INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC18MC
APX Technologie Sp. z o.o.
ul. Nike 41 02-442 Warszawa
tel. 022 863-66-22, 863-66-23
fax 022 863-66-80
www.apx.home.pl
APX
PIONOWE CENTRUM OBRÓBKOWE
ZE STEROWANIEM NUMERYCZNYM
FANUC18MC
firmy QUASER
typ : MY204 II
PRODUCENT
DYSTRYBUTOR
QUASER MACHINĘ TOOLS, INC. ( TAJWAN)
APX Technologie Sp. z o.o. WARSZAWA
INSTRUKCJA
UŻYTKOWANIA
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
SPIS TREŚCI
1. Informacje ogólne 6
1.1 Przeznaczenie 6
1.2. Podstawowe parametry techniczne 7
1.3 Wskazówki dotyczące wyjęcia z kontenera, transportu w zakładzie, rozpakowania
obrabiarki 8
1.4 Posadowienie obrabiarki 11
1.5 Podłączenie elektryczne 11
1.6 Konserwacja i smarowanie 12
1.7 Instrukcja stanowiskowa - do zamieszczenia w widocznym miejscu 13
1.8 Deklaracja producenta na zgodność z EC: 14
1.9. Skróty używane w niniejszej instrukcji: 17
2. Zalecenia dotyczące bezpieczeństwa 18
2.1 Podstawowe zalecenia operatorskie 18
2.2 Przed włączeniem napięcia 19
2.3. Rutynowe czynności sprawdzające 20
2.4 Rozgrzewanie wstępne 20
2.5 Przygotowanie 21
2.6. Obróbka 21
2.7. Przerwanie obróbki 22
2.8. Zakończenie pracy 23
2.9. Podzespoły decydujące o bezpieczeństwie 23
2.10. Przygotowanie do czynności konserwacyjnych 24
2.11. Konserwacja 24
2.12 Rozpoczęcie pracy po konserwacji 24
2.13. Wymagania do znaku bezpieczeństwa CE 25
3. Opis panelu sterowania 28
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
3.1.1 Funkcje pomocnicze 34
3.1.2 Wskaźnik obciążenia wrzeciona 34
3.1.3Wyłącznik awaryjny; EMG STOP; Emergency Stop 35
3.1.4 Funkcje dodatkowe 3.1.4.1 Single Błock: Blok pojedynczy 36
3.1.5 Atomatic Operation: Tryby obsługi automatycznej 38
3.1.6 Modę Selection: Wybór trybu 41
3.1.7 Feed Ratę Override:Tryb zmiany prędkości posuwów 44
3.1.8 Jog Operation. Tryb posuwu krokowego 47
3.1.9 Sterowanie wrzecionem 47
3.1.10 Sterowanie systemem chłodziwa A 49
3.1.11 Ręczne sterowanie magazynem narzędzi 50
3.1.12 Funkcje podzespołów 51
3.1.13 Tryb zmiany prędkości posuwów 52
3.1.14 Sterowanie Ręcznym Generatorem Impulsów MPG 52
3.1.15 Ręczna interwencja w wykonywanie programu 54
3.1.16 MPG 55
3.2 Stół obrotowy 55
3.3 Panel QMT 55
3.3.1 Wskaźnik prędkości obrotowej wrzeciona 56
3.3.2 Stand-by & Reset: Zatrzymanie pracy zresetowanie (Zasilanie hydrauliczne) 57
3.3.3 Resetowanie wrzeciona 57
3.3.4 Otwieranie drzwi 58
3.3.5 Pistolet spryskowy 58
3.3.6 Ślimak transportu wiórów (opcja) 59
3.3.7 System chłodziwa B (Zapasowy) 59
3.3.8 Chłodzenie przez wrzeciono (opcja) 59
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
3.3.9 Manuał MAG Home Button: Przcisk ręcznego powrotu magazynu do punktu
referencyjnego 60
CAUTION !OSTRZEŻENIE! 61
3.3.10 ATC Tool NO. Initialized. Resetowanie pamięci pozycji narzędzia 61
3.3.11 Dioda wskazująca, że narzędzie jest we wrzecionie 61
3.3.12 Ręczne zwalnianie narzędzia 61
3.4. Panel obsługi ręcznej magazynu narzędzi 62
3.4.1 Panel obsługi magazynu 63
3.5 Pilot zdalnego sterowania 64
3.6 Przyciski dotykowe sterowania 66
3.7. Interface RSC 67
3.8 Ręczne usuwanie usterek w ATC 67
4.FunkcjeMST 71
4.1 Lista Funkcji M 71
4.2 Opisy indywidualne funkcji M 72
4.3 Funkcje S 76
4.4 FUNKCJE T 77
5. Opis komunikatów alarmowych 77
6. Tryb pracy ręcznej (ManualOperation) 82
6.1.Procedura postępowania 82
6.2. Rozgrzewanie wstępne 83
6.3. Zalecany program 83
6.4. Wyłączenie napięcia 84
6.5. Powrót do punktu referencyjnego 84
6.6. Sterowanie posuwami szybkimi 87
6.7 Tryb posuwu krokowego (Jog feed operation) 89
6.8 Tryb posuwu przyrostowego 91
6.9 Manuał Pulse Generator (MPG): Ręczny Generator Impulsów 92
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC I8MC
6.10 Teach In Operation: Funkcja zapamiętywania w programie przesuwów osi
poruszanych ręcznie 94
6.11 Wyjście poza zakres obróbczy 95
6.12 Sterowanie wrzecionem 99
6.13 Orientacja wrzeciona 101
7.Praca w trybie automatycznym 101
7.1 Typy sterowania 101
7.2 Sterowanie według zapamiętanego programu 102
7.2.1 Obróbka automatyczna 103
7.2.2. Obróbka według pojedynczego bloku 103
7.2.3 Program testowy 104
7.2.4 Bieg jałowy 105
7.3 Sterowanie w trybie MDI 105
7.4 Sterowanie DNC (sterowanie zdalne) 105
7.5 Przywoływanie podprogramów 106
7.6 Manualna ingerencja w automatyczny program 106
7.7 Lustrzane odbicie 106
7.8 Zablokowanie obrabiarki 107
7.9 Zablokowanie osi Z 107
7.10 Wznowienie programu 107
8.Funkcje bezpieczeństwa 109
8.1 Wyłącznik awaryjny 109
8.2 Przekroczenie dopuszczalnego zakresu 109
8.3 Przestrzeń chroniona 110
8.4 Funkcja ochrony przy obróbce automatycznej 115
8.5 Ochrona przed otwarciem drzwi do przestrzeni obróbczej 118
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
1. Informacje ogólne.
1.1 Przeznaczenie
Pionowe centrum obróbcze MV-204 II firmy QUASER ze sterownikiem
FANUC 18MC służy do obróbki skrawaniem metali ze szczególnym
zastosowaniem przy produkcji form.
W szczególności poziome centrum obróbkowe MV-204II służy do takich prac,
jak: frezowanie, wiercenie, rozwiercanie, roztaczanie, gwintowanie sztywne i
pływające, dłutowanie.
Osoby obsługujące obrabiarkę powinny posiadać podstawową wiedzę na temat
programowania obrabiarek sterowanych numerycznie, oraz na temat teorii
obróbki skrawaniem. Powinny poza tym zapoznać się z niniejszą instrukcją
użytkowania, oraz przejść specjalistyczne szkolenie prowadzone przez
specjalistów APX Technologie Sp. z o.o.
Szczegóły dotyczące parametrów obróbki i zastosowanych narzędzi w
zależności od obrabianego materiału i żądanej gładkości obrobionej powierzchni
- podawane są przez dostawcę narzędzi.
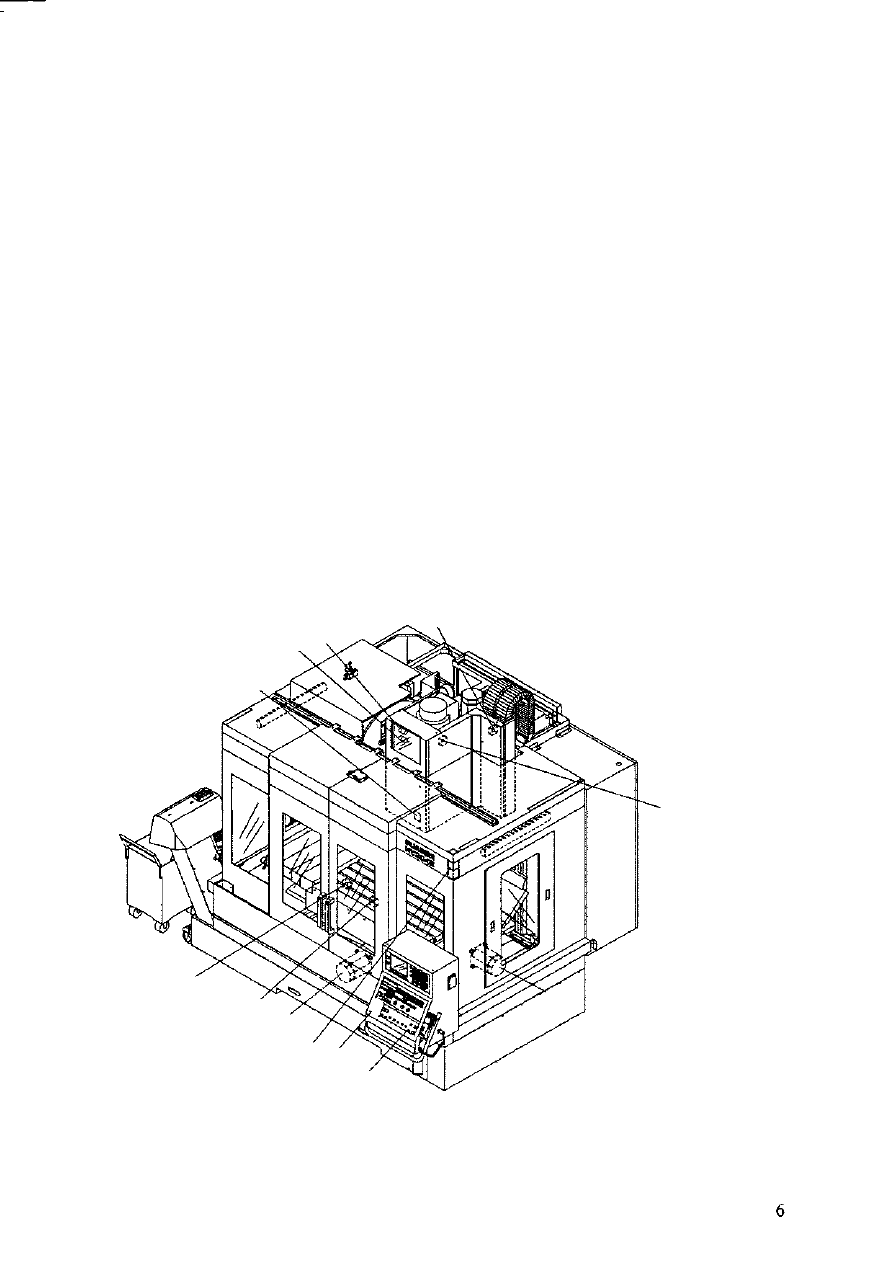
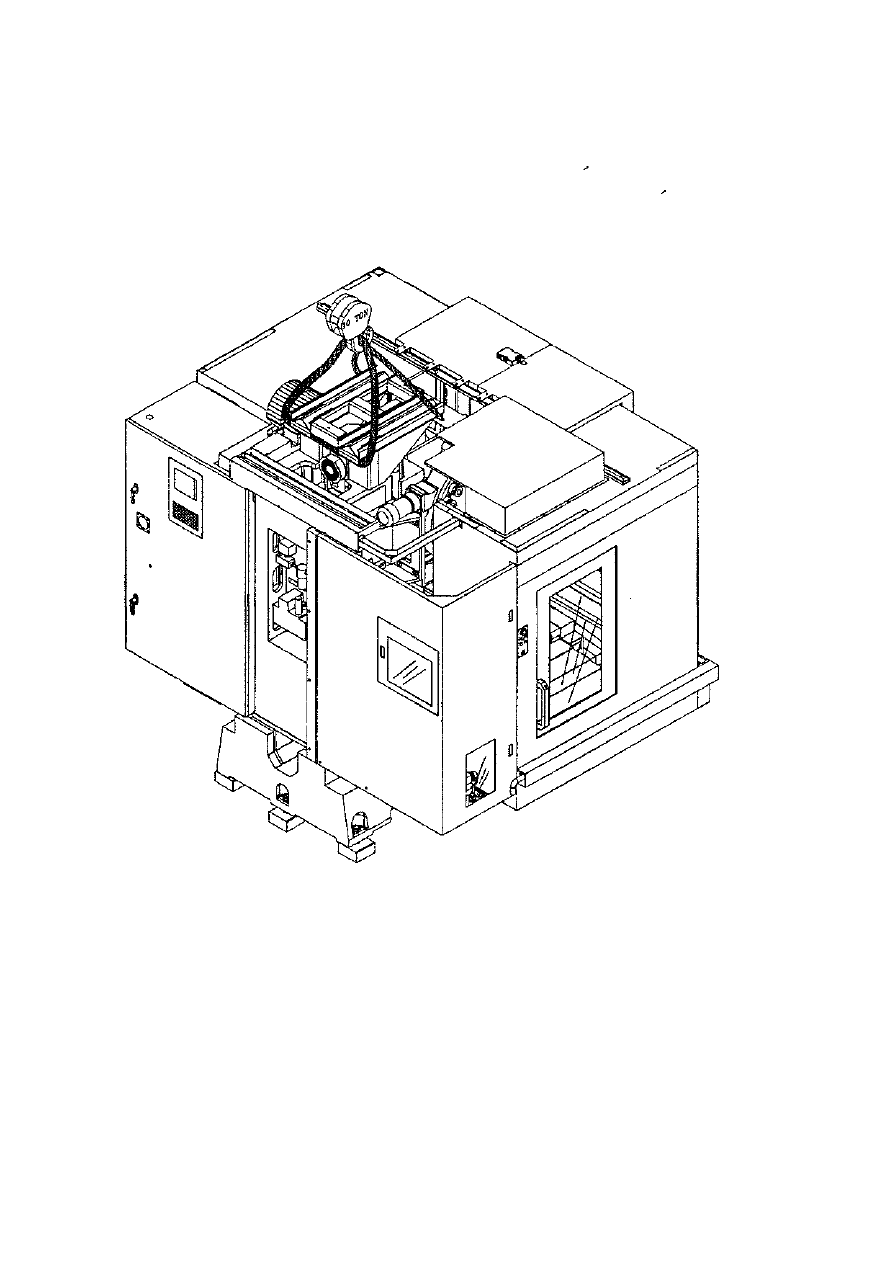
Poniższy rysunek pokazuje aksjonometryczny widok ogólny obrabiarki.

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
1.2. Podstawowe parametry techniczne.
Zakresy ruchu osi:
X (posuw wzdłużny) 1020 mm
Y (posuw poprzeczny) 600 mm
Z (posuw pionowy głowicy wrzeciona) 560 mm
Odległość od powierzchni stołu do czoła wrzeciona 150-710 mm
Wielkość stołu obróbczego 635x1.200 mm
Nośność stołu 1.000 kg
Rowki w stole - typu T 6x18 H8
Wrzeciono
Maksymalna prędkość obrotowa wrzeciona 10.000 min -1
Ilość zakresów prędkości obrotowej wrzecona: 1
Maksymalny moment obrotowy wrzeciona 192 Nm
Typ stożka we wrzecionie: 7/24, Nr. 40
Wewnętrzna średnica ułożyskowania wrzeciona: 70 mm
Posuwy:
Posuw szybki: 32.000 mm/min
Posuw roboczy: 1-20.000 mm/min
Posuw skokowy: 4.000 mm/min
Trust [X & Y/Z]: 7.400 N/ 13.500 N (opcja)
ATC - automatyczny magazyn narzędzi
Typ stożka: ISO 40 [BT-40]
Ilość narzędzi w magazynie: 24 [32]
Maksymalna średnica narzędzia [bez narzędzi sąsiednich]: 88 [125] mm
Maksymalna długość narzędzia: 300 mm
Maksymalny ciężar narzędzia: 7 kg
Metoda wyboru narzędzia: przyporządkowanie losowe???dostęp bezpośredni???
(Random address)
Czas zmiany narzędzia: (narzędzie -narzędzie) 2,5 sek.
Czas zmiany narzędzia: (wiór - wiór) 6 sek.
Silniki:
Silnik napędu wrzeciona: (30 min/praca ciągła): 15 kW/llkW
Silniki posuwów osi (XYZ): 2,1 kW/3,8 kW (opcja)
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Silnik przepływu chłodziwa: 0,5 (dysze)+ 1,4 (spłukiwanie dolne) + 3,0 (20 Bar)
Zasilanie:
Pobór mocy: maksymalnie: 30 KVA
Pojemność zbiorników:
Oleju smarowniczego: 4 1
Zbiornik zużytego chłodziwa: 4001.
Wymiary obrabiarki:
Wysokość: 2.825 mm
Wymiary zajmowanej powierzchni: 2.650 x 2.200 mm
Ciężar: 7.500 kg
Dokładność:
Pozycjonowania: Według VDI 3441 / JIS B6338: 10 / 5 mikronów
Kołowość: (DBB test): 10 mikronów
Wyposażenie standardowe:
• FANUC 18MC.
• System chłodziwa.
• Lampki oświetlające przestrzeń obróbczą.
• Podstawki poziomujące.
• Narzędzia ręczne.
• Instrukcje obsługi.
• Całkowite osłony przeciwbryzgowe.
• Automatyczne podawanie chłodziwa.
• Podawanie chłodziwa przez wrzeciono (20 Bar).
• Certyfikaty CE &EMC
Grzybek narzędziowy typ BT 24 szt
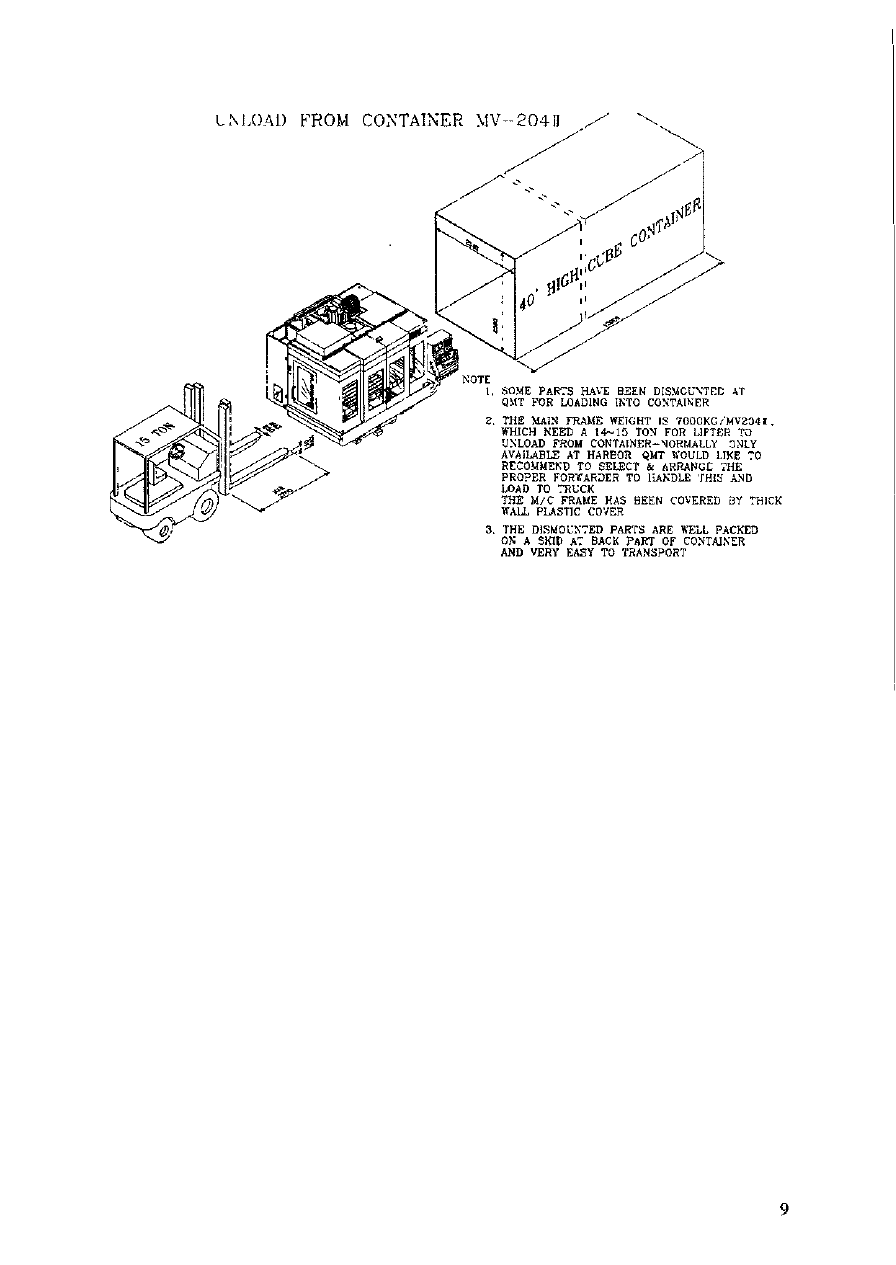
1.3 Wskazówki dotyczące wyjęcia z kontenera, transportu w
zakładzie, rozpakowania obrabiarki.
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Na rysunku pokazano sposób i podstawowe wymiary wózka służącego do
wyjęcia obrabiarki z kontenera.
Uwaga:
1. Niektóre części zostały zdemontowane przez producenta, ażeby umożliwić
spakowanie obrabiarki
2. Ogólny ciężar obrabiarki wynosi 7.000 kg, a więc potrzebny jest widłak o
nośności co najmniej 14-15 ton
3. Zdemontowane części są przymocowane do tylnej ściany kontenera.
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
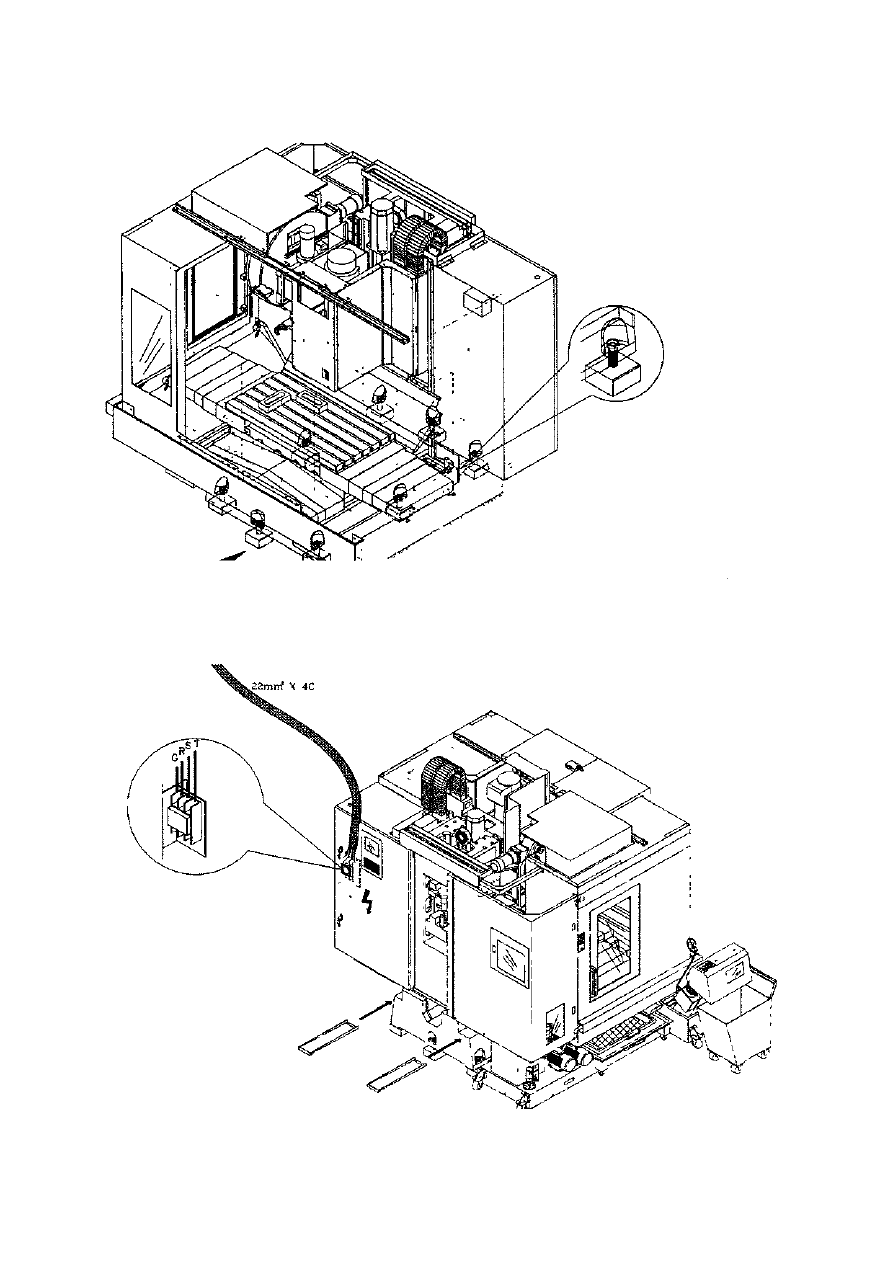
Na rysunku pokazano sposób przenoszenia obrabiarki za pomocą suwnicy. W
miejscach oznaczonych LIFTING RINGS należy wkręcie specjalne ucha do
zaczepienia lin. Zaznaczono również minimalny przekrój i długość lin
stalowych potrzebnych do przenoszenia obrabiarki za pomocą suwnicy.
10
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC 18MC
1.4 Posadowienie obrabiarki
Obrabiarka opera się na 8 podporach pokazanych na powyższym rysunku.
1.5 Podłączenie elektryczne.
u

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Rysunek pokazuje sposób podłączenia obrabiarki do zakładowej sieci
energetycznej.
Przy podłączaniu do sieci należy pamiętać, ażeby obrabiarka była uziemiona w
sposób prawidłowy.
Przed podłączeniem do sieci należy bezwzględnie zapoznać się z Zaleceniami
dotyczącymi bezpieczeństwa niniejszej instrukcji.
1.6 Konserwacja i smarowanie
Prowadnice osi XYZ, oraz prowadnice zmieniacza narzędzi:
Olej wymienić raz na dwa lata
Po uzupełnieniu zbiornika przesuwać osie aż do pojawienia się oleju na
prowadnicach
Zalecany olej: ABF seria (THK) Castrol-LMX
Łańcuch magazynu narzędzi i chwytak zmieniacza narzędzi:
Nanosić smar manualnie na całą powierzchnię łańcucha (chwytaka)
Częstotliwość - raz na 6 miesięcy
Zalecany smar: Mobil/M-TEMP78 Castrol BMX2
Zalecane chłodziwo:
Producent: CASTROL
TYP:
SYNTILO-9913; tylko do obróbki aluminium; rozrobić z wodą w stosunku 1:15
ALUSOL-B; tylko do obróbki aluminium; rozrobić z wodą w proporcji 1:20
HYSOL-X; różne materiały, rozrobić z wodą w proporcji 1:20
12
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
1.7 Instrukcja stanowiskowa - do zamieszczenia w
widocznym miejscu.
INSTRUKCJA STANOWISKOWA
Pionowe Centrum Obróbkowe MV 204 H firmy Ouaser ze sterowaniem
Fanuc 18MC
(do wywieszenia na stanowisku obsługi)
Pracownik obsługujący obrabiarkę powinien:
Posiadać odpowiednie kwalifikacje do obsługi obrabiarek sterowanych
numerycznie
Zapoznać się szczegółowo z instrukcją użytkowania obrabiarki MK 603 H
Być odpowiednio przeszkolonym w zakresie BHP .
Przed uruchomieniem obrabiarki sprawdzić, czy jest ona w odpowiednim stanie
technicznym, tzn. czy osłony szafy elektrycznej są pozamykane i czy jest
właściwy poziom oleju w zbiorniku zasilacza hydraulicznego.
Nie uruchamiać i nie eksploatować obrabiarki po stwierdzeniu uszkodzenia
wyposażenia narzędziowego lub elementów wpływających na bezpieczeństwo
pracy.
Wióry gromadzące się w strefie skrawania usuwać tylko przy wyłączonym
napędzie.
Zabrania się eksploatacji obrabiarki bez zamkniętej osłony strefy skrawania,
zabrania się blokowania zabezpieczeń osłony ruchomej strefy skrawania oraz
innych zmian połączeń elektrycznych eliminujących blokady.
W przypadku stwierdzenia nieprawidłowości przebiegu procesu skrawania,
obrabiarkę zatrzymać i powiadomić o tym przełożonego.
W przypadku wystąpienia przerw w pracy lub niemożności uruchomienia
obrabiarki powiadomić o tym przełożonego lub służbę utrzymania ruchu,
podając jednocześnie numer kodu błędu, który jest wyświetlony na monitorze
Układu Sterowania Numerycznego.
Wszelkiego rodzaju naprawy, regulacje, uzupełnianie cieczy chłodzącej,
opróżnianie z wiórów pojemnika, czyszczenie transportera przeprowadzać po
zatrzymaniu obrabiarki i wyłączeniu dopływu prądu.
Naprawy mechanizmów oraz instalacji elektrycznej mogą przeprowadzać tylko
osoby do tego uprawnione.
W czasie codziennych czynności obsługowych, regulacji lub napraw obrabiarki
przy odłączonym dopływie prądu na wyłączniku głównym umieścić tablicę
ostrzegawczą „ NIE WŁĄCZAĆ"
Na stanowisku obsługi oraz wokół obrabiarki utrzymać czystość i
porządek.
13

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM EANUC I8MC
1.8 Deklaracja producenta na zgodność z EC:
14
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC 18MC
EC DECLARATION
MANUFACTURER: QUASER MACHINĘ TOOL, INC,
ADDRESS: NO. 28-1 CH1NG CHUAN RD., CHUNG YI VILLAGE,
TA YA HSIANG
4
TAICHUNG HSIEN, TAIWAN, R.O.C.
TEL : +886-4-2-5673606 FAX : +886-4-2-5687078
Declare under our sole respomibility in Poland that the machinę :
Type : CNC MACHINING CENTER
Model : MV-204IUHS
Serial No. : 120K631
YearOfConstruct: 2002
Is in conformity with the directive 98/37 EC and i$ in
conformity with the Polish laws in fotce for Health
and safety reąuirements relating to machinery.
The Company named above will keep on file for review
the following technical documentation.
&" Operating instructions as reąuired.
er- Plans.
<&* Description ofmeasures designed to ensure conformity.
&* Other technical documentation as reąuired.
Place : Taichung Taiwan R.O.C.
Datę : Jun. 13,2002,
QUASER MACHTOE TDOLS, INC,
Edward Shar
President&C, E. O.
15
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
QUASER
DEKLARACJA ZGODNOŚCI Z EC
PRODUCENT: QUASER MACHINĘ TOOL, INC.
Adres: No 28-1 CHING CHAN RD CHUNG YI VILLAGE,
TA YA HSIANG, TAICHUNG HSIEN, TAIWAN R.O.C.
Telefon: +886-4-2-5673606 fax: +886-4-2-5687078
Deklaruj*emy i bierzemy na siebie wyłączną odpowiedzialność w Polsce, że
obrabiarka:
Typ :Poziome Sterowane Numerycznie Centrum Obróbcze
Model :MV-204 II
Nr Seryjny :120K631
Rok Produkcji :2002
Jest zgodna z dyrektywą 98/37 EC i jest zgodna z z Polskim prawem w
zakresie ochrony bezpieczeństwa pracy odnoszących się do urządzeń
mechanicznych.
Firma wymieniona w nagłówku służy wszelką dokumentację techniczną:
Instrukcja użytkowania
Plany, rysunki techniczne
Opis środków i rozwiązań zaprojektowanych, aby uzyskać powyższą zgodność
Inna dokumentacja na życzenie
Miejsce : Taichung, Tajwan Republic Of China (R.O.C.)
Data : 13 Czerwca 2002
QUASER MACHINĘ TOOLS, INC.
Edward Shar
Prezydent i Dyrektor Zarządzający
16

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
1.9. Skróty używane w niniejszej instrukcji:
SKRÓTY UŻYWANE W INSTRUKCJI OBSŁUGI DO PIONOWEGO
CENTRUM OBRÓBKOWEGO TYP MV 204II:
1. QMT - Quaser Machinę Tools - oznaczenie producenta obrabiarki.
2. ATC - Automatic Tool Changer - automatyczny zmieniacz narzędzi;
magazyn narzędzi
3. CNC - Computer Numerical Control Sterowanie numeryczne
4. M.S.T. Oznaczenie kodów programowych:
a. M - różne; związane z obrabiarką „Misceallenous"
b. S - związane z wrzecionem „Spindle"
c. T - związane z narzędziem „Tool"
5. CW - zgodnie ze wskazówkami zegara (Clockwise)
6. CCW - przeciwnie do wskazówek zegara (Counter clockwise)
7. CLP narzędzie zamocowane „Clamped".
8. UNC narzędzie nie zamocowane „Unclamped".
9. MDI - Manuał Data Input (Ręczne Wprowadzanie Danych)
10.PLC - Programable Logic Controller programowalny sterownik logiczny.
1 l.DNC Direct Numerical Control - pilot sterowania zdalnego
12. M.P.G. Manuał Pulse Generator - Pokrętło do Ręcznego Generowania
Impulsów Elektrycznych „Kółko elektryczne"
13.EMG - Emergency - sytuacja awaryjna.
14.EMG Stop - Wyłącznik awaryjny.
15.PLC - Programable Logic Controller - sterownik programowalny
16.Dźwignia ATC - dwugniazdowa dźwignia zmieniacza narzędzia
17.OPT - opcja, rozwiązanie opcjonalne
18.Klucz Enable - klucz umożliwiający przesuwanie osi przy otwartych
drzwiach frontowych
19.OVC = Override cancel function. - funkcja wyłączania z działania
pokręteł zmiany prędkości posuwów osi i pokrętła zmiany prędkości
obrotowej wrzeciona
2O.Teach In Operation: Funkcja zapamiętywania w programie przesuwów osi
poruszanych ręcznie.
21.DATATABLE - Tabela przyporządkowanych numerów narzędzi
22.A.T.L.M. - Auto Tool Lenght Management (Automatyczny pomiar
długości narzędzia)
17

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUCI8MC
2. Zalecenia dotyczące bezpieczeństwa.
Obrabiarka jest dostarczana z szeregiem urządzeń zabezpieczających mających
na celu ochronę personelu i sprzętu przed wypadkami i uszkodzeniami. Operator
powinien wnikliwie zapoznać się z poniższymi zaleceniami.
2.1 Podstawowe zalecenia operatorskie
DANGER! NIEBEZPIECZEŃSTWO!
Wskazuje na zbliżającą się sytuację, która -jeśli nie ma przeciwdziałania -
może spowodować śmierć, lub istotne obrażenia zdrowia.
Niektóre panele sterowania, transformatory, silniki, przełączniki i inne części są
podłączone do wysokiego napięcia. Nie należy ich dotykać w celu uniknięcia
porażenia.
Nie należy dotykać przełączników wilgotnymi rękoma, ponieważ grozi to
porażeniem.
Nie należy zamazywać, niszczyć lub usuwać oznaczeń ostrzegających o
zagrożeniu. Jeśli takie oznaczenie stanie się nieczytelne, należy natychmiast
wymienić je na nowe.
WARNING! UWAGA!
Wskazuje na potencjalną sytuację, która -jeśli nie ma przeciwdziałania - może
spowodować śmierć, lub istotne obrażenia zdrowia.
Położenie przycisków awaryjnych zatrzymujących działanie obrabiarki powinno
być dobrze znane operatorowi.
Należy pamiętać o wyłączeniu zasilania przed wymianą bezpieczników.
Należy pamiętać o zabezpieczeniu odpowiedniej przestrzeni pracy, ażeby
uniknąć przypadkowym upadkom.
Woda i olej rozlane na podłożu może powodować niebezpieczeństwo poślizgu i
w konsekwencji wypadku. Dlatego też podłoże wokół obrabiarki powinno być
utrzymywane w czystości.
Należy zwrócić szczególną uwagę, czy przełączniki są we właściwej pozycji
przed rozpoczęciem obróbki.
Nie należy dotykać przełączników przypadkowo; nieświadomie.
Stół pomocniczy ustawiony obok maszyny powinien być wystarczająco
wytrzymały, ażeby uniknąć wypadków. Detale umieszczone na tym stole
powinny być zabezpieczone przed zsuwaniem się.
Przy obsłudze obrabiarki przez dwie lub więcej osób należy przekazywać sobie
dokładne informacje o czynnościach dokonanych przez osobę przekazującą
pracę. Osoba, która podejmuje pracę powinna się dokładnie z tymi informacjami
zapoznać przed rozpoczęciem pracy.
Należy wyłączać zasilanie przed wymianą wkładów filtracyjnych (25 mikronów
& 10 mikronów) ze względu na wysokie ciśnienie chłodziwa.
18
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2 041 I ZE
' STEROWNIKIEM FANUC 18MC
CAUTION! OSTRZEŻENIE!
Wskazuje na potencjalną sytuację, która -jeśli nie ma przeciwdziałania - może
spowodować lekkie obrażenia ciała. Wskazuje również na sytuacje, które mogą
spowodować uszkodzenie obrabiarki.
W przypadku zaniku napięcia należy niezwłocznie przekręcić wyłącznik
główny.
Należy używać tylko tych olejów hydraulicznych i smarów, które są zalecane
przez producenta lub ich zaakceptowanych odpowiedników.
Przy wymianie bezpieczników i innych elementów zabezpieczających przed
przepięciem należy zwrócić uwagę na to, ażeby nowe zamienniki miały taki sam
poziom zabezpieczenia.
Należy zabezpieczyć sterownik CNC, panel sterowania, szafę elektryczną itd.
przed wstrząsami. Może to spowodować uszkodzenie lub błędne działanie tych
urządzeń.
Nie należy zmieniać wartości jakichkolwiek parametrów czy nastawo w
elektrycznych bez wyraźnej potrzeby. Jeśli takie zmiany są nie do uniknięcia (na
przykład przez wprowadzanie innych parametrów), przed rozpoczęciem pracy
należy przywróć poprzedni stan nastawów.
Nie należy zabrudzać, zadrapywać czy zrywać plakietek ostrzegawczych. W
przypadku zaistnienia takiej sytuacji, należy niezwłocznie zamówić
odpowiednią plakietkę w QMT używając odpowiedniego numeru części.
2.2 Przed włączeniem napięcia
DANGER! NIEBEZPIECZEŃSTWO!
Wszystkie kable, linki i przewody elektryczne, których izolacja jest uszkodzona
mogą powodować przebicia prądowe i grożą porażeniem prądowym. Należy
uważnie przejrzeć wszystkie kable przed włączeniem napięcia.
Prace związane z podłączeniem napięcia do obrabiarki mogą wykonywać tylko
uprawnieni elektrycy.
WARNING! UWAGA!
Należy się upewnić, czy instrukcja obsługi została w pełni przeczytana i
zrozumiana przez personel obsługujący obrabiarkę. Każda funkcja i procedura
powinna być całkowicie zrozumiała
Należy używać bezpiecznych butów [przeciwpoślizgowych], które nie są
zabrudzone olejem czy chłodziwem; ochronnych okularów z zabudowanymi
bokami; bezpiecznego ubrania i innych środków bezpieczeństwa.
Należy dążyć do tego, ażeby wszelkie drzwi, zamknięcia i przykrywy (
sterownika CNC, panelu sterowniczego, szafy elektrycznej ..itd ) były stale
zamknięte zawsze wtedy, gdy ich otwieranie nie jest niezbędne.
19

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
CAUTION! OSTRZEŻENIE!
Poprowadzenie kabla zasilającego obrabiarkę z zakładowej szafy energetycznej
oraz umiejscowienie głównego wyłącznika zasilania powinno być tak wykonane
ażeby zapewnić swobodny i łatwy do nich dostęp.
Wszelkie kable, które muszą być poprowadzone po podłodze powinny być
zabezpieczone przed przenikaniem do nich olejów i chłodziwa, co mogłoby
spowodować zwarcia.
Po rozpakowaniu obrabiarki lub po jakimkolwiek dłuższym przestoju, przed
podjęciem obróbki należy posmarować każdą powierzchnię ślizgową. Należy
włączyć pompę olejową i nie wyłączać jej dopóki olej nie pojawi się na
odpowiednich powierzchniach współpracujących ze sobą.
Poziom oleju powinien być utrzymywany w zaznaczonym zakresie. Należy go
często sprawdzać i uzupełniać w razie potrzeby.
Odpowiedni poziom oleju powinien być utrzymywany we wszystkich punktach
smarowniczych. Należy stosować się do zaleceń na odpowiednich plakietkach.
Przyciski i pokrętła powinny działać bez zarzutu [nie „zawieszając się"]. Należy
to sprawdzić przed podjęciem obróbki.
2.3. Rutynowe czynności sprawdzające
WARNING! UWAGA!
Przy sprawdzaniu napięcia pasków napędowych nie należy wkładać palców
pomiędzy pasek i koło pasowe.
CAUTION! OSTRZEŻENIE!
Należy sprawdzić poprawność działania wskaźników ciśnień. Powinno ono
wynosić
Hydrauliczne 68 Kg/cm
Przeciwwaga 35 Kg/cm
Należy sprawdzić przyczynę zbyt głośnej pracy silników lub innych
podzespołów.
Należy sprawdzić poprawność smarowania silników i wszelkich powierzchni
ślizgowych.
Należy sprawdzić poprawność działania wszelkich pokryw ochronnych i innych
podzespołów decydujących o bezpieczeństwie.
2.4 Rozgrzewanie wstępne
WARNING! UWAGA!
20

