
Section I
Introduction
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c001 Final Proof page 1 7.3.2005 6:12pm
© 2005 by Taylor & Francis Group.
1
Introduction to Mask Making
Andrew G. Zanzal
CONTENTS
1.1 Introduction
1.2 How Masks are Fabricated
Data Preparation
1.2.1.1 Transformation
1.2.1.2 Augmentation
1.2.1.3 Verification
Front End of Line
1.2.2.1 Mask Writing
1.2.2.2 Process
Back End of Line
1.2.3.1 Defect Inspection
1.2.3.2 Defect Repair
1.2.3.3 Pellicle Application
1.3 The Technology History of Masks
1.1
Introduction
A mask can be defined in simplest terms as a pattern transfer artifact, wherein exists a
patterned surface on a substrate material. The patterned surface is transferred to form an
image of the pattern on a receiving substrate, which is subsequently fabricated into
electronic, electromechanical, or mechanical devices. In most cases, the transfer artifact
substrate is highly transparent to the change agent of the pattern transfer (usually light),
while the patterned media on the mask substrate is less transparent or opaque to the
change agent. The transmitted image may pass through a lens, with either demagnifica-
tion or 1:1, or it may be contact printed directly to the receiving substrate (
Typical masks used by the semiconductor industry over the past 25—30 years have been
comprised of a thin (80–100 nm) layer of chrome on a glass or fused silica substrate. The
chrome is patterned using a coating of photosensitive material, known as photoresist,
which is resistant to chrome etching. After selective exposure with energy, the photoresist
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c001 Final Proof page 3 7.3.2005 6:12pm
© 2005 by Taylor & Francis Group.
is chemically developed, leaving voids where an etching chemical may be applied to
remove unwanted chrome.
Masks, as used in the semiconductor and related industries that have adopted semi-
conductor fabrication methods, have their origin in traditional printing and lithography.
For the purpose of this publication, mask refers to the pattern transfer artifact as described
above when used in the fabrication of microelectronic or similar micro devices. In this
genre, masks have also become commonly referred to as photomasks or reticles, almost
interchangeably. Traditionally, a mask or photomask was a pattern transfer artifact that
contained the complete pattern content of a single layer of a full semiconductor wafer,
which could be printed in a single exposure without any optical demagnification. A reticle
also contains a single layer of pattern data but only for a small part of the wafer. The
reticle image could be projected, with or without demagnification, onto the small part of
the wafer (
After the formation of this single image by exposure, the wafer
would move on a stage, and then a second image would be printed, until several
subsequent areas of the wafer were printed with the pattern content from the reticle.
Semiconductor and related industries have migrated over the years to using mostly
reticles, but the interchangeable use of the terms reticle, photomask, and mask has blurred
the traditional distinction.
As a class of pattern transfer artifacts masks can be used in multiple ways. They can be
used with broadband or single wavelength light (radiation) sources. They can have
transmitting or reflecting substrates. The pattern media can be fully opaque or par-
tially transmitting for transmission masks, or absorptive for reflective masks. The sub-
strate and media can be engineered and processed in such a way as to change the phase
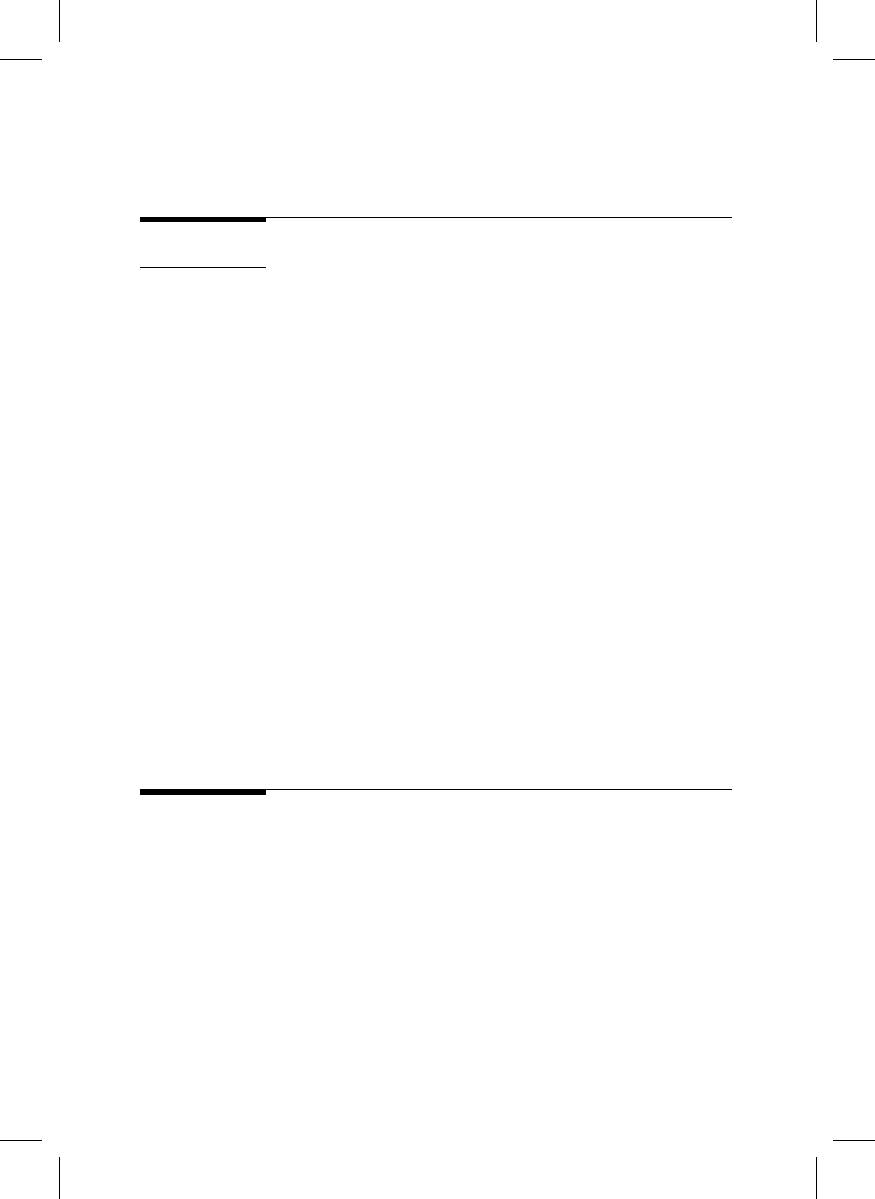
FIGURE 1.1
Schematic of wafer exposure using a
mask.
