomocą trzech strug
– podnoszenie wióra i zmianę charakteru zużycia ostrza na powierz-
chni natarcia [23]
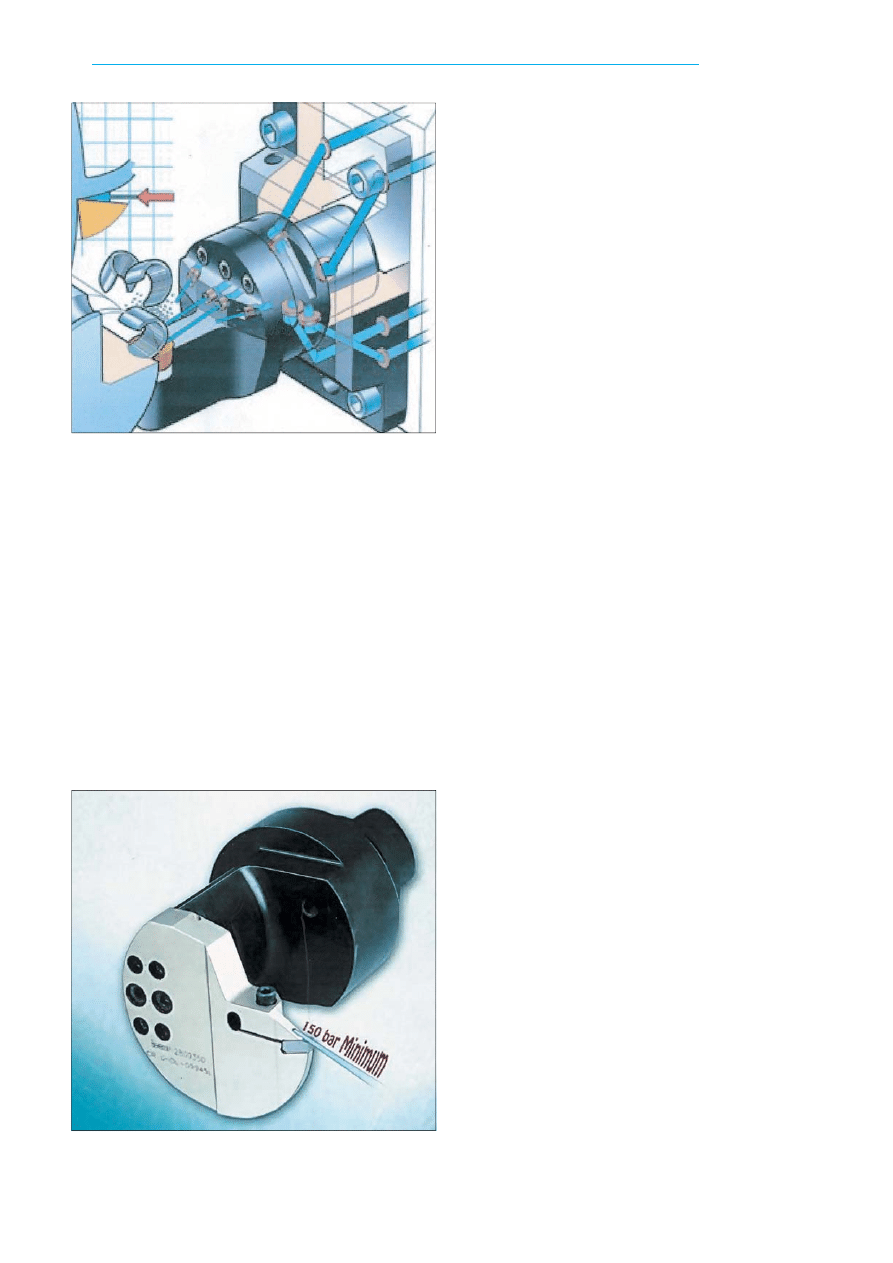
Rys. 20. Narzędzie tokarskie firmy Iscar do realizacji operacji tocze-
nia i przecinania stopów tytanu z wewnętrznym doprowadzaniem
poprzez oprawkę wysokociśnieniowej strugi chłodziwa i skierowa-
niem jej do strefy obróbki [24]
powiednio dobranych chłodziw podawanych pod wysokim
ciśnieniem. Firma Sandvik Coromant od kilku lat prezen-
tuje systemy (Jetbreak – rys. 19, CoroTurn HP – [20, 23])
pozwalające wykorzystywać chłodziwo doprowadzane
wewnętrznie poprzez oprawkę do ukierunkowanych dysz
i pod ciśnieniem w zakresie 7
÷ 20 MPa, podawane precy-
zyjnie od strony powierzchni natarcia w formie laminar-
nych strug pod wiór. Wytwarzany w ten sposób hyd-
rauliczny klin między powierzchnią natarcia a wiórem
podnosi go, co skutkuje inną postacią zużycia powierz-
chni natarcia dzięki obniżeniu tarcia, a tym samym
zmniejszeniu temperatury, pozwalającemu na wzrost prę-
dkości skrawania nawet o 50%. Sprzyja to istotnemu
podwyższeniu produktywności w procesie obróbki stopów
tytanu, a zużycie w postaci wyżłobienia na powierzchni
natarcia przestaje być dominujące.