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Należy rozgrzać obrabiarkę, szczególnie wrzeciono i prowadnice, poprzez
włączenie ich na 10 do 20 millllt z czego od 1/3 do połowy tego czasu na
maksymalnych prędkościach. Należy do tego użyć specjalnego programu.
Dopiero po tym można rozpocząć rzeczywistą obróbkę.
Program automatyczny wspomniany powyżej powinien powodować włączenie
wszystkich podzespołów obrabiarki.
Szczególną uwagę należy zwrócić na rozgrzanie wrzeciona, które powinno
obracać się z prędkością powyżej 4.000 obr/min (Patrz specjalna tabliczka na
froncie obrabiarki)
** Jeśli obrabiarka jest używana do rzeczywistej obróbki natychmiast po
włączeniu po długim okresie przestoju powierzchnie ślizgowe mogą się zużyć
przez brak smarowania, a rozszerzalność cieplna poszczególnych podzespołów
może mieć bardzo negatywny wpływ na dokładność obróbki.
** Ażeby uniknąć takich efektów należy bezwzględnie przestrzegaćprocedury
rozgrzewania wstępnego.
2.5 Przygotowanie.
WARNING! UWAGA!
Zamocowane narzędzia powinny odpowiadać specyfikacjom, typom i
wymiarom przewidzianym przez producenta QMT.
Używanie narzędzi zużytych może być przyczyną okaleczeń. Należy
bezwzględnie wymienić takie narzędzia na nowe przed podjęciem obróbki.
Przestrzeń obróbcza powinna być stosownie oświetlona, aby ułatwić bezpieczną
pracę.
Narzędzia i inne przedmioty zgromadzone wokół obrabiarki powinny być
przechowywane w sposób nie utrudniający poruszania się.
Narzędzia, oraz wszelkie inne przedmioty nie mogą znajdować się na pokrywie
panelu sterowniczego i innych podobnych miejscach.
CAUTION! OSTRZEŻENIE!
Należy przestrzegać zgodności rzeczywistych wymiarów (długość, średnica)
narzędzia z ich danymi katalogowymi - wprowadzanymi do pamięci - w celu
uniknięcia kolizji.
Po zainstalowaniu narzędzia należy przeprowadzić próbę obróbki na biegu
jałowym.
2.6. Obróbka
21

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
WARNING! UWAGA!
Nie należy nigdy pracować mając długie włosy nie spięte. Należy je ułożyć w
sposób uniemożliwiający wkręcenie się w podzespoły obrabiarki.
Nie należy operować przyciskami mając włożone rękawiczki. Może to
spowodować błędne zadziałanie urządzeń sterowniczych.
Zawsze wtedy, gdy do przemieszczenia jest ciężki detal i co może powodować
zagrożenie, współpracować ze sobą musi co najmniej dwie osoby.
Tylko wykwalifikowany i odpowiednio przeszkolony personel może operować
wózkami widłowymi, dźwignicami i innymi tego typu urządzeniami. Dotyczy to
również pasów do podwieszania ciężkich detali.
W czasie operowania wózkami widłowymi, dźwignicami i innymi tego typu
urządzeniami należy położyć szczególną uwagę i ostrożność w celu uniknięcia
kolizji z otaczającymi sprzętami.
Wszelkie liny, pasy itd. służące do podwieszania ciężkich detali w czasie ich
przemieszczania powinny być wystarczająco wytrzymałe i posiadać stosowne
zabezpieczenia.
Należy właściwie zacisnąć detal obróbczy na stole.
Przed ustawieniem dyszy wylotowej chłodziwa należy zatrzymać obrabiarkę.
Nigdy nie należy dotykać gołymi rękoma obracającego się wrzeciona, lub
obrabianego detalu obróbczego.
W celu usunięcia detalu z przestrzeni obróbczej należy zatrzymać wrzeciono i
odsunąć narzędzie tak, ażeby pozostawić tak dużo wolnego miejsca pomiędzy
detalem a narzędziem, jak to tylko jest możliwe. Po zdjęciu detalu należy
zamknąć drzwi frontowe do przestrzeni obróbczej.
Nie należy usuwać wiórów (za pomocą śrubokręta, czy jakiegokolwiek innego
narzędzia) w czasie, gdy trwa obróbka. Należy zawsze najpierw zatrzymać
obrabiarkę, a następnie usunąć wióry za pomocą szczotki lub pistoletu
ciśnieniowego.
Nie należy prowadzić obróbki przy nie zamkniętych osłonach plastikowych
Wióry z narzędzia należy usuwać za pomocą szczotki; nigdy za pomocą rąk.
Należy bezwzględnie wyłączyć obrabiarkę przed instalacją, usunięciem lub
zmianą narzędzia.
CAUTION! OSTRZEŻENIE!
Nigdy nie należy otwierać drzwi do przestrzeni obróbczej, kiedy trwa obróbka
automatyczna.
Przy szczególnie intensywnych obróbkach należy unikać kumulowania się
gorących wiórów w jednym miejscu, ponieważ grozi to wznieceniem pożaru.
2.7. Przerwanie obróbki
22
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
WARNING! UWAGA!
Za każdym razem, kiedy pozostawiamy obrabiarkę po skończonej pracy -
należy wyłączyć napięcie na panelu sterującym i wyłączyć główny wyłącznik
zasilania.
Nie wolno nigdy wyłączać zasilania, kiedy przebiega obróbka automatyczna.
W celu awaryjnego zatrzymania programu należy stosować przycisk „FEED
HOŁD" „ZATRZYMAJ POSUW"
2.8. Zakończenie pracy
CAUTION! OSTRZEŻENIE!
Zawsze należy wyczyścić obrabiarkę lub jej wyposażenie. Należy usunąć wióry
i wyczyścić osłony przeciwbryzgowe.
Nie należy przystępować do czyszczenia obrabiarki zanim nie zostanie ona
całkowicie zatrzymana.
Należy przywrócić każdy podzespół obrabiarki do jego pierwotnego stanu.
Należy upewnić się, czy dysze podające chłodziwo nie zostały uszkodzone. Jeśli
tak, należy je wymienić na nowe.
Należy zbadać chłodziwo, oleje hydrauliczne i olej smarujący na okoliczność
zanieczyszczenia. W przypadku znacznego zanieczyszczenia należy je
wymienić na nowe.
Należy wyczyścić wkład filtra oleju hydraulicznego.
Należy sprawdzić poziom chłodziwa, oleju smarującego i oleju hydraulicznego.
W razie ubytków - należy je uzupełnić.
Należy wyłączyć zasilanie na panelu sterującym i główny wyłącznik zasilania
(w tej kolejności) przed zakończeniem pracy i przed odejściem od obrabiarki.
2.9. Podzespoły decydujące o bezpieczeństwie
Drzwi przednie, drzwi tylne, drzwi boczne etc.
Wyłączniki bezpieczeństwa przy osiągnięciu skrajni.
Wyłącznik software'owy po przekroczeniu zaprogramowanego zakresu
(ustawianie parametrów).
Przycisk wyłączenia awaryjnego.
Podzespół chłodziarki oleju.
Panel automatycznego magazynu narzędzi ATC.
23

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
2.10. Przygotowanie do czynności konserwacyjnych
CAUTION! OSTRZEŻENIE!
Czynności konserwacyjne powinny być wykonywane tylko i wyłącznie przez
specjalnie do tego wyszkolony personel.
Wymiana części szybko zużywających się powinna być zaplanowana z góry.
Dotyczy to takich części i materiałów jak: uszczelki, niektóre łożyska, olej,
smary etc.
Należy przygotować raport do właściwego zapisywania podjętych czynności
konserwacyjnych.
Wszystkie instrukcje dotyczące bezpieczeństwa powinny być przeczytane i
zrozumiane przez personel dokonujący działań konserwacyjnych.
Personel dokonujący czynności konserwacyjnych powinien szczegółowo
zapoznać się z instrukcją obsługi i zrozumieć wszystkie zasady bezpieczeństwa.
2.11. Konserwacja
DANGER! NIEBEZPIECZEŃSTWO!
Uczestniczący w czynnościach konserwacyjnych nie powinni dopuścić do
przypadkowego włączenia przycisku „ON" na panelu sterowniczym lub do
włączenia głównego włącznika zasilania. Dlatego też w czasie konserwacji
powinno się wystawić tablice informacyjne wokół obrabiarki informujące o
przebiegających pracach.
Powyższe tablice informacyjne powinny być wystawione w miejscach
widocznych i mieć charakter trwały.
Każda czynność konserwacyjna może być niebezpieczna, szczególnie włączenie
głównego zasilania w czasie trwania tych czynności.
WARNING! UWAGA!
Konserwacja elektryczna powinna być przeprowadzona przez specjalnie do
tego przygotowany i przeszkolony personel
Wyłączniki skrajniowe, zbliżeniowe i mechanizmy blokujące nie powinny być
usuwane lub modyfikowane.
Przy pracach na wysokości należy używać schodów lub drabin, które powinny
być codziennie sprawdzane na okoliczność bezpieczeństwa.
Do konserwacji kabli, bezpieczników etc. Można zastosować tylko i wyłącznie
specjalnie do tego przygotowany i przeszkolony personel.
2.12 Rozpoczęcie pracy po konserwacji
24

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
WARNING! UWAGA!
Po czynnościach konserwacyjnych należy ustawić wszystkie elementy wokół
obrabiarki w należytym porządku.
Wszystkie wymienione części i zbędne oleje powinny być usunięte z
bezpośredniej bliskości obrabiarki.
CAUTION! OSTRZEŻENIE!
Osoba przeprowadzająca czynności konserwacyjne powinna sprawdzić, czy
obrabiarka pracuje właściwie.
Wszystkie czynności konserwacyjne i kontrolne powinny być udokumentowane
i przechowywane.
2.13. Wymagania do znaku bezpieczeństwa CE
WSTĘP
Aby spełnić wymagania bezpieczeństwa CE dodano 5 następujących
elementów:
Obwód wyłącznika awaryjnego (Emergency Stop; EMG).
Obwód potwierdzenia gotowości serwonapędu wrzeciona
Obwód bezpieczeństwa drzwi przestrzeni obróbczej i magazynu narzędzi
Obwód bezpieczeństwa klucza zabezpieczającego
Klucz zabezpieczający
Wymaganie podwójnego zabezpieczenia obwodów jest podstawą do tego, ażeby
uniknąć jakiejkolwiek możliwości wypadku i uszkodzenia ciała operatora
spowodowanego zepsuciem się czy błędnym zadziałaniem jednego obwodu.
Zgodnie z wymaganiami CE następujące części są dodane:
Przekaźnik bezpieczeństwa
Stycznik magnetyczny
M.P.G. Manuał Pulse Generator - Pokrętło do Ręcznego Generowania
Impulsów Elektrycznych z wyłącznikiem bezpieczeństwa i kluczem
zabezpieczającym
Klucz zabezpieczający
Europejskie złącze do transportera wiórów
WYJAŚNIENIA FUNKCJI
OBWÓD WYŁĄCZNIKA AWARYJNEGO
W skład tego obwodu wchodzą wyłączniki bezpieczeństwa na panelu
sterowania, zmieniaczu palet, magazynie narzędzi, pilocie, transporterze
wiórów, oraz zabezpieczenia krańcowe na wszystkich trzech osiach.
25