Light source
Mask
Exposed resist
Unexposed resist
Wafer
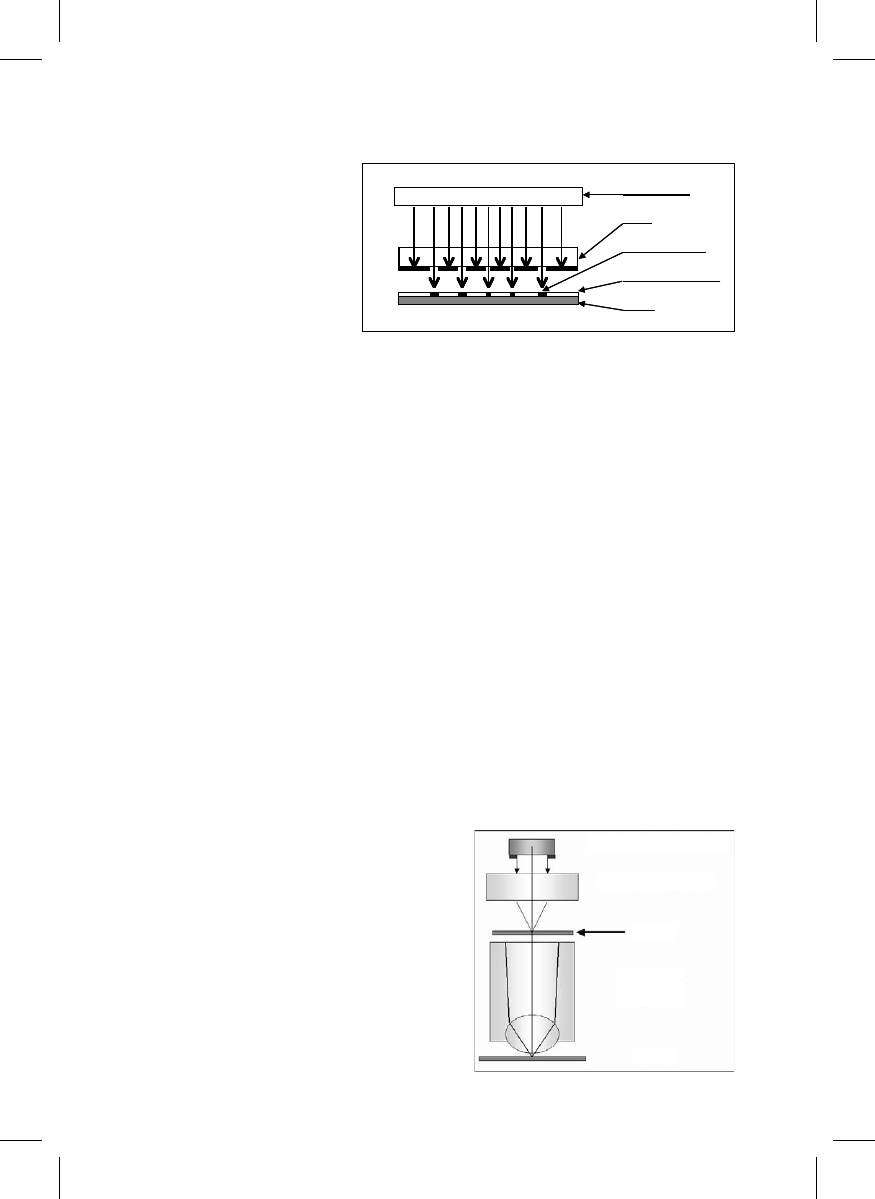
FIGURE 1.2
Mask in a typical projection/reduction lithography system.
Illumination aperture
Condenser lens
Mask
Projection
optics
Wafer
© 2005 by Taylor & Francis Group.
of the radiating wavelength. The substrates can be of rigid contiguous media or thin
membranes with discontinuities. Masks can be used in direct hard contact or in projection
with a particle-free ‘‘mini-environment’’ known as a pellicle. These and other options will
be highlighted in the subsequent chapters.
The most common masks in use today are those with an image media of chromium that
is sputtered on a fused silica substrate. The chromium is highly opaque to the radiating
wavelength (usually 248 or 193 nm), while fused silica is highly transparent. The masks
will most likely be used on a tool that prints multiple fields in an expose-and-repeat
fashion. The mask will have a pellicle attached to the media coated surface. A pellicle is a
transparent membrane that is stretched across a metal frame and subsequently attached
to the mask using an adhesive. The pellicle keeps any particles from contaminating the
patterned surface and provides a suitable distance to keep away such particles out of the
printing focal plane. A mask as described in this paragraph is alternatively referred to as a
binary intensity mask (BIM) or chrome-on-glass (COG) mask.
1.2
How Masks are Fabricated
Masks have been made by a variety of means since the 1960s, some of which will be
described from a historical perspective later in this chapter. For the purposes of this
section, however, the flow described is typical of processes used in producing BIMs
today. The details of the process are often proprietary to the practitioner, and, as such,
intimate details are omitted from this chapter. More complex flows that are required to
produce more exotic masks either in use today or contemplated for the future, are
described in subsequent chapters.
Today’s mask patterns are defined using electronic design automation (EDA) software
tools on computer automated design (CAD) systems. This operation is most often per-
formed outside the mask arena, so the output from the design activity is the starting point
of mask fabrication. The fabrication process can be subdivided into three broad categories
of manufacturing activities: data preparation, front end of line (FEOL), and back end of
line (BEOL).