Podobnie postąpiła firma Iscar, konstruując do trud-
nych obróbek stopów tytanu i wysoce żaroodpornych
materiałów narzędzia tokarskie, które efektywnie pracują
z wewnętrznie doprowadzanym chłodziwem pod ciśnie-
niem dochodzącym do 40 MPa (rys. 20). Dla ultrawyso-
kich ciśnień chłodziwa przed narzędziem do przecinania
lub toczenia usytuowano rezerwuar cieczy chłodząco-
smarującej, z którego – poprzez dyszę – kierowana jest
ona w sposób niezmienny, skoncentrowaną strugą na
ostrze pod wiór. Dzięki temu – według wytwórcy – mogą
zostać podwyższone prędkości skrawania tytanu z 30 do
nawet 150 m/min podczas przecinania czy toczenia, zre-
dukowane czasy główne i przebiegu operacji obróbkowej,
jak też obniżone temperatury krawędzi skrawających ost-
rzy narzędzi [24].
Część II w Mechaniku 10/2008
LITERATURA
1. C. LEYENS, M. PETERS (eds.): Titanium and titanium alloys.
Wiley-VCh., Weinheim 2003.
2. K. E. OCZOŚ: Zwiększanie efektywności procesów skrawania
stopów tytanu. Mechanik, 76(2003)10, 543
÷ 550.
3. L. A. DOBRZAŃSKI: Metalowe materiały inżynierskie. WNT, Wa-
rszawa 2004.
4. D. BIEDERMANN, S. BERGMANN, Ch. MACHAI: Spanende
Bearbeitung von
β-Titan. Der leichte Stoff macht schwer zu
schaffen. Werkstatt u. Betrieb, 140(2007)7/8, 80
÷ 83.
5. F. KLOCKE, A. STEGEN: Zerspanbarkeit von Titanalumminid-
legierungen. Dem spro¨den Stoff die Spanbildung beibringen.
Werkstatt u. Betrieb, 139(2006)10, 64
÷ 67.
6. Titan- und Nickellegierungen – unverzichtbar im Flugzeugbau.
Konstruktion, 60(2008)5, IW6-IW7.
7. E. ABELE, M. KREIS, M. WEIGOLD: Trendbericht: Stand der
Zerspanungstechnik im Leichtbau. Mit Leichtigkeit zu ho¨herer
Leistung. Werkstatt u. Betrieb, 140(2007)7/8, 66
÷ 72.
8. K. E. OCZOŚ: Kompozyty włókniste – właściwości, zastosowa-
nie, obróbka użytkowa. Mechanik 81(2008)7, 579
÷ 592.
9. F. NABHANI: Machining of aerospace titanium alloys. Robotics
and Comp. Integr. Manuf., 17(2001), 99
÷ 106.
10. E. O. EZUGWU, J. BONNEY, Y. YAMANE: An overview of the
machinability of aeroengine alloys. J. of Mater. Proc. Techn.,
134(2003), 233
÷ 253.
11. M. PETERS et al.: Titanium alloys for aerospace applications.
Adv. Eng. Mater., 5(2003)6, 419
÷ 427.
12. D. WATSON, T. BAYHA, T. HOFMANN, G. FESTEAU: Titanium
takes off. The art and science of milling titanium to make
aerospace parts. Cut. Tool. Eng., 59(2007)3, 36
÷ 44.
13. B. MOREY: High-speed machining for aerospace. Manuf. Eng.,
140(2008)3,
14. A. M. STAFF: Carbide cutters tame titanium machining. Amer.
Machinist, 152(2008)3, 16
÷ 19.
15. J. BENES: Cutting titanium. Amer. Machinist, 151(2007)12, 53
– 54.
16. C. SIEMERS u. a.: Entwicklung, Eigenschaften und Anwendun-
gen von Automatentitan. So verbessert Lanthan die Titan-
-Zerspanbarkeit. Werkstatt u. Betrieb, 139(2006)10, 64
÷ 67.
17. B. DENKENA, J. KO
¨ HLER, J. H. DEGE: Titanzerspannung.
Optimierte Werkzeuge stellen Schlu¨ssel fu¨r wirtschaftlichere
Bearbeitung dar. Maschinenmarkt online, 18. Juni 2008.
18. MAG Maintenance Technologies responds to need for titanium
processing. Tooling & Production – eNews. May, 2008.
19. Sharp teeth cutting deep pockets. MAGazine, No. 2, 2007,
14
÷ 16.
20. K. E. OCZOŚ: Przegląd wybranych rozwiązań narzędzi skrawa-
jących prezentowanych na EMO 2007 w Hanowerze. Mechanik,
80(2007)11, 871
÷ 875.
21. R. KROH: Neue Hartmetall-Sorte steigert Produktivita
¨ t beim
Bearbeitung von Titanlegierungen. Maschinenmarkt online, 13.
Dezember 2007.
22. Inserts for low-stress machining. Amer. Machinist, 152(2008)5,
19.
23. B. KENNEDY: Turning tips for a supermaterial. Cut. Tool. Eng.,
58(2006)7, 36
÷ 42.
24. Hochdruck ku¨hlt besser. Industrie-Anzeiger, 129(2007)39, 44.
Wyszukiwarka
Podobne podstrony:
dodatkowy artykul 2
ARTYKUL
laboratorium artykul 2010 01 28 Nieznany
Fizjologia snu Artykul
energoefekt artykul transmisja danych GPRS NiS[1]
Komunikacja interpersonalna Artykul 4 id 243558
artykul profilaktyka cz2 id 695 Nieznany (2)
kryteria oceny podręczników artykuł
Artykul (2015 International Jou Nieznany
ARTYKUL Mieszanki niezwiazane na podbud
artykul bromy id 69542 (2)
archetypy w reklamie artykul ma Nieznany (2)
Medyczny artykuł naukowy Zasady dobrej praktyki publikacyjnej [J E Zejda]
2915
artyku Smoli skiej o kol dowaniu
2006 samobojstwu artykul
Gniew jako przyjaciel Artykul
artykul393 8 89 07 04 2008
więcej podobnych podstron