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Jeżeli którykolwiek wyłącznik bezpieczeństwa zostanie naciśnięty, sterowanie
natychmiast zatrzymuje się i zostaje wyświetlony komunikat:
Release EMG stop once - Zwolnij Wyłącznik Awaryjny
WARNING! UWAGA!
Należy nacisnąć przycisk „Stand By and reset switch" aby zresetować
przekaźnik bezpieczeństwa i załączyć hydraulikę w celu wykonania następnej
operacji.
ZABEZPIECZENIE KRAŃCOWE NA WSZYSTKICH OSIACH
Jeżeli zostanie naciśnięty wyłącznik krańcowy na którejkolwiek z osi
zatrzymuje się sterowanie, oraz zostaje wyłączone zasilanie napędów osi.
Obwód bezpieczeństwa drzwi przestrzeni roboczej i magazynu narzędzi.
Sterowanie kontroluje drzwi przestrzeni roboczej i magazynu narzędzi. Na
maszynie są zainstalowane zamki magnetyczne i aby otworzyć drzwi należy
nacisnąć przycisk na pulpicie sterowniczym.
Obrabiarka zostanie zablokowana
Ażeby odblokować obrabiarkę i powrócić do pracy należy przycisnąć przycisk
Enable Switch - Klucz Zabezpieczający.
Drzwi można otworzyć tylko w trybie sterowania MPG
Obroty wrzeciona zostaną obniżone do 131 obr/min
Nie wolno otwierać drzwi w czasie pracy automatycznej
3-1 Wyłączenie zasilania po otwarciu drzwi.
<DRZWI FRONTOWYCH>
Zostanie wyłączone zasilanie przekaźnikiem zespolonym z APC.
OBWÓD TRYBU „ENABLE"
Aby operator mógł bezpiecznie dokonywać różnych czynności wewnątrz
przestrzeni obróbczej, po otworzeniu (frontowych lub bocznych) drzwi
obrabiarka zostanie zablokowana, a potem
Należy uaktywnić klucz „Enable"
GDY DRZWI SĄ OTWARTE AUTOMATYCZNIE USTAWIANE SĄ
NASTĘPUJĄCE PARAMETRY SYSTEMU:
Przesuw ręczny zostaje wyłączony, aktywny jest tylko posuw „JOG" (tryb pracy
krokowej)
Obroty wrzeciona zostają zredukowane do 131 obr/min
Posuw zostaje zredukowany do 25% wartości
26
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Zostaje wyłączona możliwość przełączania AUTO/DNC
Nie jest możliwe aktywacja polecenia „Zero Return"
Przełącznik „Enable" (Klucz Zabezpieczający) musi być ustawiony na „on"
KLUCZ ZABEZPIECZAJĄCY
Gdy jest ustawiony na „on", najbezpieczniej jest ustawić sterowanie na „Single
Błock" (Pojedynczy Blok), ażeby uniknąć niespodziewanej ciągłej pracy
obrabiarki.
27
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM EANUC I8MC
3. OJpw panelu sterowania
28
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
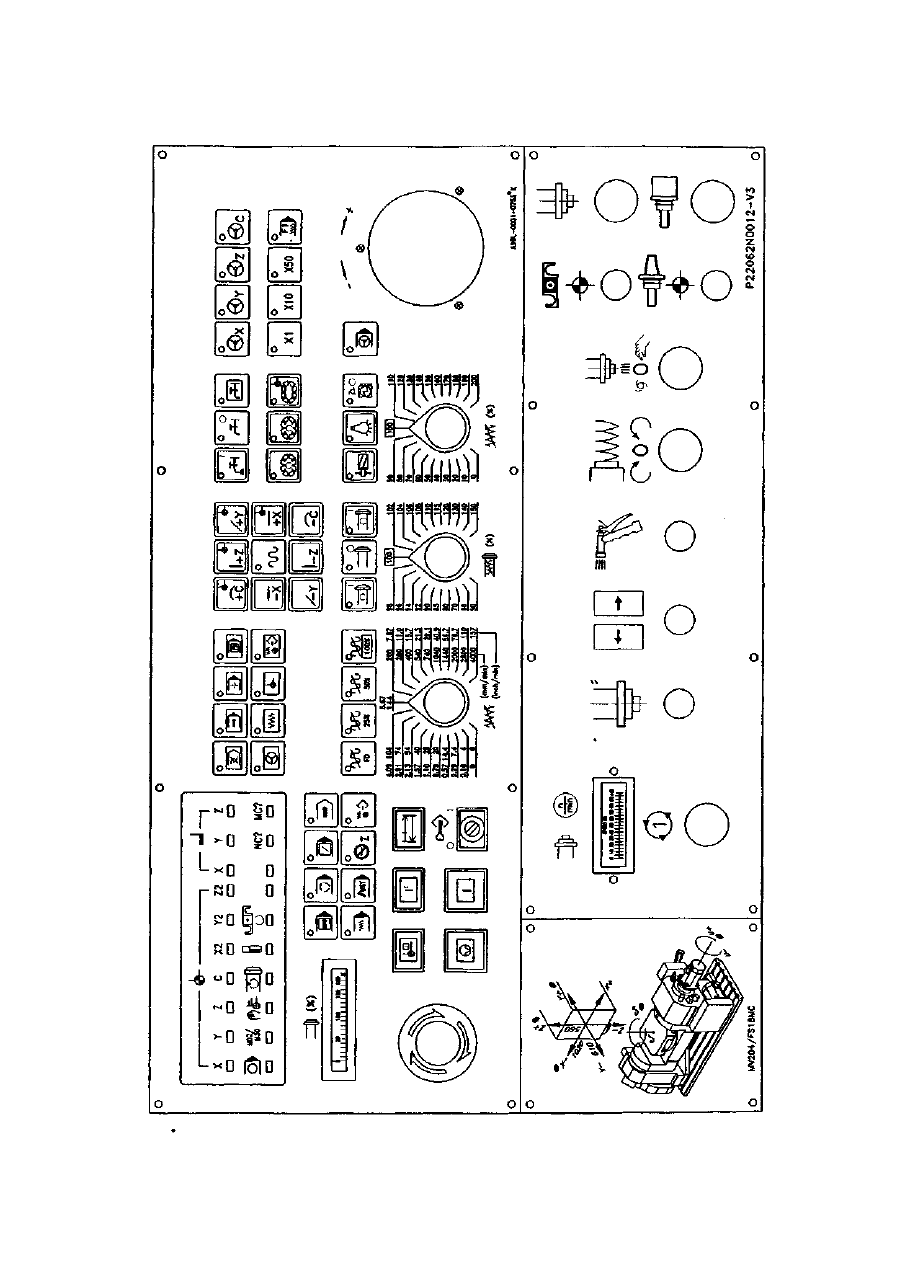
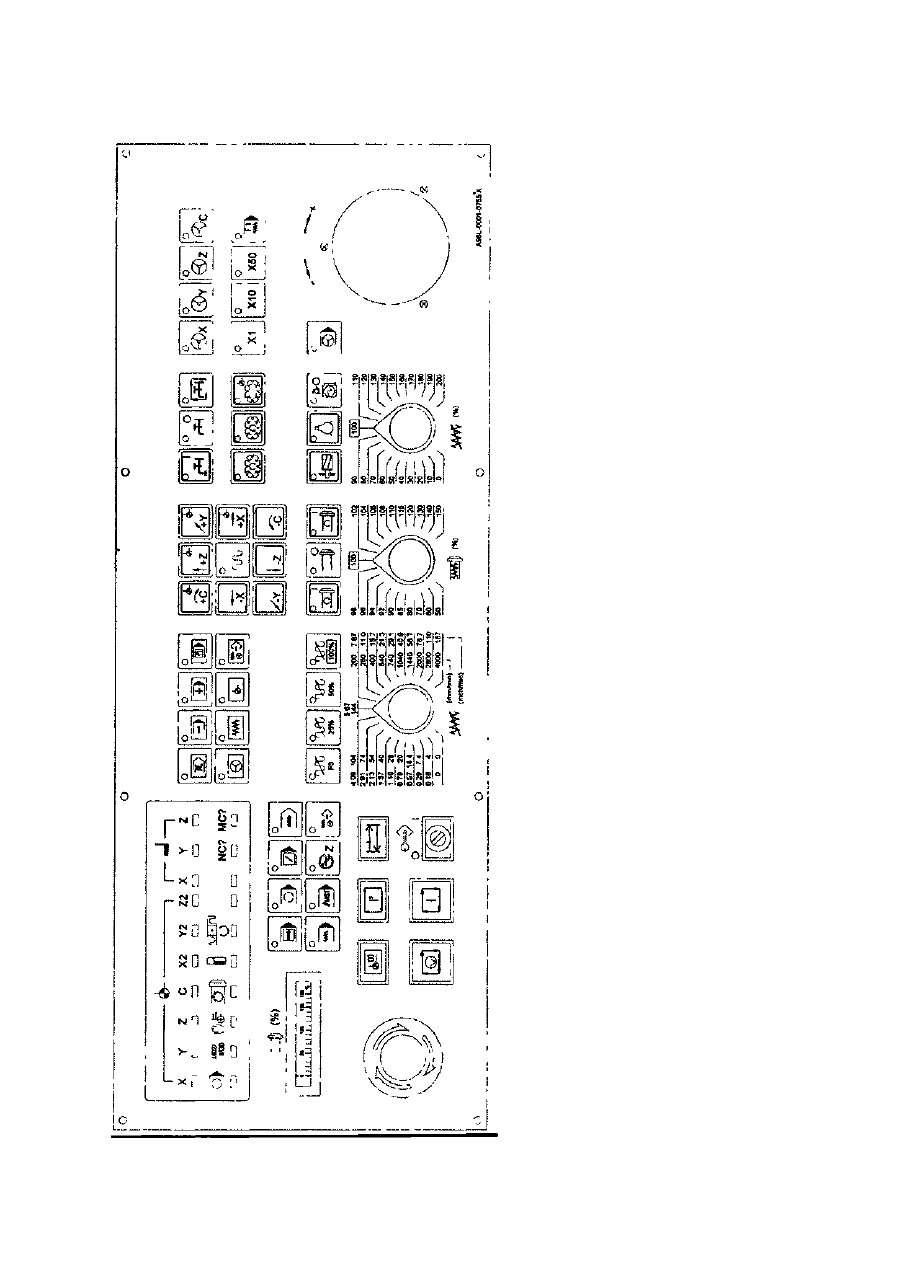
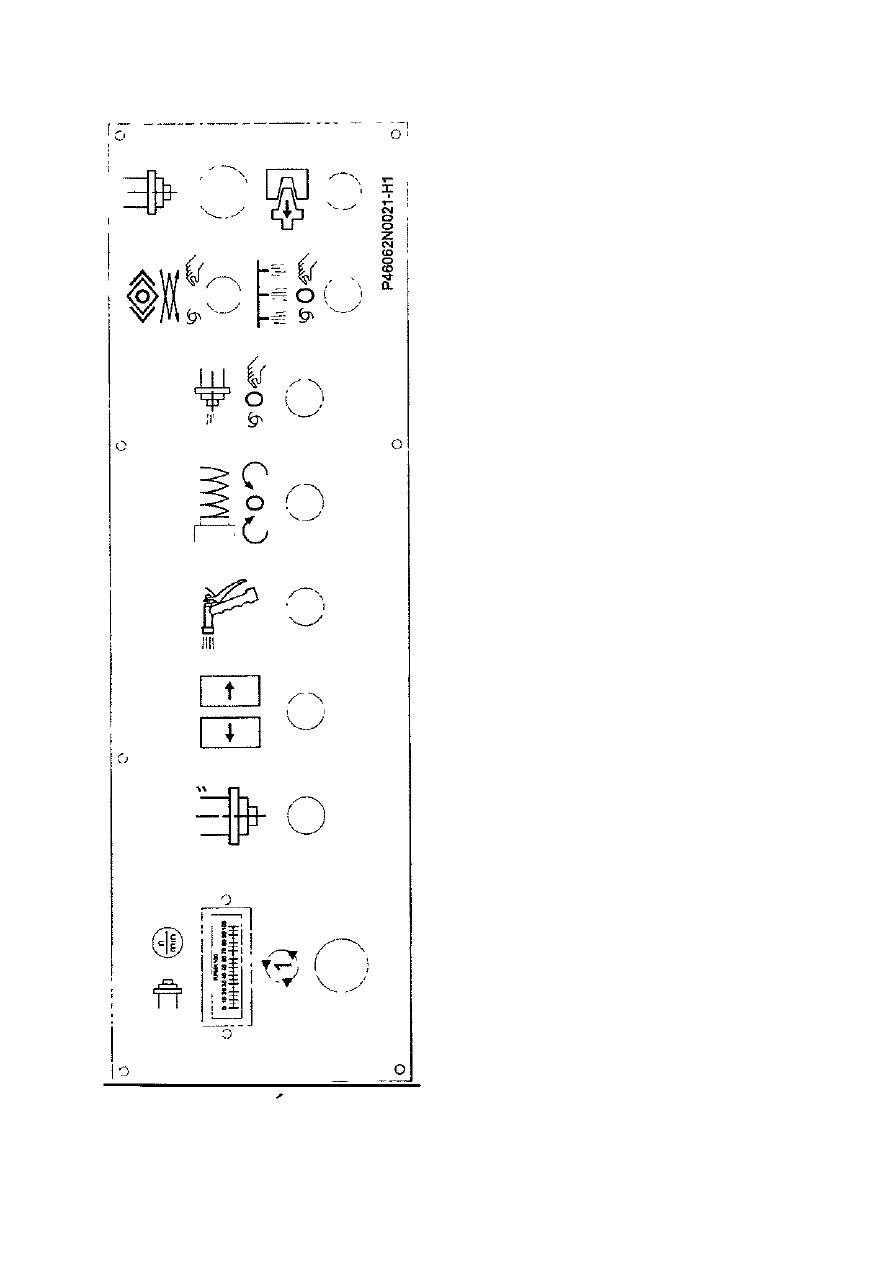
3.1 Panel sterowania z " CE "
29
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
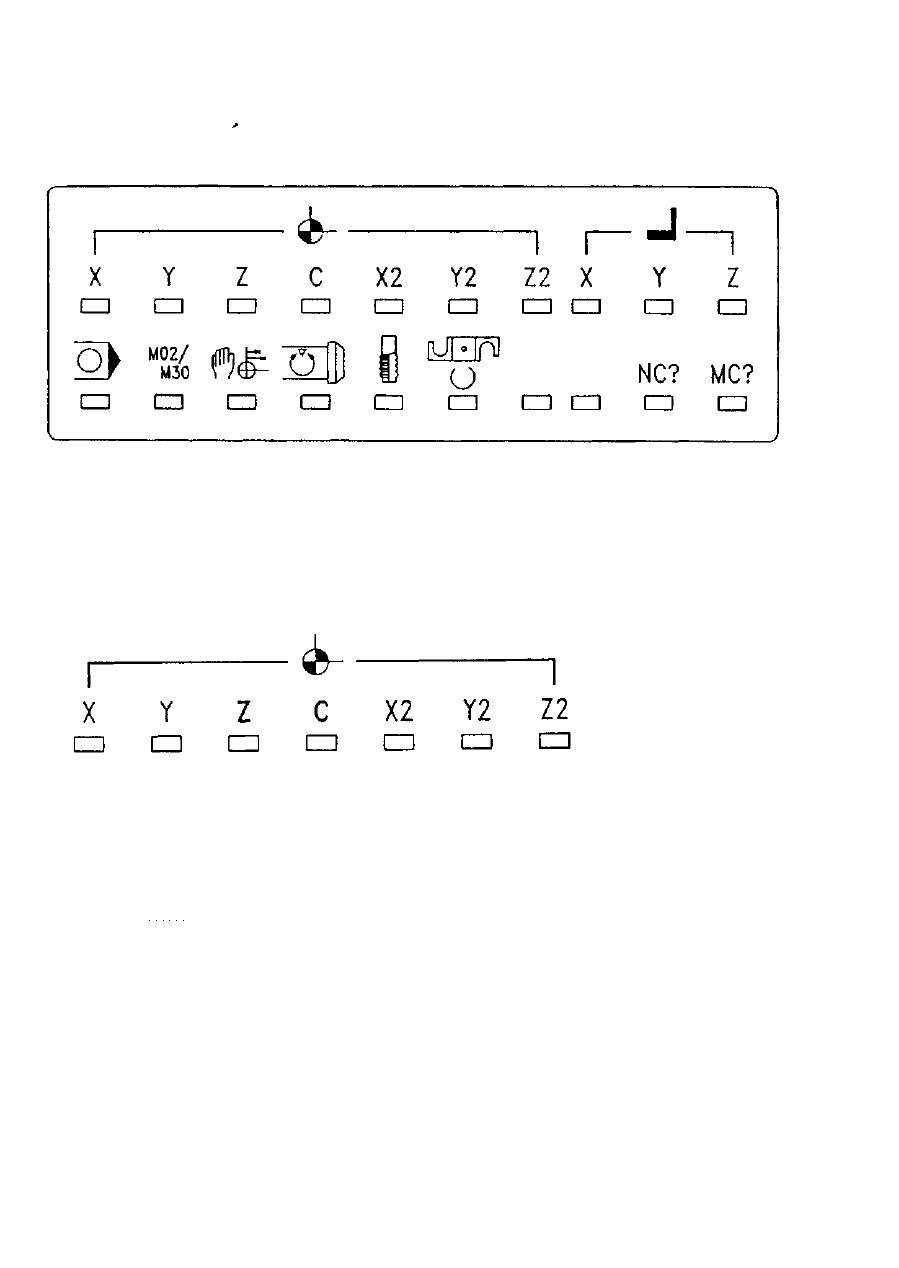
3.1.1 Wskaźniki lampowe
Wskaźniki lampowe pokazują operatorowi na panelu sterowania aktualny stan
obrabiarki. W dalszej części zostaną opisane poszczególne wskaźniki.
Wskaźniki punktów referencyjnych poszczególnych osi
X,Y,Z,C : wskaźnik zapali się, gdy dana oś osiągnie swój punkt referencyjny;
zgaśnie, gdy punkt referencyjny zostanie opuszczony.
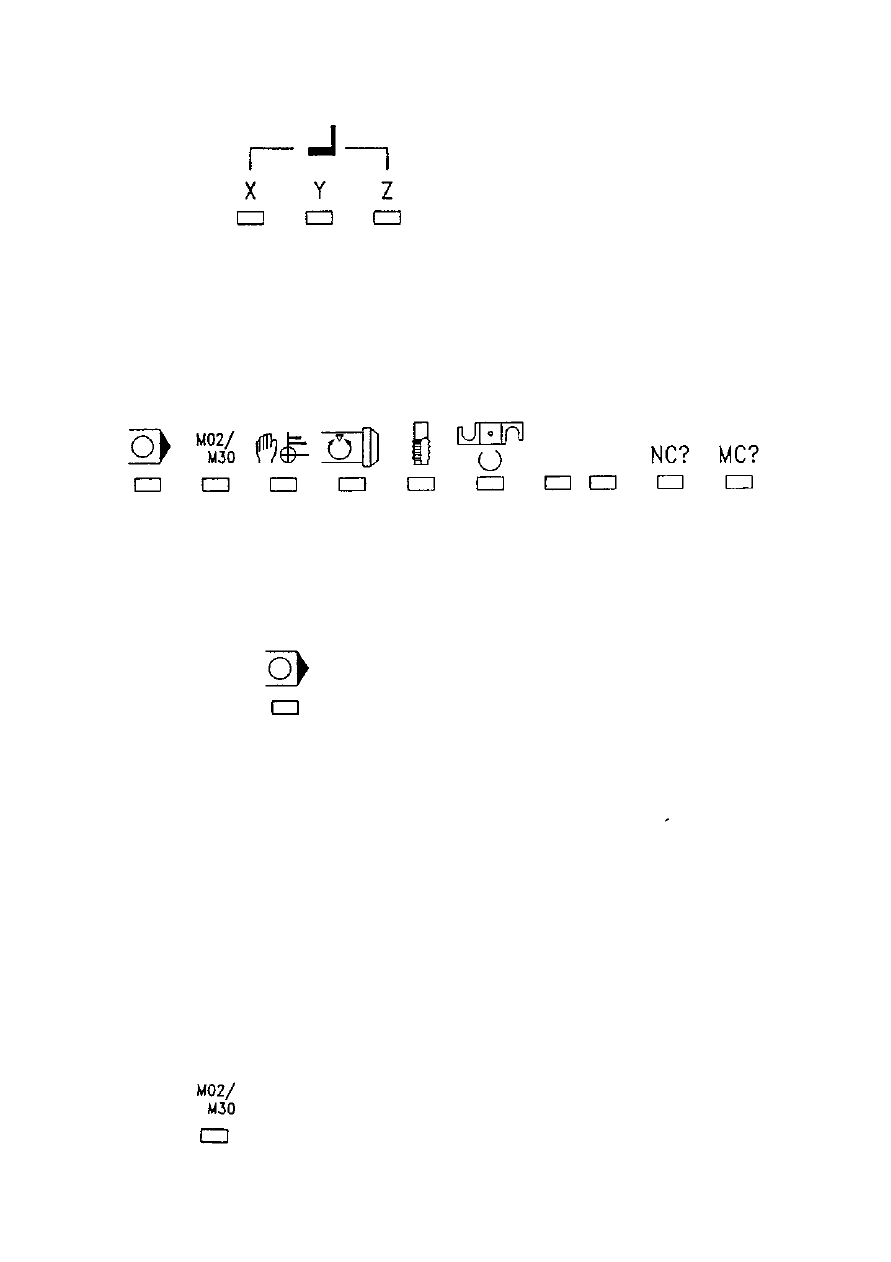
X2,Y2,Z2 : wskaźnik zapali się, gdy dana oś osiągnie swój punkt drugi „2ND"
punkt referencyjny, który został wprowadzony specjalnymi funkcjami jak ATC,
APC Wszystkie te punkty są wprowadzane w parametrach. Nie wolno ich
modyfikować.
3.1.1.2
Lustrzane odbicie
30
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC 18MC
W czasie obróbki automatycznej możliwe jest włączenie funkcji „Lustrzane
odbicie" dla poszczególnych osi za pomocą wyciśnięcia kodów M71, M72,
M73 z programu lub poprzez ustawienie włączenia (na ON) lustrzanego odbicia
przy ustawianiu na monitorze. Wówczas wskaźnik zapali się.
3.1.1.3 Inne
a. Opcja stop
Lampka zapali się, jeśli w programie wprowadzanym za pomocą trybu MDI
wprowadzimy zatrzymanie programu (na przykład, ażeby pozwolić operatorowi
dokonać jakichś czynności).
Lampka zgaśnie, jeśli program będzie kontynuowany lub jeśli przyciśniemy
przycisk „RESET"
Należy wyedytować kod MOI.
b. Koniec Program & Przewiń
M02: Koniec Programu
31
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Lampka zapali się, jeśli kod M02 zostanie wykonany w części podprogramu.
Kursor osiągnie ostatni blok programu.
Przyciśnij przycisk „reset"; kursor wróci do początku pod programu.
M30 : Przewijanie Programu
Lampka zapali się, jeśli kod M30 zostanie wykonany w części podprogramu.
Kursor osiągnie ostatni blok programu. Nie jest konieczne wciskanie "reset
button"
Odpowiada funkcji M30 - wyłączenie zasilania obrabiarki po zakończeniu
pracy.
C. Krańcowa pozycja posuwu ręcznego.
Wskazuje (przez zapalenie się wskaźnika) ze została przekroczona krańcowa
pozycja przy przesuwie ręcznym.
d. Wskaźnik działania wrzeciona
Pokazuje działanie wrzeciona, kiedy wykonywany jest kod M19 w MDI lub
wykonywane jest polecenie M6 - zmiany narzędzia. Lampka gaśnie, gdy M6
jest zakończone, lub gdy wciśnie się przycisk „reset button"
e. Gwintowanie
32
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM EANUC 18MC
Podczas wykonywania poleceń G84, G74 lampka zaświeci się.
f. Gotowość ATC (Magazynu narzędzi)
Lampka zaświeci się w następujących sytuacjach
Narzędzie jest zaciśnięte
Ramię ATC w pozycji 0 stopni.
Ramię przechwytujące w pozycji wyjściowej.
Upewnij się, czy ten wskaźnik jest włączony. W przeciwnym wypadku pojawi
się alarm „ATC not ready": „Magazyn niegotowy do pracy"
g. Zapasowe
Stosuje się do 5-tej osi (U), kiedy wraca ona do pozycji wyjściowej,
h. Lampka alarmu NC ?
NC?
Lampka zapala się (migocząc), jeśli system stwierdzi wadliwe działanie
sterownika CNC( np. serwomechanizm, wrzeciono, itd.)
33
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC 18MC
MC?
i. Lampka alarmu MC Obrabiarki
Lampka zapali się, gdy system stwierdzi nieprawidłowości w pracy obrabiarki w
poleceniach M02, M30 itp
3.1.1 Funkcje pomocnicze
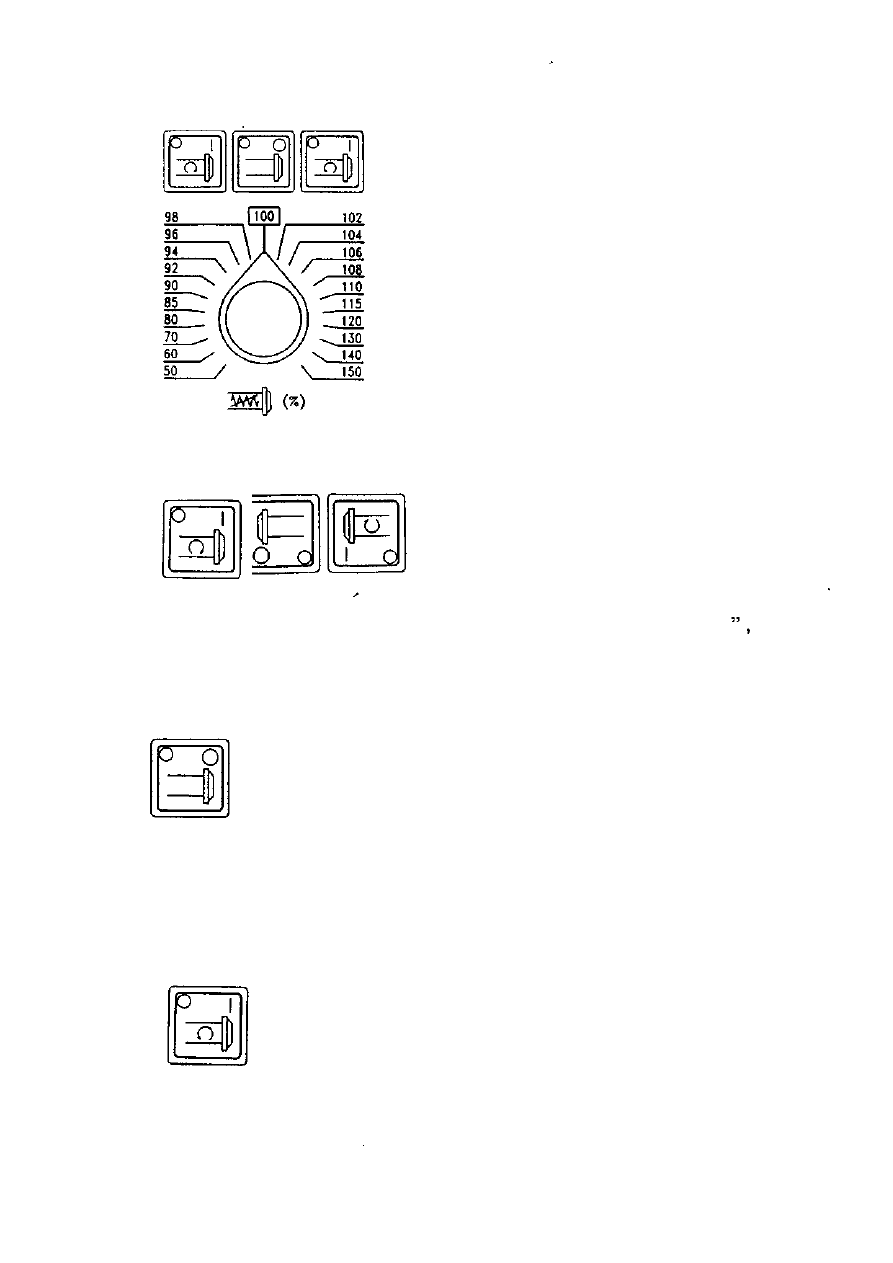
3.1.2 Wskaźnik obciążenia wrzeciona
34
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Wskazuje procentowo stopień obciążenia wrzeciona. Wrzeciono będzie
przeciążone, jeśli wskaźnik pokaże 150-180%
3.1.3Wyłącznik awaryjny; EMG STOP; Emergency Stop
Ten przycisk używany jest w sytuacjach awaryjnych, pewnych błędach w
obsłudze, które mogą spowodować obrażenia ciała operatora. Zwykle w takich
przypadkach należy wcisnąć przycisk EMG, ażeby zatrzymać pracę
serwomechanizmu, wrzeciona, i wszystkich innych podzespołów. Wszystkie
one pozostaną wyłączone, dopóki nie zwolnimy tego przycisku, a po jego
zwolnieniu należy postępować zgodnie z procedurą uruchamiania obrabiarki.
WARNING! UWAGA!
Umiejscowienie wyłącznika awaryjnego powinno być dobrze znane
operatorowi, tak, ażeby w każdej chwili mógł go znaleźć.
Wyłączniki awaryjne znajdują się na:
** Panelu sterownika FANUC CNC.
** Panelu ATC.
** Panelu APC
** Panelu kontenera wiórów.
CE
** Pilocie MPG.
35
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
3.1.4 Funkcje dodatkowe
3.1.4.1 Single Błock: Blok pojedynczy
Jak pokazuje powyższy schemat tryb ten pozwala na wykonanie tylko jednego
bloku uruchomionego programu, oraz jego korekt i skoordynowania z osiami
współrzędnych obrabiarki
** Jest używany do sprawdzania programów „krok po kroku" przed
przystąpieniem do obróbki właściwej.
** Symuluje na wyświetlaczu dołączonym wykonywanie programu (Opcja)
** Osiągalny jest też program MAKRO
Należy pamiętać, ażeby " ENABLE KEY "- Klucz Zabezpieczający znajdował
się w położeniu "OEF"po zakończeniu umiejscawiania detalu obrób czego,lub
innych czynnościach przeciwnym razie, ze SINGLE BŁOCK status TRYB
POJEDYNCZEGO BLOKU będzie zawsze aktywowany.
3.1.4.2 Dry Run: Bieg jałowy
36
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC18MC
Jak pokazuje to powyższy symbol tryb Obróbka na biegu jałowym pozwala
obserwować ruchy maszyny bez zamocowanego detalu; pozwala na
modyfikowanie programu (posuwów, kierunków itd.). Posuw szybki przy tym
trybie jest wyłączony.
3.1.4.3 Option Stop: Opcja Stop
Program zatrzyma się, jeśli zawiera polecenie MOI i ten przycisk był wciśnięty;
lampka MOI zaświeci się natychmiast i będzie się świeciła do czasu ponownego
uruchomienia programu.
3.1.4.4 M.S.T. Lock: Blokada M.S.T
Polecenia M.S.T nie będą wykonywane jeśli ten tryb jest uaktywniony
3.1.4.5 Błock delete: Kasowanie bloku
" / " - Slash na początku bloku pokazuje, że ten blok ma być pominięty przy
obróbce i program przejdzie do następnego. Jest możliwość umieszczenia 9-ciu
takich bloków programowych do pominięcia.
3.1.4.6 Z - Axis Inhibit: Blokada osi Z
Po wciśnięciu przycisk ten blokuje oś Z. Wykorzystuje się go do sprawdzenia
poprawności ruchów pozostałych osi.
37
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
3.1.4.7
M/C lock: Zablokowanie obrabiarki
Po wciśnięciu tego przycisku - wszystkie osie obrabiarki zostają zablokowane.
W tym trybie można natomiast zmieniać nastawy posuwu przyrostowego oraz
położenia wyłączników skrajnych; jedynie system ruchów obrabiarki jest
zablokowany.
Aby uniknąć błędu operatora wyłącznik M/C Lock wymaga podwójnego
wciśnięcia. Po wyłączeniu tego trybu pojawi się alarm „Reference reąuired after
M-lock: Wymagany jest powrót do punktów referencyjnych po zastosowaniu
M/C Lock.
3.1.4.8 Teach in Function: Funkcja zapamiętywania w programie
przesuwów osi wykonywanych w trybie ręcznym.
Przycisk używany do zapamiętywania w programie posuwów wykonywanych w
trybie posuwów krokowych.
3.1.5 Atomatic Operation: Tryby obsługi automatycznej
3.1.5.1 Home start: Start z punktu referencyjnego
38
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Wycofuje wszystkie osie do swoich punktów referencyjnych. QMT zaleca,
ażeby włączyć ten tryb zawsze po załączeniu napięcia. Sprawy dotyczące
dokładności pozycjonowania - patrz rozdział 9.5.
CE
CAUTION 1OSTRZEŻENIE!
Upewnij się, czy drzwi boczne są zamknięte przed włączeniem przycisku „Start
z punktu referencyjnego". W przeciwnym przypadku pojawi się alarm „Side
door opened", nawet jeśli zostanie włączony obwód Enable LOOP.
3.1.5.2 Program restart: Ponowne uruchomienie programu
Ta funkcja określa numer sekwencji programu w bloku, kiedy obrabiarka
musiała być zatrzymana z powodu uszkodzonego narzędzia lub z
jakiegokolwiek innego powodu zatrzymana przed zakończeniem programu
3.1.5.3 O.T Release : Zwolnienie po osiągnięciu wyłącznika skrajnego.
Należy wcisnąć ten przycisk zawsze wtedy, gdy któraś z osi dotknie swojego
wyłącznika krańcowego. Jest to konieczne, ażeby uaktywnić serwomechanizm,
przesunąć oś za pomocą pilota MPG itd. Patrz w rozdziale 9.11.
Feed Hołd : Zatrzymanie posuwu
39
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Ten przycisk pozwala na zatrzymanie wszelkich posuwów przy wykonywaniu
aktywnego programu
Działa tylko w trybach" MDI " lub " AUTO ".
Wrzeciono obraca się z poprzednią prędkością, jeśli ten przycisk jest wciśnięty
W celu powrotu do normalnej obsługi - należy wcisnąć przycisk
" CYCLE START ".
Lampka zaświeci się, kiedy przycisk jest wciśnięty.
Cycle Start
Ten przycisk pozwala przywrócić posuwy.
Pozwala wszelkim podzespołom wykonywanie poleceń M.
3. Lampka zaświeci się po wciśnięciu.
4. Lampka gaśnie jeśli:
Przyciski " RESET ", " EMG " , " FEED HOŁD" były wciśnięte.
5. Ten przycisk jest pomijany, gdy:
Tryb " MDI " lub " AUTO " jest nie wybrany i poprzedni blok jest nie
zakończony.
Alarm pojawił się na monitorze.
3.1.5.6 Key Protection: klucz zabezpieczający
40
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Ażeby zabezpieczyć dane przed usunięciem przekręć klucz na " 1 " ; następujące
dane będą zabezpieczone:
Zawartość programów; dane n/t położenia narzędzi w ATC; współrzędne
obróbki; wartości Makro
3.1.6 Modę Selection: Wybór trybu
a. Edit Modę: Tryb edycji
Następujące polecenia powinny być wybrane w trybie edycji:
Edytuj, skasuj, wywołaj alarm w zawartości programu
Szukaj numeru programu w celu uaktualnienia.
Ustalenie parametrów skoku, offset'u, programu, zmiennych makro do host'a
PC,FA...etc
Wprowadzanie parametrów skoku, offset'u, programu, zmiennych makro do
host'aPC,FA...etc
b. MPG Modę: Tryb Manuał Pulse Generator: Ręcznego generowania
impulsów
41
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Za pomocą tego trybu możemy generować impulsy sterujące osiami ręcznie
przez obrót pokrętła.
C. Memory Modę: Tryb Pamięci.
Po wyedytowaniu części programu lub przy szukaniu rejestru programu z
pamięci należy wybrać ten tryb i rozpocząć wszelkie ruchy osi przez wciśnięcie
przycisku Cycle Start/ Start Cyklu.
Upewnij się, czy wszystkie podzespoły są we właściwej pozycji.
Sprawdź programy, które były poprawiane.
Upewnij się, czy wszystkie drzwi zostały zamknięte.
Upewnij się, czy wszystkie poziom płynów technologicznych (chłodziwo, olej)
są zachowane
CE
CAUTION IOSTRZEŻENIE!
Upewnij się, czy wszystkie drzwi są zamknięte
d. Jog Modę: Tryb posuwu krokowego
W tym trybie istnieje możliwość (po ustaleniu osi i kierunku) przesuwanie osią,
przez wciśnięcie tego przycisku.
Prędkość tego posuwu zostaje ustalona pokrętłem zwielokrotnienia prędkości na
panelu sterowniczym.
Patrz także w rozdziale 9.7 na ten temat.
e. Remote Control: Tryb zdalnego sterowania
42
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV20411 ZE
STEROWNIKIEM FANUC I8MC
W tym trybie sterowanie obrabiarką za pomocą pilota zdalnego DNC odbywa
się z pomocą łącza " DNC " RS232C.
Upewnij się, czy kody ISO/El A oraz prędkość przesyłania danych są właściwe.
Upewnij się, czy polecenia stopu są właściwe.
Upewnij się, czy podłączenia są takie same jak w załączonej instrukcji?
Upewnij się, czy wszystkie drzwi są zamknięte!
f. Reference Modę: Tryb punktów referencyjnych
Niezbędnym jest, ażeby po włączeniu zasilania wszystkie osie powróciły do
swoich położeń referencyjnych, ponieważ to zapewnia zakładaną dokładność
obrabiarki. Patrz też rozdział 9.5.
g. M.D.I Modę: Manuał Data Input: Tryb ręcznego wprowadzania danych
Tryb używany jest do wykonywania tymczasowych
programów z bufora; programów nie zapamiętanych w sterowniku NC (jak np.
pojedynczy blok programowy) może być wykonany zz pomocą indywidualnego
kodu M
Wprowadzanie drajwerów urządzeń za pomocą kodu współrzędnych
Ustawia układ współrzędnych
Wymienia zastosowany kod posuwów
h. Teach In Jog: Tryb posuwu krokowego w celu zapamiętania położenia w
programie
43
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041I ZE
STEROWNIKIEM FANUC I SMC
O
Tryb ten umożliwia zapisanie w programie położenia osi osiągniętego drogą
posuwu krokowego (Jog Modę).
Istnieją na to dwie metody - szczegóły w rozdziale 9.10
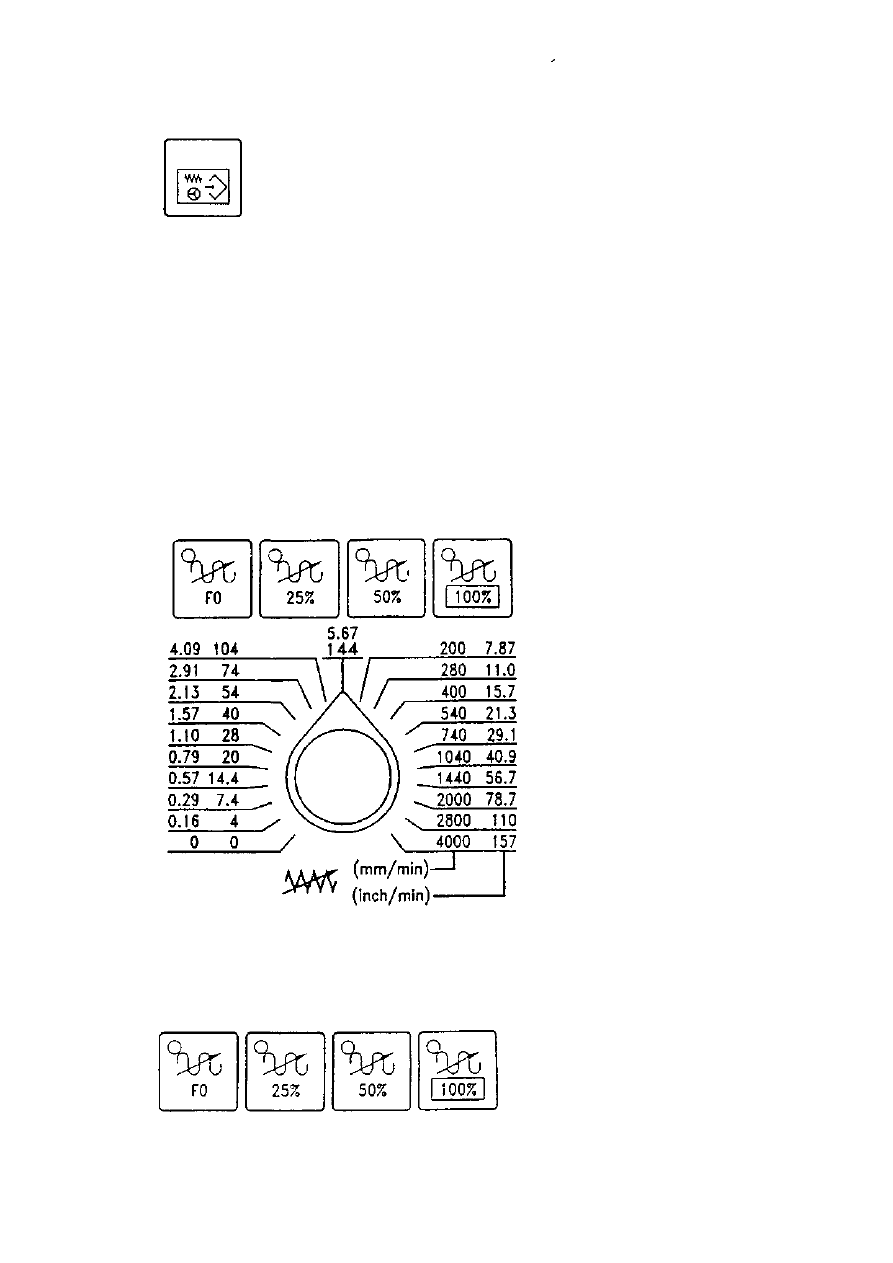
3.1.7 Feed Ratę Override:Tryb zmiany prędkości posuwów.
Rapid Override: Tryb zmiany prędkości posuwów szybkich
44
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041I ZE
STEROWNIKIEM FANUC I8MC
Ustawianie ręczne
Ustawianie za pomocą funkcji G ( G00 , G28...) w trybie pracy automatycznej.
Posuw szybki jest ustawiony w sposób nastęujący:
X, Y 32,000 mm / min
Z 32,000 mm/min
C 12,000 deg/ min
CE
WARNING! UWAGA!
Posuw Szybki ustawi się automatycznie na 25% wartości, jeśli otwarte są drzwi
boczne.
Nawet jeśli włączony jest obwód "Enable" - umożliwiający przesuwanie osi
maszyny przy otwartych drzwiach, posuw szybki pozostanie na poziomie 25%
wartości
Można go w takim przypadku zmieniać tylko w zakresie od 0% do 25%.
a. F0
F0 : Min - 500 mm / min ( X,Y )
Min - 500 mm / min ( Z)
Min - 200 deg / min ( C )
b. 25%
25% : 8,000 mm / min ( X,Y )
8,000 mm / min ( Z )
3.000deg/min(C)
CE
WARNING IUWAGA!
45
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Lampka wskazująca 25% posuwu włącza się natychmiast, jeśli zostaną
otworzone drzwi boczne.
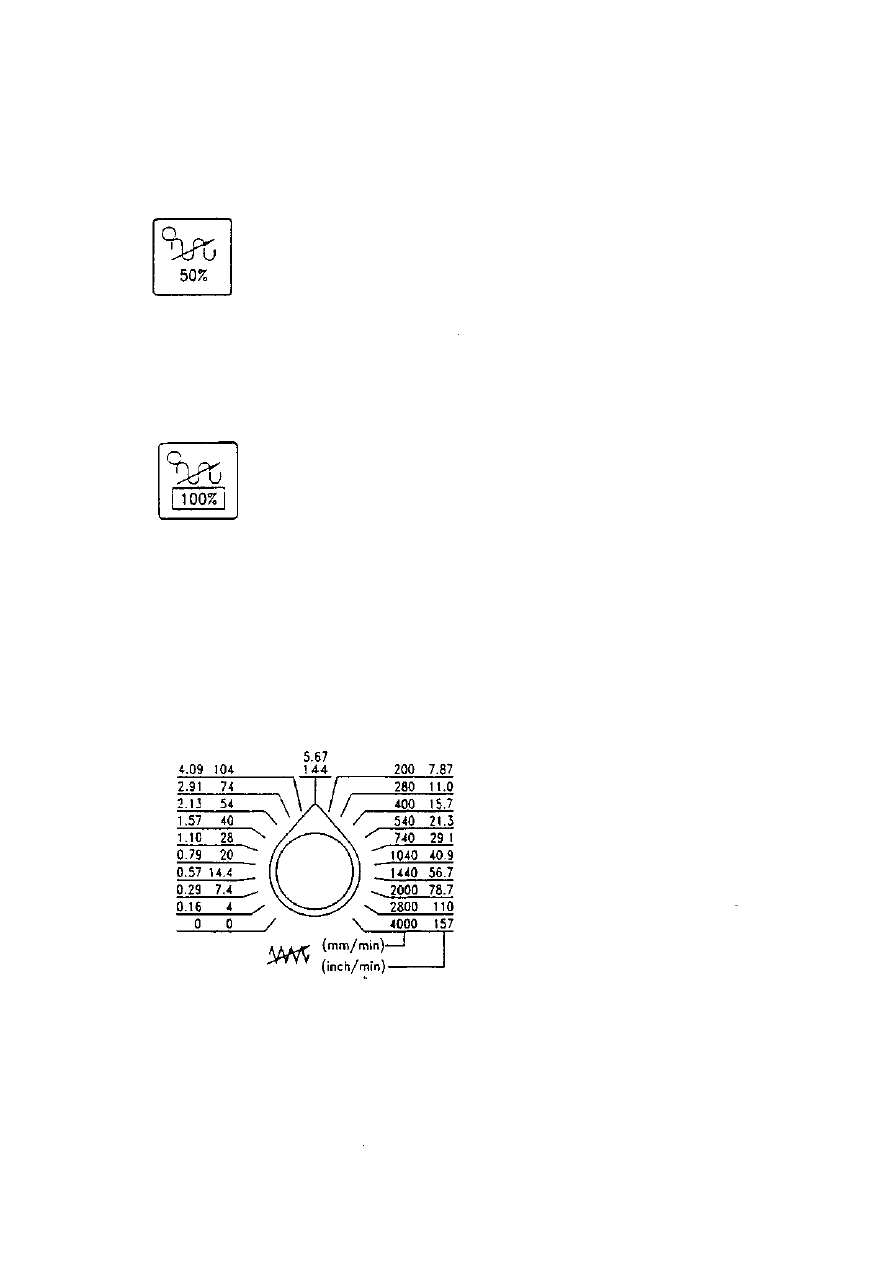
c.
50%
50% : 16,000 mm / min ( X,Y )
16,000mm/min(Z)
l,600deg/min(C)
d. 100%
100% : 32,000 mm / min ( X,Y )
32,000 mm / min ( Z )
12,000deg/min(C)
3.1.7.2 Jog Feed ratę Override: Tryb zmiany prędkości posuwu krokowego.
Przekręć pokrętło, ażeby zmienić szybkość posuwu ręcznie jeśli:
Jest włączony tryb ręcznego posuwu krokowego.
Jest włączony tryb automatyczny na biegu jałowym; ażeby stwierdzić, czy
program jest poprawny, czy nie
CE
46
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
CAUTION !OSTRZEŻENIE!
Ręczny posuw szubki będzie wyłączony, jeśli drzwi boczne będą otwarte.
Wszelkie operacje związane z posuwami mogą byc dokonywane za pomocą
tego pokrętła jak opisano powyżej.
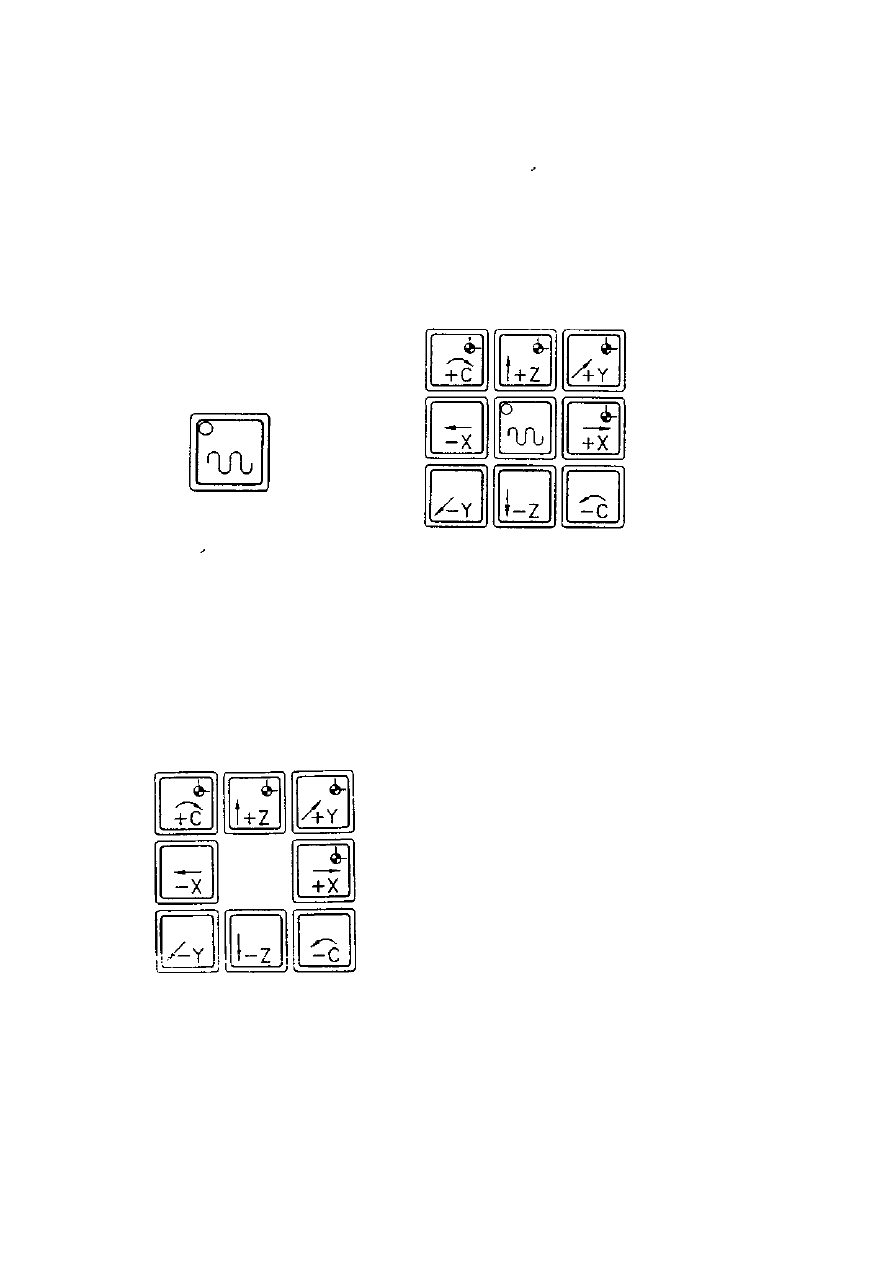
3.1.8 Jog Operation. Tryb posuwu krokowego.
a. Manuał Rapid Ręczne przesuwanie osiami.
Naciśnij ten przycisk i przycisk posuwu krokowego żądanej osi, ażeby
przemieście daną oś w żądane miejsce
Tryb ten jest aktywny tylko w przypadku, gdy wszystkie osie zostały wcześniej
wycofane do ich punktów referencyjnych.
CE
CAUTION IOSTRZEZENIE!
Nie wolno wywoływać tego trybu, jeśli drzwi boczne nie są zamknięte.
b. +X,-X,+Y,-Y,+Z,-Z,+C,-C
Przyciśnij jeden przycisk, ażeby przemieścić oś
Upewnij się co do poprawności kierunku
Przycisk "Powrót do punktów referencyjnych jest nieaktywny w tym trybie.
3.1.9 Sterowanie wrzecionem
47
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
3.
a.
SEJJ) (%)
1.9.1 Definicja przycisków
Wrzeciono obraca się CW - zgodnie ze wskazówkami zegara
Ten przycisk pozwala obracać ręcznie wrzecionem w kierunku CW.
Należy przedtem wprowadzić tryb " S " za pomocą " MDI ", lub " AUTO
ażeby zapisać to w sterowniku NC
Wbudowana dioda świetlna zapali się automatycznie.
b. Wrzeciono stop
Po wciśnięciu zatrzymuje obrót wrzeciona
Wbudowana dioda świetlna zapali się automatycznie.
Ten przycisk działa tylko w trybie sterowania ręcznego.
c. Wrzeciono obraca się CCW - przeciwnie do wskazówek zegara
Ten przycisk pozwala obracać ręcznie wrzecionem w kierunku CCW.
48
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Należy przedtem wprowadzić tryb " S " za pomocą " MDI ", lub " AUTO " ,
ażeby zapisać to w sterowniku NC
Wbudowana dioda świetlna zapali się automatycznie.
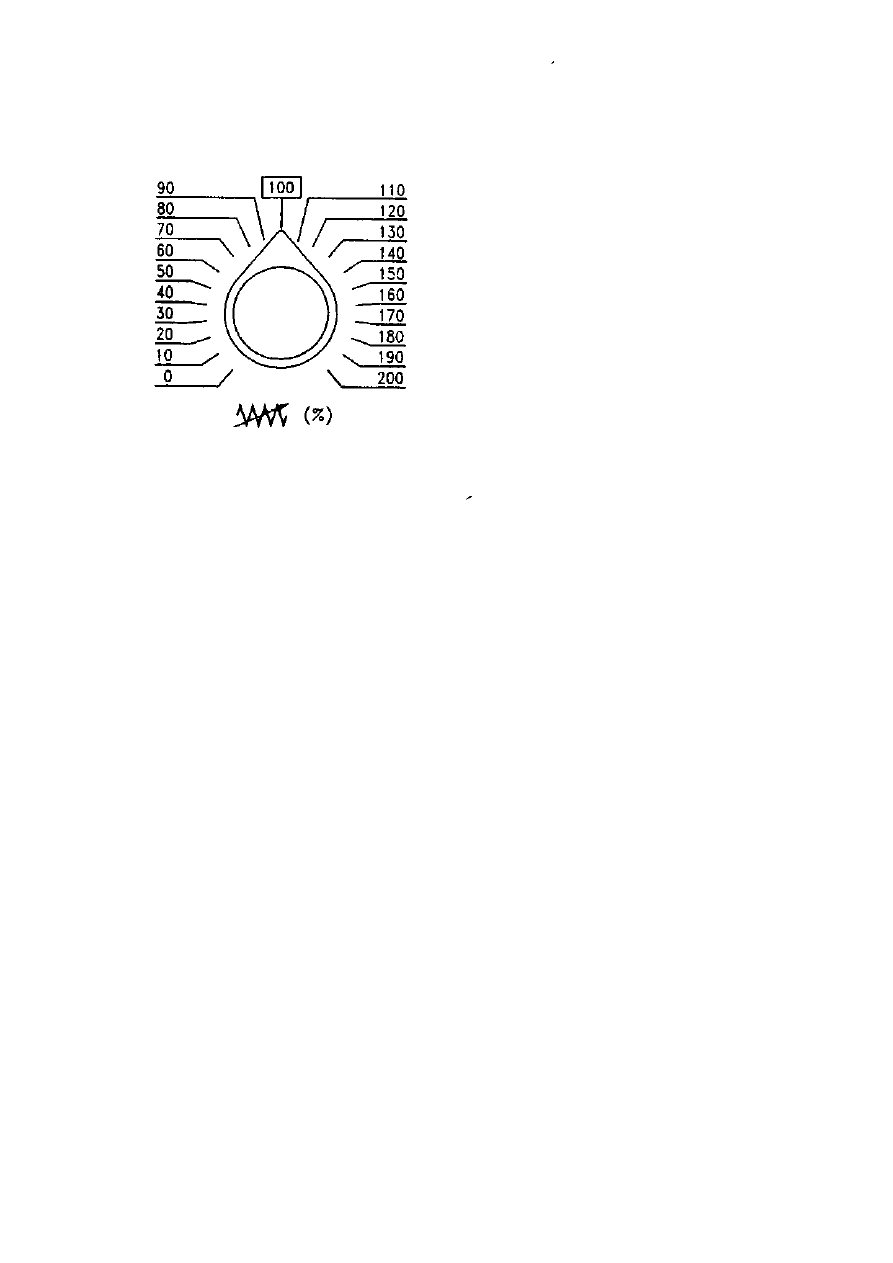
3.1.9.2 Tryb zmiany prędkością wrzeciona
Za pomocą tego pokrętła można ustawiać prędkość obrotową wrzeciona od 5 do
150% zadanej wartości nominalnej zarówno w trybie sterowania ręcznego, jak i
pracy automatycznej.
Zaleca się ustawienie na 100% przed włączeniem zasilania.
Pokrętło nie działa gdy:
*** Obrabiarka wykonuje gwintowanie sztywne
*** Obrabiarka wykonuje gwintowanie płynne
*** Wykonano polecenie anulowania zakresu którejś z osi
*** Kody S są ograniczone przez PMC.
Maksymalna prędkość obrotowa wrzeciona : 10,000 rpm
CE
Prędkość obrotowa wrzeciona zostanie zredukowana do 131 obr/min, aby
uniknąć wypadków i uszkodzeń ciała obsługi.
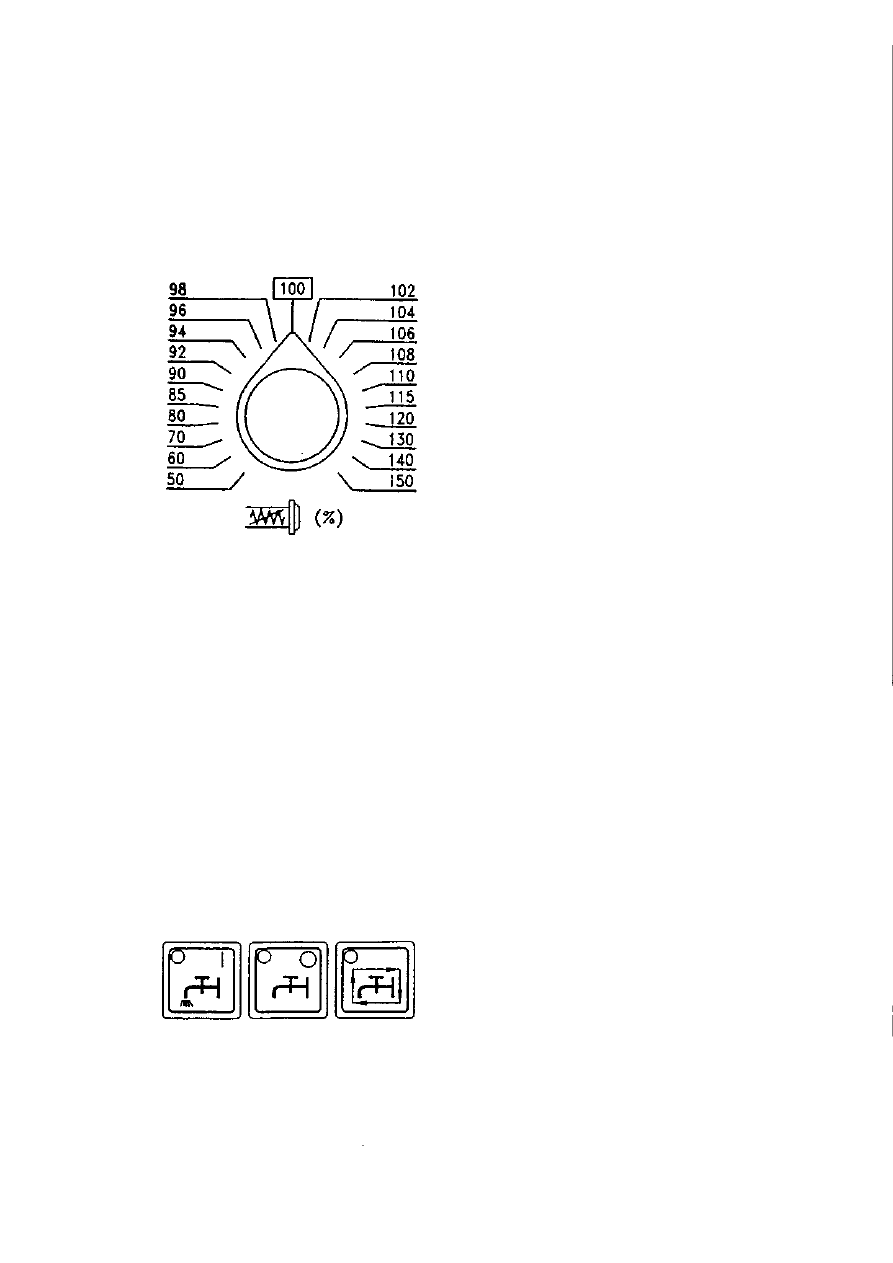
3.1.10 Sterowanie systemem chłodziwa A
a. Coolant Manuał: Ręczne sterowanie przepływem chłodziwa
49
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2O4I1 ZE
STEROWNIKIEM FANUC I8MC
Przesuń zbiornik zużytego chłodziwa pod dyszę wylotową przed wciśnięciem
tego przycisku.
Nastąpi wyciek zużytego chłodziwa.
Upewnij się co do poziomu wypełnienia zbiornika zużytego chłodziwa
b. Coolant Off: Zatrzymanie podawania chłodziwa.
Zatrzymuje automatyczne lub ręczne podawanie (M08) chłodziwa,
c. Coolant Auto: Automatyczne sterowanie podawaniem chłodziwa
Dostarcza chłodziwo do dysz i wykonuje kod M08.
Wymagane jest, by wrzeciono obracało się.
Upewnij się co do poziomu wypełnienia zbiornika czystego chłodziwa.
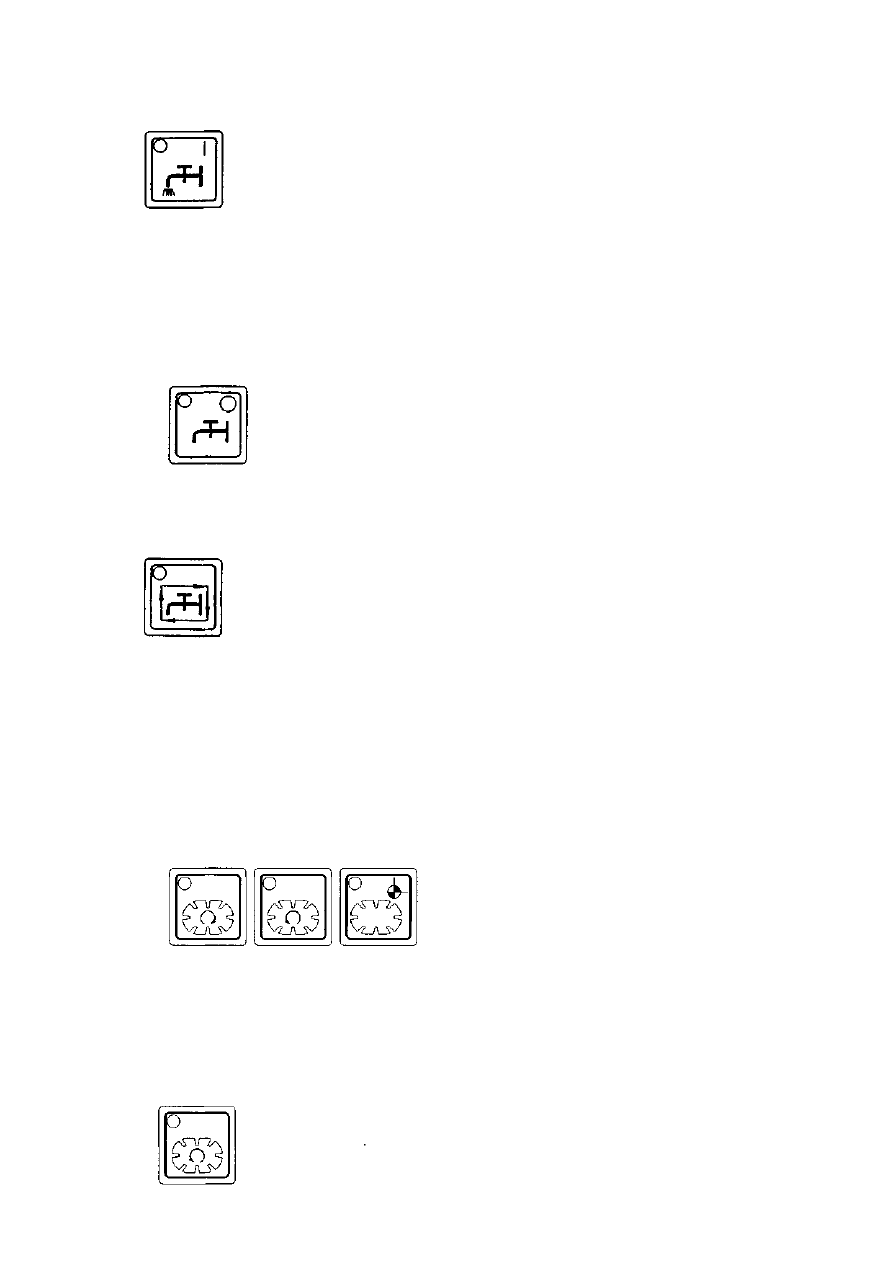
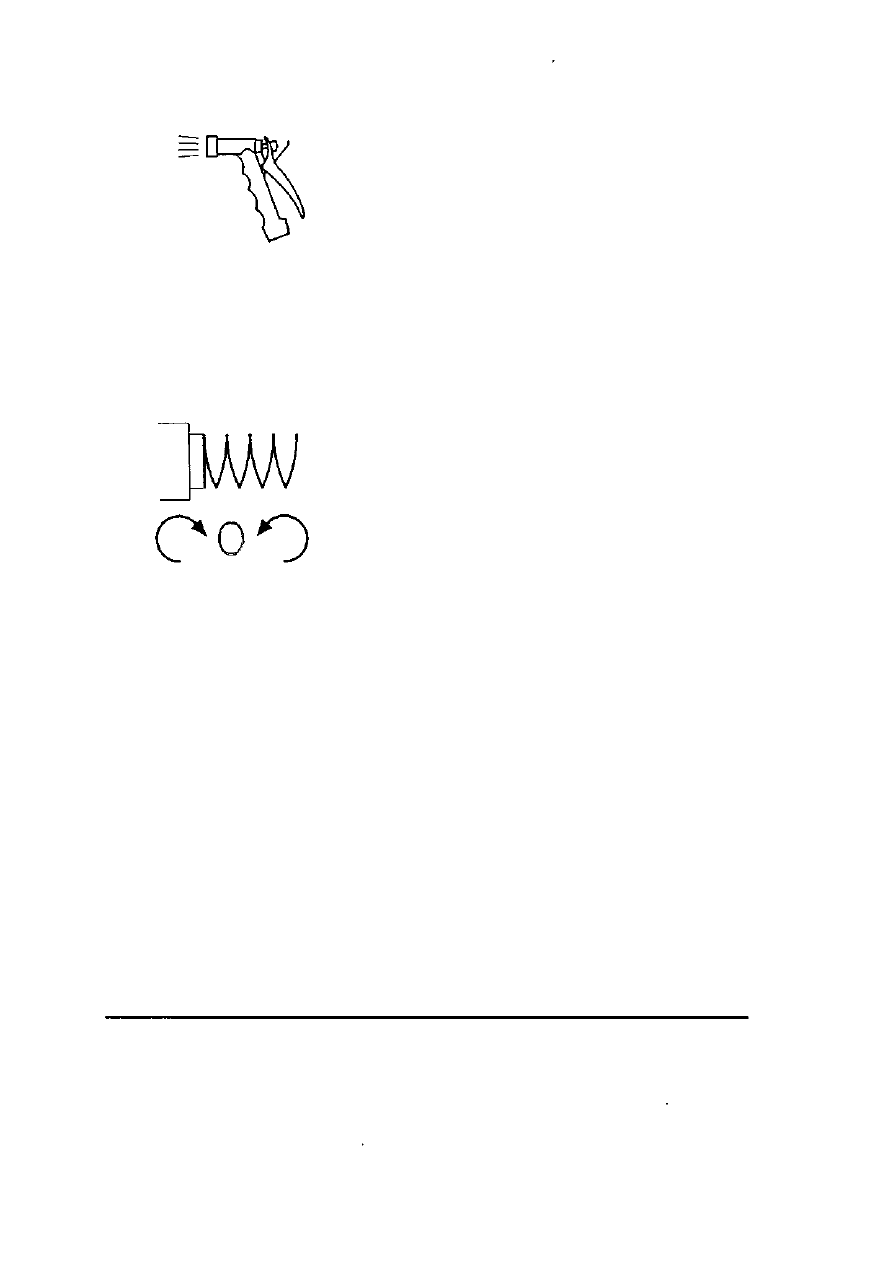
3.1.11 Ręczne sterowanie magazynem narzędzi
a. Magazyn obraca się CW
b. Magazyn obraca się CCW
50
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
c. Powrót Magazynu
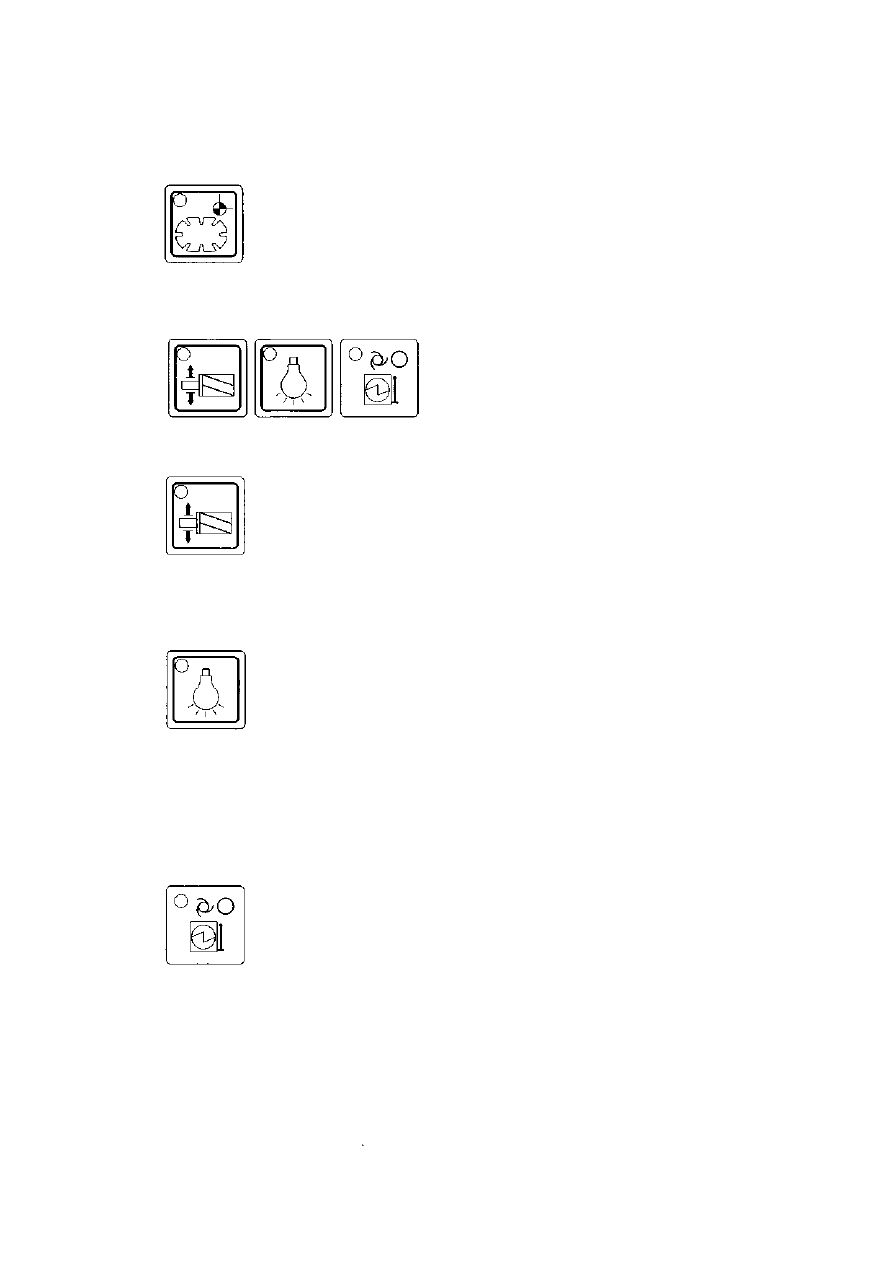
3.1.12 Funkcje podzespołów
a. Narzędzie UNC / CLP
b. Lampka oświetlająca przestrzeń obróbczą.
Zlokalizowana nad bocznymi drzwiami.
Zlokalizowana nad paletą.
c. M30 Wyłączenie zasilania.
Wyłącza obrabiarkę, jeśli program zawiera kod M30 i ten przycisk jest
włączony.
Wciśnij przycisk na klawiaturze, aby uaktywnić tę funkcję.
51
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
3.1.13 Tryb zmiany prędkości posuwów
Zaleca się ustawienie na 100% przed włączeniem zasilania.
0%~200% w takim zakresie można ustawie prędkości posuwu w czasie
wykonywania programu.
Jest nieaktywny, jeśli " OVC " jest włączone ON.
MAX. Posuw : (Ustawienie Parametrów)
X,Y,Z 20,000 mm/min
C/U 10,000 deg/min (Ex.)
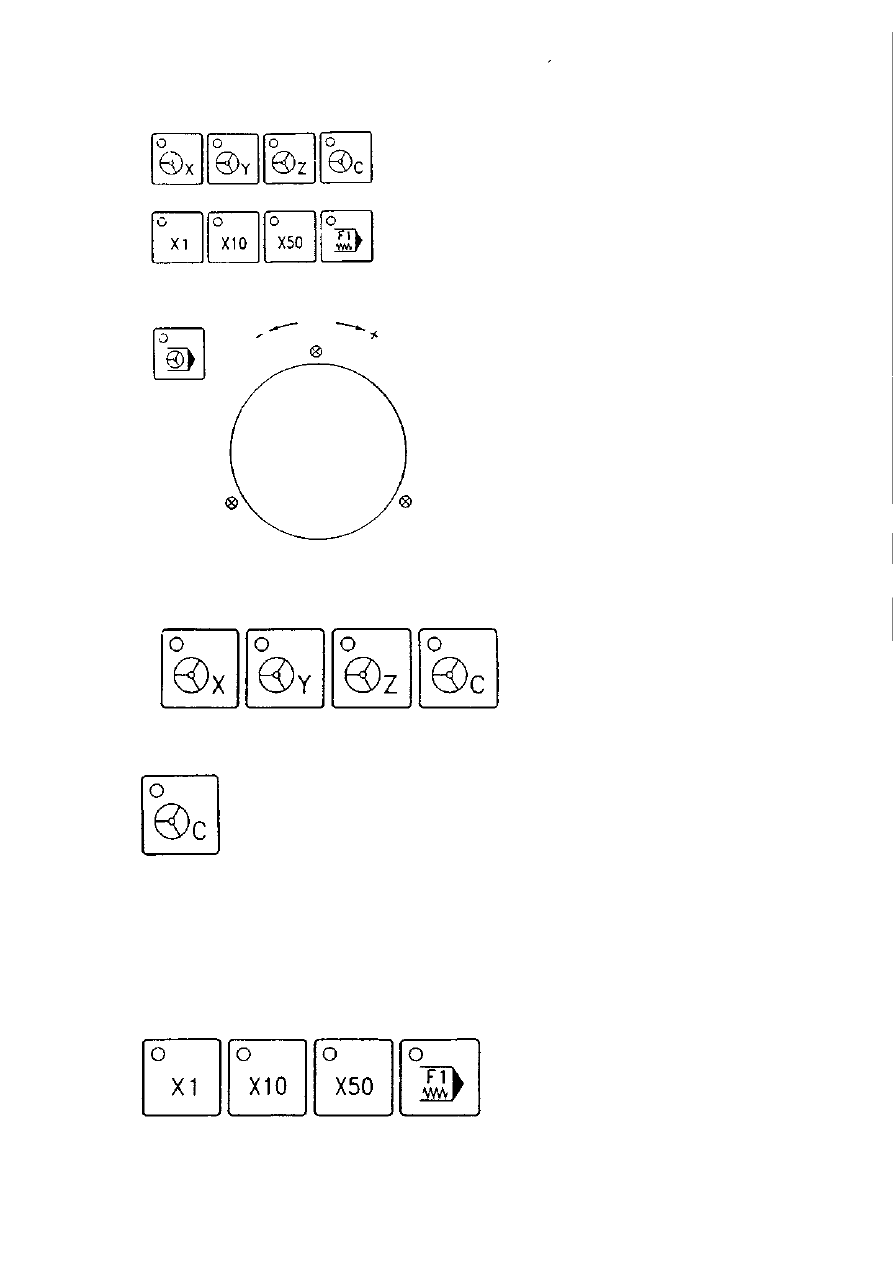
3.1.14 Sterowanie Ręcznym Generatorem Impulsów MPG
52
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I SMC
3.1.14.1 Wybór osi
Wybierz oś, którą chcesz sterować za pomocą MPG.
** Sterowanie jedną z osi ( M.P.G )
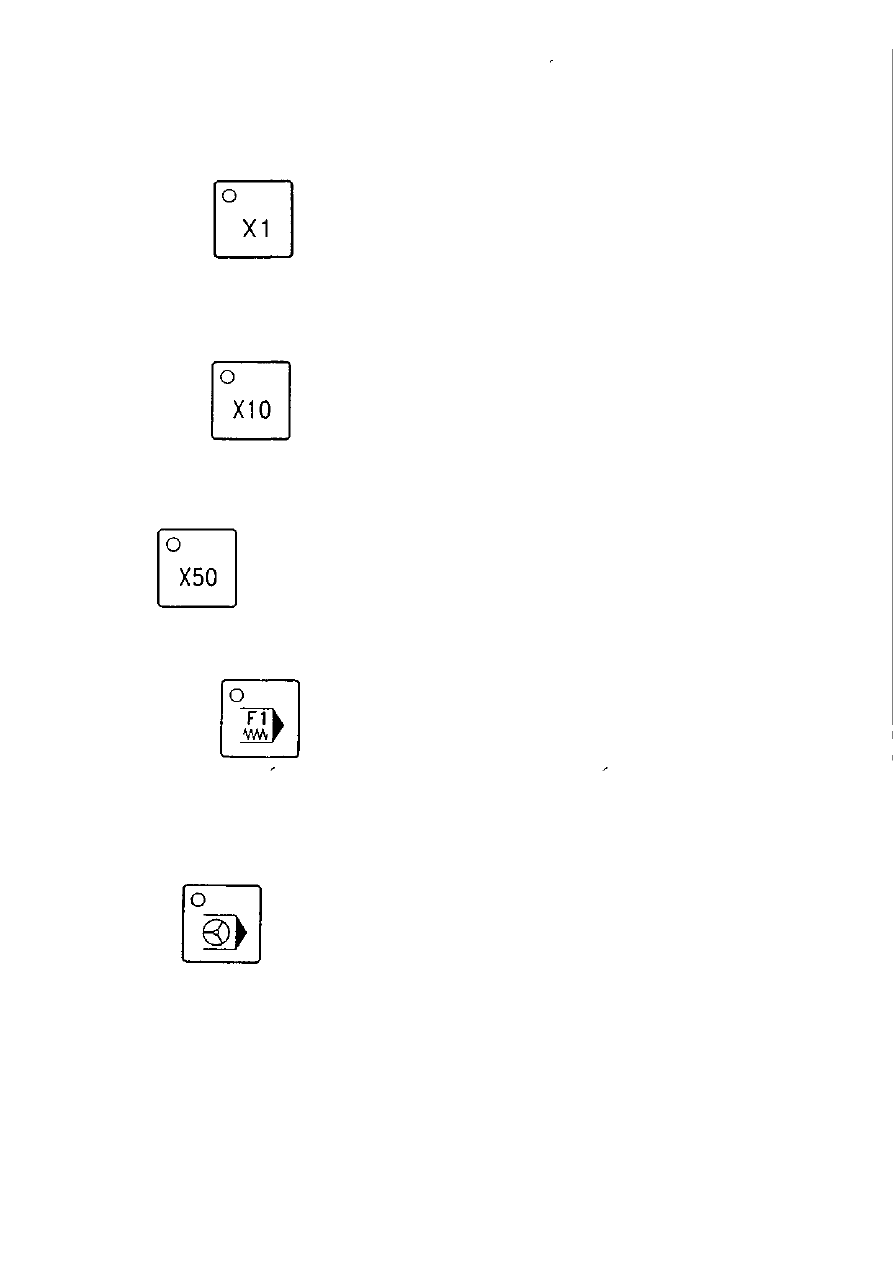
3.1.14.2 Posuw przyrostowy
53
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
a.
Wybierz " x l ", oś przesunie się o 1 mikron przy obrocie MPG.
b.
Wybierz " xlO ", oś przesunie się o 10 mikronów przy obrocie MPG.
c.
Wybierz " xl00 ", oś przesunie się o 100 mikronów przy obrocie MPG.
d.
—Zamiast stosować kodu Fl do posuwu osi U, można użyć tego przycisku do
ręcznego przemieszczania osi U ( MPG)
3.1.15 Ręczna interwencja w wykonywanie programu
Ręczne przerwanie wykonywania operacji zapisanej w pamięci.
Szczegóły - Patrz rozdział 10.6.
54
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM EANUC 18MC
3.1.16 MPG
3.2 Stół obrotowy
Opcja - nie dotyczy
3.3 Panel QMT
55
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
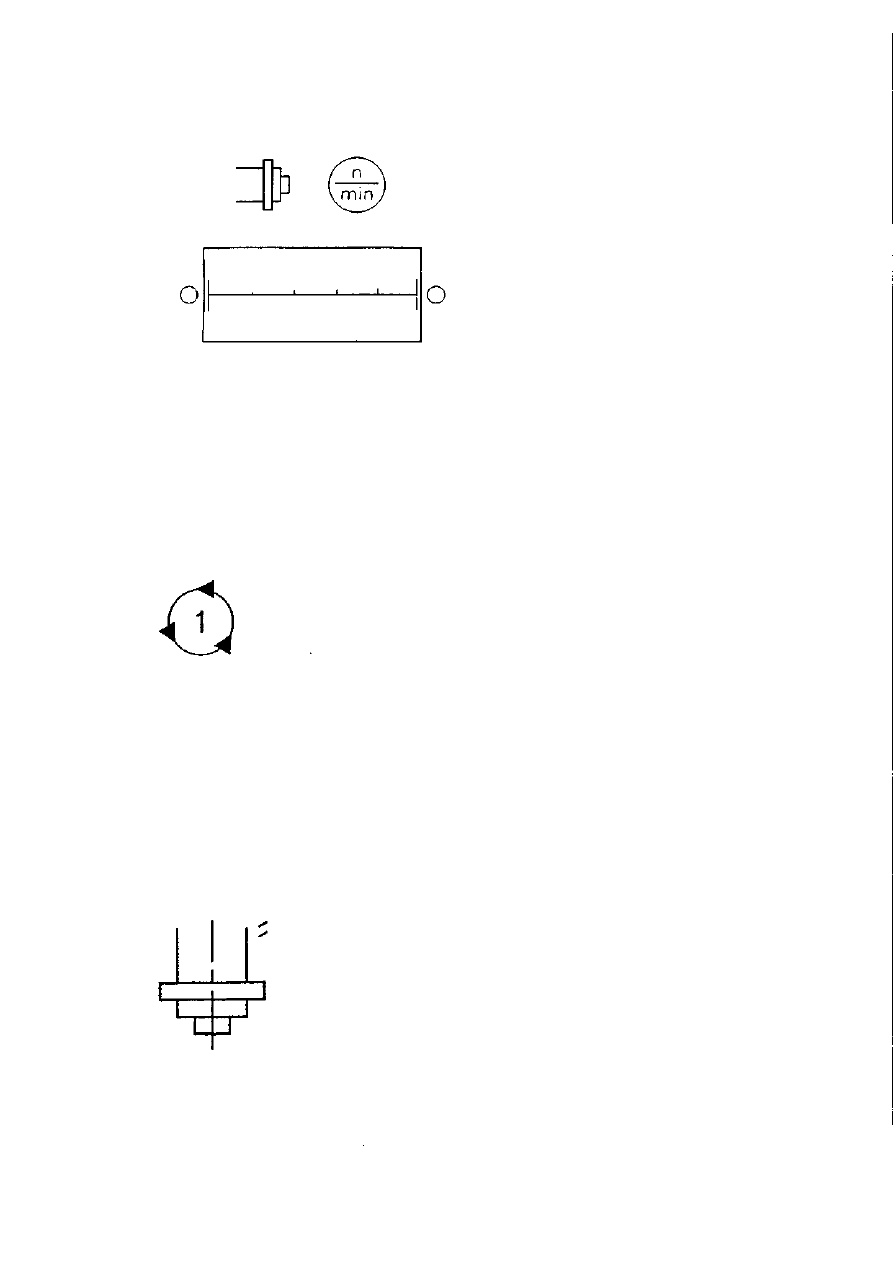
3.3.1 Wskaźnik prędkości obrotowej wrzeciona
56
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Wskazuje w ilości obr/min prędkość obrotową wrzeciona.
Zakres 0 - 10,000 obr , dokładność ±10 nalOOO obrotów.
3.3.2 Stand-by & Reset: Zatrzymanie pracy zresetowanie
(Zasilanie hydrauliczne)
CE
Upewnij się, czy wyłączniki awaryjny EMG zostały zwolnione, w przeciwnym
przypadku nie da się tej funkcji uaktywnić.
Należy raz wcisnąć wyłącznik "EMG .LOOP" aby zresetować przekaźnik
bezpieczeństwa do normalnej pozycji.
Lampka będzie mrugała, aby przypomnieć operatorowi gdzie należy przycisnąć.
3.3.3 Resetowanie wrzeciona
Ta funkcja powoduje zatrzymanie wrzeciona czasowo w momencie
wykonywania programu .
57
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Działa tylko, kiedy " Feed Hołd: Zatrzymanie posuwu" jest wciśnięte.
Wciśnij przycisk "Cycle Start: Uruchomienie cyklu" aby wystartować ponownie
program; jeśli tego nie zrobimy sygnał „Feed Hołd. Zatrzymanie posuwu" może
się nie ukazać.
Trzy osie muszą zaczekać, aż wrzeciono osiągnie poprzednią prędkość
obrotową, ażeby wznowić program.
•^ Do specjalnego zastosowania przy usuwaniu usterek ATC.
Wciśnij ten przycisk, aby zwolnić " Buffers reset" , i zrestartować wykonywanie
PMC.
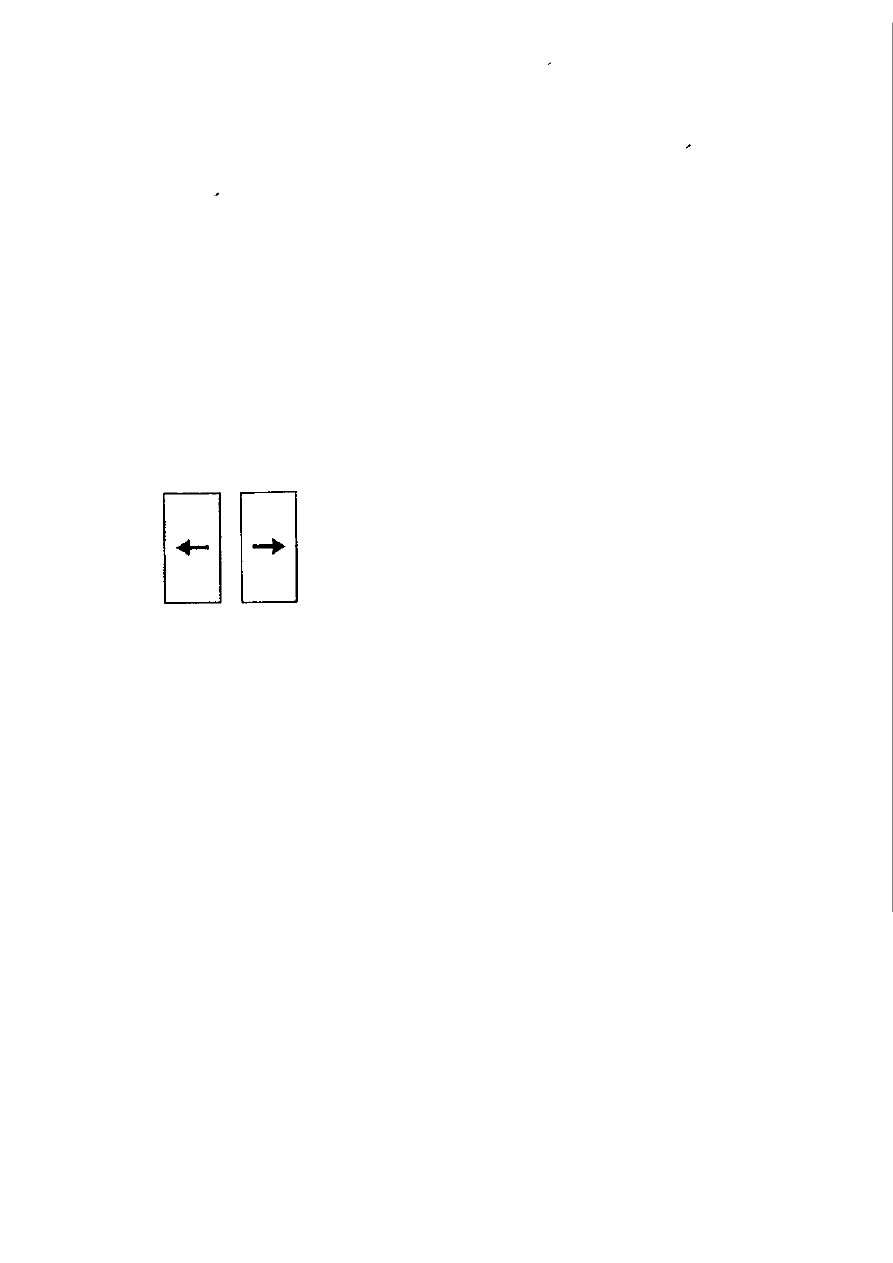
3.3.4 Otwieranie drzwi
Drzwi otworzą się po wciśnięciu tego przycisku; elektromagnetyczny zwornik
bezpieczeństwa zabezpiecza drzwi przed otwarciem
Zabrania się otwierania drzwi, kiedy wrzeciono obraca się.
CE
WARNING !
Tylko w trybie MPG drzwi frontowe mogą być otwarte
Jeśli będziemy starali się otworzyć drzwi pojawi się alarm " Front door
security Loop ".
Wówczas należy przycisnąć "ENABLE SWITCH " or "FOOT SWITCH"
(przycisk nożny, ażeby obrabiarka mogła kontynuować pracę.
Wszystkie osie będą zablokowane w momencie otwarcia drzwi.
3.3.5 Pistolet spryskowy
58
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041I ZE
STEROWNIKIEM FANUC I8MC
Usuwa wióry, olej itd.
Pistolet spryskowy jest umieszczony pod drzwiami frontowymi na zewnątrz
przestrzeni obróbczej.
3.3.6 Ślimak transportu wiórów (opcja)
Służy do transportu wiórów wzdłuż 2 kanałów do transportera wiórów.
Wybierz " CC W " jeśli powstanie zator wiórów, 200 ms jest ustawione w PLC;
obróć w drugą stronę, kiedy zator zostanie usunięty
3.3.7 System chłodziwa B (Zapasowy)
Spryskuje 2 kanały po obu stronach osi Y w celu usunięcia wiórów kiedy
wykonywane jest cykl M6 ATC (wymiana narzędzia).
Drzwi boczne powinny być zamknięte; w przeciwnym razie podawanie
chłodziwa zatrzyma się.
Kod M10 może być wykonany (K12.1=1)
3.3.8 Chłodzenie przez wrzeciono (opcja)
< Chłodziwo pod wysokim ciśnieniem 20 BAR przepływa przez wrzeciono>
59
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
TRYB AUTOMATYCZNY
Wywołanie automatyczne przez kod Mil.
TRYB RĘCZNY
Do zastosowania w dowolnym momencie.
Sprawdź poziomy chłodziwa w zbiorniku czystego i zużytego chłodziwa.
Sprawdź zawór elektromagnetyczny przy otwieraniu.
Sprawdź, czy ręczny zawór jest otwarty.
3.3.9 Manuał MAG Home Button: Przcisk ręcznego powrotu
magazynu do punktu referencyjnego.
Po przyciśnięciu tego przycisku magazyn będzie obracał sie CW do swojego
położenia referencyjnego.
WARNING ! UWAGA!
AL2040 (ALARM 2040) ukaże się, jeśli magazyn nie zdąży wykonać
procedury HOME po włączeniu zasilania.
Tylko tryb " zero return " będzie aktywny.
Kiedy sensor " HOME" osiągnie swoją pozycje, nie jest konieczne wciskanie
tego przycisku po załączeniu napięcia.
60
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
• Aktualna pozycja będzie zmieniona na „1", na początkową pozycję
magazynu, ażeby zabezpieczyć narzędzia przed użyciem
CAUTION /OSTRZEŻENIE!
Gniazdo narzędziowe MUSI być w pozycji poziomej. W
przeciwnym przypadku pojawi się alarm.
3.3.10 ATC Tool NO. Initialized. Resetowanie pamięci
pozycji narzędzia.
Po wciśnięciu tego przycisku wszystkie numery narzędzi w pamięci pozycji
narzędzi (Data Table) zostaną wy kasowane i ułożone w sekwencji
przyporządkowania 1-24 (W trybie Zero Return)
3.3.11 Dioda wskazująca, ze narzędzie jest we wrzecionie.
3.3.12 Ręczne zwalnianie narzędzia.
61
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Nie wolno używać tej funkcji kiedy wrzeciono obraca się.
3.4. Panel obsługi ręcznej magazynu narzędzi
62
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
3.4.1 Panel obsługi magazynu
MAG.( AUTO , MANUAŁ)
AUTO - tryb obsługi automatycznej magazynu
Wybierz TRYB AUTOM, kiedy używasz polecenie T lub polecenie M6 w
trybie pracy MDI lub AUTO
Na monitorze pojawi się komunikat alarmowy " MAG. NOT SELECT TO
AUTO " jeśli ten przełącznik nie jest przestawiony na „AUTO"
MANUAŁ
Wybierz TRYB RĘCZNY kiedy chcesz ręcznie obsługiwać (obracać) magazyn.
Służy do zakładania /zdejmowania narzędzia przed wykonywaniem obróbki.
CE
Nie wolno próbować zakładać/zdejmować narzędzia w czasie pracy
automatycznej. Spowoduje to natychmiastowe zatrzymanie obrabiarki.
Funkcji tej można używać tylko w trybie pracy ręcznej.
Drzwi muszą być zamknięte.
2. MAG. CW.
Jest to przycisk skrętny (pokrętło skokowe) do obracania magazynem zgodnie
ze wskazaniami zegara.
Przekręć przycisk jednostkowo, ażeby magazyn obrócił się o jedną pozycję w
kierunku CW.
63
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Magazyn nie zatrzyma się, dopóki nie zwolnimy pokrętła. Upewnij się, czy
magazyn zatrzymał się we właściwej pozycji i czy został w tej pozycji
zablokowany.
3. MAG. CCW.
Wyjaśnienia -jak wyżej, kierunek przeciwny do wskaż. Zegara..
CE
WARNINGIUWAGA!
Funkcji tej można używać tylko w trybie pracy ręcznej
W przypadku nie wybrania trybu obsługi ręcznej pojawi się komunikat
alarmowy " Please choose manuał modę".
Drzwi do ATC muszą być zamknięte.
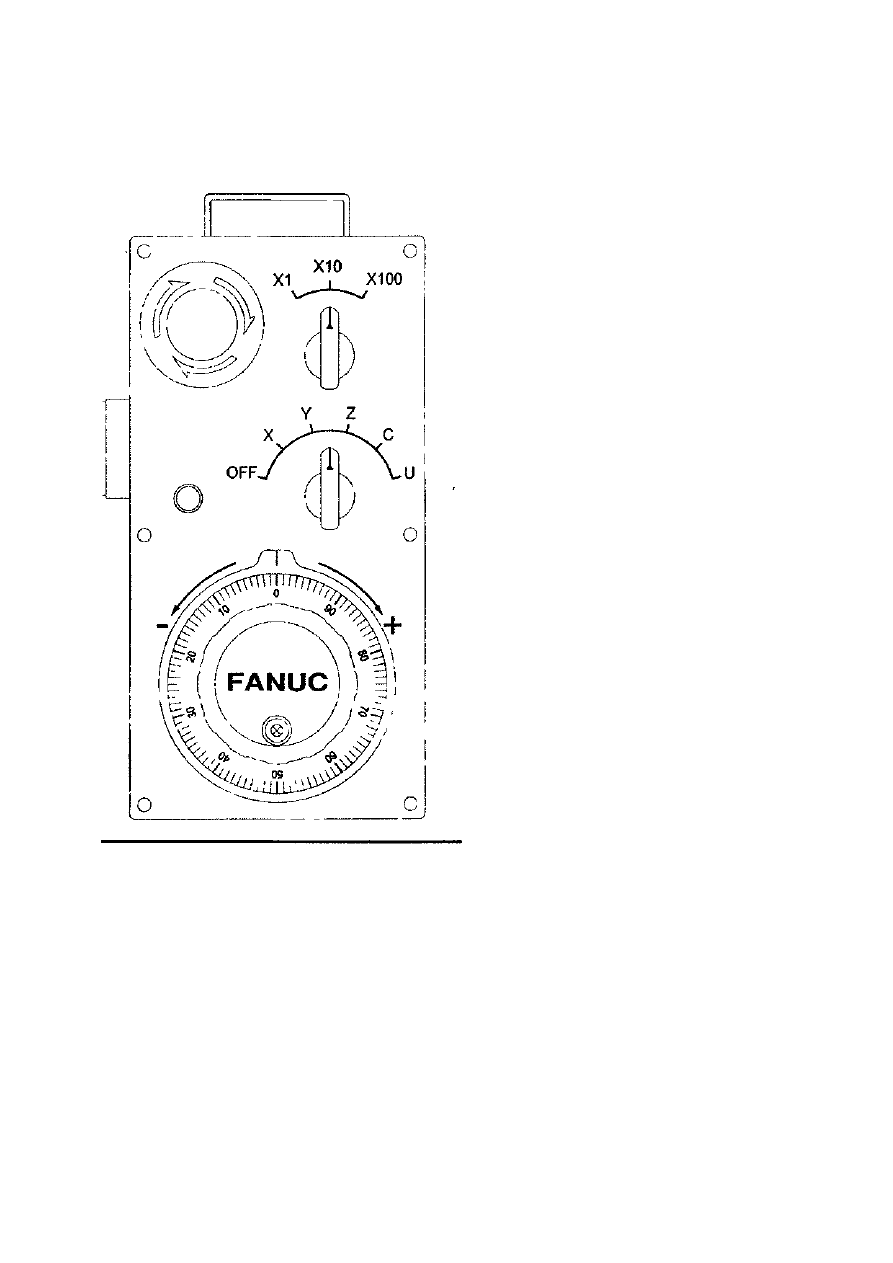
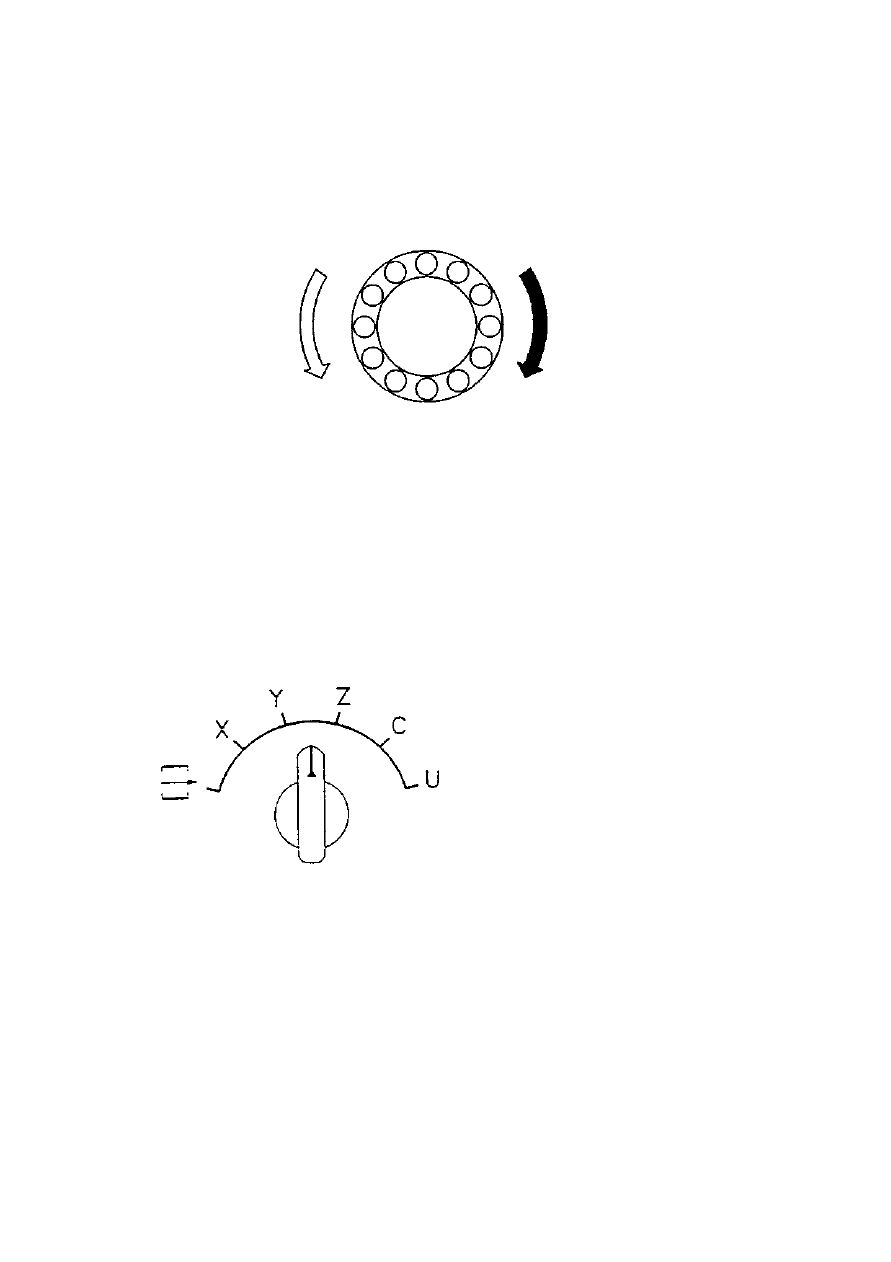
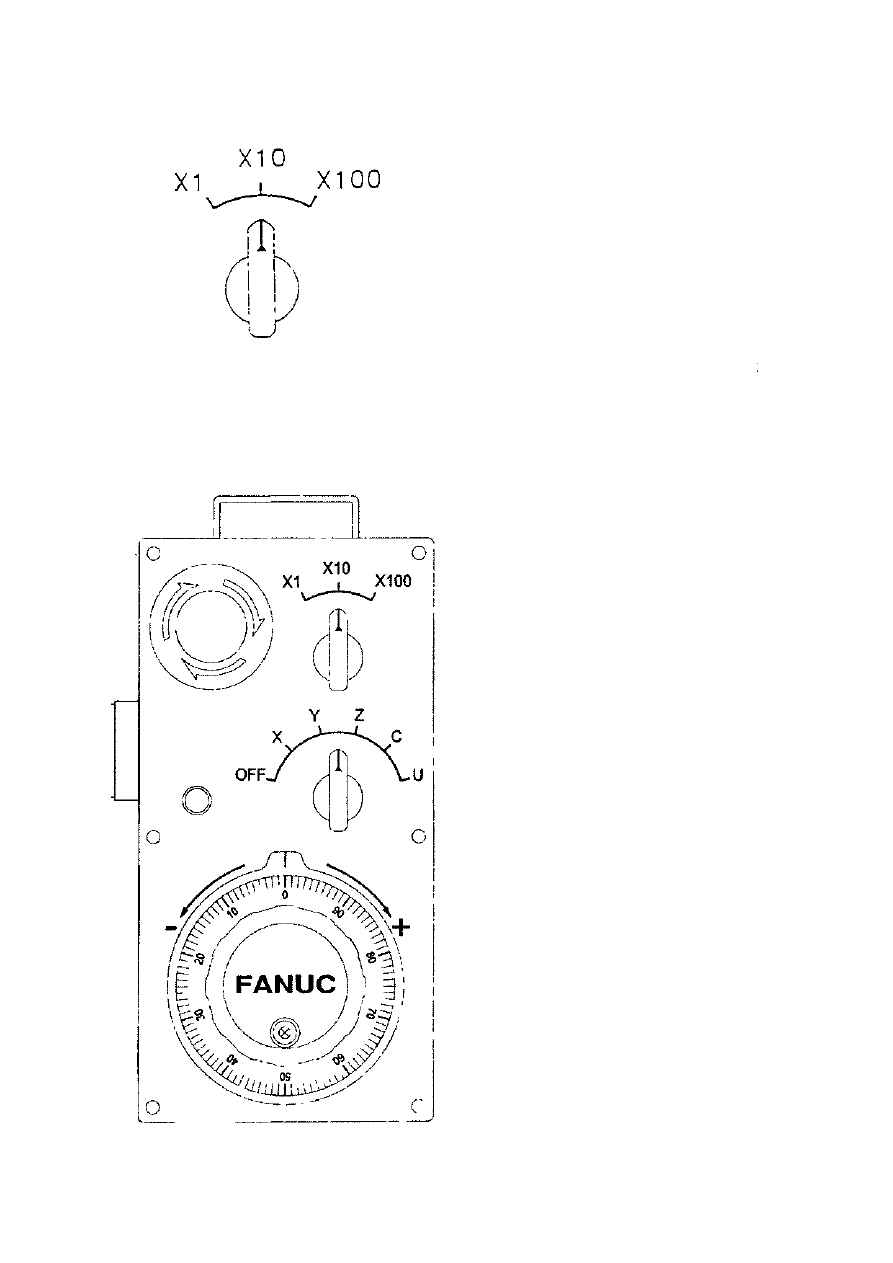
3.5 Pilot zdalnego sterowania
1. Pokrętło wyboru osi:
To pokrętło pozwala operatorowi na wybór osi, która ma być sterowana w trybie
ręcznym.( M.P.G)
Pokrętło wyboru wielkości przyrostu:
64
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV20411 ZE
STEROWNIKIEM FANUC ISMC
To pokrętło pozwala operatorowi wybrać żądaną wartość przyrostu ruchu osi:
Xl =0.001 mm
X10 =0.01 mm
X100 = 0.1 mm
3. Rysunek pilota zdalnego sterowania ( M.P.G box)
65
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041I ZE
STEROWNIKIEM FANUC I8MC
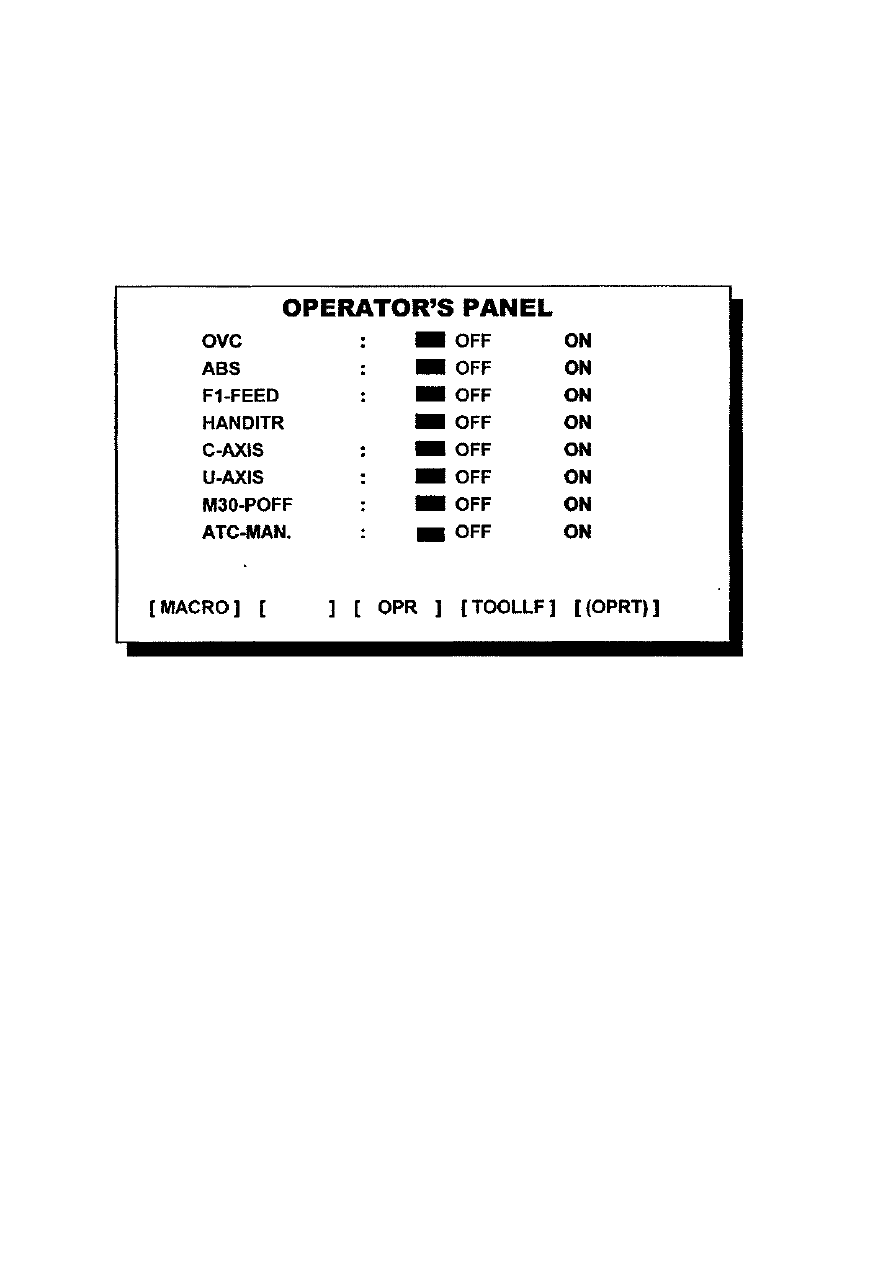
3.6 Przyciski dotykowe sterowania
W tym trybie funkcję przycisków na panelu sterowania przejmują przyciski
dotykowe na panelu CRT/MDI. Ilustruje to poniższy rysunek:
Wyjaśnienia oznaczeń - patrz instrukcja sterownika FANUC
Ustawiając odpowiednią funkcję na ON - Włączona
Opis funkcji:
a. OVC : OVerride Cancel: Anulowanie zmiany prędkości posuwów. Kiedy
ten parametr jest nastawiony na ON - Włączony, to nie można załączyć
następujących trybów zmiany prędkości posuwów:
Rapid override: Tryb zmiany prędkości posuwu szybkiego
Feed override: Tryb zmiany prędkości posuwu roboczego
Jog override: Tryb zmiany prędkości posuwu krokowego
b: ABS : Wyłącza funkcję krańcowej pozycji posuwu ręcznego (manuał
absolute function), szczegóły w rozdziale 9.
c. Fl- Feed : Z 9-cioma zakresami szybkości posuwów ustawianymi
programowo. Każdy posuw jest ustalany w parametrach indywidualnie.
66
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC 18MC
PS. Funkcje opcjonalne
HANDITR : Funkcja ingerencji manualnej jest aktywna
C-Axis : Sterowanie ręczne osią C jest aktywne
U-Axis : Sterowanie ręczne osią U jest aktywne
M30-POFF : polecenie M30 i wyłączenie zasilania jest aktywne
F-MAG-ON : Obroty i powrót do pozycji wyjściowej magazynu:
CW/CCW/RETURN są osiągalne na panelu.
3.7. Interface RSC
Patrz instrukcja FANUC
3.8 Ręczne usuwanie usterek w ATC.
3.8.1 Wyjaśnienie:
Obrabiarka MV204II zawiera odpowiednie przyciski do operowania
ATC (dźwignią ARM ) po tym, jak w czasie zmiany narzędzia nastąpi
jedna z okoliczności:
• Nagły zanik napięcia.
• Ciśnienie powietrza spadnie niżej niż 5 kg/cm .
• Wyłącznik awaryjny EMG zostanie wciśnięty.
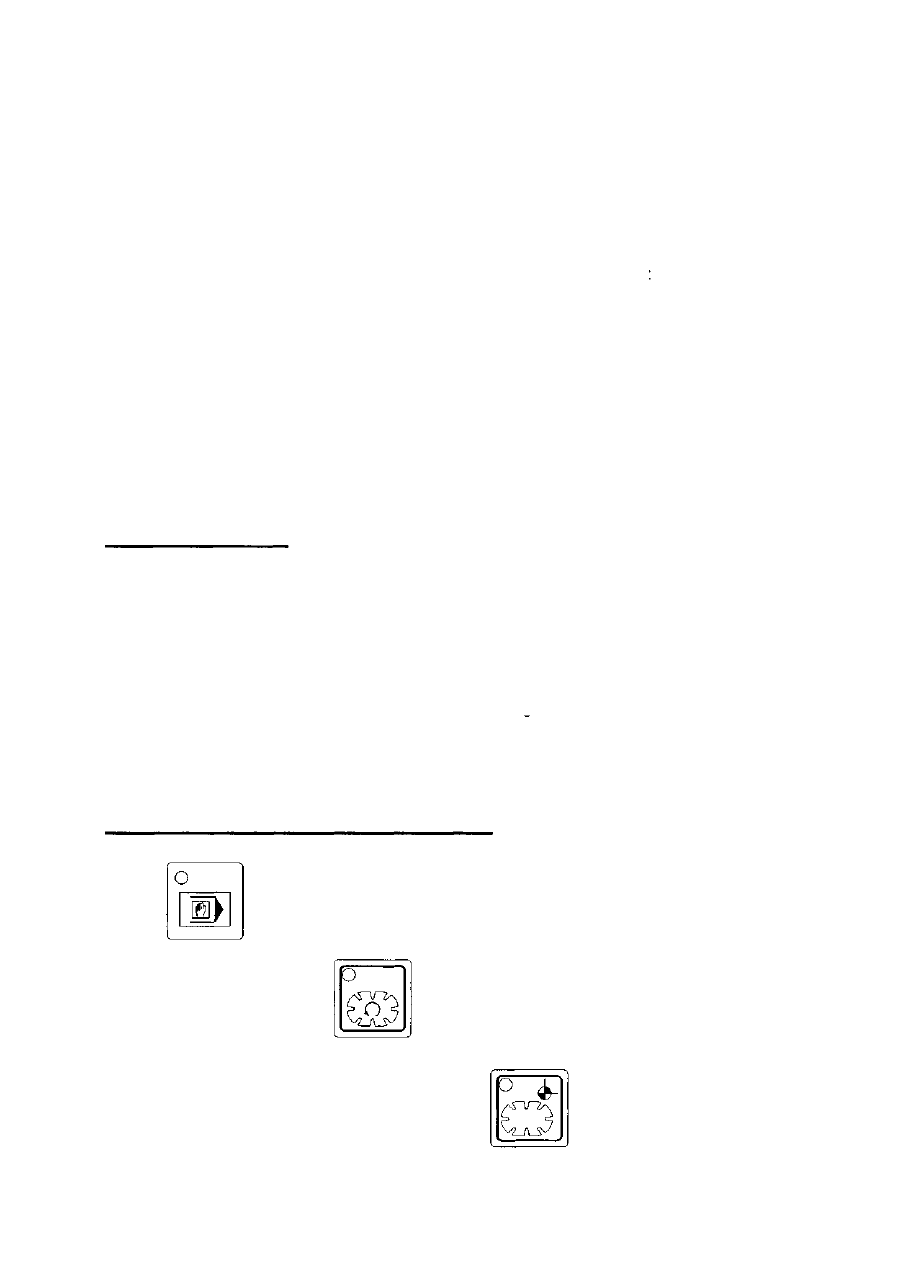
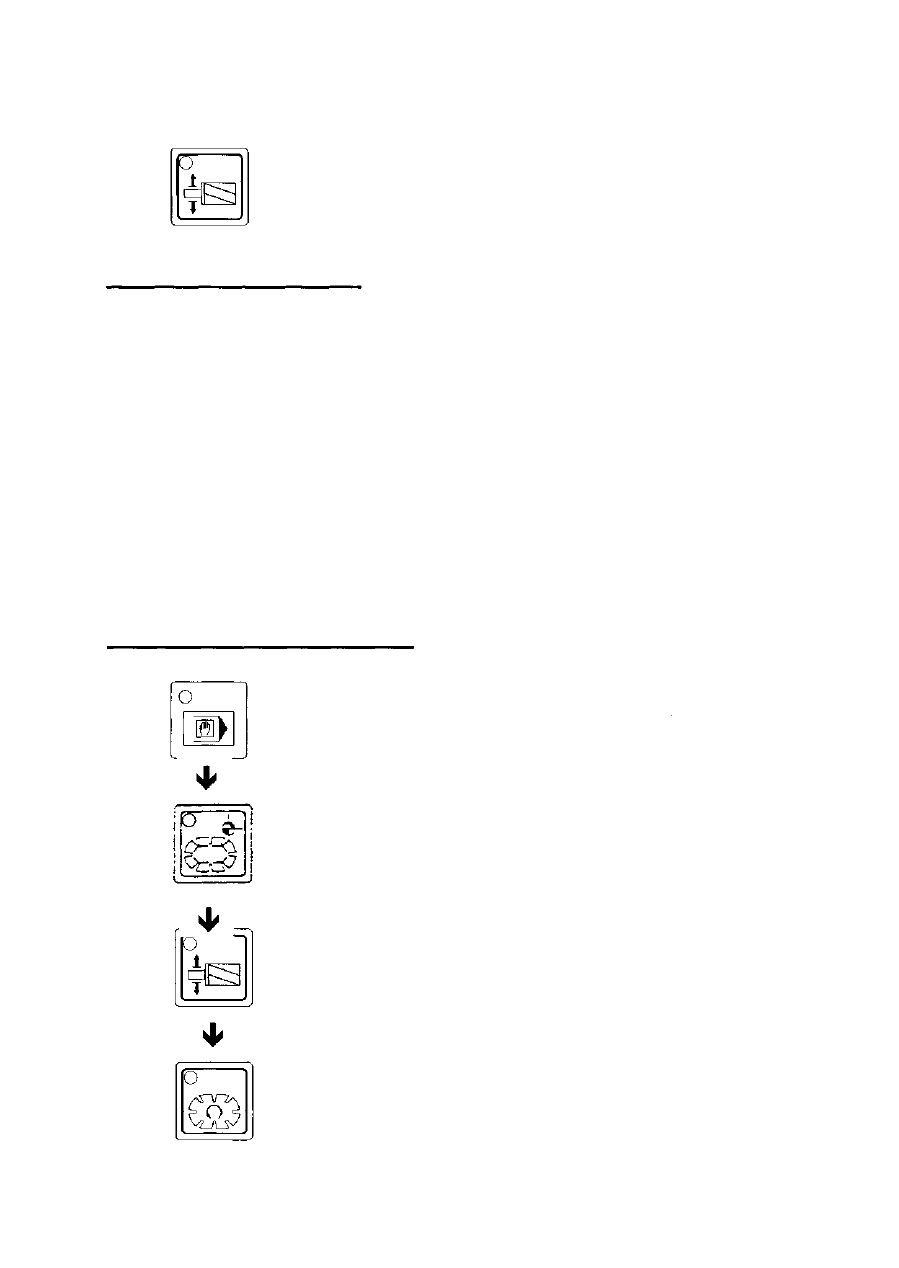
3.8.2 Definicje przycisków dotykowych:
Wznowienie ręcznego sterowania ATC (teach-in)
Ręczny obrót ATC ARM CW aktywny
Ręczny obrót ATC
ARM CW nieaktywny
67
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUCI8MC
Ręczne zwalnianie narzędzia aktywne
2.8.3 Procedura działania
DANGER! NIEBEZPIECZEŃSTWO!
• Przed wznowieniem sterowania ATC w celu zaciśnięcia lub zwolnienia
narzędzia, zwróć uwagę na pozycję narzędzia
• Upewnij się, czy w przestrzeni obróbczej obrabiarki nie są wykonywane
jakiekolwiek prace
• Używanie przycisków powinno odbywać się przez jednorazowe
naciśnięcie (nie należy ich przetrzymywać), chyba, że wyraźnie
zaznaczono inaczej.
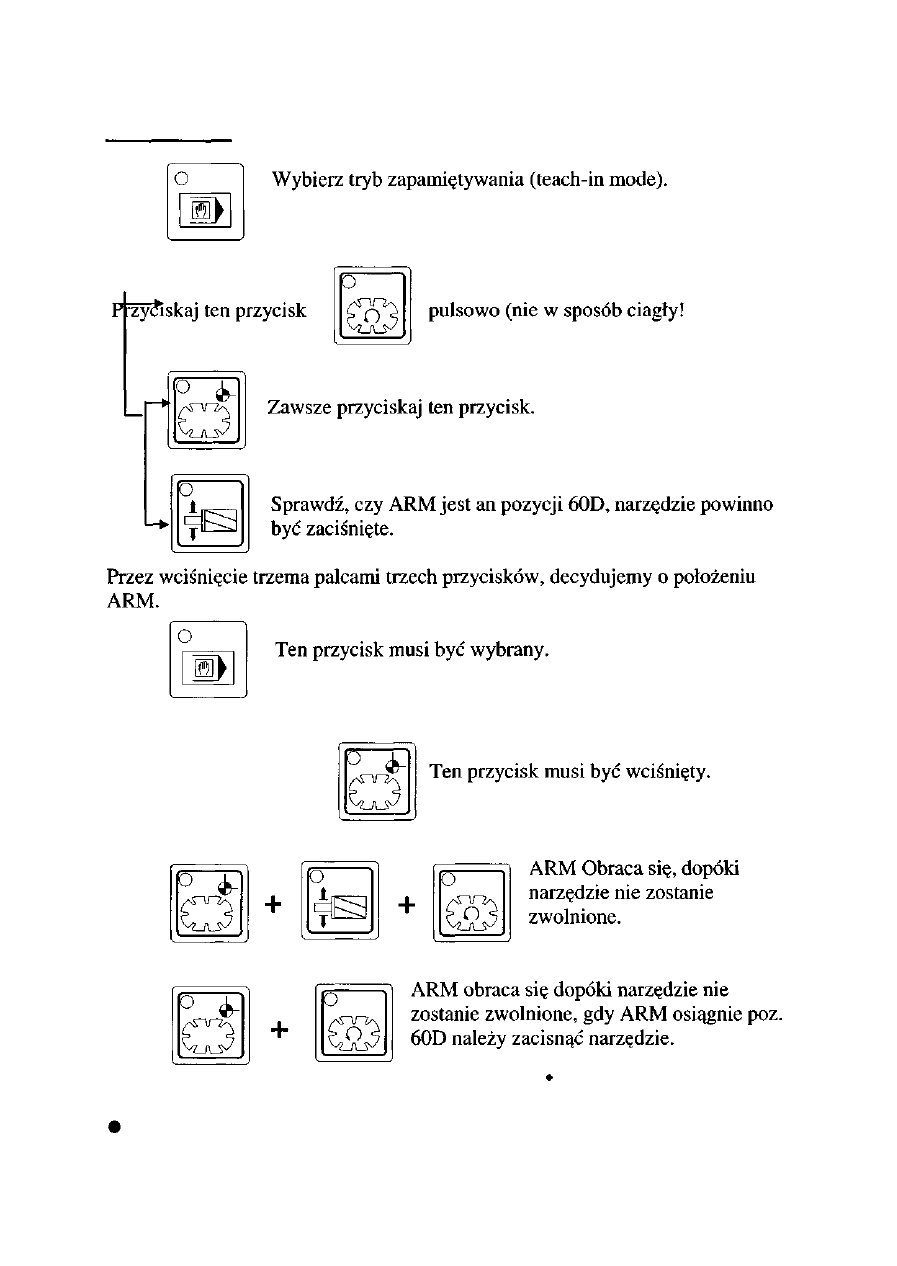
Ilustracja procedury działania:
Wybierz tryb zapamiętywania (teach-in modę).
Press " MAG HOME " soft key continuity, never release if
ATC resume not finished completely.
Zawsze zwolnij narzędzie jeśli ARM nie osiągnęło pozycji
60D; narzędzie powinno być zaciśnięte, kiedy ARM
osiągnie pozycję 60D.
Przy pomocy kombinacji powyższych dwóch klawiszy
określ w którym miejscu ma się zatrzymać ARM.
68
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041IZE
STEROWNIKIEM FANUC I8MC
< Przykład >
CAUTION! OSTRZEŻENIE!
Należy obserwować pozycję i obrót ARM, szczególnie czy ARM jest na
pozycji 60 stopni przed zaciśnięciem narzędzia.
69
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
ARM będzie zniszczone, jeśli narzędzie nie będzie zaciśnięte.
WARNING IUWAGA!
Sprawdź numer narzędzia po powrocie ATC na panelu (dioda) (we
wrzecionie poczet nr gniazda)
Powinno być zmienione po powrocie.
Wyświetli się alarm, jeśli nie zmienimy numeru narzędzia:
Nigdy nie zmieniaj trybu pracy w czasie wykonywania polecenia M6;
spowoduje to zatrzymanie ATC ARM.
Szczegóły n/t Table Data i przypisywanie narzędziom odpowiednich
numerów, oraz n/t pojawiających się komunikatów alarmowych - w
rozdziale 3
Po zmianie podłączenia sprężonego powietrza sprawdź, czy ciśnienie jest
większe od 5 kg/cm2.
Wykonaj polecenie "magazine home" i "tool initial" przed rozpoczęciem
pracy po raz pierwszy.
Skontaktuj się z Quaserem, jeśli potrzebujesz dodatkowej pomocy.
70