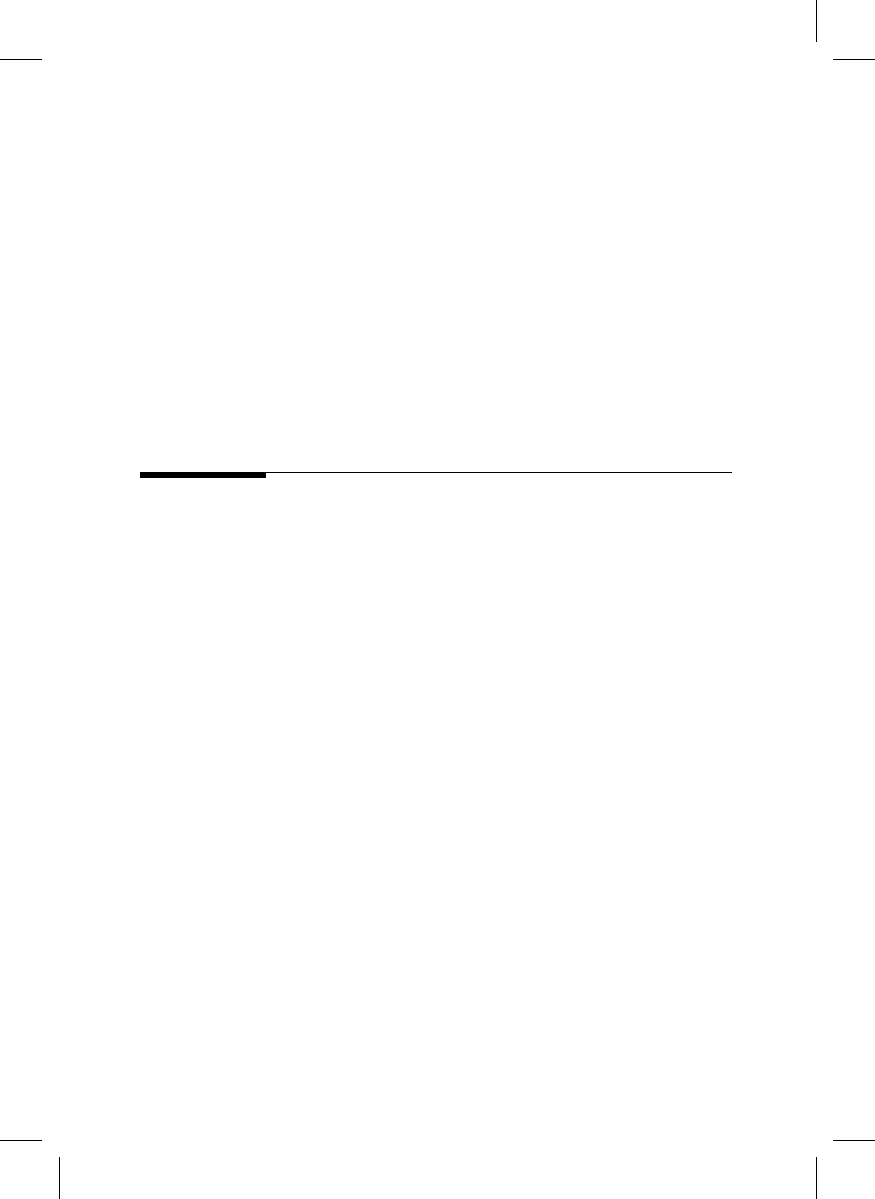
is a highly simplified diagram of the process flow and is meant to
broadly convey the general steps employed. The reader should be aware that the actual
processes can include loops or repetitions of many of the steps in the diagram
1.2.1 Data Preparation
The data preparation process is comprised of three broad process steps performed once
the mask data files are received from the circuit designer. These process steps can be
broadly categorized as transformation, augmentation, and verification.
1.2.1.1 Transformation
Incoming mask data from circuit designers can be either passed directly to the FEOL step or
any number of data file manipulation steps can be performed. These include transforming
the data from the input format to a format compatible with the mask writing tool used in
FEOL processes. This transformation process is commonly referred to as fracturing and
may or may not include the addition of process bias to compensate for linear differences in
feature sizes between the mask process and the desired final wafer result. Advanced masks
© 2005 by Taylor & Francis Group.
may also require differential biasing where compensations are made based on local pat-
terning attributes. In addition to preparing data files for mask writing, data files used to
inspect the finished mask are also included in the transformation process.
1.2.1.2 Augmentation
Other functions that may occur in the data preparation stage include the addition of optical
proximity correction (OPC) features and the addition of standard mask patterns, such as
machine-readable barcodes, human-readable labels, alignment marks, and metrology cells.
Additionally, this step often includes composing a set of instructions, known as a job deck,
that tell the mask writer where to put the content from multiple mask files onto the mask.
1.2.1.3 Verification
To varying degrees, based on project complexity and customer requirements, automated
and manual verifications are performed. These steps are performed to minimize the
number of masks that must be remanufactured and to cycle through more costly pro-
cesses in FEOL and BEOL. Some of these processes include automatic comparison of the
fractured data to the input file and may also include local or remote on-screen viewing by
customers of the mask fabrication facility. A trend towards automating many of the
verification processes has been apparent over the last several years
1.2.2 Front End of Line
The FEOL processes include the mask writing step, chemical processing, and metrology.
Metrology, or measurement, may be inserted many times in the flow to ensure the final
outcome and detect failures in the flow as early as possible to avoid adding unnecessary
cost by performing operations on a mask that will subsequently be rejected.
Transformation
Verification
Writing
Process
Augmentation
Metrology
Pellicle
Defect repair
Defect inspection
Data preparation
Back end of line
Front end of line
Design data
Finished Mask
FIGURE 1.3
Simplified mask-making flow.
© 2005 by Taylor & Francis Group.

1.2.2.1 Mask Writing
Today’s masks are generally written on either of the two classes of write tools. Electron
beam (e-beam) writers precisely direct a focused stream of electrons onto the mask
substrate while controlling the position of those electrons through the use of an interfer-
ometer controlled stage. Laser writers essentially perform in the same fashion but use
laser generated photon energy rather than negatively charged electrons. The optics and
mechanics of how these electrons or photons are delivered to the substrate surface are
distinctly different for virtually every writer employed in the industry. These differences
will be discussed in later chapters.
1.2.2.2 Process
The energy delivered by the mask writer to the substrate surface is intended to react with
a coating on the chromium. The coating, generically referred to as resist, is engineered to
be sensitive to either e-beam or laser exposure. Resist is a chemical polymer that is usually
cross-linked at the molecular level when exposed to the radiation wavelength for which it
is designed.
1.2.2.2.1 Develop
The locally cross-linked molecules become either sensitive or insensitive to chemical
developers used in post-write processing steps. When the develop step removes exposed
resist, the process is referred to as positive-working, and when leaving behind exposed
resist, negative-working.
1.2.2.2.2 Etch
After development the mask moves on to the etch step. In this part of the process, the
surface of the mask that has been left uncovered by resist becomes exposed to the etching
chemistry. The resists are engineered to withstand the etching process and at the very
least stand up to the etch chemistry with a removal rate that is slower than the removal
rate of the underlying chromium. Etching can be accomplished by using liquid (wet) or
plasma (dry) etch chemistry. After complete removal of unwanted chromium by etching,
the mask is stripped of all remaining resists.
1.2.2.2.3 Metrology
Masks are subjected to metrology throughout the manufacturing process, but most
rigorously at the postdevelop and postetch stages. Postdevelop measurements of critical
dimensions (CDs) are taken to ensure that the develop process has not over or under shot
the final desired CD. Often an iterative develop process can ensure the likelihood of final
CDs’ meeting the specification. Iterative etching processes are also used but are less
common. Once a sample of CDs is found to be within the desired final outcome after
etching, customer specific sampling plans are generally employed to assure compliance
with specifications. Another form of metrology that is often employed is registration or
position metrology. This metrology is used to ascertain that elements of the mask are at
intended locations relative to other customer-identified features.
1.2.3 Back End of Line
BEOL process is generally performed to ensure quality of the outgoing mask and to
protect the mask from particles in transit to the user, and through its useful life. These
© 2005 by Taylor & Francis Group.
steps include defect inspection, defect repair, and pellicle application. The impact of
cleaning processes should not be ignored or understated as the mask may go through
cleaning cycles before and after each inspection and repair, and a rigorous final cleaning
process just prior to pellicle application.
1.2.3.1 Defect Inspection
Masks are inspected for defects on automated tools that scan the mask surface and con-
stantly compare the physical mask to a reference image. Any anomaly detected that shows a
difference within preset limits between the mask and the reference image is flagged as a
potential defect, and its location is recorded for later review and classification by an
inspection operator. The reference image can either be an intended identical pattern from
another area of the mask, known as die-to-die inspection, or a digital representation on the
intended mask image that was prepared in the transformation phase of data preparation.
1.2.3.2 Defect Repair
Once found, defects that are large enough to print need to be repaired. Printability
assessment through lithography simulation has not become a universally accepted prac-
tice, resulting in an industry that tends to repair every defect it detects. Repair is
accomplished on advanced masks using both focused ion beams and nano-machining
with atomic force microscope (AFM) tipped repair tools. More mature masks are still
repaired using laser tools.
1.2.3.3 Pellicle Application
After rigorous final cleaning and assessment to ensure that there are no particulate
contaminants or chemical stains, a pellicle is attached to protect the mask surface from
subsequent contamination in shipment and through the masks’ useful life. The mask is
inspected with both reflected and transmitted light after the pellicle is attached to ensure
that the area under the pellicle has remained defect- and contaminant-free throughout the
pellicle application process.
1.3
The Technology History of Masks
The use of masks to print semiconductor wafers goes back to the very early days of the
formation of the industry. In the intervening decades, the mask industry has continually
adapted its product offering to meet the needs of its semiconductor-producing customers.
The changes in mask product offerings were usually driven by the development in wafer
lithography. The industry has progressed from 1 contact print lithography through 1
projection to reduction lithography. In the most recent era beginning 1999, masks, and the
lithography processes that support masks, have entered the subwavelength era where the
line widths printed are often far smaller than the wavelength of light used to print them.
1.3.1 The Contact Print Era
In the early days of the semiconductor industry, masks were almost exclusively used in
contact print applications. Masks used in this fashion were placed in intimate contact with
© 2005 by Taylor & Francis Group.

the wafer, which was subsequently exposed with ultraviolet light. In the process of
making intimate contact, difficulties arose in the area of creation of defects on the mask,
which printed on subsequent wafers. Alignment with previous layers was also a problem,
caused by thermal stability of mask materials and lack of other than visual or manual
alignment.
The first masks in this era were actually not on the rigid glass substrates we know of
today, but were actually made from either a material called rubylith or photographic film.
Rubylith is a two-layer polymer-based material comprised of light-blocking red film
laminated to a clear polymer base. In the contact print era, rubylith material was widely
used in the graphic arts and adapted easily to the fledgling semiconductor industry. The
softer red layer could be cut with a knife without damaging the tougher clear layer. After
cutting, the unwanted red areas could be peeled away and a mask comprised of clear and
opaque areas was created. The rubylith material could be printed directly on the wafer or
copied onto a film, with or without reduction, and then printed. Obviously, this technique
had little merit for any level of production volume, but in early R&D stages it was
adequate for proof of concept demonstrations.