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
4.FunkcjeMST
4.1 Lista Funkcji M
Funkcje M odnoszą się do działania obrabiarki. Są one znane jako
miscellaneous - funkcje różne. Jeden kod M może być sterowany w jednym
bloku. Jeżeli są sterowane dwa lub więcej kodów M, wówczas tylko ostatni kod
jest efektywny.
M00 Zatrzymanie programu
MOI Zatrzymanie dowolne
M02 Koniec programu
M03 Wrzeciono CW.
M04 Wrzeciono CCW.
M05 Zatrzymanie wrzeciona
M06 Automatyczna zmiana narzędzia
M08 Chłodziwo A włączone (chłodziwo z dysz)
M09 Chłodziwo wyłączone
M10 Chłodziwo B włączone (spłukiwanie wiórów)
Mil Chłodziwo C włączone (Chłodzenie przez wrzeciono)
Ml3 Wrzeciono CW z chłodziwem A włączonym
M14 Wrzeciono CCW chłodziwo A włączone
Ml5 Zacisk narzędzia
M16 Zwolnienie narzędzia
Ml8 Powrót elementów ATC do pozycji wyjściowej
M19 Orientacj a wrzeciona
M20 Kasuje funkcję Ml8 jeśli taka była wywołana
M21 Sworzeń magazynu na miejscu (w 32 ATC)
M22 Sworzeń magazynu nie na miejscu ( w 32 ATC)
M23 Kieszeń narzędziowa w pozycji pionowej
M24 Kieszeń narzędziowa w pozycji pionowej
M25 Dźwignia ATC 0 stopni (CCW)
M26 Dźwignia ATC 60 stopni
M27 Zmiana Arm (z Ostopni do 180stopni) CW
M28 Zmiana Arm (z 180stopni do Ostopni) CCW
M29 Gwintowanie sztywne
M30 Przewijanie programu
M31 Dźwignia ATC 0 stopni (CW)
M32 Magazyn CW.
M33 Magazyn CCW
M38 Magazyn CW (OPT.)
M39 Transporter wiórów wyłączony (OPT.)
71