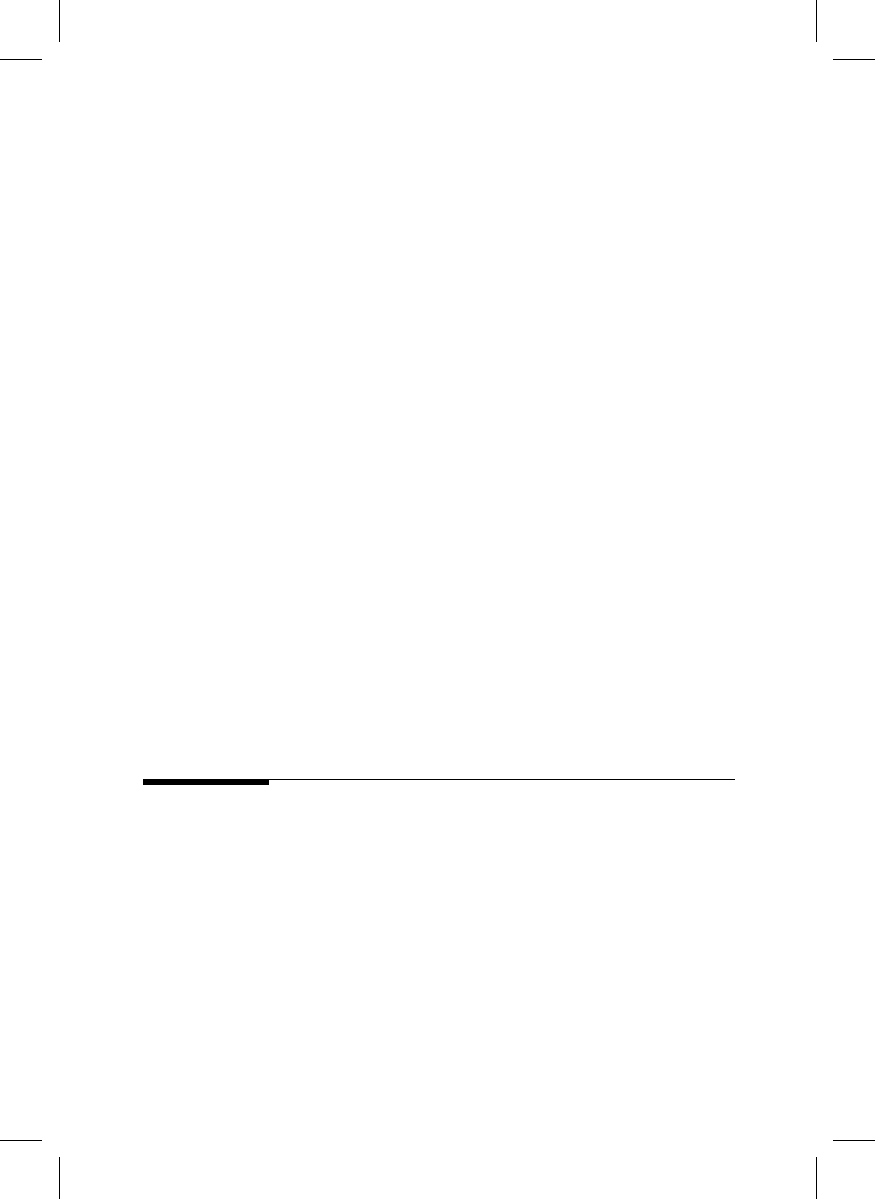
To enhance mask precision and manufacturing volume, the industry evolved to one
where rubylith continued to be used but the circuits were cut into the material at high
magnifications (often 200). The resultant representation of the circuit was called ‘‘art-
work.’’ The artwork was photo reduced (often 20:1) onto emulsion glass substrates
usually resulting in a 10 reticle. Metrology in those days consisted of checking the
rubylith feature sizes with a steel scale and an eye loupe. Through this era, the precision
and error rate of rubylith cutting were greatly enhanced by the development of a tool
called a coordinatograph, which has an effective light table to which the rubylith was
affixed
This tool had mechanical stops in the X and Y directions to which
coordinates could be applied to precisely guide the length and direction of the cut. Some
coordinatographs also had rotating light tables so that even angled features could be cut.
Later versions of coordinatographs used primitive computer numerical control to make
the precise cuts required to generate even more complex artwork.
The 10 reticle produced from the photo-reduced artwork was used in a tool called a
photorepeater, which reduced the mask image to the final desired size while simultan-
eously printing it on a photographic emulsion coated glass substrate. This ‘‘camera’’
would expose, step to the next location, and then repeat the process until the mask was
completed. The photorepeater also became known as a step and repeat camera and was a
precursor to the wafer stepper that is used in most semiconductor fabrication methods
today. The resultant mask from the photorepeater became a master mask from which
many copies were made.
In this era, mask materials moved from the initial mylar-based films with rubylith or
photographic emulsion to soda-lime glass substrates with photographic emulsion. Ini-
tially used in wafer contact printing, masks had a finite life, and many copies were made
to support production lines making large volumes of devices. Emulsion photomasks first
supported the industry; however, the emulsion coating was relatively soft and did not
stand up long to contact printing. Each print added additional defects to the mask, in
some cases rendering it useless after printing just a few wafers.
To mitigate these defect issues, the industry migrated over time to so-called hard
surface materials that consisted of sputtered or evaporated metal films that had appro-
priate optical properties and could be cleaned repeatedly. Although not totally impervi-
ous to added defects over time, hard surface photomasks were far less susceptible to
damage as compared to emulsion masks during the contact printing process, and they
could be cleaned of particles. The two films the industry settled upon were iron oxide and
chromium. Iron oxide provided the benefit of being transparent in the visible wavelength
© 2005 by Taylor & Francis Group.
while being opaque at the exposure wavelength, allowing the user to see through the
mask when aligning to a previous layer. The drawbacks of iron oxide were that the
material processed poorly, was prone to excessive defects, and provided such non-
uniform results, and that the semiconductor device specifications quickly outpaced its
usefulness as a viable material. Chromium provided a much more uniform result and to
this day remains the dominant material for mask making.
The key technology breakthroughs in this era from the 1960s to the early 1970s were the
eventual development and migration to hard surface photomasks. More significant
though, was the development of a tool called an optical pattern generator (
This class of tools, developed by companies like David Mann Company and Electromask,
effectively replaced rubylith as a means of creating artwork by allowing the production of
10 reticles directly on emulsion glass substrates. The tool had a computer-controlled
stage that allowed for the movement of the substrate in the X or Y direction. An aperture
in the optical path allowed for a variable shaped slit from a wide range of height and
width values. The optics and aperture were mounted on a turret that could be rotated in
0.18 increments, allowing for angled features as well. These tools appeared on the scene in
the late 1960s and reached their full popularity in the mid-1970s, at a time when the
complexity of leading edge devices had gone beyond the ability of operators to cut them
in rubylith. These tools allowed the industry to move beyond the physical mask content
and subsequent verification limitations that had been imposed by using rubylith.