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
M40 Pokrywa magazynu otwarta (32 ATC )
M41 Pokrywa magazynu zamknięta (32 ATC )
M43 Zablokowanie 4-tej osi
M44 Odblokowanie 4-tej osi
M45 Zablokowanie 5-tej osi
M46 Odblokowanie 5-tej osi
M50 Automatyczne włączanie spłukiwania wiórów
M71 Lustrzane odbicie wokół osi X włączone
M72 Lustrzane odbicie wokół osi Y włączone
M74 Lustrzane odbicie wokół 4-tej osi włączone
M76 Lustrzane odbicie wokół osi X wyłączone
M77 Lustrzane odbicie wokół osi Y wyłączone
M79 Lustrzane odbicie wokół 4-tej osi wyłączone
M80—M83 Funkcje zapasowe
M98 Przywoływanie podprogramu
M99 Powrót do programu głównego
4.2 Opisy indywidualne funkcji M
M00 Zatrzymanie programu
Zatrzymuje wykonywanie programu, obrót wrzeciona, podawanie chłodziwa.
Przycisk „stop cyklu: cycle stop" zaczyna migać. Ta funkcja jest użyteczna, gdy
mierzymy detal obróbczy, lub gdy skończyliśmy pracę i wyładowujemy detal ze
stołu. Przyciśnięcie przycisku " cycle start" wznowi wykonywanie programu.
Kody M03, M04, M08, M10, lub Ml 1 muszą być wstawiane za M00, ażeby
wznowić obroty wrzeciona i podawanie chłodziwa z programu. Kod prędkości
wrzeciona (kod S) i kod posuwu (kod F) nie musi być ponownie wstawiany tak
długo, jak nie potrzebujemy ich zmieniać.
MOI Zatrzymanie dowolne.
Spełnia tę samą funkcję, jak M00. Ta funkcja działa tylko wtedy, gdy przycisk
"optional stop" został wciśnięty.
M02 Koniec programu (Bez powrotu do początku)
Wskazuje na zakończenie wykonywania programu , wstawia się go zwykle na
końcu programu w ostatnim bloku, gdzie należy zatrzymać wrzeciono i
zaprzestać podawania chłodziwa. Dioda startu cyklu „Cycle start LED" zgaśnie,
kiedy program zatrzyma się na kodzieM02.
72

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
M03 Wrzeciono CW
Powoduje obracanie się wrzeciona zgodnie z kierunkiem wskazówek zegara z
zadaną programem prędkością (wprowadzoną kodem S ). M03 pozostaje
aktywne dopóty, dopóki nie zostanie odwołane jednym z kodów: M04, M05,
M02, M00, MOI, M30; lub przez wciśnięcie „spindle stop button" lub „reset
push button".
CAUTION IOSTRZEŻENIE!
Nie działa w następujących okolicznościach:
1. Jeśli narzędzie jest nie zaciśnięte.
2. Dźwignia ATC jest w położeniu 60 stopni.
3. W tym samym bloku znajdą się kody T i M.
4. Przykrywa jest otwarta.
M04 Wrzeciono CCW
Takie same funkcje i uwarunkowana - w odniesieniu do obrotów w kierunku
przeciwnym do wskazówek zegara.
M05 Wrzeciono stop
Powoduje zatrzymanie wrzeciona. M05 pozostaje aktywne do czasu użycia
kodu M03 ,M04 , M13 lub M14.
M06 Automatyczna zmiana narzędzi
• Ta funkcja wykonuje zmianę narzędzia we wrzecionie i w gnieździe.
• Kieszeń narzędziowa powinna być w pozycji pionowej przed
wykonaniem M6.
• Jeśli program zawiera kody T & M6; kod T będzie wykonany jako
pierwszy.
• Patrz także: zastosowania kodu T w celu porównania i różnic z M6.
M08 Chłodziwo A włączone
Ta funkcja powoduje podawanie chłodziwa przez dysze wokół wrzeciona.
Gdy przycisk „coolant auto" został wciśnięty, funkcja ta pozostaje aktywna do
czasu zastosowania jednego z kodów M09 , M00, MOI, M02, M30 lub
przyciśnięcie jednego z przycisków: "reset", „emergency stop" lub „coolant off'
na panelu.
M09 Chłodziwo wyłączone
Ta funkcja wyłącza podawanie chłodziwa.
73

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
M10 Spłukiwanie wiórów
• Ta funkcja wykonuje spłukanie chłodziwem wiórów wzdłuż obu stron
osi Y do ślimaka transportującego wióry do zbiornika.
• Kasowanie przez zastosowanie jednego z kodów M02, M09, M30.
• Nie wolno używać jednocześnie kodów M08 i Ml 1 ze względu na
włączenie pompy 20bar.
• Cykl M6 (K 12.0=0) będzie uruchomiony automatycznie.
• Włączone gdy ustawimy K12.1=l
M i l Chłodziwo C włączone
Ta funkcja włącza podawanie chłodziwa przez wrzeciono, pod warunkiem, że
przycisk „coolant auto push" został włączony. Pozostaje włączona do czasu
zastosowania jednego z kodów M09, M00, MOI, M02, M30 lub przez
wciśnięcie jednego z przycisków „reset", „emergency stop" or „coolant off' na
panelu.
M13 Wrzeciono CW z włączonym chłodziwem
Ta funkcja powoduje rotację wrzeciona zgodnie z wskazówkami zegara i
podawanie chłodziwa A (przez dysze wokół wrzeciona.
• Upewnij się, czy przycisk "coolant A auto" został włączony.
M14 Wrzeciono CCW z włączonym chłodziwem
Te same funkcje co Ml3 z obrotami wrzeciona przeciwne do wskazówek
zegara.
M15 Zacisk narzędzia
Ta funkcja powoduje przesunięcie cylindra zaciskowego do góry, przez co
tuleja zaciskowa zaciska grzybek narzędzia.
M16 Zwolnienie narzędzia
Ta funkcja powoduje przesunięcie cylindra zaciskowego do dołu, przez co
tuleja zaciskowa zwalnia grzybek narzędzia.
FUNKCJA M18 (OPCJA)
***** Specjalna funkcja M18 ****
NIE DOTYCZY
M19 Orientacja wrzeciona
Wrzeciono zatrzyma się w określonym położeniu kątowym za każdym razem.
Funkcja ta pozostaje aktywna dopóty, dopóki nie zostanie skasowana przez:
M03, M04 lub wciśnięcie jednego z przycisków "reset|" lub „emergency stop".
M20 Kasowanie funkcji M18
M21 /M22 Sworzeń magazynu na miejscu/nie na miejscu.
Dotyczy to pozycji 32 ATC .
M23 Kieszeń narzędziowa w pozycji poziomej
74
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Obraca kieszeń narzędziową do pozycji pionowej. Upewnij się, czy kieszeń
znajduje się w pozycji pionowej. Jeśli nie, to pojawi się alarm: NO. ALI214
"pocket at up position ".
M24 Kieszeń narzędziowa w pozycji pionowej
Wykonuje obrót kieszeni narzędziowej do pozycji pionowej, gotowej do
wykonania polecenia M6 - zmiany narzędzia:
• Upewnij się, czy kieszeń znajduje się w pozycji POZIOMEJ, jeśli nie -
pojawi się alarm ALI214 .
• Upewnij się, czy dźwignia ATC jest w pozycji "0 stopni wycofane" jeśli nie
- pojawi się alarm AL 1220 .
M25 Powrót dźwigni ATC do pozycji 0 stopni.
Wykonuje obrót dźwigni ATC do pozycji 0 stopni, jeśli wykonane jest
wcześniej polecenie M26.
M26 Dźwignia ATC do pozycji 60 stopni
Obraca dźwignię ATC do pozycji 60 stopni. Upewnij się przed wykonaniem
tego polecenia co do:
• Wrzeciono powinno znajdować się we wskazanym miejscu; jeśli nie -
pojawi się alarm AL1213 (Ml9).
• Oś Z powinna znajdować się w pozycji referencyjnej; jeśli nie - pojawi się
alarm AL 1202.
— Wykonuje G91 G28 Z0 , lampki na panelu zapalą się automatycznie.
• Dźwignia ATC powinno znajdować się w pozycji "0 stopni wycofane".
M27 Dźwignia ATC w pozycji górnej (od 0 stopni do 180) CW
Upewnij się, czy następujące warunki, wymagane do wykonania M27, są
spełnione:
• Dźwignia ATC musi być w pozycji 60stopni.
• Narzędzie musi być w pozycji niezaciśniętej.
• Kieszeń musi być w pozycji pionowej.
Jeśli nie, pojawi się alarm:
AL1219 "Arm not at 60D position": Dźwignia ATC nie jest w pozycji 60
stopni
ALI214 "Pocket at up position": Kieszeń w pozycji poziomej
ALI222 "Tool not unclamp in spindle". Narzędzie nie zaciśnięte we
wrzecionie
M28 Dźwignia ATC w pozycji dolnej (od 180stopni do 0 stopni)
CCW
Patrz uwagi M27.
DANGER
INIEBEZPIECZEŃSTWO
75
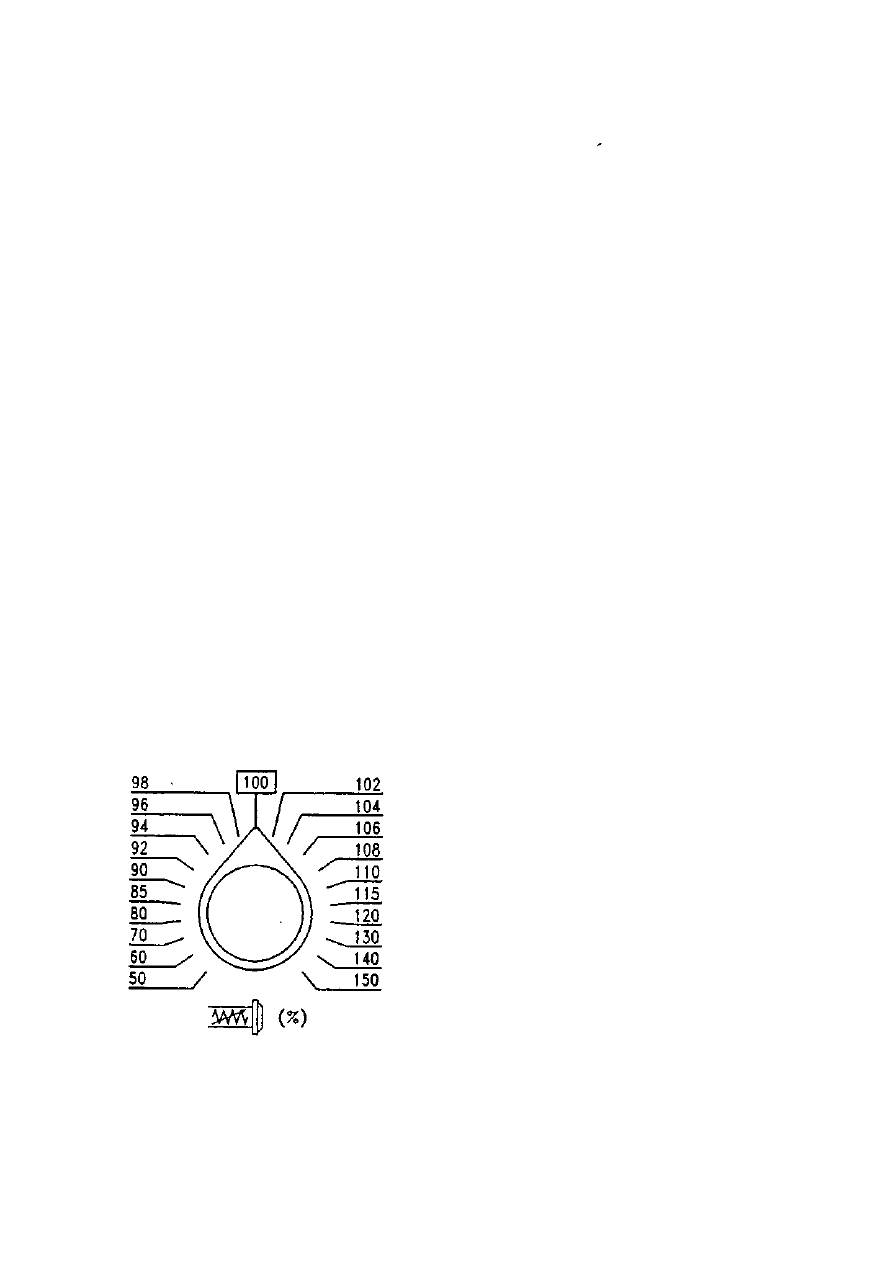
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Przed wykonaniem poleceń M27/M28 należy upewnić się, czy w przestrzeni
obróbczej nie ma żadnych obiektów, które mogą zostać uszkodzone przez
szybko obracającą się dźwignię.
M29 Gwintowanie sztywne
Szczegóły - patrz instrukcja obsługi sterownika FANUC.
M30 Koniec programu z powrotem do początku
Powoduje zakończenie programu i powrót do początku.
M31 Dźwignia ATC 0 stopni (CW)
Dźwignia obróci się od óOstopni do 0 stopni w kierunku " CW".
M32 Magaz. CW jeden obrót.
M33 Magaz. CCW jeden obrót.
M43 Funkcja zapasowa do blokowai
M44 Funkcja zapasowa do odblokowania 4-tej osi. (opcja)
M45 Funkcja zapasowa do blokowania 5-tej osi
M46 Funkcja zapasowa do odblokowania 5-tej osi
M47 Funkcja zapasowa do M47-wł. i M49-wył.
M48 Funkcja zapasowa do M48-wł. i M49-wył.
43 Funkcje S
Określa prędkość wrzeciona w sposób następujący:
Przykład:
M3 S45 : 45 obrotów/min
M3 S4500 : 4500 obrotów /min
Prędkość wrzeciona w zakresie od 50% do 150% reguluje się pokrętłem
98 •
11001 102
(%)
pokazanym na rysunku.
**. MAKSYMALNE OBROTY WRZECIONA 10,000 OBR/MIN
**. OBROTY PRZY GWINTOWANIU SZTYWNYM M29 S****
S = SKOK GWINTU * POSUWe ( OŚ Z mm/obr)
76

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Oś Z jest w tym procesie zsynchronizowana z wrzecionem .
4.4 FUNKCJE T
Stanowią o pracy zmieniacza narzędzi - szczegóły - patrz instrukcja FANUC
5. Opis komunikatów alarmowych.
1. AL1000 1000 Stop awaryjny po osiągnięciu krańcówki osi X
2. ALI 001 1001 Stop awaryjny po osiągnięciu krańcówki osi Y
3. AL1002 1002 Stop awaryjny po osiągnięciu krańcówki osi Z
4.AL1003 1003
5. ALI004 1004 Ciśnienie powietrza za niskie
6. AL1005 1005
7. AL1006 1006
8. AL1007 1007 Przekroczenie temperatury w chłodnicy oleju (Opcja)
9. ALI008 1008 Przeciążenie pompy w zbiorniku zużytego chłodziwa
10.AL1009 1009 Przeciążenie pompy w zbiorniku czystego chłodziwa
11. ALI010 1010 Przeciążenie pompy chłodziwa do spłukiwania wiórów
12. AL1011 1011 Przeciążenie silnika transportera wiórów
13. AL1012 1012 Przeciążenie silnika napędu ATC
14. AL1013 1013 Błąd układu smarowania
15. ALI 014 1014 Przeciążenie chłodnicy wrzeciona
16. ALI015 1015 Za niski poziom w chłodnicy oleju
17.AL1016 1016
18. AL1017 1017
19. AL1018 1018 Pompa w zbiorniku zużytego chłodziwa nie zadziała
(Rezerwa)
20. AL1019 1019 Pompa w zbiorniku czystego chłodziwa nie zadziała
(Rezerwa)
21. ALI020 1020 Przekroczenie poziomu chłodziwa(Rezerwa)
22. AL1021 1021 Czujnik w zbiorniku zanieczyszczonego chłodziwa
uszkodzony (Rezerwa)
23. ALI 022 1022 Czujnik w zbiorniku czystego chłodziwa uszkodzony
(Rezerwa)
24. ALI023 1023 Zagrożenie zapchaniem się 25-mikrometr, filtra
25. AL1024 1024 25-mikrometrowy filtr do wymiany natychmiast
26. AL1025 1025
27. AL1026 1026 Zastosowano dwa [wykluczające się] kody sterujące
podawaniem chłodziwa
28. ALI027 1027 Zastosowano przy sterowaniu ręcznym dwa [wykluczające
się] kody sterujące podawaniem chłodziwa
77

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
29. ALI 028 1028 Licznik części wskazuje koniec partii
30. AL1029 1029
31. AL1030 1030
32.AL1031 1031
33. ALI 100 1100 Oś C zabłokowana
34. ALI 101 1101 Oś U zabłokowana
35.AL1102 1102
36.AL1103 1103
37. AL1104 1104
38. AL1105 1105
39. ALI 106 1106 Oś C odblokowana
40. ALI 107 1107 Oś U odblokowana
41. AL1108 1108
42. ALI 200 1200 X nie jest w 1-szym punkcie referencyjnym
43. ALI 201 1201 Y nie jest w 1-szym punkcie referencyjnym
44. AL1202 1202 Z nie jest w 1-szym punkcie referencyjnym
45. ALI203 1203 X nie jest w 2-gim punkcie referencyjnym
46. ALI 204 1204 Y nie jest w 2-gim punkcie referencyjnym
47. ALI205 1205 Z nie jest w 2-gim punkcie referencyjnym
48. AL1206 1206 ATC nie gotowy do pracy
49. AL1207 1207 Powielono numery narzędzi
50. ALI208 1208 Przyporządkowano narzędziu nr większy niż "98"
51. ALI209 1209 Narzędzie na wrzecionie już ma nr = " O"
52. AL1210 1210 Nr narzędzia nie zarejestrowany.
53. AL1211 1211 Magazyn całkowicie zajęty
54. AL1212 1212 Sensor licznika nie gotowy
55. AL1213 1213 Brak orientacji wrzeciona
56. ALI214 1214 Kieszeń w pozycji poziomej
57. AL1215 1215 Kieszeń w pozycji pionowej
58. AL1216 1216 Sensor dźwigni niewłaściwej pozycji
59. AL1217 1217
60. AL1218 1218 Dźwignia ATC nie jest w pozycji O stopni
61. ALI 219 1219 Dźwignia ATC nie jest w pozycji 60 stopni
62. ALI 220 1220 Dźwignia ATC nie jest w pozycji właściwej
63. AL1221 1221 Narzędzie nie zaciśnięte we wrzecionie
64. AL1222 1222 Narzędzie nie zwolnione we wrzecionie
65.AL1223 1223
66. AL1224 1224 Sensor wskazujący położenie kieszeni pion-poz; włączony
67. AL225 1225 Przywołany podwójny kod narzędzia
68. ALI226 1226 Sensor wskazujący położenie dźwigni ATC Ost. & 60st
włączony
69. AL1227 1227 Dźwignia C O st. & 180 st. w niewłaściwejpoz.
0. AL1228 1228 Sensor narzędzia UNC & CLP włączony
78
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
71. AL1229 1229
72. AL1230 1230
73.AL1231 1231
74. ALI 232 1232 Dźwignia ATC w niewłaściwej pozycji
75. ALI 23 3 1233 Dźwignia ATC nie jest w pozycji O stopni
76. AL1234 1234
77. AL1235 1235
78. AL1236 1236
78. AL1237 1237
79. AL1238 1238
81.AL1239 1239
82. AL1300 1300 Frontowe drzwi otwarte (CE)
83.AL1301 1301
84.AL1302 1302 Drzwi magazynuotwarte (CE)
85. AL1303 1303 Drzwi do szafy elektrycznej otwarte
86. AL1304 1304
87. AL1305 1305
88. AL1306 1306
89. ALI307 1307 Obwód bezpieczeństwa drzwi frontowych.(CE)
90. AL1400 1400
9LAL1401 1401
92.AL1402 1402
93.AL1403 1403
94. AL1404 1404
95.AL1405 1405
96. AL1406 1406
97. AL1407 1407
98. AL1408 1408
99. AL1409 1409
100. AL1410 1410 Oś C w działaniu
101.AL14U 1411 Oś U w działaniu
102.AL1412 1412
103.AL1413 1413
104. AL1414 1414
105. AL1415 1415
118.AL1913 1913 Klucz Enable musi być włączony (CE)
129.AL2000 2000 Zablokowanie osi X
130. AL2001 2001 Zablokowanie osi Y
131. AL2002 2002 Zablokowanie osi Z
132. AL2003 2003 Zablokowanie osi C
133. AL2004 2004 Zablokowanie osi U
134. AL2005 2005 Zablokowanie osi Z jest włączone
135. AL2006 2006 Zablokowanie osi X w trybie pracy autom.
79
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
136. AL2007 2007 Zablokowanie osi Y w trybie pracy autom.
137. AL2008 2008 Zablokowanie osi Z w trybie pracy autom.
138.AL2009 2009 Jest nastawiona funkcja OVC
139. AL2010 2010 Poziom w pojemniku zanieczyszczonego chłodziwa za
niski
140. AL2011 2011 Poziom w pojemniku czystego chłodziwa za niski
141. AL2012 2012b Przełącznik na panelu nie jest przełączony na „auto"
142. AL2013 2013 Drzwi do magazynu nie domknięte
143. AL2014 2014 Drzwi frontowe otwarte
144.A12015 2015 Drzwi boczne otwarte
145. AL2016 2016
148A12019 2019 Wybierz tryb ręczny. (CE)
146.AL2017 2017
147.
148. AL2018 2018 Zespól chłodziwa niegotowy do pracy; sprawdź
podłączenia elektryczne i hydrauliczne.
149. AL2019 2019
149. AL2020 2020
150. AL2021 2021 Poziom w zbiorniku zanieczyszczonego chłodziwa za niski.
Uzupełnij poziom. (Rezerwa)
151. AL2022 2022 Poziom w zbiorniku czystego chłodziwa za niski. Uzupełnij
poziom. (Rezerwa)
152. AL2023 2023 Poziom w sespole smarującym za niski. Uzupełnij olej
153. AL2024 2024 Sensor zbiornika zanieczyszczon. chłodź., uszkodzony;
spraw podłączenia elektryczne i skontroluj czujnik wizualnie.. (Rezerwa)
154.AL2025 2025 2024 Sensor zbiornika czystego chłodź., uszkodzony ;
spraw podłączenia elektryczne i skontroluj czujnik wizualnie.. (Rezerwa)
AL2026 2026 Brakuje nr narzędzia w uchwycie, kiedy zmieniacz narzędzi
wykonuje operację;sprawdź w data table nastwienia paramertów "
DO—D98.
156AL2027 2027
157. AL2028 2028
158. AL2029 2029
159. AL2030 2030 Brakuje sygnału " MAGAZINE" "AUTO" & "
MANUAŁ " na panelu; sprawdź podłączenia elektryczne i wyłączniki.
160. AL2031 2031 Brakuje sygnału " COOLANT C" chłodzenie przez
wrzeciono; sprawdź podłączenia elektryczne i wyłączniki.
161AL2032 2032 Brakuje sygnału" EMERGENCY STOP";dwa przyciski
powinny być sprawdzone: na magazynie narzędzi i na panelu sterującym
162AL2033 2033 Brakuje sygnału " EMERGENCY STOP" trzy przyciski
powinny być sprawdzone: na magazynie narzędzi, na panelu sterującym i na
pilocie MDI
163. AL2034 2034
80

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041I ZE
STEROWNIKIEM FANUC 18MC
164. AL2035 2035
165. AL1036 2036
166. AL2037 2037
167. AL2038 2038
168. AL2039 2039
169. AL2040 2040 Magazyn nie wrócił do położenia referencyjnego, kiedy
włączono napięcie.
170. AL2041 2041 Nr narzędzia przyjmie wartość początkową na data table
(D1DD32)
Jeśli tak ; przy ciśnij przycisk cycle start button na panelu
Jeśli nie ; przy ciśnij przycisk reset
171. AL2042 2042
172. AL2042 2043
173. AL2044 2044 Transporter wiórów przeciążony
174. AL2045 2045
175. AL2046 2046 Pokrywa wrzeciona otwarta
176. AL2047 2047
177. AL2048 2048 Błąd w nastawie pokrętła trybu pracy krokowej
178. AL2049 2049 Błąd konwersji w nastawie pokrętła trybu pracy krokowej
179. AL2050 2050 Błąd w nastawie pokrętła trybu pracy ciągłej
180. AL2051 2051 Błąd konwersji w nastawie pokrętła trybu pracy ciągłej
181. AL2052 2052 Błąd w nastawie pokrętła regulacji prędkości obrotowej
wrzeciona
182. AL2053 2053 Błąd konwersji w nastawie pokrętła regulacji prędkości
obrotowej wrzeciona
183. AL2054 2054 Błąd konwersji sygnału narzędzia B1N/BCD
184. AL2055 2055 Błąd konwersji sygnału narzędzia
185. AL2056 2056
186. AL2057 2057
187. AL2058 2058
188. AL2059 2059
189. AL2060 2060
190.AL2061 2061
191. AL2062 2062
192. AL2063 2063
193. AL2064 2064 Przekroczenie zakresu pracy 1
194. AL2065 2065 Przekroczenie zakresu pracy 2
195. AL2066 2066 Przekroczenie zakresu pracy 3
196. AL2067 2067 Przekroczenie zakresu pracy 4
197. AL2068 2068 Przekroczenie zakresu pracy 5
198. AL2069 2069 Przekroczenie zakresu pracy 6
199. AL2070 2070 Przekroczenie zakresu pracy 7
200. AL2071 2071 Przekroczenie zakresu pracy 8
81

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
6. Tryb pracy ręcznej (ManualOperation)
DANGER! NIEBEZPIECZEŃSTWO!
Wszystkie kable, linki i przewody elektryczne, których izolacja jest uszkodzona
mogą powodować przebicia prądowe i grożą porażeniem prądowym. Należy
uważnie przejrzeć wszystkie kable przed włączeniem napięcia.
WARNING ! UWAGA!
Nie dotykaj przełączników mokrymi rękoma.
W celu uniknięcia wniknięcia wody, oleju, wiórów., etc. należy dążyć do tego,
ażeby wszelkie drzwi, zamknięcia i przykrywy ( sterownika CNC, panelu
sterowniczego, szafy elektrycznej ..itd ) były stale zamknięte zawsze wtedy, gdy
ich otwieranie nie jest niezbędne.
CAUTION! OSTRZEŻENIE!
Często sprawdzaj poziomy i ciśnienia mediów: chłodziwa, oleju, powietrza., etc.
I uzupełniaj je w razie potrzeby.
Należy się upewnić, czy instrukcja obsługi została w pełni przeczytana i
zrozumiana przez personel obsługujący obrabiarkę. Każda funkcja i procedura
powinna być całkowicie zrozumiała
Obrabiarka nie powinna pracować bez odpowiedniego zasilania elektrycznego.
Zakłócenia w sieci energetycznej lub impuls spowodowany wyładowaniami
atmosferycznymi może spowodować wypadek
6.1.Procedura postępowania
Podłącz obrabiarkę do fabrycznej sieci.
Włącz przełącznik główny z tyłu szafy elektrycznej.
Włącz przełącznik zasilania na panelu sterowania.
Sterownik CNC będzie aż CPU przeprowadzi test, czy system działa normalnie.
Na monitorze pojawi się komunikat, czy system NC działa poprawnie.
Lampka gotowości do pracy na obrabiarce wskaże, czy jest ona gotowa do
pracy.
Pompa systemu hydraulicznego i pompa systemu smarowniczego zadziałają po
włączeniu napięcia.
CAUATION {OSTRZEŻENIE!
Sprawdź, czy nie występują nienormalne hałasy czy wibracje.
Sprawdź, czy nie ma żadnego komunikatu alarmowego na monitorze.
Sprawdź, czy wskaźniki ciśnienia systemu hydraulicznego wskazują właściwe
wartości.
82

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Sprawdź, czy silnik systemu hydraulicznego, silnik systemu chłodzenia, silnik
chłodnicy oleju obracają się we właściwym kierunku (czy zostały prawidłowo
podłączone do sieci 3-fazowej)
Sprawdź, czy serwo-motory i silnik wrzeciona działają właściwie.
6.2. Rozgrzewanie wstępne
WARNING! UWAGA!
Rozgrzewanie wstępne obrabiarki przed każdym podjęciem pracy jest istotnym
elementem wpływającym na długotrwałą dokładność obróbki i trwałość
obrabiarki
Ten automatyczny program zmusza każdy podzespół do wstępnego rozruchu,
rozgrzewając go i testując poprawność jego działania
Dopilnuj wykonywania programu rozgrzewającego każdego dnia.
ZALECANE WYMAGANIA
Rozgrzej wrzeciono rozpędzając je do prędkości 100-4000 obr/min na 5 minut.
Każdy krok powinien być poprzedzony zatrzymaniem na 3-5 sek. Im większa
prędkość, tym więcej sekund zatrzymania.
Uruchom każdą z osi w trybie automatycznym na pełnym zakresie posuwu
przez co najmniej 20 min.
Program powinien uruchomić wszystkie podzespoły, jak zespół chłodziwa,
transporter wiórów., etc.
Program rozgrzewający powinien również włączyć i spowodować próbną pracę
zmieniacza narzędzi.
CAUTION! OSTRZEŻENIE!
Sprawdź poziom oleju, chłodziwa i ciśnienia sprężonego powietrza, czy
znajdują się one w dopuszczalnych zakresach.
Sprawdź, czy są jakieś detale na stole obróbczym.
Aby uniknąć utraty dokładności obrabiarki zawsze przeprowadzaj program
rozgrzewający przed podjęciem właściwej obróbki.
6.3. Zalecany program
Wszystkie modele obrabiarek powinny używać następującego programu:
Nl:G91G28X0Y0Z0
N2:#100=100
N3:#101=l
N4:G01 X -610.Y-510.Z-510.F1000 M3 S#100
N5:#100=#100+500
83