1.3.2 The 1 Projection Era
In the mid-1970s, the need for masks with longer lifetimes became apparent to the
industry. Using large quantities of contact print masks was difficult to manage in
a production line, but more significant were the yield losses associated with contact
FIGURE 1.4
Operators cutting rubylith artwork. (Photo cour-
tesy of Intel Corp.)
© 2005 by Taylor & Francis Group.

printing due to defects on masks printing on wafers and contact with wafers damaging
the masks. In this era, Perkin-Elmer Corporation developed the Micralign projection
aligner and through its deployment precipitated several profound changes to the business
of making masks that have continued forward to this day, many of which are discussed in
later chapters.
The Micralign eliminated contact printing by using a system of mirrors and lenses to
project the mask image onto the wafer. The mask never came in contact with the wafer,
thereby eliminating the defect issues associated with contact printing. Another feature of
the Micralign was the ability of the tool to automatically align to a previously printed
layer through the use of specially designed and located alignment marks.
In this era, several changes in substrate materials were ushered into the industry. Since
masks did not have to be cleaned as often, they were used for many more wafer exposures
leading to increases in temperature at the mask plane. Over time, the thermal properties
of soda-lime glass led to wafer alignment issues, which forced the industry to migrate to
glass substrate materials that had a lower thermal coefficient of expansion. The industry
settled on borosilicate glass materials, which had thermal properties similar to those of
silicon wafers. Towards the end of the 1 projection era, wafer exposure wavelengths
migrated to near 365 nm, creating the need for a substrate with higher transmission
properties than borosilicate. The industry turned to synthetic quartz, or fused silica,
which had very high transmission properties all the way through 193 nm, and remarkable
thermal stability. Fused silica remains, to this day the substrate of choice for leading-edge
mask techonology.
Some of the breakthrough technology advancements that occurred in this era included
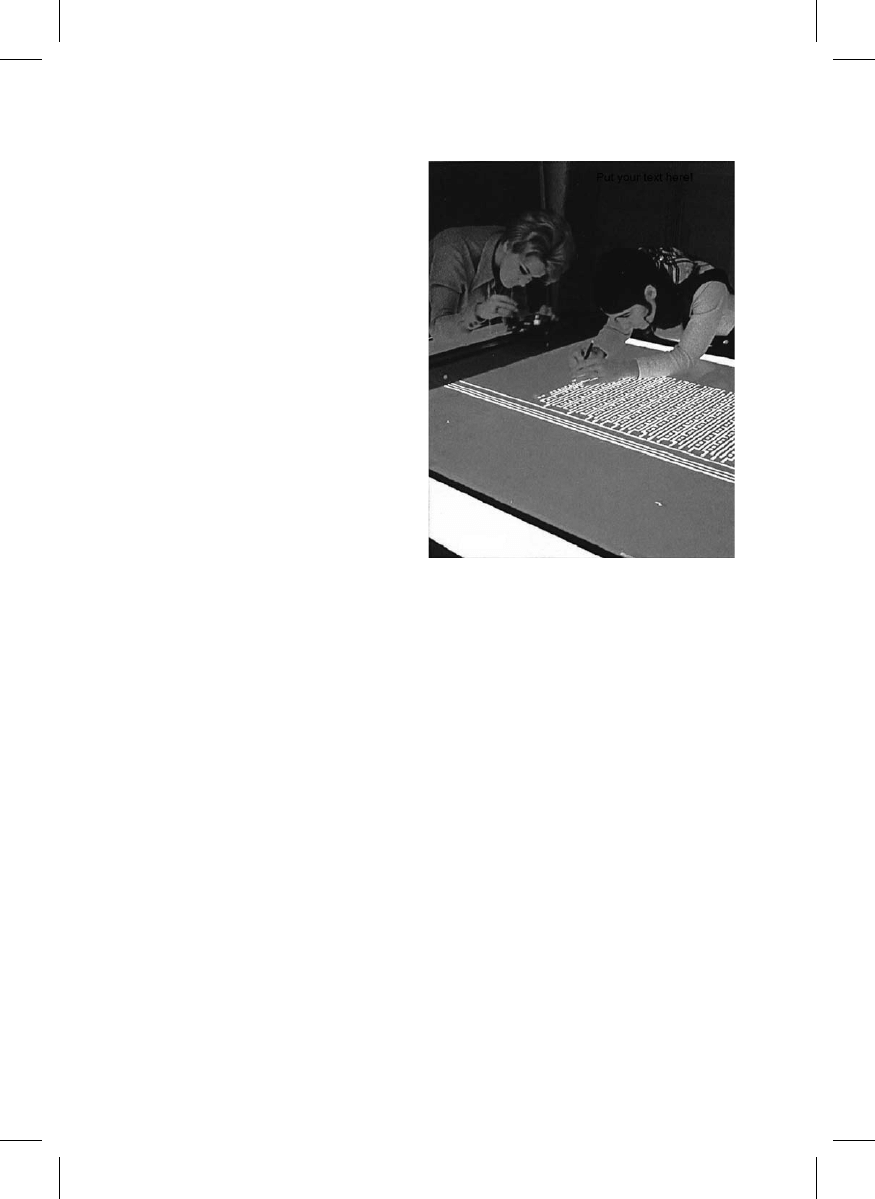
automated defect inspection, laser repair, and pellicle protection. The first automated
defect inspection machine appeared on the scene in early 1978. Developed by KLA
Instruments, the KLA 100 tool (
performed defect inspection by scanning and
comparing adjacent fields on the photomask intended to be identical. When an anomaly
FIGURE 1.5
Mann3000 Pattern Generator. (Photo courtesy of the Uni-
versity of Notre Dame.)
© 2005 by Taylor & Francis Group.
between the two inspected fields was detected, the location was recorded and stored for
later review and classification by a machine operator. This automation replaced the
tedious visual inspection method whereby an operator would spend his or her day
scanning masks through a microscope and counting defects. Other benefits, in addition
to the reduction of tedium, was the ability to replace sampling plans with 100% inspection
and the ability to use the tool for process improvement through rapid collection of results
in defect reduction experiments.
Of course, finding defects was only half of the story. The desire to achieve defect-free
masks could only be accomplished with reasonable yield through the use of repair tools.
The first laser repair tools from companies like Quantronix and Florod appeared in the
late 1970s. These systems used laser pulses to remove unwanted chrome spots from the
mask. Later versions included the ability to repair voids in the chrome through laser-
assisted chemical vapor deposition. Although primitive by today’s standards, these tools
proliferated rapidly through the industry and continue to be used for trailing edge mask
products even today.
Once defects were found and repaired, maintaining their low-to-zero defect condition
became the next focus area. Again the industry responded by developing a hardware
addition to the mask called a pellicle. A pellicle is essentially a thin transparent membrane
that is stretched over a metal frame. The purpose was to effectively seal the surface of the
mask to keep out particles. The height of the frame was designed specifically to keep any
particles that landed on the membrane surface out of the focal plane of the exposure
system, thereby keeping the particles from printing on the wafer. Companies like Ad-
vanced Semiconductor Products (ASP), Mitsui, and Micro Lithography Incorporated
(MLI) introduced pellicles commercially in the early 1980s. Pellicles have become an
integral part of photomasks and today’s masks are rarely used without them.
Through this era, device complexity continued to increase to the point where the optical
pattern generators that were used to create the 10 reticles, from which 1 projection
masks were made, were unable to keep up with the increasing density. Pattern generation
FIGURE 1.6
KLA 101 Die-to-die automated defect inspection system. (Photo courtesy of KLA-Tencor.)
© 2005 by Taylor & Francis Group.

files soon eclipsed several hundred thousand exposures, and reticles could take as long as
48 h to expose. To mitigate this development, a faster method of writing these reticles was
required. The answer was the development of the e-beam writer, which came out of Bell
Laboratories to be commercialized in the late 1970s by ETEC Corporation (Figure 1.7).
Dubbed the Manufacturing Electron Beam Exposure System (MEBES), this tool provided
the ability to write reticles for use on photorepeaters at much faster throughput rates than
possible with optical pattern generators. The added benefit of this tool was that it was
significantly over-engineered for the task of making photorepeater reticles and could be
used to make 1 masks directly from a data file. This led to the ability to create masks
with die sizes that were not constrained by the photorepeater lens field, as well as having
masks without repeating features, if desired. The resolution and flexibility of the early
MEBES and its successors served the industry as the platform of choice well into the mid-
1990s. Since these tools were capable of manufacturing 1 masks for leading edge
devices, their inherent abilities precipitated an era that later came to be referred to by
the industry insiders alternatively as ‘‘the mask maker’s holiday’’ or the ‘‘5 holiday.’’
1.3.3 The Wafer Stepper Era
Through the later stages of the 1 projection era, the semiconductor industry migrated
rapidly to wafer steppers as the lithography process of choice, from companies like GCA,
Nikon, and Canon. Much of the reason for the adoption of wafer steppers was due to
difficulties in printing in the 1 mm and below regime with 1 projection aligners. With
reduction steppers these dimensions could be achieved with wide process windows and
robust manufacturing yields. Another benefit was that defect-free masks could be easily
achieved from within the existing mask infrastructure, which at the time was geared to
FIGURE 1.7
Operator at MEBES-III console. (Photo courtesy of Photronics, Inc.)
© 2005 by Taylor & Francis Group.

produce 1 masks. The earliest wafer steppers were 10 tools, so the reticles needed to
support lithography were effectively 10 times easier to make from a resolution and CD
control standpoint. Later, even as wafer steppers migrated to 5, the relaxation of
specification criteria brought on by the magnification change from 1 was still profound.
Given an infrastructure of tools capable of much finer precision than that needed by its
customers, the mask industry focused on the service aspects of the business, including
reducing cycle time, reducing defects, improving mask data handling and transfer, and
implementing quality improvement systems.
Through this so-called holiday there was considerable consolidation in the merchant
mask industry and divestiture of captive facilities. Cycle times, often 2 weeks in the 1
optical mask making days, were reduced to 3–4 days in routine cases and less than 24 h on
a rush basis. Mask orders no longer required the magnetic tapes be shipped to the mask
provider but, instead, the use of dedicated dial up lines, later to be supplanted by Internet
transfer, flourished. Encouraged by their customers, mask makers embraced statistical
process control and quality systems, such as ISO 9000.
The industry also implemented new innovations from its supplier base, many of which
are covered in detail in later chapters. High throughput laser mask writers from com-
panies like Ateq and later Mirconic Laser Systems supplanted many MEBES tools for all
but the most technically challenging requirements. KLA introduced inspection systems
that compared the mask to the data file from which it was produced allowing for defect
inspection on masks without repeating patterns. Interferometer-based metrology tools
from Nikon and Leica were developed to measure position accuracy and led to the ability
of mask makers to match masks successfully from different mask writers. Focused ion
beam repair tools, from companies like Seiko Instruments and Micrion, augmented laser
repair systems. These tools did far less surface damage to the mask and allowed for repair
of smaller defects with greater precision.
As mentioned in the previous paragraphs, the 5 holiday was not a holiday at all but
an era that provided the opportunity for the industry to focus on time-to-market issues,
BEOL inspection and metrology, implementation of quality systems, and consolidation.
By the end of this era (ca 1994) the number of merchant mask suppliers in the world was
reduced through consolidation to four major and about half dozen lesser players. The
growth of these leading players towards achieving critical mass for attracting adequate
capital investment proved to be of major consequence as the industry entered the sub-
wavelength era in the late 1990s.
1.3.4 The Subwavelength Era
The mask industry is currently in the subwavelength era and will remain firmly therein
through at least the rest of the first decade of the 21st century. This era is defined by the
relative wavelength used by customers on their wafer exposure systems compared to the
feature sizes being printed on the wafer. Over the years, since the first wafer steppers were
introduced, stepper exposure wavelengths have continued to migrate downward from
their initial state at 436 nm, through 365 and 248 nm, to today’s state-of-the-art 193-nm
exposure systems. Once feature sizes migrate below wavelength, lithographers need to
apply techniques to enhance the imaging to achieve the wafer features. Some of these
techniques can be applied at the wafer end of the stepper, such as special photoresists and
antireflection coatings, while some might be applied to the illumination end of the stepper,
such as off-axis or dipole illumination. At the reticle plane, enhancements can be made to
the mask to improve the printed wafer results. These reticle treatments, collectively known
as resolution enhancement techniques (RET), include a variety of techniques [phase shift
© 2005 by Taylor & Francis Group.
masks (PSM) and OPC, discussed in greater detail in later chapters] to shift the phase of
light and number of methods to correct feature shape loss during reduction.