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC I8MC
N6:#101=#101+l
N7:M08; (Wybór sposobu podawania chłodziwa na panelu Fanuc'a)
N8:M11; (Wybór sposobu podawania chłodziwa na panelu QMT)
N9:G04 X2.;
N10:G04 P3000;
N11:G91 G28 X0 YO ZO M9;
N12:IF#101=10GOTO14;
N13:GOTO4;
N14:gO4X2.;
N15:M05; (Wrzeciono stop)
N3O:M3O; (Program stop)
• Powyższy program nie zawiera działania testowego ATC
• Program testujący ATC może być dostarczony przez dealerów.
6.4. Wyłączenie napięcia
DANGER! NIEBEZPIECZEŃSTWO!
Na panelach elektrycznych i na panelu sterującym znajdują się przewody z
wysokim napięciem. Nie wolno dotykać tych przewodów.
Nie wolno dotykać mokrymi rękami wyłączników zasilania.
PROCEDURA
Sprawdź, czy wszystkie funkcje obrabiarki zostały zakończone.
Wciśnij przycisk wyłączenia napięcia na panelu sterującym.
Wyłącz główny wyłącznik zasilania na bocznej ścianie szafy elektrycznej.
Wyłącz zasilanie z fabrycznej sieci energetycznej.
CAUTION! OSTRZEŻENIE!
Nigdy nie wyłączaj napięcia w czasie wykonywania programu.
Upewnij się, czy nie ma żadnego komunikatu alarmowego na monitorze.
W celu awaryjnego wyłączenia zasilania wciśnij przycisk EMG.
Upewnij się, czy wszystkie podzespoły są we właściwej pozycji.
Przy zastosowaniu programowego wyłączenia napięcia poprzez zastosowanie
M30 (standard w Fanuc'u) upewnij się, czy wszystkie procedury zostały
zakończone zgodnie z instrukcją. Warunkuje to zabezpieczenie obrabiarki przed
uszkodzeniem.
Należy ściśle przestrzegać procedury wyłączania zasilania.
6.5. Powrót do punktu referencyjnego.
WARNING! OSTRZEŻENIE!
84
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Nie przyciskaj tego przycisku w rękawiczkach. Może to spowodować
niewłaściwe działanie obrabiarki.
Celem uniknięcia wadliwego działania obrabiarki należy upewnić się co do
działania przełączników i przycisków przed ich użyciem.
Powrót do punktu referencyjnego jest bardzo ważną operacją, ponieważ
rejestruje ona punkt referencyjny w sterowniku CNC dla dalszych operacji
związanych z układem współrzędnych. Dane te zostaną utracone po wciśnięciu
przycisku POWER OFF lub EMG.STOP. Po takich zdarzeniach pierwszą
operacją, jaką należy wykonać jest powrót do punktu referencyjnego po
ponownym włączeniu zasilania. Należy tego bezwzględnie przestrzegać.
C AUTION! OSTRZEŻENIE!
Prędkość posuwu jest realizowana według nastawu posuwu szybkiego. Może to
być modyfikowane przez wciśnięcie odpowiedniego przycisku od 0%, 25%,
50%, 100% na sterowniku Fanuc'a.
Jeśli powrót do punktu referencyjnego jest wykonywany w czasie biegu
jałowego, prędkości posuwów osi są takie, jakie są nastawione dla trybu posuwu
skokowego. Te prędkości mogą być zmienione za pomocą pokrętła zmiany
prędkości posuwów na panelu Fanuc'a.
50 do 100 mm odstępu od punktu referencyjnego poszczególnych osi jest
niezbędne dla poprawnego wykonania polecenia „zero point return" - powrotu
do punktu referencyjnego.
Przed wykonaniem polecenia „zero point return" usuń wszystkie niepotrzebne
obiekty ze stołu obróbczego.
Są dwie metody działania, które zostaną pokazane na następujących ilustracjach:
Metoda zalecana przy powrocie wszystkich 4 osi do punktów referencyjnych.
Wybierz „OFF" na pilocie. Wybór osi będzie aktywny na sterowniku Fanuc'a
Niekonieczne, jeśli używamy sterownika Fanuc'a.
Przez wciśnięcie trybu „zero return" dioda zapali się automatycznie.
85
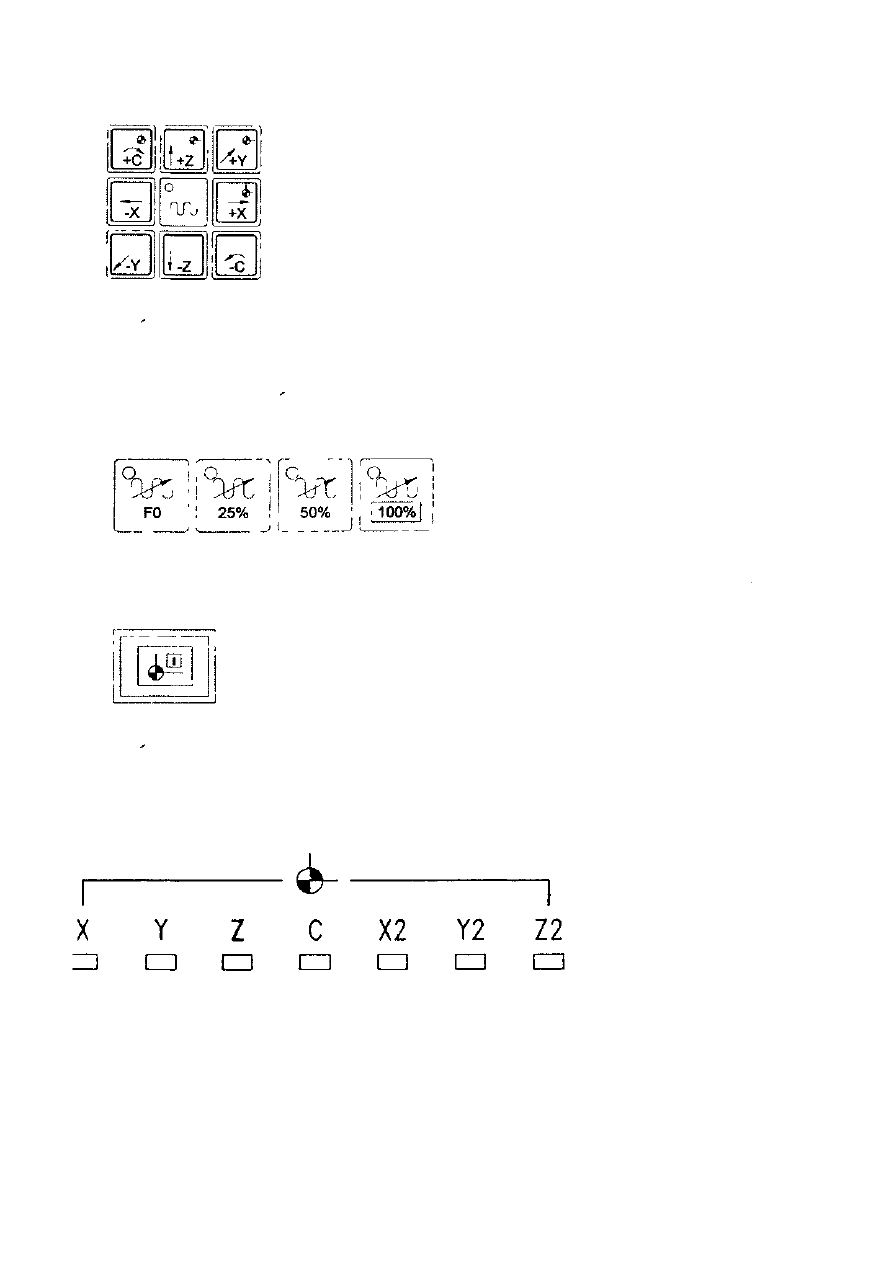
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Wcisnij przycisk odpowiedniej osi na panelu, jak to pokazano na powyższej
ilustracji.
Operacja ta może byc wykonana na jednej osi, lub na 3 osiach jednocześnie.
Wybierz przycisk szybkiego posuwujak to pokazano na powyższej ilustracji.
Wcisnij przycisk HOME, aby rozpocząć wykonywanie powrotu do pozycji
referencyjnej.
5. Diody zapalą się automatycznie, gdy poszczególne osie osiągną pozycje
referencyjne.
B: W zależności od zastosowanego MPG należy stosować następującą
procedurę:
Nie wybierając „OFF" na pilocie, osie mogą być na nim wybierane.
86
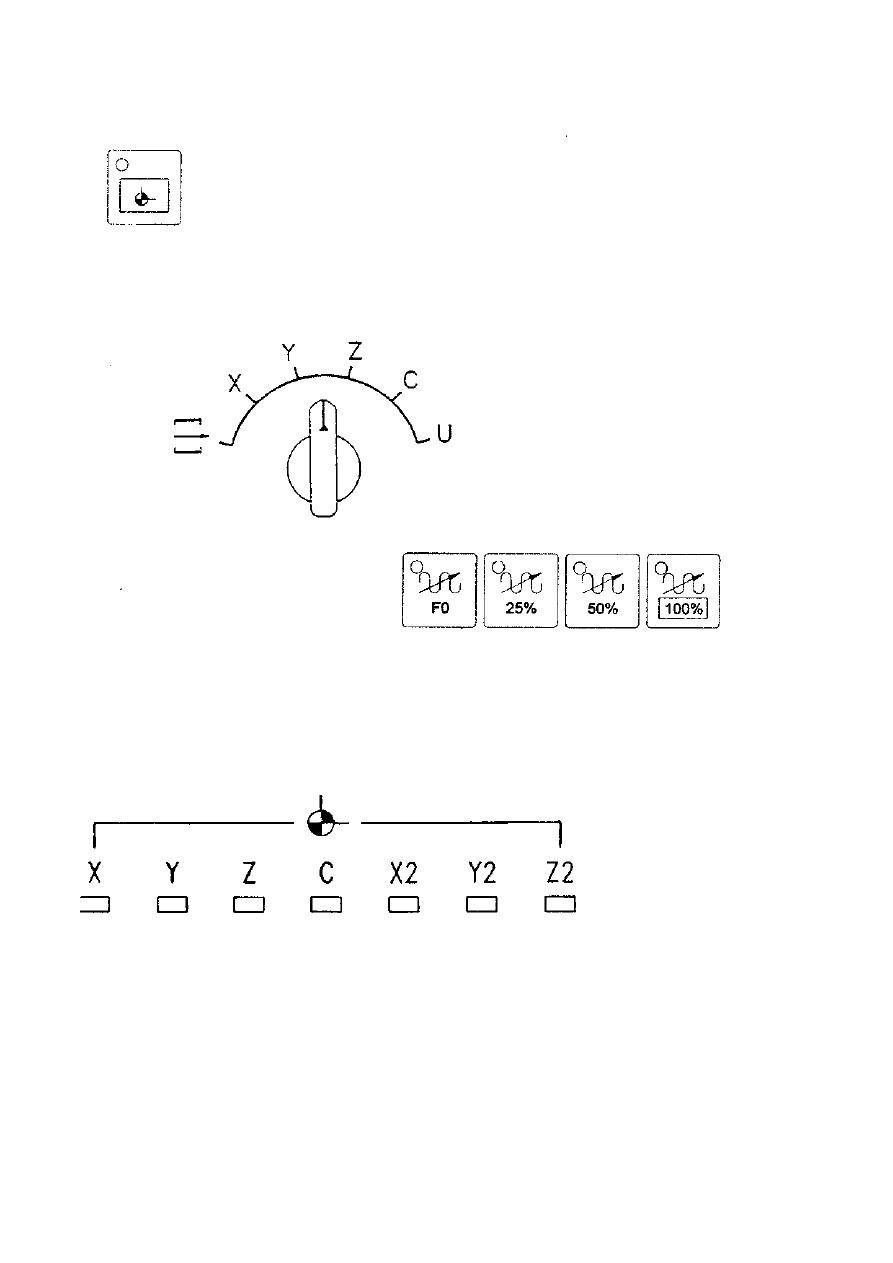
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Przyciśnij „zero return" na panelu, dioda zapali się automatycznie.
2.Wybierz odpowiednią oś na pokrętle jak na powyższym rysunku.
Można sterować tylko jedną osią
Wybierz szybki posuw jak to pokazano na rysunku
4. Przyciśnij przycisk HOME, aby wykonać polecenie powrotu do pozycji
referencyjnych.
Diody referencyjne poszczególnych osi zapalą się automatycznie.
6.6. Sterowanie posuwami szybkimi
WARNINGIUWAGA!
87
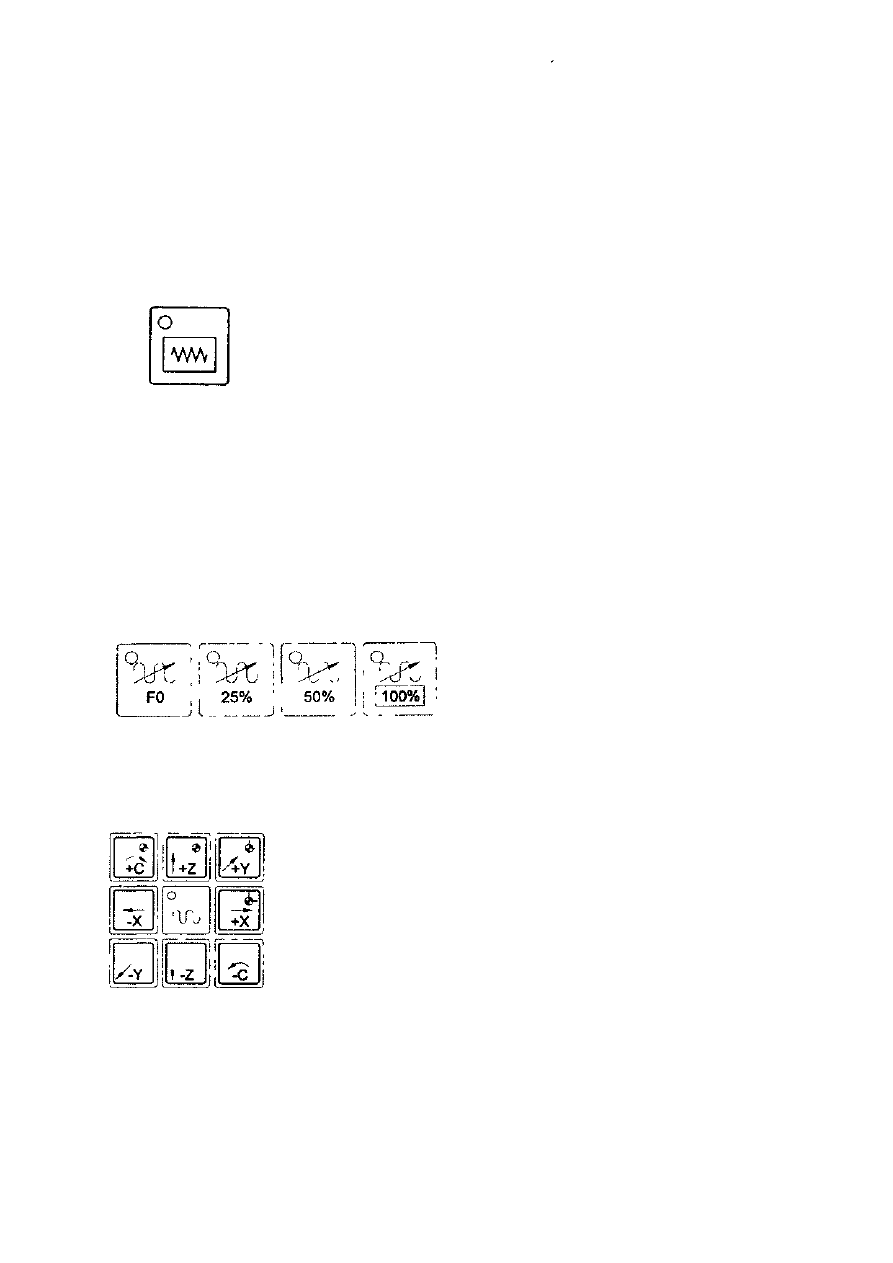
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2 041 I ZE
STEROWNIKIEM FANUC I8MC
Żadne polecenie szybkich posuwów nie będzie wykonane jeśli po włączeniu
napięcia nie wrócimy z osiami do ich punktów referencyjnych.
Ta funkcja jest do wykonania tylko ze sterownika Fanuc'a
PROCEDURA
l.Wciśnij tryb posuwu krokowego (JOG modę) na sterowniku Fanuc'a;
wbudowana dioda zapali się.
CE
Boczne drzwi muszą być zamknięte, aby ta funkcja działała
Można nacisnąć tylko F0% i F25%
Prędkość spada do 25%, kiedy drzwi się otworzą
Wciśnij przycisk posuwu (TRAVERSE modę) na sterowniku Fanuc'a.
wbudowana dioda zapali się.
Sterując pokrętłem zmiany prędkości na panelu możesz wybrać 4 zakresy (0%,
25%, 50%, 100%)
Wybierając odpowiednią oś przesuwamy ja we wskazanym kierunku, tak jak to
pokazano na ilustracji.
Przesuwy osi będą kontynuowane, dopóki przyciski będą wciśnięte.
Definicja szybkich przycisków dotykowych na sterowniku Fanuc'a
** 0% wskazuje 400 mm/min
88
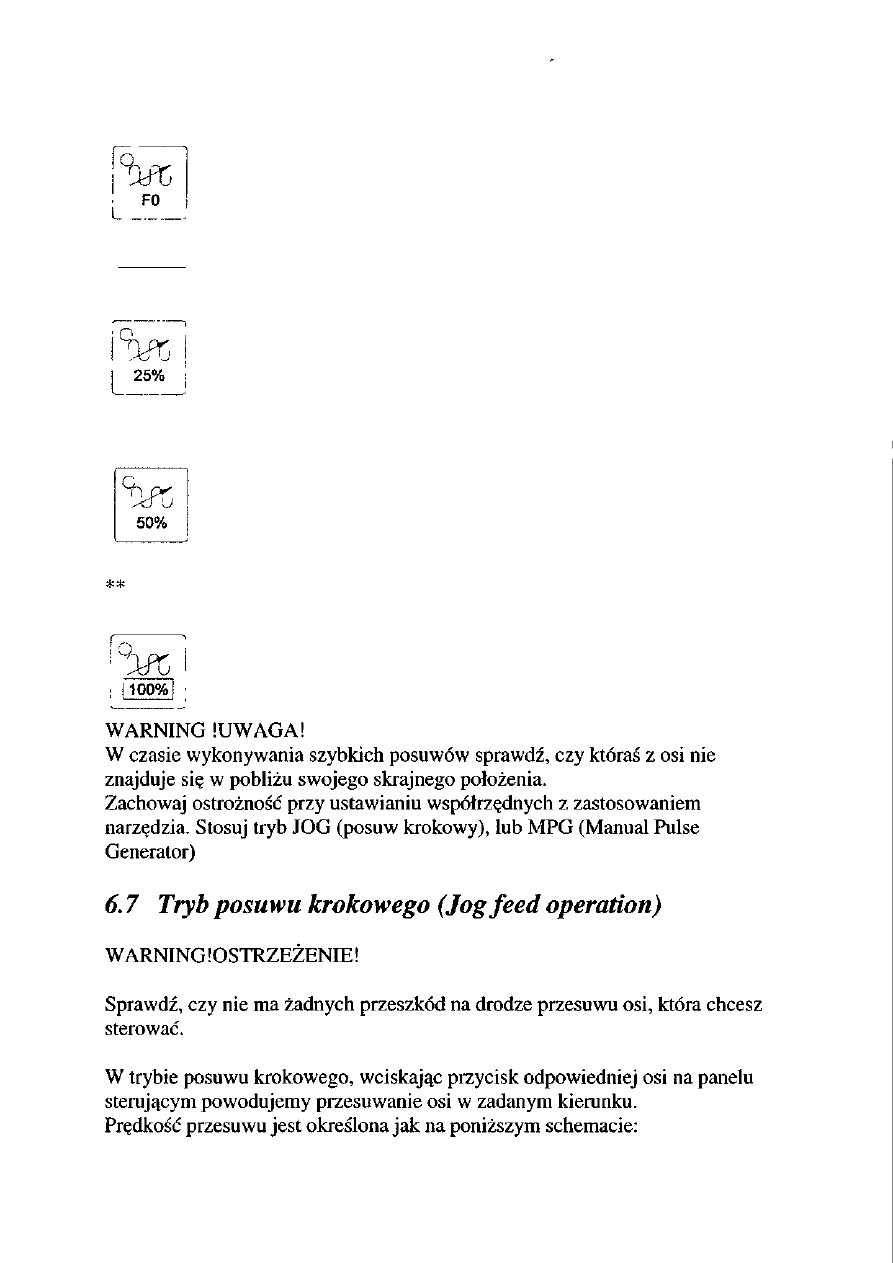
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204H ZE
STEROWNIKIEM FANUC 18MC
L
** 25% wskazuje X,Y 8.000 mm/min Z 8.000 mm/min
** 50% wskazuje X,Y 16.000 mm/min Z 16.000 mm/min
100% wskazuje X,Y 32.000 mm/min Z 32.000 mm/min
89
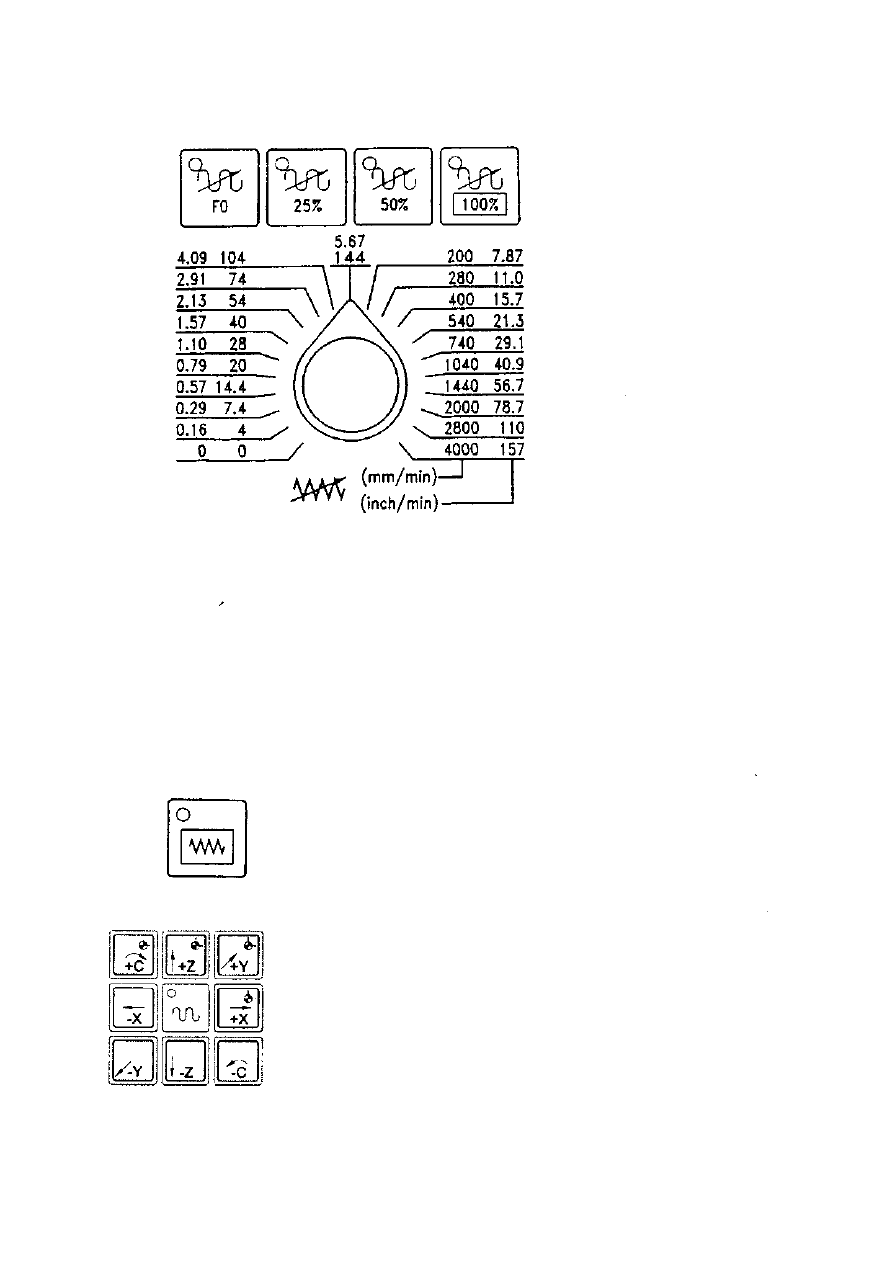
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
CAUTION!OSTRZEŻENIE!
Może pojawić się błąd (około 3%) w prędkości posuwu
Prędkość posuwu krokowego może być ustawiana przez pokrętło zmiany
prędkości posuwów.
Ręczne posuwy są możliwe tylko z jedną osią w danym czasie. Trzy osie mogą
być sterowane jednocześnie, jeśli to zostanie zaprogramowane parametrycznie
(Opcja)
PROCEDURA
Wciśnij przycisk JOG na panelu sterowania; dioda zaświeci się automatycznie.
2. Wciśnij przycisk odpowiedniej osi w odpowiednim kierunku.
90
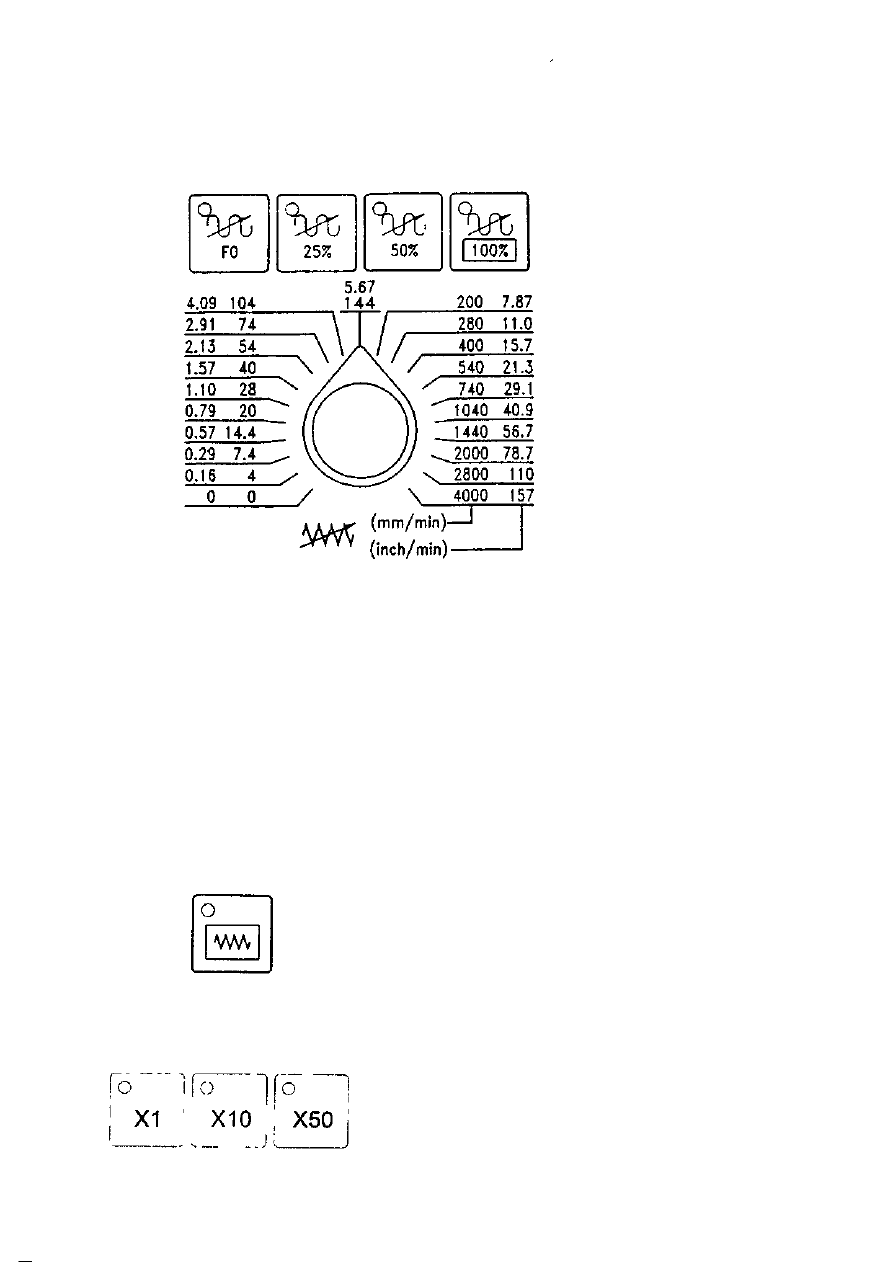
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
3. Kiedy odpowiedni przycisk jest wciśnięty, można sterować prędkością
posuwu osi za pomocą pokrętła pokazanego na poniższym rysunku:
4.
5.
Możliwa jest zmiana prędkości posuwu w czasie przesuwu osi.
Narzędzie zatrzyma się, kiedy zwolnimy przycisk.
6.8 Tryb posuwu przyrostowego
OPCJA!
To rozwiązanie jest opcjonalne. QMT wprowadza tę opcję, ponieważ tylko
niektórzy operatorzy korzystają z tej funkcji w trybie sterownia ręcznego.
Działanie funkcji:
Wybierz przycisk STEP na panelu sterującym. Dioda zaświeci się
automatycznie.
91
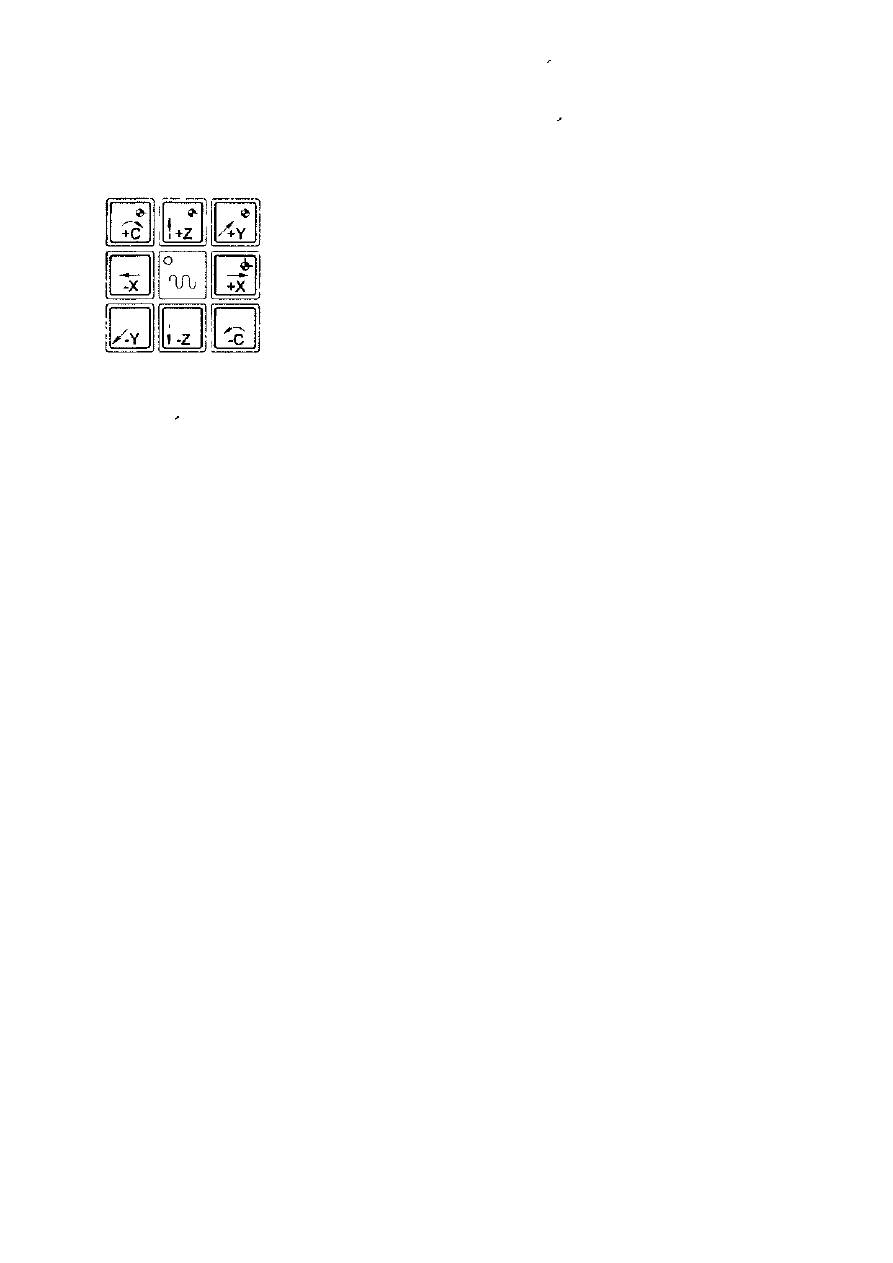
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Wybierz odpowiedni przycisk multiplikujący wielkość ostatniego
wprowadzonego przyrostu.
Wybierz oś i kierunek w jakim posuw ma się dokonać.
Prędkość tego posuwu będzie taka, jak w ostatnio wykonanej operacji posuwu
osi.
Oś zatrzyma się dopiero, gdy zwolnimy przycisk
CAUTIONIOSTRZEŻENIE!
Jeśli tryb posuwu przyrostowego jest wykonywany po operacji szybkiego
posuwu, będzie on wykonany z tą samą szybkością [szybkiego posuwu].
Jeśli operacja posuwu przyrostowego jest wykonywana po operacji przesuwu
krokowego, będzie on wykonany z tą samą szybkością.
6.9 Manuał Pulse Generator (MPG): Ręczny Generator
Impulsów
(pokrętło elektryczne)
CAUTIONIOSTRZEŻENIE!
Nie należy obracać pokrętłem z prędkością obrotową większą niż 5 obrotów na
minutę. W przeciwnym wypadku może dojść do sytuacji, że oś nie zatrzyma się,
kiedy nie wykonujemy już obrotów (grozi to kolizją), oraz, że wartość przesuwu
nie odpowiada ilości podziałek na MPG o ile dokonaliśmy obrotu.
Prędkość przesuwu osi przy użyciu MPG jest ograniczona nastawioną wartością
posuwu szybkiego.
W trybie pracy ręcznej możemy przesuwać osiami pokręcając pokrętłem
elektrycznym na panelu sterowania. Wcześniej należy wybrać oś i kierunek.
Minimalny przesuw, jaki możemy uzyskać odpowiada ostatnio wstawionej
wartości przyrostu (increment).
Następujące funkcje zostaną omówione później:
TEACH w trybie MPG (posuw)
TEACH w trybie JOG (posuw krokowy)
92
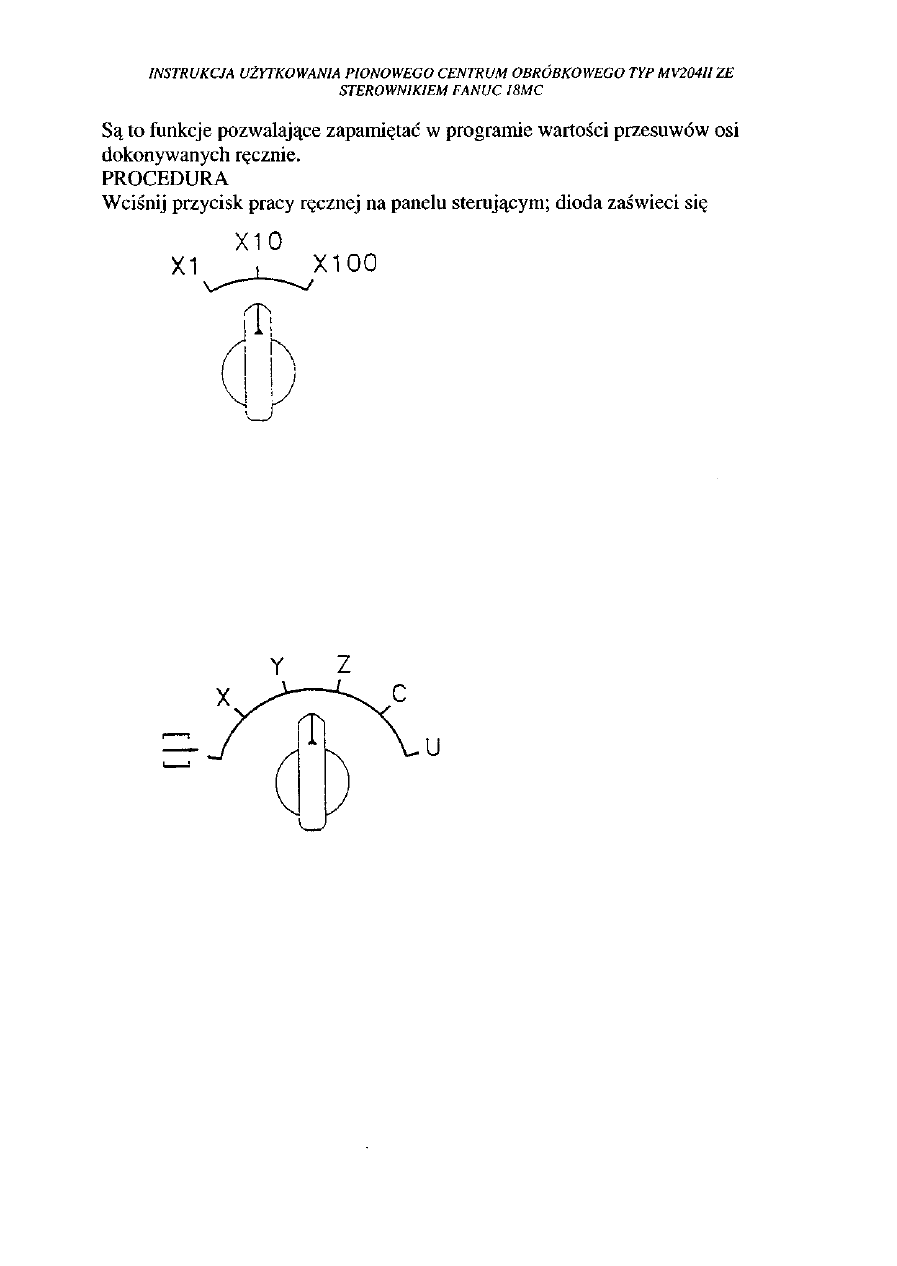
automatycznie.
Wybierz stopień zwielokrotnienia przyrostu (increment); jak na rysunku.
*1 = 1 mikron
*10= 10 mikronów
*100= 100 mikronów
Wybierz odpowiednią oś, tak jak to pokazano na rysunku.
93
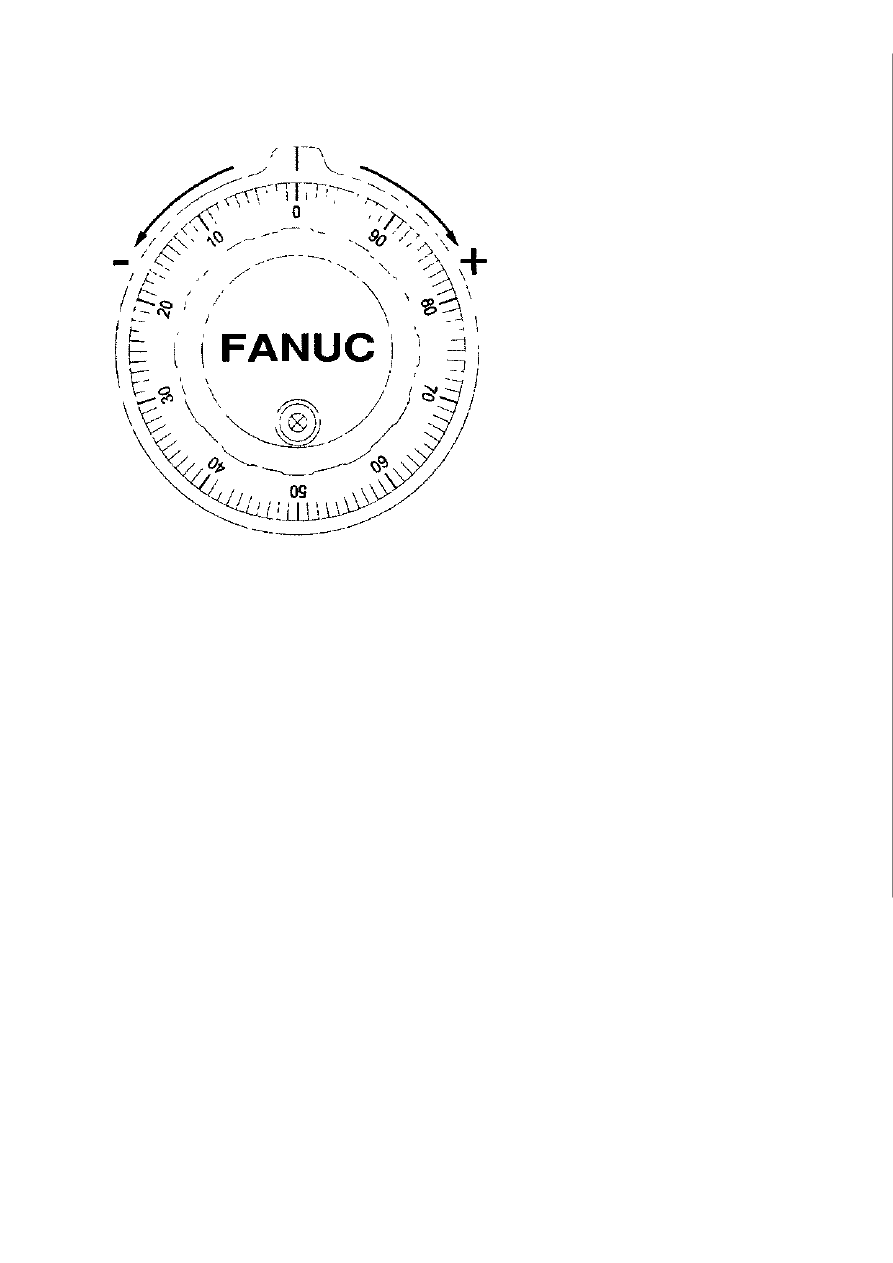
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Przekręcając pokrętło elektryczne (MPG) w lewo lub w prawo przesuniemy
daną oś w kierunku przyrostów ujemnych (-) lub dodatnich (+).
Przy obrotach wrzecionem:
CW = w prawo +
CCW = w lewo -
6.10 Teach In Operation: Funkcja zapamiętywania w
programie przesuwów osi poruszanych ręcznie.
Należy dokładnie zapoznać się z tą funkcją przed przystąpieniem do jej
używania
Są dwie metody wprowadzania koprogramu trajektorii posuwów osi
poruszanych ręcznie:
Za pomocą poruszania osią w trybie MPG (pokrętłem elektrycznym)
Za pomocą poruszania osią w trybie JOG - posuwu krokowego
Funkcja ta służy do tworzenia programów poprzez zapamiętywanie położeń osi
poruszanych ręcznie jedną z powyższych metod.
Po wybraniu opcji playback pozycje osi X Y Z obrabiarki będą zapamiętywane
jako część programu.
94
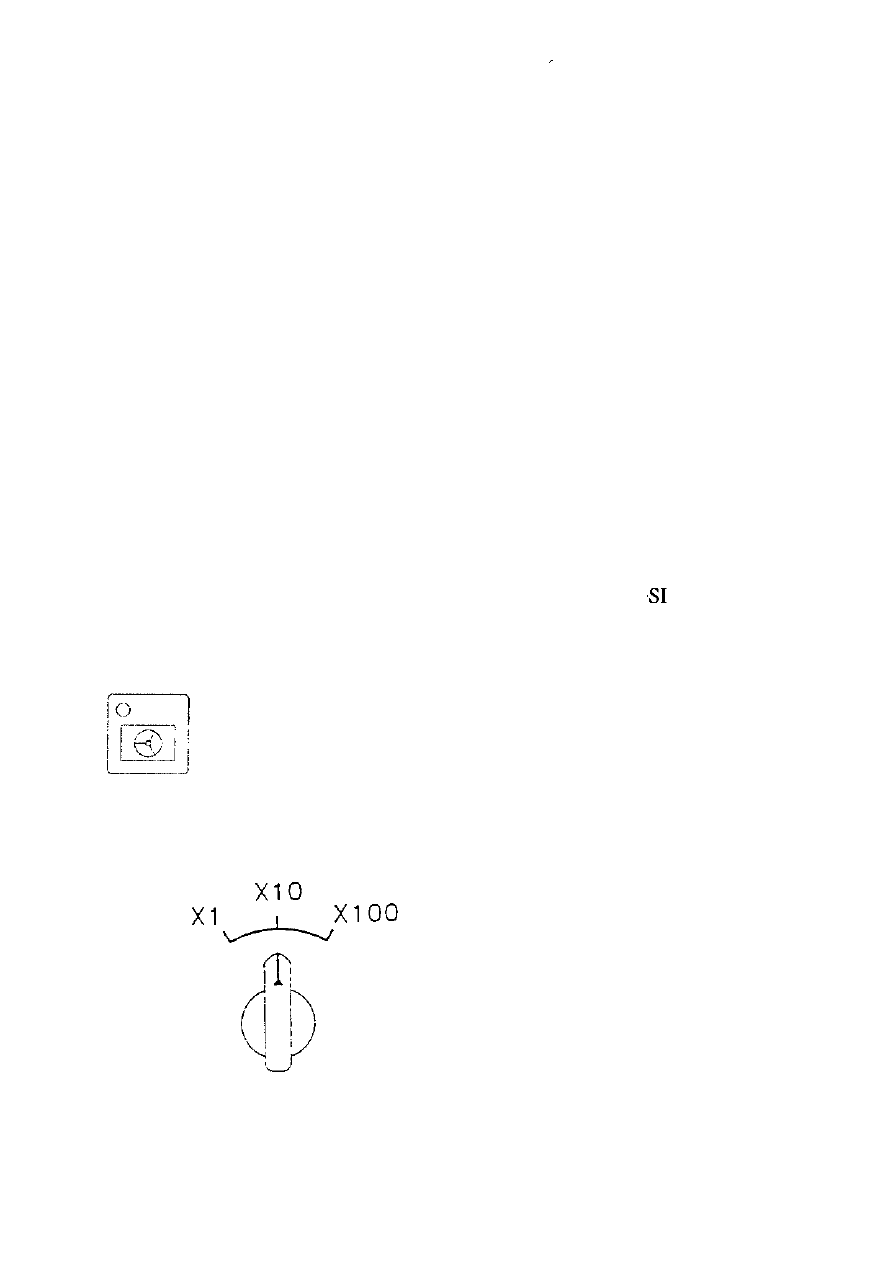
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Inne oznaczenia od x,y,z mogą być wprowadzone w trybie edycji. Np.:
o,n,g,r,f,c,m,s,t,p,q i eon.
Szczegóły - patrz instrukcja obsługi sterownika FANUC.
6.11 Wyjście poza zakres obróbczy
CAUTIONIOSTRZEŻENIE!
Software'owe ograniczenia osi XYZ zostały wczytane w parametry obrabiarki.
Nie należy zmieniać tych zastawów, ażeby uniknąć kolizji.
Wszystkie te wartości zostały wprowadzone przez wykwalifikowanych
inżynierów QMT. Są to dane dotyczące pozycji ATC, stołu uchylnego, etc. W
razie konieczności zmiany tych danych należy skontaktować się z dealerem
Software'owe ograniczenia osi XYZ stają się aktywne po włączeniu zasilania i
wykonanie polecenia powrotu do punktów referencyjnych.
Punkt ZERO obrabiarki zostanie zapamiętany w sterowniku NC
Software'owe ograniczenia osi XYZ staną się nieaktywne, jeśli pojawi się alarm
o przesunięciu punktu referencyjnego na którejś z osi, lub, że źle funkcjonuje
zespół serwo.
KIEDY WYSTĄPI ALARM PRZEKROCZENIA ZAKRESU C
A: PRZEKROCZENIE SOFTWARE'OWYCH OGRANICZEŃ OSI
PROCEDURA
Wciśnij przycisk pracy ręcznej na panelu sterującym; dioda zapali się
automatycznie.
Wybierz stopień zwielokrotnienia przyrostu.
*1=1 mikron
*10=10 mikronów
95
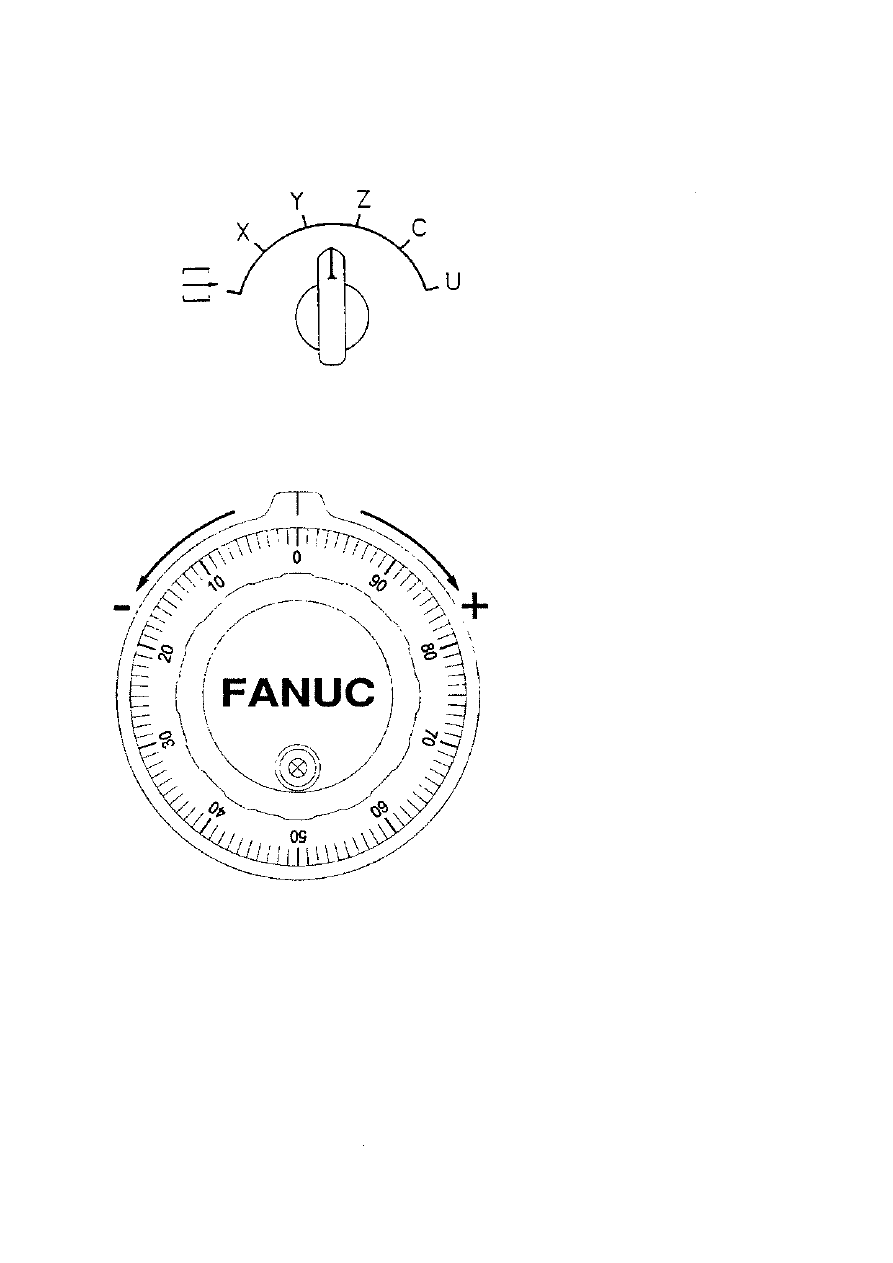
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
*inn-
100= 100 mikronów
Wybierz odpowiednią oś, jak na ilustracji.
Przekręcając pokrętło elektryczne (MPG) przesuń oś, która przekroczyła swój
zakres w kierunku przeciwnym do przekroczenia.
Zalecane jest przesunięcie o 50 mm więcej, niż to jest niezbędne
Przycisnij czerwony przycisk RESET na panelu operatora, ażeby skasować
alarm na monitorze.
Teraz można wznowić pracę.
Poruszanie osią może odbyć się za pomocą trybu JOG - pracy krokowej. Patrz
poprzedni rozdział.
96
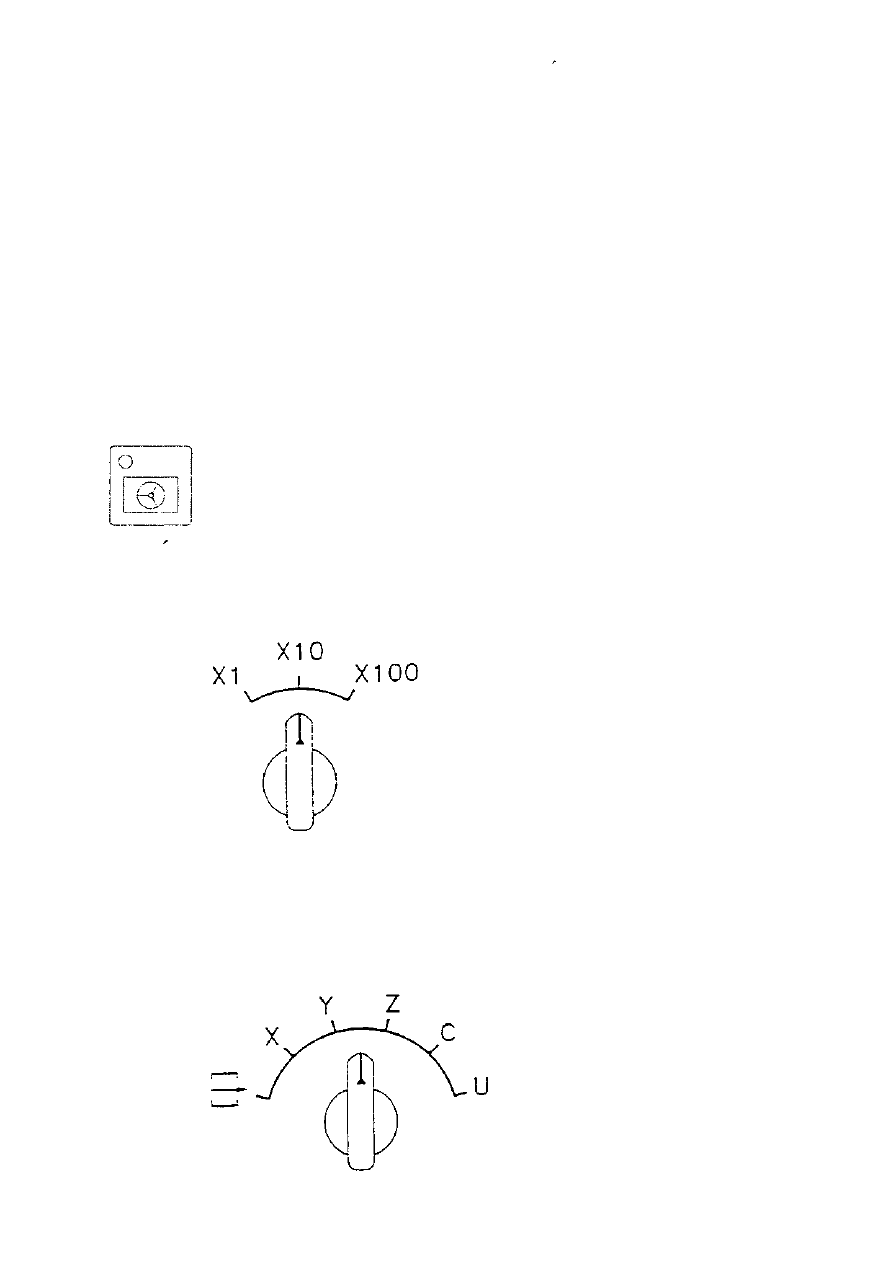
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Zatrzymano obrabiarkę przyciskiem awaryjnym Emergency Stop.
WARNINGIUWAGA!
Sprawdź odpowiednią orientację osi przed zwolnieniem wciśniętego wcześniej
przycisku awaryjnego
Stop awaryjny pojawia się przez dotknięcie którejś z osi XYZ harware DOG.
Obrabiarka wróci osiami do punktów referencyjnych po zwolnieniu DOG
PROCEDURA
Przycisnij przycisk trybu ręcznego na panelu sterowniczym, wbudowana dioda
zapali się automatycznie.
Wybierz wartość posuwu przyrostowego, tak jak to pokazano na rysunku.
1 = 1 mikron
10=10 mikronów
100 = 100 mikronów
97
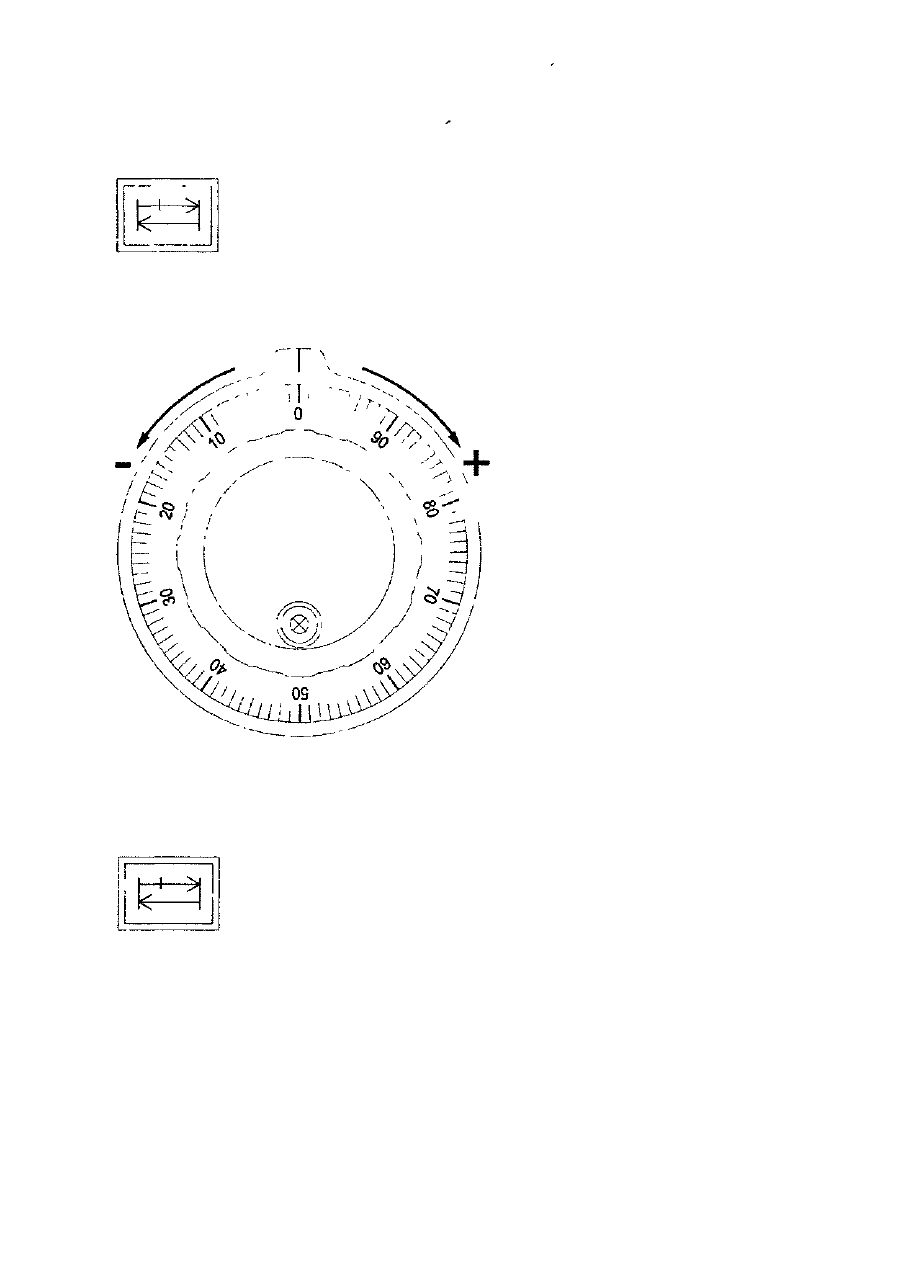
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2O4I1 ZE
STEROWNIKIEM FANUC I8MC
3.Wybierz odpowiednią oś, która ma byc przesunięta, tak jak to pokazano na
rysunku.
4.Przyciśnij przycisk zwalniający po przekroczeniu osi (Overtravel release
button) na panelu sterującym i przytrzymaj go w sposób ciągły
FANUC
Przekręcając pokrętło elektryczne (MPG) przesuń oś w przeciwnym kierunku
niż ten, w którym nastąpiło przekroczenie zakresu.
Zaleca się odsunięcie osi od czujnika skrajnego o co najmniej 50 mm.
Zwolnij przycisk zwalniający po przekroczeniu osi (Overtravel release button)
na panelu sterującym
Wciśnij przycisk RESET na panelu sterującym, aby skasować alarmy z
monitora.
Można teraz podjąć wszelkie operacja na obrabiarce.
Przesunięcie osi można także zrealizować za pomocą trybu przesuwu
krokowego (JOG)
98
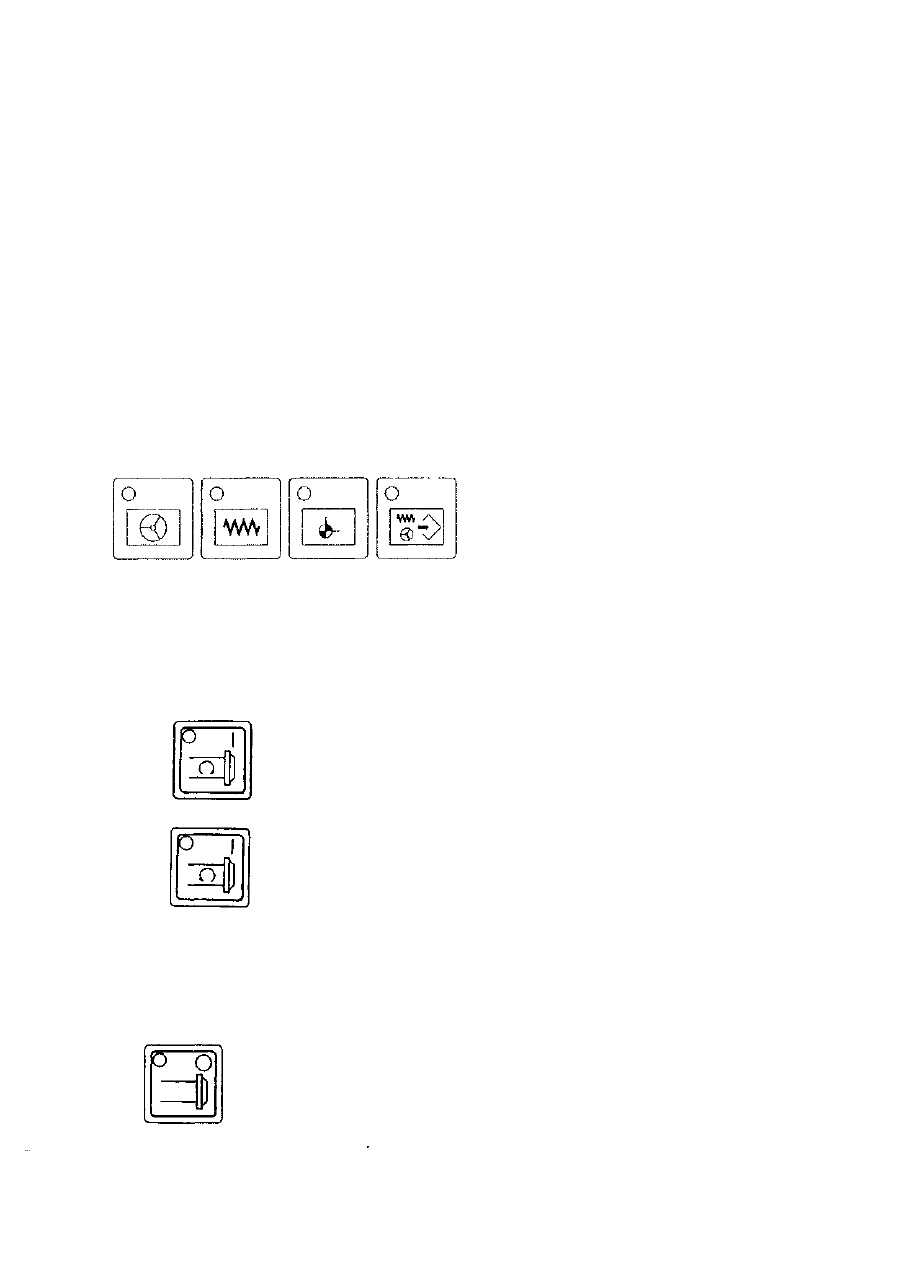
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
6.12 Sterowanie wrzecionem
WARNING! OSTRZEŻENIE!
Prędkość obrotowa wrzeciona zostaje zapisana w pamięci w trybie pracy
automatycznej. Osiąga się to przez MDI w trybie pracy automatycznej.
** Sterowanie ręczne ustawieniem prędkości wrzeciona osiąga się przez kod S
tak jak w trybie pracy automatycznej
Można zmieniać wartość kodu S za pomocą MDI, aby osiągnąć żądaną
prędkość.
PROCEDURA
Wciśnij jeden z powyższych przycisków wybierając tryb pracy np. posuw
krokowy (JOG), przyrostowy (INC JOG), czy powrót do położeń
referencyjnych (HANDLE HOME).
Wciśnij przycisk jak pokazano na rysunku, aby włączyć obrót wrzeciona CW
lub CCW.
99
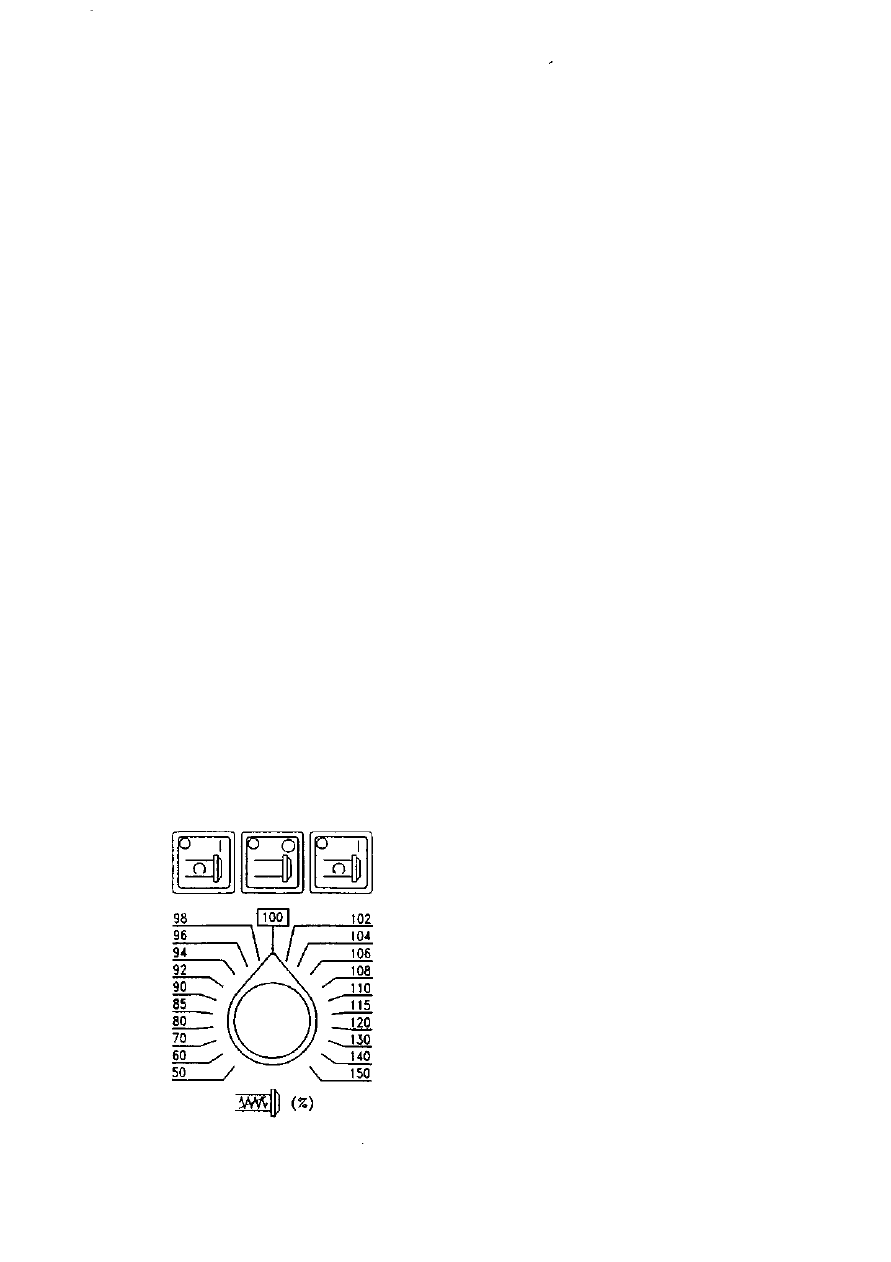
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Wciśnij przycisk jak na rysunku, ażeby zatrzymać obroty wrzeciona.
Metody zmiany prędkości obrotowej wrzeciona:
Za pomocą trybu MDI
Za pomocą pokrętła zmiany prędkości obrotowej wrzeciona
Ta funkcja może być używana zarówno w trybie pracy automatycznej, jak i
ręcznej
Prędkość wrzeciona może być zmieniana przez obrót pokrętła zmiany prędkości
obrotowej, jak to pokazano na rysunku
WARNINGIOSTRZEŻENIE!
Prędkość wrzeciona zostanie zredukowana do 131 obr/min po otwarciu drzwi
bocznych,
Nawet przy uaktywnionym kluczu ENABLE
WARNINGIOSTRZEŻENIE!
Upewnij się, czy pokrętło zmiany prędkości obrotowej jest nastawione na 100%
w czasie wykonywania operacji gwintowania.
Nie wolno zmieniać prędkości obrotowej wrzeciona w czasie operacji
gwintowania.
Ustaw pokrętło na 100% przed rozpoczęciem pracy w trybie automatycznym
100
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM EANUC I8MC
6.13 Orientacja wrzeciona
PROCEDURA
Wciśnij przycisk MDI (Manuał Data Input) - tryb ręcznego wprowadzania
danych.
Wprowadź kod Ml9.
Orientacja wrzeciona będzie włączona i odpowiednie lampki zaświecą się.
Przyciśnij RESET, aby wyłączyć orientację wrzeciona.
7.Praca w trybie automatycznym.
WARNING ! UWAGA!
Upewnij się, czy zalecenia i instrukcja programowania są w pełni zrozumiałe.
Używaj bezpiecznych butów nie zabrudzonych przez olej itp..., oraz używaj
wszystkich innych akcesoriów decydujących decydujących bezpieczeństwie
Dopilnuj, aby wszystkie drzwi i pokrywy do sterowania NC, panelu sterowania,
szafy elektrycznej były ciągle zamknięte.
C AUTION! OSTRZEŻENIE!
Kable zasilające leżące na podłodze muszą być zabezpieczone przed
uszkodzeniem ich przez wióry; w przeciwnym wypadku może nastąpić spięcie.
Sprawdź poziomy chłodziwa, oleju; w razie konieczności - uzupełnij.
Sprawdź wskaźniki ciśnienia
Upewnij się, czy używane oleje i chłodziwa odpowiadają zalecanym przez
QMC
7.1 Typy sterowania
Sterowanie obrabiarkę za pomocą programu wgranego w sterownik NC
określamy „trybem pracy automatycznej".
Typy sterowania:
1. Sterowanie według zapamiętanego programu:
Jest to wykonywanie programu wczytanego uprzednio do sterownika CNC.
2. Sterowanie MDI:
101
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2O4I1 ZE
STEROWNIKIEM FANUC 18MC
Jest to wykonywanie programu wprowadzonego uprzednio ręcznie na panelu
MDI (Manuał Data Input).
3. Sterowanie DNC (zdalne sterowanie):
Funkcja używana do sterowania obrabiarką w czasie wczytywania programu z
urządzenia zewnętrznego za pomocą interface'u „RS232C".
4. Funkcja przywoływania podprogramów.
Funkcja pozwalająca na wgrywanie podprogramów podprogramów (zbiorów)
jakichkolwiek innych nośników zewnętrznych.
5. Ingerencja ręczna.
Funkcja pozwalająca na ręczną ingerencję i przesunięcie osi obrabiarki, lub
stanu jakichkolwiek jej zastawów w przerwie wykonywania pracy
automatycznej.
6. Lustrzane odbicie.
Funkcja umożliwiająca osiągnięcie obróbki w „lustrzanym odbiciu wzdłuż
poszczególnych osi w trybie automatycznym.
7. Powyższe funkcje są opisane na następnych stronach.
7.2 Sterowanie według zapamiętanego programu
Program został uprzednio zapamiętany w pamięci. Jeśli jeden z tych programów
zostanie wybrany i przycisk „Cycle Start" - start cyklu zostanie wciśnięty,
automatyczna obróbka zostanie rozpoczęta i włączy się dioda na przycisku
Cycle Start.
Jeśli wciśniemy przycisk „Feed Hołd"- zatrzymanie posuwów na panelu
sterowania wykonywanie cyklu obróbczego zatrzyma się. Wciśnięcie ponowne
przycisku „Cycle Start" uruchomi cykl ponownie.
Po wciśnięciu przycisku „Reset" na monitorze lub na panelu
MDI
Rozróżniamy 3 rodzaje sterowania z programu:
A.: Tryb automatyczny (Auto modę):
W tym trybie wykonywany jest program obróbczy uprzednio wprowadzony do
pamięci - od początku do końca.
B.: Wykonywanie pojedynczego programu (Single błock):
W tym trybie wykonywany jest tylko jeden, wybrany blok programowy. W taki
sam sposób działają podprogramy wprowadzone z MDI.
C: Programy testowe (bieg jałowy; program testowy)
BIEG JAŁOWY
102

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Służy do sprawdzenia programu automatycznego (krok po kroku) bez
zamocowanego detalu na stole obróbczym, w celu sprawdzenia poprawności
wprowadzonego programu automatycznego.
PROGRAM TESTOWY
Służy do sprawdzenia poprawności wykonywania poleceń z kodów M, S, T.
7.2.1 Obróbka automatyczna
PROCEDURA
Wciśnij przycisk EDIT - tryb edycji.
Wprowadź zapisany program
Wybierz program za pomocą kursora na panelu FANUC'a.
Wybierz tryb AUTO
Rozpocznij wykonywanie programu przez wciśnięcie przycisku Start Cyklu.
C AUTION! OSTRZEŻENIE!
Sprawdź poprawność wszystkich programów przed wciśnięciem przycisku Start
Cyklu.
Sprawdź, czy wszystkie drzwi i pokrywy są właściwie zamknięte.
Zostanie wykonany program obróbczy uprzednio wprowadzony do pamięci - od
początku do końca; chyba, że zaistnieje jedna z następujących okoliczności:
a) Zostanie wciśnięty przycisk Feed Hołd (zatrzymanie posuwów); dioda na
tym przycisku zapali się automatycznie. Obrabiarka zachowa się następująco:
Wszystkie posuwy zostaną stopniowo wyhamowane i zatrzymane.
Jeśli było wykonywane dwell, zostanie ono zatrzymane
Bieżąca operacja, przypisana do jednego z kodów M, S, T jest kontynuowana.
b) Zostanie wciśnięty przycisk RESET na monitorze, lub na panelu MDI.
c) Obróbka zostanie wznowiona przez wciśnięcie przycisku Start Cyklu.
7.2.2. Obróbka według pojedynczego bloku
PROCEDURA
Wciśnij przycisk EDIT na panelu.
Wprowadź zapisany program
Wybierz właściwy program kursorem na panelu FANUC'a.
Wciśnij przycisk AUTO
Wciśnij przycisk Single Błock: pojedynczy blok (Patrz też rozdział 2)
Wystartuj program wciskając przycisk Start Cyklu.
103

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041I ZE
STEROWNIKIEM FANUC I8MC
CAUTION!OSTRZEŻENIE!
Ta funkcja może być zastosowana tylko do jednego bloku programu;
uruchamiana wciśnięciem przycisku Start Cyklu
Tryby gwintowania, M6, kody T nie mogą być użyte w tej funkcji
Program zostanie tyle razy wykonany, ile razy wciśniemy przycisk Start Cyklu.
8. Jeśli zostanie wciśnięty przycisk Feed Hołd (zatrzymanie posuwów);
dioda na tym przycisku zapali się automatycznie. Obrabiarka zachowa się
następująco:
1. Wszystkie posuwy zostaną stopniowo wyhamowane i zatrzymane.
2. Jeśli było wykonywane dwell, zostanie ono zatrzymane
3. Bieżąca operacja, przypisana do jednego z kodów M, S, T jest
kontynuowana.
4. Wciśnij przycisk RESET na monitorze, lub na panelu MDI.
7.2.3 Program testowy
PROCEDURA
Wciśnij przycisk EDIT na panelu sterującym
Wprowadź właściwy program
Wybierz program kursorem na panelu FANUC'a.
Wciśnij przycisk AUTO
Wciśnij przycisk Program Test: (Patrz też rozdział 2)
Wystartuj program wciskając przycisk Start Cyklu.
CAUTIONIOSTRZEŻENIE!
Ta funkcja wykonuje programy nie zawierające aktywnych kodów M, S, T.
Tryby gwintowania nie mogą być użyte w tej funkcji
Zostanie wykonany program obróbczy uprzednio wprowadzony do pamięci - od
początku do końca; chyba, że zaistnieje jedna z następujących okoliczności:
a) Zostanie wciśnięty przycisk Feed Hołd (zatrzymanie posuwów); dioda na
tym przycisku zapali się automatycznie. Obrabiarka zachowa się następująco:
Wszystkie posuwy zostaną stopniowo wyhamowane i zatrzymane.
Jeśli było wykonywane dwell, zostanie ono zatrzymane
b) Zostanie wciśnięty przycisk RESET na monitorze, lub na panelu MDI.
Obróbka zostanie wznowiona przez wciśnięcie przycisku Start Cyklu.
104

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
7.2.4 Bieg jałowy
PROCEDURA
Wciśnij przycisk EDIT na panelu sterującym
Wprowadź właściwy program
Wybierz program kursorem na panelu FANUC'a.
Wciśnij przycisk AUTO
Wciśnij przycisk Program Test: (Patrz też rozdział 2)
Wystartuj program wciskając przycisk Start Cyklu.
CAUTION1OSTRZEŻENIE!
Przy tej funkcji posuwy są realizowane z prędkościami nastawionymi
parametrycznie, niezależnie od tego, jakie zostały zdefiniowane w programie
Tryby gwintowania nie mogą być użyte w tej funkcji
Ta funkcja jest używana do prześledzenia ruchów poszczególnych osi przed
zamontowaniem detalu na stole
Szybki posuw zostaje wyłączony przy wykonywaniu tej funkcji.
7. Jeśli zostanie wciśnięty przycisk Feed Hołd (zatrzymanie posuwów);
dioda na tym przycisku zapali się automatycznie. Obrabiarka zachowa się
następująco:
1. Wszystkie posuwy zostaną stopniowo wyhamowane i zatrzymane.
2. Jeśli było wykonywane dwell, zostanie ono zatrzymane
8.Wciśnij przycisk RESET na monitorze, lub na panelu MDL
7.3 Sterowanie w trybie MDI
W trybie MDI program może być wprowadzony w takim samym formacie, jak
inne programy - z panelu MDI.
Tryb MDI jest stosowany do prostych operacji sprawdzających.
Program wprowadzony przez MDI nie zostanie zapamiętany w sterowniku
CNC.
Przywołanie podprogramu, lub MACRO nie działa w tej funkcji.
Dla dokładnych procedur postępowania - patrz instrukcję obsługi FANUC'a.
7.4 Sterowanie DNC (sterowanie zdalne)
W trybie sterowania DNC obrabiarka nie wykonuje zapisanego programu, a jest
sterowana bezpośrednio z podłączonego urządzenia wejścia/wyjścia.
Ta funkcja jest stosowana, gdy program jest zbyt duży, ażeby zapamiętać go w
sterowniku CNC.
105
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Ta funkcja jest także używana do obróbki dużymi prędkościami (high speed
machining) z zastosowaniem pamięci zewnętrznej (remote buffer).
W trybie pracy DNC nie można wyświetlić całego programu. Wyświetlany jest
tylko bieżący i następny blok.
Dla dokładnych procedur postępowania - patrz instrukcję obsługi FANUCa.
7.5 Przywoływanie podprogramów.
Funkcja ta jest używana do przywoływania podprogramów z zewnętrznych
źródeł pamięci w czasie wykonywania programu zapamiętanego w sterowniku
CNC
Przywoływanie podprogramu z pamięci zewnętrznej odbywa się w czasie
wykonywania kolejnego bloku programowego
Jeśli w przywoływanym podprogramie jest kod M98
Jest to funkcja opcjonalna, dostarczana przez QMT na życzenie.
7.6 Manualna ingerencja w automatyczny program
Istnieje możliwość ingerencji ręcznej w wykonywanie automatycznego
programu
Wykorzystuje się to głównie wtedy, gdy po wykonaniu konkretnego cyklu (np.
planowania powierzchni) chcemy ręcznie opuścić frez o określoną wartość i
wykonać cykl ponownie
Ustawianie przesunącia konkretnwej osi można dokonywać za pomocą pokrętła
przyrostowego Xl, Xl0, Xl00
Do wykonania tej funkcji wykorzystuje się przycisk
7.7 Lustrzane odbicie
W czasie trybu pracy automatycznej funkcja lustrzanego odbicia jest możliwa
do wywołania wobec dowolnej osi. Aby wywołać tę funkcję, wciśnij
przełącznik „Mirror Image" na monitorze lub na panelu MDL
Patrz także w rozdziale 2 na temat procedury wprowadzania lustrzanego
odbicia.
106

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Następujące kody wprowadzają również funkcje Mirror Imane z listy kodów M
z rozdziału 3.
M71: Oś X Lustrzane odbicie włączone.
M72: Oś Y Lustrzane odbicie włączone.
M76: Oś X Lustrzane odbicie wyłączone.
M77: Oś Y Lustrzane odbicie wyłączone.
Upewnij się, że powrócono do pierwotnych nastawów po całej operacji.
Po powrocie do pierwotnych zastawów zapali się dioda (patrz rozdział 2).
7.8 Zablokowanie obrabiarki
Wszystkie osie zostaną zatrzymane, kiedy ten przycisk zostanie wciśnięty.
Ta funkcja służy przetestowaniu zapisanego programu automatycznego.
Funkcja ta pozwala również wyświetlić zmianę w pozycji bez przesuwania osi.
W dodatku, zblokowanie funkcji pomocniczych M,S,T, jest możliwe w celu
sprawdzenia programu.
7.9 Zablokowanie osi Z
Oś Z zostanie zablokowana po wciśnięciu tego przycisku
Funkcja ta jest wykorzystywana w celu przetestowania wgranego programu.
Funkcja ta pozwala również wyświetlić zmianę w pozycji bez przesuwania osi.
W dodatku, zblokowanie funkcji pomocniczych M,S,T, jest możliwe w celu
sprawdzenia programu.
7.70 Wznowienie programu
WARNING! OSTRZEŻENIE!
Narzędzie może nie wrócić na swoją właściwą pozycję przy przywołaniu tej
funkcji
Należy dołożyć szczególnej uwagi w następujących sytuacjach, ponieważ żadna
z nich nie powoduje wywołania alarmu:
Wykonywany jest tryb pracy ręcznej, gdy wyłączony jest wyłącznik skrajny
przy posuwie ręcznym.
Wykonywany jest tryb pracy ręcznej, gdy obrabiarka jest zablokowana.
Jest wywołany tryb lustrzanego odbicia.
Ta funkcja określa numer bloku, od którego należy wznowić program po np.
złamaniu narzędzia lub po przerwaniu obróbki z jakichkolwiek innych przyczyn.
107

INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Upewnij się, czy przycisk „Program Restart" na panelu sterowniczym jest
włączony.
Istnieją dwie metody wznowienia programu:
TypuP
TypuQ
Typ P:
Program może być wznowiony gdziekolwiek.
Ten typ jest stosowany po przerwaniu wykonywania programu po złamaniu
narzędzia.
Usuń uszkodzone narzędzie, zastąp je nowym i skoryguj offset'y.
Nie wolno używać w tym przypadku przycisku Reset.
Jeśli Reset został wciśnięty, program należy wystartować od początku.
TypQ:
Przed uruchomieniem tej funkcji osie obrabiarki powinny wrócić na pozycje
referencyjne danego programu
Kiedy zasilanie zostanie przywrócone, lub wyłącznik awaryjny zostanie
zwolniony należy wykonać wszystkie przewidziane procedury, łącznie z
powrotem do punktów referencyjnych obrabiarki.
Przesuń ręcznie osie maszyny do punktu startowego programu. Pamiętaj, ażeby
zachować taki sam układ współrzędnych i innych parametrów jak w pierwotnie
wykonywanym programie
Jeśli to konieczne, skoryguj wartości offset'ów.
Nie wolno używać w tym przypadku przycisku Reset.
Jeśli Reset został wciśnięty, program należy wystartować od początku.
Dla uzyskania bardziej szczegółowych informacji - patrz instrukcja obsługi
sterownika Fanuc'a.
108
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204IIZE
STEROWNIKIEM FANUC 18MC
8.Funkcje bezpieczeństwa
W celu natychmiastowego zatrzymania obrabiarki należy wcisnąć wyłącznik
awaryjny (Emergency Stop; EMG).
W celu uniknięcia dostania się narzędzia do przestrzeni zabronionej istnieją
wyłączniki krańcowe osi (Overtravel check) i ograniczniki posuwów (Stroke
check).
8.1 Wyłącznik awaryjny
Wciśnięcie wyłącznika awaryjnego powoduje natychmiastowe zatrzymanie
wszystkich funkcji obrabiarki.
Zwolnienie wyłącznika awaryjnego następuje przez skręcenie go we wskazanym
kierunku.
Wyjaśnienia
Wyłącznik awaryjny odcina dopływ zasilania do wszystkich silników.
Przyczyna usterki musi być usunięta przed zwolnieniem wyłącznika
awaryjnego.
Wyłączenie obrabiarki wyłącznikiem awaryjnym w czasie wykonywania
programu automatycznego może spowodować jej uszkodzenie.
Wszystkie funkcje zostaną zatrzymane i na monitorze pojawi się komunikat
alarmowy.
Położenie wyłączników awaryjnych powinno być dobrze znane personelowi
obsługującemu obrabiarkę.
Istnieją 4 wyłączniki awaryjne:
Na sterowniku Fanuc'a.
Na panelu sterownika transportera wiórów.
Na panelu sterownika magazynu narzędzi.
Na panelu sterownika APC
Po zwolnieniu wyłącznika awaryjnego należy najpierw powrócić do położeń
referencyjnych osi, a dopiero potem kontynuować następne operacje.
8.2 Przekroczenie dopuszczalnego zakresu
109
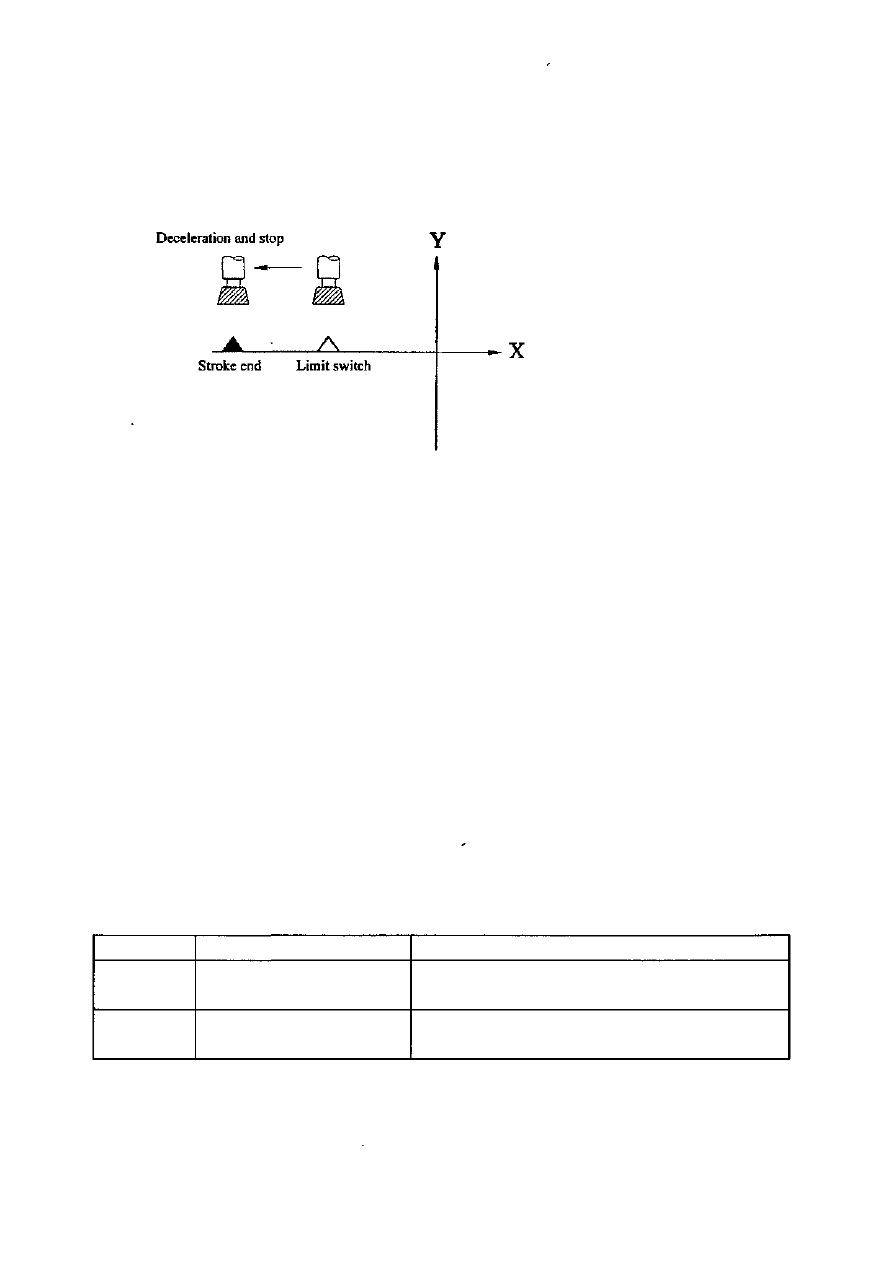
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Jeżeli narzędzie zacznie zbliżać się do położenia określonego jako położenie
skrajne posuw zostanie wyhamowany, a następnie zatrzymany. Na monitorze
pojawi się napis OVER TRAYEL.
Opisy na rysunku:
Zwolnienie obrotów i STOP
Koniec skoku
Wyłącznik krańcowy
Wyjaśnienie
Przekroczenie zakresu przy obróbce automatycznej
Jeśli narzędzie przekroczy wyłącznik skrajny (limit switch) jakiejkolwiek z osi
posuw zostanie wyhamowany, a potem zatrzymany we wszystkich osiach.
Przekroczenie zakresu przy sterowaniu ręcznym
W trybie sterowania ręcznego, przy przekroczeniu zakresu posuw zostanie
wyhamowany i zatrzymany tylko w tej osi, w której nastąpiło przekroczenie.
Posuwy w innych osiach będą kontynuowane.
Działanie po przekroczeniu zakresu
Należy wcisnąć RESET, ażeby wykasowac alarm; a potem wycofać stosowną oś
(na której nastąpiło przekroczenie) w kierunku przeciwnym do tego
przekroczenia używając trybu sterowania ręcznego.
Alarm
Nr alarmu
506
507
Komunikat
Przekroczenie +n
Przekroczenie -n
Opis
Narzędzie przekroczyło w kierunku
dodatnim zakres n-tej osi (n: od 1 do 8)
Narzędzie przekroczyło w kierunku
ujemnym zakres n-tej osi (n: od 1 do 8)
8.3 Przestrzeń chroniona
110
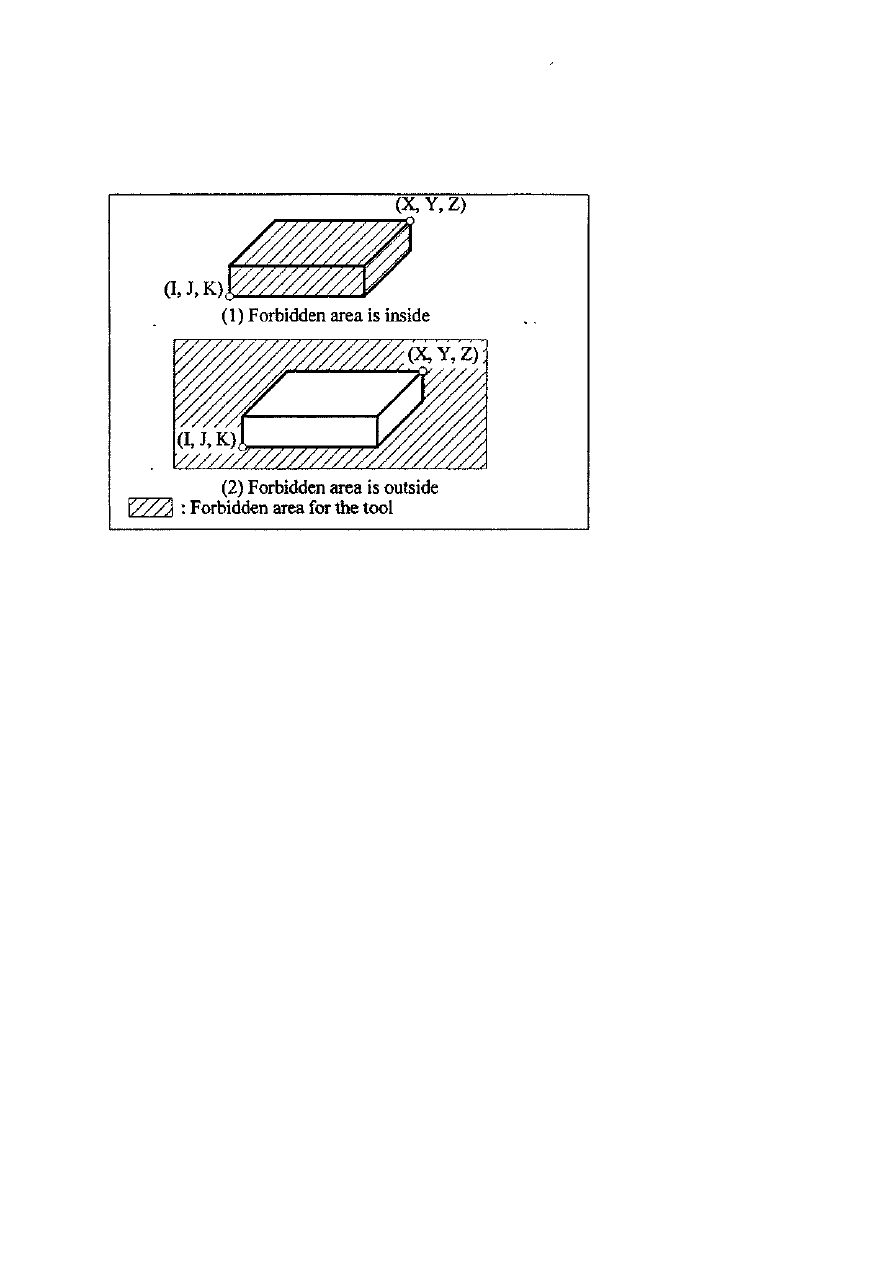
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Istnieje możliwość zadeklarowania na trzy sposoby przestrzeni chronionych do
których narzędzie nie może się dostać: Przestrzeń chroniona 1; 2 i 3.
Opisy na rysunku:
Przestrzeń chroniona jest wewnątrz.
Przestrzeń chroniona jest na zewnątrz.
Jeśli narzędzie przekroczy granicę przestrzeni chronionej zostanie wyhamowane
i pojawi się komunikat alarmowy. Narzędzie zostanie wycofane w kierunku
przeciwnym do tego, w jakim nastąpiło przekroczenie.
Wyjaśnienie
Przestrzeń chroniona 1
Parametry (Numery 1320, 1321, lub 1326, 1327) ustalają zakresy przestrzeni
chronionej. Przestrzeń chroniona (do której narzędzie nie może wejść) jest na
zewnątrz zadeklarowanego prostopadłościanu.
Przestrzeń chroniona 2 (G22, G23)
Parametry (Numery 1322, 1323) ustalają zakresy przestrzeni chronionej.
Następnie poprzez ustalenie parametru OUT (Nr 1300#0) wybieramy, czy
przestrzeń chroniona ma być na zewnątrz, czy wewnątrz zadeklarowanego
prostopadłościanu. Polecenie G22 nie zezwala na wejście narzędzia do
zadeklarowanej przestrzeni, polecenie G23 zezwala na wejście narzędzia do tej
przestrzeni. Każde z poleceń G22 i G23 powinno być używane osobno w
osobnych blokach.
Opis powyższych poleceń przedstawiono na rysunku.
111
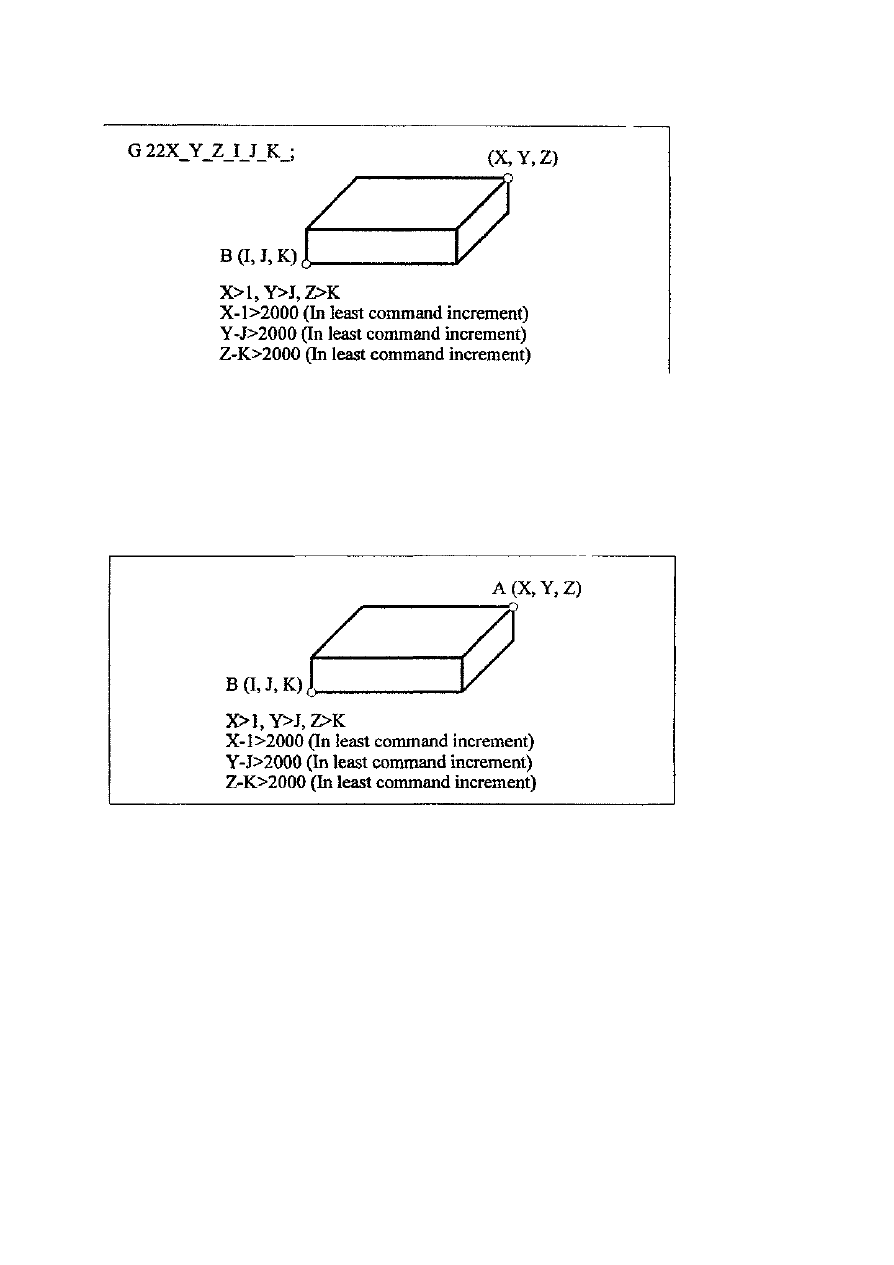
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Opis na rysunku:
W najmniejszym zadanym przyroście
Przy ustalaniu przestrzeni zabronionej muszą być zdefiniowane punkty A i B jak
na rysunku:
Opis na rysunku:
W najmniejszym zadanym przyroście
Jeśli popełnimy błąd przy wprowadzaniu parametrów i zadeklarujemy
przestrzeń zabronioną tylko w 2 osiach - zostanie to przyjęte i tylko prostokąt, a
nie prostopadłościan będzie strefą chronioną (będzie to dotyczyło ograniczeń
tylko 2 osi).
Jeśli wprowadzamy dane dotyczące przestrzeni chronionej za pomocą
parametrów (Numery 1322, 1323), dane powinny być wprowadzane jako
odległości od układu współrzędnych obrabiarki. Jednostką miary jest tu ostatnio
wprowadzona do pamięci wartość przyrostu (increment). Podobnie jest przy
stosowaniu polecenia G22.
112
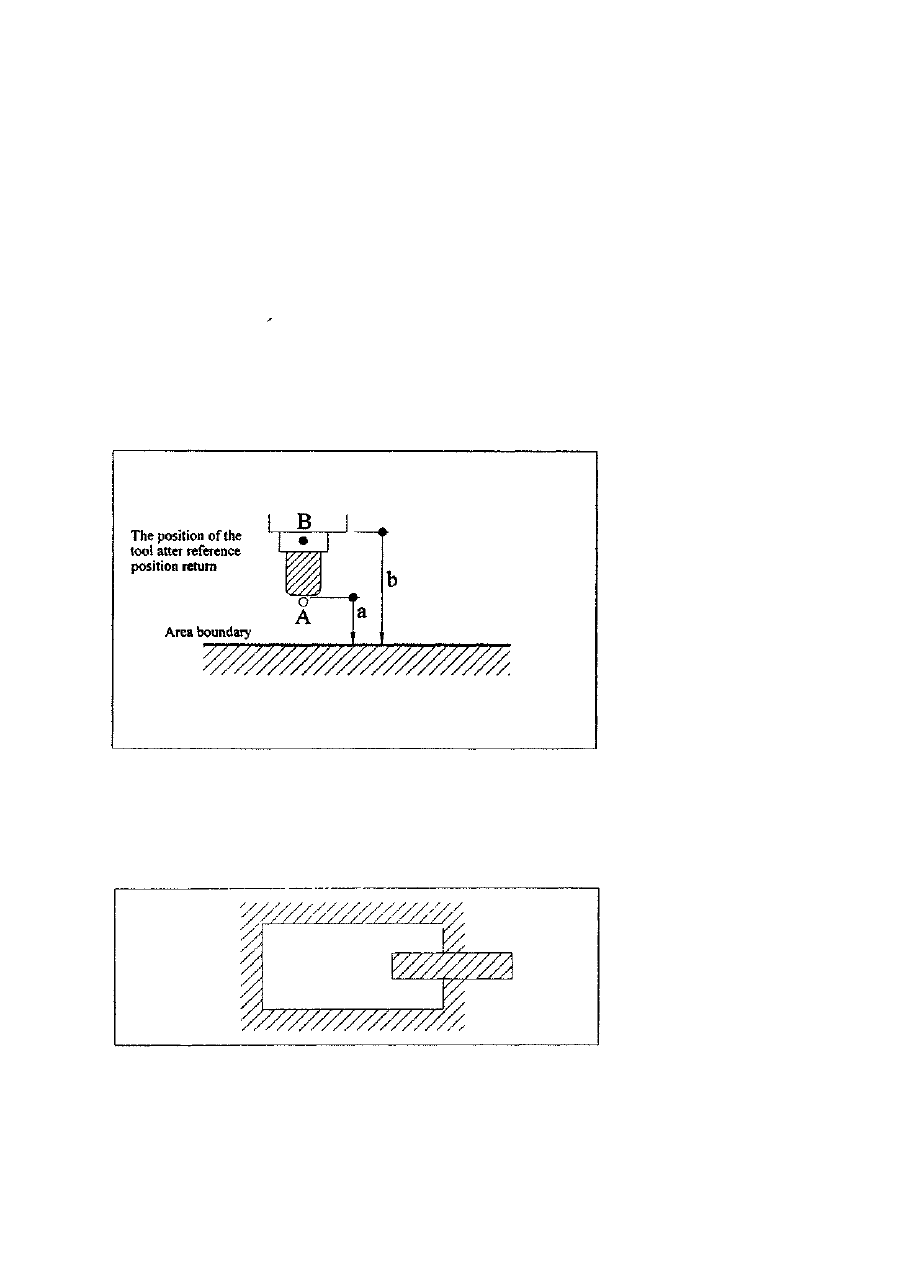
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
Zaprogramowane wartości są przetworzone na dane numeryczne uwzględniając
ostatnio wprowadzone dane przyrostu (increment).
Przestrzeń chroniona 3
Limity ustawia się parametrami Numery: 1324 i 1325. Przestrzeń wewnątrz
ustalonych limitów jest przestrzenią chronioną.
Sprawdzenie poprawności zdefiniowania przestrzeni chronionej
Należy zdecydować, która płaszczyzna będzie odniesieniem do zdefiniowania
przestrzeni chronionej: czy płaszczyzna czoła narzędzia (A), czy płaszczyzna
uchwytu narzędzia (B). jeśli jest to płaszczyzna A, to należy do definiowania
przestrzeni chronionej użyć najdłuższego narzędzia w magazynie.
Opisy na rysunku:
Pozycja narzędzia po powrocie do punktu referencyjnego
Granica przestrzeni chronionej
Naruszenie przestrzeni chronionej
Fig. 6.3 (e) Setting the forbidden area over lapping
Ustawienie dopuszczalnego zakresu naruszenia przestrzeni chronionej
Dopuszczalny zakres naruszenia przestrzeni chronionej
113
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2O4I1 ZE
STEROWNIKIEM FANUC I8MC
Jeśli maksymalna prędkość posuwu szybkiego wynosi F (mm/min),
maksymalny zakres przekroczenia przestrzeni chronionej można obliczyć ze
wzoru:
L (mm) = F/7500
Narzędzie wchodzi w przestrzeń chronioną na odległość maksymalnie L (mm).
Czas, kiedy obowiązują limity przestrzeni chronionej
Limity są czynne zawsze po włączeniu zasilania i po ręcznym ustawieniu
obrabiarki w pozycji referencyjnej, lub po wykonaniu polecenia G28 - powrót
do pozycji referencyjnej przy trybie automatycznym.
Jeśli zasilanie zostanie włączone, a punkt referencyjny znajduje się w
przestrzeni chronionej - pojawi się komunikat alarmowy.
Likwidowanie alarmów
Jeśli wkroczono w przestrzeń chronioną i pojawił się alarm narzędzie może być
tylko przesunięte w kierunku przeciwnym do kierunku przekroczenia. W celu
zlikwidowania alarmu należy wycofać narzędzie i wcisnąć przycisk RESET.
Kiedy komunikat alarmowy zostanie skasowany, można poruszać wszystkimi
osiami we wszystkich kierunkach.
Zmiana z G23 na G22
Jeśli zmienimy polecenie G23 na G22 w przestrzeni chronionej będzie to miało
następujące konsekwencje:
Jeśli przestrzeń chroniona jest wewnątrz zadeklarowanego prostopadłościanu,
alarm pojawi się przy następnym ruchu.
Jeśli przestrzeń chroniona jest na zewnątrz zadeklarowanego prostopadłościanu,
alarm pojawi się natychmiast.
Czas pojawienia się alarmu
Parametr BFA (cyfra 7 z Numeru 1300) decyduje o tym, czy alarm pojawia się
przed tym, kiedy narzędzie wchodzi w przestrzeń chronioną, czy po tym
wejściu.
Numer
Alarmu
500
501
502
503
Komunikat
Przekroczenie +n
Przekroczenie -n
Przekroczenie +n
Przekroczenie -n
Opis
Przekroczenie na n-tej osi (n=l-8) w
kierunku +; przestrzeń chroniona typ 1
Przekroczenie na n-tej osi (n=l-8) w
kierunku -; przestrzeń chroniona typ 1
Przekroczenie na n-tej osi (n=l-8) w
kierunku +; przestrzeń chroniona typ 2
Przekroczenie na n-tej osi (n=l-8) w
kierunku -; przestrzeń chroniona typ 2
114
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041I ZE
STEROWNIKIEM FANUC I8MC
Jeśli maksymalna prędkość posuwu szybkiego wynosi F (mm/min),
maksymalny zakres przekroczenia przestrzeni chronionej można obliczyć ze
wzoru:
L (mm) = F/7500
Narzędzie wchodzi w przestrzeń chronioną na odległość maksymalnie L (mm).
Czas, kiedy obowiązują limity przestrzeni chronionej
Limity są czynne zawsze po włączeniu zasilania i po ręcznym ustawieniu
obrabiarki w pozycji referencyjnej, lub po wykonaniu polecenia G28 - powrót
do pozycji referencyjnej przy trybie automatycznym.
Jeśli zasilanie zostanie włączone, a punkt referencyjny znajduje się w
przestrzeni chronionej - pojawi się komunikat alarmowy.
Likwidowanie alarmów
Jeśli wkroczono w przestrzeń chronioną i pojawił się alarm narzędzie może być
tylko przesunięte w kierunku przeciwnym do kierunku przekroczenia. W celu
zlikwidowania alarmu należy wycofać narzędzie i wcisnąć przycisk RESET.
Kiedy komunikat alarmowy zostanie skasowany, można poruszać wszystkimi
osiami we wszystkich kierunkach.
Zmiana z G23 na G22
Jeśli zmienimy polecenie G23 na G22 w przestrzeni chronionej będzie to miało
następujące konsekwencje:
Jeśli przestrzeń chroniona jest wewnątrz zadeklarowanego prostopadłościanu,
alarm pojawi się przy następnym ruchu.
Jeśli przestrzeń chroniona jest na zewnątrz zadeklarowanego prostopadłościanu,
alarm pojawi się natychmiast.
Czas pojawienia się alarmu
Parametr BFA (cyfra 7 z Numeru 1300) decyduje o tym, czy alarm pojawia się
przed tym, kiedy narzędzie wchodzi w przestrzeń chronioną, czy po tym
wejściu.
Numer
Alarmu
500
501
502
503
Komunikat
Przekroczenie +n
Przekroczenie -n
Przekroczenie +n
Przekroczenie -n
Opis
Przekroczenie na n-tej osi (n=l-8) w
kierunku +; przestrzeń chroniona typ 1
Przekroczenie na n-tej osi (n=l-8) w
kierunku -; przestrzeń chroniona typ 1
Przekroczenie na n-tej osi (n=l-8) w
kierunku +; przestrzeń chroniona typ 2
Przekroczenie na n-tej osi (n=l-8) w
kierunku -; przestrzeń chroniona typ 2
114
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I8MC
504
505
Przekroczenie +n
Przekroczenie -n
Przekroczenie na n-tej osi (n=l-8) w
kierunku +; przestrzeń chroniona typ 3
Przekroczenie na n-tej osi (n=l-8) w
kierunku -; przestrzeń chroniona typ 3
Uwaga
Jeśli definiując przestrzeń chronioną wprowadzimy 2 punkty o tych samych
parametrach, to:
Jeśli jest to przestrzeń chroniona typu 1, to cały obszar staje się obszarem
zabronionym
Jeśli jest to przestrzeń chroniona typu 2 lub 3 - cały obszar jest obszarem
dozwolonym
8.4 Funkcja ochrony przy obróbce automatycznej
W trybie obróbki automatycznej, po wprowadzeniu przestrzeni chronionych typ
1,2 lub 3 następuje sprawdzenie „z góry", czy polecenie wykonania posuwów
osi zawarte w danym bloku nie przewiduje wejścia narzędzia w przestrzeń
chronioną. Jeśli tak, to następuje natychmiastowe wyhamowanie posuwów i
zatrzymanie ich po rozpoczęciu wykonywania danego bloku. Pojawia się także
komunikat alarmowy. Jest to zilustrowane na następujących 2 rysunkach:
115
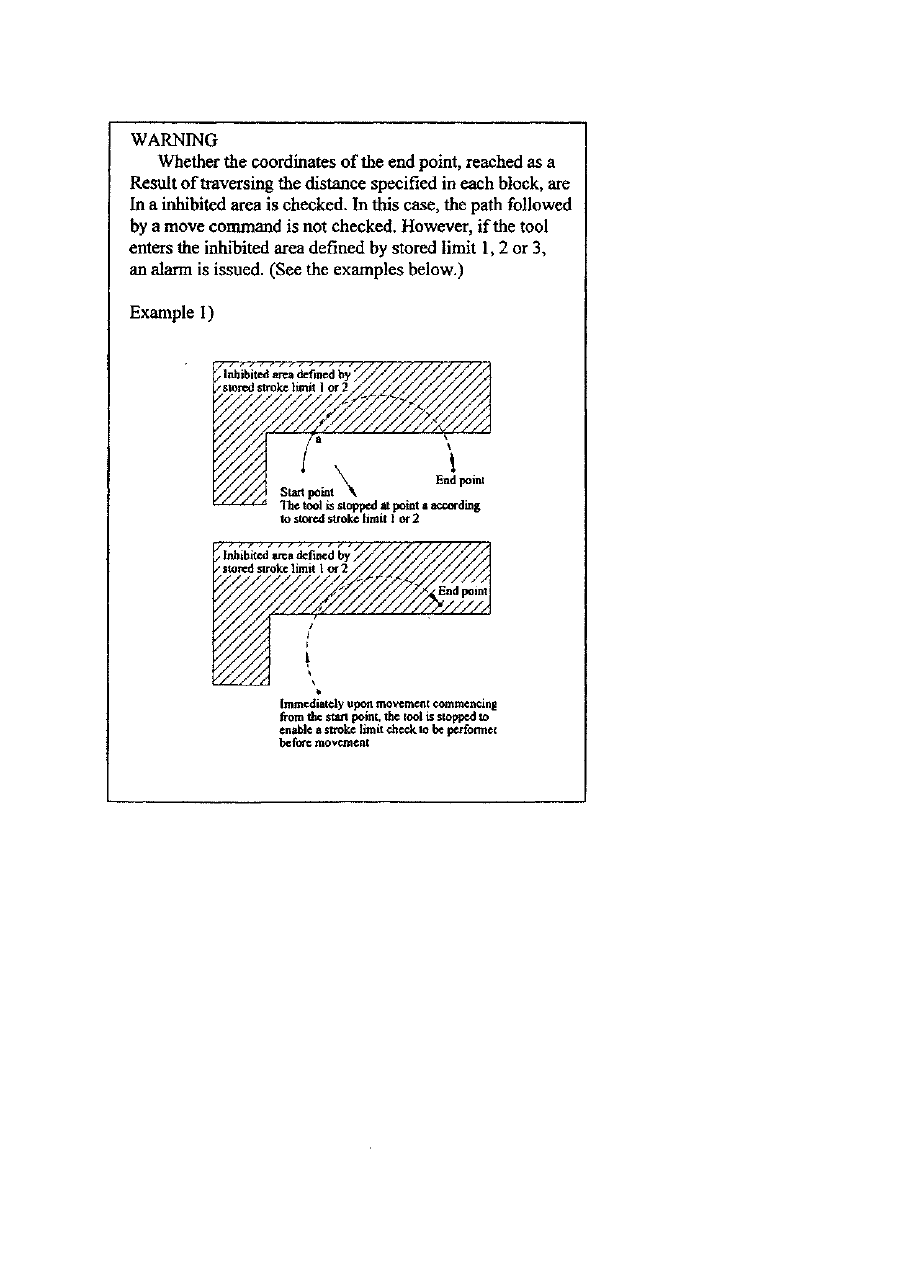
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC I SMC
Opis na rysunku:
UWAGA:
Jeśli współrzędne punktu końcowego wymagają przejścia narzędzia przez
przestrzeń chronioną, następuje zatrzymanie obróbki:
Jeśli punkt końcowy jest poza przestrzenią chronioną - na krawędzi tej
przestrzeni
Jeśli punkt końcowy jest wewnątrz przestrzeni chronionej - zatrzymanie nastąpi
w punkcie początkowym.
116
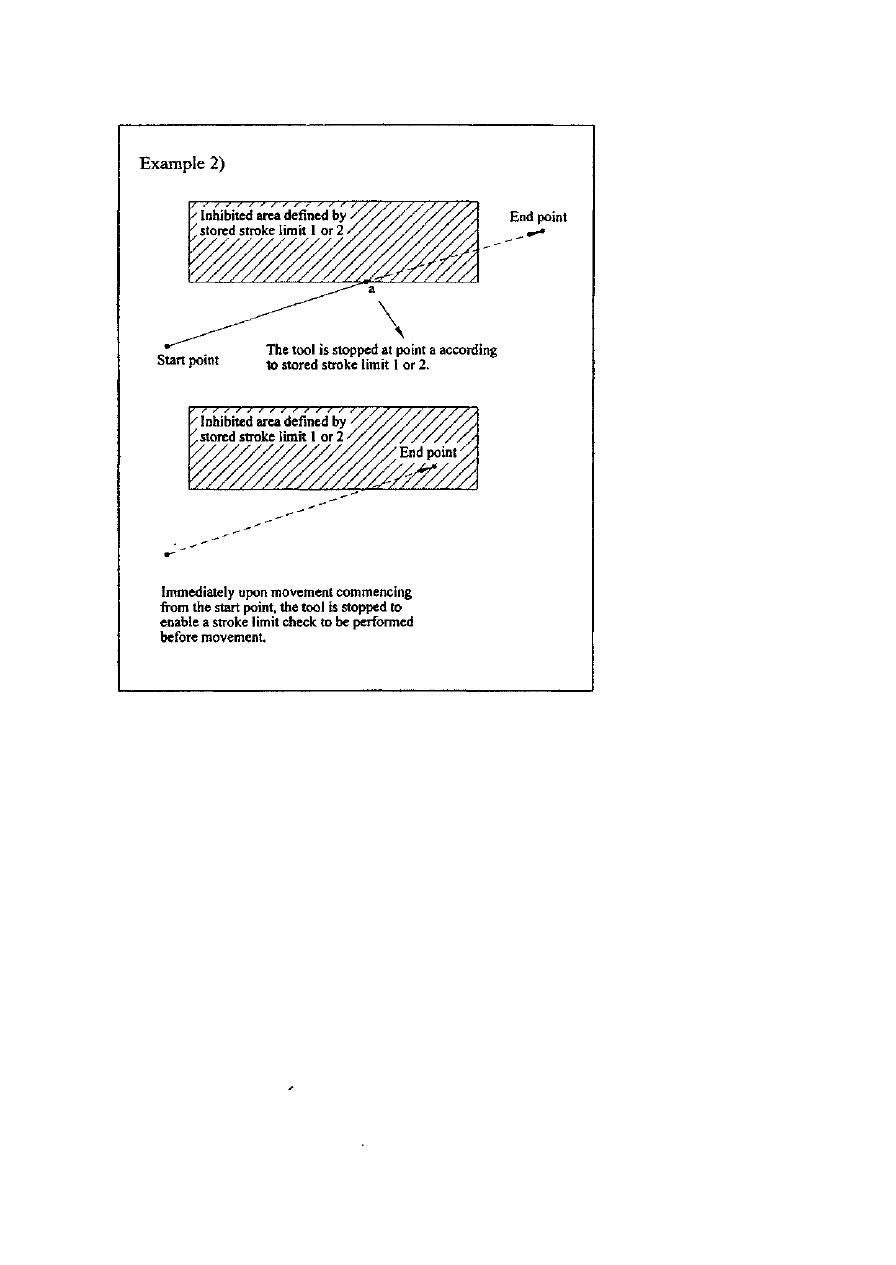
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV204II ZE
STEROWNIKIEM FANUC 18MC
Opisy na rysunku:
Narzędzie zatrzyma się w punkcie a
Narzędzie zatrzyma się natychmiast po starcie z punktu początkowego
Ograniczenia:
Zablokowanie obrabiarki
Jeśli zablokujemy obrabiarkę zaraz po rozpoczęciu ruchu, nie wykona ona
sprawdzenia przestrzeni chronionych
G23
Kod ten jest używany do odwołania funkcji wprowadzenia przestrzeni
chronionej typ2.
Wznowienie programu
Jeśli chcemy wykonać funkcję wznowienia programu (program restart), a punkt
startowy znajduje się w przestrzeni chronionej, polecenie nie zostanie wykonane
i pojawi się alarm.
117
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV2041I ZE
STEROWNIKIEM FANUC I8MC
Interwencja ręczna przy użyciu funkcji zatrzymania posuwu (Feed Hołd)
Jeśli wznowimy wykonanie bloku programowego po zastosowaniu ręcznego
zatrzymania posuwu nie pojawi się żaden alarm; nawet jeśli punkt końcowy
tego bloku będzie się znajdował w przestrzeni chronionej.
Blok zawierający więcej niż jedną operację
Jeśli dany blok zawiera więcej niż jedną operację, a chociaż w jednej z nich
punkt końcowy będzie się znajdował w przestrzeni chronionej - cały blok nie
zostanie wykonany i pojawi się alarm.
Tryb interpolacji kołowej
W tym trybie nie można zadeklarować przestrzeni chronionej
Tryb interpolacji biegunowej
W tym trybie nie można zadeklarować przestrzeni chronionej
Kątowo-wektorowe określanie położenia osi
W tym trybie nie można zadeklarować przestrzeni chronionej
Rysowanie
W tym trybie nie można zadeklarować przestrzeni chronionej
Kontrola osi za pomocą PMC
W tym trybie nie można zadeklarować przestrzeni chronionej
Tryb HPPC - High-Speed High Precision contour control
W tym trybie nie można zadeklarować przestrzeni chronionej
Numer alarmu
510
511
Komunikat
Przekroczenie +n
Przekroczenie -n
Opis
Informacja przed rozpoczęciem ruchu, że
dany blok ma za swój koniec punkt
znajdujący się w przestrzeni chronionej
wzdłuż osi n i kierunku +
Informacja przed rozpoczęciem ruchu, że
dany blok ma za swój koniec punkt
znajdujący się w przestrzeni chronionej
wzdłuż osi n i kierunku -
8.5 Ochrona przed otwarciem drzwi do przestrzeni obróbczej
Zgodnie z zaleceniami CE obwód zabezpieczenia przed otwarciem drzwi
frontowych do przestrzeni obróbczej ma działanie pokazane na poniższym
algorytmie:
118
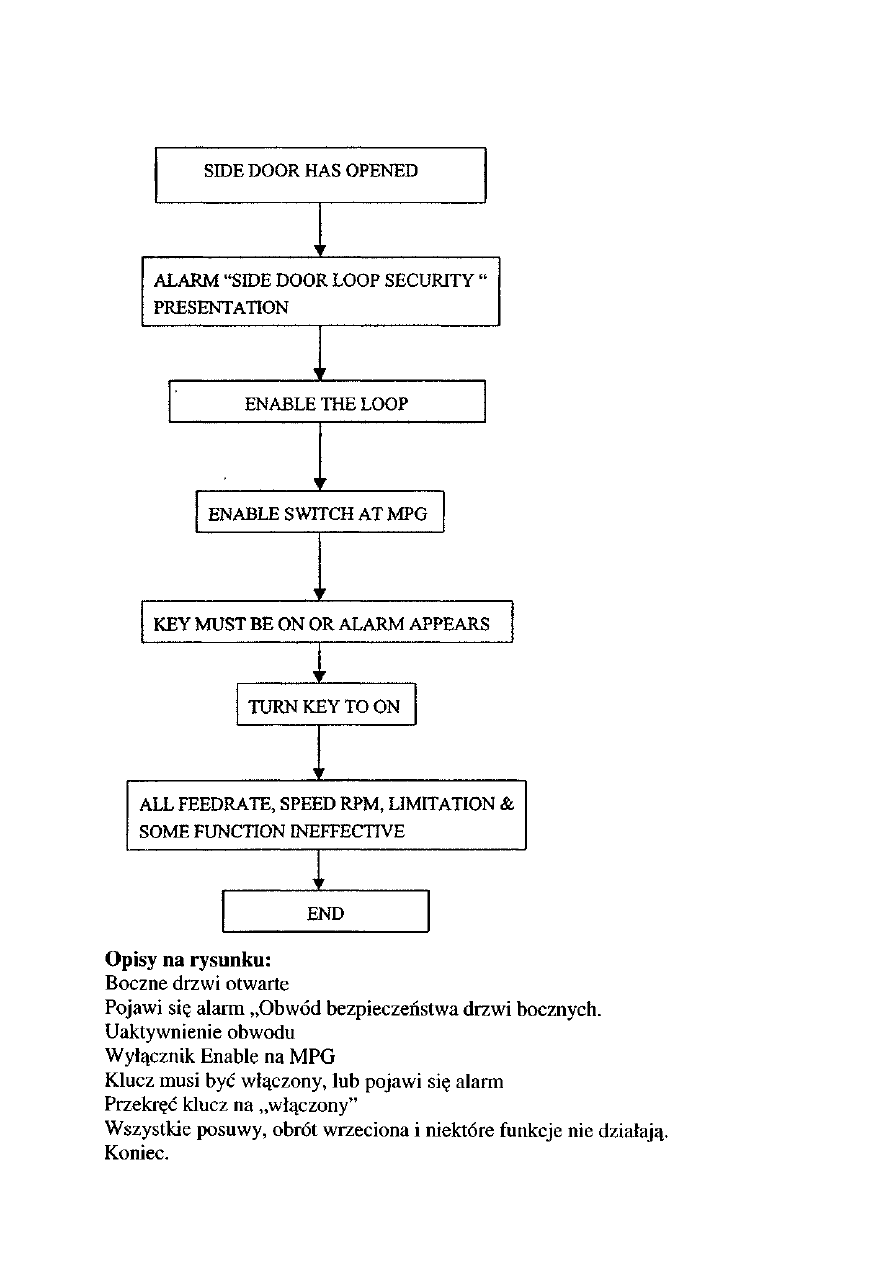
INSTRUKCJA UŻYTKOWANIA PIONOWEGO CENTRUM OBRÓBKOWEGO TYP MV20411 ZE
STEROWNIKIEM FANUC I SMC
119
Wyszukiwarka
Podobne podstrony:
MB 7 4 Carsoft Instrukcja obsługi
MB 7 4 Carsoft Instrukcja obsługi
MB 7 4 Carsoft Instrukcja obsługi
Piec LSL UB Instrukcja obsługi
Instrukcja obslugi Uchwyt samoc Nieznany
INSTRUKCJA OBSŁUGI DEKODER SAGEM ISD 4285 PL
Instrukcja obsługi interfejs KKL OPEL, BMW, VAG
Instrukcja obsługi Farymann 15D 18D
Instrukcja obslugi wymiennikow CB alfa laval
Instrukcja obslugi klimatyzacji Vectra B
14 Instrukcja obsługi BFZ
INSTRUKCJA OBSŁUGI APARAT KODAK EASYSHARE Z1285 PL
iobsł Dłutownica DAA-16, BHP, Instrukcje-Obsługi
INSTRUKCJA OBSŁUGI HYDRAULICZNEJ NADZIEWARKI DO KIEŁBAS(1), GOTOWANIE I ŻYWIENIE, GASTRONOMIA
pHmetr-instrukcja obsługi, Inżynieria środowiska, inż, Semestr II, Chemia ogólna, laboratorium
Czyszczarka naroża CNR-200, BHP, Instrukcje-Obsługi
Żuraw, BHP, Instrukcje-Obsługi
Pilarka DMMC, BHP, Instrukcje-Obsługi
więcej podobnych podstron