There was little need to use RET at 436 nm as the transition to 365-nm steppers was
relatively painless for the semiconductor industry. RET, as a means of advancing leading
edge semiconductors, was implemented briefly in North America at 365 nm before giving
way to the 248-nm wavelength. In Japan, however, RET at 365 nm was used in production
for a longer period as a means of extending the useable life of wafer steppers. With the
introduction of 248-nm exposure systems and the subsequent delay in availability of
193-nm systems, RET has quickly become a requirement for virtually all critical layers
in a set of masks for advanced semiconductor devices.
With the near-term roadmap for the semiconductor industry indicating 193 nm, and
possibly 157 nm, as the wavelengths of choice at least through the current decade, reticles
have become and will remain a key enabling part of the lithography process. Feature sizes
are expected to be nearly a one third of the wavelength by the year 2007, driving up the
content and complexity of masks. Creating reliable and cost-effective methods for manu-
facturing the challenging masks of today and those contemplated in the future require
significant investment in R&D and capital equipment costing hundreds of millions of
dollars. Clearly, the industry will benefit from the visionary management at companies
like Photronics and Dupont Photomask, and to a lesser extent at Dai Nippon and Toppan,
that brought about the global consolidation of many small independent and captive
mask-manufacturing organizations*. These larger organizations tend to have greater
access to the capital resources required to extend mask technology.
Mask making in the subwavelength era requires the mask maker to possess a broader
product offering to address the wide variety of RET, and one can infer that a broader set
of core skills and new tools are required as well. Writers for advanced critical layer masks
are now mostly high voltage e-beam systems with variable shaped beams and vector
scanning positioning systems. Unlike earlier raster scan systems, which scanned the
entire mask, these systems address and write only parts of the mask that need to be
exposed. Complex software and algorithms control the size, shape, and energy of each
exposure. Shape control is critical in providing the high fidelity OPC needed to provide
adequate masks. To enhance the speed of these tools, both positive and negative chem-
ically amplified resists are widely used. These new high voltage vector scan variable
shaped e-beams are discussed in greater detail in later chapters. Mask makers also have
moved into an era where new materials with precise optical properties for phase shifting
require multilevel exposure, as well as different etch techniques, than those used in
previous eras. In addition to new materials, tools and processes, knowledge and compe-
tence in lithography, simulation is also becoming more recognized in mask development
organizations as critical to the rapid and robust implementation of ever more complex
RET. In today’s semiconductor economy, masks are no longer viewed as a commodity but
as an integral part of a complete system.
1.4
The Future of Masks
The direction that mask making may take in the future beyond the year 2010 is unclear, as
approaches to lithography after the 193-nm wavelength or perhaps 157-nm wavelength
* Editor’s Note: Since the time the chapter was written, Dupout Photomask has announced plan to be acquired
by Toppan.
© 2005 by Taylor & Francis Group.

are yet to be proven production worthy. Certainly, significant effort in developing
lithography systems for the postoptical era has narrowed down the choices from among
many candidates, but as often those that were thought to be dead are revived for
another round of consideration. These postoptical or next generation lithography (NGL)
approaches include extreme UV (EUV), electron projection lithography (EPL), ion projec-
tion lithography (IPL), proximity x-ray lithography (PXL), nano-imprint, and one might
also argue direct write. With the exception of the latter, all of the choices require masks
that are radically different in many ways from those that are used today and all except
nano-imprint (a recently added option) are discussed in greater detail in later chapters.
There are pockets of support around the globe for each of these technologies, though
considerable effort continues to be invested in EUV and EPL. Although it is too soon to
predict if any of these technologies will become as dominant as optical lithography has
been, it is not difficult to envision that they will be used at least in a mix-and-match mode
for applications for which they are best suited, such as PXL or EPL for contact holes.
Direct write maskless lithography looms on the horizon as a potential contender, but
throughput and uniformity issues may relegate this technology to low volume applica-
tions, such as ASIC devices. The inherent benefit that has been embedded in masks since
they were first used, through to the present day, is their ability to allow parallel exposure
of massive amounts of content and to do so repeatedly wafer after wafer. I believe that the
semiconductor industry will continue to leverage this attribute as long as there is no
economically attractive alternative.
© 2005 by Taylor & Francis Group.
Document Outline
- Contents
- Section I Introduction
Wyszukiwarka
Podobne podstrony:
Elektroforeza DNA komórkowego BioAut1, BioAut2 i Ch1
ch1-pobieranie probek, weterynaria, Analityka, Próbówki
WYKLAD z fizyki atomowej i mol w3-4 2008, Fizyka, 13.Fizyka jądrowa, mat ch1
ch1
Ch1 Q1
Cw ch1, Akademia Morska Szczecin Nawigacja, uczelnia, Tomek, FIZYKA- SPRAWOZDANIA, FIZYKA- SPRAWOZDA
ch1 010902
Ch1 FundamentalOfPowerPlant 1 17 1 24
KIMMEL genderedsociety ch1
Ch0 Ch1 RationaleForForestEnergyProduction
CH1
ch1 revised id 110456 Nieznany
przykladowe zadania z fizyki jadrowej, Fizyka, 13.Fizyka jądrowa, mat ch1
cisco2 ch1 focus VRLS2G3H5FTBZYQ74NPB5LY5G4YM4HEVHUCF6TY
Ch1 Q3
Chromatografia cieczowa-CH1-CH2(1), NAUKA, chemia, lab
cisco2 ch1 concept T4CVTHOOK2UP7DYCEZ3YSGBWW62BKATM2APLUMY
cisco2 ch1 vocab HKRKBHHHSRQGUVIAIJ5YHAFAYK6FWYQNS7A2ILA
CH1
więcej podobnych podstron